сварные, разборные. Реализуем колесные диски для погрузчиков, строительной, складской и др. спецтехники в Москве.
Диски для погрузчиков имеют большую разницу в качественных показателях от дисков автомобильных. Шины и колеса для погрузчиков, если сравнивать с автомобильными дисками, имеют более высокие требования к прочности. Эти требования обусловлены спецификой работы такой техники. Она все время работает «под грузом». При такой эксплуатации техника подвергается большому износу. По этим причинам, для повышения безопасности персонала и груза при его перемещении, выдвигаются повышенные требования к прочности шин и колес.
Колесные диски для погрузчиков и спецтехники разделяют на такие виды:
1. Обычные диски.
2. Разборные диски, состоящие, как правило, из 2-ух половинок, которые крепятся между собой болтами.
3. Сварные диски. Это диск и запорные кольца к нему.
Это диск и запорные кольца к нему.
Наша фирма может предоставить широкий выбор дисков для различной техники:
- диски для дорожной и строительной техники, бандажных шин;
- диски, рассчитанные на низкорамные прицепы и вилочные погрузчики;
- диски, рассчитанные для разных модификаций техники для погрузки. Типоразмеры идут для стандартных шин, а так же шин крупногабаритных – двадцатидюймовых и выше.
Наша фирма может предложить колесные диски для погрузчиков от мировых производителей, занимающих лидирующие места в производстве именно такой продукции. Наши диски отличаются хорошим качеством, позволяющим использовать их длительное время. Диски обязательно проходят процесс сертификации. Если вы определились, кой вид дисков вам нужен, то наша компания предоставит вам продукцию, которая будет полностью отвечать нужным параметрам. Если же вы затрудняетесь с выбором – консультанты фирмы всегда к вашим услугам! При каждом заказе наши специалисты уточнят нужную информацию.
В случае вашего желания сотрудничать с нашей фирмой – вы получите качественный товар по наиболее приемлемой цене. Причем мы это сделаем в самые кратчайшие сроки!
| Типоразмер (толщина сборных дисков, мм) | Диск сборный ** | Диск сборный SOLIDEAL ** | Диск сварной | Кольцо запорное | Кольцо боковое | Кольцо уплотнительное |
|---|---|---|---|---|---|---|
| 3.00D-8 (3.5мм) | + | |||||
| 3.00D-8 (5.0мм) | + | + | + | + | + | + |
4. 33R-8 (5.0мм) 33R-8 (5.0мм) |
+ | + | + | + | ||
| 4.00E-9 (5.0мм) | + | + | + | + | + | + |
| 6.00E-9 | + | + | + | + | ||
| 5.00F-10 (6.0мм) | + | + | + | + | + | |
| 5.00F-10 (7.0мм) | + | + | ||||
| 6.50F-10 | + | + | + | + | ||
| 5.00S-12 (7.0мм) | + | + | + | + | + | |
8. 00G-12 00G-12 |
+ | + | + | + | ||
| 5.50-15 | + | + | + | + | ||
| 6.00-15 | + | + | + | |||
| 6.50-15 | + | + | + | + | ||
| 7.00-15 | + | + | + | + | ||
| 8.00-15 | + | + | + | + | ||
| 9.75-15 | + | + | + | + | ||
8. 25-16.5 25-16.5 |
+ | |||||
| 9.75-16.5 | + | |||||
| W9-18 | + | |||||
| W15L-24 | + |
Примечание:
** — Все сборные диски поставляются в комплекте со стяжными болтами, гайками и гройверами.
+ — Есть в наличии.
Заказывайте по телефону: 8 (800) 511-58-09
Сварные диски и роторы из разнородных сталей (композитные)
В настоящее время в эксплуатации находится большое количество диафрагм, лопатки и бандажные ленты которых изготовлены из хромистых сталей, а тела и ободья — из дешевых перлитных сталей (глава VHI).
Сварные диски и роторы из разнородных сталей (композитные) [c.126]
Перспективность применения композитных дисков и роторов, как и других узлов турбин из разнородных сталей, обусловлена в первую очередь неравномерностью температуры в них. Сварные соединения разнородных сталей могут использоваться в некоторых из типов сварных роторов и дисков, показанных на фиг.
Возможным вариантом сварного ротора из разнородных сталей является композитный ротор типа представленного на фиг. 66, а, составленный из разнородных дисков в соответствии с условиями работы каждого из них. Обычно по условиям работы конструкции лишь один или два первых диска должны быть изготовлены из аустенитной стали остальные же диски находятся при температуре ниже 550° и могут, таким образом, изготавливаться из стали перлитного класса. Применение этой конструкции позволило бы получить наибольший технико-экономический эффект.
В заключение следует отметить, что ряд вопросов жаропрочности сварных соединений аустенитных сталей и сплавов, например термической усталости [3] или термостойкости, изучен еще недостаточно. Многое остается неясным и в деле термической обработки так называемых композитных сварных соединений, т, е. сварных изделий из разнородных и разнотипных сталей и сплавов. По какому из компонентов соединения надлежит выбирать термическую обработку Например, по жаропрочному сплаву лопатки ротора или по жаропрочной стали диска этого ротора
[c.274]
Многое остается неясным и в деле термической обработки так называемых композитных сварных соединений, т, е. сварных изделий из разнородных и разнотипных сталей и сплавов. По какому из компонентов соединения надлежит выбирать термическую обработку Например, по жаропрочному сплаву лопатки ротора или по жаропрочной стали диска этого ротора
[c.274]
В сварных конструкциях, применяемых в энергетике, часто приходится сталкиваться с так называемыми комбинированными или композитными соединениями, т. е. со сваркой разнородных сталей. Так, например, современные блоки тепловых электростанций предусматривают стыковку аустенитных паропроводов с перлитными. Подобные стыки встречаются и в атомных энергетических и силовых установках. Известны различные конструкции композитных дисков роторов газовых турбин и т. д. [c.386]
Условия работы подобных роторов изучены относительно мало и опыта их эксплуатации не имеется. Предварительный анализ показывает, что при обычно используемых аустенитных и перлитных сталях неизбежно возникновение значительных напряжений изгиба в стыке между разнородными дисками. Эти напряжения должны быть по величине большими, чем соответствующие напряжения в сварных роторах из однородного материала. Поэтому рекомендации по применению композитных роторов такого типа могут быть даны лишь после проведения необходимого комплекса исследовательских работ по оценке их работоспособности.
[c.132]
Эти напряжения должны быть по величине большими, чем соответствующие напряжения в сварных роторах из однородного материала. Поэтому рекомендации по применению композитных роторов такого типа могут быть даны лишь после проведения необходимого комплекса исследовательских работ по оценке их работоспособности.
[c.132]
описание и рекомендации по выполнению
Как выбрать электрод для сварки?
Если вы хотите, чтобы сварка дисков прошла успешно, необходимо правильно подобрать электрод. Неправильный его выбор может стать причиной того, что сварочный шов ляжет не так ровно, как вы планировали, и диск останется непригодным для эксплуатации на постоянной основе (его можно будет использовать только для запасного колеса). Часто подобного рода инциденты случаются даже в профессиональных ремонтных мастерских. А потому к этому процессу следует отнестись максимально внимательно.
Неправильный его выбор может стать причиной того, что сварочный шов ляжет не так ровно, как вы планировали, и диск останется непригодным для эксплуатации на постоянной основе (его можно будет использовать только для запасного колеса). Часто подобного рода инциденты случаются даже в профессиональных ремонтных мастерских. А потому к этому процессу следует отнестись максимально внимательно.
На сегодняшний день сварка дисков аргоном бывает 2 типов: с автоматической подачей электрода и с ручной подачей.
Первый вариант считается более современным и высокотехнологичным. Осуществлять автоматическую подачу способны лишь новейшие образцы сварочных аппаратов. Проблема заключается в том, что сварка дисков при помощи аппарата с автоматической подачей электрода будет посильной работой лишь для настоящего специалиста — только он сможет настроить прибор на нужный режим подачи. Значительно эффективней для простого автолюбителя будет работа с более дешевым и практичным прибором, в котором подача электрода производится автоматически. Он значительно проще в эксплуатации, а по техническим характеристикам и показателям производительности практически не уступает своим более современным и модернизированным аналогам.
Он значительно проще в эксплуатации, а по техническим характеристикам и показателям производительности практически не уступает своим более современным и модернизированным аналогам.
Как подготовить поверхность к работе?
Процесс устранения дефектов литого диска при помощи сварки аргоном всегда начинается с подготовки поверхности. Если вы собираетесь заварить обыкновенную трещину, достаточно будет лишь удалить краску с поверхности диска. Вокруг трещины должен образоваться ореол, на поверхности которого не будет краски. Расстояние от границы трещины до края ореола не должно быть меньше одного сантиметра. Если начинать сварку, не удалив перед этим краску с поверхности, она будет выделять едкий дым, который просто не позволит мастеру нормально работать, даже если тот будет в респираторе.
Сложнее будет, если на диске образуется не трещина, а скол (и такое, кстати, случается значительно чаще). В таком случае нужно будет работать не только с самим диском, но и с тем его фрагментом, который нужно приварить. В идеале этот фрагмент должен быть частью самого диска. Если же это невозможно, и вы планируете брать фрагмент донорского диска, необходимо в обязательном порядке убедиться, что его химический состав абсолютно идентичен составу ремонтируемой детали. Если составы будут хотя бы немного отличаться, вся работа, скорее всего, пойдет насмарку из-за того, что фрагменты не смогут нормально привариться друг к другу, и шов получится недостаточно прочным.
В таком случае нужно будет работать не только с самим диском, но и с тем его фрагментом, который нужно приварить. В идеале этот фрагмент должен быть частью самого диска. Если же это невозможно, и вы планируете брать фрагмент донорского диска, необходимо в обязательном порядке убедиться, что его химический состав абсолютно идентичен составу ремонтируемой детали. Если составы будут хотя бы немного отличаться, вся работа, скорее всего, пойдет насмарку из-за того, что фрагменты не смогут нормально привариться друг к другу, и шов получится недостаточно прочным.
Может также возникнуть проблема с подгонкой фрагмента донорского диска. Он должен быть такого же размера и формы. Для того чтобы вырезать нужный фрагмент, необходимо приложить поврежденный диск к листу бумаги и точно обвести все контуры скола. После этого по получившемуся трафарету можно будет успешно вырезать фрагмент, который идеально подойдет для работы. После этого также очистить все рабочие поверхности диска и заплатки от лакокрасочного материала. Сделать это у вас получится только при помощи болгарки. Краска, которой покрывают колесные диски, имеет весьма специфический состав и свойства. Её чрезвычайно сложно ликвидировать механическим ручным путем или вытравить химикатами. Потому самым надежным и быстрым способом является именно болгарка. Сварка литых дисков может быть произведена без предварительного устранения краски лишь в том случае, если в помещении имеется очень хорошая вытяжка, в которую смогут своевременно уходить все вредные пары. Также перед работой необходимо тщательно зачистить все границы привариваемых фрагментов от неровностей и микротрещин. Они должны представлять собой 2 гладкие поверхности, образующие при соединении идеальный стык по принципу пазла.
Сделать это у вас получится только при помощи болгарки. Краска, которой покрывают колесные диски, имеет весьма специфический состав и свойства. Её чрезвычайно сложно ликвидировать механическим ручным путем или вытравить химикатами. Потому самым надежным и быстрым способом является именно болгарка. Сварка литых дисков может быть произведена без предварительного устранения краски лишь в том случае, если в помещении имеется очень хорошая вытяжка, в которую смогут своевременно уходить все вредные пары. Также перед работой необходимо тщательно зачистить все границы привариваемых фрагментов от неровностей и микротрещин. Они должны представлять собой 2 гладкие поверхности, образующие при соединении идеальный стык по принципу пазла.
Ремонт литых дисков при помощи сварки аргономСтоит отметить, что сварка колесных дисков с устранением сколов — весьма трудоемкий процесс. Если скол большой и сложный, за работу лучше не браться в случае недостаточного опыта. В крайнем случае рядом с вами может присутствовать мастер, который знает все тонкости сварки колесных дисков автомобиля.

Процесс сварки
Чтобы сварка коленных дисков аргоном прошла успешно, необходимо следовать такому алгоритму действий:
- Для начала нужно тщательным образом прогреть все место сварки. Делать это необходимо до тех пор, пока металл не раскалится до характерного цвета (для каждого материла этот цвет уникален). При этом линия шва должна наблюдаться с обеих сторон диска.
- Если речь идет о приваривании скола, желательно для начала скрепить его по краям. Это придаст обоим фрагментам детали четкое положение относительно друг друга.
- Когда фрагменты в достаточной степени прогреты и зафиксированы, необходимо поднести к месту стыковки электрод. Если все было сделано правильно, он достаточно быстро расплавится и заполнит весь шов.
- Если толщина детали достаточно большая, то сварка колесного диска проводится в несколько этапов — по одному слою накладывается сверху и снизу до тех пор, пока поверхность не станет ровной.

- Когда шов будет готов, необходимо дождаться его остывания и приступать к шлифовке. После нее линия стыка не должна быть видна.

Сварка колесных дисков на этом будет завершена.
[democracy]
[democracy]
12″-24″ сварные циркуляр алмазные пильные диски для резки настенные пилы пилы пола армированного бетона асфальта с зеленого цвета гранита мрамора кирпича камня
12″-24″ сварные циркуляр алмазные пильные диски для резки настенные пилы пилы пола армированного бетона асфальта с зеленого цвета гранита мрамора кирпича камняЦиркуляр алмазные пилы для резки Asphlat
| Диаметр (Дюймы) | Диаметр (Мм) | Отверстие (Мм) | Толщина сегмента (Мм) | Этап заседаний высокого уровня по высоте (Мм) |
| 12″ | 300 | 25,4 | 3.0 | 10/12/15 |
| 14″ | 350 | 25,4 | 3.2 | 10/12/15 |
| 16″ | 400 | 25,4 | 3.6 | 10/12/15 |
| 18″ | 450 | 25,4 | 3.8 | 10/12/15 |
| 20″ | 500 | 25,4 | 4.0 | 10/12/15 |
| 24″ | 600 | 25,4 | 4.5 | 10/12/15 |
| 26″ | 650 | 25,4 | 4.5 | 10/12/15 |
| 28″ | 700 | 25,4 | 4.5 | 10/12/15 |
| 30″ | 750 | 25,4 | 4.5 | 10/12/15 |
| 32″ | 800 | 25,4 | 4.5 | 10/12/15 |
Механизм: угловой шлифовальной машинки, циркулярная пила, каменной кладки, таблица пилы пилы.
Разные размеры могут быть настроены как пожелает.
Циркуляр алмазные пилы для резки конкретные
Функции
*Всеобщей сухих и влажных режущих ножей.
*Много быстрого и длительного срока службы режущего,окраску или сегмент ИЗ ТВЕРДОГО СПЛАВА используются для защиты от подрыву.
*Turbo сегментов улучшить охлаждение отвала и обеспечивают лучшее удаление мусора,чрезвычайно быстро и сглаживание .
*При использовании специально разработанные отверстия в core улучшить охлаждение отвала и снижения шума.
Приложения
*Различных застывания бетона, железобетона , или асфальт наложение,жесткий кирпича и блока цилиндров.
*Мягкого до жесткого облигаций предназначены для резки для мягких материалов.
*Для более чем 30 hp или с электроприводом 55 hp газ/дизельные силовые плоские пил.
Механизм:
Угловой шлифовальной машинки, циркулярная пила, каменной кладки, таблица пилы пилы.
Различные модели могут быть настроены как пожелает.
Наши преимущества:
Мы на заводе, можно регулировать в зависимости от различного качества различных режущих спроса, в том числе изготовителей оборудования. В настоящее время мы обещаем все производят машины представляют собой наиболее совершенную, главным образом с полным набором автоматических, еще один важный момент — мы обещаем всех сырьевых материалов и напряжения питания, известных под кодовым названием партнеров.
Приглашаем Вас посетить наш завод.
Наши услуги
A) Хорошее послепродажное обслуживание, все вопросы будут ответили в течение 12 часов.
B) индивидуального дизайна. ODM&OEM.
C) мы можем предоставить бесплатные образцы.
D) удобным транспортным сообщением и быстрая доставка, все доступные способы доставки могут быть применены в express, воздушного или морского права.
E) высокое качество и наиболее конкурентоспособной цене.
F) дополнительные продукты и осмотр оборудования.
Часто задаваемые вопросы
A1: T/T 30 % в качестве залога, и 70% перед поставкой. Мы покажем вам фотографии продуктов и пакетов до оплаты.
Q2. Как узнать о вашем срок поставки?
A2: Как правило, это займет от 30 до 45 дней после получения вашего авансового платежа. Конкретный срок поставки зависит от по пунктам повестки дня и
Количество вашего заказа.
Q3. Каким будет ваш пример политики?
A3: Мы способны поставлять образцы, если мы готовы детали на складе, но заказчики могут оплатить стоимость выборки и курьера.
Q4: Как сделать наш бизнес долгосрочных и хорошие отношения?
A4:1. Мы постоянно хорошего качества и по конкурентоспособной цене, чтобы наши заказчики получают выгоду ;
2. Мы уважаем каждого клиента в качестве нашего друга и мы искренне этого бизнеса и друзей с ними,
Независимо от того, где они происходят из.
Как отличить алмазной пилы?
1 Соблюдайте приспособления головкой за пределами наждачной бумаги, соблюдайте его концентрации и распределения. Хороший diamond пильное полотно, с помощью наждачной шкурки содержимое не слишком мало, но и не слишком много и равномерным.
2,соблюдайте ли по окончании сварки в чистоте и порядке. Если на сварном шве не носит постоянного характера, и краем приспособления головки блока цилиндров не выровнен в вертикальном направлении с матричным резервуар для воды, это сказывается на снятие стружки и рассеивание тепла. И это может привести к падению ножа.
3, пильный диск удерживается в стороны соблюдать ли алмазного режущего блока цилиндров совмещена с матрицей в горизонтальной плоскости. Если жатки с режущим механизмом является неравномерным и собак зубья расположены в шахматном порядке, это может привести к появлению край пластины сколов или даже падение режущей головки в процессе использования.
Толщина 4.compare головку и толщину matrix. Принимая 350мм гранита пильного полотна в качестве примера в нормальных условиях режущего блока цилиндров должна быть примерно 1 мм толще matrix. Лопасть 350мм мрамора пильного полотна составляет около 0,2 м-0.5мм толще. В чем причина этой конструкции, чтобы не повредить подложку и продлить срок службы полотна пилы.
5,резкости пильного полотна и износостойкости будет иметь противоречивые отношения. Наша рекомендация заключается в том, что когда срок службы ножей не достигнет желаемой цели, и резкость — умеренный, не просим для более продолжительной жизни. Поскольку внешних условий, таких как режущей машины, трудящихся, каменной твердости и другие условия будут изменены в любое время и после изменения внешних условий, износостойких пильное полотно может не быть в состоянии использовать.
Философия нашей компании: улучшения, во-первых, только самые профессиональные алмазные инструменты.
Добро пожаловать свяжитесь с нами и OEM-заказы для нас ! Мы будет ваш лучший партнер в Китае !
Диски закрепляющие Д 30 мм для сварных штифтов SP длиной
Галерея:
Приварные штифты SP являются незаменимыми крепежными элементами для монтажа теплоизоляционных матов. Крепеж штифтов производится механическим путем, а также можно использовать сварочный аппарат типа PW-33, либо его аналог. Производятся различной длины и габаритных размеров. Длина штифта выбирается в зависимости от толщины мата.
Крепеж штифтов производится механическим путем, а также можно использовать сварочный аппарат типа PW-33, либо его аналог. Производятся различной длины и габаритных размеров. Длина штифта выбирается в зависимости от толщины мата.
Товар добавлен в корзину
| Коды | Наименование | Цена с НДС | |
| код:001349 арт:291233 | Пистолет для сварки Climatech PW-33
(Ед. шт.) шт.) | по запросу | В корзину |
Габариты:0,4 x 0,12 x 0,2 м. 6,86 кг. | На этот товар возможны скидки! Звоните!
8 (800) 550-50-70
Расчет сроков и создание счета за 3 минуты. Полная документация товара доступна Полная документация товара доступнатолько зарегистрированным пользователям. Зарегистрироваться | ||
| код:198984 арт:231219 | Cварочные штифты омедненные SP для PW-33, длина 19 мм (уп. 1000 шт) (Ед. уп.) | по запросу | В корзину |
Габариты:0,06 x 0,06 x 0,05 м. 5 кг. 5 кг. | На этот товар возможны скидки! Звоните!
8 (800) 550-50-70
Расчет сроков и создание счета за 3 минуты.
Полная документация товара доступна только зарегистрированным пользователям. Зарегистрироваться | ||
| код:199101 арт:231225 | Cварочные штифты омедненные SP для PW-33, длина 25 мм (уп. 1000 шт) (Ед. уп.) | по запросу | В корзину |
Габариты:0,06 x 0,06 x 0,02 м. 5 кг. 5 кг. | На этот товар возможны скидки! Звоните!
8 (800) 550-50-70
Расчет сроков и создание счета за 3 минуты.
Полная документация товара доступна только зарегистрированным пользователям. Зарегистрироваться | ||
| код:199102 арт:231232 | Cварочные штифты омедненные SP для PW-33, длина 32 мм (уп. 1000 шт) (Ед. уп.) | по запросу | В корзину |
Габариты:0,125 x 0,115 x 0,087 м. 1,3 кг. 1,3 кг. | На этот товар возможны скидки! Звоните!
8 (800) 550-50-70
Расчет сроков и создание счета за 3 минуты.
Полная документация товара доступна только зарегистрированным пользователям. Зарегистрироваться | ||
| код:175517 арт:231242 | Cварочные штифты омедненные SP для PW-33, длина 42 мм (уп. 1000 шт) (Ед. уп.) | по запросу | В корзину |
Габариты:0,145 x 0,12 x 0,1 м. 1,37 кг. 1,37 кг. | На этот товар возможны скидки! Звоните!
8 (800) 550-50-70
Расчет сроков и создание счета за 3 минуты.
Полная документация товара доступна только зарегистрированным пользователям. Зарегистрироваться | ||
| код:095319 арт:231251 | Cварочные штифты омедненные SP2.0 для PW-33, длина 51 мм (уп. 1000 шт) (Ед. уп.) | по запросу | В корзину |
Габариты:0,145 x 0,12 x 0,09 м. 1,6 кг. 1,6 кг. | На этот товар возможны скидки! Звоните!
8 (800) 550-50-70
Расчет сроков и создание счета за 3 минуты.
Полная документация товара доступна только зарегистрированным пользователям. Зарегистрироваться | ||
| код:175516 арт:231263 | Cварочные штифты омедненные SP для PW-33, длина 63 мм (уп. 500 шт) (Ед. уп.) | по запросу | В корзину |
Габариты:0,145 x 0,14 x 0,09 м. 2,02 кг. 2,02 кг. | На этот товар возможны скидки! Звоните!
8 (800) 550-50-70
Расчет сроков и создание счета за 3 минуты.
Полная документация товара доступна только зарегистрированным пользователям. Зарегистрироваться | ||
| код:176493 арт:231276 | Cварочные штифты омедненные SP для PW-33, длина 76 мм (уп. 1000 шт) (Ед. уп.) | по запросу | В корзину |
Габариты:0,05 x 0,05 x 0,05 м. 2,5 кг. 2,5 кг. | На этот товар возможны скидки! Звоните!
8 (800) 550-50-70
Расчет сроков и создание счета за 3 минуты.
Полная документация товара доступна только зарегистрированным пользователям. Зарегистрироваться | ||
| код:198778 арт:231289 | Cварочные штифты омедненные SP для PW-33, длина 89 мм (уп. 1000 шт) (Ед. уп.) | по запросу | В корзину |
Габариты:0,03 x 0,05 x 0,005 м. 1,8 кг. 1,8 кг. | На этот товар возможны скидки! Звоните!
8 (800) 550-50-70
Расчет сроков и создание счета за 3 минуты.
Полная документация товара доступна только зарегистрированным пользователям. Зарегистрироваться | ||
| код:147585 арт:231305 | Cварочные штифты омедненные SP для PW-33, длина 105 мм (уп. 1000 шт) (Ед. уп.) Скидка 71%! | 242,00 р. | В корзину |
Габариты:0,1 x 0,2 x 0,1 м. 3,44 кг. 3,44 кг. | На этот товар возможны скидки! Звоните!
8 (800) 550-50-70
Расчет сроков и создание счета за 3 минуты.
Полная документация товара доступна только зарегистрированным пользователям. Зарегистрироваться | ||
| код:175515 арт:231314 | Cварочные штифты омедненные SP для PW-33, длина 114 мм (уп. 1000 шт) (Ед. уп.) | по запросу | В корзину |
Габариты:0,12 x 0,4 x 0,4 м. 2,6 кг. 2,6 кг. | На этот товар возможны скидки! Звоните!
8 (800) 550-50-70
Расчет сроков и создание счета за 3 минуты.
Полная документация товара доступна только зарегистрированным пользователям. Зарегистрироваться | ||
| код:198780 арт:231340 | Cварочные штифты омедненные SP для PW-33, длина 140 мм (уп. 500 шт) (Ед. уп.) | по запросу | В корзину |
Габариты:0,03 x 0,05 x 0,05 м. 7 кг. 7 кг. | На этот товар возможны скидки! Звоните!
8 (800) 550-50-70
Расчет сроков и создание счета за 3 минуты.
Полная документация товара доступна только зарегистрированным пользователям. Зарегистрироваться | ||
| код:095376 арт:201031 | Диски закрепляющие Д 30 мм для сварных штифтов SP длиной (Ед. уп.) | по запросу | В корзину |
Габариты:0,015 x 0,015 x 0,09 м. 2,03 кг. 2,03 кг. | На этот товар возможны скидки! Звоните!
8 (800) 550-50-70
Расчет сроков и создание счета за 3 минуты.
Полная документация товара доступна только зарегистрированным пользователям. Зарегистрироваться | ||
| код:266440 арт:201041 | Диски закрепляющие Д 38 мм для сварных штифтов SP длиной >100 мм (уп. 500 шт) CL 0-40 (Ед. уп.) Скидка 68%! | € 5 454,14 р. | В корзину |
Габариты:0,015 x 0,015 x 0,015 м. 1,64 кг. | На этот товар возможны скидки! Звоните!
8 (800) 550-50-70
Расчет сроков и создание счета за 3 минуты. Полная документация товара доступна только зарегистрированным пользователям. Зарегистрироваться | ||
| код:095332 арт:201120 | Колпачки для сварочных штифтов PW-33 NSC-2 D 2,0/2,2 мм (уп. 1000 шт) (Ед. уп.) | В корзину | |
Габариты:0,14 x 0,12 x 0,09 м. 0,29 кг. | На этот товар возможны скидки! Звоните!
8 (800) 550-50-70
Расчет сроков и создание счета за 3 минуты. только зарегистрированным пользователям. Зарегистрироваться | ||
 org/Product»>
org/Product»> org/Product»>
org/Product»>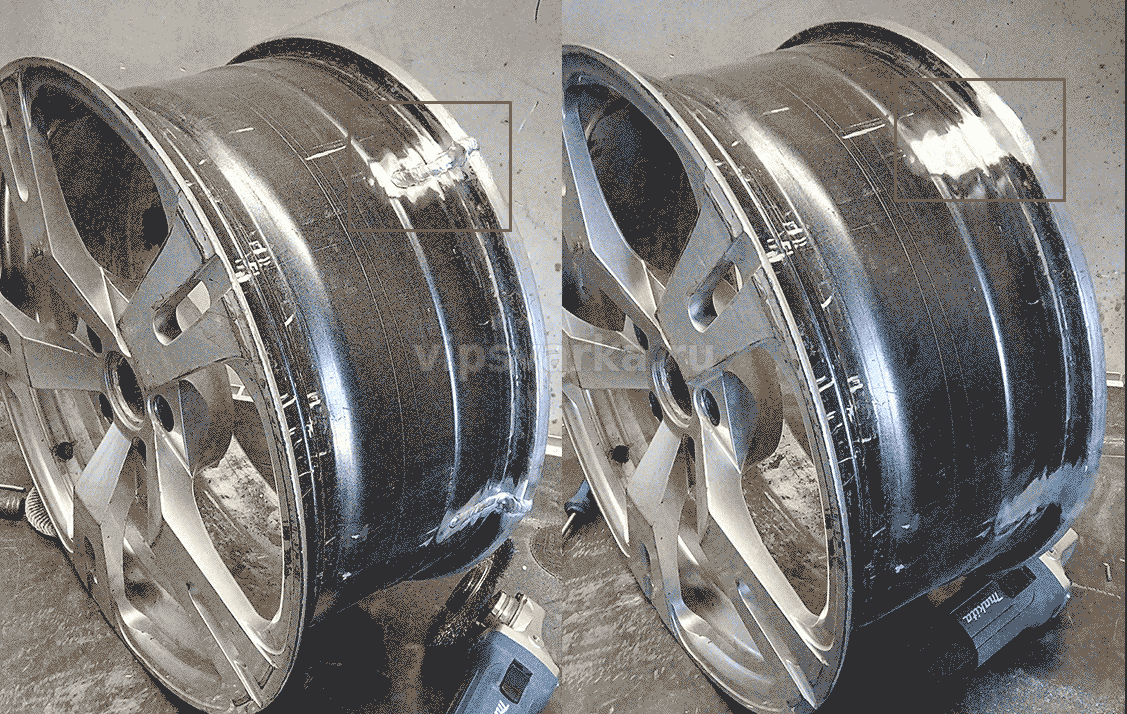 org/Product»>
org/Product»> org/Product»>
org/Product»> org/Product»>
org/Product»> org/Product»>
org/Product»> org/Product»>
org/Product»> org/Product»>
org/Product»> org/Product»>
org/Product»> org/Product»>
org/Product»> org/Product»>
org/Product»> org/Offer»> по запросу
org/Offer»> по запросуДанные обновлены 01.02.22 Рублевые цены расcчитаны по курсу ЦБ +5% 1€ = 90,8284 р. 1$ = 81,3437 р.
ремонт литых автомобильных и кованых дисков, технология сварки и оборудование
Знать все о сварке дисков необходимо не только самим сварщикам, но и автовладельцам. Ведь они должны хотя бы в общих чертах понимать достоинства и недостатки разных технологий, ключевые требования. А профессионалам сварочного дела жизненно важно еще как следует представлять себе и подготовку к работе.
Ведь они должны хотя бы в общих чертах понимать достоинства и недостатки разных технологий, ключевые требования. А профессионалам сварочного дела жизненно важно еще как следует представлять себе и подготовку к работе.
Особенности
Самый важный факт, который сразу необходимо иметь в виду — сварка дисков в условиях дома вполне допустима и даже дает довольно неплохие результаты. Предубеждения на ее счет обычно связаны именно с несоблюдением установленной технологии. Придется обязательно перед ремонтом автомобильных дисков обзавестись надежным, мощным сварочным аппаратом. Следующий немаловажный момент — каждый тип колесных элементов требует своего особого обращения. Это связано с тем, что получают их по разной технологии.
Так, при создании литых конструкций используют алюминий, магний и медь. Эти металлы плавят в определенных пропорциях. Прочность получающегося вещества вполне прилична. Но когда ездят на высокой скорости по неровным участкам, весьма вероятно появление трещин. И не все такие дефекты можно заварить.
И не все такие дефекты можно заварить.
Обычно потребность в работе возникает, когда появляются:
деформации спиц;
трещины в бортах диска;
расколы тех же бортов.
Важно: когда трещина охватывает весь диаметр детали, заниматься сварочными работами нельзя. Никакая прочность шва не компенсирует уже нарастающие напряжения во внутренних слоях. Раскол всего колеса становится вероятен даже при минимальной механической нагрузке. Также спецификой сварки литых дисков будут:
неизбежное изменение структуры сплава и его механических параметров;
потеря части заявленных изготовителем свойств;
непригодность каких-либо методов, кроме аргонной сварки.
Для кованых дисков также крайне широко применяют сварку в защитной среде аргона. Но встречаются деформации подобных колесных деталей нечасто. Потому-то они и являются «редкими гостями» в автомастерских. Что касается легкосплавных конструкций, то дать им единую характеристику нельзя. Ведь состав сплавов и их основные свойства могут сильно отличаться, и потому один диск сваривается прекрасно, а другой, внешне на него похожий, быстро покрывается трещинами.
Потому-то они и являются «редкими гостями» в автомастерских. Что касается легкосплавных конструкций, то дать им единую характеристику нельзя. Ведь состав сплавов и их основные свойства могут сильно отличаться, и потому один диск сваривается прекрасно, а другой, внешне на него похожий, быстро покрывается трещинами.
Способы
Литой диск обычно сваривают, наплавляя специальный пруток на деформацию. Отсутствие окисления металла (при грамотном исполнении работы, разумеется) позволяет гарантировать плотность и стабильность шва. При наличии инверторного аппарата можно проводить также аргонодуговую сварку. В этом случае применяют неплавкий электрод из вольфрама и специальную присадку.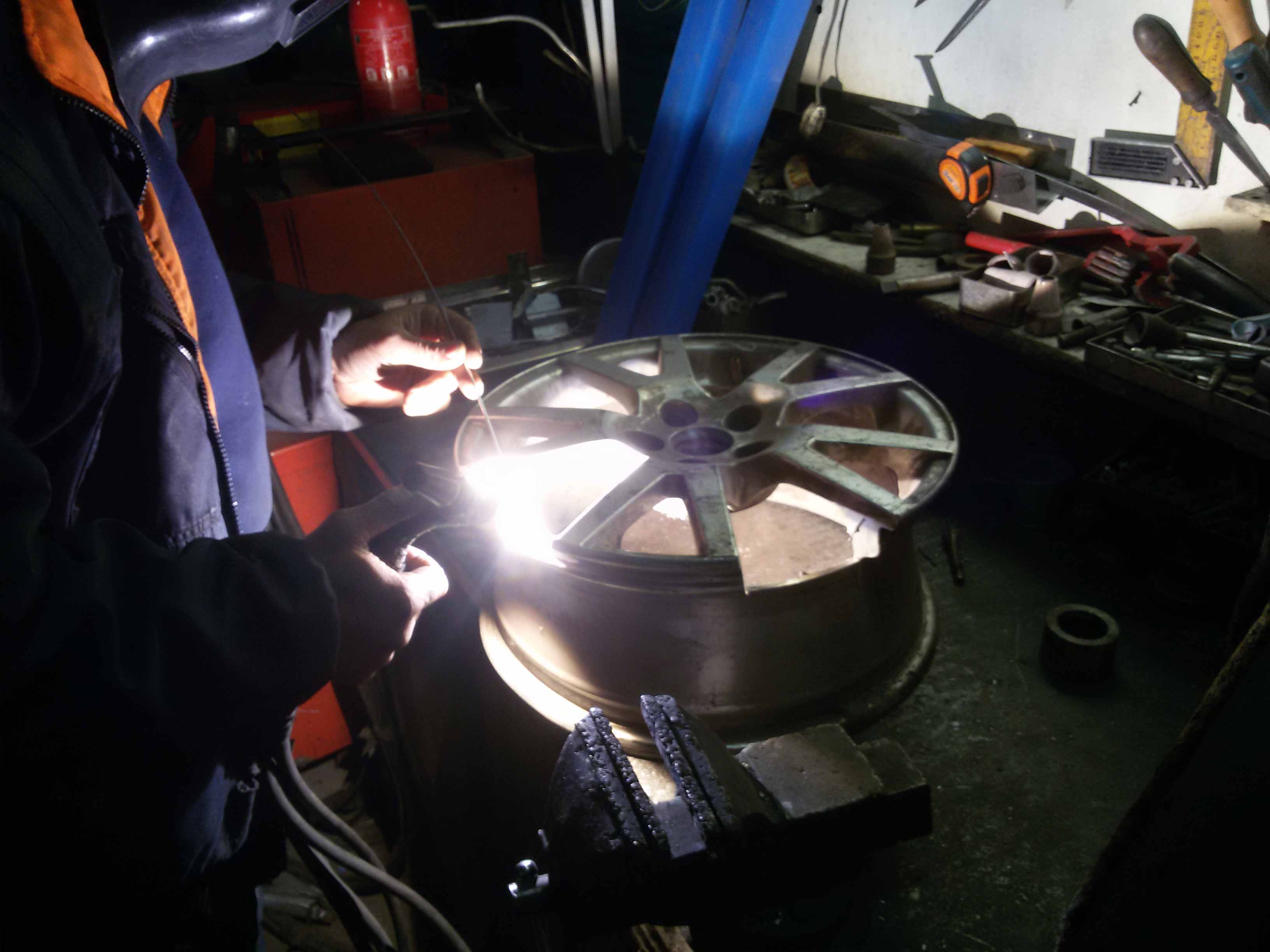
Сварочная поверхность окажется даже более ровной, чем при обычных работах на воздухе.
Что необходимо?
Для работы потребуются:
устройство электродуговой сварки с подачей переменного тока по стандартам TIG AC/DC;
прутки для добавления присадок;
УШМ и некоторые другие приспособления для расчистки поверхности;
индивидуальные средства защиты;
сварочные горелки;
баллоны с аргоном;
газовые расходомеры на основе манометров;
термометры (особенно важны, если предстоит работать часто).
Подготовка
Как и всякое другое металлическое изделие, автомобильный диск должен быть тщательно вычищен от пыли и прочих загрязнений. При наличии трещин производится «запил». Если же обнаружили скол, придется готовить к сварке края диска. Выполняют это так:
При наличии трещин производится «запил». Если же обнаружили скол, придется готовить к сварке края диска. Выполняют это так:
формируется фаска;
зачищается участок около фаски;
весь металл обезжиривается при помощи ацетона.
Трещины расширяют, убирая краску не только на поврежденной поверхности, но и в радиусе 1 см от нее. Подготовка к устранению сколов сложнее. Понадобится обрабатывать как проблемную зону, так и заготовку, которая будет ее закрывать после ремонта. Сформировать заплату точно необходимой формы поможет обвод бумаги, приложенной к пораженному участку, карандашом по контуру.
Все, что приваривают, должно быть зачищено от краски минимум на 1 см от края; идеальный способ решить эту задачу — использование «болгарки».
Технология
Как только завершены все приготовительные манипуляции, надо браться за работу, и действовать придется быстро, пока эффект не пропал. Место, назначенное для сварки, прогревают горелкой. Изменение цвета нагреваемого металла зависит от его состава, и этот момент обязательно надо узнавать заранее. Как только достигнут необходимый прогрев, сразу начинают применять присадочный материал. Малейшая задержка недопустима!
Место, назначенное для сварки, прогревают горелкой. Изменение цвета нагреваемого металла зависит от его состава, и этот момент обязательно надо узнавать заранее. Как только достигнут необходимый прогрев, сразу начинают применять присадочный материал. Малейшая задержка недопустима!
Заплатку на скол начинают наносить, прихватывая ее слегка. Это существенно повысит качество сцепления. На толстых дисках сварку ведут поэтапно, с аккуратным расположением швов друг над другом. Подобное требование гарантирует надежность и длительную службу подготавливаемого соединения.
Как только работы завершены и металл остыл, требуется прочистить сварочный шов при помощи УШМ и приготовить его к окрашиванию.
Первоначальный прогрев металла должен происходить до 200 — 250 градусов. Если этого не сделать или повысить температуру больше положенной, сварка может только усилить деформацию диска. К сведению: вместо газовой горелки иногда применяют резаки модели РЗП-300 в режиме бескислородной работы. Начинают с кругового прохода по всей конструкции, и затем уже нагревают необходимую зону. В обоих случаях греть отдельные точки нельзя, нужно совершать колебательные движения по окружности.
Если этого не сделать или повысить температуру больше положенной, сварка может только усилить деформацию диска. К сведению: вместо газовой горелки иногда применяют резаки модели РЗП-300 в режиме бескислородной работы. Начинают с кругового прохода по всей конструкции, и затем уже нагревают необходимую зону. В обоих случаях греть отдельные точки нельзя, нужно совершать колебательные движения по окружности.
Для самой сварки профессионалы часто рекомендуют электроды модели WL-15 с золотистым окрасом. Диаметр инструмента может составлять 0,24 либо 0,3 см. Присадочные прутки должны быть идентичны по составу с материалами самих дисков. Диаметр их в норме совпадает с сечением электрода или близок к нему. Важно: лучше наплавить немного больше металла, чем нужно, и затем убрать его болгаркой, чем сделать некачественный шов.
Сплавы алюминия можно заваривать плавкими электродами модификации ОК 96.50. Пораженную зону в этом случае прогревают горелкой либо паяльной лампой до 300 градусов. Чтобы улучшить розжиг электрода, его согревают до 150 градусов. Заплатки прихватывают на концах и лишь после этого работают с основной длиной.
Чтобы улучшить розжиг электрода, его согревают до 150 градусов. Заплатки прихватывают на концах и лишь после этого работают с основной длиной.
Глубокие трещины требуется заделать изнутри, добиваясь выхода наружу сварочного расплава.
О том, как выполнить сварку литого диска аргоном, вы можете узнать ниже.
Оборудование для производства цельных колесных дисков
Линия для изготовления цельных колесных дисков из стали не применяет сварочные процессы, сочетает в себе элементы стандартной линии для производства диска колеса, линии для производства обода колеса и линию сварки и сборки. В этой линии опущены некоторые процессы: роликовая гибка, стыковая сварка, очистка сварного шва, сборка, сварка, зачистку и другие этапы. Это сокращает занимаемое производственной линией пространство, а также затраты и энергопотребление.
В этой линии опущены некоторые процессы: роликовая гибка, стыковая сварка, очистка сварного шва, сборка, сварка, зачистку и другие этапы. Это сокращает занимаемое производственной линией пространство, а также затраты и энергопотребление.
Преимущества
- Высокая производительность:
Производительность автоматической производственной линии составляет 1 колесный диск в минуту. - Низкие трудозатраты:
Для управления и контроля всей линии требуется всего 5 операторов, что решает проблемы с поиском и квалифицированного персонала. - Высокая энергоэффективность:
Линия для изготовления цельных колесных дисков включает более 20 установок общим энергопотреблением около 1200 кВт. - Упрощенная, но высокопроизводительная технология:
Наша линия изготовления цельных колесных дисков из стали решает проблемы, возникающие при необходимости формовки цельного колесного диска, а также исключает ненужные этапы при производстве. Формование цельного колесного диска осуществляется без сварки, что обеспечивает плавные линии, высокую точность и лучшее рассеивание тепла.
- Высокое качество колесного диска:
По результатам различных испытаний качество поверхности колесного диска выпускаемого данной линией намного лучше традиционных линий. - Экологичность
Благодаря исключению нескольких производственных процессов, снижается уровень выбросов.
 Формование цельного колесного диска осуществляется без сварки, что обеспечивает плавные линии, высокую точность и лучшее рассеивание тепла.
Формование цельного колесного диска осуществляется без сварки, что обеспечивает плавные линии, высокую точность и лучшее рассеивание тепла.
Jiangxi Xinliantai Wheel Accessories Co., Ltd.
: Линия для изготовления цельных колесных дисков (без сварки) в производстве
Различные отличия Понимание состава и различий между каждым семейством продуктов помогает в процессе принятия решений. Абразивные тонкие круги на связке, или шлифовальные круги, состоят из двух основных компонентов: связки и абразива. Абразив с более крупным зерном повышает скорость резания и срок службы, в то время как абразив с более мелким зерном обеспечивает лучшее качество поверхности и требует меньшего давления. Фибровые диски представляют собой абразивное покрытие, состоящее из тонкого материала-основы, покрытого двумя слоями смолы. Между этими двумя слоями смолы находятся абразивные зерна, которые видны и заметно выступают из диска.В шлифовальных кругах применяются те же принципы, что и при использовании абразивов с более крупным и более мелким зерном, но абразивные зерна оказывают более сильное воздействие на сварной шов из-за их высокой степени воздействия. Лепестковые диски представляют собой перекрывающиеся куски абразивного покрытия, расположенные вокруг внешнего края втулки и склеенные прочным клеем. Метод перекрытия позволяет установить на ступицу больше абразивного материала и увеличивает срок службы диска, сохраняя при этом преимущества более высокого воздействия на зерно. Как и в случае с фибровым диском, тип и размер зерна можно изменять в зависимости от скорости резания и требований к чистоте поверхности. Обычно эти продукты доступны в трех конфигурациях:
Нетканые абразивные диски состоят из волокнистого материала, в котором абразив связан с волокнами смолой. | Пример толстого сварного шва, показывающий высоту, которая хорошо подходит для шлифовальных кругов и крупнозернистых фибровых дисков. |
 Порошкообразную связку и абразив смешивают, прессуют в форме, а затем обжигают, чтобы получился жесткий круг. Изменение количества или типа связки или абразива соответственно влияет на характеристики шлифовального круга.Большее количество связующего делает круг более твердым и увеличивает срок службы продукта, а меньшее количество связующего делает круг более мягким и обеспечивает более свободное резание в зоне заточки.
Порошкообразную связку и абразив смешивают, прессуют в форме, а затем обжигают, чтобы получился жесткий круг. Изменение количества или типа связки или абразива соответственно влияет на характеристики шлифовального круга.Большее количество связующего делает круг более твердым и увеличивает срок службы продукта, а меньшее количество связующего делает круг более мягким и обеспечивает более свободное резание в зоне заточки. Типы зерна лучше всего подходят для измельчаемого материала. Материал основы также играет роль в режущем действии и сроке службы изделия. Более толстая и жесткая подложка увеличивает срок службы и скорость резания, а более тонкая и гибкая подложка лучше подходит для работы и обеспечивает более качественную обработку поверхности. Эти рекомендации также применимы при выборе жесткой или мягкой подкладки.
Типы зерна лучше всего подходят для измельчаемого материала. Материал основы также играет роль в режущем действии и сроке службы изделия. Более толстая и жесткая подложка увеличивает срок службы и скорость резания, а более тонкая и гибкая подложка лучше подходит для работы и обеспечивает более качественную обработку поверхности. Эти рекомендации также применимы при выборе жесткой или мягкой подкладки. Этот случайный набор зерен и волокон придает диску податливое режущее действие, поскольку он легче приспосабливается к точке контакта. Результатом является лучшее качество поверхности или более низкая средняя шероховатость поверхности (Ra). Нетканые материалы с более грубой зернистостью, хотя и не такие агрессивные, как фибровые диски, лепестковые диски или шлифовальные круги, все же могут обеспечить агрессивный рез, который может быть достаточным для данного применения.
Этот случайный набор зерен и волокон придает диску податливое режущее действие, поскольку он легче приспосабливается к точке контакта. Результатом является лучшее качество поверхности или более низкая средняя шероховатость поверхности (Ra). Нетканые материалы с более грубой зернистостью, хотя и не такие агрессивные, как фибровые диски, лепестковые диски или шлифовальные круги, все же могут обеспечить агрессивный рез, который может быть достаточным для данного применения.Алмазные отрезные диски DeWalt с лазерной сваркой
щелкните изображение, чтобы узнать больше…
См. все DeWalt здесь
См.
 информацию о гарантии здесь
информацию о гарантии здесьАлмазные отрезные диски DeWalt с лазерной сваркой
Этот товар включает в себя следующие рекламные предметы:
Вопросы и ответы клиентов
По этому товару еще не было задано ни одного вопроса.Если у вас есть вопрос, пожалуйста, нажмите ниже:
загрузок
Загружено в архив
Дополнительная помощь
Если вам нужна дополнительная информация или помощь по этому продукту, перейдите по ссылкам ниже:
На этот продукт не распространяется гарантия. Это не влияет на ваши законные права.
Это не влияет на ваши законные права.
Получить справку по алмазным отрезным дискам DeWalt с лазерной сваркой
По любым техническим вопросам, касающимся этого продукта, лучше всего обращаться к производителю, DeWalt , напрямую по телефону 0330 808 0719 .
По любым другим вопросам, связанным с заказом этого товара, наличием на складе, существующими заказами или возвратом неисправных товаров и т. д., пожалуйста, свяжитесь с нами в Tooled-Up по адресу [email protected] или позвоните по телефону 020 8805 3535.
Когда использовать лепестковый круг или лепестковый круг
Когда большинство людей думают об абразивах, они, вероятно, в первую очередь думают о стандартном шлифовальном круге или диске. Итак, когда имеет смысл изменить курс и вместо этого использовать откидной диск или откидное колесо?
Лепестковые диски используются для придания формы металлу. У них есть плотно уложенные лоскуты из абразивной ткани, которые могут формировать определенные металлы, оставляя законченный вид. Они чаще всего используются в сварке, механической обработке, тяжелом оборудовании, промышленном обслуживании, сельском хозяйстве и производстве продуктов питания.
Лепестковые круги и лепестковые шлифовальные круги имеют основное преимущество, заключающееся в том, что они обеспечивают чистовую отделку по сравнению с шлифовальными кругами, и могут работать на неровных поверхностях, но они также имеют ряд других преимуществ:
- Возможность изменения давления по мере необходимости для получения более грубой или гладкой поверхности
- Более холодный режим работы, что означает, что вы с меньшей вероятностью оставите ожоги или следы перегрева
- Меньше вибрации и усталости для более комфортной работы
- Повышенная безопасность благодаря отсутствию осколков, которые могут разбиться или отлететь
- Улучшенная отделка с меньшим количеством выемок для улучшения внешнего вида
не обеспечивают такой же уровень съема металла, как стандартные шлифовальные круги, и они могут быстрее изнашиваться и резать медленнее, поэтому важно взвесить эти преимущества и недостатки, чтобы определить, подходит ли лепестковый диск или круг для вашего работа.
Лепестковые диски
Стандартные лепестковые круги служат до 25 раз дольше, чем диски из фиброоксида алюминия и смолы, при использовании для сглаживания сварных швов после использования шлифовальных кругов. Может шлифовать и финишировать одновременно. Просто приложите более сильное давление для агрессивного шлифования и более легкое давление для более тонкой отделки.
Линия Kim-Flex обеспечивает быстрое резание с помощью гибких дисков, которые подходят для изогнутых, очерченных и неровных поверхностей. Они бывают разной зернистости, диаметра и плотности, чтобы вы могли подобрать подходящий абразив для своей работы.
Диаметр лески варьируется от 4 до 7 дюймов и имеет зернистость от 24 до 120. Меньшая зернистость лучше всего подходит для стандартного шлифования, а более высокая зернистость обеспечивает более гладкую поверхность. Для достижения наилучших результатов следует использовать лепестковый диск на одну или две зернистости грубее, чем обычный диск.
Диски с более высокой плотностью служат дольше, но диски со стандартной плотностью обеспечивают более агрессивный съем материала.
Качественный абразив обеспечивает более длительный срок службы, устраняя необходимость в частой замене дисков.Качественные лепестковые круги также могут выполнять шлифовку и чистовую обработку одновременно, что означает, что вам не нужно переключаться между двумя типами дисков.
Несмотря на то, что стандартный лепестковый диск способен на многое, иногда работа требует еще более мощного абразива. Именно здесь вступают в игру керамические диски, такие как Dark-Fire и Crimson-Fire, которые обеспечивают более длительный срок службы и еще больший съем материала.
Лепестковые круги Dark-Fire
— лучшие в линейке с запатентованной керамической матрицей, которая обеспечивает исключительный срок службы и агрессивную силу измельчения.Эти диски обеспечивают высокую скорость резания даже при обработке прочных сплавов, таких как нержавеющая сталь, кобальт и титан. Они также имеют большую площадь поверхности и превосходную чувствительность к теплу.
Они также имеют большую площадь поверхности и превосходную чувствительность к теплу.
Crimson-Fire имеют первоклассное керамическое зерно, обеспечивающее превосходную производительность даже при работе с твердыми сплавами.
Лепестковый диск специального типа позволяет видеть заготовку во время шлифования. Kimball Midwest предлагает эту функцию в своем V.S.R. Откидные диски, которые позволяют видеть сквозь колесо во время его использования.(V.S.R. означает удаление видимого припуска.)
Лепестковые колеса
Лепестковые круги аналогичны лепестковым кругам в том, что они придают металлу форму, но лепестковые круги предназначены для шлифовки и чистовой обработки труднодоступных мест, таких как внутренняя часть труб.
Как и диски, они бывают разных размеров, зернистости, диаметра и ширины в зависимости от области применения.
Стандартные лепестковые шлифовальные круги, изготовленные из абразивной ткани на основе оксида алюминия, обеспечивают равномерное шлифование и чистовую обработку для операций, включая окончательную чистовую обработку металла, удаление заусенцев, шлифование кромок, очистку и чистовую обработку для окраски и нанесения гальванического покрытия.
Как и лепестковые круги, линейка Crimson-Fire обеспечивает дополнительный уровень производительности благодаря кристаллической абразивной структуре, идеально подходящей для быстрой и эффективной шлифовки и финишной обработки.
В целом, лепестковые круги и лепестковые круги обеспечивают хорошее сочетание мощности шлифования и финишной обработки и представляют собой полезный инструмент для многих абразивных операций.
Нужна помощь в поиске подходящих абразивных растворов для вашей операции?
WMP Сварная заглушка — Continental Disc Corp. — Каталоги в формате PDF | Техническая документация
Соответствие требованиям ASME и маркировка CE Компактность Простота установки Высокое давление Узел разрывной мембраны WMP™ представляет собой одноразовый блок, который ввинчивается в систему давления.Узел разрывной мембраны предназначен для сброса давления технологической среды в условиях избыточного давления для защиты оборудования, персонала и окружающей среды от катастрофического отказа оборудования или системы, работающей под давлением. Он предназначен для применений с выбросом в атмосферу в месте расположения разрывной мембраны. Узел разрывной мембраны WMP представляет собой цельнометаллическую разрывную мембрану, действующую на растяжение, которая приварена к резьбовому выходному корпусу и входному кольцу. Выходной корпус имеет головку в форме шестиугольника с шестью отверстиями по бокам шестигранника для уменьшения сил реакции после разрыва разрывной мембраны.Разрывная мембрана приварена к выходному корпусу и входному кольцу для герметичного уплотнения. Эти узлы разрывной мембраны предназначены для установки в порт с резьбой. ПРИМЕНЕНИЕ Универсальная разрывная мембрана WMP выпускается с широким диапазоном разрывных давлений и температур и может использоваться в широком диапазоне применений в различных отраслях промышленности, в том числе: Гидравлические системы Приводы Аккумуляторы Насосы Системы кондиционирования Тормозные системы Системы очистки водой под высоким давлением Пневматические системы Приводы Бутылка для образцов — Газовые баллоны Испытательные стенды Системы кондиционирования воздуха Датчик Панель Защита Защита от чрезмерного накачивания ФОТО ОТРЕДАКТИРОВАНО Соответствие кодам по запросу: • Соединения MPT, BSPT и BSPP доступны в соответствии с требованиями ASME • Все варианты резьбовых соединений доступны с маркировкой CE Доступные размеры разрывной мембраны: 1/8”-1” Предлагаются со стандартными соединениями с наружной резьбой: MPT (NPT ASME B1.
Он предназначен для применений с выбросом в атмосферу в месте расположения разрывной мембраны. Узел разрывной мембраны WMP представляет собой цельнометаллическую разрывную мембрану, действующую на растяжение, которая приварена к резьбовому выходному корпусу и входному кольцу. Выходной корпус имеет головку в форме шестиугольника с шестью отверстиями по бокам шестигранника для уменьшения сил реакции после разрыва разрывной мембраны.Разрывная мембрана приварена к выходному корпусу и входному кольцу для герметичного уплотнения. Эти узлы разрывной мембраны предназначены для установки в порт с резьбой. ПРИМЕНЕНИЕ Универсальная разрывная мембрана WMP выпускается с широким диапазоном разрывных давлений и температур и может использоваться в широком диапазоне применений в различных отраслях промышленности, в том числе: Гидравлические системы Приводы Аккумуляторы Насосы Системы кондиционирования Тормозные системы Системы очистки водой под высоким давлением Пневматические системы Приводы Бутылка для образцов — Газовые баллоны Испытательные стенды Системы кондиционирования воздуха Датчик Панель Защита Защита от чрезмерного накачивания ФОТО ОТРЕДАКТИРОВАНО Соответствие кодам по запросу: • Соединения MPT, BSPT и BSPP доступны в соответствии с требованиями ASME • Все варианты резьбовых соединений доступны с маркировкой CE Доступные размеры разрывной мембраны: 1/8”-1” Предлагаются со стандартными соединениями с наружной резьбой: MPT (NPT ASME B1. 20.1), SAE (J1926/3), BSPT (BS 21) и BSPP (ISO 228-1) Стандартные материалы выпускного отверстия*: нержавеющая сталь 316/316L Стандартные материалы разрывной мембраны: нержавеющая сталь 316/316L, никель, INCONEL® и HASTELLOY ® C Стандартные материалы входного кольца: нержавеющая сталь 316/316L, никель, INCONEL® и HASTELLOY® C ПРЕИМУЩЕСТВА Простота установки Нечувствителен к крутящему моменту Устройство одноразового использования, которое выбрасывается после разрыва разрывной мембраны Сварка для обеспечения герметичности * Другие материалы могут быть доступны, свяжитесь с заводом или вашим представителем для получения более подробной информации. PERFO RMANC E
20.1), SAE (J1926/3), BSPT (BS 21) и BSPP (ISO 228-1) Стандартные материалы выпускного отверстия*: нержавеющая сталь 316/316L Стандартные материалы разрывной мембраны: нержавеющая сталь 316/316L, никель, INCONEL® и HASTELLOY ® C Стандартные материалы входного кольца: нержавеющая сталь 316/316L, никель, INCONEL® и HASTELLOY® C ПРЕИМУЩЕСТВА Простота установки Нечувствителен к крутящему моменту Устройство одноразового использования, которое выбрасывается после разрыва разрывной мембраны Сварка для обеспечения герметичности * Другие материалы могут быть доступны, свяжитесь с заводом или вашим представителем для получения более подробной информации. PERFO RMANC E
Использование шлифовального круга для подготовки к сварке?
Шлифовальные круги загрызают кромку и не обеспечивают чистую «подготовку» кромки к сварке? Результат: чрезмерное использование проволоки и неаккуратные сварные швы.В нашем пятничном тренинге на этой неделе мы рассмотрели три варианта шлифовки разделки под сварку на кромке стали толщиной 8 мм.
Вариант 1: K3K 36 5 дюймов, 125 мм (с опорной пластиной FIH) — Для повышения производительности диска мы использовали опорные пластины FIH (с воздушным охлаждением). Более мягкая опорная накладка только увеличит тепловыделение из-за избыточного давления, необходимого для заточки лезвия.
Результат – Хороший начальный срез, отличная отделка, но короткий срок службы дисков. Мы пробовали этот диск около 30 секунд, и вы можете четко увидеть разницу на снимках диска до и после.
До После
Вариант 2: Шлифовальный диск SLIN 125 — Традиционный шлифовальный диск высшего качества для подготовки к сварке. Остался шероховатый, неровный край, за которым часто нужно было бы лепестковым диском из диоксида циркония, чтобы сгладить любые «жеванные» следы и оставить край, пригодный для сварки MIG; трудоемкий процесс, который имеет дополнительный недостаток, заключающийся в высоких показаниях вибрации по сравнению с другими продуктами.
Результат – Шлифовальный диск иногда глубоко врезался в кромку, оставляя неровную поверхность, что создавало дополнительные проблемы при сварке. Плохая отделка, явно не такая хорошая, как у опробованных шлифовальных или лепестковых дисков.
Вариант 3: Керамический диск FTPM 5 дюймов, 125 мм — Диск с пластиковой основой, охлаждающими ребрами, встроенными в диск, и резьбовой системой блокировки (стопорная гайка не требуется).
Результат – Быстрый съем материала, чистая, гладкая кромка и низкая вибрация делают керамические лепестковые круги Cibo Abrasives с зернистостью P40 превосходными для предварительной шлифовки под сварку.
Наши собственные испытания показали, что новые керамические лепестковые диски Cibo значительно превосходят традиционные шлифовальные круги при шлифовке перед сваркой. Быстрее, плавнее, холоднее и с меньшей вибрацией, и, как говорят нам наши клиенты, реальность в мастерской ничем не отличается.
Купить керамический лепестковый диск Cibo Abrasives, подходящий для вашей машины:
Машина Подходящие диски
Шлифовальная машина 115 мм / 4 1/2″ FTC/40/115 Диск с конической поверхностью
FTF/40/115 Плоский диск
Шлифовальный станок 125 мм / 5″ FTPM/40/125 Плоский диск с ребрами охлаждения и самофиксацией
FTC/40/125 Диск с конической поверхностью
FTF/40/125 Плоский диск
180 мм / 7″ шлифовальная машина FTC/40/180 Диск с конической поверхностью
Подробнее о наших руководствах и связанных сообщениях ниже:
Купите наши керамические диски здесь
Про Велд, Инк.
 ⌁ Pro Weld предлагает ВАМ лепестковые диски Mercer Abrasives
⌁ Pro Weld предлагает ВАМ лепестковые диски Mercer AbrasivesОсобенности продукта: Pro Weld предлагает ВАМ лепестковые диски Mercer Abrasives
Сварка может быть гладкой с этими шлифовальными лепестковыми дисками и абразивами из диоксида цирконияПриходите в Pro Weld для решения ВАШИХ сварочных задач… и лепестковыми дисками от Mercer Industries Abrasives. Нашим сварщикам нравятся эти шлифовальные диски, поэтому мы решили предложить их ВАМ. Нашим сварщикам нравится эффективность и долговечность.
Если вам нужны металлические режущие инструменты или металлические лепестковые диски для удаления заусенцев, а также шлифовка металла и дерева.Наши металлические шлифовальные лепестковые круги подходят для любой работы.
Резка металла двойным усиленным шлифовальным диском + лепестковые диски
Ознакомьтесь с работами по сварке металлов и стальными проектами Pro Weld ежедневно использует абразивы Mercer Industries на сайте www.pro-weld. com/work. Позвоните нам, чтобы заказать абразивные материалы Mercer для лепестковых дисков и шлифовальных работ.
com/work. Позвоните нам, чтобы заказать абразивные материалы Mercer для лепестковых дисков и шлифовальных работ.
Эти круглые шлифовальные круги для тяжелых условий эксплуатации созданы из лучших материалов для лепестковых дисков.Каждый лепестковый диск для резки металла соответствует нормам ANSI и OSHA. Мы предлагаем широкий выбор шлифовальных тяжелых шлифовальных дисков высшего класса.
Pro Weld распространяет шлифовальные и лепестковые диски для Mercer Abrasives Mercer Abrasives Site Abrasives Описание:Еще от Mercer Industry Abrasives Сайт:
«Наш диск имеет чрезвычайно прочное абразивное зерно из диоксида циркония. Они остаются острыми в течение всего срока службы, что делает их идеальными для съема тяжелых материалов.Эти универсальные диски можно использовать для шлифования, удаления заусенцев, снятия фаски с кромок, выравнивания и чистовой обработки. Плоская форма предназначена для работы на плоских шлифовальных поверхностях.
Плоская форма предназначена для работы на плоских шлифовальных поверхностях.
«Диски типа 27 наиболее эффективны при использовании под углом от 0 до 15 градусов и являются лучшим выбором для гладкой финишной обработки. Диски высокой плотности имеют на 40 % больше абразивной ткани, чем наши стандартные диски, что обеспечивает более длительный срок службы и вдвое большую скорость съема при более мягком шлифовании.
«Более толстая конструкция лучше подходит для неправильных форм.Стандартные диски — это диски общего назначения, предназначенные для приложений, не требующих большого удаления материала».
Использование материала: алюминий, черные металлы, стекловолокно, металл, цветной металл, краска, нержавеющая сталь, сталь
Промышленность: аэрокосмическая, строительная, крепежная, промышленная, морская, металлообрабатывающая, ТОиР, сантехника, судостроение, сварка (инструменты: угловая шлифовальная машина)
ПРЕИМУЩЕСТВА
- Выполняет функции шлифовального круга и диска из смоляного волокна
- Лучше всего использовать под углом 0-15 градусов
- Форма T27 лучший выбор для гладкой обработки
- Долговечный, с острым зерном
- Самый популярный лепестковый диск для нержавеющей стали и большие работы
ХАРАКТЕРИСТИКИ
- Высочайшее качество Цирконий зернистость
- Прочное стекловолокно и тканевая основа веса X
- Форма T27, подходящая для работы на плоских шлифовальных поверхностях
- Доступны варианты высокой плотности и стандартной плотности
http://pro-weld. com/excellence-in-metalwork-certified-welding
com/excellence-in-metalwork-certified-welding
Сообщение о коронавирусе владельцев сварочных компаний: http://pro-weld.com/news/covid-19-statement-by-pro-weld-owners/
➤ Услуги по аренде кранов
http://pro-weld.com/certified-crane-rental-services-expert-rigging/
➤ Проект сварки металла: Стальная конструкция подстанции RFQ|RFI
http://pro-weld.com/work/electrical- substation-structural-steel-rfqs/
➤ Сварочная подстанция:
http://pro-weld.com/work/substation-steel-structuressubstation-steel-structures/
➤ Стол для плазменной резки с ЧПУ
http://pro-weld .com/work/cnc-plasma-cutting-services/
➤ Управление сваркой металлов: право собственности на сварку Pro Weld
www.pro-weld.com/news
http://www.pro-weld.com/work
http:/ /pro-weld.com/about-pro-weld-fabrication/
. Сварные роторные диски и точная форма каждого прохода.

Контекст 1
… сварка встык с использованием сварки вольфрамом в среде инертного газа для проходов с 1 по 9 и дуговой сварки под флюсом для проходов с 10 по 89.Параметры сварки для каждого валика приведены в таблице 1. Температура предварительного нагрева в процессе сварки составляла 200°С. Геометрия свариваемых дисков ротора (LP5 и LP4) и точная форма каждого прохода приведены на рис. 1. Наружный диаметр свариваемых дисков ротора по сварному шву 1980 мм, толщина стенки по сварному шву область 150 мм. После завершения многопроходной сварки был проведен процесс термической обработки (600 °С х 20 ч) для повышения ударной вязкости и снижения остаточных напряжений сварных соединений.Материал дисков ротора …
Контекст 2
… 10 и 11 представлены распределения кольцевых и осевых напряжений на внешней поверхности в различных условиях эксплуатации. Кривая кольцевого остаточного напряжения на рис. 10 показывает, что остаточное растягивающее напряжение в осевом направлении почти присутствует на внешней поверхности, а наибольшее напряжение возникает в центре сварного шва. Кольцевое остаточное напряжение после ПТО на наружной поверхности сохраняется на уровне около 35 МПа, а кольцевое рабочее напряжение при нормальной скорости также практически не меняется и составляет 96 МПа.Обруч наложен …
Кольцевое остаточное напряжение после ПТО на наружной поверхности сохраняется на уровне около 35 МПа, а кольцевое рабочее напряжение при нормальной скорости также практически не меняется и составляет 96 МПа.Обруч наложен …
Контекст 3
… почти без изменений при 96 МПа. Кольцевое наложенное напряжение в сварном шве несколько выше, чем в области основного металла (около 135 МПа). Кроме того, картина распределения кольцевого наложенного напряжения остается практически неизменной, а уровень напряжения значительно возрастает с увеличением превышения скорости. Кривые осевого напряжения на рис. 11 показывают, что растягивающее остаточное напряжение в осевом направлении почти присутствует на внешней поверхности, а наибольшее осевое напряжение (68 МПа) возникает в центре сварного шва, в то время как осевое рабочее напряжение почти равно сжимающему.Кроме того, растягивающее остаточное напряжение увеличивает рабочее напряжение после наложения остаточного напряжения и . ..
..
Контекст 4
… Кривая остаточного кольцевого напряжения сквозь стенку на рис. 12 показывает, что от внутренней поверхности до в области около 36 % толщины стенки сквозное кольцевое напряжение сжимающее, а в оставшейся части толщины стенки развивается растягивающее сквозное кольцевое напряжение; кольцевое рабочее напряжение при нормальной скорости постепенно уменьшается от внутренней поверхности к внешней и изменяется от 95 МПа до 136 МПа…
Контекст 5
… видно из рис. 13, сквозное осевое остаточное напряжение представляет собой сжимающее напряжение от внутренней поверхности до области около 50% толщины стенки, а осевое растягивающее остаточное напряжение сквозь стенку появляется в области остатка толщины стенки. Распределение сквозного осевого напряжения в зоне сварного шва можно разделить на изгибное и …
Контекст 6
… сквозное осевое остаточное напряжение возникает в остаточной области толщины стенки.