Что такое сварочный пост | Оборудование, виды, требования
Все без исключения сварщики, работающие на производстве, имеют специально оборудованное рабочее место, которое еще принято называть сварочным постом. Он может быть стационарным или передвижным и оснащается в зависимости от поставленных перед специалистом задач.
СОДЕРЖАНИЕ
- Основная комплектация
- Варианты обустройства рабочего места
- Что такое сварочный пост
- Виды сварочных постов
- Стационарный пост
- Газосварочный пост
- Передвижной пост
- Оборудование сварочного поста
- Оборудование стационарного поста
- Оборудование передвижного поста
- Рабочие столы
- Оборудование разных видов сварки
- Основные требования при обустройстве сварочных постов
- Требования к сварочным постам
- Общие требования
- Индивидуальные требования
Основная комплектация
Для полноценного оснащения сварочного поста необходимо укомплектовать его электрическим оборудованием, дополнительной оснасткой и вспомогательными средствами:
- источник тока для образования сварочной дуги, которым является сварочный трансформатор или инвертор;
- токоподводящие кабеля в надежной оплетке, выдерживающей большую силу тока и постоянное механическое воздействие.

- проводники должны иметь соответствующее крепление на конце для подключения к клеммам, держатели электродов и «массу»;
- газовые горелки для работы с газосварочным оборудованием;
- приспособления и другие инструменты для выполнения сварочных работ: зажимы, струбцины, держатели;
- сварочный стол;
- средства защиты: термоустойчивый костюм, специальные рукавицы, маска сварщика, головной убор с отворотом.
Отличительная особенность передвижного сварочного поста заключается в том, что у него отсутствуют какие-либо границы. Это объясняется тем, что специалисту необходимо постоянно перемещаться для выполнения своих обязанностей в пределах определенного ареала: строительной площадки, сварочного цеха, производственного участка и т.п.
Стоит обратить внимание на то, что данная классификация относится исключительно к организации процедур, но никак не регламентирует характер выполняемых при этом манипуляций.
Варианты обустройства рабочего места
На практике принято различать два вида сварочных постов. Стационарный в большинстве своем используется для работы с небольшими по размеру заготовками. Передвижной востребован на крупных производственных участках, в строительстве или укладке разного рода трубопроводов.
Стационарный в большинстве своем используется для работы с небольшими по размеру заготовками. Передвижной востребован на крупных производственных участках, в строительстве или укладке разного рода трубопроводов.
Основные требования к организации рабочего места для выполнения сварочных работ:
- На участке следует предусмотреть хорошее освещение. Минимальный показатель составляет 80 Люкс. Желательно комбинировать естественное освещение и искусственный свет.
- Все электрооборудование в обязательном порядке заземляется.
- Основание должно быть прочным и твердым. Как как правило, это бетон или кирпичная кладка.
- На рабочем месте следует предусмотреть рабочие карманы, где могла бы храниться документация или графические материалы.
- В обязательном порядке нужно предусмотреть хорошую вентиляцию.
- Рабочая поверхность сварочного стола должны быть выполнена из стали или чугуна. Рядом должны находиться разъемы для подключения сварочного аппарата и дополнительного оборудования.
- Под ногами специалиста должен находиться резиновый коврик или плотный щит из дерева.
- Для выполнения работ в сидячем положении необходимо диэлектрическое кресло, изготовленное из не горящего материала.

Если рабочее место обустраивается вне помещения, то нужен навес, который хорошо защитит сварщика и оборудования от дождя. В солнечную погоду можно работать на открытой площадке, но зачастую требуется защита от прямых солнечных лучей. Тогда навес можно заменить высокими щитами.
Что такое сварочный пост
Сварочный пост, по сути, представляет собой импровизированный кабинет сварщика. Да здесь нет удобных кресел, столов и кувшинов с водой, но есть все необходимое для выполнения комплекса сварочных работ. Другими словами, сварочный пост – это рабочее пространство, где сварщику комфортно и безопасно работать, а под рукой у него всегда есть расходные материалы и прочий необходимый инвентарь.
Сварочный пост должен быть обустроен с соблюдением всех требований безопасности и охраны труда. Это обязательное условие, позволяющее сохранить специалистам здоровье и получить от них максимальную отдачу. Особое внимание при обустройстве поста уделяется пожарной безопасности. Но чтобы добиться всех необходимых условий, следует изучить специфику разных сварных постов.
Это обязательное условие, позволяющее сохранить специалистам здоровье и получить от них максимальную отдачу. Особое внимание при обустройстве поста уделяется пожарной безопасности. Но чтобы добиться всех необходимых условий, следует изучить специфику разных сварных постов.
В зависимости от применяемого оборудования сварочные посты могут быть:
- Газосварочными. Основной отличительный принцип заключается в том, что для расплавления металлических заготовок используется энергия, получаемая в результате горения газа в специальной горелке. В силу специфики газосварки для организации рабочего кабинета важно обустроить хорошую систему вентиляции. Поверхность рабочего стола и пространства вокруг него должна быть выполнена из негорючих материалов.
- Электросварочным. Работать с электрической сваркой не менее опасна, чем с газовой. Помимо хорошей вентиляции необходима и эффективная защита сотрудника от поражения электрическим током.
В любом случае, какой бы метод сваривания или резки металла не использовался в закрытом рабочем пространстве очень важно внимательно отнестись к обустройству системы вентилирования. Помимо вытяжки также устанавливаются приточные системы для естественной или принудительной подачи свежего воздуха.
В зависимости от потребностей сварочные посты могут быть:
- Стационарными. Представляет собой ограниченное пространство в помещении, оборудованное специально для сварки металлов. Часто комплектуются поворотными столами для удобства.
- Передвижными. Являются передвижными конструкциями, которые один человек может перенести или передвинуть в пределах рабочей площадки. Оптимальный вариант в случаях, когда требуется сваривание конструкций большого размера. Могут находиться в закрытых помещениях (цех, производственный участок, судостроительный ДОК и т.п.) или на открытой площадке (строительство, создание крупногабаритных нестандартных конструкций и т.

Стационарный сварочный пост наилучшим образом подходит для соединения металлических заготовок небольшого и среднего размера. А вот для работы с крупногабаритными конструкциями это не лучший вариант. Специальную кабину, которая служит «стенами» такого участка изготавливают из оцинкованных металлических листов. Они характеризуются высокой устойчивостью к высоким температурам, а также ИФ-излучению.
Явным преимуществом мобильного сварочного поста является тот факт, что нет надобности создавать какие-либо специальные условия для работы. При необходимости защитой от осадков служит навес, а от ветра – боковые жесткие ширмы. Если условия позволяют, то сваривание деталей выполняется без защиты от непогоды.
Инструменты и дополнительная оснастка содержится в ящиках инструментальной тумбы, а искусственное освещение (если таковое требуется) обеспечивается локально. В передвижных постах, как и в стационарных, следует позаботиться о заземлении оборудования, которое подключается к сети энергоснабжения.
Виды сварочных постов
Стационарный пост
Классическая схема стационарного сварочного поста подразумевает обустройство специальной защитной кабины, лишенной навеса.
Требования к организации стационарного рабочего места:
- Площадь помещения по внутреннему периметру должна быть не меньше трех квадратных метров.
- Поверхность стенок отделывается негорючими материалами.
- Каркас кабины может изготавливаться только из металла.
- Высота рабочего стола зависит от способа выполнения работ. Для сидячего положения она составляет 60 см, а для стоячего – 90 см. в идеале, если конструкция может опускаться или подниматься в зависимости от ситуации.
- На входе навешивается брезентовый полог.
- Минимально допустима высота кабинки составляет 2 метра.
- Нижняя часть стенок приподымается над уровнем пола для улучшения вентиляции. Зазор должен быть не меньше 25 см.
- Для рабочей поверхности требуется металлический или чугунный лист общей площадью не менее одного квадратного метра.
- С внутренней стороны кабина обрабатывается специальным составом светло-серого оттенка. Он обладает высокими огнеупорными характеристиками и поглощает ультрафиолет. Это необходимо для исключения случайного воспламенения поверхности стен помещения.
 Зазор должен быть не меньше 25 см.
Зазор должен быть не меньше 25 см.Газосварочный пост
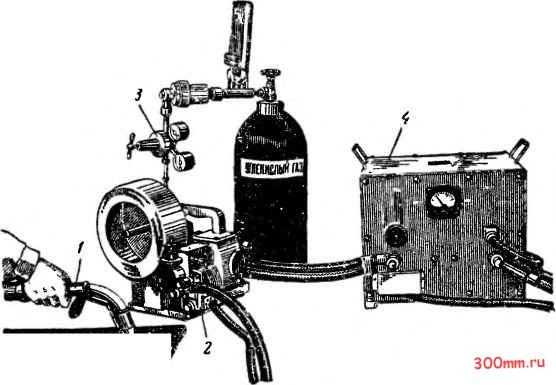
Для организации газосварочного поста потребуется, в первую очередь, соответствующее оборудование: генератор ацетилена, горелки и рукава для подачи газа, баллоны с кислородом и редукторами.
Газосварочный переносной пост представляет собой тележку, на которой расположены баллоны, редукторы и вся необходимая оснастка. Тележка чаще всего изготавливается из труб, а колесная ось располагается в месте центра тяжести, чтобы облегчить перемещение и удержание.
Оборудование газосварочного поста состоит из таких элементов:
- стол с металлической столешницей;
- вытяжка. Устанавливается, как правило, над столом или немного в стороне;
- источники света.
 Устанавливается, как правило, над столом или немного в стороне;
Устанавливается, как правило, над столом или немного в стороне;Газовые баллоны располагаются немного в стороне от рабочего стола, чтобы исключить попадание раскаленных брызг на редукторы. Газ к месту работы подается по шлангам. На больших предприятиях зачастую предусматривается подача газа по централизованным магистралям.
По существующим нормативам в целях безопасности расстояние между рабочим столом и баллонами с ацетиленом и кислородом должно составлять не меньше 10 метров. Такой же метраж (не меньше!) должен соблюдаться между баллонами и любыми источниками открытого огня. В случаях, когда работать приходиться в узких или труднодоступных местах, то требуется подача свежего воздуха.
Передвижной пост
Сварочный передвижной пост необходим при выполнении работ с крупногабаритными конструкциями. Нередко, такое рабочее место располагается на открытом воздухе. Поэтому нуждается в дополнительной оснастке для защиты от солнечных лучей, ветра и осадков. Защита представляет собой навесной козырек и раскладные жесткие щиты (ширмы) от ветра. Для размещения расходных материалов, дополнительного инструмента и мелкой оснастки, мобильное рабочее место комплектуется слесарными тележками с выдвижными ящиками.
Защита представляет собой навесной козырек и раскладные жесткие щиты (ширмы) от ветра. Для размещения расходных материалов, дополнительного инструмента и мелкой оснастки, мобильное рабочее место комплектуется слесарными тележками с выдвижными ящиками.
Во время выполнения сварочных работ в большом количестве выделяются вредные летучие вещества. Они представляют опасность для здоровья специалиста. Однако обустройство вентиляции не требуется: передвижной пост сварщика находится на открытой площадке и газы быстро улетучиваются.
А вот локальная система освещения может потребоваться. В условиях плохой естественной освещенности потребуется дополнительный источник света. Он размещается непосредственно над столом на стойках. Хорошее освещение снижает нагрузку на глаза, улучшает условия работы, что способствует повышению производительности специалиста. Электрическое оборудование, включая и сам сварочный аппарат, в обязательном порядке заземляется, чтобы минимизировать вероятность поражения сварщика электрическим током.
Необходимо учесть, что при установке ограждающих конструкций между панелями следует оставить зазор около 50 см. это необходимо для обеспечения достаточного притока свежего воздуха. Наличие у сварщика средств защиты – специального костюма, обуви, маски, рукавиц и головного убора – обязательно. Обязательно наличие всегда исправного основного инструмента – держателя. Он должен быть надежным и безопасным, защищать руку сварщика от источника высокой температуры, хорошо держать и быстро освобождать электрод.
Грамотное оборудование передвижного сварочного поста дает сварщику возможность работать без дискомфорта и в полностью безопасных условиях. Это в свою очередь приносит:
- хороший конечный результат работы;
- снижение сроков выполнения сварочных работ;
- уменьшение вероятности заболевания специалиста.
Оборудование сварочного поста
Вне зависимости от функциональности, будь то стационарный или передвижной сварочный пост, место работы специалиста должно в полной мере соответствовать следующему набору требований:
- заземление всех энергопотребляющих устройств в обязательном порядке;
- хорошая степень освещенность рабочего стола. Оптимальным считается сочетание естественного и искусственного освещения;
- полы должны быть выполненными из кирпича или бетона;
- столешница изготавливается из чугуна или стали и подключается к «массе»;
- для хранения инструмента предусматриваются выдвижные ящики;
- в случаях, когда подразумевается сидячая работа, то требуется кресло из диэлектрического материала;
- под ногами расстилается резиновый коврик.
 Оптимальным считается сочетание естественного и искусственного освещения;
Оптимальным считается сочетание естественного и искусственного освещения;При работе на открытой площадке дополнительно потребуются средства защиты от солнечного света, ветра и осадков.
Оборудование стационарного поста
Рабочее место стационарного типа должно соответствовать ряду требований:
- Выполняется такое рабочее место в виде кабины, не имеющей кровельного перекрытия. Общая площадь выделенного пространства не должна быть меньше 3 м кв. Оптимальная высота ограждений составляет 2 м. Входной проем должен закрываться пологом, выполненным из огнестойкого брезента.
- В нижней части ограждения должны быть приподняты над полом на высоту 25-30 см.
- Материалом для столешницы рабочего места могут послужить сталь или чугун. Площадь поверхности делается не меньше квадратного метра.
- Следует предусмотреть возможность регулировки стола по высоте, чтобы сварщик имел возможность изменять ее для работы сидя (50-60 см) или стоя (90 см).
- Простенки по периметру делаются из огнеустойчивого материала. С внутренней стороны они окрашиваются в светло-серый оттенок, поглощающий ультрафиолетовое излучение.
- Нужно предусмотреть вытяжку, которая бы эффективно отводила продукты горения. Для эффективного обмена воздуха потребуется приточная вентиляция. По требованиям безопасности продуктивность такой системы рассчитывается не ниже 40 куб/м воздуха за час.
- Нормативная яркость освещения составляет 60-80 люменов. Идеально, если удается обеспечить комбинированную освещаемость поста: естественную в сочетании с искусственной.


В обязательном порядке все оборудование, подключенное к сети энергоснабжения, заземляется. Помимо этого, устанавливается один общий рубильник, позволяющий за раз отключить все оборудование от сети снабжения.
Оборудование передвижного поста
Отличный вариант для производственного цеха или другого большого рабочего пространства, а также при создании масштабных конструкций.
Основные требования:
- Электросварка и дополнительное оборудование комбинируется на передвижной тележке.
- Длина питающего кабеля должна быть достаточной для перемещения в пределах рабочего участка или объекта.
- Нет потребности в обустройстве системы вентиляции. На улице продукты горения расходников уносятся в результате естественного движения воздушных масс.
- Переносной пост оборудуется навесом и оградительными щитами, которые можно быстро собрать для защиты от осадков, ветра или солнца.
- Точно так же необходимо предусмотреть возможность установки ограждений для защиты посторонних от вспышек сварочной дуги.
- Для удобства работы сварщик должен иметь достаточное количество инструментальных тележек для хранения своего оборудования, дополнительного инвентаря и оснастки.

Рабочие столы
Учитывая, что на рабочих постах стационарного типа свариваются металлические детали небольшого размера, то для удобства предусматриваются специальные столы. Конструктивно промышленные верстаки рассчитаны для работы в стоячем или сидячем положении. Если стол изготавливается самостоятельно, то нужно учесть, что для работы сидя оптимальной будет высота в 60 см, а стоя – 90 см.
Крышка стола выполняется из листовой стали или чугуна толщиной 2 см. Общая площадь поверхности составляет не менее 1 квадратного метра. Важно, чтобы стол имел выдвижные ящики, в которых сварщик мог бы хранить электроды и другие расходные материалы, инструмент и мелкую оснастку. Если таковых нет, то нужно дополнительно обзавестись специальной слесарной тележкой.
Если таковых нет, то нужно дополнительно обзавестись специальной слесарной тележкой.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Под самим столом и по его периметру следует уложить резиновые коврики, которые бы препятствовали поражению сварщика электрическим током. И еще один небольшой штрих – металлическое кресло с диэлектрическим сидением, позволяющее выполнять часть работы в сидячем положении.
Оборудование разных видов сварки
Организация сварочных постов сопряжена, прежде всего, с параметрами эксплуатируемого оборудования. Основные из них – масса и требования к сети энергоснабжения.
Сварочный пост должен оснащаться не только сварочным оборудованием и оснасткой для него. Помимо этого, требуется наличие дополнительного инструмента для беспроблемной эксплуатации сварочных аппаратов, а при необходимости – и мелкого ремонта. для бесперебойной работы потребуется и некоторый запас расходного материала: разного рода присадки, флюс в виде порошка или инертный газ.
Более точно скомплектовать рабочую станцию помогут технологические карты, индивидуальные регламенты, схемы, чертежи и прочая документация. Принято выделять две большие группы распространенного оборудования: электрическое и газовое.
Стационарные посты, ориентированные на использование электрооборудования, нередко оснащаются мощными устройствами переменного или постоянного тока. Для энергоснабжения зачастую требуется подключение к трехфазной сети. Наиболее востребованное дополнительное оборудование: трансформаторы переменного тока в комплекте с выпрямителями либо без таковых, генераторы, стабилизаторы электрической дуги.
Когда предусматривается работа с применением газа (инертного или активного), то в комплектацию включаются баллоны, содержащие водород, аргон, гелий или другой необходимый для работы газ. Для газосварки потребуются баллоны с кислородом и рабочим газом – ацетиленом или пропаном. Стационарный газосварочный пост может комплектоваться разными по весу баллонами, начиная от 10 литров.
Стол может быть очень массивным или же небольшим компактным. Единственное условие – площадь столешницы не должна быть меньше 1 квадратного метра. Его незаменимыми дополнениями станут тиски и струбцины. Помимо этой в дополнительную оснастку часто включаются разного рода крепежи, трубогибы, вальцовочное приспособление и т.д. Для мобильных наборов используется малогабаритное оборудование: газосварки с небольшими баллонами, инверторы и сварочные полуавтоматы.
Есть мобильные установки, размещаемые на базе автомобильной техники, в том числе и легковой. Они комплектуются бензиновыми или дизельными генераторами и являются автономными. Такие посты предназначены для работ выездного характера. Они нередко встречаются в зонах стихийных бедствий, на участках магистралей после аварий; используются в дорожных и полевых работах.
Основные требования при обустройстве сварочных постов
Независимо от того, каким оборудованием укомплектован пост, требования по технике пожарной безопасности практически одинаковы. Все их пункты направлены на то, чтобы обезопасить условия труда и сделать их максимально комфортными. Основные требования:
Все их пункты направлены на то, чтобы обезопасить условия труда и сделать их максимально комфортными. Основные требования:
- место сварщика следует оградить щитами или экранами, изготовленными из несгораемых материалов. при этом верх следует оставить открытым;
- сварочные работы с использованием инертных газов допускаются только в тех кабинках, где нет верха, световой проем между ограждениями и основанием составляет 30 и больше сантиметров, а стенки ограждений составляют не меньше 2 метров;
- внутри пост по периметру обшивается несгораемыми материалами;
- площадь кабины должна составлять минимум 4,5 квадратных метра. Этого пространства достаточно для размещения сварочного оборудования, оснастки, разного рода приспособлений, систем для хранения инструмента и расходных материалов;
- при эксплуатации машины для плазменной резки высота ограждений должна составлять не меньше 2,2 метра, а поверхность внутри обязательно покрывается несгораемыми материалами;
- не стоит внутри одной кабинки устанавливать сразу два сварочных аппарата. А если это очень нужно, то между ними необходимо установить разделительный светозащитный экран. Он предотвратит вероятность возникновения пожара.
 А если это очень нужно, то между ними необходимо установить разделительный светозащитный экран. Он предотвратит вероятность возникновения пожара.
А если это очень нужно, то между ними необходимо установить разделительный светозащитный экран. Он предотвратит вероятность возникновения пожара.Важное значение при обустройстве рабочего места сварщика имеет организация системы вентилирования. Мастер производственного участка в обязательном порядке должен проверить производительность вентиляции каждого поста, поскольку от эффективности воздухообмена напрямую зависит безопасность не только конкретного сварщика, но и рабочего участка в целом.
Практикующие специалисты советуют:
- Обеспечить параллельную работу сразу двух вытяжных систем: общей и местной.
- Местные вытяжки оснащаются фильтрами, которые очищают воздух от вредных аэрозолей и продуктов горения.
- При выполнении сварочных работ в защитной среде воздух в кабинку подается рассредоточено. В других случаях он может нагнетаться в верхнюю зону кабинки.
- Желательно чтобы стены внутри были матовыми. Тогда сварочные блики не будут отражаться.

Если все требования по организации приточно-вытяжной системы вентилирования соблюдены, то рабочее место готово к использованию. До начала сварочных работ специалист должен одеть защитную одежду и маску. В противном случае он рискует повредить глаза и получить ожоги от раскаленных капель металла.
Требования к сварочным постам
Общие требования
Требования к организации сварочных постов основываются на соблюдении техники безопасности и обеспечения комфорта в проведении работ. Важно обеспечить заземление всех энергопотребляющих установок. Для их размещения очень желательно сделать основание из бетона или кирпичной кладки. Пост должен иметь все необходимое для хранения не только инструмента, но и документации.
Вкратце об основных требованиях. Обязательно наличие вентиляции. Стол делается из стали или чугуна. Сварщик во время работы должен стоять на резиновом коврике.
Для случаев, когда сварщик работает сидя, необходимо предусмотреть специальное кресло с сидением, не проводящим ток. Оно должно быть прочным, но легким и небольшим, чтобы можно было при необходимости передвинуть одной рукой. Естественно, что сидение должно быть удобным, поскольку иногда приходится работать специалисту по несколько часов без перерыва.
Оно должно быть прочным, но легким и небольшим, чтобы можно было при необходимости передвинуть одной рукой. Естественно, что сидение должно быть удобным, поскольку иногда приходится работать специалисту по несколько часов без перерыва.
Невозможна продуктивная работа без достаточного освещения. Яркость должна быть не избыточной, но в то же время даже мелкие детали должны хорошо освещаться. Как показывает практика, для работы достаточно 80 Люмен. Расположить источник света следует непосредственно над столом. Если это невозможно, то допускается размещение осветительного прибора в непосредственной близости от рабочего места.
Даже если речь идет о многопостовой сварке, то все равно нужен рубильник, поворотом которого можно в одно мгновение отключить подачу электричества. Это может понадобиться в экстренной ситуации и для обесточивания участка по окончанию рабочего дня.
Индивидуальные требования
Не удивительно, что есть существенные отличие в организации рабочего пространства для ручной дуговой сварки от аналогичного процесса для полуавтомата. В зависимости от технологических моментов предусматриваются отличительные требования к обустройству рабочего места.
В зависимости от технологических моментов предусматриваются отличительные требования к обустройству рабочего места.
К примеру, если предполагается сваривание с использованием источника переменного тока, то потребуется осциллятор. Если планируется использовать пост для разделки металла, то нужно предусмотреть место для инструмента режущего.
Если к кабинке подключена трехфазная сеть, то потребуется контактор. А если речь идет о газосварочных работах, то нужно выделить место под хранение баллонов.
Читайте также: Сварочный стол своими руками
Что такое сварочный пост | Оборудование, виды, требования
Все без исключения сварщики, работающие на производстве, имеют специально оборудованное рабочее место, которое еще принято называть сварочным постом. Он может быть стационарным или передвижным и оснащается в зависимости от поставленных перед специалистом задач.
СОДЕРЖАНИЕ
- Основная комплектация
- Варианты обустройства рабочего места
- Что такое сварочный пост
- Виды сварочных постов
- Стационарный пост
- Газосварочный пост
- Передвижной пост
- Оборудование сварочного поста
- Оборудование стационарного поста
- Оборудование передвижного поста
- Рабочие столы
- Оборудование разных видов сварки
- Основные требования при обустройстве сварочных постов
- Требования к сварочным постам
- Общие требования
- Индивидуальные требования
Основная комплектация
Для полноценного оснащения сварочного поста необходимо укомплектовать его электрическим оборудованием, дополнительной оснасткой и вспомогательными средствами:
- источник тока для образования сварочной дуги, которым является сварочный трансформатор или инвертор;
- токоподводящие кабеля в надежной оплетке, выдерживающей большую силу тока и постоянное механическое воздействие.
- проводники должны иметь соответствующее крепление на конце для подключения к клеммам, держатели электродов и «массу»;
- газовые горелки для работы с газосварочным оборудованием;
- приспособления и другие инструменты для выполнения сварочных работ: зажимы, струбцины, держатели;
- сварочный стол;
- средства защиты: термоустойчивый костюм, специальные рукавицы, маска сварщика, головной убор с отворотом.
Отличительная особенность передвижного сварочного поста заключается в том, что у него отсутствуют какие-либо границы. Это объясняется тем, что специалисту необходимо постоянно перемещаться для выполнения своих обязанностей в пределах определенного ареала: строительной площадки, сварочного цеха, производственного участка и т.п.
Стоит обратить внимание на то, что данная классификация относится исключительно к организации процедур, но никак не регламентирует характер выполняемых при этом манипуляций.
Варианты обустройства рабочего места
На практике принято различать два вида сварочных постов. Стационарный в большинстве своем используется для работы с небольшими по размеру заготовками. Передвижной востребован на крупных производственных участках, в строительстве или укладке разного рода трубопроводов.
Основные требования к организации рабочего места для выполнения сварочных работ:
- На участке следует предусмотреть хорошее освещение. Минимальный показатель составляет 80 Люкс. Желательно комбинировать естественное освещение и искусственный свет.
- Все электрооборудование в обязательном порядке заземляется.
- Основание должно быть прочным и твердым. Как как правило, это бетон или кирпичная кладка.
- На рабочем месте следует предусмотреть рабочие карманы, где могла бы храниться документация или графические материалы.
- В обязательном порядке нужно предусмотреть хорошую вентиляцию.
- Рабочая поверхность сварочного стола должны быть выполнена из стали или чугуна. Рядом должны находиться разъемы для подключения сварочного аппарата и дополнительного оборудования.
- Под ногами специалиста должен находиться резиновый коврик или плотный щит из дерева.
- Для выполнения работ в сидячем положении необходимо диэлектрическое кресло, изготовленное из не горящего материала.

Если рабочее место обустраивается вне помещения, то нужен навес, который хорошо защитит сварщика и оборудования от дождя. В солнечную погоду можно работать на открытой площадке, но зачастую требуется защита от прямых солнечных лучей. Тогда навес можно заменить высокими щитами.
Что такое сварочный пост
Сварочный пост, по сути, представляет собой импровизированный кабинет сварщика. Да здесь нет удобных кресел, столов и кувшинов с водой, но есть все необходимое для выполнения комплекса сварочных работ. Другими словами, сварочный пост – это рабочее пространство, где сварщику комфортно и безопасно работать, а под рукой у него всегда есть расходные материалы и прочий необходимый инвентарь.
Сварочный пост должен быть обустроен с соблюдением всех требований безопасности и охраны труда. Это обязательное условие, позволяющее сохранить специалистам здоровье и получить от них максимальную отдачу. Особое внимание при обустройстве поста уделяется пожарной безопасности. Но чтобы добиться всех необходимых условий, следует изучить специфику разных сварных постов.
Это обязательное условие, позволяющее сохранить специалистам здоровье и получить от них максимальную отдачу. Особое внимание при обустройстве поста уделяется пожарной безопасности. Но чтобы добиться всех необходимых условий, следует изучить специфику разных сварных постов.
В зависимости от применяемого оборудования сварочные посты могут быть:
- Газосварочными. Основной отличительный принцип заключается в том, что для расплавления металлических заготовок используется энергия, получаемая в результате горения газа в специальной горелке. В силу специфики газосварки для организации рабочего кабинета важно обустроить хорошую систему вентиляции. Поверхность рабочего стола и пространства вокруг него должна быть выполнена из негорючих материалов.
- Электросварочным. Работать с электрической сваркой не менее опасна, чем с газовой. Помимо хорошей вентиляции необходима и эффективная защита сотрудника от поражения электрическим током.

В любом случае, какой бы метод сваривания или резки металла не использовался в закрытом рабочем пространстве очень важно внимательно отнестись к обустройству системы вентилирования. Помимо вытяжки также устанавливаются приточные системы для естественной или принудительной подачи свежего воздуха.
В зависимости от потребностей сварочные посты могут быть:
- Стационарными. Представляет собой ограниченное пространство в помещении, оборудованное специально для сварки металлов. Часто комплектуются поворотными столами для удобства.
- Передвижными. Являются передвижными конструкциями, которые один человек может перенести или передвинуть в пределах рабочей площадки. Оптимальный вариант в случаях, когда требуется сваривание конструкций большого размера. Могут находиться в закрытых помещениях (цех, производственный участок, судостроительный ДОК и т.п.) или на открытой площадке (строительство, создание крупногабаритных нестандартных конструкций и т. д.).
 д.).
д.).Стационарный сварочный пост наилучшим образом подходит для соединения металлических заготовок небольшого и среднего размера. А вот для работы с крупногабаритными конструкциями это не лучший вариант. Специальную кабину, которая служит «стенами» такого участка изготавливают из оцинкованных металлических листов. Они характеризуются высокой устойчивостью к высоким температурам, а также ИФ-излучению.
Явным преимуществом мобильного сварочного поста является тот факт, что нет надобности создавать какие-либо специальные условия для работы. При необходимости защитой от осадков служит навес, а от ветра – боковые жесткие ширмы. Если условия позволяют, то сваривание деталей выполняется без защиты от непогоды.
Инструменты и дополнительная оснастка содержится в ящиках инструментальной тумбы, а искусственное освещение (если таковое требуется) обеспечивается локально. В передвижных постах, как и в стационарных, следует позаботиться о заземлении оборудования, которое подключается к сети энергоснабжения.
Виды сварочных постов
Стационарный пост
Классическая схема стационарного сварочного поста подразумевает обустройство специальной защитной кабины, лишенной навеса.
Требования к организации стационарного рабочего места:
- Площадь помещения по внутреннему периметру должна быть не меньше трех квадратных метров.
- Поверхность стенок отделывается негорючими материалами.
- Каркас кабины может изготавливаться только из металла.
- Высота рабочего стола зависит от способа выполнения работ. Для сидячего положения она составляет 60 см, а для стоячего – 90 см. в идеале, если конструкция может опускаться или подниматься в зависимости от ситуации.
- На входе навешивается брезентовый полог.
- Минимально допустима высота кабинки составляет 2 метра.
- Нижняя часть стенок приподымается над уровнем пола для улучшения вентиляции. Зазор должен быть не меньше 25 см.
- Для рабочей поверхности требуется металлический или чугунный лист общей площадью не менее одного квадратного метра.
- С внутренней стороны кабина обрабатывается специальным составом светло-серого оттенка. Он обладает высокими огнеупорными характеристиками и поглощает ультрафиолет. Это необходимо для исключения случайного воспламенения поверхности стен помещения.
 Зазор должен быть не меньше 25 см.
Зазор должен быть не меньше 25 см.Газосварочный пост
Для организации газосварочного поста потребуется, в первую очередь, соответствующее оборудование: генератор ацетилена, горелки и рукава для подачи газа, баллоны с кислородом и редукторами.
Газосварочный переносной пост представляет собой тележку, на которой расположены баллоны, редукторы и вся необходимая оснастка. Тележка чаще всего изготавливается из труб, а колесная ось располагается в месте центра тяжести, чтобы облегчить перемещение и удержание.
Оборудование газосварочного поста состоит из таких элементов:
- стол с металлической столешницей;
- вытяжка. Устанавливается, как правило, над столом или немного в стороне;
- источники света.
 Устанавливается, как правило, над столом или немного в стороне;
Устанавливается, как правило, над столом или немного в стороне;Газовые баллоны располагаются немного в стороне от рабочего стола, чтобы исключить попадание раскаленных брызг на редукторы. Газ к месту работы подается по шлангам. На больших предприятиях зачастую предусматривается подача газа по централизованным магистралям.
По существующим нормативам в целях безопасности расстояние между рабочим столом и баллонами с ацетиленом и кислородом должно составлять не меньше 10 метров. Такой же метраж (не меньше!) должен соблюдаться между баллонами и любыми источниками открытого огня. В случаях, когда работать приходиться в узких или труднодоступных местах, то требуется подача свежего воздуха.
Передвижной пост
Сварочный передвижной пост необходим при выполнении работ с крупногабаритными конструкциями. Нередко, такое рабочее место располагается на открытом воздухе. Поэтому нуждается в дополнительной оснастке для защиты от солнечных лучей, ветра и осадков. Защита представляет собой навесной козырек и раскладные жесткие щиты (ширмы) от ветра. Для размещения расходных материалов, дополнительного инструмента и мелкой оснастки, мобильное рабочее место комплектуется слесарными тележками с выдвижными ящиками.
Защита представляет собой навесной козырек и раскладные жесткие щиты (ширмы) от ветра. Для размещения расходных материалов, дополнительного инструмента и мелкой оснастки, мобильное рабочее место комплектуется слесарными тележками с выдвижными ящиками.
Во время выполнения сварочных работ в большом количестве выделяются вредные летучие вещества. Они представляют опасность для здоровья специалиста. Однако обустройство вентиляции не требуется: передвижной пост сварщика находится на открытой площадке и газы быстро улетучиваются.
А вот локальная система освещения может потребоваться. В условиях плохой естественной освещенности потребуется дополнительный источник света. Он размещается непосредственно над столом на стойках. Хорошее освещение снижает нагрузку на глаза, улучшает условия работы, что способствует повышению производительности специалиста. Электрическое оборудование, включая и сам сварочный аппарат, в обязательном порядке заземляется, чтобы минимизировать вероятность поражения сварщика электрическим током.
Необходимо учесть, что при установке ограждающих конструкций между панелями следует оставить зазор около 50 см. это необходимо для обеспечения достаточного притока свежего воздуха. Наличие у сварщика средств защиты – специального костюма, обуви, маски, рукавиц и головного убора – обязательно. Обязательно наличие всегда исправного основного инструмента – держателя. Он должен быть надежным и безопасным, защищать руку сварщика от источника высокой температуры, хорошо держать и быстро освобождать электрод.
Грамотное оборудование передвижного сварочного поста дает сварщику возможность работать без дискомфорта и в полностью безопасных условиях. Это в свою очередь приносит:
- хороший конечный результат работы;
- снижение сроков выполнения сварочных работ;
- уменьшение вероятности заболевания специалиста.
Оборудование сварочного поста
Вне зависимости от функциональности, будь то стационарный или передвижной сварочный пост, место работы специалиста должно в полной мере соответствовать следующему набору требований:
- заземление всех энергопотребляющих устройств в обязательном порядке;
- хорошая степень освещенность рабочего стола. Оптимальным считается сочетание естественного и искусственного освещения;
- полы должны быть выполненными из кирпича или бетона;
- столешница изготавливается из чугуна или стали и подключается к «массе»;
- для хранения инструмента предусматриваются выдвижные ящики;
- в случаях, когда подразумевается сидячая работа, то требуется кресло из диэлектрического материала;
- под ногами расстилается резиновый коврик.
 Оптимальным считается сочетание естественного и искусственного освещения;
Оптимальным считается сочетание естественного и искусственного освещения;При работе на открытой площадке дополнительно потребуются средства защиты от солнечного света, ветра и осадков.
Оборудование стационарного поста
Рабочее место стационарного типа должно соответствовать ряду требований:
- Выполняется такое рабочее место в виде кабины, не имеющей кровельного перекрытия. Общая площадь выделенного пространства не должна быть меньше 3 м кв. Оптимальная высота ограждений составляет 2 м. Входной проем должен закрываться пологом, выполненным из огнестойкого брезента.
- В нижней части ограждения должны быть приподняты над полом на высоту 25-30 см.
- Материалом для столешницы рабочего места могут послужить сталь или чугун. Площадь поверхности делается не меньше квадратного метра.
- Следует предусмотреть возможность регулировки стола по высоте, чтобы сварщик имел возможность изменять ее для работы сидя (50-60 см) или стоя (90 см).
- Простенки по периметру делаются из огнеустойчивого материала. С внутренней стороны они окрашиваются в светло-серый оттенок, поглощающий ультрафиолетовое излучение.
- Нужно предусмотреть вытяжку, которая бы эффективно отводила продукты горения. Для эффективного обмена воздуха потребуется приточная вентиляция. По требованиям безопасности продуктивность такой системы рассчитывается не ниже 40 куб/м воздуха за час.
- Нормативная яркость освещения составляет 60-80 люменов. Идеально, если удается обеспечить комбинированную освещаемость поста: естественную в сочетании с искусственной.


В обязательном порядке все оборудование, подключенное к сети энергоснабжения, заземляется. Помимо этого, устанавливается один общий рубильник, позволяющий за раз отключить все оборудование от сети снабжения.
Оборудование передвижного поста
Отличный вариант для производственного цеха или другого большого рабочего пространства, а также при создании масштабных конструкций.
Основные требования:
- Электросварка и дополнительное оборудование комбинируется на передвижной тележке.
- Длина питающего кабеля должна быть достаточной для перемещения в пределах рабочего участка или объекта.
- Нет потребности в обустройстве системы вентиляции. На улице продукты горения расходников уносятся в результате естественного движения воздушных масс.
- Переносной пост оборудуется навесом и оградительными щитами, которые можно быстро собрать для защиты от осадков, ветра или солнца.
- Точно так же необходимо предусмотреть возможность установки ограждений для защиты посторонних от вспышек сварочной дуги.
- Для удобства работы сварщик должен иметь достаточное количество инструментальных тележек для хранения своего оборудования, дополнительного инвентаря и оснастки.

Рабочие столы
Учитывая, что на рабочих постах стационарного типа свариваются металлические детали небольшого размера, то для удобства предусматриваются специальные столы. Конструктивно промышленные верстаки рассчитаны для работы в стоячем или сидячем положении. Если стол изготавливается самостоятельно, то нужно учесть, что для работы сидя оптимальной будет высота в 60 см, а стоя – 90 см.
Крышка стола выполняется из листовой стали или чугуна толщиной 2 см. Общая площадь поверхности составляет не менее 1 квадратного метра. Важно, чтобы стол имел выдвижные ящики, в которых сварщик мог бы хранить электроды и другие расходные материалы, инструмент и мелкую оснастку. Если таковых нет, то нужно дополнительно обзавестись специальной слесарной тележкой.
Если таковых нет, то нужно дополнительно обзавестись специальной слесарной тележкой.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Под самим столом и по его периметру следует уложить резиновые коврики, которые бы препятствовали поражению сварщика электрическим током. И еще один небольшой штрих – металлическое кресло с диэлектрическим сидением, позволяющее выполнять часть работы в сидячем положении.
Оборудование разных видов сварки
Организация сварочных постов сопряжена, прежде всего, с параметрами эксплуатируемого оборудования. Основные из них – масса и требования к сети энергоснабжения.
Сварочный пост должен оснащаться не только сварочным оборудованием и оснасткой для него. Помимо этого, требуется наличие дополнительного инструмента для беспроблемной эксплуатации сварочных аппаратов, а при необходимости – и мелкого ремонта. для бесперебойной работы потребуется и некоторый запас расходного материала: разного рода присадки, флюс в виде порошка или инертный газ.
Более точно скомплектовать рабочую станцию помогут технологические карты, индивидуальные регламенты, схемы, чертежи и прочая документация. Принято выделять две большие группы распространенного оборудования: электрическое и газовое.
Стационарные посты, ориентированные на использование электрооборудования, нередко оснащаются мощными устройствами переменного или постоянного тока. Для энергоснабжения зачастую требуется подключение к трехфазной сети. Наиболее востребованное дополнительное оборудование: трансформаторы переменного тока в комплекте с выпрямителями либо без таковых, генераторы, стабилизаторы электрической дуги.
Когда предусматривается работа с применением газа (инертного или активного), то в комплектацию включаются баллоны, содержащие водород, аргон, гелий или другой необходимый для работы газ. Для газосварки потребуются баллоны с кислородом и рабочим газом – ацетиленом или пропаном. Стационарный газосварочный пост может комплектоваться разными по весу баллонами, начиная от 10 литров.
Стол может быть очень массивным или же небольшим компактным. Единственное условие – площадь столешницы не должна быть меньше 1 квадратного метра. Его незаменимыми дополнениями станут тиски и струбцины. Помимо этой в дополнительную оснастку часто включаются разного рода крепежи, трубогибы, вальцовочное приспособление и т.д. Для мобильных наборов используется малогабаритное оборудование: газосварки с небольшими баллонами, инверторы и сварочные полуавтоматы.
Есть мобильные установки, размещаемые на базе автомобильной техники, в том числе и легковой. Они комплектуются бензиновыми или дизельными генераторами и являются автономными. Такие посты предназначены для работ выездного характера. Они нередко встречаются в зонах стихийных бедствий, на участках магистралей после аварий; используются в дорожных и полевых работах.
Основные требования при обустройстве сварочных постов
Независимо от того, каким оборудованием укомплектован пост, требования по технике пожарной безопасности практически одинаковы. Все их пункты направлены на то, чтобы обезопасить условия труда и сделать их максимально комфортными. Основные требования:
Все их пункты направлены на то, чтобы обезопасить условия труда и сделать их максимально комфортными. Основные требования:
- место сварщика следует оградить щитами или экранами, изготовленными из несгораемых материалов. при этом верх следует оставить открытым;
- сварочные работы с использованием инертных газов допускаются только в тех кабинках, где нет верха, световой проем между ограждениями и основанием составляет 30 и больше сантиметров, а стенки ограждений составляют не меньше 2 метров;
- внутри пост по периметру обшивается несгораемыми материалами;
- площадь кабины должна составлять минимум 4,5 квадратных метра. Этого пространства достаточно для размещения сварочного оборудования, оснастки, разного рода приспособлений, систем для хранения инструмента и расходных материалов;
- при эксплуатации машины для плазменной резки высота ограждений должна составлять не меньше 2,2 метра, а поверхность внутри обязательно покрывается несгораемыми материалами;
- не стоит внутри одной кабинки устанавливать сразу два сварочных аппарата. А если это очень нужно, то между ними необходимо установить разделительный светозащитный экран. Он предотвратит вероятность возникновения пожара.
 А если это очень нужно, то между ними необходимо установить разделительный светозащитный экран. Он предотвратит вероятность возникновения пожара.
А если это очень нужно, то между ними необходимо установить разделительный светозащитный экран. Он предотвратит вероятность возникновения пожара.Важное значение при обустройстве рабочего места сварщика имеет организация системы вентилирования. Мастер производственного участка в обязательном порядке должен проверить производительность вентиляции каждого поста, поскольку от эффективности воздухообмена напрямую зависит безопасность не только конкретного сварщика, но и рабочего участка в целом.
Практикующие специалисты советуют:
- Обеспечить параллельную работу сразу двух вытяжных систем: общей и местной.
- Местные вытяжки оснащаются фильтрами, которые очищают воздух от вредных аэрозолей и продуктов горения.
- При выполнении сварочных работ в защитной среде воздух в кабинку подается рассредоточено. В других случаях он может нагнетаться в верхнюю зону кабинки.
- Желательно чтобы стены внутри были матовыми. Тогда сварочные блики не будут отражаться.

Если все требования по организации приточно-вытяжной системы вентилирования соблюдены, то рабочее место готово к использованию. До начала сварочных работ специалист должен одеть защитную одежду и маску. В противном случае он рискует повредить глаза и получить ожоги от раскаленных капель металла.
Требования к сварочным постам
Общие требования
Требования к организации сварочных постов основываются на соблюдении техники безопасности и обеспечения комфорта в проведении работ. Важно обеспечить заземление всех энергопотребляющих установок. Для их размещения очень желательно сделать основание из бетона или кирпичной кладки. Пост должен иметь все необходимое для хранения не только инструмента, но и документации.
Вкратце об основных требованиях. Обязательно наличие вентиляции. Стол делается из стали или чугуна. Сварщик во время работы должен стоять на резиновом коврике.
Для случаев, когда сварщик работает сидя, необходимо предусмотреть специальное кресло с сидением, не проводящим ток. Оно должно быть прочным, но легким и небольшим, чтобы можно было при необходимости передвинуть одной рукой. Естественно, что сидение должно быть удобным, поскольку иногда приходится работать специалисту по несколько часов без перерыва.
Оно должно быть прочным, но легким и небольшим, чтобы можно было при необходимости передвинуть одной рукой. Естественно, что сидение должно быть удобным, поскольку иногда приходится работать специалисту по несколько часов без перерыва.
Невозможна продуктивная работа без достаточного освещения. Яркость должна быть не избыточной, но в то же время даже мелкие детали должны хорошо освещаться. Как показывает практика, для работы достаточно 80 Люмен. Расположить источник света следует непосредственно над столом. Если это невозможно, то допускается размещение осветительного прибора в непосредственной близости от рабочего места.
Даже если речь идет о многопостовой сварке, то все равно нужен рубильник, поворотом которого можно в одно мгновение отключить подачу электричества. Это может понадобиться в экстренной ситуации и для обесточивания участка по окончанию рабочего дня.
Индивидуальные требования
Не удивительно, что есть существенные отличие в организации рабочего пространства для ручной дуговой сварки от аналогичного процесса для полуавтомата. В зависимости от технологических моментов предусматриваются отличительные требования к обустройству рабочего места.
В зависимости от технологических моментов предусматриваются отличительные требования к обустройству рабочего места.
К примеру, если предполагается сваривание с использованием источника переменного тока, то потребуется осциллятор. Если планируется использовать пост для разделки металла, то нужно предусмотреть место для инструмента режущего.
Если к кабинке подключена трехфазная сеть, то потребуется контактор. А если речь идет о газосварочных работах, то нужно выделить место под хранение баллонов.
Читайте также: Сварочный стол своими руками
Оборудование сварочного поста оснащением для сварки
Для производства сварочных работ используется два типа сварочных постов – мобильные, которые иногда называют временными, и стационарные Посты представляют собой небольшие зоны, оснащенные специальным оборудованием, и предназначенные для ведения газосварочных или электросварочных работ.
Стационарные посты оборудуются в закрытых помещениях и используются для постоянного выполнения однотипных видов сварочных работ. Чаще всего применяются для сваривания небольших или мелких деталей. Передвижные могут быть расположены как в закрытых помещениях, так и на открытом воздухе. Они организуются для выполнения разовых или кратковременных работ, в том числе в условиях, где размещение стационарного поста является нецелесообразным или невозможным. Например, на стройках, на корабельных верфях, на трубопроводах, для работы с высотными или громоздкими конструкциями, а также в домашних условиях.
Чаще всего применяются для сваривания небольших или мелких деталей. Передвижные могут быть расположены как в закрытых помещениях, так и на открытом воздухе. Они организуются для выполнения разовых или кратковременных работ, в том числе в условиях, где размещение стационарного поста является нецелесообразным или невозможным. Например, на стройках, на корабельных верфях, на трубопроводах, для работы с высотными или громоздкими конструкциями, а также в домашних условиях.
Каждый тип сварочного поста требует разного вида оборудования, комплектация которого зависит от варианта проводимых работ. Далее мы более детально раскроем этот вопрос.
Общие правила оборудования сварочного поста
Правильно оборудованное рабочее место сварщика по оснащению должно соответствовать ряду обязательных требований. Независимо от набора и комплектации оборудования на нём должны быть учтены все нормы пожарной безопасности и нормы охраны труда. Рабочее место должно быть комфортным и полностью безопасным как для рабочего, так и для окружающей его обстановки. К общим обязательным требованиям при оборудовании поста относят:
К общим обязательным требованиям при оборудовании поста относят:
- отсутствие горючих и легковоспламеняющихся материалов в зоне проведения работ, негорючее покрытие пола в помещении – бетон, кирпич;
- заземление используемого электрооборудования, резиновый коврик под ногами;
- хорошее освещение. Для комфортной работы специалиста уровень освещённости должен быть не менее 80 – 100 лк. В закрытых помещениях рекомендуется совмещать искусственный свет от ламп с естественным освещением;
- наличие хорошей вентиляции. Во время процесса сварки в воздух выделяется большое количество вредных веществ, пыли, а также мелких частиц металла. На передвижных постах сварщику должен быть обеспечен постоянный естественный приток свежего воздуха. На стационарных постах внутри помещений для поддержания циркуляции и очищения воздуха используется вентиляция. Местные вытяжные устройства устанавливаются в местах наибольшей концентрации выбросов. Оборудование сварочного поста для сварки любым типом в условиях плохой вентиляции не допускается;
- обязательное использование защитных средств – одежды из плотных негорючих материалов, защитных рукавиц, масок и щитков, респираторов для защиты легких.

Оборудование газосварочных постов
Газосварочные работы обладают особой спецификой. Их главное отличие от работ с электросваркой состоит в том, что в процессе работы в окружающую среду выделяется большое количество продуктов горения газа. Это требует оборудования на посту мощной вентиляции, которая будет поддерживать воздух чистым и пригодным для полноценного дыхания человека.
Стационарное место для работы сварщика оборудуется таким образом, чтобы создать специалисту удобные условия для работы, защитить его от возможных травм и ожогов, а также предотвратить случайные возгорания и другие негативные последствия для производственного помещения. Газовое оборудование сварочного стационарного поста имеет существенные габариты и может занимать большую производственную площадь, что следует учитывать при его размещении.
Стационарные газосварочные посты комплектуются источникам постоянной подачи кислорода и горючего газа, стационарными ацетиленовыми генераторами, что позволяет вести сварочный процесс непрерывно. Мощность ацетиленовых генераторов на стационарных постах составляет 160 м³/час.
Мощность ацетиленовых генераторов на стационарных постах составляет 160 м³/час.
Рабочее пространство газосварщика обрадуется в виде своеобразного кабинета, укомплектованного необходимым инструментом и инвентарем. Предусмотренная высота стен кабины – 2 м, при этом обшивка кабины приподнимается от пола на 30 см, во избежание скопления газов. Стандартное рабочее место комплектуется специальным огнеупорным столом на устойчивом металлическом каркасе, сварочными горелками с наконечниками, резаками, шлангами для подачи газа и кислорода, мощной системой принудительной вентиляции воздуха с очистными фильтрами, контейнером для отходов производства, противопожарными средствами, а также вспомогательным инструментом, например, щетками по металлу, зубилом, молотком, наборами ключей и системами хранения для инструмента. Выбор конкретного оборудования для газосварочных постов и его комплектация зависят от вида производимых работ.
Передвижной пост имеет меньшие габариты и может свободно перемещаться к месту проведения работ. Всё необходимое оборудование размещается в специальной технике. Такой пост комплектуется сменными баллонами для газа и кислорода и мобильным ацетиленовым генератором малой мощности – до 3 м³/час.
Всё необходимое оборудование размещается в специальной технике. Такой пост комплектуется сменными баллонами для газа и кислорода и мобильным ацетиленовым генератором малой мощности – до 3 м³/час.
Самые маленькие габариты имеет переносное газовое оборудование. Оно размещается на небольших тележках и может передвигаться к месту работ одним человеком. Переносное оборудование используется для ведения аварийно-восстановительных работ, например, в коммунальной сфере, а также в быту.
Ниже мы подготовили для вас подборку оборудования для оснащения сварочных постов, которое можно приобрести в нашем магазине:
|
Мобильное вытяжное устройство ProfiMaster
Оснащено удобным вытяжным рукавом м системой контроля засорения фильтров. |
FilterCart Original Передвижная установка для использования в легких режимах сварки. Площадь фильтрации до 35 кв.м. Рукав оборудован специальной подсветкой для удобства работы. |
Передвижной фильтр FILTER BOX 10 M/А Используется для легких и средних режимов сварки. Площадь фильтрации 13 кв. м. |
 Отличается высокой производительностью фильтров и простотой их замены.
Отличается высокой производительностью фильтров и простотой их замены.
Если предложенные нами варианты вам не подошли, то вы можете обратиться за консультацией к специалистам нашей компании. Выбирайте наиболее удобный для вас способ связи: звонок по телефону 8 804 333 18 18, на почту [email protected], или в чат онлайн-консультанта (правый нижний угол экрана).
Также вы можете самостоятельно посмотреть наш каталог. С полным ассортиментом оборудования, расходных материалов и дополнительных принадлежностей можно познакомится на сайте нашего магазина в разделе «Товары».
С полным ассортиментом оборудования, расходных материалов и дополнительных принадлежностей можно познакомится на сайте нашего магазина в разделе «Товары».
Оборудование электросварочных постов
Отличительной особенностью оборудования поста для проведения электросварочных работ является не только необходимость хорошей вентиляции, но и необходимость защиты работника от случайных поражений электрическим током.
Стандартный пост для ведения работ по электросварке выглядит как кабина, выполненная с открытым верхом. Стены кабины изготавливаются из огнеупорных материалов. Вход может закрываться ширмой, выполненной из негорючих полимеров. Оптимальная высота стен – 2 м, размер кабины – 2 х 2,5 м. Высота стола зависит от того, каким образом ведутся работы – сидя или стоя, и может составлять от 60 до 85 см и выше.
Стационарная кабина электросварщика комплектуется сварочным аппаратом, специальными держателями, металлическим столом с заземлением, удобным местом для посадки, системой принудительной вытяжной вентиляции, источниками питания, рубильниками для подачи и отключения напряжения, различными вспомогательными приспособлениями и инструментом, а также системами хранения для инструмента и электродов. Конкретное оборудование для поста подбирается с учетом вида производимых работ.
Конкретное оборудование для поста подбирается с учетом вида производимых работ.
Сварочные стационарные столы предназначены для работы с небольшими и средними по размеру деталями. Для работы с крупными изделиями используется переносное оборудование.
Передвижной пост сварщика комплектуется переносным сварочным аппаратом и требует особой предварительной подготовки, которая направлена на создание безопасных условий работы. При ведении сварки в помещении рабочее место электросварщика должно быть закрыто от окружающей обстановки специальными экранами из негорючих материалов. Специалисту должна быть обеспечена полная пожаробезопасность.
Широкий ассортимент оснащения для стационарных и передвижных постов электросварщика представлен в магазине «Сварка-74». Здесь можно купить все виды расходных материалов для сварочных работ и качественное, профессиональное сварочное оборудование (https://svarka74.ru/).
Ниже мы подготовили для вас подборку оборудования для оснащения сварочных постов, которое можно приобрести в нашем магазине:
|
Комплект Kemppi X5 FastMig
Универсальный промышленный аппарат нового поколения для полуавтоматической сварки. |
Обновленный Kemppi MasterTig 325DC · Флагман на рынке сварочных аппаратов. Предназначен для сварки неплавящимся электродом TIG DC. Модульная система Kemppi MasterTig позволяет собрать идеальный аппарат для решения любых производственных задач. |
Сварочный аппарат Kemppi Minarc 150 Профессиональный аппарат с уникальными возможностями для качественной сварки штучным электродом ММА. Отличается компактными размерами, простотой управления и стабильной бесперебойной работой. |
 Оснащен встроенным процессом WiseSteel, дисплеем и надежным корпусом. Имеет 12 встроенных программ, предназначенных для эффективного решения любых производственных задач.
Оснащен встроенным процессом WiseSteel, дисплеем и надежным корпусом. Имеет 12 встроенных программ, предназначенных для эффективного решения любых производственных задач.
Если предложенные нами варианты вам не подошли, то вы можете обратиться за консультацией к специалистам нашей компании. Выбирайте наиболее удобный для вас способ связи: звонок по телефону 8 804 333 18 18, на почту [email protected], или в чат онлайн-консультанта (правый нижний угол экрана).
Выбирайте наиболее удобный для вас способ связи: звонок по телефону 8 804 333 18 18, на почту [email protected], или в чат онлайн-консультанта (правый нижний угол экрана).
Также вы можете самостоятельно изучить предложения в нашем каталоге. С полным ассортиментом оборудования, расходных материалов и дополнительных принадлежностей можно познакомится на сайте нашего магазина в разделе «Товары».
Защитные средства для сварщиков
Индивидуальные средства защиты являются в работе сварщиков обязательными. К их выбору следует подходить с максимальной ответственностью. Нельзя пренебрегать установленными правилами и рекомендациями по технике безопасности, так как любое нарушение этих норм может привести к неблагоприятным последствиям, в том числе к травмам и потере здоровья.
К средствам защиты относятся диэлектрические коврики, маски, щитки, перчатки, рабочая одежда из не тлеющих, слабо горючих материалов, таких как брезент.
Правильно подобранные маски и щитки защищают глаза и органы дыхания сварщика от искр и брызг горячего металла, от кратковременного воздействия открытого пламени, от сильного теплового воздействия. Брезентовые рукавицы или силиконовые краги защищают руки не только от искр и огня, но и от механических повреждений острыми краями металлических деталей.
Особое внимание следует уделить правильному выбору обуви. Предпочтение следует отдать кожаным ботинкам на толстой подошве, либо резиновым сапогам.
Где купить качественное оснащение для сварочного поста
Магазин профессионального сварочного оборудования «Сварка-74» предлагает комплексное оборудование сварочного поста любого уровня сложности. У нас вы можете приобрести всё необходимое оснащение для стационарных и мобильных сварочных постов, а также полные комплекты необходимых расходных материалов.
Получить профессиональную консультацию по выбору оснащения для оборудования стационарного или передвижного поста сварщика можно у наших специалистов. Для быстрой связи можно использовать онлайн-чат нашего сайта, который можно найти в правом нижнем углу экрана, или телефон 8 804 333 18 18. Отправить электронное обращение можно на почту [email protected]. Наши консультанты ответят вам в самое ближайшее время.
Для быстрой связи можно использовать онлайн-чат нашего сайта, который можно найти в правом нижнем углу экрана, или телефон 8 804 333 18 18. Отправить электронное обращение можно на почту [email protected]. Наши консультанты ответят вам в самое ближайшее время.
Сварочный пост для ручной дуговой сварки
Что такое электро- или газосварочный пост? Если просто, то это рабочее место сварщика, которое полностью оборудовано необходимыми приборами, аппаратами, инструментами и расходными материалами. Здесь же должна быть вытяжка для удаления всевозможных газов, которые сопровождают сварочный процесс, это требования безопасности. Обязательно наличие верстака, стула и других атрибутов мастерской.
Содержание страницы
- 1 Виды сварочных постов
- 1.1 Стационарный сварочный пост
- 1.2 Передвижной сварочный пост
- 2 Оснащение
Виды сварочных постов
В классификацию сварочных постов входит два вида: стационарный и передвижной (переносной). Последний можно перевозить на разные объекты. Особенность деятельности в стационарном посту – это заготовка приносится к сварщику. В передвижном варианте сварщик приезжает к заготовке.
Последний можно перевозить на разные объекты. Особенность деятельности в стационарном посту – это заготовка приносится к сварщику. В передвижном варианте сварщик приезжает к заготовке.
Стационарный сварочный пост
Размеры сварочного поста определяются объемом выполняемых сварщиком работ. Но высота кабины обычно не меньше 2 м. Пол, потолок и стены изготавливаются из негорючих материалов. Это требования безопасности.
Освещение рабочего места не должно быть меньше 80 Люкс. Идеально, если будет комбинация искусственного освещения с дневным. Подключение всех видов электрического оборудования к системе заземления здания цеха обязательно. Пост для ручной дуговой сварки стационарного типа должен оборудоваться хорошо работающей вентиляцией. Основное к ней требование – это воздухообмен в пространстве поста 40 м³/ч.
Поверхность рабочего верстака – это чугунная плита толщиною 20-25 мм. При этом ее поверхность должна находиться на высоте 50-70 см над уровнем пола. Внутри каждой рабочей кабины должен устанавливаться рубильник и магнитный пускать, обеспечивающие включение и отключение сварочного трансформатора.
Внимание! Сварочное оборудование может устанавливаться как внутри помещения, так и снаружи. При этом максимальное расстояние от него до сварного аппарата не должно превышать 15 м.
Передвижной сварочный пост
По сути, это рабочее место электро- или газосварщика на открытом воздухе. Поэтому к данному месту не такие жесткие требования безопасности. Здесь нет системы вентиляции, из поверхностей лишь потолок, который является крышей навеса, закрывающего пространство от природных осадков.
В основном используется дневное освещение, но каждый верстак снабжен локальной осветительной системой, которая работает независимо от других объектов. Но, как и на стационарном посту, на переносном также организуется система заземления. Некоторые переносные сварочные кабины закрываются со всех сторон защитными панелями. Но есть к его обустройству одно требование – между панелями должен всегда оставляться зазор в пределах 50 см. Это и будет своеобразная система вентиляции сварочного поста.
Что касается оборудования сварочного поста для ручной дуговой сварки или газосварки (имеется в виду передвижного типа), то кроме верстака и стула устанавливаются тумбы, в которых хранится инструмент и расходный материал для проведения работ.
Существуют передвижные сварочные посты, которые организуются на автомобильных шасси. Это по-настоящему передвижной объект. В его конструкции обычно размещают до трех сварных агрегатов. Такую машину подгоняют к объекту, и работают на нем сразу три сварщика.
Обшивают большую машинную конструкцию тонким листовым железом, тем самым соблюдая требования безопасности. Внутри устанавливают один длинный верстак, здесь же располагаются тумбы, печь для прокалки электродов, ящики для складирования кабелей и шлангов. В общем, это мобильная установка, с помощью которой можно выполнять большой объем работ.
Такие сварочные посты для газовой сварки или электросварки могут располагаться не на автомобильных шасси, а на полозьях. В верхней части его каркаса по углам делаются проушины, за которые всю конструкцию поднимают с помощью крана и переносят на необходимый участок.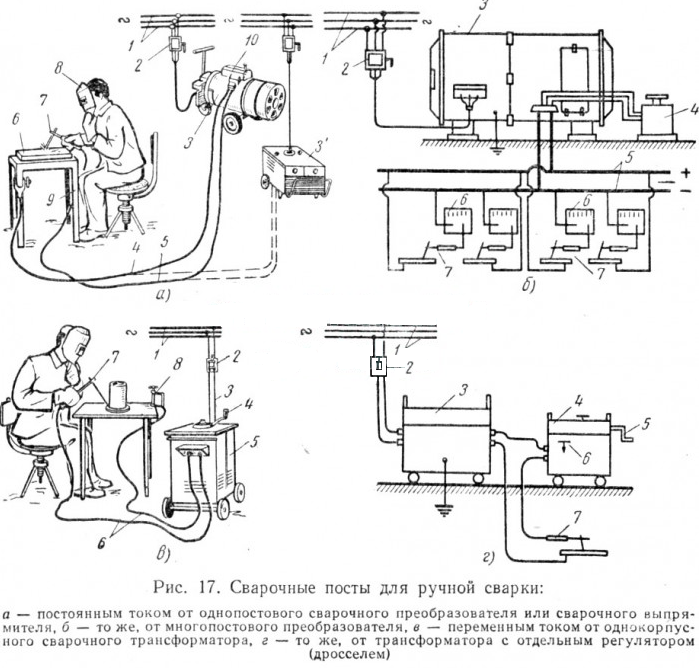 Или грузят на машину и перевозят на другие объекты.
Или грузят на машину и перевозят на другие объекты.
Оснащение
Так как существует несколько видов сварки, соответственно и рабочее место придется оснащать по-разному. Неизменным лишь остаются заземление, требования безопасности к сварочному посту, освещение и вспомогательные приспособления для удобства работы сварщика.
- Сварка неплавящимися электродами в защитных газах требует организации места для баллонов с газом или компрессора.
- Механизированная сварка или резка металлов – это дополнительный агрегат для подачи расходника или режущего инструмента.
- Использование трехфазного напряжения – это установка контактора необходимой величины.
- Рабочее место электросварщика, работающего на переменном токе, дополнительно оснащается осциллятором. Его назначение – стабилизация электрической дуги.
Оснащение места работы газо- или электросварщика – дело серьезное и ответственное. Здесь действует основное и важное правило – обеспечить максимальную безопасность ведения сварочных работ. Поэтому таким системам, как вентиляция, заземление и освещение, уделяется повышенное внимание.
Поэтому таким системам, как вентиляция, заземление и освещение, уделяется повышенное внимание.
Грамотное обеспечение сварочного поста для ручной сварки – это не только уменьшение риска заболевания работника, а значит, и сохранение его здоровья, что очень важно. Это повышение качества работы, плюс сокращение сроков выполнения заказа.
Практическая работа №7 по МДК.01.01. Сварочный пост для ручной сварки
Практическая работа №7
Тема: Сварочный пост для ручной сварки.
Цель работы: Приобрести практические навыки при изучении устройства сварочных постов.
Ход выполнения работы:
1. Ознакомление с теоретическими сведениями
2. Вычертить схему стационарного сварочного постов
3. По результатам выполнения работы необходимо сформулировать выводы
4. Ответить на контрольные вопросы
5. Ответь на контрольные
вопросы. теста.
Ответь на контрольные
вопросы. теста.
Теоретические сведения
Сварочным постом называют рабочее место сварщика, оборудованное всем необходимым для проведения сварочных работ.
Устройство поста для ручной дуговой сварки.
На заводах, как правило, сварочные посты располагаются в специальных кабинах площадью не менее 2×3м2каждая. Кабину отгораживают перегородками, а вход закрывают занавесками, пропитанными огнестойким составом. При сварке громоздких деталей и крупногабаритных сварных конструкций сварочные посты развертывают открыто в цехе, на монтажно-строительной площадке, на магистральной трассе. При этом рабочее место по возможности огораживают защитными щитами или ширмами.
Рис. Общий вид сварочного поста
Сварочные посты бывают как стационарными, так и
передвижными (то есть такими которые можно перевозить на разные площадки).
Стационарный сварочный пост для ручной сварки — это рабочее место, которое обустроено на постоянной основе. Его габариты зависят от размеров свариваемых изделий. Как правило, сюда входят металлический стол и стул, который регулируется по высоте. Питание подводится непосредственно к столу, а сварщик работает, не вставая из-за стола. Все изделия подаются к нему на рабочее место. Вместо стола часто используется специальный кантователь, позволяющий легко перемещать и поворачивать детали так, как это нужно сварщику. Особенность работы на стационарном посту заключается в том, что к рабочему месту сварщика подаются конструкции, которые необходимо сварить. Сварщик, выполняя работы, перемещается от шва ко шву, при этом вся аппаратура находится на одном месте.
Стационарный сварочный пост Схема постов от многопостовых источников
для ручной сварки.
Размеры сварочного поста зависят от объемов работ, которые выполняет сварщик. Так, если он обычно работает с металлоизделиями небольших размеров, то и сварочный пост имеет соответствующие габариты. Кроме того, эти факторы также влияют и на то, как правильно обустроить сварочный пост.
Обычно для таких постов изготовляют металлическую кабину с высотой стен не меньше двух метров. Вообще, кабина выполняется из любых материалов, которые не подвержены возгоранию – это листы стали, плиты, изготовленные из асбестоцемента и прочее.
Кабина имеет вход, который закрывается специальной брезентовой шторкой. Предварительно брезент поддают обработке пропиткой, имеющей огнестойкие свойства. Из стойких к огню материалов выполняется и пол кабины.
Такая кабина имеет и вентиляцию – для этого стены ее
поднимают над полом на полметра. Внутри кабины устанавливается стол из металла
для работы стоя или сидя. Заметим, что часто устанавливают не стол, а специальный
кантователь либо другое устройство, которое позволяет поворачивать
металлоизделие без особых усилий.
Также кабина оснащается стулом, сиденье которого при необходимости можно поднять. Имеются в кабине карманы либо ящики для отходов, инструментов и необходимых для сварки материалов.
Сварочная аппаратура может находиться как внутри кабины, так и за ее пределами. Находиться аппарат для ручной сварки может не дальше, чем за 15 метров от кабины.
Передвижение сварщика может быть в пределах длины сварочного кабеля — не более 30—40 м; при большей длине растет падение напряжения в сварочной цепи, что препятствует нормальному процессу сварки.
При сварке небольших изделий сварочный пост оборудуют в
кабине (12.2) размерами в плане 2х1 ; 2х2; 2×3 м и высотой не менее 2 м, которую изготавливают из любых несгораемых материалоз (тонкие стальные
листы, асбестоцементные плиты и т. п.). Вход в кабину делают в виде штор из
брезента с огнестойкой пропиткой, а пол — из огнестойких материалов. Между
стенками кабины и полом должен быть зазор не менее 50
мм для вентиляции. В кабине устанавливают металлический сварочный стол высотой
0,5—0,6 м для работы сидя или 0,9 м для работы стоя.
В кабине устанавливают металлический сварочный стол высотой
0,5—0,6 м для работы сидя или 0,9 м для работы стоя.
К столу прикрепляют «карманы» для электродов и огарков или устанавливают металлические ящики около кантователя. Для работы сидя ставят стул с подъемным сиденьем. Сварочный аппарат и пусковую аппаратуру, как правило, устанавливают в кабине, однако они могут быть вынесены за ее пределы. В этом случае сварочные аппараты располагают на расстоянии не более 15 м от кабины или места сварки в свободных от конструкций промежутках между колоннами по продольной оси цеха. Кабину, как правило, оборудуют вентиляцией и консольным краном для подачи изделий под сварку. Питание постов сварочным током может быть централизованным.
В цехе устраивают центральный машинный зал, оснащенный
мощными сварочными аппаратами, от которых проводят медные шины вдоль колонн для
подачи сварочного тока к 20—30 постам. Посты оборудуют распределительной
пусковой аппаратурой, подсоединяемой4 к шине, и балластным реостатом для
регулирования сварочного тока.
Передвижной пост для ручной сварки.
На разнообразных стройках обычно используются сварочные посты передвижного типа. Передвижной сварочный пост создают непосредственно на стройплощадке. Обычно оборудование сварочного поста для ручной дуговой сварки размещается в передвижных машинных залах, которые делаются из стали (каркас) и тонких железных листов (обшивка). В таком машинном зале может быть от одного до трех сварочных аппаратов. Здесь также находятся аппаратура для пуска, шкаф, где хранятся инструменты, кабеля и пр., печь, предназначенная для прокалки электродов.
Заметим, что такие машинные залы комплектуются полозьями и проушинами, чтобы их можно было перемещать на небольшое расстояние по горизонтальной поверхности, и с помощью кранов поднимать их.
При маленьких объемах работ, сварочный пост можно
организовать и на строительной площадке. Его ставят исключительно под навесом
так, чтобы аппаратура находилась не далеко от места, где требуется произвести
сварочные работы. Если пост находится на площадках, расположенных на высоте от
двух метров, пост обязательно оборудуют ограждениями, лестницами.
Если пост находится на площадках, расположенных на высоте от
двух метров, пост обязательно оборудуют ограждениями, лестницами.
Правильная организация рабочего места сварщика способствует не только повышению производительности труда и качества сварки, но и обеспечению безопасных условий работы, снижению травматизма и несчастных случаев.
В зависимости от габаритов свариваемых изделий и характера
производства рабочее место сварщика может быть расположено либо в специальной
кабине, либо в цехе или непосредственно на сборочном объекте. Размеры кабины
должны быть не менее 2×2 м2. Стены кабины делают высотой 1,8-2
м. Для лучшей вентиляции между полом к нижним обрезом стенки оставляют просвет
150-200 мм. В качестве материала для стен кабины можно использовать тонкое
железо, а также фанеру, брезент, прочитанные огнестойким составом, или другие
огнестойкие материалы. Каркас кабины делают из металлических труб или уголковой
стали. Дверной проем кабины обычно закрывают брезентовым занавесом, укрепленным
на кольцах.
Для окраски стен кабины рекомендуется применять цинковые белила, желтый крон, титановые белила, которые хорошо поглощают ультрафиолетовые лучи. Окраска сварочных цехов и кабин в темные цвета не рекомендуется, так как при этом ухудшается общая освещенность места сварки. В тех случаях, когда сварочные работы приходится выполнять на открытых участках цеха, места сварки со всех сторон надо огораживать щитами или ширмами. Наружные стороны таких оградительных устройств рекомендуется окрашивать в яркие цвете (лучше в виде «зебры»), чтобы они лучше просматривались. Чтобы предупредить посторонних лиц об опасности, на таких щитах надо делать крупными буквами надписи: «Осторожно, идет сварка»!
В организации сварочных работ важное значение имеет
правильное размещение оборудования. Многопостовые агрегаты и установки,
состоящие из нескольких сварочных агрегатов, располагают в отдельном помещении
или на площади общего производственного помещения, огражденной постоянными
перегородками высотой не менее 1,7 м. Сварочные преобразователи при работу
создают шум, оказывающий вредное действие на нервную систему человека, вызывая
понижение внимания и снижение работоспособности. По этой причине все сварочные
преобразователи надо изолировать в помещение цеха или вынести их за пределы
производственного помещения, огородив со всех сторон и укрыв от атмосферных
осадков.
Сварочные преобразователи при работу
создают шум, оказывающий вредное действие на нервную систему человека, вызывая
понижение внимания и снижение работоспособности. По этой причине все сварочные
преобразователи надо изолировать в помещение цеха или вынести их за пределы
производственного помещения, огородив со всех сторон и укрыв от атмосферных
осадков.
В стационарных многопостовых сварочных установках присоединение сварочных постов к электросварочному агрегату осуществляют через общий щит, на котором должны находиться необходимые измерительные приборы, защитные средства, сигнальные лампочки, рубильники и зажимы для присоединения сварочных постов. При однопостовой сварке должны быть предусмотрены индивидуальные щиты, оборудованные вольтметром и сигнальной лампочкой, указывающей сварщику на наличие пли отсутствие напряжения в сварочной цепи.
Проходы между многопостовыми сварочными агрегатами и между
установками автоматической сварки должны быть не менее 1,5
м; проходы между однопостовыми сварочными трансформаторами или между
сварочными генераторами, а также проходы с каждой стороны стеллажа или стола
для выполнения ручных сварочных работ — не менее 1
м. Расстояние между стационарным сварочным агрегатом и стеной или
колонной должно составлять не менее 0,5
м, а расстояние между стеной или колонной и сварочным автоматом — не менее
1 м. Проходы между машинами точечной и шовной (роликовой) сварки с
расположением рабочих мест напротив друг друга должны быть не менее 2
м, а между машинами стыковой сварки — не менее 3
м. Мри расположении перечисленных выше машин тыльными сторонами друг к
другу ширина проходов должна быть не менее 1 м, а при расположении
передними и тыльными сторонами друг к другу — не менее 1,5
м.
Расстояние между стационарным сварочным агрегатом и стеной или
колонной должно составлять не менее 0,5
м, а расстояние между стеной или колонной и сварочным автоматом — не менее
1 м. Проходы между машинами точечной и шовной (роликовой) сварки с
расположением рабочих мест напротив друг друга должны быть не менее 2
м, а между машинами стыковой сварки — не менее 3
м. Мри расположении перечисленных выше машин тыльными сторонами друг к
другу ширина проходов должна быть не менее 1 м, а при расположении
передними и тыльными сторонами друг к другу — не менее 1,5
м.
Инструменты и принадлежности сварщика
К инструменту сварщика относятся:
1. Электрододержатель служит для зажима электрода и подвода к нему сварочного тока. Он должен прочно
удерживать электрод, обеспечивать удобное и прочное закрепление сварочного
кабеля, а также быстрое удаление огарков и закладку нового электрода. Электрододержатели изготовляют трех типов по ГОСТ 14651-78: для тока 125 А и
провода сечением 25 мм2, для тока 315 А и провода сечением 50
мм, для тока 500 А и провода сечением 70 мм2. Они должны выдерживать 8000
зажимов электродов, затрачивая на каждую замену электрода не более 4 с.
Применяют электрододержатели с различными способами закрепления электродов.
Электрододержатели изготовляют трех типов по ГОСТ 14651-78: для тока 125 А и
провода сечением 25 мм2, для тока 315 А и провода сечением 50
мм, для тока 500 А и провода сечением 70 мм2. Они должны выдерживать 8000
зажимов электродов, затрачивая на каждую замену электрода не более 4 с.
Применяют электрододержатели с различными способами закрепления электродов.
Рис. Виды электрододержателей
2. Щиток или маска применяется для предохранения глаз и кожи лица сварщика от вредного влияния инфракрасного излучения и брызг металла.
В них имеется смотровое отверстие, в которое вставляют специальное стекло – светофильтр, задерживающий инфракрасные и ультрафиолетовые лучи и снижающий яркость световых лучей дуги. Снаружи светофильтр защищен от брызг металла простым прозрачным стеклом.
Рис. Защитные средства глаз и лица сварщика
3. Сварочные провода по которым ток от силовой сети подводится к сварочному аппарату (марки КРПТ) от
сварочных аппаратов к местам работы, сварочный ток поступает по гибкому проводу
марки ПРГ, АПР, или ПРГД с резиновой изоляцией.
Сварочные провода по которым ток от силовой сети подводится к сварочному аппарату (марки КРПТ) от
сварочных аппаратов к местам работы, сварочный ток поступает по гибкому проводу
марки ПРГ, АПР, или ПРГД с резиновой изоляцией.
К принадлежностям сварщика относятся;
1. Стальная щётка, применяемая для зачистки металла от грязи, ржавчины перед сваркой и шлака после сварки.
2. Молоток с заострённым концом для отбивки шлака со сварочных швов и для поставки личного клейма.
3. Зубило для вырубки дефектных мест сварного шва.
4. Шаблоны — для замера геометрического размеров швов.
5. Измерительные инструменты (линейка, рулетка).
6. Угольник для проверки углов используется.
Контрольные вопросы:
1. Чем отличается стационарный сварочный пост от передвижного?
2. Требования к устройству сварочных постов?
3.
Перечислить
инструменты и принадлежности электросварщика.
4. Какой инструмент предназначен для удаления шлаковой корки?
Тест:
1. Для каких номинальных токов выпускают электрододержатели?
а). менее 125 А
б). 220 А
в). 380 А
г). 125 А; 200 А; 250 А; 220 А; 315 А; 400 А; 500 А;
2. Масса электрододержателя может составлять:
а). 0,35-0,75 кг
б). до 0,35кг
в). свыше 0,75 кг
г). 100 г
3. Электрододержатели должны обеспечивать смену электрода за время не более:
а). 1 с
б). 4 с
в). 10 с
г). 4 0с
4. Длина сварочного кабеля не должна превышать:
а). 10 м
б). 40 м
в). 100 м
г). 400 м
5. Площадь
сечения сварочного кабеля выбирают в зависимости от сварочного тока и
допустимых нагрузок из расчетов:
Площадь
сечения сварочного кабеля выбирают в зависимости от сварочного тока и
допустимых нагрузок из расчетов:
а). 1-4 А/м2
б). 5-7 А/м2
в). 8-14 А/м2
г). 15-20 А/м2
6. Площадь сечения оножилого кабеля для силы сварочного тока 200 А должна составлять:
а). 10 м 2
б). 40 м 2
в). 100 м 2
г). 400 м 2
7. При продолжительной непрерывной работе кабель и электрододержатель перегреваются, поэтому сечение кабеля выбирают с учетом возможности его нагрева при работе до:
а). 30°С
б). 40° С
в). 80°С
г). 100°С
100°С
8. Выпускают 13 классов светофильтров и выбирают их в зависимости от:
а). возраста сварщика
б). скорости сварки
в). напряжении на дуге
г). силы сварочного тока
9. Какой цвет имеют светофильтры сварщика?
а). красный
б). желтый
в). зеленый
г). синий
10. Защита светофильтра от брызг металла при сварке обеспечивается пластинками из оргстекла, которые по мере повреждения заменяются новыми 1-2 раза в:
а). 1 час
б). смену
в). месяц
г). год
Ответы теста
Вопрос | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
Ответ |
|
|
|
|
|
|
|
|
|
|
Требования к сварочным постам — Студопедия.
 Нет
НетУрок №37-38 гр.СРСМ-20 29.10.2020 г.
Задание: изучить материал по предложенной теме урока.
Цели урока: 1. Обучающая- закрепление теоретических знаний, полученных на уроках по спецдисциплинам,
2.Развивающая- развитие интереса к изучаемым предметам и выбранной профессии. Формирование творческого подхода к решению проблем.
3. Воспитательная- пропаганда профессии «Сварщик», научиться работать командно, умению общаться, воспитывать сотрудничество
Задачи: развивать у студентов умения применять знания в решении новых познавательных и практических задач.
Тема урока: Сравнительная характеристика видов покрытий электродов
Сварочный пост
Сварочный электрод — это металлический стержень способный проводить электричество. Бывает несколько видов сварочных электродов, плавящиеся и неплавящиеся. На плавящиеся электроды нанесено специальное покрытие — обмазка, которая состоит из различных компонентов.
Основная задача электродной обмазки защитить сварочную ванну от воздействий извне, обеспечить бесперебойное горение дуги и создать шов, отвечающий особыми характеристиками. Поэтому в зависимости от поставленных задач сварки, производятся электроды с различной обмазкой: рутиловые, имеющие основное, целлюлозное и кислое покрытие.
Отвечая на вопрос, чем отличаются рутиловые электроды от электродов с основным покрытием, можно понять, что основное отличие в составе обмазки. Наполнителем в данном случае служат различные вещества, процентное содержание которых сильно отличается для электродов с разными покрытиями.
Характеристики электродов во многом зависят именно от типа покрытия. Поэтому очень важно понимать, где лучше всего использовать электроды с вышеперечисленными четырьмя покрытиями: основным, рутиловым, целлюлозным и смешанным.
Электроды с основным покрытием
Основу данного покрытия составляют фтористые соединения. По своему химическому составу металл, наплавленный электродами с основным покрытием, очень близок к спокойной стали. Сварочный шов отличается высокими показателями ударной вязкости, прочности и пластичности, благодаря низкому содержанию в составе покрытия электродов, неметаллических включений, газов, а также, вредных примесей.
По своему химическому составу металл, наплавленный электродами с основным покрытием, очень близок к спокойной стали. Сварочный шов отличается высокими показателями ударной вязкости, прочности и пластичности, благодаря низкому содержанию в составе покрытия электродов, неметаллических включений, газов, а также, вредных примесей.
Электроды с основным покрытием несколько уступают другим электродам, в плане чувствительности при сварке ржавых металлов. Также, в процессе сварки нередко образуются поры на швах. Электроды, имеющие основное покрытие достаточно чувствительны к воздействию влаги, поэтому они быстро отсыревают, требуя прокалки перед использованием.
Электроды с рутиловым покрытием
Рутиловые электроды имеют в составе покрытия наибольший процент содержания природного диоксида титана (рутиловый концентрат). Сварочный шов, полученный с использованием рутиловых электродов, обладает меньшим растрескиванием, а по своим характеристикам, он соответствует полуспокойным и спокойным сталям.
По сравнению с другими электродами, рутиловые имеют гораздо больше преимуществ. В первую очередь, к ним относится лёгкое отделение шлака и стабильное поддержание сварочной дуги. Металл при сварке электродами с рутиловым покрытием меньше разбрызгивается, а сами электроды не так сильно подвержены влаге. Они стабильно варят даже на плохо подготовленных, ржавых металлах.
Электроды с кислым покрытием
В составе обмазки электродов с кислым покрытием содержится наибольший процент кремния, марганца и оксиды железа. Электроды с кислым покрытием могут использоваться для сварки, как на переменных, так и на постоянных токах.
Однако электроды с данным видом обмазки имеют один существенный недостаток, это образование так называемых «горячих трещин». Кислотные электроды не образуют пор при сварке ржавого металла, или, например, при существенном удлинении сварочной дуги.
Электроды с целлюлозным покрытием
Обмазка целлюлозных электродов наполовину состоит из органических компонентов, чаще всего из целлюлозы. Сварочный шов, наплавленный целлюлозными электродами, содержит большой процент водорода. При сварке электродами с целлюлозным покрытием образуется равномерный обратный валик.
Сварочный шов, наплавленный целлюлозными электродами, содержит большой процент водорода. При сварке электродами с целлюлозным покрытием образуется равномерный обратный валик.
Электроды со всеми вышеперечисленными покрытиями предназначены для сварки низколегированных и углеродистых сталей. Все они применяются для того, чтобы получить сварные соединения, отличающиеся какими-то особыми характеристиками, которые требуют условия эксплуатации металлоконструкций.
Вывод
Покрытие сварочных электродов напрямую влияет на эффективность работы и качество соединения. Кроме того обмазка определяет функции и назначение электродов.
Покрытия и изделия в целом, создаются в соответствии с правилами ГОСТа, написанными для конкретных сварочных работ и электродов. Стержни с разной обмазкой могут отличаться по цене и параметрам. Это зависит от сферы применения и задач, которые они должны выполнять.
Сварочный пост.
Что такое электро- или газосварочный пост? Если просто, то это рабочее место сварщика, которое полностью оборудовано необходимыми приборами, аппаратами, инструментами и расходными материалами. Здесь же должна быть вытяжка для удаления всевозможных газов, которые сопровождают сварочный процесс, это требования безопасности. Обязательно наличие верстака, стула и других атрибутов мастерской.
Здесь же должна быть вытяжка для удаления всевозможных газов, которые сопровождают сварочный процесс, это требования безопасности. Обязательно наличие верстака, стула и других атрибутов мастерской.
Виды сварочных постов
В классификацию сварочных постов входит два вида: стационарный и передвижной (переносной). Последний можно перевозить на разные объекты. Особенность деятельности в стационарном посту – это заготовка приносится к сварщику. В передвижном варианте сварщик приезжает к заготовке.
Стационарный сварочный пост
Размеры сварочного поста определяются объемом выполняемых сварщиком работ. Но высота кабины обычно не меньше 2 м. Пол, потолок и стены изготавливаются из негорючих материалов. Это требования безопасности.
Освещение рабочего места не должно быть меньше 80 Люкс. Идеально, если будет комбинация искусственного освещения с дневным. Подключение всех видов электрического оборудования к системе заземления здания цеха обязательно. Пост для ручной дуговой сварки стационарного типа должен оборудоваться хорошо работающей вентиляцией. Основное к ней требование – это воздухообмен в пространстве поста 40 м³/ч.
Пост для ручной дуговой сварки стационарного типа должен оборудоваться хорошо работающей вентиляцией. Основное к ней требование – это воздухообмен в пространстве поста 40 м³/ч.
Поверхность рабочего верстака – это чугунная плита толщиною 20-25 мм. При этом ее поверхность должна находиться на высоте 50-70 см над уровнем пола. Внутри каждой рабочей кабины должен устанавливаться рубильник и магнитный пускать, обеспечивающие включение и отключение сварочного трансформатора.
Внимание! Сварочное оборудование может устанавливаться как внутри помещения, так и снаружи. При этом максимальное расстояние от него до сварного аппарата не должно превышать 15 м.
Передвижной сварочный пост
По сути, это рабочее место электро- или газосварщика на открытом воздухе. Поэтому к данному месту не такие жесткие требования безопасности. Здесь нет системы вентиляции, из поверхностей лишь потолок, который является крышей навеса, закрывающего пространство от природных осадков.
В основном используется дневное освещение, но каждый верстак снабжен локальной осветительной системой, которая работает независимо от других объектов. Но, как и на стационарном посту, на переносном также организуется система заземления. Некоторые переносные сварочные кабины закрываются со всех сторон защитными панелями. Но есть к его обустройству одно требование – между панелями должен всегда оставляться зазор в пределах 50 см. Это и будет своеобразная система вентиляции сварочного поста.
Что касается оборудования сварочного поста для ручной дуговой сварки или газосварки (имеется в виду передвижного типа), то кроме верстака и стула устанавливаются тумбы, в которых хранится инструмент и расходный материал для проведения работ.
Существуют передвижные сварочные посты, которые организуются на автомобильных шасси. Это по-настоящему передвижной объект. В его конструкции обычно размещают до трех сварных агрегатов. Такую машину подгоняют к объекту, и работают на нем сразу три сварщика.
Обшивают большую машинную конструкцию тонким листовым железом, тем самым соблюдая требования безопасности. Внутри устанавливают один длинный верстак, здесь же располагаются тумбы, печь для прокалки электродов, ящики для складирования кабелей и шлангов. В общем, это мобильная установка, с помощью которой можно выполнять большой объем работ.
Такие сварочные посты для газовой сварки или электросварки могут располагаться не на автомобильных шасси, а на полозьях. В верхней части его каркаса по углам делаются проушины, за которые всю конструкцию поднимают с помощью крана и переносят на необходимый участок. Или грузят на машину и перевозят на другие объекты.
Требования к сварочным постам
Общие требования
Требования к организации сварочных постов основываются на соблюдении техники безопасности и обеспечения комфорта в проведении работ. Важно обеспечить заземление всех энергопотребляющих установок. Для их размещения очень желательно сделать основание из бетона или кирпичной кладки. Пост должен иметь все необходимое для хранения не только инструмента, но и документации.
Пост должен иметь все необходимое для хранения не только инструмента, но и документации.
Вкратце об основных требованиях. Обязательно наличие вентиляции. Стол делается из стали или чугуна. Сварщик во время работы должен стоять на резиновом коврике.
Для случаев, когда сварщик работает сидя, необходимо предусмотреть специальное кресло с сидением, не проводящим ток. Оно должно быть прочным, но легким и небольшим, чтобы можно было при необходимости передвинуть одной рукой. Естественно, что сидение должно быть удобным, поскольку иногда приходится работать специалисту по несколько часов без перерыва.
Невозможна продуктивная работа без достаточного освещения. Яркость должна быть не избыточной, но в то же время даже мелкие детали должны хорошо освещаться. Как показывает практика, для работы достаточно 80 Люмен. Расположить источник света следует непосредственно над столом. Если это невозможно, то допускается размещение осветительного прибора в непосредственной близости от рабочего места.
Даже если речь идет о многопостовой сварке, то все равно нужен рубильник, поворотом которого можно в одно мгновение отключить подачу электричества. Это может понадобиться в экстренной ситуации и для обесточивания участка по окончании рабочего дня.
Чем занимаются сварщики? Узнайте в этом посте!
Сварщики — это профессионалы, хорошо разбирающиеся в различных процессах сварки. Сварщик использует многочисленные методы сварки для изготовления металлических соединений и компонентов, используемых в различных отраслях промышленности и промышленных продуктах.
Сварщики также несут ответственность за обеспечение того, чтобы методы сварки соответствовали предписанным стандартам качества и безопасности. Подготавливают материалы и оборудование для сварки, осматривают и анализируют свариваемые изделия на выявление дефектов сварки и их источников.
Содержание
Что такое сварка? Какова роль сварщика?
- Подайте заявку на получение степени сварщика в NEIT!
Загрузка…
Сварка — это процесс соединения металлов с применением тепла, давления или их комбинации.
Когда необходимо соединить две металлические детали, тепло и давление помогают расплавить два металла. Как только расплавленный металл затвердевает, две части соединяются прочной связью.
Сварка имеет значительные преимущества перед другими способами соединения.
Вы можете создавать герметичные соединения, избегать вибраций из-за ослабленных креплений и даже выполнять сварку под водой. Поскольку сварка является недорогим процессом и обеспечивает высокую прочность соединения, она остается одним из наиболее предпочтительных способов соединения металлов.
Можете ли вы представить себе отрасль, в которой не требуется соединение металлов? Металлические соединения находят свое применение в мостах, сооружениях, жилых домах, автомобилях, поездах, электростанциях, нефтеперерабатывающих заводах и во многих других областях. Везде, где нужно соединить металл, нужна сварка!
Какие бывают виды сварки?
В зависимости от металлов, которые вы хотите соединить, желаемой прочности соединения и простоты эксплуатации, вы можете использовать один из нескольких способов сварки.
Если вы хотите стать сварщиком, вы можете получить опыт в любой из следующих технологий. Наиболее часто используемые методы сварки:
Дуговая сварка
Дуговая сварка использует электрическую дугу от внешнего источника питания для выработки тепла, необходимого для плавления и соединения металлов. Источник питания подключается к электроду, который проводит ток или расплавляется непосредственно в сварочной ванне за счет приложенного тепла.
Этот метод сварки прост, недорог, быстр и надежен. Вы можете найти применение дуговой сварке в автомобильной, судостроительной и строительной отраслях.
Дуговая сварка с флюсовым покрытием (FCAW)
FCAW — это разновидность дуговой сварки. Электрод, используемый для FCAW, содержит флюс, который защищает сварочную ванну от загрязнения. FCAW имеет высокую скорость осаждения металла, что делает его идеальным для высокоскоростных применений, таких как линии массового производства.
Мягкая сталь, низколегированная сталь и нержавеющая сталь являются распространенными материалами, которые можно соединять с помощью FCAW.
Дуговая сварка защитным металлом (SMAW)
SMAW очень похож на дуговую сварку с флюсовым покрытием. Единственная разница между SMAW и FCAW заключается в том, что электроды SMAW являются сплошными и имеют внешнее покрытие из флюса, в то время как электроды FCAW имеют трубчатую форму с внутренним сердечником из флюса.
Дуговая сварка металлическим газом (GMAW)
Дуговая сварка металлическим газом (GMAW) или сварка металлов в среде инертного газа (MIG) использует расходуемый электрод проволочного типа. Защитный инертный газ проходит через сварочную горелку и помогает защитить сварочную ванну от атмосферных загрязнений.
Первоначально разработанный для алюминия и других цветных металлов, GMAW теперь используется для сварки стали и ее сплавов.
Газовая вольфрамовая дуговая сварка (GTAW)
Сварка GTAW или сварка вольфрамовым электродом в среде инертного газа (TIG) очень популярна, поскольку в ней используется неплавящийся электрод. Вольфрамовый электрод и присадочный металл помогают создать соединение между двумя металлами.
Вольфрамовый электрод и присадочный металл помогают создать соединение между двумя металлами.
Инертные газы, такие как аргон или гелий, защищают свариваемую область от загрязнения, и для большинства, хотя и не для всех, сварочных работ требуется присадочный металл.
Источник: https://en.wikipedia.org/wiki/Gas_tungsten_arc_welding#/media/File:GTAW.svg
Должностные обязанности сварщика
Давайте рассмотрим должностные обязанности и должностную инструкцию сварщика. Сварщики работают в производственной и строительной отрасли и подобных областях в зависимости от их навыков и уровня опыта.
Должностная инструкция сварщика может включать одну из следующих обязанностей:
- Изготовление металлических соединений и изделий
- Изучение и анализ чертежей, чертежей и эскизов металлических соединений.
- Расчет размера сварного шва, необходимого для крепления соединяемых металлических деталей
- Проверка соответствия заготовки установленным стандартам качества и безопасности
- Проведение проверок на месте для выявления дефектов и отклонений
- Рекомендации по сварке способы соединения того или иного набора металлов
- Выполнение послесварочных работ, таких как заделка отверстий, снятие заусенцев, забивание выпуклостей и изгибов
- Техническое обслуживание сварочного оборудования и машин
Каковы требования для того, чтобы стать сварщиком?
Учитывая масштабы, в сварочной отрасли всегда существует высокий спрос на квалифицированных специалистов. Если вы хотите заняться сваркой или стать сертифицированным инспектором по сварке, вам необходимо выполнить следующие требования:
Если вы хотите заняться сваркой или стать сертифицированным инспектором по сварке, вам необходимо выполнить следующие требования:
Образование
Если вы хотите стать сварщиком, вам потребуется диплом GED или средней школы. Получив GED, вы можете подать заявку на получение сертификата сварщика.
Типичная программа сертификации сварщиков может занять от шести до восемнадцати месяцев. Во время программы сертификации вы изучите различные методы и приемы сварки. Чтобы еще больше повысить свои шансы на трудоустройство, вы можете пройти программу ученичества для дополнительного обучения и обучения на рабочем месте.
Степень младшего специалиста в области технологий сварки может проложить путь к успешной карьере. Студенты изучат теорию и пройдут обучение сварке для соединения материалов с использованием различных процессов сварки в течение этой двухлетней программы сварки.
Ваш колледж также может привлечь вас к строительным проектам или производственным работам во время вашего ученичества, чтобы улучшить ваши навыки сварщика.
Обучение
Наряду с обязательным образованием, обучение является важной частью профессии сварщика. Во время программ обучения и сертификации сварщики работают над реальными проектами полный рабочий день на фактическом рабочем месте и обращаются со сварочным оборудованием для выполнения своих сварочных обязанностей.
Во время работы инструктор по работе или начальник цеха также обучает сварщиков различным протоколам безопасности, важным для обращения с электроинструментами и оборудованием.
Сертификаты
Для выполнения своих должностных обязанностей сварщика вы также можете пройти одну из сертификационных программ. Ниже приведены некоторые из наиболее популярных типов сертификатов сварщика:
Ниже приведены некоторые из наиболее популярных типов сертификатов сварщика:
- Сертифицированный сварщик (CW)
- Сертифицированный инспектор по сварке (CWI)
- Старший сертифицированный сварки инспектора (SCWI)
- Сертифицированный сварки (CWE)
- Сертифицированный представитель сварки (CWSR)
- Сертифицированный ассоциированный ассоциированный сварки (CAWI)
686 Сертифицированный Сертифицированный сварки (CAWI)
686 Сертифицированный ассоциированный сварки (CAWI)
- 8686
- Сертифицированный ассоциированная сварная сварная сварная сварная сварная сварная сварная сварная сварная сварная сварная сварная сварная сварная служба (CWSR). Сертифицированный специалист по роботизированной дуговой сварке (CRAW)
- Сертифицированный супервайзер по сварке (CWS)
- Сертифицированный инженер по сварке (CWE)
Навыки
Как сварщик, вы также должны обладать этими чертами для сварки механических конструкций, строительных изделий и поверхностей и выполнения различных сварочных работ:
- Физическая приспособленность
- ОТДЕЛ ВНИМАНИЕ КОНТАРТА
- Хорошая ловкость и видение
- Хорошие навыки общения
- Способность решать проблемы с реальной жизнью
- . 0016
 0016
0016В каких отраслях работают сварщики?
Некоторые из ведущих отраслей, которые предлагают сварщикам привлекательные предложения о работе:
- Производство механических, архитектурных и строительных изделий
- Горнодобывающая, сельскохозяйственная и строительная техника
- Производство автомобилей, тяжелых автомобилей, прицепов и кузовов
- Машины общего назначения
Другие работодатели сварщиков
В дополнение к вышеуказанным секторам, сварщики также могут работать как:
- Подрядчики специализированной торговли
- Самозанятые сварщики
- Специалисты по ремонту и техническому обслуживанию
- Оптовики товаров длительного пользования
- Сварщики-строители
Какова рабочая среда сварщика?
Существует распространенное заблуждение, что сварщики работают во вредных условиях. Однако использование защитного снаряжения и оборудования помогло создать безопасное рабочее место для промышленных рабочих.
Сварщики обычно работают по 40-часовому графику. Вы также можете увеличить свой заработок, работая сверхурочно, поскольку спрос на сварку огромен.
Примерно 20% сварщиков работают более 50 часов в неделю. Работа может подвергать сварщика таким опасностям, как вдыхание вредных сварочных газов.
Рабочие в производственной и строительной отрасли или на ремонтных работах могут соединяться с металлическими деталями, расположенными на большой высоте, и подвергаться риску несчастных случаев. Такие факторы заставляют сварщика придерживаться рекомендаций, которым его учат во время обучения или получения степени.
Сколько зарабатывает сварщик?
По данным Бюро статистики труда (BLS), в 2019 году средняя годовая заработная плата сварщиков составляла 42 490 долларов США или 20,43 долларов США в час. В том же году десять процентов лучших сварщиков зарабатывали до 64 240 долларов США. Поскольку среди сварщиков распространена сверхурочная работа, большое количество сварщиков ежедневно работают по 12 часов. Прогнозируется, что в ближайшие десять лет занятость сварщиков вырастет на 3%.
Прогнозируется, что в ближайшие десять лет занятость сварщиков вырастет на 3%.
Как стать сварщиком?
Процесс становления сварщиком можно условно разделить на четыре этапа. Они:
- Получите аттестат о среднем образовании или GED : Диплом о среднем образовании помогает обеспечить базовую основу, необходимую для устройства на любую работу. Поскольку сварщикам требуются технические знания, арифметика и геометрия, которые вы изучаете на начальном этапе, очень помогают.
- Получите сертификат или степень в области сварки : Вы можете получить сертификат или степень младшего специалиста в лучших колледжах США по сварке, чтобы улучшить свои перспективы успешной карьеры. Программы сертификации обычно длятся от шести до восемнадцати месяцев, а получение степени младшего специалиста обычно занимает два года.
- Участие в обучении или стажировке : Сварщику, проходящему стажировку в производственной, структурной или ремонтной компании, может помочь освоить ремесло на практике. Благодаря практическому опыту сварки различных металлических поверхностей и металлических деталей ваши навыки улучшатся, и ваша карьера может начаться хорошо.
- Получение сертификата сварщика: Получение сертификата — отличный способ подтвердить свои знания в области сварки, а также продемонстрировать свой уровень знаний потенциальным работодателям. Большинство этих сертификатов выдает Американское общество сварщиков (AWS).
 Благодаря практическому опыту сварки различных металлических поверхностей и металлических деталей ваши навыки улучшатся, и ваша карьера может начаться хорошо.
Благодаря практическому опыту сварки различных металлических поверхностей и металлических деталей ваши навыки улучшатся, и ваша карьера может начаться хорошо.Готовы начать свою карьеру сварщика? Посетите наш веб-сайт, чтобы узнать больше о наших очных курсах и программах получения степени в области сварочных технологий.
Где обычно работают сварщики?
Сварщики работают в производственной, структурной и строительной промышленности для соединения металлов и компонентов.
Что делают сварщики?
Сварщики изготавливают металлические соединения, необходимые для сборки или ремонта и технического обслуживания изделий.
Хорошо ли зарабатывают сварщики?
Средняя заработная плата сварщиков в 2019 году составляла 42 490 долларов США в год. Существует также возможность зарабатывать больше, работая сверхурочно.
Существует также возможность зарабатывать больше, работая сверхурочно.
Сварщик — хорошая работа?
Быть сварщиком — хорошая работа, так как вы можете получать достойную оплату и возможности для заработка. Работа в основных секторах также приносит удовлетворение от работы, что делает сварку отличным вариантом карьеры.
Подберите сварочные перчатки в соответствии с областью применения
12 мая 2022 г.Приблизительно 754 000 специалистов по сварке в Соединенных Штатах, а также тот факт, что это одна из самых опасных профессий, в сварочной промышленности приходится значительная доля травм из-за воздействия опасностей ежедневно .
Это означает, что риск подвергнуться опасному для жизни происшествию значительно возрастает, особенно когда речь идет о руках сварщика, так как они находятся ближе всего к источникам опасности. Если приняты надлежащие меры предосторожности, в том числе надевание надлежащих СИЗ для рук, в большинстве случаев – , если не все – аварий можно избежать.
К сожалению, найти сварочную перчатку, которая лучше всего подойдет для вашего применения, может оказаться непросто, поскольку на рынке существует множество вариантов. Поскольку этот процесс может запутаться, мы здесь, чтобы помочь.
Почему так важен правильный выбор защитных перчаток
Руки сварщика очень восприимчивы к травмам из-за их близости к опасным уровням тепла и энергии, включая ожоги, поражение электрическим током, порезы, раздробление пальцев и многое другое.
Чтобы избежать поездки в больницу, важно рассмотреть, как различные виды сварочных работ могут подвергать рабочих различные уровни тепловой опасности, даже если эти различия незначительны. Эти иногда небольшие различия могут оказать огромное влияние на долговечность, комфорт и производительность. вашей сварочной перчатки.
Для начала рассмотрим четыре основных типа сварки. лучше понять, какие характеристики искать в вашей следующей сварочной перчатке.
- MIG – Дуговая сварка металлическим газом (GMAW)
- TIG – Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW)
- Стержень – Дуговая сварка в защитном металле (SMAW)
- Порошковый сердечник – Дуговая сварка флюсовой проволокой (FCAW)
Типы сварки и соответствующие перчатки
Сварка МИГ
Универсальный метод, используемый как для толстых, так и для тонких материалов, сварка металлическим инертным газом (MIG) или дуговая сварка металлическим газом (GMAW) представляет собой процесс дуговой сварки (с защитным газом), который подвергает рабочих воздействию средней и высокой температуры и среднему количеству искры и расплавленные брызги.
Сварщик держит доминирующей рукой сварочный пистолет, который нагревает и подает непрерывный сплошной проволочный электрод в сварочную ванну пистолета, сплавляя два основных материала вместе, образуя фасонный шов. Между тем, недоминирующая рука стабилизирует тело и доминирующую руку, при этом отводя тепло от сварного шва.
Поскольку руки постоянно находятся близко к сварному шву, требуется перчатка с высоким уровнем теплозащиты тыльной стороны ладони. Кроме того, для работы со спусковым крючком требуется умеренная ловкость.
Рекомендации по перчаткам HexArmor®:
Мы рекомендуем использовать наши сварочные перчатки HeatArmor® 5054, 5055 и 5058 для этого типа сварки.
Сварка ВИГ
Сварка вольфрамовым электродом в среде инертного газа (TIG), также известная как дуговая сварка вольфрамовым электродом (GTAW), представляет собой процесс дуговой сварки, который идеально подходит для высококачественной и точной сварки тонких металлов.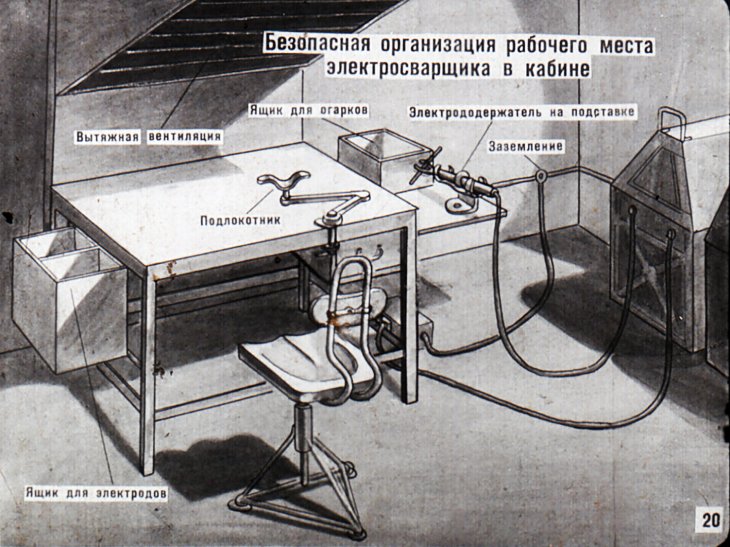 TIG производит сварку неплавящимся вольфрамовым электродом, подвергая сварщика воздействию низких температур, небольшого количества искр и брызг расплавленного металла.
TIG производит сварку неплавящимся вольфрамовым электродом, подвергая сварщика воздействию низких температур, небольшого количества искр и брызг расплавленного металла.
Как и сварка MIG, сварка TIG выполняется двумя руками: основная рука держит сварочную горелку, а другая рука подает проволоку в сварочную ванну горелки.
Из-за этого перчатке требуется небольшая или средняя теплозащита ладони и тыльной стороны руки, но требуется высокий уровень ловкости и тактильных ощущений.
Рекомендации по перчаткам HexArmor®:
Мы рекомендуем использовать наши сварочные перчатки HeatArmor® 5058 для этого типа сварки.
Ручная сварка
Сварка стержнем или дуговая сварка защитным металлом (SMAW) — это самый простой и самый старый вид сварки и наиболее часто используемый метод сварки во всех процедурах дуговой сварки. Для соединения различных металлов используется электрический ток, который расплавляет как металлический присадочный электрод (стержень или «палку»), так и металлическое соединение, сплавляя их вместе. Стержень покрыт флюсом, который при сгорании создает защитный газ, необходимый для эффективной сварки.
Стержень покрыт флюсом, который при сгорании создает защитный газ, необходимый для эффективной сварки.
Сварка стержнем — это грязный процесс, используемый при работе с самыми тяжелыми объектами и материалами. Ведущая рука сварщика удерживает зажим и направляет стержень, в то время как неведущая рука стабилизирует тело, вызывая очень сильное воздействие тепла, искр и брызг расплавленного металла. Кроме того, руки и тело приближаются к рабочей зоне по мере израсходования стержня.
Ищите перчатки с высоким уровнем теплозащиты ладони и тыльной стороны руки для этого применения и обратите внимание, что требуется очень небольшая ловкость.
Рекомендации по перчаткам HexArmor®:
Мы рекомендуем использовать наши сварочные перчатки HeatArmor® 5050, 5051 и 5054 для этого типа сварки.
Флюсовый сердечник
В то время как для сварки MIG требовалось использование газовой защиты, флюсовой сердцевины или дуговой сварки с флюсовой проволокой (FCAW), используется флюсовая проволока (отсюда и название «флюс») с дополнительным защитным газом. Это делает сварку с флюсовой сердцевиной более эффективной, чем MIG, для работы с тяжелыми материалами/металлами. Кроме того, вы можете думать об этом как о более эффективной версии палки.
Это делает сварку с флюсовой сердцевиной более эффективной, чем MIG, для работы с тяжелыми материалами/металлами. Кроме того, вы можете думать об этом как о более эффективной версии палки.
Сварщики используют свою доминирующую руку для удержания пистолета, в то время как недоминирующая рука стабилизирует тело, а доминирующая рука принимает тепло. Поскольку руки постоянно находятся близко к сварному шву, сварщик подвергается воздействию средней и высокой температуры, а также среднему количеству искр и брызг расплавленного металла.
Ищите перчатки с высоким уровнем теплозащиты тыльной стороны ладони, а также с умеренным уровнем ловкости при нажатии на спусковой крючок.
Рекомендации по перчаткам HexArmor®:
Мы рекомендуем использовать наши сварочные перчатки HeatArmor® 5050, 5051 и 5054 для этого типа сварки.
Есть еще вопросы? HexArmor® может помочь
Не все сварочные перчатки одинаковы – и пусть вас не смущает цена. Несмотря на кажущуюся доступность, многие перчатки, представленные сегодня на рынке, изготовлены из некачественных материалов, становятся жесткими после нескольких использований и не обеспечивают должной защиты. Это означает, что вы в конечном итоге покупаете больше перчаток, платите больше за некачественную защиту и комфорт и рискуете получить травму на работе.
Несмотря на кажущуюся доступность, многие перчатки, представленные сегодня на рынке, изготовлены из некачественных материалов, становятся жесткими после нескольких использований и не обеспечивают должной защиты. Это означает, что вы в конечном итоге покупаете больше перчаток, платите больше за некачественную защиту и комфорт и рискуете получить травму на работе.
Мы устранили эти пробелы на рынке, выпустив нашу линейку термостойких перчаток, предназначенных для обеспечения более высокого стандарта безопасности по всем направлениям в нескольких категориях горячих работ, таких как TIG, MIG, Stick и другие. Каждая перчатка из нашей серии HeatArmor® специально сконструирована таким образом, чтобы обеспечить невероятный комфорт, посадку и высокую эффективность и безопасность на протяжении длительного времени.
В дополнение к этому мы усовершенствовали наши перчатки. подумать о рисках, связанных со сваркой вне источников тепла и искр.
Узнайте больше о технологии, специально встроенной в нашу линейку сварочных перчаток HeatArmor®.
Если вы не уверены в том, какие перчатки в настоящее время носите вы или ваши сварщики, мы будем рады помочь вам подобрать наилучший вариант. Дайте нам знать, если вам нужна помощь или вы готовы начать пробную версию — наши специалисты по решениям готовы работать с вами. Позвоните 1-877-MY ARMOR или отправьте нам сообщение.
Посмотреть сварочные перчатки HeatArmor®
Сварка электродами (SMAW) Значение, особенности, оборудование и области применения
Сварка стержнем или SMAW является одним из типов сварки. Далее для прокладки швов используется плавящийся электрод, покрытый флюсом. Дуговая сварка защищенным металлом использует как постоянный, так и переменный ток в зависимости от электрода, необходимого для процесса сварки. Сварщики выполняют большую часть сварочных работ, используя процесс дуговой сварки. Простыми словами, процесс сварки прост и доступен. Подробно ознакомьтесь с различными аспектами дуговой сварки.![]()
Post Highlights:
- Что такое сварка электродами ?
- Процедура сварки электродом
- Основное оборудование SMAW
- Особенности SMAW
- Сварка электродом MIG или TIG?
- Меры безопасности при сварке электродом
- Незначительные проблемы в процессе SMAW
- Советы по повышению производительности сварки электродом
- Применение SMAW или сварки электродами
- Преимущества SMAW
- Недостатки SMAW
- Области применения сварочного аппарата
- Типы работ сварщика SMAW
- Заработная плата сварщика SMAW
Что такое сварка электродом?
Сварка электродом — это процесс с использованием плавящегося электрода, покрытого флюсом, для выполнения сварных швов. Стержень покрыт инертными материалами, которые выделяют инертные газы для защиты расплавленного металла. Таким образом, он может работать в любом положении сварки и материалах различной толщины. Другие названия дуговой сварки: 9.0227 SMAW (дуговая сварка в среде защитного газа), ручная дуговая сварка в среде защитного газа (MMA/MMAW) и дуговая сварка в среде защитного флюса (FSAW).
Стержень покрыт инертными материалами, которые выделяют инертные газы для защиты расплавленного металла. Таким образом, он может работать в любом положении сварки и материалах различной толщины. Другие названия дуговой сварки: 9.0227 SMAW (дуговая сварка в среде защитного газа), ручная дуговая сварка в среде защитного газа (MMA/MMAW) и дуговая сварка в среде защитного флюса (FSAW).
Процедура сварки электродом
При ручной дуговой сварке для выполнения сварных швов используется электрод с флюсовым покрытием. После прохождения электричества через электрод флюс образует газ, экранирующий электрическую дугу в пространстве между металлом и электродом. В результате он останавливает атмосферные газы и защищает сварной шов от загрязнения. SMAW, являющийся простым процессом сварки, не требует сложного оборудования.
Основное оборудование SMAW Ниже представлено основное оборудование для ручной сварки.
1. Держатель электрода и кабели
Держатель электрода представляет собой устройство для удерживания одного конца на электроде. Медные контактные башмаки держателя имеют либо поворотную рукоятку, либо подпружиненный механизм. Кроме того, он обеспечивает плотный захват стержня и непрерывный поток электричества. Кроме того, убедитесь, что между держателем, электродом и кабелем должно быть хорошее электрическое соединение.
Кабели являются источником передачи энергии. Имеют водо- и маслостойкую гладкую, износостойкую и защитную прорезиненную гибкую оболочку. Кроме того, он работает как электрическая изоляция. Диаметр кабеля зависит от необходимого уровня сварочного тока. Так, чем выше ток, тем больше диаметр кабеля.
2. Источник питания
Основной функцией источника сварочного тока является обеспечение постоянной и достаточной мощности для расплавления соединения. Как правило, существует четыре типа источников питания.
Как правило, существует четыре типа источников питания.
i) Трансформатор переменного тока
ii) Трансформатор-выпрямитель переменного/постоянного тока
iii) Генератор постоянного тока
iv) Выпрямитель постоянного тока
(вытяжная вентиляция) система. Он обеспечивает приток свежего воздуха в сам район. Итак, направление движения воздуха должно быть в сторону работы. При сварке в цистерне, отсеке корабля, котле и сварочном цехе должна быть обеспечена надлежащая вентиляция.
4. Защита сварщика
Все виды сварки выделяют тепло, газы и световое излучение. Сварщики должны защищаться от этих вредных газов.
Головной щиток представляет собой хорошо сложенный легкий головной убор. Он состоит из изолирующих и неотражающих материалов. Кроме того, он оснащен защитным фильтрующим стеклом и имеет достаточно темный цвет. В результате он поглощает вредные инфракрасные и ультрафиолетовые лучи, испускаемые в процессе сварки. Сварщики обычно используют ручной или головной щиток при выполнении сварки.
Сварщики обычно используют ручной или головной щиток при выполнении сварки.
Одежда — еще одна защита от горячих брызг, ожогов, шлака и искр. сварщики также должны носить кожаные перчатки длиной до локтя или короткие, полурукавицы или с полными пальцами. Поэтому от них может потребоваться использование кожаных фартуков в зависимости от условий сварки и области применения.
Особенности сварки SMAWСварка стержнем также имеет различные особенности, как и другие виды сварки. Они следующие.
- SMAW использует электрод с флюсовым покрытием для прокладки сварных швов.
- Оборудование SMAW является портативным и сравнительно недорогим, чем GMAW.
- В SMAW длина электродов короче, что приводит к ее изменению каждый раз после определенной длины сварных швов. Процесс сварки SMAW
- более универсален для сварки во всех положениях.
- Присадочные материалы в SMAW можно заменить за несколько секунд, а не как в GMAW, на это уходят минуты.
- Сварочный процесс является хорошим и эффективным методом сварки более толстых металлов.
- SMAW может сваривать грязные металлы некоторыми определенными электродами. Например, 6010/11 не возражает против небольшого лакокрасочного покрытия металла при сварке.
- Обычно дуговая сварка защитным металлом используется в трубах высокого давления и газопроводах.
- SMAW может считаться хорошим выбором в ветреных районах или при плохих погодных условиях.

Ручная сварка или Дуговая сварка в среде защитного металла не является сваркой MIG или TIG. Взгляните на все три типа сварки.
Сварка электродом — это процесс, в котором используется расходуемый электрод, покрытый флюсом, для прокладки сварных швов. Кроме того, электрод покрывается инертным материалом и выделяет инертный газ для защиты расплавленного металла. Он использует как переменный ток, так и постоянный ток. Но это зависит от электрода, необходимого для процесса сварки. Дуговая сварка в защитном металле удобна для всех положений сварки.
Он использует как переменный ток, так и постоянный ток. Но это зависит от электрода, необходимого для процесса сварки. Дуговая сварка в защитном металле удобна для всех положений сварки.
MIG (металлический инертный газ) — это процесс сварки, в котором используется расходуемый проволочный электрод. Кроме того, он создает электрическую дугу между металлом и электродом. По мере продвижения процесса между металлами создается тепло, которое плавит их и образует соединения. Сварка MIG используется для сварки металлов, таких как цветные материалы, стали и алюминий.
TIG (вольфрамовый инертный газ) — это процесс дуговой сварки, при котором подается неплавящийся вольфрамовый электрод для прокладки сварных швов. В этом процессе сварки присадочный металл может потребоваться или не потребоваться в зависимости от типа металла. Обычно этот тип используется в разрезах из нержавеющей стали и цветных металлов.
Меры безопасности при сварке электродом Личная безопасность всегда является приоритетом во всех ручных работах в любой отрасли. Обычно при сварке выделяются пары, газы, радиация и т. д. Таким образом, безопасность становится очень важной для сварщика. Основное защитное оборудование для SMAW или любого другого типа сварки:
Обычно при сварке выделяются пары, газы, радиация и т. д. Таким образом, безопасность становится очень важной для сварщика. Основное защитное оборудование для SMAW или любого другого типа сварки:
- A Куртка с длинными рукавами – защита от искр
- A Сварочная маска – защищает голову от травм и глаза от ультрафиолетовых лучей.
- Тяжелые Кожаные перчатки – защищает руку от искр, ожогов и порезов.
- Хорошее знание – сварщику необходимо знать все о мерах безопасности перед началом самого вида сварки.
При сварке SMAW также имеются небольшие проблемы. Они возникают из-за остаточного газа в сварном шве перед охлаждением и затвердеванием. В результате свариваемый металл становится пористым и непрочным. Причины, которые делают свариваемый металл непрочным, следующие.
- Медленная или быстрая скорость перемещения при сварке металла
- Пузырьки газа в сварных швах
- Неподходящие детали из металлов
- Плохой сплав из-за малой мощности и грязных металлических поверхностей
- Неглубокое проникновение из-за слишком быстрого времени прохождения
- Брызги из-за низкого напряжения или высокой силы тока
- Слишком низкий или слишком большой ток в электроде
Получение максимальной отдачи от сварочного процесса зависит от многих факторов, включая навыки и опыт сварщиков. Если все параметры не в порядке, то качество сварки и производительность не будут такими, как хотелось бы. Итак, для лучших результатов сварщику следует воспользоваться следующими советами.
Если все параметры не в порядке, то качество сварки и производительность не будут такими, как хотелось бы. Итак, для лучших результатов сварщику следует воспользоваться следующими советами.
i) Сварщики должны использовать медленную скорость перемещения для менее оптимальных металлов . Преимущество в том, что лужа будет оставаться расплавленной, а газы будут выходить пузырями.
ii) Они должны размещать заготовку под углом от 45° до 75° при работе с более тонкой заготовкой, такой как калибр 10-18. Впоследствии наклон даст сварщику максимальную скорость перемещения, а также предотвратит расширение швов.
iii) Сварщики должны выполнять сварку плоско при работе с тяжелыми пластинами , т.е. 3/16 дюйма или более. Еще одним преимуществом является то, что он обеспечивает наилучшее размещение электродов.
Применение SMAW или сварки электродами Многие отрасли промышленности, такие как ремонт и техническое обслуживание; промышленное изготовление и строительство стальных конструкций используют сварку электродами в различных операциях. Кроме того, сварка SMAW очень портативна и является хорошим выбором для плохих погодных условий.
Кроме того, сварка SMAW очень портативна и является хорошим выбором для плохих погодных условий.
Области применения-
- Обычно процесс сварки электродом используется для сварки нержавеющей стали, чугуна, углеродистой стали, ковкого чугуна и низко/высоколегированной стали.
- Используется в судостроении и производстве сосудов под давлением.
- Черная металлургия Сварка SMAW
- также может сваривать сплавы алюминия, никеля и меди .
Преимуществ дуговой сварки больше, чем недостатков. Далее следует следующее.
- Сварка SMAW очень портативна . Сварщики могут легко переносить его с одного места на другое.
- Еще одним преимуществом SMAW является его работоспособность даже в плохих погодных условиях или в ветреных районах.
- Кроме того, стоимость сварочного оборудования SMAW доступна для всех. Стоимость не так высока, если сравнивать с другими процессами.
- Ручная сварка позволяет выполнять сварку различных металлов .
 Стоимость не так высока, если сравнивать с другими процессами.
Стоимость не так высока, если сравнивать с другими процессами.Недостатки SMAW
Несмотря на то, что это один из лучших видов сварки, он также имеет некоторые недостатки. Они следующие:
- SMAW дает низкую производительность из-за отсутствия автоматизации.
- Процесс сварки электродом имеет более низкую скорость наплавки по сравнению с другими типами.
- Титан или цирконий являются двумя исключениями из процесса SMAW. К ним это не применимо.
- Обычно для сварки SMAW требуется хорошо обученный сварщик . Учащийся не может справиться с этим должным образом.
- SMAW требует частой очистки из-за большого количества брызг.
Следующие отрасли промышленности ежегодно привлекают тысячи претендентов на выполнение сварочных работ в стране и за рубежом.
- Техническое обслуживание и ремонт
- Сталелитейная промышленность
- Обрабатывающая промышленность
- Судостроительная промышленность
Сварщик SMAW Типы вакансий
Ниже приведены некоторые ожидаемые должности для соискателей.
- Сварщик конструкций
- Сварщик
- Комбинированный сварочный аппарат
- Аппарат для сварки труб
- Код сварщика
- Производственный сварщик
- Сертифицированный сварщик
- Сварочный аппарат для резервуаров
- Сварочный аппарат для металлоконструкций
- Промышленный сварочный аппарат
- Подводный сварочный аппарат
- Сварочный аппарат для стали
Заработная плата каждого сварщика неодинакова. Им платят в соответствии с их опытом и навыками. Тенденции заработной платы также различаются от места к месту в Соединенных Штатах. Тем не менее, сварщику с навыками дуговой сварки в защитных газах (SMAW) платят В среднем 18,52 доллара в час. Но они обычно зарабатывают от 13,59 до 27,60 долларов в час . Как правило, шкала заработной платы сварщиков повышается с увеличением опыта и лет.
Тем не менее, сварщику с навыками дуговой сварки в защитных газах (SMAW) платят В среднем 18,52 доллара в час. Но они обычно зарабатывают от 13,59 до 27,60 долларов в час . Как правило, шкала заработной платы сварщиков повышается с увеличением опыта и лет.
Заключение
Таким образом, подробная информация о стержневой сварке или SMAW будет ценна для студентов, сварщиков и других специалистов во многих отношениях во время их карьеры.
Связанный: Другие типы сварки
Архивы сварки — American Torch Tip
Нержавеющая сталь — популярный строительный материал, давно известный своей долговечностью и значительной устойчивостью к коррозии. Сварка этого привлекательного металла создает некоторые уникальные проблемы, которые необходимо учитывать перед началом проекта с нержавеющей сталью.
Рассмотрим подробнее плюсы и минусы работы с этим веществом и рассмотрим лучшие способы сварки нержавейки.
(далее…)
Поделиться:
Процессы дуговой сварки столь же разнообразны, как и заготовки, которые они изготавливают, и правильный выбор жизненно важен для успеха вашего проекта. В то время как при сварке MIG и TIG сварной шов формируется с помощью электрической дуги, методы совершенно разные, и выбор неправильного метода может привести к более чем одной головной боли.
Ознакомьтесь с причинами, по которым вы можете предпочесть сварку MIG вместо сварки TIG.
(Нажмите здесь, чтобы узнать, почему сварка TIG лучше сварки MIG.)
Сварка MIG и сварка TIG
Сварка MIG и TIG использует электрическую дугу для создания сварного шва. Разница между ними заключается в способе использования дуги.
SOURCE Сварка MIG (металл в среде инертного газа) использует подающую проволоку, которая постоянно проходит через горелку, создавая искру, а затем плавится, образуя сварной шов. Он использует полуавтоматическую или автоматическую дугу.
При сварке TIG (вольфрам в инертном газе) используются длинные стержни для непосредственного сплавления двух металлов. В нем используется нерасходуемый электрод и другой наполнитель.
СВЯЗАННЫЕ: Наиболее распространенное сварочное оборудование и процессы
Почему сварщики MIG более эффективны
Разнообразие
Ряд причин делает сварщик MIG лучшим выбором для вашей работы. Во-первых, она более разнообразна. Хотя сварку TIG можно использовать для большего количества типов металлов, ее эффективность ограничена при работе с более толстыми деталями. Сварку MIG можно использовать для алюминия, нержавеющей стали и стали любой толщины, от листового металла 26 калибра до тяжелых конструкционных плит.
Сварка МИГ обладает большим преимуществом перед ТИГ, поскольку подача проволоки действует не только как электрод, но и как наполнитель. В результате более толстые детали можно сплавлять без необходимости их полного нагрева. А поскольку в нем используется наполнитель, а не плавление, сварка MIG может использоваться для сварки двух разных материалов.
А поскольку в нем используется наполнитель, а не плавление, сварка MIG может использоваться для сварки двух разных материалов.
Скорость
Еще одна причина выбора MIG вместо TIG — скорость. Горелка MIG предназначена для непрерывной работы в течение длительного периода времени, что делает ее более эффективной и производительной, чем ее аналог. Для крупных промышленных операций, требующих высокой производительности, MIG является оптимальным выбором. (Он также хорошо поддается автоматизации). Напротив, сварка TIG — это гораздо более медленный процесс, в котором основное внимание уделяется деталям.
Стоимость
Как и в любой производственной работе, время равно деньгам. А поскольку процесс сварки MIG намного быстрее, он также более экономичен. Детали MIG также более доступны и намного дешевле, чем TIG.
Сварка ВИГ имеет более низкую скорость наплавки, что делает ее более дорогой в расчете на фут валика. Первоначальные затраты также немного выше, чем у MIG, потому что расходные материалы немного дороже.
Простота
Наконец, сварщику MIG легче научиться, и его можно усовершенствовать всего за несколько недель обучения. На самом деле, его даже называют «пистолетом для горячего клея» для сварки — просто нажмите на курок, чтобы начать или остановить сварку. Сварщики MIG могут держать и управлять горелкой только одной рукой, что делает ее лучшим вариантом для начинающих сварщиков. Сварка TIG, с другой стороны, представляет собой специализированную технику, которая требует использования обеих рук и одной ноги — все это делает разные вещи.
СВЯЗАННЫЕ: Как начать карьеру сварщика
Когда использовать сварку МИГ
Как сварка ТИГ, так и сварка МИГ имеют свои плюсы и минусы, поэтому важно учитывать область применения.
Ниже приведены области применения, наиболее подходящие для сварки MIG:
- Материал тикера
- Длинные партии
- Сложное позиционирование
Производители считают сварку MIG полезной, когда требуется высокая производительность и не требуется тонкая работа. Это также может быть полезно, когда нет под рукой опытных сварщиков.
Это также может быть полезно, когда нет под рукой опытных сварщиков.
Получите высококачественные детали, горелки и горелки для сварки MIG
Вы сварщик MIG и ищете высококачественное сварочное оборудование MIG? American Torch Tip производит и предлагает прочные детали для сварки MIG, горелки и вентиляторы, созданные специально для таких сварщиков, как вы.
Наша линейка горелок Lightning® MIG и расходных материалов отличаются ударопрочностью, устойчивостью к чернилам и эргономичностью. Благодаря нашим прочным рукояткам и технологии поворотной горловины сварщики могут выполнять больше работы с меньшими простоями.
Чтобы получить помощь в настройке MIG, загрузите наше бесплатное Руководство по устранению неполадок MIG Ultimate.
Поделиться:
Повышенная устойчивость и снижение затрат могут показаться несовместимой парой. Но благодаря новаторскому мышлению и современным технологиям учителя, владельцы бизнеса и сварщики создают новый виртуальный способ одновременного выполнения обоих задач.
Вот краткое изложение того, как виртуальная реальность играет роль в сварке, почему это важно и как вы можете принять участие в этой растущей технологической тенденции.
(далее…)
Поделиться:
Ни для кого не секрет, что американские производители сталкиваются с постоянным ростом затрат на рабочую силу, которые уже выросли на 0,6% с начала этого года. Наибольший вклад в этот всплеск вносят заработная плата и льготы, но свою роль также играет потеря времени из-за болезни, травмы или ошибок, которые выбивают из графика работу.
Поделиться:
Когда мы думаем о сварке, мы склонны думать о ней как о сравнительно новой технологии, используемой для создания некоторых чудес современности.
Правда в том, что существуют десятки видов сварки, некоторые из которых насчитывают более пяти тысяч лет.
С тех пор, как человек впервые начал формовать металл, возникло желание сплавить два его куска вместе. Вполне логично, что некоторые из первых сварщиков были кузнецами, а первые методы соединения металлов применялись с помощью молота и горна.
Основная методология заключалась в том, чтобы нагреть материал до точки пластичности, а затем разбить его о другой кусок аналогично нагретого металла, пока они не склеились. Этот процесс остается в основном таким же и сегодня и до сих пор используется кузнецами для ковки лезвий и украшений на заказ.
Давайте еще немного окунемся в историю сварочной отрасли и проанализируем, как она повлияет на будущее.
История сварки: кузнечная сварка
Кузнечная сварка была предпочтительным процессом соединения металлов с раннего бронзового века (около 3500 г. до н.э.) до 1836 года, когда газовая сварка стала возможной с открытием ацетилена. Хотя это представляло собой огромный скачок вперед в технологии сварки, ранние сварочные газы были непостоянными и дорогими, и поиски более современных методов продолжались.
ИСТОЧНИК В 1877 году американский инженер английского происхождения Элиу Томсон случайно изобрел процесс контактной сварки, готовясь к лекции в Институте Франклина в Филадельфии. Восемь лет спустя, в 1885 году, Томсон построил первый электросварщик.
Восемь лет спустя, в 1885 году, Томсон построил первый электросварщик.
Первый угольный электрод
В 1887 году Николай Бернардос и Станислав Ольшевский запатентовали первый угольный электрод для использования с технологией дуговой сварки, разработанной в 1881 году Огюстом де Меритенсом для соединения пластин свинцовых аккумуляторов, и так родилась ручная дуговая сварка металлическим электродом. Процесс закрепился в 1890, когда К.Л. Компания Coffin of Detroit получила первый в США патент на дуговую сварку металлическим электродом.
ИСТОЧНИКВ отличие от более ранних методов, термитная сварка была разработана Гансом Гольдшмидтом в 1893 году, а к 1899 году она использовалась для соединения участков железных дорог в Германии. Более века спустя процесс Гольдшмидта по-прежнему широко используется в железнодорожной отрасли.
20 век
Двадцатый век привел к быстрому развитию зарождающейся практики сварки в эпоху машин, и многие процессы, с которыми мы все знакомы сегодня, были разработаны именно в это время. Хотя процесс дуговой сварки и угольные электроды были изобретены много лет назад, сварные швы, полученные с помощью этого процесса, были подвержены дефектам и не подходили для использования в конструкционных применениях.
Хотя процесс дуговой сварки и угольные электроды были изобретены много лет назад, сварные швы, полученные с помощью этого процесса, были подвержены дефектам и не подходили для использования в конструкционных применениях.
Все изменилось в 1900 году, когда Артур Перси Строменгер и Оскар Кьельберг выпустили первые электроды с покрытием, которые обеспечивали повышенную стабильность дуги и более стабильные сварные швы.
Послевоенный период
В 1919 году, вскоре после окончания Первой мировой войны, двадцать членов Военного комитета Корпорации аварийного флота основали Американское общество сварщиков. Сварка переменным током также была представлена CJ Holslag в том же году, но не стала популярной в течение следующего десятилетия, пока не были разработаны электроды, которые благоприятствовали этому процессу.
ИСТОЧНИК В 1920 г. П.О. Нобель из General Electric изобрел автоматическую сварку; первый процесс автоматической подачи проволочного электрода в зависимости от напряжения дуги и основа того, что позже станет сваркой MIG. Десять лет спустя компания National Tube Works Company из Маккиспорта, штат Пенсильвания, разработала процесс дуговой сварки под флюсом для достижения более высокой скорости наплавки при сварке труб, для чего он до сих пор очень популярен.
Десять лет спустя компания National Tube Works Company из Маккиспорта, штат Пенсильвания, разработала процесс дуговой сварки под флюсом для достижения более высокой скорости наплавки при сварке труб, для чего он до сих пор очень популярен.
Сварка во время войны
Война послужила стимулом для многих крупных технологических достижений, и Вторая мировая война не стала исключением. Один из наименее оцененных, но наиболее значительных вкладов в технологию сварки был сделан на калифорнийской военно-морской верфи Мэр-Айленд в начале 19 века.41, когда кораблестроитель Тед Нельсон изобрел сварку шпилек для крепления палубных досок к кораблям.
До изобретения Нельсона настил крепился гайками и болтами с использованием гаечных ключей и больших систем лесов. По оценкам, процесс Нельсона сэкономил ВМС США более 50 миллионов человеко-часов во время Второй мировой войны.
ИСТОЧНИК Процесс, который он изобрел, по сей день носит его имя как зарегистрированный товарный знак компании Stanley®. Примерно в то же время Рассел Мередит из Northrup Aircraft Corporation разработал стандартный процесс дуговой сварки вольфрамовым электродом в среде защитного газа для использования в авиастроении с использованием алюминия и титана.
Примерно в то же время Рассел Мередит из Northrup Aircraft Corporation разработал стандартный процесс дуговой сварки вольфрамовым электродом в среде защитного газа для использования в авиастроении с использованием алюминия и титана.
Лицензия на его патент позже будет передана компании Linde, которая переименовала его в Heliarc и вложила значительные средства в дальнейшее развитие процесса. В послевоенные годы экономика США переживала бурный рост, что еще больше усилило потребность в новых и улучшенных процессах сварки, способных поддерживать инфраструктуру, строительство, транспорт и спрос на потребительские товары. Преобладающими технологиями реактивной эры были дуговая сварка металлическим электродом в среде защитного газа (SMAW) и дуговая сварка металлическим электродом в среде защитного газа
История сварки GTAW
GTAW означает дуговую сварку вольфрамовым электродом. Эти процессы позволяли производить высококачественные сварные швы, но не с высокой скоростью наплавки, необходимой для производства. Это привело к разработке дуговой сварки металлическим электродом в среде защитного газа (GMAW / MIG) в Мемориальном институте Баттеля в 1948 году. скорость с тех пор. В 1949 году немецкий физик доктор Карл-Хайнц Штайгервальд разработал электронно-лучевую сварку, которая использует высокоэнергетический пучок сфокусированных электронов для сварки без присадочного металла в вакууме.
Это привело к разработке дуговой сварки металлическим электродом в среде защитного газа (GMAW / MIG) в Мемориальном институте Баттеля в 1948 году. скорость с тех пор. В 1949 году немецкий физик доктор Карл-Хайнц Штайгервальд разработал электронно-лучевую сварку, которая использует высокоэнергетический пучок сфокусированных электронов для сварки без присадочного металла в вакууме.
Этот процесс позволяет сваривать сложные соединения с очень маленькой зоной термического влияния. В космическую эру первый патент на процесс плазменной дуговой сварки был выдан Роберту Гейджу из Union Carbide в 1957 году.
Плазменная дуговая сварка очень точна и обеспечивает очень высокое качество сварки различных материалов. Возможно, самая экстремальная форма плавления металлов, сварка взрывом, была разработана компанией DuPont в 1962 году и может использоваться для соединения двух металлов, которые невозможно сварить другими способами. В этом процессе два листа материала (опорный и облицовочный) закапываются в гранулированную взрывчатую смесь, которая затем взрывается в углу, навсегда соединяя листы вместе.
В 1964 году Кумар Патель из Bells Labs разработал Co2-лазер, и так родилась лазерная сварка. Теоретически этот процесс аналогичен электронно-лучевой сварке, но электроны передаются через свет с длиной волны 10,6 мкм, и процесс не обязательно выполнять в вакууме.
Развитие сварки трением с перемешиванием (FSW)
Сварка трением с перемешиванием (FSW) была изобретена Уэйном Томасом из Института сварки в 1991 году. В FSW используется инструмент, который вращается с высокой скоростью и перемещается по стыку, где применяется направленная вниз сила. а тепло индуцируется трением инструмента о пластину.
ИСТОЧНИКНаполнитель не используется, а зона термического влияния минимальна. Эта технология чаще всего используется для соединения алюминиевых сплавов толщиной до 75 мм, но также подходит для соединения разнородных металлов, включая магний, титан и никель.
Сварка настоящего и будущего
Современные технологии сварки в значительной степени ориентированы на совершенствование процессов, сокращение отходов и повышение эффективности. Хотя роботы были интегрированы в сварочные процессы с тех пор, как General Motors приняла UNIMATE в 1962, недавние улучшения в технологии совместной робототехники позволили роботам работать вместе со своими коллегами-людьми в гибких приложениях, которые не требуют больших первоначальных инвестиций, выделенной площади и длительных последовательностей программирования.
Хотя роботы были интегрированы в сварочные процессы с тех пор, как General Motors приняла UNIMATE в 1962, недавние улучшения в технологии совместной робототехники позволили роботам работать вместе со своими коллегами-людьми в гибких приложениях, которые не требуют больших первоначальных инвестиций, выделенной площади и длительных последовательностей программирования.
Эти «коботы» хорошо подходят для сварочных работ и могут быть интегрированы в производственную сварочную среду за считанные часы, расширяя или дополняя производственные мощности именно тогда и там, где возникает необходимость. По мере того, как потребности постоянно развивающейся экономики меняются, будущее, несомненно, увидит продолжение легендарной традиции инноваций и адаптации сварочных технологий, которые сформировали мир, в котором мы живем сегодня.
Поскольку сварочная отрасль и ее потребности продолжают развиваться, мы будем продолжать предоставлять вам самую последнюю информацию и продукты здесь, в American Torch Tip.
Поделиться:
Сленг сварщиков: как говорить как профессионал
В каждой отрасли есть свой секретный язык, и сварка не исключение.
Это может усложнить жизнь тем, кто не работает в отрасли, или новичкам, желающим узнать больше о профессии. Чтобы упростить вам задачу, мы собрали список наиболее распространенных сленговых слов и терминов, используемых в сварочной отрасли. Этот список не зависит от региона, и некоторые термины могут иметь разные значения в зависимости от местоположения или контекста, в котором они используются.
К тому времени, когда вы закончите читать это, вы будете говорить на языке сварщиков с лучшими из них!
Наш словарь терминов и определений сварочного сленга
Аллигаторная резка: Низкокачественная резка, сделанная с помощью горелки, которая выглядит так, как будто ее пожевал аллигатор.
Дуговой ожог: Фотокератит.
Arkansas Bell Hole: Сварка трубы, выполненная в положении 6G.
Обратная продувка: Процесс заполнения обратной стороны сварного шва защитным газом (обычно аргоном) для предотвращения загрязнения.
Подложка: Пластина, инструмент или полоска материала, помещаемая за отверстием сварного шва.
BBs: Небольшие шарики брызг, обычно образующиеся при сварке MIG.
Отверстие под колокол: Большое отверстие, вырытое вокруг трубы, обеспечивающее безопасный и легкий доступ к рабочей зоне.
Птичье гнездо: Спутанный клубок сварочной проволоки, обычно возникающий из-за проблем с подачей.
Птичий помет: Сварной шов низкого качества, напоминающий птичий помет.
Занесен в черный список: Запрещено работать на определенной должности или в определенной компании.
Шурин Сварка: Сварка, выполняемая двумя сварщиками одновременно, обычно на трубе большого диаметра.
Жевательная резинка: Сварной шов низкого качества, который выглядит как жевательная резинка.
Вышел из строя: Неудачное испытание сварки.
Buzz Box: Аппарат для дуговой сварки, использующий переменный ток.
Заглушка: Последний валик, наложенный на многопроходный сварной шов, обычно в фитингах.
Купон: Участок сварного соединения, вырезанный для разрушающего контроля.
Чаша: Сопло для сварки TIG.
Dingleberry: Неприглядный шарик брызг, свисающий со сварного шва.
Спуск: Вертикальная сварка сверху вниз.
Перетаскивание: Внезапно уйти с работы без предварительного уведомления.
Заполнение: Наплавленный валик, уложенный после корня, но перед крышкой при многопроходном сварном шве, обычно в фитингах.
«Рыбий глаз»: Тип дефекта сварки (обычно точечное отверстие на конце валика), напоминающий «рыбий глаз».
Накладка: Усиливающая пластина поверх стыкового сварного шва, повышающая прочность и рассеивающая концентраторы напряжения.
Быстрое ожог: Фотокератит.
Жарка бекона: Звук сварки MIG при правильном наборе настроек.
Золотая рука: Сварщик с отличной техникой, который производит высококачественные сварные швы.
Кузнечик: См. «Третья рука». Также устройство для заземления при сварке труб.
Heliarc: Старый школьный термин для сварки TIG, когда гелий был основным защитным газом.
Highway Tight: Для закрепления всего оборудования на мобильной сварочной установке перед выездом с рабочей площадки.
Растворная плита: См. «Грязевая плита».
Грязевая доска: Кусок дерева, на который сварщик кладет себя из грязи во время работы с трубопроводом.
Блин: Тип сварочной маски с фиксированным затемнением, плоской и круглой спереди, как блин.
Трубопровод: Тип сварочной маски с фиксированным затемнением, обычно используемый при работе с трубопроводами.
Картофель Лицо: Сварщик, страдающий фотокератитом. Говорят, что прикладывание нарезанного сырого картофеля к глазам приносит облегчение.
Лужа: Жидкая или расплавленная часть сварного шва.
Щенок: Короткий кусок трубы, используемый для заполнения зазора между двумя частями, которые находятся слишком далеко друг от друга для сварки.
Бутон розы: Общий термин для нагревательного наконечника.
Установка: Мобильная сварочная тележка.
Корень: Первый валик, наложенный при многопроходном сварном шве, как правило, в трубопроводной арматуре.
Разъезд: Разнорабочий или чернорабочий.
Run Off: Чтобы получить увольнение со сварочных работ.
Съемка сварного шва: Проведение рентгеновского контроля сварного соединения.
Шлак: Флюс, который остыл и затвердел на поверхности сварного шва.
Smile: Деформация фланца трубы.
Брызги: Небольшие частицы расплавленного металла, образующиеся в процессе сварки, которые оседают на горелке и близлежащих поверхностях.
Ложка: Устройство, используемое в качестве опоры для заполнения отверстий сваркой, обычно при кузовных работах.
Штабелирование десятицентовиков: Сварка ВИГ, которая выглядит как ряд десятицентовиков, частично уложенных друг на друга.
Трафарет: Отметка на сварном шве трубы, указывающая, кто ее сварил.
Палка: Процесс сварки SMAW.
Вылет: Контактный наконечник на рабочем расстоянии.
Stinger: Держатель электрода SMAW.
Стрингерный валик: Сварной валик, прямой, без переплетений и хлыстов.
TIG, Техас: Метод дуговой сварки, в котором используются два электрода, один из которых удерживается в электрододержателе, а другой подается вручную для заполнения большого зазора.
Третья рука: Механическое устройство, которое временно удерживает детали на месте, пока они не могут быть прихвачены.
Надгробие: Старый сварочный аппарат SMAW, обычно Lincoln AC225.
Подрез: Непровар на краю сварного шва.
Вагон для безработных: Мобильный грузовик для проверки и проверки сварных швов.
В гору: Вертикальная сварка снизу вверх.
Следы вагонов: Тип дефекта сварки, обнаруженный на кромке корневого шва, напоминающий следы, оставленные вагоном.
Прогулка по Кубку: Техника, используемая для сварки труб TIG, при которой сварщик вращает сопло вперед и назад вдоль сварного шва, образуя переплетение.
Горелка для сорняков: Большая нагревательная горелка, используемая для предварительного нагрева труб и других крупных сварных конструкций.
Документы по сварке: Сертификаты, имеющиеся у сварщика, подтверждающие его квалификацию для выполнения определенной работы или задачи в течение определенного периода времени.
Кнут: Пистолет МИГ. Также движение запястья при сварке MIG.
Зорро: Сварщик пытается удалить электрод, прилипший к заготовке.
Теперь, когда вы знаете термины сварочного сленга, вы готовы говорить на языке сварщика. Только не используйте их все сразу, потому что может показаться, что вы слишком стараетесь!
Чтобы узнать больше о сварочной отрасли, ознакомьтесь с другими нашими статьями.
Поделиться:
Каждое подразделение вооруженных сил США должно производить, ремонтировать и обслуживать оборудование, используя те же методы, которые распространены в гражданском секторе. Вот разбивка ролей и обязанностей в области сварки и металлообработки по отраслям обслуживания.
Вот разбивка ролей и обязанностей в области сварки и металлообработки по отраслям обслуживания.
Сварка в армии США
Армия США классифицирует рабочие места под кодом, называемым военной профессиональной специальностью или MOS. В армии США должность, связанная со сваркой и металлообработкой, называется Allied Trade Specialist или 91E. Специалисты Allied Trade отвечают за изготовление, ремонт и модификацию металлических и неметаллических деталей, а также за эксплуатацию токарных станков, сверлильных станков, шлифовальных станков и различных других инструментов и оборудования для механических цехов. После 10 недель базовой боевой подготовки (учебный лагерь) специалисты по торговле союзников проходят дополнительные 13 недель продвинутой индивидуальной подготовки (AIT) в Форт-Ли, штат Вирджиния. Чтобы претендовать на эту работу, призывники должны набрать не менее 9 баллов.8 баллов в сегменте общего обслуживания в тесте батареи профессиональных навыков вооруженных сил (ASVAB) или комбинация 88 баллов в общем обслуживании и 95 баллов в общей технической части.
Потребности в сварочных работах в ВМС США
Военно-морской флот США называет рейтинги или расценки своих зачисленных должностей. В ВМС США есть три основных ставки, которые выполняют сварку и металлообработку.
Первым из них является техник по обслуживанию корпуса (HT). HT выполняют работы по металлу, чтобы поддерживать конструкции и поверхности корабля в хорошем состоянии. По сути, они корабельные мастера. Они обучены сварке, монтажу трубопроводов, пайке и другим задачам. HT должны быть универсальными и способными устранять и решать различные проблемы, которые могут возникнуть на корабле.
Следующий сталевар (SW). Морские пчелы строят разнообразные конструкции практически в любой среде, какую только можно вообразить. SW производят конструкционную сталь и листовой металл.
Наконец, водолазы группы подводного строительства (UCT) выполняют узкоспециализированные подводные сварку и резку. Они должны пройти семинедельный курс подготовки дайверов в Великих озерах, штат Иллинойс, а затем еще пятнадцать недель в школе дайвинга второго класса в Панама-Сити, Флорида. Многие дайверы второго класса в конечном итоге получают квалификацию дайверов первого класса или мастер-дайверов. UCT Divers используют специальное подводное оборудование SMAW, в том числе водостойкие электроды, легкие изолированные электрододержатели и, конечно же, специальные гидрокостюмы. Вся подводная сварка выполняется с использованием процесса DCEN из-за уникальной среды.
Многие дайверы второго класса в конечном итоге получают квалификацию дайверов первого класса или мастер-дайверов. UCT Divers используют специальное подводное оборудование SMAW, в том числе водостойкие электроды, легкие изолированные электрододержатели и, конечно же, специальные гидрокостюмы. Вся подводная сварка выполняется с использованием процесса DCEN из-за уникальной среды.
Сварка в ВВС США
Военно-воздушные силы США используют специальные коды ВВС (AFSC) для классификации должностей. AFSC, который больше всего занимается сваркой, — это Aircraft Metals Technology (A2A7X1). Эта должность отвечает за ремонт и создание основных деталей самолетов. Эти летчики сваривают и изготавливают нестандартные металлические компоненты, которые имеют решающее значение для функционирования самолета, в дополнение к обработке на станках с ЧПУ и другим задачам. Они пройдут 8,5 недель базовой военной подготовки, а затем 67 дней обучения в технической школе на авиабазе Шеппард в Техасе.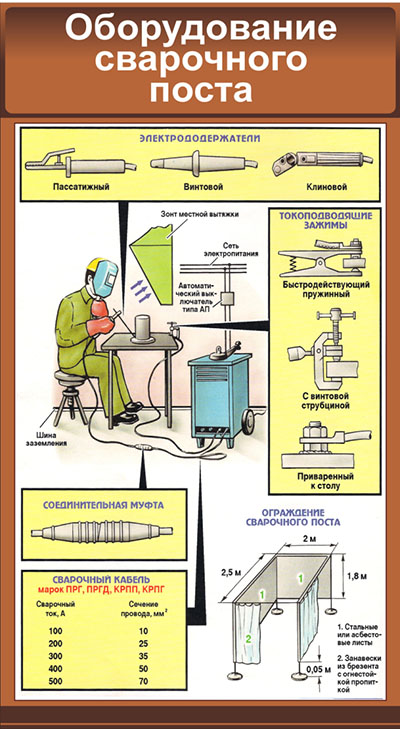 Эта работа часто работает с компонентами из алюминия, титана и нержавеющей стали, обычными для современных самолетов.
Эта работа часто работает с компонентами из алюминия, титана и нержавеющей стали, обычными для современных самолетов.
Сварка в Корпусе морской пехоты США
Корпус морской пехоты США известен как самый маленький род войск, но они по-прежнему видят ценность обучения своих морских пехотинцев сварке и металлообработке. Военно-профессиональная специальность (ВОП), в первую очередь отвечающая за выполнение этой задачи, — слесарь (1316). Чтобы получить квалификацию слесаря, новобранцы должны набрать 95 или выше баллов по части технического обслуживания механического оборудования теста Батареи профессиональных способностей вооруженных сил (ASVAB). Рабочие-металлисты проходят обучение процессам кислородно-ацетиленовой сварки, сварки SMAW, GTAW и GMAW вместе со своими коллегами-специалистами Allied Trade в составе отряда, дислоцированного в Форт-Ли, штат Вирджиния. Металлисты морской пехоты США должны быть готовы применять свое ремесло везде, где возникает необходимость, и часто ремонтировать или заменять броню на боевых машинах.
Сварочные работы в Береговой охране США
Береговая охрана Соединенных Штатов предпочитает ремонт и техническое обслуживание сухих доков гражданским подрядчикам, например, на базе Береговой охраны США в Майами-Бич в Южной Флориде. Однако в море эта работа ложится на специалиста по устранению повреждений (DC). DC выполняет очень динамичную роль и является своего рода «мастером на все руки» на борту кораблей USCG. Они несут ответственность за поддержание водонепроницаемости корабля, тушение пожаров, борьбу с наводнениями, сантехнические работы, сварку и изготовление, а также за обнаружение и дезактивацию ядерных, биологических и химических атак. РЦ обычно посещают 15-недельный школьный курс «А» в Йорктауне, штат Вирджиния, где они изучают газокислородную/топливную резку и пайку, плазменную резку и сварку SMAW, среди прочих тем. После школы «А» DC могут также пройти дальнейшее обучение на курсах «С», таких как продвинутая сварка стали и сварка алюминия.
Сварка в Космических силах США
Роль Космических сил, как новейшего рода войск Соединенных Штатов, все еще развивается. Хотя технически у них пока нет профессии, связанной со сваркой и металлообработкой, это лишь вопрос времени, когда суда, направляющиеся в открытый космос, потребуют обслуживания на борту во время полета. Кто знает, какую роль отведут Космические силы для выполнения этой узкоспециализированной задачи на последнем рубеже и кто ее займет?
Хотя технически у них пока нет профессии, связанной со сваркой и металлообработкой, это лишь вопрос времени, когда суда, направляющиеся в открытый космос, потребуют обслуживания на борту во время полета. Кто знает, какую роль отведут Космические силы для выполнения этой узкоспециализированной задачи на последнем рубеже и кто ее займет?
Поделиться:
Туннель запястья: потенциально опасное для карьеры состояние, о котором вам необходимо знать развивая его. В этой статье мы обсудим, что такое синдром запястного канала, какие факторы риска существуют для сварщиков и сборщиков, как их эффективно смягчить и когда следует обратиться к врачу.
Что такое синдром запястного канала (CTS)?
Синдром запястного канала представляет собой заболевание опорно-двигательного аппарата, вызванное сдавлением срединного нерва внутри запястного канала, узкого прохода, окруженного костями и связками на ладонной стороне запястья. Срединный нерв отвечает за чувствительность ладонной стороны большого пальца и других пальцев, кроме мизинца, а также нервные сигналы, которые контролируют мышцы у основания большого пальца. Симптомы CTS включают онемение или покалывание (которое может распространяться от запястья к предплечью), слабость (из-за которой больной может ронять предметы) или атрофию мышц кисти и пальцев.
Симптомы CTS включают онемение или покалывание (которое может распространяться от запястья к предплечью), слабость (из-за которой больной может ронять предметы) или атрофию мышц кисти и пальцев.
Кто наиболее подвержен риску CTS?
Рабочие, которые в течение длительного времени выполняют часто повторяющиеся задачи, связанные со стрессовыми нагрузками на запястье, подвергаются наибольшему риску развития СЗК. Эти силы, вызывающие напряжение, включают вес, сгибание, вибрацию, температуру и напряжение. Многократное сгибание и разгибание запястья может вызвать утолщение защитных оболочек, окружающих сухожилия вокруг срединного нерва, оказывая избыточное давление на срединный нерв и вызывая CTS. При сварке и производстве рабочие часто держат горелки в руках и совершают повторяющиеся движения в течение нескольких часов в день в дополнение к работе с шлифовальными машинами, скребками, молотками, кромкорезами и другими инструментами с высокой степенью риска.
Размер, форма и вес этих инструментов увеличивают риск развития CTS, с которым сталкивается оператор. Простое удерживание сварочной горелки и работа с ней могут быть сопряжены с высоким риском, поскольку повышение давления в канале запястья может быть вызвано положением запястья, предплечья и пальцев, а также давлением на кончики пальцев. Сварщикам часто приходится менять положение тела и запястья, чтобы получить доступ к суставу. Эта неоптимальная поза в сочетании с необходимостью использовать механические элементы управления, такие как триггеры или переключатели, и поддерживать вес резака в дополнение к периоду времени, который оператор тратит на выполнение всего вышеперечисленного, может значительно увеличить риск развития CTS.
Простое удерживание сварочной горелки и работа с ней могут быть сопряжены с высоким риском, поскольку повышение давления в канале запястья может быть вызвано положением запястья, предплечья и пальцев, а также давлением на кончики пальцев. Сварщикам часто приходится менять положение тела и запястья, чтобы получить доступ к суставу. Эта неоптимальная поза в сочетании с необходимостью использовать механические элементы управления, такие как триггеры или переключатели, и поддерживать вес резака в дополнение к периоду времени, который оператор тратит на выполнение всего вышеперечисленного, может значительно увеличить риск развития CTS.
Какие другие факторы повышают риск СЗК?
- Пол: CTS обычно чаще встречается у женщин, вероятно, потому, что у женщин площадь запястного канала меньше, чем у мужчин.
- Предыдущая травма: Переломы или вывихи запястья могут повлиять на пространство внутри запястного канала.
- Диабет: Диабет и некоторые другие хронические заболевания связаны с повышенным риском повреждения нервов, включая срединный нерв.
- Ревматоидный артрит: Воспаление, вызванное ревматоидным артритом, может поражать слизистую оболочку сухожилий в запястном канале.
- Ожирение: Люди с избыточным весом подвержены повышенному риску развития СЗК.
- Анатомия: Люди меньшего роста чаще имеют туннели запястья меньшего размера.
- Температура: CTS чаще развивается при более низких температурах.

Как минимизировать риски CTS для сварщиков и производителей?
Хотя жестких правил для предотвращения развития СЗК не существует, существуют некоторые общепринятые методы, которые помогут снизить риск. Независимо от выполняемой задачи риск ниже, когда руки работника находятся в нейтральном положении (не согнуты и не выпрямлены), усилие, прилагаемое к пальцам, сведено к минимуму (меньшее сопротивление), руки и запястья остаются теплыми, а ударная нагрузка и вибрационное воздействие снижается.
Риски, характерные для сварки, можно уменьшить, тренируя правильную осанку во время сварки, выбирая горелку, обеспечивающую более нейтральное положение запястья, делая частые, но короткие перерывы в сварке и по возможности выполняя упражнения на растяжку.
Когда следует обратиться к врачу?
Ранняя диагностика и лечение жизненно важны для предотвращения необратимого повреждения срединного нерва. Вам следует обратиться к врачу, если вы испытываете онемение, покалывание или слабость рук, часто роняете предметы или испытываете трудности с определением горячих предметов от холодных при прикосновении к ним руками. Ваш врач может провести тесты, чтобы определить, испытываете ли вы CTS или другое состояние, такое как артрит. Когда CTS диагностируется на ранней стадии, часто эффективны нехирургические методы лечения, такие как упражнения на растяжку и укрепление, противовоспалительные препараты и кортикостероиды.
Как гласит старая поговорка: «Унция профилактики стоит фунта лечения». На современном рабочем месте к безопасности относятся гораздо серьезнее, чем когда-либо прежде, но это не означает, что риски полностью учитываются или полностью исключаются. Каждый работник несет ответственность за оценку выполняемых им задач и определение наилучших методов обеспечения безопасности, которым необходимо следовать, независимо от того, предписано ли это их работодателем или нет. Если вы не уверены в рисках, с которыми вы сталкиваетесь на работе, или в том, как с ними справиться, проконсультируйтесь со своим менеджером по технике безопасности, отделом кадров или Управлением по охране труда (OSHA).
На современном рабочем месте к безопасности относятся гораздо серьезнее, чем когда-либо прежде, но это не означает, что риски полностью учитываются или полностью исключаются. Каждый работник несет ответственность за оценку выполняемых им задач и определение наилучших методов обеспечения безопасности, которым необходимо следовать, независимо от того, предписано ли это их работодателем или нет. Если вы не уверены в рисках, с которыми вы сталкиваетесь на работе, или в том, как с ними справиться, проконсультируйтесь со своим менеджером по технике безопасности, отделом кадров или Управлением по охране труда (OSHA).
Для получения дополнительной информации о безопасных методах сварки см. другие наши статьи о сварке.
Поделиться:
Пламя есть пламя, верно?
Ну, не совсем так.
Хотя все промышленные топливные газы способны вызывать пламя, их свойства могут сильно различаться.
Вот краткое изложение четырех распространенных типов газокислородной/топливной резки и сварочных газов.
Ацетилен: старый резерв
Во-первых, всякие заморочки. Ацетилен (он же этин) представляет собой алкиновый углеводород, состоящий из двух атомов углерода и двух атомов водорода (C2h3). Он был открыт в 1836 году Эдмундом Дэви, который случайно произвел карбид калия, который вступал в реакцию с водой с образованием газа. Французский химик Марселлен Бертело в 1860 году назвал этот газ ацетиленом.
Ацетилен по своей природе нестабилен, особенно под давлением. Поэтому технический ацетилен растворяют в ацетоне и хранят в пористых баллонах, что делает его безопасным для транспортировки и использования. Поэтому баллоны с ацетиленом всегда следует хранить в вертикальном положении. Если баллоны с ацетиленом наклонены или если рабочее давление превышает 15 фунтов на квадратный дюйм, в горелку может попасть жидкий ацетон, что приведет к капанию пламени из отверстия. По этой же причине ацетилен имеет предел скорости отбора 1/7 объема цилиндра в час.
С точки зрения производительности ацетилен имеет самое горячее пламя (около 5720°F). Его общая теплотворная способность составляет 1470 БТЕ. Низкое содержание водорода в ацетилене делает его отличным выбором для кислородно-топливной сварки. При использовании в качестве режущего топлива внутренний конус пламени будет содержать около 507 БТЕ, а внешний конус — около 963 БТЕ. Это позволяет выполнять быстрое прокалывание с минимальной зоной термического влияния. Кроме того, образуется значительное количество шлака, что требует дополнительной очистки после резки. Ацетилен также очень подвержен обратному восприятию. При резке ацетиленом всегда следует использовать пламегасители.
Его общая теплотворная способность составляет 1470 БТЕ. Низкое содержание водорода в ацетилене делает его отличным выбором для кислородно-топливной сварки. При использовании в качестве режущего топлива внутренний конус пламени будет содержать около 507 БТЕ, а внешний конус — около 963 БТЕ. Это позволяет выполнять быстрое прокалывание с минимальной зоной термического влияния. Кроме того, образуется значительное количество шлака, что требует дополнительной очистки после резки. Ацетилен также очень подвержен обратному восприятию. При резке ацетиленом всегда следует использовать пламегасители.
Пропан: не только для жарки
Пропан — это алкан, состоящий из трех атомов углерода и восьми атомов водорода (C3H8). Он был открыт в 1857 году французским химиком Марселлином Бертело (тот самый человек, который дал название ацетилену). Пропан представляет собой сжиженный нефтяной (LP) газ и побочный продукт переработки природного газа и нефтепереработки. Пропан тяжелее воздуха и имеет тенденцию тонуть при утечке. Это может привести к взрыву или пожару, особенно если пропан хранится в подвалах рядом с источниками тепла. Пропан имеет более низкую температуру пламени, чем ацетилен, около 5122°F. Пропан не рекомендуется для газокислородной сварки. Наиболее заметным потенциальным преимуществом, которое предлагает пропан, является значительно более высокая теплотворная способность, чем у ацетилена, около 2510 БТЕ. Это делает его отличным выбором для отопления. При использовании для резки внутренний конус пламени будет содержать около 255 БТЕ, а внешний конус будет содержать колоссальные 2243 БТЕ! Это обеспечивает гораздо более быстрый предварительный нагрев, чем ацетилен, но в качестве компромисса для гораздо более длительного времени прожига и большей зоны термического воздействия. Делается один прожиг, скорость резки сравнима с ацетиленом.
Это может привести к взрыву или пожару, особенно если пропан хранится в подвалах рядом с источниками тепла. Пропан имеет более низкую температуру пламени, чем ацетилен, около 5122°F. Пропан не рекомендуется для газокислородной сварки. Наиболее заметным потенциальным преимуществом, которое предлагает пропан, является значительно более высокая теплотворная способность, чем у ацетилена, около 2510 БТЕ. Это делает его отличным выбором для отопления. При использовании для резки внутренний конус пламени будет содержать около 255 БТЕ, а внешний конус будет содержать колоссальные 2243 БТЕ! Это обеспечивает гораздо более быстрый предварительный нагрев, чем ацетилен, но в качестве компромисса для гораздо более длительного времени прожига и большей зоны термического воздействия. Делается один прожиг, скорость резки сравнима с ацетиленом.
Пропилен: другой проп-газ
Если пропилен (C3H6) звучит похоже на пропан, то это потому, что так оно и есть. Приставка prop-, которую используют оба газа, означает, что они оба имеют по три углеродных цепи.
Молекулярная разница между пропаном и пропиленом заключается в количестве атомов водорода (у пропана восемь, у пропилена шесть). На этом сходство двух газов не заканчивается. Оба газа имеют сопоставимую температуру пламени и теплотворную способность. Основное отличие пропана от пропилена заключается в распределении тепла при резке. Пропилен имеет более высокое значение BTU во внутреннем конусе и более низкое значение BTU во внешнем конусе, чем пропан. Соотношение кислорода и топливного газа также немного ниже у пропилена, что делает его несколько более эффективным, чем пропан.
Метилацетилен-пропадиен: газ, о котором вы никогда не слышали (или слышали?)
Метилацетилен-пропадиен (C6H8) широко известен как газ MAPP (торговая марка Linde) или MPS.
Название вызывает некоторую путаницу. Возможно, вы слышали, что газ MAPP больше не доступен. Это технически верно. Последний завод по производству газа MAPP в США закрылся в 2008 году.
Доступные сегодня газы являются заменителями MAPP. Газ MAPP не имеет многих преимуществ по сравнению с пропаном или пропиленом и обычно используется только для нагрева и пайки небольших деталей. Одним из выдающихся преимуществ газа MAPP для резки является его эффективность при резке под флюсом под высоким давлением, хотя в наши дни это редкое применение. Эти четыре газа составляют подавляющее большинство видов топлива, используемых сегодня для промышленного нагрева, резки и сварки. Существует множество других газов, в том числе фирменные газы, которые обычно представляют собой один из вышеупомянутых газов с запатентованной добавкой для улучшения определенных характеристик.
Газ MAPP не имеет многих преимуществ по сравнению с пропаном или пропиленом и обычно используется только для нагрева и пайки небольших деталей. Одним из выдающихся преимуществ газа MAPP для резки является его эффективность при резке под флюсом под высоким давлением, хотя в наши дни это редкое применение. Эти четыре газа составляют подавляющее большинство видов топлива, используемых сегодня для промышленного нагрева, резки и сварки. Существует множество других газов, в том числе фирменные газы, которые обычно представляют собой один из вышеупомянутых газов с запатентованной добавкой для улучшения определенных характеристик.
Знание возможностей и ограничений вашего топливного газа поможет создать более безопасную и продуктивную рабочую среду. Если вы не уверены в безопасности используемых вами газов, обратитесь к поставщику газа или обратитесь к стандарту OSHA 1910.253.
American Torch Tip предназначен для предоставления самой актуальной информации о последних новинках в области сварки и резки. Например: Вам нужно больше узнать об оценке качества плазменной резки? Наша новая статья охватывает все, что вам нужно знать!
Например: Вам нужно больше узнать об оценке качества плазменной резки? Наша новая статья охватывает все, что вам нужно знать!
Поделиться:
При выборе сварочного аппарата TIG количество функций, режимов и настроек может быть пугающим. Однако одним из наиболее важных моментов для понимания является метод зажигания дуги, для использования в котором предназначена машина. Вот три типа методов запуска дуги:
Метод запуска с нуля при сварке TIG
Метод запуска с нуля является самым старым, простым и самым сложным в использовании. При использовании метода пуска с нуля сварщики должны вручную «царапать» свой электрод по заготовке, аналогично тому, как это фото неизвестного автора лицензировано в соответствии с CC BY SA, зажигая спичку.
Это не очень удобно и требует некоторой практики, так как электрод имеет тенденцию прилипать к заготовке, что приводит к потере острия электрода и загрязнению сварного шва. При использовании этого метода оператор также должен вручную прерывать дугу, оттягивая ее от заготовки. Газ управляется головкой горелки с клапаном, а не газовым соленоидом в машине. Этот метод зажигания дуги можно найти только на старых машинах, машинах начального уровня и машинах, переоборудованных из операции SMAW. Если вы новичок в сварке TIG, вам будет сложно научиться работать на машинах, использующих пуск с нуля.
Газ управляется головкой горелки с клапаном, а не газовым соленоидом в машине. Этот метод зажигания дуги можно найти только на старых машинах, машинах начального уровня и машинах, переоборудованных из операции SMAW. Если вы новичок в сварке TIG, вам будет сложно научиться работать на машинах, использующих пуск с нуля.
Метод пуска в режиме подъема при сварке ВИГ
Пуск в режиме подъема является распространенным методом, используемым во многих сварочных системах ВИГ. Чтобы использовать этот метод, сварщик прикасается электродом к заготовке, нажимает на педаль или подпальцевый переключатель и «поднимает» горелку над заготовкой, чтобы образовалась дуга.
Этот метод зажигания дуги намного более плавный, чем зажигание с нуля, и не нарушает работу близлежащей чувствительной электроники, как это может сделать высокочастотная схема запуска. Подъемный пуск очень часто встречается на многопроцессорных машинах, где процесс TIG можно использовать только экономно.
Метод высокочастотного пуска при сварке ВИГ
Это наиболее распространенный метод возбуждения дуги для промышленных сварочных аппаратов ВИГ. Высокочастотный пуск является единственным по-настоящему «бесконтактным» методом зажигания дуги при сварке ВИГ и иногда требуется в тех случаях, когда любое загрязнение сварочной ванны может привести к дефекту конструкции, особенно в алюминиевых трубах. Высокочастотный запуск дуги также является наиболее удобным для пользователя методом, поскольку сварщик может просто держать горелку в том месте, где он хочет зажечь дугу, и нажимать ножную педаль или пальцевый переключатель. Машины, которые используют запуск с нуля или с подъема, могут быть модернизированы путем добавления модуля с высокочастотными возможностями.
Высокочастотный пуск является единственным по-настоящему «бесконтактным» методом зажигания дуги при сварке ВИГ и иногда требуется в тех случаях, когда любое загрязнение сварочной ванны может привести к дефекту конструкции, особенно в алюминиевых трубах. Высокочастотный запуск дуги также является наиболее удобным для пользователя методом, поскольку сварщик может просто держать горелку в том месте, где он хочет зажечь дугу, и нажимать ножную педаль или пальцевый переключатель. Машины, которые используют запуск с нуля или с подъема, могут быть модернизированы путем добавления модуля с высокочастотными возможностями.
Высокочастотные системы могут вызывать проблемы с расположенными рядом телевизорами, радиоприемниками, компьютерами, осветительными приборами, кардиостимуляторами и другой чувствительной электроникой, а машины, оснащенные высокочастотной дугой зажигания, обычно имеют возможность переключаться на подъемный старт, когда это необходимо.
Старт с нуля, пуск с подъема и высокочастотный пуск имеют свои плюсы и минусы, но, безусловно, важно знать разницу, чтобы знать, когда выбирать каждый метод для сварки MIG.
Для получения дополнительной информации о методах сварки TIG вы можете прочитать больше наших руководств и блогов здесь, в American Torch Tip.
Поделиться:
Как подходить к опасностям, связанным со сваркой
Сварка и изготовление требуют использования специальных инструментов и оборудования для выполнения процессов, которые представляют повышенные риски, которые необходимо понимать и снижать, чтобы работать безопасно и предотвращать смерть или серьезных травм оператору и другим находящимся поблизости людям. Очень важно понимать, что представляют собой эти риски, как и когда они появляются, и что делать, чтобы свести к минимуму вероятность телесных повреждений в результате острого или кумулятивного воздействия.
Типы опасностей при сварке и способы их предотвращения
При сварке существует множество факторов высокого риска. Вот что они собой представляют и все, что вам нужно знать о каждом из них.
Излучение
Электромагнитное излучение — это способ перемещения энергии из одного места в другое. Большинство процессов сварки и резки создают одну или несколько форм излучения. Это излучение варьируется в
Большинство процессов сварки и резки создают одну или несколько форм излучения. Это излучение варьируется в
энергии в зависимости от длины волны или частоты. Излучение с более короткой длиной волны (более высокой частотой) несет более высокую плотность энергии, чем излучение с большей длиной волны (более низкой частотой). Воздействие высокочастотного излучения (например, сварочной дуги) даже в течение короткого промежутка времени может привести к серьезному повреждению глаз и кожи. В глазах радиационное облучение может вызвать фотокератит (ожог дугой), рубцевание сетчатки, катаракту и даже слепоту. Ультрафиолетовое излучение атакует электроны в клетках кожи, вызывая ожоги на открытых участках кожи.
Длительное воздействие может в конечном итоге привести к раку кожи. Для предотвращения радиационного поражения глаз следует использовать защитные очки и линзы, соответствующие стандартам ANSI Z87.1 и ANSIZ49.1:2005. Чтобы предотвратить повреждение открытых участков кожи УФ-излучением, следует носить одежду в соответствии со стандартом OSHA 1910, который максимально закрывает открытые участки кожи, включая шею, лицо и предплечья.
Поражение электрическим током
Воздействие электрического тока силой всего 100 миллиампер (1/10 ампер) может привести к летальному исходу. Поражение электрическим током происходит, когда человеческое тело случайно становится частью электрической цепи. Когда это происходит, электроны в атомах тканей человека сопротивляются потоку электрического тока и быстро поглощают возникающее тепло, что вызывает сильные ожоги, повреждение тканей или смерть. Поскольку во многих процессах сварки и резки для создания дуги используется электричество, неудивительно, что в соответствии со стандартом OSHA 1910.332, сварщики сталкиваются с повышенным риском поражения электрическим током. Когда к формуле риска добавляются плохо обслуживаемое или неправильно подключенное оборудование, пот, влага и неправильная эксплуатация, вероятность смерти или серьезных телесных повреждений значительно возрастает.
Многие травмы в результате поражения электрическим током возникают, когда пострадавший падает после удара током, так как мышцы непроизвольно сокращаются. Чтобы снизить риск поражения электрическим током сварщиков, операторы должны быть обучены и знакомы с правильной эксплуатацией оборудования.
Чтобы снизить риск поражения электрическим током сварщиков, операторы должны быть обучены и знакомы с правильной эксплуатацией оборудования.
Дополнительно:
- Оборудование должно содержаться в хорошем состоянии и выключаться, когда оно не используется.
- Операторы должны ежедневно проверять состояние своего оборудования, особенно кабелей.
- При использовании удлинителей они должны быть рассчитаны на применение, должным образом заземлены и проложены вдали от влаги и движущегося оборудования.
- Сварщики должны носить средства индивидуальной защиты, которые изолируют их от электрического тока, и соблюдать осторожность во влажной среде или при чрезмерном потоотделении, поскольку пот обладает высокой проводимостью.
- Сварщики, выполняющие работы над уровнем земли, должны соблюдать протокол защиты от падения.
Пожары и ожоги
Сварка может быть жестоким процессом, при котором образуются искры и частицы расплавленного металла попадают на близлежащие поверхности, что может обжечь операторов и вызвать пожар или взрыв. Часто используются резаки, которые могут гореть при температуре свыше 4000 ° F и требуют использования сжатых легковоспламеняющихся газов. Сварщики могут получить ожоги либо непосредственно в процессе, который они выполняют, либо в результате возгорания, возникшего как вторичная опасность процесса. В целях снижения риска возгорания сварщики
Часто используются резаки, которые могут гореть при температуре свыше 4000 ° F и требуют использования сжатых легковоспламеняющихся газов. Сварщики могут получить ожоги либо непосредственно в процессе, который они выполняют, либо в результате возгорания, возникшего как вторичная опасность процесса. В целях снижения риска возгорания сварщики
должны быть обучены стратегиям предотвращения пожаров, включая разделение горючих материалов, уход за баллонами для хранения кислорода и топливного газа и проверку оборудования. Сварщики также должны носить огнестойкую одежду, иметь доступ к огнетушителям и быть обучены их использованию. Ожоги могут быть получены либо непосредственно от используемого оборудования, либо от искр или расплавленного металла, исходящих от рабочей поверхности, либо от остаточного тепла от обрабатываемой детали. Во избежание ожогов сварщики должны носить соответствующие перчатки, рукава, фартуки и обувь. Сварщики также должны иметь доступ и быть обучены использованию средств первой помощи для лечения ожогов, таких как бинты и компрессы.
Дымы и газы
Многие процессы сварки и резки генерируют опасные дымы и газы. Вы должны абсолютно избегать этой опасности сварки.
Дымы и газы образуются, когда материал нагревается выше точки кипения, и пары конденсируются в мельчайшие частицы, переносимые по воздуху. Эти частицы могут быть видимыми, а могут и невидимыми, и могут происходить из присадочного прутка или проволоки, основных материалов, покрытий или гальванических покрытий.
При вдыхании эти пары и газы могут вызвать тошноту, головокружение, головную боль, обморок или дезориентацию. Длительное воздействие может вызвать эмфизему, рак легких, повреждение головного мозга и даже смерть.
Пары цинка особенно опасны и могут вызвать состояние, обычно называемое «металлической лихорадкой», симптомы которого схожи с гриппом. По этой причине сварщики должны соблюдать особую осторожность при сварке или резке оцинкованного или оцинкованного материала.
Возможно, одним из самых опасных веществ, которые могут быть преобразованы в токсичный газ при сварке или резке, является шестивалентный хром или шестивалентный хром. Hex хром может вызывать рак, язвы, респираторные расстройства и аллергические реакции. Другими распространенными металлами, выделяющими вредные для сварщиков пары, являются алюминий, марганец, никель, кадмий, бериллий, железо, ртуть и свинец.
Hex хром может вызывать рак, язвы, респираторные расстройства и аллергические реакции. Другими распространенными металлами, выделяющими вредные для сварщиков пары, являются алюминий, марганец, никель, кадмий, бериллий, железо, ртуть и свинец.
Чтобы снизить риск образования дыма и газов при сварке или резке, сварщики должны носить средства индивидуальной защиты органов дыхания, такие как респираторы с принудительной очисткой воздуха (PAPR), использовать устройства для удаления дыма или и то, и другое.
Опасность шума
Требуется много энергии для резки, сварки, гибки, скручивания, формовки и обработки металлов. Когда эта энергия передается, звук часто является побочным продуктом. Этот звук может варьироваться от едва заметного, например, при гудении горелки TIG, до сильно оглушающего, например, при строжке воздушной угольной дугой. OSHA требует, чтобы компании реализовывали программу сохранения слуха, когда сотрудники подвергаются воздействию шума на уровне 85 децибел (дБ) или выше в среднем за восемь рабочих часов. К сожалению, требуется гораздо менее восьми часов воздействия шумов с высоким уровнем децибел, чтобы вызвать необратимое повреждение слуха. При уровне шума выше 112 дБ повреждение слуха может произойти за считанные секунды. Шумовые опасности чрезвычайно распространены для сварщиков; тем не менее, их можно легко и эффективно смягчить с помощью берушей или наушников с надлежащим коэффициентом ослабления для окружающей среды. В экстремальных условиях могут потребоваться оба варианта для снижения уровня звука ниже порогового значения 85 дБ.
К сожалению, требуется гораздо менее восьми часов воздействия шумов с высоким уровнем децибел, чтобы вызвать необратимое повреждение слуха. При уровне шума выше 112 дБ повреждение слуха может произойти за считанные секунды. Шумовые опасности чрезвычайно распространены для сварщиков; тем не менее, их можно легко и эффективно смягчить с помощью берушей или наушников с надлежащим коэффициентом ослабления для окружающей среды. В экстремальных условиях могут потребоваться оба варианта для снижения уровня звука ниже порогового значения 85 дБ.
Принятие надлежащих мер по повышению безопасности на рабочем месте поможет гарантировать, что каждый сотрудник вернется домой здоровым в конце рабочего дня. Бесплатное обучение сварщиков по технике безопасности доступно в Интернете от Американского общества сварщиков.
Поделиться:
Карьера сварщика может быть очень прибыльной. Хорошая оплата, высокий спрос на работу и возможности карьерного роста в области робототехники или управления (или и того, и другого). Но это не та карьера, которую вы можете начать за одну ночь. Требуется специальное обучение, развитие навыков и сертификация, поэтому мы составили список школ, стипендий и многого другого, чтобы помочь вам начать работу.
Но это не та карьера, которую вы можете начать за одну ночь. Требуется специальное обучение, развитие навыков и сертификация, поэтому мы составили список школ, стипендий и многого другого, чтобы помочь вам начать работу.
Вот 4 шага, которые помогут вам найти желаемую работу в области сварки .
1. Исследуйте различные программы сварки
(далее…)
Поделиться:
Сварка металлов в среде защитного газа и электродуговая сварка вольфрамовым электродом в среде защитного газа используются как для дуговой сварки в среде защитного газа, так и для дуговой сварки в среде защитного газа. Но их методы, применение и отделка совершенно разные. Как и в любом сварочном проекте, успех зависит от выбора правильных процессов и оборудования. Поэтому мы составили список причин, по которым следует предпочесть сварку TIG сварке MIG. (Нажмите здесь, чтобы узнать о причинах выбора сварки MIG вместо сварки TIG.)
(далее…)
Поделиться:
Стоит ли использовать коллаборативных роботов для сварки (коботов)?
Для некоторых может стать необходимостью в ближайшем будущем, чтобы помогал не отставать от спроса на продукцию.
Продолжайте читать, чтобы узнать о роботах для сварки и о том, как они могут повысить вашу производительность.
История роботов в сварке
В течение многих лет вариант интеграции робота в производственную среду был бинарным.
Компании могут продолжать использовать человека для выполнения задачи или заменить этого человека роботом. Это породило целую подкатегорию научной фантастики, в которой роботы изображались в лучшем случае как конкуренты «синих воротничков», а в других случаях — как злобные автоматы, решившие обогнать человечество во имя эффективности или логики.
Эпизод 1964 года Сумеречной зоны под названием «Мозговой центр у Уиппла» показывает, как жадный владелец производственной корпорации (мистер Уиппл) заменяет всех 283 000 своих сотрудников роботами во имя прогресса, несмотря на мольбы его директор завода, г-н Хэнли. В конце эпизода, после замены каждого сотрудника роботом, совет директоров также заменяет мистера Уиппла роботом. Только тогда он осознает, какую тяжелую ошибку совершил, и выражает сочувствие человечеству.
Только тогда он осознает, какую тяжелую ошибку совершил, и выражает сочувствие человечеству.
Сотрудничество в области сварки между людьми и роботами
В отличие от мистера Уиппла, предприятия больше не вынуждены выбирать между человеком или роботом. Сегодня существует третий вариант, называемый коллаборативными роботами или коботами.
В отличие от предыдущих роботов, коботы предназначены для работы вместе со своими коллегами-людьми и дополняют их возможности там, где человеческий труд может быть недоступен.
Датчики позволяют гораздо быстрее интегрировать коботов существующими сотрудниками и работать рядом с ними без необходимости в специальном закрытом пространстве.
Если кобот почувствует потенциальный контакт со своим коллегой-человеком или неожиданным объектом, он быстро замедлится, чтобы предотвратить травмы или повреждения. Коботы могут быть установлены на столы или тележки, которые можно перемещать по производственному цеху по мере необходимости. Программирование может быть выполнено кинематически или вручную, направляя робота в нужное положение, вместо использования программы для написания сложного G-кода.
Программирование может быть выполнено кинематически или вручную, направляя робота в нужное положение, вместо использования программы для написания сложного G-кода.
Некоторые системы даже позволяют программировать с помощью приложения для смарт-устройства. Различные приспособления для рук увеличивают количество задач, которые может выполнять кобот.
Возможности огромны и все еще быстро расширяются, поскольку производители коботов расширяют радиус действия, грузоподъемность и доступные навесные приспособления.
Роль коботов в сварке
Поскольку коботы могут быть адаптированы к широкому спектру применений и существует острая нехватка квалифицированных сварочных рабочих, неудивительно, что коботы идеально подходят для сварки.
Благодаря гибкости и скорости наплавки GMAW является наиболее популярным процессом сварки, используемым с коботами. После того, как к коботу будет установлено надлежащее крепление, можно прикрепить горелку, оптимизированную для применения с учетом таких факторов, как сила тока, требования к длине кабеля, рабочий цикл, метод монтажа, длина и изгиб гусиной шеи, а также тип. и размер расходных материалов, которые будут использоваться.
и размер расходных материалов, которые будут использоваться.
Правильный выбор горелки позволит коботу раскрыть весь свой потенциал и максимально увеличить производительность.
Для дальнейшего увеличения производительности к рабочей станции можно добавить насадки, которые собирают брызги из сопла, обрезают проволоку и наносят раствор для защиты от брызг.
Благодаря тому, что коботы выполняют массовые производственные работы, человеческие ресурсы сварщика могут быть перераспределены на работу, требующую большего мастерства, мастерства или опыта, например, на разовые работы, ремонт или сварку, требующую других процессов, таких как GTAW или SMAW, в то время как работа сварщика коботы могут выполнять другие сотрудники.
Крепление также упрощается: на стандартных сварочных столах используются стандартные приспособления и зажимы, а не изготовление приспособлений по индивидуальному заказу, изготовление которых может занять дни или недели.
Поскольку один оператор может эффективно управлять несколькими коботами одновременно, стало обычным делом создавать тандемные рабочие станции, где кобот может работать на одной стороне, а сотрудник загружает, разгружает или переоснащает рабочую станцию напротив. Этот процесс может удвоить производительность без добавления дополнительной рабочей силы или дополнительных коботов.
Этот процесс может удвоить производительность без добавления дополнительной рабочей силы или дополнительных коботов.
Компании, предоставляющие коботов
Имея так много возможностей для интеграции роботов в производственную среду сварки и нехватку доступной рабочей силы, такие компании, как Hirebotics, вскочили, чтобы преодолеть разрыв между спросом и доступом к этим сварочным системам коботов.
Вместо крупных первоначальных капиталовложений в системы сварки коботов Hirebotics заключила партнерское соглашение с Red-D-Arc, чтобы позволить производителям «нанимать» сварщиков-коботов так же, как они нанимали бы человека и платить за неделю использования. Это также позволяет компаниям «увольнять» кобота, если работа была завершена или если потребности бизнеса изменились. Эта модель резко контрастирует с традиционными роботизированными сварочными модулями, которые могут стоить более 100 000 долларов США и должны быть приобретены сразу.
Коботы — будущее сварки
Владельцы бизнеса могут использовать подход 21 века к производству с помощью таких технологий, как коботы. Коботы помогают компаниям лучше реагировать на спрос на продукцию, предлагать больше рабочих мест и увеличивать размер прибыли за счет повышения эффективности.
Коботы помогают компаниям лучше реагировать на спрос на продукцию, предлагать больше рабочих мест и увеличивать размер прибыли за счет повышения эффективности.
Если вы хотите узнать больше о коботах, такие поставщики, как Hirebotics, могут стать для вас отличным ресурсом!
Доля:
Сварка электродом: процесс, техника и спецификация
Содержание
Сварка электродомОбычно сварка электродом известна как дуговая сварка металлическим электродом в среде защитного газа, при которой для заполнения шва используется электрод с флюсовым покрытием. . Сварка стержнем является широко используемым сварочным процессом из-за его портативности и простоты.
Сварка электродом представляет собой процесс ручной сварки, при котором можно легко сваривать все положения и почти все металлы.
Электроды для стержневой сварки В этом процессе электрод используется в качестве присадочного металла (расходуемый электрод), который также проводит электрический ток для получения желаемого тепла.
Электроды, используемые в этом методе, покрыты флюсом, эти флюсы сгорают вместе со стержнем, образуя газовую атмосферу (вакуум) вокруг сварочной ванны. Который защищает сварочную ванну от загрязнения атмосферы. Первый сварочный электрод с покрытием был изобретен Оскаром Кьельбергом в 19 г.04. Электроды, покрытые флюсом, используются при электродуговой сварке для защиты сварочной ванны от атмосферных загрязнений.
Выбор стержневого электродаВыбор электродов перед сваркой является важным вопросом, материалы идентифицируются и каталогизируются по всему миру, а стали/сплавы изготавливаются и производятся в соответствии с определенными стандартами, что упрощает соединять металлы, ремонтировать или производить продукт.
Схема стержневых электродов
Во избежание возможных дефектов сварки электроды для сварки в стержнях разрабатываются и используются в соответствии с механическими свойствами основного металла.
Источник питания и расчет тока при сварке электродомАппараты для сварки электродом
Как известно, электричество используется для создания дуги при электродуговой сварке, для которой используются различные типы источников питания (аппаратов), например, Трансформатор переменного тока, генератор постоянного тока, инвертор и т.
 д.
д.Ручная сварка на переменном или постоянном токе
В процессах дуговой сварки используются как переменный, так и постоянный токи. Постоянный ток ( DC ) предпочтителен для надежной сварки. Сварка электродом эффективно используется для сварки большинства распространенных металлов и сплавов.
Расчет тока для сварки электродом
Эмпирическое правило для расчета тока, необходимого для сварки:
Ток (А) = [диаметр электрода (мм) X 40] ± 20
Принцип действияВ этом методе электрический ток достигает основного металла через электрод, электрод царапает основной металл для создания сварочной дуги.
После генерирования сварочной дуги ее поддерживают на расстоянии около 1,5 см от основного металла, чтобы сохранить стабильность дуги и генерируемое тепло.
После этого электрод перемещают вперед и/или назад, вращая его по заданной волновой схеме, и расплавленный электрод устанавливается в виде сварного шва.
Использование флюса при сварке электродом
При сварке электродом флюс используется для защиты сварочной ванны от атмосферных газов.
По мере плавления электродов флюс также сгорает, образуя газообразную атмосферу защитного газа вокруг сварочной ванны и выделяя атмосферные газы вокруг сварочной ванны, при этом сгоревший флюс образует шлак, обволакивающий сварочную ванну, который отделяет после затвердевания.
В сварочном флюсе используются различные типы материалов, такие как карбонат кальция, силикат натрия, калий, магний, алюминий, оксид железа, фарфоровая глина, слюда и т. д.
Основные функции флюса:
- В качестве защитного газа
- Стабилизатор дуги
- Стабильность дуги
- Улучшение поведения дуги и внешнего вида валика
Кроме того, флюс выполняет множество других функций, таких как подходящее покрытие что улучшит скорость осаждения металла. а надлежащие ингредиенты покрытия обеспечивают металл шва, устойчивый к горячему и холодному растрескиванию.
а надлежащие ингредиенты покрытия обеспечивают металл шва, устойчивый к горячему и холодному растрескиванию.
Для флюсового покрытия сердечника проволоки применяются следующие методы:
- Погружение оголенной проволоки в расплавленный флюс.
- Методом экструзии.
- Химический состав: Химический состав электрода должен быть более или менее похож на состав свариваемого основного металла.
- Диаметр электрода: Диаметр электрода должен быть меньше толщины свариваемого основного металла.
- Тип флюсового покрытия на стержне: (целлюлоза, рутил, низководородный и т. д.)
Электроды можно разделить в зависимости от их флюсового покрытия на основные электроды, рутиловые электроды, целлюлозные электроды и т. д.
Основные стержневые электроды Основные электроды обеспечивают дугу с умеренным проплавлением и отличными механическими свойствами. В покрытии меньше водорода, а помимо порошка железа смешиваются фторид кальция (CaF) и диоксид титана (TiO). Осаждение происходит быстро на основных электродах. Он подходит для плоской, горизонтальной, вертикальной и потолочной сварки.
В покрытии меньше водорода, а помимо порошка железа смешиваются фторид кальция (CaF) и диоксид титана (TiO). Осаждение происходит быстро на основных электродах. Он подходит для плоской, горизонтальной, вертикальной и потолочной сварки.
Целлюлозные электроды производят тонкий, легко удаляемый, быстрозамерзающий шлак. Он подходит для всех положений и обеспечивает дугу копания/движения с глубоким проникновением. Это содержит.
Электроды с рутиловым покрытиемЭлектроды с рутиловым покрытием обеспечивают более мягкую дугу с более легким проплавлением, чем целлюлозные электроды. Шлак легко контролируется и обычно используется в общестроительных работах.
Факторы, которые необходимо учитывать при сварке электродомНекоторые основные факторы, которые следует учитывать при сварке электродом
- Положение электрода в соответствии с типом соединения
- Рабочий угол
- Ход дуги
- Расстояние между дугами
6
- Тип источника питания (переменного или постоянного тока)
- Тип полярности (DCSP, DCRP)
- Геометрия сварного шва
- Количество наплавленного металла
С его помощью можно построить и отремонтировать самые большие и маленькие приборы метод.
Чувство сварки — Производительность сварки
Распространенной ошибкой является завышенная оценка времени горения сварочной дуги. Производственные предприятия могут быть удивлены, обнаружив, что среднее время горения дуги при полуавтоматической сварке составляет всего 10-12 процентов. Когда компании не думают о том, как улучшить время дуги, они упускают из виду ключевые способы повышения пропускной способности и, конечно же, итоговые результаты.
Процесс импульсной сварки может обеспечить на 10 процентов более высокую скорость перемещения при том же подводе тепла по сравнению с прямым GMAW.Время горения сварочной дуги напрямую влияет на количество деталей, вывозимых за дверь каждый день. Показатель времени горения дуги не включает время, затраченное на подгонку детали, подготовку материала к сварке, очистку или шлифовку после сварки, но эти шаги могут существенно увеличить время всего процесса.
Поэтому важно учитывать действия, выполняемые до и после сварки, а не только во время самой сварки, чтобы найти способы улучшить время горения дуги. Принятие некоторых здравых советов о том, как увеличить производительность в производственных приложениях, использующих дуговую сварку металлическим электродом в среде защитного газа (GMAW), может помочь.
Принятие некоторых здравых советов о том, как увеличить производительность в производственных приложениях, использующих дуговую сварку металлическим электродом в среде защитного газа (GMAW), может помочь.
Обратите внимание на подгонку деталей. Задолго до того, как сварщик зажжет дугу, правильная подгонка деталей является определяющим фактором в результате сварки. Сварщик может нести ответственность за подгонку деталей, но это может быть и любой другой участник операции; Проблемы с подгонкой деталей прослеживаются вплоть до этапа проектирования или проектирования процесса. В любом случае перед началом сварки убедитесь в правильности подгонки деталей.
Время, затраченное на обеспечение последовательной и ровной подгонки деталей, устранит зазоры между деталями и впоследствии окупится за счет экономии времени. Наличие больших или неравномерных зазоров между свариваемыми деталями замедляет работу сварщика и увеличивает количество брызг, что требует больше времени на послесварочную шлифовку.
Используйте правильный процесс сварки. Как бы просто это ни звучало, для некоторых производителей идея изменения процесса сварки может быть пугающей. Конечно, может потребоваться дополнительное обучение и повторное утверждение любых изменений в Спецификации процедуры сварки (WPS), но изменение процесса может привести к значительным результатам в производительности в правильных приложениях.
Варианты процесса сварки включают стандартный GMAW, модифицированный GMAW с коротким замыканием или многочисленные импульсные процессы GMAW. Например, если в операции имеются большие зазоры в деталях, которые нельзя исправить при подгонке, модифицированный процесс GMAW с коротким замыканием является хорошим решением, поскольку он обеспечивает превосходные возможности заполнения зазоров.
Импульсные процессы обеспечивают многочисленные преимущества для производительности, в том числе меньшее количество брызг, меньшее тепловложение и более высокие скорости перемещения. Импульсный процесс может обеспечить на 10 процентов более высокую скорость перемещения при том же подводе тепла по сравнению с прямым GMAW. Кроме того, некоторые передовые импульсные процессы, такие как технология Accu-Pulse от Miller Electric, предлагают на 28 процентов более широкое рабочее окно. Это упрощает использование процесса, поэтому сварщики с любым уровнем опыта могут создавать высококачественные сварные швы, даже если техника или параметры различаются.
Замена присадочного металла или защитного газа также может помочь повысить производительность труда. Имейте в виду, что для замены газа и присадочного металла также может потребоваться повторное утверждение WPS. Многие производители используют сплошную проволоку для сварки GMAW, но в некоторых случаях проволока с флюсовым и металлическим сердечником может иметь преимущества. Правильный выбор присадочного металла зависит от используемого процесса, свариваемого материала и защитного газа. Например, проволока с металлическим сердечником может значительно повысить производительность благодаря очень высокой скорости перемещения, но ее трудно использовать при импульсной сварке.
Правильный выбор присадочного металла зависит от используемого процесса, свариваемого материала и защитного газа. Например, проволока с металлическим сердечником может значительно повысить производительность благодаря очень высокой скорости перемещения, но ее трудно использовать при импульсной сварке.
Различные защитные газы также могут лучше подходить для определенных применений и процессов. 100-процентный газ CO 2 широко используется в производстве, поскольку он доступен по цене и обеспечивает легкую сварку для операторов с меньшим опытом. Однако это приводит к гораздо большему разбрызгиванию, чем смешанный газ, что требует больше времени для шлифовки после сварки. Смешанный газ, такой как 90 % аргона/10 % CO 2 , может обеспечить более высокую скорость перемещения и более качественную сварку, поэтому на очистку после сварки тратится меньше времени.
Проверка параметров Обеспечение правильного набора параметров во время сварки также имеет решающее значение для получения качественных сварных швов, не требующих длительной доработки. Слишком высокая или медленная скорость перемещения, слишком высокая или низкая тепловая мощность, а также неправильный вылет троса — это параметры, на которые следует обращать внимание.
Слишком высокая или медленная скорость перемещения, слишком высокая или низкая тепловая мощность, а также неправильный вылет троса — это параметры, на которые следует обращать внимание.
Слишком низкая скорость перемещения приводит к повышенному подводу тепла в зону сварки, что может вызвать деформацию. Поддержание адекватной скорости движения помогает контролировать нагрев. Но слишком быстрое (и слишком холодное) движение может привести к заливке слишком большого количества присадочного металла в сварной шов, что приведет к разбрызгиванию или непровару, что потребует доработки. Еще одна причина повышенного разбрызгивания — слишком большой торчащий провод.
Когда целью является улучшение времени горения дуги, самое худшее, что может сделать сварщик, — это устранить плохой сварной шов, требующий доработки. Время, необходимое для того, чтобы вырезать плохой сварной шов и заменить его новым, может утроить потраченное время или даже больше.
Время устранения неполадок Время, затрачиваемое на устранение неполадок, таких как проблемы с подачей проволоки, сокращает время горения дуги, поэтому для оптимальной работы горелки GMAW важно поддерживать ее в надлежащем состоянии. Если направляющая горелки или контактный наконечник слишком изношены или натяжение приводного ролика отрегулировано неправильно, эти проблемы будут способствовать проблемам с подачей проволоки, что может привести к увеличению разбрызгивания и ухудшению качества сварки. Проблемы с качеством сварки также часто возникают из-за изношенных сварочных кабелей или плохого соединения кабелей.
Если направляющая горелки или контактный наконечник слишком изношены или натяжение приводного ролика отрегулировано неправильно, эти проблемы будут способствовать проблемам с подачей проволоки, что может привести к увеличению разбрызгивания и ухудшению качества сварки. Проблемы с качеством сварки также часто возникают из-за изношенных сварочных кабелей или плохого соединения кабелей.
Перед каждой сменой и после внесения любых изменений в процесс сварки дважды проверяйте все соединения расходных материалов в системе подачи проволоки, чтобы убедиться, что все установлено и затянуто правильно. Также обратите внимание на признаки износа или повреждения. Это помогает сократить время, затрачиваемое на поиск и устранение неисправностей, поэтому сварщик может проводить больше времени под капотом.
Положитесь на технологии Поскольку отрасль борется с нехваткой квалифицированных сварщиков, и многие компании ищут пути повышения производительности, технологии могут помочь. Когда источник сварочного тока обеспечивает большую простоту использования и улучшенный контроль дуги, сварщикам всех уровней квалификации легче выполнять высококачественные сварные швы и уменьшать количество ошибок, а, следовательно, улучшать время горения дуги.
Когда источник сварочного тока обеспечивает большую простоту использования и улучшенный контроль дуги, сварщикам всех уровней квалификации легче выполнять высококачественные сварные швы и уменьшать количество ошибок, а, следовательно, улучшать время горения дуги.
Синергетическое управление: Дополнительные источники сварочного тока предназначены для автоматического внесения изменений в соответствии с настройками оператора. Когда оператор изменяет скорость подачи проволоки, аппарат регулирует напряжение в соответствии с ним, обеспечивая использование оптимальных параметров.
Упрощенная настройка: Некоторые новые сварочные системы имеют «удобную кнопку» для настройки аппарата, поэтому сварщики могут быстрее разобраться. Это может быть особенно полезно для менее опытных сварщиков. С помощью этой технологии оператору нужно только ввести толщину материала, а источник питания автоматически установит другие параметры соответствующим образом. Это экономит время и помогает снизить вероятность разбрызгивания и искажения, которые усложняют послесварочную очистку и могут потребовать доработки.
Блокировки и ограничения: Источники сварочного тока с этой функцией позволяют блокировать определенные параметры в заданном диапазоне. Например, если замок настроен на 28-32 вольта, оператор не может выйти за пределы этого окна. Когда производитель обучает новых сварщиков, эта технология полезна для поддержания их в пределах диапазона параметров для конкретной работы. Некоторые системы также могут отправлять предупреждения, чтобы сообщить менеджерам или супервайзерам, когда сварщик работает за пределами установленных параметров.
Мониторинг данных сварки: Цифровой мониторинг сварки доступен для большего количества источников питания, чем когда-либо, что позволяет производителям всех размеров отслеживать важные показатели производительности. Доступные решения варьируются от базовых систем, которые проверяют параметры сварки и сообщают о производительности, до более продвинутого программного обеспечения для мониторинга, которое выявляет ошибки сварки, отслеживает детали и предоставляет сварщикам обратную связь в режиме реального времени.