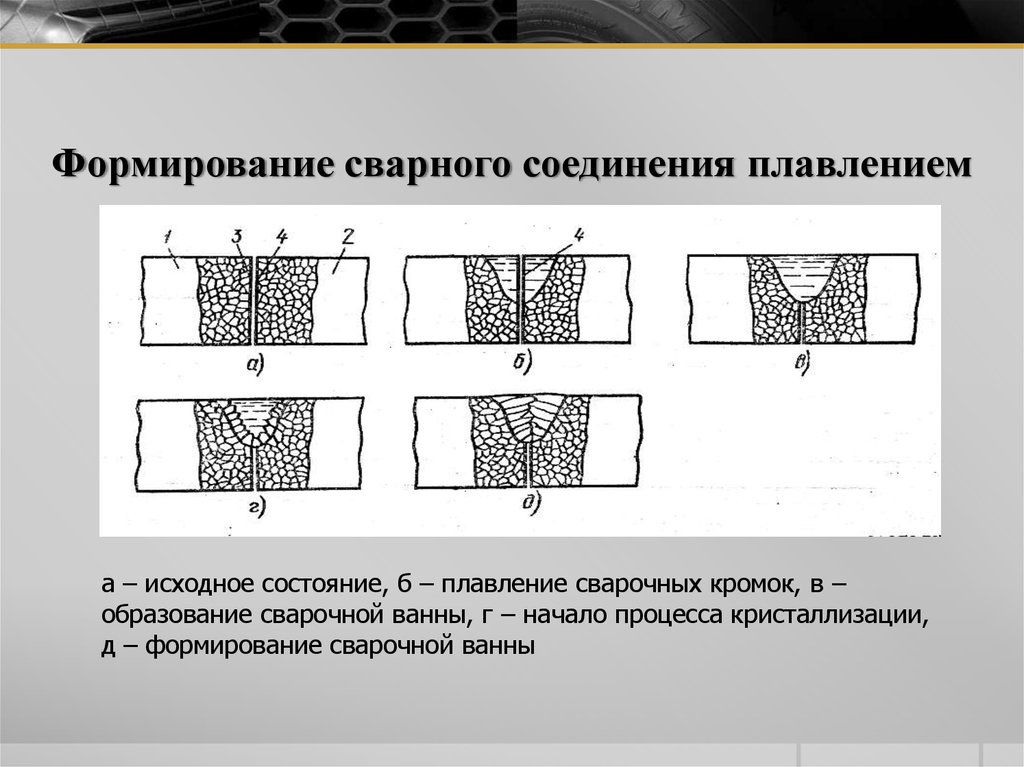
Дефекты сварных соединений и швов: трещины, подрез, поры, включения, брызги
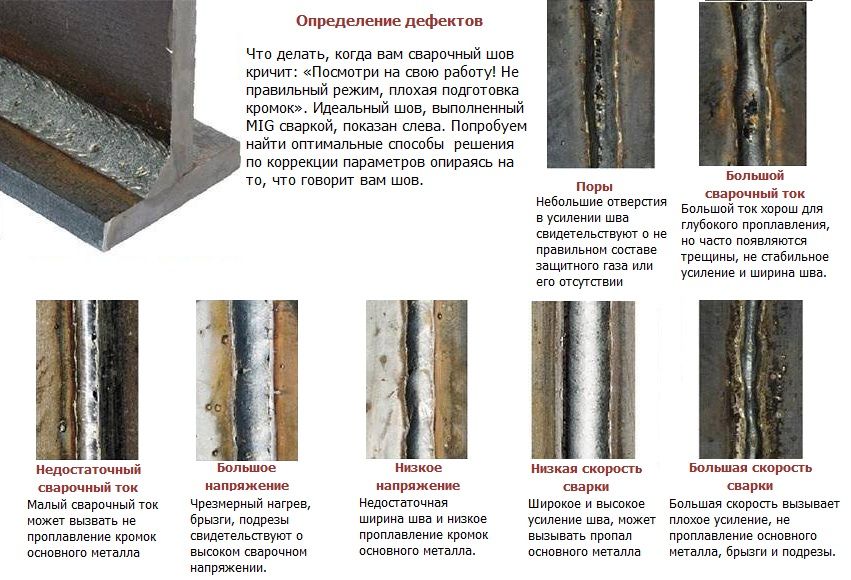
Открыв ГОСТ 30242 «Дефекты соединений при сварке металлов плавлением. Классификация, обозначение и определения» конечно можно прочитать какие бывают дефекты сварных швов, а вот понять… А вот понять, что такое дефекты сварки мы поможем в данной статье. И в отличие от книги Юхин Н.А. Дефекты сварных швов и соединений здесь представлены не изображения, а фотографии.
Содержание
- Дефекты группы 1
- Трещины
- Холодные трещины
- Горячие трещины
- Макроскопические трещины
- Микроскопические трещины
- Продольная трещина
- Поперечная трещина
- Радиальные трещины
- Трещина в кратере
- Раздельные трещины
- Разветвленные трещины
- Дефекты группы 2
- Газовая полость
- Газовая пора
- Равномерно распределенная пористость
- Скопление пор
- Цепочка пор
- Продолговатая полость
- Свищ
- Поверхностная пора
- Усадочная раковина
- Кратер
- Дефекты группы 3
- Твердое включение
- Шлаковое включение
- Флюсовое включение
- Оксидное включение
- Дефекты группы 4
- Несплавление
- Непровар
- Дефекты группы 5
- Нарушение формы
- Подрез непрерывный протяженный
- Подрез перемежающийся локальный
- Усадочная канавка
- Превышение выпуклости стыкового шва
- Превышение выпуклости углового шва
- Превышение проплава
- Неправильный профиль сварного шва
- Наплав
- Линейное смещение
- Угловое смещение
- Натек
- Прожог
- Неполное заполнение разделки кромок
- Чрезмерная асимметрия углового шва
- Неравномерная ширина шва
- Неровная поверхность
- Вогнутость корня шва
- Пористость в корне сварного шва
- Возобновление
- Дефекты группы 6
- Прочие дефекты
- Случайная дуга
- Брызги металла
- Поверхностные задиры
- Утонение металла
- Дефект
- отклонение от норм, предусмотренных ГОСТами, техническими условиями и чертежами проектов
В п. 2.1. ГОСТ 30242 сказано: «Дефекты при сварке плавлением образуются вследствие нарушения требований нормативных документов к сварочным материалам, подготовке, сборке и сварке соединяемых элементов, термической и механической обработке сварных соединений и конструкции в целом». Т.е. если сказать проще из-за нарушения технологии сборки и сварки.
2.1. ГОСТ 30242 сказано: «Дефекты при сварке плавлением образуются вследствие нарушения требований нормативных документов к сварочным материалам, подготовке, сборке и сварке соединяемых элементов, термической и механической обработке сварных соединений и конструкции в целом». Т.е. если сказать проще из-за нарушения технологии сборки и сварки.
Также согласно ГОСТ 30242 сварные дефекты делятся на шесть следующих групп:
- трещины
- полости, поры
- твердые включения
- несплавления и непровары
- нарушение формы шва
- прочие дефекты, не включенные в вышеперечисленные группы
Сразу уточним, что в ГОСТ 30242 присвоено:
1) Каждому дефекту — трехзначное цифровое обозначение каждого дефекта или четырехзначное цифровое обозначение его разновидностей.
Например: натек имеет обозначение 509, а его разновидность — натек при горизонтальном положении сварки — 5091
2) Большинству дефектов — буквенное обозначение дефекта, используемое в сборниках справочных радиограмм Международного института сварки (МИС).
Например: трещина — Е, газовая полость — А
Поэтому если в скобках после наименования дефекта или на рисунке Вы обнаружите буквы или цифры, не пугайтесь — это «идентификационный код» дефекта по ГОСТ 30242.
Приступим к подробному рассмотрению дефектов согласно классификации.
Дефекты группы 1 — Трещины
Трещины
Трещины (100; Е) — дефект сварного соединения в виде разрыва в сварном шве и (или) прилегающих к нему зонах
или
— несплошность вызванная местным разрывом шва, который может возникнуть в результате охлаждения или действия нагрузок (ГОСТ 30242)
Трещины являются недопустимыми дефектами, так как являются концентратором напряжения и очагом разрушения. Это самые опасные дефекты сварного соединения, часто приводящие к его разрушению. Проявляются они в виде разрыва в сварном шве или в прилегающих к нему зонах. Сначала трещины образуются с очень малым раскрытием, но под действием напряжений их распространение может быть соизмеримо со скоростью звука, в результате чего происходит разрушение конструкции.
Чаще всего трещины проявляются при сварке высокоуглеродистых и легированных сталей в результате быстрого охлаждения сварочной ванны. Вероятность появления трещин увеличивается при жестком закреплении свариваемых деталей.
Образованию трещин способствует повышенное содержание углерода в расплавленном металле, а также кремния, никеля и особенно вредных примесей серы, фосфора и водорода.
Причинами образования трещин чаще всего является несоблюдение технологии и режимов сварки. Это может проявляться, например, в неправильном расположении швов в сварной конструкции, что приводит к высокой концентрации напряжений. Большие напряжения в сварных конструкциях могут возникнуть также при несоблюдении заданного порядка наложения сварных швов.
Кстати, более подробно об образовании трещин в сталях мы уже писали в статье.
Удаление трещин. Поверхностные трещины в сварных конструкциях устраняются в следующем порядке: сначала засверливают концы трещины, чтобы она не распространялась дальше по шву, затем трещину удаляют механическим путем или строжкой, после чего место удаления дефекта зачищают и заваривают.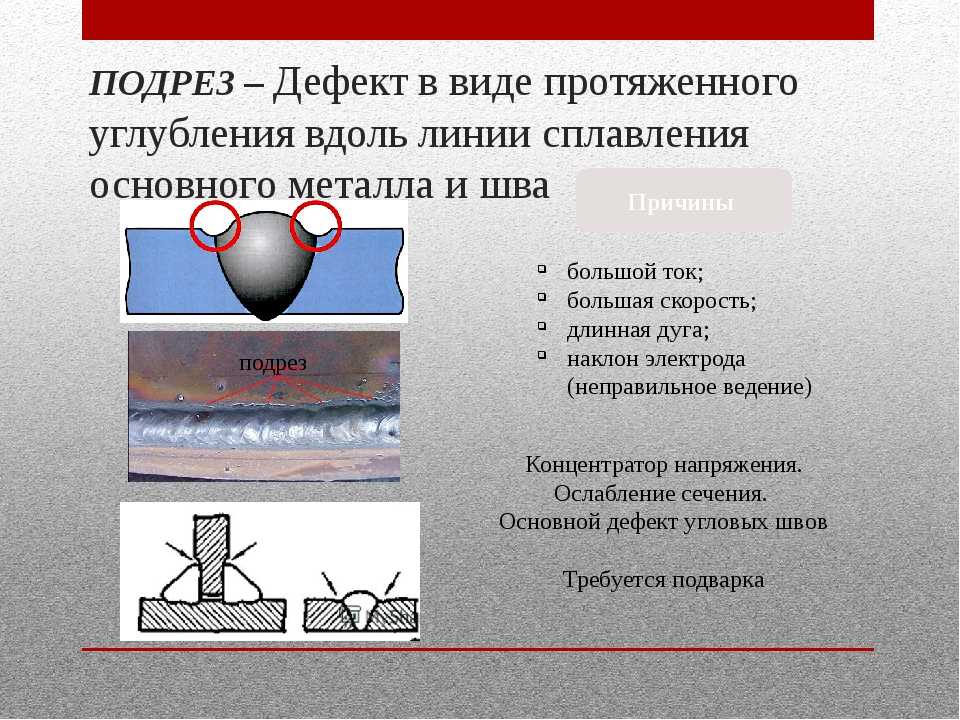
Внутренние трещины (как впрочем, и остальные внутренние дефекты) удаляют механическим способом или строжкой с последующей заваркой данного участка.
По происхождению трещины подразделяются на:
- холодные трещины
- горячие трещины
Холодные трещины
Холодные трещины возникают при температурах ниже 300°С, то есть сразу после остывания шва. Кроме того, холодные трещины могут возникнуть и через длительный промежуток времени. Причиной появления холодных трещин являются сварочные напряжения, возникающие во время фазовых превращений, приводящих к снижению прочностных свойств металла. Причиной появления холодных трещин может стать растворенный атомарный водород, не успевший выделиться во время сварки. Причинами попадания водорода могут служить непросушенные швы или сварочные материалы, нарушения защиты сварочной ванны. Холодные трещины на изломе имеют чистый блестящий вид кристаллов.
Горячие трещины
Горячие трещины появляются в процессе кристаллизации металла при температурах 1100 — 1300°С вследствие резкого снижения пластических свойств и развития растягивающих деформаций. Появляются горячие трещины на границах зерен кристаллической решетки. Появлению горячих трещин способствует повышенное содержание в металле шва углерода, кремния, водорода, никеля, серы и фосфора. Горячие трещины могут возникать как в массиве шва, так и в зоне термического влияния. Распространяться горячие трещины могут как вдоль, так и поперек шва. Они могут быть внутренними или выходить на поверхность. Горячие трещины на изломе имеют желтовато — оранжевый оттенок.
Появляются горячие трещины на границах зерен кристаллической решетки. Появлению горячих трещин способствует повышенное содержание в металле шва углерода, кремния, водорода, никеля, серы и фосфора. Горячие трещины могут возникать как в массиве шва, так и в зоне термического влияния. Распространяться горячие трещины могут как вдоль, так и поперек шва. Они могут быть внутренними или выходить на поверхность. Горячие трещины на изломе имеют желтовато — оранжевый оттенок.
По размерам трещины подразделяются на:
- макроскопические
- микроскопические
Макроскопические трещины
Макроскопические трещины или просто трещины (100; Е) — видны невооруженным глазом или через лупу небольшого (2 — 4х — кратного) увеличения при визуальном контроле
Микроскопические трещины
Микроскопические трещины или микротрещина (1001) — трещина микроскопических размеров, которую обнаруживают физическими методами не менее чем при пятидесятикратном увеличении
По расположению трещины подразделяются на:
- продольные
- поперечные
Продольная трещина
Продольная трещина (101; Еа) — трещина сварного соединения, ориентированная вдоль оси сварного шва
Продольная трещина может располагаться :
— в металле сварного шва (1011)
— на границе сплавления (1012)
— в зоне термического влияния (1013)
— в основном металле (1014)
Поперечная трещина
Поперечная трещина (102; Eb) — трещина, ориентированная поперёк оси сварного шва.
Поперечная трещина может располагаться:
— в металле сварного шва (1021)
— в зоне термического влияния (1023)
— в основном металле (1024)
Также согласно ГОСТ 30242 трещины бывают:
- радиальные
- в кратере
- раздельные
- разветвленные
Радиальные трещины
Радиальные трещины (103; Е) — трещины радиально расходящиеся из одной точки. Трещины данного типа известны как звездоподобные трещины.
Радиальные трещины могут располагаться:
- в металле сварного шва (1031)
- в зоне термического влияния (1033)
- в основном металле (1034)
Трещина в кратере
Трещина в кратере (104; Ес) — трещина в кратере сварного шва. Конечно определение звучит абсурдно, но по — другому и мы придумать не можем.
Трещина в кратере бывает:
- продольной (1045)
- поперечной (1046)
- звездоподобной (1047)
Раздельные трещины
Раздельные трещины (105; Е) — группа трещин, которые могут находиться:
- в металле сварного шва (1051)
- в зоне термического влияния (1053)
- в основном металле (1054)
Разветвленные трещины
Разветвленные трещины (106; Е) — группа трещин, возникших из одной трещины.
Разветвленные трещины могут располагаться:
- в металле сварного шва (1061)
- в зоне термического влияния (1063)
- в основном металле (1064)
Дефекты группы 2 — Поры
Порами в сварном шве называют полости, заполненные газами. Возникают в жидком металле шва вследствие интенсивного газообразования, при котором не все газовые пузырьки успевают выйти наружу до затвердевания сварного шва. Размеры пор, образующихся в металле, бывают как микроскопические, так и достигающие нескольких миллиметров. В сварном шве, помимо одиночных пор, могут возникать и скопления пор, а иногда даже раковины и свищи. Они могут быть округлой или вытянутой формы, а их размеры зависят от размеров пузырьков образовавшихся газов.
Причины образования пор в сварных швах следующие:
- низкое качество зачистки свариваемых кромок и присадочной проволоки от загрязнений (окалины, ржавчины, масел и т.п.)
- большая скорость сварки, при которой газы не успевают выйти наружу
- повышенное содержание углерода в основном металле и присадочном материале
- повышенная влажность (например: сварка при сырой погоде, что отразится на состоянии электродных покрытий, флюса и т.
 д.)
д.)
 д.)
д.)Наличие пористости в сварном соединении снижает механические свойства металла (прочность, ударную вязкость и т.п.), а также герметичность изделия.
Участок сварочного шва, в котором присутствуют поры, подлежит переварке с предварительной механической зачисткой или строжкой с последующей механической обработкой.
Газовая полость
Газовая полость (200;А) — полость произвольной формы, без углов, образованная газами, задержанными в расплавленном металле
или
— полость произвольной формы, без углов, образованная газами, задержанными в расплавленном металле
Газовые полости образуются в сварочной ванне в виде пузырьков газа (водород, азот, окиси углерода и др.) которые застывают в металле при кристаллизации металла во время сварки.
Отличие газовой полости от газовой поры в форме т.е. пора имеет практически правильную шаровидную форму, а газовая полость имеет форму как указано на рисунке выше.
Газовая пора
Газовая пора (2011; Аа) — несплошность, образованная газами, задержанными в расплавленном металле. Имеет, как правило, сферическую форму
или
— газовая полость обычно сферической формы (ГОСТ 30242 — 97)
Равномерно распределенная пористость
Равномерно распределенная пористость (2012) — группа газовых пор, распределенных равномерно в металле сварного шва. Следует отличать от цепочки пор (2014)
Скопление пор
Скопление пор (2013) — группа газовых полостей (три или более), расположенных кучно с расстоянием между ними менее трех максимальных размеров большей из полостей
Цепочка пор
Цепочка пор (2014) — ряд газовых пор, расположенных в линию, обычно параллельно оси сварного шва, с расстоянием между ними менее трех максимальных размеров большей из пор
Продолговатая полость
Продолговатая полость (2015; Ab) — несплошность, вытянутая вдоль оси сварного шва. Длина несплошности не менее чем в два раза превышает высоту.
Свищ
Свищ (2016; Ab) — трубчатая полость в металле сварного шва, вызванная выделением газа. Форма и положение свища определяются режимом затвердевания и источником газа. Обычно свищи группируются в скопления и распределяются елочкой.
Свищ образуется при случайных коротких замыканиях вольфрамового электрода или резком обрыве дуги, а также в результате неправильного гашения дуги при ручной и автоматической сварке.
Возможной причиной развития свища чаще всего является некачественная подготовка поверхности и присадочной проволоки под сварку.
Дефект обнаруживается визуально и подлежит переварке.
Исправить такой дефект можно только после полного удаления металла шва на этом участке.
Поверхностная пора
Поверхностная пора (2017) — газовая пора, которая нарушает сплошность поверхности сварного шва
Усадочная раковина
Усадочная раковина (202; R) — полость, образующаяся вследствие усадки во время затвердевания
Кратер
Кратер (2024; К) — усадочная раковина в конце валика сварного шва, не заваренная до или во время выполнения последующих проходов
или
— дефект сварного шва, который образуется в виде углублений в местах резкого отрыва дуги в конце сварки. В углублениях кратера могут появляться усадочные рыхлости, часто переходящие в трещины.
В углублениях кратера могут появляться усадочные рыхлости, часто переходящие в трещины.
Кратеры обычно появляются в результате неправильных действий сварщика. При автоматической сварке кратер может появляться в местах выводных планок, где обрывается сварочный шов. Кратеры уменьшают рабочее сечение сварочного шва, то есть снижают его прочность. Кроме того, в кратерах могут возникать усадочные рыхлости, которые способствуют образованию трещин. Кратеры вырубают до основного металла, зачищают и заваривают.
Дефекты группы 3 — Твердые включения
Подобные включения ослабляют сечение шва, снижают его прочность и становятся зонами концентрации напряжений.
Места швов с твердыми включениями вырубают до здорового металла или удаляют строжкой и впоследствии заваривают.
Твердое включение
Твердое включение (300) — твердые инородные вещества металлического или неметаллического происхождения в металле сварного шва. Включения, имеющие хотя бы один острый угол, называются остроугольными включениями
Шлаковое включение
Шлаковое включение (301; Ва) — шлак, попавший в металл сварного шва.
В зависимости от условий образования такие включения могут быть:
- линейными (3011)
- разобщенными (3012)
- прочими (3013)
Шлак, образующийся при плавлении электродного покрытия или флюса, всегда всплывает на поверхность сварочной ванны. Шлак может оставаться внутри металла только при нарушении техники и технологии процесса (большим скорость сварки, неправильный наклон электрода, плохая зачистка ранее выполненного валика). Чаще всего шлаковые включения остаются в шве в результате подтекания шлака при выполнении корневых валиков и глубоких разделках. Сварка под флюсом кольцевых швов сопровождается шлаковыми включениями из-за несоблюдения рекомендуемой величины смещения электрода (зенита).
При сварке в защитных газах шлаковые включения встречаются редко. Шлаковые включения могут иметь размер до нескольких десятков миллиметров и поэтому являются очень опасными. Они уменьшают сечение шва и приводят к концентрации напряжений в нем.
Участок шва, на котором шлаковые включения превышают допустимые нормы, подлежит вырубке и переварке.
Флюсовое включение
Флюсовое включение (302; G) — флюс, попавший в металл сварного шва
В зависимости от условий образования флюсовые включения могут быть:
- линейными (3021)
- разобщенными (3022)
- прочими (3023)
Флюсовые включения образуются из-за флюса, не вступившего в реакцию с расплавленным металлом шва и не всплывшего на поверхность сварного шва. Причиной образования флюсовых включений является использование флюса с большой грануляцией, завышение скорости сварки, случайном попадании гранул флюса в сварочную ванну.
Оксидное включение
Оксидное включение (303; J) — оксид металла, попавший в металл сварного шва во время затвердевания.
Оксидные включения получаются в результате образования труднорастворимых тугоплавких пленок. Чаше всего они возникают вследствие значительных поверхностных загрязнений или при нарушениях защиты сварочной ванны.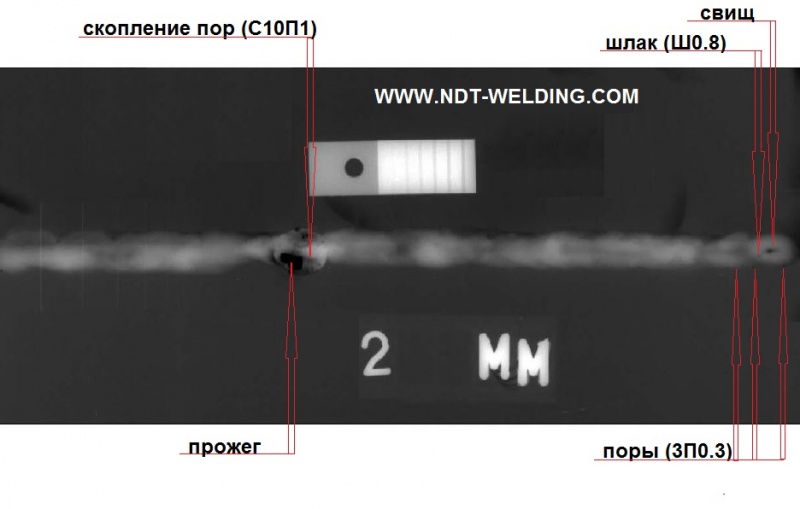 Также окисные включения, могут возникать в металле шва из-за слабой их растворимости и слишком быстрого охлаждения.
Также окисные включения, могут возникать в металле шва из-за слабой их растворимости и слишком быстрого охлаждения.
Являясь прослойкой в массиве шва, оксидные включения резко снижают прочность сварного соединения и могут привести к. его разрушению под приложенной в процессе эксплуатации нагрузкой.
Металлическое включение
Металлическое включение (304, Н) — частица инородного металла, попавшая в металл сварного шва
Различают металлические включения из:
- вольфрама (3041)
- меди (3042)
- другого металла (3043)
Вольфрамовые включения возникают при нарушении зашиты сварочной ванны при сварке неплавящимся вольфрамовым электродом. Кроме этого, вольфрамовые включения возникают при коротких замыканиях или завышенной плотности тока. Особенно часто встречаются вольфрамовые включения при сварке алюминия и его сплавов, в которых вольфрам нерастворим.
Характерные признаки образования вольфрамовых включений — замыкания треск и резкая вспышка дуги. Расплавленный конец электрода при этом разбрызгивается и попадает в расплавленным металл в виде мелких (или одного крупного) включения. Если в момент замыкания металл шва был достаточно затвердевшим, вольфрамовое включение останется на его поверхности. Чаще всего электрод замыкается при отделении капли присадочного металла во время сварки стыков в различных (неудобных для сварки) пространственных положениях шва. Отделившийся от электрода кусок вольфрама увлекается расплавленным присадочным металлом внутрь шва.
Расплавленный конец электрода при этом разбрызгивается и попадает в расплавленным металл в виде мелких (или одного крупного) включения. Если в момент замыкания металл шва был достаточно затвердевшим, вольфрамовое включение останется на его поверхности. Чаще всего электрод замыкается при отделении капли присадочного металла во время сварки стыков в различных (неудобных для сварки) пространственных положениях шва. Отделившийся от электрода кусок вольфрама увлекается расплавленным присадочным металлом внутрь шва.
Дефекты группы 4 — Несплавления и непровар
Несплавление
Несплавление (401) — отсутствие соединения между металлом сварного шва и основным металлом или между отдельными валками сварного шва.
Различают несплавления:
— по боковой стороне (4011)
— между валиками (4012)
— в корне сварного шва (4013)
Несплавления образуются при дуговой сварке из-за того, что дуга не расплавила часть кромки стыка и не сформировала шов с ее участием.
Чаще всего несплавления образуются из-за неправильного выбора формы угла и разделки, плохо зачищенной поверхности кромок, из-за плохой зачистки шва между проходами, химической неоднородности металла, неправильных режимов сварки (маленькая сила тока, завышенная скорость сварки).
Непровар
Непровар (неполный провар) (402; D) — несплавление основного металла по всей длине шва или на участке, возникающее вследствие неспособности расплавленного металла проникнуть в корень соединения
или
местное нарушение сплавления между свариваемыми элементами, между металлом шва и основным металлом или между отдельными слоями шва при многослойной сварке.
Неполное проплавление (непровар) в стыковых соединениях может возникать в середине сечения при двусторонней сварке или в корне шва при односторонней сварке, как без подкладки, так и на формирующей подкладке, за счет неравномерного ее прилегания.
Характерной особенностью непровара являются его окончания, имеющие вид трещины, размеры которых, например для сплава АМг6, соизмеримы с межзеренными расстояниями. Непровар может также сопровождаться присутствием пор и оксидных включений.
Непровар может также сопровождаться присутствием пор и оксидных включений.
В сварных соединениях, не чувствительных к непровару при статическом нагружении, ослабление сечения шва может быть скомпенсировано усилением или проплавом. Например, усиление шва в стыках труб из низкоуглеродистой стали с кольцевым непроваром по всей длине в корне шва при статических нагрузках полностью компенсирует ослабление сечения, создаваемое непроваром до 20 % от толщины стенки трубы. Сварные соединения, не чувствительные к непровару при статических нагрузках, могут снижать статическую прочность при секционной или многослойной сварке при низких температурах (от -60 до -70 °С). Это связано с повторным нагревом, который создает местную термопластическую деформацию и старение металла. В местах непровара снижается запас пластичности — охрупчивание, что ведет к резкому снижению прочности.
В результате непровара снижается сечение шва и возникает местная концентрация напряжений, что в конечном итоге снижает прочность сварного соединения.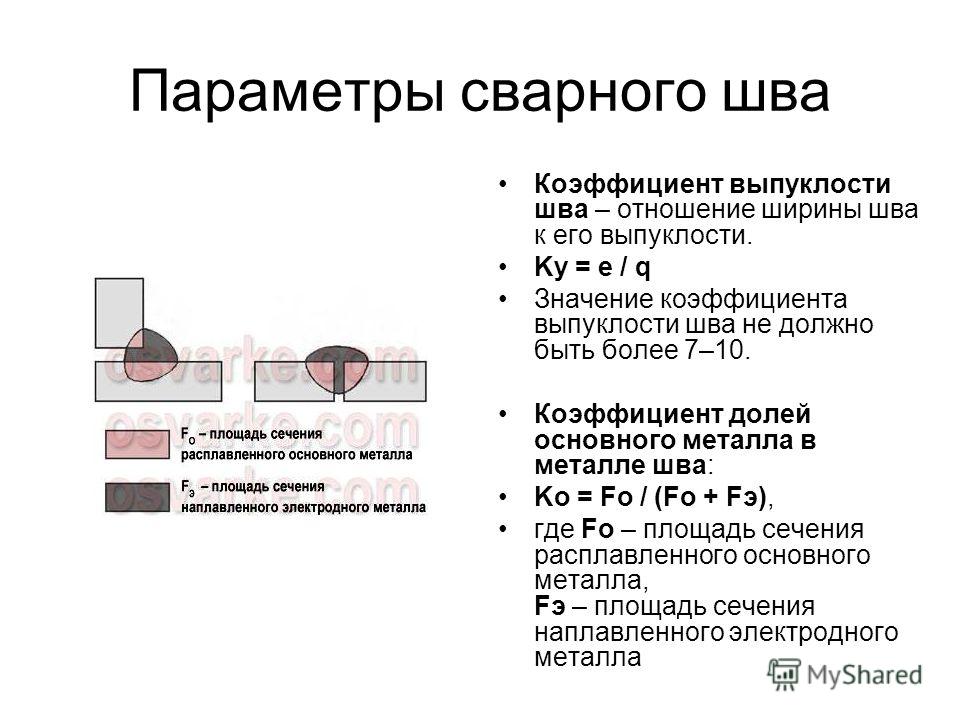 При вибрационных нагрузках даже мелкие непровары могут снижать прочность соединения до 40%. Большие непровары корня шва могут снизить прочность до 70%.
При вибрационных нагрузках даже мелкие непровары могут снижать прочность соединения до 40%. Большие непровары корня шва могут снизить прочность до 70%.
Непровар в корне шва происходит при недостаточной силе тока или при повышенной скорости сварки, непровар кромки шва — при смещении электрода с оси стыка, непровар между слоями — при плохой очистке предыдущих слоев, большом объеме наплавленного металла. Также причина образования непровара — плохая зачистка металла от окалины, ржавчины и загрязнений, малый зазор при сборке, большое притупление, малый угол скоса кромок, недостаточный сварочный ток, большая скорость сварки, смещение электрода от центра стыка.
Участки с непроварами приходится вырубать до основного металла, зачищать и вновь заваривать.
Группа 5. Нарушение формы шва
Нарушение формы
Нарушение формы (500) — отклонение формы наружных поверхностей сварного шва или геометрии соединения от установленного значения
Дефекты формы и размеров сварных швов снижают прочность и ухудшают внешний вид шва. Причины их возникновения при механизированных способах сварки — колебания напряжения в сети, проскальзывание проволоки в подающих роликах, неравномерная скорость сварки из-за люфтов в механизме перемещения сварочного автомата, неправильный угол наклона электрода, протекание жидкого металла в зазоры, их неравномерность по длине стыка и т.п. Дефекты формы и размеров швов косвенно указывают на возможность образования внутренних дефектов в шве.
Причины их возникновения при механизированных способах сварки — колебания напряжения в сети, проскальзывание проволоки в подающих роликах, неравномерная скорость сварки из-за люфтов в механизме перемещения сварочного автомата, неправильный угол наклона электрода, протекание жидкого металла в зазоры, их неравномерность по длине стыка и т.п. Дефекты формы и размеров швов косвенно указывают на возможность образования внутренних дефектов в шве.
Подрез непрерывный протяженный
Подрез непрерывный протяженный (5011; F) — углубление продольное на наружной поверхности валика сварного шва, образовавшееся при сварке
Подрез перемежающийся локальный
Подрез перемежающийся локальный (5012; F) — углубление продольное отдельными участками на наружной поверхности валика сварного шва
Подрезы приводят к ослаблению сечения основного металла и местной концентрации напряжений под влиянием рабочих нагрузок. При электродуговой сварке подрезы возникают при повышенном токе и напряжении дуги, а при газовой сварке — из-за повышенной мощности сварного пламени.
Подрезы часто образуются при сваривании горизонтальных швов на вертикальной плоскости. При ручной дуговом сварке угловых соединении причиной возникновения подрезов часто является неправильная техника выполнения швов, в частности неправильное положение электрода по отношению к оси шва, особенно при работе в стесненных условиях. Иногда подрезы образуются на внутренних валиках швов, выполненных аргонодуговой сваркой. Причиной их образования могут быть плохая сборка (смешение кромок), неточное ведение электрода по разделке.
Этот дефект обнаруживается визуально и при отклонениях выше установленной нормы подлежит заварке тонким (ниточным) швов электродами малого диаметра.
Усадочная канавка
Усадочная канавка (5013) — подрез со стороны корня одностороннего сварного шва, вызванный усадкой по границе сплавления
При сварке внутреннем валике иногда образуется усадочная канавка, расположенная по оси шва. Устранить ее можно уменьшением объема сварочной ванны. Для этого необходимо уменьшить притупление или изменить режим сварки увеличить ее скорость или уменьшить силу сварочного тока.
Для этого необходимо уменьшить притупление или изменить режим сварки увеличить ее скорость или уменьшить силу сварочного тока.
Превышение выпуклости стыкового шва
Превышение выпуклости стыкового шва (502) — избыток наплавленного металла на лицевой стороне стыкового шва сверх установленного значения
Превышение выпуклости углового шва
Превышение выпуклости углового шва (503) — избыток наплавленного металла на лицевой стороне углового шва (на всей длине или на участке) сверх установленного значения
В процессе сварки из-за неправильных режимов сварки, а также по ряду других причин (низкая скорость сварки, неудобное пространственное положение, однопроходная сварка в узкую разделку) при формировании шва избыток металла кристаллизуется в центре сварочной ванны в виде выпуклости, превышающей допустимые значения. Чрезмерную выпуклость другими словами называют превышением усиления шва.
Превышение выпуклости удаляют механическим способом — шлифовальным инструментом.
Превышение проплава
Превышение проплава (504) — избыток наплавленного металла на обратной стороне стыкового шва сверх установленного значения
Местное превышение проплава (5041) — местный избыточный проплав сверх установленного значения
Превышение проплава чаще всего возникает из-за плохой подготовки сварочных кромок (неодинаковый зазор в стыке, разной толщины металла по длине шва) и химической неоднородности свариваемого металла.
Неправильный профиль сварного шва
Неправильный профиль сварного шва (505) — угол ? между поверхностью основного металла и плоскостью, касательной к поверхности сварного шва, менее установленного значения
Причины образования неправильного профиля сварного шва тождественны причинам превышения проплава.
Наплав
Наплав (506) (он же наплыв) — избыток наплавленного металла сварного шва, натекший на поверхность основного металла, но не сплавленный с ним
Они могут быть местными — в виде отдельных застывших капель, а также иметь значительную протяженность вдоль шва. Причины образования наплывов — большой сварочный ток, слишком длинная дуга, неправильный наклон электрода, большой угол наклона изделия при сварке на спуск, плохая очистка свариваемых кромок. При выполнении кольцевых швов наплывы образуются при недостаточном или излишнем смещении электрода с зенита. В местах наплывов часто могут выявляться непровары, трещины и др.
Причины образования наплывов — большой сварочный ток, слишком длинная дуга, неправильный наклон электрода, большой угол наклона изделия при сварке на спуск, плохая очистка свариваемых кромок. При выполнении кольцевых швов наплывы образуются при недостаточном или излишнем смещении электрода с зенита. В местах наплывов часто могут выявляться непровары, трещины и др.
Наплывы удаляют механическим способом , проверяя, нет ли в этих местах непровара.
Линейное смещение
Линейное смещение (507) — смещение между двумя свариваемыми элементами, при котором их поверхности располагаются параллельно, но не на требуемом уровне
Угловое смещение
Угловое смещение (508) — смещение между двумя свариваемыми элементами, при котором их поверхности располагаются под углом, отличающимся от требуемого
Натек
Натек (509) — металл сварного шва, осевший вследствие действия силы тяжести и не имеющий сплавления с соединяемой поверхностью.
В зависимости от условий это может быть:
- 5091 натек при горизонтальном положении сварки
- 5092 натек в нижнем или потолочном положении сварки
- 5093 натек в угловом сварном шве
- 5094 натекание в шве нахлесточного соединения
Чаще всего натеки образуются при выполнении горизонтальных сварных швов на вертикальной плоскости. Причины образования натеков и методы их устранения одинаковы с наплавами (наплывами).
Прожог
Прожог (510) — вытекание металла сварочной ванны, в результате которого образуется сквозное отверстие в сварном шве
Прожоги чаще всего образуются на тонкостенных соединениях или соединениях с подкладными полосами, кольцами, когда сварку выполняют на повышенном режиме или при увеличенном зазоре между кромками. В местах прожога металл окисляется и становится рыхлым, непрочным, неплотным. По возможности такие участки тщательно зачищают до полного удаления некачественного металла. В недоступных для зачистки местах, где могут появиться прожоги, при сварке первого слоя следует обдувать обратную сторону шва защитным газом. Прожог может образоваться при внезапной остановке подачи защитного газа. При сварке поворотных кольцевых стыков прожоги вызываются неправильным расположением электрода относительно зенита.
В недоступных для зачистки местах, где могут появиться прожоги, при сварке первого слоя следует обдувать обратную сторону шва защитным газом. Прожог может образоваться при внезапной остановке подачи защитного газа. При сварке поворотных кольцевых стыков прожоги вызываются неправильным расположением электрода относительно зенита.
Прожоги являются характерным дефектом сварки тонкостенных изделий: обечаек сильфонных компенсаторов, труб гибких металлических шлангов, арматуры с трубами. В процессе сборки этих деталей особенно важно соблюдать требования по точности обработки сопрягаемых поверхностей и качеству сборки. Размеры ванны здесь настолько малы, что малейшее нарушение в обработке или сборке приводит к изменению теплоотвода, а значит, к резкому изменению нагрева. В результате чрезмерного нагрева свариваемых кромок ванна мгновенно разрывается, каждая кромка оплавляется самостоятельно и образуется прожог.
Прожоги исправляют путем их вырубки, зачистки дефектных мест и заваривания.
Неполное заполнение разделки кромок
Неполное заполнение разделки кромок (511) — продольная непрерывная или прерывистая канавка на поверхности сварного шва из-за недостаточности присадочного металла при сварке
Неполное заполнение разделки кромок возникает при неправильно выбранных режимов сварки (силы сварочного тока, скорости сварки), а также при неправильном выборе разделки кромок. Устранить данный дефект можно после зачистки и заварки дефектного места.
Чрезмерная асимметрия углового шва
Чрезмерная асимметрия углового шва (512) — чрезмерное превышение размеров одного катета над другим
Чрезмерная асимметрия углового шва характерна при сварке металлов с различной теплопроводностью и неудобных пространственным положением сварки.
Нижеследующие дефекты в объяснениях не нуждаются т.к. причины возникновения неравномерной ширины шва, неровной поверхности, вогнутость корня шва заключается чаще всего в неправильно подобранных режимах сварки, неудобном положении при сварке, неправильным выбором разделки кромок.
Причины возникновения и методы устранения пор в корне шва идентичны газовым порам, а про дефект возобновление — все понятно из определения.
Неравномерная ширина шва
Неравномерная ширина шва (513) — отклонение ширины от установленного значения вдоль сварного шва
Неровная поверхность
Неровная поверхность (514) — грубая неравномерность формы поверхности усиления шва по длине
Вогнутость корня шва
Вогнутость корня шва (515) — неглубокая канавка со стороны корня одностороннего сварного шва, образовавшаяся вследствие усадки
Пористость в корне сварного шва
Пористость в корне сварного шва (516) — наличие пор в корне сварного шва вследствие возникновения пузырьков во время затвердевания металла
Возобновление
Возобновление (517) — местная неровность поверхности в месте возобновления сварки
Группа 6.
 Прочие дефекты
Прочие дефектыПрочие дефекты
Прочие дефекты (600) — все дефекты, которые не могут быть включены в группы 1 — 5
Случайная дуга
Случайная дуга (601) — местное повреждение поверхности основного металла, примыкающего к сварному шву, возникшее в результате случайного горения дуги.
Случайная дуга особенно опасна для нержавеющих сталей т.к. может быть причиной начала коррозии. При сварке закаливающихся сталей случайная дуга может стать причиной образования трещин.
Брызги металла
Брызги металла (602) — капли наплавленного или присадочного металла, образовавшиеся во время сварки и прилипшие к поверхности затвердевшего металла сварного шва или околошовной зоны основного металла.
Да, да, да брызги металла тоже является дефектом (особенно в это трудно вериться начинающим сварщикам). Брызги на сваренном металле не только портят внешний (товарный) вид шва, но и являются очагами образования коррозии для нержавеющих сталей и местом образования трещин для закаливающихся сталей.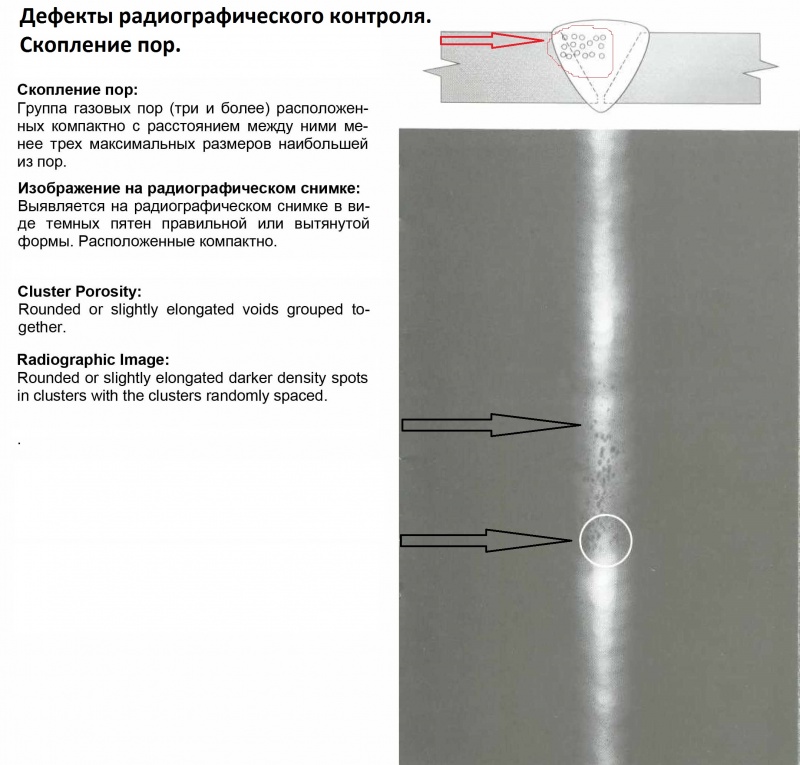
Вольфрамовые брызги (6021) — частицы вольфрама, выброшенные из расплавленной зоны электрода на поверхность основного металла или затвердевшего металла сварного шва
Поверхностные задиры
Поверхностные задиры (603) — повреждение поверхности, вызванное удалением временно приваренного приспособления
Вышеуказанные дефекты 6 группы достаточно легко исправимы необходимо просто удалить шлифованием данные места до «здорового» металла.
Утонение металла
Утонение металла (606) — уменьшение толщины металла до значения менее допустимого при механической обработке
Если вы перестарались с удалением дефектов и неожиданно обнаружили утонение металла, сильно не расстраивайтесь — просто выполните наплавку в данном месте с последующей механической обработкой.
| Наименование дефекта | Определение и/или пояснение дефекта | Обозначение дефекта | Рисунки сварных швов и соединений с дефектами | |
|---|---|---|---|---|
| цифровое | МИС | |||
| 1. Трещины | ||||
| Трещины | Несплошность, вызванная местным разрывом шва, который может возникнуть в результате охлаждения или действия нагрузок | 100 | Е | |
| Микротрещина | Трещина, имеющая микроскопические размеры, которую обнаруживают физическими методами не менее чем при пятидесятикратном увеличении | 1001 | ||
| Продольная трещина | Трещина, ориентированная параллельно оси сварного шва. Она может располагаться: | 101 | Еа | |
| – в металле сварного шва; | 1011 | |||
| – на границе сплавления; | 1012 | |||
| – в зоне термического влияния; | 1013 | |||
| – в основном металле | 1014 | |||
| Поперечная трещина | Трещина, ориентированная поперек оси сварного шва. Она может располагаться: | 102 | Eb | |
| – в металле сварного шва; | 1021 | |||
| – в зоне термического влияния; | 1023 | |||
| – в основном металле | 1024 | |||
| Радиальные трещины | Трещины, радиально расходящиеся из одной точки. Они могут быть: | 103 | E | |
| – в металле сварного шва; | 1031 | |||
| – в зоне термического влияния; | 1033 | |||
| – в основном металле | 1034 | |||
Примечание — Трещины этого типа, расходящиеся в разные стороны, известны как звездоподобные трещины. | ||||
| Трещина в кратере | Трещина в кратере сварного шва, которая может быть: | 104 | Ec | |
| – продольной; | 1045 | |||
| – поперечной; | 1046 | |||
| – звездообразной | 1047 | |||
| Раздельные трещины | Группа трещин, которые могут располагаться: | 105 | E | |
| – в металле сварного шва; | 1051 | |||
| – в зоне термического влияния; | 1053 | |||
| – в основном металле | 1054 | |||
| Разветвленные трещины | Группа трещин, возникших из одной трещины. Они могут располагаться: | 106 | E | |
| – в металле сварного шва; | 1061 | |||
| – в зоне термического влияния; | 1063 | |||
| – в основном металле | 1064 | |||
| 2. Поры | ||||
| Газовая полость | Полость произвольной формы, образованная газами, задержанными в расплавленном металле, которая не имеет углов | 200 | A | |
| Газовая пора | Газовая полость обычно сферической формы | 2011 | Aa | |
| Равномерно распределенная пористость | Группа газовых пор, распределенных равномерно в металле сварного шва | 2012 | ||
| Скопление пор | Группа газовых полостей (три или более), расположенных кучно с расстоянием между ними менее трех максимальных размеров большей из полостей | 2013 | ||
| Цепочка пор | Ряд газовых пор, расположенных в линию, обычно параллельно оси сварного шва, с расстоянием между ними менее трех максимальных размеров большей из пор | 2014 | ||
| Продолговатая полость | Несплошность, вытянутая вдоль оси сварного шва. | 2015 | Ab | |
| Свищ | Трубчатая полость в металле сварного шва, вызванная выделением газа. Форма и положение свища определяются режимом затвердевания и источником газа. Обычно свищи группируются в скопления и распределяются елочкой | 2016 | Ab | |
| Поверхностная пора | Газовая пора, которая нарушает сплошность поверхности сварного шва | 2017 | ||
| Усадочная раковина | Полость, образующаяся вследствие усадки во время затвердевания | 202 | R | |
| Кратер | Усадочная раковина в конце валика сварного шва, не заваренная до или во время выполнения последующих проходов | 2024 | K | |
3. Твердые включения Твердые включения | ||||
| Твердое включение | Твердые инородные вещества металлического или неметаллического происхождения в металле сварного шва. Включения, имеющие хотя бы один острый угол, называются остроугольными включениями | 300 | ||
| Шлаковое включение | Шлак, попавший в металл сварного шва. В зависимости от условий образования такие включения могут быть: | 301 | Ba | |
| – линейными; | 3011 | |||
| – разобщенными; | 3012 | |||
| – прочими | 3013 | |||
| Флюсовое включение | Флюс, попавший в металл сварного шва. В зависимости от условий образования такие включения могут быть: | 301 | G | |
| – линейными; | 3021 | |||
| – разобщенными; | 3022 | |||
| – прочими | 3023 | |||
| Оксидное включение | Оксид металла, попавший в металл сварного шва во время затвердевания | 303 | J | |
| Металлическое включение | Частица инородного металла, попавшая в металл сварного шва. Различают частицы из: | 304 | H | |
| – вольфрама; | 3041 | |||
| – меди; | 3042 | |||
| – другого металла | 3043 | |||
4. Несплавление и непровар Несплавление и непровар | ||||
| Несплавление | Отсутствие соединения между металлом сварного шва и основным металлом или между отдельными валиками сварного шва. Различают несплавления: | 401 | ||
| – по боковой стороне; | 4011 | |||
| – между валиками; | 4012 | |||
| – в корне сварного шва | 4013 | |||
| Непровар (неполный провар) | Несплавление основного металла по всей длине шва или на участке, возникающее вследствие неспособности расплавленного металла проникнуть в корень соединения | 402 | D | |
5. Нарушение формы шва Нарушение формы шва | ||||
| Нарушение формы | Отклонение формы наружных поверхностей сварного шва или геометрии соединения от установленного значения | 500 | ||
| Подрез непрерывный | Углубление продольное на наружной поверхности валика сварного шва, образовавшееся при сварке | 5011 | F | |
| Подрез непрерывный | 5012 | F | ||
| Усадочная канавка | Подрез со стороны корня одностороннего сварного шва, вызванный усадкой по границе сплавления (см. также 512) | 5013 | ||
| Превышение выпуклости стыкового шва | Избыток наплавленного металла на лицевой стороне стыкового шва сверх установленного значения | 502 | ||
| Превышение выпуклости углового шва | Избыток наплавленного металла на лицевой стороне углового шва (на всей длине или на участке) сверх установленного значения | 503 | ||
| Превышение проплава | Избыток наплавленного металла на обратной стороне стыкового шва сверх установленного значения | 504 | ||
| Местное превышение проплава | Местный избыточный проплав сверх установленного значения | 5041 | ||
| Неправильный профиль сварного шва | Угол α между поверхностью основного металла и плоскостью, касательной к поверхности сварного шва, менее установленного значения | 505 | ||
| Наплав | Избыток наплавленного металла сварного шва, натекший на поверхность основного металла, но не сплавленный с ним | 506 | ||
| Линейное смещение | Смещение между двумя свариваемыми элементами, при котором их поверхности располагаются параллельно, но не на требуемом уровне | 507 | ||
| Угловое смещение | Смешение между двумя свариваемыми элементами, при котором их поверхности располагаются под углом, отличающимся от требуемого | 508 | ||
| Натек | Металл сварного шва, осевший вследствие действия силы тяжести и не имеющий сплавления с соединяемой поверхностью. В зависимости от условий это может быть: | 509 | ||
| – натек при горизонтальном положении сварки; | 5091 | |||
| – натек в нижнем или потолочном положении сварки; | 5092 | |||
| – натек в угловом сварном шве | 5093 | |||
| – натекание в шве нахлесточного соединения | 5094 | |||
| Прожог | Вытекание металла сварочной ванны, в результате которого образуется сквозное отверстие в сварном шве | 510 | ||
| Неполностью заполненная разделка кромок | Продольная непрерывная или прерывистая канавка на поверхности сварного шва из-за недостаточности присадочного металла при сварке | 511 | ||
| Чрезмерная асимметрия углового шва | Чрезмерное превышение размеров одного катета над другим | 512 | ||
| Неравномерная ширина шва | Отклонение ширины от установленного значения вдоль сварного шва | 513 | ||
| Неровная поверхность | Грубая неравномерность формы поверхности усиления шва по длине | 514 | ||
| Вогнутость корня шва | Неглубокая канавка со стороны корня одностороннего сварного шва, образовавшаяся вследствие усадки (см. | 515 | ||
| Пористость в корне сварного шва | Наличие пор в корне сварного шва вследствие возникновения пузырьков во время затвердевания металла | 516 | ||
| Возобновление | Местная неровность поверхности в месте возобновления сварки | 517 | ||
| 6. Прочие дефекты | ||||
| Прочие дефекты | Все дефекты, которые не могут быть включены в группы 1-5 | 600 | ||
| Случайная дуга | Местное повреждение поверхности основного металла, примыкающего к сварному шву, возникшее в результате случайного горения дуги | 601 | ||
| Брызги металла | Капли наплавленного или присадочного металла, образовавшиеся во время сварки и прилипшие к поверхности затвердевшего металла сварного шва или околошовной зоны основного металла | 602 | ||
| Вольфрамовые брызги | Частицы вольфрама, выброшенные из расплавленной зоны электрода на поверхность основного металла или затвердевшего металла сварного шва | 6021 | ||
| Поверхностные задиры | Повреждение поверхности, вызванное удалением временно приваренного приспособления | 603 | ||
| Утонение металла | Уменьшение толщины металла до значения менее допустимого при механической обработке | 606 | ||

 Длина несплошности не менее чем в два раза превышает высоту
Длина несплошности не менее чем в два раза превышает высоту

 также 5013)
также 5013)| Выявляемые дефекты | Чувствительность | Особенности метода | |||||
| Технический осмотр | Внешний осмотр и измерение | Поверхностные дефекты | Выявляются несплошности отклонения размера и формы сварного соединения от заданных величин более 0,1 мм, а также поверхностное окисление сварного соединения | Метод позволяет обнаруживать дефекты минимального выявляемого размера при осмотре и измерении сварного соединения с использованием оптических приборов с увеличением до 10* и измерительных приборов | Не ограничивается | — | |
| Капиллярный |
Цветной Люминесцентный Люминесцентно- цветной |
Дефекты (несплошности), выходящие на поверхность | Условные уровни чувствительности по ГОСТ 18442-80 | Чувствительность и достоверность метода зависят от качества подготовки поверхности соединения к контролю | Не ограничивается | ГОСТ 18442-80 | |
| Радиационный |
Радиографический Радиоскопический Радиометрический |
Внутренние и поверхностные дефекты (несплошности), а также дефекты формы соединения |
От 0,5 до 5,0% контролируемой толщины металла От 3 до 8% контролируемой толщины металла От 0,3 до 10% контролируемой толщины металла |
Выявляемость дефектов по ГОСТ 7512-82.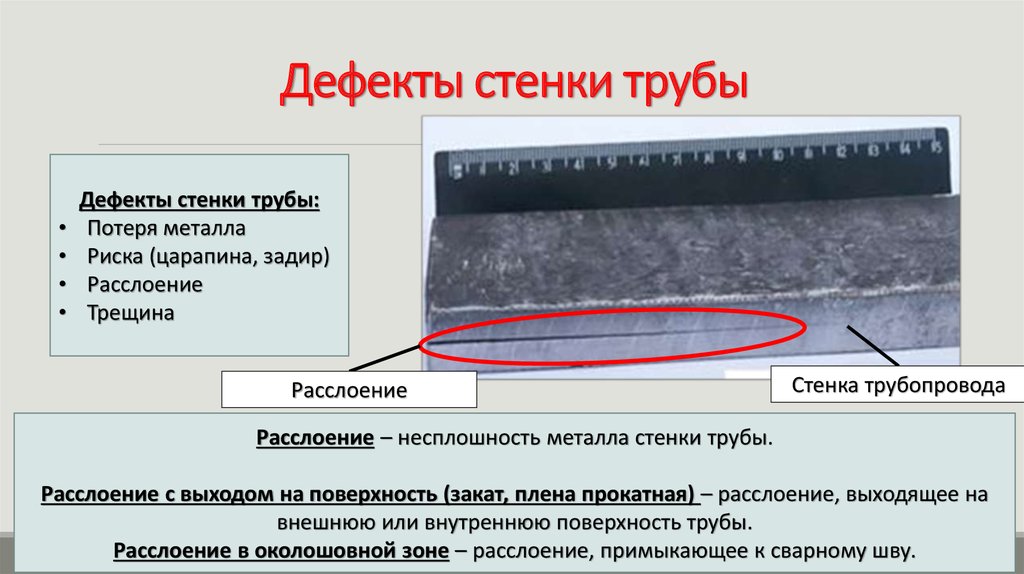 Чувствительность зависит от характеристик контролируемого сварного соединения и средств контроля Чувствительность зависит от характеристик контролируемого сварного соединения и средств контроля |
По ГОСТ 20426-82 | ГОСТ 7512-82 | |
| Акустический | Ультразвуковой | Внутренние и поверхностные дефекты (несплошности) | Толщина сварного соединения, мм | Предельная чувствительность, мм2 | Размер, количество и характер дефектов определяются в условных показателях по ГОСТ 14782-86 | По ГОСТ 14782-86 | ГОСТ 14782-86 |
| От 1,5 до 10 включ. | 0,5-2,5 | ||||||
Св. 10 до 50 « 10 до 50 « |
2,0-7,0 | ||||||
| » 50 » 150 « | 3,5-15,0 | ||||||
| » 150 » 400 « | 10,0-80,0 | ||||||
| » 400 » 2000 « | 35,0-200,0 | ||||||
| Магнитный | Магнито- феррозондовый | Поверхностные и подповерхностные несплошности | Условные уровни чувствительности по ГОСТ 21104-80* |
Метод обеспечивает выявление: внутренних несплошностей, расположенных на глубине до 10 мм от поверхности соединения; разнонаправленных дефектов. 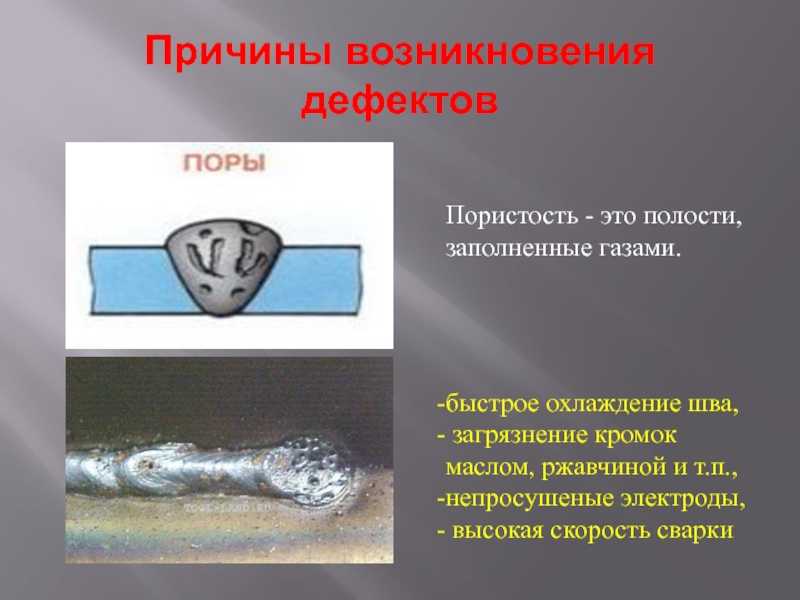 Чувствительность и достоверность метода зависит от качества подготовки соединения к контролю |
По ГОСТ 21104-75 | ГОСТ 21104-75 | |
|
_______________ * Вероятно, ошибка оригинала. Следует читать: ГОСТ 1770-74. — Примечание изготовителя базы данных. |
|||||||
|
Магнито- порошковый |
Поверхностные и подповерхностные несплошности | Условные уровни чувствительности по ГОСТ 21105-87 | Метод обеспечивает выявление внутренних несплошностей, расположенных от поверхности соединения на глубине до 2 мм включительно. Чувствительность и достоверность метода зависят от качества подготовки соединения к контролю | По ГОСТ 21105-87 | ГОСТ 21105-87 | ||
|
Магнито- графический |
Поверхностные, подповерхностные и внутренние несплошности | От 2 до 7% от толщины контролируемого металла |
Достоверность контроля снижается при наличии неровностей на контролируемой поверхности соединения размером более 1 мм. Чувствительность снижается с увеличением глубины залегания несплошности Чувствительность снижается с увеличением глубины залегания несплошности |
Сварные стыковые соединения, выполненные дуговой газовой сваркой, конструкции из ферромагнитных материалов. Контролируемая толщина не более 25 мм | — | ||
| Течеискание | Радиационный | Сквозные дефекты | По криптону 85 85Kr — от 1·10-9 до 1·10-14 мм3 МПа/с | Радиоактивная опасность |
Обнаружение мест течей в сварных соединениях, работающих под давлением, замкнутых конструкций ядерной энергетики, а также замкнутых конструкций, когда невозможно применение других методов течеискания. Контролируемая толщина не ограничивается |
— | |
| Масс- спектрометрический | Сквозные дефекты |
По способу: накопления при атмосферном давлении — до 1·10-6 мм-3 МПа/с вакуумирования от 1·10-7 до 1·10-4 мм-3 МПа/с щупа — до 1·10-5 мм-3 МПа/с |
Условия эксплуатации течеискателей: температура окружающей среды 10-35 °С, наибольшая относительная влажность воздуха 80% |
Способ накопления давления — определение суммарной степени утечек замкнутых конструкций.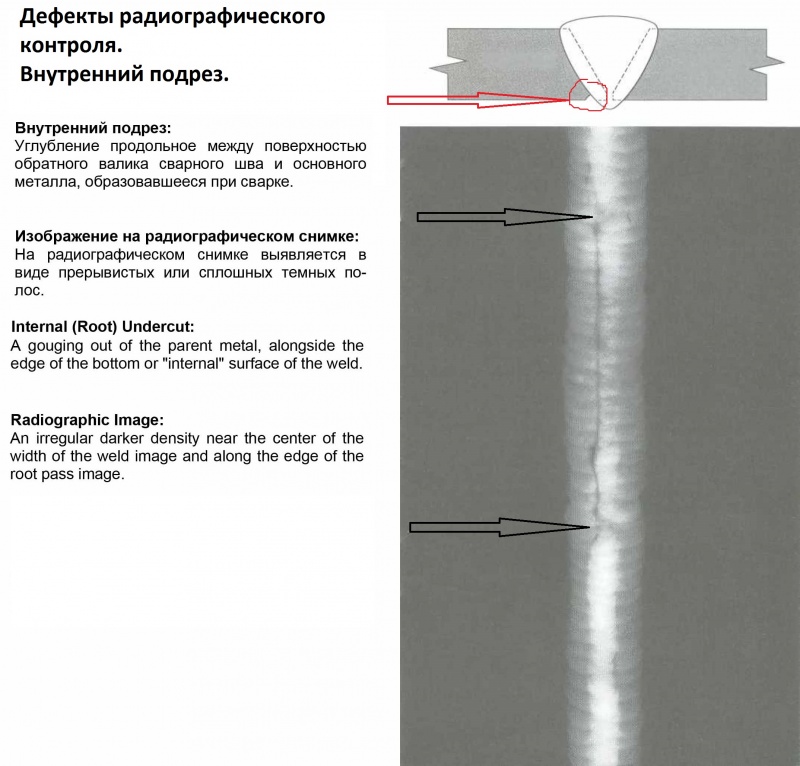 Способ вакуумирования — определение суммарной степени утечек замкнутых и открытых конструкций. Способ щупа — определение локальных течей в сварных соединениях крупногабаритных конструкций Контролируемая толщина не ограничивается |
— | ||
| Манометрический | Сквозные дефекты |
По способу: падения давления — от 1·10-3 до 7·10-3 мм3 МПа/с дифференциального манометра до 1·10-8 мм3 МПа/с |
Чувствительность метода снижается при контроле конструкций больших объемов. Длительность времени испытания, температура контрольного газа и окружающей среды, а также величина атмосферного давления влияют на погрешность испытаний |
Сварные соединения замкнутых конструкций, работающих под давлением: способ падения давления — для определения величины суммарных утечек; способ дифференциального манометра — для определения локальных утечек.  Контролируемая толщина не ограничивается |
— | ||
| Галоидный | Сквозные дефекты |
По фреону 12: щуп атмосферный — до 5·10-4 мм3 МПа/с щуп вакуумный — до 1·10-6 мм3 МПа/с |
Достоверность и чувствительность контроля снижается, если контролируемая поверхность имеет неровности (наплывы, углубления), препятствующие приближению щупа к контролируемой поверхности | Обнаружение места и величины локальных течей в сварных соединениях замкнутых конструкций, работающих под давлением. Контролируемая толщина не ограничивается | — | ||
| Газоаналитический | Сквозные дефекты | По фреону 12 (90%) в смеси с воздухом от 2·10-4 до 4·10-4 мм3 МПа/с | Достоверность контроля снижаются при наличии в окружающей атмосфере различных паров и газов, включая растворители для подготовки поверхности контролируемого соединения, табачный дым и газы, образующиеся при сварке |
Обнаружение места локальных течей в сварных соединениях замкнутых конструкций, работающих под давлением. Контролируемая толщина не ограничивается Контролируемая толщина не ограничивается |
— | ||
| Химический | Сквозные дефекты |
По аммиаку — до 6,65·10-4 мм3 МПа/с По аммонию — от 1·10-1 до 1 мм3 МПа/с |
Требуется соблюдение правил противопожарной безопасности и правил работы с вредными химическими веществами | Обнаружение места локальных течей в сварных соединениях открытых и закрытых конструкций, работающих под давлением или предназначенных для хранения жидкостей. Контролируемая толщина не ограничивается | — | ||
| Акустический | Сквозные дефекты | Не менее 1·10-2 мм-3 МПа/с |
Контроль производят при отсутствии шумовых помех.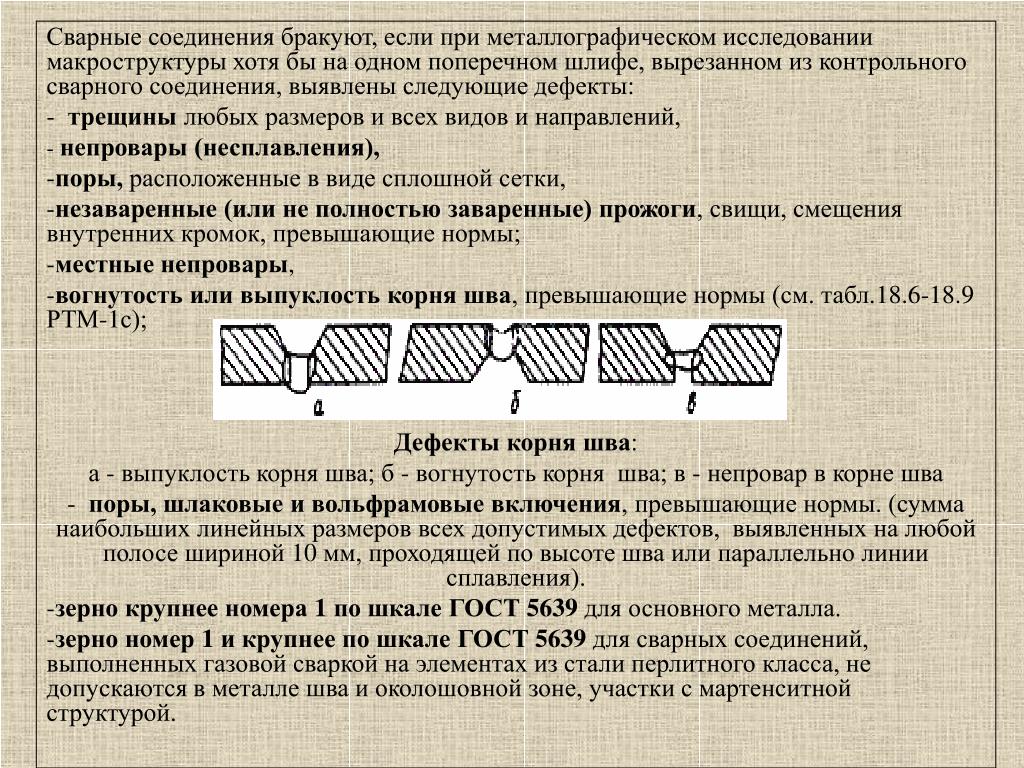 Возможен дистанционный контроль Возможен дистанционный контроль |
Обнаружение мест течей в сварных соединениях подземных водо- и газопроводах высокого давления. Контролируемая толщина не ограничивается | — | ||
| Капиллярный | Сквозные дефекты |
Люминесцентный — от 1·10-2 до 5·10-2 мм3 МПа/с Люминесцентно-цветной — от 1·10-2 до 5·10-2 мм3 МПа/с Люминесценто- гидравлический — от 1·10-4 до 5·10-4 мм3 МПа/с Смачивание керосином — до 7·10-3 мм3 МПа/с |
Требуется тщательная очистка контролируемой поверхности. Чувствительность метода снижается при контроле больших толщин и при контроле сварных соединений, расположенных во всех пространственных положениях, отличных от нижнего. При контроле смачиванием керосином — высокая пожароопасность |
Обнаружение мест течей в сварных соединениях открытых и закрытых конструкций: люминесцентный и люминесцентно- цветной — сварные соединения конструкций, рабочим веществом которых является газ или жидкость; люминесцентно- гидравлический и смачиванием керосином — сварные соединения конструкций, рабочим веществом которых является жидкость. Контролируемая толщина не ограничивается |
— | ||
| Наливом воды под напором | Сквозные дефекты | От 3·10-4 до 2·10-2 мм3 МПа/с | При контроле сварных соединений большой емкости должна быть обеспечена жесткость конструкции |
Обнаружение мест локальных течей в сварных соединениях закрытых конструкций, работающих под давлением. Контролируемая толщина, не ограничивается Контролируемая толщина, не ограничивается |
Нормативно- техническая документация, утвержденная в установленном порядке | ||
| Наливом воды без напора | Сквозные дефекты | Не более 1·10-3 мм3 МПа/с | При контроле сварных соединений большой емкости должна быть обеспечена жесткость конструкции | Обнаружение мест локальных течей в сварных соединениях открытых конструкций. Контролируемая толщина не ограничивается | Нормативно- техническая документация, утвержденная в установленном порядке | ||
| Поливанием струей воды под напором | Сквозные дефекты | Не более 1·10-1 мм3 МПа/с |
Чувствительность метода повышается при люминесцентно-индика- торном покрытии осматриваемой поверхности. Контроль производят до монтажа оборудования Контроль производят до монтажа оборудования |
Обнаружение мест локальных течей в сварных соединениях открытых конструкций. Контролируемая толщина не ограничивается | Нормативно- техническая документация, утвержденная в установленном порядке | ||
| Поливанием рассеянной струей воды | Сквозные дефекты | Не более 1·10-1 мм3 МПа/с | Чувствительность метода повышается при люминесцентно- индикаторном покрытии осматриваемой поверхности. Контроль производят до монтажа оборудования | Обнаружение мест локальных течей в сварных соединениях открытых конструкций. Контролируемая толщина не ограничивается | Нормативно- техническая документация, утвержденная в установленном порядке | ||
| Пузырьковый | Сквозные дефекты |
Пневматический: надувом воздуха — от 7·10-4 до 1·10-3 мм3 МПа/с обдувом струей сжатого воздуха — от 1·10-2 мм3 МПа/с Пневмогидравлический: аквариумный — 1·10-3 мм3 МПа/с бароаквариумный — от 5·10-4 до 1·10-5 мм МПа/с Вакуумный (с применением вакуум-камер) — до 1·10-2 мм3 МПа/с |
Контроль производится сжатым воздухом. Состав пенообразующих обмазок зависит от температуры воздуха при проведении испытаний пневматическим и вакуумным способами контроля |
Обнаружение мест локальных течей. Пневматический способ: надувом воздуха — сварные соединения замкнутых конструкций, рабочим веществом которых является газ или жидкость; обдувом струей сжатого воздуха — сварные соединения открытых крупногабаритных конструкций. Пневмогидравлический аквариумный и бароаквариумный способы сварные соединения малогабаритных замкнутых конструкций, работающих под давлением. Вакуумный способ — при одностороннем подходе к контролируемым соединениям. Контролируемая толщина не ограничивается |
Нормативно- техническая документация, утвержденная в установленном порядке | ||
| Вскрытие | Внутренние дефекты | Выявляются макроскопические дефекты |
Вскрытие производится вырубкой, сверлением, газовой или воздушно-дуговой строжкой, шлифованием, а также вырезкой участка сварного соединения с последующим изготовлением из него послойных шлифов. После контроля требуется заварка вскрытого участка сварного соединения После контроля требуется заварка вскрытого участка сварного соединения |
Сварные соединения, которые не подвергаются термообработке или недоступны для радиационного и акустического контроля. Контролируемая толщина не ограничивается |
— | ||
| Технологическая проба | Внутренние и поверхностные дефекты | Выявляются макроскопические и микроскопические дефекты | Контрольная проба выполняется по тому же технологическому процессу и тем же сварщиком (сварщиками), что и контролируемые сварные соединения | Не ограничивается | — | ||
Дефекты сварных швов: разновидности, причины образования, методы выявления и контроля
Дефекты сварных швов: разновидности, причины образования, методы выявления и контроля | КазЭкспертПромОставить онлайн-заявку
+7 727 222 333 2
+7 777 7 9999 19
г. Алматы, ул. Менжинского, 55/16,
Алматы, ул. Менжинского, 55/16,
[email protected]
- Главная
- Блог
- Дефекты сварных швов: разновидности, причины образования, методы выявления и контроля
28.07.2021
Сварка металлов – надёжный способ соединения деталей. Недоработки приводят к ослаблению сварочного шва, влекут снижение безопасности, срока службы конструкции.
Дефекты сварных швов
Описание, классификация изъянов сплошности в металлических материалах при сварке плавлением приведены в стандарте ГОСТР ИСО 6520-1-2012, заменившим ГОСТ 30242-97. Металлургический брак документом не рассматривается. Группируются дефекты по 6 основным видам:
Группируются дефекты по 6 основным видам:
- Трещины – наиболее опасное нарушение, способствует быстрому разрушению стыка, сооружения в целом, что может привести к трагедии. По размеру различают микро- и макротрещины, по направлению – продольные, поперечные, радиальные.
- Полости. Поверхностные называют свищами, они опасны предрасположенностью к развитию трещин. Форма произвольная, образовываются на любой стороне: внешней, внутренней. Другая разновидность полостей – поры в массе свариваемого соединения.
- Включения твёрдые: шлаковые, флюсовые, оксидные и другие.
- Непровар, несплавление. Наблюдаются между швом и телом металла, который не достиг температуры плавления. Прочностные характеристики при этом понижаются.
- Нарушения формы, размера. Выражаются в подрезах, кратерах. Первые видятся углублением снаружи шовного выступа: сечение шва уменьшается, прочность соединения падает. Второй дефект – небольшие углубления в сварном валике. Дно кратера рыхлыми включениями может провоцировать образование трещин.
- Прочий брак. Наплыв – ложный валик расплава, не сплавившийся с рабочей поверхностью. Прожог – сквозное отверстие от вытекания металла из сварочной канавки.
 Дно кратера рыхлыми включениями может провоцировать образование трещин.
Дно кратера рыхлыми включениями может провоцировать образование трещин.Дефектные участки выявляются контрольным осмотром. Могут быть следствием недоработок при подготовке сварочных работ, ошибок сварщика.
Причины возникновения изъянов
Процесс сваривания металлов предполагает применение разных технологий, оборудования, материалов. Участники техпроцесса должны обладать знаниями и умением их применять. Факторы, влияющие на качество производства сварочных работ, причины дефектов:
- Применение недоброкачественных расходных материалов, неправильное их сочетание приводят к образованию трещин. Высокое содержание углерода в присадке – источник появления пор в соединении. Избыток присадочной смеси на кромках стыка вызывает наплывы.
- Нарушение технологии сварки. Излишние нагрев, охлаждение металла способствуют трещинообразованию, появлению наплывов. Завышенный ток приводит к подрезам, разрыв дуги – к образованию кратеров, а впоследствии – к трещинам.
- Неисправность оборудования. Неправильное расположение стыков повлечёт растрескивание шовного валика.
- Низкая квалификация сварщика, оператора автосварочной установки. Загрязнение заготовки, быстрая проводка электрода – причины непроваров, образования пор в структуре сварного соединения. Замедленное перемещение, большой ток приводят к прожогам.
 Завышенный ток приводит к подрезам, разрыв дуги – к образованию кратеров, а впоследствии – к трещинам.
Завышенный ток приводит к подрезам, разрыв дуги – к образованию кратеров, а впоследствии – к трещинам.Точное соблюдение технологических параметров, регулярная переаттестация специалистов, контроль качества используемых материалов помогут избежать брака при сварочных работах.
Методы выявления недоработок при сварке
Самый доступный способ обнаружить дефектные места сварного шва – внешний осмотр. При этом может использоваться лупа до 10-кратного увеличения, мерительный инструмент. Основные методы неразрушающего контроля:
- Визуальное определение изъянов, или визуально-измерительный контроль. Выполняется после предварительной очистки поверхности от шлака, окалины, застывших брызг металла. Отыскиваются прожоги, трещины, свищи, производятся замеры кратеров.
- Испытания на герметичность сварных сосудов, трубопроводов. Поры, непровары, трещиноватость выявляются обработкой керосином и мелом, заполнением участка труб водой под напором, обдуванием воздухом.
- Приборный поиск брака. Используются радиационные лучи, ультразвук, магнитное поле. Для открытых изъянов применяют люминесцентный метод.
 Выполняется после предварительной очистки поверхности от шлака, окалины, застывших брызг металла. Отыскиваются прожоги, трещины, свищи, производятся замеры кратеров.
Выполняется после предварительной очистки поверхности от шлака, окалины, застывших брызг металла. Отыскиваются прожоги, трещины, свищи, производятся замеры кратеров.Испытательная лаборатория производит контроль качества сварки обследованием стыка и околошовной зоны на всём её протяжении с сохранением целостности конструкции, а также испытывает образцы на прочность. Диагностика позволяет определить характерные параметры дефектов, рекомендовать меры по устранению недоработок.
Разрушающий контроль сварочных работ
Для проведения этого вида обследований отбираются контрольные образцы соединений, вырезанных на проверяемых участках. При испытаниях определяют прочность сварного шва, зоны температурного воздействия. С помощью исследований устанавливают:
При испытаниях определяют прочность сварного шва, зоны температурного воздействия. С помощью исследований устанавливают:
- правильность подбора флюса, проволоки, иных материалов;
- нарушения технологии по параметрам: скорость проводки электрода, сила тока;
- профессиональные навыки сварщика, оператора автосварочного агрегата.
Методы разрушающего контроля: проведение химических анализов, механические испытания на твёрдость, разрыв, статический и ударный изгиб. Металлографические исследования позволяют увидеть дефекты и структурные изменения от термического, электрического воздействия на макро- и микрошлифах.
Возврат к списку
ГОСТ Р 59398-2021 | Стр. 6
4 Описание и классификация дефектов
Система обозначений, используемая для классификации дефектов, должна соответствовать приложению A. Примеры дефектов сварных соединений термопластов приведены в следующих таблицах:
— при сварке нагретым инструментом встык в таблице 1;
— при сварке нагретым инструментом враструб в таблице 2;
— при сварке с закладными нагревателями в таблице 3;
— при сварке нагретым газом в таблице 4;
— при экструзионной сварке в таблице 5;
— при сварке растворителем враструб в таблице 6.
Описание символов, используемых в системе обозначения дефектов, приведено в приложении A.
Таблица 1
Сварка нагретым инструментом встык
Обозначение | Наименование | Описание | Рисунок |
2BAAA | Газовая полость | Полость, образованная выделением или включением газа(ов). Такая полость является различимой и имеет тот же цвет, что и окружающий материал. Полость может быть: сферической, вытянутой, трубчатой (червеобразной) | |
2CAAI | Усадочная раковина | Полость, возникшая из-за усадки сварного шва при затвердевании. Такую полость можно обнаружить по изменению пластичности или побелению под действием напряжения | |
2MAAA | Поверхностная пора | Пора на поверхности грата (сварного шва) | |
3AAAI | Твердое включение | Включения твердого инородного материала на свариваемых поверхностях | |
3AAAF | Включения твердого инородного материала на поверхности грата (сварного шва) | ||
3JAAI | Включение основного материала | Включение частиц основного материала на свариваемых поверхностях | |
3KAAI | Деградированный полимер | Включения продуктов деградации полимера на свариваемых поверхностях | |
3KAAF | Включения продуктов деградации полимера на поверхности сварного шва | ||
4BAAA | Несплавление | Отсутствие сплавления свариваемых поверхностей | |
4QBAF | Надрез в грате или сварном шве | Чрезмерная глубина впадины по центру сварного шва | |
4WAAA | Непровар | Неполное сплавление свариваемых поверхностей | |
5CAAA <a> | Неправильная форма сварного шва | Отклонение от заданной формы сварного шва | |
5EIAA <a> | Линейное смещение | Отклонение от заданных допусков двух свариваемых деталей, расположенных в параллельных плоскостях | |
5EJAA <a> | Угловое смещение | Отклонение от заданного угла между двумя свариваемыми деталями | |
5GAAA <a> | Неравномерная ширина грата (сварного шва) | Чрезмерное изменение ширины валиков грата или сварного шва | |
6DAAA <a> | Превышение ширины грата (сварного шва) | Ширина грата (сварного шва) больше заданной | |
6HAAA <a> | Чрезмерная асимметрия грата (сварного шва) | Асимметрия валиков грата (сварного шва) | |
6MAAA <a> | Недостаточный грат | Грат меньше заданного значения | |
7BAAA | Термическое повреждение вне зоны сварки | Повреждение поверхности в результате случайного воздействия источника нагрева | |
7VAAA <a> | Чрезмерное втягивание | Отклонение наружного диаметра трубы в месте сварки относительно наружного диаметра, удаленного от места сварки (на другом конце трубы) | |
9CAAA | Следы инструмента | Местное повреждение вследствие фиксации деталей | |
Обозначения: — качественное сплавление свариваемых поверхностей; — непровар свариваемых поверхностей; — несплавление свариваемых поверхностей | |||
<a> Неприменимо для фитингов, изготовленных в соответствии с ЕН 12201-3:2011+A1:2012, приложение B. | |||

Таблица 2
Сварка нагретым инструментом враструб
Номер | Обозначение | Описание | Рисунок |
2CAAA | Усадочная раковина | Полость, возникшая из-за усадки сварного шва при затвердевании | |
2MAAA | Поверхностная пора | Пора на поверхности грата (сварного шва) | |
3AAAF | Твердое включение | Включения твердого инородного материала на поверхности сварного шва | |
3AAAI | Включения твердого инородного материала на свариваемых поверхностях | ||
3KAAF | Деградированный полимер | Включения продуктов деградации полимера на поверхности сварного шва | |
3KAAI | Включения продуктов деградации полимера на свариваемых поверхностях | ||
4BAAA | Несплавление | Отсутствие сплавления между трубой и фитингом | |
4CAAA | Недостаточная глубина введения | Недостаточная глубина введения трубы (труб) в фитинг | |
4PAAA | Выход расплава материала | Выход расплава материала из соединения | |
4RAAA | Чрезмерная глубина введения | Труба введена дальше центрального упора фитинга | |
4WAAA | Непровар | Неполное сплавление свариваемых поверхностей | |
5EJAA | Угловое смещение | Отклонение от заданного угла между трубой и фитингом | |
5GAEF | Неравномерная ширина грата (сварного шва) | Превышение отклонения ширины сварного шва | |
6DAAA | Превышение ширины грата (сварного шва) | Ширина грата (сварного шва) больше заданной | |
6HAAA | Чрезмерная асимметрия | Отклонение от заданной формы грата (сварного шва) | |
6MAAA | Недостаточный грат | Грат меньше заданного значения | |
7BAAA | Термическое повреждение | Деформация поверхности в результате случайного воздействия источника нагрева | |
9CAAA | Следы инструмента | Местные повреждения, вызванные воздействием инструмента для подготовки под сварку | |
Обозначения: — непровар свариваемых поверхностей; — качественное сплавление свариваемых поверхностей | |||
Примечание — Все дефекты могут встречаться на одной или двух сторонах соединения. | |||

Таблица 3
Сварка с закладными нагревателями
Номер | Обозначение | Описание | Рисунок |
2BAAA | Газовая полость | Полость, образованная выделением или включением газа(ов) | |
2CAAA | Усадочная раковина | Полость, возникшая из-за усадки сварного шва при затвердевании | |
3AAAA | Твердое включение | Включения твердого инородного материала в сварном шве | |
3DAAA | Оксидное включение | Отсутствуют признаки зачистки трубы или зачистка неполная | Рисунок не требуется |
4BAAA | Несплавление | Отсутствие сплавления между трубой и фитингом | |
4CAAA | Недостаточная глубина введения | Недостаточная глубина введения трубы в фитинг | |
4PAAA | Выход расплава материала | Выход расплава материала из соединения или индикатора нагрева | |
4TAAA | Смещенный закладной нагреватель | Чрезмерное смещение закладного нагревателя во время сварки | |
4UAAA | Неисправность индикатора нагрева | Отсутствует перемещение индикатора нагрева во время сварки | |
4WAAA | Непровар | Неполное сплавление между трубой и фитингом | |
5EJAA | Угловое смещение | Отклонение от заданного угла между трубой и фитингом | |
7VAAA | Чрезмерное втягивание | Отклонение наружного диаметра трубы в месте сварки относительно наружного диаметра, удаленного от места сварки (на другом конце трубы) | |
9CAAA | Следы инструмента | Местные повреждения, вызванные воздействием инструмента для подготовки под сварку | |
Обозначения: нет линии — качественное сплавление свариваемых поверхностей; — непровар свариваемых поверхностей; — несплавление свариваемых поверхностей | |||
Примечание — Все дефекты могут встречаться на одной или двух сторонах соединения. | |||

Таблица 4
Сварка нагретым газом
Номер | Обозначение | Описание | Рисунок |
2BGFB | Газовая полость | Газовая полость на границе сварного шва | |
2BGAC | Газовая полость между валиком сварного шва и основным материалом | ||
2BGAJ | Межваликовая газовая полость | ||
3AAAH | Твердое включение | Включения твердого инородного материала между валиком сварного шва и основным материалом | |
3AAAJ | Включения твердого инородного материала между валиками сварного шва | ||
3JAAC | Включения основного материала | Включения частей основного материала между валиком сварного шва и основным материалом | |
3KAAH | Деградированный полимер | Включение продуктов деградации полимера между валиком сварного шва и основным материалом | |
3KAAJ | Включение продуктов деградации полимера между валиками сварного шва | ||
4BAAH | Несплавление | Отсутствие сплавления между валиком сварного шва и основным материалом | |
4BAAJ | Отсутствие сплавления между последовательными валиками сварного шва | ||
4CAAG | Неполное проплавление | Заполнение разделки в соединении меньше заданного значения. Неполное проплавление корня шва | |
4CAAJ | Неполное проплавление между валиками сварного шва | ||
4DAAG | Превышение проплава | Избыточный материал в корне сварного шва | |
4EAAF | Подрез | Углубление в основном материале по границе валика сварного шва | |
4QBAJ | Надрез в выпуклости сварного шва | Чрезмерная глубина впадины между внешними валиками сварного шва | |
4WAAC | Непровар | Неполное сплавление между валиками сварного шва и основным материалом | |
4WAAJ | Неполное сплавление между валиками сварного шва | ||
5BAEE | Чрезмерная деформация основного материала | Чрезмерная деформация основного материала вследствие перегрева | |
5CAEB | Неправильная форма сварного шва | Отклонение от заданной формы сварного шва | |
5EIAA | Линейное смещение | Отклонение от заданных допусков двух свариваемых деталей, расположенных в параллельных плоскостях | |
5EJAA | Угловое смещение | Отклонение от заданного угла между двумя свариваемыми деталями | |
5FAAA | Прожог | Местное разрушение валика сварного шва (в корне сварного шва) | |
5GAEF | Неравномерная ширина сварного шва | Локальное изменение ширины сварного шва | |
5HAAF | Неровная поверхность | Чрезмерное изменение поверхности сварного шва (шероховатость, волнистость) | |
6AAEE | Отклонение угла разделки | Неправильный угол разделки под сварку | |
6BAAB | Избыточный материал сварного шва | Избыточное количество валиков сварного шва | |
6CAAB | Превышение толщины углового шва | Только для угловых сварных швов | |
6FAAF | Незаполненная разделка кромок | Локальное или протяженное недостаточное заполнение разделки кромок | |
6GAAB | Занижение толщины углового шва | Только для угловых сварных швов | |
6HBAF | Чрезмерная асимметрия | Несимметричная наплавка валиков сварного шва | |
7BAAE | Термическое повреждение вне зоны сварки | Повреждение поверхности в результате случайного воздействия источника нагрева | |
7GAAA | Плохое возобновление сварки | Избыточное количество полимера в соединении вследствие медленного начала перемещения при сварке | |
7TAAA | Пересечение сварных швов | Пересечение валиков сварных швов | |
9CAAE | Следы инструмента | Местные повреждения, вызванные воздействием инструмента для подготовки под сварку | |
Обозначения: — качественное сплавление свариваемых поверхностей; — непровар свариваемых поверхностей | |||
Таблица 5
Сварка экструзионная
Номер | Обозначение | Описание | Рисунок |
2BGAB | Газовая полость | Газовая полость на границе сварного шва | |
2BGAC | Газовая полость между валиком сварного шва и основным материалом | ||
2CAAB | Усадочная раковина | Полость, возникшая из-за усадки сварного шва при затвердевании | |
3AAAC | Твердое включение | Включения твердого инородного материала между валиком сварного шва и основным материалом | |
3KAAB | Деградированный полимер | Включения продуктов деградации полимера по границе сварного шва | |
3KAAC | Включения продуктов деградации полимера между валиком сварного шва и основным материалом | ||
3JAAC | Включения основного материала | Включения частей основного материала между валиком сварного шва и основным материалом | |
4BAAC | Несплавление | Отсутствие сплавления свариваемых поверхностей | |
4CAAG | Неполное проплавление | Заполнение разделки в соединении меньше заданного значения | |
4DAAG | Превышение проплава | Избыток материала в корне сварного шва | |
4EAAF | Подрез | Углубление в основном материале по границе валика шва | |
4WAAC | Непровар | Неполное сплавление между валиком шва и основным материалом | |
5BAEE | Чрезмерная деформация основного материала | Чрезмерная деформация основного материала вследствие перегрева | |
5CAEB | Неправильная форма сварного шва | Отклонение от заданной формы сварного шва | |
5DAAA | Натек | Материал шва, натекший на поверхность основного материала без сплавления с ним | |
5EIAA | Линейное смещение | Отклонение от заданных допусков двух свариваемых деталей, расположенных в параллельных плоскостях | |
5EJAA | Угловое смещение | Отклонение от заданного угла между двумя свариваемыми деталями | |
5FAAA | Прожог | Валик шва проплавляет нижнюю деталь (только для соединения деталей внахлест) | |
5GAEF | Неравномерная ширина сварного шва | Чрезмерное отклонение ширины сварного шва от заданной | |
5HAAF | Неровная поверхность | Чрезмерная неровность поверхности сварного шва (шероховатость, волнистость) | |
5NAAB | Усадка сварного шва | Толщина в центре сварного шва меньше толщины детали | |
6AAEE | Отклонение угла разделки | Неправильный угол V-образной разделки для сварного шва | |
6BAAB | Избыточный материал сварного шва | Чрезмерное отклонение от заданной высоты валика сварного шва | |
6CAAB | Превышение толщины углового шва | Только для угловых сварных швов | |
6FAAB | Незаполненная разделка кромок | Локальное или протяженное недостаточное заполнение разделки кромок | |
6GAAB | Занижение толщины углового шва | Только для угловых швов | |
6HAAB | Чрезмерная асимметрия сварного шва | Сварочный башмак не отцентрирован по соединению | |
6JAAG | Вогнутость корня сварного шва | В потолочных сварных швах | |
7BAAA | Термическое повреждение | Повреждение поверхности в результате случайного воздействия источника нагрева | |
7GAAA | Плохое возобновление сварки | Недостаток материала сварного шва или избыточное его количество в месте возобновления сварки | |
7TAAA | Пересечение сварных швов | Пересечение валиков сварных швов | |
9CAAE | Следы инструмента | Местные повреждения, вызванные воздействием инструмента для подготовки под сварку | |
Обозначения: — качественное сплавление свариваемых поверхностей; — непровар свариваемых поверхностей | |||
Таблица 6
Сварка растворителем враструб
Номер | Обозначение | Описание | Рисунок |
2BAAA | Газовая полость | Полость, образованная выделением газа(ов) | |
2MAAA | Поверхностная пора | Пора на сварном шве | |
3AAAA | Твердое включение | Включения твердого инородного материала в сварном шве | |
4BAAA | Несплавление | Отсутствие связующего материала между трубой и фитингом | |
4CAAA | Недостаточная глубина введения | Недостаточная глубина введения трубы в фитинг | |
4DAAA | Чрезмерная глубина введения | Труба введена дальше центрального упора фитинга | |
4EAAF | Подрез | Уменьшение толщины стенки трубы (углубление в стенке трубы) по границе шва | |
4FAAA | Отсутствие связующего материала | Связующий материал отсутствует | |
4WAAA | Непровар | Неполное сплавление между трубой и фитингом | |
5CAAF | Неправильная форма сварного шва | Связующий материал удален некачественно | |
5EJAA | Угловое смещение | Отклонение от заданного угла между трубой и фитингом | |
5GAAB | Неравномерная ширина грата (сварного шва) | Превышение отклонения ширины грата (сварного шва) по всей окружности соединения | |
6DAAB | Превышение ширины грата (сварного шва) | Ширина грата (сварного шва) больше заданной | |
6MAAB | Недостаточный грат | Отсутствует видимый грат (сварной шов) | |
9CAAE | Следы инструмента | Местные повреждения, вызванные воздействием инструмента для подготовки под сварку | |
Обозначения: — качественное сплавление свариваемых поверхностей; — непровар свариваемых поверхностей | |||
Примечание — Все дефекты могут встречаться на одной или двух сторонах соединения. | |||

Контроль качества сварных соединений стальных конструкций
4.1 Производственный контроль качества выполнения монтажных сварных соединений стальных конструкций должен осуществляться в соответствии с требованиями проекта, ГОСТ 3242, ГОСТ 6996, ГОСТ 14782, ГОСТ 23518, ГОСТ 7512, ГОСТ 14771, ГОСТ 11533, ГОСТ 11534, ГОСТ 18442, [11] и ППСР.
4.2 Контрольные операции должны производиться пока доступ к изделию не затруднен и отсутствует антикоррозионная и огнезащита.
4.3 Методы и объемы контроля должны соответствовать требованиям проектной документации, таблице 10.6 и ППСР.
Таблица 10.6. СП 70.13330.2012
Несущие и ограждающие конструкции.
Актуализированная редакция СНиП 3.03.01-87
|
Методы контроля |
Типы швов конструкций, объем контроля |
|
1 Внешний осмотр и измерения с проверкой геометрических размеров и формы швов и наличия наружных дефектов по ГОСТ 3242 |
Все типы швов конструкций в объеме 100% |
|
2 Неразрушающий ультразвуковой контроль по ГОСТ 14782 |
Все типы швов конструкций в объеме не менее 0,5% длины швов и более по указаниям в проекте с учетом дополнительных требований раздела 4* |
|
3 Радиографический, магнитопорошковый и др. |
То же |
|
4 Испытания на непроницаемость и герметичность по ГОСТ 18442 |
То же |
|
5 Механические испытания контрольных образцов по ГОСТ 6996 |
Все типы сварных швов конструкций, для которых требования механических свойств предусмотрены чертежами КМ |
|
6 Металлографические исследования макрошлифов на торцах швов контрольных образцов или на торцах стыковых швов сварных соединений |
То же |
|
_____________________ * Места обязательного контроля должны быть указаны в проекте. |
|
 по ГОСТ 7512, ГОСТ 21104, ГОСТ 21105, ГОСТ 25225
по ГОСТ 7512, ГОСТ 21104, ГОСТ 21105, ГОСТ 25225
4.4 По внешнему осмотру и измерениям качество швов должно удовлетворять требованиям таблицы 10.7.
Таблица 10.7. СП 70.13330.2012
Несущие и ограждающие конструкции.
Актуализированная редакция СНиП 3.03.01-87
|
Элементы сварных соединений, наружные дефекты |
Требования к качеству, допустимые размеры дефектов |
|
Поверхность шва |
Равномерно-чешуйчатая, без прожогов, наплывов, сужений и перерывов. Плавный переход к основному металлу (следует оговорить в чертежах КМ и КМД) |
|
Подрезы |
Глубина до 5% толщины свариваемого проката, но не более 1 мм |
|
Дефекты удлиненные и сферические одиночные |
Глубина до 10% толщины свариваемого проката, но не более 3 мм. |
|
Дефекты удлиненные и сферические в виде цепочки или скопления |
Глубина до 5% толщины свариваемого проката, но не более 2 мм. Длина — до 30% длины оценочного участка. Длина цепочки или скопления — более удвоенной длины оценочного участка |
|
Дефекты (непровары, цепочки и скопления пор), соседние по длине шва |
Расстояние между близлежащими концами — не менее 200 мм |
|
Швы сварных соединений конструкций, возводимых или эксплуатируемых в районах с расчетной температурой ниже минус 40 °С и до минус 65 °С включительно |
|
|
Непровары, несплавления, цепочки и скопления наружных дефектов |
Не допускаются |
|
Подрезы: |
|
|
вдоль усилия |
Глубина — не более 0,5 мм при толщине свариваемого проката до 20 мм и не более 1 мм — при большей толщине |
|
местные поперек усилия |
Длина — не более удвоенной длины оценочного участка |
|
_____________________ * Здесь и далее длину оценочного участка следует принимать по таблице 10. |
|
 Длина — до 20% длины оценочного участка*
Длина — до 20% длины оценочного участка* 9.
9.4.5 Трещины всех видов и размеров не допускаются.
4.6 Предельные отклонения размеров и сечения швов сварных соединений от проектных не должны превышать величин, указанных в ГОСТ 14771, ГОСТ 23518, ГОСТ 8713, ГОСТ 11533, ГОСТ 11534, ГОСТ 16037, ГОСТ 5264. Обнаруженные дефекты должны быть исправлены в соответствии с положениями ППСР, а сварные швы подвергнуты повторному визуально-измерительному контролю.
4.7 Неразрушаемые методы контроля следует производить на сварных швах, принятых внешним осмотром и измерениями. Контролю должны подлежать преимущественно места с признаками дефектов и участки пересечения швов. Длина контрольного участка должна быть не менее 100 мм.
4.8 По результатам радиографического контроля швы сварных соединений конструкций должны удовлетворять требованиям таблиц 10.8 и 10.9.
Таблица 10.8. СП 70.13330.2012
Несущие и ограждающие конструкции.
Актуализированная редакция СНиП 3.03.01-87
|
Элементы сварных соединений, внутренние дефекты |
Требования к качеству, допустимые размеры дефектов |
|
Соединения, доступные для сварки с двух сторон, соединения на подкладках |
|
|
непровары в корне шва |
Высота — до 5% толщины свариваемого проката, но не более 2 мм. Длина — не более удвоенной длины оценочного участка |
|
Соединения без подкладок, доступные для сварки с одной стороны |
|
|
непровары в корне шва |
Высота — до 15% толщины свариваемого проката, но не более 3 мм |
|
удлиненные и сферические дефекты: |
|
|
одиночные |
Высота — не более значений h* |
|
образующие цепочку или скопления |
Высота — не более 0,5 h* Длина — не более длины оценочного участка |
|
удлиненные |
Протяженность не более отношения S*/h |
|
непровары, цепочки и скопления пор, соседние по длине шва |
Расстояние между близлежащими концами не менее 200 мм |
|
суммарные в продольном сечении шва |
Суммарная площадь на оценочном участке — не более S* |
|
Швы сварных соединений конструкций, возводимых или эксплуатируемых в районах с расчетной температурой ниже минус 40 °С до минус 65 °С включительно, а также конструкций, рассчитанных на выносливость |
|
|
непровары, несплавления, удлиненные дефекты, цепочки и скопления дефектов |
Не допускаются |
|
одиночные сферические дефекты |
Высота не более 0,5 h* Расстояние между соседними дефектами — не менее удвоенной длины оценочного участка |
|
_____________________ * Значения h и S следует принимать по таблице 10. |
|
 9.
9.Таблица 10.9. СП 70.13330.2012
Несущие и ограждающие конструкции.
Актуализированная редакция СНиП 3.03.01-87
|
Наименьшая толщина элемента конструкции в сварном соединении, мм |
Длина оценочного участка, мм |
Допустимые размеры одиночных дефектов |
|
|
h, мм |
S, мм2 |
||
|
От 4 до 6 |
15 |
0,8 |
3 |
|
Свыше 6 до 8 |
20 |
1,2 |
6 |
|
Свыше 8 до 10 |
20 |
1,6 |
8 |
|
Свыше 10 до 12 |
25 |
2,0 |
10 |
|
Свыше 12 до 14 |
25 |
2,4 |
12 |
|
Свыше 14 до 16 |
25 |
2,8 |
14 |
|
Свыше 16 до 18 |
25 |
3,2 |
16 |
|
Свыше 18 до 20 |
25 |
3,6 |
18 |
|
Свыше 20 до 60 |
30 |
4,0 |
18 |
|
___________________ Обозначения, принятые в таблице: h — допустимая высота сферического или удлиненного одиночного дефекта; S — суммарная площадь дефектов в продольном сечении шва на оценочном участке. Примечание. Чувствительность контроля устанавливается по третьему классу согласно ГОСТ 7512. |
|||
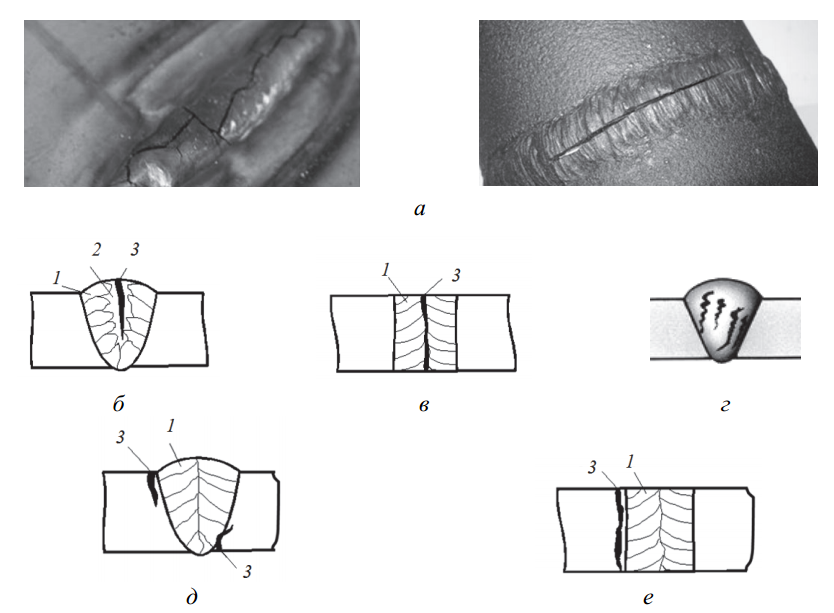
При оценке за высоту дефектов h следует принимать следующие размеры их изображений на радиограммах:
- для сферических пор и включений — диаметр;
- для удлиненных пор и включений — ширину.
4.9 По результатам ультразвукового контроля швы сварных соединений конструкций должны удовлетворять требованиям таблицы 10.10.
Таблица 10.10. СП 70.13330.2012
Несущие и ограждающие конструкции.
Актуализированная редакция СНиП 3.03.01-87
|
Сварные соединения |
Наименьшая толщина элемента конструкции в сварном соединении, мм |
Длина оценочного участка, мм |
Фиксируемая эквивалентная площадь одиночного дефекта, мм2 |
Допустимое число одиночных дефектов на оценочном участке, шт. |
|
|
наименьшая поисковая |
допустимая оценочная |
||||
|
Стыковые |
Свыше 6 до 10 |
20 |
5 |
7 |
1 |
|
Угловые |
Свыше 10 до 20 |
25 |
5 |
7 |
2 |
|
Тавровые |
Свыше 20 до 30 |
30 |
5 |
7 |
3 |
|
Нахлесточные |
Свыше 30 до 60 |
30 |
7 |
10 |
3 |

4.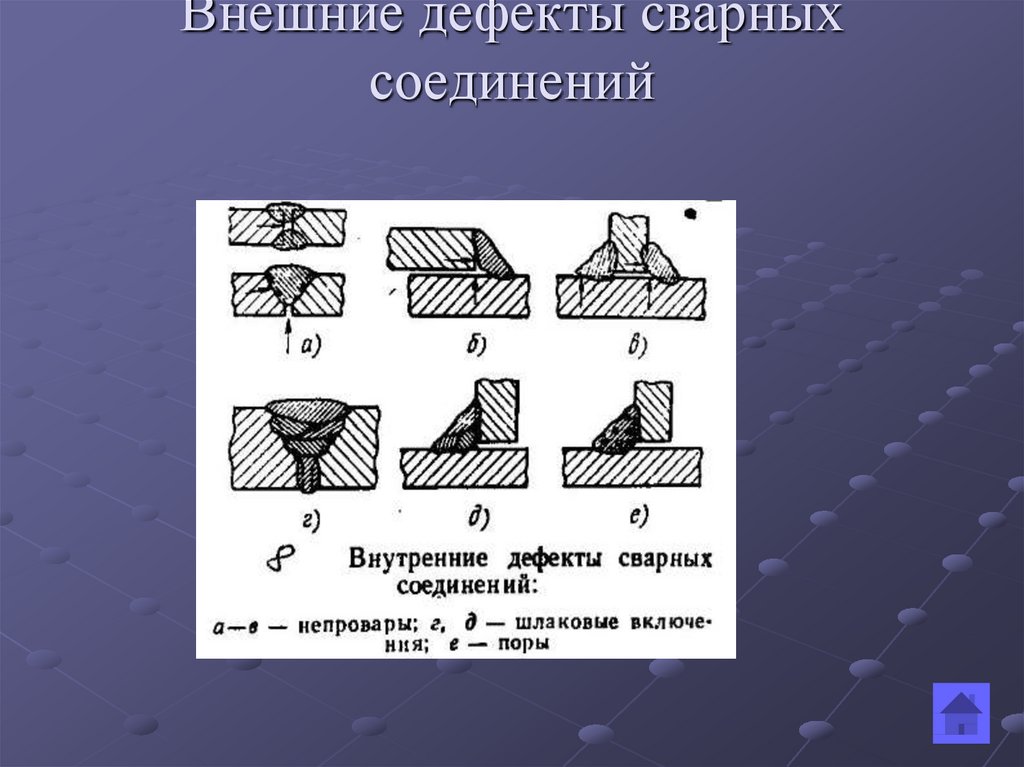 10 В швах сварных соединений конструкций, возводимых или эксплуатируемых в районах с расчетной температурой ниже минус 40 °С до минус 65 °С включительно, а также конструкций, рассчитанных на выносливость, допускаются внутренние дефекты, эквивалентная площадь которых не превышает половины значений допустимой оценочной площади (см. таблицу 10.10). При этом наименьшую поисковую площадь необходимо уменьшать в два раза. Расстояние между дефектами должны быть не менее удвоенной длины оценочного участка.
10 В швах сварных соединений конструкций, возводимых или эксплуатируемых в районах с расчетной температурой ниже минус 40 °С до минус 65 °С включительно, а также конструкций, рассчитанных на выносливость, допускаются внутренние дефекты, эквивалентная площадь которых не превышает половины значений допустимой оценочной площади (см. таблицу 10.10). При этом наименьшую поисковую площадь необходимо уменьшать в два раза. Расстояние между дефектами должны быть не менее удвоенной длины оценочного участка.
4.11 В соединениях, доступных сварке с двух сторон, а также в соединениях на подкладках суммарная площадь дефектов (наружных, внутренних или тех и других одновременно) на оценочном участке не должна превышать 5% площади продольного сечения сварного шва на этом участке.
В соединениях без подкладок, доступных сварке только с одной стороны, суммарная площадь всех дефектов на оценочном участке не должна превышать 10% площади продольного сечения шва на этом участке.
4. 12 В случае обнаружения недопустимого дефекта следует выявить его фактическую длину, дефект исправить (см. 4.18) и вновь проконтролировать удвоенную выборку.
12 В случае обнаружения недопустимого дефекта следует выявить его фактическую длину, дефект исправить (см. 4.18) и вновь проконтролировать удвоенную выборку.
При повторном выявлении дефекта контролю подлежат 100% сварных соединений.
4.13 Контроль непроницаемости швов сварных соединений следует, как правило, производить пузырьковым или капиллярным методами в соответствии с ГОСТ 3242 (под непроницаемостью следует понимать способность соединения не пропускать воду или другие жидкости).
Величина разрежения при пузырьковом методе должна быть не менее 2500 Па (250 мм вод. ст.).
Продолжительность контроля капиллярным методом должна быть не менее 4 ч при положительной и менее 8 ч при отрицательной температуре окружающего воздуха.
4.14 Контроль герметичности (под герметичностью следует понимать способность соединения не пропускать газообразные вещества) швов сварных соединений следует, как правило, производить пузырьковым методом в соответствии с ГОСТ 3242.
4.15 Сварные соединения, контролируемые при отрицательной температуре окружающего воздуха, следует просушивать нагревом до полного удаления замершей воды и смазки.
4.16 Механические испытания контрольных образцов проводят при наличии требований в чертежах марки КМ к показателям прочности, пластичности и вязкости металла шва и зоны термического влияния сварного соединения.
Требования к контрольным образцам и их сварке аналогичны требованиям к пробным (допускным) образцам (см. 10.1.4).
Число контрольных образцов при механических испытаниях должно быть не менее:
- на статическое растяжение стыкового соединения — двух;
- на статическое растяжение металла шва стыкового, углового и таврового соединений — по три;
- на статический изгиб стыкового соединения — двух;
- на ударный изгиб металла шва и зоны термического влияния стыкового соединения — трех; тип образца и места надрезов должны быть указаны в чертежах КМ;
- на твердость (НВ) металла и зоны термического влияния сварного соединения низколегированной стали (не менее, чем в четырех точках) — одного.

4.17 Металлографические исследования макрошлифов швов сварных соединений следует проводить в соответствии с ГОСТ 10243*.
4.18 Обнаруженные в результате контрольных испытаний недопустимые дефекты необходимо устранить механизированной зачисткой (абразивным инструментом) или механизированной рубкой, а участки шва с недопустимыми дефектами вновь заварить и проконтролировать.
Допускается удаление дефектов сварных соединений ручной кислородной резкой или воздушно-дуговой поверхностной резкой при обязательной последующей зачистке поверхности реза абразивным инструментом на глубину 1 — 2 мм с удалением выступов и наплывов.
4.19Все ожоги поверхности основного металла сварочной дугой следует зачищать абразивным инструментом на глубину 0,5 — 0,7 мм.
4.20 При удалении механизированной зачисткой (абразивным инструментом) дефектов сварных соединений, корня шва и прихваток риски на поверхности металла необходимо направлять вдоль сварного соединения:
- при зачистке мест установки начальных и выводных планок — вдоль торцевых кромок свариваемых элементов конструкций;
- при удалении усиления шва — под углом 40 — 50 0 к оси шва.

Ослабление сечения при обработке сварных соединений (углубление в основной металл) не должно превышать 3% толщины свариваемого элемента, но не более 1 мм.
4.21 При удалении поверхностных дефектов с торца шва абразивным инструментом без последующей подварки допускается углубляться с уклоном не более 0,05 на свободной кромке в толщину металла на 0,02 ширины свариваемого элемента, но не более чем на 8 мм с каждой стороны. При этом суммарное ослабление сечения (с учетом допустимого ослабления по толщине) не должно превышать 5%. После обработки торцов швов необходимо притупить острые грани.
4.22 Исправление сварных соединений зачеканкой не допускается.
4.23 Остаточные деформации конструкций, возникшие после монтажной сварки, необходимо устранять термическим или термомеханическим воздействием по технологической карте (регламенту).
4.24 Методы и объемы неразрушающего контроля элементов монтируемых конструкций приведены в дополнительных правилах раздела 4.
4.25 Оформление результатов контроля по 10.5.4 и 10.5.5.
Как определить 7 наиболее опасных дефектов сварки
Из этого поста вы узнаете
Дефекты сварки — это один из самых незаметных способов, которыми могут подвергаться риску активы или оборудование. Весь сварной металл со временем испытывает усталость и износ. Из-за использования неправильного процесса сварки или неправильной техники сварки, чем раньше они будут обнаружены, тем легче их исправить, и меньше риск утечки или обрушения. Даже такая простая вещь, как неполный синтез, может привести к катастрофе. Совместная конструкция сварного шва имеет жизненно важное значение для любой отрасли.
Возьмем, к примеру, то, что произошло в 1980 году на платформе Александра Л. Килланда. Это считается самой страшной катастрофой в норвежских водах со времен Второй мировой войны, и все это было вызвано «небольшим 6-миллиметровым сварочным швом с плохим профилем, который ускорил появление трещины».
Типы дефектов сварки
Теперь, когда вы знаете, как выявлять дефекты сварки, мы научимся определять, с каким дефектом сварки мы имеем дело. Каждый из них имеет свои особенности и требует разного подхода к ремонту.
Каждый из них имеет свои особенности и требует разного подхода к ремонту.
Шлаковые включения
Внешний видСварочный шлак представляет собой форму стеклообразного вещества, которое может быть получено в качестве побочного продукта электродуговой сварки, дуговой сварки в защитных газах, дуговой сварки под флюсом, дуговой сварки с флюсовой проволокой и электрошлака. сварка или даже неправильный сварочный ток во время плавки.
Что это может вызватьШлаковые включения не способствуют прочности или защите металлов после сварки. Удалять их необходимо, так как это отходы внутри металла шва. Его удаление необходимо, так как оно будет препятствовать осмотру зоны сварки, будет иметь плохой внешний вид, его необходимо будет удалить, если потребуется второй слой или проход, и, наконец, очистить и очистить поверхность от покрытий (краски). или масло.
Причины
Шлак образуется при расплавлении флюса внутри или поверх наплавленных валиков при использовании неправильной электродной техники. Нередки случаи, когда некоторые области погружаются в затвердевший металл, если по какой-то причине он не всплыл на поверхность расплавленного металла, где они будут видны и не повлияют на структурную целостность сварного шва.
Нередки случаи, когда некоторые области погружаются в затвердевший металл, если по какой-то причине он не всплыл на поверхность расплавленного металла, где они будут видны и не повлияют на структурную целостность сварного шва.
Как отремонтировать
Демонтаж обычно выполняется с помощью ручного или электроинструмента. К ручным инструментам обычно относится отбойный молоток.
Мы рекомендуем использовать наши фрезерные диски TFT для очистки поверхности перед подготовкой к сварке. Все фрезерные диски, как по алюминию, так и по стали, подходят к большинству угловых шлифовальных машин.
К их преимуществам относятся отсутствие абразивных остатков, размазывания, отдачи, отсутствие напряжений в металле из-за перегрева и очень долгий срок службы. Они считаются идеальными для подготовки к сварке.
Пористость
Как это выглядит
Пористость – это наличие полостей в металле сварного шва. Формы, которые он принимает, могут быть:
- распределенная пористость
- поверхностные поры
- червоточина
- кратерные трубы
Что это может вызвать
Пористость вызывает снижение прочности и отказы в некоторых случаях из-за усталости.
Среди возможных причин пористости при сварке мы можем назвать:
- Вещества на поверхности, включая влагу, жир, масло и поверхностное загрязнение в целом.
- Плохая газовая защита из-за поглощения азота и кислорода в сварочной ванне.
- Поверхностные покрытия. В процессе сварки может скапливаться большое количество дыма.
Способы ремонта
Удалите пористость с помощью угловой шлифовальной машины, используя приложенный правый круг. Для взрывоопасных сред мы рекомендуем использовать искробезопасный диск, например фрезерный диск TFT.
Подрез
Как это выглядитПодрез — это канавка, оставшаяся в основном металле, незаполненная металлом присадочного шва во время плавления. Это происходит по линиям носка сварного шва. Это легко заметно по конструкции соединения под рукой.
К чему это может привести
Распространение усталостной трещины и разрушение.
Очевидно, что проблема связана с технологией сварки. Если температура вблизи свободных краев слишком высока, основной металл предыдущего сварного шва особенно вблизи более тонких и свободных краев. Это также может быть вызвано хаотичными движениями, ошибкой электрода, слишком длительным выдерживанием дуги, дуновением дуги или недостаточно длительной паузой на концах сварного шва.
Как отремонтировать
Сварной шов нужно удалить шлифовальным кругом. После удаления вы можете начать заново.
Трещина сварного шва
Как это выглядитРазделение металла присадочного шва или разрыв между основным металлом и присадочным металлом. Типы могут включать продольный, поперечный, кратерный, горловой, носовой, корневой, подбортовой, горячий и холодный
Что это может вызвать
Разрушение и распространение кратерной трещины.
Причины Некоторыми причинами являются подгонка деталей портов, быстрое охлаждение, загрязнение. Большинство продольных и центральных трещин вызваны неправильным соотношением ширины к глубине, низкой температурой плавления случайных элементов в основании и вогнутыми поверхностями или даже использованием неправильного электрода.
Есть 2 варианта: строжка угольной дугой или механическое удаление с помощью угловой шлифовальной машины.
Неполное слияние
Как это выглядит
Непровар происходит, когда шов не сплавляется с основным металлом.
К чему это может привести
Снижение прочности и отказы.
Причины возникновения
Некоторые из причин непровара:
- Неправильное проваривание
- Невозможность в процессе сварки поднять основной металл или ранее наплавленный металл до температуры плавления.
- Слишком низкая скорость перемещения, из-за чего сварной шов может выходить за края. Это приведет к скоплению шлака между валиком и основным металлом.
- Неправильный угол наклона электрода, из-за которого металл шва выталкивается на шлак.
- Слишком высокая скорость перемещения или слишком высокая установка силы тока.
- Слишком большая длина дуги, из-за которой сварной шов может наплавляться хаотично.
Как отремонтировать
Как и все другие дефекты сварки, удалить плохой сварной шов и заварить заново.
Неполный провар
Как это выглядит
Неполный провар происходит, когда свариваемая разделка слишком узкая и металл шва не достигает дна сварного шва.
К чему это может привести
Снижение прочности и выход из строя. Это похоже на неполное слияние.
Причины
В основном неправильная подготовка шва, недостаточное тепловложение, а также неправильный состав защитного газа и диаметр сварочной проволоки. Это может быть вызвано даже неправильной скоростью движения.
Способы ремонта
Неполное проникновение должно быть удалено механическим способом. С помощью угловой шлифовальной машины откройте канавку, чтобы открыть удаляемый присадочный металл.
Брызги
Внешний вид
Расплавленный металл или неметаллический материал, который разбрызгивается или разбрызгивается во время газовой или дуговой сварки. Эти маленькие или большие частицы горячего материала, также известные как капли, заметны в конструкции соединения и могут прилипать к основному материалу и окружающему металлическому материалу, а в некоторых случаях могут даже лететь и падать на верстак или окружающее пространство.
Возможные причины
Брызги, скапливающиеся в сопле, могут отделить и повредить сварные швы. Это также может привести к несчастным случаям с пользователем из-за скопления брызг в сопле, что также может привести к непригодности шнуров.
Причины
Некоторые из причин включают следующее:
- Сварочная ванна слишком горячая или слишком холодная.
- Используется защитный газ.
- Подача проволоки слишком высокая или слишком низкая.
- Плохо намотанные катушки сварочной проволоки.
- Сварочная проволока торчит.
- Плохое соединение с зажимом заземления.
- Неправильное хранение сварочной проволоки.
- Высокая влажность среды сварки.
- Загрязнение сварных швов, включая грязные поверхности, ржавчину, масло, краску и прокатную окалину.
Как отремонтировать
В большинстве случаев можно уменьшить. Для устранения после сварки Идеально подходит механическое удаление с помощью угловой шлифовальной машины. Для очистки от брызг идеально подходит односторонний фрезерный диск.
Как выявить дефекты сварки
В любом случае способ ремонта заключается в том, чтобы сначала удалить валик сварного шва. Обычно для его удаления используется шлифовальный круг. Вместо этого мы хотим показать вам, как мы используем наш фрезерный диск TFT для легкого удаления металла сварного шва с поверхности.
Вместо шлифовки или резки вы просто сбриваете валик сварного шва без истирания и размазывания. Это легко выявляет любые дефекты сварки, присутствующие в вашей конструкции.
Идея фрезерных дисков заключается в том, чтобы использовать их в производственном процессе для максимального повышения качества подготовки поверхности. Они также могут быть использованы для ремонта, чтобы удалить любой старый металл сварки в шве. Есть много способов выполнить эту работу, и это одни из лучших инструментов на рынке.
Как узнать, является ли это разрывом сварного шва или дефектом сварки
Неоднородность сварного шва легко распознать, поскольку он выглядит как прерывание нормального потока. Он также известен как дефект сварного шва и может быть обнаружен в металле сварного шва или в основном металле.
Неоднородность металла шва возникает из-за неправильной схемы сварки или техники сварки. Он может отличаться от формы и толщины сварного шва и, в конечном счете, от качества.
Как правило, разрывов следует избегать и устранять, но они незначительно менее серьезны, чем дефект сварки. Тем не менее, если вы обнаружите разрыв сварного шва, вам необходимо его исправить.
Тем не менее, группа несплошностей сварного шва может стать дефектом сварного шва, если они превышают пределы, указанные в вашем проекте. Это зависит от вашей страны, материала и типа окружающей среды, в которой вы находитесь.
В конечном счете, наиболее эффективным способом проверки сварочных работ, особенно в ограниченном пространстве, является использование сварочной камеры. Вот несколько видео примеров того, как это работает.
Выявление дефектов сварки до того, как станет слишком поздно
Невозможно переоценить важность своевременного выявления дефектов сварки. Даже малейший дефект может привести к катастрофе.
От заботы о технике сварки до сварочного тока и контроля, сварка — сложное ремесло, требующее предельного внимания.
Инвестиции в правильные инструменты, которые сделают работу легкой и безопасной. Для компаний в нефтяной, газовой и горнодобывающей промышленности крайне важно понять, как определить наиболее распространенные дефекты сварки, чтобы они могли действовать.
Свяжитесь с нами, чтобы узнать больше о том, как мы можем помочь вам сделать ваше рабочее место более безопасным.
Что такое дефекты сварки — виды, причины и способы устранения?
Что такое дефекты сварки?
Дефекты сварки можно определить как неровности, образовавшиеся в данном металле сварного шва из-за неправильного процесса сварки или неправильных схем сварки и т. д. Дефект может отличаться от желаемой формы, размера и предполагаемого качества сварного шва. Дефекты сварки могут возникать как снаружи, так и внутри металла шва. Некоторые из дефектов могут быть допущены, если они находятся в допустимых пределах, но другие дефекты, такие как трещины, никогда не допускаются.
Типы
Сварные дефекты могут быть классифицированы на два типа как внешние и внутренние дефекты:
Внешние сварки дефекты:
1. Пористость
2. Подряд
3. SPATTER
4. PORED
7 2. Подряд
3. SPATTER
4. 5. Нахлест
6. Кратер
Внутренние дефекты сварки:
1. Шлаковые включения
2. Неполное сплавление
3. Растрескивание ожерелья
4. Неполное заполнение разделки или неполное проплавление
Внешние дефекты сварки
Различные типы внешних дефектов с их причинами и способами устранения перечислены ниже:
1. Трещина сварки
Это самый нежелательный дефект из всех других дефектов сварки. Сварочные трещины могут быть на поверхности, внутри свариваемого материала или в зонах термического влияния.
Трещина также может появиться при разных температурах:
Горячая трещина –
Наиболее заметна при кристаллизации сварных соединений, где температура может подняться более чем на 10 000 градусов Цельсия.
Холодная трещина –
Этот тип трещины возникает в конце процесса сварки, когда температура достаточно низкая. Иногда холодная трещина видна через несколько часов после сварки или даже через несколько дней.
Причины появления трещин в сварном шве:
1. Плохая пластичность данного основного металла.
2. Наличие остаточного напряжения может вызвать появление трещины в металле шва.
3. Жесткость соединения, затрудняющая расширение или сжатие металлов.
4. При высоком содержании серы и углерода также могут появиться трещины.
5. Использование водорода в качестве защитного газа при сварке черных металлов.
Средства для устранения трещин в сварных швах:
1. Использование соответствующих материалов может снизить вероятность образования трещин.
2. Предварительный нагрев сварного шва и снижение скорости охлаждения шва помогают уменьшить трещинообразование.
3. Уменьшите зазор между сварными швами, используя подходящие сварные швы.
4. Во время сварки сила зажима медленно снижается, что увеличивает заполнение сварочным материалом до предела.
Читайте также: 9
Причины
1. Этот дефект может возникнуть, если напряжение дуги очень высокое.
2. Если мы используем неправильный электрод или угол наклона электрода неправильный, то также может образоваться дефект.
3. Использование большого электрода также нецелесообразно.
4. Высокая скорость электрода также является одной из причин этого дефекта.
Средства правовой защиты
1. Уменьшите длину дуги или понизьте напряжение дуги.
2. Держите электрод под углом от 30 до 45 градусов с опорной ногой.
3. Диаметр электрода должен быть небольшим.
4. Уменьшите скорость перемещения электрода.
3. Брызги
Когда некоторые капли металла вылетают из сварного шва и остаются прилипшими к поверхности, этот дефект известен как брызги.
Причины
1. Этот дефект может быть вызван высоким сварочным током.
2. Чем длиннее дуга, тем больше шансов получить этот дефект.
3. Неправильная полярность.
4. Этот дефект также может быть вызван неправильной газовой защитой.
Средства правовой защиты
1. Уменьшение длины дуги и сварочного тока
2. Использование правильной полярности и в соответствии с условиями сварки.
3. Увеличение угла пластины и использование надлежащей газовой защиты.
4. Пористость
Пористость в состоянии, при котором газ или мелкие пузырьки задерживаются в зоне сварки.
Причины
1. Это происходит из-за неправильного покрытия электрода.
2. Использование более длинной дуги также может увеличить его шансы.
3. Увеличенные сварочные токи.
4. Ржавчина или масло на свариваемой поверхности.
Средства правовой защиты
1. Правильный выбор электрода.
2. Уменьшение сварочного тока.
3. Использование меньшей дуги и замедление процесса для выхода газов.
4. Удалите ржавчину или масло с поверхности и используйте соответствующую технику.
Читайте также:
- Различные типы сварных соединений
- Как работает дуговая сварка в среде защитного металла (SMAW)?
- Что такое дуговая сварка? Как работает дуговая сварка?
5. Нахлест
Этот дефект возникает, когда поверхность сварного шва выходит за пределы носка сварного шва. В этом состоянии металл шва раскатывается и образует угол менее 90 градусов.
Причины
1. Неправильная техника сварки.
2. Этот дефект может возникнуть при использовании больших электродов.
3. Высокий сварочный ток
Средства правовой защиты
1. Использование надлежащей техники сварки.
2. Используйте маленький электрод.
3. Меньший сварочный ток.
6. Кратер
Это происходит, когда кратер не заполнен до разрыва дуги, что приводит к тому, что внешние края остывают быстрее, чем кратер. Это вызывает напряжение, а затем образуется трещина.
Причины
1. Неправильный угол горелки.
2. Использование большого электрода:
3. Неправильная техника сварки
Способы устранения
1. Использование правильного угла наклона горелки может уменьшить нагрузку на металл
2. Использование маленького электрода также может уменьшить образование кратера.
3. Используйте правильную технику.
Внутренние дефекты сварки
Ниже перечислены различные типы внутренних дефектов сварки с их причинами и способами устранения:
1.
Шлаковые включенияНаличие шлака в сварном шве влияет на ударную вязкость и свариваемость металла данного материала. Это снижает структурные характеристики материала сварного шва. Шлак образуется на поверхности сварного шва или между сварочными витками.
Причины
1. Шлак образуется, если плотность сварочного тока очень мала, так как он не обеспечивает необходимого количества тепла для расплавления поверхности металла.
2. Если скорость сварки слишком высока, может образоваться шлак.
3. Если кромка поверхности сварного шва не очищена должным образом, также может образоваться шлак.
4. Неправильный угол сварки и скорость перемещения сварочного стержня.
Средства устранения
1. Увеличить плотность тока
2. Отрегулировать скорость сварки так, чтобы шлак и сварочная ванна не смешивались друг с другом.
3. Очистите кромки сварки и удалите шлак предыдущих слоев сварки.
4. Установите правильный угол наклона электрода и скорость перемещения.
2. Непровар
Непровар возникает, когда сварщик не аккуратно сваривает материал и происходит предварительное затвердевание металла, что приводит к образованию щели, не заполненной расплавленным металлом.
Причины
1. Возникает из-за низкой тепловложения.
2. Когда сварочная ванна очень большая и опережает дугу.
3. Когда угол соединения слишком мал.
4. Неправильный угол наклона электрода и горелки также может привести к неполному проплавлению.
5. Неправильное положение буртика.
Способы устранения
1. Увеличение сварочного тока и уменьшение скорости перемещения помогает устранить вероятность неполного сплавления.
2. Снижение скорости осаждения.
3. Увеличение суставного угла.
4. Постарайтесь расположить электрод и горелку под правильным углом, чтобы края пластины расплавились.
5. Правильно расположите буртик так, чтобы можно было избежать острых краев с другими буртиками.
3.
Растрескивание ожерельяЭто происходит при использовании электронно-лучевой сварки, когда сварной шов не проникает должным образом. Поэтому расплавленный металл не течет в полость, что приводит к растрескиванию, известному как «растрескивание ожерелья».
Причины
1. Неправильная техника сварки.
2. Встречается в таких материалах, как сплавы на основе никеля, нержавеющая сталь, углеродистая сталь и сплавы олова.
3. Использование высокоскоростной электронно-лучевой сварки
Средства правовой защиты
1. Использование надлежащей техники сварки снижает вероятность растрескивания ожерелья.
2. Использование подходящих материалов для сварки.
3. Использование постоянной скорости в процессе сварки.
3. Неправильная техника сварки
4. Неполное заполнение канавки или неполный провар
Эти дефекты возникают только в стыковых швах, где разделка металла не заполнена полностью. Его также называют дефектом неполного проникновения.
Причины
1. Меньшее отложение металла шва
2. Использование электрода неподходящего размера
3. Неправильная техника сварки
Способы устранения
1. Большее отложение металла шва.
2. Используйте электрод соответствующего размера.
3. Используя соответствующую технику сварки.
Поэтому мы перечислили все виды дефектов сварки, присутствующих в любом производственном процессе. При сварке очень важно удалить все дефекты сварки, присутствующие в заготовке. Если в сварочном материале будут дефекты, то в тяжелых условиях компоненты материала выйдут из строя, что может привести к потере имущества, а иногда и жизни.
Анализ дефектов качества сварного участка сварной трубы
Сварочный шов является важным показателем качества сварных труб ( SSAW/LSAW/ERW ) и срок службы сварных труб. Поэтому анализ и устранение дефектов качества сварного сечения следует проводить вокруг сварного шва. К основным дефектам сварных швов относятся трещины в сварных швах, трещины, непровары, пережоги и прободения, несоосность сварных швов.
1) Растрескивание сварного шва: включая естественное растрескивание сварного шва (включая коррозию под напряжением) и растрескивание под напряжением (дополнительная внешняя сила).
а. Естественное растрескивание сварного шва
Особенности: Естественное растрескивание сварного шва относится к растрескиванию сварной трубы после выхода из прижимного ролика. Сварной шов не трескается из-за дополнительной внешней силы в баке охлаждающей воды, калибровочной машине, складе и т. д. Этот тип трещины имеет форму клыка и выглядит серым. Более примечательной особенностью блеска цветных металлов является то, что он не требует внешнего воздействия и трескается без всякой причины.
Причины: Существует множество причин естественного растрескивания сварного шва. Основными причинами являются недостаточное усилие выдавливания, слишком низкая или слишком высокая температура сварки, узкие и тонкие трубные заготовки, слишком глубокое удаление заусенцев, ︿ или обратная ﹀ форма поверхности сварки встык.
Меры по предотвращению естественного растрескивания сварных швов включают:
1. Строго проверяйте сырье и удаляйте заготовки из жестких трубок.
2. В соответствии с различными трубными заготовками выберите стабильный процесс сварки, чтобы избежать холодной сварки и пережога.
3. Усилить регулировку формовки, уменьшить остаточное напряжение формовки и реализовать параллельное стыковое соединение сварных швов.
б. Растрескивание сварного шва под действием силы
Растрескивание шва при сплющивании включает положительное сплющивание и боковое растрескивание при сплющивании. Уплощение можно разделить на уплощение D/3 и полное уплощение. Согласно соответствующим стандартам моей страны, сварной шов не трескается после D/3 под положительным давлением. Квалифицированно, но исходя из реальных требований использования сварных труб, большинство из них требуют полной правки без образования трещин. Так называемая полная сплющивание означает 100% прижатие к внутренней стенке трубы с зазором 0. Полная сплющивание позволяет не только проверить качество сварки, но и проверить пластическое состояние трубной заготовки.
2) Трещины в сварных швах
Трещины в сварных швах — это наличие в сварном шве мелких волосовидных трещин. Большинство этих трещин возникает в поверхностной части сварного шва. Некоторые из них можно увидеть с первого взгляда, в то время как другие необходимо тщательно идентифицировать или даже увеличить.
Причины трещин:
Включение оплавления и шлака, вызванное высокой температурой сварки, заготовка трубы тоньше и уже, а усилие экструзии низкое. Некоторые оксиды не выдавливаются из сварочного шва. После охлаждения образуются неметаллические включения. Краевые микротрещины и т. д., сварной шов имеет V-образную форму встык, структура сплавления поверхностного слоя рыхлая, напряжение холодной усадки разрывает рыхлую структуру, химический состав кромки трубной заготовки сегрегирован, а оксидный слой толстый, В результате неметаллические включения с высокой температурой плавления, большинство из которых представляют собой сварные трубы с трещинами, могут пройти гидравлическое испытание, но трудно пройти неразрушающий контроль и испытание на боковое сплющивание. Как правило, это такие меры, как увеличение угла раскрытия, увеличение силы экструзии, повышение температуры сварки и улучшение состояния кромки встык.
3) Смещение сварных швов
Смещение сварного шва относится к сварному шву, образованному двумя парами свариваемых поверхностей, которые не свариваются в одной плоскости. Смещение сварного шва можно разделить на три типа: наклонное смещение сварного шва, случайное смещение сварного шва и периодическое смещение сварного шва, но они имеют общую особенность дефекта, то есть после того, как внешний заусенец обычно удаляется, внешний заусенец все еще остается на одной стороне. сварка. Существует множество причин прочности шва и смещения сварного шва, в том числе:
1. Первый и второй плоские валки асимметричны при нажатии с обеих сторон
2. Прижимной ролик, ролик с закрытым отверстием или направляющий ролик имеют асимметрию, биение, неконцентричность и т. д.
3. Формовочные подшипники плоских роликов, вертикальные роликовые подшипники, направляющие роликовые подшипники, выжимные роликовые подшипники и т. д. повреждены, но не обнаружены
4. Толщина, ширина и узкий допуск заготовки трубы большие, S-образный изгиб, серповидный изгиб и т. д.
5. Трубная заготовка работает неустойчиво и раскачивается из стороны в сторону
6. В сформированной трубе
имеется невидимая выпуклость.
7. Прижимной ролик и направляющий ролик серьезно отклоняются от центральной линии прокатки
Причина дислокации сварного шва более сложна. Это может быть вызвано одной причиной, а может быть результатом сочетания нескольких причин. Конкретный поиск должен основываться на принципе «сначала легкое, потом сложное», начиная с видимых и осязаемых причин, одну за другой. Устранить и принять соответствующие меры.
Советы: Сварная труба ERW образована путем прокатки полосы и сварки шва с более жесткими допусками на размеры и меньшим весом. Сварной шов после сварки подвергается термической обработке, при которой не остается неотпущенного мартенсита, а заусенец может быть удален как с внутренней, так и с внешней поверхности.
Непровар в сварных соединениях
Непровар в сварных соединениях·Содержание ·Общие | Габриэль РИХАР Институт сварки, Птуйска 19, SI-1000 Любляна Контакт |
Аннотация.
- Для эффективного контроля сварных соединений необходимо доскональное знание не только методов неразрушающего контроля, но и выявляемых дефектов. Однако в сварочной литературе очень мало данных о непроваре, который является одним из наиболее серьезных дефектов. Также отсутствуют эффективные методы тестирования для его обнаружения.
Наши исследования должны были предоставить как можно больше данных о неслиянии. Исследовано, при каких сварочных процессах наиболее часто встречается непровар, каково его положение в сварном соединении и каковы его физические свойства. Также было изучено, какие показания дает непровар при различных неразрушающих методах.
Испытания проводились на типовых сварных соединениях. Металлографический и механический контроль также использовался для сравнения с неразрушающим контролем. Различные виды непроваров были разделены на характерные группы, т. е. виды, включающие пустоты и неметаллические включения, и виды чистых непроваров, которые не могут быть обнаружены неразрушающим контролем.
Ключевые слова: сварка, неразрушающий контроль, дефекты сварки, непровары.
Из практики сварки известно, что в сварном соединении часто возникают непровары. Таким образом, многие разрушения сварных конструкций происходят из-за необнаруженного непровара в сварных соединениях.
Непровар — один из самых серьезных дефектов сварки. Он производит эффект выреза. Однако эффективных неразрушающих методов его обнаружения не существует.
Если сравнивать непровары и трещины, то видно, что трещинам уделяется гораздо больше внимания, чем несплавлениям, хотя непровары являются таким же серьезным дефектом, как и трещины. В литературе по сварке имеется множество работ, посвященных трещинам, но очень мало работ по несплавлению. Лишь в некоторых более старых документах Международного института сварки сообщается о несплавлении [1-4]. Поэтому было решено более внимательно изучить несплавление. Предстояло выяснить, где он встречается наиболее часто, при каких условиях образуется и как его обнаружить.
- В сварных швах сохраняются не полностью проплавленные места, называемые несплавлениями. Сварной шов может не иметь соединения с основным металлом или с предыдущим сварным швом. Образуется адгезионный шов, который в некоторых случаях может быть достаточно прочным. Это очень похоже на паяное соединение или соединение, сформированное при металлизации. Чем чище несплавление, тем труднее его обнаружить.
По положению непроваров в сварном шве различают три вида непроваров [5]:
- отсутствие сплавления боковых стенок,
- отсутствие межпроходного сплавления,
- Непровар в корне шва.
По внешнему виду поверхности излома различают несплавление из-за включений нерасплавленного оксида и несплавление из-за включений расплавленного оксида. Дефекты несплавления из-за нерасплавленных оксидных включений состоят из оксидов и неметаллических включений. Непровары, из которых в стандарте различают три типа, т.е. номера IIW 4011, 4012 и 4013, не следует путать с непроваром, т.е. номер IIW 402 [6]. Дефекты, расположенные на поверхности, эффективно выявляются при визуальном осмотре. Однако непровар внутри сварного шва может быть обнаружен методами рентгеновского или ультразвукового контроля.
По возможности обнаружения различные виды непроваров можно разделить на две группы: те, в которых непровары включают пустоты или неметаллические включения, которые могут быть обнаружены неразрушающими методами, и тот, в котором несплавление не показывает несплошности в материале, поскольку это структурный дефект и, следовательно, не может быть обнаружен неразрушающими методами.
- При металлографических исследованиях установлено, что в сварном шве можно обнаружить непровары трех видов:
- чистая несплавленность или несплавленность из-за расплавленных оксидных включений,
- открытые несращения,
- несплавленный, состоящий из неметаллических включений.
Отсутствие сплава в чистом виде является структурным дефектом. В этом случае расплавленный металл прилипает к основному металлу, который недостаточно расплавился во время сварки. Образуется стык между твердой и жидкой фазами. Это как паяное соединение. Этот тип непровара не может быть обнаружен методами неразрушающего контроля, но может быть обнаружен при микроскопическом исследовании. Прямая линия сплавления указывает на то, что между основным металлом и сварным швом может отсутствовать сплав. Еще более скрыто межпроходное отсутствие слияния. Его можно обнаружить только при тщательном микроскопическом исследовании с 50-кратным увеличением. Пример чистого несплавления показан на рис. 1.
| Рис. 1: Чистое несплавление между последним проходом и основным металлом. а) макрофотография: х3,5; микрофотография: х100. | |
Из-за внутренних напряжений, возникающих при затвердевании и охлаждении сварного шва, прилипшие друг к другу поверхности разъединяются. Образуется пустота шириной всего в сотые доли миллиметра. Этот зазор в сварном шве очень похож на трещину. Однако его можно обнаружить методами неразрушающего контроля. Такой вид несплавления трудно отличить от трещины. Пример открытого непровара показан на рис. 2.
| Рис. 2: Открытое несовпадение между центральным и конечным проходами. а — макрофотография, х3,5; б) микрофотография: х100. | |
Там, где нет сплава, очень часто также присутствуют оксиды и неметаллические включения. Такой случай показан на рис. 3. Если оксидный слой не плавится, то включения равномерно распределены по всей поверхности несплавленного дефекта. Однако, если они плавятся, неметаллические включения становятся сферическими.
| Рис. 3: Включения на слипшихся гранях. а) На макрограмме видно отсутствие слияния между центральным и конечным прогонами; б) На микрофотографии видны включения на слипшихся гранях. | |
- Несрастание является плоскостным дефектом.
Он может появиться на краю основного металла или между проходами. Отсутствие сплавления между основным металлом и металлом шва показывает плоскую поверхность. Однако отсутствие межпроходного слияния показывает неправильную форму.Непровар обычно наблюдается на внутренней стороне сварного шва. Он редко достигает финальных прогонов или корневого прогона. Расположение типичных видов несплавления показано на рис. 4.
| Рис. 4: Непровар в сварном шве: непровар боковой стенки (вверху), непровар между проходами (внизу). |
- Как уже упоминалось, методы неразрушающего контроля, обычно применяемые при контроле сварных соединений, малоэффективны для выявления непроваров. При рутинном тестировании несращение обычно не выявляется. При подозрении на непровар в сварном шве используемые методы испытаний должны быть соответствующим образом адаптированы.
Следует обращать внимание на все показания, включая те, которые не превышают допустимый уровень.Следует учитывать, что непровары могут появиться при дуговой сварке в защитных газах плавящимся электродом и при газовой сварке. Велика вероятность появления непровара при сварке под наклоном.
Перед сваркой очень полезно получить данные о структуре сварного шва и условиях сварки. Следует запросить информацию о том, проводились ли какие-либо механические и металлографические исследования сварных соединений, подлежащих проверке.
- Рентгенологическое исследование позволяет выявить крупные характерные виды несращений, в которых имеются включения и пустоты значительных размеров. Экспертиза обнаруживает включения, но не само несплавление. Следует обратить внимание на все дефекты, расположенные на линии сплавления и между отдельными прогонами. Рентгенологические методы исследования не подходят для выявления несращений.
- склеенная поверхность состоит из ряда мелких дефектов, переходящих в чистое несплавление;
- Непровар, расположенный по краям V-образного шва, совпадает с углом отражения ультразвуковых волн.
Для выявления непроваров наиболее подходящим из всех доступных методов неразрушающего контроля является ультразвуковой контроль. Могут быть обнаружены все виды несращения, за исключением чистого несращения. Наши исследования показали, что значительно большие несплавления дают слабые ультразвуковые признаки, которые на практике считаются незначительными допустимыми дефектами. Значительно плохое отражение ультразвуковых волн достигается из-за:
| Рис. 5: Ультразвуковой контроль несплавления между основным металлом и металлом сварного шва. а) осмотр со всех четырех направлений сканирования; б) осмотр с покровного слоя. |
Из-за вышеизложенного следует также учитывать слабые, повторяющиеся признаки при проверке сварных швов, в которых подозревается непровар. Ультразвуковые волны должны быть направлены, по возможности, перпендикулярно торцам прилипания. Можно предположить, что непровар может появиться на краю основного металла. В случае, когда доступ ультразвуковых волн возможен со всех четырех сторон, используется прямой путь, как показано на рис. 5а. Обследование можно проводить только из покровного слоя. В этом случае для контроля верхней части сварного шва используется метод одиночного отскока (рис. 5б).
Методы пенетрантного контроля используются в первую очередь, когда необходимо обеспечить герметичность сварных соединений, например. при испытаниях танков. Они позволяют обнаружить несплавление, достигающее поверхности.
Все обозначения по краям прогонов указывают на возможность непровара. Особое внимание следует уделить угловым швам. Дефект непровара, имеющийся в сварном шве, может раскрыться при нагрузке и привести к протечке резервуара.
Непровар – типичная ошибка сварщика. Наблюдая за процессом сварки, опытный мастер может обнаружить образование непровара. Следует обратить внимание на положение сварочной ванны, которая не должна опережать дугу и заполнять разделку под сварку. Следует обратить внимание на то, достаточно ли сварщик проплавил кромки соединения. Непровар можно успешно обнаружить при визуальном осмотре во время сварки. Визуальный контроль после сварки неэффективен.
- В сварных швах могут встречаться как непровары, являющиеся структурным дефектом, так и непровары, при которых металлическое соединение прерывается пустотами и неметаллическими включениями. Чистый непровар можно обнаружить только при визуальном осмотре во время сварки. Остальные виды непроваров можно выявить ультразвуковыми методами контроля. Отсутствие расплава, достигающего поверхности, может быть обнаружено методами капиллярной дефектоскопии или магнитопорошковой дефектоскопии. Из-за неблагоприятного положения несплавления и неблагоприятных свойств прилипающих поверхностей получаются слабые признаки при значительно больших дефектах; поэтому критерии приемлемости для сварных швов, содержащих непровары, следует сделать более строгими.
- Н. Ямаути, Ю. Инаба, Т. Така: Механизм образования несплавления при сварке MAG. Док. 212-529-82. Международный институт сварки, 1982 г.
- Причины дефектов сварки. Док. XII-В-046-83. Международный институт сварки, 1983 г.
- Дуговая сварка стали в защитных газах. Направления выполнения процесса. Предотвращение отсутствия слияния. Док. XII-В-049-83. Международный институт сварки, 1983.
- Р. Киллинг и Х. Ханч: Beitrag zur Frage der Bindefehlerempfindlichkeit beim Metall-Aktivgasschweißen mit Fülldrahtelektroden. Schweißen und Schneiden, 45 (1993) 12, 689-693.
- Многоязычный сборник терминов по сварке и родственным процессам / Международный институт сварки. Часть 1. Общие условия. Institut za varilstvo, Любляна, 1988.
- EN 26520: Классификация дефектов металлических сварных швов плавлением с пояснениями.
| © AIPnD, создано NDT. net | |Главная страница| |Вверх| |
Дефекты сварки – сварка и неразрушающий контроль
Любая несплошность (или неровность) в металле сварного шва, превышающая применимый предел нормы, называется ДЕФЕКТ СВАРКИ (или Дефект сварки). Обратите внимание, что несплошность может быть названа дефектом только тогда, когда если она превышает указанный кодовый предел , следовательно, мы можем сказать, что каждый дефект, присутствующий в металле сварного шва, является несплошностью, но каждая несплошность, присутствующая в металле сварного шва, не может обязательно дефект. Дефект может быть макроскопическим или микроскопическим.
(Примечание: в некоторых кодах и текстах разрыв также обозначается как «отражатель » )
Дефекты могут возникать по следующим причинам; 1. Неправильные параметры сварки
2. Неуместные процедуры сварки
3. Плохое условие
3. Плохое состояние
3. Плохое состояние
3. Плохое условие
. 5. Неквалифицированный сварщик или оператор сварки
6. Неправильная подготовка к работе
Дефекты можно классифицировать как внешний дефект (также известный как визуальный дефект или поверхностный дефект) или внутренний дефект (также известный как скрытый дефект или подповерхностный дефект). Внешние дефекты – это дефекты, обнаруженные на самой поверхности. Внутренние дефекты – это те, которые существуют в материале на некоторой глубине. Можно сказать, что дефекты, которых нет на поверхности, являются внутренними дефектами. См. следующую таблицу;
Различные типы сварочных дефектов вместе с их причинами и способами устранения описаны ниже; 1. ТРЕЩИНЫ: Самый опасный из всех дефектов. Трещины могут быть любого размера и формы; он может быть микроскопическим или макроскопическим. Трещины могут появиться где угодно, то есть на поверхности, под поверхностью, на любой глубине или у корня. Трещина возникает, когда локальное напряжение превышает предельное напряжение при растяжении (UTS) материала. Он может распространяться внутри материала.
Трещины бывают двух типов;- Горячие трещины
- Холодные трещины
Горячие трещины возникают во время сварки или вскоре после завершения сварки. Наиболее вероятно, что они возникают во время затвердевания расплавленной сварочной ванны. Горячие трещины в основном возникают в металле шва, но могут возникать и в зоне термического влияния (ЗТВ).
Когда в металле сварного шва возникает горячая трещина, она называется трещиной затвердевания, а если она возникает в ЗТВ, то называется трещиной ликвации.
Causes of Hot Crack:
1. High concentration of residual stress
2. Rapid cooling of the molten weld pool
3. High thickness of base material
4. Плохая пластичность свариваемого материала
5. Высокий сварки ток
6. Неадекватная термообработка
Профилактика
6. , Использование правильного присадочного металла
Холодные трещины возникают после затвердевания металла шва; оно может развиться даже через несколько дней после завершения сварки. Чаще всего он развивается в ЗТВ, но может возникать и на металле шва. Часто это связано с неметаллическими включениями.
Причины холодного растрескивания:
1. Диффузия атомов водорода: Атомы водорода вызывают холодное растрескивание. Эти атомы водорода могут индуцироваться в металле сварного шва из окружающего электрода, основного металла или любых загрязнений, присутствующих на корневой поверхности.
2. Отсутствие предварительного нагрева: Из-за недостаточного предварительного нагрева могут произойти микроструктурные изменения. Микроструктурные кристаллы могут реструктурироваться с образованием мартенсита. Мартенсит очень подвержен трещинам. Предварительный нагрев также помогает уменьшить диффузию атомов водорода и обеспечивает отсутствие влаги на стыке перед сваркой.
Профилактика:
1. Предварительное разгревание и пост -сварка металл Weld
2. Использование Crater Electrode
тип горячей трещины и развивается в кратере на металле шва. Кратер — это углубление, образующееся на валике сварного шва в месте обрыва дуги или при смене электрода. Возникает, когда центр сварочной ванны затвердевает раньше своего окружения и из-за этого центр тянет за собой наружный шов, в результате чего образуются звездообразные трещины. 2. ПОРИСТОСТЬ И ПРОДУВНЫЕ ОТВЕРСТИЯ:
Пористость представляет собой кавернообразное нарушение сплошности и возникает из-за захвата газов расплавленной сварочной ванной. Эти захваченные газы не имеют возможности выйти из расплавленной сварочной ванны и, следовательно, вызывают пористость или пузыри. Пористость — это в основном небольшая пора или пустота, тогда как дыхала — это сравнительно большая дыра или полость.
Пористость может присутствовать на поверхности или внутри металла шва. Пористость может возникать индивидуально или также может встречаться группами (в основном), группа пористости известна как кластерная пористость.
Пористость в основном бывает пяти типов:
- Рассеянная пористость
- Кластерная пористость
- Пористость трубопровода
- Линейная пористость (выровненная пористость)
- Удлиненная пористость
Газы, которые захватываются и вызывают пористость, в основном представляют собой водород, монооксид углерода, диоксид углерода, азот и кислород. Эти газы образуются из-за флюсов, присутствующих на сварочном электроде, влаги, масла, жира и других посторонних загрязнений, присутствующих на стыке, или на сварочном электроде, или на присадочной проволоке. Недостаточный поток защитного газа также вызывает пористость в процессах сварки GMAW, FCAW, GTAW и PAW.
Профилактика:
- Использовать электрод с низким содержанием водорода
- Прокалка электродов перед сваркой в соответствии с рекомендуемой процедурой
- Тщательная очистка поверхности стыка и прилегающей зоны перед сваркой
- Подогрев соединения перед сваркой
- Обеспечьте достаточный поток защитных газов при сварке TIG или MIG
ВЫТЯЖКА: Подрез выглядит как узкая канавка на основном металле, примыкающем к металлу сварного шва по кромке. Подрез всегда проходит параллельно металлу шва. Он действует как источник напряжения во время усталостной нагрузки.
Причины подреза:
1. Высокий сварочный ток и напряжение дуги
2. Большой1 диаметр электрода6
3. Неправильный угол электрода
4. Длина более длинной дуги
, 4 4. называется недоливом. По сути, Underfill — это сварка с недостаточным размером.
5. НЕПРОВАРЕНИЕ (НЕПОЛНОЕ ПРОВАРЕНИЕ): Когда металл шва не полностью проникает в соединение, это называется непроваром или неполным проплавлением. Это один из самых опасных дефектов, поскольку он действует как источник напряжения, и, следовательно, трещина может возникать или распространяться оттуда.
Causes of Lack of Penetration:
1. Root gap too small
2. Fast travel speed
3. Low heat input
4 ● Слишком большой диаметр электрода
Профилактика:
1. Надлежащая подготовка шва, т. е. обеспечение подходящего корневого зазора.
2. Надлежащая подача тепла
3. Правильная скорость перемещения
4. Использование электрода подходящего размера
Недостаток проплавления может быть устранен путем надлежащей обратной выдалбливания.
6. НЕПРОПЛАВЛЕНИЕ (НЕПОЛНОЕ ПРОПАВЛЕНИЕ): Отсутствие надлежащего плавления (или надлежащего сплавления) либо между металлом шва с основным металлом, либо между одним слоем шва с другим слой. Отсутствие сплавления также называется холодным притиром или холодным закрытием. Одной из наиболее известных причин непровара является неправильная технология сварки. Непровар является внутренним дефектом, но он может возникнуть и на внешней поверхности, если боковая стенка основного металла не сплавляется должным образом с основным металлом, как показано на рисунке ниже, и в этом случае непровар также может быть называется «отсутствием слияния боковых стенок».
Causes of Lack of Fusion:
1. Low welding current
2. Travel speed to high or too low
3. Unfavorable heat input
Брызги представляют собой небольшие шаровидные капли металла (металла сварного шва), выплеснутые на основной металл во время сварки. Брызги прилипают к основному металлу, поэтому их можно удалить проволочной щеткой или полировкой.
Causes of Spatters:
1. Excessive arc current
2. Excessive long arc
3. Improper shielding gases
4. Electrode with неподходящий флюс
5. Влажные электроды
Нахлест возникает из-за наплыва основного металла на поверхность основного металла шва. При сварке расплавленный металл вытекает на основной металл, не сплавляясь с ним.
Causes of Overlap:
1. Current too low
2. Large deposition in a single run
3. Longer arc
4. Скорость перемещения медленной дуги
ИЗБЫТОЧНОЕ ПРОПЛАВЛЕНИЕ: Когда проплавление металла сварного шва через соединения слишком большое, это называется чрезмерным проплавлением. Он действует как выемка, в которой происходит концентрация напряжений. В дополнение к этому, это также приводит к экономическим потерям.
Причины чрезмерного проникновения:
1. Слишком широкий корневой разрыв
2. Высокая сварочная ток 9017 2. Высокая сварочная ток
7 2. Высокая свадьба
7 2. Высокая свадьба. 10. ВКЛЮЧЕНИЕ: Любой захваченный твердый материал (металлический или неметаллический) в металле сварного шва называется включением. Вольфрам, оксиды, шлак и флюс являются одними из распространенных инородных материалов, которые захватываются расплавленной сварочной ванной и образуют включения. Включения могут возникать в большинстве процессов сварки плавлением, но они очень распространены в процессах дуговой сварки с защитой от флюса, таких как дуговая сварка с защитным металлом (SMAW), дуговая сварка с сердечником под флюсом (FCAW) и дуговая сварка под флюсом (SAW). Включения вольфрама встречаются в тех сварочных процессах, в которых вольфрам используется в качестве электродов, таких как сварка TIG и дуговая плазменная сварка (PAW) Когда шлак захватывается и не имеет возможности выйти из расплавленной сварочной ванны, такое включение называется шлаковым включением. Точно так же иногда капли вольфрама захватываются металлом сварного шва, что приводит к включению вольфрама (при сварке TIG или плазменно-дуговой сварке — PAW). Включение действует как источник стресса, поэтому его следует избегать. Линейные шлаковые включения вдоль оси сварного шва называются вагонными путями. Во время корневого прохода на носке образуется канавка из-за неправильных методов сварки, и эта канавка заполняется шлаком (особенно водородом, который был захвачен затвердевшим шлаком), и, таким образом, образуются гусеницы вагонов. Он также известен как следы червя. Когда электрод или электрододержатель непреднамеренно или случайно ударяется о заготовку, возникает нежелательная дуга, вызывающая зажигание дуги. При затвердевании расплавленной сварочной ванны происходит усадка металла. Вследствие усадки металла шва образуется полость, известная как усадочная полость. Запросить дополнительную информацию Запросить дополнительную информацию Неразрушающий контроль сварных швов включает в себя как поверхностное, так и объемное обследование. При более чем 30 различных типах сварки и различных сочетаниях нагрузок существует несколько причин, по которым могут возникать дефекты сварки. Поскольку сварка отвечает за соединение материалов, структурная целостность сварных швов необходима для капитальных активов и инфраструктуры повсюду, включая нефтегазовую, химическую, атомную, аэрокосмическую, морскую и другие отрасли промышленности. Типы сварных швов включают, помимо прочего, следующие. Сварные швы разнородных металлов (DMW): Сварные швы DMW, подверженные трещинам и коррозии, являются результатом соединения различных металлов и также могут быть проблемой для UT без надлежащего оборудования и процедуры. Электросварка сопротивлением (ERW): Процессы сварки ERW включают точечную сварку и сварку длинным швом для соединения поверхностей сопряжения. Точечная сварка в основном используется для соединения нескольких металлических листов путем приложения давления и тепла к зоне сварки, обычно в автомобильной промышленности и производстве листового металла. Длинные швы — это именно то, на что они похожи, и обычно требуют метода объемного неразрушающего контроля. Сварка трением с перемешиванием (FSW): FSW является результатом процесса соединения в твердом состоянии, в котором используется нерасходуемый инструмент для соединения двух обращенных друг к другу заготовок, лучше всего проверенный с помощью вихретокового контроля, ультразвукового контроля или комбинации обоих методов. Это наиболее распространенные дефекты сварки. Трещины сварки являются наиболее опасным дефектом сварки. Непровар (LoF) или неполный сплав происходит, когда нет надлежащего сплавления между металлом сварного шва и основным металлом или между соседними валиками сварного шва. Зазор в соединении ослабляет сварной шов. Непровар (LoP) — это когда металл шва не полностью заполняет толщину шва. Иногда это происходит, когда между свариваемыми металлами слишком много места. Шлак представляет собой стекловидный побочный продукт некоторых видов сварки. Пористость развивается при наличии заполненных пузырьками сварных швов в результате загрязнения металла и захваченных газов. Это обычно приводит к более слабому сварному шву, склонному к разрушению. Неразрушающий контроль (НК) сварных швов включает в себя как обнаружение поверхности, так и объемный контроль. Постоянное совершенствование технологии неразрушающего контроля позволяет улучшить обнаружение дефектов и определение их размеров. Каждый метод имеет свои преимущества и ограничения, но в большинстве случаев их можно дополнять и комбинировать, чтобы предоставить операторам наиболее полные данные. Вихретоковая решетка (ECA), тангенциальная вихретоковая решетка (TECA™) и измерение поля переменного тока (ACFM ® ) являются предпочтительными методами контроля дефектов поверхности сварного шва. Для контроля сварных швов из углеродистой стали надежным инструментом являются датчики Sharck™ с тангенциальной вихретоковой решеткой (TECA) Eddyfi Technologies. TECA использует технологию ECA для введения токов, тангенциальных к поверхности тестируемого сварного шва, для обнаружения и определения размера поверхностных трещин. Датчики Sharck для стыковых и угловых сварных швов позволяют быстро проверять трещины без тщательной подготовки поверхности, что упрощает обнаружение и определение размера трещин в сварных швах в углеродистой стали. Лучшая портативная электромагнитная система неразрушающего контроля для быстрой оценки трещин, Eddyfi Reddy® позволяет контролировать сварные швы, одновременно сканируя верхнюю часть сварного шва, область носка и зону термического влияния на наличие продольных и поперечных трещин без удаления краски или покрытия. Для сварных швов нержавеющей стали и других соединений цветных металлов ЭХА является идеальной техникой. Для подводного или морского контроля сварных швов ACFM — метод электромагнитного контроля, при котором переменный ток подается на поверхность сварного шва для обнаружения поверхностных трещин — предлагает проверенное и практичное решение. TSC Amigo2 был специально разработан для обнаружения поверхностных трещин в подводных и морских условиях. Немедленное определение размеров дефектов и их регистрация являются основным преимуществом и оптимальной производительностью при проверке сварных швов подводных конструкций. Amigo2 разработан на основе высокотехнологичной системы сбора и обработки сигналов, способной быстро обрабатывать данные с более плавными показаниями с высоким разрешением, которые повышают обнаруживаемость небольших дефектов. Система подводного контроля ACFM находит дефекты в сварных швах узлов конструкций на кожухах, сварных листовых конструкциях, осуществляя контроль сварных швов стандартными и однопроходными матричными преобразователями, через толстые покрытия и в зоне заплеска. Ультразвуковой контроль с фазированной решеткой (PAUT) в сочетании с методом полной фокусировки (TFM) оптимален для объемного контроля сварных швов, иногда в сочетании с времяпролетной дифракцией (TOFD). M2M Gekko® и M2M Mantis™ — портативные дефектоскопы PAUT, включающие TFM и TOFD. Благодаря удобному интерфейсу Capture™ инспекторы могут быстро настроить устройства Gekko и Mantis, сканировать и уверенно анализировать собранные данные. Capture упрощает сканирование с использованием TFM и PAUT, упрощая анализ данных TFM для преодоления ограничений каждого метода. Полностью охвачены многогрупповые процедуры контроля сварных швов. Для толстых сварных швов и сварных швов из CRA или нержавеющей стали лучше использовать апертуру из 128 элементов. Специальное решение для сложной геометрии угловых швов в Y- и T-образных соединениях обеспечивает отображение контроля сварных швов в режиме реального времени. Встроенная библиотека средств подготовки к сварке позволяет улучшить контроль сварных швов в нефтегазовой отрасли, контроль толстостенных сварных швов при производстве электроэнергии, контроль сварных швов из разнородных материалов, контроль сварных швов с помощью лазера на автомобилях и железных дорогах, а также контроль точечных сварных швов. Поверхностные оксиды также захватываются, что приводит к включению оксидов. Слова «флюс» и «шлак» часто используются взаимозаменяемо, но они разные. Флюс представляет собой покрытие электрода (твердый материал, покрывающий электрод), тогда как шлак является побочным продуктом, образующимся в результате реакции между флюсом и расплавленным металлом сварочной ванны. Зажигание дуги может инициировать разрушение при изгибе и циклической нагрузке. Помимо этого, это также влияет на эстетику заготовки. Дефекты сварки | Эддифи
Eddyfi Technologies для обнаружения дефектов сварки
Постоянное совершенствование технологии неразрушающего контроля позволяет улучшить обнаружение дефектов и определение их размеров. Каждый метод имеет свои преимущества и ограничения, но в большинстве случаев их можно дополнять и комбинировать, чтобы предоставить операторам наиболее полные данные. Детали
Трещины сварки
Непровар
Непровар
Шлак Включение
Шлаковое включение – это дефект сварного шва, возникающий при расплавлении защитного материала, используемого при сварке, в сварном шве или на поверхности зоны сварки. Пористость
Контроль поверхности сварного шва
Материал, требования и рабочая среда, в которой требуется проверка, помогают определить, когда использовать каждый метод. Например, зонды ECA с мягкой подкладкой адаптируются к изменениям геометрии практически во всех направлениях, что делает их идеальными для исследования сварных швов, переходов и ЗТВ. Объемный контроль сварных швов