Сварка ацетиленом и кислородом оборудование
Сварка является одним из самых значимых изобретений человечества. Ведь с ее появлением у человека появилась возможность создавать при помощи монолитных соединений металлов ранее недоступные изделия. Сварка помогла совершить серьезный прорыв в производственной сфере, результатами которого человечество продолжает пользоваться вот уже не одно десятилетие.
Первое время была доступна только электрическая сварка, но по мере ее совершенствования появилась более универсальная, газовая, которая отличалась от электросварки более широкой сферой применения. Особенностью сварки газом является то, что для соединения металлов на их поверхности оказывается воздействие высокими температурами, возникающими в результате сжигания в кислороде горючих газов.
Для осуществления сварки необходимо создание особой рабочей среды, для чего используется специальный энергоноситель — баллонный газ или генератор на ацетилене. Сама же сварка осуществляется посредством горелки или резака. Окончательный выбор зависит от типа выполняемых операций. Главным достоинством газовой сварки является возможность соединять цветные металлы с созданием аккуратного и красивого шва.
Для сварки может применяться одиночный газ или специальная смесь, включающая бутан, пропан, аргон, кислород и прочие виды газов. Но чаще всего сварка осуществляется с использованием смеси ацетилена с кислородом и кислорода с пропаном и бутаном, поскольку на сегодняшний день — это самые доступные виды газов, а создаваемая с их помощью зона расплава обладает самыми высокими характеристиками.
Инвентарь для проведения газосварочных работ
Чтобы иметь возможность проводить сварку газом, необходимо позаботиться о наличии следующих агрегатов:
- Генератор на ацетилене или баллон с другим горючим газом. В бытовых условиях чаще всего используют мобильные ацетиленовые генераторы, в которых газ вырабатывается в результате реакции воды с карбидом кальция. Но иногда его заменяют и готовым газом, в качестве которого чаще всего используется пропан или бутан. Для большего удобства желательно, чтобы баллоны были оснащены расходомерами.
- Баллон с кислородом.
- Предохранительные клапаны для баллонов. Представляют собой защитные приспособления, которые помогают избежать возгорания, когда пламя возвращается от горелки.
- Редуктор для баллонов с кислородом и рабочим газом. С их помощью осуществляется регулировка давления.
- Подающие шланги, которые также называются рукавами. Для каждой группы газов предусмотрен свой тип рукавов. Всего их выпускается три категории. В соответствии с требованиями безопасности, нельзя подключать шланг к баллону с газом, для работы с которым он не предназначен.
- Горелка. Сегодня газовые горелки почти всегда поставляются с насадками, с помощью которых можно изменять необходимые параметры пламени.
- Сварочный стол. Представляет собой рабочую зону, в которой происходит процесс сварки. В целях безопасности сварочный стол обязательно должен быть оснащен металлической или кирпичной плитой.
Если говорить в целом, то весь набор оборудования для газовой сварки, принято называть сварочным постом. Чтобы можно было избежать многих трудностей, для перевозки сварочного инвентаря используют специальную плоскую колесную тележку с рамой, где при помощи хомутов в вертикальном положении крепится аппарат для газовой сварки и резки и баллоны, а также располагаются в скрученном виде рукава.
Подобный пост отличается высокой мобильностью и может быть с минимальными временными затратами доставлен к месту проведения работ. Такая необходимость может возникнуть, когда нужно выполнить сварку на неподвижной конструкции, которую невозможно приблизить к газовому сварочному аппарату.
Дополнительные инструменты и материалы
Но только вышеперечисленного оборудования недостаточно для проведения газосварочных работ. Помимо газосварочного аппарата, необходимо подготовить и дополнительные инструменты:
- Фиксаторы. Необходимы для облегчения газосварочных работ и повышения качества создаваемого соединения. Если деталь надежно зафиксирована в статичном положении, то работать с ней заметно проще.
- Подъемник. Когда возникает необходимость соединить громоздкие детали, которые сложно перенести на стол вручную.
- Монтажный инструмент. Включает набор гаечных или разводных ключей, используемых для надежного крепления ключевых элементов сварочного поста.
- Сопутствующий инструмент. В этот список следует включить ножовки по металлу, кувалды, пассатижи, молотки и прочие приспособления.
- Вытяжка. Сварка, предполагающая соединение металлов с помощью газа, в обязательном порядке требует наличия эффективной вентиляции.
Одним из принципов технологии сварки газом является использование присадочной проволоки, которой заполняется сварная ванночка. Проволоку для сварки необходимо выбирать с учетом состава поверхностей, которые необходимо сварить. Она в обязательном порядке должна иметь равномерную и гладкую структуру. Помимо этого, при сварке газом используются флюсы. Речь идёт о специальных составах, выпускаемых в виде пасты или порошка, которые наносят на присадку и кромки для защиты расплава от окислов.
Популярные модели
Сегодня в продаже представлен широкий выбор оборудования для сварки. Немало на рынке работает производителей, в ассортименте которых можно найти оборудование, предназначенное для переносной и стационарной сварки. Достаточно много предложений можно встретить от китайских производителей, однако, лучше всего остановить выбор на продукции российских или европейских компаний:
Технические характеристики оборудования
Баллоны для газа
Сварка, которая осуществляется с применением переносного оборудования, предполагает использование газов, хранящихся в специальных герметически закрытых сосудах — баллонах. Каждый газ должен храниться в подходящей для него ёмкости, которая должна иметь специальную форму, размеры и вентиль.
- Кислородные баллоны. Для их производства используют легированные или углеродистые стали. Иногда баллоны для кислорода делают из бесшовных труб, однако в них можно хранить только газ, для которого допустимым является давление не более 30 кгс/см². Если же в баллоне необходимо поддерживать более низкое давление, то он должен быть изготовлен только из сварных конструкций. В последнем случае рекомендуется применять типы 150 и 150JL с максимальным объёмом 40 л. Причём важно, чтобы при изготовлении конструкций были соблюдены требования ГОСТ 949–73 .
- Ацетиленовые баллоны. При их производстве должны быть соблюдены требования ГОСТ 5948–60 . Чаще всего с целью обеспечения максимальной безопасности подобные ёмкости изготавливают в виде двухкамерных баллонов, позволяющих более эффективно выравнивать давление внутри их. Но при этом важно соблюсти главное условие — внутреннее давление в баллоне с ацетиленом не должно превышать 19 кгс/см² при 20ºС.
- Баллоны для пропанобутановой смеси. Их изготовление должно осуществляться в соответствии с требованиями ГОСТ 15860–70 . Такие баллоны делают объемом 40 и 50 л. Внутреннее давление в них не должно превышать 16 кгс/м², а весить они должны не больше 24 кг.
С особой осторожностью необходимо обращаться с газовыми баллонами, поскольку они относятся к повышенной категории взрывоопасности. Вследствие этого во время пользования ими должны соблюдаться особенно жесткие требования по их эксплуатации. Чтобы иметь возможность заниматься их транспортировкой или переноской, специалист обязательно должен пройти специальное обучение и получить допуск.
Резаки
Чтобы иметь возможность изменять давление горючего газа на сварочном оборудовании, каждый баллон должен быть оснащен редуктором. При выборе редуктора в первую очередь необходимо обращать внимание на его пропускную способность. Ее следует выбирать с учетом типа проводимых работ и используемых резаков. Редукторы бывают двух типов, в зависимости от конструкционного исполнения: одноступенчатые и двухступенчатые. Более точными являются последние.
Когда газы из баллона достигают резака, происходит их смешивание. Основная часть резака чаще всего выполняется из углеродистой стали и оснащается различными функциональными элементами — запорными клапанами, инжекторами, мундштуком, которые являются ремонтопригодными. Сам резак необходим для управления процессом сварки и смешивания газов.
Резаки могут отличаться друг от друга мощностью, которая подразумевает их пропускную способность. На основании этого можно сделать вывод, что для каждого резака необходимо выбирать и соответствующую горелку, которая должна быть определенного типа и размеров. Все резаки имеют съемные части, поэтому являются универсальными и могут использоваться для сварки с любыми видами газов.
Горелки
На сегодняшний день можно приобрести три вида горелок для сварочного оборудования, использующего время работы пропан и ацетилен. Основными видами горелок для сварки ацетиленом являются следующие:
- Г2. Горелки малой мощности, которые могут быть оснащены наконечниками различных размеров — от 0 до 4. Используются для сварки металлических изделий, имеющих толщину от 0,3 до 7 мм;
- Г3. Горелки средней мощности, поставляемые с наконечниками размером от 5 до 7. Используются для сварки изделий из металла толщиной от 7 до 30 мм;
- Безинжекторные горелки. Подходят для сварки, осуществляемой с использованием ацетилена и кислорода под давлением в пределах от 0,01 до 0,08 Мпа;
- А также существует особый тип горелок — ГАО-2. Их используют для очистки поверхностей. Ширина шага обработки составляет 100 мм.
Для сварки пропанобутановой смесью могут применяться два основных типа горелок:
- ГЗУ-3. Используют для сварки изделий из металла, имеющих толщину от 0,3 до 7 мм;
- ГЗМ-4. Применяются с целью подогрева металла.
А также существуют универсальные горелки, которые можно использовать для сварки с любыми видами газов. Они предназначены для нагрева металла и могут иметь различные размеры, которые соответствуют площади обработки.
Газовая сварка, как и любой другой вид работ, требует использования специального оборудования. Но подобрать его не так просто, даже несмотря на то, что на многих сайтах можно найти полный перечень инвентаря для сварщика. Необходимо помнить, что сварка газом может сводиться к резке или соединению поверхностей из металла. Именно с учетом этого и нужно выбирать газосварочное оборудование.
Вдобавок к этому, необходимо учитывать и ряд дополнительных нюансов. К примеру, в зависимости от используемого для сварки газа, необходимо подбирать подходящий тип резака и горелки. Знать же об этом может только опытный специалист в области газосварочных работ, который с легкостью может подобрать из большого ассортимента необходимые ему аксессуары.
Газовая сварка – вид сварки плавлением, при котором источником нагрева служ
Газовая сварка металла
Категория: Сварочные работы
Газовая сварка металла
Газовой называется такая сварка, при которой нагревание и плавление соединяемых кромок металла производится сварочным пламенем, получаемым при сжигании ацетилена в струе кислорода. Ацетилен, сгорая в струе чистого кислорода, дает пламя с температурой 3050—3150 °С.
Зазор между кромками свариваемых деталей заполняется металлом присадочной проволоки, расплавляемой одновременно с кромками.
Ацетилен — бесцветный газ с резким характерным запахом — химическое соединение углерода и водорода. Длительное вдыхание его может привести к отравлению. Ацетилен доставляют к месту сварки в баллонах, наполняемых на заводах. Баллоны содержат раствор ацетилена в ацетоне под давлением 15—18 кгс/см2. Для предохранения ацетилена от взрыва в баллон набивают пористую массу из специального угля. Баллон для ацетилена емкостью 40 л вмещает 5 мъ газа при давлении 15 кгс/см2. Когда давление ацетилена в баллоне понизится до 2 кгс/см2, больше ацетилена не отбирают, так как получаются большие потери растворителя.
Кроме ацетилена, при газовой сварке используют кислород.
Кислород — это газ без цвета и запаха, обладающий способностью соединяться со всеми металлами, кроме благородных. Для сварочных работ применяется кислород, в котором количество различных примесей не превышает 1—2%. Кислород добывают из воздуха с помощью специальных установок.
Для сварки кислород доставляют в стальных баллонах, окрашенных в синий цвет. Кислород в баллонах находится под давлением до 150 кгс/см2. Для работы такое давление не требуется и к горелке подается кислород с давлением, не превышающим 3 кгс/см2. Давление снижает кислородный редуктор.
На рис. 1 показан двухступенчатый кислородный редуктор 2-КВД
Редуктор имеет два манометра — высокого давления и низкого давления. Редуктор присоединяют к вентилю кислородного баллона при помощи штуцера с накидной гайкой. Штуцер имеет канал, в начале которого у накидной гайки установлен фильтр, а в конце — теплопоглотитель. Кислород из баллона по каналу, соединенному с манометром, показывающим давление кислорода в баллоне, попадает в камеру высокого давления с запорной пружиной и через редукционный клапан проходит в первую камеру редуцирования, где давление кислорода падает до 30—35 кгс/см2. Первая регулировка давления производится заводом-изготовителем при помощи регулировочной гайки и нажимной пружины. Во вторую камеру редуцирования с предохранительным клапаном кислород поступает по каналу из первой камеры. Здесь давление газа понижается до рабочего при помощи регулировочного винта. При ввертывании этого винта главная пружина сжимается, мембрана изгибается и, подымая диск, открывает второй редукционный клапан 4 и отверстие для входа газа в камеру. Рабочее давление в это время контролируется манометром. Из второй камеры редуцирования кислород под рабочим давлением поступает через запорный вентиль 9 и ниппель по шлангу к горелке.
Рис. 1. Двухступенчатый кислородный редуктор 2-КВД: 1 — теплопоглотитель, 2 — манометр высокого давления, 3 — камера высокого давления, 4 — редукционные клапаны, 5 — канал, 6 — предохранительный клапан, 7 — манометр низкого давления, 8 — диск, 9 — запорный вентиль, 10 — ниппель, 11 — регулировочный винт, 12 —главная пружина, 13 — мембрана, 14 — нажимная пружина, 15 — штуцер, 16 — фильтр, 17 — накидная гайка
Из баллона можно отбирать кислород, пока давление в нем не снизится до 0,5—1 кгс/см2. Полностью выпускать из баллона кислород нельзя, так как при этом на кислородном заводе потребуется проверка баллона. Баллоны перевозят в специальных тележках.
Для смешения горючего газа с кислородом и получения сварочного пламени служит сварочная горелка (рис. 2, а). Горелку при помощи шлангов присоединяют к кислородному редуктору и газогенератору.
Для регулирования количества кислорода и ацетилена, подаваемых к горелке, на ней имеются два вентиля. В горелке кислород и ацетилен смешиваются в требуемой пропорции и при горении дают пламя высокой температуры, которое расплавляет свариваемый металл и проволоку, предназначенную для заполнения шва.
Газовую сварку можно применять для соединения труб разных диаметров, наиболее целесообразно ее использовать для сварки труб с толщиной стенок до 4 мм. При толщине стенок более 4 мм необходимо применять электродуговую сварку.
Для заполнения шва свариваемых металлов в качестве присадочного материала применяют мягкую стальную проволоку диаметром, соответствующим толщине свариваемого металла. Поверхность проволоки должна быть чистой и ровной, без окалины, ржавчины и грязи. Для газовой сварки труб полагается использовать сварочную проволоку СВ-08 или СВ-08А. Диаметр проволоки при толщине стенок свариваемых труб до 3 мм должен быть 2—3 мм, а при толщине 3—4 мм — 3—4 мм.
Рис. 2. Разрез сварочной горелки (Й) И структура ее пламени (б): 1— кислородный ниппель, 2—ацетиленовый ниппель, 3 — рукоятка, 4— кислородная трубка, 5 — вентиль для кислорода, 6— корпус, 7 —вентиль для ацетилена, 8 —инжектор, 9 —накидная гайка, 10 — смесительная камера, 11—наконечник, 12 — соединительный ниппель. 13 — мундштук, 14 — зона полного сгорания, 15 — ядро
Перед сваркой торцы труб и поверхность их концов следует очистить на 20—25 мм по обе стороны шва от ржавчины, грязи и окалины до металлического блеска.
Сварку необходимо вести восстановительной зоной пламени (рис. 2, б), так как в этой зоне расплавленный металл не подвергается окислению и науглероживанию. Конец сварочной проволоки в процессе сварки должен все время находиться в расплавленном металле. Трубы со стенками толщиной менее 3 мм рекомендуется сваривать наконечником № 1, а трубы со стенками толщиной 3— 4,5 мм — наконечником № 2.
При сварке стыков высота швов должна быть не более 2— 2,5 мм; по ширине шов должен перекрывать наружные кромки фасок на 2—2,5 мм и плавно переходить к основному металлу.
Газовую сварку неповоротных стыков при горизонтальном положении труб необходимо производить в один слой, снизу вверх с каждой стороны трубы.
Газовую сварку поворотных стыков надо выполнять также в один слой и в одном направлении. Трубу постепенно поворачивают в обратном направлении. Горелку полагается держать так, чтобы наконечник находился в полувертикальном положении.
Величина зазора между кромками свариваемых встык труб при ручной газовой сварке должна быть для труб с толщиной стенки: до 2,75 мм — 0,5— 1 мм, от 2,75 до 3,5 мм— 1,0—1,5 мм и от 3,5 до 6 мм— 1,5—2 мм.
При толщине стенки труб до 4 мм сварку встык производят без скоса кромок. При толщине стенки более 4 мм на торцах труб должны быть сняты фаски под углом 40—50° с притуплением кромок на 0,5—1 мм.
В процессе сварки концы труб рекомендуется закрывать пробками во избежание сквозняков и быстрого остывания.
Процесс сварки необходимо контролировать, чтобы предупредить появление дефектов в сварных соединениях.
Качество сварного соединения в большой степени зависит и от правильности подготовки деталей для сварки, от качества основного металла и сварочной проволоки.
Сварочные работы — Газовая сварка металла
Ацетилен: формула, получение, горение и применение
- Ацетилен
- химическое соединение углерода и водорода. Ацетилен легче воздуха, 1 м3 при 20°С и 760 мм рт. ст. имеет массу 1,091 кг/м3. Плотность по отношению к воздуху 0,9. Критическая температура 35,9°С и критическое давление 61,6 кгс/см2. При сгорании с кислородом он дает пламя с наиболее высокой температурой, которая достигает 3200°С, что объясняется его эндотермичностью (другие углеводороды экзотермичны, т. е. при распаде поглощают тепло). Химическая формула — C2H2, структурная формула Н-С=С-Н.
При нормальном давлении и температуре от -82,4°С (190,6 К) до -84,0°С (189 К) переходит в жидкое состояние, а при температуре -85°С (188 К) затвердевает, образуя кристаллы плотностью 0,76 кг/м 3. Жидкий и твердый ацетилен легко взрывается от трения, механического или гидравлического удара и действия детонатора. Технический ацетилен при нормальных давлении и температуре представляет собой бесцветный газ с резким специфическим чесночным запахом из-за содержащихся в нем примесей в виде сернистого водорода, аммиака, фосфористого водорода и др.
История получения ацетилена
В 1836 г. в Бристоле на заседании Британской ассоциации Эдмунд Дэви (Edmund Davy), профессор химии Дублинского Королевского общества и двоюродный брат Гемфри Дэви (Humphry Davy), сообщил:
… При попытке получить калий, сильно нагревая смесь прокаленного винного камня с древесным углем в большом железном сосуде, я получил черное вещество, которое легко разлагалось водой и образовывало газ, оказавшийся новым соединением углерода и водорода. Этот газ горит на воздухе ярким пламенем, более густым и светящимся даже сильнее, чем пламя маслородного газа (этилена). Если подача воздуха ограничена, горение сопровождается обильным отложением сажи. В контакте с хлором газ мгновенно взрывается, причем взрыв сопровождается большим красным пламенем и значительными отложениями сажи… Дистиллированная вода поглощает около одного объема нового газа, однако при нагревании раствора газ выделяется, по-видимому, не изменяясь… Для полного сгорания нового газа необходимо 2,5 объема кислорода. При этом образуются два объема углекислого газа и вода, которые являются единственными продуктами горения… Газ содержит столько же углерода, что и маслородный газ, но вдвое меньше водорода… Он удивительно подойдет для целей искусственного освещения, если только его удастся дешево получать.
Дэви получил карбид калия К2С2 и обработал его водой.
В статье о получении карбида кальция мы писали о том, что его «двууглеродистый водород» впервые был назван ацетиленом французским химиком Пьером Эженом Марселеном Бертло (Marcellin Berthelot) в 1860 г. Только через 60 лет после открытия Дэви предсказанное им использование ацетилена для освещения явилось первым толчком для его промышленного получения.
Получение ацетилена
Получение ацетилена производится двумя основными способами:
А вот какой способ сейчас более распространён можно узнать из статьи о получении ацетилена.
Применение ацетилена
Применение ацетилена при газовой сварке обусловлено тем, что у него самая большая температуры горения. Но он также нашел свое применение в химической отрасли для получения пластмасс, синтетического каучука, уксусной кислоты и растворителей. Более подробный ответ по данному вопросу можно найти в статье о применении ацетилена.
Горение ацетилена
Горение ацетилена происходит по реакции: С2Н2 + 2,5O2=2СO2 + Н2O + Q1
Для полного сгорания 1 м3 ацетилена по вышеуказанной реакции теоретически требуется 2,5 м
312×1,1709×1000/26,036 = 14000 ккал/м3
Низшая теплотворная способность при тех же условиях может быть принята QH = 13500 ккал/м3 (55890 кДж/м3).
Практически для горения в горелках при восстановительном пламени в горелку подается не 2,5 м3 кислорода на 1 м3 ацетилена, а всего лишь от 1 до 1,2 м3, что примерно соответствует неполному сгоранию по реакции:
С2H2 + О2 = 2СО + H2 + Q2
где Q2 ≈ 60 ккал/моль или 2300 ккал/кгС2H2. Остальные 1,5-1,3 м3 кислорода поступают в пламя из окружающего воздуха, в результате чего в наружной оболочке пламени протекает реакция:
2СО + H2 + 1,5О2 = 2СO2 + H2O + Q3
Реакция неполного горения ацетилена протекает на внешней оболочке светящегося внутреннего конуса пламени, причем под влиянием высокой температуры на внутренней поверхности конуса происходит распад С2Н2 на его составляющие по реакции:
С2H2 = 2С + H2 + Q4
где Q4≈54 ккал/моль или 2070 ккал/кг С2H2.
Таким образом, общая полезная теплопроизводительность пламени применительно к сварочным процессам представляет собой сумму тепла, выделяемого при распаде С2Н2, и тепла, выделяемого при неполном сгорании, что составляет Q4 + Q2 = 2070 + 2300 = 4370 ккал/кг или 4370×1,1709 ≈ 5120 ккал/м3.
При содержании С2Н2 в смеси около 45% (т. е. при отношении кислорода к ацетилену, примерно равном 1,25) достигается максимальная температура горения ацетилена, которая составляет 3200°С.
Следовательно, температура пламени изменяется в зависимости от состава смеси.
При содержании 27% С2Н2 достигается максимальная скорость воспламенения ацетилено-кислородной смеси, которая равна 13,5 м/сек.
Следовательно, в зависимости от состава смеси также изменяется и скорость воспламенения.
Данные зависимостей скорости воспламенения и температуры пламени и от содержания в ней ацетилена представлены ниже в таблице.
| Содержание С2Н2 в смеси в объемных процентах | 12 | 15 | 20 | 25 | 27 | 30 | 32 | 35 | 40 | 45 | 50 | 55 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Максимальная температура горения ацетилена, °С | — | 2920 | 2940 | 2960 | 2970 | 2990 | 3010 | 3060 | 3140 | 3200 | 3070 | 2840 |
| Скорость воспламенения смеси, м/сек | 8,0 | 10,0 | 11,8 | 13,3 | 13,5 | 13,1 | 12,5 | 11,3 | 9,3 | 7,8 | 6,7 | — |
Необходимо понимать, что полное сгорание ацетилено-воздушной смеси достигается при наличии в ней не более 1×100/(1+11,905)=7,75% ацетилена (так называемая стехиометрическая смесь). При этом продуктами реакции являются только углекислый газ (СО2) и вода (H2О). При содержании ацетилена более 17,37% в виде сажи выделяется свободный углерод.
С увеличение процентного содержание ацетила выделение сажи также возрастает (коптящее пламя), а при 81% С2Н2 — процесс горения прекращается или не возникает.
Хранение и транспортировка ацетилена
Ацетилен выпускают по ГОСТ 5457 растворенным и газообразным. Хранят и транспортируют его в растворенном состоянии в специальных стальных баллонах по ГОСТ 949, заполненных пористой, пропитанной ацетоном массой. Ацетилен, растворенный в ацетоне не склонен к взрывчатому распаду.
Баллоны окрашены в серый цвет и надписью красными буквами «АЦЕТИЛЕН» на верхней цилиндрической части.
Максимальное давление ацетилена при заполнении баллона составляет 2,5 МПа (25 кгс/см2), при отстое и охлаждении баллона до 20°С оно снижается до 1,9 МПа (19 кгс/см2). При этом давлении в 40-литровый баллон вмещается 5-5,8 кг С2Н2 по массе (4,6-5,3 м3 газа при 20°С и 760 мм рт. ст.).
Давление ацетилена в полностью наполненном баллоне изменяется при изменении температуры следующим образом:
| Температура, °С | -5 | 0 | 5 | 10 | 15 | 20 | 30 | 40 |
|---|---|---|---|---|---|---|---|---|
| Давление, МПа | 1,3 | 1,4 | 14 | 1,7 | 1,8 | 12 | 2,4 | 3,0 |
Другие требования техники безопасности можно узнать из статьи о классе опасности и мерах безопасности при работе с ацетиленом
Физические свойства ацетилена
Физические свойства ацетилена представлены в таблицах ниже.
Коэффициенты перевода объема и массы С2Н2 при Т=15°С и Р=0,1 МПа
| Масса, кг | Объем газа, м3 |
|---|---|
| 1,109 | 1 |
| 1 | 0,909 |
Коэффициенты перевода объема и массы С2Н2 при Т=0°С и Р=0,1 МПа
| Масса, кг | Объем газа, м3 |
|---|---|
| 1,176 | 1 |
| 1 | 0,850 |
Ацетилен в баллоне
| Наименование | Объем баллона, л | Масса газа в баллоне, кг | Объем газа (м3) при Т=15°С, Р=0,1 МПа |
|---|---|---|---|
| С2Н2 | 40 | 5 | 4,545 |
Благодаря информации в таблице можно дать ответы на часто задаваемые вопросы:
- Сколько ацетилена в одном баллоне?
Ответ: в 40 л баллоне 5 кг или 4,545 м3 ацетилена - Сколько весит баллон ацетилена?
Ответ:
58,5 кг — масса пустого баллона из углеродистой стали согласно ГОСТ 949;
18-20 кг — масса пористого материала, пропитанного ацетоном;
5,0 — кг масса С2Н2 в баллоне;
Итого: 58,5 + 20,0 + 5,0= 83,5 кг вес баллона с ацетиленом. - Сколько м3 ацетилена в баллоне
Ответ: 4,545 м3
Ацетиленовая сварка: с кислородом, какую окраску наружной поверхности должен иметь баллон на 10 и 40 л, заправка, сколько весит, технология, редуктор, давление
Ацетиленовая сварка – это наиболее популярный способ газопламенного соединения. Технология имеет богатую историю, поэтому оборудование для выполнения работ не отличается высокой технологической сложностью.
Особенности

Главным отличием газовой сварки от электродуговой, является технология образования шва. Для достижения необходимого температурного порога используется смесь кислорода и горючего газа, в роли которого, как правило, выступает ацетилен.
Качество выполненных работ зависит от следующих параметров:
- Сила пламени горелки. Данный параметр подбирается исходя из типа материалов и требуемой глубины проварки.
- Угол расположения горелки, относительно свариваемой плоскости. Он также зависит от толщины свариваемых элементов. Угол наклона растет с увеличением глубины проварки.
- Величина сечения присадочного материала. Метод расчета необходимого сечения достаточно прост: он равен половине толщины деталей плюс 1 мм. Например, для кислородной сварки элементов толщиной 6 мм нужен прут на 4 мм.
Принцип
Действие сварки ацетиленом и кислородом основано на выделении огромного количества энергии, в процессе их сгорания.
Преимущество ацетилена заключается в том, что помимо водородных связей, он обладает тройной связью между атомами углерода, которая отличается слабой устойчивостью и высокой энергоемкостью.
Данный газ синтезируют путем взаимодействия карбида кальция с водой, который, в свою очередь, получают при прокаливании оксида кальция коксом.
Технология сварки

Сварка ацетиленом начинается с подачи горючего газа. Для этого необходимо постепенно откручивать запорный вентиль до появления специфического запаха, после чего поджигать горелку. Затем открывают подачу кислорода, регулируя давление до тех пор, пока не образуется пламя ровного синего цвета.
 На магистральных каналах подачи газа должны быть установлены специальные редукторы. Для получения качественной смеси уровень давления кислорода не должен превышать 2 бар, а ацетилена – 4 бар. В противном случае смесь не будет справляться со своими функциями.
На магистральных каналах подачи газа должны быть установлены специальные редукторы. Для получения качественной смеси уровень давления кислорода не должен превышать 2 бар, а ацетилена – 4 бар. В противном случае смесь не будет справляться со своими функциями.
Ацетилен используют для сварки и резки металлов различного типа: при работе с черным металлом и сплавами на его основе, применяют нейтральный тип пламени, который характеризуется следующими визуальными параметрами:
- Ядро. Находится рядом с краем горелки. Имеет яркий голубой цвет. В некоторых случаях, в зависимости от чистоты смеси, может иметь зеленый оттенок, разной степени насыщенности.
- Восстановительное пламя. Граничит с ядром. Характеризуется бледным голубым цветом. Благодаря достаточной температуре считается рабочей областью.
- Факел. Располагается в верхней части пламени. Данный участок обладает наиболее высокими температурными показателями. Применяется для выполнения работ по сварке и резке.
Существует несколько типов пламени, которые будут рассмотрены ниже. Нейтральный тип является наиболее популярным, одного его необходимо правильно отрегулировать, в зависимости от характера работ.
Оранжевый оттенок факела говорит о том, что в металл будет поступать большое количество углерода, что недопустимо для большинства сварочных соединений.
Способы сваривания

Существует два метода выполнения работ:
- На себя. В этом случае ведущую роль играет сварочная горелка – она движется впереди, разогревая область соединения до рабочей температуры. Следом подают присадочным материал, направляя его внутрь зоны расплава. Следите за стабильностью движения электрода – от этого зависит качество работ. Горелку необходимо перемещать круговыми движениями, плавно следуя вдоль шва.
- От себя. Данный способ применяют при работе с толстостенными материалами. В этом случае пруток движется перед горелкой. Плавление базовой поверхности и электрода происходит одновременно. Они смешиваются в зоне расплава, взаимно проникая друг в друга. От интенсивности этого процесса зависит прочность шва.
Процесс взаимного проникновения металлов выглядит не очень зрелищно, однако при соблюдении всех технологических требований, параметры прочности шва будут превышать аналогичные способы соединения.
Плюсы и минусы
Технология ацетиленовой сварки обладает следующими преимуществами:
- Энергетическая независимость. Для выполнения работ не требуется электричество, что позволяет выполнять их в любой точке земного шара.
- Плавная регулировка температурного воздействия. Выполняется путем изменения угла наклона газовой горелки.
- Точность. Регулировка расстояния между факелом и рабочей плоскостью позволяет выполнять работы без прожогов.
- Мобильность. Сварочное оборудование, включая генератор, не занимает много места. В случае необходимости полный комплект перемещается силами одного человека.
На этом положительные стороны заканчиваются. К недостаткам относят:
- Низкая производительность. По сравнению с прочими методами соединения, например, сваркой полуавтоматом.
- Высокая сложность работ. Специалист должен обладать высокой квалификацией. По этой причине технологию используют преимущественно на предприятиях. Случаи выполнения работ дома, своими руками, очень редки.
Используемое оборудование
Для выполнения работ понадобятся следующие инструменты и материалы:
- Резервуар для хранения кислорода. Емкость зависит от условий сварки.
- Резервуар для хранения ацетилена. Стандартный объем ацетиленового баллона составляет 10 литров.
В некоторых ситуациях заправка баллонов ацетиленом невозможна или затруднительна. В этом случае используют специальные ацетиленовые генераторы. Данные аппараты синтезируют горючий газ путем смешивания карбида кальция с водой. Ввиду высокой пожарной опасности, их конструкция подчиняется требованиям ГОСТов.

- Редукторы для регулировки давления газов.
- Подводящие рукава. Для каждого типа газа существуют отдельные виды соединений.
- Горелка. Рабочий инструмент, величина которого зависит от порядкового номера. Наибольшая горелка имеет пятый номер, а самая маленькая – нулевой.
Для повышения надежности, а также исключения возможности ошибок при монтаже, сварочную систему делят на кислородную и ацетиленовую часть, которые красят в разные цвета.
Расходные материалы

Основным расходным материалом является горючий газ. Для выполнения работ чаще всего используют ацетилен, однако допустимо использование и других элементов:
- водород,
- метан,
- пропан,
- пары керосина.
Помимо летучих углеводородов требуются следующие материалы:
- Кислород. Техническая разновидность необходима для достижения рабочей температуры. Существует три сорта, которые отличаются степенью чистоты.
- Присадочный материал. Выпускается в виде электродной проволоки или коротких прутков. Отличается температурой плавления, которая должна быть ниже, чем у базовой детали.
- Флюс. Специальные пасты или порошки защищают зону расплава от окисления.
Горелка

Хорошая горелка – залог качественного соединения. Поскольку она контактируют с открытым огнем, ее изготавливают из специальных термостойких материалов.
Номер наконечника свидетельствует о величине отверстия наконечника.
Перед выполнением работ необходимо убедиться, что наружный и внутренний диаметры мундштуков имеют одинаковые размеры.
Технологический процесс
Рассмотрим основные особенности процесса.
Выбор сварочного пламени

Технологический процесс предусматривает использование трех типов пламени, которые напрямую влияют на качественные характеристики шва:
- Нейтральный. Данный тип и его строение было описано выше.
- С избытком ацетилена. Его называют науглероживающим. Применяют при работе с металлами повышенной твердости, а также магниевыми сплавами.
- С избытком кислорода. Другое название – окислительное пламя. Незаменимо при проведении разделки металла, а также создания неразъемных соединений с латунными сплавами.
Металлургические процессы
Под действием ацетиленовой сварки происходят следующие металлургические процессы:
- Образуется зона расплава.
- В точке контакта концентрируется тепловая энергия.
- Происходит расплавление и охлаждение металла.
При электродуговом соединении поверхность охлаждается интенсивнее.
- Расплавленный металл перемешивается с газовой смесью, что обеспечивает гладкую поверхность будущего шва. При взаимодействии происходит химическая реакция, которая восстанавливает железо, никель и прочие металлы.
- Металлы с повышенным сродством к кислороду, активно окисляются.
Структурные изменения
По сравнению с прочими способами соединения, зона влияния, при проведении газосварки, гораздо выше. Благодаря этому имеется возможность производить работы с толстостенными элементами.
Структура металла, расположенная рядом со швом, после температурного воздействия, приобретает крупнозернистую структуру.
Зона предварительного расплава – наиболее слабая часть поверхности. Она подвержена деформациям и характеризуется слабой устойчивостью к механическим воздействиям.
Для снижения негативных эффектов выполняют предварительную подготовку поверхности, отжигая соединяемую плоскость и присадочную проволоку.
От физических параметров базовой поверхности зависит подбор необходимых параметров, например:
- Углеродистая сталь. Рекомендуется только для низкоуглеродистых сталей на средней или малой силе пламени.
- Легированная сталь. Высокая прочность данного материала проводит к тому, что под действием высокой температуры детали подвергаются значительной деформации.
- Чугун. Специалисты рекомендуют использовать нейтральный тип пламени. В противном случае в зоне контакта будет образовываться белый чугун, который отличается хрупкой структурой.
- Медь. Физические параметры данного материала требуют большего количества тепла, чем для прочих типов металла. При соединении медных элементов зазор между кромками должен отсутствовать, либо быть минимальным.
- Латунь. Этот сплав поддается обработке только под действием газосварки, за счет снижения коэффициента испарения цинка из контактной зоны. Для этого увеличивают массовую долю ацетилена в смеси до 35 %.
- Бронза. Характеризуется интенсивными окислительными процессами, потому все работы с данным сплавом проводят только восстанавливающим типом пламени. В качестве присадочного материала используют только соответствующий сплав.
Правила безопасности

Рассматриваемая технология имеет уровень повышенной опасности. Начинающие сварщики ошибочно полагают, что для безопасного выполнения работ достаточно знать, какую окраску наружной поверхности должен иметь ацетиленовый баллон. Основные требования техники безопасности содержат следующие пункты:
- При наличии ацетиленового генератора необходимо строго соблюдать правила его эксплуатации.
- Карбид кальция хранят в сухих помещениях с функционирующей системой вентиляции. Вскрытие упаковки выполняют специальным инструментом с медным покрытием, во избежание образования искр.
- Запрещена эксплуатация генератора без предохранительного водяного затвора.
- Строго соблюдайте правила хранения и перемещения баллонов. Они должны быть укомплектованы защитным колпаком, манометром и редуктором для регулировки расхода газа.
- Все емкости, работающие под давление, должны периодически проходить освидетельствование. Запрещено использовать оборудование с видимыми механическими повреждениями.
- Все работники должны иметь средства индивидуальной защиты, перечень которой регулируется нормативными документами по охране труда.
- При работе в колодцах и прочих объектах, находящихся ниже уровня поверхности, необходимо обеспечить устройствами для принудительной вентиляции.
 В случае возникновения пожара следует немедленно удалить из помещения все емкости с ацетиленом. Если пламя идет из баллона, нужно закрыть баллон с помощью ключа. Все процедуры по борьбе с огнем проводятся с безопасного расстояния. Специалисты рекомендуют использовать огнетушители с наполнителем на базе азота.
В случае возникновения пожара следует немедленно удалить из помещения все емкости с ацетиленом. Если пламя идет из баллона, нужно закрыть баллон с помощью ключа. Все процедуры по борьбе с огнем проводятся с безопасного расстояния. Специалисты рекомендуют использовать огнетушители с наполнителем на базе азота.
Заключение
Ацетиленовая сварка пользуется огромным спросом при сварке тонкостенных труб и прочих элементов малой толщины. Популярность технологии обусловлена простотой заправки баллонов ацетиленом, а также низкой себестоимостью работ. Процесс характеризуется повышенной пожарной опасностью, поэтому рекомендуем строго соблюдать все требования правил промышленной безопасности.
Сварщик 6-го разряда Сидоров Дмитрий Русланович, опыт работы – 17 лет: «Ацетиленовой сваркой начал заниматься через год, после получения первых корочек, разрешающих эксплуатировать сварочное оборудование. До этого работ варил только выпрямителем и полуавтоматом. Научился достаточно быстро – самая главная проблема была в правильной настройке пламени горелки и контролем над равномерностью прогрева».
 Загрузка…
Загрузка…Работа горелки на пропане вместо ацетилена — Газовая сварка
Внутренних мундштуков больше чем два — чуть не пять.
У классического «Маяка» вроде два (по крайней мере судя по таблице в учебнике). У меня кстати (фото в атаче) «Маяк» или нет?
Каналы для кислорода не различаются проходным диаметром для одного номера (бывает только сверление большего диаметра на срезе сопла, это для формирования вихрей струи), различаются только для подогрева — см буквы.
Ясно. Союственно, так себе это и представлял.
По своему опыту, спокойно и горелка и резак ацетиленовые работают и на пропане, и на метане, и на водороде.
Резак у меня как раз ацетиленовый, на пропане вполне нормально работает (факел, снятый со вспышкой, в аттаче).
А вот горелку с мундштуком под ацетилен очень тяжело было заставить работать без срыва пламени — только или давление кислорода занижать, или вентилем ювелирно работать (что по сути одно и то же). С мундштуком на пару номеров больше уже вполне пристойно регулируется и горит стабильно.
Кстати, насчет метана и водорода. Как впечатления, есть ли какая-то разница относительно пропана?


Газовая сварка ацетиленом и кислородом. DIY кислородно-ацетиленовая сварка
Вопрос: Как правильно эксплуатировать и поджигать горелку?
Ответ: Подготовка к работе:
1. Вначале нужно удалить воздух из шлангов по очереди (иначе остаток воздуха в шланге с ацетиленом может спровоцировать обратный удар): для этого на несколько секунд открыть кислород — закрыть, после этого на несколько секунд открыть ацетилен и закрыть.
2. Присоединить кислородный шланг и проверить горелку на разряжение в ацетиленовой трубке.
3. Присоединить ацетиленовый шланг
4. Завернуть на шлангах хомуты
Зажигание горелки:
1. Открыть вентили горелки и установить рабочее давление газов в соответствии с толщиной металлов (в среднем кислород~4 кгс/см2, ацетилен~1кгс/см2). Сразу закрыть вентили.
2. Открыть на ¼ кислородный, а затем на 1 оборот ацетиленовый вентиль горелки, далее поджечь пламя.
Вопрос: Как правильно проверить горелку на разряжение?
Ответ: Если используется инжекторная горелка ее перед использованием надо проверить на разрежение, для этого нужно:
1. Наконечник прикрутить к корпусу горелки
2. К горелке присоединить кислородный шланг
3. Установить давление кислорода по манометру редуктора
4. Полностью открыть вентиль ацетилена, а потом кислорода
5. Необходимо убедиться, что на ниппеле ацетилена присутствует разрежение — при этом палец должен присасываться.
Если разрежение отсутствует, то горелка неисправна и ее нельзя эксплуатировать, а нужно устранить причины неисправности:
1. Закрыть вентиль кислорода
2. Вывернуть инжектор из смесительной камеры на ½ оборота.
3. Собрать горелку и испытать повторно.
4. При отсутствии разряжения снять наконечник, вывернуть из него инжектор и мундштук. Проверить не засорены ли отверстия, если нужно прочистить мягкой проволокой и продуть воздухом.
5. Проверить плотно ли прижат инжектор с седлу корпуса горелки, если неплотно — сделать чтобы было плотно и снова проверить.
Вопрос: При закрывании кислорода и газа происходит хлопок, это настораживает, в чем причина и как избегать?
Ответ: Хлопок обычно происходит из-за прохождения горения внутрь мундштука горелки, т.е. фактически обратный удар. Так получается когда скорость истечения смеси кислорода и горючего газа становится меньше скорости распространения фронта горения. Правильно при выключении горелки сначала выключать горючий газ, затем кислород — в этом случае хлопков не будет.
Вопрос: Как выполняется проверка горелки на газонепроницаемость и нужна ли она?
Ответ: Да, такая проверка нужна, представьте, вы пытаетесь выключить горелку, а вентили продолжают пропускать газ — это может привести к обратному удару и другим неприятностям.
1. кислородный шланг присоединяют к кислородному ниппелю.
2. Подается кислород под давлением 0,3 МПа, и мундштук горелки с закрытыми вентилями опускают в воду на 15-20 секунд, при этом на поверхности воды недолжны появится пузырьки.
Если горелка пропускает — ее эксплуатировать нельзя.
Вопрос: Какой длины могут шланги для газов по максимуму, для того чтобы удалить баллоны дальше от мастерской?
Ответ: По правилам допускается длина шлангов до 30-40 метров.
Вопрос: Можно ли вместо шлангов использовать трубы?
Ответ: Да, на предприятиях используются трубопроводы, но при этом следует учитывать, что для кислорода можно использовать
Основы кислородно-ацетиленовой сварки (OFW) Таблица настроек давления Установка и комплект
Кислородно-ацетиленовая сварка — это процесс ручной сварки, при котором соединяемые поверхности нагреваются до плавления газовым пламенем Кислородноацетилен с наполнителем или без него металл, где процесс соединения без упора. Помимо сварки (соединения), газовая сварка также может использоваться для предварительного нагрева, пайки, резки и наплавки. Используется для производства, полевых работ и ремонта.
 Кислородно-ацетиленовая сварка (студент-технолог)
Кислородно-ацетиленовая сварка (студент-технолог)Кислородно-ацетиленовая сварка (OAW) Процесс и оборудование:
В применении результат очень удовлетворительный для сварки углеродистой стали, в основном листового металла и тонкостенных труб. Тем не менее, почти все типы черных и цветных металлов можно сваривать сварочным газом с добавками или без них.
Помимо газообразного ацетилена также используется газообразный водород, природный газ, пропан для металлов с низкой температурой плавления.В процессе горения газов необходим кислород. Кислород получают из воздуха, где сам воздух содержит кислород (21%), а также азот (78%), аргон (0,9%), неон, водород, диоксид углерода и другие элементы, образующие газ.
Производство кислорода
Технически кислород получают из сжиженного воздуха. Затем с помощью электролиза смесь воздуха и воды разделяется жидким кислородом. Сложная проблема — между азотом и кислородом. Единственная разница 13 0C — это более высокая точка кипения азота и температура кипения газа.Так что это требует многократной очистки кислородом. Чистота может достигать 99,5% и затем использоваться в стальных резервуарах с рабочим давлением 15-30 атм.
Получение оксиацетилена
В коммерческом мире для получения реакции оксиацетилена активны карбид кальция и вода. Поэтому оксиацетиленом часто называют углеводородный газ, состоящий из углерода, извести и воды. Оксиацетилен по своей природе не имеет запаха и цвета. Имейте в виду, что чистый оксиацетилен очень восприимчив к взрыву, вызванному давлением и температурными факторами.По этой причине максимальное давление в кислородно-ацетиленовом генераторе ограничено 5 атм.
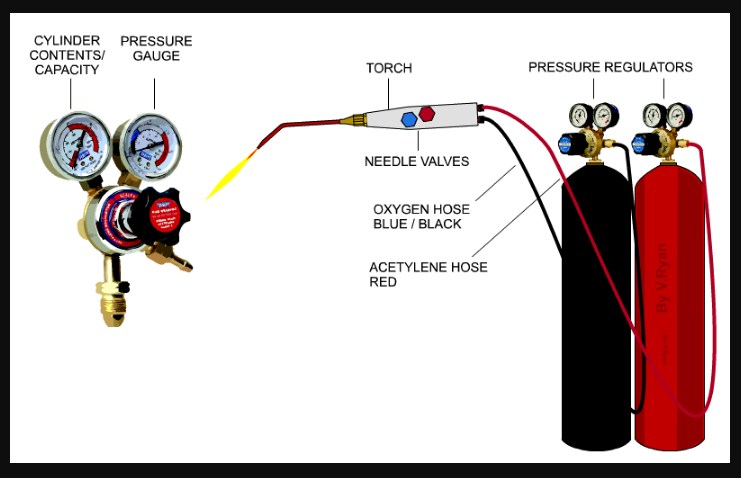
Схема установки и настройки давления для кислородно-ацетиленовой сварки:
- Сначала мы должны очистить сопло, потому что, если головка сопла загрязнена, это приведет к плохому пламени.
- Откройте регулятор кислорода и ацетилена, установите давление, соответствующее желаемому, или для ацетилена от 5 до 7 фунтов на квадратный дюйм и кислорода от 7 до 10 фунтов на квадратный дюйм.
- Третий открытый клапан в горелке, первый ацетилен, после этого можно открыть кислородный клапан.Если газ выходит из сопла, воспользуйтесь зажигалкой и зажгите горелку.
Типы пламени для кислородно-ацетиленовой сварки :
- Пламя науглероживания: для этого типа мы используем больше ацетилена, чем кислорода. Применение пламени науглероживания для пайки, сварки серебром и пайки твердым припоем.
- Нейтральное пламя: одинаковое давление кислорода и ацетилена. Этот тип можно использовать для сварки стали.
- Окисляющее пламя: Мы используем больше кислорода, чем ацетилен. Обычно мы используем это пламя для резки материалов из углеродистой стали.
Сварочные прутки для кислородно-ацетиленовой сварки:
- RG-60.
- РГ-45.
- РГ-65.
- RG — это стержневой газ, а 65 — предел прочности на разрыв 65 000 фунтов на квадратный дюйм.
| Толщина металла (дюйм) | Размер наконечника |
| 1/4 — 1/2 | 5 |
| 3/16 — 1/4 | 4 |
| 1/8 — 3/16 | 3 |
| 1/16 — 1/8 | 2 |
| 5/64 — 3/32 | 1 |
| 3/64 — 5/64 | 0 |
| 1/32 — 3/64 | 00 |
| 1/64 — 1/32 | 000 |
Комплект для кислородно-ацетиленовой сварки
 Комплект для кислородно-ацетиленовой сварки
Комплект для кислородно-ацетиленовой сварки- Горелка на многотопливном топливе.
- Удобная рукоятка
- Очиститель наконечников
- Прочная конструкция из цельной латуни
- Огнестойкость
Устойчивый к обратному воздействию смеситель - Клапан кислородной резки с высокой пропускной способностью
- Подходит для резки и сварки легких и средних нагрузок
- Профиль горелки
- Регуляторы
- Газовый шланг
Баллоны для хранения газа
Поскольку газы, хранящиеся в баллоне, имеют давление выше атмосферного, следует отметить прочность стального баллона против рабочего давления, поскольку они вызывают трение и движение газа в баллон, это должны быть известные виды газа, чувствительные к ударам или повышению температуры.
Дефекты кислородно-ацетиленовой сварки.
Для обеспечения хорошего качества условия сварки должны быть правильными, а используемые методы и материалы должны соответствовать стандартам. Как и в случае других сварочных процессов, могут возникнуть сварочные дефекты. Нарушение кислородно-ацетиленовой сварки следующим образом:
- Пенетрация не идеальна.
Это может произойти из-за того, что проплавление не выполняется на всю толщину основного металла, два валика сварного шва не взаимно проникают и проникают в конец углового шва. - Fusion далеко не идеален.
Эти деформации возникают из-за отсутствия или отсутствия газа для плавки металлов и цветных металлов. Обычно это вызвано минимальной скоростью сварки или низким давлением газа. - Подрезка.
Возникает из-за отсутствия точных параметров, таких как газ или слишком высокая скорость сварки. - Пористость.
Это может произойти из-за атмосферного загрязнения и сильного окисления на поверхности заготовки. - Продольная трещина.
Различаются по двум категориям; тепловые трещины, вызванные положением сварного шва, находятся между температурой плавления и температурой замерзания.При этом холодное растрескивание происходит из-за промерзания сварного шва.
См .: Детали аппарата для дуговой сварки экранированного металла
Теперь вы знаете, , что такое кислородно-ацетиленовая сварка . Я надеюсь, что приведенная выше статья будет полезна для вас, изучающих кислородно-ацетиленовую сварку или сварку OFW.
.Руководство по кислородно-ацетиленовой сварке для начинающих
Примечание. Этот пост может содержать партнерские ссылки. Это означает, что мы можем бесплатно для вас заработать небольшую комиссию за соответствующие покупки.
Кислородно-ацетиленовая сварка — это проверенный и надежный метод сплавления металлов. Он объединяет кислород и ацетилен, образуя перегретое пламя, плавящееся и соединяющее два куска металла. Это сложный процесс, который требует большого мастерства, сосредоточенности и терпения, но не отчаивайтесь.
Обладая правильной информацией и надлежащим образом применяя, вы можете изучить оксиацетиленовый метод и преуспеть в нем. Вам просто нужно понять, как работает процесс, и принять надлежащие меры предосторожности, прежде чем начать.
Начало работы

Первое, что вам нужно сделать, это ознакомиться с оборудованием и принципами его работы. Практически все комплекты кислородно-ацетиленовых горелок для начинающих содержат все необходимое для начала работы (кроме кислорода и ацетилена).Вам нужно будет заполнить или обменять пустые резервуары, входящие в комплект поставки, в любом магазине сварочных материалов.Вашим основным оборудованием будет сварочная горелка. Основная функция горелки — регулировать и контролировать поток газов во время сварки. Горелка состоит из ручки, смесительной камеры и кислородного и газового клапанов. Газ и кислород проходят через рукоятку, смешиваются на конце и воспламеняются.
Теперь, когда вы понимаете, как работает ваш фонарик, вы можете подключить его к остальному оборудованию и проверить на предмет повреждений.Есть баллон для кислорода и ацетилена. Его следует тщательно проверить на предмет наличия вмятин или проколов.
После прохождения проверки вы можете прикрепить регулятор, который контролирует давление в цилиндре, чтобы убедиться, что он совместим со сварочной горелкой. Теперь прикрепите регулятор к горелке с помощью сварочного шланга. Убедитесь, что в шланге нет отверстий и он надежно закреплен.
Самый важный и последний шаг — это проверить клапаны. Клапаны — это то, что предотвращает слишком быстрое смешивание кислорода и ацетилена.В противном случае они могут рано объединиться и вызвать взрыв внутри сварочного шланга. В качестве меры предосторожности к фонарю должен быть прикреплен пламегаситель. Глушитель представляет собой подпружиненную ловушку, которая останавливает обратный поток газа во время вспышки.
Когда вы начнете сварку, всегда помните об этих советах, чтобы избежать ошибок и обеспечить вашу безопасность:
- Всегда держите сварочный шланг на безопасном расстоянии от пламени горелки
- ВСЕГДА надевайте надлежащую защитное снаряжение: сварочный шлем (или очки) с оттенком №5, огнестойкая одежда и перчатки обязательны!
- Имейте поблизости огнетушитель во время сварки.
- Используйте только ударник для зажигания пламени: никогда не используйте зажигалки или спички.Помните, что газовая сварка — процесс медленный. Требуется время, чтобы выработать правильную технику и правильно сварить. Вначале вы, вероятно, сможете резать только горелкой, сплавление будет возможно только после долгой практики. Опять же, не сдавайтесь: если вы продолжите практику, вы быстро овладеете процессом.
См. Также: В раздел плазменной резки
Похожие сообщения:
.PPT — Оксиацетиленовая сварка (OAW) Презентация PowerPoint, скачать бесплатно
Кислородно-ацетиленовая сварка (OAW) В процессе кислородно-ацетиленовой сварки используется комбинация кислорода и ацетилена для создания высокотемпературного пламени.
Кислородно-ацетиленовая сварка (OAW) • OAW — это ручной процесс, при котором сварщик должен лично контролировать движение горелки и применение присадочного стержня. • Термин «оборудование для газовой кислородной сварки» относится ко всему оборудованию, необходимому для сварки.• Баллоны содержат кислород и ацетилен под очень высоким давлением.
Типовая станция кислородно-ацетиленовой сварки (OAW)
Кислородные баллоны • Кислород хранится в баллонах разного размера и давления в диапазоне от 2000 до 2640 фунтов на квадратный дюйм. (Фунтов на квадратный дюйм) • Кислородные баллоны выкованы из прочной броневой стали. Никакая часть цилиндра не может быть менее 1/4 дюйма толщиной. • Затем баллоны испытываются под давлением свыше 3300 фунтов на квадратный дюйм с использованием испытания гидростатическим давлением (неразрушающий контроль).
Цилиндры регулярно проходят повторные испытания с использованием гидростатических испытаний (NDE) во время эксплуатации. Цилиндры регулярно подвергаются химической очистке и отжигу для снятия напряжений на рабочем месте, возникающих при обращении с ними. Кислородные баллоны
Транспортировка баллонов • Никогда не перевозите баллоны без установленных предохранительных колпачков • Никогда не транспортируйте с установленными регуляторами • Никогда не позволяйте баллонам стоять свободно. Всегда привязывайте их к надежной тележке или другому объекту, который нелегко опрокинуть.
Кислородные баллоны включают в себя тонкий металлический «предохранительный диск », изготовленный из нержавеющей стали, и рассчитаны на разрыв до того, как баллон будет поврежден давлением. С вентилем баллона всегда следует обращаться осторожно. Кислородные баллоны
Уменьшите высокое давление в накопительном баллоне до более низкого рабочего давления . Большинство регуляторов имеют манометр для давления в баллоне и рабочего давления. Регуляторы давления для цилиндров
Регуляторы отключаются, когда регулировочный винт полностью вывернут.Регуляторы поддерживают постоянное давление в горелке, хотя давление в цилиндре может меняться. Диафрагмы регулятора изготовлены из нержавеющей стали. Регуляторы давления для цилиндров
Газ, поступающий в манометр, заполняет трубку Бурдона. По мере увеличения давления в полукруглом конце свободный конец трубка для перемещения наружу. Это движение передается на изогнутую рейку, которая входит в зацепление с ведущей шестерней на валу указателя, в конечном итоге оказывая давление. Регуляторы давления Манометры с механизмом «Бурдон»
Шланги изготовлены из резины Кислородные шланги зеленого цвета с правой резьбой.Ацетиленовые шланги красного цвета с левой резьбой. Левая резьба может быть идентифицирована по канавке в корпусе гайки, и на ней может быть штамп «ACET» Шланги регулятора
Обратные клапаны позволяют газу течь только в одном направлении. взрыва в цилиндре. Комбинированные клапаны обратного / обратного хода можно разместить на горелке или регуляторе. Обратные клапаны и ограничители обратного тока
Ацетиленовый газ • Практически весь ацетилен, используемый для сварки и резки, образуется за счет реакции карбида кальция (искусственного продукта) с водой.• Преимущество метода производства ацетилена с использованием карбида кальция заключается в том, что его можно производить практически в любом желаемом масштабе. В плотно закрытых банках карбид кальция хранится бесконечно. В течение многих лет горняки производили ацетилен, добавляя воду по капле к кускам карбида. • До того, как ацетилен в баллонах стал доступным, почти каждая крупная община производила собственный газ из карбида кальция.
Ацетиленовые баллоны • Ацетилен хранится только в баллонах, специально предназначенных для этой цели.• Ацетилен крайне нестабилен в чистом виде при давлении выше 15 фунтов на квадратный дюйм (фунтов на квадратный дюйм). • Ацетон также присутствует в цилиндре для стабилизации ацетилена. • Ацетиленовые баллоны всегда следует хранить в вертикальном положении, чтобы предотвратить утечку ацетоновой формы, что приведет к нестабильности ацетилена.
Цилиндры заполнены очень пористым веществом «монолитный наполнитель», чтобы предотвратить образование больших карманов чистого ацетилена. Цилиндры имеют предохранительные заглушки в верхней и нижней части, предназначенные для плавления при 212 ° F (100 ° C) Ацетиленовые баллоны
Запорные клапаны ацетиленовых баллонов следует открывать только на 1/4 — 1/2 оборота. Это позволит быстро закрыть баллон в случае пожара.Ключи для клапана цилиндра следует оставить на цилиндрах, на которых нет маховика. Ацетиленовые клапаны
Настройки давления регулятора кислорода и ацетилена • Давление регулятора может варьироваться в зависимости от типа резака и размера наконечника. • PSI (фунты на квадратный дюйм) иногда отображаются как PSIG (фунты на квадратный дюйм — манометр) • Стандартные настройки датчика для резки • Материал 1/4 дюйма Oxy 30-35psi Acet 3-9 psi • Материал 1/2 дюйма Oxy 55 -85psi Ацет 6-12 фунтов на квадратный дюйм • Материал 1 дюйм Oxy 110-160 фунтов на квадратный дюйм Ацет 7-15 фунтов на квадратный дюйм • Проверьте данные производителя резака на предмет оптимальных настроек давления
Настройки давления регулятора • Максимальное безопасное рабочее давление для ацетилена составляет 15 фунтов на квадратный дюйм !
Маленькая сварочная горелка с дроссельными заслонками, расположенными на переднем конце рукоятки .Идеально подходит для сварки листового металла. Может быть оснащен режущей насадкой вместо показанной сварочной головки. Сварочные горелки этой общей конструкции являются наиболее широко используемыми. Они справятся с любыми сварочными работами в кислородно-ацетиленовой среде, могут быть оснащены многопламенными головками (Rosebud) для обогрева и оснащены режущими приспособлениями, которые будут резать сталь толщиной 6 дюймов. Полноразмерный кислородный резак, все клапаны которого расположены в задней части корпуса. Другой стиль резака, с кислородными клапанами, расположенными на переднем конце его ручки.Типовые стили резаков
Типовые процедуры запуска • Убедитесь, что оборудование визуально выглядит безопасным IE: Состояние шлангов, видимость датчиков • Очистите отверстия резака с помощью «очистителя наконечников» (небольшой набор файлов для калибровки проволоки, используемый для очистки шлака и грязи образуют наконечник резака) • Слегка приоткройте (или откройте) клапаны цилиндра, позволяя давлению медленно поступать в регуляторы. • Быстрое открытие клапана баллона приведет к «удару» регулятора и вызовет отказ.
Типовые процедуры запуска • Никогда не стойте прямо на пути регулятора при открытии цилиндра • Проверьте отсутствие утечек, прислушиваясь к «шипению» или с помощью мыльного «пузырькового» раствора • Отрегулируйте регуляторы на правильное рабочее давление • Слегка откройте и закройте кислородный и ацетиленовый клапаны на головке резака, чтобы удалить любую атмосферу из системы.
Типичные процедуры запуска • Всегда используйте кремневую или стальную искровую зажигалку, чтобы зажечь кислородно-ацетиленовое пламя. • Никогда не используйте бутановую зажигалку для зажигания пламени.
Настройки пламени • Существует три различных типа кислородно-ацетиленового пламени, обычно называемые: • Нейтральное • Науглероживание (или «избыток ацетилена») • Окисление (или «избыток» кислород ») • Тип создаваемого пламени зависит от соотношения кислорода и ацетилена в газовой смеси, которая выходит из наконечника горелки.
Профили пламени чистого ацетилена и науглероживания
Профили нейтрального и окисляющего пламени
Определение пламени • Нейтральное пламя (рис. 4-1) образуется при соотношении количества кислорода и кислорода содержание ацетилена в смеси, выходящей из горелки, почти однозначно. Его называют «нейтральным», потому что он обычно не оказывает химического воздействия на свариваемый металл. Не окисляет металл шва; это не приведет к увеличению содержания углерода в металле шва.• Избыточное пламя ацетилена (Рис. 4-2), как следует из его названия, возникает, когда доля ацетилена в смеси выше, чем требуется для получения нейтрального пламени. При использовании на стали вызывает повышение содержания углерода в металле сварного шва. • Окислительное пламя (рис. 4-3) возникает в результате горения смеси, содержащей больше кислорода, чем требуется для нейтрального пламени. Он окислит или «сожжет» часть свариваемого металла.
Время опроса • Диафрагма регулятора часто изготавливается из _______? A: армированная резина B: ковкий чугун C: закаленный алюминий D: нержавеющая сталь
Время опроса • Гайки шланга для кислорода и ацетилена сильно различаются, потому что гайка шланга ацетилена имеет.A: левая резьба. B: вокруг него прорезана роща. C: на нем может быть штамп ACET. Д: Все вышеперечисленное.
Время проверки • Кислородный баллон должен выдерживать ________ давление 3300 фунтов на кв. Дюйм (22753 кПа), чтобы быть допущенным к эксплуатации. A: атмосферный B: гидростатический C: гигроскопичный D: пар
Время проверки • Почему область выше 15 фунтов на кв. Дюйм часто отмечается красной полосой на регуляторе низкого давления ацетилена? • Ответ • Давление ацетилена выше 15 фунтов на кв. Дюйм нестабильно, и его не следует использовать
Время проверки • Верно или неверно? • Кремниевая и стальная искровая зажигалка обычно используются для зажигания кислородно-ацетиленового пламени.• Ответ: Верно
Время опроса • Предохранители ацетиленового баллона плавятся при температуре ________ ° F или 100 ° C • Ответ • 212 ° F
Время опроса • Какова максимальная безопасная работа манометрическое давление для ацетиленового газа? A: 55 кПа (8 фунтов на кв. Дюйм) B: 103 кПа (15 фунтов на кв. Дюйм) C: 152 кПа (22 фунта на кв. Дюйм) D: 207 кПа (30 фунтов на кв. Дюйм)
Время проверки • Цвет кислородного шланга на оксиацетилене сварочное оборудование ______? • Ответ • Зеленый
Время проверки • Тип предохранительного устройства используется на кислородном баллоне.A: плавкая пробка B: обратный клапан C: предохранительный диск D: подпружиненная пробка
Время проверки • Верно или нет? • Регулятор закрыт, когда регулировочный винт вывернут. • Ответ: Верно
Время проверки • Цвет ацетилен-кислородного шланга на аппарате для кислородно-ацетиленовой сварки ______? • Ответ • Красный
Время проверки • Ни одна часть стенок кислородного баллона не может быть тоньше _______? A: 1/4 дюйма (6.4 мм) B: 3/8 дюйма (9,5 мм) C: 3/16 дюйма (4,8 мм) D: 7/32 дюйма (5,6 мм)
Время проверки • Чтобы предотвратить возникновение ретроспективы, необходимо установить ________ между горелкой и шлангами или регуляторами и шлангами. A: двухходовой обратный клапан. B: экран пламени. C: предохранитель воспоминаний. D: трехходовой обратный клапан.
Время опроса • Какой тип предохранительного устройства используется на баллоне с ацетиленом. A: подпружиненная пробка B: предохранительный диск C: плавкая пробка D: обратный клапан
Время проверки • При смешивании _______ и воды образуется газ ацетилен.A: карбид кальция B: карбонат калия C: диоксид углерода D: карбид ацетилена
Modern WeldingYork County School of Technology
.Обучение кислородной и ацетиленовой безопасности ИСТОЧНИК ОБУЧЕНИЯ: ЦЕНТРАЛЬНОЕ СНАРЯЖЕНИЕ СВАРКИ, ОТДЕЛЕНИЕ ПО БЕЗОПАСНОСТИ ПРОФЕССИОНАЛЬНОЙ БЕЗОПАСНОСТИ, WWW.CENTRALWELDING.COM 8/2013 & Безопасность ацетилена Темы, которые мы рассмотрим… • Кислород: общие свойства и опасности • Ацетилен: общие свойства и опасности • Свойства газа, хранение и опасности • Кислород • Ацетилен • Правила обращения, хранения и безопасности оборудования • Меры безопасности и меры предосторожности • Что делать в случае возникновения чрезвычайной ситуации ИСТОЧНИК ОБУЧЕНИЯ: ЦЕНТРАЛЬНОЕ СВАРОЧНОЕ ОБОРУДОВАНИЕ, ОТДЕЛ ПО БЕЗОПАСНОСТИ НА РАБОТЕ, WWW.CENTRALWELDING.COM [08/2013]
Безопасность по кислороду и ацетилену Каждый раз, когда вы используете кислородно-ацетиленовое оборудование, при несоблюдении определенных правил техники безопасности, это то же самое, что обращение с живыми взрывчатыми веществами, готовыми к взрыву. ИСТОЧНИК ОБУЧЕНИЯ: ЦЕНТРАЛЬНОЕ СВАРОЧНОЕ ОБОРУДОВАНИЕ, ОТДЕЛ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ, WWW.CENTRALWELDING.COM [08/2013]
Безопасность кислорода и ацетилена Когда газы смешиваются… Кислород и ацетилен образуются в правильной пропорции. известное горячее пламя! До 6,330 F ИСТОЧНИК ОБУЧЕНИЯ: ЦЕНТРАЛЬНОЕ СВАРОЧНОЕ ОБОРУДОВАНИЕ, ОТДЕЛ ПРОФЕССИОНАЛЬНОЙ БЕЗОПАСНОСТИ, WWW.CENTRALWELDING.COM [08/2013]
Безопасность кислорода и ацетилена Помните, кислород — это не воздух! • В нормальном воздухе содержится около 21% кислорода. • Кислород естественным образом содержится в атмосфере. • Производится промышленным способом путем дистилляции воздуха ниже точки замерзания. • Чистый кислород не горит и не взрывается. • Кислород является «ускорителем» — он заставляет все, с чем он соприкасается, гореть горячее и быстрее. • Кислород тяжелее воздуха — это означает, что если кислородный баллон протекает, он оседает в низких местах, прежде чем диффундировать обратно в атмосферу.• 30% кислорода в атмосфере заставит вещи гореть или взорваться в 8 раз быстрее! ИСТОЧНИК ДЛЯ ОБУЧЕНИЯ: ЦЕНТРАЛЬНОЕ СВАРОЧНОЕ ОБОРУДОВАНИЕ, ОТДЕЛ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ, WWW.CENTRALWELDING.COM [08/2013]
Меры предосторожности для O2 Никогда не используйте кислород… • в пневматических инструментах — трение масла и газа может вызвать пожар взрыв • в горелках предварительного подогрева жидкого топлива — эти горелки настроены на горение при соотношении кислорода к воздуху 21% • для запуска двигателей внутреннего сгорания — бензин достаточно легковоспламеняем при наличии 21% кислорода • для продувания трубопроводов — оставшиеся легковоспламеняющиеся или горючие пары могут все еще присутствуют, чтобы вызвать взрыв • пыль с одежды или рабочей зоны — кислород останется в волокнах ткани, что сделает их более воспламеняемыми • для создания давления • для вентиляции ИСТОЧНИК ОБУЧЕНИЯ: ЦЕНТРАЛЬНОЕ СНАРЯЖЕНИЕ СВАРКИ, ОТДЕЛЕНИЕ ПО БЕЗОПАСНОСТИ НА РАБОТЕ, WWW .CENTRALWELDING.COM [08/2013]
Безопасность кислорода и ацетилена Хранение кислорода • Хранится в чистом виде в виде газа. • Хранится в баллонах со сжатым газом с различным давлением (например, 1800 фунтов на квадратный дюйм, 2015 фунтов на квадратный дюйм, 2265 фунтов на квадратный дюйм, 2400 фунтов на квадратный дюйм) • Цилиндры имеют полую конструкцию и бывают разных размеров от 21 кубических футов до 337 кубических футов • Отверстие в верхней части баллона соответствует диаметру провода карандашом (если крышка бутылки повреждена, бутылка может стать снарядом, причинив травму или материальный ущерб).ИСТОЧНИК ОБУЧЕНИЯ: ЦЕНТРАЛЬНОЕ СВАРОЧНОЕ ОБОРУДОВАНИЕ, ОТДЕЛ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ, WWW.CENTRALWELDING.COM [08/2013]
Безопасность кислорода и ацетилена Хранение кислорода • Оборудован клапаном высокого давления из бронзы. • Клапан должен быть полностью закрыт во время хранения. • Клапан имеет предохранительное устройство для медленного слива кислорода в случае высоких температур. ИСТОЧНИК ОБУЧЕНИЯ: ЦЕНТРАЛЬНОЕ СВАРОЧНОЕ ОБОРУДОВАНИЕ, ОТДЕЛ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ, WWW.CENTRALWELDING.COM [08/2013]
Что такое ацетилен? • Ацетилен представляет собой соединение водорода и углерода (C2h3) • Производится при смешивании карбида кальция с водой • Для воспламенения требуется только 10% кислородная смесь • Нестабильный газ; будет интенсивно разлагаться, когда в чистом состоянии выше 15 psi • Температура самовоспламенения составляет 763o — 824o F.(Означает, что если давление ацетилена достигает 30 фунтов на квадратный дюйм в свободном состоянии, он может взорваться сам по себе без искры или пламени) • Имеет температуру горения 4600 ° F; 6330o F при сжигании кислородом. • Помните… ацетилен — очень опасный газ! ИСТОЧНИК ДЛЯ ОБУЧЕНИЯ: ЦЕНТРАЛЬНОЕ СВАРОЧНОЕ ОБОРУДОВАНИЕ, ОТДЕЛ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ, WWW.CENTRALWELDING.COM [08/2013]
Хранение ацетилена • Свободный ацетилен никогда не хранится под высоким давлением • Цилиндры заполнены пористым материалом • Ацетон может абсорбировать ацетилен, во много раз превышающий его объем, без изменения ацетилена. • Пористый наполнитель (8-10%), ацетон (42%), ацетиленовый газ (36%), резервный объем — 70o F (10-12%) • Измельченный огнеупорный кирпич обычно служит «пористым материалом» ИСТОЧНИК ДЛЯ ОБУЧЕНИЯ: ЦЕНТРАЛЬНОЕ СВАРОЧНОЕ ОБОРУДОВАНИЕ, ОТДЕЛ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ, WWW.CENTRALWELDING.COM [08/2013]
Хранение ацетилена • Баллоны должны храниться в вертикальном положении • Предотвращает разделение ацетона и ацетилена • Предотвращает потерю ацетона. При транспортировке в горизонтальная позиция! • Баллоны стальной конструкции различных размеров • НИКОГДА не открывайте клапан более чем на пол-оборота • НИКОГДА не храните при температуре ниже точки замерзания (может вытечь ацетон и забить регулятор) • Заправка ацетиленовых баллонов должна выполняться только уполномоченными дистрибьюторами газа — и НИКОГДА не должны переливается (переносится из одной бутылки в другую) ИСТОЧНИК ОБУЧЕНИЯ: ЦЕНТРАЛЬНОЕ СВАРОЧНОЕ ОБОРУДОВАНИЕ, ОТДЕЛ ПРОФЕССИОНАЛЬНОЙ БЕЗОПАСНОСТИ, WWW.CENTRALWELDING.COM [08/2013]
Обращение и использование регуляторов • Соблюдайте особую осторожность при снятии регуляторов с цилиндров • Не позволяйте оставаться на столе в течение длительного времени • Никогда не используйте масло или смазку • Не используйте не пытайтесь поменять местами регуляторы кислорода и ацетилена • Проверьте регулировочный винт перед открытием клапана баллона ИСТОЧНИК ОБУЧЕНИЯ: ЦЕНТРАЛЬНОЕ СНАРЯЖЕНИЕ СВАРКИ, ОТДЕЛ ПО БЕЗОПАСНОСТИ ТРУДА, WWW.CENTRALWELDING.COM [08/2013]
Работа с регуляторами • Использование регуляторов клапаны перед установкой регуляторов.• Поручите квалифицированному специалисту по ремонту НЕМЕДЛЕННО ОТРЕМОНТИРОВАТЬ: • если регулятор смещается • если манометр не возвращается к нулю при сбросе давления • работает неправильно • Сохраняйте герметичность соединений между регулятором и баллоном. ИСТОЧНИК ДЛЯ ОБУЧЕНИЯ: ЦЕНТРАЛЬНОЕ СВАРОЧНОЕ ОБОРУДОВАНИЕ, ОТДЕЛ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ, WWW.CENTRALWELDING.COM [08/2013]
Безопасность кислорода и ацетилена ПРЕДУПРЕЖДЕНИЕ: Никогда не стойте перед или за регулятором баллона! ИСТОЧНИК ОБУЧЕНИЯ: ЦЕНТРАЛЬНОЕ СВАРОЧНОЕ ОБОРУДОВАНИЕ, ОТДЕЛ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ, WWW.CENTRALWELDING.COM [08/2013]
Обращение и использование регуляторов Манометр низкого давления Манометр высокого давления Показывает давление на подаче к шлангам и горелке Показывает давление в баллоне, регулируя давление Винт Входные соединения по часовой стрелке, чтобы открыться, против часовой стрелки, чтобы закрыть. Кислород — правая резьба, Ацетилен — левая резьба. Внутренние рабочие части регулятора — прецизионные. Только квалифицированные специалисты должны чистить или ремонтировать регулятор! ИСТОЧНИК ОБУЧЕНИЯ: ЦЕНТРАЛЬНОЕ СВАРОЧНОЕ ОБОРУДОВАНИЕ, ОТДЕЛ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ, WWW.CENTRALWELDING.COM [08/2013]
Обратные вспышки и обратные вспышки • Обратные вспышки • возникают, когда пламя горелки возвращается в наконечник резака и гаснет с громким хлопком • из-за недостаточного давления газа или соприкосновения наконечника резака работают • в целом безвредны, но могут превратиться в ретроспективные кадры • ретроспективные кадры • Когда это происходит, хлопающий звук превращается в свист, поскольку газы выгорают через наконечник и головку горелки. Если не остановить огонь, он может пройти через горелку, шланги и взорвать цилиндр! ИСТОЧНИК ОБУЧЕНИЯ: ЦЕНТРАЛЬНОЕ СВАРОЧНОЕ ОБОРУДОВАНИЕ, ОТДЕЛ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ, WWW.CENTRALWELDING.COM [08/2013]
Обратные вспышки и ретроспективные кадры • Обратные вспышки, продолжение… Если вы рассчитаете объем 100 футов шланга с внутренним диаметром 1/4 дюйма, если кислород попадет в топливный газ или если топливный газ попадет в кислородный шланг, может произойти взрыв газовой смеси с силой, равной 20 шашкам динамита! Обратные клапаны и пламегасители помогают предотвратить это. ИСТОЧНИК ОБУЧЕНИЯ: ЦЕНТРАЛЬНОЕ СВАРОЧНОЕ ОБОРУДОВАНИЕ, ОТДЕЛ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ, WWW.CENTRALWELDING.COM [08/2013]
Обратные клапаны • Внутренний обратный клапан предназначен для уменьшения возможности обратного потока газа. • Он не предназначен для остановки огня! • Убедитесь, что внутренние обратные клапаны работают должным образом, проверяя их не реже одного раза в шесть месяцев или чаще, если шланги часто снимаются с резака. Приводится в действие пружиной. Когда давление потока уменьшается, клапан закрывается, предотвращая обратный поток газа. Поток газа. Поток газа, удерживающий клапан, открыт. ИСТОЧНИК ОБУЧЕНИЯ: ЦЕНТРАЛЬНОЕ СНАБЖЕНИЕ СВАРКИ, ОТДЕЛЕНИЕ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ, WWW.CENTRALWELDING.COM [08/2013]
Ограничители обратного воспроизведения • Ограничители обратного воспроизведения разработаны для предотвращения попадания обратного сигнала в вышестоящее оборудование. • Они обеспечивают дополнительную безопасность и часто включают обратные обратные клапаны в одном устройстве. Ручка горелки Arrestor Пламя гасится сеткой внутри материала ИСТОЧНИК ДЛЯ ОБУЧЕНИЯ: ЦЕНТРАЛЬНОЕ СНАРЯЖЕНИЕ СВАРКИ, ОТДЕЛ ПО БЕЗОПАСНОСТИ НА РАБОТЕ, WWW.CENTRALWELDING.COM [08/2013]
Не допускать возникновения обратных вспышек и обратных вспышек ! • Избегайте утечек и ослабленных соединений.• Держите наконечники в чистоте. • Поддерживайте надлежащее давление газа, никогда не морите наконечник голодом. • Избегайте перегрева металла и жала. • Не окунайте световой конус в расплавленную ванну. • Следите за и ремонтируйте или заменяйте поврежденное оборудование. Если возникнет вспышка, немедленно отключите подачу кислорода, затем ацетилена и дайте горелке остыть. Проверить на наличие повреждений и при необходимости отремонтировать! ИСТОЧНИК ОБУЧЕНИЯ: ЦЕНТРАЛЬНОЕ СНАРЯЖЕНИЕ СВАРКИ, ОТДЕЛ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ, WWW.CENTRALWELDING.COM [08/2013]
Шланги Используйте правильный шланг для нужного газа! • Шланги обычно имеют цветовую маркировку: • Кислород (зеленый) • Ацетилен (красный) • Шланги сделаны из неопрена поверх внутренней оплетки.• Шланги можно легко разрезать. Будьте осторожны с острыми предметами! • Они изготовлены из огнестойких материалов, но воспламеняются при обратном воспламенении или длительном воздействии тепла. • Шланги классифицируются. ИСТОЧНИК ДЛЯ ОБУЧЕНИЯ: ЦЕНТРАЛЬНОЕ СВАРОЧНОЕ ОБОРУДОВАНИЕ, ОТДЕЛ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ, WWW.CENTRALWELDING.COM [08/2013]
Шланги Общая безопасность… • Не допускайте попадания в шланги падающего металла, шлака или искр. • Никогда не допускайте, чтобы шланги покрылись маслом, жиром или грязью, которые могут скрыть повреждения.• Осмотрите шланги перед подсоединением к ручке резака или регуляторам. • При обнаружении порезов, ожогов или поврежденной арматуры замените шланг. • Полностью замените шланг, если он содержит несколько стыков, или если замечены трещины или сильный износ. ИСТОЧНИК ДЛЯ ОБУЧЕНИЯ: ЦЕНТРАЛЬНОЕ СВАРОЧНОЕ ОБОРУДОВАНИЕ, ОТДЕЛ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ, WWW.CENTRALWELDING.COM [08/2013]
Режущие наконечники и сопла • Убедитесь, что оборудование рассчитано на выбранный размер наконечника • Наконечник слишком большой для оборудование может заморозить или задушить наконечник, чтобы вызвать перегрев головы и ретроспективную реакцию.• Поврежденная посадочная поверхность на наконечнике или головке может вызвать возгорание или обратную вспышку, что может привести к повреждению режущего инструмента. • Если посадочная поверхность насадки повреждена, НЕ используйте ее. Выбросьте поврежденный наконечник. • Если головка требует ремонта, отнесите резак к квалифицированному специалисту по ремонту. ИСТОЧНИК ДЛЯ ОБУЧЕНИЯ: ЦЕНТРАЛЬНОЕ СВАРОЧНОЕ ОБОРУДОВАНИЕ, ОТДЕЛ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ, WWW.CENTRALWELDING.COM [08/2013]
Режущие наконечники и сопла • Никогда не морите или не заглушайте многопламенное нагревательное сопло, которое может вызвать перегрев головки. это приводит к воспоминаниям.• В случае возникновения вспышки (пламя исчезает и / или слышно шипение, пламя горит внутри сопла) немедленно выключите кислородный клапан на ручке горелки. Затем закройте топливный кран. • Перед использованием дайте соплу остыть. • При повторном возникновении ретроспективного кадра перед повторным использованием проверьте устройство у квалифицированного специалиста. ИСТОЧНИК ОБУЧЕНИЯ: ЦЕНТРАЛЬНОЕ СВАРОЧНОЕ ОБОРУДОВАНИЕ, ОТДЕЛ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ, WWW.CENTRALWELDING.COM [08/2013]
Насадки и сопла • Размеры наконечников и настройки регулятора зависят от толщины обрабатываемого материала и от толщины обрабатываемого материала тип используемой горелки.• Всегда обращайтесь к прилагаемой производителем технологической карте резки за советами, которые вы используете! • Помните, что если вы не используете правильное соотношение кислорода и ацетилена, вы можете стать причиной несчастного случая. По крайней мере, вы потратите впустую газ, который стоит $ $ $. ИСТОЧНИК ОБУЧЕНИЯ: ЦЕНТРАЛЬНОЕ СВАРОЧНОЕ ОБОРУДОВАНИЕ, ОТДЕЛ ПРОФЕССИОНАЛЬНОЙ БЕЗОПАСНОСТИ, WWW.CENTRALWELDING.COM [08/2013]
Меры предосторожности ЛИЧНАЯ ЗАЩИТА И СИЗ • Защита глаз • Защита рук • Не содержит смазки / одежды и хорошо проветриваемое рабочее место • Огнетушитель Всегда помните о надлежащем обучении работе! ИСТОЧНИК ОБУЧЕНИЯ: ЦЕНТРАЛЬНОЕ СВАРОЧНОЕ ОБОРУДОВАНИЕ, ОТДЕЛ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ, WWW.CENTRALWELDING.COM [08/2013]
Общие советы по безопасности • При необходимости работайте под наблюдением обученного и квалифицированного персонала. • Всегда используйте надлежащие СИЗ (щит, защитные очки, перчатки, одежду и т. Д.). • Всегда работайте в хорошо вентилируемом помещении. • Не допускайте попадания на регуляторы масла, смазки и других легковоспламеняющихся веществ. • Используйте соответствующий регулятор для каждого конкретного газа. • Никогда не смешивайте оборудование разных производителей. • Всегда держите цилиндры в вертикальном положении.ИСТОЧНИК ОБУЧЕНИЯ: ЦЕНТРАЛЬНОЕ СВАРОЧНОЕ ОБОРУДОВАНИЕ, ОТДЕЛ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ, WWW.CENTRALWELDING.COM [08/2013]
Общие советы по безопасности • Клапаны кислородного баллона должны быть полностью открыты. • Не открывайте вентили баллонов с ацетиленом более чем на 1/2 оборота. • Постепенно переводите давление в манометры. • Всегда используйте одобренный фрикционный ударник, никогда не пользуйтесь спичками или зажигалкой. • Тщательно проверьте давление: • Сварка: ацетилен 5 фунтов на квадратный дюйм / кислород 5 фунтов на квадратный дюйм • Резка: ацетилен 5 фунтов на квадратный дюйм / кислород 20 фунтов на квадратный дюйм ИСТОЧНИК ОБУЧЕНИЯ: ЦЕНТРАЛЬНОЕ СНАРЯЖЕНИЕ СВАРКИ, ОТДЕЛЕНИЕ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ, WWW.CENTRALWELDING.COM [08/2013]
Общие советы по безопасности • Убедитесь, что шланги не повреждены. • Держите баллоны вдали от огня. • Чтобы погасить пламя горелки, сначала закройте клапан КИСЛОРОДА, а затем АЦЕТИЛЕН (топливо). • Не зажигайте повторно огонь на горячем металле в небольшом замкнутом пространстве. • Промывайте линии до и после использования. • Будьте готовы немедленно потушить любой пожар. • Следите за тем, где находятся шланги при резке. ИСТОЧНИК ОБУЧЕНИЯ: ЦЕНТРАЛЬНОЕ СВАРОЧНОЕ ОБОРУДОВАНИЕ, ОТДЕЛ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ, WWW.CENTRALWELDING.COM [08/2013]
ОБЗОР: Обнаружили проблему? ИСТОЧНИК ОБУЧЕНИЯ: ЦЕНТРАЛЬНОЕ СВАРОЧНОЕ ОБОРУДОВАНИЕ, ОТДЕЛ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ, WWW.CENTRALWELDING.COM [08/2013]
ОБЗОР: Видите проблему? Отказ линейного манометра! ИСТОЧНИК ОБУЧЕНИЯ: ЦЕНТРАЛЬНОЕ СВАРОЧНОЕ ОБОРУДОВАНИЕ, ОТДЕЛ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ, WWW.CENTRALWELDING.COM [08/2013]
ОБЗОР: Видите проблему? Что делать? Поражение электрической дуги Цилиндр поврежден и должен быть немедленно выведен из эксплуатации! Электрическая дуга может вызвать взрыв кислородного баллона (углерод в стали превратится в топливо).ИСТОЧНИК ОБУЧЕНИЯ: ЦЕНТРАЛЬНОЕ СВАРОЧНОЕ ОБОРУДОВАНИЕ, ОТДЕЛ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ, WWW.CENTRALWELDING.COM [08/2013]
ОБЗОР: Видите проблему? Незакрепленный цилиндр ИСТОЧНИК ОБУЧЕНИЯ: ЦЕНТРАЛЬНОЕ СВАРОЧНОЕ ОБОРУДОВАНИЕ, ОТДЕЛ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ, WWW.CENTRALWELDING.COM [08/2013]
ОБЗОР: Видите проблему? Замени танк! Никогда не позволяйте баллону полностью опустеть, это может привести к смешению газов, попав в другие трубопроводы или баллон! ИСТОЧНИК ОБУЧЕНИЯ: ЦЕНТРАЛЬНОЕ СВАРОЧНОЕ ОБОРУДОВАНИЕ, ОТДЕЛ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ, WWW.CENTRALWELDING.COM [08/2013]
Советы по личной безопасности • Носите огнестойкую одежду, защитные перчатки, рукава, фартуки и защитную обувь для защиты кожи и одежды от искр и шлаков. • Держите воротники, рукава и карманы на пуговицах. • НЕ закатывайте рукава или манжеты брюк. ИСТОЧНИК ДЛЯ ОБУЧЕНИЯ: ЦЕНТРАЛЬНОЕ СНАРЯЖЕНИЕ СВАРКИ, ОТДЕЛ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ, WWW.CENTRALWELDING.COM [08/2013]
Советы по личной безопасности • Газовое пламя излучает инфракрасное излучение, которое может оказывать вредное воздействие на кожу и особенно на глаза .• Выберите защитные очки или маску с закаленными линзами с затемнением 5 или темнее, чтобы защитить глаза от травм и обеспечить хорошую видимость работы. ИСТОЧНИК ОБУЧЕНИЯ: ЦЕНТРАЛЬНОЕ СВАРОЧНОЕ ОБОРУДОВАНИЕ, ОТДЕЛ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ, WWW.CENTRALWELDING.COM [08/2013]
Советы по личной безопасности • Обеспечьте надлежащую вентиляцию рабочих зон сварки и резки. • Поддерживайте достаточный поток воздуха для предотвращения скопления взрывоопасных или токсичных газов.• При сварке или резке с использованием определенных комбинаций металлов, покрытий и газов образуются токсичные пары. В этих обстоятельствах используйте средства защиты органов дыхания. ИСТОЧНИК ОБУЧЕНИЯ: ЦЕНТРАЛЬНОЕ СВАРОЧНОЕ ОБОРУДОВАНИЕ, ОТДЕЛ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ, WWW.CENTRALWELDING.COM [08/2013]
Безопасность кислорода и ацетилена • Хорошие методы ведения домашнего хозяйства повышают безопасность любой рабочей зоны. Они имеют важное значение для безопасности операций сварки и резки из-за потенциальных опасностей.• Содержите все сварочное и режущее оборудование в чистоте и не допускайте попадания жира, масла и других легковоспламеняющихся веществ. ИСТОЧНИК ОБУЧЕНИЯ: ЦЕНТРАЛЬНОЕ СВАРОЧНОЕ ОБОРУДОВАНИЕ, ОТДЕЛ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ, WWW.CENTRALWELDING.COM [08/2013]
РЕСУРСЫ БЕЗОПАСНОСТИ ЗВОНИТЕ ЗАПРОСИТЬ НАШ КАТАЛОГ БЕЗОПАСНОСТИ! Наш специалист по безопасности может помочь в оценке опасностей на вашем рабочем месте и порекомендовать соответствующие решения. Позвоните, чтобы запланировать осмотр или узнать больше о продуктах и услугах, доступных в нашем Подразделении по охране труда.КОНТАКТ СПЕЦИАЛИСТА ПО БЕЗОПАСНОСТИ: (206) 423-1161 Или позвоните в ЛЮБОЙ из наших 18 офисов! www.centralwelding.com ИСТОЧНИК ОБУЧЕНИЯ: ЦЕНТРАЛЬНОЕ СВАРОЧНОЕ ОБОРУДОВАНИЕ, ОТДЕЛ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ, WWW.CENTRALWELDING.COM [08/2013]
.