Длина сварного шва полосы заземления
Заземление — это один из самых важных элементов электроустановки. Оно необходимо для того, чтобы предотвратить риск поражения человека электрическим током в процессе прикосновения к токоведущим частям или корпусам устройств, которые будут под напряжением из-за неисправностей или определённых повреждений. При этом длина шва заземления играет существенную роль.
В общей сложности можно выделить три основных вида заземления:
- защитный тип, который обязан обеспечить максимально высокую электрическую безопасность;
- рабочее зануление, которое требуется для качественной работы установки. Прежде всего, это касается установок, в которых протекает рабочий ток. Обычно он равен току в фазе трехфазной системы или в одном из полюсов постоянного тока;
- особый вид заземления, когда нейтраль трехфазного генератора или трансформатора заземлена. При этом именно от неё прокладывают нулевой провод, который берёт на себя прежде всего функции рабочего или защитного заземления.

Заземление обычно выполняют:
- при напряжении в 380 Вольт и выше переменного тока;
- при напряжении в 440 Вольт и выше постоянного тока в электроустановках;
- при напряжении выше 42 Вольт, но ниже 380 Вольт переменного тока, а также при напряжении выше 110 Вольт, но ниже 440 Вольт постоянного тока — в помещениях с повышенным уровнем опасности или с особой опасностью в наружных установках.
Однако при напряжениях ниже 42 Вольт переменного тока и ниже 110 Вольт постоянного тока заземление не требуется.
Необходимо понимать, что в некоторых установках заземление становится обязательным при всех напряжениях переменного и постоянного тока. К таким электроустановкам относят, прежде всего, электроустановки, которые располагаются во взрывоопасных помещениях любого класса.
Дополнительно необходимо отметить, что нулевые защитные проводники обязаны использоваться в качестве самостоятельных, кроме рабочих зануляющих проводников. Электросварочные установки помимо обязательного заземления корпусов сварочных агрегатов обязаны иметь заземление одного из зажимов цепи сварочного тока. При этом металлические оболочки силовых и контрольных кабелей на напряжение до сорока двух Вольт переменного тока и до ста десяти Вольт регулярного тока, если их прокладывают совместно с кабелями и проводами другого напряжения на общих металлических конструкциях и так далее.
При этом металлические оболочки силовых и контрольных кабелей на напряжение до сорока двух Вольт переменного тока и до ста десяти Вольт регулярного тока, если их прокладывают совместно с кабелями и проводами другого напряжения на общих металлических конструкциях и так далее.
Нередко в качестве дополнительной меры электрической безопасности строители подключи электроприемники к сети сквозь разделительные или понижающие трансформаторы. Необходимо учитывать, что вторичное напряжение трансформаторов бывает не более трёхсот восьмидесяти Вольт для разделительных, и не более сорока двух Вольт — для понижающих. При этом разделительный трансформатор может иметь равные напряжения, как у первичной, так и у вторичной обмотке. К примеру, триста восемьдесят на триста восемьдесят Вольт. Первичную обмотку обязательно подключают к сети, которая имеет глухозаземленную нейтраль. Стоит отметить, что у вторичной обмотки заземления нет. Необходимо запомнить, что от разделительного трансформатора допустимо проводить питание только для одного электроприемника. И его номинальный ток не должен превышать 15 Ампер. А корпус разделительного трансформатора часто заземляют или зануляют. Нельзя сделать заземление электроприемника, который присоединен ко вторичной обмотке разделительного трансформатора.
И его номинальный ток не должен превышать 15 Ампер. А корпус разделительного трансформатора часто заземляют или зануляют. Нельзя сделать заземление электроприемника, который присоединен ко вторичной обмотке разделительного трансформатора.
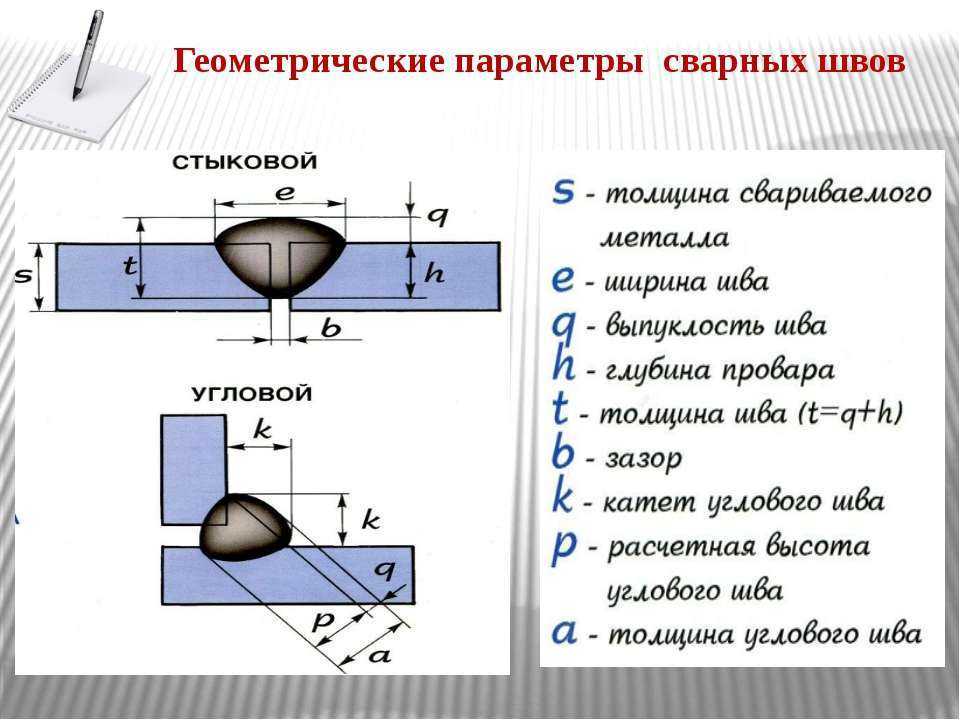
Очевидно, что соединения заземляющих проводников обязаны обеспечивать максимально надежный контакт. Осуществить это возможно только посредством сварки.
- Длина сварного шва полосы заземления должна быть равна двойной ширине при прямоугольном сечении. Также она может быть равна 6 диаметрам при круглом сечении. Главное учитывать, что сварку важно выполнять по всему периметру нахлестки.
- Как правило, соединения заземляющих проводников выполняют именно сваркой, как и присоединение их к металлическим элементам домов. Исключением являются лишь разъемные места, которые предназначены для измерения. Длину нахлестки для сварки проводников в процессе соединения также делают равной ширине при прямоугольном сечении или шести диаметрам, если речь идёт о круглом сечении.
- Сварку используют и для соединения заземляющих проводников, основой которых является круглая сталь, с заземлителями. В сложившейся ситуации длина сварного шва заземления также будет равной двойной ширине полосы для прямоугольных полос или 6 диаметрам для круглой стали. Однако к трубопроводам заземляющие проводники чаще всего присоединяют с помощью хомутов.
Вот мы и разобрались, что такое длина сварочного шва заземления. Если остались какие-либо вопросы, то всегда возможно совершенно бесплатно проконсультироваться с нашими специалистами. Также при необходимости они осуществят необходимые работы, учитывая все нормы ПУЭ.
Рубрика: Без рубрики
4.4. Расчет сварных швов прикрепления раскоса и стоек к фасонкам
Расчет сварных швов рекомендуется выполнять в табличной форме, аналогично таблице 11 прил. 2.
Расчетное усилие
в сечении из парных равнополочных
уголков распределяется следующим
образом: 70 % приходится на обушок (т. е. N об = 0,7N)
и 30 % — на перо (т.е. N п = 0,3N).
е. N об = 0,7N)
и 30 % — на перо (т.е. N п = 0,3N).
При расчете сварных швов задаются значениями катетов швов по обушку () и по перу () и определяют требуемые длины швов по обушку () и по перу ().
При назначении катета шва необходимо учитывать следующие рекомендации:
k f — целое число миллиметров;
k
t∟+ (0…2) мм;
t∟— (0…2) мм, где t∟— толщина уголка;
k f ≤ 1,2 tmin, где tmin – наименьшая из толщин свариваемых элементов
(уголка или фасонки). Толщина фасонок назначается по табл.
13 прил. 2.
Толщина фасонок назначается по табл.
13 прил. 2.
Требуемая длина сварного шва по обушку принимается по наибольшему значению, найденному по формулам:
при расчёте по металлу шва
; (4.4)
при расчёте по металлу границы сплавления
, (4.5)
где γwf = γwz = 1 (п. 11.2* [2]) – коэффициенты условий работы сварного шва;
f = 0,7, z = 1 (табл. 34* [2]) – коэффициенты глубины проплавления, соответствующие полуавтоматической сварке в нижнем положении;
(табл. 6* [2]) – коэффициент условий работы конструкции;
Rwf и Rwz (см. п. 2) –
расчётные сопротивление соединения с
угловыми швами срезу.
п. 2) –
расчётные сопротивление соединения с
угловыми швами срезу.
Требуемая длина сварного шва по перу принимается по наибольшему значению, найденному по формулам:
при расчёте по металлу шва
; (4.6)
при расчёте по металлу границы сплавления
. (4.7)
При назначении длин сварных швов по обушку () и по перу () следует руководствоваться следующим:
1. —целое число сантиметров;
2. ≥ 4 см;
3. ;
4. ;
5. значения и принимать возможно меньшими.
Рис. 2. К расчету сварных швов
На деталировочном (рабочем) чертеже
показывают фасад фермы, планы верхнего
и нижнего поясов, вид сбоку. Узлы
изображают на фасаде, причем для ясности
чертежа узлы и сечения стержней
вычерчивают в масштабе 1:10 на схеме осей
фермы, вычерчен-
Узлы
изображают на фасаде, причем для ясности
чертежа узлы и сечения стержней
вычерчивают в масштабе 1:10 на схеме осей
фермы, вычерчен-
ной в масштабе 1:20.
Резку стержней решетки производят, как правило, нормально к оси стержня. Для крупных стержней допускается косая резка с целью уменьшения размеров фасонок. Стержни решетки не доводятся до поясов на расстояние a = 6 tф – 20 мм (где tф – толщина фасонки в мм), но не более 80 мм (рис. 2).
В ферме со стержнями из парных уголков, составленных тавром, узлы проектируют на фасонках, которые заводят между уголками. К поясу фермы фасонки рекомендуется прикреплять сплошными швами минимального катета. Фасонки выпускают за обушки поясных уголков на 10…15 мм (рис. 2).
Основой конструирования
узлов фермы является пересечение осей
всех сходящихся в узле стержней в центре
узла.
Для обеспечения совместной работы уголков их соединяют прокладками. Расстояние в свету между прокладками должно быть не более 40ix для сжатых элементов и 80ix для растянутых, где ix – радиус инерции одного уголка относительно оси x — x. Толщина прокладок назначается равной толщине узловых фасонок. Прокладки принимаются шириной 60 мм и выпускаются за габариты уголков на 10…15 мм в каждую сторону.
На фасаде фермы
указываются размеры (катет и длина)
сварных швов.
Опорную плиту принять толщиной 20 мм и размерами в плане 300x300 мм.
На чертеже размещается спецификация деталей (по установленной форме) на ферму и даются примечания.
ПРИЛОЖЕНИЕ 1
Таблица 1
Исходные данные для студентов специальности 270301 «Архитектура»
Две последние цифры шифра | Длина стропильной фермы L (м) | Шаг стропильных ферм B (м) | Высота стропильной фермы | Нормативная временная нагрузка на покрытие | Марка стали |
01 | 8 | 4 | 2 | 17 | C275 |
02 | 8,2 | 4,5 | 2,1 | 16 | C285 |
03 | 8,4 | 5 | 2,2 | 15 | C345 |
04 | 8,6 | 5,5 | 2,3 | 14 | C375 |
05 | 8,8 | 6 | 2,4 | 13 | C235 |
06 | 9 | 3 | 2,5 | 12 | C245 |
07 | 9,2 | 3,5 | 2 | 11 | C255 |
08 | 9,4 | 4 | 2,1 | 10 | C275 |
09 | 9,6 | 4,5 | 2,2 | 18 | C285 |
10 | 9,8 | 5 | 2,3 | 17 | C345 |
11 | 10 | 5,5 | 2,4 | 16 | C375 |
12 | 10,2 | 6 | 2,5 | 15 | C235 |
13 | 10,4 | 3,5 | 2 | 14 | C245 |
14 | 10,6 | 4 | 2,1 | 13 | C255 |
15 | 8 | 4,5 | 2,2 | 12 | C285 |
16 | 8,2 | 5 | 2,3 | 11 | C345 |
17 | 8,4 | 5,5 | 2,4 | 10 | C375 |
18 | 8,6 | 6 | 2,5 | 18 | C235 |
19 | 8,8 | 3 | 2 | 17 | C245 |
20 | 9 | 3,5 | 2,1 | 16 | C255 |
21 | 9,2 | 4 | 2,2 | 15 | C275 |
22 | 9,4 | 4,5 | 2,3 | 14 | C285 |
23 | 9,6 | 5 | 2,4 | 13 | C345 |
24 | 9,8 | 5,5 | 2,5 | 12 | C375 |
25 | 10 | 6 | 2 | 11 | C235 |
Таблица 2
Исходные данные для студентов специальности 270302 «Дизайн архитектурной среды»
Две последние цифры шифра | Длина стропильной фермы L (м) | Шаг стропильных ферм B (м) | Высота стропильной фермы h (м) | Нормативная временная нагрузка на покрытие | Марка стали |
01 | 8 | 3 | 2,1 | 18 | C235 |
02 | 8,2 | 3,5 | 2,2 | 17 | C245 |
03 | 8,4 | 4 | 2,3 | 16 | C255 |
04 | 8,6 | 4,5 | 2,4 | 15 | C275 |
05 | 8,8 | 5 | 2,5 | 14 | C285 |
06 | 9 | 5,5 | 2 | 13 | C345 |
07 | 9,2 | 6 | 2,1 | 12 | C375 |
08 | 9,4 | 3 | 2,2 | 11 | C235 |
09 | 9,6 | 3,5 | 2,3 | 10 | C245 |
10 | 9,8 | 4 | 2,4 | 18 | C255 |
11 | 10 | 4,5 | 2,5 | 17 | C275 |
12 | 10,2 | 5 | 2 | 16 | C285 |
13 | 10,4 | 5,5 | 2,1 | 15 | C345 |
14 | 10,6 | 6 | 2,2 | 14 | C375 |
15 | 8 | 3,5 | 2,3 | 13 | C245 |
16 | 8,2 | 4 | 2,4 | 12 | C255 |
17 | 8,4 | 4,5 | 2,5 | 11 | C275 |
18 | 8,6 | 5 | 2 | 10 | C285 |
19 | 8,8 | 5,5 | 2,1 | 18 | C345 |
20 | 9 | 6 | 2,2 | 17 | C375 |
21 | 9,2 | 3 | 2,3 | 16 | C235 |
22 | 9,4 | 3,5 | 2,4 | 15 | C245 |
23 | 9,6 | 4 | 2,5 | 14 | C255 |
24 | 9,8 | 4,5 | 2 | 13 | C275 |
25 | 10 | 5 | 2,1 | 12 | C285 |
ПРИЛОЖЕНИЕ 2
Таблица 3
Нормативные и расчётные сопротивления при растяжении,
сжатии и изгибе проката по ГОСТ 27772-88 для стальных
конструкций зданий
и сооружений (выборка из табл. 51* 2)
51* 2)
Сталь | Толщина проката, мм | Нормативное сопротивление фасонногопроката, МПа | Расчетное сопротивление фасонного проката, МПа | ||
Rуn | Run | Rу | Ru | ||
C235 | От 2 до 20 Св. 20 до 40 | 235 225 | 360 360 | 230 220 | 350 350 |
C245 | От 2 до 20 Св. | 245 235 | 370 370 | 240 230 | 360 360 |
С255 | От 4 до 10 Св. 10 до 20 Св. 20 до 40 | 255 245 235 | 380 370 370 | 250 240 230 | 370 360 360 |
C275 | От 2 до 10 Св. 10 до 20 | 275 275 | 390 380 | 270 270 | 380 370 |
C285 | От 4 до 10 Св. | 285 275 | 400 390 | 280 270 | 390 380 |
C345 | От 2 до 10 Св. 10 до 20 Св. 20 до 40 | 345 325 305 | 490 470 460 | 335 315 300 | 480 460 450 |
C375 | От 2 до 10 Св. 10 до 20 Св. 20 до 40 | 375 355 335 | 510 490 480 | 365 345 325 | 500 480 470 |
 20 до 30
20 до 30 10 до 20
10 до 20Таблица 4
Материалы для сварки и расчётные сопротивления
(выборка из табл. 55* и 56 [2])
55* и 56 [2])
Стали | Марки сварочной проволоки (по ГОСТ 2246-70*) для сварки под флюсом | Тип электродов по ГОСТ 9467-75* | Rwf, МПа |
С235, С245, С255,С275, С285 | Св-08А, Св-08ГА | Э42 Э46 | 180 200 |
С345, С375 | Св-10ГА | Э50 | 215 |
Таблица 5
Двутавры стальные горячекатаные с уклоном внутренних граней полок (ГОСТ 8239-89)
№ профиля | Размеры, мм | Площадь сечения, см 2 | Ось х – х | Ось у — у | Масса 1 м, кг | ||||||||
h | b | s | t | Ix , см 4 | Wx , см 3 | ix , см | Sx , см 3 | Iy , см 4 | Wy , см 3 | iy , см | |||
10 | 100 | 55 | 4,5 | 7,2 | 12 | 198 | 39,7 | 4,1 | 23 | 18 | 6,5 | 1,22 | 9,5 |
12 | 120 | 64 | 4,8 | 7,3 | 14,7 | 350 | 58,4 | 4,9 | 33,7 | 28 | 8,7 | 1,38 | 11,5 |
14 | 140 | 73 | 4,9 | 7,5 | 17,4 | 572 | 81,7 | 5,7 | 46,8 | 42 | 11,5 | 1,55 | 13,7 |
16 | 160 | 81 | 5 | 7,8 | 20,2 | 873 | 109 | 6,6 | 62,3 | 59 | 14,5 | 1,7 | 15,9 |
18 | 180 | 90 | 5,1 | 8,1 | 23,4 | 1290 | 143 | 7,4 | 81,4 | 83 | 18,4 | 1,88 | 18,4 |
20 | 200 | 100 | 5,2 | 8,4 | 26,8 | 1840 | 184 | 8,1 | 104 | 115 | 23,1 | 2,07 | 21 |
22 | 220 | 110 | 5,4 | 8,7 | 30,6 | 2550 | 232 | 9,1 | 131 | 157 | 28,6 | 2,27 | 24 |
24 | 240 | 115 | 5,6 | 9,5 | 34,8 | 3460 | 289 | 10 | 163 | 198 | 34,5 | 2,37 | 27,3 |
27 | 270 | 125 | 6 | 9,8 | 40,2 | 5010 | 371 | 11,2 | 210 | 260 | 41,5 | 2,54 | 31,5 |
30 | 300 | 135 | 6,5 | 10,2 | 46,5 | 7080 | 472 | 12,3 | 268 | 337 | 49,9 | 2,69 | 36,5 |
33 | 330 | 140 | 7 | 11,2 | 53,8 | 9840 | 597 | 13,5 | 339 | 419 | 59,9 | 2,79 | 42,2 |
36 | 360 | 145 | 7,5 | 12,3 | 61,9 | 13380 | 743 | 14,7 | 423 | 516 | 71,1 | 2,89 | 48,6 |
40 | 400 | 155 | 8,3 | 13 | 72,6 | 19062 | 953 | 16,2 | 545 | 667 | 86,1 | 3,03 | 57 |
45 | 450 | 160 | 9 | 14,2 | 84,7 | 27696 | 1231 | 18,1 | 708 | 808 | 101 | 3,09 | 66,5 |
50 | 500 | 170 | 10 | 15,2 | 100 | 39727 | 1589 | 19,9 | 919 | 1043 | 123 | 3,23 | 78,5 |
55 | 550 | 180 | 11 | 16,5 | 118 | 55962 | 2035 | 21,8 | 1181 | 1356 | 151 | 3,39 | 92,6 |
60 | 600 | 190 | 12 | 17,8 | 138 | 76806 | 2560 | 23,6 | 1491 | 1725 | 182 | 3,54 | 108 |
Таблица 6
Швеллеры стальные горячекатаные с уклоном внутренних граней полок (ГОСТ 8240-89)
№ профиля | Размеры, мм | Площадь сечения, см 2 | Ось х – х | Ось у — у | z0 , см | Масса 1 м, кг | ||||||||||
h | b | s | t | R | r | Ix , см 4 | Wx , см 3 | ix , см | Sx , см 3 | Iy , см 4 | Wy , см 3 | iy , см | ||||
5 | 50 | 32 | 4,4 | 7 | 6 | 2,5 | 6,16 | 22,8 | 9,1 | 1,92 | 5,59 | 5,61 | 2,75 | 0. | 1,16 | 4,84 |
6,5 | 65 | 36 | 4,4 | 7,2 | 6 | 2,5 | 7,51 | 48,6 | 15 | 2,54 | 9 | 8,7 | 3,68 | 1,08 | 1,24 | 5,9 |
8 | 80 | 40 | 4,5 | 7,4 | 6,5 | 2,5 | 8,98 | 89,4 | 22,4 | 3,16 | 13,3 | 12,8 | 4,75 | 1,19 | 1,31 | 7,05 |
10 | 100 | 46 | 4,5 | 7,6 | 7 | 3 | 10,9 | 174 | 34,8 | 3,99 | 20,4 | 20,4 | 6,46 | 1,37 | 1,44 | 8,59 |
12 | 120 | 52 | 4,8 | 7,8 | 7,5 | 3 | 13,3 | 304 | 50,6 | 4,78 | 29,6 | 31,2 | 6,52 | 1,53 | 1,54 | 10,4 |
14 | 140 | 58 | 4,9 | 8,1 | 8 | 3 | 15,6 | 491 | 70,2 | 5,6 | 40,8 | 45,4 | 11 | 1,7 | 1,67 | 12,3 |
16 | 160 | 64 | 5 | 8,4 | 8,5 | 3,5 | 18,1 | 747 | 93,4 | 6,42 | 54,1 | 63,3 | 13,8 | 1,87 | 1,8 | 14,2 |
18 | 180 | 70 | 5,1 | 8,7 | 9 | 3,5 | 20,7 | 1090 | 121 | 7,24 | 69,8 | 86 | 17 | 2,04 | 1,94 | 16,3 |
20 | 200 | 76 | 5,2 | 9 | 9,5 | 4 | 23,4 | 1520 | 152 | 8,07 | 87,8 | 113 | 20,5 | 2,2 | 2,07 | 18,4 |
22 | 220 | 82 | 5,4 | 9,5 | 10 | 4 | 26,7 | 2110 | 192 | 8,89 | 110 | 151 | 25,1 | 2,37 | 2,21 | 21 |
24 | 240 | 90 | 5,6 | 10 | 10,5 | 4 | 30,6 | 2900 | 242 | 9,73 | 139 | 208 | 31,6 | 2,6 | 2,42 | 24 |
27 | 270 | 95 | 6 | 10,5 | 11 | 4,5 | 35,2 | 4160 | 308 | 10,9 | 178 | 262 | 37,3 | 2,73 | 2,47 | 27,7 |
30 | 300 | 100 | 6,5 | 11 | 12 | 5 | 40,5 | 5810 | 387 | 12 | 224 | 327 | 43,6 | 2,84 | 2,52 | 31,8 |
33 | 330 | 105 | 7 | 11,7 | 13 | 5 | 46,5 | 7980 | 484 | 13,1 | 281 | 410 | 51,8 | 2,97 | 2,59 | 36,5 |
36 | 360 | 110 | 7,5 | 12,6 | 14 | 6 | 53,4 | 10820 | 601 | 14,2 | 350 | 513 | 61,7 | 3,1 | 2,68 | 41,9 |
40 | 400 | 115 | 8 | 13,5 | 15 | 6 | 61,5 | 15220 | 761 | 15,7 | 444 | 642 | 73,4 | 3,23 | 2,75 | 48,3 |
 95
95Таблица 7
Уголки стальные горячекатаные равнополочные (ГОСТ 8509-86)
О б о з н а ч е н и я: b – ширина полки; t – толщина полки; R – радиус внутреннего закругления; r – радиус закругления полки; I – момент инерции; i – радиус инерции; z0 – расстояние от центра тяжести до наружной грани полки
Размеры, мм | Площадь сечения, см 2 | Справочные величины для осей | Масса 1 м, кг | ||||||||||
х – х | х0 – х0 | у0 – у0 | х1 – х1 | ||||||||||
b | t | R | r | z0 | Ix , см 4 | ix , см | Ix0 , см 4 | ix0 , см | Iy0 , см 4 | iy0 , см | Ix1 , см 4 | ||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 |
35 | 4 5 | 4,5 4,5 | 1,5 1,5 | 10,1 10,5 | 2,17 3,28 | 3,01 3,61 | 1,06 1,05 | 4,76 5,71 | 1,33 1,32 | 1,25 1,52 | 0,68 0,68 | 5,33 6,93 | 2,1 2,58 |
40 | 4 5 | 5 5 | 1,7 1,7 | 11,3 11,7 | 3,08 3,79 | 4,58 5,53 | 1,22 1,2 | 7,26 8,75 | 1,53 1,51 | 1,9 2,3 | 0,79 0,78 | 8,53 10,73 | 2,42 2,97 |
45 | 4 5 | 5 5 | 1,7 1,7 | 12,6 13 | 3,48 4,29 | 6,63 8,03 | 1,38 1,37 | 10,5 12,7 | 1,74 1,72 | 2,74 3,33 | 0,89 0,88 | 12,1 15,3 | 2,73 3,37 |
50 | 4 5 | 5,5 5,5 | 1,8 1,8 | 13,8 14,2 | 3,89 4,8 | 9,21 11,2 | 1,54 1,53 | 14,6 17,8 | 1,94 1,92 | 3,8 4,63 | 0,99 0,98 | 16,6 20,9 | 3,05 3,77 |
56 | 4 5 | 6 6 | 2 2 | 15,2 15,7 | 4,38 5,41 | 13,1 16 | 1,73 1,72 | 20,8 25,4 | 2,18 2,16 | 5,41 6,59 | 1,11 1,1 | 23,3 29,2 | 3,44 4,25 |
63 | 4 5 6 | 7 7 7 | 2,3 2,3 2,3 | 16,9 17,4 17,8 | 4,96 6,13 7,28 | 18,9 23,1 27,1 | 1,95 1,94 1,93 | 29,9 36,6 42,9 | 2,45 2,44 2,43 | 7,81 9,52 11,2 | 1,25 1,25 1,24 | 33,1 41,5 50 | 3,9 4,81 5,72 |
70 | 4,5 5 6 7 8 | 8 8 8 8 8 | 2,7 2,7 2,7 2,7 2,7 | 18,8 19 19,4 19,9 20,2 | 6,2 6,86 8,15 9,42 10,7 | 29 31,9 37,6 43 48,2 | 2,16 2,16 2,15 2,14 2,13 | 46 50,7 59,6 68,2 76,4 | 2,72 2,72 2,71 2,69 2,68 | 12 13,2 15,5 17,8 20 | 1,39 1,39 1,38 1,37 1,37 | 51 56,7 68,4 80,1 91,9 | 4,87 5,38 6,39 7,39 8,37 |
Продолжение таблицы 7
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 |
75 | 5 6 7 8 9 | 9 9 9 9 9 | 3 3 3 3 3 | 20,2 20,6 21 21,5 21,8 | 7,39 8,78 10,1 11,5 12,8 | 39,5 46,6 53,3 59,8 66,1 | 2,31 2,3 2,29 2,28 2,27 | 62,6 73,9 84,6 94,9 105 | 2,91 2,9 2,89 2,87 2,86 | 16,4 19,3 22,1 24,8 27,5 | 1,49 1,48 1,48 1,47 1,46 | 69,6 83,9 98,3 113 127 | 5,8 6,89 7,96 9,02 10,1 |
80 | 5,5 6 7 8 | 9 9 9 9 | 3 3 3 3 | 21,7 21,9 22,3 22,7 | 8,63 9,38 10,8 12,3 | 52,7 57 65,3 73,4 | 2,47 2,47 2,45 2,44 | 83,6 90,4 104 116 | 3,11 3,11 3,09 3,08 | 21,8 23,5 27 30,3 | 1,59 1,58 1,58 1,57 | 93,2 102 119 137 | 6,78 7,36 8,51 9,65 |
90 | 6 7 8 9 | 10 10 10 10 | 3,3 3,3 3,3 3,3 | 24,3 24,7 25,1 25,5 | 10,6 12,3 13,9 15,6 | 82,1 94,3 106 118 | 2,78 2,77 2,76 2,75 | 130 150 168 186 | 3,5 3,49 3,48 3,46 | 34 38,9 43,8 48,6 | 1,79 1,78 1,77 1,77 | 145 169 194 219 | 8,33 9,64 10,9 12,2 |
100 | 6,5 7 8 10 12 14 16 | 12 12 12 12 12 12 12 | 4 4 4 4 4 4 4 | 26,8 27,1 27,5 28,3 29,1 29,9 30,6 | 12,8 13,8 15,6 19,2 22,8 26,3 29,7 | 122 131 147 179 209 237 264 | 3,09 3,08 3,07 3,05 3,03 3 2,98 | 193 207 233 284 331 375 416 | 3,88 3,88 3,87 3,84 3,81 3,78 3,74 | 50,7 54,2 60,9 74,1 86,9 99,3 112 | 1,99 1,98 1,98 1,96 1,95 1,94 1,94 | 214 231 265 333 402 472 542 | 10,1 10,8 12,2 15,1 17,9 20,6 23,3 |
110 | 7 8 | 12 12 | 4 4 | 29,6 30 | 15,2 17,2 | 176 198 | 3,4 3,39 | 279 315 | 4,29 4,28 | 72,7 81,8 | 2,19 2,18 | 308 353 | 10,9 13,5 |
125 | 8 9 10 12 14 16 | 14 14 14 14 14 14 | 4,6 4,6 4,6 4,6 4,6 4,6 | 33,6 34 34,5 35,3 36,1 36,8 | 19,7 22 24,3 28,9 33,4 37,8 | 294 327 360 422 482 539 | 3,87 3,86 3,85 3,82 3,8 3,78 | 467 520 571 670 764 853 | 4. 4,86 4,84 4,82 4,78 4,75 | 122 135 149 174 200 224 | 2,49 2,48 2,47 2,46 2,45 2,44 | 516 582 649 782 916 1051 | 15,5 17,3 19,1 22,7 26,2 29,6 |
 87
87Окончание таблицы 7
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 |
140 | 9 10 12 | 14 14 14 | 4,6 4,6 4,6 | 37,8 38,2 39 | 24,7 27,3 32,5 | 466 512 602 | 4,34 4,33 4,31 | 739 814 957 | 5,47 5,46 5,43 | 192 211 248 | 2,79 2,78 2,76 | 818 911 1097 | 19,4 21,5 25,5 |
160 | 10 11 12 14 16 18 20 | 16 16 16 16 16 16 16 | 5,3 5,3 5,3 5,3 5,3 5,3 5,3 | 43 43,5 43,9 44,7 45,5 46,3 47 | 31,4 34,4 37,4 43,3 49,1 54,8 60,4 | 774 844 913 1046 1175 1299 1419 | 4,96 4,95 4,94 4,92 4,89 4,87 4,85 | 1229 1341 1450 1662 1866 2061 2248 | 6,25 6,24 6,23 6,2 6,17 6,13 6,1 | 319 348 376 431 485 537 589 | 3,19 3,18 3,17 3,16 3,14 3,13 3,12 | 1356 1494 1633 1911 2191 2472 2756 | 24,7 27 29,4 34 38,5 43 47,4 |
180 | 11 12 | 16 16 | 5,3 5,3 | 48,5 48,9 | 38,8 42,2 | 1216 1317 | 5,6 5,59 | 1933 2093 | 7,06 7,04 | 500 540 | 3,59 3,58 | 2128 2325 | 30,5 33,1 |
200 | 12 13 14 16 20 25 30 | 18 18 18 18 18 18 18 | 6 6 6 6 6 6 6 | 53,7 54,2 54,6 55,4 57 58,9 60,7 | 47,1 50,9 54,6 62 76,5 94,3 111,5 | 1823 1961 2097 2363 2871 3466 4020 | 6,22 6,21 6,2 6,17 6,12 6,06 6 | 2896 3116 3333 3755 4560 5494 6351 | 7,84 7,83 7,81 7,78 7,72 7,63 7,56 | 749 805 861 970 1182 1438 1688 | 3,99 3,98 3,97 3,96 3,93 3,91 3,89 | 3182 3452 3722 4264 5355 6733 8130 | 37 39,9 42,8 48,7 60,1 74 87,6 |
220 | 14 16 | 21 21 | 7 7 | 59,3 60,2 | 60,4 68,6 | 2814 3175 | 6,83 6,81 | 4470 5045 | 8,6 8,58 | 1159 1306 | 4,38 4,36 | 4941 5661 | 47,4 53,8 |
250 | 16 18 20 22 25 28 30 | 24 24 24 24 24 24 24 | 8 8 8 8 8 8 8 | 67,5 68,3 69,1 70 71,1 72,3 73,1 | 78,4 87,7 97 106,1 119,7 133,1 142 | 4717 5247 5765 6270 7006 7717 8177 | 7,76 7,73 7,71 7,69 7,65 7,61 7,59 | 7492 8337 9160 9961 11125 12244 12965 | 9,78 9,75 9,72 9,69 9,64 9,59 9,56 | 1942 2158 2370 2579 2887 3189 3389 | 4,98 4,96 4,94 4,93 4,91 4,9 4,89 | 8286 9342 10401 11464 13064 14674 15753 | 61,5 68,9 76,1 83,3 94 104,5 111,4 |
Рис. 3. Определение
усилий в элементах фермы графическим
способом (диаграмма Максвелла-Кремоны)
3. Определение
усилий в элементах фермы графическим
способом (диаграмма Максвелла-Кремоны)
Таблица 8
Коэффициент устойчивости
Условная гибкость
Коэффициент устойчивости
Условная гибкость
Коэффициент устойчивости
0,4
0,989
2,8
0,673
0,6
0,969
3
0,628
0,8
0,953
3,2
0,587
1
0,934
3,4
0,547
1,2
0,913
3,6
0,508
1,4
0,891
3,8
0,471
1,6
0,866
4
0,436
1,8
0,841
4,2
0,402
2
0,813
4,4
0,370
2,2
0,785
4,6
0,340
2,4
0,755
4,8
0,312
2,6
0,718
5
0,289
Примечание.
Для промежуточных значений величину следует определять линейной интерполяцией.
Таблица 9
Вертикальные предельные прогибы элементов конструкций
(выборка из табл. 19 [3])
Элементы конструкций | Отношение пролета элемента к его вертикальному предельному прогибу n0 |
2. Балки, фермы, ригели, прогоны, плиты, настилы (включая поперечные ребра плит и настилов): a) покрытий и перекрытий, открытых для обзора, при пролете l, м: | |
l ≤ 1 | 120 |
l = 3 | 150 |
l = 6 | 200 |
Примечание.
Для промежуточных значений l в поз. 2, а величину n0 следует определять линейной интерполяцией.
Таблица 10
Подбор сечений стержней фермы
Элемент | № стержня | Расчетное усилие N, кН | Сечение | Площадь сеченияA, см2 | Расчетная длина lx, см | Радиус инерции ix, см | Гибкость λ | Предельная гибкость [λ] | Условная гибкость | Коэффициент устойчивости | Коэффициент условий работ γс | Проверка сечения, | ||
растяжение | сжатие | прочность | устойчивость | |||||||||||
Верх-ний пояс | В1-1 | — | 945 | } ┘└12512 | 57,8 | 265 | 3,82 | 69,4 | 120 | 2,37 | 0,76 | 0,95 | — | 21,51 < 23,75 |
В2-2 | — | 945 | ||||||||||||
Ниж-ний пояс | Н-1 | 1041 | — | ┘└1259 | 44 | 291 | 3,86 | 75,4 | 400 | — | — | 0,95 | 23,66 < 23,75 | — |
Н-3 | 690 | — | ┘└1259 конструктивно | 44 | 291 | 3,86 | 75,4 | 400 | — | — | 0,95 | 15,68 < 23,75 | — | |
Рас-кос | 2-3 | 351 | — | ┘└755 | 14,78 | 233 | 2,31 | 100,9 | 400 | — | — | 0,95 | 23,748< 23,75 | — |
Стой-ки | 1-2 | — | 290 | ┘└756 | 17,56 | 96 | 2,3 | 41,7 | 150 | 1,45 | 0,885 | 0,8 | — | 18,66 < 20 |
3-3’ | — | 580 | ┘└10010 | 38,4 | 192 | 3,05 | 62,95 | 150 | 2,19 | 0,786 | 0,8 | — | 19,22 < 20 | |
Таблица 11
Расчет сварных швов
№ стержня | Сечение | Усилие N, кН | Шов по обушку | Шов по перу | ||||
N об , кН | , см | , см | Nп , кН | , см | , см | |||
1-2 | ┘└756 | 290 | 203 | 0,7 | 14 | 87 | 0,6 | 8 |
2-3 | ┘└755 | 351 | 245,7 | 0,6 | 20 | 105,3 | 0,5 | 11 |
3-3’ | ┘└10010 | 580 | 406 | 1,2 | 17 | 174 | 0,9 | 10 |
Таблица 12
Минимальные катеты
швов (табл. 38* [2])
38* [2])
Вид соединения | Вид сварки | Предел текучести, МПа | Миним. катеты kf, мм, при толщине более толстого из свариваемых элементов t, мм | |||||
4-5 | 6-10 | 11-16 | 17-22 | 23-32 | 33-40 | |||
Тавровое с двусторонними угловыми швами; нахлёсточное и угловое | Ручная | До 430 | 4 | 5 | 6 | 7 | 8 | 9 |
Св. | 5 | 6 | 7 | 8 | 9 | 10 | ||
Автоматическая и полуавтоматическая | До 430 | 3 | 4 | 5 | 6 | 7 | 8 | |
Св. 430 до 530 | 4 | 5 | 6 | 7 | 8 | 9 | ||
Тавровое с односторонними угловыми швами | Ручная | До 380 | 5 | 6 | 7 | 8 | 9 | 10 |
Автоматическая и полуавтоматическая | 4 | 5 | 6 | 7 | 8 | 9 | ||
 430 до 530
430 до 530Таблица 13
Рекомендуемая толщина фасонок ферм
Максимальное усилие в стержнях решетки, кН | До 150 | 150-250 | 250-400 | 400-600 | 600-1000 | 1000-1400 | 1400-1800 | Более 1800 |
Толщина фасонок, мм | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 |
Таблица 14
Расчетные длины стержней
(выборка из табл. 11 [2])
11 [2])
Продольный изгиб | Пояса | Решетка | |
опорные стойки и раскосы | прочие элементы | ||
В плоскости фермы | lx = l | lx = l | lx = 0,8 l |
Обозначение: l – расстояние между центрами узлов
Таблица 15
Предельные гибкости стержней
(выборка из табл. 19* и 20* [2])
Элементы | Сжатые стержни | Растянутые стержни | |
при непосредственных динамических воздействиях | при статических нагрузках | ||
Пояса, опорные стойки и раскосы | 120 | 250 | 400 |
Прочие элементы | 150 | 350 | 400 |
Таблица 16
Коэффициент условий работы
(выборка из табл. 6* [2])
6* [2])
Параметр | Пояса | Сжатые элементы решетки | Растянутые элементы решетки | |
опорные стойки и раскосы | прочие элементы | |||
Коэффициент условий работы | 0,95 | 0,95 | 0,8 | 0,95 |
Л И Т Е Р А Т У Р А
1. СП 53-102-2004. Общие правила проектирования стальных конструкций. Госстрой России.- М.: ЦНИИСК им. Кучеренко, 2005.
2. СНиП II-23-81*.
Стальные конструкции. Нормы проектирования
/ Минстрой России. — М.: ГП ЦПП, 2000. — 96 с.
— М.: ГП ЦПП, 2000. — 96 с.
3. СНиП 2.01.07-85*. Нагрузки и воздействия / Госстрой России. — М.: ФГУП ЦПП, 2004.-44 с
4. Файбишенко В.К. Металлические конструкции: Учеб. пособие для вузов. – М.: Стройиздат, 1984. — 336 с.
содержание
Общие сведения………………………………………..…………………… | 2 |
1. Исходные данные………………………………………………………… | 2 |
2. Выбор основных расчетных характеристик…………………………… | 3 |
3. Расчет прогона покрытия………………………………………………… | 3 |
4. Проектирование стропильной фермы……………………………………. | 4 |
4. | 4 |
4.2. Определение расчётных усилий в стержнях фермы…………………… | 4 |
4.3. Подбор сечений стержней фермы……………………………………… | 5 |
4.4. Расчет сварных швов прикрепления раскоса и стоек к фасонкам…… | 6 |
4.5. Рекомендации по оформлению рабочего чертежа фермы……………. | 7 |
Приложения…………………………………………………………………… | 9 |
Литература……………………………………………………………………. | 21 |
 1.
Определение нагрузок на
ферму………………………………………..
1.
Определение нагрузок на
ферму………………………………………..Длина стыкового шва с учетом эффективности сварного соединения Калькулятор
✖Растягивающее усилие на свариваемых пластинах — это сила растяжения, действующая на свариваемые пластины. | Атомная единица силыАттоньютонСантиньютонДеканьютонДециньютондинаэксаньютонFemtonewtonГиганьютонГрамм-силаГраве-силагектоньютонДжоуль / СантиметрДжоуль / метрКилограмм-силаКилоньютонКилопруд Килофунт-силаКип-силаМеганьютонМикроньютонMilligrave — силаМиллиньютонНаноньютонНьютонУнция-силаPetanewtonPiconewtonпрудФунт фут / сек²паундальФунт-силастенТераньютонТон-сила (Long)Тон-сила (метрическая система)Тон-сила (короткий)Йоттаньютон | +10% -10% | |
✖Напряжение растяжения в сварном шве — это среднее напряжение, испытываемое сварными швами, когда соединительные пластины подвергаются растяжению.ⓘ Растягивающее напряжение в сварном шве [σt] | Дина на квадратный сантиметрГигапаскальКилограмм-сила на квадратный сантиметрКилограмм-сила на квадратный дюймКилограмм-сила на квадратный метрКилограмм-сила на квадратный миллиметрКилоньютон на квадратный сантиметрКилоньютон на квадратный метрКилоньютон на квадратный миллиметркилопаскальМегапаскальНьютон на квадратный сантиметрНьютон на квадратный метрНьютон на квадратный миллиметрПаскальФунт-сила на квадратный футФунт-сила на квадратный дюйм | +10% -10% | |
✖Толщина сварной базовой пластины определяется как толщина базовой пластины, которая приваривается к другой пластине. | AU длиныствораАнгстремарпанастрономическая единицаАттометрЯчменное зерноМиллиардный светБор РадиусКабель (Международный)Кабель (UK)Кабель (США)калибрсантиметрцепьCubit (греческий)Cubit (Великобритания)ДекаметрДециметрЗемля-Луна РасстояниеЗемли Расстояние от СолнцаЭкваториальный радиус ЗемлиПолярный радиус ЗемлиРадиус электрона (классическая)флигельЭкзаметрFamnВникатьFemtometerФермиПалец (ткань)ширина пальцаФутFoot (служба США)ФарлонгГигаметрРукаЛадоньгектометрдюймкругозоркилометркилопарсеккилоярдлигаЛига (Положение)Световой годСсылкаДлинные CubitДлинные РидМегаметрМегапарсекметрмикродюйммикрометрмикронмилмилиМиля (Роман)Миля (служба США)МиллиметрМиллион светлого годаNail (ткань)нанометрНавигационный лига (INT)Навигационный лига ВеликобританииМорская миля (Международный)Морская миля (Великобритания)парсекОкуньпетаметрцицеропикометраПланка ДлинаточкаполюскварталРидпрутРоман Actusканатныйрусский АрчинSpan (ткань)Радиус СолнцаТераметртвипVara КастелланаVara ConuqueraVara De ФаареяДворЙоктометрЙоттаметрЗептометрЗеттаметр | +10% -10% | |
✖Эффективность сварных соединений относится к прочности сварного соединения по отношению к прочности основного металла. | +10% -10% |
 ⓘ Растягивающее усилие на сварных пластинах [P]
ⓘ Растягивающее усилие на сварных пластинах [P] ⓘ Толщина сварной опорной плиты [tp]
ⓘ Толщина сварной опорной плиты [tp] ⓘ Эффективность сварных соединений [η]
ⓘ Эффективность сварных соединений [η]|
✖Длина сварного шва представляет собой линейное расстояние участка сварки, соединяемого сварным соединением.ⓘ Длина стыкового шва с учетом эффективности сварного соединения [L] |
AU длиныствораАнгстремарпанастрономическая единицаАттометрЯчменное зерноМиллиардный светБор РадиусКабель (Международный)Кабель (UK)Кабель (США)калибрсантиметрцепьCubit (греческий)Cubit (Великобритания)ДекаметрДециметрЗемля-Луна РасстояниеЗемли Расстояние от СолнцаЭкваториальный радиус ЗемлиПолярный радиус ЗемлиРадиус электрона (классическая)флигельЭкзаметрFamnВникатьFemtometerФермиПалец (ткань)ширина пальцаФутFoot (служба США)ФарлонгГигаметрРукаЛадоньгектометрдюймкругозоркилометркилопарсеккилоярдлигаЛига (Положение)Световой годСсылкаДлинные CubitДлинные РидМегаметрМегапарсекметрмикродюйммикрометрмикронмилмилиМиля (Роман)Миля (служба США)МиллиметрМиллион светлого годаNail (ткань)нанометрНавигационный лига (INT)Навигационный лига ВеликобританииМорская миля (Международный)Морская миля (Великобритания)парсекОкуньпетаметрцицеропикометраПланка ДлинаточкаполюскварталРидпрутРоман Actusканатныйрусский АрчинSpan (ткань)Радиус СолнцаТераметртвипVara КастелланаVara ConuqueraVara De ФаареяДворЙоктометрЙоттаметрЗептометрЗеттаметр |
⎘ копия |
👎
Формула
сбросить
👍
Длина стыкового шва с учетом эффективности сварного соединения Решение
ШАГ 0: Сводка предварительного расчета
ШАГ 1. Преобразование входов в базовый блок
Преобразование входов в базовый блок
Растягивающее усилие на сварных пластинах: 165000 Ньютон —> 165000 Ньютон Конверсия не требуется
Растягивающее напряжение в сварном шве: 56.4 Ньютон на квадратный миллиметр —> 56400000 Паскаль (Проверьте преобразование здесь)
Толщина сварной опорной плиты: 18 Миллиметр —> 0.018 метр (Проверьте преобразование здесь)
Эффективность сварных соединений: 0.833 —> Конверсия не требуется
ШАГ 2: Оцените формулу
ШАГ 3: Преобразуйте результат в единицу вывода
0.195113506395466 метр —>195.113506395466 Миллиметр (Проверьте преобразование здесь)
< 10+ Стыковые швы Калькуляторы
Допустимое растягивающее напряжение в стыковом сварном шве с учетом эффективности сварного соединения
Растягивающее напряжение в сварном шве = Растягивающее усилие на сварных пластинах/(Толщина сварной опорной плиты*Длина сварного шва*Эффективность сварных соединений) Идти
Толщина листа с учетом эффективности стыкового сварного соединения
Толщина сварной опорной плиты = Растягивающее усилие на сварных пластинах/(Растягивающее напряжение в сварном шве*Длина сварного шва*Эффективность сварных соединений) Идти
Длина стыкового шва с учетом эффективности сварного соединения
Длина сварного шва = Растягивающее усилие на сварных пластинах/(Растягивающее напряжение в сварном шве*Толщина сварной опорной плиты*Эффективность сварных соединений) Идти
Эффективность стыкового сварного соединения
Эффективность сварных соединений = Растягивающее усилие на сварных пластинах/(Растягивающее напряжение в сварном шве*Толщина сварной опорной плиты*Длина сварного шва) Идти
Растягивающие усилия на пластинах с учетом эффективности стыкового сварного соединения
Растягивающее усилие на сварных пластинах = Растягивающее напряжение в сварном шве*Толщина сварной опорной плиты*Длина сварного шва*Эффективность сварных соединений Идти
Допустимое растягивающее напряжение в стыковом сварном шве
Растягивающее напряжение в сварном шве = Растягивающее усилие на сварных пластинах/(Длина сварного шва*Толщина сварной опорной плиты) Идти
Длина стыкового шва с учетом среднего растягивающего напряжения в сварном шве
Длина сварного шва = Растягивающее усилие на сварных пластинах/(Растягивающее напряжение в сварном шве*Толщина горла сварного шва) Идти
Горловина стыкового шва при среднем растягивающем напряжении
Толщина горла сварного шва = Растягивающее усилие на сварных пластинах/(Длина сварного шва*Растягивающее напряжение в сварном шве) Идти
Растягивающая сила на пластинах при среднем растягивающем напряжении в стыковом сварном шве
Растягивающее усилие на сварных пластинах = Растягивающее напряжение в сварном шве*Толщина горла сварного шва*Длина сварного шва Идти
Растягивающая сила на листах, сваренных встык, при заданной толщине листа
Растягивающее усилие на сварных пластинах = Растягивающее напряжение в сварном шве*Длина сварного шва*Толщина горла сварного шва Идти
Длина стыкового шва с учетом эффективности сварного соединения формула
Длина сварного шва = Растягивающее усилие на сварных пластинах/(Растягивающее напряжение в сварном шве*Толщина сварной опорной плиты*Эффективность сварных соединений)
L = P/(σt*tp*η)
Какая эффективная длина сварного шва?
Эффективная длина углового шва принимается равной общей длине минус удвоенный размер сварного шва. Вычет делается для того, чтобы учесть образование кратеров на концах сварной длины.
Share
Copied!
Эффективная длина сварного шва для круглых соединений из быстрорежущей стали
Джеффри А. Пакер
Бахен/Таненбаум Профессор гражданского строительства Университета Торонто, Онтарио, Канада
В спецификации AISC (AISC 2016) указаны эффективные длины сварного шва для пластин сварные соединения быстрорежущей стали с прямоугольным сечением и сварные соединения быстрорежущей стали с прямоугольным сечением в разделе К5 AISC 360-16. Они используются для проектирования сварных швов между пластиной и ответвлениями из быстрорежущей стали к прямоугольным основным элементам из быстрорежущей стали, когда сварные швы должны быть «соответствующими назначению» и не обязательно должны противостоять любой силе в нагруженном ответвлении. Тем не менее, для соединений быстрорежущей стали с круглым сечением Спецификация AISC заметно умалчивает, и для таких соединений не указаны правила эффективной длины сварного шва. Вследствие этой неопределенности многие проектировщики склонны указывать сварные швы с разделкой кромок с полным проплавлением (CJP) для соединений быстрорежущей стали между круглыми, что является дорогостоящей и нежелательной практикой по умолчанию.
Вследствие этой неопределенности многие проектировщики склонны указывать сварные швы с разделкой кромок с полным проплавлением (CJP) для соединений быстрорежущей стали между круглыми, что является дорогостоящей и нежелательной практикой по умолчанию.
Известно, что распределение нагрузки вокруг круглого сварного соединения из быстрорежущей стали может быть крайне неравномерным (Marshall 1992). Чтобы справиться с потенциальным «расстегиванием» сварного шва, вызванным тем, что одна часть сварного соединения подвергается гораздо большей нагрузке, чем другая, AWS D1.1 (AWS 2015) — в пункте 9.6.1.3(4) — подразумевает, что эффективная длина сварного шва в аксиально нагруженных соединениях быстрорежущей стали круглого сечения составляет 1/1,5 общей длины сварного шва при факторизованных нагрузках, независимо от геометрии соединения. Хотя это правило AWS считается консервативным, оно не подтверждается экспериментальными данными. Поэтому недавно была проведена программа лабораторных испытаний для оценки характеристик сварных швов в круглых соединениях из быстрорежущей стали. Критические испытания сварного шва (где разрушение происходит из-за разрушения сварного шва) были проведены для полномасштабных перекрестных (или X-) соединений круглого сечения (Tousignant and Packer 2017a, 2017b), и в этой статье сообщается о результатах.
Критические испытания сварного шва (где разрушение происходит из-за разрушения сварного шва) были проведены для полномасштабных перекрестных (или X-) соединений круглого сечения (Tousignant and Packer 2017a, 2017b), и в этой статье сообщается о результатах.
Эксперимент
Рис. 1. Схема испытаний соединений Всего было проведено 12 испытаний перекрестных соединений между круглыми, изготовленных из крупногабаритных A500 (ASTM 2013) с двойной сертификацией из быстрорежущей стали классов B и C, предоставленной на Атлас Тюбе. Профессиональное изготовление было предоставлено Walters Group для выполнения угловых сварных швов по всему периметру ответвлений с использованием процесса полуавтоматической дуговой сварки с флюсовой проволокой в защитном газе CO2. Члены пояса были HSS 10,75 x 0,500 и HSS 16,00 x 0,500, с ответвлениями (либо на 90° или 60°), выбранных для получения отношения ширины ветви к хорде (β) в диапазоне от 0,25 до 0,47. Все испытательные образцы имели геометрические конфигурации, допускающие использование угловой сварки в соответствии с AWS D1. 1. Были разработаны спецификации процедуры сварки (в сочетании с пробным разрезом) для достижения минимального, но достаточного проплавления корня, сварные швы были отшлифованы до идеальной треугольной формы, и были проведены тщательные измерения геометрических и механических свойств сварных швов. Образцы были хорошо оборудованы и нагружены до разрушения путем приложения квазистатической силы осевого растяжения к концам ветвей, как показано на рисунке 1. Разрушение во всех случаях происходило хрупким образом в результате разрушения вдоль плоскости сварного шва. Типичный отказ показан на рисунке 2 для 9соединение 0°.
1. Были разработаны спецификации процедуры сварки (в сочетании с пробным разрезом) для достижения минимального, но достаточного проплавления корня, сварные швы были отшлифованы до идеальной треугольной формы, и были проведены тщательные измерения геометрических и механических свойств сварных швов. Образцы были хорошо оборудованы и нагружены до разрушения путем приложения квазистатической силы осевого растяжения к концам ветвей, как показано на рисунке 1. Разрушение во всех случаях происходило хрупким образом в результате разрушения вдоль плоскости сварного шва. Типичный отказ показан на рисунке 2 для 9соединение 0°.
Тензометрические датчики вокруг ответвлений рядом со сварными швами (например, обозначенные SG на рисунке 2) подтвердили неравномерное распределение деформации (и, следовательно, растягивающей нагрузки) вокруг ответвления и, следовательно, в соседнем сварном шве. Для соединений под углом 90° деформация при растяжении уменьшилась в зависимости от расстояния от сильно нагруженного положения седла (указано на рисунке 2). Пример этого изменения деформации вокруг ответвления и сварного шва показан на рисунке 3 для различных уровней нагрузки, соответствующих 25 %, 50 %, 75 % и 100 % нагрузки разрушения сварного шва (P и ). На Рисунке 3 «согнутый угол» — это угол, измеренный вокруг ветви, где 0° и 180° соответствуют точкам короны, а 90° — седловой точке (см. Рис. 2). Таким образом, наибольшая деформация растяжения на вершине, при этом большая часть сварного шва даже остается сжатой во всем диапазоне растягивающих нагрузок. Эта неравномерная нагрузка приравнивается к явлению эффективной длины, которое, как ожидается, более выражено для соединений с более высокими значениями β, где действие жесткой мембраны преобладает при передаче нагрузки в седловых точках.
Пример этого изменения деформации вокруг ответвления и сварного шва показан на рисунке 3 для различных уровней нагрузки, соответствующих 25 %, 50 %, 75 % и 100 % нагрузки разрушения сварного шва (P и ). На Рисунке 3 «согнутый угол» — это угол, измеренный вокруг ветви, где 0° и 180° соответствуют точкам короны, а 90° — седловой точке (см. Рис. 2). Таким образом, наибольшая деформация растяжения на вершине, при этом большая часть сварного шва даже остается сжатой во всем диапазоне растягивающих нагрузок. Эта неравномерная нагрузка приравнивается к явлению эффективной длины, которое, как ожидается, более выражено для соединений с более высокими значениями β, где действие жесткой мембраны преобладает при передаче нагрузки в седловых точках.
 В настоящее время создается больше данных с помощью численных исследований методом конечных элементов для более подробного картирования трендов эффективной длины. Остается вопрос, как применить эти знания о эффективных длинах сварных швов к фактическому расчету сварных швов в соединениях из быстрорежущей стали между круглыми. Как и в случае текущего применения правил расчетной длины сварного шва к прямоугольным соединениям из быстрорежущей стали (AISC 360-16, глава K), это тесно связано с упрощенными правилами проектирования типов сварных швов, которые используются в настоящее время (AISC 360-16, глава J). , а также назначенные им коэффициенты сопротивления или безопасности.
В настоящее время создается больше данных с помощью численных исследований методом конечных элементов для более подробного картирования трендов эффективной длины. Остается вопрос, как применить эти знания о эффективных длинах сварных швов к фактическому расчету сварных швов в соединениях из быстрорежущей стали между круглыми. Как и в случае текущего применения правил расчетной длины сварного шва к прямоугольным соединениям из быстрорежущей стали (AISC 360-16, глава K), это тесно связано с упрощенными правилами проектирования типов сварных швов, которые используются в настоящее время (AISC 360-16, глава J). , а также назначенные им коэффициенты сопротивления или безопасности. Для сварных швов с разделкой кромок CJP любое использование коэффициентов эффективной длины для сварных швов является спорным вопросом. По определению, прочность сварного шва CJP превышает мощность прикрепленной стенки ответвления в каждой точке по его длине, поэтому сварные швы CJP становятся некритическими во всех точках по их длине, независимо от распределения нагрузки, и, следовательно, эффективные длины сварных швов не нужны. Экспериментальное исследование, описанное выше, было полностью выполнено с угловыми сварными швами вокруг ветвей, поэтому интересно изучить предел прочности сварных швов, чтобы выяснить, подходит ли эффективная длина сварного шва AWS D1.1 (2/3 от общей длины сварного шва) для угловых швов. -сварные соединения. Общая длина сварного шва (в основании углового шва) для 12 испытательных сварных швов была определена из трехмерных твердотельных моделей пересекающихся цилиндров, но ее также можно определить из слегка консервативного приближения для общей длины шва, приведенного в пункте AWS D1.1. 9.5.4:
Экспериментальное исследование, описанное выше, было полностью выполнено с угловыми сварными швами вокруг ветвей, поэтому интересно изучить предел прочности сварных швов, чтобы выяснить, подходит ли эффективная длина сварного шва AWS D1.1 (2/3 от общей длины сварного шва) для угловых швов. -сварные соединения. Общая длина сварного шва (в основании углового шва) для 12 испытательных сварных швов была определена из трехмерных твердотельных моделей пересекающихся цилиндров, но ее также можно определить из слегка консервативного приближения для общей длины шва, приведенного в пункте AWS D1.1. 9.5.4:
Чтобы оценить, присущи ли любому подходу к проектированию сварных швов достаточные или чрезмерные запасы прочности, можно рассчитать структурную надежность (или индекс безопасности) для набора данных испытаний и сравнить с минимальным целевым значением. Значение последнего для структурных соединителей, таких как сварные швы, в настоящее время составляет 4,0 (AISC 360-16 Раздел B3.1 Комментарий к спецификации ). Используя номинальную прочность угловых швов, предписанную AISC 360-16 в пункте J2.4a, а также коэффициент сопротивления для угловых швов 0,75, упрощенный анализ надежности дает индекс безопасности 5,6 для результатов испытаний, приведенных в настоящем документе, , если :
Значение последнего для структурных соединителей, таких как сварные швы, в настоящее время составляет 4,0 (AISC 360-16 Раздел B3.1 Комментарий к спецификации ). Используя номинальную прочность угловых швов, предписанную AISC 360-16 в пункте J2.4a, а также коэффициент сопротивления для угловых швов 0,75, упрощенный анализ надежности дает индекс безопасности 5,6 для результатов испытаний, приведенных в настоящем документе, , если :
(i) Эффективные длины сварных швов не учитываются и используется общая длина сварных швов;
(ii) Коэффициент повышения направленной прочности углового сварного шва AISC/AWS, равный (1 + 0,50sin 1,5 θ), как описано в AISC 360-16, раздел J2.4b и AWS, пункт 2.6.4.2, не используется. Обратите внимание, что применение этого коэффициента повышения направленной прочности углового шва не рекомендуется для проектирования угловых швов в соединениях из быстрорежущей стали, поскольку ранее было установлено, что это в целом небезопасно (Packer et al.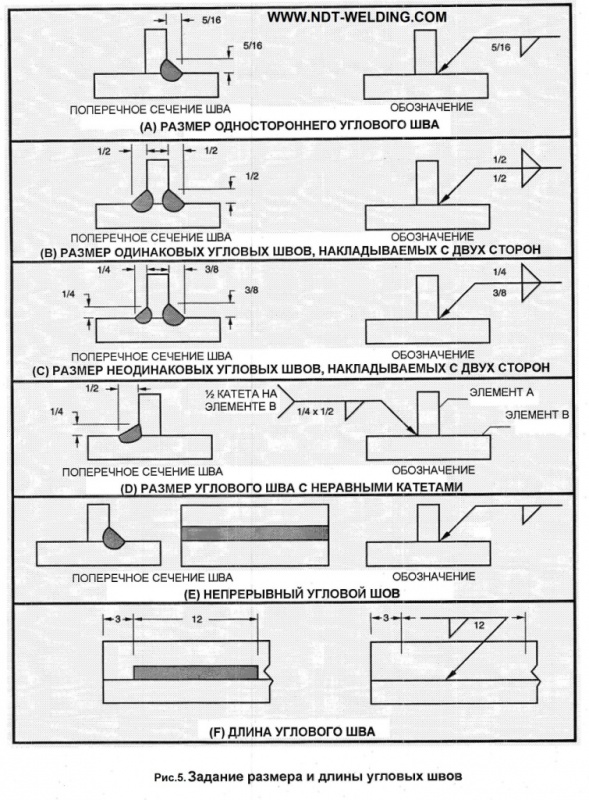 2016, Tousignant and Packer 2017c). Кроме того, проектировщикам было бы очень сложно применить это к соединениям быстрорежущей стали круглого сечения, поскольку направление нагрузки на сварной шов изменяется по длине сварного шва, поскольку локальный или двугранный угол постоянно меняется и не равен ответвлению. угол наклона.
2016, Tousignant and Packer 2017c). Кроме того, проектировщикам было бы очень сложно применить это к соединениям быстрорежущей стали круглого сечения, поскольку направление нагрузки на сварной шов изменяется по длине сварного шва, поскольку локальный или двугранный угол постоянно меняется и не равен ответвлению. угол наклона.
Таким образом, можно сделать вывод, что текущие положения по проектированию угловых сварных швов согласно спецификации AISC обеспечивают достаточную надежность конструкции (индекс безопасности ≥ 4,0) без эффективной длины сварного шва (т. е. когда общая длина сварного шва используется для определения прочности сварного шва), при условии, что коэффициент повышения направленной прочности углового шва не используется. Следует отметить, что этот вывод основан на ограниченном экспериментальном исследовании кросс-соединений между раундами со скромным диапазоном геометрических параметров. Расширение до более широкого диапазона типов соединений и сварных швов с разделкой кромок PJP является целью будущего.
Ссылки
AISC. 2016. «Технические условия для зданий из конструкционной стали», ANSI/AISC 360-16, Американский институт стальных конструкций, Чикаго, Иллинойс.
ASTM. 2013. «Стандартные технические условия на холоднодеформированные сварные и бесшовные конструкционные трубы из углеродистой стали круглого и фасонного сечения», ASTM A500/A500M-13, Американское общество по испытаниям и материалам, Западный Коншохокен, Пенсильвания.
АВС. 2015. «Нормы и правила сварки конструкций — сталь», AWS D1.1/D1.1M:2015, Американское общество сварщиков, Майами, Флорида.
Маршалл, П.В. 1992 г. «Проектирование сварных трубчатых соединений – основы и использование норм AWS», Elsevier, Амстердам, Нидерланды.
Пакер, Дж. А., Сан, М. и Тусиньян, К. 2016. «Экспериментальная оценка процедур проектирования угловых сварных швов полых структурных секций», Журнал проектирования конструкций, Американское общество инженеров-строителей, Vol. 142, № 5, стр. 04016007-1 – 04016007-12.
04016007-1 – 04016007-12.
Тусиньян, К. и Пакер, Дж.А. 2017а. «Исследование правил эффективной длины сварного шва для Х-образных соединений CHS», Материалы 16-го Международного симпозиума по трубчатым конструкциям, Мельбурн, Австралия.
Тузиньян, К. и Пакер, Дж.А. 2017б. «Эффективная длина углового сварного шва в X-образных соединениях CHS. I: Эксперименты», Журнал исследований конструкционной стали, Vol. 138, стр. 420-431.
Тусиньян, К. и Пакер, Дж.А. 2017г. «Численное исследование угловых сварных швов в соединениях быстрорежущей стали с жесткой торцевой пластиной», Journal of Structural Engineering, Американское общество инженеров-строителей, Vol. 143, № 12, с. 04017165-1 – 04017165-16.
октябрь 2017 г.
Скачать PDF
Стандартные допуски на размеры сварных швов
Стандартные допуски на размеры сварных швовСлужба членства |
| Форум дизайнеров и инженеров |
| [Главная] [Ресурсы для дизайна] [Магазин технологий] |
| [Архив#1] [Архив #2] [Архив #3] [Калькуляторы] |
| Стандартные допуски на размер сварного шва | |||
| Опубликовать ответ | Форум | ||
| Добавил: ldhaupt 03. Автор Профиль Написать автору Редактировать | Я искал стандартные спецификации допусков на размер сварного шва (как размер галтели, так и длину), но безуспешно. Сайт AWS не помог. Если кто-то может подсказать мне, я буду признателен за помощь. |
 12.2003, 15:00:42
12.2003, 15:00:42 | Сообщение Ответить | Рекомендовать | Оповещение | Ставка | Посмотреть все | | Далее | |
| Ответы на это сообщение |
| Re: Стандартные допуски на размеры сварных швов | |||
| Re: Стандартные допуски на размер сварного шва — ldhaupt | Опубликовать ответ | Верхняя часть резьбы | Форум |
| Разместил: gumbo 01. Автор Профиль Написать автору Редактировать | Размеры сварных швов имеют допуск на занижение размера, допустимый более чем на 10% их длины, но в целом сварной шов считается минимальным. Я считаю, что допуск основан на фактическом размере ноги и варьируется примерно от 1/32 дюйма до 1/16 дюйма, но в последнее время я не смотрел на код достаточно, чтобы точно помнить. Есть допуски на подготовку шва, но нет допусков на плюсовой размер самого сварного шва. Существуют допуски на выпуклость и вогнутость сварного шва. AWS D1.1 охватывает их, но вам нужно купить книгу или найти ее где-нибудь. Если вы ищете, как определить размер сварного шва, приобретите «Конструкцию сварных деталей Блоджетта» от Lincoln Electric. Это хорошая ссылка и стоит всего около 15 долларов. Как правило, размер сварного шва должен соответствовать нагрузке, которую он должен выдерживать, чтобы свести к минимуму количество сварки и подготовки, которые увеличивают затраты на изготовление. |
 Если вы еще не знакомы с этой книгой Блоджетта, это недорогой и простой способ быстро освоить определение размеров сварных швов. Также имейте в виду, что на AWS существуют угловые сварные швы минимального размера в зависимости от размера пластины.
Если вы еще не знакомы с этой книгой Блоджетта, это недорогой и простой способ быстро освоить определение размеров сварных швов. Также имейте в виду, что на AWS существуют угловые сварные швы минимального размера в зависимости от размера пластины.| Сообщение Ответить | Рекомендовать | Оповещение | Ставка | Где я? Оригинал Начало темы |
| Re: Стандартные допуски на размер сварного шва | |||
| Re: Стандартные допуски на размер сварного шва — ldhaupt | Опубликовать ответ | Верхняя часть резьбы | Форум |
| Разместил: prop154 12.  12.2003, 11:32:18 12.2003, 11:32:18 Профиль автора Написать автору Редактировать | Хорошей отправной точкой для размера скругления является .Теоретический проход должен быть мин. 90% толщины свариваемого тонкого материала. Но применяются и некоторые другие факторы, такие как тип соединения, основной материал, процесс сварки, функция свариваемых деталей и т. д. Я бы посоветовал обратиться к местному инженеру по сварке, чтобы проверить ваш процесс и сварные швы |
| Сообщение Ответить | Рекомендовать | Оповещение | Ставка | Где я? Оригинал Начало темы | | | |
Создано инженерами Edge
© Copyright 2000–2022, Engineers Edge, LLC. Все права защищены. Отказ от ответственности
Удлиненная фракционная сварная пластина, длина 3,94 дюйма (100 мм) | Система поддержки | Трубки и аксессуары для трубок
Безопасный выбор продукции
Необходимо просмотреть полное содержание каталога, чтобы разработчик системы и пользователь могли сделать безопасный выбор продукта.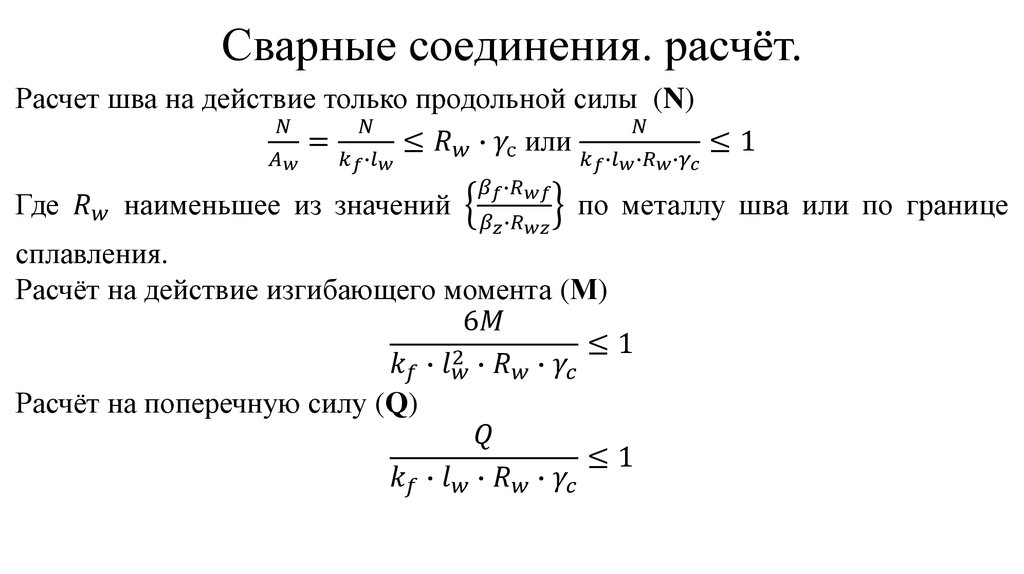 При выборе продуктов необходимо учитывать конструкцию всей системы, чтобы обеспечить безопасную и бесперебойную работу. Функционирование, совместимость материалов, соответствующие характеристики, правильная установка, эксплуатация и техническое обслуживание являются обязанностями проектировщика и пользователя системы.
При выборе продуктов необходимо учитывать конструкцию всей системы, чтобы обеспечить безопасную и бесперебойную работу. Функционирование, совместимость материалов, соответствующие характеристики, правильная установка, эксплуатация и техническое обслуживание являются обязанностями проектировщика и пользователя системы.
⚠ Предупреждение: Не смешивайте и не заменяйте компоненты торцевых соединений трубных обжимных фитингов Swagelok с двумя обжимными кольцами (или другие продукты, на которые не распространяются стандарты промышленного дизайна) компонентами других производителей.
Номер детали: 304-S5-WPE
Войдите или зарегистрируйтесь, чтобы увидеть цену
Добавить в избранное
Очистить все
Нержавеющая сталь 304
Материал корпуса
3,94 дюйма (100 мм) Длина
Длина
Дробное число
Дробное/метрическое число
Очистить все
Удлиненная приварная пластина
Ограничьте воздействие импульсов и вибрации на вашу трубу или систему подачи труб с помощью комплектов трубных опор Swagelok.
Бесшовные трубки из нержавеющей стали и системы поддержки труб
Характеристики: Стандартные трубки для КИПиА; наружный диаметр от 1/8 до 2 дюймов и от 3 до 25 мм; Маркировка с указанием размера, материала, спецификаций и номера плавки
Скачать Добавить в избранное
Спецификация трубок
Данные по трубкам, выбор трубок, работа с трубками, обслуживание газа, установка трубок, рекомендуемые таблицы допустимого рабочего давления, коэффициенты повышенной температуры
Скачать Добавить в избранное
| Атрибут | Значение |
|---|---|
| Материал корпуса | Нержавеющая сталь 304 |
| eКласс (4.1) | 37020312 |
| Электронный класс (5.1.4) | 37920191 |
| eКласс (6.0) | 37020232 |
eКласс (6. 1) 1) | 37029290 |
| Дробная/метрическая | Дробный |
| Длина | 3,94 дюйма (100 мм) Длина |
| UNSPSC (10.0) | 40141700 |
| UNSPSC (11.0501) | 40141700 |
| UNSPSC (13.0601) | 40141700 |
| UNSPSC (15.1) | 40141700 |
| UNSPSC (17.1001) | 40141700 |
| UNSPSC (4.03) | 40141700 |
Выберите новый продукт с похожими характеристиками
Чертежи
CAD Отказ от ответственности: Этот шаблон был подготовлен в информационных целях. Размеры шаблона приведены только для справки и могут быть изменены. Дополнительную информацию см. в каталогах продукции Swagelok. Каждый читатель шаблона должен проконсультироваться со своим квалифицированным инженером, прежде чем использовать шаблон целиком или какую-либо его часть.
2D
Для этого продукта доступны двумерные визуализации. Загрузите файл САПР.
3D
Для этого продукта доступна трехмерная визуализация. Загрузите файл САПР.
Чертеж для продажи
Чертежи для продажи доступны для этого продукта. Загрузите файлы.
| Деталь № | Материал корпуса | Трубка НД | Длина | Радиус изгиба | |
|---|---|---|---|---|---|
| 304-S1-WPE | Нержавеющая сталь 304 | — | 2,52 дюйма (64,0 мм) Длина | — | Посмотреть продукт |
| 304-S1-WPEM | Нержавеющая сталь 304 | — | 64 мм (2,52 дюйма) Длина | — | Посмотреть продукт |
| 304-S3-WPE | Нержавеющая сталь 304 | — | 3,07 дюйма (78,0 мм) Длина | — | Посмотреть продукт |
| 304-S5-WPE | Нержавеющая сталь 304 | — | 3,94 дюйма (100 мм) Длина | — | Посмотреть продукт |
| 304-S6-WPE | Нержавеющая сталь 304 | — | 4,57 дюйма (116 мм), длина | — | Посмотреть продукт |
Edge/Around | Указывает, следует ли сваривать только одну кромку или весь периметр грани. Край : Около : |
Цех/площадка | Указывает место сварки. Этот параметр влияет на сборки и чертежи. Мастерская : Сайт : |
Позиция | Определяет положение сварного шва относительно рабочей плоскости. Тип и положение свариваемых деталей влияют на положение сварного шва. Варианты положения сварки:
В большинстве случаев Tekla Structures создает сварной шов на грани или стороне детали, обращенной в выбранном направлении (x, y или z). Также на положение сварного шва могут влиять следующие факторы:
На следующем рисунке показаны сварные швы в разных положениях: |
Форма | Форма сварного шва может быть:
|
Подключить как | См. |
Размещение | Определяет расположение сварного шва по отношению к деталям сборки. Варианты:
|
Подготовка | Определяет, какие сборочные детали, если таковые имеются, автоматически подготавливаются к сварке. Варианты:
|
Префикс | Префикс размера сварного шва. Отображается на чертежах, но только в том случае, если также определен размер сварного шва. Стандартные префиксы ISO 2553: Обратите внимание: если последним символом префикса является s , Tekla Structures создает твердотельный объект сварки в соответствии с изображением справа, так что a соответствует размеру сварки. |
Тип | См. Список типов сварки. |
Размер | Размер сварного шва. Если ввести нулевой или отрицательный размер сварного шва, Tekla Structures создает сварной шов, но не отображает его на чертежах. Для составных сварных швов можно ввести два значения размера. |
Уголок | Угол подготовки под сварку, фаски или канавки. Введите положительное значение для сварных швов с фаской и разделкой кромок. Tekla Structures отображает угол между символом типа сварки и символом контура типа заливки. |
Контур | Контур заполнения сварного шва может быть:
Этот параметр не влияет на твердотельные объекты сварки. |
Отделка | Tekla Structures отображает на чертежах символ отделки над символом типа сварного шва. Варианты:
Этот параметр не влияет на твердотельные объекты сварки. |
Нижняя поверхность | Толщина прикорневой поверхности – это высота самой узкой части внутри прикорневого отверстия. Значения поверхности основания не отображаются на чертежах, но вы можете использовать атрибут шаблона WELD_ROOT_FACE_THICKNESS в отчетах, чтобы отобразить размер поверхности основания в списке сварных швов. |
Эффективная горловина | Размер сварного шва, используемый при расчете прочности сварного шва. |
Корневое отверстие | Пространство между свариваемыми деталями. Введите положительное значение для сварных швов с квадратной разделкой. |
№ вкл. | Количество приращений в прерывистом сварном шве. Используйте только со стандартом ISO. |
Длина | Определяет значение длины, отображаемое в метке сварного шва. Для прерывистых сварных швов определяет длину приращения. Не влияет на непрерывные сплошные объекты сварки. |
Шаг | Если для расширенного параметра XS_AISC_WELD_MARK установлено значение TRUE , межцентровое расстояние сварного шва увеличивается при прерывистом сварном шве. Если для расширенного параметра XS_AISC_WELD_MARK установлено значение FALSE , расстояние между сварными швами увеличивается при прерывистом сварном шве. Tekla Structures по умолчанию использует символы – для разделения длины сварного шва и шага, например 50–100. Например, чтобы изменить разделитель на @, установите для расширенного параметра XS_WELD_LENGTH_CC_SEPARATOR_CHAR значение 9.0788 @ . |
Уровень контроля неразрушающего контроля | Определяет уровень неразрушающего контроля и контроля. |
Классификация электродов | Определяет классификацию сварочных электродов. |
Прочность электрода | Определяет прочность электрода. |
Электродный коэффициент | Определяет коэффициент прочности электрода. |
Тип процесса | Определяет тип процесса. |
Справочный текст | Дополнительная информация, отображаемая в символе сварки. |
Подробнее | См. Атрибуты, определяемые пользователем. |

 Использование сварных швов для создания сборок.
Использование сварных швов для создания сборок.


 Например, информация о спецификации или процессе сварки.
Например, информация о спецификации или процессе сварки.3/8 кв. Головка Dr. Socket 6 мм, 4 точки, длина 32 мм, приварная гайка – Ko-ken USA
Сопутствующие товары
Специальный 3/8 кв. Dr. Nut-Grip, SAE, Набор направляющих с гнездом Длина 200 мм 9 шт. -1/4″, 5/16″, 3/8″, 7/16″, 1/2″, 9/16″, 5/8″ , 11/16″, 3/4″
133,11 $
{{ tier_title }}
«,»reward_you_get_popup»:»Вы получаете»,»reward_they_get_popup»:»Они получают»,»reward_free_shipping_popup»:»Вы получаете скидку на бесплатную доставку\r\n Они получают скидку на бесплатную доставку»,»reward_you_get_free_popup «:»Бесплатная доставка»,»popup_item_tier_benefits_title»:»Преимущества»,»popup_item_tier_benefits_next_tier»:»Следующий уровень»,»popup_item_tier_benefits_list_of_tiers»:»Список уровней»,»reward_tier_achieved_on»:»Достигнуто {{ month }} {{ day } }, {{ year }}»,»reward_tier_multiply»:»Множитель»,»reward_tier_multiply_points»:»{{multiply_points }}x»,»earn_tier_more_points»:»Заработано {{ more_points }}/{{ next_tier_points }} {{ points_name }}»,»reward_as_discount»:»{{ сумма }} скидка»,»reward_as_points»:»{{ сумма }} {{ points_name }}»,»reward_as_gift_card»:»{{ сумма }} подарочная карта»,»flexible_discount «:»Скидка»,»flexible_discount_price»:»Цена со скидкой»,» available_discount_title»:»В данный момент у вас нет доступных наград»,»reward_your_tier»:»Ваш уровень:»,»reward_next_tier»:»Нет уровень xt:»,»reward_page_confirm»:»Подтвердить обмен»,»reward_redeem_cancel»:»Отменить»,»reward_redeem_confirm»:»Подтвердить»,»reward_page_earn_points»:»Заработать баллы»,»reward_not_enough_points»:»Недостаточно баллов»,» select_rewards»:»Выберите награду»,»reward_birthday»:»День рождения»,»reward_enter_birthday»:»Введите день рождения»,»reward_please_enter_birthday»:»Пожалуйста, укажите день рождения»,»reward_enter_valid_birthday»:»Введите правильную дату дня рождения»,» warning_title_for_reward»:»К сожалению, похоже, что программа лояльности и вознаграждений недоступна для этой учетной записи. «,»warning_title_for_reward_requirelogin»:»Чтобы принять участие в нашей программе лояльности и вознаграждений, вы должны сначала подтвердить свою учетную запись. Пожалуйста, войдите в систему, чтобы проверить свое право на участие.»,»reward_notifications_earned_points»:»Вы заработали {{ points_name }}!»,»reward_notifications_spend_your_points»:»Потратьте свои баллы! У вас есть {{ point_balance }} {{ points_name }}»,»reward_activity_reset_points»:»Сбросить баллы»,»reward_activity_reset_tiers»:»Сбросить уровни»,»reward_activity_reset_tiers_description»:»»,»reward_notifications_you_have»:»У вас есть
«,»warning_title_for_reward_requirelogin»:»Чтобы принять участие в нашей программе лояльности и вознаграждений, вы должны сначала подтвердить свою учетную запись. Пожалуйста, войдите в систему, чтобы проверить свое право на участие.»,»reward_notifications_earned_points»:»Вы заработали {{ points_name }}!»,»reward_notifications_spend_your_points»:»Потратьте свои баллы! У вас есть {{ point_balance }} {{ points_name }}»,»reward_activity_reset_points»:»Сбросить баллы»,»reward_activity_reset_tiers»:»Сбросить уровни»,»reward_activity_reset_tiers_description»:»»,»reward_notifications_you_have»:»У вас есть {{ points_name }}»,»reward_notifications_discount_check»:»Используйте скидку на странице оформления заказа»,»reward_notifications_add_discount_to_your_cart»:»У вас есть доступная скидка. Добавьте скидку в корзину!»,»reward_discount_unavailable»:»Скидка недоступна»,»reward_program_emails»:»Письма по бонусной программе»,»reward_title_earn_for_place_order»:»Купите этот товар и заработайте {{ points_count }} {{ points_name }}»,» награда_title_earn_for_place_order_on_cart_or_checkout»:»Вы зарабатываете {{points_count}} {{points_name}} за эту покупку»,»reward_save_btn»:»Сохранить»,»reward_delay_points_pending_status_rule»:»В ожидании»,»referral_page_inviting_text»:»Пригласив друга»,» referral_page_your_benefit»:»Ваша выгода»,»referral_page_your_friends_benefit»:»Привилегия вашего друга»,»referral_page_get»:»Получите»,»referral_page_no_reward_text»:»похвалите, пригласив своих друзей!»,»referral_link»:»Реферальная ссылка»,»copy_link «:»Копировать ссылку»,»referral_page_share_title»:»Поделиться в социальных сетях»,»referral_page_active_discounts»:»Активные скидки»,»claim_referral»:»Claim»,»referral_notification_label»:»Пожалуйста, введите адрес электронной почты, чтобы получить подарок», «email_sent_successfully»:»Ваше письмо успешно отправлено полностью!»,»referral_page_share_link_not_log_in»:»Войдите, чтобы начать делиться ссылкой»,»reward_activities_order_refund»:»Возврат заказа»,»reward_activities_order_updated»:»{{rule_title}} (Заказ обновлен)»,»activity_refund_earn_point»:»-{ { points_count }} {{ points_name }}»,»activity_refund_earn_points»:»-{{ points_count }} {{ points_name }}»,»activity_order_tier_lowered»:»Уровень понижен ({{ tier_title }})»,»order_refunded_activity_spend»:» +{{ points_count }} {{ points_name }}»,»reward_activity_discount_refund»:»Возврат скидки»,»reward_activity_gift_card_refund»:»Возврат подарочной карты»,»refund_tier_activity_discount_refund»:»Возврат скидки ({{ Discount_code }})»,»referrer_guest_notify_message «:»Зарегистрируйтесь, чтобы получить скидку»,»reward_sender_block_list_in_referral_program»:»К сожалению, эта реферальная ссылка больше не активна»,»referral_title_history»:»История»,»referral_not_allowed_to_use_referral_program»:»Вам не разрешено использовать реферальную программу», «referral_no_activity»:»Нет активности»,»referral_history_c ustomer_name»:»Имя»,»referral_history_customer_email»:»Электронная почта»,»referral_history_status»:»Статус»,»referral_history_date»:»Дата»,»order_redeem_discount_name»:»Скидка на заказ ({{ name_order }})», «discount_expire_in_day»:»Скидка действует через {{ days_count }} день»,»discount_expire_in_days»:»Скидка действует через {{ days_count }} дней»,»activity_discount_expired_code»:»Скидка истекает {{ code }}»,»activity_discount_expired»: «Срок действия скидки истек»,»current_balance»:»Текущий баланс»,»birthday_gift_multiply_message»:»Баллы за каждый заказ, сделанный в день вашего рождения, будут умножены на {{multiply_points }}!»,»your_discount_code»:»Ваш код скидки:», «verify_account_message»:»Чтобы получить вознаграждение за создание учетной записи, подтвердите свой адрес электронной почты.
 «,»verify_account_email_is_send_massage»:»Письмо с подтверждением отправлено,
«,»verify_account_email_is_send_massage»:»Письмо с подтверждением отправлено, , пожалуйста, проверьте свой почтовый ящик.»,»verify_account_button»:»Подтвердите аккаунт»,»spending_card»:»Карта правила расходов»,»minimum_purchase»:»Требуется минимальная покупка {{ Discount_amount }}»,»tier_info»:»Информация об уровне» ,»completed_rule»:»Выполненное правило»,»earning_rule»:»Правило заработка»,»reward_popup»:»Всплывающее окно вознаграждения»,»birthday_field»:»Поле дня рождения»,»shop_it»:»КУПИТЬ»,»назад»: «Назад»,»click_for_sound_on»:»Нажмите, чтобы включить звук»,»click_for_sound_off»:»Нажмите, чтобы отключить звук»,»view_on_instagram»:»Посмотреть в Instagram»,»view_on_tiktok»:»Посмотреть в Tiktok»,»instagram_gallery»: «Галерея Инстаграм»}
Монтажные сварные швы трубопроводов и монтажные сварные швы — SPED
Авторы: Ричард Бил и Брюс Рэймонд из Piping Design Central
Посмотреть пояснительные эскизы трубопроводов
FW = монтажная сварка
FFW = монтажный сварной шов
Монтажный сварной шов указывает на то, что проектировщик предусмотрел, что трубопровод может нуждаться в регулировке в полевых условиях, поэтому добавил дополнительную длину трубы к фитингу или фланцу, привариваемому встык. Конец трубы будет скошен и приварен на месте после того, как установщик определит правильные размеры.
Конец трубы будет скошен и приварен на месте после того, как установщик определит правильные размеры.
Сварные швы иногда выполняются во всех трех плоскостях, а дополнительная труба может иметь длину от 3 дюймов до фута (обычно). два типа монтажных сварных швов: монтажный шов (FW) и монтажный сварной шов (FFW).Разница между FW и сварным швом FFW заключается в том, что к расчетному размеру при FFW добавляется дополнительная длина трубы. для припуска на обрезку в полевых условиях. На FW такой припуск не предоставляется. Как сказал Пол, эта дополнительная длина может варьироваться. Я обычно добавляю 150 мм. Уточните у своего руководителя трубопровода, что было решено для вашего проекта.
Монтажные сварные швы необходимы, потому что система трубопроводов должна быть разбита на части для транспортировки и должна состоять из частей приемлемого размера для установки на место при строительстве. Эти детали называются шпулями. Сварные швы FFW имеют дополнительную причину предоставления припуска на обрезку в полевых условиях. Размер катушки ограничен размером «транспортировочной коробки». Ограничение на транспортировочную коробку определяется в соответствии с транспортными требованиями юрисдикции (юрисдикций), через которые вы будете перевозить, т. Е. Ширина, высота и длина. Средний предел катушки составляет примерно 2,5 м x 2,5 м x 12 м. Все катушки должны поместиться в эту «воображаемую коробку». Опять же, проверьте с помощью вашего трубопровода.
Размер катушки ограничен размером «транспортировочной коробки». Ограничение на транспортировочную коробку определяется в соответствии с транспортными требованиями юрисдикции (юрисдикций), через которые вы будете перевозить, т. Е. Ширина, высота и длина. Средний предел катушки составляет примерно 2,5 м x 2,5 м x 12 м. Все катушки должны поместиться в эту «воображаемую коробку». Опять же, проверьте с помощью вашего трубопровода.
Естественные изломы возникают на всех фланцах, тогда как в системе трубопроводов необходимо выбрать «разрывы» монтажных сварных швов. Однако от проектировщика требуется больше, чем выполнение математических расчетов и выполнение монтажной сварки каждый раз, когда достигается предел транспортировочной коробки. Размещение мест монтажных сварных швов также требует усилий для понимания и учета потребностей строительства. Поэтому от дизайнера требуется суждение. Соображения следующие:
1. Избегайте мест монтажных сварок, до которых сварщику будет трудно или невозможно добраться.
2. Избегайте горизонтальной сварки (монтажная сварка в вертикальной трубе). Горизонтальная сварка представляет наибольшие проблемы для сварщиков. Расплавленный металл имеет тенденцию стекать вниз, и для преодоления этой трудности требуется особая осторожность. Также избегайте сварки FW и FFW в вертикальном трубопроводе под углом 45 градусов. Предпочтительно выполнять швы FW и FFW на горизонтальных трубопроводах.
3. Рассмотрите возможность продевания катушек через отверстия в полу, стене и на платформе, а также продевание катушек в существующие зоны, особенно в существующие трубные эстакады. Для этого могут потребоваться дополнительные сварные швы.
4. Стратегически размещайте сварные швы FFW, т.е. в горизонтальном трубопроводе между параллельным оборудованием, таким как теплообменники и насосы. Точные расстояния, возможные в моделях между сосудами, насосами, стальными опорами, фундаментами и т. д., вряд ли будут такими точными в полевых условиях. Поэтому для окончательного соединения вводится FFW, при котором монтажник производит измерение в полевых условиях и обрезает дополнительную трубу до необходимой длины.
5. Сделайте размещение FW и FFW одинаковым для аналогичных конфигураций трубопроводов.
Последняя точка; Там, где я работаю, обычно изготавливаются катушки для трубопроводных систем NPS 2 и выше, тогда как трубопровод NPS 1,5 и ниже (малый диаметр) изготавливается в полевых условиях. У нас недавно была интересная дискуссия по этому поводу на этом форуме, и вы можете просмотреть эту тему. Еще одна вещь, хотя проверить с вашей привести.
Брюс Рэймонд добавляет:
Монтаж на месте может помочь сэкономить или увеличить стоимость проекта.
Подгонка на месте предполагает, что строительная бригада фактически предъявляет детали трубы, маркирует секцию монтажной сборки, удаляет ее, вырезает и срезает секцию, повторно представляет секцию монтажной сборки, а затем приступает к фактической сварке на месте. . Это может быть очень трудоемкой процедурой. Строительная бригада должна выполнить следующие этапы: первичная установка / презентация / маркировка / снятие оснастки / резка / снятие фаски / и повторная установка перед фактической сваркой на месте.
Пример #1: Замена в некотором роде секции трубопровода CS диаметром 6 дюймов, ширина 40, из-за коррозии. Без остановки агрегата. подняться в трубную эстакаду и физически проверить существующую трассу трубопровода
Количество FFW — 2.
Время проектировщика, не затраченное на проверку размеров трубной эстакады: 20 человеко-часов
Дополнительное время строительной бригады для установки системы трубопроводов с 2 FFW: 80 часов
Пример №2 — Замена 12-дюймовой системы трубопроводов из сплава Инколой 160 в связи с металлургической модернизацией: Останов установки
У проектировщика есть оригинальные чертежи, isos, выполнено полное лазерное сканирование. к лазерному сканированию — Количество FFW — 0
Из-за уверенности лазерного сканирования облаков точек все катушки были «предварительно изготовлены», с вызовом только FW, но во время последующего останова и установки блока возникли многочисленные проблемы с установкой, которые потребовали модификации оригинальных катушек
Время конструктора на проверку размеров в полевых условиях — 0 человеко-часов.
Дополнительное строительно-инженерное время на монтаж системы — 240 часов.
Фактическое влияние на затраты из-за отсутствия FFW — 2 дополнительных дня простоя агрегата по цене 1 250 000 долларов США в день.
Важные комментарии по лазерному сканированию
Если вы работаете над проектом, основанным на лазерном сканировании, не забудьте следующее:
1) Лазерное сканирование «видит» только внешние поверхности трубопровода, если у вас есть изолированная линия, оно будет не иметь возможности точно определить фактические осевые линии трубопровода.
2) При лазерном сканировании не учитывается «усадка» трубопровода из-за перепадов температур при работе и отключении, обычно лазерное сканирование выполняется во время работы агрегата, но когда выполняется фактическая модификация затронутых систем трубопроводов, и/или оборудование будет иметь температуру окружающей среды.
Если вы сомневаетесь в использовании FFW, проконсультируйтесь со своим руководителем, а также с вашей строительной группой — хорошее планирование и координация / участие всех вовлеченных групп обычно помогают в принятии правильных решений.