Форсаж дуги при сварке электродами
Иногда при проведении сварочного процесса, особенно если его производит малоопытный сварщик, происходит «прилипание» электрода к изделию. Так как происходит случайное отделение от него капли металла. В результате чего резко сокращается длина рабочей дуги, провоцирующее прерывание процесса сварки. Чтобы по максиму исключить такую ситуацию, многие производители сварочного оборудования свои аппараты оснастили функцией «Arc force».
Что это такое – форсаж дуги
Когда капля металла случайно отделится от электрода, вызывая его «прилипание» к свариваемому изделию, сварочный агрегат на очень короткий отрезок времени автоматически увеличивает величину рабочего тока. Как бы производиться форсирование дуги, снижающее в процессе проведения сварочной работы вероятность «залипания» электрода.
Такая автоматическая регулировка «форсирования рабочей дуги» предоставляет возможность изменять один из ее параметров – «жесткость». В результате устанавливается более «мягкая» дуга, обеспечивающая минимальное разбрызгивание во время мелкокапельного переноса.
Другой вариант форсирование рабочего режима – обеспечивается проплавление шва свариваемого стыка на большую глубину.
Особенности процесса «форсажа»
Если во время сварочного процесса по какой-то причине рабочая дуга полностью гаснет либо «рвется», то сварочный аппарат автоматически увеличивает сварочный ток. Например, вы производите сварку при 150 Амперах. Вдруг дуга резко обрывается. В этот момент сварочный инвертор накидывает, к установленному рабочему току, еще дополнительно определенное количество ампер. Таким образом, он старается сохранить рабочее состояние сварочной дуги.
Эта функция чем-то напоминает «горячий старт». Только разница в том, что рабочий ток увеличивается не при касании электродом свариваемой металлической поверхности, а в случае вероятности обрыва рабочей дуги, вызванный его «залипанием».
В большинстве сварочных аппаратов, особенно отечественного производства, включение функции «форсаж» обеспечивается в автоматическом режиме.
Применение режима «Arc force»
Наибольшую пользу этой функции ощущают сварщики во время жесткого соединения труб с использованием электродов с основным технологическим покрытием. В основном такой процесс осуществляется с применением короткой дуги. В результате электрод практически «входит» в свариваемый металл.
В основном такой процесс осуществляется с применением короткой дуги. В результате электрод практически «входит» в свариваемый металл.
А если наступает момент накладывания потолочного шва, то в этом положении часто начинается «залипание» электрода. И успешно продолжить сварочный процесс эффективно помогает режим «форсаж».
Напряжение холостого хода, arc force, форсаж дуги. — Ручная дуговая сварка — ММA
и так начнем с того что все то меня заинтриговало как влияет хх в рдс и плавно перетекло в кучу инфы=)
так же скажу что форсаж дуги или arcforce — это не антиприлипание электрода, вернее скорей как уже вытекающий результат, главная функция это жесткость (дросселирование индукция называйте как хотите)
проще наверно было видео запилить но не умею я (есть у нас ютюберы, сделайте а=) ), да и откорректировать можно или пояснить моменты.
вопрос с к админам можно будет изменять первый пост? так как все дописывать буду.
начну с маркировок электродов
ГОСТ: Э46-МР3С -Ф-УД на территории бывшего СССР
Е 431(3) -РЦ13
ISO: E433R11 международный
EN: E38AR12 европа (великобритания)
AWS: E6013 американский (популярный щас)
DIN: E380RC11 немецкий стандарт
а это так поржать, посмотрите как они марку «мр3с» расшифровывают и другие электроды
во всех есть сходство кстати и в современном мире надо уметь читать их.
так вот опытные сварщики знают что Ф5 и более варят только в нижнем и лодочку, и стандартной маркировке это указано цифрой, но рисунки со стрелками говорят о всех кроме сверху вниз=)
в госте нас интересует цифра красного цвета. в остальных, кроме AWS, последняя цифра. у амереканце там сложнее. комбинация двух цифр указывает на тип, толщину и вид электродов по роду и полярности сварочного тока.
смотрим циферки и видим ток постоянный обратной полярности (для любителей кабель перекинуть) или переменный 50 вольт + — 5 вольт
дальше больше. хх должен быть не меньше 50 вольт
для постоянки играет роль только 50 вольт, а вот для переменке эти +-5 вольт. для корректировки жесткости дуги, так как ток имеет синусоиду и постоянно пересекает нулевую отметку. в постоянке этого нет там есть форсаж дуги=) но многие скажут что нет сварочных трансформаторов с регулировкой вольтажа. есть но у нас не нашел, а у амерекосов-трубачей (многие любят именно эту модель) есть=)
теперь как пользоваться этим форсажем. конкретных настроек для него нет и не может быть. они индивидуальны. разделим электроды на управляемые и неуправляемые.
конкретных настроек для него нет и не может быть. они индивидуальны. разделим электроды на управляемые и неуправляемые.
пример 1
у вас инвертор с регулировкой форсажа. варим трубу не поворот. электроды рутил или рутил-целлюлоз. в основном варят с отрывом. но можно без, для этого форсаж в минус и ток допустим для ok46.00 Ф3 я ставил 60-70 ампер. ванна держится а если вплюс то прям сопли вытекаю.
пример 2 у вас инвертор с регулировкой форсажа электроды также ток такой же, но угловое нижнее бывает шлак натекает на ванну и поры шлак в шве… можно добавить ампераж, но тогда чешуя шва будет грубее.
пример 3
у вас инвертор с регулировкой форсажа но электроды озл-8. варите и у вас на малых токах дугу как бы забивает металлом электрода (он тягучей) и переносится крупными каплями, форсаж в плюс до того момента пока не начнет разбивать эти капли в столбе дуги.
пример 4
у вас инвертор с регулировкой форсажа электроды озч-4 на них шлак перенаправляет дугу. и она не горит куда надо опять форсаж в плюс.
и она не горит куда надо опять форсаж в плюс.
кстати про горячий старт вспомнил он нужен не для провара (опять это как второстипенная функция) начала шва, а для исключения порообразования. а именно с основным покрытием. когда варят неповорот трубу то тока занижают 10-15% что не есть хорошо для горения обмазки. толи полевой шпак толи что то еще должно в электрическом столбе разлагаться на ионы и они там удаляют водород из шва…. но это химия и про нее я мало что нашел=)
плюсы минусы переменки постоянки
переменка нет магнитного дутья, регулировка частоты и формы волны. одинаковое тепловложение (баланс) на изделие и электрод, что есть лучше в разных пространственных положениях
постоянка возможность сварки основным покрытием, без добавок как у нас (за бугром не любят его, не умеют наверно=) ). что есть положительно к удалению водорода и сварки холодоустойчивых сталей.
но если к переменке приделать цифровое управление то получается она более тонкая настройка. на ней баланс можно менять, форму волны менять, частоту менять, временный баланс менять, пульс еще приделать можно=)
на ней баланс можно менять, форму волны менять, частоту менять, временный баланс менять, пульс еще приделать можно=)
пример 5
у вас инвертор с регулировкой форсажа плюс электроды рутил-целлюлоз или целлюлоз, форсаж в плюс чтобы при сварки сверху вниз разносил шлак и он не затекал на дугу
если разбираться в расшифровке электродов, то как многие привыкли принимать, марка электродов что есть «мр3» «уони» и т.д. не является показателем вольтамперной характеристикой и типом покрытия, а так же типом электрода (прочностным качествам) расписывать не буду более подробно можно почитать, сравнить и найти различия тут
пример 6
всеми известные МР3 они есть МР3С, МР3Р покрытие меняется.
пример 7
уони 13/55 уонии 13/55 и такие жу с пристакой У, К и Р. типы разные (прочностные свойства)
пример 8
чем отличаются МР3 (стандартный рутил) от УОНИ 13/45. вроде бы не чем кроме обмазки, типы одинаковые (прочностные свойства) оба э46. но есть такая вещь как группа индексов Е 41 2(4) — Б 20
так вот циферка 4 в уони и 3 в мр3. а означает она гарантированные прочностные свойства при -40 (для уони) и -20 для Мр
а означает она гарантированные прочностные свойства при -40 (для уони) и -20 для Мр
так что кто на севере не варите металлоконструкции, мр в Краснодаре можно=) и отсюда ответ почему в жкх можно мр а в газопроводе нет. так как где вода там полюбому плюс
чуть позже (завтра наверно) разберу свою помойку в голове и наверно дополню. если кому что не понятно или есть вопросы. спрашивайте=) мне так проще с ориентироватся будет про что написать
Сообщение отредактировал psi: 16 Май 2017 19:41
Стоит ли платить за дополнительные функции на сварочном инверторе?,
Сегодня почти любой сварочный инвертор может похвастаться функциями: Arc Force, Antistick, Hot Start, VRD. Но не любой сварщик или продавец может объяснить простым языком, что это такое и стоит ли за это переплачивать. Наша статья ответит на вопросы максимально просто. Время чтения не более 5 мин.
Зачем нужен Форсаж дуги (Arc Force )
Делаешь шов, и вдруг электрод электрод прилипает к металлу или сварочная дуга ревется, сварочный процесс прерывается. Если на сварочнике есть функция Форсаж дуги (Arc Force ) — то в момент прилипания или угасания дуги инвертор автоматически увеличит сварочный ток, и остановки не произойдёт. Увеличение тока происходит плавно и также автоматически ток уменьшается до заданных размеров.
Если на сварочнике есть функция Форсаж дуги (Arc Force ) — то в момент прилипания или угасания дуги инвертор автоматически увеличит сварочный ток, и остановки не произойдёт. Увеличение тока происходит плавно и также автоматически ток уменьшается до заданных размеров.
Функция нужна:
- При накладывании потолочного шва.
- При работе с электродами с целлюлозным или основным покрытием.
- При малом опыте сварочных работ
Зачем нужна функция Antistick — Антизалипание
Антизалипание — защитная функция инвертора которая срабатывает когда электрод все таки «залип» и вам не помог Форсаж дуги (Arc Force). В этот момент инвертор уже не поднимает ток, а уменьшает его до минимальных размеров, например до 1 А или даже может полностью отключить аппарат. После того как сработала функция Antistick электрод очень легко отделить от свариваемой детали. Дальше сварочник автоматически вернется к установленному значению силы тока.
Функция нужна:
- Когда бросил держак, а он замкнул с металлом, Antistick сработал и сварочник не сгорел
- Не умеешь варить, «прилепил» электрод , несмотря даже на форсаж дуги. Antistick сработал и электрод не нагрелся до красна, не осыпался и не вышел из строя электрододержатель.
Зачем нужна функция Hot Start – горячий старт
Hot Start – горячий старт помогает уверенно зажигать дугу. Во время начала сварки инвертор автоматически добавит силу тока и автоматически сбавит после розжига. Время срабатывания от 0,5 сек до 3 сек. Благодаря этому произойдет быстрый нагрев торца электрода, и варить будет легко.
Функция нужна:
- При малом опыте сварочных работ.
- При плохом качестве электродов.
- При сварке ржавого металла.
Зачем нужна функция VRD
Функция VRD — снижает напряжение сварочника до 12-24 вольт в моменты когда вы не варите, т.е когда сварочная цепь разомкнута, электрод не соприкасается с свариваемой деталью . Стали варить, в момент касания электродом сварочной детали, аппарат за доли секунды вернет рабочее напряжение требуемое для сварочных работ.
Стали варить, в момент касания электродом сварочной детали, аппарат за доли секунды вернет рабочее напряжение требуемое для сварочных работ.
Функция нужна:
- При работе в условиях повышенной влажности, например шахты, судоверфи.
- При работе в стесненных условиях.
- Т.е там где должна быть повышенная техника безопасности.
Как проверить наличие функций на сварочнике?
- Форсаж дуги (Arc Force ) и Hot Start к сожалению можно проверить только в лабораторных условиях.
- Наличие VRD легко проверить вольтметром. Включите аппарат и приложите вольтметр к разъему массы и держака. На холостом ходу значение не должно превышать 24 вольт.
- Наличие функции Antistick проверяется электродом. Замкните электрод на свариваемую деталь и при наличии «Антизалипания» — электрод не должен нагреться до красна, а сварочник должен уменьшить силу тока или отключится.
СВАРОЧНЫЕ ИНВЕРТОРА МОЖНО ПОСМОТРЕТЬ ПО ЭТОЙ ССЫЛКЕ
Hotstart (Горячий старт), Arcforce (Форсаж дуги), Antistick (Антиприлипание) — что это за термины?
Что такое «горячий старт»?
Горячий старт, хот-старт или Hotstart – это дополнительный наброс сварочного тока в момент касания заготовки электродом. К примеру, если у нас выставлен сварочный ток – 150 Ампер, то в момент касания и поджига электрода, если в сварочном инверторе реализована функция «горячего старта», сварочный ток должен кратковременно увеличиться на определенную величину.
К примеру, если у нас выставлен сварочный ток – 150 Ампер, то в момент касания и поджига электрода, если в сварочном инверторе реализована функция «горячего старта», сварочный ток должен кратковременно увеличиться на определенную величину.У разных производителей эта величина может отличаться: 5, 10, 15, 30,….100% от выставленного сварочного тока.
У некоторых сварочных инверторов величина тока горячего старта имеет фиксированную величину и не поддается регулировке, иногда ее можно просто отключить (это имеет смысл при сварке тонких металлов во избежание прожигов), есть инверторы, в которых «горячий старт» можно плавно регулировать от 0 до 100%.
Для чего нужен «горячий старт»?
Если по-простому, Hotstart помогает в поджиге плохих электродов, при сварке ржавого металла, при плохом напряжении в сети и во многих других случаях. Лучше всего, когда в сварочном инверторе есть регулируемый горячий старт, и вы сами сможете настроить его в зависимости от потребностей.Что такое «форсаж дуги».
 Для чего он нужен? Форсаж дуги, арк-форс, Arcforce или Arcforsing – если в инструкции к сварочному аппарату заявлено, что есть эта функция, то это значит, что в процессе сварки, когда сварочная дуга по каким-либо причинам «рвется» и гаснет, происходит дополнительный наброс сварочного тока.
Для чего он нужен? Форсаж дуги, арк-форс, Arcforce или Arcforsing – если в инструкции к сварочному аппарату заявлено, что есть эта функция, то это значит, что в процессе сварки, когда сварочная дуга по каким-либо причинам «рвется» и гаснет, происходит дополнительный наброс сварочного тока.К примеру, если у нас выставлен сварочный ток – 150 Ампер, то при обрыве дуги сварочный инвертор накидывает к этим 150-ти амперам еще дополнительные, чтобы не дать погаснуть сварочной дуге.
Работа Arcforce (арк-форса) очень похожа на работу «горячего старта», только увеличение сварочного тока происходит не в момент касания электродом металла, а в процессе сварки, когда есть вероятность обрыва сварочной дуги.
В некоторых сварочных инверторах эта функция работает автоматически и не поддается регулировке. Лучше всего, когда «форсаж дуги» можно регулировать, устанавливая то значение, с которым нам комфортно производить сварочные работы.
Что такое «антиприлипание». Для чего нужна эта функция?
Вопреки распространенному мнению о том, что функция антиприлипание или анти-стик, Antistick, препятствует залипанию электрода во время сварки – это не так. Залипанию электрода препятствует как раз функция Arcforce (арк-форс), о ней мы говорили выше.
Залипанию электрода препятствует как раз функция Arcforce (арк-форс), о ней мы говорили выше.Когда происходит залипание (прикипание) электрода к металлу, то через электрод начинает проходить сварочный ток гораздо больше номинального (т. е. практически возникает режим «короткого замыкания»), в результате электрод раскаляется, и его потом невозможно оторвать от заготовки, а о дальнейшей сварке этим электродом не может идти и речь, т.к. вся обмазка с него осыпается.
Популярные сварочные аппараты нашего магазина:
Если в сварочном аппарате реализована опция «Антизалипание», то когда электрод «залипает», сварочный ток и напряжение сбрасывается до «0» и электрод легко можно оторвать от заготовки и с комфортом продолжать сварочные работы, используя этот же электрод. В некоторых сварочных аппаратах «антизалипанием» можно управлять, регулируя его по времени или вообще отключая.
Горячий старт (HOT START), Форсаж дуги (ARC FORCE), Антизалипание (ANTI STICK)
Большинство сварочных инверторов для ручной дуговой сварки покрытыми электродами имеют функции (опции):
- Горячий старт (HOT START)
- Форсаж дуги (ARC FORCE)
- Антизалипание (ANTI STICK)
Горячий старт (HOT START)
Обеспечивает легкое возбуждение дуги.
Функция сварочного инвертора, обеспечивающая увеличение сварочного тока в момент касания электродом детали (момент поджига дуги). Условно, если установлен сварочный ток 120 А, то в момент поджига дуги происходит кратковременное увеличение сварочного тока на определенную величину от выставленного (120 А +).
Функция «Горячий старт» может быть регулируемая и фиксированная, в зависимости от конструкции инвертора.
Фиксированная функция может быть включена и отключена, значение увеличения сварочного тока в режиме «включено» предустановлено производителем.
Регулируемая функция позволяет плавно регулировать увеличение тока «Горячий старт» ( к установленному).
Включать опцию «Горячий старт» целесообразно:
- при сварке деталей с остатками ржавчины или краски;
- при использовании не качественных электродов;
- при низком напряжении питающей сети.


Отключаемую опцию «Горячий старт» имеют инверторы: «ФОРСАЖ-200М», «ТЕРМИТ ВДИ-180ПРО», «ТЕРМИТ ВДИ-200ПРО».
Регулируемую функцию «Горячий старт» имеют инверторы: «ТЕРМИТ ВДИ-225ПРОФИ».
Форсаж дуги (ARC FORCE)
Снижает вероятность «залипания» сварочного электрода в процессе сварки, увеличивает проплавление.
Функция обеспечивает, на короткой дуге, увеличение сварочного тока на величину, предустановленную производителем или установленную самостоятельно (если конструкция инвертора имеет регулировку функции «форсаж дуги»).
Регулировкой «Форсаж дуги» можно изменять параметр «жесткость дуги». Увеличивая параметр, можно получить глубокое проплавление основного металла, повышенное давление дуги, уменьшая параметр — можно добиться более «мягкой дуги», которая обеспечит малое разбрызгивание при мелкокапельном переносе.
Отключаемую опцию «Форсаж дуги» имеют инверторы: «ТЕРМИТ ВДИ-180ПРО», «ТЕРМИТ ВДИ-200ПРО»
Регулируемую функцию «Форсаж дуги» имеют инверторы: «ТЕРМИТ ВДИ-225ПРОФИ», «Ресанта САИ-160ПН, САИ-190ПН, САИ-220ПН», «FoxWeld Мастер 202»,
«FoxWeld Мастер 250».
Антизалипание (ANTI STICK)
Снижает вероятность «залипания» электрода на изделии при поджиге дуги.
Функция «Антизалипание» обеспечивает автоматическое отключение инвертора, либо максимальное снижение сварочного тока, при залипании электрода в процессе зажигания сварочной дуги.
В большинстве источников питания эта функция фиксированная, не подлежит регулировке и отключению.
Что такое форсаж дуги на сварочном инверторе
Что такое сварочный инвертор, Горячий старт, Форсаж дуги или Антиприлипание?
Что такое сварочный инвертор?
Инвертор – ( от латинского inverto – переворачиваю, изменяю) — это устройство для преобразования постоянного тока в переменный. Выполняется на электронных, газоразрядных или полупроводниковых приборах, обладающих свойствами вентиля.
Инвертор в сварочном аппарате необходим для того, чтобы повысить частоту тока с целью уменьшения габаритно-массовых характеристик силового трансформатора, а также для повышения управляемости выходными характеристиками устройства.
Сварочный инвертор структурно состоит из выпрямителя сетевого напряжения, сглаживающего фильтра, непосредственно инвертора с системой управления, высокочастотного силового трансформатора, выходного выпрямителя и выходного фильтра.
В обычном сварочном трансформаторе (без инвертора) ток в его первичной обмотке, а следовательно и в сетевых проводах, жестко связан через коэффициент трансформации с током во вторичной обмотке. Например, в сварочном трансформаторе с напряжением холостого хода в 60 вольт, при токе во вторичной обмотке в 200Ампер, ток в его первичной обмотке будет равен 54,5Ампер без учета тока холостого хода. Следовательно, если этот трансформатор будет подключен к бытовой сети, такой же ток будет протекать и по сетевым проводам, разогревая их и оплавляя вилку с розеткой. Именно поэтому, при выполнении сварочных работ обычным трансформатором от бытовой сети, наблюдаются резкие провалы и броски напряжения в этой сети, которые могут привести к выходу из строя других подключенных потребителей.
В инверторе, в отношении токов в обмотках, действуют те же законы, но контуры протекания этих токов существенно отличаются, а именно, ток в первичной обмотке силового трансформатора течет из емкостного накопительного фильтра, а при наличии реактивных токов (в режимах близких к короткому замыканию) в него же и возвращается. Таким образом, в инверторе осуществляется циркуляция энергии из емкостного накопителя в силовой трансформатор и обратно при индуктивном характере нагрузки. Из сети при этом инверторный сварочный аппарат потребляет только такую мощность, которая израсходовалась и выделилась в виде тепла в дуге и ушла на незначительные потери в проводах и других элементах. Следовательно, максимальный потребляемый ток из сети инвертором происходит при максимальной длине дуги, а у трансформаторного сварочного аппарата в режиме короткого замыкания и режимах близких к нему. Поэтому инвертор не перегружает сеть и является таким же потребителем энергии, как и обычная нагрузка. Из-за низкого потребляемого из сети тока инверторы, по отношению к другим потребителям подключенным в эту же сеть, являются устройствами «невидимыми», не влияющими существенно на саму сеть и следовательно на других потребителей.
При выборе сварочного инвертора первым делом необходимо обращать внимание на:
1. мощность аппарата — максимальный сварочный ток, при котором будет работать инвертор, от величины которого зависит каким максимальным диаметром электрода можно производит сварочные работы. Не мало важно знать какой минимальный сварочный ток для работы с тонким металлом.
2. Другая основная ПВ — время, в течении которого инвертор сможет работать, не отключаясь, на максимальном токе или более верное название Продолжительность нагрузки – это отношение времени, в течение которого сварочным аппаратом можно варить, ко времени за которое он должен охлаждаться, для пятиминутного цикла работы штучными электродами и для десятиминутного цикла работы в режиме полуавтоматической сварки.
Например, продолжительность нагрузки – 60%. Это значит, что сварочный аппарат может 60% времени варить и 40% должен охлаждаться в течение каждого пятиминутного цикла, т.е. соответственно, для вышеуказанных цифр 3 минуты можно варить и 2 минуты сварочный аппарат должен охлаждаться, затем снова 3 минуты можно варить и 2 – охлаждаться и т.д.
Это значит, что сварочный аппарат может 60% времени варить и 40% должен охлаждаться в течение каждого пятиминутного цикла, т.е. соответственно, для вышеуказанных цифр 3 минуты можно варить и 2 минуты сварочный аппарат должен охлаждаться, затем снова 3 минуты можно варить и 2 – охлаждаться и т.д.
3.Размер и вес аппарата не играет первостепенную роль но так же важен если необходима мобильность и частые перемещения.
В современных сварочных инверторах присутствую следующие функции: «горячий старт», «форсаж дуги», «антиприлипание». Не во всех они есть и тем более все сразу, если в двух словах, то:
Горячий старт или Hotstart – это все одни и те же понятия. Что это за опция? Если описать в двух словах, то это дополнительный наброс сварочного тока в момент касания заготовки электродом. К примеру, если у нас выставлен сварочный ток – 150 Ампер, то в момент касания и поджига электрода, если в сварочном инверторе реализована функция «горячего старта», сварочный ток должен кратковременно увеличиться на определенную величину. У разных производителей эта величина может отличаться: 5, 10, 15, 30,….100% от выставленного сварочного тока. У некоторых сварочных инверторов величина тока горячего старта имеет фиксированную величину и не поддается регулировке, иногда ее можно просто отключить (это имеет смысл при сварке тонких металлов во избежание прожигов), есть инверторы, в которых «горячий старт» можно плавно регулировать от 0 до 100%.
У разных производителей эта величина может отличаться: 5, 10, 15, 30,….100% от выставленного сварочного тока. У некоторых сварочных инверторов величина тока горячего старта имеет фиксированную величину и не поддается регулировке, иногда ее можно просто отключить (это имеет смысл при сварке тонких металлов во избежание прожигов), есть инверторы, в которых «горячий старт» можно плавно регулировать от 0 до 100%.
Для чего нужен «горячий старт»? — Если по-простому, Hotstart помогает в поджиге плохих электродов, при сварке ржавого металла, при плохом напряжении в сети и во многих других случаях. Лучше всего, когда в сварочном инверторе есть регулируемый горячий старт, и вы сами сможете настроить его в зависимости от потребностей.
Форсаж дуги или Arcforce – это тоже тождественные понятия. Если в инструкции к сварочному аппарату заявлено, что есть эта функция, то это значит, что в процессе сварки, когда сварочная дуга по каким-либо причинам «рвется» и гаснет, происходит дополнительный наброс сварочного тока. К примеру, если у нас выставлен сварочный ток – 150 Ампер, то при обрыве дуги сварочный инвертор накидывает к этим 150-ти амперам еще дополнительные, чтобы не дать погаснуть сварочной дуге. Работа Arcforce (арк-форса) очень похожа на работу «горячего старта», только увеличение сварочного тока происходит не в момент касания электродом металла, а в процессе сварки, когда есть вероятность обрыва сварочной дуги. В некоторых сварочных инверторах эта функция работает автоматически и не поддается регулировке. Лучше всего, когда «форсаж дуги» можно регулировать, устанавливая то значение, с которым нам комфортно производить сварочные работы.
К примеру, если у нас выставлен сварочный ток – 150 Ампер, то при обрыве дуги сварочный инвертор накидывает к этим 150-ти амперам еще дополнительные, чтобы не дать погаснуть сварочной дуге. Работа Arcforce (арк-форса) очень похожа на работу «горячего старта», только увеличение сварочного тока происходит не в момент касания электродом металла, а в процессе сварки, когда есть вероятность обрыва сварочной дуги. В некоторых сварочных инверторах эта функция работает автоматически и не поддается регулировке. Лучше всего, когда «форсаж дуги» можно регулировать, устанавливая то значение, с которым нам комфортно производить сварочные работы.
Антиприлипание — когда происходит залипание (прикипание) электрода к металлу, то через электрод начинает проходить сварочный ток гораздо больше номинального (т. е. практически возникает режим «короткого замыкания»), в результате электрод раскаляется, и его потом невозможно оторвать от заготовки, а о дальнейшей сварке этим электродом не может идти и речь, т. к. вся обмазка с него осыпается. Если в сварочном аппарате реализована опция «Антизалипание», то когда электрод «залипает», сварочный ток и напряжение сбрасывается до «0» и электрод легко можно оторвать от заготовки и с комфортом продолжать сварочные работы, используя этот же электрод. В некоторых сварочных аппаратах «антизалипанием» можно управлять, регулируя его по времени или вообще отключая.
к. вся обмазка с него осыпается. Если в сварочном аппарате реализована опция «Антизалипание», то когда электрод «залипает», сварочный ток и напряжение сбрасывается до «0» и электрод легко можно оторвать от заготовки и с комфортом продолжать сварочные работы, используя этот же электрод. В некоторых сварочных аппаратах «антизалипанием» можно управлять, регулируя его по времени или вообще отключая.
Чтобы перейти на страницу нашего магазин нажмите на ссылку: Сварочные аппараты
Форсаж дуги ARC FORCE
Если рассмотреть процесс сварки, то можно увидеть, как в момент отделение капли электродного металла от электрода, резко сокращается, длинна дуги, и в этот промежуток времени электрод может привариться к основному металлу — залипнуть. Сварочные инвертора, оснащённые функцией ARC FORCE , сам автоматически производит форсирование дуги увеличивая величину сварочного тока А, что снижает вероятность залипания электрода в процессе сварки. Регулировка потенциометром форсаж дуги позволяет менять такой параметр, как жёсткость дуги . Этим можно добиться эффекта мягкой дуги , которая обеспечит малое разбрызгивание при мелкокапельном переносе, либо, увеличив форсирование, получив глубокое проплавление основного металла.
Этим можно добиться эффекта мягкой дуги , которая обеспечит малое разбрызгивание при мелкокапельном переносе, либо, увеличив форсирование, получив глубокое проплавление основного металла.
Форсаж дуги (Arc force)
Members 854 сообщений- Город: Пермь
- Имя: Сергей
7-ой разряд
Members 310 сообщений- Город: Украина
Очевидно имеет место новый маркетинговый термин, типа керамидов цемента в шампуне. Я думаю, что суть — сварка на форсированных режимах (большой ток и высокая скорость), когда дуга за счет высокого давления отттесняет пленку жидкого металла в головную или хвостовую часть сварной ванны. Дно ванны обнажается и глубина проплавления увеличивается. Аналог — сварка погруженной (или полупогруженной) дугой. Преимущества: увеличение проплавления, уменьшение перегрева основного металла и уменьшение разбрызгивания. Остальное, скорее всего рекламная мишура. А может быть действительно узкоспециализированное оборудование, заточенное на работу в форсированном режиме. Скорее всего те же режимы можно осуществить и на другом оборудовании, просто, может быть менее удобно.
Скорее всего те же режимы можно осуществить и на другом оборудовании, просто, может быть менее удобно.
Дуговая сварка. Сварка штучным электродом (ММА). Какой сварочный инвертор купить?
Обзор инверторов Профи ARC 200 и Профи ARC 250.
Малогабаритный сварочный инвертор Профи (Rilon) монтажного класса предназначен для ручной дуговой сварки штучным электродом на постоянном токе. Рекомендуется для профессионального применения. Инвертор сварочный Профи (Rilon ) широко применяется для сварки углеродистых, низколегированных и нержавеющих сталей.
Сварочные аппараты предназначены для монтажных работ на объектах различного назначения, ремонтных работ (службы ЖКХ, аварийно-ремонтные бригады), производства сварных металлических изделий (фермы, балки, опоры, колонны, заборы, ограждения, ворота, лестницы, перила), частного хозяйства (гараж, дача).
Рассмотрим на примере два сварочных инвертора Профи ARC 200 и Профи ARC 250.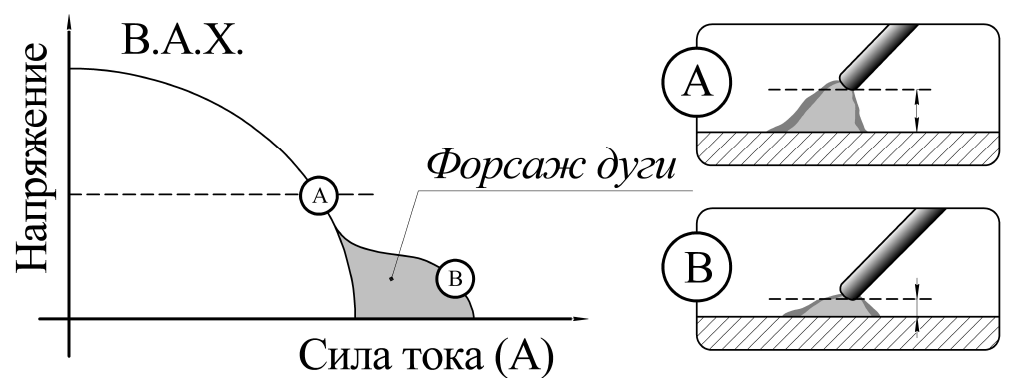 а именно устройство и особенности передней панели этих аппаратов.
а именно устройство и особенности передней панели этих аппаратов.
Для облегчения настройки сварочного тока передняя панель оснащена цифровым дисплеем, на котором при вращении потенциометра сварочного тока отображается величина сварочного тока. Вокруг потенциометра сварочного тока нанесена шкала с обозначением диаметров электрода. Для начинающих это существенно облегчит настройку сварочного тока под выбранный диаметр электрода. Самостоятельно выбрать электроды сварочные поможет статья Как выбрать электрод для сварки ММА .
Для облегчения рабочего процесса и улучшения качества сварки аппараты имеют вспомогательные функции:
Функция HOT START (
горячий старт )Для обеспечения лучшего поджига дуги в начале сварки, инвертор, оснащенный функцией HOT START , производит автоматическое кратковременное повышение сварочного тока. Это позволяет значительно облегчить начало сварочного процесса.
Функция ARC FORCE (форсирование дуги)
Регулируется потенциометром Форсаж дуги . В процессе сварки происходит отделение капли металла от электрода, что резко сокращает длину дуги, и электрод может привариться к изделию (залипнуть). Инвертор, оснащённый функцией ARC FORCE , производит форсирование дуги, автоматически увеличивая величину сварочного тока на очень короткий промежуток времени, что снижает вероятность залипания электрода в процессе производства работ. Регулировка форсирования дуги позволяет изменять такой параметр, как жёсткость дуги . Этим можно добиться либо более мягкой дуги , которая обеспечит малое разбрызгивание при мелкокапельном переносе, либо, увеличив параметр форсирования, получить глубокое проплавление сварного шва ( жесткая дуга ).
Функция ANTI STICK (анти залипание).
При начале сварки требуется произвести поджиг дуги. Нередко это приводит к залипанию электрода на изделии. Инвертор, оснащенный функцией ANTI STICK , производит автоматическое снижение сварочного тока при залипании электрода. В дальнейшем, после отрыва залипшего электрода, инвертор возобновляет установленные параметры сварки.
Итак, при настройке сварочного тока мы так же можем настроить форсаж дуги . Для стабильной и качественной сварки лучше всего выставлять эти параметры в одинаковые положения. На примере аппаратаПрофи ARC 200: если мы оставим форсаж дуги в спокойном положении, а потенциометр сварочного тока поставим на максимум, то максимальный рабочий диаметр электрода будет 3 мм. таким образом, для корректной работы электродом диаметром 4 и 5 мм нам понадобится подстроить форсаж дуги .
таким образом, для корректной работы электродом диаметром 4 и 5 мм нам понадобится подстроить форсаж дуги .
В инверторах Профи используются кабельные розетки, рассчитанные на величины токов, превосходящие заявленные параметры, что позволяет увеличить срок службы инверторов в целом.
Обратите внимание на комплектацию. Аппараты комплектуются электрододержателем в сборе с трёхметровым сварочным кабелем, кабельной вилкой и клеммой (земля) в сборе с трёхметровым сварочным кабелем и кабельной вилкой.
Профи ARC 200 идёт в двух комплектациях: в алюминиевом кейсе и без кейса. Комплектация с кейсом удобна для переноски и хранения сварочного аппарата.
С ценами на сварочные инверторы вы можете ознакомиться в этом разделе.
Источники:
Сварочный инверторный аппарат работающий при пониженном напряжении Ресанта САИ-220ПН + сварочные краги и электроды в подарок! 65/20, 71/6/20
Сварочный аппарат пониженного напряжения Ресанта САИ-220ПН — передвижная электростанция, вырабатывающая электрический ток для электродуговой сварки или резки металла. Сварочники серии «ПН» отличаются наличием информационного дисплея, эргономичным дизайном, обеспечивающим лучшее охлаждение системы. В САИ ПН добавилась регулируемая функция форсажа дуги «ARCFORCE», которая предназначена для повышения устойчивости сварочной дуги и лучшей текучести металла.
Сварочники серии «ПН» отличаются наличием информационного дисплея, эргономичным дизайном, обеспечивающим лучшее охлаждение системы. В САИ ПН добавилась регулируемая функция форсажа дуги «ARCFORCE», которая предназначена для повышения устойчивости сварочной дуги и лучшей текучести металла.
Функции и принцип работы
Принцип работы инвертора аппарата заключается в преобразовании переменного напряжения сети частотой 50Гц в постоянное напряжение величиной в 400В, которое преобразуется в высокочастотное модулированное напряжение и выпрямляется. «Ресанта» выпускает только инверторные сварочные аппараты, которые оснащены полезными функциями:
- «Горячий старт» (HOT START) — это дополнительный наброс сварочного тока в момент касания заготовки электродами
- «Антизалипание» (ANTI STICK) – это снижение сварочного тока и напряжения для возможностилёгкого отрыва электрода от заготовки и с комфортного продолжения сварочных работ, используя этот же электрод.
- «Форсаж дуги» (ARC FORCE) — регулируемая функция, обеспечивающая равномерное горение дуги путём кратковременного увеличения силы сварочного тока в тот момент, когда по каким-либо причинам дуга начинает ”гаснуть”.

Процесс сварки заключается в следующем: в зону сварки подаётся электрод, между электродом и металлом образуется электрический разряд — «дуга», расплавляется основной металл и электрод (все сварочные аппараты серии САИ работают с электродами с твёрдым покрытием). Для образования электрического разряда и нужен сварочный аппарат. Расплавленный металл сварочной зоны при остывании образует шов. Зона сварки должна быть защищена от неблагоприятных воздействий со стороны воздуха (чтобы металл не «горел»).
Преимущества
- Удлиненный кабель с электрододержателем. Аппараты Ресанта серии ПН комплектуются 3-метровым кабелем с электрододержателем, что позволяет выполнять больший объем работ без перемещения аппарата.
- Цифровой дисплей. Аппараты серии ПН выводят установленное значение сварочного тока на цифровой дисплей, что позволяет более точно устанавливать требуемый сварочный ток.
- Металлический корпус. Обеспечивает надёжную защиту от воздействия внешних факторов.
- Специальная рукоятка для транспортировки, которая позволяет с лёгкостью перемещать сварочный аппарат.
- Петли позволяют крепить ремень, чтобы переносить аппарат на плече.
- Прочное прозрачное стекло защищает цифровой дисплей и регуляторы от случайных механических повреждений.
- Вентиляционная решётка обеспечивает дополнительную вентиляцию.
- Задняя панель с отверстиями для обеспечения отвода воздуха системы принудительной вентиляции.
- Регулятор величины сварочного тока. С помощью регулятора сварочного тока можно выставить нужный ток в зависимости от толщины свариваемой заготовки и диаметра электрода.
- Регулятор форсажа дуги. Для повышения стабильности сварочной дуги и лучшей текучести металла при сварке используется регулировка функции форсажа дуги.
- Индикатор «Перегрев». Индикатор загорается на несколько секунд при включении САИ и при перегревании прибора (в это время аппаратом не получится варить, т.к. плата должна охладиться до нужной температуры)и выключается после его остывания до рабочей температуры.
- Силовые разъёмы для подключения сварочных кабелей дают возможность быстро подключить сварочные кабели и приступить к работе. Надёжное соединение исключает потери тока и нагрев в местах контакта.
- Вместо обычного рокерного выключателя «Сеть» стоит автомат. Он позволяет работать в сетях со слабой проводкой и сетях, не оснащённых защитой.
 Аппараты серии ПН выводят установленное значение сварочного тока на цифровой дисплей, что позволяет более точно устанавливать требуемый сварочный ток.
Аппараты серии ПН выводят установленное значение сварочного тока на цифровой дисплей, что позволяет более точно устанавливать требуемый сварочный ток.
Принцип работы
Заключается в преобразовании переменного напряжения сети частотой 50 Гц в постоянное напряжение величиной в 400 В, которое преобразуется в высокочастотное модулированное напряжение и выпрямляется. Для регулирования сварочного тока используется широтно-импульсная модуляция.
Устройство САИ-220ПН
Изделие выполнено в металлическом корпусе, на пластиковой передней панели которого расположено:
- Регулятор величины сварочного тока. С помощью регулятора сварочного тока можно выставить нужный ток в зависимости от толщины сварного электрода.
- Регулятор форсажа дуги (ARC FORCE).
- Силовые разъемы для подключения сварочных кабелей.
- Цифровой дисплей, отображает выставленный сварочный ток.
- Индикатор «сеть» загорается при включении прибора.
- Индикатор «перегрев» загорается на несколько секунд при включении и при перегреве прибора и выключается после его охлаждения до рабочей температуры.
- Автоматический выключатель, сварочный аппарат Ресанта оснащен автоматом вместо обычного выключателя. Он позволяет работать в сетях со слабой проводкой и сетях, не оснащенных защитой (установлен на задней панели).
 С помощью регулятора сварочного тока можно выставить нужный ток в зависимости от толщины сварного электрода.
С помощью регулятора сварочного тока можно выставить нужный ток в зависимости от толщины сварного электрода.
Регулятор форсажа дуги (ARC FORCE)
Регулируемый форсаж дуги предназначен для повышения устойчивости сварочной дуги и лучшей текучести металла. Осуществляется повышением сварочного тока при уменьшении длины дуги.
Горячий старт (HOT START)
Для обеспечения лучшего поджига дуги в начале сварки, инвертор производит автоматическое повышение сварочного тока. Это позволит значительно облегчить начало сварочного процесса. Благодаря этой функции аппаратом могут работать не только опытные сварщики, но и новички. Эта функция установлена на всех сварочных аппаратах Ресанта.
Антизалипание (ANTI STICK)
При начале сварки требуется произвести поджиг дуги. Нередко это приводит к залипанию электрода на изделии. В этом случае инвертор сам производит автоматическое снижение сварочного тока, и электрод легко отрывается. В дальнейшем, после отрыва залипшего электрода, инвертор возобновляет установленные параметры сварки. Все сварочные аппараты серии САИ оснащены данной функцией.
IGBT
Все без исключения инверторы Ресанта изготовлены на IGBT-транзисторах. Эффект в том, что за счёт них срок использования аппарата увеличивается в 7 раз. Помимо этого уменьшается вес и габариты. У IGBT плата расположена вертикально, пыль на ней не оседает.
Помимо этого уменьшается вес и габариты. У IGBT плата расположена вертикально, пыль на ней не оседает.
|
Диаметр электродов (мм) |
Ток (А) |
|
1,6 |
25-50 |
|
2 |
50-70 |
|
2,5 |
60-90 |
|
3,2 |
90-140 |
|
4 |
130-190 |
|
5 |
160-220 |
|
6 |
200-315 |
ПВ (продолжительность включения)
Смысл параметра «ПВ» таков: это время в течение 10-минутного интервала, которое аппарат способен проработать на указанном токе. Это означает, что 70% от 10-минутного интервала (то есть 7 минут) аппарат может непрерывно варить, не отрывая дуги на указанном токе, а остальные 3 минуты он должен «отдыхать» на холостом ходу, при этом нельзя выключать аппарат из сети, что бы работало принудительное охлаждение (вентилятор).
Это означает, что 70% от 10-минутного интервала (то есть 7 минут) аппарат может непрерывно варить, не отрывая дуги на указанном токе, а остальные 3 минуты он должен «отдыхать» на холостом ходу, при этом нельзя выключать аппарат из сети, что бы работало принудительное охлаждение (вентилятор).
Напряжение холостого хода
Чем выше напряжение холостого хода, тем легче зажечь дугу. У данного инвертора оно равно 80 В, дуга зажигается легко, есть возможность варить цветные металлы.
Кабель держателя и массы длинной 4,5 метра, длина сетевого шнура 1,7 м, длина сварочного аппарата 30 см. Итого 6,5 метров рабочего пространства. При необходимости увеличить удаленность от розетки используйте удлинитель нужного сечения.
Форсаж | SKYbrary Aviation Safety
Описание
Дожигатель (или дожигатель) является дополнительным компонентом некоторых реактивных двигателей, в основном военных сверхзвуковых самолетов. Его цель — обеспечить увеличение тяги, как правило, для сверхзвукового полета, взлета и для боевых ситуаций. Дожигание достигается за счет впрыска дополнительного топлива в реактивную трубу после (т.е. после) турбины. Преимущество форсажа — значительно увеличенная тяга; недостатком является очень высокий расход топлива и неэффективность, хотя это часто считается приемлемым для коротких периодов, в течение которых он обычно используется.
Дожигание достигается за счет впрыска дополнительного топлива в реактивную трубу после (т.е. после) турбины. Преимущество форсажа — значительно увеличенная тяга; недостатком является очень высокий расход топлива и неэффективность, хотя это часто считается приемлемым для коротких периодов, в течение которых он обычно используется.
Как это работает
Тяга реактивного двигателя определяется общим принципом массового расхода. Тяга зависит от двух вещей: скорости выхлопных газов и массы этих газов. Реактивный двигатель может создавать большую тягу либо за счет ускорения газа до более высокой скорости, либо за счет большей массы газа, выходящего из двигателя. Проектирование базового турбореактивного двигателя на основе второго принципа приводит к созданию турбовентиляторного двигателя, который производит более медленный газ, но больше его. Турбовентиляторные двигатели отличаются высокой топливной экономичностью и могут обеспечивать высокую тягу в течение длительных периодов времени, но компромисс конструкции заключается в большом размере по сравнению с выходной мощностью. Чтобы генерировать повышенную мощность с помощью более компактного двигателя в течение коротких периодов времени, двигателю требуется форсажная камера. Форсажная камера увеличивает тягу в первую очередь за счет ускорения выхлопных газов до более высокой скорости. Хотя масса топлива, добавленного к выхлопу, действительно способствует увеличению тяги, этот эффект невелик по сравнению с увеличением скорости выхлопа.
Чтобы генерировать повышенную мощность с помощью более компактного двигателя в течение коротких периодов времени, двигателю требуется форсажная камера. Форсажная камера увеличивает тягу в первую очередь за счет ускорения выхлопных газов до более высокой скорости. Хотя масса топлива, добавленного к выхлопу, действительно способствует увеличению тяги, этот эффект невелик по сравнению с увеличением скорости выхлопа.
Визуальная индикация
Форсажные камеры производят заметное увеличение тяги, а также (как правило) очень большое пламя в задней части двигателя.Это выхлопное пламя может иметь ударные алмазы, которые вызваны ударными волнами, образованными из-за небольшой разницы между давлением окружающей среды и давлением выхлопных газов. Эти дисбалансы вызывают колебания диаметра выхлопной струи на расстоянии и вызывают видимые полосы там, где давление и температура самые высокие.
Статьи по теме
Как работает форсаж?
Реактивный двигатель, как и ракетный двигатель, является реактивным двигателем. Он работает, бросая массу в одном направлении и используя реакцию в противоположном направлении.В случае реактивного двигателя двигатель сжигает топливо (например, керосин) с воздухом из атмосферы. Горящее топливо нагревает и расширяет воздух, и этот горячий воздух выбрасывается из выпускной части двигателя, создавая тягу.
Он работает, бросая массу в одном направлении и используя реакцию в противоположном направлении.В случае реактивного двигателя двигатель сжигает топливо (например, керосин) с воздухом из атмосферы. Горящее топливо нагревает и расширяет воздух, и этот горячий воздух выбрасывается из выпускной части двигателя, создавая тягу.
В большинстве современных реактивных двигателей используется турбина для повышения эффективности двигателя и обеспечения возможности работы двигателя на низких скоростях. Одна часть турбины всасывает воздух и сжимает его перед впрыском топлива. Задняя часть турбины действует как ветряная мельница, извлекая энергию из выхлопных газов и используя энергию для вращения части компрессора.Подробнее см. Как работают реактивные двигатели.
Современный газотурбинный двигатель чрезвычайно эффективен, и в выхлопном потоке по-прежнему много кислорода. Идея форсажной камеры состоит в том, чтобы впрыскивать топливо непосредственно в поток выхлопных газов и сжигать его, используя оставшийся кислород. Это нагревает и расширяет выхлопные газы и может увеличить тягу реактивного двигателя на 50% и более.
Это нагревает и расширяет выхлопные газы и может увеличить тягу реактивного двигателя на 50% и более.
Большим преимуществом форсажной камеры является то, что вы можете значительно увеличить тягу двигателя без увеличения веса или сложности двигателя.Форсажная камера — это не что иное, как набор топливных форсунок, трубка и держатель пламени, в которых сгорает топливо, и регулируемое сопло. Реактивному двигателю с форсажной камерой необходимо регулируемое сопло, чтобы он мог работать как с включенными, так и с выключенными форсажными камерами.
Недостатком форсажной камеры является то, что она потребляет много топлива для производства энергии. Поэтому большинство самолетов экономно используют форсажные камеры. Например, военный самолет будет использовать свои форсажные камеры при взлете с короткой взлетно-посадочной полосы авианосца или во время скоростного маневра в воздушном бою.
На следующих фотографиях, сделанных в Музее авиации и космонавтики Вирджинии, показаны некоторые детали двигателя с форсажной камерой. Этот конкретный двигатель взят от F-4. Вот основная часть двигателя:
Этот конкретный двигатель взят от F-4. Вот основная часть двигателя:
Сюда входят компрессор, камера сгорания и выхлопная турбина. На выпускном конце двигателя вы можете увидеть кольцо форсунок форсажной камеры, как показано здесь:
Вот крупный план одной из форсунок:
К концу двигателя прикреплена трубка и регулируемое сопло, как показано здесь:
Эта трубка имеет длину около 8 футов (2.7 метров). Сам двигатель имеет длину около 12 футов (4 метра).
Вот несколько интересных ссылок:
Основы Afterburner
Основы Afterburner Вернуться на главную страницу Purdue AAE Propulsion. Вернуться на страницу Основы газотурбинного двигателя.Форсаж – способ увеличения тяги реактивного двигателя для короткие промежутки времени для улучшения взлета, набора высоты или боевое исполнение.
Увеличение мощности реактивных турбин может быть достигнуто за счет использования
большего двигателя, но за счет увеличения веса, лобовой площади и
общий расход топлива, форсаж обеспечивает наилучший метод тяги
усиление на короткие промежутки времени.
Топливо в газотурбинном двигателе сгорает в избыточном количестве воздуха, что обеспечивает достаточное количество кислорода для поддержания дальнейшего горения. Потому что таким образом, можно впрыскивать дополнительное топливо для сжигания ниже по потоку турбина, увеличивающая общую тягу реактивного двигателя.
Так как температура на форсаже может достигать 1700 град. С, пламя обычно концентрируется вокруг оси струйной трубы, позволяя части нагнетаемый газ течь вдоль стенки струйной трубы и, следовательно, поддерживать безопасную температуру стен.
Реактивная труба дожигания больше, чем обычная реактивная труба, поэтому
для получения газового потока с пониженной скоростью. Поэтому форсажная струя
труба оснащена либо двухпозиционным, либо регулируемым соплом для
обеспечивают работу в любых условиях. Форсунка откроется или закроется
обеспечить площадь выхода, подходящую для объема газового потока, который
предотвращает любое повышение давления в струйной трубе.
Дожигание достигается на двигателях с малой степенью двухконтурности за счет смешения двухконтурного и турбинные потоки перед впрыском форсажного топлива.С этим, сгорание происходит в смешанном потоке выхлопных газов. Другой метод заключается в впрыскивать топливо и стабилизировать пламя по отдельности в перепускном и потоки турбины, сжигающие имеющиеся газы до общей температуры на выходе на выходе из сопла.
Вернуться на главную страницу Purdue AAE Propulsion. Вернуться на страницу Основы газотурбинного двигателя.
Afterburner — обзор | ScienceDirect Topics
Турбореактивный двигатель с сужающимся соплом работает на 100% мощности при M 0 = 0.9 и высота 11 км. Характеристики двигателя таковы, что КПД компрессора, горелки и турбины можно принять равными 0,85, 0,96 и 0,90 соответственно. Восстановление давления на входе можно принять за стандарт MIL-E-5008B. Массовый расход, захваченный на входе, составляет 29,17 кг/с, а теплотворная способность топлива составляет 44 МДж/кг. Соотношение давления компрессора P T T , 3 / P T , 2 = 18, потеря давления сгорания ( P T , 3 — P T ,4 ) = 0.02 p t ,3 , а температура на входе в турбину T t ,4 = 1330К. Рассчитайте характеристики потока на каждом участке двигателя, полную тягу и чистую тягу.
Соотношение давления компрессора P T T , 3 / P T , 2 = 18, потеря давления сгорания ( P T , 3 — P T ,4 ) = 0.02 p t ,3 , а температура на входе в турбину T t ,4 = 1330К. Рассчитайте характеристики потока на каждом участке двигателя, полную тягу и чистую тягу.
Турбореактивный двигатель с такой же эффективностью компонентов, что и у турбореактивного двигателя в упражнении 3.1, работает в тех же условиях полета. Общий массовый расход, основной поток плюс поток вентилятора, составляет 50 кг/с, а коэффициент двухконтурности β = 1.Вентилятор работает в обходном канале, не смешиваясь с основным потоком. Коэффициент давления вентилятора p t ,3 F / p t ,2 = 2,2, а его КПД равен 0,85. Сопло байпасного канала вентилятора можно принять критическим, т. е. с выходом M 3 F = 1. Рассчитать характеристики потока на каждом участке двигателя, полную тягу и чистая тяга.
Сопло байпасного канала вентилятора можно принять критическим, т. е. с выходом M 3 F = 1. Рассчитать характеристики потока на каждом участке двигателя, полную тягу и чистая тяга.
Используйте результаты упражнений 3.1 и 3.2, чтобы сравнить характеристики двух двигателей с точки зрения полезной тяги, удельного расхода топлива, общего КПД и общего массового расхода. Обсудите значение сравнения.
Рассмотрим добавление форсажной камеры к ТРД из упражнения 3.1 с дополнительной информацией о том, что эффективность сгорания форсажной камеры составляет 0,85, а потери на трение в форсажной камере ( p t ,5 ,5 ,5 р т ,5 АБ ) = 0.05 р т ,5 . В форсажной камере расход топлива m˙f= 1,17 кг/с. Рассчитайте характеристики потока на каждом участке двигателя, полную тягу и чистую тягу.
Рассмотрим добавление форсажной камеры к ТРД из упражнения 3.2 с дополнительной информацией о том, что эффективность сгорания форсажной камеры составляет 0,85, а потери на трение в форсажной камере ( p t ,2 ,2 ,5 р т ,5 АБ ) = 0.05 р т ,5 . В форсажной камере расход топлива m˙f=1,00 кг/с. Предполагается, что поток горелки в обходном канале смешивается внутри с потоком на выходе из турбины, при этом результирующее давление торможения является средним из двух. Эффективность сгорания составляет 0,85, а убытки фрикционных в последующей доходности ( P T , 5 — P T , 5 AB ) = 0,05 P T , 5 Ф .Рассчитайте характеристики потока на каждом участке двигателя, полную тягу и чистую тягу.
Используйте результаты упражнений 3. 4 и 3.5, чтобы сравнить характеристики двух двигателей с точки зрения полезной тяги, удельного расхода топлива, общего КПД и коэффициента увеличения тяги. Обсудите значение сравнения.
4 и 3.5, чтобы сравнить характеристики двух двигателей с точки зрения полезной тяги, удельного расхода топлива, общего КПД и коэффициента увеличения тяги. Обсудите значение сравнения.
ТРДД Garrett TFE 1042 с малым байпасом может работать с дожиганием или без него.Внутренний вентилятор имеет коэффициент байпаса 0,75 и коэффициент давления 2,5; общий коэффициент давления для двигателя составляет 20, а скорость потока воздуха на входе составляет 75 фунтов / с. Предполагая, что все эффективности на 100%, HV = 18 900 BTU / LB, температура на входе турбины T T 4 = 2500R, и температура Affyburning T T 5 = 4000R, найти полезная тяга и удельный расход топлива с Дж с форсажем и без него для статического испытания, т. е. М 0 = 0, при стандартных атмосферных условиях суток.
Рассмотрим идеальный ТРДД со степенью двухконтурности β и фиксированной температурой торможения на входе в турбину T t 4 . Принимая, что рабочий газ имеет постоянные тепловые свойства с γ = 1,4, определить оптимальное значение β , то есть такое β , при котором полезная тяга F n максимальна, при следующих условиях : Т 0 = 216.7k, м 0 = 0,9, коэффициент давления вентилятора P T T 3F T 0 = 2.2, Коэффициент давления компрессора P T 3 / p t 2 = 8, и T t 4 = 1333K. Массовый расход компрессора м c должен поддерживаться постоянным и может быть принят равным массовому расходу турбины (добавка топлива считается незначительной).Определить степень двухконтурности β , при которой приведенная полезная тяга F n ∗ = F n /м˙cV0 максимальна. Обсудите и распространите полученные результаты на другие случаи.
Принимая, что рабочий газ имеет постоянные тепловые свойства с γ = 1,4, определить оптимальное значение β , то есть такое β , при котором полезная тяга F n максимальна, при следующих условиях : Т 0 = 216.7k, м 0 = 0,9, коэффициент давления вентилятора P T T 3F T 0 = 2.2, Коэффициент давления компрессора P T 3 / p t 2 = 8, и T t 4 = 1333K. Массовый расход компрессора м c должен поддерживаться постоянным и может быть принят равным массовому расходу турбины (добавка топлива считается незначительной).Определить степень двухконтурности β , при которой приведенная полезная тяга F n ∗ = F n /м˙cV0 максимальна. Обсудите и распространите полученные результаты на другие случаи.
Форсажный турбореактивный двигатель
| Эта страница предназначена для учащихся колледжа, старшей или средней школы. Для младших школьников более простое объяснение информации на этой странице доступно на Детская страница. |
| Дожигание Турбореактивный | ГленнИсследования Центр |
Чтобы переместить
самолет
по воздуху,
толкать
создается каким-то
двигательная система. Самый современный истребитель
В самолетах используется форсажная камера либо на ТРДД малой двухконтурности,
или турбореактивный. На этой странице мы обсудим некоторые основы
форсажного турбореактивного двигателя.
Самый современный истребитель
В самолетах используется форсажная камера либо на ТРДД малой двухконтурности,
или турбореактивный. На этой странице мы обсудим некоторые основы
форсажного турбореактивного двигателя.
Чтобы истребители летали быстрее звука (сверхзвуковые),
им приходится преодолевать резкое возрастание лобового сопротивления, близкое к скорости звука. А
простой способ получить необходимую тягу — добавить форсажную камеру в
основной турбореактивный двигатель.
В
базовый турбореактивный
часть энергии выхлопных газов горелки
используется для вращения турбины.Дожигатель используется, чтобы вернуть некоторые
энергии путем впрыска топлива непосредственно в горячий выхлоп. в
диаграмма,
вы заметите, что сопло
базовый турбореактивный двигатель был расширен, и теперь есть огненное кольцо
держатели, окрашенные в желтый цвет, в сопле. Когда работает форсаж
включается, дополнительное топливо впрыскивается через обручи в
горячий выхлопной поток ТРД. Топливо сгорает и производит
дополнительную тягу, но она не сгорает так эффективно, как в
секция сгорания турбореактивного двигателя. Вы получаете больше тяги, но вы
гореть
намного больше топлива.
Когда работает форсаж
выключен, двигатель работает как обычный турбореактивный двигатель.
Вы получаете больше тяги, но вы
гореть
намного больше топлива.
Когда работает форсаж
выключен, двигатель работает как обычный турбореактивный двигатель.
Форсажные камеры используются только на сверхзвуковых самолетах, таких как истребители. и сверхзвуковой авиалайнер Concorde. (Конкорд выключает форсаж один раз Это попадает в круиз. В противном случае у него кончится топливо до того, как он достигнет Европа.) Форсажеры предлагают механически простой способ увеличить тяги и используются как на турбореактивных двигателях, так и турбовентиляторы.
математика описание тяга форсажного ТРД дается на отдельном слайде.
Виды деятельности:
Экскурсии с гидом
- Реактивные двигатели:
- Форсажные турбореактивные двигатели:
Навигация ..
- Домашняя страница руководства для начинающих
Форсажная реактивная тяга
Чтобы переместить самолет по воздуху,
тяга создается каким-либо
двигательная система. Самый современный истребитель
В самолетах используется форсажная камера либо на ТРДД малой двухконтурности,
или турбореактивный. На этой странице мы обсудим некоторые основы
из
форсажный ТРД
.
Самый современный истребитель
В самолетах используется форсажная камера либо на ТРДД малой двухконтурности,
или турбореактивный. На этой странице мы обсудим некоторые основы
из
форсажный ТРД
.
Чтобы летали истребители
сверхзвуковой,
им предстоит преодолеть резкий подъем
тяга
недалеко от
скорость звука.А
простой способ получить необходимую тягу — добавить форсажную камеру в
основной турбореактивный двигатель. В базовом
ТРД, часть энергии выхлопа горелки
используется для вращения турбины. Дожигатель используется, чтобы вернуть некоторые
энергии путем впрыска топлива непосредственно в горячий выхлоп. На
схема, вы заметите, что
сопло
базового турбореактивного двигателя был расширен, и теперь есть огненное кольцо
держатели, окрашенные в желтый цвет, в сопле. Когда работает форсаж
включается, дополнительное топливо впрыскивается через обручи в
горячий выхлопной поток ТРД.Топливо сгорает и производит
дополнительную тягу, но она не сгорает так эффективно, как в
секция сгорания турбореактивного двигателя. Вы получаете больше тяги, но вы
сжигать гораздо больше топлива. При повышенной температуре
выхлопа, проходное сечение сопла должно быть увеличено до
пройти то же самое
массовый поток.
Поэтому сопла дожигания должны проектироваться с изменяемой геометрией и они тяжелее и сложнее, чем простые сопла турбореактивных двигателей.
Когда работает форсаж
выключен, двигатель работает как обычный турбореактивный двигатель.Вы можете изучить работу форсунки с помощью нашей интерактивной форсунки.
симулятор.
Вы получаете больше тяги, но вы
сжигать гораздо больше топлива. При повышенной температуре
выхлопа, проходное сечение сопла должно быть увеличено до
пройти то же самое
массовый поток.
Поэтому сопла дожигания должны проектироваться с изменяемой геометрией и они тяжелее и сложнее, чем простые сопла турбореактивных двигателей.
Когда работает форсаж
выключен, двигатель работает как обычный турбореактивный двигатель.Вы можете изучить работу форсунки с помощью нашей интерактивной форсунки.
симулятор.
Сопло турбореактивного двигателя обычно рассчитано на давление выхлопных газов.
вернуться к давлению свободного потока.
Тогда уравнение тяги для турбореактивного двигателя с форсажной камерой задается общим
уравнение тяги
с членом площади давления, установленным равным нулю. Если условия свободного потока
обозначены нижним индексом «0», а условия выхода — нижним индексом «e»,
тяга F равна массовому расходу м точка умноженная на скорость V на выходе минус массовый расход набегающего потока
раз больше скорости.
F = [m точка * V]e — [m точка * V]0
Это уравнение содержит два термина. Аэродинамики часто ссылаются на первый член (точка * V)е как полная тяга так как этот срок во многом связан с условиями в сопле. То второй член (точка * V)0 называется сопротивлением и обычно связано с условиями на входе. Тогда для ясности тяга двигателя называется чистая тяга . Наше уравнение тяги показывает, что чистая тяга равна полная тяга минус прямое сопротивление.
Форсажные камеры используются только на истребителях и сверхзвуковых авиалайнер, Конкорд. Concorde выключает форсажную камеру, как только он попадает в круиз. В противном случае у него кончится топливо до того, как он достигнет Европа. Форсажеры предлагают механически простой способ увеличить тяги и используются как в турбореактивных, так и в турбовентиляторных двигателях.
Вы можете изучить конструкцию и работу турбореактивного двигателя с форсажной камерой.
движок с помощью интерактивного
EngineSim
Java-апплет. Установить двигатель
Введите «Jet with Afterburner», и вы сможете изменить любой из параметров, которые
влияют на тягу и расход топлива.
Установить двигатель
Введите «Jet with Afterburner», и вы сможете изменить любой из параметров, которые
влияют на тягу и расход топлива.
Виды деятельности:
Экскурсии с гидом
- Форсажные турбореактивные двигатели:
Навигация ..
- Домашняя страница руководства для начинающих
Часто задаваемые вопросы об ускорителе Afterburner для Mac Pro
AppleInsider поддерживается своей аудиторией и может получать комиссию в качестве ассоциированного и аффилированного партнера Amazon за соответствующие покупки.Эти партнерские отношения не влияют на наш редакционный контент.
В рамках запуска нового Mac Pro компания Apple представила аппаратное обеспечение под названием Apple Afterburner, которое можно было добавить в конфигурацию. AppleInsider объясняет, что это за карта, на что она способна и стоит ли ее добавлять в и без того мощный рабочий стол.
Примечание редактора: это обновление было обновлено 10 декабря с учетом всего, что Apple раскрыла о карте во время запуска Mac Pro.
Что такое карта Afterburner для Mac Pro?
Проще говоря, Afterburner — это карта для Mac Pro, предназначенная для использования в производстве видео. Вместо того, чтобы полагаться на процессор или видеокарту для некоторых задач, Afterburner берет на себя некоторые задачи, в частности те, которые связаны с обработкой видео между форматами, освобождая остальные системные компоненты для выполнения других задач.
При установке в слот PCI Express x16 Mac Pro видеоредакторы смогут легко управлять видео с высоким разрешением и высокой скоростью передачи данных без каких-либо задержек или ожиданий, которые могут возникнуть в менее мощных системах.Чем плавнее рабочий процесс, тем проще редактору работать и тем быстрее он сможет завершить видеопроект.
0
Что это меняет?
В частности, Apple вдохновила Afterburner на то, чтобы исключить «рабочий процесс прокси».
Из-за больших размеров файлов и скорости передачи данных собственных кодеков камеры во время редактирования необходимо обрабатывать большое количество данных. Рабочий процесс прокси включает в себя создание версий видеофайлов в кодеке и формате, которые легче редактировать, и использование этих файлов меньшего размера для определения правок в части.
Позже, при компиляции конечного результата, правки, внесенные в прокси-видео, применяются к исходным видеофайлам.
Используя Afterburner, Apple намеревается использовать для видеопроизводства исходные кодеки и форматы видеофайлов без создания прокси-версий. Исключение этого шага может сэкономить время как при удалении процесса перекодирования прокси в начале редактирования, так и при составлении окончательных правок в конце.
Исключение этого шага может сэкономить время как при удалении процесса перекодирования прокси в начале редактирования, так и при составлении окончательных правок в конце.
Что это за FPGA или ASIC?
На более техническом уровне Afterburner представляет собой карту с тем, что Apple называет программируемой вентильной матрицей (FPGA) или программируемой специализированной интегральной схемой (ASIC).Фактически это означает, что это карта с микросхемами, созданными для конкретной задачи, а не микросхемами общего назначения.
Хотя графические карты позволяют выполнять вычислительные задачи, они по-прежнему используют чипы, которые являются «универсальными» в использовании, хотя и в области графики. Их можно использовать для самых разных задач, что делает их гибкими, но не обязательно способными обеспечить оптимальную производительность по сравнению со специализированным чипом.
В случае с Afterburner чипы специально разработаны для решения конкретных задач. Они оптимизированы для кодирования и декодирования кодеков ProRes и ProRes RAW, поэтому они могут обрабатывать гораздо больше, чем видеокарта аналогичной производительности.
Они оптимизированы для кодирования и декодирования кодеков ProRes и ProRes RAW, поэтому они могут обрабатывать гораздо больше, чем видеокарта аналогичной производительности.
Утверждается, что Afterburner включает в себя более миллиона логических ячеек, что позволяет ему обрабатывать до 6,3 миллиарда пикселей в секунду.
Afterburner установлен внутри Mac Pro
Хотя использование ASIC выгодно, решение Apple использовать FPGA делает карту гораздо более полезной.В то время как ASIC обычно нельзя изменить после того, как она была создана, FPGA можно переконфигурировать постфактум с помощью инструкций по изменению расположения вентилей микросхемы.
Фактически это означает, что Apple может обновить настройку Afterburner, чтобы улучшить его в будущем, поддерживать новые кодеки и повышать производительность существующих версий.
Что он может сделать?
Карта предназначена для ускорения кодеков ProRes и ProRes RAW, а именно для кодирования и декодирования кодеков, что в большинстве случаев является сложной задачей. Apple утверждает, что карта способна обрабатывать до шести потоков видео 8K ProRes RAW одновременно со скоростью 30 кадров в секунду, что делает ее чрезвычайно полезной для видеоредакторов, работающих на максимально возможном уровне.
Apple утверждает, что карта способна обрабатывать до шести потоков видео 8K ProRes RAW одновременно со скоростью 30 кадров в секунду, что делает ее чрезвычайно полезной для видеоредакторов, работающих на максимально возможном уровне.
При менее требовательных характеристиках видео он может обрабатывать до 23 потоков видео 4K ProRes RAW с частотой 30 кадров в секунду или до 16 видеопотоков в формате 4K ProRes 422.
Что касается совместимости, Apple сообщает, что она будет работать с кодеками ProRes и ProRes RAW в Final Cut Pro X, QuickTime Player X и «поддерживаемых сторонних приложениях», хотя в настоящее время неясно, что это будут.
Это совершенно новая концепция?
Несмотря на то, что Apple описывает Afterburner как карту-ускоритель, меняющую правила игры, идея аппаратного обеспечения для выполнения задач такого типа не нова.
Red Camera, производители кинематографических камер высокого разрешения, выпустили Red Rocket, линейку карт-ускорителей, которые могут обрабатывать и транскодировать видео, уделяя особое внимание кодекам, используемым в этой линейке камер.
Afterburner показан на сцене во время выступления на WWDC 2019
Нужен ли он мне?
Поскольку Afterburner очень специфичен в своих возможностях, единственными потенциальными покупателями карты являются те, кто занимается редактированием видео.Карта не обеспечит каких-либо реальных преимуществ производительности за пределами этой емкости, поэтому, если вы не являетесь видеоредактором или кем-то в этой области, ответ будет отрицательным.
Также нет необходимости в получении карты, если пользователь занимается редактированием видео, но не использует кодеки ProRes или ProRes RAW. Для тех, кому нужно редактировать свои видео на iPhone или использовать DSLR начального уровня для захвата видео, в этих ситуациях обычно не будут использоваться кодеки, которые вообще требуют использования карты Afterburner.
Те, кто работает в сфере творчества и ежедневно работает с видео высокого разрешения и высокой скорости передачи данных, наверняка оценят преимущества приобретения Afterburner.
Должен ли он использоваться для видео?
Судя по тому, как Apple представляет карту в ее первоначальном виде, Afterburner будет действительно полезен только для тех, кто нуждается в видеопроизводстве.
При этом, поскольку это карта FPGA ASIC и, следовательно, ее можно перенастроить в обновлениях прошивки, вполне вероятно, что Apple может разрешить пользователям изменять конфигурацию карты, чтобы ее можно было использовать для совершенно других задач.
Например, одну конфигурацию можно использовать для конкретных графических задач, которые сложно выполнить на обычном графическом процессоре, таких как трассировка лучей. Возможно, его можно настроить для оптимального выполнения определенного типа повторяющихся вычислений или алгоритмических действий для работы пользователя или, в некоторых случаях, для майнинга криптовалюты.
Хотя это и правдоподобно, Apple должна будет определить различные варианты использования карты FPGA ASIC, чтобы обеспечить дополнительную помощь в обработке, и вообще предложить возможность переконфигурировать ее. Все зависит от намерений компании в отношении карты и, возможно, от пользователей Mac Pro.
Все зависит от намерений компании в отношении карты и, возможно, от пользователей Mac Pro.
Будет ли работать на другом оборудовании?
На данный момент Afterburner идентифицируется как способный работать только с Mac Pro, и у Apple всегда есть возможность заставить его работать с будущими моделями Mac, но в настоящее время нет официальных сведений о совместимости с другими устройствами, кроме Mac Pro.
Поскольку Afterburner подключается через PCIe 3.0, что крайне важно, без дополнительного слота, используемого модулями MPX, есть вероятность, что его можно будет использовать в других конфигурациях.В зависимости от физического размера карты ее потенциально можно использовать как часть внешнего корпуса, что позволяет использовать ее аналогично настройкам eGPU для MacBook.
В конечном счете, это зависит от того, как Apple заставит карту работать и что она позволяет в macOS.
В качестве карты PCIe 3.