Классификация методов контроля качества РЭСИ. Методы неразрушающего контроля РЭСИ реферат по коммуникациям и связи
Министерство образования Республики Беларусь Белорусский государственный университет информатики и радиоэлектроники кафедра РЭС РЕФЕРАТ на тему: «Классификация методов контроля качества РЭСИ. Методы неразрушающего контроля РЭСИ» МИНСК, 2008 Классификация методов контроля качества РЭСИ Стандартом на термины и определения в области испытаний и контроля качества продукции понятие контроль формулируется как проверка соответствия качества продукции (изделия) установленным требованиям. Проверка показателей качества технических устройств (в том числе изделий РЭСИ или технологических процессов их производства) техническим условиям (ГОСТ 15504-81) проводится подразделениями ОТК служб управления качества радиоэлектронного комплекса предприятий. Технический контроль проводится с целью: получения первичной информации о фактическом состоянии объекта и показателях его качества; сопоставления первичной информации с заранее установленными в технической документации требованиями, критериями, нормами. Полученная таким образом информация об отклонении фактических показателей качества от заданных называется вторичной. Вторичная информация используется для выработки управляющего решения и направлена на объект контроля. При этом решается главная задача управления качеством — совершенствование конструкции изделия и сведение к минимуму выявленных отклонений в технологическом процессе. Объект контроля — это предметы труда (материалы, РЭСИ, техническая документация), средства труда или технологическое и общезаводское оборудование, технологическая оснастка и инструмент, процессы создания продукции, труд исполнителей, условия труда и тд. Объект контроля обладает рядом определенных признаков (свойств), по совокупности которых оценивается его качество. Контролируемые признаки (свойства), как известно, в квалиметрии называются показателями качества. Методы контроля — это совокупность правил применения определенных принципов для осуществления контроля: технология проведения, количество контролируемых параметров, требуемая точность измерений.
Полученная таким образом информация об отклонении фактических показателей качества от заданных называется вторичной. Вторичная информация используется для выработки управляющего решения и направлена на объект контроля. При этом решается главная задача управления качеством — совершенствование конструкции изделия и сведение к минимуму выявленных отклонений в технологическом процессе. Объект контроля — это предметы труда (материалы, РЭСИ, техническая документация), средства труда или технологическое и общезаводское оборудование, технологическая оснастка и инструмент, процессы создания продукции, труд исполнителей, условия труда и тд. Объект контроля обладает рядом определенных признаков (свойств), по совокупности которых оценивается его качество. Контролируемые признаки (свойства), как известно, в квалиметрии называются показателями качества. Методы контроля — это совокупность правил применения определенных принципов для осуществления контроля: технология проведения, количество контролируемых параметров, требуемая точность измерений. Операционный контроль направлен на своевременное выявление дефектных деталей и сборочных единиц, с тем, чтобы они не попадали на последующие технологические операции технологического процесса. Этот вид контроля не только для выявления таких дефектных деталей, но и для определения характера и причин отклонения от требований конструкторской и технологической документации при изготовлении изделий, а также для разработки мероприятий по обеспечению качества технологического процесса и качества выпускаемых изделий. К сфере деятельности инженера- технолога РЭСИ относится главным образом, операционный контроль, осуществляемый с помощью выборок методом математической статистики. Метод выборок позволяет также своевременно определить систематические погрешности технологического процесса и сводить их к минимуму. — контроль качества готовой продукции (приемочный контроль) имеет целью проверку качества выпускаемой продукции, ее составляющих, требованиям нор мативно-технической документации и принятие решения о ее пригодности к поставкам и применению в эксплуатации.
Операционный контроль направлен на своевременное выявление дефектных деталей и сборочных единиц, с тем, чтобы они не попадали на последующие технологические операции технологического процесса. Этот вид контроля не только для выявления таких дефектных деталей, но и для определения характера и причин отклонения от требований конструкторской и технологической документации при изготовлении изделий, а также для разработки мероприятий по обеспечению качества технологического процесса и качества выпускаемых изделий. К сфере деятельности инженера- технолога РЭСИ относится главным образом, операционный контроль, осуществляемый с помощью выборок методом математической статистики. Метод выборок позволяет также своевременно определить систематические погрешности технологического процесса и сводить их к минимуму. — контроль качества готовой продукции (приемочный контроль) имеет целью проверку качества выпускаемой продукции, ее составляющих, требованиям нор мативно-технической документации и принятие решения о ее пригодности к поставкам и применению в эксплуатации. В процессе приемочного контроля, проводимого работниками ОТК, проверяют: качество сборки, наладки, регулировки готовых изделий, их комплектность, наличие сопроводительной, технической и эксплуатационной документации, маркировку и упаковку. По характеру организации контроль подразделяется на инспекционный и летучий. Инспекционный контроль выполняется специально уполномоченными сотрудниками ОТК в целях проверки эффективности ранее выполненного контроля. Его проводят в случаях необходимости проверки качества работы ОТК. Инспекционный контроль может осуществляться представителями заказчика при приемке особо важных видов продукции. Летучий контроль проводится с произвольной периодичностью и также носит инспекционный характер. Летучим контролем охватываются все стороны деятельности предприятия по выпуску контролируемой продукции, не предусмотренные «Перечнем обязательных контрольных операций». По принимаемым решениям различают активный и пассивный контроль. Под активным контролем подразумеваются конкретные меры по улучшению качества продукции или технологического процесса.
В процессе приемочного контроля, проводимого работниками ОТК, проверяют: качество сборки, наладки, регулировки готовых изделий, их комплектность, наличие сопроводительной, технической и эксплуатационной документации, маркировку и упаковку. По характеру организации контроль подразделяется на инспекционный и летучий. Инспекционный контроль выполняется специально уполномоченными сотрудниками ОТК в целях проверки эффективности ранее выполненного контроля. Его проводят в случаях необходимости проверки качества работы ОТК. Инспекционный контроль может осуществляться представителями заказчика при приемке особо важных видов продукции. Летучий контроль проводится с произвольной периодичностью и также носит инспекционный характер. Летучим контролем охватываются все стороны деятельности предприятия по выпуску контролируемой продукции, не предусмотренные «Перечнем обязательных контрольных операций». По принимаемым решениям различают активный и пассивный контроль. Под активным контролем подразумеваются конкретные меры по улучшению качества продукции или технологического процесса. Пассивный контроль связан только с фиксацией брака. По средствам контроля и методам получения статистических данных различают: визуальный, органолептический и инструментальный контроль. Органолептический метод, как было показано выше, основан на получении информации об объекте контроля посредством рецепторов человека- оператора. Визуальный контроль, в силу своего широкого распространения, выделен из органолептического в самостоятельный вид контроля. Наиболее совершенным из средств измерения является инструментальный контроль, осуществляемый с помощью разнообразных технических средств измерений. По характеру поступления продукции на контроль он может быть непрерывным (контроль изделий на конвейере, в поточном производстве), или осуществляться по партиям (выборкам). В зависимости от контролируемого параметра контроль подразделяется по количественному, качественному и альтернативному признакам. Контроль по количественным признакам — это технологические операции измерения значений физических величин (параметров) с применением технических средств измерений.
Пассивный контроль связан только с фиксацией брака. По средствам контроля и методам получения статистических данных различают: визуальный, органолептический и инструментальный контроль. Органолептический метод, как было показано выше, основан на получении информации об объекте контроля посредством рецепторов человека- оператора. Визуальный контроль, в силу своего широкого распространения, выделен из органолептического в самостоятельный вид контроля. Наиболее совершенным из средств измерения является инструментальный контроль, осуществляемый с помощью разнообразных технических средств измерений. По характеру поступления продукции на контроль он может быть непрерывным (контроль изделий на конвейере, в поточном производстве), или осуществляться по партиям (выборкам). В зависимости от контролируемого параметра контроль подразделяется по количественному, качественному и альтернативному признакам. Контроль по количественным признакам — это технологические операции измерения значений физических величин (параметров) с применением технических средств измерений. В условиях производства из контроля по качественным признакам выделен самый простой метод — «годен — брак» и называется альтернативным. По степени участия оператора в процессе контроля выделяют ручной контроль и автоматизированный. Ручной контроль подразумевает индивидуальный контроль с применением индивидуальных средств контроля параметров РЭСИ оператором-контролером. При автоматизированном контроле применяются автоматизированные системы контроля, которые обеспечивают проведение контроля оператором- контролером с использованием автоматизированных средств контроля или автоматических систем контроля, которые обеспечивают проведение контроля с использованием’ автоматических измерительных средств без участия оператора-контролера. В зависимости от того, на каких стадиях разработки и производства проводится контроль, он подразделяется на контроль разработки изделия, производственный контроль и эксплуатационный контроль. Контроль разработки изделия предполагает контроль соответствия разработанной конструкторско-технологической документации техническим заданиям и требованиям ECKD и ECTD, а также контроль качества опытного образца.
В условиях производства из контроля по качественным признакам выделен самый простой метод — «годен — брак» и называется альтернативным. По степени участия оператора в процессе контроля выделяют ручной контроль и автоматизированный. Ручной контроль подразумевает индивидуальный контроль с применением индивидуальных средств контроля параметров РЭСИ оператором-контролером. При автоматизированном контроле применяются автоматизированные системы контроля, которые обеспечивают проведение контроля оператором- контролером с использованием автоматизированных средств контроля или автоматических систем контроля, которые обеспечивают проведение контроля с использованием’ автоматических измерительных средств без участия оператора-контролера. В зависимости от того, на каких стадиях разработки и производства проводится контроль, он подразделяется на контроль разработки изделия, производственный контроль и эксплуатационный контроль. Контроль разработки изделия предполагает контроль соответствия разработанной конструкторско-технологической документации техническим заданиям и требованиям ECKD и ECTD, а также контроль качества опытного образца.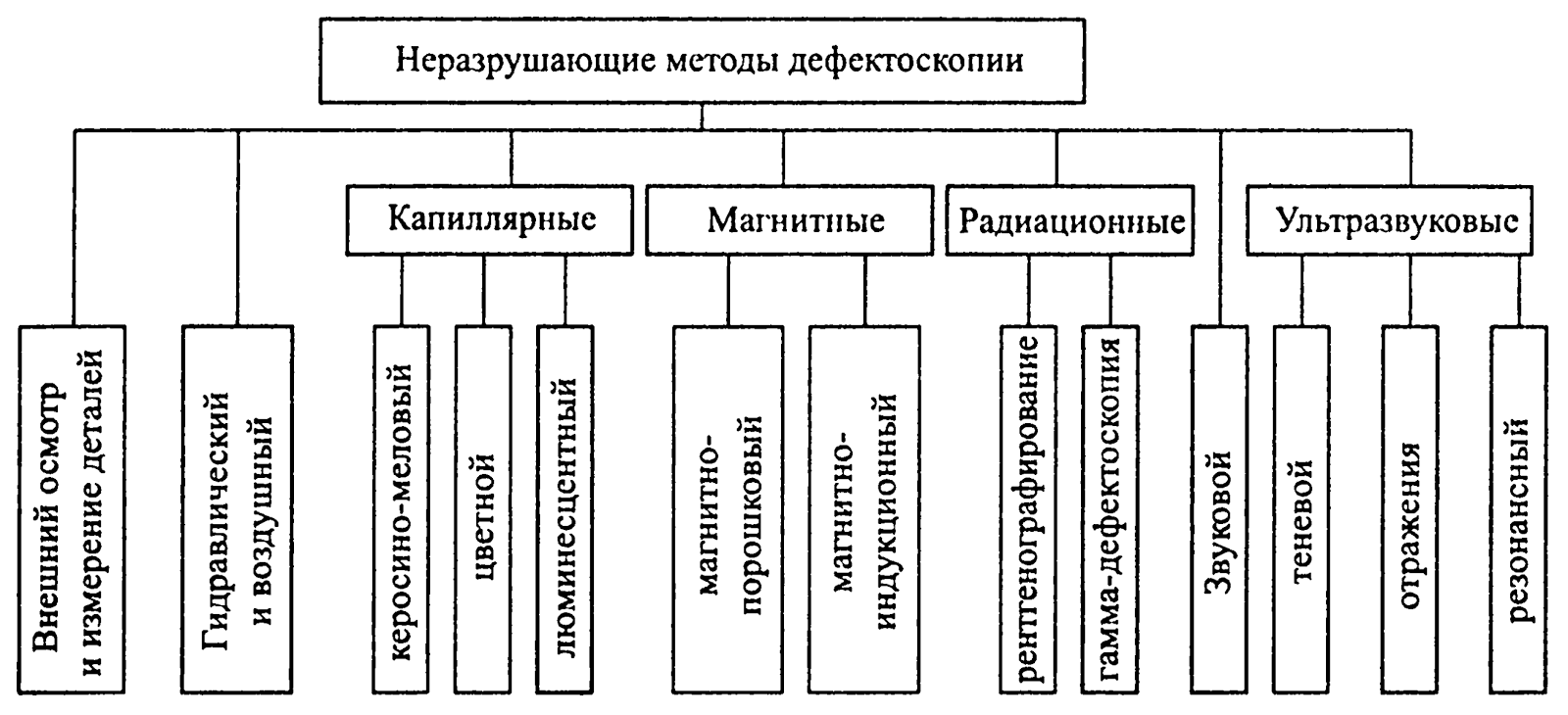 Производственный контроль предусматривает, прежде всего, контроль качества технологических процессов (их параметров), контроль технологического инструмента, материалов, контроль организации производства, а также затрагивает контроль комплектности, упаковки и маркировки изделия. Эксплуатационный контроль предполагает проверку соблюдения организационных и технологических требований, эксплуатационной и ремонтной документации. Объектами эксплуатационного контроля являются эксплуатируемые изделия РЭСИ и технологические процессы их эксплуатации. Методы неразрушающего контроля РЭСИ Методы неразрушающего контроля нашли наиболее широкое применение в технологии контроля РЭСИ благодаря своей высокой функциональности, точности, научной и методической строгости. И, безусловно, главное достоинство этих методов в том, что при их применении конструктивно-технологическая и функциональная структура изделия сохраняется к дальнейшему применению. МНК, не изменяя качества, параметров и характеристик изделия, позволяют по косвенным вторичным признакам обнаружить скрытые дефекты, либо вскрыть такие особенности, которые влекут за собой потенциальную ненадежность изделий.
Производственный контроль предусматривает, прежде всего, контроль качества технологических процессов (их параметров), контроль технологического инструмента, материалов, контроль организации производства, а также затрагивает контроль комплектности, упаковки и маркировки изделия. Эксплуатационный контроль предполагает проверку соблюдения организационных и технологических требований, эксплуатационной и ремонтной документации. Объектами эксплуатационного контроля являются эксплуатируемые изделия РЭСИ и технологические процессы их эксплуатации. Методы неразрушающего контроля РЭСИ Методы неразрушающего контроля нашли наиболее широкое применение в технологии контроля РЭСИ благодаря своей высокой функциональности, точности, научной и методической строгости. И, безусловно, главное достоинство этих методов в том, что при их применении конструктивно-технологическая и функциональная структура изделия сохраняется к дальнейшему применению. МНК, не изменяя качества, параметров и характеристик изделия, позволяют по косвенным вторичным признакам обнаружить скрытые дефекты, либо вскрыть такие особенности, которые влекут за собой потенциальную ненадежность изделий.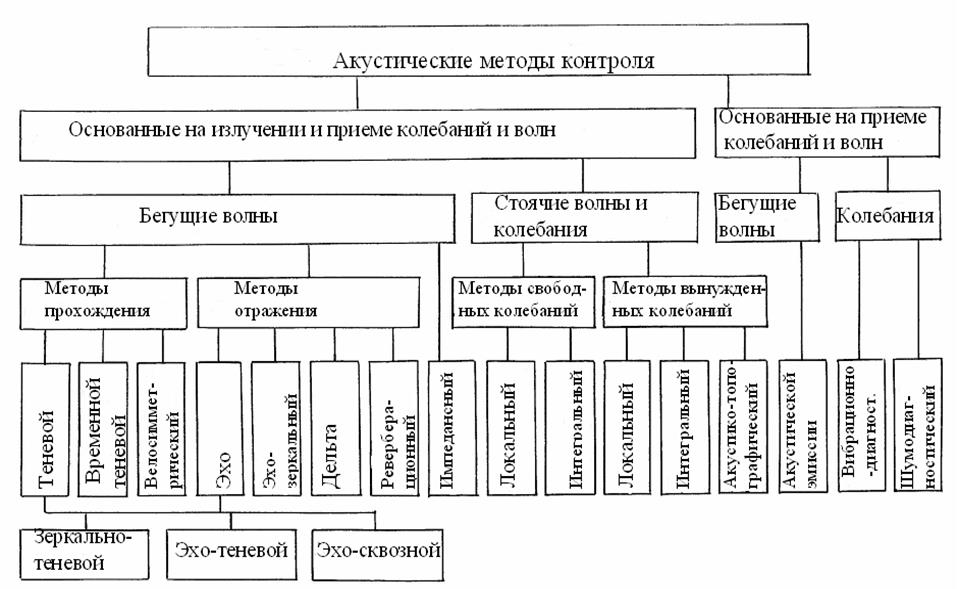 Они
Они
Классификация методов контроля качества РЭСИ. Методы неразрушающего контроля РЭСИ (Реферат)
Министерство образования Республики Беларусь
Белорусский государственный университет информатики и
радиоэлектроники
кафедра РЭС
РЕФЕРАТ
на тему:
«Классификация методов контроля качества РЭСИ. Методы неразрушающего контроля РЭСИ»
МИНСК, 2008
Классификация методов контроля качества РЭСИ
Стандартом на термины и определения в области испытаний и контроля качества продукции понятие контроль формулируется как проверка соответствия качества продукции (изделия) установленным требованиям.
Проверка показателей
качества технических устройств (в том
числе изделий РЭСИ
или технологических процессов их
производства) техническим условиям
(ГОСТ 15504-81)
проводится подразделениями ОТК служб
управления качества радиоэлектронного
комплекса предприятий.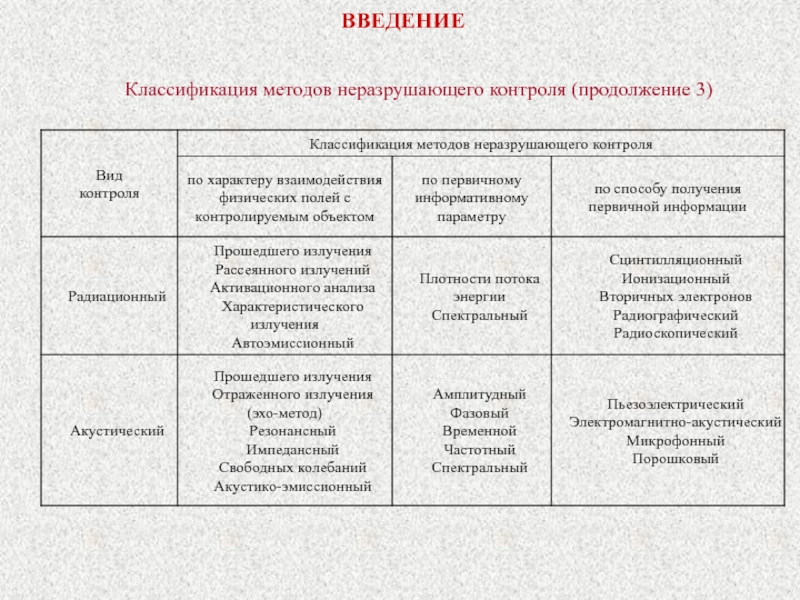
Технический контроль проводится с целью:
получения первичной информации о фактическом состоянии объекта и показателях его качества;
сопоставления первичной информации с заранее установленными в технической документации требованиями, критериями, нормами. Полученная таким образом информация об отклонении фактических показателей качества от заданных называется вторичной.
Вторичная информация используется для выработки управляющего решения и направлена на объект контроля. При этом решается главная задача управления качеством — совершенствование конструкции изделия и сведение к минимуму выявленных отклонений в технологическом процессе.
Объект контроля — это предметы
труда (материалы, РЭСИ, техническая
документация),
средства труда или технологическое и
общезаводское оборудование, технологическая
оснастка и инструмент, процессы создания
продукции, труд исполнителей, условия
труда и тд.
Методы контроля — это совокупность правил применения определенных принципов для осуществления контроля: технология проведения, количество контролируемых параметров, требуемая точность измерений.
Средства контроля — это изделия (контрольные и исполнительные стенды, измерительная и регастрирующая аппаратура и т.п.) и материалы, применяемые при контроле.
Классификационная группировка контроля по определенному признаку называется видом контроля. Классификация основных
Таблица 1 – Виды контроля РЭСИ
Признак классификации | Вид контроля |
Стадия технического контроля | Контроль опытного образца, производственный контроль, контроль при эксплуатации |
Стадия производственного процесса | Входной, операционный, контроль качества готовой продукции, транспортирования, хранения |
Вид воздействия | Разрушающий, неразрушающий |
Объем контролируемой продукции | Сплошной, выборочный |
Цель контроля | Приемочный. |
Характер контроля | Инспекционный, летучий |
Принимаемое решение | Активный, пассивный |
Применение средств контроля | Органолептический, визуальный, инструментальный |
Характер поступления продукции на контроль | Партиями, непрерывный |
Контролируемый параметр | По количественному признаку, по качественному признаку, по альтернативному признаку |
Степень участия оператора в контроле | Ручной, автоматизированный |
 Управление качеством
продукции
Управление качеством
продукции В зависимости от
технической сложности контролируемых
изделий различают сплошной
контроль,
при котором контролируется каждая
единица продукции (например, проверка
качества функционирования бортовой
радиолокационной станции самолета,
компьютерной техники, систем управления
и т. п.), и выборочный,
при котором решение о качестве
контролируемой продукции принимается
по результатам проверки одной или
нескольких выборок из большой партии
продукции
(микросхем, резисторов, трансформаторов,
плат, приборных корпусов,
штампованных или пластмассовых литых
деталей и т.д.).
п.), и выборочный,
при котором решение о качестве
контролируемой продукции принимается
по результатам проверки одной или
нескольких выборок из большой партии
продукции
(микросхем, резисторов, трансформаторов,
плат, приборных корпусов,
штампованных или пластмассовых литых
деталей и т.д.).
В зависимости от возможностей дальнейшего использования проконтролированной продукции методы контроля подразделяются на разрушающие и неразрушающие.
Разрушающий контроль применяется для оценки показателей качества материалов, деталей, сборочных единиц и изделий в целом. Этими методами пользуются, например, при испытаниях изделий РЭС на надежность (проверка причин отказов). После проведения разрушающего контроля продукция считается непригодной для дальнейшего использования по назначению.
Акустический метод неразрушающего контроля — презентация онлайн
1. Акустический метод неразрушающего контроля.
 Кулмаганбетов А.
Кулмаганбетов А.Сандибаева Н.
Группа ТТ(В)-12-3р
2. Неразрушающий контроль
Неразрушающий контроль (НК) — область науки и техники, охватывающаяисследования физических принципов, разработку, совершенствование и
применение методов, средств и технологий технического контроля объектов,
разрушающего
и
не
ухудшающего
их
пригодность
к эксплуатации.
Неразрушающий контроль
Количественная классификация дефектов:
а – одиночные; б – групповые; в – сплошные
Классификация дефектов по положению в объекте контроля:
а – поверхностные; б – подповерхностные; в – объемные
Дефект – каждое отдельное несоответствие продукции
требованиям, установленным нормативной документацией
(ГОСТ, ОСТ, ТУ и т.д.).
К несоответствиям относятся:
— нарушение сплошности материалов и деталей;
— неоднородность состава материала:
— наличие включений,
— изменение химического состава,
— наличие других фаз материала, отличных от основной
фазы и др.

— любые отклонения параметров материалов, деталей и
изделий от заданных (размеры, качество обработки
поверхности, влаго- и теплостойкость и т.д.
Основные
требования,
предъявляемые
неразрушающим
методам
контроля,
дефектоскопии:
к
или
– возможность осуществления контроля на всех стадиях
изготовления, при эксплуатации и при ремонте изделий;
– возможность контроля качества продукции по
большинству заданных параметров;
– согласованность времени, затрачиваемого на контроль,
со временем работы другого технологического
оборудования;
высокая достоверность результатов контроля;
Ультразвукова́я
дефектоскопи́я — метод,
предложенный С. Я. Соколовы
м в 1928 году и основанный на
исследовании процесса
распространения ультразвуко
вых колебаний с частотой
0,5 — 25 МГц в
контролируемых изделиях с
помощью специального
оборудования —
ультразвукового
дефектоскопа.
одним из самых
распространенных
методов неразрушающего
контроля.
Возбуждение и прием ультразвука
Излучение ультразвука производится с
помощью преобразователя, который
преобразует электрические колебания в
акустические путём обратного
пьезоэлектрического эффекта.
Ультразвуковые пьезоэлектрические
преобразователи, использующиеся при ручном
контроле: прямой B1S-O, миниатюрный
наклонный MWB 70-4, наклонный WK45-2
Также используются электромагнитноакустический (ЭМА) метод, основанный на
приложении сильных переменных магнитных
полей к металлу. КПД этого метода гораздо
ниже, чем у пьезоэлектрического, но зато
может работать через воздушный зазор и не
предъявляет особых требований к качеству
поверхности.
9. Классификация методов исследования
АктивныеАктивные методы контроля
подразумевают под собой излучение и
приём акустических волн.
Отражения
Эхо-импульсный метод контроля
сварного соединения без дефекта
(сверху) и с дефектом (снизу).
 В правой
В правойчасти изображения представлен
экран дефектоскопа с изображённым на
нём зондирующим импульсом (сверху) и
импульсом от дефекта (снизу).
•Эхо-метод или эхо-импульсный
метод — наиболее распространенный:
преобразователь генерирует колебания
(то есть выступает в роли генератора) и
он же принимает отражённые от
дефектов эхо-сигналы (приёмник).
10. Классификация методов исследования
* Зеркальный или Эхо-зеркальный метод —используются два преобразователя с одной
стороны детали: сгенерированные колебания
отражаются от дефекта в сторону приемника.
На практике используется для поиска дефектов
расположенных перпендикулярно поверхности
контроля, например трещин.
* Дифракционно-временной метод —
используется два преобразователя с одной
друга. Если дефект имеет острые кромки (как,
например, трещины) то колебания
дифрагируют на концах дефекта и отражаются
во все стороны, в том числе и в сторону
приёмника.
Дельта-метод — разновидность зеркального
метода — отличается механизмом отражения
волны от дефекта и способом принятия
сигнала. В диагностике используется для
поиска специфично расположенных дефектов.
Ревербационный метод — основан на
постепенном затухании сигнала в объекте
контроля. При контроле двухслойной
конструкции, в случае качественного
соединения слоёв, часть энергии из первого
слоя будет уходить во второй, поэтому
ревербация будет меньше. Метод используется
для контроля сцепления различных видов
наплавок, например баббитовой наплавки с
чугунным основанием.
Когерентный метод — по сути является
разновидностью Эхо-импульсного метода.
Помимо двух основных параметров эхосигнала, таких как амплитуда и время
прихода, используется дополнительно фаза
эхо-сигнала. Метод находится на стадии
научно-исследовательских изысканий
Классификация методов
исследования
Вынужденных колебаний
Интегральный
Локальный
Акустико-топографический
Свободных колебаний
Свободные колебания возбуждают
путём кратковременного воздействия на
объект контроля, после чего объект
колеблется в отсутствии внешних
воздействий.
 Источником
Источникомкратковременного воздействия может
быть любой механический удар,
например молотком.
Интегральный
Локальный
Пассивные
Пассивные методы контроля заключаются в приёме волн, источником
которых является сам объект контроля.
• Акустико-эмиссионный
• Вибрационно-диагностический
• Шумодиагностический
Современные дефектоскопы точно замеряют время, прошедшее от момента излучения до
приёма эхо-сигнала, тем самым измеряя расстояние до отражателя. Компьютеризированные
системы позволяют провести анализ большого числа импульсов и получить трёхмерную
визуализацию отражателей в металле.
Преимущества
Ультразвуковой контроль изделий в ГДР,
1977 год
Ультразвуковой контроль не разрушает и
не повреждает исследуемый образец, что
является его главным преимуществом.
Возможно проводить контроль изделий
из разнообразных материалов, как
металлов, так и неметаллов. Кроме того
можно выделить высокую скорость
исследования при низкой стоимости и
опасности для человека (по сравнению с
рентгеновской дефектоскопией) и
высокую мобильность ультразвукового
дефектоскопа.
16. Применение
Ультразвуковой дефектоскоп дляконтроля железнодорожных рельс
Применяется для поиска дефектов
материала (поры, волосовины,
различные включения, неоднородная
структура и пр.) и контроля качества
проведения работ —
сварка, пайка, склейка и пр.
Ультразвуковой контроль является
обязательной процедурой при
изготовлении и эксплуатации
многих ответственных изделий,
таких как части авиационных
двигателей, трубопроводы атомных
реакторов или железнодорожные
рельсы.
17. Литература
* Айдарбеков Р.В., Кибитова Р.К. «Диагностикатраспортной техники»; Алматы 2010.
* Клюев В. В. Неразрушающий контроль. Том 3.:
Справочник. В 7-и книгах / Под ред. Клюева В. В. — М.:
Машиностроение, 2004
* Гурвич А. К., Ермолов И. Н. Ультразвуковая
дефектоскопия сварных швов — Киев: Техника, 1972,
460 с.
* Выборнов Б. И. Ультразвуковая дефектоскопия — М.:
Металлургия, 1985
* https://ru.
 wikipedia.org/wiki/
wikipedia.org/wiki/Литература
АНАЛИЗ МЕТОДОВ И СРЕДСТВ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ, ИСПОЛЬЗУЕМЫХ ДЛЯ ВЫЯВЛЕНИЯ СКРЫТЫХ ТРЕЩИНОПОДОБНЫХ ДЕФЕКТОВ ПРИ ПРОВЕДЕНИИ ЭКСПЕРТИЗЫ ПРОМЫШЛЕННОЙ БЕЗОПАСНОСТИ ТРУБОПРОВОДОВ
Анализ аварий, происходящих на трубопроводах нефтегазоперерабатывающих предприятий, показывает, что их причиной довольно часто являются трещиноподобные дефекты, получившие развитие в процессе эксплуатации трубопроводов. Трещиноподобные дефекты представляют собой локальные разрывы металла с малой величиной раскрытия (трещины, непровары, несплавления, подрезы и т. п.), которые могут располагаться как на поверхности труб и фасонных деталей трубопроводов, так и в объёме их сварных соединений.
Наибольшую опасность для технического состояния трубопроводов имеют скрытые трещиноподобные дефекты сварных соединений. Их возникновение и развитие обусловлено структурно-механической и электрохимической неоднородностью самих сварных соединений, наличием в них микродефектов и остаточных сварочных напряжений. В связи с изложенным, при проведении экспертизы промышленной безопасности трубопроводов нефтегазоперерабатывающих предприятий особое значение имеет задача выявления скрытых трещиноподобных дефектов сварных соединений.
В связи с изложенным, при проведении экспертизы промышленной безопасности трубопроводов нефтегазоперерабатывающих предприятий особое значение имеет задача выявления скрытых трещиноподобных дефектов сварных соединений.
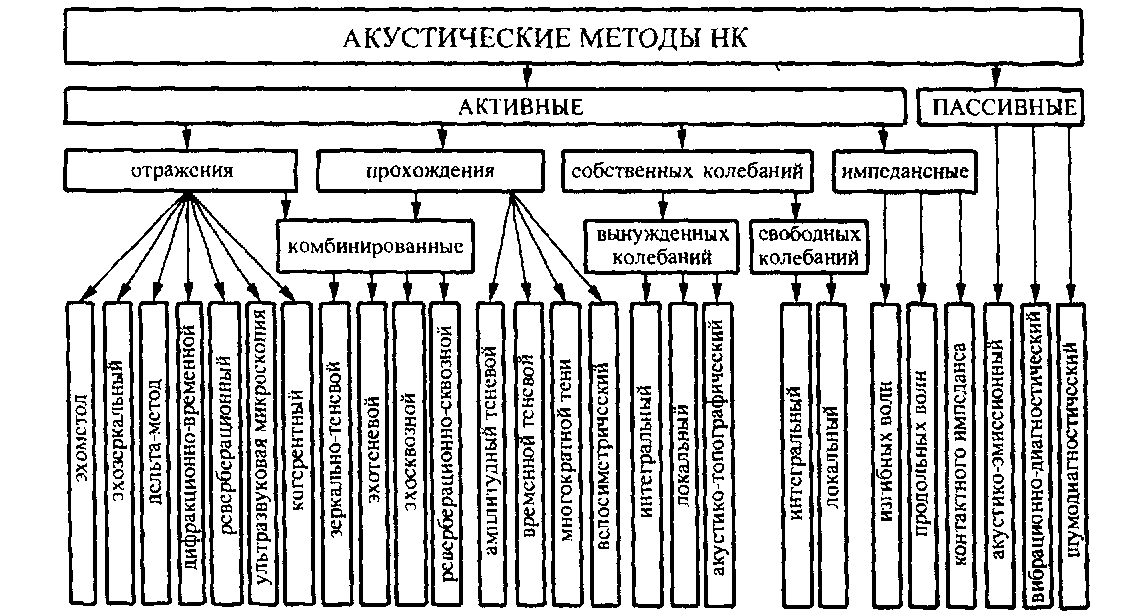
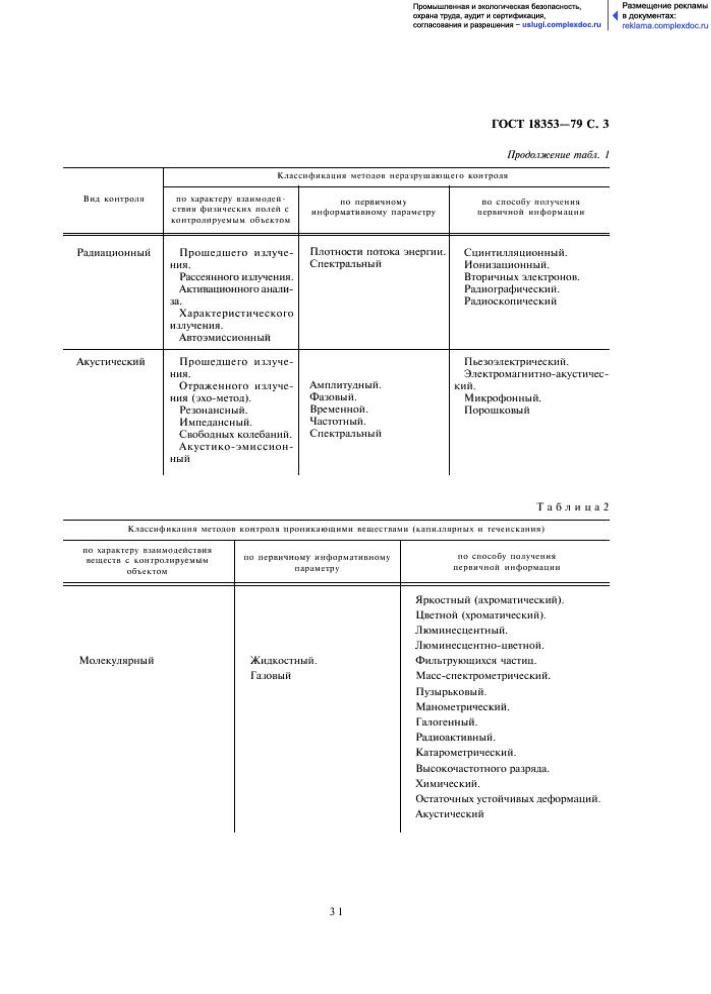
Для решения вышеупомянутой задачи чаще всего используются следующие виды неразрушающего контроля (НК): радиационный, магнитный, вихретоковый и акустический, основанные на различных физических явлениях. Каждый из указанных видов, в свою очередь, разделяется на методы, которые классифицируются в соответствии с ГОСТ 18353-79 по ряду признаков: характеру взаимодействия физических полей с контролируемым объектом, первичным информативным параметрам и способам получения первичной информации. Кроме того, иногда вводятся дополнительные признаки: по типу применяемых преобразователей (детекторов), схемам проведения контроля и пр. Такая классификация является достаточно сложной и разветвлённой. Более удобной для последующего анализа является система классификации, в основе которой лежит деление методов НК на активные и пассивные по факту их влияния на состояние и свойства материала трубопроводов. Первые предполагают возбуждение в тру-бопроводе и последующую регистрацию соответствующего физического поля, параметры которого изменяются при взаимодействии с трещиноподобными дефектами. Вторые основаны только на регистрации изменений состояния трубопровода, вызванных развитием трещиноподобных дефектов в процессе эксплуатации трубопровода. Следует особо отметить, что в этой системе классификации представлены только те методы, которые имеют возможность технической реализации при контроле трубопроводов. Внутри групп существует деление по наиболее значимым для каждой конкретной группы признакам. Почти все методы, за исключением метода АЭ, относятся к активным. Последние могут использовать различные варианты взаимодействия физического поля с объектом: прохождение и отражение от него, а также их комбинацию.
Первые предполагают возбуждение в тру-бопроводе и последующую регистрацию соответствующего физического поля, параметры которого изменяются при взаимодействии с трещиноподобными дефектами. Вторые основаны только на регистрации изменений состояния трубопровода, вызванных развитием трещиноподобных дефектов в процессе эксплуатации трубопровода. Следует особо отметить, что в этой системе классификации представлены только те методы, которые имеют возможность технической реализации при контроле трубопроводов. Внутри групп существует деление по наиболее значимым для каждой конкретной группы признакам. Почти все методы, за исключением метода АЭ, относятся к активным. Последние могут использовать различные варианты взаимодействия физического поля с объектом: прохождение и отражение от него, а также их комбинацию.
Контроль вышеперечисленными видами может осуществляться контактным и бесконтактным способами, с внутренней и наружной поверхности трубопроводов, в ручном и автоматичес-ком режиме, с использованием аналогового и аналого-цифрового способов обработки информации и т. д. Данные признаки положены в основу классификации соответствующих средств НК.
д. Данные признаки положены в основу классификации соответствующих средств НК.
Дальнейший анализ методов и средств НК, используемых для выявления скрытых трещиноподобных дефектов сварных соединений трубопроводов, осуществляется в соответствии с приведёнными системами классификации.
Радиационные методы основаны на регистрации излучения, прошедшего через сварное соединение. При наличии трещиноподобного дефекта в сварном соединении плотность материала в его зоне отличается от плотности прилегающего бездефектного материала, что ведёт к изменению параметров проникающего излучения. Как правило, при радиационном контроле с одной стороны трубопровода размещают источник излучения, а с противоположной – детектор. Прони-кающее излучение, взаимодействуя с детектором, изменяет его физическое или химическое состояние. Следует отметить, что наиболее распространены рентгенографический и гаммаграфичес-кий методы контроля с фиксацией результатов на рентгеновскую плёнку. При попадании излучения на плёнку в ней происходят физико-химические превращения, которые отображают распределение интенсивностей потока излучения.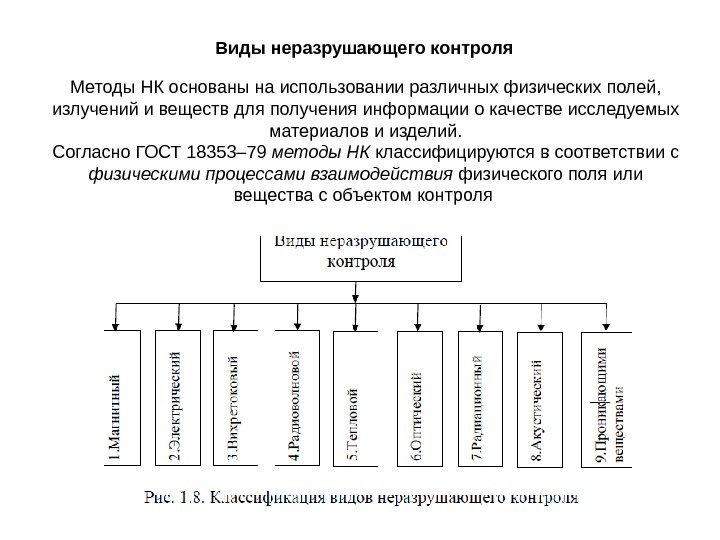 С помощью радиационных методов можно обнаружить трещиноподобные дефекты минимальным размером 0,1-0,5 мм. Конкретное значение чувствительности определяется толщиной стенки трубопровода, интенсивностью излучения, временем экспозиции, расстоянием от источника до поверхности трубопровода. Относительная погрешность измерения длины и глубины трещиноподобных дефектов различается: для первого из указанных параметров она, как правило, не превышает 5%, тогда как для второго может составлять 13-30%.
С помощью радиационных методов можно обнаружить трещиноподобные дефекты минимальным размером 0,1-0,5 мм. Конкретное значение чувствительности определяется толщиной стенки трубопровода, интенсивностью излучения, временем экспозиции, расстоянием от источника до поверхности трубопровода. Относительная погрешность измерения длины и глубины трещиноподобных дефектов различается: для первого из указанных параметров она, как правило, не превышает 5%, тогда как для второго может составлять 13-30%.
Несомненным преимущест-вом радиационных методов и средств является то, что регист-рация на плёнку дает наглядное представление о размерах трещиноподобных дефектов. Результаты контроля в документальном виде можно хранить длительное время и возвращаться к ним при необходимости. Кроме того, результаты не зависят от внутренней структуры материала (размера зерна) и изотропности механических свойств.
Недостатком радиационных методов и средств является ограниченная возможность их применения в процессе эксплуатации трубопровода (на степень поглощения радиоактивного излучения сильно влияет плотность транспортируемых сред, а также существуют ограничения по температуре поверхности контролируемых трубопроводов). Поэтому радиационные методы и средства применяются для контроля сварных соединений, как правило, во время монтажа и ремонта трубопроводов. При этом в зависимости от диаметра трубопровода могут быть использованы как переносные рентгеновские и гамма-дефектоскопы, так и внутритрубные самоходные установки (кроулеры). Результаты контроля радиационными мето-дами зависят от субъективных факторов: свойств детектора, направления и схемы просвечивания, расположения и ориентации трещиноподобных дефектов в материале трубопровода. Радиационные методы, к сожалению, подходят только для локального контроля трубопроводов, не позволяют прогнозировать развитие трещиноподобных дефектов, а генерируемое излучение представляет опасность для персонала, обслуживающего эти приборы.
Поэтому радиационные методы и средства применяются для контроля сварных соединений, как правило, во время монтажа и ремонта трубопроводов. При этом в зависимости от диаметра трубопровода могут быть использованы как переносные рентгеновские и гамма-дефектоскопы, так и внутритрубные самоходные установки (кроулеры). Результаты контроля радиационными мето-дами зависят от субъективных факторов: свойств детектора, направления и схемы просвечивания, расположения и ориентации трещиноподобных дефектов в материале трубопровода. Радиационные методы, к сожалению, подходят только для локального контроля трубопроводов, не позволяют прогнозировать развитие трещиноподобных дефектов, а генерируемое излучение представляет опасность для персонала, обслуживающего эти приборы.
Магнитные методы основаны на взаимодействии магнитного поля, создаваемого в материале сварного соединения трубопровода с дефектами, вносящими искажение в картину генерируемого поля. Как правило, трубопроводы намагничивают с помощью статических или низкочастотных полей и затем исследуют изменение их параметров. Для намагничивания может использоваться постоянный магнит, электромагнит, соленоид, а для регистрации градиента поля, вызванного трещиноподобными дефектами – преобразователи Холла, магнитная лента, феррозонды и другие устройства (или вещества), реагирующие на изменение магнитного потока. Магнитные методы в производст-венных условиях позволяют выявлять трещиноподобные дефекты протяжённостью более 0,5 мм и глубиной более 0,02 мм. Конкретное значение чувствительности определяется параметрами создаваемых магнитных полей, магнитными характеристиками металла трубопровода и способом регистрации. Погрешность измерения размеров дефекта зависит от его расположения относительно направления магнитного потока, скорости сканирования, числа и типа преобразователей, алгоритма обработки сигналов и может составлять 10-20% по длине и 20-30% по глубине.
Для намагничивания может использоваться постоянный магнит, электромагнит, соленоид, а для регистрации градиента поля, вызванного трещиноподобными дефектами – преобразователи Холла, магнитная лента, феррозонды и другие устройства (или вещества), реагирующие на изменение магнитного потока. Магнитные методы в производст-венных условиях позволяют выявлять трещиноподобные дефекты протяжённостью более 0,5 мм и глубиной более 0,02 мм. Конкретное значение чувствительности определяется параметрами создаваемых магнитных полей, магнитными характеристиками металла трубопровода и способом регистрации. Погрешность измерения размеров дефекта зависит от его расположения относительно направления магнитного потока, скорости сканирования, числа и типа преобразователей, алгоритма обработки сигналов и может составлять 10-20% по длине и 20-30% по глубине.
Контроль магнитными методами и средствами может проводиться без остановки трубопровода, на параметры магнитного поля не оказывают влияния температура, давление, влажность окружающей среды, а также физико-химические свойства транспортируемого продукта. Контроль может осуществляться с высокой скоростью (до 4-5 м/с для внутритрубных средств), контактным и бесконтактным способами, при одностороннем доступе к поверхности трубопровода. Магнитные методы обладают довольно высокой чувст-вительностью и безопасны для персонала. Для контроля трубопроводов больших диаметров
Контроль может осуществляться с высокой скоростью (до 4-5 м/с для внутритрубных средств), контактным и бесконтактным способами, при одностороннем доступе к поверхности трубопровода. Магнитные методы обладают довольно высокой чувст-вительностью и безопасны для персонала. Для контроля трубопроводов больших диаметров
и значительной протяжённости могут быть использованы внутритрубные магнитные дефектоскопы. Они удобны в настройке и надёжны в эксплуатации, имеют автономное питание, работают в автоматическом режиме.
Однако магнитные методы и средства имеют ряд существенных недостатков. Выявляемость ими трещиноподобных дефектов ухудшается при увеличении глубины их залегания в сварном соединении трубопровода. Для использования магнитных методов контролируемый участок необходимо сначала намагнитить, а затем размагнитить. При контакте некоторых детекторов (магнитной плёнки) с поверхностью к последней предъявляются особые требования: она должна быть тщательно очищена и обезжирена, не иметь острых выступов и капель металла, а уровень шероховатости не должен превышать 1 мм. При сканировании трубопровода изнутри надёжное обнаружение трещиноподобных дефектов возможно только при использовании большого числа преобразователей, что ведёт к усложнению алгоритмов обработки информации. Методы неустойчивы к электрическим и магнитным помехам, не позволяют прогнозировать развитие трещиноподобных дефектов.
При сканировании трубопровода изнутри надёжное обнаружение трещиноподобных дефектов возможно только при использовании большого числа преобразователей, что ведёт к усложнению алгоритмов обработки информации. Методы неустойчивы к электрическим и магнитным помехам, не позволяют прогнозировать развитие трещиноподобных дефектов.
Вихретоковые методы основаны на анализе взаимодействия внешнего электромагнитного поля с полем вихревых токов, возбуждаемых в сварных соединениях трубопроводов. Для их возбуждения используется электромагнитное поле высокой частоты, образующееся при пропускании через индуктивные преобразователи синусоидального или импульсного токов. При наличии трещиноподобного дефекта поле вихревых токов в его зоне меняется, что приводит к изменению электричес-кого сопротивления или электродвижущей силы измерительной обмотки катушек преобразователей. Чувствительность вихретоковых методов позволяет выявить трещиноподобные дефекты с минимальной длиной 0,5-1,0 мм и минимальной глубиной 0,1-0,2 мм. Конкретное значение чувствительности определяется параметрами внешнего электромагнитного поля, магнитной проницаемостью материала трубопровода, его удельной электрической проводимостью, геометрическими параметрами (толщиной, диаметром) трубопровода, степенью шероховатости поверхности. Погрешность измерения размеров трещиноподобного дефекта зависит от его расположения относительно направления сканирования, его ориентации в сварном соединении, типа и размера используемых преобразователей, алгоритма обработки и может составлять от 10 до 30%.
Конкретное значение чувствительности определяется параметрами внешнего электромагнитного поля, магнитной проницаемостью материала трубопровода, его удельной электрической проводимостью, геометрическими параметрами (толщиной, диаметром) трубопровода, степенью шероховатости поверхности. Погрешность измерения размеров трещиноподобного дефекта зависит от его расположения относительно направления сканирования, его ориентации в сварном соединении, типа и размера используемых преобразователей, алгоритма обработки и может составлять от 10 до 30%.
Вихретоковый контроль может проводиться без остановки трубопровода, на результаты контроля практически не влияют температура, давление и влажность окружающей среды, а также наличие неметаллического покрытия на поверхности трубопроводов. Вихретоковые методы безопасны для обслуживающего персонала. Для их применения достаточно одностороннего доступа к поверхности, а контроль возможен бесконтактным способом при больших (до 2 м/с) скоростях перемещения преобразователей. Послед-ние имеют простую и надёжную конструкцию, устойчивы к механическим воздействиям. Контроль трубопроводов вихретоковыми методами, как правило, проводится снаружи с использованием дефектоскопов, работающих как в ручном, так в автоматическом режимах.
Послед-ние имеют простую и надёжную конструкцию, устойчивы к механическим воздействиям. Контроль трубопроводов вихретоковыми методами, как правило, проводится снаружи с использованием дефектоскопов, работающих как в ручном, так в автоматическом режимах.
К недостаткам вихретоковых методов относится зависимость их чувствительности от изменения магнитных свойств трубопровода и наличия в нём зон с различной электропроводностью. Указанные параметры, в свою очередь, зависят от химического состава металла трубопровода, поэтому даже незначительные изменения содер-жания углерода или легирующих элементов могут снизить выявляемость дефектов. Кроме того, вихретоковые методы плохо выявля-ют трещиноподобные дефекты, залегающие глубоко (более 4 мм) от контролируемой поверхности и с параллельной ей плоскостью раскрытия. Большим недостатком вихретоковых методов является трудность различения полезного сигнала на фоне помех, обусловленных зависимостью методов от многих параметров – формы контролируемого объекта, шероховатости его поверхности, взаимного расположения преобразователей и объекта. Например, изменение зазора между накладным преобразователем и поверхностью трубопровода на 0,1-0,3 мм приводит к значительной погрешности в измерениях и требует применения специальных приёмов для компенсации такого влияния. Вихретоковые методы и средства не обладают возможностью оценки динамики развития трещиноподобных дефектов в процессе эксплуатации трубопроводов.
Например, изменение зазора между накладным преобразователем и поверхностью трубопровода на 0,1-0,3 мм приводит к значительной погрешности в измерениях и требует применения специальных приёмов для компенсации такого влияния. Вихретоковые методы и средства не обладают возможностью оценки динамики развития трещиноподобных дефектов в процессе эксплуатации трубопроводов.
Акустические методы, в отличие от рассмотренных выше, подразделяются на активные и пассивные.
Активные акустические методы (их также называют ультразвуковыми) основаны на возбуждении в объекте контроля высокочас-тотных упругих волн и их анализе при последующей регистрации. Наличие трещиноподобных дефек-тов в сварном соединении трубопровода приводит к отражению и рассеиванию упругих волн. Возбуждение и приём осуществляются путём преобразований переменного электрического поля в акустическое и наоборот. На практике обычно используются волны с частотой до 10 МГц, что позволяет обнаруживать трещиноподобные дефекты минимальным размером 0,3-0,5 мм. Пог-решность измерения размеров ТПД зависит от схемы проведения контроля, скорости сканирования, числа преобразователей и их характеристик, алгоритма обработки сигналов и может составлять от 10% (в многочастотной голографии и дифракционно-временном методах) до 43% (в эхо-импульсном методе).
Пог-решность измерения размеров ТПД зависит от схемы проведения контроля, скорости сканирования, числа преобразователей и их характеристик, алгоритма обработки сигналов и может составлять от 10% (в многочастотной голографии и дифракционно-временном методах) до 43% (в эхо-импульсном методе).
Ультразвуковой контроль может осуществляться без остановки трубопровода и в широком диапазоне условий окружающей среды. Для его применения достаточно обеспечить односторонний доступ к поверхности трубопровода. Ультразвуковые методы довольно безопасны для обслуживающего персонала, обладают устойчивостью к электрическим и магнитным помехам, имеют высокую чувствительность к трещиноподобным дефектам. На их основе разрабатываются надёжные средства как для контроля трубопроводов снаружи, так и изнутри, имеющие автономное питание, работающие в ручном и автоматическом режимах.
Однако применение ультразвуковых средств требует обязательного контакта с поверхностью трубопровода и выполнения значительного объёма подготовительных работ (в случае контроля трубопровода снаружи – удаления изолирующего и антикоррозионного покрытий, шлифовки поверхности до Rz=40 мкм, а при контроле изнутри – очистки трубопровода от отложений и обеспечения проходимости снарядов-дефектоскопов). Кроме того, внутритрубные снаряды-дефектоскопы, использующие ультразвуковые методы, не могут использоваться на трубопроводах, перекачивающих газообразные среды, поскольку для передачи сигналов необходим акустический контакт через жидкость. Большим недос-татком ультразвуковых методов является также зависимость результатов контроля от структуры (размера зерна) и акустических свойств (затухания, скорости распространения волн) металла трубопровода. Ультразвуковые методы, как правило, используются для локального контроля трубопроводов, имеют небольшую дистанционность и не позволяют прогнозировать развитие трещиноподобных дефектов в процессе эксплуатации трубопроводов.
Кроме того, внутритрубные снаряды-дефектоскопы, использующие ультразвуковые методы, не могут использоваться на трубопроводах, перекачивающих газообразные среды, поскольку для передачи сигналов необходим акустический контакт через жидкость. Большим недос-татком ультразвуковых методов является также зависимость результатов контроля от структуры (размера зерна) и акустических свойств (затухания, скорости распространения волн) металла трубопровода. Ультразвуковые методы, как правило, используются для локального контроля трубопроводов, имеют небольшую дистанционность и не позволяют прогнозировать развитие трещиноподобных дефектов в процессе эксплуатации трубопроводов.
Метод акустической эмиссии (АЭ) является акустическим методом, единственным пассивным из всех представленных. Он имеет ряд отличительных особенностей, выделяющих его из общей группы акустических методов и заставляющих рассматривать отдельно. Метод АЭ основан на регистрации и анализе упругих волн, возникающих в трубопроводе вследствие локального динамического изменения структуры его материала (при образовании и развитии различных дефектов, фазовых превращениях и пр. ). В случае развития трещиноподобных дефектов появление упругих волн обусловлено быстрым высвобождением потенциальной энергии, сконцентрированной в зонах дефектов, и последующей релаксацией напряжений в объёме прилегающего материала. Возникающие при этом колебания улавливаются и преобразуются в электрические сигналы соответствующими преобразователями, установленными на поверхности трубопровода. Параметры сигналов АЭ несут информацию об энергии, мощности и интенсивности процессов развития трещиноподобных дефектов, а также могут быть использованы для оценки величины и скорости их приращений, определения местоположения дефектов в трубопроводе. Чувст-вительность метода по теоретическим оценкам позволяет обнаружить развивающийся дефект размерами 0,001 х 0,001 мм2, а в производственных условиях он обеспечивает выявление приращений трещиноподобных дефектов от 0,1 мм. Конкретное значение чувствительности определяется свойствами материала трубопровода (прочностью, однородностью, изотропностью), его структурой (размером зерна), типом и характеристиками используемых преобразователей, стабильностью их контакта с объектом, условиями проведения контроля (температурой, скоростью деформации материала) и уровнем производственных помех.
). В случае развития трещиноподобных дефектов появление упругих волн обусловлено быстрым высвобождением потенциальной энергии, сконцентрированной в зонах дефектов, и последующей релаксацией напряжений в объёме прилегающего материала. Возникающие при этом колебания улавливаются и преобразуются в электрические сигналы соответствующими преобразователями, установленными на поверхности трубопровода. Параметры сигналов АЭ несут информацию об энергии, мощности и интенсивности процессов развития трещиноподобных дефектов, а также могут быть использованы для оценки величины и скорости их приращений, определения местоположения дефектов в трубопроводе. Чувст-вительность метода по теоретическим оценкам позволяет обнаружить развивающийся дефект размерами 0,001 х 0,001 мм2, а в производственных условиях он обеспечивает выявление приращений трещиноподобных дефектов от 0,1 мм. Конкретное значение чувствительности определяется свойствами материала трубопровода (прочностью, однородностью, изотропностью), его структурой (размером зерна), типом и характеристиками используемых преобразователей, стабильностью их контакта с объектом, условиями проведения контроля (температурой, скоростью деформации материала) и уровнем производственных помех. Погрешность измерения параметров сигналов АЭ (амплитуды, длительности, энергии и т. п.), характеризующих динамику развития трещиноподобных дефектов, зависит от возможностей вычислительных средств и применяемых способов обработки информации, а погреш-ность определения координат дефектов – от числа преобразователей, расстояний между ними, схемы их расположения, направления и скорости распространения упругих волн, применяемых алгоритмов локализации. В первом случае значение погрешности не превышает 3-5%, а во втором может достигать 15%.
Погрешность измерения параметров сигналов АЭ (амплитуды, длительности, энергии и т. п.), характеризующих динамику развития трещиноподобных дефектов, зависит от возможностей вычислительных средств и применяемых способов обработки информации, а погреш-ность определения координат дефектов – от числа преобразователей, расстояний между ними, схемы их расположения, направления и скорости распространения упругих волн, применяемых алгоритмов локализации. В первом случае значение погрешности не превышает 3-5%, а во втором может достигать 15%.
Контроль методом АЭ может проводиться без остановки трубопроводов, в процессе их эксплуатации. Особенностью применения этого метода является необходимость кратковременного изменения напряжённого состояния трубопровода, что служит стимулом для проявления дефектов. Такое изменение, как правило, достигается путём приложения нагрузки, незначительно превышающей эксплуатационное значение (на 5-10%). Однако анализ условий работы многих трубопроводов показывает, что для применения метода можно и не прибегать к подобным мерам, поскольку трубопроводы в процессе эксплуатации испытывают различные нагрузки (из-за штатных изменений режимов перекачки, температурных деформаций и т. д.), достаточные в большинстве случаев для инициации развития трещиноподобных дефектов.
д.), достаточные в большинстве случаев для инициации развития трещиноподобных дефектов.
Достоинствами метода АЭ являются его высокая чувствительность к развивающимся трещиноподобным дефектам и возможность одновременного контроля протяжённых (до нескольких сотен метров) участков трубопроводов. Для использования метода необходимо обеспечить односторонний доступ к поверхности трубопровода в нескольких местах (контроль осуществляется с использованием неподвижно установленных преобразователей без их перемещения по поверхности трубопровода). Объём подготовительных работ минимален – в местах установки преобразователей производится вскрытие изоляции на участке 10х10 см2
и зачистка поверхности до Rz=40 мкм. Метод безопасен для обслуживающего персонала и не требует его присутствия в непосредст-венной близости от трубопровода в процессе проведения контроля. Он имеет гораздо меньше ограничений, связанных со свойствами и структурой металлов, чем рассмотренные ранее методы, а положение и ориентация трещиноподобных дефектов совершенно не влияют на достоверность их выявления. Примене-ние данного метода позволяет проводить адекватную оценку состояния протяжённых участков трубопроводов в режиме реального времени, обнаруживая развивающиеся трещиноподобные дефекты задолго до достижения ими критических размеров.
Примене-ние данного метода позволяет проводить адекватную оценку состояния протяжённых участков трубопроводов в режиме реального времени, обнаруживая развивающиеся трещиноподобные дефекты задолго до достижения ими критических размеров.
Основными недостатками метода АЭ, ограничивающими его применение, являются зависимость результатов контроля от влияния помех (механических, акустических, электромагнитных, гидро- и аэродинамических) и трудность различения сигналов от действия разных по своей природе источников. Первый из указанных недостатков объясняется тем, что сигналы АЭ являются шумоподобными, т. к. генерация упругих волн при разрушении материалов представляет собой стохастичес-кий импульсный процесс. Второй недостаток обусловлен высокой чувствительностью метода к любым изменениям состояния трубопровода, которые происходят в ограниченном объёме его материала и за короткий срок. В связи с последним, к появлению сигналов АЭ, кроме образования и развития трещиноподобных дефектов, приводят также процессы пластической деформации металла, утечки и пропуски рабочей среды, интенсивная коррозия, трение и т. п. Сигналы АЭ регистрируются в широком диапазоне частот (от 1-5 кГц до 2-3 МГц) и амплитуд (от 5-10 мкВ до 10-20 мВ). Значения указанных параметров определяются затуханием упругих волн в конструкции трубопровода, что требует их уточнения в каждом конкретном случае. Учитывая сказанное, идентификация результатов контроля методом АЭ часто проводится с применением других методов, что снижает его производительность.
п. Сигналы АЭ регистрируются в широком диапазоне частот (от 1-5 кГц до 2-3 МГц) и амплитуд (от 5-10 мкВ до 10-20 мВ). Значения указанных параметров определяются затуханием упругих волн в конструкции трубопровода, что требует их уточнения в каждом конкретном случае. Учитывая сказанное, идентификация результатов контроля методом АЭ часто проводится с применением других методов, что снижает его производительность.
Анализ вышеперечисленных методов и средств выявления скрытых трещиноподобных дефектов в сварных соединениях трубопроводов показывает, что все они, за исключением метода АЭ, имеют ряд общих существенных недостатков. В частности, радиационные, магнитные, вихретоковые и ультразвуковые методы требуют выполнения значительного объёма подготовительных мероприятий. Эти методы испо-льзуются для осуществления локального контроля трубопроводов (как правило, одновременно может контролироваться только 1 сварное соединение). При использовании магнитных, вихретоковых и ультразвуковых методов контроль выполняется путём сканирования трубопровода, при этом погрешность измерения параметров трещиноподобных дефектов сильно зависит от направления и скорости перемещения преобразователей. Кроме того, на результаты магнитного, вихретокового и ультразвукового контроля оказывают большое влияние свойства и структура материала сварного соединения, а также положение и ориентация трещиноподобного дефекта в стенке трубопровода. Указанные недостатки приводят к увеличению времени контроля и заметному снижению производительности этих методов.
Кроме того, на результаты магнитного, вихретокового и ультразвукового контроля оказывают большое влияние свойства и структура материала сварного соединения, а также положение и ориентация трещиноподобного дефекта в стенке трубопровода. Указанные недостатки приводят к увеличению времени контроля и заметному снижению производительности этих методов.
Необходимо также отметить, что ни один из рассмотренных методов, кроме метода АЭ, не обладает интегральностью и не позволяет оценивать динамику развития трещиноподобных дефектов в режиме реального времени. Однако для повышения эффективности этого метода контроля трубопроводов и более полной реализации его возможнос-тей следует решить задачи разработки помехоустойчивых алгоритмов регистрации сигналов АЭ и идентификации источников АЭ различной природы в сварных соединениях трубопроводов.
А.Н. Мисейко, П.В. Кудрявцев, А.А. Акимов, А.М. Козлов,
А.И. Кавардак, В.А. Васильев
ООО «ИНТЕРЮНИС»
101000, г. Москва,
Москва,
ул. Мясницкая, д. 24/7, стр. 3-4
тел.: +7 (495) 363 1568
e-mail: Этот адрес электронной почты защищен от спам-ботов. У вас должен быть включен JavaScript для просмотра.www.interunis.ru
Дефектоскопия (ультразвуковой, радиационный, вихретоковый, магнитный методы контроля, контроль проникающими веществами, визуальный и измерительный контроль)
Код курса: 023.00.72
СРОКИ ОБУЧЕНИЯ:
72 часа
СТОИМОСТЬ
25 300
ДОКУМЕНТ
Удостоверение о повышении квалификации
ДЛЯ КОГО
Программа рассчитана на подготовку специалистов НК. Программой предусмотрены аудиторные занятия, на которых кроме проблемных лекций, анализируются конкретные ситуации и разбираются производственные задачи, рассматриваются возможные схемы контроля различных объектов и сварных соединений. Особое внимание уделено практическим занятиям, на которых неподготовленный специалист приобретает навыки работы с современными ультразвуковыми средствами НК, а подготовленный – проходит углубленное тестирование.
Особое внимание уделено практическим занятиям, на которых неподготовленный специалист приобретает навыки работы с современными ультразвуковыми средствами НК, а подготовленный – проходит углубленное тестирование.
ТЕМАТИЧЕСКИЙ ПЛАН
Раздел 1. Общие вопросы контроля металлов.
Тема 1.1. Разрушающие и неразрушающие методы контроля. Классификация методов неразрушающего контроля.
Тема 1.2. Основы технологии металлов.
Тема 1.3. Основы метрологического обеспечения измерений.
Тема 1.4. Типы дефектов, их происхождение и эволюция в процессе производства и эксплуатации.
Раздел 2. Физические основы акустического (ультразвукового) контроля.
Тема 2.1. Колебания и упругие волны, их параметры.
Тема 2.2. Преломление и отражение упругих волн.
Тема 2.3. Способы ввода упругих волн.
Тема 2.4. Преобразователи упругих колебаний.
Раздел 3. Методы ультразвукового контроля.
Тема 3.1. Классификация акустических методов контроля. Активные и пассивные методы контроля.
Тема 3.2. Измерение размеров дефектов.
Тема 3.3. Интерпретация эхо-сигналов от границ раздела и дефектов.
Раздел 4. Аппаратура и методики контроля ультразвуковыми методами.
Тема 4.1. Устройство и работа приборов эхо-импульсного метода.
Тема 4.2. Устройство и работа дефектоскопов при контроле методами: импедансным, свободных колебаний, резонансным.
Тема 4.3. Ультразвуковая толщинометрия. Приборы для контроля физико-механических характеристик акустическими методами.
Тема 4.4. Национальные и международные стандарты в ультразвуковом контроле. Проведение контроля в соответствии с РД и МИ.
Раздел 5. Настройка и проверка аппаратуры при контроле эхо-методом.
Тема 5.1. Настройка чувствительности.
Тема 5.2. Проверка работоспособности аппаратуры, оценка точности основных параметров.
Тема 5.3. Выбор аппаратуры с учетом механических свойств материалов, формы и шероховатости поверхности контролируемых объектов.
Тема 5.4. Проведение контроля, регистрация и интерпретация его результатов.
ОПИСАНИЕ КУРСА
Программа рассчитана на подготовку специалистов НК. Программой предусмотрены аудиторные занятия, на которых кроме проблемных лекций, анализируются конкретные ситуации и разбираются производственные задачи, рассматриваются возможные схемы контроля различных объектов и сварных соединений. Особое внимание уделено практическим занятиям, на которых неподготовленный специалист приобретает навыки работы с современными ультразвуковыми средствами НК, а подготовленный – проходит углубленное тестирование.
Неразрушающий контроль. | ООО «ИНКОТЕС»
Место метода акустоупругости среди методов неразрушающего контроля механических напряжений.
А.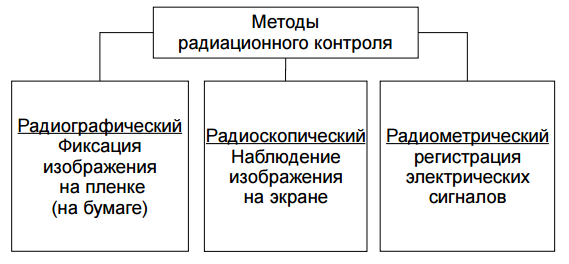 В. Камышев
В. Камышев
- выходят публикации в ведущих изданиях по НК и ТД;
- выпускаются приборы, основанные на различных физических принципах;
- появляется нормативная документация.
В ближайшее время, вероятно, методы исследования НДС получат официальный статус как методы неразрушающего контроля (будет организована аттестация специалистов и лабораторий НК). Необходимо определить ту нишу, которую занимает среди имеющихся методов метод акустоупругости, реализованный, в частности, в приборе ИН-5101А.
Для решения этого вопроса необходимо сделать классификацию методов в соответствии с их целями и задачами, и эта классификация не должна основываться на противопоставлении различных методов друг другу. Иногда оказывается, что то, что является недостатком метода при решения одной задачи контроля, для другой задачи может обернуться неоспоримым достоинством. Поэтому правильнее говорить об особенностях каждого метода, которые и определяют его место в ряду других. Общая схема, отображающая взаимосвязь межу целями и методами измерения напряжений, представлена на рисунке.
Поэтому правильнее говорить об особенностях каждого метода, которые и определяют его место в ряду других. Общая схема, отображающая взаимосвязь межу целями и методами измерения напряжений, представлена на рисунке.
Следует отметить, что в последнее время активно развивается направление, рассматривающее исследование НДС как поиск зон концентрации напряжений (ЗКН). Такими концентраторами могут быть локальные дефекты и зоны остаточных напряжений. Сканируя поверхность объекта контроля, эти зоны можно обнаружить по изменению характера полей различной физической природы.
Это так называемый метод магнитной памяти металла, фиксирующий изменение напряженности полей остаточной намагниченности, тепловые методы. Фактически к этим методам можно отнести и метод акустической эмиссии, определяющий зоны локализации динамической перестройки структуры материалов.
Эти методы весьма эффективны как методы неразрушающего контроля, поскольку позволяют выявлять не только макродефекты, но и участки, где происходит накопление микроповреждений. Вместе с тем, насколько известно из литературных источников и практического опыта, эти методы, индицируя ЗКН, не дают информации о величинах действующих напряжений. Такие результаты не предназначены для использования в прочностных расчетах, без которых невозможно объективно оценить работоспособность и остаточный ресурс любой конструкции.
Вместе с тем, насколько известно из литературных источников и практического опыта, эти методы, индицируя ЗКН, не дают информации о величинах действующих напряжений. Такие результаты не предназначены для использования в прочностных расчетах, без которых невозможно объективно оценить работоспособность и остаточный ресурс любой конструкции.
Для использования в прочностных расчетах результатов неразрушающего контроля напряженного состояния необходимо именно измерять напряжения, то есть получать конкретные величины в их собственной размерности (сила/площадь).
Использование результатов прямого измерений напряжений в конструкциях могло бы повысить эффективность решения таких задач, как:
- определение по знаку и величине действующих напряжений и их сравнение с нормативными или предельными значениями;
- определение элементов конструкции, предрасположенных к трещинообразованию или потере устойчивости;
- оценка опасности выявленных дефектов методами механики разрушения;
- расчеты элементов конструкций на малоцикловую усталость.

Речь идет как о величинах остаточных напряжений, возникающих в процессе изготовления и монтажа конструкции, так и эксплуатационных, к которым относятся напряжения от собственного веса конструкции, от внутреннего давления, от перепада температур, от взаимодействия с соседними деталями и т.п.
Для небольших конструкций простой конфигурации эксплуатационные напряжения вполне находятся аналитическими методами, но, если факторы, влияющие на их величину и распределение по объему объекта, установлены недостаточно точно, то задача измерения напряжений становится актуальной.
Задачу измерения напряжений решает целая группа методов неразрушающего контроля, к которым относится и метод акустоупругости. Следует сразу отметить, что акустические методы измерения напряжений не являются сканирующими — измерение проводится в точке. Поэтому их эффективное применение для крупногабаритных конструкций возможно в сочетании с прочностными расчетами.
Рассмотрим наиболее распространенные из имеющихся в настоящее время методов определения НДС реальных объектов.
Классическим методом определения напряжений путем измерения относительных деформаций является тензометрия (изменение сопротивления тензорезисторов или собственных частот струнных датчиков). Метод характеризуется высокой точностью и методической проработанностью, однако он не позволяет оценить предысторию нагружения. Это не является существенным недостатком, только если нагружение, предшествующее установке датчика, известно или не может значительно повлиять на реальное распределение напряжений.
Прямым методом измерения деформаций является также рентгенографический метод, способный измерять деформации кристаллической решетки. Его основным преимуществом является высокая точность измерений. Вместе с тем именно тонкость измерений повышает его трудоемкость: требуется как тщательная подготовка поверхности, так и снятие остаточных напряжений, возникающих при ее зачистке.
В отличие от рентгеновского, магнитные методы не требуют тщательной подготовки мест измерений. Эти методы основаны на изменениях под действием напряжений таких параметров петли гистерезиса, как коэрцитивная сила и остаточная намагниченность, а также на появлении на ней скачков (шумов Баркгаузена). Широкую известность, в частности, приобрели приборы типа «Стресскан», принцип действия которых основан на эффекте Баркгаузена. Как и радиографический метод, магнитные методы измеряют напряжения в приповерхностном слое. Благодаря этому они весьма эффективны в задачах оценки качества обработки поверхности деталей. Вместе с тем, при решении задач оценки остаточных и эксплуатационных напряжений влияние поверхностных напряжений может внести значительную и неконтролируемую погрешность в определение величины напряжений, действующих в объеме материала.
Широкую известность, в частности, приобрели приборы типа «Стресскан», принцип действия которых основан на эффекте Баркгаузена. Как и радиографический метод, магнитные методы измеряют напряжения в приповерхностном слое. Благодаря этому они весьма эффективны в задачах оценки качества обработки поверхности деталей. Вместе с тем, при решении задач оценки остаточных и эксплуатационных напряжений влияние поверхностных напряжений может внести значительную и неконтролируемую погрешность в определение величины напряжений, действующих в объеме материала.
В отличие от этих методов метод акустоупругости, реализованный в приборе ИН-5101А, определяет напряжения, усредненные по объему прозвучивания, и уже при толщине материала несколько миллиметров фактически не замечает поверхностных напряжений. Их можно определять акустическим методом, используя поверхностные волны, но эта задача вполне решается вышеуказанными способами. Это позволяет использовать его для измерения эксплуатационных и остаточных напряжений. Следует отметить, что на сегодняшний день этот прибор является одним из немногих метрологически аттестованных средств измерения механических напряжений.
Следует отметить, что на сегодняшний день этот прибор является одним из немногих метрологически аттестованных средств измерения механических напряжений.
Рисунок. Взаимосвязь межу целями и методами измерения напряжений при контроле технического состояния металлоконструкций.
ИСО/ТТА 3:2001 Поликристаллические материалы. Определение остаточных напряжений методом нейтронной дифракции. | 95,99 | ИСО/ТК 135/ПК 5 |
ИСО/ТТА 4:2002 Измерение теплопроводности тонких пленок на кремниевых подложках | 95. 99 99 | ИСО/ТК 61/ПК 5 |
ИСО 1027:1983 Показатели качества рентгенографических изображений для неразрушающего контроля. Принципы и идентификация | 95,99 | ИСО/ТК 135/ПК 5 |
ИСО 3057:1974 Неразрушающий контроль. Металлографические методы контроля поверхности. | 95. 99 99 | ИСО/ТК 135/ПК 2 |
ИСО 3057:1998 Неразрушающий контроль. Металлографические методы контроля поверхности. | 90,93 | ИСО/ТК 135/ПК 2 |
ИСО 3058:1974 Неразрушающий контроль — Средства визуального контроля — Выбор маломощных луп | 95. 99 99 | ИСО/ТК 135/ПК 2 |
ИСО 3058:1998 Неразрушающий контроль — Средства визуального контроля — Выбор маломощных луп | 90,60 | ИСО/ТК 135/ПК 2 |
ИСО 3059:1974 Неразрушающий контроль. Метод косвенной оценки источников черного света. | 95. 99 99 | ИСО/ТК 135/ПК 2 |
ИСО 3059:2001 Неразрушающий контроль — Капиллярный контроль и магнитопорошковый контроль — Условия просмотра | 95,99 | ИСО/ТК 135/ПК 2 |
ИСО 3059:2012 Неразрушающий контроль — Капиллярный контроль и магнитопорошковый контроль — Условия просмотра | 90. 93 93 | ИСО/ТК 135/ПК 2 |
ИСО 3452-1:2008 Неразрушающий контроль. Капиллярный контроль. Часть 1. Общие принципы | 95,99 | ИСО/ТК 135/ПК 2 |
ИСО 3452-1:2013 Неразрушающий контроль. Капиллярный контроль. Часть 1. Общие принципы | 95. 99 99 | ИСО/ТК 135/ПК 2 |
ИСО 3452-1:2021 Неразрушающий контроль. Капиллярный контроль. Часть 1. Общие принципы | 60,60 | ИСО/ТК 135/ПК 2 |
ИСО 3452-2:2000 Неразрушающий контроль. Капиллярный контроль. Часть 2. Испытание пенетрантных материалов | 95. 99 99 | ИСО/ТК 135/ПК 2 |
ИСО 3452-2:2006 Неразрушающий контроль. Капиллярный контроль. Часть 2. Испытание пенетрантных материалов | 95,99 | ИСО/ТК 135/ПК 2 |
ИСО 3452-2:2013 Неразрушающий контроль. Капиллярный контроль. Часть 2. Испытание пенетрантных материалов | 95. 99 99 | ИСО/ТК 135/ПК 2 |
ИСО 3452-2:2021 Неразрушающий контроль. Капиллярный контроль. Часть 2. Испытание пенетрантных материалов | 60,60 | ИСО/ТК 135/ПК 2 |
ИСО 3452-3:1998 Неразрушающий контроль. Капиллярный контроль. Часть 3. Контрольные образцы | 95. 99 99 | ИСО/ТК 135/ПК 2 |
ИСО 3452-3:1998/Кор 1:2001 Неразрушающий контроль. Капиллярный контроль. Часть 3. Эталонные образцы. Техническое исправление 1: . | 95.99 | ИСО/ТК 135/ПК 2 |
ИСО 3452-3:2013 Неразрушающий контроль. Капиллярный контроль. | 90,60 | ИСО/ТК 135/ПК 2 |
ИСО 3452-4:1998 Неразрушающий контроль. Капиллярный контроль. Часть 4. Оборудование | 90.60 | ИСО/ТК 135/ПК 2 |
ИСО 3452-5:2008 Неразрушающий контроль. | 90,93 | ИСО/ТК 135/ПК 2 |
ИСО 3452-6:2008 Неразрушающий контроль. Капиллярный контроль. Часть 6. Капиллярный контроль при температуре ниже 10°С | 90.93 | ИСО/ТК 135/ПК 2 |
ИСО 3452:1984 Неразрушающий контроль. | 95,99 | ИСО/ТК 135/ПК 2 |
ИСО 3453:1984 Неразрушающий контроль. Капиллярный контроль. Средства контроля. | 95.99 | ИСО/ТК 135/ПК 2 |
ИСО 3999-1:2000 Радиационная защита. | 95.99 | ИСО/ТК 85/ПК 2 |
ИСО 3999:1977 Аппарат для гамма-радиографии. Технические характеристики | 95,99 | ИСО/ТК 85 |
ИСО 3999:2004 Радиационная защита. | 90.93 | ИСО/ТК 85/ПК 2 |
ИСО/CD 4773 Неразрушающий контроль. Метод. Ультразвуковой волноводный контроль с использованием метода фазированных решеток. | 30,60 | ИСО/ТК 135/ПК 3 |
ИСО 5576:1997 Неразрушающий контроль — Промышленная рентгеновская и гамма-радиология — Словарь | 90.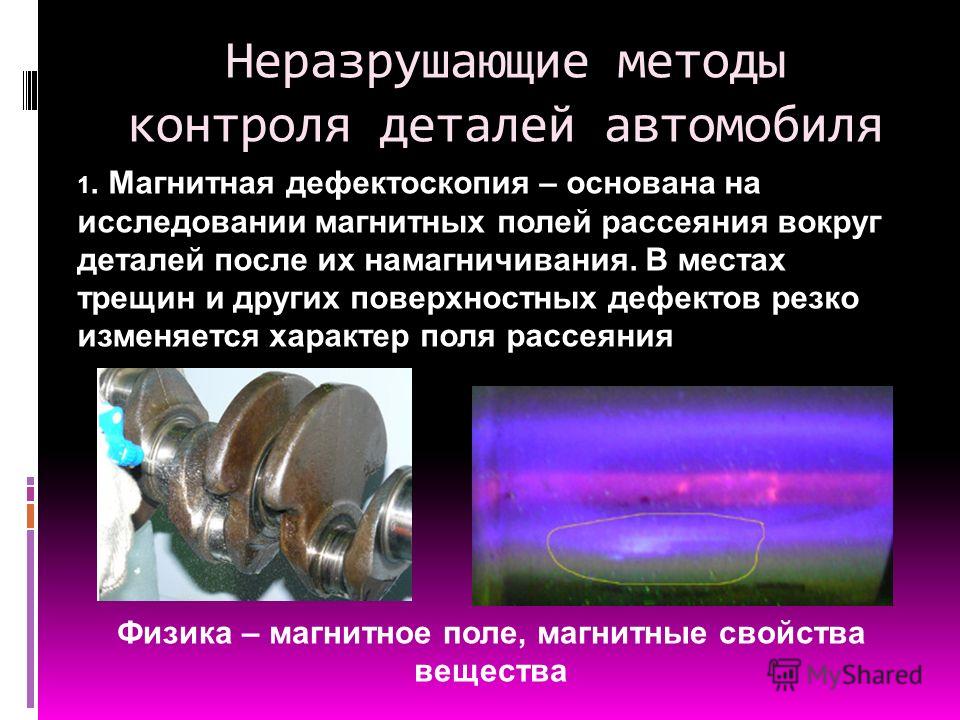 60 60 | ИСО/ТК 135/ПК 5 |
ИСО 5577:2000 Неразрушающий контроль — Ультразвуковой контроль — Словарь | 95,99 | ИСО/ТК 135/ПК 3 |
ИСО 5577:2017 Неразрушающий контроль — Ультразвуковой контроль — Словарь | 90. 20 20 | ИСО/ТК 135/ПК 3 |
ИСО 5580:1985 Неразрушающий контроль. Промышленные рентгенографические осветители. Минимальные требования | 90,93 | ИСО/ТК 135/ПК 5 |
ИСО 5655:1982 Фотография — Пленка для промышленной рентгенографии — Размеры, количество, упаковка и маркировка | 95. 99 99 | ИСО/ТК 42 |
ИСО 9712:1992 Неразрушающий контроль — Квалификация и аттестация персонала | 95,99 | ИСО/ТК 135/ПК 7 |
ИСО 9712:1999 Неразрушающий контроль — Квалификация и аттестация персонала | 95. 99 99 | ИСО/ТК 135/ПК 7 |
ИСО 9712:2005 Неразрушающий контроль — Квалификация и аттестация персонала | 95,99 | ИСО/ТК 135/ПК 7 |
ИСО 9712:2005/Кор 1:2006 Неразрушающий контроль. Квалификация и аттестация персонала. Техническое исправление 1 | 95. 99 99 | ИСО/ТК 135/ПК 7 |
ИСО 9712:2012 Неразрушающий контроль — Квалификация и аттестация персонала НК | 95,99 | ИСО/ТК 135/ПК 7 |
ИСО 9712:2021 Неразрушающий контроль — Квалификация и аттестация персонала НК | 60.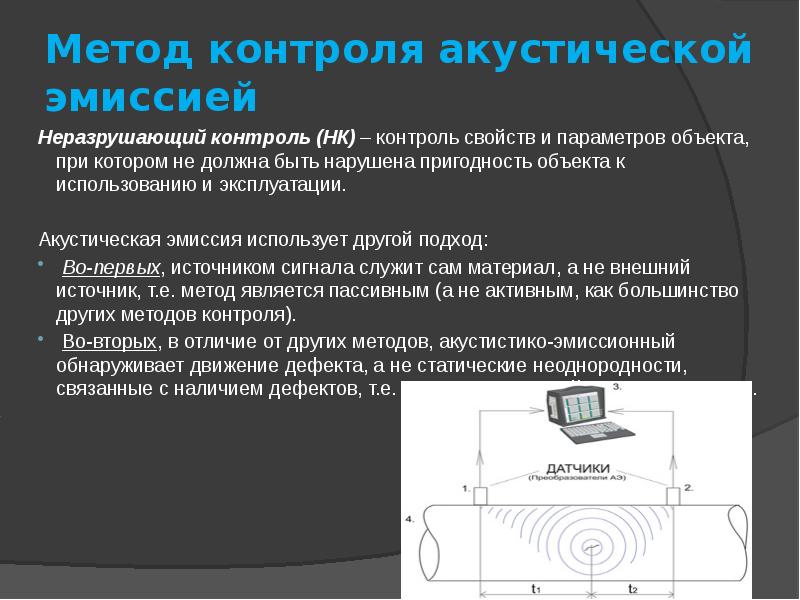 60 60 | ИСО/ТК 135/ПК 7 |
ИСО 9934-1:2001 Неразрушающий контроль. Магнитопорошковый контроль. Часть 1. Общие принципы | 95,99 | ИСО/ТК 135/ПК 2 |
ИСО 9934-1:2015 Неразрушающий контроль. Магнитопорошковый контроль. Часть 1. Общие принципы | 95. 99 99 | ИСО/ТК 135/ПК 2 |
ИСО 9934-1:2016 Неразрушающий контроль. Магнитопорошковый контроль. Часть 1. Общие принципы | 90,20 | ИСО/ТК 135/ПК 2 |
ИСО 9934-2:2002 Неразрушающий контроль. Магнитопорошковый контроль. Часть 2. Среда обнаружения | 95. 99 99 | ИСО/ТК 135/ПК 2 |
ИСО 9934-2:2015 Неразрушающий контроль. Магнитопорошковый контроль. Часть 2. Среда обнаружения | 90,60 | ИСО/ТК 135/ПК 2 |
ИСО 9934-3:2002 Неразрушающий контроль. Магнитопорошковый контроль. Часть 3. Оборудование | 95. 99 99 | ИСО/ТК 135/ПК 2 |
ИСО 9934-3:2015 Неразрушающий контроль. Магнитопорошковый контроль. Часть 3. Оборудование | 90,60 | ИСО/ТК 135/ПК 2 |
ИСО 9935:1992 Неразрушающий контроль. Пенетрантные дефектоскопы. Общие технические требования | 95. 99 99 | ИСО/ТК 135/ПК 2 |
ИСО 10375:1997 Неразрушающий контроль — Ультразвуковой контроль — Характеристика поискового блока и звукового поля | 95,60 | ИСО/ТК 135/ПК 3 |
ИСО 10878:2013 Неразрушающий контроль — Инфракрасная термография — Словарь | 90. 93 93 | ИСО/ТК 135/ПК 8 |
ИСО 10880:2017 Неразрушающий контроль. Инфракрасный термографический контроль. Общие принципы | 90,20 | ИСО/ТК 135/ПК 8 |
ИСО 11537:1998 Неразрушающий контроль. Радиографический контроль тепловыми нейтронами. Общие принципы и основные правила | 95. 99 99 | ИСО/ТК 135/ПК 5 |
ИСО/ТС 11774:2011 Неразрушающий контроль — квалификация на основе характеристик | 90,93 | ИСО/ТК 135/ПК 7 |
ИСО 12706:2000 Неразрушающий контроль. Терминология. Термины, используемые при пенетрантном контроле. | 95. 99 99 | ИСО/ТК 135/ПК 2 |
ИСО 12706:2009 Неразрушающий контроль — Капиллярный контроль — Словарь | 90,60 | ИСО/ТК 135/ПК 2 |
ИСО 12707:2016 Неразрушающий контроль — Магнитопорошковый контроль — Словарь | 90. 60 60 | ИСО/ТК 135/ПК 2 |
ИСО 12710:2002 Неразрушающий контроль. Ультразвуковой контроль. Оценка электронных характеристик приборов ультразвукового контроля. | 95.60 | ИСО/ТК 135/ПК 3 |
ИСО 12713:1998 Неразрушающий контроль — Акустико-эмиссионный контроль — Первичная калибровка преобразователей | 90,93 | ИСО/ТК 135/ПК 9 |
ИСО 12714:1999 Неразрушающий контроль — Акустико-эмиссионный контроль — Вторичная калибровка датчиков акустической эмиссии | 90. 93 93 | ИСО/ТК 135/ПК 9 |
ИСО 12715:1999 Ультразвуковой неразрушающий контроль. Эталонные блоки и процедуры испытаний для определения характеристик профилей луча контактных поисковых устройств. | 95.99 | ИСО/ТК 135/ПК 3 |
ИСО 12715:2014 Неразрушающий контроль. | 95.60 | ИСО/ТК 135/ПК 3 |
ИСО 12716:2001 Неразрушающий контроль — Акустико-эмиссионный контроль — Словарь | 90,93 | ИСО/ТК 135/ПК 9 |
ИСО 12718:2008 Неразрушающий контроль — Вихретоковый контроль — Словарь | 95.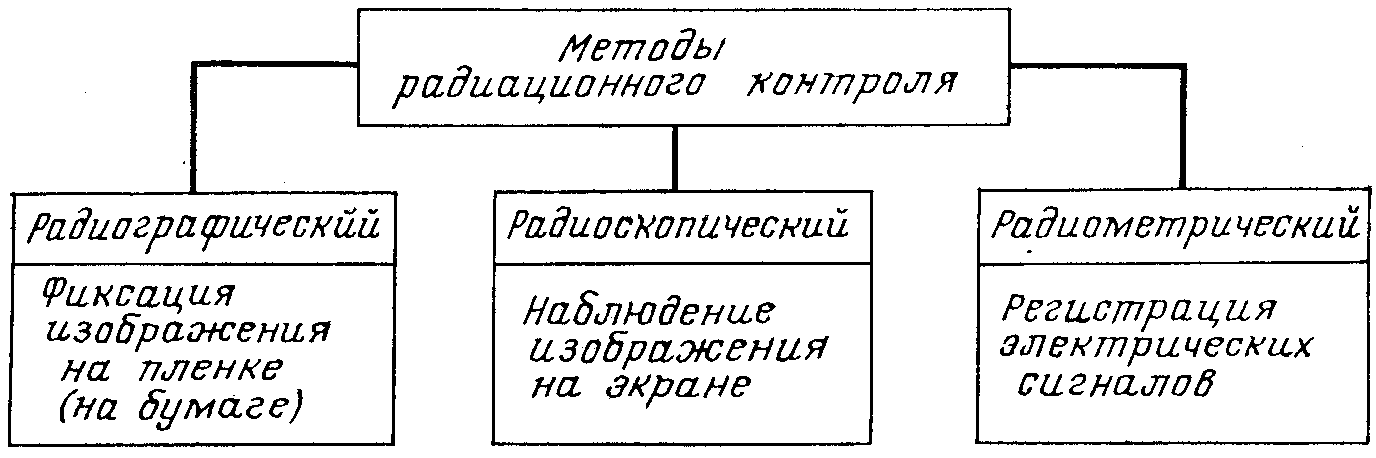 99 99 | ИСО/ТК 135/ПК 4 |
ИСО 12718:2019 Неразрушающий контроль — Вихретоковый контроль — Словарь | 60,60 | ИСО/ТК 135/ПК 4 |
ИСО 12721:2000 Неразрушающий контроль. Радиографический контроль тепловыми нейтронами. Определение отношения L/D пучка. | 90.93 | ИСО/ТК 135/ПК 5 |
ИСО/ТР 13115:2011 Неразрушающий контроль. Методы абсолютной калибровки преобразователей акустической эмиссии методом взаимности. | 60.60 | ИСО/ТК 135/ПК 9 |
ИСО 15548-1:2008 Неразрушающий контроль. | 95.99 | ИСО/ТК 135/ПК 4 |
ИСО 15548-1:2008/Кор 1:2010 Неразрушающий контроль. Оборудование для вихретокового контроля. Часть 1. Характеристики и проверка прибора. Техническое исправление 1 | 95.99 | ИСО/ТК 135/ПК 4 |
ИСО 15548-1:2013 Неразрушающий контроль. | 90.93 | ИСО/ТК 135/ПК 4 |
ИСО 15548-2:2008 Неразрушающий контроль. Оборудование для вихретокового контроля. Часть 2. Характеристики датчика и проверка | 95.99 | ИСО/ТК 135/ПК 4 |
ИСО 15548-2:2013 Неразрушающий контроль. | 90.93 | ИСО/ТК 135/ПК 4 |
ИСО 15548-3:2008 Неразрушающий контроль. Оборудование для вихретокового контроля. Часть 3. Характеристики системы и проверка | 90.93 | ИСО/ТК 135/ПК 4 |
ИСО 15549:2008 Неразрушающий контроль. | 95,99 | ИСО/ТК 135/ПК 4 |
ИСО 15549:2019 Неразрушающий контроль. Вихретоковый контроль. Общие принципы. | 60.60 | ИСО/ТК 135/ПК 4 |
ИСО 15708-1:2002 Неразрушающий контроль. | 95,99 | ИСО/ТК 135/ПК 5 |
ИСО 15708-1:2017 Неразрушающий контроль. Лучевые методы компьютерной томографии. Часть 1. Терминология | 90.20 | ИСО/ТК 135/ПК 5 |
ИСО 15708-2:2002 Неразрушающий контроль. | 95,99 | ИСО/ТК 135/ПК 5 |
ИСО 15708-2:2017 Неразрушающий контроль. Радиационные методы компьютерной томографии. Часть 2. Принципы, оборудование и образцы | 90.20 | ИСО/ТК 135/ПК 5 |
ИСО 15708-3:2017 Неразрушающий контроль. | 90,20 | ИСО/ТК 135/ПК 5 |
ИСО 15708-4:2017 Неразрушающий контроль. Радиационные методы компьютерной томографии. Часть 4. Квалификация | 90.20 | ИСО/ТК 135/ПК 5 |
ИСО 16371-1:2011 Неразрушающий контроль. | 90.60 | ИСО/ТК 135/ПК 5 |
ИСО 16371-2:2017 Неразрушающий контроль. Промышленная компьютерная радиография с запоминающими люминофорными пластинами. Часть 2. Общие принципы тестирования металлических материалов с использованием рентгеновских и гамма-лучей | 60.60 | ИСО/ТК 135/ПК 5 |
ИСО 16526-1:2011 Неразрушающий контроль. | 90,93 | ИСО/ТК 135/ПК 5 |
ИСО 16526-2:2011 Неразрушающий контроль. Измерение и оценка напряжения рентгеновской трубки. Часть 2. Проверка постоянства методом толстого фильтра | 90.93 | ИСО/ТК 135/ПК 5 |
ИСО 16526-3:2011 Неразрушающий контроль. | 90,93 | ИСО/ТК 135/ПК 5 |
ИСО 16809:2012 Неразрушающий контроль — Ультразвуковая толщинометрия | 95.99 | ИСО/ТК 135/ПК 3 |
ИСО 16809:2017 Неразрушающий контроль — Ультразвуковая толщинометрия | 60,60 | ИСО/ТК 135/ПК 3 |
ИСО 16810:2012 Неразрушающий контроль. | 90.93 | ИСО/ТК 135/ПК 3 |
ИСО 16811:2012 Неразрушающий контроль — Ультразвуковой контроль — Настройка чувствительности и диапазона | 90,93 | ИСО/ТК 135/ПК 3 |
ИСО 16823:2012 Неразрушающий контроль — Ультразвуковой контроль — Метод передачи | 90. 93 93 | ИСО/ТК 135/ПК 3 |
ИСО 16826:2012 Неразрушающий контроль — Ультразвуковой контроль — Проверка несплошностей перпендикулярно поверхности | 90,93 | ИСО/ТК 135/ПК 3 |
ИСО 16827:2012 Неразрушающий контроль — Ультразвуковой контроль — Характеристика и определение размеров несплошностей | 90. 93 93 | ИСО/ТК 135/ПК 3 |
ИСО 16828:2012 Неразрушающий контроль — Ультразвуковой контроль — Времяпролетный метод дифракции как метод обнаружения и определения размеров несплошностей | 90.93 | ИСО/ТК 135/ПК 3 |
ИСО/ТС 16829:2017 Неразрушающий контроль — Автоматизированный ультразвуковой контроль — Выбор и применение систем | 90,93 | ИСО/ТК 135/ПК 3 |
ИСО 16831:2012 Неразрушающий контроль. | 90.93 | ИСО/ТК 135/ПК 3 |
ИСО 16836:2019 Неразрушающий контроль. Испытания на акустическую эмиссию. Метод измерения сигналов акустической эмиссии в бетоне. | 60,60 | ИСО/ТК 135/ПК 9 |
ИСО 16837:2019 Неразрушающий контроль. | 60.60 | ИСО/ТК 135/ПК 9 |
ИСО 16838:2019 Неразрушающий контроль. Акустико-эмиссионный контроль. Метод испытания для классификации активных трещин в бетонных конструкциях. | 60.60 | ИСО/ТК 135/ПК 9 |
ИСО 16946:2015 Неразрушающий контроль. | 95,99 | ИСО/ТК 135/ПК 3 |
ИСО 16946:2017 Неразрушающий контроль. Ультразвуковой контроль. Спецификация калибровочного блока ступенчатого клина. | 90.20 | ИСО/ТК 135/ПК 3 |
ИСО 17405:2014 Неразрушающий контроль. | 90.92 | ИСО/ТК 44/ПК 5 |
ИСО/ФДИС 17405 Неразрушающий контроль. Ультразвуковой контроль. Методика контроля наплавок, полученных сваркой, прокаткой и взрывом. | 50.00 | ИСО/ТК 44/ПК 5 |
ИСО 18081:2016 Неразрушающий контроль — Акустико-эмиссионный контроль (АТ) — Обнаружение утечек с помощью акустической эмиссии | 90,60 | ИСО/ТК 135/ПК 9 |
ИСО/ТС 18173:2005 Неразрушающий контроль. | 90.60 | ИСО/ТК 135 |
ИСО 18175:2004 Неразрушающий контроль — Оценка рабочих характеристик систем ультразвукового эхо-импульсного контроля без использования электронных средств измерений | 95.60 | ИСО/ТК 135/ПК 3 |
ИСО 18211:2016 Неразрушающий контроль — дальний контроль надземных трубопроводов и заводских трубопроводов с использованием волноводных испытаний с осевым распространением | 90. 20 20 | МИС |
ИСО 18249:2015 Неразрушающий контроль. Испытания на акустическую эмиссию. Особая методология и общие критерии оценки испытаний полимеров, армированных волокном. | 90.93 | ИСО/ТК 135/ПК 9 |
ИСО 18251-1:2017 Неразрушающий контроль. | 90,20 | ИСО/ТК 135/ПК 8 |
ИСО/ДИС 18251-2 Неразрушающий контроль. Инфракрасная термография. Часть 2. Метод испытаний комплексных характеристик | 40.20 | ИСО/ТК 135/ПК 8 |
ИСО 18490:2015 Неразрушающий контроль — Оценка остроты зрения персонала НК | 90,93 | ИСО/ТК 135/ПК 7 |
ИСО 18563-1:2015 Неразрушающий контроль. | 90.92 | ИСО/ТК 135/ПК 3 |
ИСО/ДИС 18563-1 Неразрушающий контроль. Характеристика и проверка ультразвукового оборудования с фазированной решеткой. Часть 1. Приборы | 40.60 | ИСО/ТК 135/ПК 3 |
ИСО 18563-2:2017 Неразрушающий контроль. | 60.60 | ИСО/ТК 135/ПК 3 |
ИСО 18563-3:2015 Неразрушающий контроль. Характеристика и проверка ультразвукового оборудования с фазированной решеткой. Часть 3. Комбинированные системы | 90.92 | ИСО/ТК 135/ПК 3 |
ИСО 19232-1:2004 Неразрушающий контроль. | 95.99 | ИСО/ТК 135/ПК 5 |
ИСО 19232-1:2004/Кор 1:2007 Неразрушающий контроль. Качество изображения рентгенограмм. Часть 1. Индикаторы качества изображения (тип проволоки). Определение значения качества изображения. Техническое исправление 1 | 95.99 | ИСО/ТК 135/ПК 5 |
ИСО 19232-1:2013 Неразрушающий контроль. | 90.93 | ИСО/ТК 135/ПК 5 |
ИСО 19232-2:2004 Неразрушающий контроль. Качество изображения рентгенограмм. Часть 2. Индикаторы качества изображения (тип ступеньки/отверстия). Определение значения качества изображения | 95.99 | ИСО/ТК 135/ПК 5 |
ИСО 19232-2:2004/Кор 1:2007 Неразрушающий контроль. | 95.99 | ИСО/ТК 135/ПК 5 |
ИСО 19232-2:2013 Неразрушающий контроль. Качество изображения рентгенограмм. Часть 2. Определение значения качества изображения с использованием индикаторов качества изображения ступенчатого/дырочного типа | 90.93 | ИСО/ТК 135/ПК 5 |
ИСО 19232-3:2004 Неразрушающий контроль. | 95,99 | ИСО/ТК 135/ПК 5 |
ИСО 19232-3:2013 Неразрушающий контроль. Качество изображения рентгенограмм. Часть 3. Классы качества изображения | 90.93 | ИСО/ТК 135/ПК 5 |
ИСО 19232-4:2004 Неразрушающий контроль. | 95.99 | ИСО/ТК 135/ПК 5 |
ИСО 19232-4:2013 Неразрушающий контроль. Качество изображения рентгенограмм. Часть 4. Экспериментальная оценка значений качества изображения и таблицы качества изображения | 90.93 | ИСО/ТК 135/ПК 5 |
ИСО 19232-5:2004 Неразрушающий контроль. | 95.99 | ИСО/ТК 135/ПК 5 |
ИСО 19232-5:2013 Неразрушающий контроль. Качество изображения рентгенограмм. Часть 5. Определение значения нерезкости изображения с использованием индикаторов качества изображения дуплексного проводного типа | 95.99 | ИСО/ТК 135/ПК 5 |
ИСО 19232-5:2018 Неразрушающий контроль. | 60.60 | ИСО/ТК 135/ПК 5 |
ИСО 19675:2017 Неразрушающий контроль. Ультразвуковой контроль. Спецификация калибровочного блока для контроля с фазированной решеткой (PAUT) | 90.20 | МИС |
ИСО 19835:2018 Неразрушающий контроль — Акустико-эмиссионный контроль — Металлоконструкции мостовых кранов и портальных мостовых кранов | 60,60 | ИСО/ТК 135/ПК 9 |
ИСО 20339:2017 Неразрушающий контроль. | 90.20 | ИСО/ТК 135/ПК 4 |
ИСО 20484:2017 Неразрушающий контроль — Проверка герметичности — Словарь | 90,20 | ИСО/ТК 135/ПК 6 |
ИСО 20485:2017 Неразрушающий контроль — Проверка герметичности — Метод индикаторного газа | 60. 60 60 | ИСО/ТК 135/ПК 6 |
ИСО 20486:2017 Неразрушающий контроль — Проверка герметичности — Калибровка эталонных утечек для газов | 60,60 | ИСО/ТК 135/ПК 6 |
ИСО 20669:2017 Неразрушающий контроль — Импульсный вихретоковый контроль ферромагнитных металлических компонентов. | 90.20 | ИСО/ТК 135/ПК 4 |
ИСО 20769-1:2018 Неразрушающий контроль. Радиографический контроль коррозии и отложений в трубах с помощью рентгеновского и гамма-излучения. Часть 1. Тангенциальный радиографический контроль | 60.60 | ИСО/ТК 135/ПК 5 |
ИСО 20769-2:2018 Неразрушающий контроль. | 60.60 | ИСО/ТК 135/ПК 5 |
ИСО 20807:2004 Неразрушающий контроль. Квалификация персонала для ограниченного применения неразрушающего контроля. | 90,93 | ИСО/ТК 135/ПК 7 |
ИСО 21432:2019 Неразрушающий контроль. | 60.60 | ИСО/ТК 135/ПК 5 |
ИСО/ТС 21432:2005 Неразрушающий контроль. Стандартный метод испытаний для определения остаточных напряжений с помощью дифракции нейтронов. | 95,99 | ИСО/ТК 135/ПК 5 |
ИСО/ТС 21432:2005/Кор 1:2008 Неразрушающий контроль. | 95.99 | ИСО/ТК 135/ПК 5 |
ИСО 22232-1:2020 Неразрушающий контроль. Характеристика и проверка оборудования для ультразвуковых испытаний. Часть 1. Приборы | 60,60 | ИСО/ТК 135/ПК 3 |
ИСО 22232-2:2020 Неразрушающий контроль. | 60.60 | ИСО/ТК 135/ПК 3 |
ИСО 22232-3:2020 Неразрушающий контроль. Характеристика и проверка оборудования для ультразвуковых испытаний. Часть 3. Комбинированное оборудование | 60.60 | ИСО/ТК 135/ПК 3 |
ИСО 22290:2020 Неразрушающий контроль. | 60.60 | ИСО/ТК 135/ПК 8 |
ИСО/ТС 22809:2007 Неразрушающий контроль. Неоднородности образцов для использования в квалификационных экзаменах. | 90,93 | ИСО/ТК 135/ПК 7 |
ИСО 23159:2020 Неразрушающий контроль — метод гамма-сканирования технологических колонн | 60. 60 60 | ИСО/ТК 135/ПК 5 |
ИСО 23243:2020 Неразрушающий контроль — Ультразвуковой контроль с массивами — Словарь | 60,60 | ИСО/ТК 135/ПК 3 |
ИСО 23345:2021 Ювелирные изделия и драгоценные металлы — Неразрушающее подтверждение чистоты драгоценных металлов с помощью ED-XRF | 60. 60 60 | ИСО/ТК 174 |
ИСО 23865:2021 Неразрушающий контроль. Ультразвуковой контроль. Общее использование метода полноматричного захвата/полной фокусировки (FMC/TFM) и связанных с ним технологий. | 60.60 | МИС |
ИСО/CD 24367 Неразрушающий контроль — Акустико-эмиссионный контроль — Металлическое оборудование, работающее под давлением | 30,92 | ИСО/ТК 135/ПК 9 |
ИСО/CD 24489 Неразрушающий контроль — Акустико-эмиссионный контроль — Коррозия металлического пола резервуара атмосферного давления | 30. 92 92 | ИСО/ТК 135/ПК 9 |
ИСО/ДИС 24543 Неразрушающий контроль — Акустико-эмиссионный контроль — Проверка приемных спектров чувствительности пьезоэлектрических датчиков акустической эмиссии | 40.20 | ИСО/ТК 135/ПК 9 |
ИСО/CD 24647 Неразрушающий контроль. | 30,60 | ИСО/ТК 135/ПК 3 |
ИСО/ТР 25107:2006 Неразрушающий контроль. Руководство по учебным программам по неразрушающему контролю | 95.99 | ИСО/ТК 135 |
ИСО/ТС 25107:2019 Неразрушающий контроль — учебные программы по неразрушающему контролю | 60,60 | ИСО/ТК 135/ПК 7 |
ИСО/ТО 25108:2006 Неразрушающий контроль. | 95.99 | ИСО/ТК 135 |
ИСО/ТС 25108:2018 Неразрушающий контроль — организации по обучению персонала НК | 90,20 | ИСО/ТК 135/ПК 7 |
 Часть 3. Контрольные образцы
Часть 3. Контрольные образцы Капиллярный контроль. Часть 5. Капиллярный контроль при температурах выше 50°С
Капиллярный контроль. Часть 5. Капиллярный контроль при температурах выше 50°С Капиллярный контроль. Общие принципы.
Капиллярный контроль. Общие принципы. Аппаратура для промышленной гамма-радиографии. Часть 1. Технические требования к характеристикам, конструкции и испытаниям
Аппаратура для промышленной гамма-радиографии. Часть 1. Технические требования к характеристикам, конструкции и испытаниям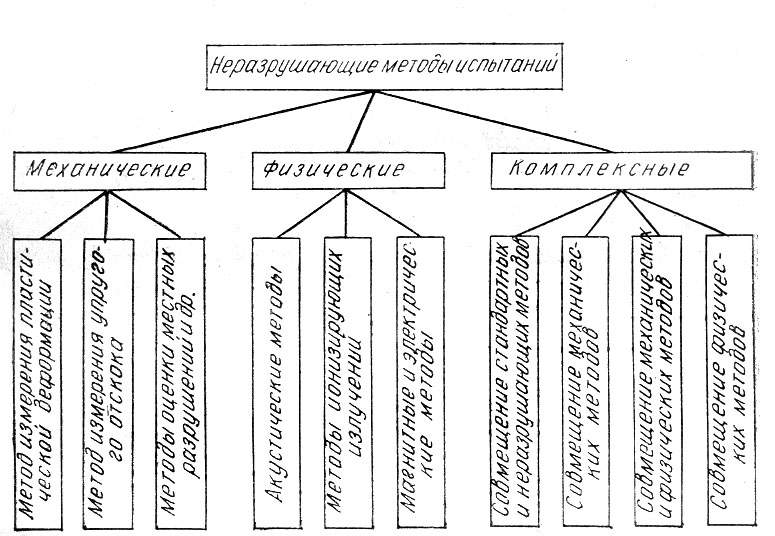 Аппаратура для промышленной гамма-радиографии. Технические требования к характеристикам, конструкции и испытаниям
Аппаратура для промышленной гамма-радиографии. Технические требования к характеристикам, конструкции и испытаниям Ультразвуковой контроль. Эталонные блоки и процедуры испытаний для определения характеристик звуковых лучей контактного датчика.
Ультразвуковой контроль. Эталонные блоки и процедуры испытаний для определения характеристик звуковых лучей контактного датчика.
 Оборудование для вихретокового контроля. Часть 1. Характеристики прибора и проверка
Оборудование для вихретокового контроля. Часть 1. Характеристики прибора и проверка Оборудование для вихретокового контроля. Часть 1. Характеристики прибора и проверка
Оборудование для вихретокового контроля. Часть 1. Характеристики прибора и проверка Оборудование для вихретокового контроля. Часть 2. Характеристики датчика и проверка
Оборудование для вихретокового контроля. Часть 2. Характеристики датчика и проверка Вихретоковый контроль. Общие принципы.
Вихретоковый контроль. Общие принципы. Радиационные методы. Компьютерная томография. Часть 1. Принципы
Радиационные методы. Компьютерная томография. Часть 1. Принципы Радиационные методы. Компьютерная томография. Часть 2. Методы исследования
Радиационные методы. Компьютерная томография. Часть 2. Методы исследования Радиационные методы компьютерной томографии. Часть 3. Работа и интерпретация
Радиационные методы компьютерной томографии. Часть 3. Работа и интерпретация Промышленная компьютерная радиография с пластинами для хранения люминофора. Часть 1. Классификация систем.
Промышленная компьютерная радиография с пластинами для хранения люминофора. Часть 1. Классификация систем. Измерение и оценка напряжения рентгеновской трубки. Часть 1. Метод делителя напряжения
Измерение и оценка напряжения рентгеновской трубки. Часть 1. Метод делителя напряжения Измерение и оценка напряжения рентгеновской трубки. Часть 3. Спектрометрический метод
Измерение и оценка напряжения рентгеновской трубки. Часть 3. Спектрометрический метод Ультразвуковой контроль. Общие принципы.
Ультразвуковой контроль. Общие принципы.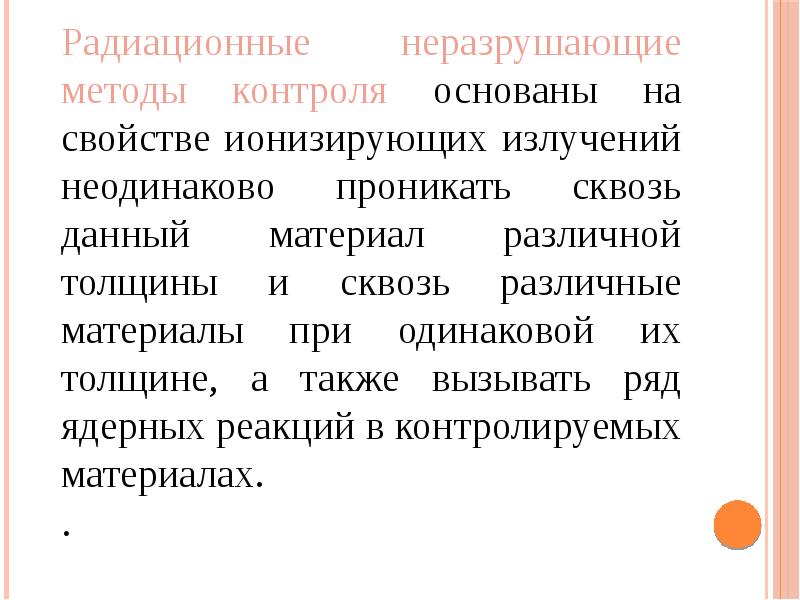 Ультразвуковой контроль. Характеристика и проверка оборудования для ультразвукового измерения толщины.
Ультразвуковой контроль. Характеристика и проверка оборудования для ультразвукового измерения толщины. Испытания на акустическую эмиссию. Метод испытаний для квалификации повреждений железобетонных балок
Испытания на акустическую эмиссию. Метод испытаний для квалификации повреждений железобетонных балок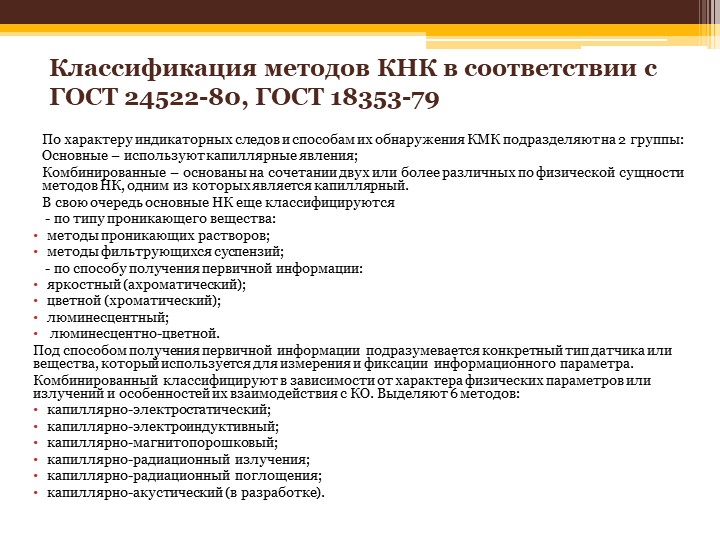 Ультразвуковой контроль. Спецификация калибровочного блока ступенчатого клина.
Ультразвуковой контроль. Спецификация калибровочного блока ступенчатого клина. Ультразвуковой контроль. Методика контроля наплавок, полученных сваркой, прокаткой и взрывом.
Ультразвуковой контроль. Методика контроля наплавок, полученных сваркой, прокаткой и взрывом.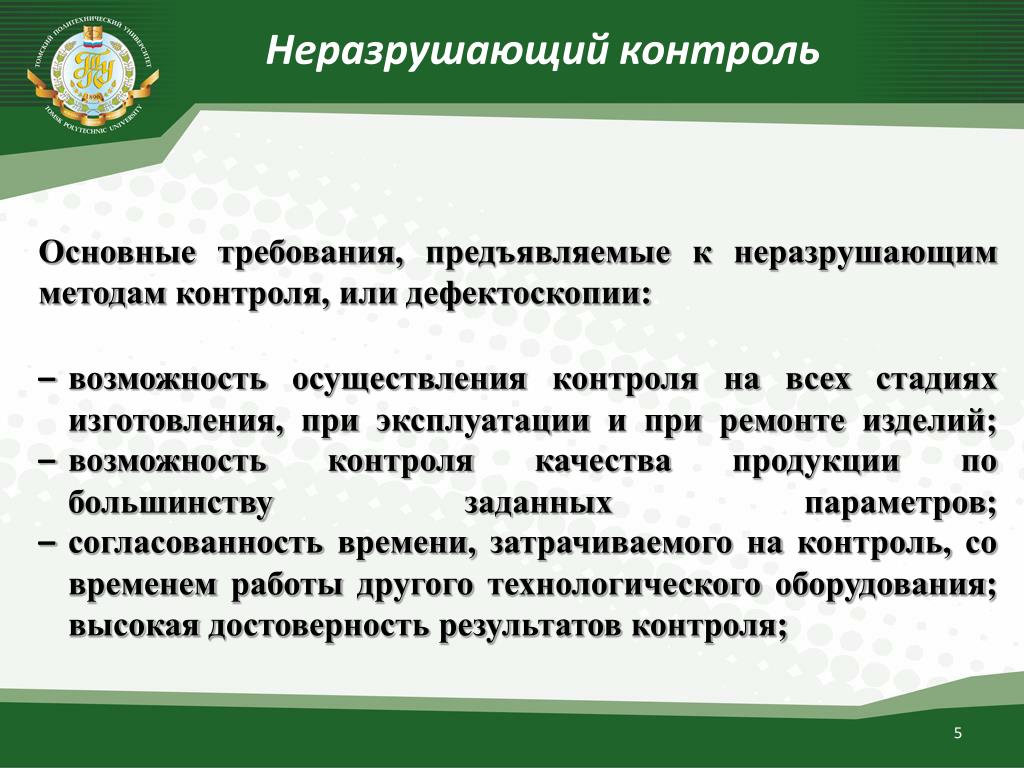 Общие термины и определения
Общие термины и определения Инфракрасная термография. Часть 1. Характеристики системы и оборудования
Инфракрасная термография. Часть 1. Характеристики системы и оборудования Характеристика и проверка ультразвукового оборудования с фазированной решеткой. Часть 1. Приборы
Характеристика и проверка ультразвукового оборудования с фазированной решеткой. Часть 1. Приборы Определение характеристик и проверка ультразвукового оборудования с фазированной решеткой. Часть 2. Датчики
Определение характеристик и проверка ультразвукового оборудования с фазированной решеткой. Часть 2. Датчики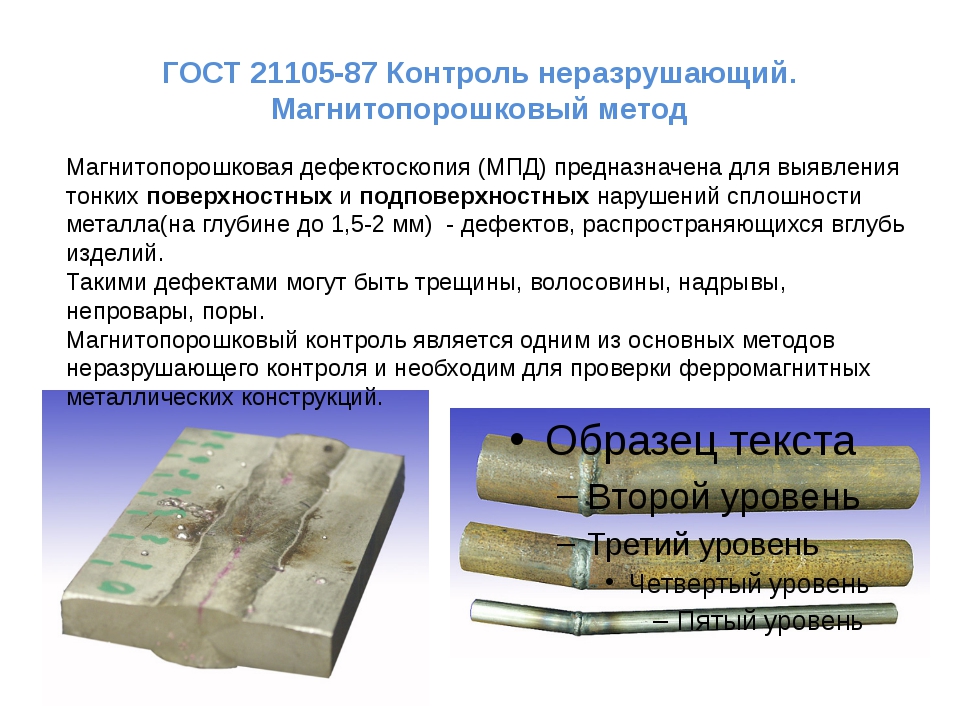 Качество изображения рентгенограмм. Часть 1. Показатели качества изображения (тип проволоки). Определение значения качества изображения
Качество изображения рентгенограмм. Часть 1. Показатели качества изображения (тип проволоки). Определение значения качества изображения Качество изображения рентгенограмм. Часть 1. Определение значения качества изображения с использованием индикаторов качества изображения проволочного типа
Качество изображения рентгенограмм. Часть 1. Определение значения качества изображения с использованием индикаторов качества изображения проволочного типа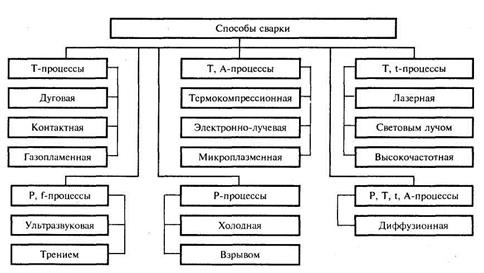 Качество изображения рентгенограмм. Часть 2. Индикаторы качества изображения (тип ступеньки/отверстия). Определение значения качества изображения. Техническое исправление 1
Качество изображения рентгенограмм. Часть 2. Индикаторы качества изображения (тип ступеньки/отверстия). Определение значения качества изображения. Техническое исправление 1 Качество изображения рентгенограмм. Часть 3. Классы качества изображения для черных металлов
Качество изображения рентгенограмм. Часть 3. Классы качества изображения для черных металлов Качество изображения рентгенограмм. Часть 4. Экспериментальная оценка значений качества изображения и таблицы качества изображения
Качество изображения рентгенограмм. Часть 4. Экспериментальная оценка значений качества изображения и таблицы качества изображения Качество изображения рентгенограмм. Часть 5. Показатели качества изображения (тип дуплексной проволоки). Определение значения нерезкости изображения
Качество изображения рентгенограмм. Часть 5. Показатели качества изображения (тип дуплексной проволоки). Определение значения нерезкости изображения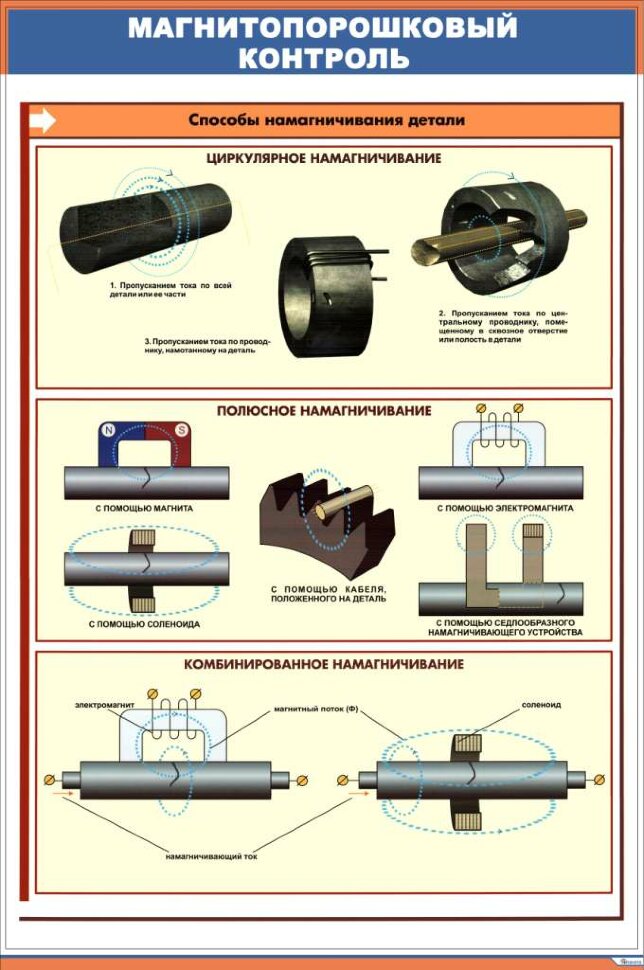 Качество изображения рентгенограмм. Часть 5. Определение нерезкости изображения и значения базового пространственного разрешения с использованием дуплексных проволочных индикаторов качества изображения
Качество изображения рентгенограмм. Часть 5. Определение нерезкости изображения и значения базового пространственного разрешения с использованием дуплексных проволочных индикаторов качества изображения Оборудование для вихретокового контроля. Характеристики и проверка матричных преобразователей.
Оборудование для вихретокового контроля. Характеристики и проверка матричных преобразователей.
 Радиографический контроль коррозии и отложений в трубах с помощью рентгеновского и гамма-излучения. Часть 2. Радиографический контроль двойных стенок
Радиографический контроль коррозии и отложений в трубах с помощью рентгеновского и гамма-излучения. Часть 2. Радиографический контроль двойных стенок Стандартный метод испытаний для определения остаточных напряжений с помощью дифракции нейтронов.
Стандартный метод испытаний для определения остаточных напряжений с помощью дифракции нейтронов. Стандартный метод испытаний для определения остаточных напряжений с помощью дифракции нейтронов. Техническое исправление 1
Стандартный метод испытаний для определения остаточных напряжений с помощью дифракции нейтронов. Техническое исправление 1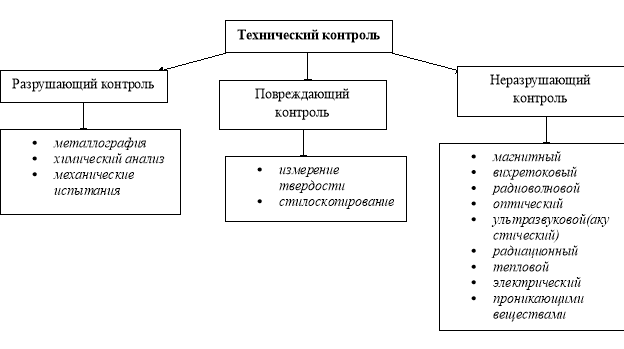 Характеристика и проверка оборудования для ультразвуковых испытаний. Часть 2. Датчики
Характеристика и проверка оборудования для ультразвуковых испытаний. Часть 2. Датчики Инфракрасный термографический контроль. Общие принципы метода измерения термоупругих напряжений.
Инфракрасный термографический контроль. Общие принципы метода измерения термоупругих напряжений. Роботизированные системы ультразвукового контроля. Общие требования
Роботизированные системы ультразвукового контроля. Общие требования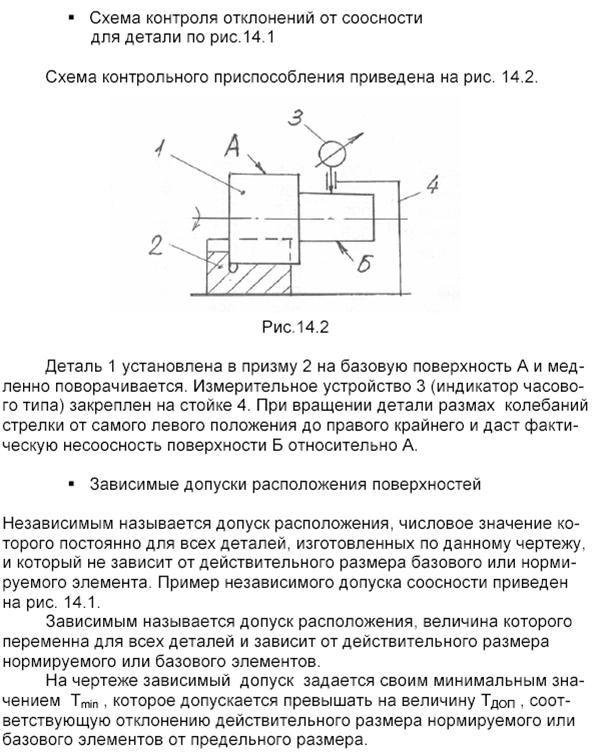 Руководство для организаций по обучению персонала неразрушающего контроля.
Руководство для организаций по обучению персонала неразрушающего контроля.Неразрушающий контроль: важная терминология
Существует множество различных методов неразрушающего контроля, признанных Американским обществом неразрушающего контроля (ASNT), включая акустико-эмиссионный контроль (AE), электромагнитный контроль (ET), проникновение через грунт. Радар (GPR), лазерные методы испытаний, испытания на утечку (LT), испытание проникающей жидкостью (PT), M
Радар (GPR), лазерные методы испытаний, испытания на утечку (LT), испытание проникающей жидкостью (PT), M
утечка магнитного потока (MFL), испытание магнитными частицами (MT), микроволновая технология, испытание нейтронной радиографии, радиографическое испытание, тепловое / Инфракрасные испытания, ультразвуковые испытания, испытания на вибрацию и визуальные испытания.Однако интересно отметить, что большинство этих методов обрабатывают информацию неразрушающего контроля в одной и той же последовательности, чтобы сделать окончательный вывод по показанию или ответить на экзистенциальный вопрос; это дефект или не дефект?
ASTM E1316, Стандартная терминология неразрушающего контроля является хорошей отправной точкой для определения ключевых терминов неразрушающего контроля. Кроме того, этот стандарт содержит простую, но полезную диаграмму, которая представляет основные этапы принятия решений, которые следуют за показаниями неразрушающего контроля (НК) от интерпретации до принятия или отклонения. Сначала давайте рассмотрим некоторые основные определения неразрушающего контроля и посмотрим, как они вписываются в процесс принятия решений.
Сначала давайте рассмотрим некоторые основные определения неразрушающего контроля и посмотрим, как они вписываются в процесс принятия решений.
Показание для неразрушающего контроля: Ответ или свидетельство неразрушающего контроля. Он расположен в верхней части процесса.
Неразрушающая интерпретация: Определение того, являются ли указания релевантными, нерелевантными или ложными.
Ложное показание: Показание неразрушающего контроля (НК), которое интерпретируется как вызванное состоянием, отличным от несплошности или несовершенства.
Соответствующее показание: Показание неразрушающего контроля (НК), вызванное состоянием или типом несплошности, требующей оценки.
Нерелевантное показание: Показание неразрушающего контроля (НК), вызванное состоянием или типом несплошности, которая не подлежит отбраковке.
Оценка: Определение того, является ли соответствующее показание неразрушающего контроля основанием для принятия или отклонения материала или компонента.
Применение процесса к магнитопорошковым испытаниям
Этот процесс может быть применен к визуальным магнитопорошковым испытаниям, а базовая физика и/или свойства материалов могут быть дополнительно использованы для уверенного различения релевантных и нерелевантных показаний. С учетом данных неразрушающего контроля, представленных ниже. Сталь A36 толщиной 0,375 дюйма сваривается вместе с использованием конфигурации с одним V-образным вырезом.
Сварной шов проверяется с использованием видимого магнитопорошкового контроля, красных частиц и ярма переменного тока.Отчетливо видны два признака. Первый проходит вдоль носка сварного шва, расположен ближе к верхней части пластины, и имеет длину примерно 1 дюйм. Вторая магнитопорошковая индикация расположена в нижней части пластины и имеет длину менее 0,5 дюйма. Начиная с верхней части диаграммы процесса неразрушающего контроля, магнитопорошковый контроль был выбран для проверки сварного шва на наличие дефектов поверхности. Отличный выбор и требование в большинстве распространенных норм включают AWS D1.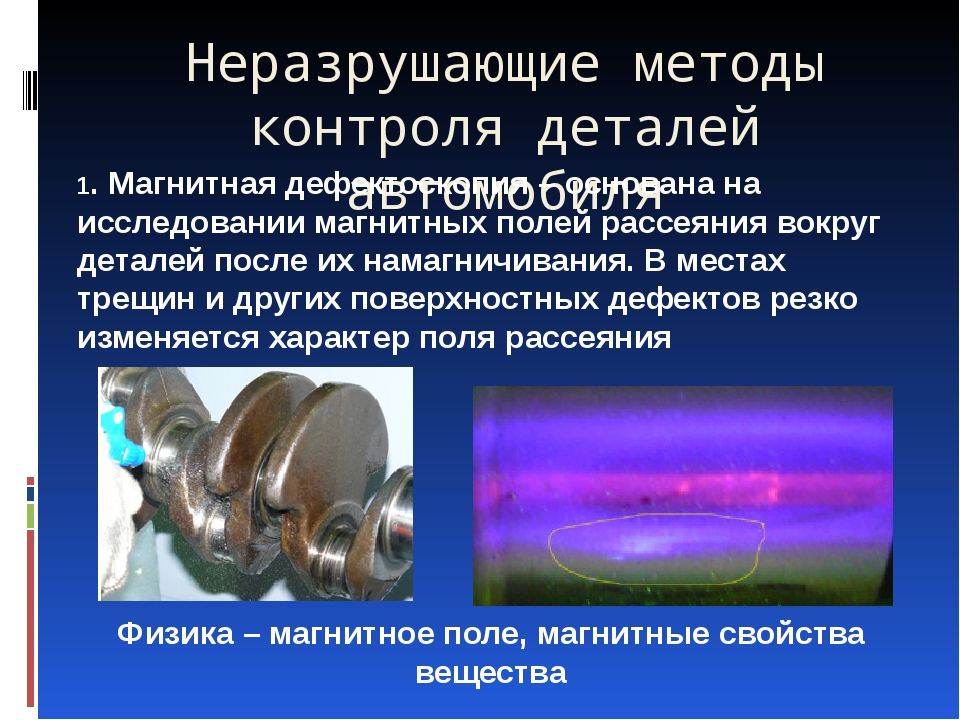 1 Structural Welding Code — Steel, AWS D1.5 Кодекс сварки мостов, API 653 — Осмотр, ремонт, изменение и реконструкция резервуаров и другие правила. Ясно, что наблюдаются два признака, и необходимо перейти к этапу интерпретации. Теперь мы должны задать экзистенциальный вопрос и определить, являются ли эти признаки релевантными или нерелевантными. Во-первых, давайте рассмотрим, есть ли показания неразрушающего контроля даже в интересующем месте. При контроле сварных швов интересующая область включает металл сварного шва, зону термического влияния и прилегающий основной металл.Таким образом, мы можем применить фильтр на основе местоположения. Если индикация находится за пределами этой области, она не имеет значения. Ясно, что верхняя индикация находится в зоне термического влияния, а нижняя – в металле сварного шва.
1 Structural Welding Code — Steel, AWS D1.5 Кодекс сварки мостов, API 653 — Осмотр, ремонт, изменение и реконструкция резервуаров и другие правила. Ясно, что наблюдаются два признака, и необходимо перейти к этапу интерпретации. Теперь мы должны задать экзистенциальный вопрос и определить, являются ли эти признаки релевантными или нерелевантными. Во-первых, давайте рассмотрим, есть ли показания неразрушающего контроля даже в интересующем месте. При контроле сварных швов интересующая область включает металл сварного шва, зону термического влияния и прилегающий основной металл.Таким образом, мы можем применить фильтр на основе местоположения. Если индикация находится за пределами этой области, она не имеет значения. Ясно, что верхняя индикация находится в зоне термического влияния, а нижняя – в металле сварного шва.
Теперь мы переходим к этапу интерпретации. Является ли эта верхняя индикация магнитных частиц ложной индикацией, релевантной индикацией или нерелевантной индикацией? Может ли верхняя индикация быть ложной индикацией? Вспомните определение ложной индикации: «Показание неразрушающего контроля (НК), которое интерпретируется как вызванное состоянием, отличным от несплошности или несовершенства», и рассмотрите некоторые потенциальные источники ложной индикации. Это может быть жир на поверхности или другие загрязнения, которые не были удалены во время важного процесса очистки перед осмотром. Обратите внимание, что даже самый прилежный специалист по неразрушающему контролю, использующий лучшее оборудование, не обнаружит дефекты материала, если тестируемая деталь не подготовлена должным образом. Фактически, для визуальных методов можно привести аргумент, что это самый важный шаг в процессе неразрушающего контроля. Итак, давайте добавим прединспекционную очистку в нашу блок-схему процесса неразрушающего контроля.Судя по внешнему виду детали, прединспекционная очистка была тщательной, поэтому возможность ложных показаний можно с уверенностью исключить.
Это может быть жир на поверхности или другие загрязнения, которые не были удалены во время важного процесса очистки перед осмотром. Обратите внимание, что даже самый прилежный специалист по неразрушающему контролю, использующий лучшее оборудование, не обнаружит дефекты материала, если тестируемая деталь не подготовлена должным образом. Фактически, для визуальных методов можно привести аргумент, что это самый важный шаг в процессе неразрушающего контроля. Итак, давайте добавим прединспекционную очистку в нашу блок-схему процесса неразрушающего контроля.Судя по внешнему виду детали, прединспекционная очистка была тщательной, поэтому возможность ложных показаний можно с уверенностью исключить.
Двигаясь вперед, необходимо определить, является ли показатель неразрушающего контроля релевантным или нерелевантным. Начиная с верхнего индикатора, есть два вероятных сценария. Во-первых, и чаще всего, указание связано с изменением геометрии опорной плиты – усиление сварного шва. Менее вероятно, что это признак трещины в сварном шве. Основное различие между первым и вторым заключается в том, что трещина в зацепе является поверхностной. Из фундаментальной физики и материаловедения мы знаем, что остаточное магнитное поле будет присутствовать только в том случае, если разрыв является поверхностным. Другими словами, после того как мы перестали прикладывать магнитное поле к пластине и сварному шву, остается ли небольшое остаточное магнитное поле? Навык инспектора может быть использован для ответа на этот вопрос. Аккуратно продувая магнитопорошковую индикацию с помощью магнитопорошковой воздуходувки или колбы, можно определить нерелевантную геометрическую индикацию по релевантной индикации разрушения поверхности.Даже при очень незначительном приложении давления воздуха красные магнитные частицы будут смещены с несоответствующей геометрической индикации. Однако остаточное магнитное поле от разрыва поверхности препятствует смещению красных частиц при том же давлении воздуха.
Основное различие между первым и вторым заключается в том, что трещина в зацепе является поверхностной. Из фундаментальной физики и материаловедения мы знаем, что остаточное магнитное поле будет присутствовать только в том случае, если разрыв является поверхностным. Другими словами, после того как мы перестали прикладывать магнитное поле к пластине и сварному шву, остается ли небольшое остаточное магнитное поле? Навык инспектора может быть использован для ответа на этот вопрос. Аккуратно продувая магнитопорошковую индикацию с помощью магнитопорошковой воздуходувки или колбы, можно определить нерелевантную геометрическую индикацию по релевантной индикации разрушения поверхности.Даже при очень незначительном приложении давления воздуха красные магнитные частицы будут смещены с несоответствующей геометрической индикации. Однако остаточное магнитное поле от разрыва поверхности препятствует смещению красных частиц при том же давлении воздуха.
Предположим, что оба показания не были смещены легким приложением давления воздуха и правильно классифицированы как релевантные показания. Можем ли мы перейти к оценке или требуется дальнейшее расследование? Определили ли мы со 100%-й уверенностью, что поверхностная несплошность является поверхностной трещиной или это просто глубокая царапина? Царапину можно отшлифовать наждачной бумагой или проволочной щеткой соответствующей зернистости до приемлемой глубины.При повторном тестировании индикации не будет. Как только вопрос о поверхностных царапинах и трещинах будет решен, можно перейти к этапу оценки. На этапе оценки сверяются с соответствующим кодом или стандартом, в котором излагаются критерии принятия/отклонения в зависимости от типа и длины дефекта. Например, в большинстве кодов любой тип трещины, независимо от длины, является причиной для браковки. Однако некоторые нормы допускают определенную степень пористости. Ниже представлен процесс неразрушающего контроля, адаптированный для сценария магнитопорошкового контроля, представленного в этой статье.
Можем ли мы перейти к оценке или требуется дальнейшее расследование? Определили ли мы со 100%-й уверенностью, что поверхностная несплошность является поверхностной трещиной или это просто глубокая царапина? Царапину можно отшлифовать наждачной бумагой или проволочной щеткой соответствующей зернистости до приемлемой глубины.При повторном тестировании индикации не будет. Как только вопрос о поверхностных царапинах и трещинах будет решен, можно перейти к этапу оценки. На этапе оценки сверяются с соответствующим кодом или стандартом, в котором излагаются критерии принятия/отклонения в зависимости от типа и длины дефекта. Например, в большинстве кодов любой тип трещины, независимо от длины, является причиной для браковки. Однако некоторые нормы допускают определенную степень пористости. Ниже представлен процесс неразрушающего контроля, адаптированный для сценария магнитопорошкового контроля, представленного в этой статье.
Резюме
Неразрушающий контроль представляет собой процесс, который должен состоять из ряда логических шагов, дающих инспектору наибольшие шансы на успех. Независимо от выбранного процесса неразрушающего контроля и обрабатываемой информации общий процесс одинаков. Процесс должен быть адаптирован для целей проверки, установленных клиентом, поставщиком услуг неразрушающего контроля, а также соответствующим кодексом или стандартом с критериями принятия/отклонения неразрушающего контроля.
Независимо от выбранного процесса неразрушающего контроля и обрабатываемой информации общий процесс одинаков. Процесс должен быть адаптирован для целей проверки, установленных клиентом, поставщиком услуг неразрушающего контроля, а также соответствующим кодексом или стандартом с критериями принятия/отклонения неразрушающего контроля.
Машинное обучение: основы и приложения неразрушающего контроля — ZfP
Кристоф Фраундорфер, зимний семестр 2018/19
В настоящее время машинное обучение является наиболее важной частью искусственного интеллекта (ИИ). Его наиболее распространенные методы основаны на нейронных сетях, которые можно использовать для поиска неизвестных решений проблем и для оптимизации. За последние несколько лет было разработано много методов в области обработки изображений и естественного языка, которые также могут применяться в других областях, например, в неразрушающем контроле (НК).
На рисунке описана классификация машинного обучения в области ИИ, а также лежащие в его основе концепции [1] . |
Машинное обучение как часть искусственного интеллекта
Сам термин «ИИ» был определен в 1950-х годах Джоном Маккарти [1] . Достижения в области исследований направлены на разработку «Общего искусственного интеллекта», способного решать общие проблемы, подобные человеческому разуму [2] .С другой стороны, само машинное обучение было придумано Артуром Сэмюэлем в конце 1950-х годов как алгоритм, способный изучать соединения, которые конкретно не описаны в его коде [1] . Мотивы для реализации такого алгоритма в основном были найдены в биологии мозга. По этой причине первые методы, описывающие принципы обучения, были сформулированы уже в 1940-х годах Дональдом Хеббом [3] , Уорреном Маккаллохом и Уолтером Питтсом [4] .Последний предполагал, что каждый нейрон в мозге бинарный и имеет конечный порог [5] . На основе этой теории была разработана концепция искусственных нейронных сетей (ИНС), ставшая основой большинства исследований в области машинного обучения. Другие успехи были достигнуты с подходами к спайкам, которые также вдохновлены мозгом и фокусируются на импульсной функции, ответственной за активацию нейронов [1] . Тенденция применения, однако, движется к нейронным сетям в форме глубокого обучения, что подчеркивает многократное и переплетенное использование концепта [6] в виде многослойной структуры, как в человеческом мозгу.Категоризация введенных терминов представлена на рисунке «Классификация машинного обучения в ИИ».
Другие успехи были достигнуты с подходами к спайкам, которые также вдохновлены мозгом и фокусируются на импульсной функции, ответственной за активацию нейронов [1] . Тенденция применения, однако, движется к нейронным сетям в форме глубокого обучения, что подчеркивает многократное и переплетенное использование концепта [6] в виде многослойной структуры, как в человеческом мозгу.Категоризация введенных терминов представлена на рисунке «Классификация машинного обучения в ИИ».
Машинное обучение сегодня
Как уже упоминалось, Маккалох и Питтс заложили теоретическую основу структуры того, как может быть реализована нейронная сеть. Также уже частью их теории было то, что сеть может быть построена с несколькими синапсами между этими узлами. После того, как Хебб добавил знание о том, что память хранится в соединениях, Фрэнк Розенблатт представил в 1960-х годах настройку переменных весов в узле как концепцию хранения информации.Он также представил математические условия существования решений и доказал сходимость алгоритмов, использующих эти понятия. В 1980-х годах исследователи достигли дальнейших успехов, но также поняли, что машинное обучение в основном ограничивается предоставлением данных и вычислительной мощностью [ [5] , [1] ]. Поскольку за последние 30 лет вычислительная мощность значительно увеличилась в виде графических процессоров (GPU) или тензорных процессоров (TPU) и были созданы большие объемы размеченных данных, эти ограничения были преодолены, и машинное обучение с нейронными сетями становится все более популярным. снова в авансе.{D} w_{ij}x_{i} + w_{0} \right) \quad \quad \quad \quad \quad \quad (1)
В 1980-х годах исследователи достигли дальнейших успехов, но также поняли, что машинное обучение в основном ограничивается предоставлением данных и вычислительной мощностью [ [5] , [1] ]. Поскольку за последние 30 лет вычислительная мощность значительно увеличилась в виде графических процессоров (GPU) или тензорных процессоров (TPU) и были созданы большие объемы размеченных данных, эти ограничения были преодолены, и машинное обучение с нейронными сетями становится все более популярным. снова в авансе.{D} w_{ij}x_{i} + w_{0} \right) \quad \quad \quad \quad \quad \quad (1)
где w_0 — смещение, которое можно выбрать. a_j известен как активация и вставляется в дифференцируемую нелинейную функцию активации \sigma, часто сигмовидную функцию, которая генерирует значение \hat{y}_j для линейной комбинации следующего слоя. Формула этого типа может распространяться по всей сети до уровня вывода, состоящего как минимум из одного узла и определяющего, является ли двоичный вопрос верным или нет. Это прямое распространение изображено на рисунке «Прямое распространение в нейронной сети». В зависимости от правильности этого значения алгоритм может быть обучен, а веса и смещения изменены с помощью обратного распространения до тех пор, пока не будет достигнут желаемый результат в случае обучения с учителем. После обучения нейронную сеть можно протестировать и использовать на новых данных для предоставления ответов в соответствии с изученным отображением [7] . Веса и смещения могут быть выбраны случайным образом в начале процедуры.Наконец, шанс и сложность этого метода обеспечения правильной нейронной сети заключается в количестве слоев и узлов, используемых внутри них, а также в форме функции активации, которая может быть указана пользователем. Типичными приложениями ANN являются поиск и оптимизация нелинейных соединений и прогнозирование. Другие области применения — это, например, обработка изображений, когда сверточные нейронные сети (CNN) обучаются идентифицировать определенные структуры на изображениях, или языковая обработка, когда рекуррентные нейронные сети (RNN) могут хранить информацию в зависимости от времени.
Это прямое распространение изображено на рисунке «Прямое распространение в нейронной сети». В зависимости от правильности этого значения алгоритм может быть обучен, а веса и смещения изменены с помощью обратного распространения до тех пор, пока не будет достигнут желаемый результат в случае обучения с учителем. После обучения нейронную сеть можно протестировать и использовать на новых данных для предоставления ответов в соответствии с изученным отображением [7] . Веса и смещения могут быть выбраны случайным образом в начале процедуры.Наконец, шанс и сложность этого метода обеспечения правильной нейронной сети заключается в количестве слоев и узлов, используемых внутри них, а также в форме функции активации, которая может быть указана пользователем. Типичными приложениями ANN являются поиск и оптимизация нелинейных соединений и прогнозирование. Другие области применения — это, например, обработка изображений, когда сверточные нейронные сети (CNN) обучаются идентифицировать определенные структуры на изображениях, или языковая обработка, когда рекуррентные нейронные сети (RNN) могут хранить информацию в зависимости от времени.
| На рисунке показано прямое распространение в многослойном перцептроне (MLP). Красные числа указывают на линейную комбинацию черных чисел, которые являются начальными случайными весами и смещениями. Вставка их в функцию активации, которая определяется пользователем, в данном случае сигмоидальную функцию, приводит к синим числам как весам узлов. В конце концов, вопрос в том, должны ли соответствующие узлы в выходном слое быть 0 или 1.В зависимости от этого нейронная сеть может обучаться с помощью обратного распространения. |
Теоретические основы нейронных сетей
Таксономия машинного обучения
Когда входные и выходные данные задаются парами, т. В этом случае легко предоставить информацию, из которой система может изучить отображение ввода-вывода. Если входным векторам можно присвоить дискретные значения, проблема называется задачей классификации . Если, с другой стороны, выходные данные состоят из одной или нескольких непрерывных переменных, проблема называется регрессионной проблемой . В неконтролируемой задаче пары не заданы, и система сама обнаруживает закономерности в данных во время обучения. Методы, используемые в этой категории, полагаются на аналогичные выходные данные системы в соответствии с входными данными, поэтому они способны выявлять общие черты и связывать их с конкретными входными данными. Типичным примером является кластеризация [7] . В полуконтролируемом обучении , где входные данные являются неполными или зашумленными, представитель называется активным обучением, которое запрашивает другой аналогичный вывод для нового ввода.Поскольку многие методы способны сортировать неизвестные данные в соответствии с входными данными, система может извлечь выгоду только из частично размеченных данных, если у нее есть только несколько опорных точек. В случае динамической среды применяется усиленное обучение , которое улучшает его поведение, проверяя отклик от него.
Если, с другой стороны, выходные данные состоят из одной или нескольких непрерывных переменных, проблема называется регрессионной проблемой . В неконтролируемой задаче пары не заданы, и система сама обнаруживает закономерности в данных во время обучения. Методы, используемые в этой категории, полагаются на аналогичные выходные данные системы в соответствии с входными данными, поэтому они способны выявлять общие черты и связывать их с конкретными входными данными. Типичным примером является кластеризация [7] . В полуконтролируемом обучении , где входные данные являются неполными или зашумленными, представитель называется активным обучением, которое запрашивает другой аналогичный вывод для нового ввода.Поскольку многие методы способны сортировать неизвестные данные в соответствии с входными данными, система может извлечь выгоду только из частично размеченных данных, если у нее есть только несколько опорных точек. В случае динамической среды применяется усиленное обучение , которое улучшает его поведение, проверяя отклик от него. Методы этой категории нацелены не на точность, а на производительность путем сопоставления новой информации с уже известными данными. Эти классификации и предлагаемые методы решения соответствующих проблем изображены на рисунке 3.
Методы этой категории нацелены не на точность, а на производительность путем сопоставления новой информации с уже известными данными. Эти классификации и предлагаемые методы решения соответствующих проблем изображены на рисунке 3.
| На рисунке показана классификация различных методов машинного обучения. Обратите внимание, что методом, который может решить все типы задач, является нейронная сеть. |
Градиентный спуск
Как уже упоминалось выше, прямое и обратное распространение является основным принципом алгоритма обучения. Он сопоставляет входные данные с помеченными выходными данными. На рисунке «Прямое распространение в нейронной сети» также указано, что значения распространяются на конечный нейрон до конечного значения \hat{y} путем многократного вычисления уравнения 1 для каждого нейрона, пока не будет достигнут выходной слой.2 \quad \quad \quad \quad \quad \quad (2)
В процессе обратного распространения можно использовать функцию потерь для корректировки весов и смещений, используя ее производную. Увеличение или уменьшение значений в соответствии с желаемым значением можно оценить с помощью градиентного спуска или аналогичных методов, таких как, например, сопряженный градиент. Вычисление производной ошибки для одного нейрона подразумевает двойное применение цепного правила, что дает {y}_{j}} \cdot \frac{\partial \hat{y}_{j}}{\partial a_{j}} \cdot \frac{\partial a_{j}}{\partial w_{ ij}} \quad \quad \quad \quad \quad \quad (3)
Увеличение или уменьшение значений в соответствии с желаемым значением можно оценить с помощью градиентного спуска или аналогичных методов, таких как, например, сопряженный градиент. Вычисление производной ошибки для одного нейрона подразумевает двойное применение цепного правила, что дает {y}_{j}} \cdot \frac{\partial \hat{y}_{j}}{\partial a_{j}} \cdot \frac{\partial a_{j}}{\partial w_{ ij}} \quad \quad \quad \quad \quad \quad (3)
где a_j — значение линейной комбинации узлов, y_j — искомое значение, w_{ij} — снова веса и \hat{y }_j является выходом нейрона j и рассчитывается по уравнению (1).{D}x_{i} \quad \quad \quad \quad \quad \quad (5)
Этот простой пример является лишь частью всего вектора градиента, который строится из производной функции стоимости или потерь относительно. веса и уклоны. Затем эту идею можно расширить до большего количества слоев и большего количества нейронов на слой, включив больше индексов. Наконец, можно сделать вывод, что эти выражения цепного правила дают производную, которая определяет каждый компонент градиента, необходимый для распространения ошибки на веса [ [7] , [8] ]. {old} + \Delta w_{ij}\quad \quad \quad \quad \quad \quad (6)
{old} + \Delta w_{ij}\quad \quad \quad \quad \quad \quad (6)
Overfitting
Суть алгоритма заключается в ассимиляции отображения вход-выход путем настройки весов и пороговых функций соответственно или, другими словами, учиться на прошлом, чтобы предсказывать будущее. Если обучения недостаточно, нейронная сеть не сможет надежно сопоставить входные данные и выходные данные. Однако если алгоритм выучит слишком много примеров ввода-вывода, он может в конечном итоге запомнить данные.Это называется переоснащением. Такое переоснащение делает сеть неэффективной, потому что она больше не способна распознавать слегка отличающиеся данные [8] . Обычно это происходит, когда сеть слишком сложна по сравнению с зашумленностью обучающих данных. Один из способов проиллюстрировать переобучение и недообучение показан на рисунке «Переоснащение и недообучение точек данных». Регуляризация может помочь избежать ложного представления точек данных, что является указанием либо ограничить степени свободы в случае переобучения, либо добавить их в случае недостаточного подбора. Типичными методами, использующими этот принцип, являются, например, линейная регрессия, гребневая регрессия [9] или лассо-регрессия [10] .
Типичными методами, использующими этот принцип, являются, например, линейная регрессия, гребневая регрессия [9] или лассо-регрессия [10] .
| На рисунке показано, как точки данных соответствуют функции. В то время как линейная функция занижает (слева) данные, высокополиномиальная функция превосходит (справа) точки. Оба они не могут представить распределение данных, однако в этом случае хорошо подходит низкая полиномиальная функция (средняя). |
Оценка сети
Типовой подход
В целом обработка данных с помощью нейронных сетей может выполняться с помощью следующих основных шагов [10] .
- Взгляните на общую картину.
- Получить данные.
- Откройте для себя и визуализируйте данные, чтобы получить представление.
- Подготовка данных для алгоритмов машинного обучения.
- Выберите модель и обучите ее.
- Настройте свою модель.
- Представьте свое решение.
- Запуск, мониторинг и обслуживание вашей системы.

Общие методы оценки
Существует несколько методов измерения производительности задачи классификации, например, с помощью точности и полноты или с помощью матрицы путаницы [10] . Последний строится путем подсчета количества неправильных прогнозов за одну итерацию перекрестной проверки, когда тестовые данные еще неизвестны обученной модели. При подсчете результат можно отобразить в матрице, используя фактический класс данных в виде столбца и в конечном итоге неверный предсказанный класс в виде строки, как показано на рисунке «Иллюстрация матрицы путаницы».Глядя на матрицу путаницы, в конце концов, можно квалифицировать производительность, когда идеальный классификатор имеет только истинные положительные и истинные отрицательные значения и ни одного ложноотрицательного или ложноположительного результата, что означает только записи на главной диагонали. Если для задачи классификации требуется еще более точное измерение производительности, можно использовать точность и полноту, которые основаны на результатах матрицы путаницы и могут быть проиллюстрированы аналогично рисунку «Другая интерпретация матрицы путаницы». В то время как точность измеряется как частное истинно положительного и суммы ложноположительных и истинно положительных классификаций, отзыв использует частное истинно положительного и сумму ложноотрицательных и истинно положительных классификаций.
Если для задачи классификации требуется еще более точное измерение производительности, можно использовать точность и полноту, которые основаны на результатах матрицы путаницы и могут быть проиллюстрированы аналогично рисунку «Другая интерпретация матрицы путаницы». В то время как точность измеряется как частное истинно положительного и суммы ложноположительных и истинно положительных классификаций, отзыв использует частное истинно положительного и сумму ложноотрицательных и истинно положительных классификаций.
\mbox{точность} = \frac{TP}{TP + FP} \quad \quad \mbox{recall} = \frac{TP}{TP + FN}\quad \quad \quad \quad \quad \quad (7)
Их комбинация может помочь оценить точность прогнозов, где точность эквивалентна правильности, а полнота может интерпретироваться как чувствительность системы. К сожалению, не всегда возможно поддерживать оба значения высокими из-за компромисса между точностью и полнотой [10] .
Пример распределения головок заклепокРаспределение между строками с одинаковыми именами представляет собой прогнозы сети. В оптимально работающей сети красные ячейки содержат только ноль (нет неправильной классификации), а зеленые ячейки — общее количество каждой категории (все экземпляры каждой категории были предсказаны правильно). В оптимально работающей сети красные ячейки содержат только ноль (нет неправильной классификации), а зеленые ячейки — общее количество каждой категории (все экземпляры каждой категории были предсказаны правильно). | На этой иллюстрации показаны правильно и неправильно классифицированные образцы обучающего алгоритма. Четыре области классифицируют истинно положительные (TP), истинно отрицательные (TN), ложноположительные (FP) и ложноотрицательные (FN).Обратите внимание, что при правильной классификации все образцы в синей области должны относиться к зеленой категории. |
Как улучшить производительность сети
Существует большая вероятность того, что модель машинного обучения имеет неудовлетворительную производительность, однако эту производительность можно улучшить с помощью простых стратегий. Одним из наиболее эффективных является уже упомянутая перекрестная проверка , где данные обучения, проверки и тестирования меняются местами в несколько итераций и снижается переобучение сети. Чтобы избежать переобучения и недообучения, а также для получения хорошего обобщения, этот метод делит доступные данные на части, из которых одна основная часть используется для обучения, одна часть для проверки процесса обучения и последняя часть для тестирования. Путем замены этих частей в последующих итерациях можно добиться лучшей производительности и сбора особенно аномальных данных [8] . Еще одним методом повышения производительности является \textbf{пакетная нормализация}. Он решает проблему, заключающуюся в том, что распределение входных значений каждого слоя изменяется во время обучения по мере изменения параметров предыдущих слоев.Этот метод добавляет операцию перед функцией активации каждого слоя, которая оценивает среднее значение и стандартное отклонение текущих входных данных. После центрирования нуля и нормализации пакетов с этими значениями можно наблюдать улучшение сети [10] . Другим распространенным методом являются методы ансамбля .
Чтобы избежать переобучения и недообучения, а также для получения хорошего обобщения, этот метод делит доступные данные на части, из которых одна основная часть используется для обучения, одна часть для проверки процесса обучения и последняя часть для тестирования. Путем замены этих частей в последующих итерациях можно добиться лучшей производительности и сбора особенно аномальных данных [8] . Еще одним методом повышения производительности является \textbf{пакетная нормализация}. Он решает проблему, заключающуюся в том, что распределение входных значений каждого слоя изменяется во время обучения по мере изменения параметров предыдущих слоев.Этот метод добавляет операцию перед функцией активации каждого слоя, которая оценивает среднее значение и стандартное отклонение текущих входных данных. После центрирования нуля и нормализации пакетов с этими значениями можно наблюдать улучшение сети [10] . Другим распространенным методом являются методы ансамбля . Комбинация моделей может работать лучше, чем лучшая отдельная модель, особенно если задействованы разные типы ошибок. Типичными методами являются, например, бустинг и бэггинг.Первый основан на обучении предсказателя, который пытается исправить своего предшественника, последовательно сосредотачиваясь на неподходящих данных. Последний создает новый предиктор, обучая его на случайном подмножестве обучающего набора [10] .
Комбинация моделей может работать лучше, чем лучшая отдельная модель, особенно если задействованы разные типы ошибок. Типичными методами являются, например, бустинг и бэггинг.Первый основан на обучении предсказателя, который пытается исправить своего предшественника, последовательно сосредотачиваясь на неподходящих данных. Последний создает новый предиктор, обучая его на случайном подмножестве обучающего набора [10] .
В дополнение к этим подходам любая сеть может быть улучшена путем добавления дополнительных данных . Больше данных приводит к большему количеству случаев, которые можно рассмотреть, и вызывает большее обобщение и, следовательно, общее улучшение модели. Очевидно, что такие данные должны быть доступны, что иногда не так.
Наконец, разработка функций в целом также может повысить производительность сети. Тщательно анализируя данные и используя экспертные знания о них, можно заранее описать большую изменчивость данных и вызвать сокращение переменных в системе. Очень важно включить корреляции на этапе предварительной обработки, чтобы повысить производительность. В дополнение к этому, также при работе с данными можно найти и включить дополнительные функции, что также приведет к улучшению сети [7] .
Очень важно включить корреляции на этапе предварительной обработки, чтобы повысить производительность. В дополнение к этому, также при работе с данными можно найти и включить дополнительные функции, что также приведет к улучшению сети [7] .
Наконец, еще одним методом выборки является стратифицированная выборка . В этой процедуре субпопуляция партии выбирается в соответствии с распределением субпопуляции во всем наборе. При этом систематическая ошибка отдельных партий может быть скорректирована в соответствии с фактическим распределением выборки, в то время как дисперсия уменьшается [10] .
Машинное обучение в приложениях неразрушающего контроля
Как правило, приложения неразрушающего контроля (НК) основаны на получении информации от взаимодействия между образцом и материалом или электромагнитных волн.Примеры:
- Ультразвук
- рентгеновский излучение
- Неионизирующее излучение
- Материальные волны
- Другие методы визуализации
Эта информация должна рассматриваться соответственно и визуализирована [11] , чтобы сделать оценки о материалов и конструкций, которые исследуются. Машинное обучение может помочь в обнаружении и интерпретации сигналов, возникающих в результате этих методов тестирования, и может улучшить результаты, а также оптимизировать процессы оценки.Примеры применения нейронных сетей в НК:
Машинное обучение может помочь в обнаружении и интерпретации сигналов, возникающих в результате этих методов тестирования, и может улучшить результаты, а также оптимизировать процессы оценки.Примеры применения нейронных сетей в НК:
- Обнаружение порового пространства на КТ-изображениях почвы: можно провести более глубокий анализ областей, где смешаны поры и грунт, и правильно классифицировать 96% поровых пространств [12] .
- Определение концентрации этанола в напитках методом колебательной спектроскопии без их вскрытия [13] .
- Выявление места разрушения в МКЭ модели бетонной колонны, исследуемой ультразвуковым методом [14]
- Выявление разрушения в композитных конструкциях [15]
- Классификация заклепочных соединений по данным КТ [16]
В особенности последние примеры показывают, как нейронные сети могут способствовать НК в структурированном и четко определенном, а также в неструктурированном материале.
Легкий доступ к функционалу нейронных сетей предоставляет Google Playgorund https://playground.tensorflow.org/, где можно обучать различные наборы точек данных. Для еще лучшего понимания рекомендуется реализовать простой алгоритм машинного обучения в соответствии с одним из многочисленных руководств и руководств, предоставленных в Интернете или книгах по этой теме, например, на Python https://www.anaconda.com/download/ или с https://github.com/ageron/handson-ml.
Литература
- Кристофер М.епископ. Распознавание образов и машинное обучение. Информатика и статистика. Спрингер, Нью-Йорк, штат Нью-Йорк, исправлено в 8-м издании 2009 г., 2009 г. ISBN-10: 0-387-31073-8 ISBN-13: 978-0387-31073-2
- Джеймс М. Келлер, Деронг Лю, и Дэвид Б. Фогель. Основы вычислительного интеллекта: нейронные сети, нечеткие системы и эволюционные вычисления. Серия IEEE Press о вычислительном интеллекте. IEEE Press Wiley и IEEE Xplore, Хобокен, Нью-Джерси и Пискатауэй, Нью-Джерси, 2016 г. ISBN: 978-1-110-21434-2
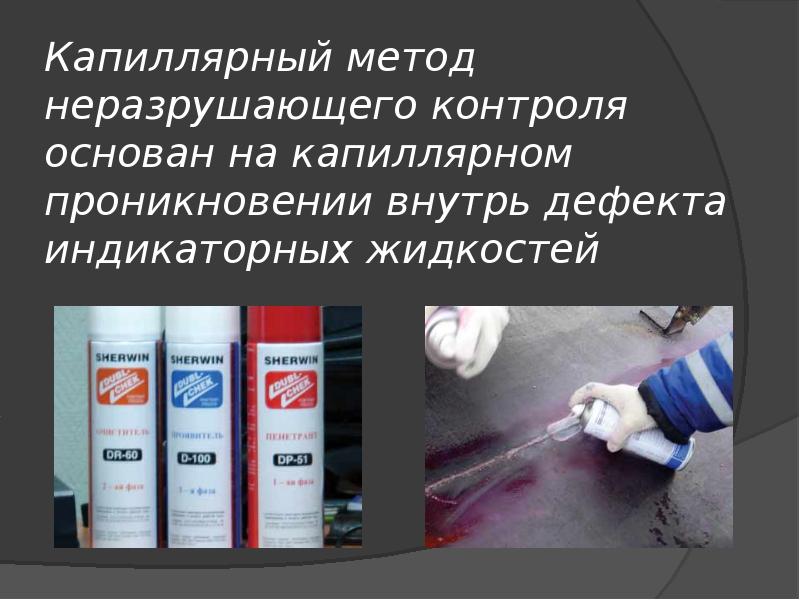 ISBN: 978-1-110-21434-2
ISBN: 978-1-110-21434-2- Орельен Жерон. Практическое машинное обучение с помощью Scikit-Learn и TensorFlow: концепции, инструменты и методы создания интеллектуальных систем. O’Reilly Media, Севастополь, Калифорния, первое издание, 2017 г. ISBN: 978-1-491-96229-9
Ссылки
- Вивьен Сзе, Ю-Хсин Чен, Тьен-Джу Ян и Джоэл С. , Эмер. Эффективная обработка глубоких нейронных сетей: учебник и обзор. Труды IEEE, 105(12):2295-2329, 2017 г.
- Мэтью Иклфи, Артур Франц, Рафал Ржепка и Бен Герцель. Искусственный общий интеллект, том 10999. Springer International Publishing, Cham, 2018.
- Дональд Олдинг Хебб. Организация поведения: нейропсихологическая теория. L. Erlbaum Associates, Mahwah, NJ, 2002.
- Warren S. McCulloch and Walter Pitts: Логическое исчисление идей, присущих нервной деятельности. Бюллетень математической биофизики, 5(4):115-133, 1943.
- Дж. Б. Поллак. Коннекционизм: прошлое, настоящее и будущее. Artificial Intelligence Review, 3(1):3-20, 1989.
- Борис Крыжановский, Виталий Дунин-Барковский и Владимир Редько. Достижения в области нейронных вычислений, машинного обучения и когнитивных исследований, , том 736. Springer International Publishing, Cham, 2018.
- Кристофер М. Бишоп. Распознавание образов и машинное обучение. Информатика и статистика. Спрингер, Нью-Йорк, штат Нью-Йорк, исправлено в 8-м издании 2009 г., 2009 г.
- Джеймс М. Келлер, Деронг Лю и Дэвид Б. Фогель. Основы вычислительного интеллекта: нейронные сети, нечеткие системы и эволюционные вычисления. Серия IEEE Press о вычислительном интеллекте. IEEE Press Wiley и IEEE Xplore, Hoboken, New Jersey and Piscataway, New Jersey, 2016.
- Shubaham Jain. Подробное руководство для начинающих по линейной, гребенчатой и лассо-регрессии,[1] 22.06.2017.
- Орельен Жерон. Практическое машинное обучение с помощью Scikit-Learn и TensorFlow: концепции, инструменты и методы создания интеллектуальных систем. O’Reilly Media, Севастополь, Калифорния, первое издание, 2017 г.
- Фернандо Пуэнте Леон и Уве Кинке. Местехник. Springer Berlin Heidelberg, Berlin, Heidelberg, 2011.
- М. Г. Кортина-Янухс, Х. Кинтанилья-Домингес, А. Вега-Корона, А. М. Таркис и Д. Андина. Обнаружение порового пространства на КТ-изображениях почвы с использованием искусственных нейронных сетей. Biogeosciences, 8(2):279-288, 2011.
- Джеймс Лардж, Э. Кейт Кемсли, Николаус Веллнер, Ян Гудолл и Энтони Багнолл. Неинвазивное обнаружение поддельного алкоголя с помощью колебательной спектроскопии и машинного обучения. В Dinh Phung, Vincent S. Tseng, Geoffrey I. Webb, Bao Ho, Mohadeseh Ganji и Lida Rashidi, редакторы, Advances in Knowledge Discovery and Data Mining, Volume 10937 Lecture Notes in Computer Science, страницы 298-309. Springer International Publishing, Cham, 2018.
- Освальдо Джерваси, Бениамино Мурганте, Антонио Лаганфиа, Дэвид Таниар, Янгсонг Мун и Марина Л. Гаврилова, редакторы. Вычислительная наука и ее приложения — ICCSA 2008. Конспект лекций по информатике. Springer Berlin Heidelberg, Берлин, Гейдельберг, 2008 г.
- Йонас Холтманн. Нейронные сети в неразрушающем контроле. ТУМ, 2018.
- Фабиан Дивальд. Автономная классификация заклепочных соединений по данным компьютерной томографии . ТУМ, 2018.
 Коннекционизм: прошлое, настоящее и будущее. Artificial Intelligence Review, 3(1):3-20, 1989.
Коннекционизм: прошлое, настоящее и будущее. Artificial Intelligence Review, 3(1):3-20, 1989. O’Reilly Media, Севастополь, Калифорния, первое издание, 2017 г.
O’Reilly Media, Севастополь, Калифорния, первое издание, 2017 г. Гаврилова, редакторы. Вычислительная наука и ее приложения — ICCSA 2008. Конспект лекций по информатике. Springer Berlin Heidelberg, Берлин, Гейдельберг, 2008 г.
Гаврилова, редакторы. Вычислительная наука и ее приложения — ICCSA 2008. Конспект лекций по информатике. Springer Berlin Heidelberg, Берлин, Гейдельберг, 2008 г.Методы неразрушающего контроля как основной инструмент, обеспечивающий эффективное обращение с отходами в строительных процессах
%PDF-1.4 % 1 0 объект > эндообъект 5 0 объект /CreationDate (D:201122214+01’00’) /Создатель /Ключевые слова (методы неразрушающего контроля; управление CLSC; экономика замкнутого цикла; отходы C&D) /ModDate (D:20200131102026+01’00’) /Производитель (Acrobat Distiller 9.5.5 \(Windows\)) /Предмет /Заголовок (Методы неразрушающего контроля как основной инструмент обеспечения эффективного обращения с отходами в строительных процессах) >> эндообъект 2 0 объект > ручей приложение/pdf
 Ясковска-Леманьска
Ясковска-ЛеманьскаНеразрушающий контроль конструкций оптическими и другими методами: обзор
Неразрушающий контроль конструкций оптическими и другими методами: обзор
- А. Кроворж 1 , А. Катунин 1,*
 Кроворж 1 , А. Катунин 1,*
Кроворж 1 , А. Катунин 1,* Автор, ответственный за переписку: Андрей Катунин. Электронная почта:
Аннотация
Неразрушающий контроль (НК) конструкций является одной из важнейших задач надлежащего технического обслуживания и диагностики конструктивного состояния машин и конструкций.Методы неразрушающего контроля вносят свой вклад в философию устойчивости к повреждениям, используемую в методологии проектирования самолетов, а также во многих других программах эксплуатации и технического обслуживания машин и конструкций. Следующее исследование посвящено обзору важной группы методов НК: оптических и других, которые в настоящее время нашли широкое применение в научных и промышленных исследованиях. В статье обсуждаются избранные наиболее широко применимые методы, а именно визуальный контроль, ультразвуковой контроль, радиографический контроль, инфракрасная термография, а также электронная спекл-интерферометрия и ширографический контроль.Помимо основных принципов проведения испытаний с использованием этих методов широко обсуждаются их возможные применения в различных отраслях промышленности и техники. Представленный в статье анализ как категоризация методов НК может помочь в выборе таких методов при диагностике различных типов конструкций и дефектов и повреждений, возникающих в этих конструкциях.
Ключевые слова
Неразрушающий контроль, оптические методы неразрушающего контроля, контроль конструкций, выявление повреждений.
Процитировать эту статью
Кроворж А., Катунин А. (2018). Неразрушающий контроль конструкций оптическими и другими методами: обзор. Конструкционная долговечность и мониторинг работоспособности, 12(1) , 1–18.
%PDF-1.4 % 1 0 объект >поток 2022-01-21T10:02:31-08:002018-02-27T12:51:29-05:002022-01-21T10:02:31-08:00Acrobat PDFMaker 11 для Worduuid:b96f907c-a2a6-4453-9797- 58096900d56fuuid:b2b4fe26-d0e6-403b-ae1c-6b081285dca3uuid:b96f907c-a2a6-4453-9797-58096900d56f
Обзор методов неразрушающего контроля для мониторинга состояния бетонных конструкций
Износ бетонных конструкций за последние несколько десятилетий требует эффективных методов оценки состояния и обслуживания . Это привело к разработке нескольких методов неразрушающего контроля (НК) для мониторинга гражданской инфраструктуры.Методы НК использовались более трех десятилетий для мониторинга бетонных конструкций; в настоящее время признано, что НК играет важную роль в мониторинге состояния существующих ЖБ конструкции.Известно, что методы неразрушающего контроля лучше практически подходят для оценки и оценки состояния железобетонных конструкций. В этой статье рассмотрено несколько доступных методов неразрушающего контроля, разработанных и используемых за последние несколько десятилетий.
1. Введение
Испытания и проверка качества важны на разных этапах жизненного цикла конструкции. Для надлежащего обслуживания гражданской инфраструктуры инженерам требовались новые методы контроля. Для изнашивания инфраструктуры необходимы более совершенные методы инспекции (Rens et al., 1997) [1]. Традиционный метод оценки качества бетона в строительных конструкциях заключается в одновременном испытании отлитых образцов на прочность на сжатие, изгиб и растяжение; эти методы имеют ряд недостатков, таких как результаты не прогнозируются сразу, бетон в образцах может отличаться от фактической структуры, а прочностные свойства образцов бетона зависят от его размера и формы; поэтому для преодоления вышеуказанных ограничений было разработано несколько методов неразрушающего контроля. Методы неразрушающего контроля зависят от того факта, что определенные физические и химические свойства бетона могут быть связаны с прочностью и долговечностью конструкций.Эти методы использовались более трех десятилетий для оценки состояния конструкции; теперь, в нынешнем столетии, неразрушающий контроль стал более сложным, поскольку он развился от молотка до ударного эха и импульсного отклика (Lim and Cao, 2013) [2].
Неразрушающий контроль определяется как совокупность методов, используемых для исследования объектов, материалов или систем без ущерба для их полезности в будущем, то есть осмотра или измерения без вреда. Методы неразрушающего контроля в настоящее время считаются мощным инструментом для оценки существующих бетонных конструкций с точки зрения их прочности и долговечности.Методы неразрушающего контроля привлекают все больше и больше внимания в смысле их надежности и эффективности. Была признана важность возможности проводить испытания на месте, и эта тенденция возрастает по сравнению с традиционным случайным отбором проб бетона для анализа материала (Shaw and Xu, 1998) [3]. Методы неразрушающего контроля можно разделить на следующие категории: испытания на проникновение, испытания на отскок, испытания на отрыв, динамические испытания и радиоактивные методы. Согласно McCann and Forde (2001) [4]; пять основных факторов, которые необходимо учитывать при неразрушающем контроле: требуемая глубина проникновения, требуемое разрешение по вертикали и латерали, контраст физических свойств между целью и ее окружением, отношение сигнал/шум для физических свойств между целью и ее окружением, а также исторические данные. сведения о методах, используемых при возведении конструкции.Брейссе и др. (2008) [5] описали различные цели методов неразрушающего контроля, такие как определение состояния железобетонных конструкций, ранжирование конструкций в соответствии с текущим состоянием и сравнение различных свойств на основе пороговых значений.
Рекомендуется, чтобы инженеры по неразрушающему контролю имели знания и подготовку по различным методам неразрушающего контроля, доступным для проверки параметра, чтобы выбрать лучший метод из доступных методов в соответствии с состоянием конструкций. Использование различных методов для оценки одного параметра повышает достоверность, а также подтверждает результаты.Для получения лучших результатов требуется объединение результатов различных методов неразрушающего контроля для оценки качества конструкций; этот аспект обсуждался в настоящей статье.
В этом документе также представлен краткий литературный обзор последних испытаний неразрушающего контроля, проведенных на бетонных конструкциях, за которым следует таблица, описывающая преимущества, ограничения и принцип нескольких методов неразрушающего контроля, а также обсуждаются текущее состояние и будущие аспекты методов неразрушающего контроля, за которыми следует таблица, в которой представлены различные коды, описывающие эти методы.
2. Краткий обзор литературы
Неразрушающие методы полезны для оценки состояния конструкции путем косвенной оценки свойств бетона. Эти методы были улучшены за последние несколько лет, и лучшая часть заключается в том, что неразрушающий контроль позволяет избежать повреждения бетона при оценке. Несколько исследователей проводят тесты неразрушающего контроля для оценки состояния бетонных конструкций. Методы варьируются от очень простых до технических в зависимости от цели.
Некоторые механические и физические свойства бетонных конструкций могут быть использованы для оценки состояния и прочности конструкций.Санайи и др. (2012) [6] провели статическое испытание грузового автомобиля на недавно построенный мост, чтобы зафиксировать реакцию моста, когда по нему проезжает грузовик. Амини и Техрани (2011) [7] экспериментально разработали четыре набора условий воздействия, вес и прочность на сжатие образцов были измерены до и после циклов замораживания-оттаивания, и результаты были проанализированы. Loizos и Papavasiliou (2006) [8] провели всесторонний мониторинг и исследование анализа данных с использованием дефлектометра падающего груза (FWD) для оценки на месте переработанных дорожных одежд.Proverbio and Venturi (2005) [9] оценили надежность испытаний на отскок и UPV на бетонах различного состава и прочности. Ренс и др. (2005) [10] объяснил применение методов неразрушающего контроля для осмотра мостов, то есть оценки моста с использованием неразрушающего контроля (ИЗГИБ). Малавар и др. (2003) [11] использовали тесты отрыва для оценки влияния температуры, влажности и содержания хлоридов на адгезию углепластика. Паскаль и др. (2003) [12] выполнили экспериментальную программу, включающую как разрушающие, так и неразрушающие методы, применяемые к различным бетонным смесям с кубической прочностью от 30 до 150 МПа, для определения связи между прочностью и параметрами.Выполненные тесты: скорость импульса, отскок молотка, вытягивание и проникновение зонда, микрокерн и комбинированные методы. Алмир и Протасио (2000) [13] использовали методы неразрушающего контроля для определения прочности бетона на сжатие, взаимосвязи между измеренными механическими или физическими свойствами и прочностью, а также представили обоснованность отрыва, проникновения штифта и UPV для оценки прочности бетона. Чен и др. (1995) [14] представили результаты исследования волоконно-оптических решеток Брэгга в качестве датчиков напряжения/деформации для контроля критических сечений композитных балок.
Несколько исследователей выполнили различные виды неразрушающего контроля, такие как механические, химические, электрохимические и магнитные методы, для оценки состояния путем объединения результатов. Ренс и Ким (2007 г.) [15] исследовали стальной мост с использованием нескольких методов неразрушающего контроля, таких как визуальный осмотр, зондирование молотком, молоток Шмидта и тестирование UPV, включая томографическую визуализацию; результаты неразрушающего контроля использовались для определения областей, которые должны быть проверены с помощью локальных разрушающих испытаний, таких как прочность на сжатие, испытание на хлориды и петрографическое испытание.Магнитные измерители покрытия бетона широко используются для оценки покрытия стальных стержней. Bhadauria и Gupta (2007) [16] представили тематическое исследование изношенных резервуаров для воды, расположенных в субтропическом регионе Индии. Измеряемыми параметрами являются защитный слой бетона, глубина карбонизации, концентрация хлоридов, прочность на сжатие и так далее. Используемые методы неразрушающего контроля: измерение покрытия, тест индикатора фенолфталеина, тест Quantab, потенциометрическое титрование, тест молотка Шиста и тест UPV. Амле и Мирза (2004 г.) [17] выполнили испытание бетонного покрытия, потенциал половинной ячейки, скорость коррозии, удельное электрическое сопротивление, содержание хлоридов на уровне стали (%), потерю массы стального стержня (%), поглощение, скорость импульса, прочность на сжатие, карбонизацию. глубина, петрографическое исследование и испытание на проницаемость.Диас и Джаянандана (2003 г.) [18] использовали неразрушающие методы визуального осмотра, прочтения чертежей, измерения скорости ультразвукового импульса, обследования защитного слоя и испытания керна для оценки состояния; параметры, необходимые для оценки долговечности, были определены как (1) глубина карбонизации; (2) крышка к арматуре; (3) содержание хлоридов; и (4) содержание сульфатов. Брухвилер и Мивелаз (1999) [19] подчеркнули результаты двух исследований (i) изучения проникновения хлоридов в заданных климатических условиях и оценки бетонного покрытия на месте, (ii) использования численных моделей для изучения последствий раннего растрескивания, а также определения принять профилактические меры, чтобы ограничить развитие трещин.
Распространение волн или отражение различных лучей, таких как рентгеновские, через бетонные конструкции можно использовать для определения уровня износа бетонных конструкций. Метод ударного эха использовался многими исследователями для оценки состояния бетона. В этом методе используется подпружиненное устройство для генерации волн, и эти волны используются для определения состояния конструкций. Kamal and Boulfiza (2011) [20] оценили проникновение щелочей с помощью рентгеновского картирования изображений обратно рассеянных электронов (BEI) и перепроверили методами линейной и точечной энергодисперсионной спектроскопии (EDS).Шиотани и др. (2009) [21] использовали метод акустической эмиссии (АЭ) для оценки структурного состояния бетонного моста. Касканте и др. (2008) [22] представили методологию оценки ND с использованием многоканального анализа поверхностных волн (MASW).
Zhu and Popovics (2007) [23] применили воздушное ударное эхо (IE) для неразрушающего контроля бетонных конструкций; Датчик воздушной пары представляет собой небольшой (диаметром 6,3 мм) измерительный микрофон, расположенный на несколько сантиметров выше верхней поверхности оцениваемого бетона.Результаты показывают, что датчики с воздушным соединением эффективны для тестов IE. Nachiappan and Cho (2005) [24] проанализировали продукты коррозии с помощью рентгеновской дифракции и атомно-абсорбционной спектроскопии, чтобы найти присутствующие в них минералы. Гибсон и Попович (2005) [25] предложили новый подход к неразрушающему контролю бетонных конструкций, основанный на теории направленных волн: «Резонанс ударного эха в пластинах соответствует частоте нулевой групповой скорости моды ягненка S1». Акутота и др. (2004) [26] представили экспериментальные результаты использования методов ближнего поля микроволнового неразрушающего контроля для обнаружения нарушения связи в специально подготовленном образце строительного раствора, армированного полимером, армированным углеродным волокном (CFRP).Гассман и Таухед (2004) [27] представили результаты программы испытаний неразрушающего контроля, выполненной для оценки повреждений бетонного моста с использованием метода ударного эха. Полсон и Вит (2003) [28] описали использование системы акустического мониторинга для управления бетонными конструкциями, представив два тематических исследования. Поскольку бетон и сталь являются отличными акустическими передатчиками, этот метод полезен для бетонных конструкций. Гроссе др. (2003) [29] описали использование методов акустической эмиссии на основе сигналов в гражданском строительстве.Попович и др. (1998) [30] рассмотрели метод измерения односторонней волны напряжения в бетоне. Этот метод дает ценную информацию о состоянии материала, когда возможен доступ только к одной боковой поверхности, например, в случае бетонных покрытий. Nagy (1997) [31] обсудил метод NDE для определения «» (модуля Юнга) бетона в очень раннем возрасте путем измерения частоты динамического отклика на бетонной призме с помощью анализатора преобразования Фурье (FTT).
Георадар (GPR) — еще один метод обнаружения арматуры, пустот и других дефектов в бетонных конструкциях.Chen and Wimsatt (2010) [32] использовали наземный проникающий радар (GCPR) с частотой 400 МГц для оценки подповерхностных условий дорожного покрытия. Йехиа и др. (2007) [33] изучали различные методы неразрушающего контроля, используемые для оценки состояния бетонного настила моста. Проведенные эксперименты включают инфракрасную термографию, ударное эхо и георадар (GPR) для обнаружения общих дефектов бетонных настилов мостов. Maierhofer (2003) [34] представил важность и ограничения методов георадара (GPR).Мазер (1996) [35] обсуждал технологию георадара, которая применялась для оценки тротуаров, настилов мостов, устоев, опор и других строительных объектов для оценки состояния и оценки повреждений и износа, которые развиваются с течением времени.
Скорость ультразвукового импульса используется многими исследователями для оценки свойств бетона с использованием времени прохождения продольных волн на известное расстояние. Sharma and Mukherje (2011) [36] использовали ультразвуковые волны для мониторинга развития коррозии арматуры в хлоридной и оксидной среде.Terzic и Pavlovic (2010) [37] применили методы неразрушающего контроля, такие как Image Pro Plus (IPP) и Ultrasonic Pulse Velocity (UPV), к огнеупорным бетонам на основе корунда и боксита. Шах и Хиросе (2010) [38] представили экспериментальное исследование бетона с применением метода нелинейного ультразвукового контроля. Эрвин и др. (2009) [39] создали сеть ультразвуковых датчиков для оценки износа арматуры. Направляемые ультразвуковые волны использовались для контроля образцов армированного строительного раствора в условиях ускоренной равномерной и локальной коррозии.Стергиопулу и др. (2008) [40] представили процедуру неразрушающего контроля городской бетонной инфраструктуры с использованием измерений UPV и применили ее к бетонным гаражам. UPV используется в качестве индикатора качества бетона. Yoshida and Irie (2006) [41] предложили макроскопический ультразвуковой метод, который позволяет измерять толщину бетона, ширину трещины и характеристики, используя скорость звука на поверхности бетона. Dilek (2006) [42] обсуждал использование скорости импульса, модуля упругости Юнга и воздухопроницаемости бетона для оценки степени повреждения бетона.Abo-Quadais (2005) [43] провел экспериментальное исследование для оценки влияния деградации бетонного заполнителя, водоцементного соотношения и времени отверждения на измеренный UPV. Оборудование, использованное в этом исследовании, представляло собой портативный ультразвуковой цифровой индикаторный тестер ND (PUNDIT). Ли и др. (2004) [44] использовали методы УПВ для определения времени схватывания бетона, особенно высокопрочного бетона (ВББ). Шах и др. (2000) [45] описали лабораторные методы неразрушающего контроля, основанные на измерениях механических волн, распространяющихся в бетоне.Измерения передачи сигнала ультразвуковой продольной волны (L-волна или P-волна) применялись для обнаружения наличия повреждений в виде распределенных трещин в бетоне. Дэвис и др. (1997) [46] представили несколько методов NDE, включая UPV, импульсную характеристику, параллельную сейсмическую съемку и межскважинный акустический каротаж для оценки качества бетона резервуаров для опасных отходов. Ренс и Грейманн (1997) [47] представили концепцию и применение использования ультразвукового непрерывного сигнала с расширенным спектром для мониторинга и идентификации ухудшающейся инфраструктуры.В настоящее время разрабатывается новый ультразвуковой метод неразрушающего контроля, называемый ультразвуковой оценкой с расширенным спектром прямой последовательности (DSSSSUE).
Некоторые методы неразрушающего контроля используют электрические свойства бетонных конструкций для оценки состояния конструкций. Эль-Дахахни и др. (2010) [48] разработал метод, основанный на локальной диэлектрической проницаемости, для обнаружения незалитых ячеек в конструкциях из бетонных блоков, и он был использован для разработки копланарных емкостных датчиков с высокой чувствительностью для обнаружения строительных дефектов.Nassr and El-Dakhakhni (2009) [49] представили метод неразрушающего контроля на месте с использованием копланарных емкостных датчиков (CCS) для обнаружения изменений диэлектрической проницаемости материала для обнаружения повреждений в железобетонных конструкциях, армированных FRP, а также описали несколько методов неразрушающего контроля, таких как рентгенография, ультразвуковой контроль. и инфракрасная термография. Раджабипур и др. (2005) [50] обсуждали интерпретацию измерений электропроводности в бетоне для оценки проникновения воды. Лю и др. (2002) [51] разработали метод неразрушающей оценки, рефлектометрию во временной области (TDR), который способен определять местоположение и серьезность коррозии встроенной или заключенной в кожух стальной арматуры и кабелей.
Электрохимические методы также разработаны и используются многими исследователями для определения уровня износа структур. Сангодзю и др. (2011) [52] изучали коррозионное поведение стали в бетонах с трещинами на обычном портландцементе (OPC) и портланд-пуццолановом цементе (PPC) путем измерения проницаемости ионов хлорида, сорбционной способности, потенциала полуэлемента, удельного сопротивления, общего пропущенного заряда и гравиметрического веса. потеря. Со и Миллард (2007) [53] обсудили метод быстрой оценки скорости коррозии арматурной стали в бетонных конструкциях путем измерения отклика переходного потенциала с использованием гальваностатического импульсного возмущения.Рассчитанная скорость коррозии сравнивалась со скоростью коррозии, полученной методом линейного поляризационного сопротивления (LPR). Партибан и др. (2006) [54] выполнили возможные исследования бетонных конструкций. Среди всех электрохимических методов измерение потенциала является наиболее часто используемым полевым методом для определения коррозионной активности стали. Бола и Ньютсон (2005) [55] выбрали пять мест для полевой оценки коррозии арматуры, проницаемости, концентрации ионов хлора, потенциала полуэлемента, сопротивления поляризации и значения рН.Коррозию оценивают путем измерения потенциала полуэлемента, измерения сопротивления поляризации и визуального осмотра стержней. Bavarian and Reiner (2004) [56] применили метод электрохимического мониторинга образцов, погруженных в 3,5% раствор NaCl, для контроля коррозионного поведения. McCarter and Vennesland (2004) [57] представили обзор датчиков и связанных с ними систем мониторинга, используемых для оценки коррозионной активности, удельного сопротивления бетона, наличия кислорода, карбонизации и проникновения хлоридов внутрь конструкции.Пал и др. (2002) [58] исследовали скорость и степень коррозии стали в бетоне. Испытания, проводимые для анализа коррозии, представляют собой испытание потенциала полуэлемента, потенциодинамическое испытание, ускоренное испытание электролитической коррозии и ускоренное испытание карбонизации. Коста и Эпплтон (2002) [59] описали серию тематических исследований различных типов бетонных конструкций, подвергшихся воздействию суровых морских условий, которые ухудшились из-за коррозии, вызванной хлоридами. Тесты, проводимые для углубленного контроля, включают содержание хлоридов, удельное электрическое сопротивление и потенциал полуэлемента с использованием электрода Ag/AgCl.Клингоффер и др. (2000) [60] разработали метод неразрушающей поляризации для железобетонных конструкций, названный методом гальваностатических импульсов. Бьегович и др. (2000) [61] описали электрохимические и неэлектрохимические методы определения скорости коррозии бетона. Carnio (1999) [62] представил исследование трех электрохимических методов неразрушающего контроля для изучения состояния коррозии в элементах RC: потенциал полуэлемента, удельное сопротивление бетона и сопротивление поляризации.
Методы вибрации могут использоваться для контроля бетонных конструкций.Багчи и др. (2010) [63] применили экономичные и простые в реализации методы идентификации повреждений на основе вибрации (VBDI) для мониторинга состояния конструкции моста, основанные на изменениях динамических характеристик конструкции, для определения местоположения и степени повреждения в структура. Хси и др. (2006) [64] описали использование вибрационного мониторинга в области структурного анализа для обнаружения и локализации структурных повреждений с целью мониторинга состояния конструкции.Ма и др. (2005) [65] предложили метод обнаружения, локализации и количественной оценки структурных повреждений путем измерения структурных вибраций. В этом исследовании предполагалось, что повреждение представлено изменением жесткости. Для мониторинга состояния гражданской инфраструктуры до или после сейсмического события были разработаны различные методы, такие как волны Лэмба и вихревые токи.
Проницаемость или пористость бетонных конструкций является причиной диффузии вредных веществ в бетон.Део и др. (2010) [66] оценивали объемную пористость с помощью анализа изображений и гидравлическую проводимость с помощью ячейки проницаемости падающего напора. Дарем и др. (2007) [67] изучили причины разрушения продольных трещин путем проведения таких исследований, как проверка мостов на месте, определение положения временной нагрузки, проверка проницаемости бетона, сбор данных о местной относительной влажности и определение содержания влаги в балках на месте. Важно определить приповерхностные характеристики бетона, которые способствуют проникновению газов или жидкостей, содержащих растворенные загрязнения.Маккартер и др. (2001) [68] представили устройства датчиков Covercrete для мониторинга на месте свойств зоны покрытия. Lampacher и Blight (1998) [69] исследовали кислородопроницаемость и водопоглощение для находящихся в эксплуатации конструкций возрастом 20–30 лет. Аль-Кади и др. (1997) [70] выполнили экспериментальную программу по изучению влияния загрязнения портландцементного бетона (ПКС) хлоридами на его комплексную диэлектрическую проницаемость в диапазоне низких радиочастот (РЧ) (0,1–40,1 МГц). Класси и др. (1997) [71] изучили тест для определения абсорбционной и сорбционной способности бетона покрытия и смоделировали их уравнением капиллярного всасывания и проницаемости.Проведенные тесты: испытание на начальное поверхностное впитывание (ISAT), испытание на впитывание Covercrete (CAT) и испытание на сорбционную способность. Блайт и Лампахер (1995) [72] описали результаты исследования по использованию теста на абсорбцию Covercrete (CAT) в качестве метода на месте для оценки свойств проникновения бетона вблизи поверхности.
3. Доступные методы неразрушающего контроля для оценки железобетонных конструкций
Методы неразрушающего контроля для оценки бетонных конструкций были классифицированы многими исследователями на основе основного принципа.McCann и Forde (2001) [4] описали пять типов методов неразрушающего контроля: звуковые/ультразвуковые, электромагнитные, электрические, инфракрасная термография и радиография. Ренс и др. (1997) [1] обсудили пять различных типов методов неразрушающего контроля: акустическую эмиссию, термические методы, ультразвуковые методы, магнитные методы и вибрационный анализ. Майерхофер и др. (2010) [73] обсуждали механизмы износа железобетонных конструкций при использовании стандартных методов испытаний, таких как микроскопическое исследование бетона, определение содержания хлоридов.Майерхофер и др. (2010) [74] обсудили планирование и внедрение методов неразрушающего контроля для мониторинга состояния конструкций и рассмотрели несколько методов, включая беспроводной мониторинг, электромагнитные и акустические волны, утечку магнитного потока, удельное электрическое сопротивление и измерение скорости коррозии. Успешное использование методов неразрушающего контроля требует хорошего знания принципов, преимуществ и ограничений методов. Различные методы неразрушающего контроля и измеряемые им параметры представлены в таблице 1.нет.
Принято несколько национальных и международных сводов правил, включающих методы неразрушающего контроля: Перечень испытаний и различные нормы, допускающие методы испытаний, показаны в таблице 2.
5. Обсуждение
Метод неразрушающего контроля дает косвенные результаты, которые могут быть связаны с различными свойствами бетонных конструкций.В последние несколько десятилетий методы неразрушающего контроля были усовершенствованы от молотка с отскоком до новых сложных методов, основанных на распространении волн в бетоне. С развитием программных технологий и небольших компьютеров с батарейным питанием методы неразрушающего контроля становятся популярными среди исследователей и инженеров для быстрой оценки и интерпретации результатов. В будущем методы неразрушающего контроля могут быть полезны для различных целей, таких как определение уровней износа и моделирование срока службы конструкций, получение подробной информации о свойствах материалов и разработка методов объединения результатов различных методов неразрушающего контроля для лучшей оценки состояния бетона. структуры.
Для лучшей оценки теперь требуется сочетание нескольких методов оценки конструкций. Обычно инженер по неразрушающему контролю использует один метод для оценки параметра, но иногда для лучшей оценки требуется сочетание нескольких методов. Таким образом, чтобы использовать и комбинировать различные методы, от инженеров требуется знание принципов, преимуществ и ограничений различных доступных методов. Потребовалось сочетание нескольких методов для усиления результатов друг друга.Несколько свойств структур могут влиять на одно и то же измерение, и трудно отличить влияние каждого свойства на измерение. Основываясь на опыте и знаниях, можно выбрать лучшую комбинацию методов неразрушающего контроля для диагностики бетонных конструкций.
Методы неразрушающего контроля проверяют или измеряют без какого-либо вреда конструкции; при испытаниях не требуется повреждения образцов. Его можно применять для эксплуатационного контроля, и это главное преимущество методов неразрушающего контроля, и они способны обнаруживать дефекты и дефекты на ранней стадии.С помощью методов неразрушающего контроля можно очень точно оценить степень дефекта, а в сочетании с лабораторными испытаниями они дают хорошие результаты. Также они способны непрерывно контролировать конструкции.
Результаты неразрушающего контроля являются комплексными и содержат подробную информацию об испытанном бетоне. Инженерам было трудно понять результаты неразрушающего контроля, поэтому для обращения с оборудованием для неразрушающего контроля и для интерпретации результатов требуются знания и опыт. Иногда результаты неудовлетворительны из-за неправильного выбора метода или оборудования, поэтому обучение использованию НК является обязательным.Если предполагаемое физическое состояние конструкции отличается от реального состояния, то результаты и их интерпретация не соответствуют ожидаемым.
6. Выводы
Были обсуждены различные методы неразрушающего контроля, основанные на различных принципах, со своими достоинствами и ограничениями. Было признано, что неразрушающий контроль играет важную роль в оценке состояния существующих конструкций, и возникла острая необходимость в разработке стандартов для выполнения методов неразрушающего контроля и интерпретации результатов неразрушающего контроля.