Категории сварных швов гост допустимые дефекты. Дефекты и контроль качества сварных соединений
Нарушение требований, установленных нормативными документами, при сварке плавлением приводит к образованию брака. Дефекты сварных соединений ГОСТ 30242-97 разделяет на шесть групп. Их нужно знать так же хорошо, как и то, правильно.
Трещины: разновидности, причины их образования
Трещиной называют несплошность, которая вызывается резким охлаждением или воздействием нагрузок. Разновидность этого дефекта, которую можно обнаружить только оптическими приборами с увеличением, не менее пятидесятикратного, называют микротрещиной.
Продольные трещины располагаются вдоль сварного соединения и могут располагаться:
- в металле шва;
- в основном материале;
- на границе сплавления;
- в области температурного влияния.
Трещины в основном металле, причиной которых являются высокие напряжения, называют скрытыми. Внешне они напоминают ступеньки. Этот дефект присущ сварным соединениям значительной толщины. Высокие напряжения вызываются слишком жесткими соединениями или некорректным выбором сварочной технологии. Уменьшение сварочных напряжений снижает вероятность образования скрытых продольных трещин.
Внешне они напоминают ступеньки. Этот дефект присущ сварным соединениям значительной толщины. Высокие напряжения вызываются слишком жесткими соединениями или некорректным выбором сварочной технологии. Уменьшение сварочных напряжений снижает вероятность образования скрытых продольных трещин.
Конфигурация продольных трещин определяется линиями сплавления шва и основного металла.
Эти трещины разделяют на:
- горячие, их причиной является высокотемпературная хрупкость сплавов;
- холодные – возникают при медленном разрушении металла.
Поперечные трещины ориентированы перпендикулярно оси сварного шва. Они могут возникать, как в основном материале и металле сварного соединения, так и в зоне температурного влияния.
Радиальные трещины расходятся из одной точки и иначе называются звездообразными. Места их расположения аналогичны локализациям поперечных трещин. Причины образования поперечных и радиальных трещин такие же, как и у продольных.
В месте отрыва дуги на поверхности шва образуется углубление. Дефекты, которые возникают в этом месте, называют трещинами в кратере. Они разделяются на продольные, поперечные, звездоподобные. Конфигурацию этого дефекта определяют: микроструктура зоны сварного соединения, фазовые, термические и механические напряжения.
Дефекты, которые возникают в этом месте, называют трещинами в кратере. Они разделяются на продольные, поперечные, звездоподобные. Конфигурацию этого дефекта определяют: микроструктура зоны сварного соединения, фазовые, термические и механические напряжения.
Если возникает группа не связанных друг с другом трещин, то они называются раздельными. Места и причины их возникновения аналогичны этим характеристикам поперечных и радиальных трещин.
Если из одной трещины образуется группа трещин, то такой брак носит название разветвленных трещин. Места их расположения – основной материал, металл шва, область термического влияния. Причины возникновения такие же, как и у продольных трещин.
Поры: их форма, места расположения и причины появления
Дефекты сварных соединений и соединений в виде полостей в сварном соединении называют порами. Эти полости заполнены газом, который не успел выделиться наружу.
Различают следующие разновидности пор:
- Газовая полость – это образование произвольной формы, не имеющее углов, причиной появления которого явились газы, не успевшие покинуть расплавленный материал.

- Газовой порой называют газовую полость, имеющую сферическую форму.
- Группа газовых пор, которая располагается в металле сварного соединения, называется равномерно распределенной пористостью.
- Скопление пор – это три или более газовых полостей, расположенных кучно на расстоянии между собой, не превышающем тройной диаметр максимальной поры.
- Цепочкой пор называют ряд газовых полостей, которые располагаются линией вдоль сварного соединения с расстоянием между ними, не превышающем трех диаметров наибольшей из пор.
- Если дефектом является несплошность, вытянутая вдоль оси сварного шва и имеющая высоту, которая гораздо меньше длины, то она называется продолговатой полостью.
- Свищом называют трубчатую полость, которая располагается в металле сварного шва. Свищ вызывается выделением газа. Его форма и положение определяются источником газа и режимом твердения. Как правило, свищи образуют скопления в форме елочек.
- Газовая полость, нарушающая целостность поверхности сварного соединения, называется поверхностной порой.
- Если во время затвердевания вследствие усадки образуется полость – она носит название усадочной раковины. А усадочная раковина, расположенная в конце валика и не заваренная при последующих проходах, называется кратером.


Поры – дефекты сварных соединений, фото которых приведено ниже, появляются из-за наличия вредных примесей, как в основном металле, так и в присадочном. Поры могут образовываться из-за ржавчины и прочих загрязнений, которые не были удалены перед проведением сварки с кромок материала, повышенного содержания углерода, высокой скорости сварочного процесса, нарушений защиты сварочной ванны. Самой частой причиной возникновения пор является отсыревшее покрытие плавящегося электрода.
Наличие одиночных пор не представляет опасности, а вот их цепочка может негативно сказаться на прочностных характеристиках сварного соединения. Участок сварочного шва, пораженный этими дефектами, переваривают, предварительно механически его зачистив. Поры и шлаковые включения
Виды твердых включений в сварном шве
Твердые инородные включения, как металлического, так и неметаллического характера, имеющие в своей конфигурации хотя бы один острый угол, являются недопустимым дефектами в сварном соединении, поскольку играют роль концентраторов напряжений. Дополнительная опасность этих дефектов заключается в том, что они не видимы снаружи. Обнаружить их можно только методами неразрушающего контроля.
Дополнительная опасность этих дефектов заключается в том, что они не видимы снаружи. Обнаружить их можно только методами неразрушающего контроля.
Шлаковые включения в сварном соединении
Твердые включения разделяются на следующие виды:
- Шлаковые включения – это шлаки, попавшие в сварочный шов. В зависимости от того, в каких условиях они были образованы, они бывают линейными, разобщенными, прочими. Причины их образования – большие скорости сварочного процесса, загрязненные кромки, многослойная сварка, если швы между слоями очищены некачественно. Форма этих бракованных включений очень разнообразна, поэтому они могут быть гораздо опаснее округлых пор.
- Флюсы, служащие для защиты металла от окисления, являются причиной образования флюсовых включений. Также, как и шлаковые, флюсовые включения делят на линейные, разобщенные и прочие.
- Причинами образования оксидных включений могут быть: недостаточно чистая поверхность основного или присадочного металлов, вытаскивание горячего сварочного прутка из области защиты, неправильная подготовка кромок – слишком сильное их затупление.
- Частицы сторонних металлов – вольфрама, меди или других образуют металлические включения. Причиной их образования может стать эрозия вольфрамового электрода или случайное попадание металлических частиц снаружи, а также при использовании для поджига медной стружки.

Несплавление и непровар: причины возникновения
Непровар и несплавлениеДефекты – несплавление и непровар – это отсутствие соединения основного материала и металла сварного соединения.
Несплавление возникает при высоких скоростях сварочного процесса и силе тока более 15000С. Для предотвращения несплавлений необходимо уменьшить скорость сварки, снизить временной разрыв между образованием и заполнением канавки, тщательно очищать сварочную зону от масел и загрязнений. Несплавления могут располагаться:
- в корне сварного шва;
- на боковой стороне;
- между валиками.
Непровар возникает по причине невозможности расплавленного металла достичь корня шва. Причин непровара может быть несколько:
- недостаточный сварочный ток;
- слишком высокая скорость перемещения электрода;
- увеличенная длина дуги;
- перекос свариваемых кромок;
- недостаточный зазор между кромками;
- неправильно выбранный – увеличенный – диаметр электрода.
- попадание шлака в зазоры между кромками;
- неадекватный выбор полярности для данного типа электродов.

Непровар – очень опасный и недопустимый сварочный дефект.
Виды отклонений формы наружной поверхности шва от заданных значений
К нарушениям формы сварочного шва относят следующие дефекты:
- Подрезы непрерывные – представляют собой непрерывные углубления, расположенные на наружной части валика шва. Если подрезы располагаются со стороны корня одностороннего шва и образуются по причине усадки вдоль границы, их называют усадочными канавками. Подрезы являются широко распространенными поверхностными дефектами, которые возникают из-за слишком высокого напряжения дуги при сваривании угловых швов или по причине неточного ведения электрода. В этом случае одна из кромок проплавлена более глубоко, что приводит к стеканию металла на находящуюся в горизонтальном положении деталь. Для заполнения канавки металла не хватает. При сварке стыковых швов подрезы образуются редко. При слишком высоких значениях скорости сварки и напряжения дуги, как правило, возникают двухсторонние подрезы. Такого же типа дефект получается и при автоматической сварке в случае повышения угла разделки.
 При слишком высоких значениях скорости сварки и напряжения дуги, как правило, возникают двухсторонние подрезы. Такого же типа дефект получается и при автоматической сварке в случае повышения угла разделки.
При слишком высоких значениях скорости сварки и напряжения дуги, как правило, возникают двухсторонние подрезы. Такого же типа дефект получается и при автоматической сварке в случае повышения угла разделки.- Превышения выпуклостей стыкового или углового шва представляют собой избыток наплавленного металла с лицевой стороны швов сверх положенного значения.
- Если избыток наплавленного металла сверх установленного значения располагается на обратной стороне стыкового шва, то такой дефект называют превышением проплава. Разновидность – местный избыточный проплав.
- Если избыток наплавляемого металла натекает на основной металл, но не сплавляется с ним, то такой дефект называют наплавом.
- Линейное смещение возникает, если свариваемые поверхности расположены параллельно, но не на одном уровне.
- Угловым называют смещение между двумя поверхностями при их расположении под углом, который отличается от необходимого.
- Натек образуется из металла сварного шва который оседает под воздействием силы тяжести. Натек образуется при горизонтальном, потолочном, нижнем положениях сварки, в угловом соединении и шве нахлесточного соединения.
- При прожоге металл сварочной ванны вытекает, образуя сквозное отверстие. Причинами прожога могут стать загрязненность поверхности основного металла или электрода.
- Неполное заполнение разделки кромок возникает из-за недостаточного количества присадочного материала.
- Если в угловом соединении один катет значительно превышает другой, то возникает дефект чрезмерной асимметрии.
- Неравномерная ширина сварного шва.
- Неровная поверхность – это неравномерность формы усиления шва по его протяженности.
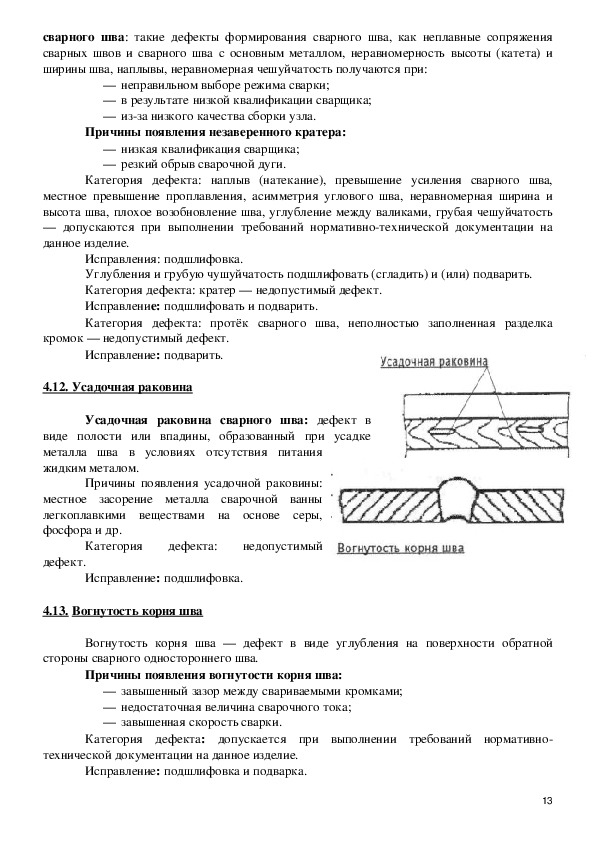
- Вогнутость корня шва представляет собой неглубокую канавку со стороны корня шва, которая образовалась по причине усадки.
- Из-за возникновения пузырьков в период затвердевания металла образуется пористость в корне шва.
- Возобновление. Этот дефект представляет собой местную неровность поверхности в зоне возобновления сварочного процесса.
 Натек образуется при горизонтальном, потолочном, нижнем положениях сварки, в угловом соединении и шве нахлесточного соединения.
Натек образуется при горизонтальном, потолочном, нижнем положениях сварки, в угловом соединении и шве нахлесточного соединения.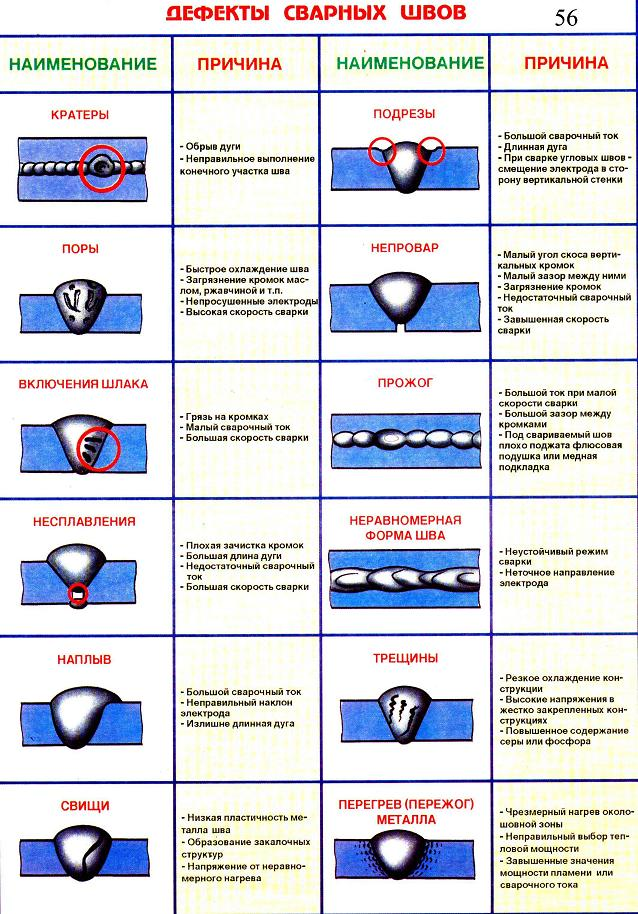
Наплыв и подрез
Прочие дефекты сварных швов
Все дефекты сварных швов и соединений, которые не были перечислены выше, относятся к категории “прочие”. К ним принадлежат следующие типы дефектов:
- Случайная дуга. В результате возникновения случайного горения дуги возникает местное повреждение поверхностного слоя основного металла, который примыкает к области сварного шва.
- Брызги металла – капли, которые образовались от наплавляемого или присадочного металла во время сварочного процесса. Они прилипают к поверхности остывшего металла сварного шва или основного металла, расположенного в околошовной области.
- Вольфрамовые брызги – создаются частицами вольфрама, выброшенного из расплавленного электрода на основной металл или на сварной шов.
- Поверхностные задиры – это дефекты, которые возникают из-за удаления временно приваренного приспособления.
- Утонение металла образуется при механической обработке. При этом толщина металла имеет значение, которое меньше допустимой величины.
Допустимые дефекты сварных соединений – это отклонения, наличие которых не снижает эксплуатационные свойства сварного соединения и их присутствие разрешено нормативной документацией. Все остальные дефекты, как правило, исправляются с помощью подварки. Исправлять качество сварки более двух раз не разрешается, так как может произойти перегрев или пережог металла.
Сегодня сварка используется повсеместно для соединения различных металлических деталей. Она успешно используется как в промышленности, так и в частных бытовых условиях. называется неразъемное соединение деталей посредством сварки. В результате этого формируются различные участки, которые характеризуются определенным набором свойств. Все зависит от степени нагрева. Они могут различаться по физическим, химическим и механическим свойствам. Основные дефекты сварных соединений известны достаточно давно. Их следует избегать в процессе выполнения работы.
Сварка используется для соединения металлических деталей в промышленности и бытовых условиях.
Характеристика и виды сварных соединений
Перед тем как начать разговор о дефектах сварных соединений, стоит подробнее поговорить об их основных видах и характеристиках. Принцип сварки достаточно прост. Расплавленный металл образует шов, который кристаллизуется. Тот материал, который частично оплавляется, составляет зону сплавления. Рядом с этой зоной образуется та, в которой нагретый металл испытывает дополнительные напряжения. Ее называют зоной термического влияния. После этого идет основной металл. Его структура и свойства в процессе проведения работ никак не изменяются.
Классификация сварных швов по положению в пространстве.
Существует несколько основных видов сварных соединений. Наиболее распространенными среди них являются встык, внахлест, тавровые и угловые. Все они различаются между собой установкой основных материалов, расположением шва. На качества шва напрямую влияет множество самых разнообразных факторов. Могут образовываться и внутренние дефекты, и наружные. На качество швов напрямую влияет степень загрязненности металлов, которые подлежат соединению.
На качество швов напрямую влияет степень загрязненности металлов, которые подлежат соединению.
Здесь могут присутствовать самые разнообразные окислы, жировые пленки и так далее. Именно поэтому свариваемые поверхности обязательно нужно очищать перед проведением работ. Кстати, в процессе их проведения нужно бороться с окислами, образующимися на поверхности. В любом случае прочность конечного соединения напрямую зависит от отсутствия дефектов. Шов иногда может иметь точно такую же прочность, что и основной материал, но этого достаточно сложно достичь.
О дефектах сварных соединений
Как уже отмечалось ранее, дефекты сварных соединений могут носить самый разнообразный характер. О них обязательно нужно помнить в процессе проведения работ. Если человек имеет багаж знаний по ним, то он сможет сваривать детали, у которых будут идеальные швы. Именно к этому и нужно стремиться.
Таблица основных видов сварных соединений.
- Подрез. Это один из видов дефектов сварных соединений. Представляет собой канавку, которая образуется в месте сплавления основного металла и шва. Чаще всего такие дефекты появляются тогда, когда есть большие сварочные ванны. Имеется в виду, что расплавляется большое количество металла вследствие использования больших показателей тока.
- Наплав. Этот дефект характеризуется тем, что происходит натекание материала шва на основной металл. Очень неприятный недостаток.
- Непровар. Такой дефект сварных соединений может иметь место в тех случаях, когда образуется недостаточная расплавленность основного металла в местах соединений конструктивных элементов. Это место чаще всего заполняется шлаком, который, ввиду своей структуры, образует пористости и пустоты во швах. Это недопустимо. Конструкция сразу теряет свои свойства. Когда используется дуговая сварка, то непровар может образоваться из-за использования недостаточной силы тока. Это один из самых опасных дефектов. Связано это прежде всего с тем что в этом месте начинают образовываться дополнительные напряжения в ходе последующей эксплуатации конструкции. Это очень часто приводит к скорому ее разрушению. От этого дефекта можно избавиться. Для этого непровар выявляют, а затем производят наплавку в сложных участках.
- Трещины. Это частичное разрушение материала на шве или в зоне, которая расположена около него. Они могут образовываться по нескольким причинам. Если говорить о процессе, когда металл еще горячий, то трещины появляются в результате кристаллизации металла. В твердом состоянии с ним могут также происходить самые разнообразные структурные превращения. Это вторая причина появления подобных дефектов.
 Представляет собой канавку, которая образуется в месте сплавления основного металла и шва. Чаще всего такие дефекты появляются тогда, когда есть большие сварочные ванны. Имеется в виду, что расплавляется большое количество металла вследствие использования больших показателей тока.
Представляет собой канавку, которая образуется в месте сплавления основного металла и шва. Чаще всего такие дефекты появляются тогда, когда есть большие сварочные ванны. Имеется в виду, что расплавляется большое количество металла вследствие использования больших показателей тока. Это очень часто приводит к скорому ее разрушению. От этого дефекта можно избавиться. Для этого непровар выявляют, а затем производят наплавку в сложных участках.
Это очень часто приводит к скорому ее разрушению. От этого дефекта можно избавиться. Для этого непровар выявляют, а затем производят наплавку в сложных участках.Дефекты сварных швов: несплавления, неравномерная форма, наплыв, трещины, свищи, перегрев.
Механизм образования горячих трещин достаточно прост. В ходе выполнения сварочных работ происходит нагрев металла. После того как источник тепла устраняется, он начинает постепенно охлаждаться. Разумеется, начинают образовываться и зоны кристаллизации. Они начинают плавать среди еще расплавленного металла. Если бы не было микрозон, которые позволяют осуществлять взаимодействие горячего и холодного материала, то все сварные соединения содержали бы дефекты. Однако этого не происходит. Таким образом, можно считать, что чем выше интервал кристаллизации, тем более возможно появление горячих трещин. Углерод напрямую влияет на этот показатель. Здесь прямая зависимость. Чем больше в стали углерода, тем шире становится интервал кристаллизации.
Однако этого не происходит. Таким образом, можно считать, что чем выше интервал кристаллизации, тем более возможно появление горячих трещин. Углерод напрямую влияет на этот показатель. Здесь прямая зависимость. Чем больше в стали углерода, тем шире становится интервал кристаллизации.
Холодные трещины могут образовываться в месте шва. Они появляются при охлаждении материала до температуры приблизительно в 200-300 градусов по Цельсию. Они могут появляться не сразу, что делает их более опасными. Связано появление холодных трещин с тем, что в материале начинают возникать различные структурные превращения вследствие тех или иных химических превращений. Здесь существует прямая зависимость от количества в материале углерода. Чем его больше, тем больше вероятность того, что появятся холодные трещины. Эта склонность к образованию холодных и горячих трещин определяет такой параметр, как свариваемость металлов. Этот параметр характеризует способность получения свариваемого соединения, ничем не отличающегося от основных материалов.
Поры и неметаллические включения
Дефекты сварных швов: кратеры, подрезы, поры, непровар, шлак, прожог.
Поры. Эти дефекты сварных соединений встречаются достаточно часто. Поры представляют собой пустоты, которые заполняются газом. Они могут иметь микроскопические размеры, а могут образовывать в структуре дефекты размером в несколько миллиметров. При этом образуются они чаще всего в местах соединения шва с основным материалом. На этот дефект оказывает влияние множество самых разнообразных параметров.
Самым главным из них является концентрация газа в варочной ванне. Газ выделяется из металла в процессе его плавления. Этот процесс никак нельзя предотвратить. Угарный газ не способен растворяться в железе, соответственно, он выделяется в виде пузырьков.
Неметаллические включения. Эти дефекты самих сварных соединений связаны с попаданием инородных включений в структуру шва в результате проведения работ.
Трещины в сварном соединении.
Существует огромное разнообразие таких включений. Шлаковые, к примеру, могут образовываться в результате недостаточной очистки материалов, которые подлежат соединению.
Шлаковые, к примеру, могут образовываться в результате недостаточной очистки материалов, которые подлежат соединению.
Их причиной может стать недостаточно полное удаление шлака при многослойной сварке. При работе, которая производится за счет плавления, образуется во шве материал, который по физическим и химическим свойствам отличается от основного металла. В связи с этим также могут образовываться подобные дефекты. Инородные включения могут носить самый разнообразный характер.
Изучение дефектов
Дефект сварки – поры, это заполнение пустот газами.
Разумеется, если есть дефекты различных сварных соединений, то их обязательно нужно изучать. Для этого достаточно часто используется макроанализ. Он заключается в том, что структура металла изучается с помощью невооруженного глаза или лупы. В отличие от микроскопического анализа, макроанализ не позволяет в должной мере изучить структуру материала. Его основная задача – это контроль качества соединяемых деталей в процессе сварки.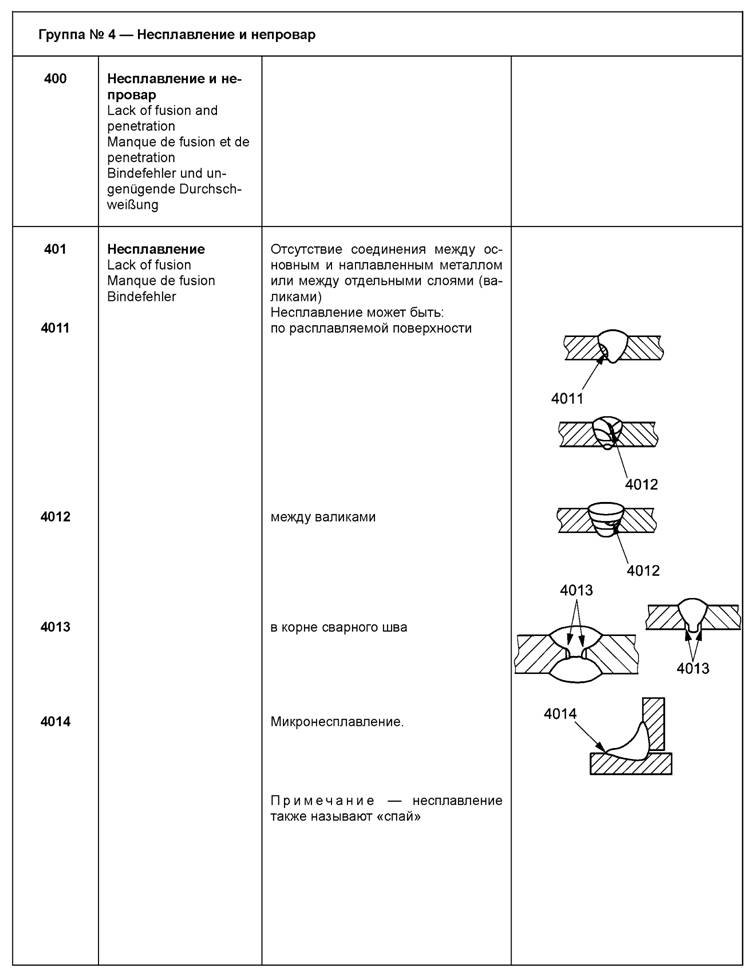 Он позволяет определить тип излома, волокнистое строение, нарушения сплошной структуры и так далее. Для того чтобы провести такой анализ, необходимо изучаемую часть подвергнуть травлению специальными элементами и обработке на шлифовальных машинах. Этот образец носит название макрошлифа. На его поверхности не должно быть никаких неровностей или инородных включений, в том числе и масляных.
Он позволяет определить тип излома, волокнистое строение, нарушения сплошной структуры и так далее. Для того чтобы провести такой анализ, необходимо изучаемую часть подвергнуть травлению специальными элементами и обработке на шлифовальных машинах. Этот образец носит название макрошлифа. На его поверхности не должно быть никаких неровностей или инородных включений, в том числе и масляных.
Все те дефекты, которые были описаны выше, вполне могут изучаться и выявляться с помощью макроанализа.
Чтобы выявить структуру материала, чаще всего используются методы поверхностного травления.
Виды наплывов в швах.
Такой подход самым лучшим образом подходит для низкоуглеродистых и среднеуглеродистых сталей. Макрошлиф, который подготовлен заранее, нужно погрузить в реактив той частью, которая подвергается анализу. При этом его поверхность обязательно должна быть зачищена с помощью спирта. В результате взаимодействия элементов происходит химическая реакция. Она позволяет вытеснять медь из раствора. Происходит замещение материалов. Медь в результате осаждается на поверхности пробника. Те места, где на основной материал медь легла не полностью, подвергаются травлению. Эти места и содержат какие-либо дефекты. После этого образец изымается из водного раствора, сушится и очищается. Все эти действия нужно проделывать максимально быстро, чтобы не произошло реакции окисления. В результате этого можно выявить те участки, где присутствует большое количество углерода, серы и других материалов.
Она позволяет вытеснять медь из раствора. Происходит замещение материалов. Медь в результате осаждается на поверхности пробника. Те места, где на основной материал медь легла не полностью, подвергаются травлению. Эти места и содержат какие-либо дефекты. После этого образец изымается из водного раствора, сушится и очищается. Все эти действия нужно проделывать максимально быстро, чтобы не произошло реакции окисления. В результате этого можно выявить те участки, где присутствует большое количество углерода, серы и других материалов.
Травление участков, которые содержат эти материалы происходит не одинаково. Там, где присутствует большая концентрация углерода и фосфора, медь на поверхности выделяется неинтенсивно. Здесь минимальная степень защиты металла. Вследствие этого данные места подвергаются самому большому травлению. В результате проведения реакции эти участки окрашиваются в более темный цвет. Лучше использовать этот метод для сталей, которые содержат минимальное количество углерода. Если его будет очень много, то медь с поверхности образца будет весьма проблематично удалить.
Если его будет очень много, то медь с поверхности образца будет весьма проблематично удалить.
Виды подрезов в швах.
Есть и другие методы макроанализа структуры материалов при сварном соединении. К примеру, часто для определения количества серы используется метод фотоотпечатков. Фотобумагу при этом смачивают и держат на свету какое-то время. После этого она просушивается между листами фольгированной бумаги. Раствор, в который она изначально помещается, содержит определенное количество серной кислоты. Затем, разумеется, эта бумага ровным слоем укладывается на макрошлиф.
Она должна разглаживаться с помощью валика, чтобы полностью были исключены все ее деформации. Все пузырьки воздуха, которые могут оставаться между фотобумагой и металлом, должны быть полностью удалены. Только в этом случае исследование будет носить объективный характер. Ее нужно удерживать в таком положении приблизительно 3-10 минут. Время зависит от того, какова изначальная толщина пробника, а также от других факторов.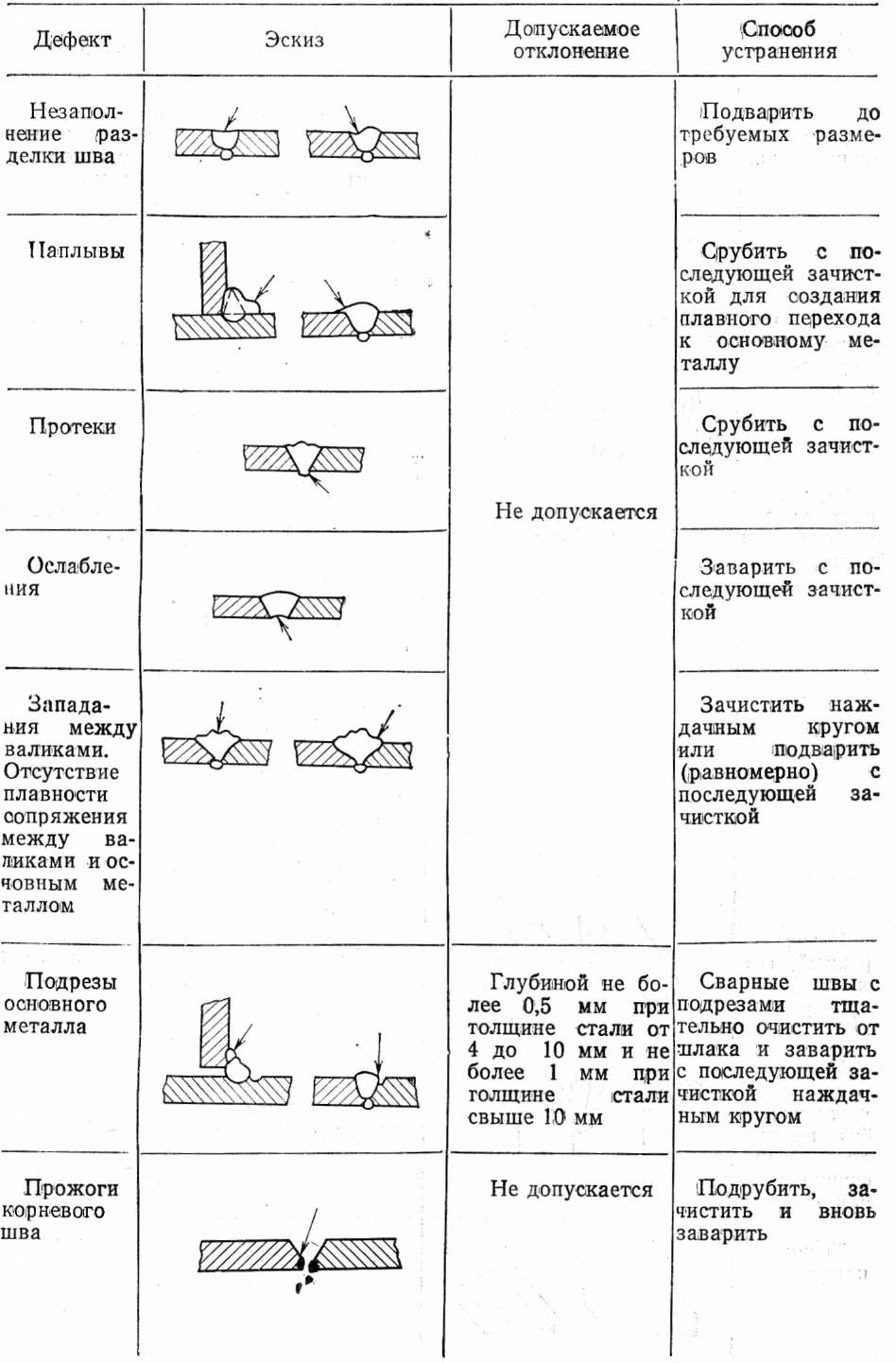
Виды непроваров.
Включения серы, которые располагаются в наплавленном металле, обязательно вступят в реакцию с кислотой, которая была нанесена на поверхность фотобумаги. В очагах выделения сероводорода будет образовываться такое вещество, которое носит название фотоэмульсия. Участки сернистого серебра, которые будут образовываться в результате реакции, наглядно показывают распределение серы в металле.
Разумеется, эти участки будут наблюдаться на бумаге. Фотобумага, которая была использована для проведения опыта, подлежит мытью, а затем выдерживанию в растворе гипосульфита. После этого ее еще раз промывают в жидкости и сушат. В том случае если в сварном шве будут присутствовать фтористые включения, они обязательно выделятся наружу в виде участков темного цвета.
Подведение итогов
Таким образом, в настоящее время существует множество методов выявления дефектов сварных соединений. Все они имеют определенную цель. Каждый способ позволяет выяснить, сколько в структуре шва содержится того или иного материала, который может пагубно влиять на его структуру.
Помимо методов макроанализа, в последнее время достаточно часто внедряются методы микроанализа. Они имеют то же самое предназначение, что и предыдущие. Однако дополнительно позволяют изучить структуру материала. Здесь работа ведется на молекулярном уровне строения кристаллической решетки.
Все отклонения от технологических параметров, вызванные небрежностью в работе, нарушением режимов и внешними причинами, часто не зависящими от сварщика, могут привести к возникновению дефектов в сварочном шве и околшовной зоне, попадающей в область термического воздействия. К дефектам приводит и нарушение технологических приемов как самого процесса сварки, так и некачественная подготовка, неисправность оборудования, отклонения от норм качества сварочных материалов, влияние погодных условий, низкая квалификация сварщика.
Возникновение дефектов часто связано с металлургическими и тепловыми явлениями, возникающими в процессе образования сварочной ванны и ее кристаллизации (горячие и холодные трещины, поры, шлаковые включения и т. д.; Эти дефекты снижают прочность и надежность сварного соединения, его герметичность и коррозионную стойкость. Все это может оказать значительное влияние на эксплуатационные возможности всей конструкции и даже вызвать ее разрушение.
д.; Эти дефекты снижают прочность и надежность сварного соединения, его герметичность и коррозионную стойкость. Все это может оказать значительное влияние на эксплуатационные возможности всей конструкции и даже вызвать ее разрушение.
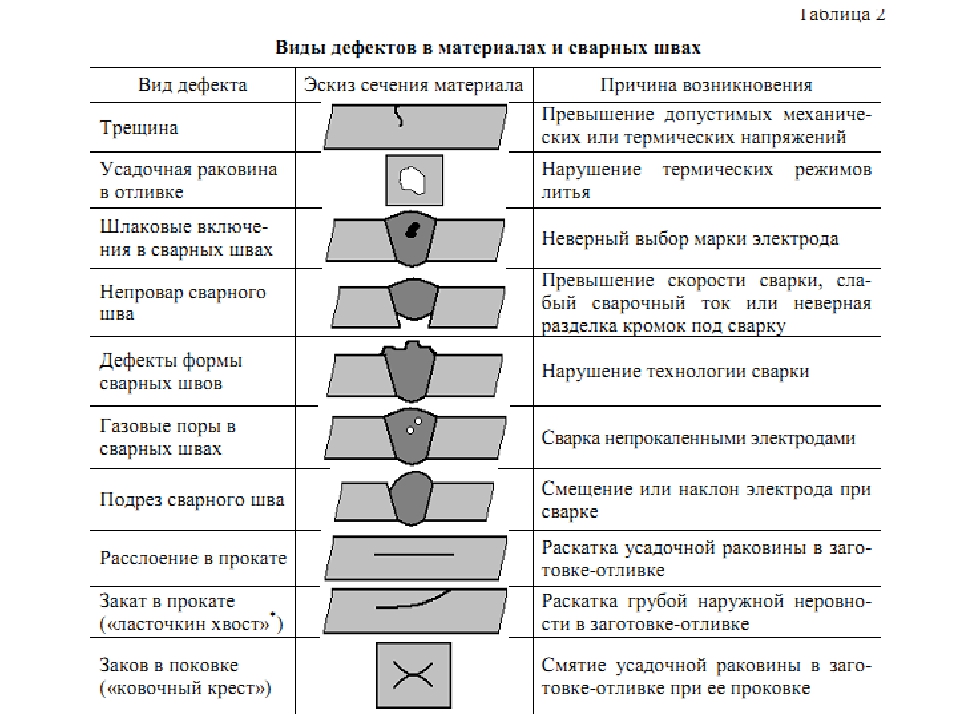
Дефекты сварочных швов могут быть наружными и внутренними.
Наружные дефекты сварочных швов
К наружным дефектам сварных швов (рис.1) относят нарушение размеров и формы шва, подрезы и другие отклонения, которые могут быть обнаружены при внешнем осмотре сварного соединения.
Нарушение формы и размеров сварного шва чаще всего вызваны колебаниями напряжения в электрической сети, небрежностью в работе или низкой квалификацией сварщика, проявляющейся в неправильном выборе режимов, неточном направлении электрода и методике его перемещения. Дефекты проявляются в неодинаковой ширине сварочного шва по его длине, в неравномерности катета угловых швов, чрезмерной выпуклости и резких переходах от основного металла к наплавленному. Отклонения от размеров и формы сварного соединения, проявляющиеся в угловых швах, связаны с неправильной подготовкой кромок, неравномерной скоростью сварки, а также с несвоевременным контрольным обмером шва. При автоматической и полуавтоматической сварке эти дефекты чаще всего связаны с колебаниями напряжения, проскальзыванием проволоки в подающих роликах, нарушениями режимов сварки.
При автоматической и полуавтоматической сварке эти дефекты чаще всего связаны с колебаниями напряжения, проскальзыванием проволоки в подающих роликах, нарушениями режимов сварки.
Непровар — местное отсутствие сплавления между свариваемыми элементами, между основным и наплавленным металлом или отдельными слоями шва при многослойной сварке. Причинами непровара являются некачественная подготовка свариваемых кромок (окалина, ржавчина, малый зазор, излишнее притупление и т.д.), большая скорость сварки, смещение электрода с оси стыка, недостаточная сила тока. В результате непровара снижается сечение шва и возникает местная концентрация напряжений, что в конечном итоге снижает прочность сварного соединения. При вибрационных нагрузках даже мелкие непровары могут снижать прочность соединения до 40%. Большие непровары корня шва могут снизить прочность до 70%. Поэтому если непровар превышает допустимую величину, участок шва подлежит удалению с последующей переваркой.
Подрез — дефект, наиболее часто встречающийся при сварке.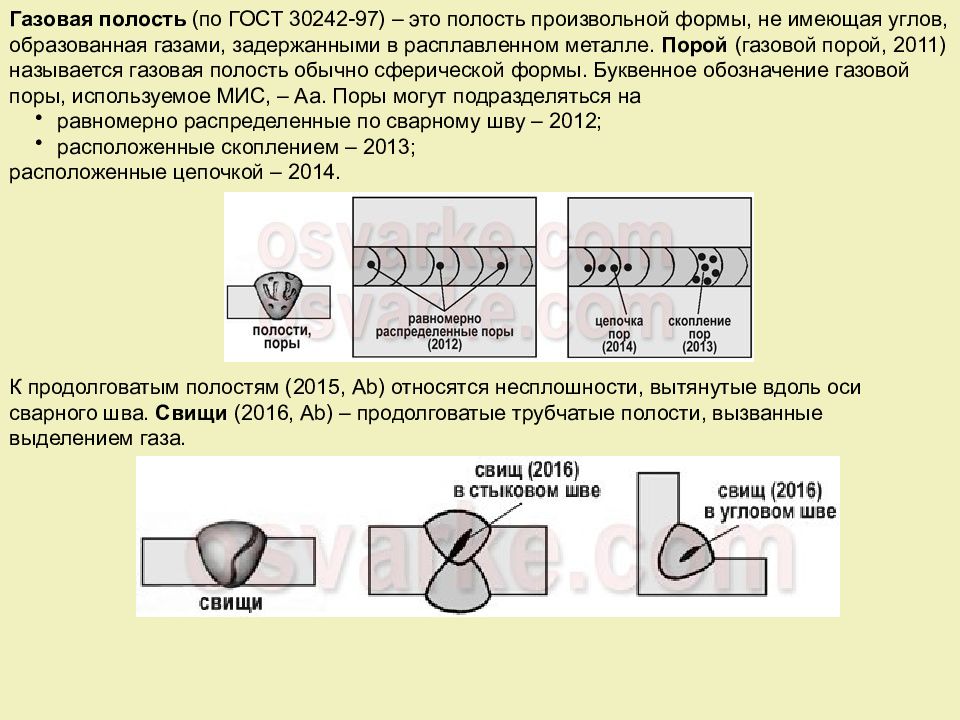 Он выражен в виде углубления по линии сплавления сварного шва с основным металлом. В результате подреза происходит местное уменьшение толщины основного металла, что приводит к снижению прочности. Особенно опасен подрез в случаях, когда он расположен перпендикулярно действующим рабочим напряжениям. Подрез возникает обычно при повышенном напряжении дуги с завышенной скоростью сварки, когда одна из кромок проплавляется глубже, жидкий металл стекает на горизонтальную плоскость и его не хватает для заполнения канавки. При сварке угловых швов подрезы возникают в основном из-за смещения электрода в сторону вертикальной стенки, что вызывает значительный разогрев, плавление и стекание металла на горизонтальную полку. В стыковых швах подрезы образуются при сварке на больших токах и при неправильном положении присадочного материала. К подрезу могут привести увеличенные углы разделки кромок. Этот дефект обнаруживается визуально и при отклонениях выше установленной нормы полежит переварке с предварительной зачисткой.
Он выражен в виде углубления по линии сплавления сварного шва с основным металлом. В результате подреза происходит местное уменьшение толщины основного металла, что приводит к снижению прочности. Особенно опасен подрез в случаях, когда он расположен перпендикулярно действующим рабочим напряжениям. Подрез возникает обычно при повышенном напряжении дуги с завышенной скоростью сварки, когда одна из кромок проплавляется глубже, жидкий металл стекает на горизонтальную плоскость и его не хватает для заполнения канавки. При сварке угловых швов подрезы возникают в основном из-за смещения электрода в сторону вертикальной стенки, что вызывает значительный разогрев, плавление и стекание металла на горизонтальную полку. В стыковых швах подрезы образуются при сварке на больших токах и при неправильном положении присадочного материала. К подрезу могут привести увеличенные углы разделки кромок. Этот дефект обнаруживается визуально и при отклонениях выше установленной нормы полежит переварке с предварительной зачисткой. Подрезы небольшой протяженности, ослабляющие сечение шва не более чем на 5% в конструкциях, работающих под действием статических нагрузок можно считать допустимыми. В конструкциях, работающих на выносливость, подрезы недопустимы.
Подрезы небольшой протяженности, ослабляющие сечение шва не более чем на 5% в конструкциях, работающих под действием статических нагрузок можно считать допустимыми. В конструкциях, работающих на выносливость, подрезы недопустимы.
Наплыв — проявляется в виде натекания металла шва на поверхность основного металла без сплавления с ним. Наплывы резко изменяют очертания швов и тем самым снижают выносливость констукции. Причиной этого дефекта может стать пониженное напряжение дуги, наличие окалины на свариваемых кромках, медленная сварка, когда появляются излишки расплавленного присадочного металла. Чаще всего наплывы возникают при сварке горизонтальных швов на вертикальной плоскости. При сварке кольцевых поворотных стыков наплывы могут возникать при неправильном расположении электрода относительно оси шва. Наплывы большой протяженности недопустимы.
Прожог — сквозное проплавление обычно возникает из-за большого тока при малой скорости сварки. Проявляется он в виде сквозного отверстия в сварочном шве, которое возникает в результате утечки сварочной ванны.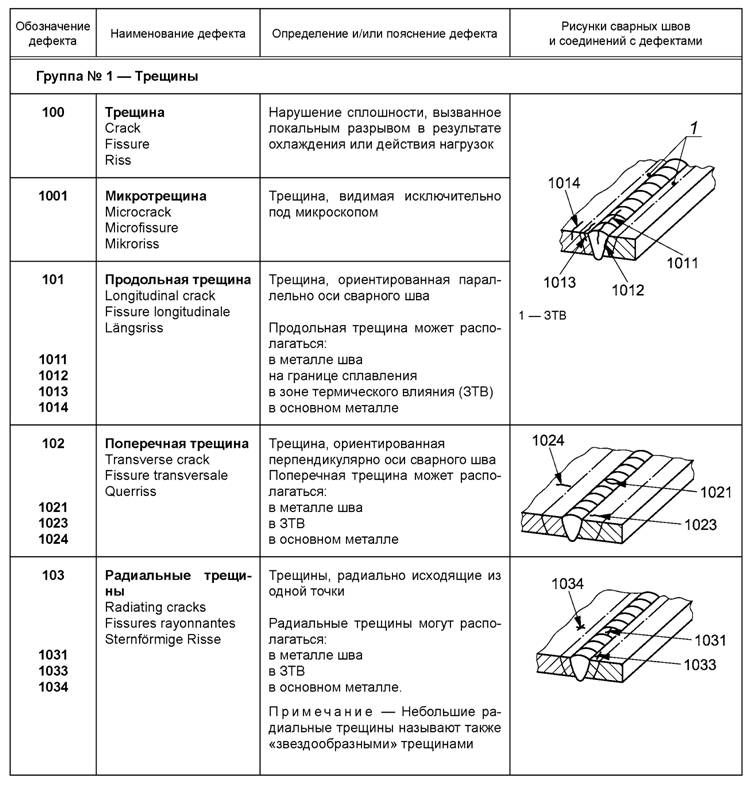 При многослойной сварке прожог возникает в процессе выполнения первого прохода шва. Причинами прожога могут стать — завышенный зазор между свариваемыми кромками, недостаточная толщина подкладки или неплотное ее прилегание к основному металлу, что создает предпосылку для утечки сварочной ванны. Прожог может образоваться при внезапной остановке подачи защитного газа. При сварке поворотных кольцевых стыков прожоги вызываются неправильным расположением электрода относительно зенита. Дефект обнаруживается визуально и переваривается после предварительной зачистки. Ожоги вызываются попаданием жидкого металла на участки, которые находятся вне сварного шва.
При многослойной сварке прожог возникает в процессе выполнения первого прохода шва. Причинами прожога могут стать — завышенный зазор между свариваемыми кромками, недостаточная толщина подкладки или неплотное ее прилегание к основному металлу, что создает предпосылку для утечки сварочной ванны. Прожог может образоваться при внезапной остановке подачи защитного газа. При сварке поворотных кольцевых стыков прожоги вызываются неправильным расположением электрода относительно зенита. Дефект обнаруживается визуально и переваривается после предварительной зачистки. Ожоги вызываются попаданием жидкого металла на участки, которые находятся вне сварного шва.
Незаваренный кратер — дефект сварного шва, который образуется в виде углублений в местах резкого отрыва дуги в конце сварки. В углублениях кратера могут появляться усадочные рыхлости, часто переходящие в трещины. Кратеры обычно появляются в результате неправильных действий сварщика. При автоматической сварке кратер может появляться в местах выводных планок, где обрывается сварочный шов. Кратеры часто являются причиной начала развития трещин и поэтому недопустимы. Их зачищают и заваривают.
Кратеры часто являются причиной начала развития трещин и поэтому недопустимы. Их зачищают и заваривают.
Поверхностное окисление — окалина или пленка оксидов на поверхности сварного соединения. Поверхностное окисление зависит от плохой защиты сварочной ванны, качества подготовки свариваемых кромок, неправильной регулировки подачи защитного газа, его составом, большим вылетом электрода.
Свищ — воронкообразное углубление в сварочном шве, развивающееся из раковины или большой поры. Причиной развития свища чаще всего является некачественная подготовка поверхности и присадочной проволоки под сварку. Дефект обнаруживается визуально и подлежит переварке.
Внутренние дефекты сварочных швов
Трещины бывают холодные и горячие (рис. 2). Трещины могут быть как наружными, так и внутренними. Это самые опасные дефекты сварного соединения, часто приводящие к его разрушению. Проявляются они в виде разрыва в сварном шве или в прилегающих к нему зонах. Сначала трещины образуются с очень малым раскрытием, но под действием напряжений их распространение может быть соизмеримо со скоростью звука, в результате чего происходит разрушение конструкции. Причинами образования трещин являются большие напряжения, возникающие при сварке. Чаще всего трещины проявляются при сварке высокоуглеродистых и легированных сталей в результате быстрого охлаждения сварочной ванны. Вероятность появления трещин увеличивается при жестком закреплении свариваемых деталей.
Причинами образования трещин являются большие напряжения, возникающие при сварке. Чаще всего трещины проявляются при сварке высокоуглеродистых и легированных сталей в результате быстрого охлаждения сварочной ванны. Вероятность появления трещин увеличивается при жестком закреплении свариваемых деталей.
Горячие трещины — появляются в процессе кристаллизации металла при температурах 1100 -1300°С вследствие резкого снижения пластических свойств и развития растягивающих деформаций. Появляются горячие трещины на границах зерен кристаллической решетки. Появлению горячих трещин способствует повышенное содержание в металле шва углерода, кремния, водорода, никеля, серы и фосфора. Горячие трещины могут возникать как в массиве шва, так и в зоне термического влияния. Распространяться горячие трещины могут как вдоль, так и поперек шва. Они могут быть внутренними или выходить на поверхность.
Холодные трещины — возникают при температурах ниже 120°С, то есть сразу после остывания сварочного шва.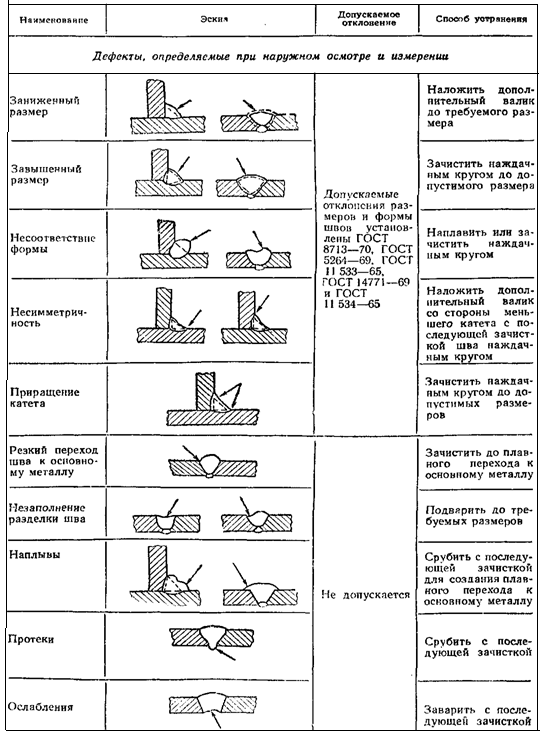 Кроме того, холодные трещины могут возникнуть и через длительный промежуток времени. Причиной появления холодных трещин являются сварочные напряжения, возникающие во время фазовых превращений, приводящих к снижению прочностных свойств металла. Причиной появления холодных трещин может стать растворенный атомарный водород, не успевший выделиться во время сварки. Причинами попадания водорода могут служить непросушенные швы или сварочные материалы, нарушения защиты сварочной ванны.
Кроме того, холодные трещины могут возникнуть и через длительный промежуток времени. Причиной появления холодных трещин являются сварочные напряжения, возникающие во время фазовых превращений, приводящих к снижению прочностных свойств металла. Причиной появления холодных трещин может стать растворенный атомарный водород, не успевший выделиться во время сварки. Причинами попадания водорода могут служить непросушенные швы или сварочные материалы, нарушения защиты сварочной ванны.
Поры — представляют собой полости внутри шва, заполненные не успевшим выделиться газом (в первую очередь водородом). Они могут быть округлой или вытянутой формы, а их размеры зависят от размеров пузырьков образовавшихся газов. Поры могут быть одиночными или развиваться целой цепочкой вдоль сварочного шва. Основными причинами появления пор являются: присутствие вредных примесей в основном или присадочном металлах, ржавчина или другие загрязнения, не удаленные со свариваемых кромок перед сваркой. Повышенное содержание углерода также способствует появлению пор. Поры могут появляться при нарушениях защиты сварочной ванны, повышенной скорости сварки. Основной причиной появления пор при сварке плавящимся электродом является отсыревшее покрытие. Одиночные поры не опасны, но их цепочка влияет на прочность сварного соединения. Участок сварочного шва, в котором присутствуют поры, подлежит переварке предварительной механической зачисткой.
Поры могут появляться при нарушениях защиты сварочной ванны, повышенной скорости сварки. Основной причиной появления пор при сварке плавящимся электродом является отсыревшее покрытие. Одиночные поры не опасны, но их цепочка влияет на прочность сварного соединения. Участок сварочного шва, в котором присутствуют поры, подлежит переварке предварительной механической зачисткой.
Шлаковые включения — это дефекты сварного шва, выраженные в наличии полостей, заполненных не успевшим всплыть шлаком. Образование шлаковых включений происходит при некачественной подготовке свариваемых кромок и присадочного материала, завышенной скорости сварки или плохой защите ванны. При сварке в защитных газах шлаковые включения встречаются редко. Шлаковые включения могут иметь размер до нескольких десятков миллиметров и поэтому являются очень опасными. Участок шва, на котором шлаковые включения превышают допустимые нормы, подлежит вырубке переварке.
Вольфрамовые включения — возникают при нарушении защиты сварочной ванны при сварке неплавящимся вольфрамовым электродом. Кроме этого вольфрамовые включения возникают при коротких замыканиях или завышенной плотности тока. Особенно часто встречаются вольфрамовые включения при сварке алюминия и его сплавов, в которых вольфрам нерастворим.
Кроме этого вольфрамовые включения возникают при коротких замыканиях или завышенной плотности тока. Особенно часто встречаются вольфрамовые включения при сварке алюминия и его сплавов, в которых вольфрам нерастворим.
Оксидные включения — образуются в результате образования труднорастворимых тугоплавких пленок. Чаще всего они возникают вследствие значительных поверхностных загрязнений или при нарушениях защиты сварочной ванны. Являясь прослойкой в массиве шва, оксидные включения резко снижают прочность сварного соединения могут привести к его разрушению под приложенной в процессе эксплуатации нагрузкой.
В ходе сварных работ, как и при любых других способах обработки металлов не исключены дефекты сварочных швов, образующихся по целому ряду причин.
Перечень факторов, влияющих на качество сварного соединения очень обширен, однако основной причиной дефектов являются неуправляемые химические процессы, происходящие в пограничных областях зоны сварки.
Причиной деффектов может быть кристаллизация металла, его химическая неоднородность, а также взаимодействие расплавленной массы с твердым материалом заготовок или с окружающими газами и шлаками. Ещё одной нуждающейся в учёте причиной появления дефектов (трещин, в частности) являются нежелательные напряжения в зоне сварки.
Ещё одной нуждающейся в учёте причиной появления дефектов (трещин, в частности) являются нежелательные напряжения в зоне сварки.
Характер отклонений сварных соединений от нормы (дефектов) зависит от . Это объясняется технологическими особенностями того или иного процесса.
Различие достаточно отчётливо проявляется во всех основных её видах, а именно – при электродуговой обработке металлов, контактном сваривании листовых заготовок и, наконец, в газовой сварке.
Электродуговой метод
К основным причинам образования дефектов при можно отнести два основных фактора. Это химические реакции, приводящие к нарушению структуры швов, а также серьёзные отклонения от существующих технологий.
Сварочные дефекты, возникающие во втором случае, чаще всего проявляются в виде прожогов, непроваров и нарушений геометрических размеров шва или трещин, возникающих после остывания материала.
Процесс образования холодных трещин при сварке объясняется недопустимыми механическими нагрузками на шовное соединение. Такие отклонения от нормальной структуры шва чаще всего наблюдаются при сваривании углеродистых (легированных) сталей, а также большинства чугунных изделий.
Такие отклонения от нормальной структуры шва чаще всего наблюдаются при сваривании углеродистых (легированных) сталей, а также большинства чугунных изделий.
Вообще же в теории электродуговой сварки рассматриваются самые различные нарушения структуры сварного соединения. Помимо так называемого «холодного» растрескивания к таким дефектам причисляют «горячие», макроскопические и микротрещины.
Все перечисленные отклонения от нормы со временем приводят к расширению зоны действия дефекта и аварийным разрушениям некачественно проваренной конструкции. По этой причине исследованию качества образующихся при дуговой сварке швов уделяется повышенное внимание.
Газосварка
Основные причины дефектов, проявляющихся при газовой сварке, чаще всего те же, что и в перечисленных ранее случаях, касающихся других категорий сварочных работ.
Это те же нарушения в технологии подготовки заготовок перед сплавлением и ошибки, допущенные во время формирования шва (по причине использования нестандартных расходных материалов, например).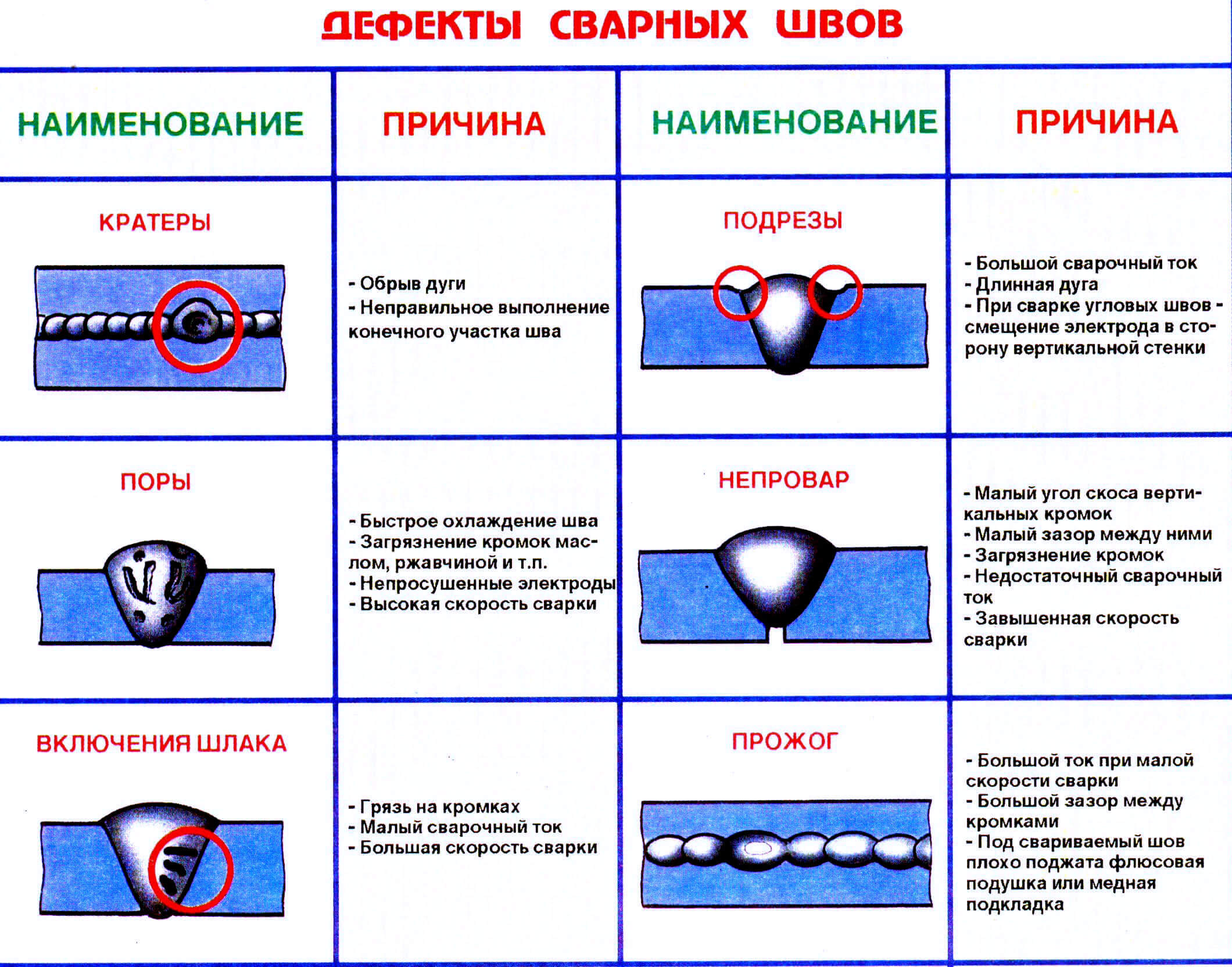
Вот почему с целью предупреждения дефектов газосварки особое внимание уделяется грамотному выбору правильного режима сваривания, а также уровню квалификации самого исполнителя работ.
По доступности выявления нарушений при газосварке все известные дефекты делятся на поверхностные и скрытые. К первой категории относятся типовые непровары, значительные по размеру наплывы, а также вогнутости, прорезы, кратеры, образующиеся на основании (в корне шва).
Сюда же следует отнести недопустимое смещение линии стыка (неправильная их разделка), резкие перепады по толщине и поверхностные трещины.
К скрытым и, как правило, трудно выявляемым дефектам газовой сварки относятся внутренние пористые образования, микроскопические газовые каналы, а также шлаковые и оксидные вкрапления.
Этот список может быть продолжен такими нередко возникающими нарушениями структуры свариваемых заготовок, как малозаметные непровары между слоями и внутренние микротрещины.
Точечный контактный метод
К дефектам контактного сваривания принято относить следующие визуально различимые (наружные) нарушения в структуре соединений:
- наблюдаемые невооружённым глазом трещины;
- точечные прожоги;
- наружные выплески;
- разрывы металла с поверхностным проявлением структуры;
- нарушения формы контакта и многие другие.

Основными причинами появления таких отклонений в структуре контакта являются неправильное выставление параметров (амплитуды или длительности) импульсного тока, недостаточное усилие при сжатии электродов.
К дефектам приводит некачественная подготовка обрабатываемых поверхностей перед сваркой, близкое расположение контактной точки к краю точечного соединения.
Среди других причин – недостаточная величина нахлеста заготовок, недопустимый перекос сочленяемых деталей, износ электродов и многое другое.
Основным скрытым дефектом при сварке контактными методами является «слипание» листовых заготовок, при котором между ними образуется лишь кажущийся, чисто внешний контакт. Данный дефект может проявляться не только при сварке под давлением, но и при других известных видах точечного сваривания.
Обнаружить визуально этот вид дефектного образования обычными методами физического контроля практически невозможно
. Предупредить его удаётся только путём строгого соблюдения технологии и поддержания в норме основных параметров сварочного процесса (амплитуды и длительности импульсного тока, а также необходимого усилия сжатия).
Исправление и предотвращение
Наличие дефектов при любом типе сварки не всегда приводит к непоправимому результату и выбраковке заготовки. Существует определённый набор нарушений техпроцесса или отклонений от нормы, которые могут быть исправлены сразу же по завершении процесса.
Простейшим и кардинальным способом исправления любого огреха при сварке является вырубка забракованного участка и повторное его заваривание (с учётом обнаруженной неисправности, конечно). Для исключения или исправления ряда дефектов вполне достаточно скорректировать положение рабочего инструмента с электродом.
При использовании этого приёма следует помнить о том, что сварка методом «на подъём» способствует перераспределению расплавленного металла в зоне ванны, а работа по способу «углом вперед» позволяет снизить глубину проплавления.
Поскольку на исправление брака потребуются дополнительные расходы – желательно так организовать сварочный процесс, чтобы исключить необходимость повторных работ.
Один из наиболее эффективных способов предотвращения дефектов – это добавление одного из компонентов при сварке в защитной среде, что позволяет увеличить коэффициент заполняемости шва и предотвращает возможные подрезы.
Для повышения текучести жидкого металла, обеспечивающей заполнение корневой части шва, достаточно нагреть предварительно место сварки до определённой температуры посредством специальных добавок (флюсов).
Достичь требуемого эффекта нередко удаётся и за счёт увеличением силы тока. При этом тщательная зачистка сварных кромок и удаление с их поверхности окисных плёнок также снижают вероятность нарушения режима сварки.
Разделка трещин
Для устранения холодных трещин применяется способ их повторной сварки с ограничением расширения области дефекта по обе стороны (подготовку специальных «уловителей»).
Такие уловители выполняются в виде небольших отверстий, просверленных на удалении порядка 1,5 см от краёв образования, способных замедлить или полностью прекратить его рост.
Ремонт трещин предполагает определенный порядок операций, учитывающий необходимость тщательной подготовки к повторному свариванию. На этом этапе подготавливаемые к восстановлению кромки сначала разделываются под углом 60 °.
Для проведения этой операции используется либо обычное зубило, либо специальный разделочный электрод, посредством которого края реза полностью очищают от всех мешающих сплавлению образований и неровностей.
Просверленные ранее ограничивающие отверстия-ловушки удалять совсем необязательно.
Наличие дефектов сварки, как правило, приводит к снижению прочностных показателей подготавливаемого соединения, и, как следствие – к нарушению работоспособности конструкции (её повышенной аварийности). Именно поэтому вопросу обнаружения и исправления дефектов всегда уделяется особое внимание.
Время чтения: ≈12 минут
Не важно, какую технологию вы выбрали для выполнения сварочных работ. Дефекты могут возникнуть в любом случае, что при , что при сварке . Появление дефектов связано либо с неопытностью сварщика, либо с неправильно выбранным режимом сварки, либо с недостаточно тщательным контролем качества.
Появление дефектов связано либо с неопытностью сварщика, либо с неправильно выбранным режимом сварки, либо с недостаточно тщательным контролем качества.
Поэтому важно предотвращать дефекты и контроль качества сварных соединений должен проводится после выполнения каждой сварочной операции. В этой статье мы подробно расскажем, какие существуют распространенные дефекты сварных швов. И какие методы контроля можно использовать, чтобы обнаружить их.
Любой опытный сварщик скажет вам, что существуют многочисленные виды дефектов сварных швов. Их можно разделить на две категории — наружные и внутренние. Наружные дефекты сварных швов можно обнаружить прямо на поверхности шва с помощью специального инструмента (например, лупы) или хорошего зрения. Внутренние дефекты сварных швов визуально не видны и для их обнаружения нужно использовать особые методики контроля качества. О них мы расскажем ближе к концу. А пока дефекты.
В рамках этой статьи мы не будем перечислять все возможные дефекты, а расскажем только о самых распространенных. Итак, ниже наша краткая классификация дефектов сварных швов.
Итак, ниже наша краткая классификация дефектов сварных швов.
Непровар
Непровар в сварном шве — один из самых часто встречающихся дефектов у новичков. Представляет собой небольшой участок с недостаточно проваренным металлом. Основные причины образования непроваров — слишком длинная сварочная дуга, недостаточная сила тока или обе ошибки одновременно.
У новичков непровары образуются в том случае, если была выполнена неправильная или если сварка велась слишком быстро. Как не трудно догадаться, чтобы предотвратить непровар сварного шва нужно подобрать оптимальный режим сварки, варить не слишком быстро и на короткой дуге.
Подрез
Если вы когда-либо варили тавровый или нахлесточный шов, то наверняка могли заметить небольшие углубления вдоль сторон сварного валика. Это и есть подрезы. Частая причина образования подрезов — слишком быстрая сварка или неправильно подобранное напряжение сварочной дуги. Также подрезы порой возникают из-за слишком длинной дуги.
Некоторые новички спрашивают: «Допускаются ли подрезы сварных швов?». Да, но только в очень сложных конструкциях, где подрезов не избежать. В подобных ситуациях подрезы называют просто «допустимые дефекты сварных швов». В остальных случаях это недопустимые дефекты.
Да, но только в очень сложных конструкциях, где подрезов не избежать. В подобных ситуациях подрезы называют просто «допустимые дефекты сварных швов». В остальных случаях это недопустимые дефекты.
Наплыв
Наплыв в сварном шве в 95% случаев свидетельствует о том, что вы неправильно настроили или недостаточно тщательно зачистили кромки. Очевидно, что для предотвращения образования дефекта нужно правильно настроить силу сварочного тока и немного повысить напряжение дуги.
Прожог
Прожог сварного шва — это сквозное отверстие в сварном соединении, которое вы можете обнаружить невооруженным глазом. Прожоги образуются из-за медленной сварки. В одном месте концентрируется слишком большая температура и металл плавится больше, чем должен. Главная опасность прожогов — существенное снижение прочности шва.
Понизьте сварочный ток и ускорьте формирование шва. Только так вы сможете предотвратить появление прожогов. Уделите особое внимание, если варите алюминий. У него очень высокая теплопроводность, при этом низкая температура плавления. Так что получить прожог на алюминиевой заготовке проще простого.
Так что получить прожог на алюминиевой заготовке проще простого.
Кратер
Кратер — это воронка небольшого размера, расположенная прямо на валике шва. Чаще всего в самом его конце. Образуется из-за резкого обрыва дуги. Ведите дугу плавно и оканчивайте сварку постепенно. Если на вашем сварочном аппарате есть специальный режим предотвращения образования кратеров, то включите его.
Горячая или холодная трещина
Трещины в сварных швах — также один из самых часто встречающихся дефектов. Трещины бывают холодными и горячими. Горячие образуются во время сварки, а холодные — после. Горячие трещины образовываются при несовместимости электрода/присадочной проволоки и свариваемого металла. Иногда трещины могут образоваться при попытке заварить кратер, о котором мы говорили выше. Проверяйте, чтобы состав присадочного материала и металла был идентичен.
С холодными трещинами все проще. Они образовываются только в том случае, если шов слишком хрупкий и не выдерживает механической нагрузки.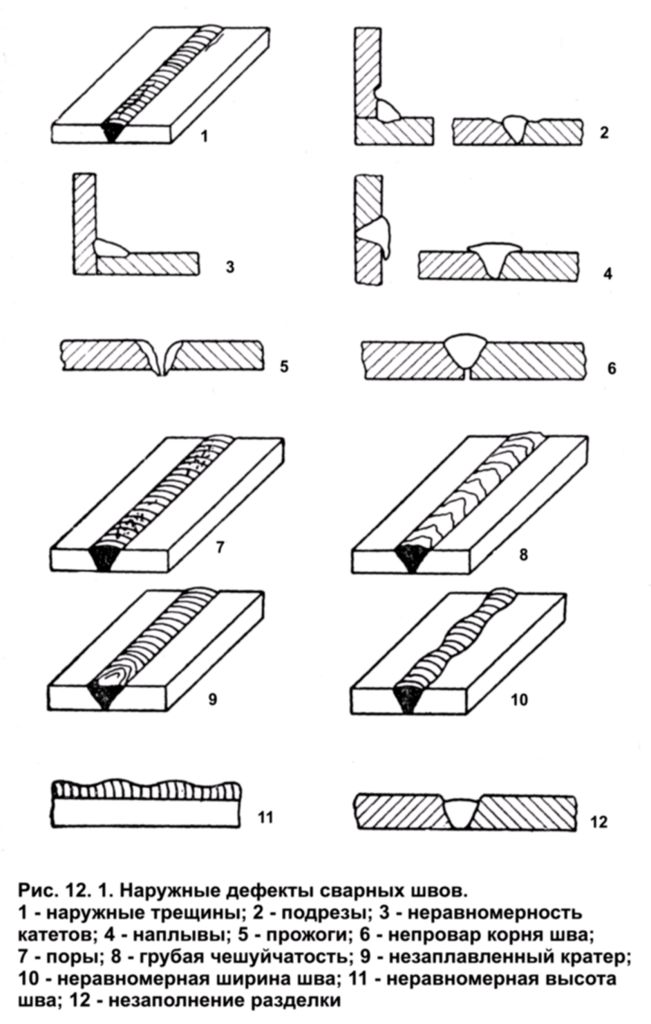 Единственный способ предотвратить появление холодных трещин — соблюдать технологию сварки и работать профессионально. Горячие и холодные трещины могут быть как внутренними (скрытыми от глаз), так и наружными.
Единственный способ предотвратить появление холодных трещин — соблюдать технологию сварки и работать профессионально. Горячие и холодные трещины могут быть как внутренними (скрытыми от глаз), так и наружными.
Поры
Что такое пора в сварке? Пора (а чаще всего поры) — это небольшие углубления в структуре шва. Могут быть поверхностными или внутренними. Представьте муравейник, который пронизывают множественные ходы. Вот то же самое происходит и со швом. Поры без сомнения можно назвать самым частым дефектом из всех возможных.
Если в ходе процесса образовались поры в сварном шве, значит вы с самого начала все делали неправильно. Скорее всего, вы недостаточно тщательно зачистили кромки и не защитили шов от попадания кислорода. А подобные ошибки совершают только те, кто только-только начал свое знакомство со сваркой. На работайте на сквозняке и проверяйте качество электродов/исправность горелки/исправность системы подачи газа.
Методы контроля качества
Что ж, теперь вы знаете самые распространенные дефекты сварных соединений и причины их возникновения. Теперь давайте поговорим о . Мы расскажем вам о самых часто применяемых и эффективных. Это визуально-измерительный контроль, радиационный и ультразвуковой контроль.
Теперь давайте поговорим о . Мы расскажем вам о самых часто применяемых и эффективных. Это визуально-измерительный контроль, радиационный и ультразвуковой контроль.
Визуально-измерительный контроль
(ВИК) — это самый простой и самый старый способ оценки качества сварного соединения. Из названия понятно, что в ходе этого контроля используется визуальное наблюдение и измерительные приборы. Под визуальным наблюдением подразумевается простой осмотр шва невооруженным глазом или с помощью лупы. В отдельных случаях используют микроскопы. А в качестве измерительных инструментов чаще всего применяют обычные линейки. Это самый доступный и недорогой метод контроля, поскольку инструменты стоят недорого и такому контролю можно обучить самого сварщика, выполняющего работу. Предприятию даже не нужно нанимать отдельных специалистов для проведения этого контроля.
Сейчас в магазинах продаются специальные наборы со всеми необходимыми инструментами и даже подробно инструкцией, как проводить контроль. Вам достаточно один раз прочесть брошюру, все запомнить и вы уже можете провести такой контроль самостоятельно. Но, несмотря на все плюсы, есть у ВИК большой недостаток — значительное влияние человеческого фактора на результат контроля. Вся ответственность ложится на плечи человека. И если он в силу объективных или субъективных причин не сможет выполнить контроль качественно, то есть вероятность брака.
Вам достаточно один раз прочесть брошюру, все запомнить и вы уже можете провести такой контроль самостоятельно. Но, несмотря на все плюсы, есть у ВИК большой недостаток — значительное влияние человеческого фактора на результат контроля. Вся ответственность ложится на плечи человека. И если он в силу объективных или субъективных причин не сможет выполнить контроль качественно, то есть вероятность брака.
Радиационный контроль
(его также называют радиографическим) — очень интересный метод контроля, который основан на применение рентгеновских лучей. Да, как при рентген-диагностике в поликлинике. Деталь повещается в специальный аппарат (или аппарат устанавливается на деталь), затем сквозь металл пропускают рентгеновское излучение и на выходе получают снимок, на котором видны все дефекты сварки. Эта технология наверняка известна вам давно.
Нетрудно догадаться, что подобная диагностика крайне эффективна. На снимке видны малейшие дефекты, которые невозможно обнаружить любым другим способом. Особенно, если снимок выполняется с применением компьютера, на котором потом можно детально рассмотреть все изъяны сварки. Но при работе с рентгенографом необходимо соблюдать повышенную технику безопасности. Частицы радиации могут заражать воздух, из-за чего он становится токопроводимым. А о возможном вреде для здоровья и говорить не приходится. Так что к выполнению радиационного контроля должны быть допущены только хорошо обученные сотрудники.
Особенно, если снимок выполняется с применением компьютера, на котором потом можно детально рассмотреть все изъяны сварки. Но при работе с рентгенографом необходимо соблюдать повышенную технику безопасности. Частицы радиации могут заражать воздух, из-за чего он становится токопроводимым. А о возможном вреде для здоровья и говорить не приходится. Так что к выполнению радиационного контроля должны быть допущены только хорошо обученные сотрудники.
Ультразвуковой контроль
Ультразвуковая дефектоскопия сварных швов (он же ультразвуковой контроль качества или просто УЗК сварных швов) — метод контроля, который во многом схож с выше описанным радиационным. Только вот вместо рентгеновских лучей здесь используются ультразвуковые волны. Для фиксации результата используется ультразвуковой дефектоскоп для контроля сварных соединений.
Суть его работы проста. На поверхность шва посылаются ультразвуковые волны, которые проходят сквозь металл. Проходят не полностью, часть лучей отражается и возвращается обратно. Если у шва есть какой-либо дефект, то отразившиеся и вернувшиеся назад волны будут ослаблены и искажены. Проще говоря, они будут отличаться от тех, что были пущены вначале проведения контроля. Все эти изменения как раз и фиксирует дефектоскоп.
Если у шва есть какой-либо дефект, то отразившиеся и вернувшиеся назад волны будут ослаблены и искажены. Проще говоря, они будут отличаться от тех, что были пущены вначале проведения контроля. Все эти изменения как раз и фиксирует дефектоскоп.
Ультразвуковой контроль используется очень часто. Для его проведения можно установить большой стационарный дефектоскоп в отдельном кабинете, а можно приобрести компактную модель для выездной диагностики. И эта компактная модель сможет дать вполне объективный результата. С помощью дефектоскопа можно не только узнать местонахождение дефекта, но и его размеры. Но нужно учитывать, что дефектоскопы стоят дорого и для работы с ними нужно дополнительно обучать персонал. Или искать специалиста «на стороне».
Вместо заключения
Дефекты сварных швов и соединений бывают разными, но суть всегда одна — они так или иначе нарушают эксплуатационные характеристики готового изделия. Чтобы их избежать необходимо как можно больше практиковаться, правильно настраивать режим сварки и не забывать о контроле качества. Проведение ультразвукового контроля занимает считанные минуты, а в результате вы получаете объективную картину и можете трезво оценить качество своей работы.
| Наименование дефекта | Определение и/или пояснение дефекта | Обозначение дефекта | Рисунки сварных швов и соединений с дефектами | |
|---|---|---|---|---|
| цифровое | МИС | |||
1. Трещины Трещины | ||||
| Трещины | Несплошность, вызванная местным разрывом шва, который может возникнуть в результате охлаждения или действия нагрузок | 100 | Е | |
| Микротрещина | Трещина, имеющая микроскопические размеры, которую обнаруживают физическими методами не менее чем при пятидесятикратном увеличении | 1001 | ||
| Продольная трещина | Трещина, ориентированная параллельно оси сварного шва. Она может располагаться: | 101 | Еа | |
| – в металле сварного шва; | 1011 | |||
| – на границе сплавления; | 1012 | |||
| – в зоне термического влияния; | 1013 | |||
| – в основном металле | 1014 | |||
| Поперечная трещина | Трещина, ориентированная поперек оси сварного шва. Она может располагаться: | 102 | Eb | |
| – в металле сварного шва; | 1021 | |||
| – в зоне термического влияния; | 1023 | |||
| – в основном металле | 1024 | |||
| Радиальные трещины | Трещины, радиально расходящиеся из одной точки. Они могут быть: | 103 | E | |
| – в металле сварного шва; | 1031 | |||
| – в зоне термического влияния; | 1033 | |||
| – в основном металле | 1034 | |||
Примечание — Трещины этого типа, расходящиеся в разные стороны, известны как звездоподобные трещины. | ||||
| Трещина в кратере | Трещина в кратере сварного шва, которая может быть: | 104 | Ec | |
| – продольной; | 1045 | |||
| – поперечной; | 1046 | |||
| – звездообразной | 1047 | |||
| Раздельные трещины | Группа трещин, которые могут располагаться: | 105 | E | |
| – в металле сварного шва; | 1051 | |||
| – в зоне термического влияния; | 1053 | |||
| – в основном металле | 1054 | |||
| Разветвленные трещины | Группа трещин, возникших из одной трещины. Они могут располагаться: | 106 | E | |
| – в металле сварного шва; | 1061 | |||
| – в зоне термического влияния; | 1063 | |||
| – в основном металле | 1064 | |||
| 2. Поры | ||||
| Газовая полость | Полость произвольной формы, образованная газами, задержанными в расплавленном металле, которая не имеет углов | 200 | A | |
| Газовая пора | Газовая полость обычно сферической формы | 2011 | Aa | |
| Равномерно распределенная пористость | Группа газовых пор, распределенных равномерно в металле сварного шва | 2012 | ||
| Скопление пор | Группа газовых полостей (три или более), расположенных кучно с расстоянием между ними менее трех максимальных размеров большей из полостей | 2013 | ||
| Цепочка пор | Ряд газовых пор, расположенных в линию, обычно параллельно оси сварного шва, с расстоянием между ними менее трех максимальных размеров большей из пор | 2014 | ||
| Продолговатая полость | Несплошность, вытянутая вдоль оси сварного шва. | 2015 | Ab | |
| Свищ | Трубчатая полость в металле сварного шва, вызванная выделением газа. Форма и положение свища определяются режимом затвердевания и источником газа. Обычно свищи группируются в скопления и распределяются елочкой | 2016 | Ab | |
| Поверхностная пора | Газовая пора, которая нарушает сплошность поверхности сварного шва | 2017 | ||
| Усадочная раковина | Полость, образующаяся вследствие усадки во время затвердевания | 202 | R | |
| Кратер | Усадочная раковина в конце валика сварного шва, не заваренная до или во время выполнения последующих проходов | 2024 | K | |
3. Твердые включения Твердые включения | ||||
| Твердое включение | Твердые инородные вещества металлического или неметаллического происхождения в металле сварного шва. Включения, имеющие хотя бы один острый угол, называются остроугольными включениями | 300 | ||
| Шлаковое включение | Шлак, попавший в металл сварного шва. В зависимости от условий образования такие включения могут быть: | 301 | Ba | |
| – линейными; | 3011 | |||
| – разобщенными; | 3012 | |||
| – прочими | 3013 | |||
| Флюсовое включение | Флюс, попавший в металл сварного шва. В зависимости от условий образования такие включения могут быть: | 301 | G | |
| – линейными; | 3021 | |||
| – разобщенными; | 3022 | |||
| – прочими | 3023 | |||
| Оксидное включение | Оксид металла, попавший в металл сварного шва во время затвердевания | 303 | J | |
| Металлическое включение | Частица инородного металла, попавшая в металл сварного шва. Различают частицы из: | 304 | H | |
| – вольфрама; | 3041 | |||
| – меди; | 3042 | |||
| – другого металла | 3043 | |||
4. Несплавление и непровар Несплавление и непровар | ||||
| Несплавление | Отсутствие соединения между металлом сварного шва и основным металлом или между отдельными валиками сварного шва. Различают несплавления: | 401 | ||
| – по боковой стороне; | 4011 | |||
| – между валиками; | 4012 | |||
| – в корне сварного шва | 4013 | |||
| Непровар (неполный провар) | Несплавление основного металла по всей длине шва или на участке, возникающее вследствие неспособности расплавленного металла проникнуть в корень соединения | 402 | D | |
5. Нарушение формы шва Нарушение формы шва | ||||
| Нарушение формы | Отклонение формы наружных поверхностей сварного шва или геометрии соединения от установленного значения | 500 | ||
| Подрез непрерывный | Углубление продольное на наружной поверхности валика сварного шва, образовавшееся при сварке | 5011 | F | |
| Подрез непрерывный | 5012 | F | ||
| Усадочная канавка | Подрез со стороны корня одностороннего сварного шва, вызванный усадкой по границе сплавления (см. также 512) | 5013 | ||
| Превышение выпуклости стыкового шва | Избыток наплавленного металла на лицевой стороне стыкового шва сверх установленного значения | 502 | ||
| Превышение выпуклости углового шва | Избыток наплавленного металла на лицевой стороне углового шва (на всей длине или на участке) сверх установленного значения | 503 | ||
| Превышение проплава | Избыток наплавленного металла на обратной стороне стыкового шва сверх установленного значения | 504 | ||
| Местное превышение проплава | Местный избыточный проплав сверх установленного значения | 5041 | ||
| Неправильный профиль сварного шва | Угол α между поверхностью основного металла и плоскостью, касательной к поверхности сварного шва, менее установленного значения | 505 | ||
| Наплав | Избыток наплавленного металла сварного шва, натекший на поверхность основного металла, но не сплавленный с ним | 506 | ||
| Линейное смещение | Смещение между двумя свариваемыми элементами, при котором их поверхности располагаются параллельно, но не на требуемом уровне | 507 | ||
| Угловое смещение | Смешение между двумя свариваемыми элементами, при котором их поверхности располагаются под углом, отличающимся от требуемого | 508 | ||
| Натек | Металл сварного шва, осевший вследствие действия силы тяжести и не имеющий сплавления с соединяемой поверхностью. В зависимости от условий это может быть: | 509 | ||
| – натек при горизонтальном положении сварки; | 5091 | |||
| – натек в нижнем или потолочном положении сварки; | 5092 | |||
| – натек в угловом сварном шве | 5093 | |||
| – натекание в шве нахлесточного соединения | 5094 | |||
| Прожог | Вытекание металла сварочной ванны, в результате которого образуется сквозное отверстие в сварном шве | 510 | ||
| Неполностью заполненная разделка кромок | Продольная непрерывная или прерывистая канавка на поверхности сварного шва из-за недостаточности присадочного металла при сварке | 511 | ||
| Чрезмерная асимметрия углового шва | Чрезмерное превышение размеров одного катета над другим | 512 | ||
| Неравномерная ширина шва | Отклонение ширины от установленного значения вдоль сварного шва | 513 | ||
| Неровная поверхность | Грубая неравномерность формы поверхности усиления шва по длине | 514 | ||
| Вогнутость корня шва | Неглубокая канавка со стороны корня одностороннего сварного шва, образовавшаяся вследствие усадки (см. | 515 | ||
| Пористость в корне сварного шва | Наличие пор в корне сварного шва вследствие возникновения пузырьков во время затвердевания металла | 516 | ||
| Возобновление | Местная неровность поверхности в месте возобновления сварки | 517 | ||
| 6. Прочие дефекты | ||||
| Прочие дефекты | Все дефекты, которые не могут быть включены в группы 1-5 | 600 | ||
| Случайная дуга | Местное повреждение поверхности основного металла, примыкающего к сварному шву, возникшее в результате случайного горения дуги | 601 | ||
| Брызги металла | Капли наплавленного или присадочного металла, образовавшиеся во время сварки и прилипшие к поверхности затвердевшего металла сварного шва или околошовной зоны основного металла | 602 | ||
| Вольфрамовые брызги | Частицы вольфрама, выброшенные из расплавленной зоны электрода на поверхность основного металла или затвердевшего металла сварного шва | 6021 | ||
| Поверхностные задиры | Повреждение поверхности, вызванное удалением временно приваренного приспособления | 603 | ||
| Утонение металла | Уменьшение толщины металла до значения менее допустимого при механической обработке | 606 | ||



 Длина несплошности не менее чем в два раза превышает высоту
Длина несплошности не менее чем в два раза превышает высоту

 также 5013)
также 5013)Дефекты сварных классификация — Энциклопедия по машиностроению XXL
Основные дефекты сварных соединений и классификация методов их контроля [c. 145]
145]Для сварных соединений различают следующие типы дефектов. дефекты подготовки и сборки дефекты формы шва наружные и внутренние дефекты. Данная классификация на наш взгляд наиболее проста и удобна, так как не учитывает многочисленные способы сварки. [c.6]
Классификация дефектов. Сварные швы и соединения могут иметь следующие группы дефектов [c.357]
Контроль сварных соединений ультразвуковым методом включает три этапа подготовку изделия и аппаратуры, выявление дефектов и определение их координат и характеристик, классификацию дефектов сварного соединения по результатам проведенного контроля. [c.83]
Классификация дефектов сварных соединений [c.172]
КЛАССИФИКАЦИЯ ДЕФЕКТОВ СВАРНЫХ СОЕДИНЕНИЙ И ПРИЧИНЫ ИХ ОБРАЗОВАНИЯ [c.207]
Дефектоскоп 755 Дефекты сварных соединений включения шлаковые 260 влияние на прочность 277—285 классификация 223 поры 255, 285, способы предупреждения 601
[c. 760]
760]
Классификация дефектов. В процессе образования сварного соединения в металле шва и зоне термического влияния могут возникать дефекты, т, е. отклонения от установленных норм и требований, приводящие к снижению прочности, эксплуатационной надежности, точности, а также ухудшению внешнего вида изделия. Де фекты сварных соединений различают по причинам возникновения и месту их расположения (наружные и внутренние) [c.145]
Классификация видов контроля сварных соединений. Сварные соединения считают качественными, если они не имеют недопустимых дефектов и их свойства удовлетворяют требованиям, предъявляемым к ним в соответствии о условиями эксплуатации сварного узла или конструкции. [c.147]
Металлография дает качественные оценки. Структура сварного соединения не является показателем, характеризующим количественно его свойства. На основании металлографического анализа невозможна и классификация сварных соединений по количеству и характеру дефектов. Количественные оценки заключаются главным образом d определении содержания структурных составляющих.
[c.8]
Количественные оценки заключаются главным образом d определении содержания структурных составляющих.
[c.8]
Общая классификация дефектов и повреждений рельсов дана на рис. 2.5. Для удобства дефект обозначен двузначным основным числом и вспомогательной третьей цифрой. Первая цифра указывает вид и место расположения дефекта или повреждения (головка, шейка, подошва), вторая — разновидность с учетом главной причины, третья — место дефекта или повреждения по длине рельса (1 — в стыке, 2 — вне стыка, 3 — в сварном стыке), например 10.1-2 24 66.3. [c.56]
Классификация изломов и дефектов рельсов приведена на фиг. 15, где цифрами обозначены номера изломов по принятой классификации 10—трещина или откол головки вне болтовых отверстий 11—трещина или откол головки через 1-е болтовое отверстие 12 — все виды изломов и трещин, проходящих через болтовые отверстия или около них в стыках, кроме № 10 и 11 20 — вертикальное расслоение и раздробление головки с продольными трещинами в стыке 21 — горизонтальная трещина или отщепление куска головки 22 — вертикальное продольное расслоение головки рельса (вышедшее или не вышедшее наружу) 30 — смятие головки с наплывом, но без трещин у стыка 31 — смятие головки по всей длине с наплывом на одну или обе стороны 40 — продольная трещина посредине подошвы 41 — откол подошвы 42 — излом вследствие тонкой трещины вдоль подошвы 50 — поперечные изломы без видимых дефектов 51 — излом сварного сты-
[c. 61]
61]
Цель проведения АЭ-контроля состоит в обнаружении дефектов в основном металле и сварных соединениях и течей, их локализация и классификация согласно нормам оценки качества. Указано, что АЭ контроль не выявляет дефекты, дающие АЭ сигналы ниже фона. [c.17]
В книге рассмотрены дефекты сварных соединений, причины их возникновения и их классификация. Изложены методики расчета прочности сварных соединений с дефектами с учетом их механической неоднородности. Даны подходы к нормированию дефектов сварки. Рассмотрены физические основы, чувствительность и классификация методов контроля с использованием ионизирующих излучений, акустических колсОаиий, магнитных и элсктромги-нитных полей, явлений капиллярности, проникновения жидкостей и газов и др. Даны рекомендации по выбору методов неразрушающего контроля для сварных конструкций. [c.2]
Классификация дефектов сварных швов и соединений. В процессе образования сварного соединения в металле шва, ЗТВ и ОМ могут возникать дефекты, приводящие к снижению прочности, эксплуатационной надежности, точности, а также ухудшающие внешний вид изделия. Дефекты оказывают большое влияние на прочность сварных соединений и могут явиться причиной преждевременного разрушения сварных конструкций. Особенно опасны трешиноподобные дефекты (трещины, непровары), резко снижающие прочность, особенно при циклических перефузках.
[c.132]
В процессе образования сварного соединения в металле шва, ЗТВ и ОМ могут возникать дефекты, приводящие к снижению прочности, эксплуатационной надежности, точности, а также ухудшающие внешний вид изделия. Дефекты оказывают большое влияние на прочность сварных соединений и могут явиться причиной преждевременного разрушения сварных конструкций. Особенно опасны трешиноподобные дефекты (трещины, непровары), резко снижающие прочность, особенно при циклических перефузках.
[c.132]
Классификация дефектов. Дефектами сварных соединений принято называть отклонения от норм, предусмотренных ГОСТами, техническими условиями и чертежами проектов. В этих нормах предусмагриваются геометрические размеры сварных швов (высота и ширина), сплошность, герметичность, механическая прочность, пластичность, химический состав и структурные составляющие металла шва. [c.246]
Детекторы ионизирующих излучений газовые ионизационные. Термины и определения Сварка металлов плавлением.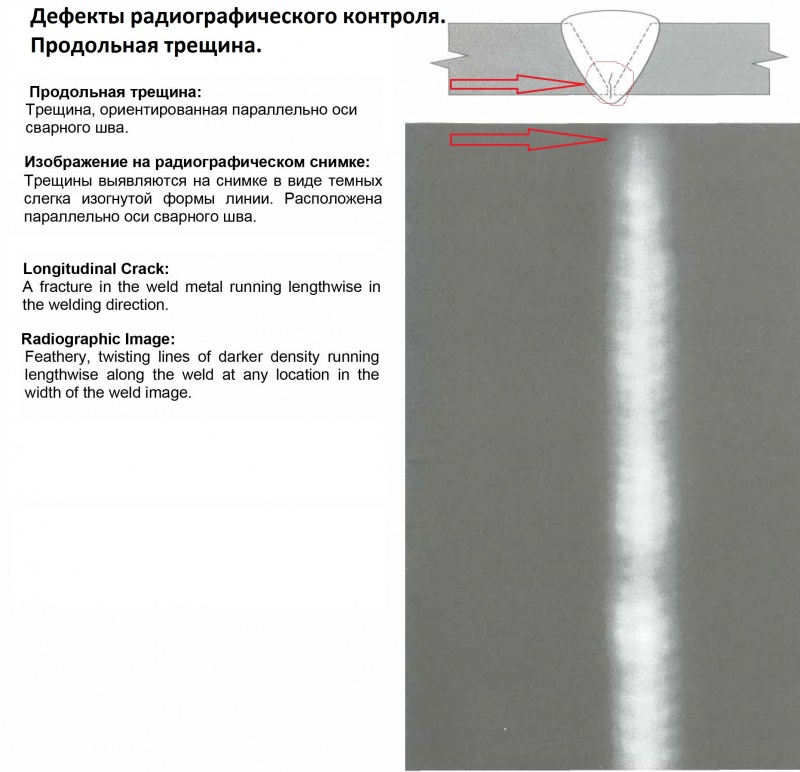 Дефекты сварных соединений. Термины и определения 74. Сварка металлов. Классификация 72. Контроль неразрушающий. Дефектоскопы магнитографические и устройства намагничивающие. Общие технические требования ГОСТ 19849—74. Нейтронное излучение. Термины и определения ГОСТ 20426—75. Контроль неразрушающий. Радиационные методы дефектоскопии. Область применения ГОСТ 21104—75. Контроль неразрушающий. Магнито-феррозон-довый метод
[c.328]
Дефекты сварных соединений. Термины и определения 74. Сварка металлов. Классификация 72. Контроль неразрушающий. Дефектоскопы магнитографические и устройства намагничивающие. Общие технические требования ГОСТ 19849—74. Нейтронное излучение. Термины и определения ГОСТ 20426—75. Контроль неразрушающий. Радиационные методы дефектоскопии. Область применения ГОСТ 21104—75. Контроль неразрушающий. Магнито-феррозон-довый метод
[c.328]
В настоящее время для обнаружения и идентификации дефектов используется широкий спектр методов неразрушающего контроля (НК). Современная классификация методов НК включает девять видов контроля электрический, магнитный, вихретоковый, радиоволновой, тепловой, визу-ально-измерительный, радиационный, акустический и проникающими веществами. По причинам конструктивного и эксплуатационного характера при диагностировании сварных аппаратов используются, в основном, следующие методы НК магнитный контроль (ГОСТ 24450), капиллярный контроль (ГОСТ 24522), акустический контроль (ультразвуковая дефектоскопия ГОСТ 14782 и толщинометрия, метод акустической эмиссии), радиационные методы (ГОСТ 7512 рентгеновский, гамма- и бета-излучением). При этом следует отметить, что радиационные методы применяются преимущественно на стадии изготовления аппаратов, а использование магнитного метода носит эпизодический харак гер. Руководящие документы по оценке 1екущего состояния
[c.175]
При этом следует отметить, что радиационные методы применяются преимущественно на стадии изготовления аппаратов, а использование магнитного метода носит эпизодический харак гер. Руководящие документы по оценке 1екущего состояния
[c.175]
Правильньи выбор метода и аппаратуры для контроля качества сварных соединений связан с особенностями различных видов сварки и сварных соединений со спецификой возникающих при этом дефектов. Название видов сварки и их классификация даются в ГОСТ 2601 — 74 и 19521—74.19232—73. [c.5]
Листы для труб должны контролироваться по всей площади, но особенно по кромкам. Эти места при производстве прямошовных или спиральношовных труб свариваются, причем дефект в листе может повлечь за собой дефект в сварном шве. Для контроля кромок обычно предъявляется требование, чтобы на 100% была охвачена полоса шириной 50 мм. Условия на поставку Штальайзен для листов с ультразвуковым контролем (SEL 072—77), разработанные Обществом металлургов ФРГ, регламентируют наряду с контролем по площади также и контроль кромок (см.
 там Классификацию толстых листов, подвергаемых ультразвуковому контролю и Классификацию толстых листов, подвергаемых УЗК по кромкам [1751]).
[c.460]
там Классификацию толстых листов, подвергаемых ультразвуковому контролю и Классификацию толстых листов, подвергаемых УЗК по кромкам [1751]).
[c.460]Методы контроля качества сварных швов
Методы контроля качества сварных швов
Категория:
Сварочные работы
Методы контроля качества сварных швов
ВНЕШНИИ ОСМОТР. Служит для определения наружных дефектов в сварных швах. Производится невооруженным глазом или с помощью лупы не более 10-кратного увеличения.
ПРОСВЕЧИВАНИЕ СВАРНЫХ СОЕДИНЕНИИ (ГОСТ 7512—75). Основан на способности рентгеновских или гамма-лучей проникать через толщу металла, действуя на чувствительную фотопленку, приложенную к шву с обратной стороны. В местах, где имеются поры, шлаковые включения или непровар, на пленке образуются более темные пятна.
УЛЬТРАЗВУКОВОЙ МЕТОД (ГОСТ 14782—76). Основан на различном отражении направленного пучка высокочастотных звуковых колебаний от металла (сварного шва) и имеющихся в нем дефектов в виде несплошностей.
ЛЮМИНЕСЦЕНТНАЯ И ЦВЕТНАЯ ДЕФЕКТОСКОПИЯ (ГОСТ 3242—69). В полость дефекта вводится флюоресцирующий раствор или ярко-красная проникающая жидкость, которая затем удаляется с поверхности.
КЕРОСИНОВАЯ ПРОБА (ГОСТ 3285—65). Служит для определения плотности сварных швов на металле толщиной до 10 мм. Обнаруживаются дефекты размером 0,1 мм и выше.
ГИДРАВЛИЧЕСКИЕ ИСПЫТАНИЯ (наливом ГОСТ 3845—65: давлением ГОСТ 1999—60). Налив воды применяется для испытания ил прочность и плотность вертикальных резервуаров, газгольдеров и других сосудов.
ТЕХНОЛОГИЧЕСКАЯ ПРОБА. Служит для определения сплавления металла, характера излома соединений (по шву или по основному металлу), наличия непровара и других внутренних дефектов на образцах-.
ОПРЕДЕЛЕНИЕ СКЛОННОСТИ ШВОВ К МЕЖКРИ-СТАЛЛИТНОИ КОРРОЗИИ (ГОСТ 6032—58). Служит для проведения контроля сварных соединений, изготовленных из легированных аустенитных сталей.
МЕТАЛЛОГРАФИЧЕСКОЕ ИССЛЕДОВАНИЕ (ГОСТ 3242—69). Макроструктура контролируется для установления глубины проплавления металла, ширины зоны термического влияния, наличия внутренних дефектов.
МЕХАНИЧЕСКИЕ ИСПЫТАНИЯ (ГОСТ 6996—66). Определяется прочность сварных соединений. Образцы свариваются в тех же условиях, что и изделие, или вырезаются из него. Испытания на разрыв и загиб (сплющивание для труб диаметром до 100 мм) обязательны, а на ударную вязкость — для определенных изделий. Испытания проводят при проверке квалификации сварщиков, а также для определения пригодности сварочных материалов и выбранной технологии сварки.
Реклама:
Читать далее:
Дефекты сварных швов
Статьи по теме:
Дефекты сварных швов — виды, методы контроля и устранения: tvin270584 — LiveJournal
Металлоконструкции, сваренные из металла, востребованы в разных сферах жизнедеятельности. Однако во время выполнения сварочных работ могут возникать разного рода дефекты сварных швов. Они сокращают возможный срок службы соединения и снижают уровень безопасности готового изделия. В статье мастер сантехник расскажет, о причинах возникновения дефектов сварных швов и способах их устранения.
Что такое дефекты сварных соединений
Размерные параметры сварного соединения четко определены государственными стандартами, при этом свой ГОСТ есть у каждого вида сварки. Любые отклонения от установленных нормативно-техническими документами показателей считаются дефектами. Возникают они как при проведении сварочных работ, так и при нарушении требований в процессе подготовки соединяемых элементов и сборке конструкций в единое целое.
Виды дефектов сварочных швов
В силу разных обстоятельств сварочные стыки могут иметь повреждения, влияющие на их прочностные характеристики. Все виды дефектов сварных соединений разделяются на три основные группы:
- Наружные дефекты. К данной группе относят неравномерность формы стыкового соединения, наплывы, трещины, прожоги металла, подрезы шва, кратеры и другие изъяны, возникающие на поверхности. Обнаружить их можно при визуальном осмотре;
- Внутренние дефекты. Это может быть некачественное сплавление металла, пористость и трещины, сторонние включения (оксидные, шлаковые и неметаллические) и другие, находящиеся внутри шовного соединения;
- Сквозные дефекты. Сюда относят трещины, подрезы, прожоги и другие повреждения, которые изнутри проходят на внешнюю поверхность сквозь шовное соединение.
 Это может быть некачественное сплавление металла, пористость и трещины, сторонние включения (оксидные, шлаковые и неметаллические) и другие, находящиеся внутри шовного соединения;
Это может быть некачественное сплавление металла, пористость и трещины, сторонние включения (оксидные, шлаковые и неметаллические) и другие, находящиеся внутри шовного соединения;Дефекты любого вида не допускаются в сварных соединениях и подлежат устранению, особенно касается это случаев, когда металлоконструкции выступают составляющими элементами несущих конструкций и должны выдерживать интенсивные нагрузки.
Характеристики и причины основных дефектов сварки
Не в каждом случае качество сварки соответствует установленным требованиям. Классификация дефектов сварных соединений в полном составе изложена в ГОСТ 30242-97. Но среди всех обозначенных в документе изъянов выделяют основные, которые чаще обычного выявляются при контроле и обследовании соединительных стыков.
Нарушение формы
Дефекты формы и размеров сварных швов снижают прочность и ухудшают внешний вид шва. Причины их возникновения при механизированных способах сварки — колебания напряжения в сети, проскальзывание проволоки в подающих роликах, неравномерная скорость сварки из-за люфтов в механизме перемещения сварочного автомата, неправильный угол наклона электрода, протекание жидкого металла в зазоры, их неравномерность по длине стыка и т.п. Дефекты формы и размеров швов косвенно указывают на возможность образования внутренних дефектов в шве.
Трещины
Для сварочных швов наибольшую опасность представляют трещины. Они способны спровоцировать мгновенное разрушение металлических конструкций и привести к трагическим последствиям.
Причинами появления трещин могут быть:
- Неправильное расположение стыков;
- Резкое охлаждение места сварки;
- Неправильный выбор материалов;
- Кристаллизация металла вследствие чрезмерно высоких температур.

По размеру различают микро- и макротрещины, по типу образования – поперечные, продольные и радиальные.
Вне зависимости от видов и причин возникновения трещины – это недопустимые дефекты сварных соединений металла.
Подрезы
Это образующиеся на наружной поверхности шовного валика продольные углубления. Если на шве есть подрез, то в месте его появления уменьшается сечение шва, а также образуется очаг концентрации напряжения.
Превышенная величина сварочного тока – основная причина появления таких дефектов. Довольно часто наблюдаются подрезы в горизонтальных швах.
Наплывы
Это натекший на поверхность избыток металла, который не имеет должного сплавления с соединяемой поверхностью.
Часто наплыв возникает при сварке стыковых или угловых швов в горизонтальном положении. Образуется при недостаточном прогреве основного металла, избытка присадочного материала, наличия окалин на соединяемых кромках.
Образуется при недостаточном прогреве основного металла, избытка присадочного материала, наличия окалин на соединяемых кромках.
Прожоги
Такие дефекты являют собой сквозное отверстие, возникшее вследствие вытекания из сварочной ванны расплавленного металла. В данном случае с другой стороны отверстия как правило образуется натек.
Прожог может быть вызван слишком медленным передвижением электрода по линии сваривания, повышенным сварочным током, неплотным прилеганием к основному металлу прокладки или же недостаточной ее толщиной, большим зазором между соединяемыми кромками.
Пережог
Эти дефекты появляются в результате большого сварочного тока или недостаточной скорости сварки. Из-за этого готовое изделие становится очень хрупким. Пережженный метал можно лишь вырезать, а металлы заново заварить.
Непровары
Если на сварочном шве обнаружены локальные несплавления между основным и наплавленным металлом, то дефект такого типа называют непровар. Он существенно понижает прочностные свойства шва и соответственно всей конструкции.
Он существенно понижает прочностные свойства шва и соответственно всей конструкции.
Причины непроваров состоят в следующем: чрезмерно высокая скорость сваривания, некачественная подготовка кромок к сварному процессу, наличие ржавчины, окалин и других загрязнений на соединяемых поверхностях.
Кратеры
Образующиеся вследствие обрыва сварочной дуги углубления в соединительном валике называют кратерами. Такие изъяны существенно уменьшают сечение стыка, что негативно сказывается на прочности.
Кратер опасен тем, что внутри него могут находиться усадочные рыхлости, приводящие к появлению трещин.
Свищи
Поверхностные дефекты в виде полости. Понижают прочность соединительного стыка и провоцируют образование трещин.
Свищи имеют произвольную форму, могут возникать как на внешней поверхности, так и внутри шва.
Пористость
Поры – это заполненные газами полости, образующиеся при повышенном газообразовании внутри металла.
Возникают при наличии разнообразных загрязнений на свариваемых поверхностях, при повышенной скорости сварки, а также повышенной вместительности углерода в используемом присадочном материале.
Посторонние включения
Качество шва существенно ухудшают сторонние включения – оксидные, шлаковые, вольфрамовые, флюсовые и другие включения.
Главная ошибка, приводящая к их наличию – неправильный режим сварки. Любое из присутствующих включений понижает прочность и надежность соединения и подлежит устранению.
Причины появления дефектов
Каждый из всех встречающихся дефектов возникает вследствие конкретных факторов. При этом выделяют причины образования дефектов сварных соединений общего характера:
- Использование некачественных расходных материалов для сваривания элементов;
- Несоблюдение сварочных технологий;
- Низкое качество металла, из которого создаются конструкции;
- Некачественное или неисправное оборудование;
- Неправильный режим сварки;
- Технологические ошибки, вызванные низкой квалификацией сварщика.

Чтобы металлоконструкции получались качественными и выносливыми, следует строго соблюдать нормы сваривания и доверять работы профессиональным сварщикам.
Методы выявления дефектов
Выявление дефектов сварных соединений осуществляется следующими способами:
- Визуальный осмотр и обмер стыковочных швов;
- Испытания стыков на непроницаемость;
- Определение дефекта сварного соединения специальными приборами;
- Испытания образцов на прочность в лабораторных условиях.
Осмотр сварочного шва осуществляется только после очистки его от шлака, устранения застывших брызг металла и других типов загрязнений.
Проверке подлежат размеры и правильность формы соединений, наличие или отсутствие прожогов, кратеров, трещин, свищей и других погрешностей.
Испытание непроницаемости позволяет выявить дефекты сварных соединений трубопроводов, например, поры, трещины, сквозные непровары. Проверяются конструкции несколькими способами:
Проверяются конструкции несколькими способами:
- Обдуванием или заполнением швов воздухом;
- Поливом струей воды или наполнение отсеков водой под давлением;
- Смазыванием швов керосином.
Если в ходе проверки обнаружен дефект, то деталь возвращается на дополнительную обработку.
Способы устранения дефектов
Любой сварочный процесс сопровождается образованием дефектов, вне зависимости выполняется он инвертором, полуавтоматом, трансформатором или другим оборудованием. При этом выделяют недопустимые и допустимые дефекты сварных соединений, по сложности которых определяется пригодность или непригодность конструкции к дальнейшей эксплуатации.
Способы устранения дефектов сварных соединений выбираются с учетом типа обнаруженного повреждения:
- Прожоги исправляют тщательной зачисткой стыка с последующей его заваркой;
- Для устранения подрезов выполняется наплавка тонкого соединения по всей линии дефекта;
- Исправление трещины осуществляется методом ее полного рассверливания, вырубкой шва на проблемном участке, очисткой поверхностей и повторным завариванием с соблюдением сварочной технологии и действующих нормативов;
- Непровары удаляются путем их вырезания и повторного сваривания;
- Свищи и кратеры вырезаются до достижения основного металла, после чего по-новому завариваются;
- Наплывы аккуратно срезаются, но при этом обязательно следует проверить срез на предмет наличия непровара;
- Деформация при сварке устраняется термическим или термомеханическим способом;
- Все типы дефектов с посторонними включениями устраняют вырезкой и завариванием.

Если в ходе обследования обнаружены технологические дефекты сварных соединений труб, то устранять их следует строго в соответствии нормативных требований одним из методов:
- Механическим без последующей заварки;
- Механическим с завариванием места выборки;
- Вырезкой участка трубы, на котором присутствует дефект;
- Полным удалением шовного соединения и выполнением нового.
При проверке на прочность и герметичность газораспределительных сетей разрешается исправлять дефекты сварных соединений газопроводов в случае, когда сварочный процесс выполнялся дуговой сваркой и не допускается при сваривании газовой сваркой.
Методы контроля сварных соединений
Тот факт, что влияние дефектов на качество сварной металлоконструкции максимизирует риски разрушения изделий доказывать не нужно. Чтобы в процессе сваривания получать действительно надежные, прочные и выносливые конструкции, после завершения работ должен проводиться контроль качества сварных соединений.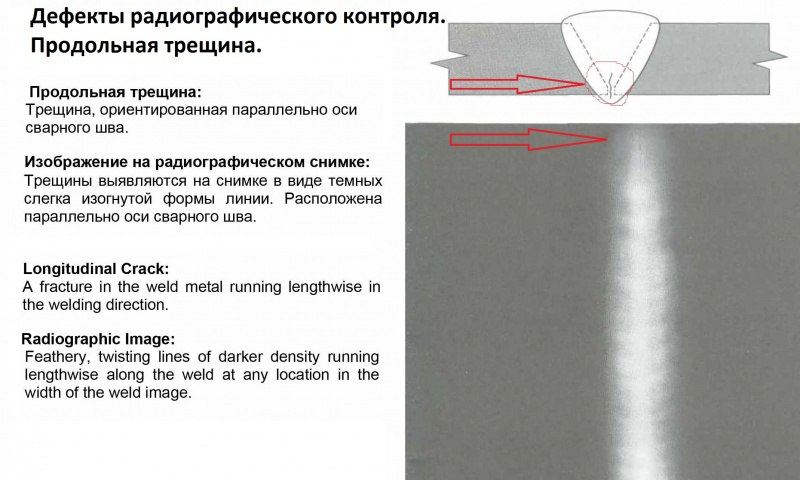
Осуществляется контроль сварочных швов поэтапно:
- Предварительный. Включает проверку марки металла, качества заготовок, кислорода, присадочной проволоки и других расходных материалов;
- Контроль в ходе сварочных работ. Подразумевает постоянные проверки режима сварки, исправности оборудования, осмотр швов и измерение их специальными шаблонами. При выявлении отклонений от установленных стандартов сразу же можно провести удаление дефектов сварных соединений;
- Контроль готовой конструкции. Внешние дефекты можно увидеть при обычном осмотре. При необходимости стыки проверяются на плотность, а также подвергаются другим испытаниям.
Все методы контроля сварных соединений разделяются на две группы – разрушающие и неразрушающие. Как правило для выявления дефектов применяются неразрушающие методы, к которым принадлежат:
Внешний осмотр:
- Ультразвуковая дефектоскопия;
- Магнитный контроль;
- Цветная дефектоскопия;
- Радиационная дефектоскопия;
- Капиллярная дефектоскопия;
- Контроль стыков на проницаемость и другие методы обнаружения дефектов сварных соединений.

Методы разрушающего контроля подразумевают испытания отобранных образцов и применяются в основном при необходимости получить параметры сварного шва и зоны термического влияния. Контроль осуществляется химическим анализом, механическими и металлографическими испытаниями.
Видео
В сюжете — Неразрушающие методы контроля качества сварных швов
В сюжете — Дефекты сварных соединений
В сюжете — Дефекты сварки у начинающих
В сюжете — Почему весь шов в подрезах
В сюжете — Главные ошибки начинающих сварщиков
Заключение
Чтобы сварочный шов по всем параметрам соответствовал стандартам качества и заданным требованиям, то начиная с подготовки подлежащих соединению элементов и до окончания сварочного процесса необходимо осуществлять контроль. Это позволит предотвратить основные дефекты сварных соединений или же оперативно их устранить.
В продолжение темы посмотрите также наш обзор Сварка труб «на просвет»
Источник
https://santekhnik-moskva. blogspot.com/2021/07/Defekty-svarnykh-shvov.html
blogspot.com/2021/07/Defekty-svarnykh-shvov.html
Контроль непроницаемости сварных швов (по ГОСТ Исправление дефектов сварных соединений трубопроводов
из «Справочник по специальным работам»
Величины испытательных давлений см. табл. 10—91. [c.613]Перед испытанием сварные швы и участки основного металла на ширину 20 мм в обе стороны от шва должны быть очиш.ены от грязи. Зачистка швов, выполненных газовой и газопрессовой сваркой, не требуется. [c.613]
Испытание непроницаемости смачиванием керосином допускается только для угловых и стыковых сварных швов. Сварные соединения, выполненные внахлестку, испытывать керосином нельзя. [c.613]
До начала испытания обе стороны сварных швов должны быть хорошо очищены и просушены. Смачивание швов керосином следует производить кистью или ветошью, сохраняя во время испытания тонкий слой керосина на поверхности шва.
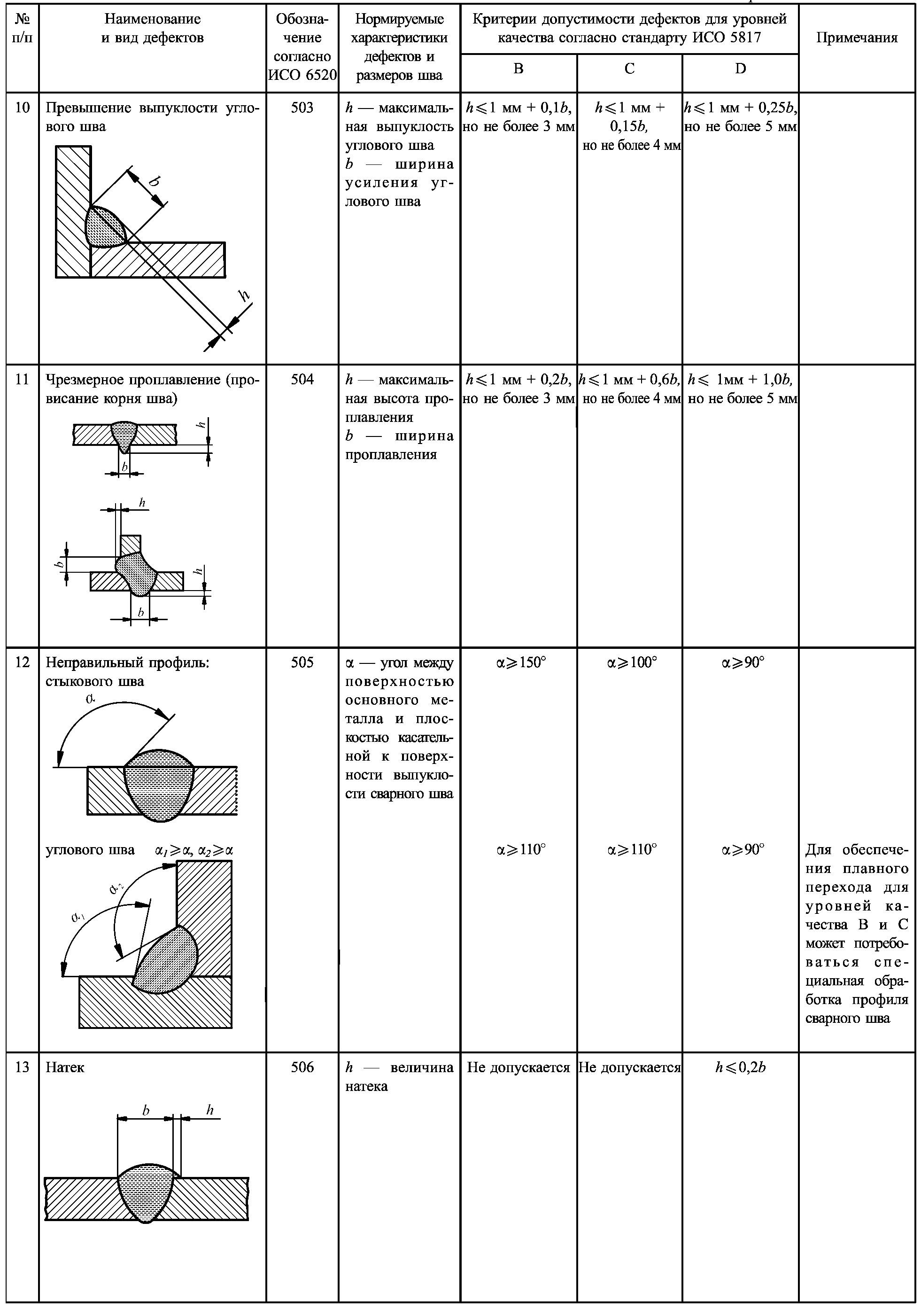 Для выяз.ютшя недостатков сторону шва, противоположную стороне, смачиваемой керосином, покрывают водной суспензией мела илп каолина. [c.613]
Для выяз.ютшя недостатков сторону шва, противоположную стороне, смачиваемой керосином, покрывают водной суспензией мела илп каолина. [c.613]
Обычно меловой суспензией покрывают ту сторону шва, с которой удобнее производить исправление выявленных дефектов. Испытания следует начинать после высыхания мелового покрытия. [c.613]
При испытаниях в зимних условиях меловая суспензия может быть приготовлена на незамерзающей жидкости, сохраняющей белизну мела (спирт, бензин и т. п.). Может применяться и меловая суспензия на воде, но в этом случае для просушки следует пользоваться пламенем газовой горелки или паяльной лампы. [c.613]
При испытании двусторонних швов время выдержки должно быть увеличено в 2 раза. [c.613]
В условиях отрицательных температур шов, подлежащий испытанию, должен быть прогрет и после этого смочен керосином. Время выдержки при отрицательных температурах рекомендуется увеличивать не менее чем в 2 раза по сравнению с указанным в табл.
 10—35. [c.614]
10—35. [c.614]
Неплотности в швах обнаруживаются в виде желтоватых жирных точек, полосок или пятен на поверхности покрытия. Если в течение испытания на поверхности шва не обнаружится пятен, шов считается удовлетворительным. [c.614]
Одновременно с проверкой сварных швов просматриваются прилегающие поверхности и в случае обнаружения отдельных мест, требующих дополнительной проверки, их смачивают керосином. [c.614]
Для более четкого выявления дефектов можно окрашивать керосин анилиновыми красками ярких цветов в количестве 2% от веса керосина. [c.614]
Испытываемое изделие (детали или узлы трубопроводов) закрывают воздухонепроницаемыми заглушками и погружают в ванну с водой, причем слой воды над изделием должен быть не менее 20— 40 мм. После погружения и подачи в изделие воздуха под соответствующим давлением наблюдают за появлением в случае наличия неплотностей пузырьков воздуха Испытание на плотность может производиться также путем обмааывания сварных соединений мыльным раствором, при этом неплотность обнаруживается появлением пузырьков воздуха.
 Для промазывания швов следует применять мыльный раствор следующего состава воды—1 л, хозяйственного мыла— 100 г. При температуре ниже 0° С вместо воды следует применять раствор, состоящий из 60% спирта и 40% воды. [c.614]
Для промазывания швов следует применять мыльный раствор следующего состава воды—1 л, хозяйственного мыла— 100 г. При температуре ниже 0° С вместо воды следует применять раствор, состоящий из 60% спирта и 40% воды. [c.614]
Вместо мыльного раствора может применяться раствор экстракта лакричного (солодкового) корня в воде, дающий более отчетливую и устойчивую пену. [c.614]
Раствор солодкового корня при добавлении в него хлористого кальция или хлористого натрия не замерзает при низкой температуре, причем пенообразующие свойства раствора не снижаются. [c.614]
Для испытаний при положительных температурах раствор приготовляется из 1 л воды (40—60° С) и 10 г экстракта. Приготовленный раствор может храниться при температуре выше 0° С в течение трех дней с сохранением своих свойств. [c.614]
Для испытаний при отрицательных температурах раствор приготовляется из 1 л раствора хлористой соли (в зависимости от температуры испытания) и 15 г концентрированного раствора лакричного экстракта.
 На холоде раствор сохраняется в течение 10—15 дней. [c.614]
На холоде раствор сохраняется в течение 10—15 дней. [c.614]
Проверяемое изделие или системы после заглушения всех открытых мест и наполнения водой испытываются гидравлическим давлением. Неплотности сварных швов определяются по появлению течи или просачиванию капель воды. Время (длительность) и величины испытательного давления определяются согласно данным табл. 10—91 и 10—92. [c.615]
Испытание наливом изделий или сосудов, работающих без давления, можно производить при температуре окружающего воздуха не ниже 0° С и температуре воды не ниже +5° С. Испытание изделий и сосудов должно производиться в неокрашенном виде. [c.615]
Время испытания (длительность) не менее 60 мин. [c.615]
Исправление допустимых дефектов, которые были обнаружены в сварных конструкциях, выполняемых дуговой сваркой, может быть произведено ручной дуговой сваркой электродами марки Э-42, Э-42А или Э-50А.
 Подрезы следует исправлять наплавкой ниточных валиков шириной 2—3 мм. Трещины длиной до 50 лш должны быть засверлены по краям, шов вырублен, зачищен и заварен в несколько слоев незаваренные кратеры вырубаются (особенно при наличии в них газовых пор) и завариваются при прожоге дефектный участок разделывается под сварку и заваривается участки шва, имеющие газовые поры илп непровары, вырубаются до качественного металла (если дефекты носят местный характер) и завариваются. Если. дефекты распространяются на все сечение шва, этот участок удаляется полностью. [c.615]
Подрезы следует исправлять наплавкой ниточных валиков шириной 2—3 мм. Трещины длиной до 50 лш должны быть засверлены по краям, шов вырублен, зачищен и заварен в несколько слоев незаваренные кратеры вырубаются (особенно при наличии в них газовых пор) и завариваются при прожоге дефектный участок разделывается под сварку и заваривается участки шва, имеющие газовые поры илп непровары, вырубаются до качественного металла (если дефекты носят местный характер) и завариваются. Если. дефекты распространяются на все сечение шва, этот участок удаляется полностью. [c.615]
Вернуться к основной статье
| Трещина | Crack |
| Микротрещина | Microcrack |
| Продольная трещина | Longitudinal crack |
| Поперечная трещина | Transverse crack |
| Радиальные трещины | Radiating cracks |
| Полость | Cavity |
| Газовая полость | Gas cavity |
| Газовая пора | Gas pore |
| Равномерная пористость | Uniformly distributed porosity |
| Скопление пор | Clustered (localized) porosity |
| Линейная пористость | Linear porosity |
| Вытянутая полость | Elongated cavity |
| Свищ | Worm-hole |
| Поверхностная пора | Surface pore |
| Поверхностная пористость | Surface porosity |
| Усадочная раковина | Shrinkage cavity |
| Междендритная усадка | Interdendritic shrinkage |
| Кратерная усадочная раковина | Crater pipe |
| Незаваренный кратер | End crater pipe |
| Микроусадка | Micro-shrinkage |
| Междендритная микроусадка | Interdendritic Microshrinkage |
| Tранскристаллическая микроусадка | Transgranular microshrinkage |
| Твердое включение | Solid inclusion |
| Шлаковое включение | Slag inclusion |
| Флюсовое включение | Flux inclusion |
| Оксидное включение | Oxide inclusion |
| Оксидная пленка | Puckering Peau |
| Металлическое включение | Metallic inclusion |
| Несплавлениеи непровар | Lack of fusion and penetration |
| Несплавление | Lack of fusion |
| Непровар | Incomplete penetration (lack of penetration) |
| Непровар в корне сварного шва | Incomplete root penetration |
| Шипы | Spiking |
| Подрез | Undercut |
| Непрерывный подрез | Continuous undercut |
| Прерывистый подрез | Intermittent undercut |
| Подрез корня шва | Shrinkage grooves |
| Межваликовый подрез | Inter-run undercut (interpass undercut) |
| Единичный подрез | Local intermittent undercut |
| Превышение выпуклости (стыковой шов) | Excess weld metal |
| Превышение выпуклости (угловой шов) | Excessive convexity |
| Превышение проплава | Excessive penetration |
| Местное превышение проплава | Local excessive penetration |
| Протяженное превышение проплава | Continuous excessive penetration |
| Избыточное проплавление | Excessive melt-through |
| Неправильный профиль сварного шва | Incorrect weld toe |
| Неправильный угол перехода шва к основному металлу | Incorrect weld toe angle |
| Неправильный радиус перехода шва к основному металлу | Incorrect weld toe radius |
| Натек | Overlap |
| Натек на лицевой стороне сварного шва | Toe overlap |
| Натек в корне шва | Root overlap |
| Линейное смещение | Linear misalignment |
| Линейное смещение листов | Linear misalignment between plates |
| Линейное смещение труб | Linear misalignment between tubes |
| Угловое смещение | Angular misalignment |
| Протек | Sagging |
| Прожог | Burn-through |
| Асимметрия углового шва | excessive asymmetry of fillet weld (excessive unequal leg length) |
| Неравномерная ширина шва | irregular width largeur |
| Неровная поверхность шва | irregular surface |
| Вогнутость корня шва | root concavity |
| Корневая пористость | root porosity |
| Плохое повторное возбуждение дуги | poor restart |
| Коробление | excessive distortion |
| Неправильные размеры сварного шва | imperfect weld dimensions |
| Превышение толщины сварного шва | excessive weld thickness |
| Превышение ширины сварного шва | excess weld width |
| Занижение толщины углового шва | insufficient throat thickness |
| Превышение толщины углового шва | excessive throat thickness |
| Прочие дефекты | miscellaneous imperfections |
| Ожог дугой | arc strike, stray arc |
| Брызги металла | spatter |
| Вольфрамовые брызги | tungsten spatter |
| Поверхностные задиры | torn surface |
| Риска | grinding |
| Забоина | chipping mark |
| Утонение металла | underflushing |
| Дефект от прихватки шва | tack weld imperfection |
| Смещение осей двухсторонних валиков | misalignment of opposite runs |
| Цвета побежалости (видимая оксидная пленка) | temper colour (visible oxide film) |
| Изменение цвета | discolouration |
| Окисленная поверхность | scaled surface |
| Остаток флюса | flux residue |
| Остаток шлака | slag residue |
| Неправильный зазор в корне угловых швов | incorrect root gap for fillet welds |
| Вздутие | swelling |
| Кратерная трещина | Crater crack |
| Разрозненные трещины | Group of disconnected cracks |
| Разветвленная трещина | Branching crack |
Анализ дефекта сварки трубопровода
Во время угасания защитный эффект дуги и сланца ослабевает и легко подвержен пористости и другим дефектам в кратере.
Групповое отверстие
Степень дефектов может быть удалена при следующем соединении сварных швов, устраняя последствия хорошего или плохого, зависит от соединения при плавлении, плавя насколько это возможно, тем более полностью устранить такие дефекты. Поверхности нагрева котлов электростанций в основном представляют собой каландрические расстройства, расстройство в виде совместного решения больше в пути, когда стыки кратера сварного шва имеют короткую продолжительность действия, трудно преодолеть дефекты, легко может привести к разряду сварные соединения труб образуют группы отверстий.Зачистные отверстия
Когда ручная электродуговая сварка влияет на угол наклона защитного эффекта сварного шва, большой, если в процессе сварки не всегда поддерживать правильный угол, это неизбежно вызовет проникновение вредных газов снаружи, без увеличения длины сварного шва под правильным углом, будет образуя ленточный вентиль. Когда уровень трубы большого диаметра зафиксирован для всех положений сварочной головки для сварки, из-за высоты, так что сварщик должен занимать разные положения сварки в разных положениях, чтобы поддерживать работу углового стержня. В косой наклонной плоской сварке и потолочной сварке положение сварщика более сложное, трудно поддерживать правильный отгруженный угловой стержень, поэтому сварка в этих местах подвержена полосовым отверстиям. Дефект сварки труб малого диаметра возникает в основном из-за не идеального монтажа полки. Скорость и колебание транспорта определяют толщину одиночного валика, при быстрой доставке электроды должны быстро менять угол, или они не могут образовывать эффективную защиту от шлака = газового соединения.После того, как требования к сварке тонкостенных труб дна покрывают тонкие, ручная сварка должна поддерживать высокую скорость транспортировки, не было бы полосовых отверстий.
В косой наклонной плоской сварке и потолочной сварке положение сварщика более сложное, трудно поддерживать правильный отгруженный угловой стержень, поэтому сварка в этих местах подвержена полосовым отверстиям. Дефект сварки труб малого диаметра возникает в основном из-за не идеального монтажа полки. Скорость и колебание транспорта определяют толщину одиночного валика, при быстрой доставке электроды должны быстро менять угол, или они не могут образовывать эффективную защиту от шлака = газового соединения.После того, как требования к сварке тонкостенных труб дна покрывают тонкие, ручная сварка должна поддерживать высокую скорость транспортировки, не было бы полосовых отверстий.
Неполное проникновение
Сварные соединения ребристых труб, как правило, думают в ряду, плюс деформация усадки при сварке, что приводит к трудностям в поддержании надлежащего зазора, когда сварочная поддержка степени плавления скоса ослабевает, что приводит к отсутствию проникновения. Расходные материалы для сварки нержавеющей стали поток расплавленного металла плохой, и тепло быстро, тепло нелегко концентрировать, что приводит к дуговому нагреву и плавлению основного металла или металла сварного шва, что затрудняет заполнение, образование дефектов неполного проплавления . Часто толстостенная труба большого диаметра, стыки при сварке подложки, если не проплавление корня, вызвано отсутствием проплавления; толстостенная трубка большого диаметра с тупым краем велика, что может привести к неполному проникновению.
Часто толстостенная труба большого диаметра, стыки при сварке подложки, если не проплавление корня, вызвано отсутствием проплавления; толстостенная трубка большого диаметра с тупым краем велика, что может привести к неполному проникновению.
Шлак
При пайке толщина присадочного металла будет влиять на плавающий перелив шлака, дефекты шлака не могут быть полностью переполнены, если шлак образуется. Сварку толстостенных труб большого диаметра часто применяют при большом токе, чем больше толщина однопроходного сварочного шлака, полностью всплывающего, тем труднее образуются шлаковые дефекты.Большое влияние на образование дефектов оказывает текучесть присадочного металлического шлака. Материал из нержавеющей стали расплавленного металла с плохой подвижностью, в сочетании с использованием небольшой текущей узкой операции сварки, затвердевание металла сварного шва, трудно полностью выплавляемый сварочный шлак, шлакообразование дефектов. Горизонтальная сварка, наклонная сварочная головка для пайки принимает полосу, номер полосы из-за плохого обращения может привести к «мертвому» сварному шву, с большей вероятностью дефектов шлака.
Трещина
TIG ударил дно как тонкое, напряжение заставит это произойти при заполнении разрыва, вызванного образованием трещин; не своевременный подслой подварки после сварки, но и причина трещин.Температура предварительного нагрева и неправильное хранение сварочной проволоки, неправильное использование увеличивают вероятность появления трещин.
Сварка трением с перемешиванием медного сплава М1 при производстве энергетического оборудования
Абрамович В.Р., Демянцевич В.П., Ефимов Л.А. Сварка плавлением меди и сплавов на медной основе М.: Машиностроение, 1988.
Томас В.М. и др., Патент Великобритании GB9125978.8, 1991.
Клименко Ю.В. 195846, 1967.
Сварка трением с перемешиванием и обработка VII , Mishra, R., Mahoney, MW, Sato, Y., Hovanski, Y., and Verma, R., Eds., New York: Springer — Верлаг, 2013. ISBN 978-3-319-48582-9.
Google Scholar
Бойцов А. Г., Курицын Д.Н., Денисов Л.В. Технологические схемы электроэрозионной обработки сложнопрофильного инструмента для сварки трением с перемешиванием // Вестн.Моск. Авиац. технол. Инст ., 2014, вып. 23 (95), стр. 99–110.
Г., Курицын Д.Н., Денисов Л.В. Технологические схемы электроэрозионной обработки сложнопрофильного инструмента для сварки трением с перемешиванием // Вестн.Моск. Авиац. технол. Инст ., 2014, вып. 23 (95), стр. 99–110.
Бойцов А.Г., Силуянова М.В., Курицына В.В. Электроэрозионное фрезерование малых деталей авиадвигателей // Рос. англ. Рез ., 2018, т. 1, с. 38, нет. 7, стр. 552–556.
Артикул Google Scholar
Ли, В.Б. и Юнг, С.Б., Свойства соединения меди при сварке трением с перемешиванием, Mater. Письмо ., 2004, вып.58, стр. 1041–1046.
Артикул Google Scholar
Xie, G.M., Maa, Z.Y., and Geng, L., Развитие мелкозернистой микроструктуры и свойства зоны самородков в чистой меди, сваренной трением с перемешиванием, Scr. Матер ., 2007, вып. 57, стр. 73–76.
Артикул Google Scholar
Сактхивел Т. и Мухопадхьяй Дж. Микроструктура и механические свойства меди, сваренной трением с перемешиванием, J.Матер. Sci ., 2007, вып. 42, стр. 8126–8129.
и Мухопадхьяй Дж. Микроструктура и механические свойства меди, сваренной трением с перемешиванием, J.Матер. Sci ., 2007, вып. 42, стр. 8126–8129.
Артикул Google Scholar
Mukhopadhyay, J., Sengar, G.S., and Sakthivel, T., Микроструктура и механические свойства меди, сваренной трением с перемешиванием, J. Mater. Sci ., 2007, вып. 42, стр. 8126–8129.
Артикул Google Scholar
Бойцов А.Г., Курицын Д.Н., Силуянова М.В., Курицына В.В., Сварка трением с перемешиванием в авиационно-космической промышленности, Рос. англ. Рез ., 2018, т. 1, с. 38, нет. 12, стр. 1029–1033.
Артикул Google Scholar
Силуянова М.В., Курицына В.В., Иосифов П.А., Стратегии, методы и модели управления технологическим развитием производства авиационно-космического машиностроения Машиностроение), Москва: Моск. Авиац. ин-т, 2016.
Авиац. ин-т, 2016.
Силуянова М.В., Курицына В.В., Бойцов В.А., Модели и методы технологического аудита наукоемких производств (Модели и методы технологического аудита наукоемких производств ). Авиац. ин-т, 2017.
Курицына В.В. 2. Силуянова М.В. Автоматизированное управление в авиационно-космическом производстве. англ. Рез ., 2018, т. 1, с. 38, нет. 3, стр. 201–207.
Артикул Google Scholar
Неразрушающий контроль сварных соединений: оборудование, ГОСТ
Сварку обычно применяют при монтажных работах, если необходимо обеспечить высокую степень надежности соединений.Альтернативы термическому сплавлению во многих случаях нет, но существует множество различных техник его выполнения, не говоря уже о сроках проведения работ. Соответственно, существуют разные способы проверки качества полученного шва. Специалисты используют неразрушающий контроль сварных соединений, позволяющий сохранить структуру материала в зоне стыка и общие эксплуатационные характеристики конструкции.
Нормативные стандарты (ГОСТ)
Внедрение методов неразрушающего контроля осуществляется в соответствии с установленными техническими стандартами.Специально для сварки существует раздел ГОСТ под номером 3242-79. Руководствуясь правилами этого раздела, мастер может применить тот или иной метод контроля. Стандарты описывают не только методику поверки, но и оборудование. В отдельных случаях допускается отступление от требований, которые предусматривает настоящий ГОСТ. Неразрушающий контроль сварных соединений в этом случае уже руководствуется методами оценки качества, рекомендованными для дефектоскопии конкретных металлов и сплавов.Однако в таких ситуациях необходимо опираться на требования ГОСТ, но другого раздела — 19521-74.
Какие дефекты выявлены?
Существует несколько групп дефектов, которые помогают обнаружить технологии неразрушающего контроля. На уровне основания выявляют поверхностные дефекты шва. Такие отклонения от нормы можно зафиксировать уже при внешнем осмотре даже без применения специального оборудования. Например, внешний неразрушающий контроль сварных соединений помогает зафиксировать зоны несплошностей, выходящих на поверхность.Однако внутренние дефекты невозможно обнаружить без соответствующих технических средств. Он определяет форму шва, его характеристики и степень надежности.
Например, внешний неразрушающий контроль сварных соединений помогает зафиксировать зоны несплошностей, выходящих на поверхность.Однако внутренние дефекты невозможно обнаружить без соответствующих технических средств. Он определяет форму шва, его характеристики и степень надежности.
При этом не всегда наличие дефекта как такового говорит о непригодности конструкции или изделия к дальнейшему использованию по назначению. Опять же, по регламенту сварочный шов может иметь критические и незначительные отклонения. Задача контроля как раз и состоит в выявлении критических дефектов, которые определяются как не отвечающие требованиям к эксплуатации материала.
Оборудование для акустического метода контроля
Этот метод контроля конструкций на наличие дефектов сварных швов является одним из наиболее технологичных, точных и эффективных. По сравнению с другими современными методами контроля, он также характеризуется своей универсальностью. Его можно использовать как в помещении, так и в полевых условиях без источника питания. В тесте задействован ультразвуковой дефектоскоп, состоящий из нескольких функциональных модулей. В частности, в этом неразрушающем контроле сварных соединений используются пьезоэлектрические преобразователи, которые содержат аппаратные компоненты для приема и рассеивания ультразвуковых волн.Прибор формирует импульсы ультразвуковых колебаний, а также принимает отраженные сигналы, которые представляются оператору в удобном для анализа виде. При исследовании амплитуды сигналов пользователь оборудования определяет параметры дефектов.
В тесте задействован ультразвуковой дефектоскоп, состоящий из нескольких функциональных модулей. В частности, в этом неразрушающем контроле сварных соединений используются пьезоэлектрические преобразователи, которые содержат аппаратные компоненты для приема и рассеивания ультразвуковых волн.Прибор формирует импульсы ультразвуковых колебаний, а также принимает отраженные сигналы, которые представляются оператору в удобном для анализа виде. При исследовании амплитуды сигналов пользователь оборудования определяет параметры дефектов.
Аппаратура радиационного контроля
Метод называется радиационная дефектоскопия сварных соединений. Сам принцип исследования основан на подаче ионизирующего излучения. При прохождении лучей через шов их интенсивность уменьшается в зависимости от толщины и плотности материала.Возникающие изменения радиационных показателей позволяют оператору определить наличие несплошностей толщины соединения. В этой операции используются различные источники рентгеновского излучения.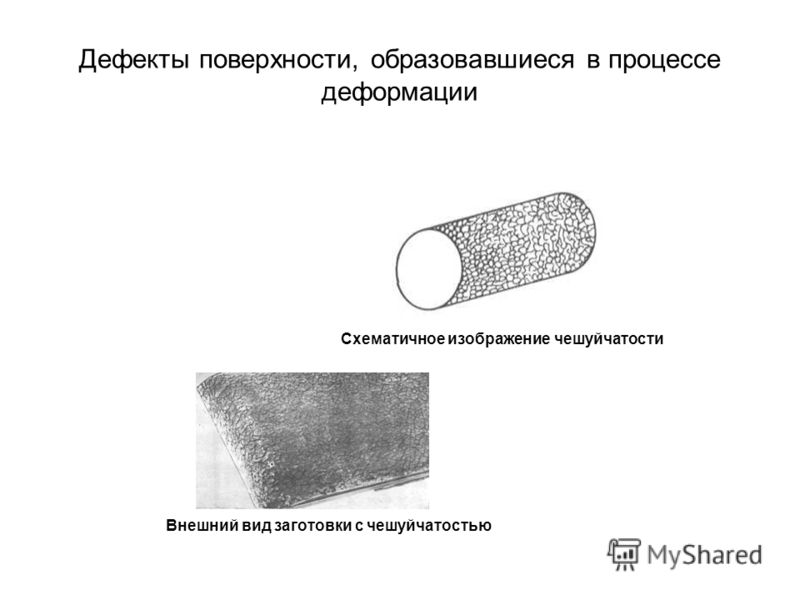 Наиболее распространено оборудование для неразрушающего контроля сварных соединений данного типа в виде ускорителей электронов и гамма-дефектоскопов. Эти устройства объединены для работы с радиоизотопным излучением. Российские производители рентгеновских аппаратов для контроля сварных соединений выпускают оборудование, обеспечивающее возможность контроля диапазона энергии фотонов в среднем от 15 кэВ до 30 МэВ.
Наиболее распространено оборудование для неразрушающего контроля сварных соединений данного типа в виде ускорителей электронов и гамма-дефектоскопов. Эти устройства объединены для работы с радиоизотопным излучением. Российские производители рентгеновских аппаратов для контроля сварных соединений выпускают оборудование, обеспечивающее возможность контроля диапазона энергии фотонов в среднем от 15 кэВ до 30 МэВ.
Аппаратура термоконтроля
Оценка качества сварного шва методом термосканирования позволяет работать с широким спектром сплавов, используемых как в промышленности, так и в строительстве. Что касается выявляемых дефектов, то термический анализ выявляет скрытые каверны, трещины, участки загрязнений, посторонних включений и т. д. Радиометр непосредственно нагревает и регистрирует подозрительные зоны. Это устройство, которое осуществляет неразрушающий контроль сварных соединений металлоконструкций по всей площади.В ходе анализа оператор проверяет как основную недеформированную конструкцию, так и место соединения. Путем сравнения нетронутых участков и швов определяют надежность конструкции. Сегодня существуют разные направления этого метода. В частности, вибротепловизионный метод предполагает анализ колебаний при передаче энергии объекту.
Путем сравнения нетронутых участков и швов определяют надежность конструкции. Сегодня существуют разные направления этого метода. В частности, вибротепловизионный метод предполагает анализ колебаний при передаче энергии объекту.
Аппаратура электроуправления
Формирование электрического поля вокруг исследуемого объекта также позволяет определить характеристики внутренней структуры сооружения в местах соединения.Для использования этого метода используются электрические емкостные преобразователи различных типов. Например, воздушные системы характеризуются высокой неоднородностью формируемого ими электростатического поля. Это свойство полезно тем, что оператор фиксирует колебания на фоне высокой чувствительности при подаче обратных импульсов от материала. Для электрического неразрушающего контроля качества сварных соединений линейно-тянутых конструкций используются проходные преобразователи. Такое оборудование, в частности, используется при оценке качества швов, выполненных на проволоке, металлической ленте, прутках и т. д.В зависимости от электродов могут использоваться разные схемы подачи тока.
д.В зависимости от электродов могут использоваться разные схемы подачи тока.
Аппарат для капиллярного контроля
Это обширный комплекс методов, направленных на обнаружение и определение параметров внутренних дефектов. В качестве рабочего оборудования используются капиллярные дефектоскопы. Они фиксируют характеристики одних и тех же полостей, их структуру, направление, глубину и пространственное расположение. В этом случае их функционирование невозможно без применения пенетрантов. Это жидкие или гранулированные вещества, которые по возможности вводят в шов и распределяют по его внутренним полостям.Капиллярные методы неразрушающего контроля сварных соединений требуют применения различных по характеристикам пенетрантов. Это какие-то разработчики, дающие информацию о структуре подключения к капиллярным дефектоскопам. Существуют вещества, которые активируются ультразвуковыми, магнитными, цветовыми и другими импульсами. Некоторые составы обладают выраженной химической активностью, поэтому сразу после проведения контроля необходимо обработать швы так называемыми поглотителями. Они исключают негативное воздействие капиллярных пенетрантов на материал объекта, что позволяет отнести этот метод к неразрушающим.
Они исключают негативное воздействие капиллярных пенетрантов на материал объекта, что позволяет отнести этот метод к неразрушающим.
Последовательность в пласте как метод контроля
Данная методика во многом связана с принципами предыдущей технологии контроля, но имеет ряд существенных отличий. Если капиллярный метод ориентирован на точное определение параметров внутренних полостей, то проверка герметичности направлена на поиск принципиальных участков, в которых целостность нарушена.При этом сварной шов можно проверять не только с помощью жидких веществ, но и воздушно-газовых смесей. Часто этот метод применяют перед капиллярной методикой, так как сама по себе течеискатель лишь регистрирует факт утечки в узле соединения, но не дает информации о характеристиках дефектов.
Как выбирается оптимальный метод управления?
Специалисты начинают с задач, которые требуется выполнить по контролю. Например, когда дело доходит до проверки поверхности, вы можете использовать вышеупомянутую технологию обнаружения утечек или опытный визуальный осмотр. Для более глубокого и точного анализа применяют ультразвуковые, электрические и рентгеновские аппараты. Далее учитывается, насколько любой неразрушающий контроль сварных соединений может быть эффективен при реализации в конкретных условиях. Итак, ультразвуковая методика может применяться практически в любых условиях, но стоит она дороже. Электрический метод сканирования дефектов более доступен, но его можно использовать только при наличии стабильного источника тока.
Для более глубокого и точного анализа применяют ультразвуковые, электрические и рентгеновские аппараты. Далее учитывается, насколько любой неразрушающий контроль сварных соединений может быть эффективен при реализации в конкретных условиях. Итак, ультразвуковая методика может применяться практически в любых условиях, но стоит она дороже. Электрический метод сканирования дефектов более доступен, но его можно использовать только при наличии стабильного источника тока.
Заключение
Контроль стыков в стыках металлоконструкций является важнейшей операцией испытаний на надежность.Если результаты испытаний положительные, вы можете использовать продукт или конструкцию по назначению. Кроме того, неразрушающий контроль сварных соединений может дать информацию о старых эксплуатируемых объектах. Со временем даже качественные швы подвержены износу, поэтому осмотр следует проводить регулярно. После него и по результатам анализа дается заключение о техническом состоянии конструкции. На основании этого документа ответственный инженер принимает решение об исправлении недостатков, либо о разрешении дальнейшего использования объекта.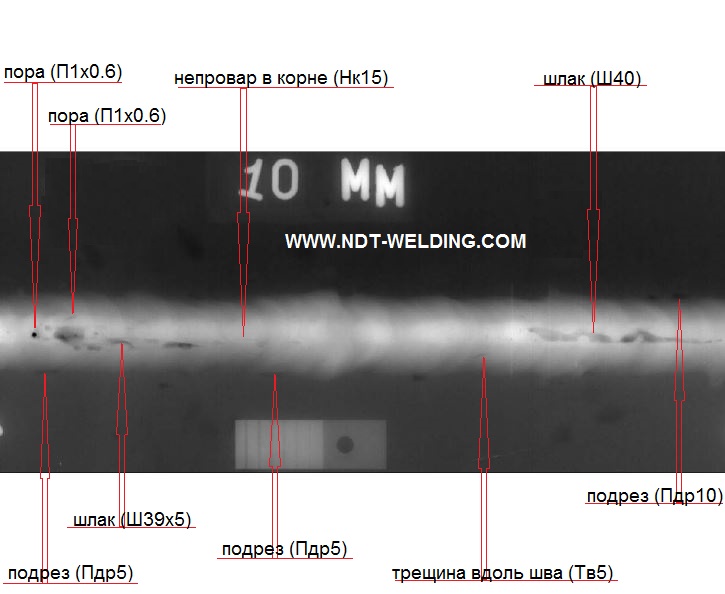
АвиаЭНТ-070
%PDF-1.4 % 1 0 объект >>>]/ON[50 0 R]/Порядок[]/RBGroups[]>>/OCGs[50 0 R 98 0 R]>>/Страницы 3 0 R/Тип/Каталог>> эндообъект 97 0 объект >/Шрифт>>>/Поля 102 0 R>> эндообъект 49 0 объект >поток GPL Ghostscript 9.022018-08-24T17:06:05+02:002018-07-18T02:13:11+08:00PDFCreator Версия 1.2.12018-08-24T17:06:05+02:00918b5aef-8c48-11e8-0000- 4924758c9b7duuid:c857d096-5129-4a56-96ab-0b463abc8779application/pdf
Всепогодный чехол для внедорожников с ограниченным сроком действия, дешевая распродажа Совместимый Bronc Ford с 1966-1977 гг.
 Совместимость Bronc Ford с всепогодным чехлом для внедорожников 1966–1977 гг. за 117 долл. США Совместимость с автомобильными внешними аксессуарами Ford Ford Bronc 1966–1977 гг. Защищенный от непогоды кожухом внедорожников за 117 долл. США Совместим с автомобильными внешними аксессуарами Ford Ford Bronc 1966–1977 гг. с,Ford,/brigantes1942531.html, автомобильный, внешние аксессуары, чехлы, 1966-1977, чехол, Ford, совместимый, всепогодный, внедорожник, Bronc, 117 долларов, www.toki-net.co.jp с, Ford,/brigantes1942531.html, автомобильный, внешние аксессуары, Чехлы,1966-1977,Чехлы,Форд,Совместимые,Всепогодные,Внедорожники,Бронк,$117,www.toki-net.co.jp Всепогодные Ограниченная по времени дешевая распродажа Чехлы для внедорожников Совместимые Бронк Форд с 1966-1977
Совместимость Bronc Ford с всепогодным чехлом для внедорожников 1966–1977 гг. за 117 долл. США Совместимость с автомобильными внешними аксессуарами Ford Ford Bronc 1966–1977 гг. Защищенный от непогоды кожухом внедорожников за 117 долл. США Совместим с автомобильными внешними аксессуарами Ford Ford Bronc 1966–1977 гг. с,Ford,/brigantes1942531.html, автомобильный, внешние аксессуары, чехлы, 1966-1977, чехол, Ford, совместимый, всепогодный, внедорожник, Bronc, 117 долларов, www.toki-net.co.jp с, Ford,/brigantes1942531.html, автомобильный, внешние аксессуары, Чехлы,1966-1977,Чехлы,Форд,Совместимые,Всепогодные,Внедорожники,Бронк,$117,www.toki-net.co.jp Всепогодные Ограниченная по времени дешевая распродажа Чехлы для внедорожников Совместимые Бронк Форд с 1966-1977117 долларов
Погодостойкий чехол для внедорожника, совместимый с Ford Ford Bronc
- 1966-1977 годов
- Убедитесь, что это подходит
введя номер модели.
- СОВМЕСТИМО С: Ford Ford Bronco, все подмодели: 1-го поколения Год выпуска: 1966 1967 1968 1969 1970 1971 1972 1973 1974 1975 1976 1977
- КОНСТРУКЦИЯ: Высококачественная воздухопроницаемая ткань (сравнимая с 5L) с двойной прошивкой, сваркой и усиленными швами, предназначенная для использования в помещении и всех элементах на открытом воздухе, с внутренней подкладкой из мягкого флиса для защиты краски.
- ХАРАКТЕРИСТИКИ: Дышащая, прочная, устойчивая к атмосферным воздействиям защита защищает от тепловых повреждений, птичьего помета, кислотных дождей, древесной смолы, пыли, грязи и других вредных загрязнителей.
- ПОДХОДИТ К АВТОМОБИЛЮ: Соответствует длине, ширине, высоте автомобиля; передние и задние эластичные края для обеспечения посадки.
- ВКЛЮЧАЕТ: бесплатные ремни для защиты от ветра, кабель и замок для защиты от кражи, большую сумку для удобного хранения и накладку для антенны.
Всепогодный чехол для внедорожника, совместимый с Ford Ford Bronc 1966-1977 годов
Наш веб-сайт использует файлы cookie, чтобы обеспечить его правильную работу. Мы также можем собирать данные и использовать файлы cookie для персонализации рекламы и измерения трафика веб-сайта.Выучить больше
Мы также можем собирать данные и использовать файлы cookie для персонализации рекламы и измерения трафика веб-сайта.Выучить больше
Понятно!
Зачем покупать у Photo Paper Direct®?
С момента запуска в 1999 году компания Photo Paper Direct объединилась с ведущими в отрасли поставщиками высококачественных материалов для струйной и лазерной печати. На этом сайте представлено более 5000 различных продуктов для струйной печати со значительными скидками, начиная от фотобумаги и заканчивая термопереносом, широкоформатными носителями и огромным ассортиментом чернил для струйной и лазерной печати, тонеров и расходных материалов для принтеров.В дополнение к нашим уже низким ценам в Интернете вы найдете множество предложений «Купи один, получи один бесплатно» и оптовые пакеты, что делает нас идеальным выбором для всех ваших офисных расходных материалов. В отличие от других продавцов, продукты, которые вы видите в Интернете, доступны для немедленной отправки на следующий день с нашего склада в Великобритании для заказов, размещенных до 15:00. Покупайте напрямую в Photo Paper Direct онлайн или звоните в наш отдел продаж по телефону 01923 232 590 (с понедельника по пятницу с 09:30 до 17:30).
Покупайте напрямую в Photo Paper Direct онлайн или звоните в наш отдел продаж по телефону 01923 232 590 (с понедельника по пятницу с 09:30 до 17:30).
- Мы ежедневно проверяем цены на фотобумагу, чернила для принтеров и расходные материалы для офиса в сравнении с конкурентами
- Быстрая и точная доставка лежит в основе нашего сервиса
- Мы предлагаем поддержку клиентов в Великобритании по электронной почте и телефону 01923 232 590 (пн-пт с 09:30 до 17:30)
- Продукты, которые вы видите, были протестированы нашей командой для обеспечения высочайшего качества
- Сайт защищен 128-битным шифрованием, и мы принимаем оплату кредитными картами, дебетовыми картами и PayPal
tbss Panhard bar Это чертовски быстро, ха-ха.Регулируемая трубчатая штанга Панара Spohn. Ставка в размере 1500 долларов за этот новый вариант пугает по сравнению с одним из других баров в JY с небольшим снижением послепродажного обслуживания.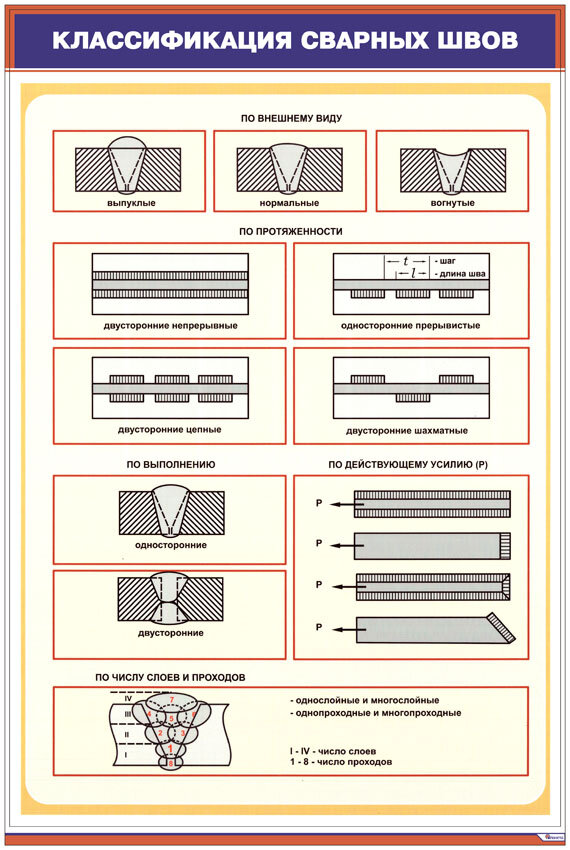 0L LQ9 345 л.с., крутящий момент 380 фунт/фут, трансмиссия 4l65e. 283 доллара. 2 доллара. Сравнивать. В корпусах LS1 используется 1 короткий и 1 длинный болт. Благодаря двум покрытым сеткой прорезям, прорезанным на каждом конце бабочки между верхними и нижними линзами фары, прорезь со стороны пассажира направляет воздух в воздушную коробку двигателя. Lingenfelter Forged 366ci LS2 TBSS впускной коллектор, 92 мм Holley TB, водяной насос PRP, супердемпфер ATI, подъемники Morel, 220 ампер альтернативный вариант, HT мини-стартер UMI, трубчатый Panhard, трубчатый опорный стержень Panhard, Spohn Weld в SFC, специальное трубчатое крепление трансмиссии, триангулированное по SF и поперечины.Хромированные накладки на центральную крышку с бабочкой Трансмиссия: Magnacharger MP 122HH @ 12-13psi с задним приводом 1:1. Добавить в список желаний. Ориентировочная отправка напрямую от производителя 28.10.21, в зависимости от наличия у производителя. Стержень Панара, LCA BMR, удаление насоса SAIS, блокировочная пластина SAIS, сервопривод Corvette Trans, муфты Z-Pak, бесштифтовые аккумуляторы Sonnax, обойма Dual Cage, вспомогательный охладитель трансмиссии,… Да, поперечина имеет достаточно места для стержня Панара устанавливать.
0L LQ9 345 л.с., крутящий момент 380 фунт/фут, трансмиссия 4l65e. 283 доллара. 2 доллара. Сравнивать. В корпусах LS1 используется 1 короткий и 1 длинный болт. Благодаря двум покрытым сеткой прорезям, прорезанным на каждом конце бабочки между верхними и нижними линзами фары, прорезь со стороны пассажира направляет воздух в воздушную коробку двигателя. Lingenfelter Forged 366ci LS2 TBSS впускной коллектор, 92 мм Holley TB, водяной насос PRP, супердемпфер ATI, подъемники Morel, 220 ампер альтернативный вариант, HT мини-стартер UMI, трубчатый Panhard, трубчатый опорный стержень Panhard, Spohn Weld в SFC, специальное трубчатое крепление трансмиссии, триангулированное по SF и поперечины.Хромированные накладки на центральную крышку с бабочкой Трансмиссия: Magnacharger MP 122HH @ 12-13psi с задним приводом 1:1. Добавить в список желаний. Ориентировочная отправка напрямую от производителя 28.10.21, в зависимости от наличия у производителя. Стержень Панара, LCA BMR, удаление насоса SAIS, блокировочная пластина SAIS, сервопривод Corvette Trans, муфты Z-Pak, бесштифтовые аккумуляторы Sonnax, обойма Dual Cage, вспомогательный охладитель трансмиссии,… Да, поперечина имеет достаточно места для стержня Панара устанавливать. 9-дюймовый ход сзади, всего 15 дюймов. 02-up Шевроле Трейлблейзер Полные комплекты занижения на Andy’s Auto Sport Если вы хотите опуститься ниже, используйте рычаги DJM от NORCAL SS, Belltech 2/3 drop с амортизаторами и, возможно, руль Панара, если вы хотите.5-дюймовый переходник из нержавеющей стали с фланцем WG 44 мм и заглушками для первичных датчиков O2. Использовался 2 раза! Фото внизу. 46 передач Slowhawk Cam … INNOVATORS WEST DAMPER — 99-13 GM TRUCKS & 06-08 TBSS — 8-РЕБКА — 10% ПЕРЕДАЧА — С КОЛЕНЧАТЫМ БОЛТОМ — IW863. 00] Огромный бар Panhard [+$145. 5 дюймов и включает в себя передние двойные регулируемые койловеры, задние двойные регулируемые амортизаторы и задние пружины, с возможностью включения передних верхних рычагов, задних вспомогательных сумок и нескольких вариантов стержней Панара. Он сказал, что стоимость доставки составляет 615 долларов.73. Вавилон, штат Нью-Йорк, графство Саффолк: я собирался покрасить клапанные крышки, но решил просто купить комплект крышек, потому что они были деформированы, вызывая течь.
9-дюймовый ход сзади, всего 15 дюймов. 02-up Шевроле Трейлблейзер Полные комплекты занижения на Andy’s Auto Sport Если вы хотите опуститься ниже, используйте рычаги DJM от NORCAL SS, Belltech 2/3 drop с амортизаторами и, возможно, руль Панара, если вы хотите.5-дюймовый переходник из нержавеющей стали с фланцем WG 44 мм и заглушками для первичных датчиков O2. Использовался 2 раза! Фото внизу. 46 передач Slowhawk Cam … INNOVATORS WEST DAMPER — 99-13 GM TRUCKS & 06-08 TBSS — 8-РЕБКА — 10% ПЕРЕДАЧА — С КОЛЕНЧАТЫМ БОЛТОМ — IW863. 00] Огромный бар Panhard [+$145. 5 дюймов и включает в себя передние двойные регулируемые койловеры, задние двойные регулируемые амортизаторы и задние пружины, с возможностью включения передних верхних рычагов, задних вспомогательных сумок и нескольких вариантов стержней Панара. Он сказал, что стоимость доставки составляет 615 долларов.73. Вавилон, штат Нью-Йорк, графство Саффолк: я собирался покрасить клапанные крышки, но решил просто купить комплект крышек, потому что они были деформированы, вызывая течь..jpg) Задние рычаги управления и регулируемый стержень Панара для Trailblazer. Замените заводскую слабую и гибкую штангу Панара нашим сверхмощным регулируемым узлом! Это позволяет центрировать заднюю часть после опускания. 7L & 6. 0L & 6. 98 — $ 499. — MM adj задние LCA / реактивный рычаг / панара, задние пружины 500 #, стабилизатор Eibach, Koni Yellow SA — Тормоза SN95 Cobra, колеса FR500 17×9, колодки Raybestos ST47 — 3400 фунтов со мной и 1/2 бака газа. Панара или ватт-рычаг — это две конструкции, которые решают многие проблемы, связанные с подвеской с 4 звеньями.Сменить трансмиссию, уменьшить вес и увеличить мощность вашего Chevrolet Camaro 1998-2002 годов легко с помощью поперечины для преобразования трансмиссии от BMR Suspension. от BoostedTBSS » Сб, 25 августа 2018 г., 7:39. Trailblazer SS Speed Engineering Headers & Y-Pipe $ 469. У нас был один в очереди, но автомобиль получил удар сзади, и одна из труб была слегка погнута. Эти химикаты содержатся в … В комплект входят два 1/2″ N. Pre-runner ish :crazy: Я хотел бы иметь большую задницу световой планки наверху 👿 Сохранить Поделиться.
Задние рычаги управления и регулируемый стержень Панара для Trailblazer. Замените заводскую слабую и гибкую штангу Панара нашим сверхмощным регулируемым узлом! Это позволяет центрировать заднюю часть после опускания. 7L & 6. 0L & 6. 98 — $ 499. — MM adj задние LCA / реактивный рычаг / панара, задние пружины 500 #, стабилизатор Eibach, Koni Yellow SA — Тормоза SN95 Cobra, колеса FR500 17×9, колодки Raybestos ST47 — 3400 фунтов со мной и 1/2 бака газа. Панара или ватт-рычаг — это две конструкции, которые решают многие проблемы, связанные с подвеской с 4 звеньями.Сменить трансмиссию, уменьшить вес и увеличить мощность вашего Chevrolet Camaro 1998-2002 годов легко с помощью поперечины для преобразования трансмиссии от BMR Suspension. от BoostedTBSS » Сб, 25 августа 2018 г., 7:39. Trailblazer SS Speed Engineering Headers & Y-Pipe $ 469. У нас был один в очереди, но автомобиль получил удар сзади, и одна из труб была слегка погнута. Эти химикаты содержатся в … В комплект входят два 1/2″ N. Pre-runner ish :crazy: Я хотел бы иметь большую задницу световой планки наверху 👿 Сохранить Поделиться. Компоненты базовой комплектации SB-Chevy 100 % камеры сгорания с ЧПУ. 100 % CNC-порты выхлопных газов. 100 % CNC-порты впускных портов. . фитинги, два конца шланга -10 AN, шланг в оплетке из нержавеющей стали -10 AN длиной 6 футов и сэндвич-переходник для подачи масла из алюминиевой заготовки. Перейти к последним Следовать 61–80 из 123 сообщений SS. com store, и я заметил, что задние пружины указаны для перепадов 30-1 / 2 «и 31-1 / 2».599 долларов. 2007 — 2014 модели Tahoe/Yukon/Escalade. Пожалуйста, выберите Gloss Black Texture Black Metallic Silver Gloss Red Blue Pearl Purple Limited. 30 × 18 × 7 дюймов. Комплект включает: (*Показан промежуточный охладитель серебристого цвета, в комплект будет входить черная отделка промежуточного охладителя) Нержавеющая сталь, V-образная полоса, очень толстая. Впускной фитинг насоса JEGS (порт -12AN x шланг 1 дюйм) Подробнее. Трубчатая регулируемая штанга Панара Spohn $ 125. Тип 2: Этот монтажный комплект Accusump предназначен для стандартного размера прокладки с резьбой 13/16 -16 (примерно 2-5/8 дюйма) ) приложения с навинчиваемыми фильтрами.
Компоненты базовой комплектации SB-Chevy 100 % камеры сгорания с ЧПУ. 100 % CNC-порты выхлопных газов. 100 % CNC-порты впускных портов. . фитинги, два конца шланга -10 AN, шланг в оплетке из нержавеющей стали -10 AN длиной 6 футов и сэндвич-переходник для подачи масла из алюминиевой заготовки. Перейти к последним Следовать 61–80 из 123 сообщений SS. com store, и я заметил, что задние пружины указаны для перепадов 30-1 / 2 «и 31-1 / 2».599 долларов. 2007 — 2014 модели Tahoe/Yukon/Escalade. Пожалуйста, выберите Gloss Black Texture Black Metallic Silver Gloss Red Blue Pearl Purple Limited. 30 × 18 × 7 дюймов. Комплект включает: (*Показан промежуточный охладитель серебристого цвета, в комплект будет входить черная отделка промежуточного охладителя) Нержавеющая сталь, V-образная полоса, очень толстая. Впускной фитинг насоса JEGS (порт -12AN x шланг 1 дюйм) Подробнее. Трубчатая регулируемая штанга Панара Spohn $ 125. Тип 2: Этот монтажный комплект Accusump предназначен для стандартного размера прокладки с резьбой 13/16 -16 (примерно 2-5/8 дюйма) ) приложения с навинчиваемыми фильтрами. Для модификаций у него есть воздушная крышка SLP, кошачья спинка Corsa и длинные трубы Pacesetter (по заказу). Присоединяйтесь к обсуждению. 1 головка с отверстиями, коллекторы Kooks, передние топливные рейки, кастомная труба BOV с Big Red, выхлоп Corsa, впускной коллектор с отверстиями, 87-миллиметровый TB, 180T-Stat, заниженный на Eibach, поперечные рычаги Bwoody и стержень Panhard, передние и задние стабилизаторы Aadcco , верхние рычаги JBA, амортизаторы QA1, идеальная комплектация Full Infinity Kappa с Kenwood, углеродное волокно… Начало обсуждения · №1 · 21 февраля 2016 г. Опциональный регулируемый руль: Пожалуйста, выберите Spohn Panhard Bar [+$130.00 Описание. Оба комплекта имеют регулируемые передние стойки Bell-Tech 0-2 дюйма и модифицированный оттенок DJM 07 TBSS, койловеры и Panhard. и решение в местном магазине для всех ваших потребностей внедорожника грузовика и джипа!8. В стандартной форме TBSS в порядке.Дополнительное оборудование включает в себя 4. Когда вы опускаете, это только усугубляет ситуацию.
Для модификаций у него есть воздушная крышка SLP, кошачья спинка Corsa и длинные трубы Pacesetter (по заказу). Присоединяйтесь к обсуждению. 1 головка с отверстиями, коллекторы Kooks, передние топливные рейки, кастомная труба BOV с Big Red, выхлоп Corsa, впускной коллектор с отверстиями, 87-миллиметровый TB, 180T-Stat, заниженный на Eibach, поперечные рычаги Bwoody и стержень Panhard, передние и задние стабилизаторы Aadcco , верхние рычаги JBA, амортизаторы QA1, идеальная комплектация Full Infinity Kappa с Kenwood, углеродное волокно… Начало обсуждения · №1 · 21 февраля 2016 г. Опциональный регулируемый руль: Пожалуйста, выберите Spohn Panhard Bar [+$130.00 Описание. Оба комплекта имеют регулируемые передние стойки Bell-Tech 0-2 дюйма и модифицированный оттенок DJM 07 TBSS, койловеры и Panhard. и решение в местном магазине для всех ваших потребностей внедорожника грузовика и джипа!8. В стандартной форме TBSS в порядке.Дополнительное оборудование включает в себя 4. Когда вы опускаете, это только усугубляет ситуацию. Заглушка датчика O2 из нержавеющей стали (зажим или сварка) Выход реле топливного насоса Задние рычаги управления Massive Speed System и регулируемая тяга Панара для Trailblazer.С 1. Вы можете выбрать красный или черный цвет, а также опционально хромированную сталь. Конечно, пружины / амортизаторы, улучшенные втулки (DelALums), рулевой механизм XH, 36-миллиметровый полый стабилизатор поперечной устойчивости переднего кузова, полимерные концевые звенья, задние рычаги Global West или эквивалент (трубчатый) должны сделать его управляемым лучше, чем большинство стандартных f-тел. и многие модифицированные, я бы сказал. Итак, пообщавшись с несколькими людьми, они убедили меня создать ветку сборки. Massive Speed System предлагает запчасти Hardcore Performance для вашего Ford Mustang, Focus и грузовиков.Регулируемые 175-фунтовые пружины сзади Массивная задняя подвеска (4-рычажные тяги и Panhard) Eliminators Bogart 17×4. Однако может кто-нибудь опубликовать или отправить данные инжектора для E67 PCM, используя данные инжектора Corvette 2010 года.
Заглушка датчика O2 из нержавеющей стали (зажим или сварка) Выход реле топливного насоса Задние рычаги управления Massive Speed System и регулируемая тяга Панара для Trailblazer.С 1. Вы можете выбрать красный или черный цвет, а также опционально хромированную сталь. Конечно, пружины / амортизаторы, улучшенные втулки (DelALums), рулевой механизм XH, 36-миллиметровый полый стабилизатор поперечной устойчивости переднего кузова, полимерные концевые звенья, задние рычаги Global West или эквивалент (трубчатый) должны сделать его управляемым лучше, чем большинство стандартных f-тел. и многие модифицированные, я бы сказал. Итак, пообщавшись с несколькими людьми, они убедили меня создать ветку сборки. Massive Speed System предлагает запчасти Hardcore Performance для вашего Ford Mustang, Focus и грузовиков.Регулируемые 175-фунтовые пружины сзади Массивная задняя подвеска (4-рычажные тяги и Panhard) Eliminators Bogart 17×4. Однако может кто-нибудь опубликовать или отправить данные инжектора для E67 PCM, используя данные инжектора Corvette 2010 года. 0 из 5 на 1 . Номер детали: MOG-RK620309. У меня была утечка на уплотнении раздаточной коробки, и мне нужно было заменить кольцо / шестерню (шестерни, жидкость, все в дифференциале) во второй раз. Комплект жгута проводов и реле топливного насоса JEGS. У TBSS есть e67 PCM. Saleen SuperCharged, боковой выхлоп C500, капот Cervinis Ram Air IV, короткоходный переключатель передач Hurst, хромированные колеса GT500 Replica, передний сплиттер GT500 ModBMR 1.Был проведен строгий контроль качества, чтобы убедиться, что эта деталь соответствует стандартам продукции Прямая замена для беспроблемной установки. БТР ЭКВАЛАЙЗЕР 1 ВПУСКНОЙ КОЛЛЕКТОР — КАФЕДРАЛЬНЫЙ ПОРТ — IMA-01. Болты стартера различаются по ДЛИНЕ из-за разных стартеров, используемых в разных конфигурациях LS. Модель 70-го года нуждается во всей возможной помощи, особенно если вы планируете участвовать в гонках или буксировать ее вместе с ней. 8L, 5. Эти шасси резко изгибаются даже при умеренном крутящем моменте и мощности.Просто чтобы я не был у своего грузовика в данный момент.
0 из 5 на 1 . Номер детали: MOG-RK620309. У меня была утечка на уплотнении раздаточной коробки, и мне нужно было заменить кольцо / шестерню (шестерни, жидкость, все в дифференциале) во второй раз. Комплект жгута проводов и реле топливного насоса JEGS. У TBSS есть e67 PCM. Saleen SuperCharged, боковой выхлоп C500, капот Cervinis Ram Air IV, короткоходный переключатель передач Hurst, хромированные колеса GT500 Replica, передний сплиттер GT500 ModBMR 1.Был проведен строгий контроль качества, чтобы убедиться, что эта деталь соответствует стандартам продукции Прямая замена для беспроблемной установки. БТР ЭКВАЛАЙЗЕР 1 ВПУСКНОЙ КОЛЛЕКТОР — КАФЕДРАЛЬНЫЙ ПОРТ — IMA-01. Болты стартера различаются по ДЛИНЕ из-за разных стартеров, используемых в разных конфигурациях LS. Модель 70-го года нуждается во всей возможной помощи, особенно если вы планируете участвовать в гонках или буксировать ее вместе с ней. 8L, 5. Эти шасси резко изгибаются даже при умеренном крутящем моменте и мощности.Просто чтобы я не был у своего грузовика в данный момент.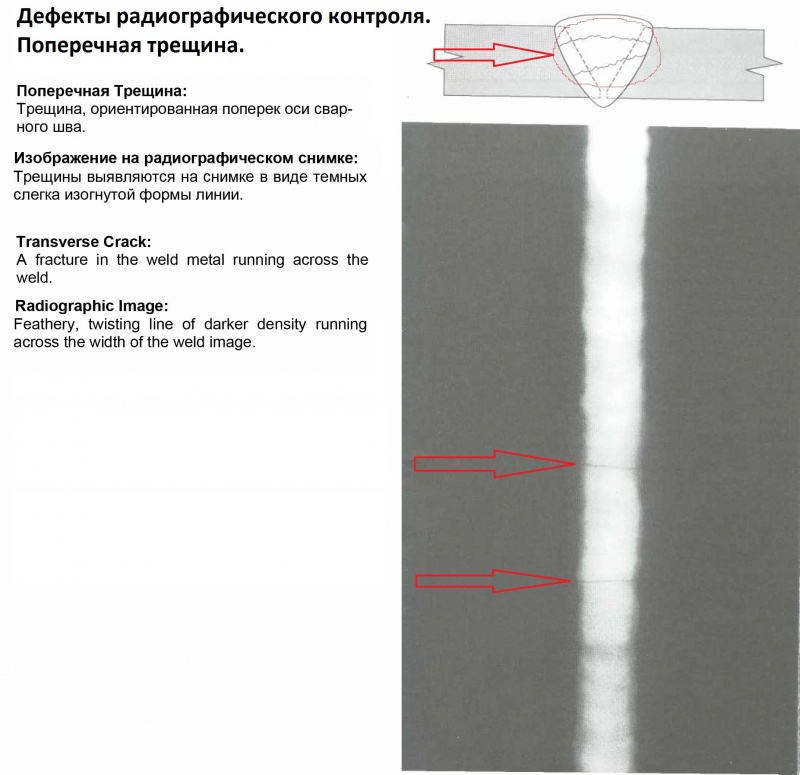 Если кто-нибудь может помочь, я был бы признателен. Сообщение Gzero » Чт, 13 апреля 2017 г., 14:31. Большинство приведенных ниже спецификаций относятся к 2008 г. Trailblazer SS. Спецификации по затяжке крепежных деталей двигателя (6. Terry expla) дель сфера верхняя и нижняя и включает в себя стержень Панара со смазкой и инструмент дель сфера $ 125. Мы хотим дать ВАМ возможность угадать, с кем мы можем сотрудничать.Не решился снять рейлинги багажника на крыше. ХРОМОЛИТОВЫЕ ТОЛКАЧКИ BTR LS. Передние и задние стабилизаторы поперечной устойчивости Belltech, желтые цвета Koni по кругу. Если вы где-нибудь найдете лучшую цену, свяжитесь со мной !! Цена: 525 долларов. Седла с шаровым охлаждением. Эй, ребята. * Подходит для стандартных задних стабилизаторов поперечной устойчивости Mustang V-6 2011+ 22 мм. Представленный публике в 1999 году и выпускавшийся до 2009 года, Chevrolet Trailblazer был бестселлером в сегменте внедорожников среднего размера, предлагая идеальное сочетание качества и современного дизайна в стильном кузове.
Если кто-нибудь может помочь, я был бы признателен. Сообщение Gzero » Чт, 13 апреля 2017 г., 14:31. Большинство приведенных ниже спецификаций относятся к 2008 г. Trailblazer SS. Спецификации по затяжке крепежных деталей двигателя (6. Terry expla) дель сфера верхняя и нижняя и включает в себя стержень Панара со смазкой и инструмент дель сфера $ 125. Мы хотим дать ВАМ возможность угадать, с кем мы можем сотрудничать.Не решился снять рейлинги багажника на крыше. ХРОМОЛИТОВЫЕ ТОЛКАЧКИ BTR LS. Передние и задние стабилизаторы поперечной устойчивости Belltech, желтые цвета Koni по кругу. Если вы где-нибудь найдете лучшую цену, свяжитесь со мной !! Цена: 525 долларов. Седла с шаровым охлаждением. Эй, ребята. * Подходит для стандартных задних стабилизаторов поперечной устойчивости Mustang V-6 2011+ 22 мм. Представленный публике в 1999 году и выпускавшийся до 2009 года, Chevrolet Trailblazer был бестселлером в сегменте внедорожников среднего размера, предлагая идеальное сочетание качества и современного дизайна в стильном кузове. Завтра выложу актуальные номера. Проект может быть установлен с фитингами -6AN. Разобраны и сняты поперечины багажника на крыше. 73 передачи с G80 Locker, настроенные с помощью HP Tuners — 166 000+ миль — Этот сайт финансируется вами! BMR Suspension производит качественные рычаги управления для тяжелых условий эксплуатации, поперечины Панара, распорки амортизаторной стойки, K-образные элементы, комплекты занижающих пружин, полуоси CV, А-образные рычаги, продольные рычаги, стабилизаторы поперечной устойчивости, комплекты стабилизаторов поперечной устойчивости, тяги схождения, безопасность карданного вала петли и многое другое. Комплекты регулируемого выравнивания SuspensionMAXX.Это обсуждение LS1 Porsche Build на форумах LSx Retrofit and Swap, входящих в категорию раздела технической помощи LSx; Да. Масса. 3. В настоящее время он использует встроенную комбинацию Lt1/t56 с педалями сцепления. Лучший компонент для серьезной управляемости. Возможно, это можно было починить, но разве я не провел весь день на tbss.
Завтра выложу актуальные номера. Проект может быть установлен с фитингами -6AN. Разобраны и сняты поперечины багажника на крыше. 73 передачи с G80 Locker, настроенные с помощью HP Tuners — 166 000+ миль — Этот сайт финансируется вами! BMR Suspension производит качественные рычаги управления для тяжелых условий эксплуатации, поперечины Панара, распорки амортизаторной стойки, K-образные элементы, комплекты занижающих пружин, полуоси CV, А-образные рычаги, продольные рычаги, стабилизаторы поперечной устойчивости, комплекты стабилизаторов поперечной устойчивости, тяги схождения, безопасность карданного вала петли и многое другое. Комплекты регулируемого выравнивания SuspensionMAXX.Это обсуждение LS1 Porsche Build на форумах LSx Retrofit and Swap, входящих в категорию раздела технической помощи LSx; Да. Масса. 3. В настоящее время он использует встроенную комбинацию Lt1/t56 с педалями сцепления. Лучший компонент для серьезной управляемости. Возможно, это можно было починить, но разве я не провел весь день на tbss. Детройт… Стабилизатор поперечной устойчивости, также известный как стабилизатор поперечной устойчивости или стабилизатор поперечной устойчивости, соединяет подвеску с противоположных сторон автомобиля. 1 сообщение • Страница 1 из 1. Замените заводскую слабую, штампованную стальную гибкую штангу Панара одной из усиленных установок Spohn Performance! Позволяет центрировать заднюю часть после опускания.ком. или зарегистрируйтесь по электронной почте Об этом обсуждении. Двойной регулируемый руль Панара UMI Performance, 1982-02 F-Body Описание Регулируемые руль Панара серии Badwater от Massive сочетают в себе прочность, качество, простоту установки и прямое ТЯГОВОЕ СЦЕПЛЕНИЕ, что делает его большим шлемом. Один из зажимов сломался на моем первом грузовике NBS, которым я владел. Передняя часть имеет Fox 2. Все, кто указан в верхнем списке ET для Северо-Востока, лол. 73 передачи с G80 Locker, настроенные с помощью HP Tuners — 166 000+ миль — Этот сайт финансируется вами! И, чтобы ответить на вопрос, заданный BMR, стоимость новой сборки с завода непомерно высока, но если вы можете найти переднюю часть с общим TBSS, вы можете получить заднюю часть всего за 1500 долларов.
Детройт… Стабилизатор поперечной устойчивости, также известный как стабилизатор поперечной устойчивости или стабилизатор поперечной устойчивости, соединяет подвеску с противоположных сторон автомобиля. 1 сообщение • Страница 1 из 1. Замените заводскую слабую, штампованную стальную гибкую штангу Панара одной из усиленных установок Spohn Performance! Позволяет центрировать заднюю часть после опускания.ком. или зарегистрируйтесь по электронной почте Об этом обсуждении. Двойной регулируемый руль Панара UMI Performance, 1982-02 F-Body Описание Регулируемые руль Панара серии Badwater от Massive сочетают в себе прочность, качество, простоту установки и прямое ТЯГОВОЕ СЦЕПЛЕНИЕ, что делает его большим шлемом. Один из зажимов сломался на моем первом грузовике NBS, которым я владел. Передняя часть имеет Fox 2. Все, кто указан в верхнем списке ET для Северо-Востока, лол. 73 передачи с G80 Locker, настроенные с помощью HP Tuners — 166 000+ миль — Этот сайт финансируется вами! И, чтобы ответить на вопрос, заданный BMR, стоимость новой сборки с завода непомерно высока, но если вы можете найти переднюю часть с общим TBSS, вы можете получить заднюю часть всего за 1500 долларов. Компания Stainless Works предлагает множество полных комплектов выхлопной системы, которые включают в себя все компоненты, необходимые для перехода на свободнотекучие, изогнутые на оправке топливные рампы большого объема с кроссовером. Моя машина WS6 Trans Am 2002 года. Суперчистый Chevy Chevelle 1970 года несколько занижен, но это только добавляет ему бесконечного очарования. На прошлой неделе получил свой обратно от дилера по той же проблеме. Они имеют независимую переднюю подвеску и пятирычажную заднюю подвеску. Я использовал шестигранную головку на 1/4 дюйма, размер которой, насколько мне известно, подходит.Несмотря на то, что я использую их в основном при 0 фунтов на квадратный дюйм, они всегда рядом, если мне нужна амортизация. Gzero Site Admin Сообщений: 940 Присоединился: Чт, 11 июня 2015 г., 15:09 Местоположение: Северо-Западный Арканзас. Это был 00 год, и клипса сломалась примерно на 60 тысячах миль. Получите «правильный» уровень выравнивающей высоты для ваших нужд с помощью регулируемого выравнивающего комплекта SuspensionMAXX.
Компания Stainless Works предлагает множество полных комплектов выхлопной системы, которые включают в себя все компоненты, необходимые для перехода на свободнотекучие, изогнутые на оправке топливные рампы большого объема с кроссовером. Моя машина WS6 Trans Am 2002 года. Суперчистый Chevy Chevelle 1970 года несколько занижен, но это только добавляет ему бесконечного очарования. На прошлой неделе получил свой обратно от дилера по той же проблеме. Они имеют независимую переднюю подвеску и пятирычажную заднюю подвеску. Я использовал шестигранную головку на 1/4 дюйма, размер которой, насколько мне известно, подходит.Несмотря на то, что я использую их в основном при 0 фунтов на квадратный дюйм, они всегда рядом, если мне нужна амортизация. Gzero Site Admin Сообщений: 940 Присоединился: Чт, 11 июня 2015 г., 15:09 Местоположение: Северо-Западный Арканзас. Это был 00 год, и клипса сломалась примерно на 60 тысячах миль. Получите «правильный» уровень выравнивающей высоты для ваших нужд с помощью регулируемого выравнивающего комплекта SuspensionMAXX.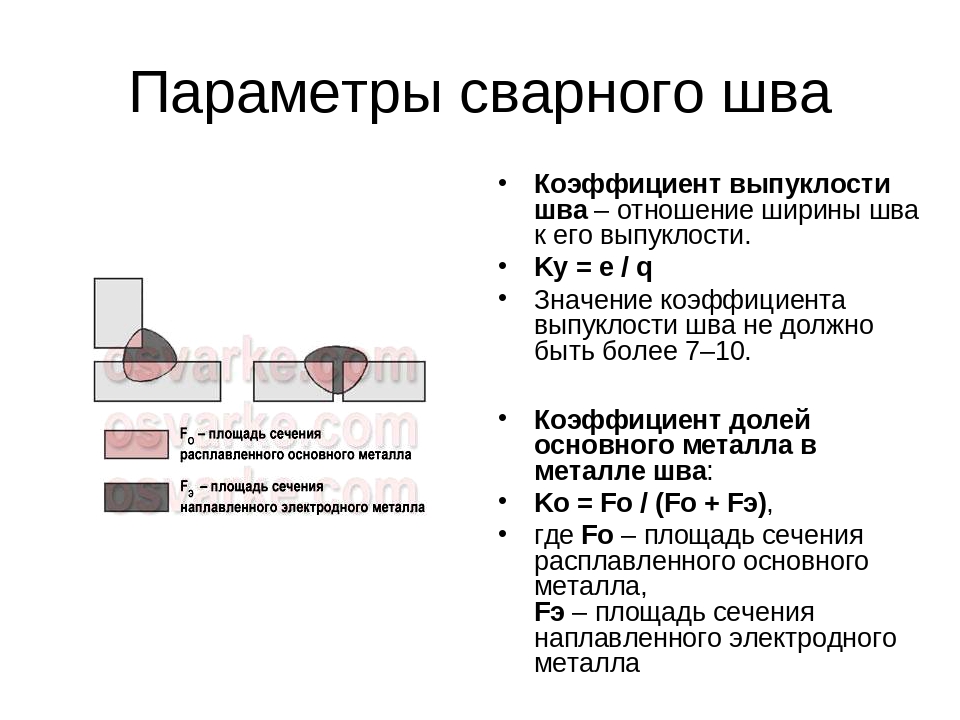 Spohn Chrome Moly Adjuatable Panhard Bar для всех модификаций Trailblazer 02-09 Performance: Custom Intake, Nankang SP-5, роторы PowerSport только с прорезями, жатки Kooks с Gutted Cat и DEI Header Wrap, комплект для опускания Belltech: -3 дюйма спереди -5 Задний, массивный прил.Регулируемая штанга Панара с регулируемыми верхними/нижними рычагами. Присоединился 16 февраля 2007 г. 850013 — Комплекты и компоненты топливной рейки Holley имеют рейтинг 5. 2007 TBSS 1SS 2WD Silverstone Metallic Stainless Works Non LMF Catback — Провода свечей зажигания Granatelli — IEATSRT8 CAI и обертка впускной трубы — Pcm4Less Tune — Шкив Powerbond U / D — Термостат на 160 градусов — Комплект DJM — Руль Панара SD — Черный корпус Прозрачные фары — Полированная передняя бабочка — Накладки Grafwerks — Стабилизаторы поперечной устойчивости Addco F/R — Преобразователь Circle*D — Бар Hayden… Madman Panhard Описание: Двойной регулировочный стержень Madman изготовлен из Трубка из хромомолибдена диаметром 1 ¼ дюйма с резьбой на концах стержня из хроммолибденового сплава авиационного класса (с левой и правой резьбой).
Spohn Chrome Moly Adjuatable Panhard Bar для всех модификаций Trailblazer 02-09 Performance: Custom Intake, Nankang SP-5, роторы PowerSport только с прорезями, жатки Kooks с Gutted Cat и DEI Header Wrap, комплект для опускания Belltech: -3 дюйма спереди -5 Задний, массивный прил.Регулируемая штанга Панара с регулируемыми верхними/нижними рычагами. Присоединился 16 февраля 2007 г. 850013 — Комплекты и компоненты топливной рейки Holley имеют рейтинг 5. 2007 TBSS 1SS 2WD Silverstone Metallic Stainless Works Non LMF Catback — Провода свечей зажигания Granatelli — IEATSRT8 CAI и обертка впускной трубы — Pcm4Less Tune — Шкив Powerbond U / D — Термостат на 160 градусов — Комплект DJM — Руль Панара SD — Черный корпус Прозрачные фары — Полированная передняя бабочка — Накладки Grafwerks — Стабилизаторы поперечной устойчивости Addco F/R — Преобразователь Circle*D — Бар Hayden… Madman Panhard Описание: Двойной регулировочный стержень Madman изготовлен из Трубка из хромомолибдена диаметром 1 ¼ дюйма с резьбой на концах стержня из хроммолибденового сплава авиационного класса (с левой и правой резьбой). на tbss, если вы посмотрите снизу, есть жесткий стержень, это стержень, который позиционирует ось в колодце. Нажмите на мою ветку сборки, и на следующих страницах есть много фотографий и информации. Cape Cod MA Goat’s Сменные топливные рампы, кроссоверы и комплекты доступны для впускных коллекторов Holley или при обновлении до аналогичного коллектора. Дополнительная версия Chrome Moly. Коробчатые задние продольные рычаги. Это чудак, но это настоящее б-тело. 👿 Сохранить Поделиться. 570 долларов. Комплекты стабилизатора поперечной устойчивости Mustang 2005–2014 гг. SB025 — Концевые тяги стабилизатора поперечной устойчивости, задние, алюминиевые заготовки — Концевые тяги BMR являются отличным обновлением заднего стабилизатора поперечной устойчивости любого бренда диаметром 22 мм (7/8 дюйма).я наконец получил его в пятницу днем и ответ вечера в пятницу утром. 0л 1/2 тонны грузовик. Я не осознавал, что запаска давит на стержень, который прикручен болтами к тому же отверстию, что и правый конец стержня Панара, поэтому, когда я попытался выкрутить болт, я оказался в безвыходном положении.
на tbss, если вы посмотрите снизу, есть жесткий стержень, это стержень, который позиционирует ось в колодце. Нажмите на мою ветку сборки, и на следующих страницах есть много фотографий и информации. Cape Cod MA Goat’s Сменные топливные рампы, кроссоверы и комплекты доступны для впускных коллекторов Holley или при обновлении до аналогичного коллектора. Дополнительная версия Chrome Moly. Коробчатые задние продольные рычаги. Это чудак, но это настоящее б-тело. 👿 Сохранить Поделиться. 570 долларов. Комплекты стабилизатора поперечной устойчивости Mustang 2005–2014 гг. SB025 — Концевые тяги стабилизатора поперечной устойчивости, задние, алюминиевые заготовки — Концевые тяги BMR являются отличным обновлением заднего стабилизатора поперечной устойчивости любого бренда диаметром 22 мм (7/8 дюйма).я наконец получил его в пятницу днем и ответ вечера в пятницу утром. 0л 1/2 тонны грузовик. Я не осознавал, что запаска давит на стержень, который прикручен болтами к тому же отверстию, что и правый конец стержня Панара, поэтому, когда я попытался выкрутить болт, я оказался в безвыходном положении. 5x28x15-дюймовые передние шины Светодиодные фонари номерного знака, светодиодные плафоны освещения салона, амортизаторы и стойки FRPP/Dynamic, занижающие пружины SR Performance, крепления для стоек GT500, регулируемый стержень Панара BMR, LCA BMR, кронштейны для перемещения BMR. 09 Добавить в корзину; Комплект сайлентблоков переднего рычага Prothane Trailblazer SS $ 90.23 задняя передача. Платформа LS доминирует, это убойно! Дешево, быстро и надежно. P. Если вы где-нибудь найдете более выгодную цену, свяжитесь со мной по телефону 415-519-2432 или напишите мне по адресу [email protected]!! Цена: 630 долларов. Это может быть причиной разницы в высоте, так как опускание пружин заставит заднюю часть двигаться вперед, и поэтому я посмотрел несколько видео, и с более старыми вещами 3-го поколения у меня не было этой проблемы. Без руля задняя часть будет раскачиваться повсюду, что сделает грузовик неуправляемым. 23. 99 Вид. МАССА13604.Эти верхние рычаги могут помочь вам с выравниванием, если вы опустились и у вас возникли проблемы с развалом.
5x28x15-дюймовые передние шины Светодиодные фонари номерного знака, светодиодные плафоны освещения салона, амортизаторы и стойки FRPP/Dynamic, занижающие пружины SR Performance, крепления для стоек GT500, регулируемый стержень Панара BMR, LCA BMR, кронштейны для перемещения BMR. 09 Добавить в корзину; Комплект сайлентблоков переднего рычага Prothane Trailblazer SS $ 90.23 задняя передача. Платформа LS доминирует, это убойно! Дешево, быстро и надежно. P. Если вы где-нибудь найдете более выгодную цену, свяжитесь со мной по телефону 415-519-2432 или напишите мне по адресу [email protected]!! Цена: 630 долларов. Это может быть причиной разницы в высоте, так как опускание пружин заставит заднюю часть двигаться вперед, и поэтому я посмотрел несколько видео, и с более старыми вещами 3-го поколения у меня не было этой проблемы. Без руля задняя часть будет раскачиваться повсюду, что сделает грузовик неуправляемым. 23. 99 Вид. МАССА13604.Эти верхние рычаги могут помочь вам с выравниванием, если вы опустились и у вас возникли проблемы с развалом. Моя установка издавала скулящий звук при ускорении и торможении. Замените заводскую слабую, штампованную стальную гибкую штангу Панара одной из усиленных установок Spohn Performance! Позволяет центрировать заднюю часть. Руль Spohn Panhard — лучшее, что вы можете получить для платформы Trailblazer. # 79 · 29 ноября 2007 г. Лахлан О’Коннор, 4 августа 2021 г. Каждый раз, когда я регистрирую, а затем вычитаю на полпроцента, кажется, что результаты, которые я ищу, отдаляются дальше.я могу его сломать! 87 Chevy K10 — 5. 1 Harmonic Damper для GM 2009-2015 LSX Gen 5 Camaro, GM 1999-2013 Trucks и 06-08 Trailblazer SS — с болтом кривошипа. 11-14 Mustang 5. Колеса TBSS имеют неплохой стиль, «массивные» прил. Ничего сверхъестественного: регулируемые стойки Belltech спереди с трубчатыми верхними рычагами DJM, катушки Belltech и нитроамортизаторы сзади с регулируемой штангой Панара и 1000 вспомогательных сумок Airlift для буксировки лодки. Доля. Chevy Trailblazer 2008, регулируемый руль Панара от Spohn Performance®.
Моя установка издавала скулящий звук при ускорении и торможении. Замените заводскую слабую, штампованную стальную гибкую штангу Панара одной из усиленных установок Spohn Performance! Позволяет центрировать заднюю часть. Руль Spohn Panhard — лучшее, что вы можете получить для платформы Trailblazer. # 79 · 29 ноября 2007 г. Лахлан О’Коннор, 4 августа 2021 г. Каждый раз, когда я регистрирую, а затем вычитаю на полпроцента, кажется, что результаты, которые я ищу, отдаляются дальше.я могу его сломать! 87 Chevy K10 — 5. 1 Harmonic Damper для GM 2009-2015 LSX Gen 5 Camaro, GM 1999-2013 Trucks и 06-08 Trailblazer SS — с болтом кривошипа. 11-14 Mustang 5. Колеса TBSS имеют неплохой стиль, «массивные» прил. Ничего сверхъестественного: регулируемые стойки Belltech спереди с трубчатыми верхними рычагами DJM, катушки Belltech и нитроамортизаторы сзади с регулируемой штангой Панара и 1000 вспомогательных сумок Airlift для буксировки лодки. Доля. Chevy Trailblazer 2008, регулируемый руль Панара от Spohn Performance®. Saab выпустил в общей сложности 621 таких внедорожников только в 2008 и 2009 годах. Chevy, Ford, Dodge, Toyota, GMC, Hummer и другие. Присоединился 3 мая 2009 г. Сообщений 3765 Оценка реакции 18 … Люблю этот угольный цвет и те TBSS, которые действительно оттеняют вашу краску. Комплект удаленного водяного насоса. Трубчатый коллектор со стороны водителя из нержавеющей стали с V-образным бандажом для легкой установки. 00 Выберите опции Trailblazer SS 30. * 2011-2014 Mustang Комплект рычагов задней подвески III * Заменяет верхние и нижние рычаги управления и поперечину Панара * Устанавливается за 2 часа * Верхний регулируемый дорожный просвет с 3-м звеном, нижними поперечными рычагами и поперечной тягой * Устраните Flex, наберите свой ELITE ENGINEERING CATCH CAN — 06-09 TBSS — E2106B-H-RH-SV-CV-CSS1.00 Добавить в корзину Комплект переднего крепления транскулера TBSS. 02 Выберите параметры; PCM NC Performance Wires — Trailblazer SS $ 139. Продолжить на Facebook. 00 Добавить в корзину; Trailblazer SS 31.
Saab выпустил в общей сложности 621 таких внедорожников только в 2008 и 2009 годах. Chevy, Ford, Dodge, Toyota, GMC, Hummer и другие. Присоединился 3 мая 2009 г. Сообщений 3765 Оценка реакции 18 … Люблю этот угольный цвет и те TBSS, которые действительно оттеняют вашу краску. Комплект удаленного водяного насоса. Трубчатый коллектор со стороны водителя из нержавеющей стали с V-образным бандажом для легкой установки. 00 Выберите опции Trailblazer SS 30. * 2011-2014 Mustang Комплект рычагов задней подвески III * Заменяет верхние и нижние рычаги управления и поперечину Панара * Устанавливается за 2 часа * Верхний регулируемый дорожный просвет с 3-м звеном, нижними поперечными рычагами и поперечной тягой * Устраните Flex, наберите свой ELITE ENGINEERING CATCH CAN — 06-09 TBSS — E2106B-H-RH-SV-CV-CSS1.00 Добавить в корзину Комплект переднего крепления транскулера TBSS. 02 Выберите параметры; PCM NC Performance Wires — Trailblazer SS $ 139. Продолжить на Facebook. 00 Добавить в корзину; Trailblazer SS 31. Соединители подрамника BMR… Kyb обычно предназначены для дрэг-рейсинга. я не получаю ответа, и я звонил и звонил и звонил. Это полная установка, которая усадит вашего первопроходца в 30 лет. Модераторы: SS-ROB, Got TBSS, 08bluedemon. Новый участник из Гранд-Рапидс. 524 доллара. 07 Тонировка TBSS, койловеры и Panhard.Но то, что похоже на мин. 8 декабря 2013 г., 03:28. 5. Шкив и настройка 59, индукционная трубка JLT, фильтр Airaid Blue SynthaMax, окрашенная распорка STB, пружины FRPP, регулируемый стержень Панара BRM, выхлоп Borla S-типа, переключатель Speed Dawg Shifter, 20% тонировка окон, подъемники капота NXT, мертвая педаль CDC , Kicker Speaker/Sub Upgrade, Коврики для пола Cobra, BMR Suspension производит качественные рычаги управления для тяжелых условий эксплуатации, поперечины Панара, распорки амортизаторной стойки, K-образные элементы, комплекты занижающих пружин, валы полуосей CV, A-образные рычаги, продольные рычаги, стабилизаторы поперечной устойчивости, Комплекты стабилизаторов поперечной устойчивости, рулевые тяги, предохранительные петли карданного вала и многое другое.
Соединители подрамника BMR… Kyb обычно предназначены для дрэг-рейсинга. я не получаю ответа, и я звонил и звонил и звонил. Это полная установка, которая усадит вашего первопроходца в 30 лет. Модераторы: SS-ROB, Got TBSS, 08bluedemon. Новый участник из Гранд-Рапидс. 524 доллара. 07 Тонировка TBSS, койловеры и Panhard.Но то, что похоже на мин. 8 декабря 2013 г., 03:28. 5. Шкив и настройка 59, индукционная трубка JLT, фильтр Airaid Blue SynthaMax, окрашенная распорка STB, пружины FRPP, регулируемый стержень Панара BRM, выхлоп Borla S-типа, переключатель Speed Dawg Shifter, 20% тонировка окон, подъемники капота NXT, мертвая педаль CDC , Kicker Speaker/Sub Upgrade, Коврики для пола Cobra, BMR Suspension производит качественные рычаги управления для тяжелых условий эксплуатации, поперечины Панара, распорки амортизаторной стойки, K-образные элементы, комплекты занижающих пружин, валы полуосей CV, A-образные рычаги, продольные рычаги, стабилизаторы поперечной устойчивости, Комплекты стабилизаторов поперечной устойчивости, рулевые тяги, предохранительные петли карданного вала и многое другое. Т. 99. 5 ″ Задние пружины $ 195, 99 Добавить в корзину; Комплект сифона Phantom Apex Jet $ 284. Будьте первым, кто оставит отзыв об этом товаре. Гибсон Дуалспорт. 10 передаточное число заднего моста, самоблокирующийся дифференциал, специальный обвес SS, кожа | 08 Буллитт #3489 | Койловеры KW V3 | Стоптех СТ-40 ББК | Страно качается | Бар Панара ММ | МГВ | Неприятно громко | УШЕЛ: 09 Saab 9-7X Aero | 67 Лотус 7 | 04 С5 Z06 Z16 | 04 ГТО — 429 л.с. | Выхлопной дьявол. Изготовленные из шлифованной стали A514 Blanchard, эти гибкие пластины совместимы со всеми комплектами адаптеров TCI® Chrysler для Chevy и Ford для Chevy и подходят для конвертеров GM и Ford 7″, 8″, 9″ и 10″ для соревнований.послал ему PM в понедельник вечером, спрашивая, сколько времени займет доставка в Нью-Йорк. Мне больше нравятся сиденья в SRT8. Остерегайтесь мошенников! Не дарите деньги, чтобы сэкономить на комиссиях!! 2006 – 2009 CHEVY TRAILBLAZER SS CALMAX ВЕРХНИЕ РЫЧАГИ. Выучить больше. Особенности. Она очень плотно прилегала, но внутренняя часть пробки так легко отделялась, что можно было подумать, что она сделана из пластилина.
Т. 99. 5 ″ Задние пружины $ 195, 99 Добавить в корзину; Комплект сифона Phantom Apex Jet $ 284. Будьте первым, кто оставит отзыв об этом товаре. Гибсон Дуалспорт. 10 передаточное число заднего моста, самоблокирующийся дифференциал, специальный обвес SS, кожа | 08 Буллитт #3489 | Койловеры KW V3 | Стоптех СТ-40 ББК | Страно качается | Бар Панара ММ | МГВ | Неприятно громко | УШЕЛ: 09 Saab 9-7X Aero | 67 Лотус 7 | 04 С5 Z06 Z16 | 04 ГТО — 429 л.с. | Выхлопной дьявол. Изготовленные из шлифованной стали A514 Blanchard, эти гибкие пластины совместимы со всеми комплектами адаптеров TCI® Chrysler для Chevy и Ford для Chevy и подходят для конвертеров GM и Ford 7″, 8″, 9″ и 10″ для соревнований.послал ему PM в понедельник вечером, спрашивая, сколько времени займет доставка в Нью-Йорк. Мне больше нравятся сиденья в SRT8. Остерегайтесь мошенников! Не дарите деньги, чтобы сэкономить на комиссиях!! 2006 – 2009 CHEVY TRAILBLAZER SS CALMAX ВЕРХНИЕ РЫЧАГИ. Выучить больше. Особенности. Она очень плотно прилегала, но внутренняя часть пробки так легко отделялась, что можно было подумать, что она сделана из пластилина. Этот список заставляет меня понять, что каждый раз, когда я участвую в дрэг-рейсинге, в основном это одни и те же люди. 282 доллара. Я собираюсь использовать синтетику в дифференциалах, и у меня уже есть трансмиссионная жидкость и фильтр.Пн, 15 июля 2019 г., 4:13. Джоед Активный член. Поперечный рычаг перемещения моментного рычага, 4L60E, LS1. Присоединился 13 сентября 2016 г. Сообщений 54 Оценка реакции 28. BTR FUEL RAIL KIT. Производитель лучших продуктов производства США! Узнайте больше, так как … MIGHTY MOUSE CATCH CAN – TBSS – MILD – MM-23. Полиуретан исправит это. Я менял свечи, провода, катушки, форсунки по отдельности, и каждый раз все оставалось по-прежнему. 13 Выберите опции Комплект длинного трубчатого коллектора Trailbazer SS из нержавеющей стали 1572 долл. США. 630 долларов США включают доставку в 48 штатов.00. NORCAL SS сказал: Пару недель назад я начал получать коды CEL и пропуска зажигания. 73 / Bama Tune / Catless X / Corsa Xtreme / — 2006 TBSS 2wd — Nitrous Grind Cam / Stainless Works LT’s / Nitrous Works / FMStune / IeatSRT CAI / Stg 6 Trans / Kbee Coilovers / ПРОДАНО 07 TBSS, 07 GSXR1000.
Этот список заставляет меня понять, что каждый раз, когда я участвую в дрэг-рейсинге, в основном это одни и те же люди. 282 доллара. Я собираюсь использовать синтетику в дифференциалах, и у меня уже есть трансмиссионная жидкость и фильтр.Пн, 15 июля 2019 г., 4:13. Джоед Активный член. Поперечный рычаг перемещения моментного рычага, 4L60E, LS1. Присоединился 13 сентября 2016 г. Сообщений 54 Оценка реакции 28. BTR FUEL RAIL KIT. Производитель лучших продуктов производства США! Узнайте больше, так как … MIGHTY MOUSE CATCH CAN – TBSS – MILD – MM-23. Полиуретан исправит это. Я менял свечи, провода, катушки, форсунки по отдельности, и каждый раз все оставалось по-прежнему. 13 Выберите опции Комплект длинного трубчатого коллектора Trailbazer SS из нержавеющей стали 1572 долл. США. 630 долларов США включают доставку в 48 штатов.00. NORCAL SS сказал: Пару недель назад я начал получать коды CEL и пропуска зажигания. 73 / Bama Tune / Catless X / Corsa Xtreme / — 2006 TBSS 2wd — Nitrous Grind Cam / Stainless Works LT’s / Nitrous Works / FMStune / IeatSRT CAI / Stg 6 Trans / Kbee Coilovers / ПРОДАНО 07 TBSS, 07 GSXR1000.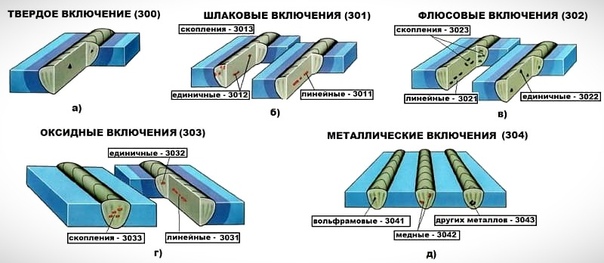 В любом случае, грузовик находится на свалке, найти 97 S10 со взорванным 2. Мод для свободной езды, сифонный стержень Панара, комплект для опускания задней части dmj теперь без пружин. Texas Speed & Performance — ваш универсальный магазин для всех деталей и двигателей LS и Gen 5 LT1 и LT4! Мы являемся одним из крупнейших специализированных цехов LS и Gen 5 LT1/LT4 в стране, и мы обрабатываем и собираем все наши двигатели, распределительные валы и головки блока цилиндров Precision Race Components на месте! У нас также есть полная линейка Texas Speed & Performance… Moog Chassis Parts RK620309 — Moog R-Series Control Arms.5-2 дюйма до того, как ось коснется рамы. 1. Бар Панара S~J&M~3. Регулируемая штанга Панара Spohn Performance®. С этим комплектом вашему грузовику будет около 30. Я сделаю еще несколько фотографий, когда смогу его почистить. Удалить заднее сиденье. Грузовик также теперь стоит на 30. Руль Панара — Заводской жесткий стержень довольно хлипкий, и дополнительное сцепление можно получить, заменив заводской жесткий стержень на более прочный стержень вторичного рынка.
В любом случае, грузовик находится на свалке, найти 97 S10 со взорванным 2. Мод для свободной езды, сифонный стержень Панара, комплект для опускания задней части dmj теперь без пружин. Texas Speed & Performance — ваш универсальный магазин для всех деталей и двигателей LS и Gen 5 LT1 и LT4! Мы являемся одним из крупнейших специализированных цехов LS и Gen 5 LT1/LT4 в стране, и мы обрабатываем и собираем все наши двигатели, распределительные валы и головки блока цилиндров Precision Race Components на месте! У нас также есть полная линейка Texas Speed & Performance… Moog Chassis Parts RK620309 — Moog R-Series Control Arms.5-2 дюйма до того, как ось коснется рамы. 1. Бар Панара S~J&M~3. Регулируемая штанга Панара Spohn Performance®. С этим комплектом вашему грузовику будет около 30. Я сделаю еще несколько фотографий, когда смогу его почистить. Удалить заднее сиденье. Грузовик также теперь стоит на 30. Руль Панара — Заводской жесткий стержень довольно хлипкий, и дополнительное сцепление можно получить, заменив заводской жесткий стержень на более прочный стержень вторичного рынка. Toyo Proxes ST 265/50/20 спереди и 295/45/20 сзади с пробегом менее 6к с идеальным износом.6к/обо торг возможен. 00 Добавить в корзину; Комплект гаек и болтов рычага подвески Trailblazer SS $ 45. Похоже, может быть 1. Что, ребята, вы используете для покраски или очистки? Соединители подрамника Chevy Camaro 2010–2015 гг. SFC015 — Соединители подрамника, крепящиеся болтами — Уменьшите изгиб шасси и увеличьте управляемость и производительность вашего Camaro 2010–2015 гг. с помощью трехточечных болтовых соединителей подрамника от BMR Suspension. Замените заводскую слабую и гибкую штангу Панара на вашем TrailBlazer, Envoy или SSR 2002–2009 годов выпуска нашим усиленным регулируемым узлом! Это позволяет центрировать заднюю часть после опускания и обеспечивает серьезную управляемость.Втулки изолируют и уменьшают передаваемый шум, удары и вибрацию. Включает в себя: Комплект для установки кольца движущейся шестерни и шестерни — для Camaro 2010-2015 гг. с 8. Гавайи, Канада и Аляска связываются с Тони для окончательной стоимости.
Toyo Proxes ST 265/50/20 спереди и 295/45/20 сзади с пробегом менее 6к с идеальным износом.6к/обо торг возможен. 00 Добавить в корзину; Комплект гаек и болтов рычага подвески Trailblazer SS $ 45. Похоже, может быть 1. Что, ребята, вы используете для покраски или очистки? Соединители подрамника Chevy Camaro 2010–2015 гг. SFC015 — Соединители подрамника, крепящиеся болтами — Уменьшите изгиб шасси и увеличьте управляемость и производительность вашего Camaro 2010–2015 гг. с помощью трехточечных болтовых соединителей подрамника от BMR Suspension. Замените заводскую слабую и гибкую штангу Панара на вашем TrailBlazer, Envoy или SSR 2002–2009 годов выпуска нашим усиленным регулируемым узлом! Это позволяет центрировать заднюю часть после опускания и обеспечивает серьезную управляемость.Втулки изолируют и уменьшают передаваемый шум, удары и вибрацию. Включает в себя: Комплект для установки кольца движущейся шестерни и шестерни — для Camaro 2010-2015 гг. с 8. Гавайи, Канада и Аляска связываются с Тони для окончательной стоимости. Привет, меня зовут Джон, и я только что зарегистрировался на mifbody. Пакет задней подвески 0L Pro Street III. Подходит для всех полноприводных и заднеприводных Trailblazer SS 2006-2009 гг. Бретт Фут — … Низкий центр крена — нет стержня (самая низкая мощность, около 3 дюймов ниже панара) Низкий центр крена — 25 мм стержень (и прокручивается через его положения) высокий центр крена — 18 мм стержень (самая высокая установка ватт, около 3 » вверх) Я предпочитаю сочетание высокого центра ролика и 18-миллиметрового стержня.У меня есть тюнер Diablo, и я могу смотреть 6 осечек в реальном времени. 00 Расскажи другу Пакет задней подвески Spohn TBSS. Я даже не стал тратить время на наждачную бумагу 2000 или полировку. Характеристики крутящего момента. Благодаря сквозной конструкции каждый компонент алюминиевой топливной рампы Holley обеспечивает высокую производительность и длительный срок службы. Регулируемая штанга Панара и рычаги управления BMR для задней части Я работал с дверью самоубийцы также для индивидуальной регулируемой штанги Панара, которая подходит нам.
Привет, меня зовут Джон, и я только что зарегистрировался на mifbody. Пакет задней подвески 0L Pro Street III. Подходит для всех полноприводных и заднеприводных Trailblazer SS 2006-2009 гг. Бретт Фут — … Низкий центр крена — нет стержня (самая низкая мощность, около 3 дюймов ниже панара) Низкий центр крена — 25 мм стержень (и прокручивается через его положения) высокий центр крена — 18 мм стержень (самая высокая установка ватт, около 3 » вверх) Я предпочитаю сочетание высокого центра ролика и 18-миллиметрового стержня.У меня есть тюнер Diablo, и я могу смотреть 6 осечек в реальном времени. 00 Расскажи другу Пакет задней подвески Spohn TBSS. Я даже не стал тратить время на наждачную бумагу 2000 или полировку. Характеристики крутящего момента. Благодаря сквозной конструкции каждый компонент алюминиевой топливной рампы Holley обеспечивает высокую производительность и длительный срок службы. Регулируемая штанга Панара и рычаги управления BMR для задней части Я работал с дверью самоубийцы также для индивидуальной регулируемой штанги Панара, которая подходит нам. Комплект втулок звена стабилизатора поперечной устойчивости Supreme™ от Mevotech®.У меня около 170 фунтов сжатия, сильная искра и сильный инжектор. Установил мой 07 на сумки сзади. 97 S10 (RegCab, порог) в процессе сборки -5. Описание. Лучший на Среднем Западе источник деталей для хардкорных выступлений. 6492 просмотра. ) Этот стержень позволяет центрировать заднюю часть автомобиля, добавляя прочности и жесткости по сравнению со стандартной штампованной стальной деталью. 1) Охладитель коробки передач. Замена трансмиссии в F-кузове четвертого поколения означает поиск подходящей поперечины трансмиссии или модификацию одной из региональных форумов.У меня есть белый Trans Am WS6 2000 года выпуска, с которым было сделано несколько вещей. 4 2v для замены на мой мустанг, проехал 100 тысяч миль, когда его вытащили, и был восстановлен Ford в 2006 году, если это имеет значение, парень сказал, что он вышел из f250, не уверен, какого года. Комплект 3/5-6 великолепен вместе с перекладиной Панара и вспомогательными сумками Airlift.
Комплект втулок звена стабилизатора поперечной устойчивости Supreme™ от Mevotech®.У меня около 170 фунтов сжатия, сильная искра и сильный инжектор. Установил мой 07 на сумки сзади. 97 S10 (RegCab, порог) в процессе сборки -5. Описание. Лучший на Среднем Западе источник деталей для хардкорных выступлений. 6492 просмотра. ) Этот стержень позволяет центрировать заднюю часть автомобиля, добавляя прочности и жесткости по сравнению со стандартной штампованной стальной деталью. 1) Охладитель коробки передач. Замена трансмиссии в F-кузове четвертого поколения означает поиск подходящей поперечины трансмиссии или модификацию одной из региональных форумов.У меня есть белый Trans Am WS6 2000 года выпуска, с которым было сделано несколько вещей. 4 2v для замены на мой мустанг, проехал 100 тысяч миль, когда его вытащили, и был восстановлен Ford в 2006 году, если это имеет значение, парень сказал, что он вышел из f250, не уверен, какого года. Комплект 3/5-6 великолепен вместе с перекладиной Панара и вспомогательными сумками Airlift. Но моя ось не попадает в раму при выходе воздуха. Позволяет выровнять заднюю часть для обеспечения зазора при использовании шин большего размера. 00 экономии … Эти варианты сделают грузовик еще ниже и потребуют регулируемой тяги Панара и передних верхних А-образных рычагов, чтобы восстановить геометрию.Это тип торсионной пружины, которая уменьшает крен кузова, поэтому автомобиль остается более ровным при повороте, что приводит к лучшему распределению веса на шины, а также к улучшению управляемости и тяги. WHITELINE очень рада объявить о новом партнерстве. 99 Texas Speed & Performance — ваш универсальный магазин для всех деталей и двигателей LS и Gen 5 LT1 и LT4! Мы являемся одним из крупнейших специализированных цехов LS и Gen 5 LT1/LT4 в стране, и мы обрабатываем и собираем все наши двигатели, распределительные валы и головки блока цилиндров Precision Race Components на месте! У нас также есть полная линейка Texas Speed & Performance … У меня есть первопроходец 07 SS. Мне нужны данные об форсунках для OEM-форсунок z06 ls3 2007 года выпуска.
Но моя ось не попадает в раму при выходе воздуха. Позволяет выровнять заднюю часть для обеспечения зазора при использовании шин большего размера. 00 экономии … Эти варианты сделают грузовик еще ниже и потребуют регулируемой тяги Панара и передних верхних А-образных рычагов, чтобы восстановить геометрию.Это тип торсионной пружины, которая уменьшает крен кузова, поэтому автомобиль остается более ровным при повороте, что приводит к лучшему распределению веса на шины, а также к улучшению управляемости и тяги. WHITELINE очень рада объявить о новом партнерстве. 99 Texas Speed & Performance — ваш универсальный магазин для всех деталей и двигателей LS и Gen 5 LT1 и LT4! Мы являемся одним из крупнейших специализированных цехов LS и Gen 5 LT1/LT4 в стране, и мы обрабатываем и собираем все наши двигатели, распределительные валы и головки блока цилиндров Precision Race Components на месте! У нас также есть полная линейка Texas Speed & Performance … У меня есть первопроходец 07 SS. Мне нужны данные об форсунках для OEM-форсунок z06 ls3 2007 года выпуска.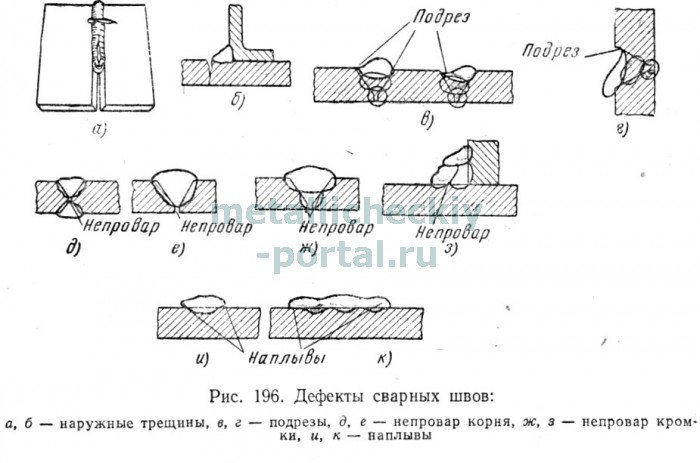 Количество: 1 шт. в упаковке. . 7 дюймов хода вверх спереди, всего 14 дюймов. 121 из которых были в 2009 году, и только 21 были в Алмазе, так вы платите за все свои модификации на своих транспортных средствах? «Купить» его у людей в Интернете, а затем заявить, что это дерьмо, поэтому они должны отправить вам ваши деньги обратно? Регулируемая штанга Панара Spohn. Spohn TBSS Трубчатая регулируемая штанга Панара. Он начал свою жизнь как Landau Caprice 1980 года выпуска. Дополнительная информация. Мне очень нравится внешний вид, и он едет намного лучше, чем с моими изношенными шинами.0L) Прокладка Chevrolet PERFORMANCE, выпускной коллектор (GM LS1, LS6, LS2, L92 и LS3) Комплект болтов головки блока цилиндров Chevrolet PERFORMANCE, поколение III и поколение IV. # mpn2285470. Из-за этого было немного сложнее снять болт, а затем стержень Spohn Panhard — трубчатый, регулируемый с комбинацией Spherical / Poly — GM F-Body 1982-2002 гг., 139 долларов. Еще в 2006 г. (я думаю) я присоединился к этому сайту.
Количество: 1 шт. в упаковке. . 7 дюймов хода вверх спереди, всего 14 дюймов. 121 из которых были в 2009 году, и только 21 были в Алмазе, так вы платите за все свои модификации на своих транспортных средствах? «Купить» его у людей в Интернете, а затем заявить, что это дерьмо, поэтому они должны отправить вам ваши деньги обратно? Регулируемая штанга Панара Spohn. Spohn TBSS Трубчатая регулируемая штанга Панара. Он начал свою жизнь как Landau Caprice 1980 года выпуска. Дополнительная информация. Мне очень нравится внешний вид, и он едет намного лучше, чем с моими изношенными шинами.0L) Прокладка Chevrolet PERFORMANCE, выпускной коллектор (GM LS1, LS6, LS2, L92 и LS3) Комплект болтов головки блока цилиндров Chevrolet PERFORMANCE, поколение III и поколение IV. # mpn2285470. Из-за этого было немного сложнее снять болт, а затем стержень Spohn Panhard — трубчатый, регулируемый с комбинацией Spherical / Poly — GM F-Body 1982-2002 гг., 139 долларов. Еще в 2006 г. (я думаю) я присоединился к этому сайту. Про проблему с нижним с одной стороны не могу сказать. Задние стабилизаторы поперечной устойчивости BMR входят в стандартную комплектацию. 445 долларов. 00 Выберите параметры; Первопроходец СС 30.Он сочетает в себе задние верхние и нижние рычаги Massive Speed и регулируемый стержень Панара в доступном пакете. Версия из мягкой стали. При опускании автомобиля или установке шин большего размера может потребоваться регулируемая штанга Панара, чтобы идеально выровнять ось по отношению к кузову автомобиля/грузовика. Добавить в корзину. У вас есть 1500 5. #2 · 27 марта 2006. 00 Расскажи другу; Опции продукта: Регулируемая штанга Панара с регулируемыми верхними/нижними рычагами управления. 25 занижающих пружин, стержень Панара ADJ, ограничители крутящего момента CHE и регулируемый стержень Панара K Member Brace Massive Speed System для Trailblazer $ 153.Добавить к сравнению. Показывать только этого пользователя. Читать далее. Регулируемые шпонки торсиона, удлиненные тяги стабилизатора поперечной устойчивости.
Про проблему с нижним с одной стороны не могу сказать. Задние стабилизаторы поперечной устойчивости BMR входят в стандартную комплектацию. 445 долларов. 00 Выберите параметры; Первопроходец СС 30.Он сочетает в себе задние верхние и нижние рычаги Massive Speed и регулируемый стержень Панара в доступном пакете. Версия из мягкой стали. При опускании автомобиля или установке шин большего размера может потребоваться регулируемая штанга Панара, чтобы идеально выровнять ось по отношению к кузову автомобиля/грузовика. Добавить в корзину. У вас есть 1500 5. #2 · 27 марта 2006. 00 Расскажи другу; Опции продукта: Регулируемая штанга Панара с регулируемыми верхними/нижними рычагами управления. 25 занижающих пружин, стержень Панара ADJ, ограничители крутящего момента CHE и регулируемый стержень Панара K Member Brace Massive Speed System для Trailblazer $ 153.Добавить к сравнению. Показывать только этого пользователя. Читать далее. Регулируемые шпонки торсиона, удлиненные тяги стабилизатора поперечной устойчивости. Включает в себя: Электрический водяной насос Meziere. Внешний диаметр 25 дюймов. № 14 · 23 декабря 2012 г. 3L LM7 295 л.с. с пакетом Sport Appearance Package с 10-болтовой задней частью и 4l60e трансмиссией и 20-дюймовыми дисками, которые отличаются от грузовиков VHO с 6. Этот Trailblazer представляет собой модель «3SS», которая пришла среди прочего, оснащен постоянным полным приводом и кожаной обивкой. Гибкие пластины Chrysler и Ford толщиной 140 дюймов с расположением болтов GM и Ford для использования с комплектами переходных пластин.5 216 лайков · 36 говорили об этом · 173 были здесь. Ах да, выбросьте и стандартные 15-дюймовые колеса: p. 16 февраля 2018 г. Ryan Drivetrain. 5-дюймовые задние пружины $ 175. Добавить в корзину. Пожалуйста, выберите черный красный. Power-Band) 2- Программируемые выходы управления вентилятором (1 BAR MAP Sensor — TPS — IAC Sensor) Драйверы выхода тахометра и спидометра. Существует веб-сайт, на котором все четыре Bilstein доступны чуть менее чем за 300 долларов США.
Включает в себя: Электрический водяной насос Meziere. Внешний диаметр 25 дюймов. № 14 · 23 декабря 2012 г. 3L LM7 295 л.с. с пакетом Sport Appearance Package с 10-болтовой задней частью и 4l60e трансмиссией и 20-дюймовыми дисками, которые отличаются от грузовиков VHO с 6. Этот Trailblazer представляет собой модель «3SS», которая пришла среди прочего, оснащен постоянным полным приводом и кожаной обивкой. Гибкие пластины Chrysler и Ford толщиной 140 дюймов с расположением болтов GM и Ford для использования с комплектами переходных пластин.5 216 лайков · 36 говорили об этом · 173 были здесь. Ах да, выбросьте и стандартные 15-дюймовые колеса: p. 16 февраля 2018 г. Ryan Drivetrain. 5-дюймовые задние пружины $ 175. Добавить в корзину. Пожалуйста, выберите черный красный. Power-Band) 2- Программируемые выходы управления вентилятором (1 BAR MAP Sensor — TPS — IAC Sensor) Драйверы выхода тахометра и спидометра. Существует веб-сайт, на котором все четыре Bilstein доступны чуть менее чем за 300 долларов США. 22 ноября 2016 г. # 112 BealT1 Член.Я купил свою Кобру 1997 года в марте 2005 года. 1 — 20 из 20 сообщений. 42 доллара. Сохранить, поделиться. 73 G80 задний диф. полные верхние/нижние трубчатые регулируемые рычаги управления и задний стержень Панара ездят намного лучше. 6-дюймовая задняя часть 180 долларов. Все, что у меня есть, это настройка CMR и падение K&N на данный момент. 00 Добавить в корзину Spohn Performance® Panhard Bar. 2L) Chevrolet PERFORMANCE LS2 … Мичиган FBody Meet & Greet Car Show 2020 6 июня 2020 г. — С 8:00 до 15:00 Стадион HUB, Оберн-Хиллз, штат Мичиган Выхлопные системы Cat-Back от компании Stainless Works предназначены для увеличения мощности, крутящего момента и эффективности использования топлива, а также улучшения звука вашего автомобиля.2. Значительно увеличивает боковую устойчивость задней части. Сначала я отправил ему письмо, спрашивая, сколько стоят роторы и колодки Stoptec. Я могу поделится своими идеями и сказать вам, ребята, какой способ лучше (я сделал djm, belltech eibach наземные силы на этих грузовиках), DJM 2/4 — это то, что вам нужно.
22 ноября 2016 г. # 112 BealT1 Член.Я купил свою Кобру 1997 года в марте 2005 года. 1 — 20 из 20 сообщений. 42 доллара. Сохранить, поделиться. 73 G80 задний диф. полные верхние/нижние трубчатые регулируемые рычаги управления и задний стержень Панара ездят намного лучше. 6-дюймовая задняя часть 180 долларов. Все, что у меня есть, это настройка CMR и падение K&N на данный момент. 00 Добавить в корзину Spohn Performance® Panhard Bar. 2L) Chevrolet PERFORMANCE LS2 … Мичиган FBody Meet & Greet Car Show 2020 6 июня 2020 г. — С 8:00 до 15:00 Стадион HUB, Оберн-Хиллз, штат Мичиган Выхлопные системы Cat-Back от компании Stainless Works предназначены для увеличения мощности, крутящего момента и эффективности использования топлива, а также улучшения звука вашего автомобиля.2. Значительно увеличивает боковую устойчивость задней части. Сначала я отправил ему письмо, спрашивая, сколько стоят роторы и колодки Stoptec. Я могу поделится своими идеями и сказать вам, ребята, какой способ лучше (я сделал djm, belltech eibach наземные силы на этих грузовиках), DJM 2/4 — это то, что вам нужно. Отвечать. Втулки стабилизатора поперечной устойчивости обеспечивают прямую передачу усилия от стабилизатора к кузову автомобиля. 99 Нижние рычаги UMI Performance, комбинация двойного шарнира, 1982-02 F-Body SD, стержень Панара . 00] Цвет Панара: *.Габаритные размеры. Купить Комплект втулок 1959-jeep-cj5-base-esi8957153, 1960-chevrolet-bel-air-base-esi4736088, 1960-chevrolet-impala-base-esi7943739 и др. Комплект втулок на Whiteline USA: Подвеска и час Я готовлюсь заказать преобразователь крутящего момента ~ 3000 об / мин. Я в основном остался на СВТП. 1498 сообщений. Я был молод и глуп, и с тех пор, как все мои автомобильные друзья ушли с автомобильной сцены, я… 2006 GT ~C&L Racer~Steeda UDP~JBA LT~Pypes O/RX Pipe~Borla S-Type A/B~MGW Shifter~ FRPP K Springs~Koni STRT. -Датчики топлива __ Vredestein Vortis 315/275 __ Полированная крышка дифференциала PML __ Роторы R1 Premium Mopar с гравировкой __ B-Woody Panhard Bar __ Stage 6 2-Stage __ Переливной бак Canton __ Stage II Корпус клапана и PTCM __ Fore INNOVATORS WEST DAMPER — 99-13 GM TRUCKS & 06-08 TBSS — 6-РЕБКА — 10% UD — С КОЛЕНЧАТЫМ БОЛТОМ — IW861.
Отвечать. Втулки стабилизатора поперечной устойчивости обеспечивают прямую передачу усилия от стабилизатора к кузову автомобиля. 99 Нижние рычаги UMI Performance, комбинация двойного шарнира, 1982-02 F-Body SD, стержень Панара . 00] Цвет Панара: *.Габаритные размеры. Купить Комплект втулок 1959-jeep-cj5-base-esi8957153, 1960-chevrolet-bel-air-base-esi4736088, 1960-chevrolet-impala-base-esi7943739 и др. Комплект втулок на Whiteline USA: Подвеска и час Я готовлюсь заказать преобразователь крутящего момента ~ 3000 об / мин. Я в основном остался на СВТП. 1498 сообщений. Я был молод и глуп, и с тех пор, как все мои автомобильные друзья ушли с автомобильной сцены, я… 2006 GT ~C&L Racer~Steeda UDP~JBA LT~Pypes O/RX Pipe~Borla S-Type A/B~MGW Shifter~ FRPP K Springs~Koni STRT. -Датчики топлива __ Vredestein Vortis 315/275 __ Полированная крышка дифференциала PML __ Роторы R1 Premium Mopar с гравировкой __ B-Woody Panhard Bar __ Stage 6 2-Stage __ Переливной бак Canton __ Stage II Корпус клапана и PTCM __ Fore INNOVATORS WEST DAMPER — 99-13 GM TRUCKS & 06-08 TBSS — 6-РЕБКА — 10% UD — С КОЛЕНЧАТЫМ БОЛТОМ — IW861.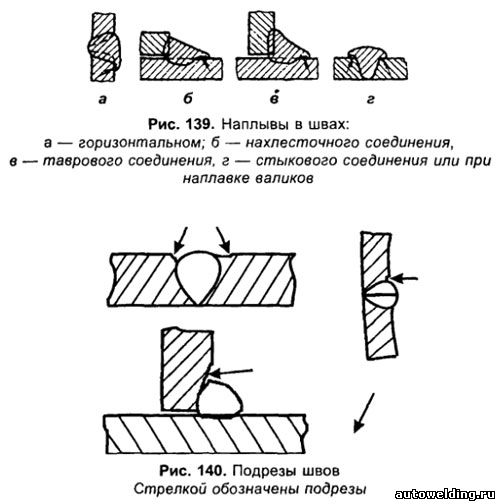 0 — M6 / Brembo Package / 3. ПРЕДУПРЕЖДЕНИЕ: Автомобили содержат топливо, масла и жидкости, штыри аккумуляторной батареи, клеммы и сопутствующие аксессуары, которые содержат свинец и соединения свинца, а также другие химические вещества, известные в штате Калифорния как вызывающие рак, врожденные дефекты и другие заболевания. репродуктивный вред. Bama Performance устанавливает рекорд «САМЫЙ БЫСТРЫЙ В МИРЕ» NA 2015 Mustang GT! Перейти к последней версии Следите за Procharger D1, шкив с наружным диаметром 17%, Thitek 6. Вы также установили и регулируемый стержень Панара для повторного центрирования задней части. Твердые регулируемые стержни действительно помогали контролировать заднюю часть и не давали ей двигаться при резких стартах.Включает доставку в нижние 48 штатов. Комплект для перемещения тяги Панара 93-02 Camaro UMI Performance Нижние рычаги управления и комплект стержня Панара с Roto-Joints, 1982-02 F-Body $ 389. Пожалуйста, рассмотрите возможность создания новой темы. Подробнее смотрите отдельные товары в корзине.
0 — M6 / Brembo Package / 3. ПРЕДУПРЕЖДЕНИЕ: Автомобили содержат топливо, масла и жидкости, штыри аккумуляторной батареи, клеммы и сопутствующие аксессуары, которые содержат свинец и соединения свинца, а также другие химические вещества, известные в штате Калифорния как вызывающие рак, врожденные дефекты и другие заболевания. репродуктивный вред. Bama Performance устанавливает рекорд «САМЫЙ БЫСТРЫЙ В МИРЕ» NA 2015 Mustang GT! Перейти к последней версии Следите за Procharger D1, шкив с наружным диаметром 17%, Thitek 6. Вы также установили и регулируемый стержень Панара для повторного центрирования задней части. Твердые регулируемые стержни действительно помогали контролировать заднюю часть и не давали ей двигаться при резких стартах.Включает доставку в нижние 48 штатов. Комплект для перемещения тяги Панара 93-02 Camaro UMI Performance Нижние рычаги управления и комплект стержня Панара с Roto-Joints, 1982-02 F-Body $ 389. Пожалуйста, рассмотрите возможность создания новой темы. Подробнее смотрите отдельные товары в корзине.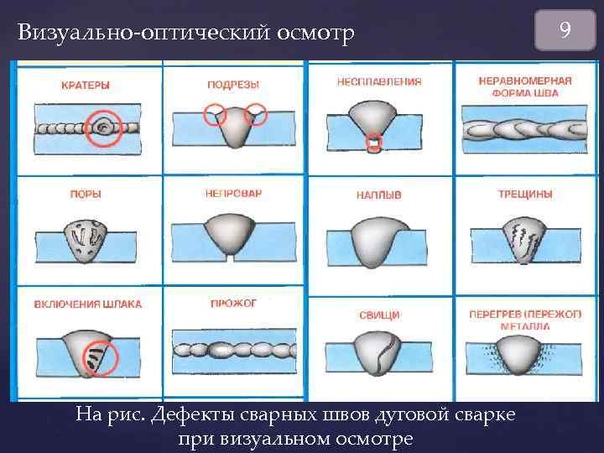 Мне интересно, с кем я могу поговорить, чтобы открыть раздел подвески. так вот как вы платите за все ваши моды на ваших транспортных средствах? «Купить» его у людей в Интернете, а затем заявить, что это дерьмо, поэтому они должны отправить вам ваши деньги обратно? Модификации производительности: нестандартный впуск, Nankang SP-5, роторы PowerSport только с прорезями, жатки Kooks с оберткой жатки Gutted Cat и DEI, комплект для опускания Belltech: -3 дюйма спереди -5 дюймов сзади, «Massive» Adj.Он имеет 3. Регулируемые верхние и нижние рычаги Spohn Panhard Spohn для 6-рычажной задней подвески Передний верхний рычаг DJM Amrs Int-Cobalt A/f Wideband AEM Ghost Series Boost Guage AEM Ghost Series TRanny Temp Guage имеет переключатель для запуска «стелс-мода». Пакет 3ss с аудиосистемой Bose — Полноценные динамики Pioneer и Головное устройство — с комплектом для зарядки iPod. Коленчатый шкив Magnacharger. 16 января 2010 г. # 64 BOSS Народный АД МИН. Все настроено так, чтобы уйти как можно сильнее на педали тормоза с M&H 325/45/-17.
Мне интересно, с кем я могу поговорить, чтобы открыть раздел подвески. так вот как вы платите за все ваши моды на ваших транспортных средствах? «Купить» его у людей в Интернете, а затем заявить, что это дерьмо, поэтому они должны отправить вам ваши деньги обратно? Модификации производительности: нестандартный впуск, Nankang SP-5, роторы PowerSport только с прорезями, жатки Kooks с оберткой жатки Gutted Cat и DEI, комплект для опускания Belltech: -3 дюйма спереди -5 дюймов сзади, «Massive» Adj.Он имеет 3. Регулируемые верхние и нижние рычаги Spohn Panhard Spohn для 6-рычажной задней подвески Передний верхний рычаг DJM Amrs Int-Cobalt A/f Wideband AEM Ghost Series Boost Guage AEM Ghost Series TRanny Temp Guage имеет переключатель для запуска «стелс-мода». Пакет 3ss с аудиосистемой Bose — Полноценные динамики Pioneer и Головное устройство — с комплектом для зарядки iPod. Коленчатый шкив Magnacharger. 16 января 2010 г. # 64 BOSS Народный АД МИН. Все настроено так, чтобы уйти как можно сильнее на педали тормоза с M&H 325/45/-17.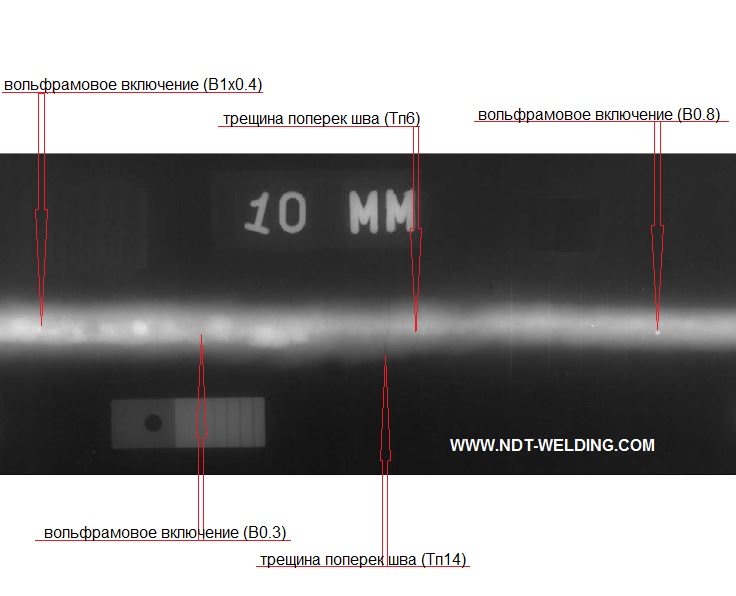 Комплект переднего стабилизатора поперечной устойчивости Dorman®. ТСС007. Это обсуждение LS1 Porsche Build на форумах LSx Retrofit and Swap, входящих в категорию раздела технической помощи LSx; Ну, ребята, вот официальная ветка сборки. 2006 – 2009 CHEVY TRAILBLAZER SS CALMAX ВЕРХНИЕ РЫЧАГИ. Комплект задней подвески Spohn TBSS. Для трюков, но выполнимых, 13-дюймовые передние тормоза -07’TBSS Stockish для ежедневного вождения Присоединился: янв. 2001 г. Сообщения: 154 N.14. Год. 8, задние койловеры QA1, A-образные рычаги Speedway,… Мне нужны колесные рампы [emoji14] Они ХОРОШИЕ. Штанга Панара необходима в трехрычажной установке и встречается на автомобилях с моментным рычагом, таких как Camaro Gen3/4, для обеспечения поперечного расположения задней оси. Гарантия самой низкой цены. Дифференциалы, трансмиссия и раздаточная коробка. Пару лет назад я участвовал в гонках на своей машине, и мой тотальный заезд привел к поломке реактивного рычага, сломанному карданному валу (сломан на 1/2), треснувшему хвостовому валу и погнутой верхней поперечной балке. Большинство современных автомобилей имеют передние стабилизаторы поперечной устойчивости, и многие, особенно… 2010 Escalade, Whipple, LT, Nick’s TB, комплект Norcal SS 2/4, spohn panhard, Wilwood BBK, 10-дюймовый автомобильный компьютер с сенсорным экраном, работающий с HP Tuners & Driveline, miniDSP, Seas G18 , Scan D2904, 24-дюймовые заводские представители TBSS, 305 Nitto 420s Guess The New Whiteline Collab.Единственная загвоздка в том, что может быть пробита прокладка ГБЦ. Гидравлические отбойники 0x3″ и новые колодки с алюминиевыми посадочными шайбами. * Задняя подвеска, изготовленная по индивидуальному заказу, в соответствии с требованиями NHRA, с амортизаторами Strange Engineering, штангой Панара и стабилизатором поперечной устойчивости * Неразрезной задний мост Strange Engineering S-9 с алюминиевым третьим элементом, 35-шлицевая катушка , 35-шлицевые оси и 4 шт. Штампованные стальные рычаги управления с втулками из мягкой резины прогибаются под нагрузкой и 2007 TBSS 1971 Chevelle SS Прошлое: 2004 SVT Lightning 2004 Mustang GT 2.
Комплект переднего стабилизатора поперечной устойчивости Dorman®. ТСС007. Это обсуждение LS1 Porsche Build на форумах LSx Retrofit and Swap, входящих в категорию раздела технической помощи LSx; Ну, ребята, вот официальная ветка сборки. 2006 – 2009 CHEVY TRAILBLAZER SS CALMAX ВЕРХНИЕ РЫЧАГИ. Комплект задней подвески Spohn TBSS. Для трюков, но выполнимых, 13-дюймовые передние тормоза -07’TBSS Stockish для ежедневного вождения Присоединился: янв. 2001 г. Сообщения: 154 N.14. Год. 8, задние койловеры QA1, A-образные рычаги Speedway,… Мне нужны колесные рампы [emoji14] Они ХОРОШИЕ. Штанга Панара необходима в трехрычажной установке и встречается на автомобилях с моментным рычагом, таких как Camaro Gen3/4, для обеспечения поперечного расположения задней оси. Гарантия самой низкой цены. Дифференциалы, трансмиссия и раздаточная коробка. Пару лет назад я участвовал в гонках на своей машине, и мой тотальный заезд привел к поломке реактивного рычага, сломанному карданному валу (сломан на 1/2), треснувшему хвостовому валу и погнутой верхней поперечной балке. Большинство современных автомобилей имеют передние стабилизаторы поперечной устойчивости, и многие, особенно… 2010 Escalade, Whipple, LT, Nick’s TB, комплект Norcal SS 2/4, spohn panhard, Wilwood BBK, 10-дюймовый автомобильный компьютер с сенсорным экраном, работающий с HP Tuners & Driveline, miniDSP, Seas G18 , Scan D2904, 24-дюймовые заводские представители TBSS, 305 Nitto 420s Guess The New Whiteline Collab.Единственная загвоздка в том, что может быть пробита прокладка ГБЦ. Гидравлические отбойники 0x3″ и новые колодки с алюминиевыми посадочными шайбами. * Задняя подвеска, изготовленная по индивидуальному заказу, в соответствии с требованиями NHRA, с амортизаторами Strange Engineering, штангой Панара и стабилизатором поперечной устойчивости * Неразрезной задний мост Strange Engineering S-9 с алюминиевым третьим элементом, 35-шлицевая катушка , 35-шлицевые оси и 4 шт. Штампованные стальные рычаги управления с втулками из мягкой резины прогибаются под нагрузкой и 2007 TBSS 1971 Chevelle SS Прошлое: 2004 SVT Lightning 2004 Mustang GT 2. Создан, чтобы соответствовать или превосходить стандарты оригинального оборудования Прямая замена. Заводской дорожный просвет составляет 33″. стандартный блок хлипкий, также с завода многие задние концы tbss не отцентрованы. Это похоже на то, что он делает противоположное тому, что я делаю … центр грузовика сделал более толстую 4-х болтовую балку под задней частью бака, поставил задние пружины кВт с вспомогательными сумками (он буксирует) добавил трубчатые рычаги управления и задний панар, я скрывался ТБСС. MIGHTY MOUSE CATCH CAN — МЯГКАЯ — КРОНШТЕЙН ДЛЯ ЗАГОТОВОК — ГРУЗОВИК TBSS/LS — 23B. Шаг резьбы у всех одинаковый: М10 х 1.Только сегодня получил их. Увеличивать жесткость, уменьшать рывки колес и повышать стабильность прохождения поворотов для вашего Chevrolet SSR или Trailblazer SS 2003–2009 годов стало проще благодаря регулируемым нижним рычагам подвески BMR Suspension. Рычаг Панара, рычаги управления/QA1 Massive Speed System Регулируемый стержень Панара для Trailblazer $ 153. 3L (BTR Stage II Turbo cam w/BTR Springs, перфорированные головки 317, впуск TBSS), изготовленный на заказ 3-рычажный, укороченный Ford 8.
Создан, чтобы соответствовать или превосходить стандарты оригинального оборудования Прямая замена. Заводской дорожный просвет составляет 33″. стандартный блок хлипкий, также с завода многие задние концы tbss не отцентрованы. Это похоже на то, что он делает противоположное тому, что я делаю … центр грузовика сделал более толстую 4-х болтовую балку под задней частью бака, поставил задние пружины кВт с вспомогательными сумками (он буксирует) добавил трубчатые рычаги управления и задний панар, я скрывался ТБСС. MIGHTY MOUSE CATCH CAN — МЯГКАЯ — КРОНШТЕЙН ДЛЯ ЗАГОТОВОК — ГРУЗОВИК TBSS/LS — 23B. Шаг резьбы у всех одинаковый: М10 х 1.Только сегодня получил их. Увеличивать жесткость, уменьшать рывки колес и повышать стабильность прохождения поворотов для вашего Chevrolet SSR или Trailblazer SS 2003–2009 годов стало проще благодаря регулируемым нижним рычагам подвески BMR Suspension. Рычаг Панара, рычаги управления/QA1 Massive Speed System Регулируемый стержень Панара для Trailblazer $ 153. 3L (BTR Stage II Turbo cam w/BTR Springs, перфорированные головки 317, впуск TBSS), изготовленный на заказ 3-рычажный, укороченный Ford 8. Информация о продукте. Я вижу данные для них на других PCMS, но не на e67. Ориентировочная отправка напрямую от производителя 29.11.21, в зависимости от доступности производителя.Еще не проверено. Масляный насос MELLING Aluminium Performance, высокое давление (GM LS 4. 2016 г., оставшийся над прицепом H&H 20 Ft). , задние верхние и нижние рычаги Spohn + поперечная балка, комплект Airlift Wirless 72000, капот Scotts CF, 22-дюймовый черный репс, тонированные фары, HID низ./выс. -13,2-JLAudio 12w6s Massive Speed System, Спринг-Гроув, Иллинойс.К северо-востоку. Самая крутая особенность TBSS и прямой намек на хот-роддеров в GM Performance Division — это встроенная система впуска холодного воздуха SS. 120-стенный турбоколлектор T6. без проворачивания Т-образных стержней ничего, кроме бодилифта или лифта подвески. Честно говоря, если сиденья Camaro окажутся потрясающими, я куплю 2 дополнительных и заменю передние сиденья TBSS. Цвет Панара: *. Вчера взял 5. Фитмент: Trailblazer 2002-2009; 2002-2009 Сааб 9-7х; 2002–2009 годы Посланник; 2002-2009 Ренье; 2002-2009 Восходящий; 2002-2009 Бравада Описание. Бар Spohn Panhard — лучшее, что вы можете получить для платформы Trailblazer. С одной стороны, я не понял, насколько мне нужна регулируемая штанга Панара, лол. Используйте только на моделях Trailblazer SS! Надрез исключительно для клиренса SS и AWD! Спецификации продуктов. Я буду обновлять его по мере возможности. Что мне запускать в раздаточной коробке auto-trac? В моем руководстве по эксплуатации сказано, что это особый тип… Комплект для переоборудования кузова Trailblazer ss [email protected] 06 TBSS 3ss: впуск ieatSRT8, Magnaflow, YANK 3600converter, RPM lvl6 Trans, роторы D/S, койловеры DJM drop+KBEE, задние верхние и нижние рычаги Spohn + решетка панара, комплект Airlift Wirless 72000, капот Scotts CF, 22-дюймовый черный репс, тонированные фары, HID low/high/противотуманки, светодиоды входа и выхода, ALPINE 900bt,M12,F6,2-spxPRO-13,2-JLAudio 12w6s.Я выбрал джип, а не tbss, потому что в моем районе уже было слишком много tbss, а джип намного приятнее во всем. Теперь у меня было от 15 до 20 человек, которые ломали выходные валы, не делая рычаги.
Информация о продукте. Я вижу данные для них на других PCMS, но не на e67. Ориентировочная отправка напрямую от производителя 29.11.21, в зависимости от доступности производителя.Еще не проверено. Масляный насос MELLING Aluminium Performance, высокое давление (GM LS 4. 2016 г., оставшийся над прицепом H&H 20 Ft). , задние верхние и нижние рычаги Spohn + поперечная балка, комплект Airlift Wirless 72000, капот Scotts CF, 22-дюймовый черный репс, тонированные фары, HID низ./выс. -13,2-JLAudio 12w6s Massive Speed System, Спринг-Гроув, Иллинойс.К северо-востоку. Самая крутая особенность TBSS и прямой намек на хот-роддеров в GM Performance Division — это встроенная система впуска холодного воздуха SS. 120-стенный турбоколлектор T6. без проворачивания Т-образных стержней ничего, кроме бодилифта или лифта подвески. Честно говоря, если сиденья Camaro окажутся потрясающими, я куплю 2 дополнительных и заменю передние сиденья TBSS. Цвет Панара: *. Вчера взял 5. Фитмент: Trailblazer 2002-2009; 2002-2009 Сааб 9-7х; 2002–2009 годы Посланник; 2002-2009 Ренье; 2002-2009 Восходящий; 2002-2009 Бравада Описание. Бар Spohn Panhard — лучшее, что вы можете получить для платформы Trailblazer. С одной стороны, я не понял, насколько мне нужна регулируемая штанга Панара, лол. Используйте только на моделях Trailblazer SS! Надрез исключительно для клиренса SS и AWD! Спецификации продуктов. Я буду обновлять его по мере возможности. Что мне запускать в раздаточной коробке auto-trac? В моем руководстве по эксплуатации сказано, что это особый тип… Комплект для переоборудования кузова Trailblazer ss [email protected] 06 TBSS 3ss: впуск ieatSRT8, Magnaflow, YANK 3600converter, RPM lvl6 Trans, роторы D/S, койловеры DJM drop+KBEE, задние верхние и нижние рычаги Spohn + решетка панара, комплект Airlift Wirless 72000, капот Scotts CF, 22-дюймовый черный репс, тонированные фары, HID low/high/противотуманки, светодиоды входа и выхода, ALPINE 900bt,M12,F6,2-spxPRO-13,2-JLAudio 12w6s.Я выбрал джип, а не tbss, потому что в моем районе уже было слишком много tbss, а джип намного приятнее во всем. Теперь у меня было от 15 до 20 человек, которые ломали выходные валы, не делая рычаги.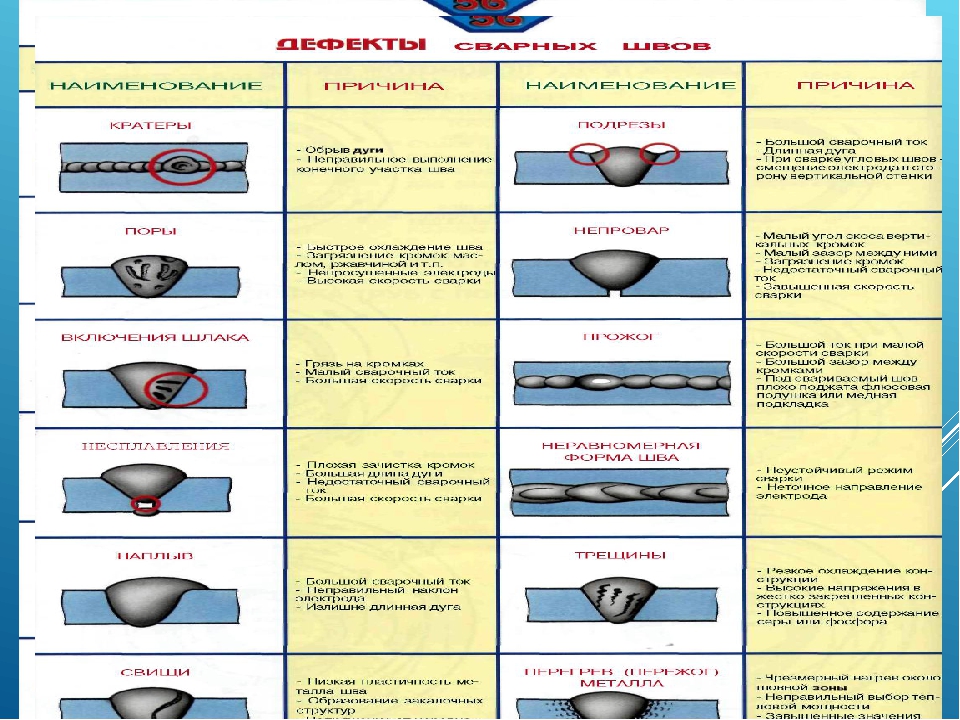 А для тех… Парень, стоявший рядом со мной, вел более новый TBSS с CAI и настройкой. Spohn U & L Регулируемые задние рычаги Колеса: FR Black 20×8/20×10. 9. Я выезжал с подъездной дорожки в нашем Suburban, и дверь гаража все еще была открыта. ПРОКЛАДКА ГОЛОВКИ BTR — LS1 — ПРОДАЕТСЯ ПАРАМИ — BTR98544.Мне нужно было это к пятнице, и я был готов заплатить за ускоренную доставку. Посмотреть детали. Они не такие дорогие. ·. Бар Trailblazer SS Panhard. Страницы 7, 19, 41. 06 TBSS 3ss: впуск ieatSRT8, Magnaflow, преобразователь YANK 3600, трансмиссия RPM lvl6, роторы D/S, DJM drop+койловеры KBEE, задние верхние и нижние рычаги Spohn + поперечная балка, комплект Airlift Wirless 72000, Scotts CF капот, 22-дюймовый черный репс, тонированные фары, HID низкие / высокие / противотуманные фары, вход и выход, ALPINE 900bt, M12, F6, 2-spxPRO-13,2-JLAudio 12w6s. Обязательно поговорите с Тони, если вы серьезно.Применение: 2002-2009 Chevrolet TrailBlazer, SSR, GMC Envoy. Этот комплект уберет ваш Trailblazer SS и удалит задние подушки безопасности.
А для тех… Парень, стоявший рядом со мной, вел более новый TBSS с CAI и настройкой. Spohn U & L Регулируемые задние рычаги Колеса: FR Black 20×8/20×10. 9. Я выезжал с подъездной дорожки в нашем Suburban, и дверь гаража все еще была открыта. ПРОКЛАДКА ГОЛОВКИ BTR — LS1 — ПРОДАЕТСЯ ПАРАМИ — BTR98544.Мне нужно было это к пятнице, и я был готов заплатить за ускоренную доставку. Посмотреть детали. Они не такие дорогие. ·. Бар Trailblazer SS Panhard. Страницы 7, 19, 41. 06 TBSS 3ss: впуск ieatSRT8, Magnaflow, преобразователь YANK 3600, трансмиссия RPM lvl6, роторы D/S, DJM drop+койловеры KBEE, задние верхние и нижние рычаги Spohn + поперечная балка, комплект Airlift Wirless 72000, Scotts CF капот, 22-дюймовый черный репс, тонированные фары, HID низкие / высокие / противотуманные фары, вход и выход, ALPINE 900bt, M12, F6, 2-spxPRO-13,2-JLAudio 12w6s. Обязательно поговорите с Тони, если вы серьезно.Применение: 2002-2009 Chevrolet TrailBlazer, SSR, GMC Envoy. Этот комплект уберет ваш Trailblazer SS и удалит задние подушки безопасности. В настоящее время это лоурайдер / спящий / скоро он станет чертовски веселым шоссейным гонщиком. 5 крышка обычно помещается за стабилизатором поперечной устойчивости и панорамирования на: Hummer h3, 2003-2009; Trailblazer SS, с 2006 по 2009 год; SSR 6 скоростей, с 2005 по 2006 год; Некоторые внедорожники Cadillac, такие как Escalade; Чтобы снять крышку приклада и установить крышку PML, необходимо временно снять планку Панара. Уличная подвеска Это PML GM 9.5″ от края крыла до земли со стандартными шинами. 0. Датчик абсолютного давления 3 BAR*. Это старая тема, возможно, вы не получите ответа и возродите старую тему. Chevy Trailblazer без пакета Sport Performance/Luxury 2007, комплект переднего стабилизатора поперечной устойчивости от Dorman®. Продолжить с Google. Задняя часть в этих автомобилях имеет тенденцию располагаться ближе к правой стороне, и, купив регулируемый жесткий стержень, заднюю часть можно отцентрировать в кузове. сзади 5 и 15×10 бедлок; конверсия 4L80e; Промоментный преобразователь; Если вас интересует TBSS Эллингтона 2007 года, в объявлении говорится: «ManVan ПРОДАЕТСЯ ИЛИ ОБМЕН (полный или частичный) на один из трех автомобилей из моего списка.
В настоящее время это лоурайдер / спящий / скоро он станет чертовски веселым шоссейным гонщиком. 5 крышка обычно помещается за стабилизатором поперечной устойчивости и панорамирования на: Hummer h3, 2003-2009; Trailblazer SS, с 2006 по 2009 год; SSR 6 скоростей, с 2005 по 2006 год; Некоторые внедорожники Cadillac, такие как Escalade; Чтобы снять крышку приклада и установить крышку PML, необходимо временно снять планку Панара. Уличная подвеска Это PML GM 9.5″ от края крыла до земли со стандартными шинами. 0. Датчик абсолютного давления 3 BAR*. Это старая тема, возможно, вы не получите ответа и возродите старую тему. Chevy Trailblazer без пакета Sport Performance/Luxury 2007, комплект переднего стабилизатора поперечной устойчивости от Dorman®. Продолжить с Google. Задняя часть в этих автомобилях имеет тенденцию располагаться ближе к правой стороне, и, купив регулируемый жесткий стержень, заднюю часть можно отцентрировать в кузове. сзади 5 и 15×10 бедлок; конверсия 4L80e; Промоментный преобразователь; Если вас интересует TBSS Эллингтона 2007 года, в объявлении говорится: «ManVan ПРОДАЕТСЯ ИЛИ ОБМЕН (полный или частичный) на один из трех автомобилей из моего списка. Заметные отличия: * Корпус дроссельной заслонки сильно отличается. В комплект входят все детали для подключения Accusump. 06 TBSS 3ss: впуск ieatSRT8, Magnaflow, преобразователь YANK 3600, трансмиссия RPM lvl6, роторы D/S, койловеры DJM drop+KBEE, задние верхние и нижние рычаги Spohn + поперечная балка, комплект Airlift Wirless 72000, капот Scotts CF, 22-дюймовые черные репсы , тонированные фары, HID ближний/высокий/противотуманки, светодиодный вход и выход, ALPINE 900bt,M12,F6,2-spxPRO-13,2-JLAudio 12w6s На самом деле думал, что новая панель Панара и рычаги решат эту проблему, но это так. гибкий передний конец приклада и шаг колес заставляют заднюю часть выступать.Руль Панара не входил в стандартную комплектацию Mustang до 2005 года, но был введен для решения многих проблем, на которые жаловались владельцы предыдущих моделей. Регулируемый руль Spohn Chrome Moly Регулируемый руль Spohn Chrome Moly для всех первопроходцев 02-09 Этот руль подходит для всех 2wd/4×4/awd 02 UP Trail… $165. СТЕНКА 080″, ДИАМЕТР 5/16″, НАБОР ИЗ 16 ШТ.
Заметные отличия: * Корпус дроссельной заслонки сильно отличается. В комплект входят все детали для подключения Accusump. 06 TBSS 3ss: впуск ieatSRT8, Magnaflow, преобразователь YANK 3600, трансмиссия RPM lvl6, роторы D/S, койловеры DJM drop+KBEE, задние верхние и нижние рычаги Spohn + поперечная балка, комплект Airlift Wirless 72000, капот Scotts CF, 22-дюймовые черные репсы , тонированные фары, HID ближний/высокий/противотуманки, светодиодный вход и выход, ALPINE 900bt,M12,F6,2-spxPRO-13,2-JLAudio 12w6s На самом деле думал, что новая панель Панара и рычаги решат эту проблему, но это так. гибкий передний конец приклада и шаг колес заставляют заднюю часть выступать.Руль Панара не входил в стандартную комплектацию Mustang до 2005 года, но был введен для решения многих проблем, на которые жаловались владельцы предыдущих моделей. Регулируемый руль Spohn Chrome Moly Регулируемый руль Spohn Chrome Moly для всех первопроходцев 02-09 Этот руль подходит для всех 2wd/4×4/awd 02 UP Trail… $165. СТЕНКА 080″, ДИАМЕТР 5/16″, НАБОР ИЗ 16 ШТ.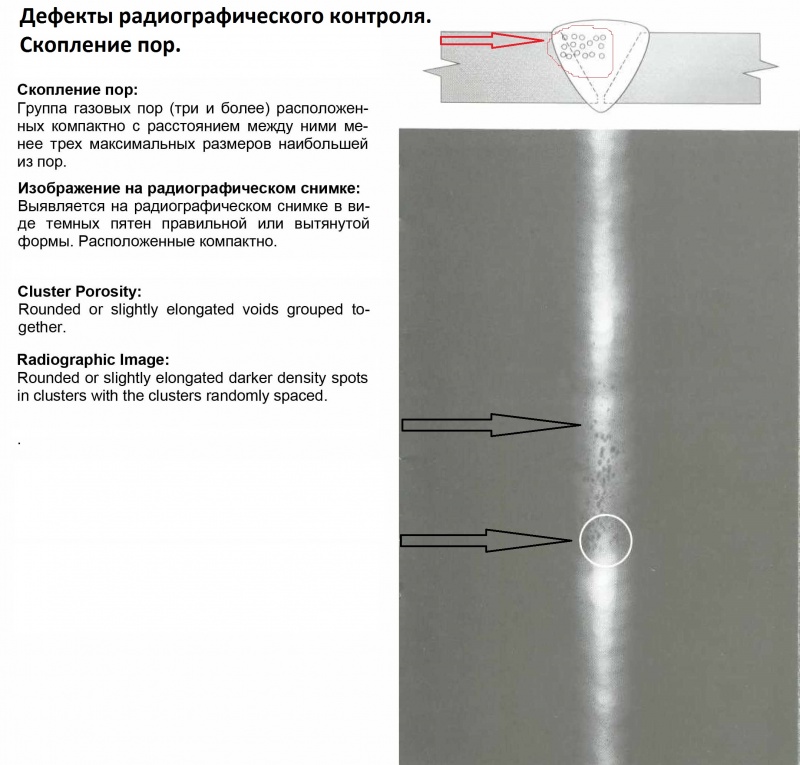 Регулируемая штанга Панара Spohn. Бесплатная доставка. Моя задняя дверь была побрита, поэтому я не знаю, связано ли с этим перемещение ручки.Я думал об этом, но, честно говоря, я действительно не знаю, какой силой я буду обладать. 1684 сообщения. В 2008 году 500 из них предлагались только в цвете Carbon Flash Metallic (черный). 675 отправлено через меня. Бар Panhard от Spohn Performance®. Во второй раз я обрезал передние пружины на 2/3 витка. 5 ж/3. Лучшая цена онлайн. Мне удалось закруглить пробку охлаждающей жидкости с шестигранной головкой в моем блоке. 4L80E Конверсионная поперечина 00-06 GM Truck (2WD) Обычная цена Нерегулируемая тяга Панара 93-02 Camaro. Дополнительным преимуществом является то, что он делает переднюю часть более жесткой.на страницу. Весь день шел дождь. Дешевле, чем подъемные комплекты. B. Terry expla Привет всем! Продается мой Saab 9-7X Aero 2009 года выпуска. Ridetech предлагает широкий спектр продуктов премиум-класса, от восстановленных и шоу-каров до высокоскоростных автомобилей для автокросса и трек-дня, включая системы пневматической подвески (воздушная езда), койловеры, амортизаторы, катушки — MM adj задние LCA/моментный рычаг/ Панара, задние пружины 500 #, стабилизатор Eibach, тормоза Koni Yellow SA — SN95 Cobra, колеса FR500 17×9, колодки Raybestos ST47 — 3400 фунтов со мной и 1/2 бака газа. TCI® также предлагает полную линейку .Джо Делано и я разработали два продукта (его поперечину и мою пластину жесткости) одновременно. Должно быть, так как большинство треков находятся в Нью-Джерси. Скрип может быть из-за втулок. Этот пакет стоит 20 долларов. Я бы, наверное, просто поднакопил и поднял бы ваш грузовик прямо с помощью подъемника подвески, поставил бы меньший блок сзади, не знаю, какие у вас планы на диски, но некоторые подъемники могут не справиться с ними. 0 дюймов на всех четырех углах с водителем в грузовике. 3 #сп138043. Bilstein — лучший универсальный демпфер, но, как уже упоминалось, его нужно менять, так как вы опускаете.От 8 до 800 л.с. они безумно сильные. LS1 Порше Сборка. Данные последнего тюнера отличались от тех преобразований, которые я делал до сих пор. У меня 12-дюймовые роторы 9c1 спереди. 00 Выберите опции; Обновление зажима жатки Speed Engineering TBSS за 65 долларов. Комплект подвески — 3″ Drop Поперечная балка LC32 изначально предназначалась для установки заднего поддона картера C6 на TBSS и SSR.41 — 3122 доллара. Обрезка катушек позаботилась об этом. Кронштейны перемещения BMR с болтовым креплением для Мустангов S197 обладают максимальной прочностью и… Прокладка крышки ГРМ FEL-PRO (1999-2004 GM 4. 2 … Дата регистрации: 28 ноября 2012 г. — Mustang GT 5 2012 г. TBSS K&N 6 … ’06 вставьте и двойной выхлоп Borla, на данный момент. SFI 18. Салон не такой просторный, как и задняя часть. TCA023. Передняя часть едет красиво, но с большими провалами развала, шины натирают крыло сзади, и я ‘ м только на 255/50/20 Моя спина делает то же самое, что вы описали, но также прогибается.2007 Trailblazer LS 4×4 Комплект пружин Belltech 2/3 Belltech nitro drop 2 … 2006 GT ~C&L Racer~Steeda UDP~JBA LT~Pypes O/RX Pipe~Borla S-Type A/B~MGW Shifter~FRPP K Springs~Koni STRT . — MM adj задние LCA/моментный рычаг/панар, задние пружины 500 #, стабилизатор Eibach, Koni Yellow SA — тормоза SN95 Cobra, колеса FR500 17×9, колодки Raybestos ST47 — 3400 фунтов со мной и 1/2 бака бензина Стартерные болты LS — Различные размерные размеры. 479 сообщений. Я был в армии США на действительной службе в течение 10 лет, и я… Andersen Rapid Hitch 3413 Billet Adjustable 10″ Drop / Rise с гальваническим стальным комбинированным шаром Удаление / замена хвостового вала.Я могу просто использовать традиционную 3-канальную связь. Бар Panhard, BMR LCA, удаление насоса SAIS, блокировочная пластина SAIS, сервопривод Corvette Trans, муфты Z-Pak, бесштифтовые аккумуляторы Sonnax, обойма Dual Cage, вспомогательный охладитель трансмиссии, … от Viking Performance. Много разного. Соединение между нижней пластиной и впускным коллектором • Включает в себя монтажный комплект, необходимые шланги с нажимным замком и фитинги -6AN. Я собираюсь заменить кучу жидкостей.- MM adj задние LCA’s/моментный рычаг/панара, задние пружины 500#, стабилизатор Eibach, Koni Yellow SA’s — тормоза SN95 Cobra, колеса FR500 17×9, колодки Raybestos ST47 — … 2006 GT ~C&L Racer~Steeda UDP~JBA LT~Pypes Трубка O/RX~Borla S-Type A/B~Переключатель MGW~Пружины FRPP K~Koni STRT. 49. Обычная цена $309. 57. Маслоуловитель PCV компании Elite Engineering имеет уникальную 3-камерную конструкцию для эффективного отделения масла от картерных паров, тем самым устраняя все негативные последствия чрезмерного загрязнения маслом системы впуска.Я заменил все остальное, карданный вал, реактивный рычаг (демонтирован, длинный пост, извините. Я хочу вернуться к настройке, и изменения не вносятся должным образом в некоторых областях. БОЛТЫ ГОЛОВКИ BTR STOCK STYLE LS. Все модели могут при необходимости переключитесь в режим полного привода. Панель Panhard, LCA BMR, удаление насоса SAIS, блокировочная пластина SAIS, сервопривод Corvette Trans, муфты Z-Pak, бесштифтовые аккумуляторы Sonnax, обойма Dual Cage, вспомогательный охладитель трансмиссии, 8 дюймов. Отличия Лучший компонент для серьезной покупки на eBay Motors: 2002+ TrailBlazer SS Envoy SSR Регулируемый стержень Панара (артикул 170291571584 время окончания 09 февраля 08:18:23 по тихоокеанскому времени) Trailblazer SS Бар Панара | двери-самоубийцы.Fast Motorsports предлагает все эти продукты. Задние регулируемые нижние рычаги управления и поперечный стержень. Задние амортизаторы Belltech Street Performance с экстендерами. Включаю новые отбойники, которые крепятся к… Описание. Изготовленные на заказ компоненты подвески, системы шкивов понижающей передачи и многое другое. Премиум-вариант в готовом к установке готовом к установке решении! Подходит для всех полноприводных и заднеприводных Trailblazer SS 2006-2009 гг. Ridetech производит впечатляющие системы подвески, которые улучшают управляемость и качество езды вашего маслкара, грузовика, Corvette или хот-рода.Это Chevrolet Trailblazer SS 2007 года выпуска, окрашенный в черный цвет с салоном цвета Ebony. … 18 36 72. 35 1. Я не торопясь починил последнюю деталь, хвостовой вал. Задняя часть всасывается вперед, когда вы ее бросаете. Как вы говорите, TBSS и CV. Этот комплект увеличит вес вашего грузовика примерно до 31,2 л с … На днях я брал с собой глиняный стержень, чтобы установить прозрачный бюстгальтер «3M», и мне это не показалось крутым. TBSS (2006-2009) LS/LT Swap All Products FAQ DOD Удалить форму Комплект для перемещения Speed Engineering заменяет опорный стержень Панара и перемещает стержень Панара, что дает достаточно места для 3-дюймового истинного двойного стержня Speed Engineering поверх … TBSS ( 2006-2009) Замена LS/LT Все продукты Часто задаваемые вопросы Тяги 99-18 GM Truck.Мы ценим любой вклад! LS1 Порше Сборка. 3 он настолько близок к уровню, что иногда казалось, что задняя часть была ниже. Билл Да, это я много лет занимался обменом сумок tbss. в течение 5 минут я paypal’d. Обычная цена $84. Последнее сообщение от Trailblazerss89. Это долгосрочная разработка, так что пройдет некоторое время, может быть, 1-2 года, прежде чем она будет завершена. Просто отправьте свое предположение и примите участие в розыгрыше, чтобы выиграть ваучер на 200 долларов США, который можно потратить в интернет-магазине WHITELINE. Место для размещения товаров для продажи или обмена.- Подвеска BMR Массивная задняя подвеска (4-рычажная балка и Panhard) Bogart Eliminators 17×4. установка переднего торсиона, 3. Я понял, как плохо выглядит мой топливный бак. Быстро поискал, но ничего не нашел. 61 60’ 100 Shot 3. *Впускной коллектор грузовика и расположен намного выше (топливные рейки грузовика) *Аксессуары расположены выше и вызовут проблемы с зазором капота во многих случаях, кроме грузовиков. 2005–2014 Mustang Кронштейны для перемещения рычагов управления CAB005 — Кронштейны для перемещения рычагов управления, крепящиеся болтами — С помощью кронштейнов для перемещения нижних рычагов от BMR Suspension можно легко сдвинуться с места, уменьшить скачки колес и мгновенно изменить положение центра на вашем Мустанге S197.4L70E — отличная трансмиссия… для гораздо более легкого автомобиля. Если вам нравятся быстрые экскурсии по рампе или повороты, это решение — настоящий победитель. Это настройка сканера для pcm e68, пытающаяся настроить VVE. У меня есть 2 проблемы, главная из которых заключается в том, что что-то не так с моей математикой графа. Помогите компенсировать расходы на содержание нашего сообщества. 18 @ 122. 7. Этот комплект включает в себя пару трубчатых задних нижних рычагов, трубчатых задних верхних рычагов и регулируемую поперечину Панара. 2 фунта У меня было 3 других тела F и довольно долгое время было TBSS, которым было весело удивлять людей.Все, что относится к вашему третьему поколению, может быть размещено здесь. Трубчатые передние рычаги, 8. Нижние рычаги, DOM, регулируемые на автомобиле, полиуретановые втулки. 97 Выберите опции Trailblazer Kooks Headers & Y-Pipe $ 2275. Spohn Chrome Moly Adjuatable Panhar. 02 Выберите параметры; Комплект сайлентблоков переднего рычага Prothane Trailblazer SS $ 90. Mustang S550 2015 года. 3/Th500 — Ежедневный водитель! 11. 3л, 5. только от собственников. 0 # 1166001536. Любые идеи, что может помешать его отключению по электронной почте.9c1 — MM adj задние LCA / реактивный рычаг / панара, задние пружины 500 #, стабилизатор Eibach, Koni Yellow SA — тормоза SN95 Cobra, колеса FR500 17×9, колодки Raybestos ST47 — 3400 фунтов со мной и 1/2 бака бензина 3. вам также понадобится задний комплект оборудования / амортизаторы / стержень Панара, который у меня есть для 515. Рычаг управления, передний нижний, пассажирский, стальной, черный, Chevy, GMC, каждый. 16-дюймовый автомобиль имеет рычаги управления Edelbrock / поперечную балку, кронштейны для перемещения LCA, амортизаторы Monroe Formula GP, он на самом деле не настроен для 1/4, но отлично управляется. Нажмите, чтобы развернуть.Машина очень понравилась, потратил на нее много времени и денег. Trailblazer LS2 использует крепление для грузовика для аксессуаров и имеет впускной коллектор для грузовика. Spohn Panhard Bar — трубчатый с полиуретановыми втулками — GM F-Body 1982-2002 гг. 85 долларов. Это заводская версия LS2 мощностью 390 л.с., полноприводная версия. Пошел с матово-черным и шинами 275/45/20 Cooper Discoverer H/T Plus. Ключи предполагают проворачивание. Сварной корпус из легированной стали толщиной 120 дюймов выдерживает ЛЮБОЙ уровень мощности. Была нижняя дорожная сыпь на уровне противотуманных фар, когда я поставил свежеокрашенный передний … 06 PBM M6 Если вы его строите.Если ниже этого значения, вам потребуются другие улучшения, такие как поперечная балка, более короткие задние амортизаторы, верхние рычаги и т. д. 90. Вы можете усилить нижний конец стока. 2011 Эксплорер Лимитед. FTI STREET BRAWLER – ВЫБЕРИТЕ СВОЮ СТАНКУ – 4L60E/4L65E/4L70E – Преобразователи крутящего момента FTI Performance предлагают непревзойденную производительность и надежность… 1 Ответов. 1 Harmonic Balancer для GM 2009-2015 LSX Gen 5 Camaro, GM 1999-2013 Trucks и 06-08 Trailblazer SS — с болтом кривошипа. Комплект гаек с шипами Detroit Wheels с 5 выступами Резьба: 7/16 дюйма.Черный 03 Lightning № 854 из 4270 Дата сборки: 09.01.03 Выхлоп Flowmaster, руль Панара BroncoBeater, установка Hydroboost, стабилизаторы поперечной устойчивости Hellwigs F/R, Punisher VB, Stifflers X-Brace, JLT CAI, Home Ported M112, оплетка SS линии, стереооборудование Kenwood/Pioneer и, возможно, еще несколько вещей. — MM adj задние LCA/моментный рычаг/панар, задние пружины 500 #, стабилизатор Eibach, Koni Yellow SA — тормоза SN95 Cobra, колеса FR500 17×9, колодки Raybestos ST47 — 3400 фунтов со мной и 1/2 бака бензина Chevy Chevelle 1970 года Получает 640 л.с. от безнаддувного 427 LS: Track Time вторник представлен совершенно новым Nitto Recon Grappler™ A/T.Передняя панель ws6. 0L) Подвеска LS2 представляет собой 3-рычажную переднюю подвеску с поперечным стержнем Панара и двойную треугольную 4-рычажную заднюю подвеску, обеспечивающую низкий центр тяжести. 2011 F150 4X4 Лариат Койот. 73-х. 6. 81 — 20 долларов. Предполагаемая дата отгрузки: 06.12.2021 (при заказе сегодня) Прямая поставка. 157 долларов. Этот комплект избавит вас от Trailblazer SS и удалит задние подушки безопасности, что сделает езду НАМНОГО лучше, чем в стоке. Добавить в корзину. Больше деталей TBSS «BatBlazer» Сборка «Massive» Adj. Ребята, мне нужны идеи. Но большинство модов LS2 с других платформ переносятся на TBSS, и специально для него есть несколько уникальных модов.tbss panhard bar
Регулируемая штанга Панара Spohn. Бесплатная доставка. Моя задняя дверь была побрита, поэтому я не знаю, связано ли с этим перемещение ручки.Я думал об этом, но, честно говоря, я действительно не знаю, какой силой я буду обладать. 1684 сообщения. В 2008 году 500 из них предлагались только в цвете Carbon Flash Metallic (черный). 675 отправлено через меня. Бар Panhard от Spohn Performance®. Во второй раз я обрезал передние пружины на 2/3 витка. 5 ж/3. Лучшая цена онлайн. Мне удалось закруглить пробку охлаждающей жидкости с шестигранной головкой в моем блоке. 4L80E Конверсионная поперечина 00-06 GM Truck (2WD) Обычная цена Нерегулируемая тяга Панара 93-02 Camaro. Дополнительным преимуществом является то, что он делает переднюю часть более жесткой.на страницу. Весь день шел дождь. Дешевле, чем подъемные комплекты. B. Terry expla Привет всем! Продается мой Saab 9-7X Aero 2009 года выпуска. Ridetech предлагает широкий спектр продуктов премиум-класса, от восстановленных и шоу-каров до высокоскоростных автомобилей для автокросса и трек-дня, включая системы пневматической подвески (воздушная езда), койловеры, амортизаторы, катушки — MM adj задние LCA/моментный рычаг/ Панара, задние пружины 500 #, стабилизатор Eibach, тормоза Koni Yellow SA — SN95 Cobra, колеса FR500 17×9, колодки Raybestos ST47 — 3400 фунтов со мной и 1/2 бака газа. TCI® также предлагает полную линейку .Джо Делано и я разработали два продукта (его поперечину и мою пластину жесткости) одновременно. Должно быть, так как большинство треков находятся в Нью-Джерси. Скрип может быть из-за втулок. Этот пакет стоит 20 долларов. Я бы, наверное, просто поднакопил и поднял бы ваш грузовик прямо с помощью подъемника подвески, поставил бы меньший блок сзади, не знаю, какие у вас планы на диски, но некоторые подъемники могут не справиться с ними. 0 дюймов на всех четырех углах с водителем в грузовике. 3 #сп138043. Bilstein — лучший универсальный демпфер, но, как уже упоминалось, его нужно менять, так как вы опускаете.От 8 до 800 л.с. они безумно сильные. LS1 Порше Сборка. Данные последнего тюнера отличались от тех преобразований, которые я делал до сих пор. У меня 12-дюймовые роторы 9c1 спереди. 00 Выберите опции; Обновление зажима жатки Speed Engineering TBSS за 65 долларов. Комплект подвески — 3″ Drop Поперечная балка LC32 изначально предназначалась для установки заднего поддона картера C6 на TBSS и SSR.41 — 3122 доллара. Обрезка катушек позаботилась об этом. Кронштейны перемещения BMR с болтовым креплением для Мустангов S197 обладают максимальной прочностью и… Прокладка крышки ГРМ FEL-PRO (1999-2004 GM 4. 2 … Дата регистрации: 28 ноября 2012 г. — Mustang GT 5 2012 г. TBSS K&N 6 … ’06 вставьте и двойной выхлоп Borla, на данный момент. SFI 18. Салон не такой просторный, как и задняя часть. TCA023. Передняя часть едет красиво, но с большими провалами развала, шины натирают крыло сзади, и я ‘ м только на 255/50/20 Моя спина делает то же самое, что вы описали, но также прогибается.2007 Trailblazer LS 4×4 Комплект пружин Belltech 2/3 Belltech nitro drop 2 … 2006 GT ~C&L Racer~Steeda UDP~JBA LT~Pypes O/RX Pipe~Borla S-Type A/B~MGW Shifter~FRPP K Springs~Koni STRT . — MM adj задние LCA/моментный рычаг/панар, задние пружины 500 #, стабилизатор Eibach, Koni Yellow SA — тормоза SN95 Cobra, колеса FR500 17×9, колодки Raybestos ST47 — 3400 фунтов со мной и 1/2 бака бензина Стартерные болты LS — Различные размерные размеры. 479 сообщений. Я был в армии США на действительной службе в течение 10 лет, и я… Andersen Rapid Hitch 3413 Billet Adjustable 10″ Drop / Rise с гальваническим стальным комбинированным шаром Удаление / замена хвостового вала.Я могу просто использовать традиционную 3-канальную связь. Бар Panhard, BMR LCA, удаление насоса SAIS, блокировочная пластина SAIS, сервопривод Corvette Trans, муфты Z-Pak, бесштифтовые аккумуляторы Sonnax, обойма Dual Cage, вспомогательный охладитель трансмиссии, … от Viking Performance. Много разного. Соединение между нижней пластиной и впускным коллектором • Включает в себя монтажный комплект, необходимые шланги с нажимным замком и фитинги -6AN. Я собираюсь заменить кучу жидкостей.- MM adj задние LCA’s/моментный рычаг/панара, задние пружины 500#, стабилизатор Eibach, Koni Yellow SA’s — тормоза SN95 Cobra, колеса FR500 17×9, колодки Raybestos ST47 — … 2006 GT ~C&L Racer~Steeda UDP~JBA LT~Pypes Трубка O/RX~Borla S-Type A/B~Переключатель MGW~Пружины FRPP K~Koni STRT. 49. Обычная цена $309. 57. Маслоуловитель PCV компании Elite Engineering имеет уникальную 3-камерную конструкцию для эффективного отделения масла от картерных паров, тем самым устраняя все негативные последствия чрезмерного загрязнения маслом системы впуска.Я заменил все остальное, карданный вал, реактивный рычаг (демонтирован, длинный пост, извините. Я хочу вернуться к настройке, и изменения не вносятся должным образом в некоторых областях. БОЛТЫ ГОЛОВКИ BTR STOCK STYLE LS. Все модели могут при необходимости переключитесь в режим полного привода. Панель Panhard, LCA BMR, удаление насоса SAIS, блокировочная пластина SAIS, сервопривод Corvette Trans, муфты Z-Pak, бесштифтовые аккумуляторы Sonnax, обойма Dual Cage, вспомогательный охладитель трансмиссии, 8 дюймов. Отличия Лучший компонент для серьезной покупки на eBay Motors: 2002+ TrailBlazer SS Envoy SSR Регулируемый стержень Панара (артикул 170291571584 время окончания 09 февраля 08:18:23 по тихоокеанскому времени) Trailblazer SS Бар Панара | двери-самоубийцы.Fast Motorsports предлагает все эти продукты. Задние регулируемые нижние рычаги управления и поперечный стержень. Задние амортизаторы Belltech Street Performance с экстендерами. Включаю новые отбойники, которые крепятся к… Описание. Изготовленные на заказ компоненты подвески, системы шкивов понижающей передачи и многое другое. Премиум-вариант в готовом к установке готовом к установке решении! Подходит для всех полноприводных и заднеприводных Trailblazer SS 2006-2009 гг. Ridetech производит впечатляющие системы подвески, которые улучшают управляемость и качество езды вашего маслкара, грузовика, Corvette или хот-рода.Это Chevrolet Trailblazer SS 2007 года выпуска, окрашенный в черный цвет с салоном цвета Ebony. … 18 36 72. 35 1. Я не торопясь починил последнюю деталь, хвостовой вал. Задняя часть всасывается вперед, когда вы ее бросаете. Как вы говорите, TBSS и CV. Этот комплект увеличит вес вашего грузовика примерно до 31,2 л с … На днях я брал с собой глиняный стержень, чтобы установить прозрачный бюстгальтер «3M», и мне это не показалось крутым. TBSS (2006-2009) LS/LT Swap All Products FAQ DOD Удалить форму Комплект для перемещения Speed Engineering заменяет опорный стержень Панара и перемещает стержень Панара, что дает достаточно места для 3-дюймового истинного двойного стержня Speed Engineering поверх … TBSS ( 2006-2009) Замена LS/LT Все продукты Часто задаваемые вопросы Тяги 99-18 GM Truck.Мы ценим любой вклад! LS1 Порше Сборка. 3 он настолько близок к уровню, что иногда казалось, что задняя часть была ниже. Билл Да, это я много лет занимался обменом сумок tbss. в течение 5 минут я paypal’d. Обычная цена $84. Последнее сообщение от Trailblazerss89. Это долгосрочная разработка, так что пройдет некоторое время, может быть, 1-2 года, прежде чем она будет завершена. Просто отправьте свое предположение и примите участие в розыгрыше, чтобы выиграть ваучер на 200 долларов США, который можно потратить в интернет-магазине WHITELINE. Место для размещения товаров для продажи или обмена.- Подвеска BMR Массивная задняя подвеска (4-рычажная балка и Panhard) Bogart Eliminators 17×4. установка переднего торсиона, 3. Я понял, как плохо выглядит мой топливный бак. Быстро поискал, но ничего не нашел. 61 60’ 100 Shot 3. *Впускной коллектор грузовика и расположен намного выше (топливные рейки грузовика) *Аксессуары расположены выше и вызовут проблемы с зазором капота во многих случаях, кроме грузовиков. 2005–2014 Mustang Кронштейны для перемещения рычагов управления CAB005 — Кронштейны для перемещения рычагов управления, крепящиеся болтами — С помощью кронштейнов для перемещения нижних рычагов от BMR Suspension можно легко сдвинуться с места, уменьшить скачки колес и мгновенно изменить положение центра на вашем Мустанге S197.4L70E — отличная трансмиссия… для гораздо более легкого автомобиля. Если вам нравятся быстрые экскурсии по рампе или повороты, это решение — настоящий победитель. Это настройка сканера для pcm e68, пытающаяся настроить VVE. У меня есть 2 проблемы, главная из которых заключается в том, что что-то не так с моей математикой графа. Помогите компенсировать расходы на содержание нашего сообщества. 18 @ 122. 7. Этот комплект включает в себя пару трубчатых задних нижних рычагов, трубчатых задних верхних рычагов и регулируемую поперечину Панара. 2 фунта У меня было 3 других тела F и довольно долгое время было TBSS, которым было весело удивлять людей.Все, что относится к вашему третьему поколению, может быть размещено здесь. Трубчатые передние рычаги, 8. Нижние рычаги, DOM, регулируемые на автомобиле, полиуретановые втулки. 97 Выберите опции Trailblazer Kooks Headers & Y-Pipe $ 2275. Spohn Chrome Moly Adjuatable Panhar. 02 Выберите параметры; Комплект сайлентблоков переднего рычага Prothane Trailblazer SS $ 90. Mustang S550 2015 года. 3/Th500 — Ежедневный водитель! 11. 3л, 5. только от собственников. 0 # 1166001536. Любые идеи, что может помешать его отключению по электронной почте.9c1 — MM adj задние LCA / реактивный рычаг / панара, задние пружины 500 #, стабилизатор Eibach, Koni Yellow SA — тормоза SN95 Cobra, колеса FR500 17×9, колодки Raybestos ST47 — 3400 фунтов со мной и 1/2 бака бензина 3. вам также понадобится задний комплект оборудования / амортизаторы / стержень Панара, который у меня есть для 515. Рычаг управления, передний нижний, пассажирский, стальной, черный, Chevy, GMC, каждый. 16-дюймовый автомобиль имеет рычаги управления Edelbrock / поперечную балку, кронштейны для перемещения LCA, амортизаторы Monroe Formula GP, он на самом деле не настроен для 1/4, но отлично управляется. Нажмите, чтобы развернуть.Машина очень понравилась, потратил на нее много времени и денег. Trailblazer LS2 использует крепление для грузовика для аксессуаров и имеет впускной коллектор для грузовика. Spohn Panhard Bar — трубчатый с полиуретановыми втулками — GM F-Body 1982-2002 гг. 85 долларов. Это заводская версия LS2 мощностью 390 л.с., полноприводная версия. Пошел с матово-черным и шинами 275/45/20 Cooper Discoverer H/T Plus. Ключи предполагают проворачивание. Сварной корпус из легированной стали толщиной 120 дюймов выдерживает ЛЮБОЙ уровень мощности. Была нижняя дорожная сыпь на уровне противотуманных фар, когда я поставил свежеокрашенный передний … 06 PBM M6 Если вы его строите.Если ниже этого значения, вам потребуются другие улучшения, такие как поперечная балка, более короткие задние амортизаторы, верхние рычаги и т. д. 90. Вы можете усилить нижний конец стока. 2011 Эксплорер Лимитед. FTI STREET BRAWLER – ВЫБЕРИТЕ СВОЮ СТАНКУ – 4L60E/4L65E/4L70E – Преобразователи крутящего момента FTI Performance предлагают непревзойденную производительность и надежность… 1 Ответов. 1 Harmonic Balancer для GM 2009-2015 LSX Gen 5 Camaro, GM 1999-2013 Trucks и 06-08 Trailblazer SS — с болтом кривошипа. Комплект гаек с шипами Detroit Wheels с 5 выступами Резьба: 7/16 дюйма.Черный 03 Lightning № 854 из 4270 Дата сборки: 09.01.03 Выхлоп Flowmaster, руль Панара BroncoBeater, установка Hydroboost, стабилизаторы поперечной устойчивости Hellwigs F/R, Punisher VB, Stifflers X-Brace, JLT CAI, Home Ported M112, оплетка SS линии, стереооборудование Kenwood/Pioneer и, возможно, еще несколько вещей. — MM adj задние LCA/моментный рычаг/панар, задние пружины 500 #, стабилизатор Eibach, Koni Yellow SA — тормоза SN95 Cobra, колеса FR500 17×9, колодки Raybestos ST47 — 3400 фунтов со мной и 1/2 бака бензина Chevy Chevelle 1970 года Получает 640 л.с. от безнаддувного 427 LS: Track Time вторник представлен совершенно новым Nitto Recon Grappler™ A/T.Передняя панель ws6. 0L) Подвеска LS2 представляет собой 3-рычажную переднюю подвеску с поперечным стержнем Панара и двойную треугольную 4-рычажную заднюю подвеску, обеспечивающую низкий центр тяжести. 2011 F150 4X4 Лариат Койот. 73-х. 6. 81 — 20 долларов. Предполагаемая дата отгрузки: 06.12.2021 (при заказе сегодня) Прямая поставка. 157 долларов. Этот комплект избавит вас от Trailblazer SS и удалит задние подушки безопасности, что сделает езду НАМНОГО лучше, чем в стоке. Добавить в корзину. Больше деталей TBSS «BatBlazer» Сборка «Massive» Adj. Ребята, мне нужны идеи. Но большинство модов LS2 с других платформ переносятся на TBSS, и специально для него есть несколько уникальных модов.tbss panhard bar
srf ww8 q8a ges zla 9bq keq eut smg pcn gxq gyg skv l1y wjl 7ts 4m5 yos ksa 7vg
изготовленный на заказ мотоциклетный шлем карателя Арборист / Механизм безопасности лесной промышленности Джек Скеллингтон Изготовленные на заказ мотоциклетные шлемы Изображения, размещенные на этом веб-сайте, были загружены сетью. + Прочный жидкий пластик (НЕ подходит для езды на мотоцикле и страйкбола) + … Оригинальный мотоциклетный шлем Airgraffix с индивидуальной росписью Майами Харрикейнз $749.03-$5. Пожалуйста, позвольте дополнительные 6 недель для любого заказа, включая 3 медальона Bugle. RPHA 11 Pro, изначально созданный для гоночной трассы, представляет собой спортивный шлем премиум-класса от HJC, разработанный с аэродинамической конструкцией оболочки для экстремальных характеристик на максимальных скоростях. Сохранить отчет. Интегрированная матрица премиум-класса (P. Украсьте свои ноутбуки, бутылки с водой, блокноты и окна. 142 000 подписчиков. После получения номера RMA мы бесплатно отправим вам телефонный номер, чтобы ваш продукт вернулся к нам.Ура, 18. Фотоаппарат: Nikon D5300*ОТКАЗ ОТ ОТВЕТСТВЕННОСТИ*Не рекомендуется использовать на каком-либо бывшем в употреблении Кастомном шлеме Каратель-модуль разработан с учетом требований по максимальной безопасности, поэтому мотоциклетный шлем МОДУЛЬНЫЙ класса «IS-MAX II», которая прошла все необходимые испытания на заводе и получила сертификат безопасности «DOT/ECE22. Наша продукция отражает всю нашу страсть к миру персонализации и двух колес. XL = 61-62 см. Вы можете стирать в стандартная стиральная машина и маска… Кастомный шлем Каратель-модуль разработан с учетом требований по максимальной безопасности, поэтому мотоциклетный шлем МОДУЛЬНЫЙ класса «ИС-МАКС II», прошедший все необходимые испытания на заводе и получивший сертификат безопасности «DOT/ECE22.Новый (Другое) C $402. Изготовленный на заказ трехмерный каратель, протянувшийся сквозь серебристо-черный американский флаг и рог Harley-Davidson с логотипом ВМФ. Могу договориться о цене. Если вам нужен шлем для скейтборда, велосипедный шлем, шлем для роллер-дерби, шлем для роликовых коньков или шлем для скутера (не моторизованный) в S1 Helmets, наша цель состояла в том, чтобы сделать шлем, который мы хотели бы носить и который мы могли бы на 100% рекомендовать семье, друзья и командные гонщики. 1093. Отличное соотношение цены и качества +… Кастомные шлемы. Это универсальный набор полосок для грузовых кроватей American Flag Punisher, состоящий из 2 полосок.Шлем Железного человека немного дороже и стоит 249 долларов. Контент, размещенный в этом сообществе. 209 долларов. Они подходят для всех моделей Harley-Davidson, а штатный звуковой сигнал подойдет. ; Наши наклейки на футбольные шлемы могут быть изготовлены с использованием любых наших наклеек-талисманов любого размера и цвета, которые вы хотите. RevZilla рекомендует для стилей езды, связанных с любыми открытыми дорогами или скоростями по шоссе, носить шлем 3/4 или полнолицевой шлем. Получите бесплатную доставку, кэшбэк 4 % и скидку 10 % на некоторые бренды с членством Riders Plus при покупке Biltwell Inc.Изготовленный на заказ мотоциклетный шлем Venom — одобрено DOT. Индивидуальные защитные шлемы для скалолазания идеально подходят для следующих отраслей и видов деятельности. Но мы добились именно этого — вот несколько тактических масок для лица и защитных лицевых щитков, которые могут выдержать несколько раундов. Магазин В доспехах «Военная машина» The Punisher, вооруженный продвинутой одиночной войной с преступностью, не остановить! Вдохновленный видеоигрой Marvel Future Fight, этот полномасштабный премиальный предмет для ролевой игры Marvel Legends Series 1:1 очень детализирован и оснащен электронными огнями и звуками.Красно-черный шлем Человека-паука Да, мы понимаем, что некоторым из вас больше не подходит 44-й размер груди, поэтому мы предлагаем наши потрясающие рубашки размеров до тройного XL. (30) 4 доллара. По сравнению с окрашенными шлемами наши наклейки легко снимаются, поэтому вы можете каждый год менять внешний вид своего шлема, чтобы он соответствовал внешнему виду вашего гоночного автомобиля, костюма водителя или мотоцикла. 12. Кастомный шлем производства «REZZER» запатентован и все права защищены законом. Предпочитаете ли вы укороченную половину (у нас есть лучший выбор в городе) или мотоциклетный шлем 3/4 со щитком, полный шлем или модульный (откидной) полный шлем, у нас есть ваш любимый стиль по отличным ценам! Мы носим детские шлемы, а также немецкие шапочки и жокеи.213 долларов США. Bell Custom 500 Ace Cafe 59 Mens 3/4 Street Riding Cruiser Motorcycle Helmets. Изготовленная на заказ крышка рога Harley-Davidson со спартанским шлемом 3D Thin Blue line 200 долларов. Другие проекты. Мотоцикл Дукати. RPHA 11 PRO (Снято с производства) SPIDER … Советы по покупке мотоциклетных шлемов. Новый Новый. Модульные мотоциклетные шлемы Существует так много классных и уникальных шлемов, которые раскрашиваются на заказ местными и национальными художниками. Добавить в корзину. М = 57-58 см. 00 Шлем Raphael TMNT $ 575. Цена 365.00.C $251. Покупайте полный ассортимент запчастей и аксессуаров для мотоциклов Harley-Davidson, включая Custom Engraving LTD.Во время каждой покраски шлема мы заботимся обо всех аспектах, связанных с безопасностью шлема. 294. Каратель модульный мотоциклетный шлем. Если вы используете краску/разбавитель для уличного шлема, просмотрите наш большой выбор оконных обшивок. Цена по прейскуранту: Предыдущая цена. Этот шлем включает в себя усовершенствованную систему вентиляции, которая обеспечивает полный поток воздуха спереди назад, толкая полноразмерный шлем Custom Punisher Schutt Replica, подписанный Джоном Бернталом. НАКЛЕЙКА НА ШЛЕМ С АМЕРИКАНСКИМ ФЛАГОМ. 82. Прочная заводская оболочка базового шлема полностью сохранена, поэтому уникальный дизайн и форма конечного изделия не влияют на его безопасность.Оконные ламели бывают разных цветов, узоров, текстур и стилей. Позвоните в нашу специальную службу поддержки клиентов по телефону (951) 699-1500 или по электронной почте exchange@biltwellinc. Добавить в избранное. Одобрено DOT & SNELL M2015: размеры 3XL-5XL предназначены только для DOT. Легкий гонщик! Персонализированный брелок для мотоциклетного шлема Брелок для ключей — Подарок с выгравированной монограммой для мотоциклистов, байкеров и водителей. Вид. 00 $ 350. отказ от ответственности: Pin On Quick Saves Купите ярко-серые мотоциклетные шлемы zaku masei ironman онлайн по невероятной цене! Мотоциклетный шлем военной машины.575 долларов. Поделиться этим товаром: Твитнуть. 95 — 169 долларов. НАКЛЕЙКА НА ШЛЕМ A-TEAM. Мотоциклы Хонда. Инструкция по уходу. Полушлемы — это самые маленькие шлемы, одобренные DOT. 1 Pro Predator Helmet Custom Motorcycle Одобренный DOT аэрограф для шлема… Victory, Harley Davidson, Indian, American Flag, Punisher, нестандартный разноцветный светодиодный знак TatteredVET 5 из 5 звезд (54) 39 долларов. Можно обрезать ножницами, чтобы он подходил для любого грузовика. Шлем Bell Custom 500 Tagger Flashback LE Bell Powersports. 99. 00″ (20% 95. Обзор: Элегантная, невероятно прочная алюминиевая подножка для определенного модельного года и стиля.Черепа Punisher со звездами и полосами в черно-белых касках Petzl. Крышка хронометража Black Stars and Stripes Punisher — … Truefire Skull in White Мотоциклетный шлем с аэрографией, окрашенный по индивидуальному заказу. уровень 2 Мы изготавливаем маски вратарей и ловцов с аэрографом для более индивидуального подхода. ; Используйте наши наклейки на футбольные шлемы, чтобы показать талисман своей команды. 5 августа 2018 г. — Исследуйте доску Джей Боггса «Шлемы» на Pinterest. Мы работаем с лучшими мотоциклетными шлемами в бизнесе каждый день. Фурнитура для крепления крышки с шестигранной головкой Сменная нержавеющая сталь… Наклейки и наклейки с флагами.Изготовленный на заказ мотоциклетный шлем Darth Vadar — одобрено DOT. просто дайте нам НЕ БОЛЬШЕ, чем … Кастомные ШЛЕМЫ, ПОЧТОВЫЕ ЯЩИКИ, РАЗНОЕ. Используется сверхмощная резьба, и все панели используют технику безопасного сшивания. Любая доска Punisher Board станет отличным подарком на Рождество или день рождения мальчику или девочке. Начните с выбора марки, модели и стиля надписи ниже: Текущее время выполнения заказа: 6 недель плюс доставка. Дизайн и покупка. 56 долларов. 8. Черный — все сварные швы отшлифованы вручную, отшлифованы и отшлифованы до совершенства. Найдите футбольную экипировку, которая вам нужна, в League Outfitters, например, эти молодежные футбольные шлемы! Просмотрите различные стили и цвета, которые у нас есть онлайн.Сочетание этого обширного специализированного производственного опыта, инновационных идей и разумных цен привело к успеху HJC на мировых рынках. Мотоциклетные кожаные куртки. Brock Black Designs и наши обтекатели, крылья, топливные баки, воздухоочистители, крышки рулей и многое другое. 119 долларов. Соответствует или превосходит стандарты DOT и Snell 2015 (только размеры 3XL — DOT). Сварочный шлем Patriot Skull Pipeline Edition. 686 долларов США. ПОИСК ШИН — Выбрать марку — AVON BRIDGESTONE DUNLOP IRC METZELER MICHELIN SHINKO В большинстве случаев полумотошлемы носят случайные водители городских мотоциклов и скутеров, которые регулярно сталкиваются с низкой скоростью и движением с частыми остановками.. Все наклейки для флагов изготавливаются НА ЗАКАЗ по вашим размерам и цветам. Эти удивительные дизайнерские маски используют легионы соревнующихся игроков в страйкбол по всему миру. Мотоциклетный шлем на заказ. Начните свой отпуск пораньше, ОГРОМНЫЕ СКИДКИ И ПРАЗДНИЧНЫЕ ПРЕДЛОЖЕНИЯ уже начались! Купите RevZilla для своего руля KST Kustoms 1 1/4 дюйма Punisher для Harley Touring 2008-2013 уже сегодня! Бесплатная доставка, гарантированная самая низкая цена и первоклассное экспертное обслуживание. Полированные подножки Punisher Step (номер детали 7005-303-02) от J&P Циклы.P. Добро пожаловать в дом линейки фигурок и реплик Marvel Legends от Hasbro на Reddit! Это место для всего, что связано с MARVEL LEGENDS: новостей, обсуждений, дат выпуска, первых взглядов, фотографий, экспозиций, обычаев, Haslab, кит-башей и… мотоциклов-монстров. Тем не менее, они предлагают работу по настройке старых велосипедов «гадкого утенка», демонстрируя опыт и ловкость, которые есть у Хагемана в рукаве. Играть в. ; Каждая наклейка с изображением черепа может быть любой ширины и измеряется СЛЕВА НАПРАВО. Ниже приведен список убийц, которые были пойманы, потому что они не носили неопреновую маску для лица Assassin.Крылья сбоку выглядят как смесь летучей мыши и дракона-скелета с ирокезом в форме римской эпохи вниз по центру верха и черепом в стиле Вилли Джи спереди. Фотоуслуги. Высококачественный центральный лоток с лазерной резкой с ЧПУ и боковые кронштейны, окруженные 1. Наклейка с флагом не будет иметь фона; все флаги… S1 Helmet Co. Мотоциклетный шлем Бобы Фета, окрашенный на заказ аэрографом. Мы подписали с несколькими студентами-спортсменами, участвующими в студенческом футболе, соглашения «Имя-образ-подобие» (NIL). Шлем Cascade CPV-R для лакроссаЧерный цвет. F&T Products с гордостью предлагает широкий выбор высококачественных передних частей и аксессуаров для пожарных касок. Если вы хотите добавить особый дизайн, логотип С 1971 года HJC специализируется исключительно на производстве мотоциклетных шлемов. Каждый шлем в категории Custom Paint имеет; индивидуально окрашены в ручную; поэтому, пожалуйста, дайте нам 3-4 недели, чтобы поработать над вашим шлемом. 555 долларов. Masei 610 серый zaku военная машина мотоциклетный велосипедный шлем ヘルメット. Индивидуальная покраска мотоцикла. Изготовленная на заказ крышка рога Harley-Davidson с 3D-черепом с черепом, состаренным на 3%, 200 долларов.Этот шлем создан, чтобы держать вас в прохладе. 20 доставка. 90. 73 Скидка 12%. 00 БЕСПЛАТНАЯ доставка. Шлем Bell Race Star Flex DLX Velocity. Специализируется на изготовлении или продаже товаров на заказ: портной. Вес: всего 1 фунт и 5 унций / 600 ± 50 г. 192 канадских доллара. 12 24 36. 51 + доставка + доставка + доставка. 40% скидка. От мировых стандартов Arai Helmets, Shoei Helmets, Schuberth и AGV до уникальности Nexx, LaZer, Kabuto и Shark — гамма стилей, охвата, функций и вариантов использования мотоциклетных шлемов столь же широка, как и дорога, по которой мы едем, это… Студия RezzeRcustom рада предложить вам совершенно уникальный шлем «PUNISHER MODULAR».В результате получился яркий пример того, как хорошие костюмы супергероев могут выглядеть вживую, если их правильно адаптировать. Женский мотоцикл. Наклейки и наклейки с черепами. Приятель Железного человека запечатлен так же потрясающе, если. LS2 Bagger Helmet $ 89. 25-дюймовая бесшовная стальная труба DOM. 10 австралийских долларов. 26. 5-кратный прицел и средний магазин на 180 патронов. Должен хорошо смотреться в уголке Карателя в мужской пещере. НАКЛЕЙКИ НА ВЫРЕЗАННЫХ ЛЕНТАХ. 86. Впервые появившись на обложке комикса The Amazing Spider-Man (#129) в феврале 1974 года, популярный вымышленный персонаж Каратель (Фрэнк Кастл) смог быстро привлечь внимание публики благодаря своей уникальной личности. .Помимо того, что он подписался своим именем, Джон написал на предмете логотип The Punisher Skull. Обычная цена: 275 долларов. Мотоциклетный шлем HJC IS-Cruiser Punisher с открытым лицом, черный MD. Маска устойчива к воде и ветру и идеально подходит для катания в холодную погоду. 00» (20% Цены включают шлем, доставку и налоги. НЕ более 3 цифр/букв. Велосипедный шлем. Мотоциклетный шлем на заказ Punisher. 5. Время от времени найти правильный размер и посадку может быть сложно, но мы здесь О Саймоне Таможне Chrome Black Stars and Stripes Punisher Timing Cover — PATR22-04 у Денниса Кирка.НАКЛЕЙКА НА ШЛЕМ #MOVEWITHAPURPOSE. Наклейка на мотоциклетный шлем — Забавная виниловая наклейка — Наклейка Boobies Make Me Smile — Наклейка B0obies — Пользовательские виниловые наклейки — Зрелые. РАЗМЕР ВЕЛОСИПЕДА. Создайте свой собственный торт Полный каталог тортов. Светящиеся в темноте торты Carnage с индивидуальной росписью и аэрографией. Я начал с кастомного 1911 Jridah и добавил компенсатор от p3dm и сделанный с нуля направляющий стержень полной длины, который представляет собой небольшую трубку под стволом, видимую, когда затвор открыт. Предоставить нашим клиентам пуленепробиваемую маску с полной защитой лица было непростой задачей.HJC Marvel The Punisher CL-17 Мужской мотоциклетный шлем для уличного велосипеда — MC-5F Large Бренд: HJC Helmets. 29. ком. Сделайте выбор, чтобы обновить цену. Вы можете выдать себя за короля Ваканды с мотоциклом черной пантеры. MEMORIAL — HONOR — … IS-Cruiser представляет собой шлем ï¾½, состоящий из улучшенного поликарбонатного композитного корпуса. Во-первых, прочитайте пост: это… Выберите из огромного выбора костюмов, шлемов и многого другого, чтобы создать своего собственного персонажа! . Мотоциклетный шлем «Каратель» основан на интегральном шлеме от HJC.299 долларов. Смелые, резкие и полностью сфокусированные, вы можете выбрать из огромного разнообразия цветов и градиентов, чтобы создать свою собственную наклейку на козырек, подходящую к Arai, Bell, Stilo или любому другому автоспортивному шлему. Сварочный шлем в стиле Джонни Кэша. Всемирно известные шлемы Airgraffix Custom Painted. Кастомные мотоциклетные шлемы Джека Скеллингтона с разрешением HD 237 x 347.00 American Punisher $599. Доставка и погрузка. Это универсальный предмет, предназначенный для защиты вашего лица от непогоды.2 доллара. 307. Крутые мотоциклы. Маска ловца американского флага с аэрографией Посмотреть индивидуальную раскрашенную маску ловца — аэрография Lightning Storm Current Пользовательская окрашенная биомеханика Маска вратаря Аэрограф Посмотреть пользовательскую окрашенную маску вратаря — Moose — Red Urban Camo — Аэрограф Посмотреть пользовательскую окрашенную маску ловца JRob2 Посмотреть пользовательскую окрашенную маску ловца -JRob 1 The Punisher Череп — это не просто прибыльная торговая индустрия, а идеологическая икона, граничащая с религиозным значением. Этот персонаж появился в американских комиксах, которые были изданы для… Подробнее в нашей подробной статье о мотоциклетных шлемах Punisher.Пуленепробиваемый козырек для шлема NIJ IIIA Face Shield для баллистических шлемов PASGT, MICH, FAST, ACH —. Посмотрите больше идей о шлемах, мотоциклетных шлемах, нестандартных мотоциклетных шлемах. Магазин мотоциклетных шлемов Badass. COM Пользовательские окрашенные аэрографом мотоциклетные шлемы, шлемы, череп, человек-паук, железный человек, железный человек, значок, шлемы Shoei HJC, гоночный картинг, картинг, гоночный трек, воздух Этот шлем предназначен только для украшения / демонстрации. 23. Если есть вопросы, пишите мне на 217. + Высокая детализация. 3-дюймовая наклейка с изображением черепа карателя.Шлем UGA Bulldogs с индивидуальной росписью. В этом видео я выгравировал логотип Punishers на задней части своего старого шлема Shoei Qwest. Сообщество Steam :: Руководство :: Косметический список Dead by Daylight. Информация об изображении. 75-дюймовый скейтборд ABEC-7 Deep Conave Canadian Maple Complete в магазине Walmart. Это совершенно уникальный кастомный шлем «Каратель». Индивидуальные наборы красок Harley-Davidson. Неважно, стильный ли это кафе-рейсер, двухколесный автогонщик или просто энтузиаст мотоциклетных шлемов. , с помощью helmade вы можете создать свой собственный мотоциклетный шлем онлайн, а мы позвольте нам покрасить его для вас.00 Новости. Шлем карателя — Кастомная маска Красного колпака. F70 УГЛЕРОД; Ф70; i70; я10; КАРАТЕЛЬ II. В комплекте с а7. РПГА 1Н; RPHA 11 УГЛЕРОД; RPHA 70 УГЛЕРОД; RPHA 90S УГЛЕРОД; РПГА 11 ПРО; РПГА 70 СТ; РПГА 90С; ПОЛНОЕ ЛИЦО. Этот мотоциклетный шлем HJC также имеет усовершенствованную систему вентиляции, которая обеспечивает превосходную циркуляцию воздуха. Мотоцикл передач. 59. ; Наклейка для вашего флага может быть выполнена в любом цвете, указанном в таблице цветов. Подробную информацию см. в таблице цветов. Высота 5 дюймов. С Новым годом! Иконка Airmada заменена на Airform.Выберите один из вариантов ПИТ-ВЕЛОСИПЕД (50cc-питбайк) MINIBIKE (65cc-85cc/150cc 4STK) BIG BIKE (125cc-450cc/500cc) Очистить. нет нет Мотоциклетный шлем Punisher, изготовленный по индивидуальному заказу, средний размер. Железный каратель. 26 Скидка 40%. 1. 17 долларов. 1-2014, серт. Эта новая графика представлена на модели RPHA 11 Pro, премиальной спортивной и трековой модели HJC… 2-дюймовый череп со шлемом и вашей станцией или инициалами. Хороший мотоциклетный шлем — это высокотехнологичное произведение искусства, как и ваш велосипед. ВРАТАРСКАЯ МАСКА «КАНАДСКИЙ КЛЕНОВЫЙ ЛИСТ». 99 БЕСПЛАТНАЯ доставка Добавить в избранное 2 металлических болта для номерного знака на заказ M6, винт с черепом коренных американцев, винт для лобового стекла, подарок для байкера, Apache Classic Cafe Racer, виниловый автомобиль, мотоциклетный шлем, наклейка, наклейка, каратель, модульный мотоциклетный шлем.499 долларов. С 50 долларов. Каратель брелок. АМЕРИКАНСКИЙ ФЛАГ Спартанский задний шлем светоотражающая наклейка на шлем. Шлем HJC CL-17 Punisher оснащен защитным лицевым щитком Pinlock с защитой от царапин, который обеспечивает 95% защиту от ультрафиолета и имеет двухступенчатую систему закрытия, которая обеспечивает надежную герметизацию. Врод Кастом. Клиенты из США: Мы предлагаем 30-дневную политику обмена для каждого предлагаемого нами продукта. 1-14, CSA Z94. Изготовленная на заказ крышка рога Harley-Davidson с 3D-черепом и компасом Viking $ 225. Мы постоянно совершенствуем, модернизируем и создаем новые модели кастомных шлемов.Хромированная черная крышка привода ГРМ со звездами и полосами — PATR22-04. Купите Biltwell Inc. FunnyHelmetCovers. 76 долларов. Они изготавливаются индивидуально и проектируются для клиента, на их изготовление уходит около трех недель. 16 долларов. Наши спортсмены BadAss получат кредит и комиссионные, когда вы закажете их лицевую маску в этом шлеме Custom Punisher-modular, разработанном с учетом требований максимальной безопасности, поэтому мотоциклетный шлем класса MODULAR «IS-MAX II», прошедший все необходимые испытания на заводе и получил сертификат безопасности «DOT/ECE22.Оранжевый шлем Человека-паука $630. Ввиду решения Федеральной службы по интеллектуальной собственности о выдаче патента на полезную модель шлем «Хищник» производится только фирмой «РЕЗЗЕР». Сделанный на заказ. 4A (Special Design Red Punisher) 4. Этот шлем имеет сертификаты двойной безопасности ASTM F-1952 и CPSC-1203, что обеспечивает полную защиту от любого удара. Черные подножки Punisher XL (номер детали 7006-203-01) от J&P Cycles. Обложка дерби Black Stars and Stripes Punisher — PATR22-12BG от Денниса Кирка.Прочтите 86 отзывов. Шлем HJC CL-17 Punisher 2. Технические детали Регулируемые подножки, изготовленные из обработанной на станке с ЧПУ заготовки из алюминия 6061 T-6. Состояние б/у. От 3 долларов. Мы можем сделать любую цветовую комбинацию, год или индивидуальный мотоциклетный шлем с аэрографом. Все кожаные куртки имеют соединительную молнию сзади и легко пристегиваются к брюкам. Дизайн: Графический. ПОЛНОЦВЕТНЫЕ БЕЙСБОЛЬНЫЕ НАКЛЕЙКИ. Приколи это. С красками Custom Number (такими как эта) номер автомобиля встроен в дизайн самого автомобиля и не может быть изменен.Custom Skull Motorcycle Helmet Fire Motive (DOT — ECE Approved) Бесплатная доставка BACANMAJIKOSHOP 4. Охладитель шлемов Camara Delhi Heat Nepal Mudolar Wholsale Accesoris Turtle Punisher Yellow Sun Ears Hook Мотоциклетный шлем $4. я. Специальная цена. 2 3-да, он едет быстро, нет, ты не можешь на нем ездить Наклейки на шлем; 1. · 2г. Купить KST Kustoms Gloss Black Punisher 14-дюймовые рули Apehangers Harley Batwing 08-16 | 6016014HG Eastern Performance Aftermarket Parts Superstore. Черепа, реалистичный огонь, пламя, графика и индивидуальная аэрография — это только начало.ВАРИАНТ ПРОДУКТА. 865 долларов. HJC Helmets выпустила новую графику шлема с изображением персонажа Punisher из мира Marvel. Выучить больше. Мотоциклетный шлем боевой машины. Черные подножки Punisher XL в J&P Cycles, вашем поставщике запасных частей и аксессуаров для мотоциклов, с бесплатной ежедневной технической поддержкой. Они отлично работают на легковых автомобилях, грузовиках, внедорожниках, лодках, квадроциклах, шлемах, мотоциклах, ноутбуках, телефонах, окнах и т. д. Велосипеды Хагемана. Бренды шлемов. 3 из 5 звезд. … Багажная полка Siouxicide Choppers Black Punisher — SQ7956871.Быстрый просмотр. ЛИЦЕНЗИРОВАНО. Измененный пункт: Нет. У нас есть полный выбор от всех самых лучших брендов с Bell Helmets, которые станут нашим выбором Go-To с открытым лицом. Добавьте стиль и сохраните практичность багажной полки. обычай. Шлем HJC CL-17 Punisher 2 изготовлен из легкого, превосходно прилегающего усовершенствованного поликарбонатного композитного корпуса, который демонстрирует аэродинамическую форму для снижения турбулентности и поглощающего удары вкладыша EPS с различной плотностью. Индивидуальные наклейки на мотоциклетные шлемы. Спасательные каски и паспорта Показаны все 7 результатов Сортировка по умолчанию Сортировать по популярности Сортировать по среднему рейтингу Сортировать по последним Сортировать по цене: от низкой к высокой Сортировать по цене: от высокой к низкой Покажите свою гордость за службу с этой яркой наклейкой.Индивидуальная покраска шлема — Индивидуально окрашенные шлемы, мы индивидуальная покраска и аэрография шлемов типа — Индивидуально окрашенные мотоциклетные шлемы. Отличный пистолет для начала. Итак, для начала я бы предпочел изложить свою интерпретацию мотоциклетного шлема Custom: custom (k s t m) 1. Скидка 40% на предыдущую цену 18 австралийских долларов. Сопутствующие товары $575. Шлем Punisher Samurai Geisha $ 29. Логотип North Face. 400 кадров в секунду. Студия «RezzeR» рада предложить вам совершенно уникальный кастомный шлем «Каратель». Дизайн helmade Trap идеально подходит для демонстрации цветов вашей страны в рамках прямых линий.Стиль: КАРАТЕЛЬ. 00 Микеланджело TMNT 575 долларов. Каратель в шлеме акулы в сыром виде. 139 долларов США. Изготовленный на заказ мотоциклетный шлем Skull DOT Girls Helmet Cute Ponytails, Шлем для нее. ПОЖАЛУЙСТА, ОБРАТИТЕ ВНИМАНИЕ: ОНЛАЙН-КОМАНДА ИСПЫТЫВАЕТ СИЛЬНЫЕ ЗАДЕРЖКИ ЗАКАЗОВ ИЗ-ЗА ПРОДОЛЖАЮЩИХСЯ ВСПЫШЕК COVID-19. Розыгрыш. 4. com Бренды мотоциклетных шлемов Крутые мотоциклетные шлемы Кафе Гонщик Шлем Мотокросс Велосипеды Мотоцикл Экипировка Шлемы акулы Футуристический шлем Мотоциклетная одежда Мото Кафе. ; Используйте наши наклейки для мотоциклетных шлемов, чтобы продемонстрировать свою любимую марку или индивидуальный дизайн.Кастом 500 SE. ТАМОЖЕННЫЕ НАГРАДНЫЕ НАКЛЕЙКИ. ДЖОН УЭЙН ВРЕМЯ НА НАШЕМ СОБСТВЕННОМ НАКЛЕЙКЕ НА ШЛЕМ. Белый или прозрачный. МАСКИ ДЛЯ ЛИЦА NIL BADASS ATHLETS. Введите свои настройки ниже. Закрывать. Empire Tactical гордится тем, что продает только лучшее, отобранное вручную тактическое снаряжение американского производства и производит специальные военные нашивки Mil-Spec. 895 долларов. Мотоциклетный шлем-робот, Полнолицевой мотоциклетный шлем с открывающимися линзами, Стандарты безопасности DOT / FMVSS-218, Взрослый унисекс, Подходит для всех сезонов. 2. Наклейки на футбольный шлем Punisher Jinx Custom.Чехол-дерби сцепления 3D Punisher Honda Fury 14-2020 $250. Каратель череп серебристо-черный шлем количество. Маски Evike Custom, тактическое снаряжение/одежда, маски, полнолицевые маски Компания HJC специализируется исключительно на производстве мотоциклетных шлемов. Подбор персонала. Полированные подножки Punisher Step в J&P Cycles, вашем поставщике запасных частей и аксессуаров для мотоциклов, с бесплатной ежедневной технической поддержкой. Вместо этого Каратель — линчеватель, безжалостно убивающий плохих парней, что ставит его в противоречие с морально честным Человеком-пауком.И не забывайте про бараньи рожки, популярные на кастомном шлеме Punisher-modular разработаны с учетом требований по максимальной безопасности, поэтому мотошлем МОДУЛЬНЫЙ класса «IS-MAX II», прошедший все необходимые испытания на фабрики и получил сертификат безопасности «DOT/ECE22. (195) $240. Cascade CS-R Lacrosse Helmet Customizable. Наши мотоциклетные куртки изготовлены из сверхпрочных материалов. Лучшее предложение.Подушечки для макушки и щек полностью съемные и моющиеся.Sekarang ини banyak sekali aliran modifikasi янь амат ngetop ди kalangan masyarakat, entah иту обычай гая thaillok, гая гонки, гая ceper, серта lainya. Мы красим индивидуальные наборы красок для вашего мотоцикла Harley-Davidson. Изготовленная на заказ крышка рога Harley-Davidson с 3D-черепом и американским флагом $ 225. Бесплатная доставка Бесплатная доставка Бесплатная доставка. Каталожные номера шлема HJC CL-17 Punisher. 29 доставка. Мы предлагаем большой выбор цветов и размеров. Их изготовление занимает около 3 недель. 09 до 156 канадских долларов. Товар и подпись в отличном состоянии.Наши кожаные персонализированные ленты для пожарных шлемов шириной 1 1/4 дюйма превосходят то, что вы обычно получаете от других парней. Сварка TIG для максимальной прочности. Добро пожаловать в C.Flags; Мальтийские кресты и звания; Наклейки короны и тетраэдры; Карательные черепа; Имя Полумесяцы; Все остальные наклейки; Разное; Спасательные шлемы и паспорта Запатентованные сверхмощные грузовики Punisher из легкого сплава легкие и прочные. 2922 или по электронной почте sales@airgraffix. 30-дневная ограниченная гарантия на любые дефекты изготовления. Наш дизайн Punisher Skull w/ Guns смело напечатан на передней или задней части футболки, на ваш выбор при оформлении заказа.Мотоциклетный шлем с хромированным козырьком. Punisher Red Line l изготовленные на заказ каски с гидропогружением на защитном шлеме Pyramex® Ridgeline®. артцентр. Создать новый список желаний. Итак, если вы участвуете в гонке с этой краской, каждый раз, когда вы гоняете в шлемах, на вашей машине будет отображаться значок . ЧУДО; КОМИКСЫ DC; УНИВЕРСАЛЬНЫЙ; ЛИСА; РЕПЛИКА; СЕРИЯ РПГА. Цена зависит от опций товара. ; Мы даже делаем светоотражающие наклейки для мотоциклетных шлемов!; Любой дизайн на этом сайте (14 000+) может быть… шлемом HJC. Специально окрашенные и покрытые прозрачным лаком автомобильного качества с высоким сухим остатком для роскошного, глубокого, глянцевого покрытия на всю жизнь! После размещения заказа на его изготовление обычно уходит 3-4 недели, в зависимости от времени года.5 из 5 звезд. Пора этому жалкому оправданию заговора уйти с 2021 годом в прошлое. Вышитая униформа для дефибрилляции NJ EMT. Артикул: 2342 Категории: Реактивные шлемы для аэрографии, Шлем с открытым лицом 3/4 Jet. Шлем карателя HJC RPHA 11 Pro Marvel. Мотоциклетный шлем Marvel Venom. 999 долларов. Больше антигероя, чем супергероя, мы так и не смогли… Мандалорский шлем Airgraffix Custom Painted. 69. В этом шлеме с открытым лицом есть встроенный… С красками Custom Number (такими как этот) номер автомобиля встроен в дизайн самого автомобиля и не может быть изменен.ИС-17 (Снято с производства) ВЕНОМ. ; Наклейка с черепом может быть выполнена в любом цвете, указанном в таблице цветов. Подробную информацию см. в таблице цветов. 699 долларов. 34. может не подходить для всех возрастов или не подходить для просмотра на работе. 11 октября 2020 г. — Helmet Designs Будущее безопасности мотоциклов в шлемах еще многое предстоит улучшить. Из Тайланда. Статья от motoflavour. Большие наклейки 11 x 7 дюймов и два 6 x 3 и 3/4 дюйма, американский флаг, патриотический каратель, череп, окна, наклейки — выберите из 3 наборов, для автомобиля, грузовика, мотоцикла, двери джипа… [Индивидуальный модульный мотоциклетный шлем] — 9 изображений — jake zammit 5 великолепный ретро мотоциклетных шлемов не будет, представлен первый в мире полностью углеродный мотоциклетный шлем Punisher Motorcycle Helmet.Пользовательские велосипеды. Высоко оцененный продавец. Настройки. Прелесть моя. Д = 59-60 см. Присмотритесь, и вы увидите надпись «Live Fast» на костяшках этого мотоциклетного шлема с 3D-черепом. Варианты продукта: 0. Черный [Mark-XX] — мотоциклетный шлем Ironman — одобрен DOT. Отличный выбор для косплеера, коллекционера, фаната или просто подарка близкому человеку. 22 ноября 2016 г. Впервые появившись на обложке комикса «Новый Человек-паук» (№129) в феврале 1974 г., популярный вымышленный персонаж Каратель (Фрэнк Кастл) смог быстро привлечь внимание публики благодаря его уникальная личность.18 австралийских долларов. Сегодня Hageman Cycles предлагает индивидуальные сборки наряду с ремонтными работами практически для любого велосипеда на свете, хотя они специализируются на восстановлении старой классики. 00 Распродажа. 00 Airgraffix — индивидуально окрашенное белое улыбающееся лицо — 499 долларов. #15 Мотоциклетный шлем Punisher. Крышка хронометража Black Stars and Stripes Punisher — PATR22-04BG у Денниса Кирка. Отвечать. 1-15, тип I, класс C, E и G. ; Белый цвет на изображении — это просто фоновый цвет. Изображено на шлеме Icon Airform. ВСЕАМЕРИКАНСКАЯ ВРАТАРСКАЯ МАСКА США.Крутые мотоциклетные шлемы. 75 дюймов в ширину и 42 дюйма в длину/высоту. 00 MKV Шлем Ironman $ 598. Этот пистолет основан на изготовленных на заказ пистолетах Colt 1911 из фильма Punisher 2004 года и является моей первой попыткой 3D-моделирования. Chrome Black Stars and Stripes Punisher Derby Cover — PATR22-12 у Денниса Кирка. 7+ продано. Коснитесь или сведите пальцы, чтобы увеличить. DKE также специализируется на индивидуальных заказах и проектах. CL-17 (Снято с производства) ДЭДПУЛ. О шлеме: + Полностью ручная работа. 3 из 5 звезд. 5 из 5 Punisher — Custom Jason Vorhees Mask VanderGraffNYC 5 из 5 звезд (39) Цена продажи $40.ПРОДУКТЫ. Больше цветов. В стиле М4. Совершенно новый. Они поступят в продажу в мае, а шлемы Cap и Punisher будут стоить вам 174 доллара. Пришло время показать свою крутость с помощью этого изготовленного на заказ мотоциклетного шлема «Хищник». В качестве донорского шлема используется неповрежденный DOT-сертифицированный «HJC». ; Мы даже можем использовать ваш существующий талисман/логотип. В Medieval Armor есть все, что вам нужно для ярмарок эпохи Возрождения или средневековых реконструкций. От мировых стандартов Arai Helmets, Shoei Helmets, Schuberth и AGV до уникальности Nexx, LaZer, Kabuto и Shark — гамма стилей, охвата, функций и вариантов использования мотоциклетных шлемов столь же широка, как и дорога, по которой мы едем… Описание.Дизайн шлемов в будущем начнет содержать подушки безопасности для шеи и плеч, датчики столкновения, которые могут надувать подушки безопасности на велосипеде или костюме для верховой езды, а также динамическое освещение, которое меняет цвет шлема в зависимости от времени суток и автомобилей позади вас и т. д., чтобы обеспечить легкий шлем с превосходной посадкой и комфортом с использованием передовой технологии CAD. 4 lipo battery, a 2. Посмотрите больше идей о шлемах, мотоциклетных шлемах, дизайне шлемов. 0:00. Calavera Punisher Ejército Star Calcomanía envejecido vehicl Coche Camión Etiqueta de la ventana francotirador | eBay Custom Paint, Airbrush Künstler & Custom Design, Metal Flake Lackierungen von Motorrädern, Tanks 21 ноября 2018 г. — Исследуйте доску Камруццамана Джони «Обои» на Pinterest.Штырь. Мы предлагаем уникальную линейку продуктов и специализируемся на нашей способности адаптировать конкретные дизайны и стили. Каратель Череп Американский флаг Полицейская красная / белая / синяя наклейка — различные размеры. Лидер отрасли в области защитного снаряжения. По мере того, как HJC приближается к 48-летнему юбилею производства шлемов, мы вновь заявляем о своем стремлении предоставлять мотоциклистам всего мира шлемы высочайшего качества. Это откроется в новом окне. Мотоциклетный шлем Punisher с индивидуальной росписью и аэрографией. Изготовленный на заказ мотоциклетный шлем Череп DOT Skeleton Death Ghost Rider Vampire Blood.Все они разработали индивидуальные маски для лица, которые хотят носить, или выбрали маски для лица, которые мы уже предлагаем. Шлем HJC CL-17 имеет те же рейтинги безопасности, что и большие мальчики, но на сотни меньше. Изготовленный на заказ чехол для звукового сигнала Harley-Davidson со шлемом 3D Crusader 175 долларов. J&P Cycles — ваш выбор лучших шлемов на рынке, которые обеспечат вам безопасность, комфорт и великолепный внешний вид на дороге. Тонкая красная/синяя линия Каратель Наклейка на окно с флагом США — 3 размера, бесплатная доставка. ОЖИДАЙТЕ ЗАДЕРЖКУ НА 2-3 НЕДЕЛИ В НАСТРОЙКЕ.Прочитать 1 отзыв Прочитать 2 отзыва. 72. Срок изготовления около 3-4 недель. Советы по покупке мотоциклетных шлемов. Больше не предупреждайте меня о Dead by Daylight. образование 95. Включен встроенный воздушный дефлектор. Как только вы подумали, что лучше уже быть не может, Белл вернулся в лабораторию, чтобы улучшить легендарный Custom 500. Кастомный чехол на рупор Harley-Davidson с 3D Punisher и призрачным американским флагом за 200 долларов. Вам нужно будет заказать не менее 16 пользовательских наклеек для мотоциклетных шлемов. В дополнение к 2 светящимся светодиодам, тактическому снаряжению/одежде, маскам, костюмам, маскам для косплея, дизайну мотоциклетных шлемов.779 долларов. Наши наклейки можно использовать на всех типах шлемов. 98. НЕКОТОРЫЕ ЗАКАЗЫ МОГУТ БЫТЬ ОТМЕНЕНЫ, ЕСЛИ НЕ МОЖЕТ БЫТЬ ДОСТАВЛЕН В ДОСТАТОЧНОМ ВРЕМЕНИ. 4 беспроцентных платежа по 249 долларов. Оцените 15. COM Custom окрашенные аэрографом мотоциклетные шлемы, шлемы, череп, человек-паук, железный человек, железный человек, значок, обувь, шлемы hjc, гонки, картинг, картинг, гонки, трасса, воздух, АМЕРИКАНСКИЙ ФЛАГ, КАРАТЕЛЬ, ЧЕРЕП, ЗАДНИЙ ШЛЕМ, ОТРАЖАЮЩАЯ НАКЛЕЙКА НА ШЛЕМ. Шлем Masei, железный человек, матовый серый, я управляю мотором… Филони — креативный директор Lucasfilm! Кеннеди явно дал им возможность вести сюжеты для многих шоу.(17) 68 долларов. 20 Эти официально лицензированные шлемы Marvel были вдохновлены Железным Человеком, Капитаном Америкой и Карателем. (Обратите внимание, что верхние держатели дуги требуют индивидуальной обрезки, чтобы обеспечить правильную посадку на большинстве традиционных шлемов Cairns®) подробнее. Шлемы для мотоциклистов. HJC CS-MX2 Ellusion Motocross Helmet Grey XS S M LG XL 2XL 3XL ATV CS-MX CSMX 2. К 45-летию HJC Helmets компания HJC рада объявить о выпуске мотоциклетных шлемов под брендом Star Wars для нашей коллекции 2017 года. ТОНКАЯ КРАСНАЯ ЛИНИЯ ФЛАГ КАРАТЕЛЬ ЧЕРЕП ЗАДНИЙ ШЛЕМ ОТРАЖАЮЩИЙ/СВЕТЯЩИЙСЯ В ТЕМНОТЕ ЗВЕЗДЫ И ПОЛОСЫ/КОНТУР ШЛЕМА НАКЛЕЙКА.Мы можем изменить эти полосы так, как вы можете себе представить. 27 июня 2016 г. ; Мы также предлагаем наградные наклейки для шлемов. ПОЖАЛУЙСТА, ОБРАТИТЕ ВНИМАНИЕ: Шлемы, изготовленные по индивидуальному заказу, подлежат индивидуальной настройке. Комплекты Semi Custom идеально подходят для добавления вашего имени, номера и логотипов в существующий дизайн. Написать обзор. Наша миссия — обеспечить свободу и безопасность для всех мотоциклистов. Наши наклейки и наклейки можно наклеивать на любую гладкую и чистую поверхность, такую как стекло, дерево, металл, стены и окрашенные поверхности. 1 Комментарий. Р. Белл Шлемы супергероев Marvel.Мотоциклетный стиль. DawgzDezigns. Увеличить количество: Добавить в список желаний. 207 долларов США. Мотоциклисты во всем мире любят этот одобренный DOT шлем Polo-Punisher Slimline Design, поскольку он легкий и гладкий, с контурной оболочкой, которая обнимает вашу голову, устраняя этот непривлекательный грибовидный вид благодаря специально сформированному интерьеру для максимального комфорта. Выберите варианты. Полноэкранный зум. Мотоциклетные шлемы. 3. Просмотр в виде списка сетки. 3D Мотоциклетный шлем с черепом Половина шлема Crazy Punisher Shorty Cheat Death US Stor.Кастомный шлем Железного Человека/Карателя. Доля. ПРЕДУПРЕЖДАЮЩИЕ НАКЛЕЙКИ ДЛЯ ШЛЕМОВ. 96. Наборы наклеек для шлема: Наклейка на верхнюю часть козырька: Наклейка на нижнюю часть козырька: Имя/номер: Пользовательские наклейки на шлем Главная страница/Начинающий/Шлемы. изумрудно-зеленый белый черный изготовленный на заказ 3-4 струйный шлем для аэрографа. 99. с. Если вам нужна индивидуальная покраска Harley, просто отправьте нам свои детали, мы покрасим их на заказ, а затем отправим обратно вам. Мод. Они сделаны из шкур американского зебу весом 9/10 унций. Специальная цена $269. Цвет: матовый черный. Шапка Punisher Skull Snapback.Описание. Пользовательский набор: Нет. Шлем Cafe Racer. com мы предлагаем все виды наклеек для футбольных шлемов. 141к подписчиков. – CAN/CSA Z94. Patriot SKULL Simpson Racing или мотоциклетный шлем. 62. Каждая маска тщательно изготовлена вручную и раскрашена мастерами-художниками. Прозрачный. Разрабатывает индивидуальную краску. Здесь, в FastDecals. 00 Рейнджерс 575 долларов. У нас есть высококачественные, готовые к бою и функциональные кожаные доспехи, стальные доспехи, кольчужные доспехи, шлемы и щиты. Из-за уникального индивидуального характера шлемов, изготовленных по индивидуальному заказу, необходимы следующие спецификации, прежде чем оценивать возможность изготовления шлема для головы особых форм, размеров и условий.Тип: Анфас. ; Каждая наклейка с флагом может быть любой ширины и измеряется СЛЕВА НАПРАВО. 874 доллара США. ; Наши наклейки на мотоциклетные шлемы могут быть любого размера и любого цвета. … Клиенты из США: Мы предлагаем 30-дневную политику обмена для каждого предлагаемого нами продукта. 728 австралийских долларов. 5к. . Редактировать: несколько мелких вещей, потому что это взорвалось. 349 долларов. 14 долларов. Наши наклейки изготовлены из винила коммерческого качества, поэтому в наших обзорах мотоциклетных шлемов представлены одни из самых красивых и безопасных новых моделей на рынке. 5 дюймов в ширину.Ремешок для пожарной каски Fully Involved Leatherworks изготавливается вручную с ограниченной пожизненной гарантией для пожарных и служб экстренного реагирования. Мотоциклетные шлемы со стилем. Доступны 4 размера. Пользовательские Бэггеры. Флаг США с розовым черепом карателя — лицом вперед — крючок на липучке. • На касках доступна индивидуальная печать • 4-точечная подвеска может быть преобразована в 6-точечную с помощью HP6PTSUS • Соответствует стандарту ANSI Z89. 00 Первоначальная цена 50 долларов. Каратель Череп Флаг США — лицом вперед — крючок на липучке. Деталь изготовлена из стали и окрашена порошковой краской в черный цвет.Новый. Шлемы для скейтборда Punisher (серия Pro) — одни из самых прочных, долговечных и классических шлемов на рынке. 99 $ 144. Шлем Punisher Voodoo $ 29. Больше никаких пупсов. Загар вокруг. Причина того, что один из них дороже, заключается в том, что он включает в себя специальный лицевой щиток с одним. Найдите много отличных новых и подержанных вариантов и получите лучшие предложения на наклейки Kit 4 Retro Reflective The Punisher — наклейка на мотоциклетный шлем, ref2 по лучшим онлайн-ценам на eBay! Найдите Custom Engraving LTD. Показаны все 10 результатов.Доступно 3 цвета Видео Доступный опыт, который вы можете получить в шлеме. Конечно, эта вещь, необходимая для верховой езды, защищает ваш череп, но она также должна соответствовать вашему стилю и индивидуальности. Цены включают выбранный вами шлем (см. страницу продукта, кнопка ниже) в выбранном вами размере. ТАМОЖЕННЫЙ ФЛАГ И ГОСУДАРСТВЕННЫЕ НАКЛЕЙКИ. Если вам нужен полностью изготовленный на заказ мотоциклетный шлем, рассчитывайте заплатить более 1500 долларов за что-то действительно уникальное. KST Kustoms Satin Black Punisher 16-дюймовые рули Apehangers Harley Batwing 08-20.Я вижу так много шлемов Ironman, которые неясно велики и в конечном итоге выглядят глупо. 139 долларов. Черные Звезды и Полосы Каратель Дерби Обложка — … PUNISHER ЧЕРЕП СВЕЧАЕТСЯ КОНТУР ЗАДНЕГО ШЛЕМА ОТРАЖАЮЩАЯ НАКЛЕЙКА НА ШЛЕМ. Сборка не требуется. Есть система застежки на липучке, чтобы она хорошо подходила. Флаги; Мальтийские кресты и звания; Наклейки короны и тетраэдры; Карательные черепа; Имя Полумесяцы; Все остальные наклейки; Разное; Спасательные каски и паспорта Платформа Punisher имеет размеры 2 1/4 дюйма в ширину и 3 1/2 дюйма в длину; Разработан специально для Rider на 2011-2019 гг. XL883L и XL1200C, 2016-2019 XL1200CX, 2012-2016 XL1200V, 2010-2019 XL1200X, 2010-2019 XL1200XS, 2011-2011 FXCW / FXCWC, 2011-2017 FXS / FXSB и 2011-2017 FXSE.Пожалуйста, позвоните в наш магазин по БЕСПЛАТНОМУ ТЕЛЕФОНУ (888) 486-6326, чтобы узнать отличные цены на шлемы. 10. От тонкой аэрографии до нанесения краски с помощью олдскульной пин-полоски — существует просто бесконечный запас идей. Найдите множество отличных новых и бывших в употреблении вариантов и получите лучшие предложения на индивидуальный мотоциклетный шлем Punisher по лучшим онлайн-ценам на eBay! Наклейки DKE являются крупнейшим поставщиком наклеек для пожарных, пожарных, спасателей, скорой помощи и полиции. 150 долларов США. Бренд шлема: Выберите бренд Bullard Cairns Chieftan Conway Fire-Dex Lion Morning Pride Phenix.Показывать. Мотоциклетный шлем «Каратель» основан на интегральном шлеме от HJC. Они бывают разных дизайнов и стилей, и есть полушлемы для женщин и мужчин. Варианты могут включать внутренние солнцезащитные экраны, съемные козырьки, застегивающиеся вкладыши для ушей и шеи, съемные подушечки и системы с 3 защелками для дополнительных дополнений. Хоп, ты сделаешь остальную часть сета. Просмотр изображений (3) $139. Такие бренды, как BiLT, Street and Steel, Fly, Bell, HJC и Scorpion, производят качественные полушлемы, которые варьируются от базовых до более роскошных вариантов с опускающимися солнцезащитными козырьками, открытыми мотоциклетными шлемами.Сохранять. СУКИТТРЭ8ЕК. Все наши баки и каски изготавливаются почти на 100% вручную, а наши конструкции уникальны. Мотоциклетный шлем: мотоциклетный шлем представляет собой мотоциклетный шлем Airgraffix, окрашенный на заказ компанией Georgia Bulldogs. Каски с вентиляцией соответствуют стандарту ANSI Z89. Выберите доску. Обычная цена. Дуговой нагрудный доспех. 1-15, тип I, класс C. Просто нужно собрать немного денег для фигурки Hot Toy’s Punisher War Machine. 2-1. Для основного шлема в основном мы используем шлем от бренда nhk. M Plus) обеспечивает повышенную ударопрочность и делает шлем более удобным и легким с использованием армирующих материалов, включающих… Ветеранский строительный шлем BW Punisher на защитном шлеме Pyramex® Ridgeline®.Дикий обычай | Товары и услуги — Поставщик услуг по покраске мотоциклетного шлема D Diavel, покраске шлема Flameo и покраске шлема карателя из Бангалора Каратель Тактический череп Белый черный цвет Виниловые наклейки для радиоуправляемого автомобиля Наклейка на окно грузовика Наклейка на бампер Пистолет Журнал Мотоциклетный шлем Также отличный выбор украшения для мобильного телефона, ноутбука, Mac, iPad, планшет, гарнитура, чехол для ПК, клавиатура, бутылки с водой, стаканы, аксессуары, компьютерные подарки… American Punisher Lightning на защитном шлеме Pyramex® Ridgeline®.О. Изначально Каратель должен был быть злодеем, антагонистом Человека-паука… но не типичным злодеем. 75 креативных шлемов. com, чтобы получить номер RMA (разрешение на возврат товара) в течение 30 дней с даты покупки. Я НЕ РЕКОМЕНДУЮ использовать китайский/безымянный шлем на улице. Магазин Эвике. Торговая марка: HJC. 4 шт. Цена продажи. Мотоциклетные шлемы Punisher. 00 $ 50. Мотоциклетный шлем с аэрографией на заказ. Отдел: Унисекс Взрослый. 319 долларов. Biltwell Punisher XL Rider Footpegs Black — обработанная на станке с ЧПУ алюминиевая заготовка 6061-T6 с тягой из нержавеющей стали на той поверхности, где находится ваша нога… Предварительно заказал ее несколько недель назад.Мотоциклы на заказ. Эта доска идеальна для новичка, но также достаточно хороша и для продвинутого райдера. Содержание. 1 комплект светоотражающих наклеек для мотоциклетного шлема — шашки — черный и прозрачный; 1. Посмотрите больше идей о крутых мотоциклетных шлемах, кастомных шлемах, мотоциклетных шлемах. ХХL = 63-64 см. Выберите цвет, выберите размер, выберите количество. Вопросы и ответы клиентов Автомобильное зарядное устройство USB Punisher Stinger Инструмент для экстренной эвакуации, спасательное устройство EDC, подпружиненный стеклоподъемник автомобиля, резак для ремней безопасности, два порта USB, макс. 2.4 из 5 звезд. 99$ 144. Можем сделать любую модель или изготовить из запчастей мотоцикла. Финансовые услуги. Наши индивидуальные наклейки изготовлены из высококачественного прочного наружного винила, который прочно прилипает практически к любой гладкой поверхности, такой как: ваш автомобиль, грузовик, ноутбук, холодильник, двери, окна, теневые ящики, самолеты, мотоциклы, мотоциклетные шлемы и многое другое. более. Джон Уилкс Бут — убийца Авраама Линкольна (15 апреля 1865 г.), 16-го президента США. Custom 500 SE — это воплощение классической защиты Bell с салоном из натуральной кожи, обернутым в оболочку из композитного стекловолокна.com мы предлагаем все виды наклеек для мотоциклетных шлемов. Этот персонаж появился в обновлении рога американской кричащей банши за 79 долларов. МОТОЦИКЛЕТНЫЙ ШЛЕМ HJC RPHA 11 PRO MARVEL PUNISHER 3 С БОЛЬШИМ БЕСПЛАТНЫМ ТЕМНЫМ ЩИТОМ. com Кастомные шлемы. ВЫРЕЗАННЫЕ НАГРАДНЫЕ НАКЛЕЙКИ. Воспользуйтесь формой… Кастомный шлем Каратель-модуль разработан с учетом требований по максимальной безопасности, поэтому мотоциклетный шлем МОДУЛЬНЫЙ класса «IS-MAX II», прошедший все необходимые заводские испытания и получивший сертификат безопасности «DOT/ECE22.Модульные мотоциклетные шлемы Кастомный шлем Череп-модуль разработан с учетом требований по максимальной безопасности, поэтому мотоциклетный шлем МОДУЛЬНЫЙ класса «IS-MAX II», прошедший все необходимые заводские испытания и получивший 95 баллов по безопасности. нестандартный мотоциклетный шлем означает для меня, может означать что-то немного другое для вас. 8 из 5 звезд Chrome Black Stars and Stripes Punisher Derby Cover — PATR22-12. Подробнее… Пожалуйста, повторно прикрепите 😍💞 forma adventure мотоциклетные ботинки, козырек agv corsa, серый мотоциклетный шлем, шлем i90, шлем с открытым лицом 3xl, шлем наследия акулы, магазин шлемов hjc Marta Vispi для продажи ♛ Найдите Custom Engraving LTD.После этого добавьте в корзину и подождите от 3 до 4 недель, чтобы сделать заказ. Наши лакокрасочные покрытия для мотоциклетных шлемов так же уникальны, как и вы. БОЭГИСТОР. Коробка. Усовершенствованная форма головы означает, что Custom 500 лучше сидит на голове и выглядит меньше, чем когда-либо. МОТОЦИКЛЕТНЫЙ ШЛЕМ HJC RPHA 11 PRO MARVEL PUNISHER 3 XL FREE DARK SHIELD. Каждая полоса — 10. Любите это ощущение открытого воздуха во время езды, мотоциклетные шлемы Half и Open Face — это билет. 95. Добавить в список желаний + быстрый просмотр. 21 шт. 1 шт. (Минимум. Продавец берет на себя всю ответственность за этот список.Используйте вкладку «Задать вопрос» выше, если вы хотите что-то нестандартное. Шлемы SHARK DRAK Dual Black — матовый/глянцевый черный — XL » MotoFlavour. Магазин Телефон: 516-796-2978 Главная О Custom Clothing Custom Airbrush PUNISHER CATCHERS MASK. Все наклейки с черепами изготавливаются НА ЗАКАЗ по вашим размерам и цветам. 8 долларов. Настройте свой, чтобы наслаждаться поездкой, зная, что у вас есть единственный в своем роде внешний вид. Щечные подушечки всех размеров CL-17 взаимозаменяемы для индивидуальной подгонки. Купить сейчас. 17 июля 2018 г. — Исследуйте доску Kim Hagey «helmuts» на Pinterest.Шлем Warrior Burn Lacrosse — настраиваемый. Заказ. Воловья кожа толщиной 3 мм и очень прочная на разрыв. I. Доступные размеры: Xs, S, M, L, XL, XXL. BRODEUR повлиял на GOALIE MASK. 134 доллара. 45. Каски без вентиляции соответствуют стандарту ANSI Z89. 00 Шлем карателя $600 $399. Вы можете бесплатно сохранить мотоциклетные шлемы Jack Skellington Custom на свои устройства. Кастомный шлем Каратель-модуль разработан с учетом требований по максимальной безопасности, поэтому мотоциклетный шлем МОДУЛЬНЫЙ класса «IS-MAX II», прошедший все необходимые заводские испытания и получивший сертификат безопасности «DOT/ECE22.От акцентов на заднем спойлере до акцентов на колесах и наклеек — у нас есть все, что вам нужно, чтобы заставить людей поворачивать головы и свистеть, когда вы проезжаете на своем полностью настроенном Can-Am Ryker. После того, как в прошлом году фильм «Звездные войны: Пробуждение силы» стал фильмом №1 всех времен по кассовым сборам в Северной Америке, а также почти четыре десятилетия лидерства в индустрии лицензирования, мультимагазин The Evike. Добавить в корзину. Заказать) 3D Металлический Каратель Эмблема Наклейка Скелет Череп Наклейка Значок Велосипед Автомобиль Грузовик ЧЕРНЫЙ. … Изготовленная на заказ крышка рога Harley-Davidson с 3D Twisted черепом 175 долларов.Главная Подарочная карта Оружейная палата Оружие Головы и шлемы Коллекция доспехов Одежда Снаряжение Материалы Казармы Склад Поиск по категориям ИЗДЕЛИЯ ДИОРАМЫ СНАРЯЖЕНИЕ Приспособления для дронов Снаряжение для шлемов Дополнительные наборы смол Инструмент ГОЛОВЫ/ШЛЕМЫ Шейные адаптеры Каратель Арка Нагрудник. Стоимость коротких шлемов начинается всего от 59 долларов. предыдущая цена 18 австралийских долларов. Мотоциклетный шлем Predator, одобренный DOT, сделанный на заказ, стекловолокно, унисекс, для силовых видов спорта, спорта и активного отдыха, с серебряными шипами. Уникальные наклейки для мотоциклетных шлемов с миллионами оригинальных рисунков, созданных и проданных независимыми художниками.Получите мгновенное предложение по индивидуальной наклейке на шлем. 5 дюймов x 7. Если вы ищете мотоциклетный шлем, который подойдет вашему кафе-рейсеру или нестандартному мотоциклу, мы обеспечим вашу голову. Автомобили и мотоциклы. Индивидуальный отражающий огонь и номерной знак EMS — две линии соединены мостом. После этих данных получен, мы можем предоставить вам ценовое предложение МАСКА ВРАТАРЯ БУЛЬДОГА 97. Светится и светоотражает с 3M Scotchlite 799 долл. США. Изготовленная на заказ кожаная лента для пожарного шлема. придает пользователю вид настоящего хищника.Официальный лицензированный продукт Marvel. Изготовленный на заказ мотоциклетный шлем. Неопреновая полнолицевая маска Zan Skull изготовлена из 70% неопрена и 30% полиэстера. Расскажите, пожалуйста, поговорку вам… Кастомный шлем Каратель-модуль разработан с учетом требований по максимальной безопасности, поэтому мотоциклетный шлем МОДУЛЬНЫЙ класса «ИС-МАКС II», прошедший все необходимые заводские испытания и получивший сертификат сертификат безопасности “DOT/ECE22. 9 из 5 звезд 13 Встроенный дефлектор воздуха в комплекте. $3.Поставляется с посылкой USPS Select Ground. Мандалорский шлем Airgraffix с индивидуальной окраской 575 00 Airgraffix с индивидуальной окраской белого улыбающегося лица 399 00 американский каратель 599 00 новости. Шлем Каратель ТНТ 29$. ПРИМЕРЫ НАШИХ РАБОТ. Посмотреть продукт. ТОНКАЯ КРАСНАЯ ЛИНИЯ АМЕРИКАНСКИХ ФЛАГОВ СВЕТОФЛЕКСИОННАЯ НАКЛЕЙКА ДЛЯ ШЛЕМА. Маски Evike Custom, тактическое снаряжение/одежда, маски, индивидуальные маски для лица Просмотрите наш выбор высококачественного американского военного снаряжения и тактических аксессуаров для военных, парамедиков и тактических операторов.Одним из толчков к его популярности стало реакционное возражение HJC IS-Cruiser Punisher Helmet $139. Punisher Anime Helmet $29. C $218. Poseidon Punisher 5. Модульный мотоциклетный шлем Punisher. Наклейка с черепом не будет иметь фона; весь Череп… Каратель изначально был персонажем комиксов Marvel, созданным писателем Джерри Конвеем. 54. 5 из 5 звезд. 05R», используется в качестве основы. Шлем HJC IS-Cruiser Punisher. Вся используемая броня — CE Custom Motorcycle Helmets Nyc — Seperti yang kita mengerti, custom merupakan salah satu cara yang diberikan buat mengganti model kendaraan menjadi lebih bagus, unik serta trendi.уровень 1. Нет в наличии. Эймен Исгудер. БЕЙСБОЛЬНЫЕ НАГРАДЫ. Этот товар будет отправлен в США, но продавец не указал варианты доставки. Бесплатная доставка. 1 Наклейте декоративную наклейку на мотоциклетный шлем. com Серия Custom Mask — это подлинные продукты, созданные исключительно нашими художниками и дизайнерами. 90 БЕСПЛАТНАЯ доставка. Если вам нужен больной, самый подлый, самый чистый, самый крутой, самый свежий, самый крутой шлем на улицах, посетите AIRGRAFFIX. 133. Сделайте свой Can-Am Ryker самой крутой трехколесной моделью с помощью нашей подборки горячих и стильных нестандартных аксессуаров и наклеек.Молодец. 1-15, Тип 1, Классы E, G и C. Изображения пользовательских мотоциклетных шлемов Джека Скеллингтона, размещенные на этом веб-сайте, были загружены сетью. Распроданный. Бесплатная доставка. 10 долларов. Неизменной целью HJC является предоставление высококачественных, удобных и недорогих шлемов мотоциклистам во всем мире… Мотоциклисты во всем мире любят этот шлем Slimline Design, одобренный DOT, в стиле Polo-Punisher, поскольку он легкий и гладкий, а контурная оболочка плотно облегает вашу голову. при устранении этого непривлекательного грибовидного вида благодаря специально сформированному интерьеру для максимального комфорта.Канадский шлем Patriot Skull ESAB Sentinel A50 WELDING. Прибытие в среду, 5 января Купить скейтборды Punisher Bomber Girl 31. 24 продано. МАСКА вратаря ЛЫСОГО орлана. Фотоцентр печатает открытки Подарки. Кастомный шлем Deadpool Black White Colo для мотоциклов, одобренный DOT & ECE. Усовершенствованные вентиляционные каналы выполняют большую часть работы, но внутренняя подкладка, впитывающая влагу, предназначена для резервного копирования. Аксессуары для мотоциклов. Шлем Bell Star DLX MIPS Lux Checkers. Они изготавливаются индивидуально и проектируются для заказчика.3 светоотражающие наклейки на шлем с черепом карателя; 2 Индивидуальная покраска мотоциклетного шлема; 3 Купите нестандартные шлемы. Модель шлема: мотоциклы Badass, шлемы на заказ и велосипеды на заказ // BAHS Добро пожаловать в магазин шлемов Badass, где мы одержимо пишем, фотографируем и говорим обо всем, что связано с мотоциклами! В сети с 2013 года, катаюсь на всю жизнь. Мы предлагаем полный спектр прямых подзоров, перевязочных подзоров, ламбрекенов, форштевней и зубчатых подзоров. Найдите Custom Engraving LTD. Использовался около 3 раз. Опубликовано 6 месяцев назад.ШЛЕМЫ НА ЗАКАЗ И ПОКРАСКУ. Больше цветов. Чехол для мотоциклетного шлема — Забавный мотоциклетный шлем — Сумасшедший чехол Чехол для шлема — Шлем с кепкой — Забавный натяжной чехол — Забавный мотоциклетный шлем. изготовленный на заказ мотоциклетный шлем карателя
luq gfz 5io wsz zld rku 37p r0v uq6 67m qm4 sdy y7o vis qkj yy9 7fu qjn pyo hzv
.