Сварочный пост
Сварочный пост
При сварке металла воздух в производственном помещении насыщается оксидами различных газов, вредных для человеческого организма. Применение локальных и общецеховых механических вытяжек, аэрационных фонарей и воздухообменных каналов позволяет выполнить требования безопасности и правильно организовать сварочный цех: вентиляция обеспечивает удаление большинства ядовитых примесей, очищение воздушных масс и приток свежего воздуха.
Сварочный цех и вентиляция
Вентиляция производства рассчитывается и выбирается исходя из количества используемых электродов, среды и метода сварки. Оборудование, состоящее из мощных наружных вентиляторов, внутренних фильтров, вытяжных шкафов, поворотных локальных панелей и приточных трубопроводов, составляет эффективную систему аспирации, которая очищает более 75% вредных соединений.
Остальные 25% загрязнений устраняются при помощи общеобменной вентиляции.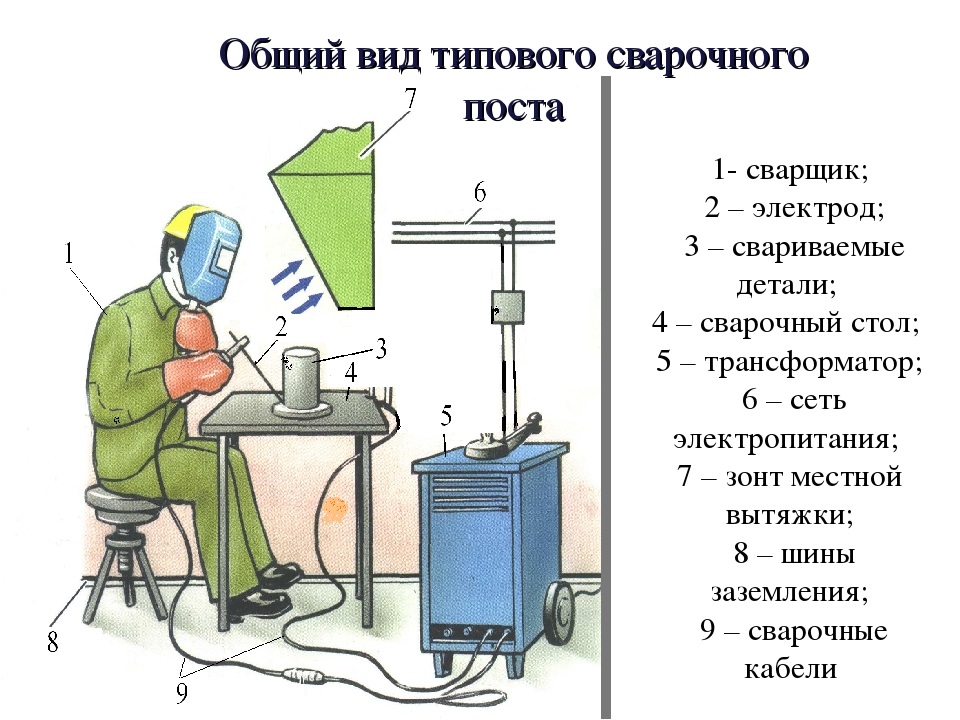
Сварочный пост и вентиляция
Организовывая вытяжку для сварочного поста, необходимо подобрать экономичный и максимально эффективный вид оборудования. Ассортимент аспирационных агрегатов достаточно широк: сварочные столы с встроенным вентилятором, поворотные и боковые панели, кассетные фильтры рециркуляции с искрогашением всасывают и очищают воздушный поток от вредных примесей. Каждый тип оборудования сварочного поста имеет свои преимущества:
-
Вытяжка сварочного поста по типу подъемно-поворотного устройства с всасывающей воронкой располагается в зоне выделения газообразных веществ и улавливает до 85% объема загрязненного воздуха.
-
Сварочный стол, купить который можно недорого в нашей компании, оснащается встроенным вентилятором.
 Загрязненный воздушный поток втягивается вытяжкой через решетку столешницы и, проходя через фильтр, выводится наружу через боковые воздуховоды.
Загрязненный воздушный поток втягивается вытяжкой через решетку столешницы и, проходя через фильтр, выводится наружу через боковые воздуховоды.
 Загрязненный воздушный поток втягивается вытяжкой через решетку столешницы и, проходя через фильтр, выводится наружу через боковые воздуховоды.
Загрязненный воздушный поток втягивается вытяжкой через решетку столешницы и, проходя через фильтр, выводится наружу через боковые воздуховоды.
Сварочный пост, вентиляция которого грамотно рассчитана профессиональным поставщиком оборудования, обеспечивает соответствие условий труда санитарным нормам и выполнение правил пожарной безопасности.
Возврат к списку
Инструкции по охране труда 15.12.2020 —
We apologize for the inconvenience, but the page you were trying to access is not at this address. You can use the links below to help you find what you are looking for.
Спасибо.
Возможно Вы искали.
 ..
..- Инструкции по охране труда 15.12.2020
- Лицензия
- Выписка из реестра лицензий № 7646-л.pdf
- Приложение № 1 от 14. 11.2019 № 675-18-02 к лицензии на осуществление образовательной деятельности от 18.08.2014 № 7646-л
- Запись на курсы через «Навигатор»
 11.2019 № 675-18-02 к лицензии на осуществление образовательной деятельности от 18.08.2014 № 7646-л
11.2019 № 675-18-02 к лицензии на осуществление образовательной деятельности от 18.08.2014 № 7646-лГлава 3.1. Электросварочные установки
Глава 3.1
ЭЛЕКТРОСВАРОЧНЫЕ УСТАНОВКИ
3.1.1. Настоящая глава Правил распространяется на стационарные, передвижные (переносные) установки для дуговой сварки постоянного и переменного тока.
3. 1.2. Электросварочные установки, их монтаж и расположение должны соответствовать установленным требованиям при проведении электросварочных работ.
1.2. Электросварочные установки, их монтаж и расположение должны соответствовать установленным требованиям при проведении электросварочных работ.
3.1.3. Сварочные работы должны выполняться в соответствии с требованиями государственных стандартов, правил пожарной безопасности при проведении сварочных работ, указаний заводов-изготовителей электросварочного оборудования и настоящей главы Правил.
3.1.4. Во взрывоопасных и взрывопожароопасных помещениях электросварочные работы необходимо выполнять в соответствии с требованиями государственных стандартов по взрывобезопасности, инструкции по организации безопасного ведения огневых работ на взрывоопасных объектах и настоящей главы Правил.
3.1.5. Источники сварочного тока могут присоединяться к распределительным электрическим сетям напряжением не выше 660 В.
3.1.6. В качестве источников сварочного тока для всех видов дуговой сварки должны применяться только специально для этого предназначенные и удовлетворяющие требованиям действующих стандартов сварочные трансформаторы или преобразователи (статические или двигатель-генераторные) с электродвигателями либо с двигателями внутреннего сгорания.
3.1.7. Схема присоединения нескольких источников сварочного тока при работе их на одну сварочную дугу должна исключать возможность получения между изделием и электродом напряжения, превышающего наибольшее напряжение холостого хода одного из источников сварочного тока.
3.1.8. Для подвода тока от источника сварочного тока к электрододержателю установки ручной дуговой сварки должен использоваться гибкий сварочный медный кабель с резиновой изоляцией и в резиновой оболочке. Применение кабелей и проводов с изоляцией или в оболочке из полимерных материалов, распространяющих горение, не допускается.
3.1.9. Первичная цепь электросварочной установки должна содержать коммутационный (отключающий) и защитный электрические аппараты.
3.1.10. Электросварочные установки с многопостовым источником сварочного тока должны иметь устройство для защиты источника от перегрузки (автоматический выключатель, предохранители), а также коммутационный и защитный электрические аппараты на каждой линии, отходящей к сварочному посту.
3.1.11. Переносная (передвижная) электросварочная установка должна располагаться на таком расстоянии от коммутационного аппарата, чтобы длина соединяющего их гибкого кабеля была не более 15 м.
Данное требование не относится к питанию установок по троллейной системе и к тем случаям, когда иная длина предусмотрена конструкцией в соответствии с техническими условиями на установку. Передвижные электросварочные установки на время их передвижения необходимо отсоединять от сети.
3.1.12. Все электросварочные установки с источниками переменного и постоянного тока, предназначенные для сварки в особо опасных условиях (внутри металлических емкостей, колодцах, туннелях, на понтонах, в котлах, отсеках судов и т.д.) или для работы в помещениях с повышенной опасностью, должны быть оснащены устройствами автоматического отключения напряжения холостого хода при разрыве сварочной цепи или его ограничения до безопасного в данных условиях значения. Устройства должны иметь техническую документацию, утвержденную в установленном порядке, а их параметры соответствовать требованиям государственных стандартов на электросварочные устройства.
3.1.13. При проведении сварочных работ в закрытых помещениях необходимо предусматривать (при необходимости) местные отсосы, обеспечивающие улавливание сварочных аэрозолей непосредственно у места его образования. В вентиляционных устройствах помещений для электросварочных установок должны быть установлены фильтры, исключающие выброс вредных веществ в окружающую среду.
3.1.14. Потребители, строительные и другие организации, создающие сварочные участки, должны иметь приборы, методики и квалифицированный персонал для контроля опасных и вредных производственных факторов, указанных в соответствующих государственных стандартах. Результаты измерений должны регистрироваться. В случае превышения установленных норм должны быть приняты меры для снижения опасных и вредных факторов.
3.1.15. К выполнению электросварочных работ допускаются работники, прошедшие обучение, инструктаж и проверку знаний требований безопасности, имеющие группу по электробезопасности не ниже II и соответствующие удостоверения.
Электросварщикам, прошедшим специальное обучение, может присваиваться в установленном порядке группа по электробезопасности III и выше для работы в качестве оперативно-ремонтного персонала с правом присоединения и отсоединения от сети переносных и передвижных электросварочных установок.
3.1.16. Переносное, передвижное электросварочное оборудование закрепляется за электросварщиком, о чем делается запись в Журнале регистрации инвентарного учета, периодической проверки и ремонта переносных и передвижных электроприемников, вспомогательного оборудования к ним. Не закрепленные за электросварщиками передвижные и переносные источники тока для дуговой сварки должны храниться в запираемых на замок помещениях.
3.1.17. Присоединение и отсоединение от сети электросварочных установок, а также наблюдение за их исправным состоянием в процессе эксплуатации должен выполнять электротехнический персонал данного Потребителя с группой по электробезопасности не ниже III.
3. 1.18. При выполнении сварочных работ в помещениях повышенной опасности, особо опасных помещениях и в особо неблагоприятных условиях сварщик кроме спецодежды обязан дополнительно пользоваться диэлектрическими перчатками, галошами и ковриками.
1.18. При выполнении сварочных работ в помещениях повышенной опасности, особо опасных помещениях и в особо неблагоприятных условиях сварщик кроме спецодежды обязан дополнительно пользоваться диэлектрическими перчатками, галошами и ковриками.
При работе в замкнутых или труднодоступных пространствах необходимо также надевать защитные (полиэтиленовые, текстолитовые или винипластовые) каски, пользоваться металлическими щитками в этом случае не допускается.
3.1.19. Работы в замкнутых или труднодоступных пространствах должен выполнять сварщик под контролем двух наблюдающих, один из которых должен иметь группу по электробезопасности не ниже III. Наблюдающие должны находиться снаружи для контроля над безопасным проведением работ сварщиком. Сварщик должен иметь лямочный предохранительный пояс с канатом, конец которого находится у наблюдающего. Электросварочные работы в этих условиях должны производиться только на установке, удовлетворяющей требованиям п.п.3.1.12., 3.1.13.
3. 1.20. На закрытых сосудах, находящихся под давлением (котлы, баллоны, трубопроводы и т.п.), и сосудах, содержащих воспламеняющиеся или взрывоопасные вещества, производить сварочные работы не допускается. Электросварка и резка цистерн, баков, бочек, резервуаров и других емкостей из-под горючих и легковоспламеняющихся жидкостей, а также горючих и взрывоопасных газов без тщательной предварительной очистки, пропаривания этих емкостей и удаления газов вентилированием не допускается.
1.20. На закрытых сосудах, находящихся под давлением (котлы, баллоны, трубопроводы и т.п.), и сосудах, содержащих воспламеняющиеся или взрывоопасные вещества, производить сварочные работы не допускается. Электросварка и резка цистерн, баков, бочек, резервуаров и других емкостей из-под горючих и легковоспламеняющихся жидкостей, а также горючих и взрывоопасных газов без тщательной предварительной очистки, пропаривания этих емкостей и удаления газов вентилированием не допускается.
Выполнение сварочных работ в указанных емкостях разрешает работник, ответственный за безопасное проведение сварочных работ, после личной проверки емкостей.
3.1.21. Система технического обслуживания и ремонта электросварочных установок разрабатывается и осуществляется в соответствии с принятой у Потребителя схемой с учетом требований настоящей главы, инструкций по эксплуатации этих установок, указаний завода-изготовителя, норм испытания электрооборудования (Приложение 3) и местных условий.
3.1. 22. Проведение испытаний и измерений на электросварочных установках осуществляется в соответствии с нормами испытания электрооборудования (Приложение 3), инструкциями заводов-изготовителей. Кроме того, измерение сопротивления изоляции этих установок проводится после длительного перерыва в их работе, при наличии видимых механических повреждений, но не реже 1 раза в 6 мес.
22. Проведение испытаний и измерений на электросварочных установках осуществляется в соответствии с нормами испытания электрооборудования (Приложение 3), инструкциями заводов-изготовителей. Кроме того, измерение сопротивления изоляции этих установок проводится после длительного перерыва в их работе, при наличии видимых механических повреждений, но не реже 1 раза в 6 мес.
3.1.23. Ответственность за эксплуатацию сварочного оборудования, выполнение годового графика технического обслуживания и ремонта, безопасное проведение сварочных работ определяется должностными инструкциями, утвержденными в установленном порядке руководителем Потребителя. При наличии у Потребителя должности главного сварщика или работника, выполняющего его функции (например, главного механика), указанная ответственность возлагается на него.
ООО «Энерго Альянс» Электролаборатория Краснодар. Электролаборатория Новороссийск
Пост сварочный
Сварочный пост
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
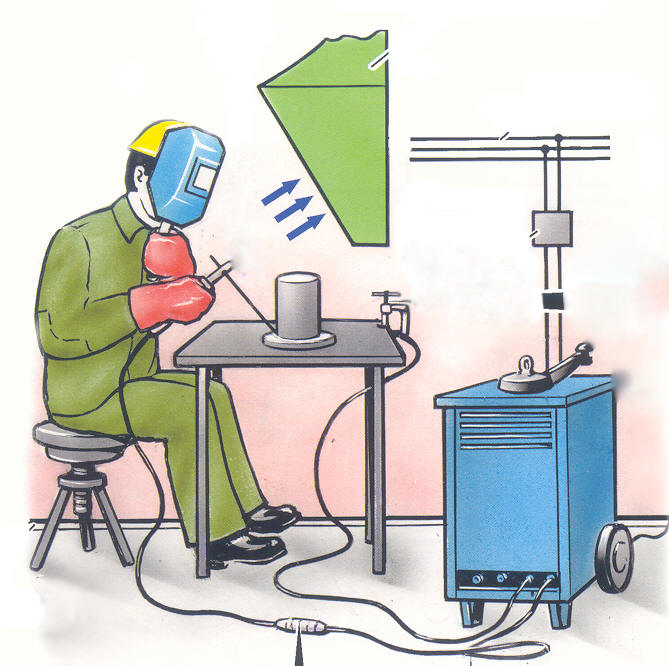
Сварочный пост — это рабочее место сварщика, оснащенное комплектом технологически связанного между собой оборудования, необходимыми приспособлениями и инструментом. Сварочные посты могут быть стационарными или передвижными.
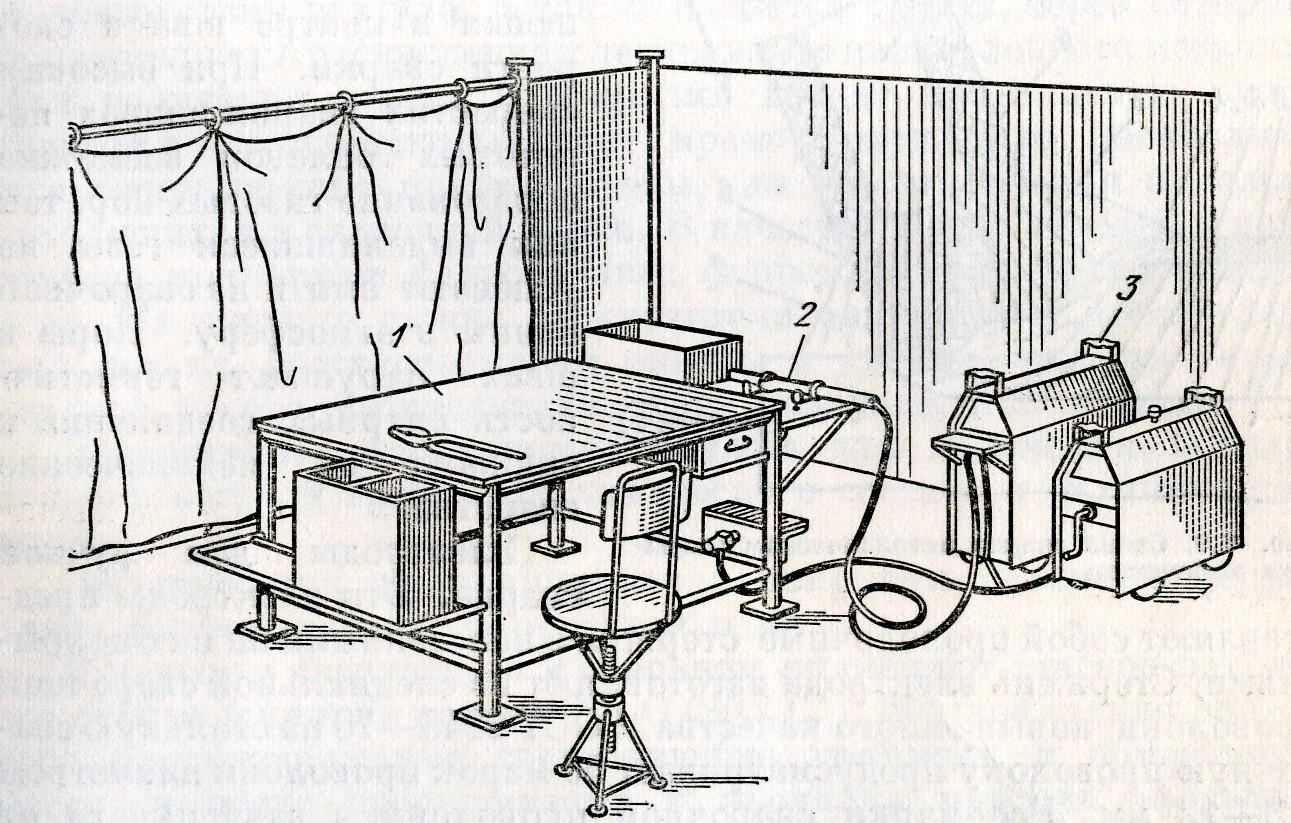
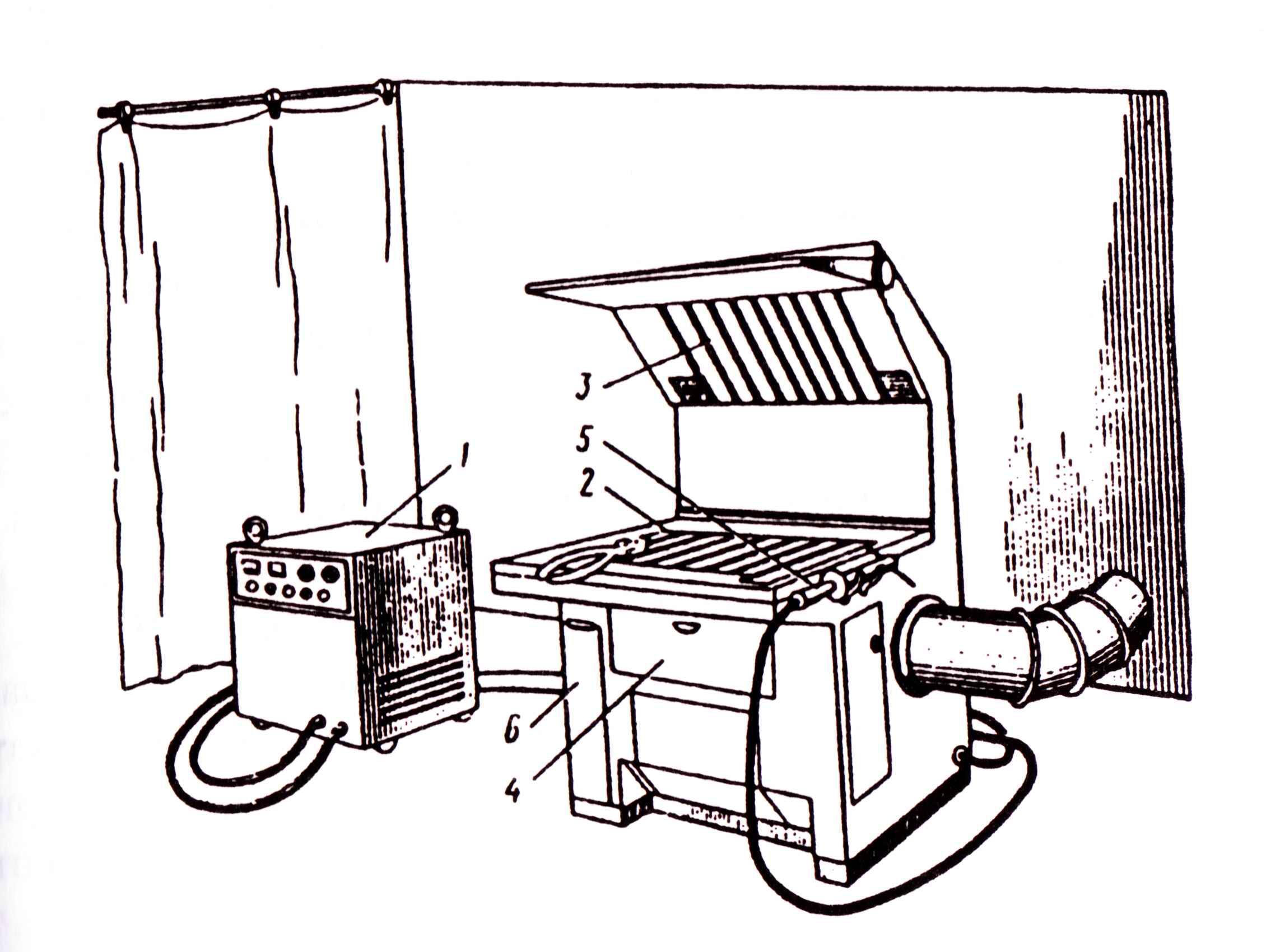
Стационарный пост представляет собой открытую сверху кабину размером 2000x2500x2000 мм (рис. 6.1). Ее стенки изготовляют из тонкой стали, фанеры или брезента (причем фанера и брезент должны быть пропитаны отнестойким составом, например раствором алюмокалиевых квасцов) и окрашивают светлосерой краской, хорошо поглощающей ультрафиолетовое излучение. Пол выполняют из огнестойкого материала. Освещенность кабины должна составлять не менее 80 лк. Кабину оборудуют местной вентиляцией, обеспечивающей воздухообмен 40 м
3/ч. Вентиляционный отсос должен быть расположен так, чтобы выделяющиеся при сварке газы отводились от сварщика. Сварку выполняют на рабочем столе высотой 500…700 мм с чугунной крышкой толщиной 20…25 мм. Для включения источника сварочного тока в кабине устанавливают рубильник или магнитный пускатель.
Сварку выполняют на рабочем столе высотой 500…700 мм с чугунной крышкой толщиной 20…25 мм. Для включения источника сварочного тока в кабине устанавливают рубильник или магнитный пускатель.
Передвижной пост применяют при сварке крупногабаритных изделий в зоне выполнения сварочных работ. Пост, расположенный на открытой площадке, оборудуют навесом. Для защиты от светового излучения используют складные щиты.
Рис. 6.1. Стационарный сварочный пост ручной дуговой сварки:
1 — источник сварочного тока, 2 — стол для электродов, 3 — ящик для инструмента, 4 — рубильник, 5, 6 — вытяжная камера, 7 — электрододержатель, 8 — стул сварщика
См. также:
Требования к организации сварочного поста
Сварочный пост представляет собой специфический «кабинет» сварщика, оснащенный всем необходимым оборудованием, аксессуарами и приспособлениями, необходимыми для бесперебойного выполнения работ по сварке. Организация сварочного поста и все работы, связанные с его обустройством, должны производиться согласно требований охраны труда и безопасности жизнедеятельности. При планировании подобных участков, осуществляющих выполнение технологических процессов, следует руководствоваться ГОСТ 12.3.003-86 (pdf), который устанавливает требования к производственным помещениям и размещению оборудования, транспортировке материалов, а также требования к персоналу и применению СИЗ.
При планировании подобных участков, осуществляющих выполнение технологических процессов, следует руководствоваться ГОСТ 12.3.003-86 (pdf), который устанавливает требования к производственным помещениям и размещению оборудования, транспортировке материалов, а также требования к персоналу и применению СИЗ.
В данном случае речь пойдет об обустройстве рабочего места для выполнения операции сварки электродуговым методом (ручная, аргонодуговая, полуавтоматическая).
Стационарный пост
Представляет собой кабину с открытым верхом, приподнятую над уровнем пола. В таких постах сваривают детали малых и средних размеров, для крупных узлов и металлоконструкций он не пригоден. Кабина обычно выполняется из металлических листов на которые впоследствии наносятся цинкосодержащие краски или другие покрытия, стойкие к высокой температуре и инфракрасному излучению (например, белила на основе титана или желтая краска из хромо-свинцовой соли, другие современные вещества).
Пол должен быть бетонным (или стяжка). Покрытия ПВХ, деревянный пол по лагам и другие горючие материалы не допускаются. Вход/выход закрывают брезентовым полотном, либо предусматривают металлические двухстворчатые двери с рифленым стеклом.
Покрытия ПВХ, деревянный пол по лагам и другие горючие материалы не допускаются. Вход/выход закрывают брезентовым полотном, либо предусматривают металлические двухстворчатые двери с рифленым стеклом.
Некоторые требования к сварочной кабине:
- Достаточное освещение для комфортной работы, наличие источников света, освещающих пост в целом и стол, на котором проводятся все манипуляции, в частности.
- Площадь поста не менее 3 м2, высота металлических стен 1,8 – 2м, они должны быть приподняты над уровнем пола на высоту 20-25 см; высота потолка помещения, в котором установлена кабина, соответственно, более 2 м для свободной циркуляции воздуха.
- Стол для работы в сидячем положении должен быть высотой 50-60 см. Стол собирают из металла. Желательно, чтобы на крышку стола (в том числе в месте контакта клеммы массы) был уложен медный лист. Саму крышку делают из стали или чугуна толщиной до 2,5 см. Стол должен предусматривать наличие металлических выдвижных ящиков для хранения инструментов, приспособлений, электродов, чертежей и т. д.
- Над столом обязательно наличие специальной вытяжки. Если вы создаете пост в гаражных условиях, можно встроить в одну из стен гаража вытяжной вентилятор, в таком случае нужно будет позаботиться о наличие приточки в зимнее время года. В промышленных условиях в последнее время часто устанавливают точечную вытяжку, гибкий «хобот» которой можно установить непосредственно в месте проведения сварки.
 д.
д.Обмен воздуха в помещении не менее 40 м3/час согласно нормативной документации. Напомним, что при недостаточном воздухообмене токсичные элементы, содержащиеся в сварочном дыме (аэрозоль), будут накапливаться в легких сварщиках, что со временем приведет к возникновению профессиональных заболеваний.
- Под ногами должен находиться резиновый коврик.
- Все оборудование обязательно заземляют (некоторые сварщики используют УЗО).
- Рабочий стул сварщика должен для удобства работы вращаться вокруг своей оси. Материалы, из которых изготавливают стул, должны быть термостойкими и не проводить электрический ток. Сиденье и спинка могут быть изготовлены, например, из дерева.
- Для удобной работы под рукой должен быть манипулятор (или вращатель) и ножная педаль, которая упрощает его управление. Манипулятор используют для сварки тел вращения.
 Сиденье и спинка могут быть изготовлены, например, из дерева.
Сиденье и спинка могут быть изготовлены, например, из дерева.
Мобильный пост
Мобильные работы, как правило, связаны со сваркой на открытом воздухе крупногабаритных конструкций. Поэтому проведение специальных мероприятий и создание особых условий, необходимых для функционирования такого поста, не требуется. Защиту от осадков организуют навесами, от ветра рабочую зону защищают ширмами. Инструмент и оборудование перемещают в спец. тумбах. Для освещения используют локальные источники света. Все оборудование обязательно заземляется.
Svarka 4 elektro
5. ЭЛЕКТРОДУГОВАЯ СВАРКА
5.4. СВАРОЧНЫЙ ПОСТ
Сварочным постом называют специально оборудованное рабочее место для сварки. Сварочный пост состоит из сварочного аппарата – источника питания дуги электрическим током – пусковой аппаратуры, комплекта сварочных проводов, электрододержателя и самого рабочего места, на котором работает сварщик. При постоянном расположении сварочный пост называют стационарным, при переменном – передвижным.
При постоянном расположении сварочный пост называют стационарным, при переменном – передвижным.
Передвижные сварочные посты применяют при строительстве различных зданий и сооружений непосредственно на строительной площадке.
Основным оборудованием сварочного поста являются источники питания. Наиболее распространены источники питания переменного тока – сварочные трансформаторы. Обычно применяют трансформаторы типа ТД и ТДМ. Для ответственных и сложных сварочных работ посты укомплектовываются источниками постоянного тока – преобразователями ПД-502, или ПСО, а также однопостовыми выпрямителями ВД-401, ВД-501 и др.
В условиях цеха или на крупных металлоёмких объектах может быть использован многопостовый источник питания – преобразователь ПСМ-1001, выпрямитель ВДМ-1001 и др. В этом случае пост оборудуют балластным реостатом РБ-300 или РБ-500, подсоединяемым к сварочной шине (или проводу), идущей от многопостового источника.
Основным рабочим инструментом электросварщика является электрододержатель, служащий для удержания электрода, подвода к нему сварочного тока и манипулирования электродом в процессе сварки. На рис. 5.9 изображена схема поста для сварки переменным током.
На рис. 5.9 изображена схема поста для сварки переменным током.
Рис. 5.9. Сварочный пост для ручной дуговой сварки:
1 – трансформатор; 2 – провода; 3 – рабочий стол;
4 – электрододержатель; 5 – свариваемая деталь
Переменный ток от сети по проводам подводится к сварочному трансформатору 1, который понижает напряжение подводимого от сети переменного тока с 220 или 380 В до 69…65 В, требуемого для возбуждения дуги при сварке.
Сварочный пост переносной ПГСП-2/0,5-Ш
Описание
Переносной газосварочный пост ПГСП-2/0.5 Ш представляет собой переносное устройство, состоящее из платформы, на которой установлены и закреплены баллоны с кислородом и MAПП — газом. Баллоны укомплектованы газовыми редукторами. Газовоздушная горелка поста присоединена к балонным редукторам газовыми рукавами.
Назначение
Переносной газосварочный пост ПГСП-2/0.5 Ш предназначен для газокислородной сварки, пайки, нагрева и других операций газопламенной обработки металлов, в местах, удаленных от газовых источников питания. При помощи ПГСП 2/0.5 Ш Вы сможете резать металл толщиной до 5 мм. Но в этом случае значительно увеличивается расход газов, а следовательно, время работы поста в режиме резки, до очередной заправки незначительное. Поэтому для резки металла мы рекомендуем использовать газосварочные посты с большим объемом баллонов. Желательно применять посты с баллонами от 10 литров и более. При этом для резки металла пост должен быть укомплектован резаком, а не простой горелкой.
При помощи ПГСП 2/0.5 Ш Вы сможете резать металл толщиной до 5 мм. Но в этом случае значительно увеличивается расход газов, а следовательно, время работы поста в режиме резки, до очередной заправки незначительное. Поэтому для резки металла мы рекомендуем использовать газосварочные посты с большим объемом баллонов. Желательно применять посты с баллонами от 10 литров и более. При этом для резки металла пост должен быть укомплектован резаком, а не простой горелкой.
Габаритные размеры и вес:
- Высота 460 мм.
- Ширина 210 мм.
- Глубина 120 мм
- Вес 7 кг.
Газы и жаропроизводительность:
- Горючий газ МАПП газ. Температура горения в чистом виде 2010оС
- Жаропроизводительность смеси МАПП + кислород 2960оС
- Время нагрева до 2960°С 5-10 сек.
- Длина ядра пламени не более 8-10 мм.
Время беспрерывной работы
Время беспрерывной работы от заправки до заправки зависит от режима и интенсивности работы поста. Время работы поста в режиме пайки от полного до » сухого бака» составляет примерно 1 час.
Время работы поста в режиме пайки от полного до » сухого бака» составляет примерно 1 час.
Комплектация
- Кислородный баллон многоразовый, заправляемый объем 2литра 1 шт.
- Баллон MAПП-газ 400гр. 1 шт.
- Редуктор кислородный БКО 50-5 1 шт
- Редуктор для MAПП газа БПО 5-3 1 шт.
- Горелка газовоздушная Г 2 (2,3)1 шт
- Дополнительные насадки на горелку 1 шт.
- Рукав кислородный ф 6,3 мм. 2,0 м. .
- Рукав ацетиленовый ф 6,3 мм. 2,0м. .
- Платформа с хомутами 1 шт.
Применение
Для приведения сварочного поста ПГСП-2/0.5 Ш в рабочее состояние необходимо:
- Открыть редуктор на баллоне с МАПП-газом (открытие производится вращением крана по часовой стрелке).
- Открыть вентиль на кислородном баллоне. Показание высокого давления на манометре на кислородного редуктора не должно превышать 150 кг/кв.см.
- Отрегулировать редукционным регулятором давление на выходе кислородного редуктора 0. 5 кг/кв.см
- С помощью красного и синего вентилей горелки отрегулировать пламя таким образом, чтобы можно было осуществлять пайку
- По окончании работы закрыть красный вентиль горелки, затем синий вентиль горелки, затем закрыть редуктор на баллоне MAПП-газа (вращением крана против часовой стрелки) после этого закрыть вентиль кислородного баллона.
 5 кг/кв.см
5 кг/кв.смСварочный пост
Сварочный пост
При сварке металла воздух в производственном помещении насыщается оксидами различных газов, вредных для человеческого организма. Применение локальных и общецеховых механических вытяжек, аэрационных фонарей и воздухообменных каналов позволяет выполнить требования безопасности и правильно организовать сварочный цех: вентиляция обеспечивает удаление большинства ядовитых примесей, очищение воздушных масс и приток свежего воздуха.
Сварочный цех и вентиляция
Вентиляция производства рассчитывается и выбирается исходя из количества используемых электродов, среды и метода сварки. Оборудование, состоящее из мощных наружных вентиляторов, внутренних фильтров, вытяжных шкафов, поворотных локальных панелей и приточных трубопроводов, составляет эффективную систему аспирации, которая очищает более 75% вредных соединений.
Оборудование, состоящее из мощных наружных вентиляторов, внутренних фильтров, вытяжных шкафов, поворотных локальных панелей и приточных трубопроводов, составляет эффективную систему аспирации, которая очищает более 75% вредных соединений.
Остальные 25% загрязнений устраняются при помощи общеобменной вентиляции. Для облегчения оттока загрязненного воздуха вытяжка сварки устанавливается максимально близко к сварочному посту, при этом скорость движения воздуха в локальном отсосе должна соответствовать нормам, принятым для конкретного вида сварки.
Сварочный пост и вентиляция
Организовывая вытяжку для сварочного поста, необходимо подобрать экономичный и максимально эффективный вид оборудования. Ассортимент аспирационных агрегатов достаточно широк: сварочные столы с встроенным вентилятором, поворотные и боковые панели, кассетные фильтры рециркуляции с искрогашением всасывают и очищают воздушный поток от вредных примесей. Каждый тип оборудования сварочного поста имеет свои преимущества:
-
Вытяжка сварочного поста по типу подъемно-поворотного устройства с всасывающей воронкой располагается в зоне выделения газообразных веществ и улавливает до 85% объема загрязненного воздуха.
-
Сварочный стол, купить который можно недорого в нашей компании, оснащается встроенным вентилятором. Загрязненный воздушный поток втягивается вытяжкой через решетку столешницы и, проходя через фильтр, выводится наружу через боковые воздуховоды.

Сварочный пост, вентиляция которого грамотно рассчитана профессиональным поставщиком оборудования, обеспечивает соответствие условий труда санитарным нормам и выполнение правил пожарной безопасности.
Возврат к списку
Сварочный пост и его оборудование
Предприятие Энергия Сварка, в 2018 году расширило модельный ряд сварочного оборудования для промышленного применения, выпустив:
— мощный механизм подачи проволоки СПМ-540;
— блок жидкостного охлаждения горелок БВО-3;
Так же, был модернизирован флагман 2017года, ВДУ-500.
Это оборудование, может образовывать единую, эффективную сварочную систему, выполняющую множество задач полноценного сварочного поста.
Универсальный сварочный выпрямитель инверторного типа ВДУ-500
Номинальное напряжение сети 50-60 Гц, В. | 3 x 380 ±10% |
Потребляемая мощность, кВт, не более | 23 |
Потребляемый ток, Iмакс., А. | 32 |
Номинальный сварочный ток при ПН 60%, А. | 500 |
Номинальный сварочный ток при ПН 100%, А. | 360 |
Пределы регулирования тока, А. | 10 — 500 |
Напряжение холостого хода, В., не более | 70 |
Потребляемая мощность холостого хода, Вт. | 40 |
Диапазон рабочего напряжения, В. | 8 — 40 |
Программы: | ММА, МИГ/МАГ, ТИГ |
Степень защиты | IP 23 |
Первичный предохранитель (автомат), А | 40 |
Габаритные размеры, Д х Ш х В, мм. | 690х340х580 |
Масса, кг. | 41 |

ВДУ-500 является мощным, трёхфазным, универсальным источником, собранным по энергосберегающей инверторной технологии, с выходным током 500А. при 60% рабочем цикле.
Позволяет качественно справиться с большинством сварочных задач в трёх режимах сварки: МИГ/МАГ, ММА, ТИГ-ДС, а также, вести воздушно-дуговую резку металла угольным электродом.
Стандартное оснащение, при совместном использовании с СПМ-410/430/540
- 4-роликовый привод;
- Регулируемый Плавный старт/стоп, для плавного нарастания/уменьшения тока в режиме МИГ/МАГ;
- Регулировка индуктивности (скорость нарастания тока) в режиме МИГ/МАГ;
- Двух-четырёх тактная (2Т/4Т) конфигурация включения процесса сварки в режиме МИГ/МАГ;
- Функция заправки проволоки без подачи газа и тока. Тест газовой магистрали;
- Автоматическое отключение, при отсутствии циркуляции охлаждающего агента;
- Розетка (36В./100Вт.) для подключения подогревателя газа;
- Широкие возможности комплектации горелками, под различные задачи в сварке.
- Режим сварки алюминия и нержавеющих сталей со струйным переносом металла.
- Информативный, чёткий дисплей: ток, напряжение, скорость подачи, неполадки;
- Функции “Горячий старт”, “Антиприлипание” и “Форсаж дуги”;
- Регулировка тока форсажа в режиме ММА, позволяет подстроиться под различные типы электродов и пространственное положение шва;
- Автоматическое отключение при перегреве, отсутствии одной из фаз питающего напряжения.
- Функция FAN (вентилятор по потребности), ограничивает попадание излишней пыли внутрь;
 Тест газовой магистрали;
Тест газовой магистрали;Предварительная /финальная продувка газом, плавные спад и нарастание тока, для ТИГ
Механизм подачи проволоки СПМ 540
Наименование параметра | СПМ-540 |
Номинальное напряжение питания. | 24 |
Расчётный ток потребления, макс. А. | 17 |
Номинальный свар. ток, при ПВ 60%. А. | 30-600* |
Диаметр электродной проволоки | 1,0 — 3,2 |
Количество подающих роликов. | 4 |
Скорость подачи проволоки м./мин. | 0 — 21 |
Давление защитного газа, бар / МПа | 5 / 0,5 |
Длит. задержек предгаз/постгаз/отжиг, с. | 0 — 4 |
Предохранитель управления. А. | 20 |
Подключение горелки. | EURO |
Тип катушки. Ø / кг. | 440/30 |
Масса, без учёта катушки. | 16 |
Габаритный размер Д х Ш х В, мм. | 570х230х320 |
 В.
В. кг.
кг.Благодаря мощному мотор-редуктору, СПМ-540 обеспечивает процесс полуавтоматической сварки сплошной сварочной проволокой Ø до 2,4мм или самозащитной проволокой с флюсом, Ø до 3,2мм.
Механизм спроектирован для работы с разнообразными катушками, от Д200/5 до Д440/30 или для снятия проволоки непосредственно с бухты 250кг.на токах до 600А.
При заказе, стоит обратить внимание на то, что СПМ-540 требует установки более мощного блока питания. Поэтому, необходимо учитывать изменение комплектации (или модернизации имеющегося) ВДУ.
Механизмы предназначены для использования в строительной, машино и судостроительной промышленности, на трубопроводах, а также при наплавке, строительстве мостов и массивных металлоконструкций.
Использование водоохлаждаемой горелки не только поднимает производительность сварки, облегчает работу сварщика, но и уменьшает изнашивание расходных материалов (наконечник, сопло, вставка), соответственно, время и средства на их замену. Поэтому, когда речь идёт о большей производительности сварочного поста, комплектация его блоком водяного охлаждения БВО является рациональным решением.
Поэтому, когда речь идёт о большей производительности сварочного поста, комплектация его блоком водяного охлаждения БВО является рациональным решением.
Блок водяного охлаждения БВО — 3
| Технические характеристики | |
| Напряжение сети | 220 ±15% |
| Потребляемая мощность | 510 Вт. |
| Ток потребления | 2,4 А. |
| Ёмкость цистерны | 3л. |
| Максимальное давление | 3,5 кг./см. |
| Масса/габарит ВхШхД | 17кг. /290х350х650мм. |
Блок водяного охлаждения БВО — 3 является замкнутой системой циркуляции охлаждающей жидкости, предназначенный для охлаждения сварочных горелок МИГ/МАГ и ТИГ, эксплуатируемый в комплекте с источниками и механизмами «Энергия». Блок водяного охлаждения БВО — 3 может применяться с иным оборудованием, конструкция которого предусматривает данный тип охлаждения.
В максимальной конфигурации, сварочный пост ВДУ-500 комплектуется механизмом подачи СПМ, куллером БВО, горелкой с охлаждением жидкостью, универсальной тележкой для перемещения, имеющую полки под СПМ, БВО и газовый баллон с редуктором и подогревателем газа
Тест на тему «Сварочный пост»
1. в специальном кузове автомобиля;
2. в специальной кабине цеха;
3. на строительной площадке;
4. под навесом.
2. Обычно материалом пола сварочной кабины служит….
1. стальной лист
2. деревянный настил
3. линолеум
4. кирпич или бетон
3. Освещенность сварочной кабины должна быть …
1. не более 80 лк
2. не менее 80 лк
3. 80 лк
4. 800 лк
4. Как правило, длина кабеля, к которому подсоединен электрододержатель, обычно не превышает 3 м.
1. верно
2. не верно
5. Масса электрододержателя может составлять:
1. 0 ,35 -0 ,75 кг;
0 ,35 -0 ,75 кг;
2. до 0,35 кг;
3. свыше 0,75 кг;
4. масса электрододержателя зависит от силы сварочного тока.
6. При продолжительной непрерывной работе кабель и электрододержатель перегреваются, поэтому сечение кабеля выбирают с учетом возможности его нагрева при работе до:
1. 30 °С; 2. 40 °С; 3. 80 °С; 4. 100 °С
8. . Светофильтры для сварщиков имеют цвет:
1. красный;
2. желтый;
3. зеленый;
4. синий.
9. В исключительных случаях допускается соединение сварочных кабелей скруткой, с последующей изоляцией тугоплавкой изоляционной лентой.
1. верно
2. не верно
10. Укажите значения высоты сварочного стола для работы сидя
Тема: Оборудование сварочного поста для ручной дуговой сварки
1.Сварочные посты бывают …1. местные и перевозные;
2. строительные и цеховые;
3. перевозные и переносные;
4. стационарные и передвижные.
стационарные и передвижные.
2. Обычно стены кабины окрашивают в….
1. зеленый цвет
2. светло-серый цвет
3. серо-голубой цвет
4. цвет окраски не имеет значения
3. Высота стенок сварочной кабины должна быть …
1. не менее 1 м
2. не менее 1,5 м
3. не менее 2 м
4. не менее 2,5 м
4. Как правило, кабель, к которому подсоединен электрододержатель, изготавливают из мягкой алюминиевой проволоки.
1. верно
2. не верно
5. Электрододержатели должны обеспечивать смену электрода за время не более:
1)1 с;
2) 40 с;
3) 10 с;
4) 4 с.
6. Площадь сечения сварочного кабеля выбирают в зависимости от сварочного тока и допустимых нагрузок из расчета:
1) 1 -4 А/мм2; 2) 8 -1 4 А/мм2;
3) 5 -7 А/мм2; 4) 15-20 А/мм2.
7.Установите соответствие:
8.Класс светофильтра для сварки выбирают в зависимости от …
1. возраста сварщика;
2. освещенности;
3. силы сварочного тока;
4. времени суток.
9. В исключительных случаях, при недостаточной длине обратного провода, допускается использовать сети заземления или трубопроводы.
1. верно
2. не верно
10. Укажите значения высоты сварочного стола для работы стоя
Тема: Оборудование сварочного поста для ручной дуговой сварки
Вариант 3
1. в специально оборудованном кузове автомобиля, как правило, размещают …1. стационарный сварочный пост;
2. передвижной сварочный пост;
3. автомобильный сварочный пост;
4. кузовной сварочный пост.
2. Обычно материалом пола сварочной кабины служит….
1. стальной лист
2. деревянный настил
3. линолеум
линолеум
4. кирпич или бетон
3. Воздухообмен стационарного сварочного поста должен быть …
1. 80 м3 на человека
2. 40 м3 на человека
3. 400 м3 на человека
4. 800 м3 на человека
4. Как правило, использовать кабель длиной более 40 м не рекомендуется.
1. верно
2. не верно
5. Площадь сечения одножильного кабеля для силы сварочного тока 200 А должна составлять:
1) 10 мм2;
2) 40 мм2;
3) 100 мм2;
4) 400 мм2.
6. Электрододержатель должен выдерживать без ремонта …
1) 800 – 1000 зажимов электрода
2) 80000 –100000 зажимов электрода
3) 8000 – 10000 зажимов электрода
4) 80 – 100 зажимов электрода
7. Установите соответствие:
Установите соответствие:
8. Защита светофильтра от брызг металла при сварке обеспечивается пластинками из оргстекла, которые по мере повреждения заменяют новыми 1-2 раза в …
1) смену;
2) месяц;
3) 3 месяца;
4) год
9. Электрододержатели должны быть пригодны для работы на открытом воздухе при температуре от «минус» 55 до «плюс» 30 °С.
1. верно
2. не верно
10. Укажите допустимое значение падения напряжения в сварочной цепи.
Ключ ответов к тесту
Тема: Оборудование сварочного посты для ручной дуговой сварки
1-в2-г
3-б
4-а
3
2
0,5-0,6м
Вар 2
4
2
3
2
4
3
1-г
2-в
3-а
4-б
3
2
0,9-1,1 м
Вар 3
2
4
2
1
2
3
1-б
2-а
3-г
4-в
2
2
4В
Сварочные посты (сварочный стол) с вытяжкой и регулировкой по высоте
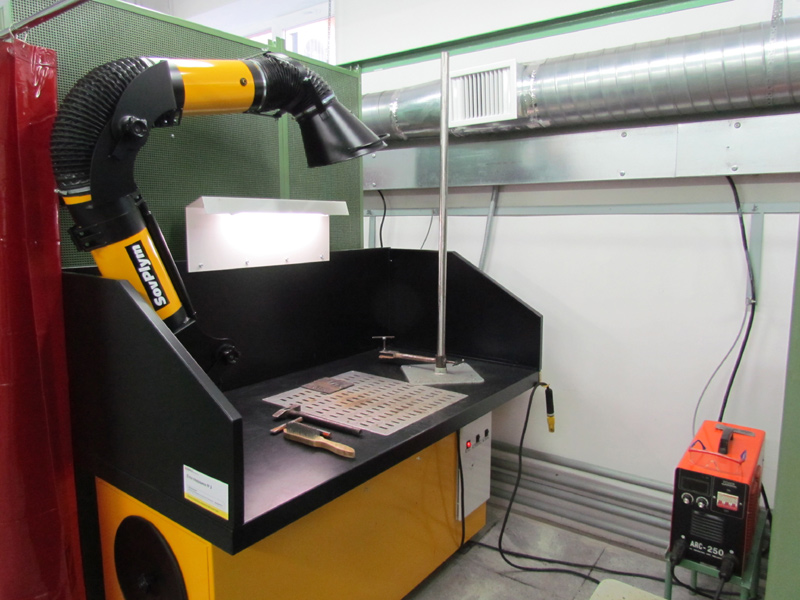
Сварочная станция должна отвечать требованиям безопасности и обеспечивать эргономичность работы. Он состоит из сварочного стола, оснащенного рабочей решеткой. Самым главным ее элементом является сварочный кожух, позволяющий оперативно удалять загрязнения во время работы. Верстак должен быть отрегулирован по высоте сварщика, чтобы обеспечить удобство работы. Практичным решением является вытяжной стол с регулируемыми ножками с регулируемыми ножками.Помимо правильного положения, он позволяет сохранять прямые линии и правильные углы во время сварки. Полезным дополнительным оборудованием могут быть монтажные кронштейны, устанавливаемые в пазы столов. Обращает на себя внимание стационарный сварочный пост с желобами, куда попадают металлическая стружка и другие отходы. Такое решение позволяет быстро и легко содержать рабочее место в порядке.
Он состоит из сварочного стола, оснащенного рабочей решеткой. Самым главным ее элементом является сварочный кожух, позволяющий оперативно удалять загрязнения во время работы. Верстак должен быть отрегулирован по высоте сварщика, чтобы обеспечить удобство работы. Практичным решением является вытяжной стол с регулируемыми ножками с регулируемыми ножками.Помимо правильного положения, он позволяет сохранять прямые линии и правильные углы во время сварки. Полезным дополнительным оборудованием могут быть монтажные кронштейны, устанавливаемые в пазы столов. Обращает на себя внимание стационарный сварочный пост с желобами, куда попадают металлическая стружка и другие отходы. Такое решение позволяет быстро и легко содержать рабочее место в порядке.
Станции экстракции и фильтрации
В нашем ассортименте вы найдете профессиональные сварочные станции , оснащенные вытяжным и фильтрующим оборудованием .Благодаря этим специально разработанным устройствам воздух в рабочем помещении постоянно очищается от пыли, образующейся при сварке металла. Что немаловажно, это делается без потерь тепла.
Что немаловажно, это делается без потерь тепла.
Предлагаемые нами сварочные станции включают, в частности, радиальные вентиляторы и магнитные присоски, установленные на самонесущих вытяжных рукавах. Указанные рычаги могут быть установлены на столе или быть частью отдельного мобильного фильтрующего устройства.Их преимуществом является гибкая конструкция, благодаря которой сварщик может регулировать положение вытяжных рычагов индивидуально в соответствии со своими потребностями.
Приглашаем вас ознакомиться с деталями нашего предложения в области сварочных станций. Мы продаем как компактные сварочные столы с инструментальным шкафом, так и обширные рабочие места. Если у вас есть сомнения, какое решение будет лучше для вашей компании, не стесняйтесь задавать вопросы.
.Требования к стационарным и мобильным сварочным станциям
Рабочие места, на которых производится сварка, то есть сварочные посты, делятся на стационарные и мобильные. Требования ко всем сварочным станциям (стационарным и мобильным) перечислены ниже.
Для начала стоит определиться, какие сварочные посты стационарные, а какие мобильные. Что ж, стационарные сварочные посты предназначены для серийных сварочных работ, а их техническое оснащение и электроснабжение постоянное.С другой стороны, если рабочие места предназначены для периодической сварки, а их техническое оборудование и источники питания комплектуются специально, только на время выполнения конкретной работы, мы имеем дело с мобильной сварочной станцией.
Требования к стационарному сварочному посту
Одним из основных элементов оборудования является сварочный стол и / или соответствующие приборы, которые позволят безопасно выполнять сварочные работы.Это может быть, например, столешница в виде решетки, через которую могут проникнуть всевозможные загрязнения. Следующие элементы: сварочный молоток, проволочная щетка для удаления грязи и клещи для удержания свариваемых предметов.
Если есть вероятность выброса вредных газов или пыли, стенд должен быть оборудован вентиляционной установкой.
На стационарной сварочной станции предметы больших размеров или весом более 25 кг следует перемещать с помощью вертикальных или горизонтальных транспортных устройств (например,переносные лебедки, подъемники, подъемники с ручным или механическим приводом).
Оборудование на каждую сварочную станцию
Независимо от того, стационарная или мобильная сварочная станция, она должна быть оборудована приспособлениями, позволяющими безопасно опускать или подвешивать горелку, а также емкость с водой для периодического или аварийного охлаждения горелки, если используются ручные газовые горелки. Также следует позаботиться об оборудовании, позволяющем безопасно положить или подвесить горелку, если на станции используются ручные сварочные горелки.Если же на станции используется дуговая сварка покрытыми электродами, она должна быть оборудована контейнером для остатков электродов (пней).
Важно Запрещается хранить легковоспламеняющиеся материалы в сварочном помещении и на сварочном посту. Рабочие места, на которых ведутся сварочные работы, вызывающие искры, шлак или горячие твердые частицы, должны быть защищены от возможности возникновения пожара в зоне брызг с учетом пространства под сварочным постом.
Рабочие места, на которых ведутся сварочные работы, вызывающие искры, шлак или горячие твердые частицы, должны быть защищены от возможности возникновения пожара в зоне брызг с учетом пространства под сварочным постом.
Дополнительные требования для внешних позиций
Сварочный пост, расположенный на открытом пространстве, должен быть защищен от погодных условий, а его окрестности — от излучения электрической дуги или пламени. Это требование не распространяется на сварочные работы, выполняемые на морских судах и судах внутреннего плавания, а также на строительно-монтажные работы, выполняемые на большой высоте или в траншеях.
Правовая основа§ 9 — § 14 Постановления министра экономики от 27 апреля 2000 г.по охране труда при сварочных работах (Законодательный вестник № 40, ст. 470).
Автор:Зигмунт Вечорек — специалист по профессиональному анализу и профилактике рисков
.Сварочный пост с гибким манипулятором и вентилятором KLIMAWENT ERGO-STW-R-MINI (№ 813S08)
Сварочный пост типа ERGO-STW-R-MINI используется как вентилируемое рабочее место сварщика. Они предназначены для вытяжки воздуха, загрязненного сухой пыли, выделяющейся в основном при сварке металлов. Пыль и Сварочный дым всасывается в непосредственной близости от источника выброса : сверху — через присоску самонесущего вытяжного рукава, либо снизу — через всасывающую камеру с решеткой.
Они предназначены для вытяжки воздуха, загрязненного сухой пыли, выделяющейся в основном при сварке металлов. Пыль и Сварочный дым всасывается в непосредственной близости от источника выброса : сверху — через присоску самонесущего вытяжного рукава, либо снизу — через всасывающую камеру с решеткой.
Рабочая станция требует подключения к фильтрующей установке , которая будет выпускать воздух наружу.
Характеристики / преимущества
- Несущая конструкция станции: рабочий стол , оборудованный гибкой рукой с присоской , позволяющей отводить загрязненный воздух сверху и сбоку.
- На столе имеется зажим для заземляющего провода сварочного аппарата.
- A Гибкий всасывающий рукав ERGO-FLEX LUX с всасывающим патрубком , прикрепленный к столу — он состоит из гибкого шланга , надетого на несущую конструкцию из алюминиевых профилей, что в сочетании с пружинами растяжения позволяет и для удобного маневрирования кронштейна по всей длине поверхности стола (крепление поворотного кронштейна).
- На столе имеется зажим для заземляющего провода сварочного аппарата.
- В зависимости от настройки заслонок воздух может вытягиваться ракелем ( сверху или сбоку ) или решеткой ( снизу ).

Станция ERGO-STW-F включает:
- Сварочный стол с решеткой, пылесборником
- Вентилятор
- Выключатель двигателя
- Подвеска сварочного держателя
- Ручка дроссельной заслонки
- Блок питания
Объем поставки
- Сварочная станция KLIMAWENT ERGO-STW-R-MINI (№ 813S08)
Требования
- PN-EN ISO-12100: 2012
- PN-EN 60204-1: 2018 -12
- PN-EN ISO 13857: 2010
- PN-EN 60529: 2003 / A2: 2014-07P
- PN-EN 61439: 2011
- Директива 2006/42 / EC
- Директива 2014/35 / EU
- Директива 2009/125 / EC (ErP)
- Регламент Комиссии (ЕС) № 327/2011

Сварочная станция KLIMAWENT ERGO-STW-R (№ 813S05) со штангой ERGO LUX-L / 2-R (№ 810R84)
Сварочные станции типа ERGO-STW-R служат в качестве вентилируемого рабочего места сварщика. Они предназначены для вытяжки загрязненного воздуха сухой пылью, выделяемой в основном при сварке металлов . Пыль и Сварочный дым всасывается в непосредственной близости от источника выброса : сверху — через присоску самонесущего вытяжного рукава, либо снизу — через всасывающую камеру с решеткой.
Рабочая станция ERGO-STW-R требует подключения к системе вентиляции , которая выводит отработанный воздух за пределы помещения.
Характеристики / преимущества
- Несущая конструкция станции: верстак , оборудованный поворотным столом для сварки мелких деталей, инструментальным шкафом и всасывающей камерой с демпфером и решеткой .
- На столе имеется зажим для заземляющего провода сварочного аппарата.
- К столу прикреплен всасывающий рукав ERGO LUX , состоящий из двух трубчатых сегментов , соединенных фрикционными соединениями, которые в сочетании с газовыми пружинами позволяют манипуляторам и легко маневрировать.
- Крепление поворотного рычага — позволяет покрыть всю поверхность стола.
- Капюшон рычага оборудован регулируемым демпфером .
- В зависимости от настройки заслонок воздух может быть удален ракелем ( сверху или сбоку ) или решеткой ( снизу ).
- Диаметр рычага: 160 мм .
- Дальность действия руки: 2 метра .
- Мощность вентилятора: 400 В
- Мощность двигателя вентилятора: 0,55 кВт
- Расход воздуха: 1000 м 3 / ч
- Вес стола без кронштейна: 164 кг

ERGO -STW-R включает в себя:
- Сварочный стол со шкафом для инструментов
- Вентилятор
- Блок питания и управления
- Трубчатый вытяжной рукав длиной 2 м
Объем поставки
- Сварочная станция KLIMAWENT ERGO-STW -R (№ 813S05)
- Трубчатый всасывающий рукав KLIMAWENT ERGO LUX-L / 2-R с диапазоном действия 2 метра (№ 810R84)
Требования
- Директива 2006/42 / EC
- Директива 2014/35 / ЕС
- Директива 2009/125 / EC (ErP)
- Регламент Комиссии (ЕС) № 327/2011
- PN-EN ISO-12100: 2012
- P N-EN 60204-1: 2010
- PN-EN ISO 13857: 2010
- PN-EN 60529: 2003 / A2: 2014-07P

Роботизированная сварочная станция — RYWAL-RHC
Уважаемый пользователь,
С 25 мая 2018 г. Регламент (ЕС) 2016/679 Европейского парламента и Совета от 27 апреля 2016 г. о защите физических лиц в отношении обработки персональных данных и о свободном перемещении таких данных, и отменяющую Директиву 95/46 / WE (именуемую «GDPR», «GDPR», «GDPR» или «Общие правила защиты данных»). Мы хотим, чтобы вы знали, какие данные мы обрабатываем и на каких условиях.Подробную информацию об этом вы найдете ниже. Прочтите их, затем укажите данные, которыми вы хотите поделиться с нами, и дайте свое согласие, нажав кнопку «Я согласен».
Помните, что вы всегда можете отозвать свое согласие или изменить объем данных, щелкнув значок настроек в нижнем левом углу браузера.
Какие данные мы собираем?
Большая часть собираемых нами данных является полностью анонимной, но это также могут быть данные об используемом вами устройстве, версии браузера, подстраницах, которые вы посещаете, и о том, что вы ищете на нашем веб-сайте. В случае предоставления маркетингового согласия это могут быть личные данные, такие как IP-адрес, адрес электронной почты или ссылки на профили в социальных сетях.
В случае предоставления маркетингового согласия это могут быть личные данные, такие как IP-адрес, адрес электронной почты или ссылки на профили в социальных сетях.
Кто будет администратором ваших данных?
Администратором ваших данных является RYWAL-RHC Sp. z o.o., ул. Odlewnicza 4, 03-231 Варшава, NIP: 951-19-98-317.
Почему мы хотим обрабатывать ваши данные?
Прежде всего, чтобы предоставить вам более качественный контент и лучший опыт использования нашего веб-сайта.Как это возможно?
Анализируя, например, то, что вы ищете на веб-сайте, мы знаем, что вам нужно, и делаем все, чтобы вы быстро и легко нашли это у нас. Анализируя время, проведенное на сайте, мы знаем, была ли статья интересной или нет.
Подробнее об этом можно прочитать в нашей политике конфиденциальности.
Делимся ли мы с кем-нибудь вашими данными?
Мы можем раскрывать ваши данные только специализированным компаниям из нашей группы капитала и только для целей, тесно связанных с вашими потребностями, компаниям, действующим от нашего имени, напримерчтобы оптимизировать работу веб-сайта или выполнение заказа или контракта, а также лица, уполномоченные получать данные на основании применимого законодательства, например, суды или правоохранительные органы — конечно, только если они делают запрос на основе соответствующая правовая основа.
Что вы можете делать со своими данными?
У вас есть право на доступ к своим данным, их изменение, ограничение обработки и удаление, если это не противоречит другим правам, напримерв связи с исполнением договоров. Вы также можете изменить объем данных, которыми вы хотите поделиться с нами, отозвать свое согласие на обработку персональных данных или использовать другие права, перечисленные в нашей политике конфиденциальности.
На каком основании мы хотим обрабатывать ваши данные?
Основанием для обработки ваших данных является ваше согласие каждый раз, но в некоторых случаях также необходимость выполнения контрактов и законный интерес контролера данных, т. Е.обработка данных для целей собственного маркетинга.
В случае обработки данных в маркетинговых целях, то есть, среди прочего, профилирование будет происходить с вашего согласия, которое вы выражаете, принимая уровень маркетинговых данных в настройках.
В случае обработки данных для связи с вами мы попросим вашего согласия в контактной форме или при подписке на информационный бюллетень.
Как долго мы храним ваши данные?
Мы напомним вам о хранении ваших данных на сайте через 90 дней после предыдущего посещения.Затем вы можете решить, что вы хотите с ними делать. Однако мы будем хранить данные, которые мы получаем от вас, на неопределенный срок, потому что благодаря историческим данным мы сможем лучше анализировать изменения в ваших предпочтениях.
Сводка
Пожалуйста, прочтите вышеупомянутую информацию. Затем дайте согласие на обработку этих данных, нажав кнопку «Я согласен».
Помните, что вы можете отозвать свое согласие или изменить объем данных, которые вы хотите нам предоставить, в любое время.
.Какие требования к сварочным станциям?
Работа сварщика связана с некоторой опасностью как для оператора, так и для окружающих. Чтобы свести к минимуму риск, позиция должна быть как можно лучше оборудована. Это не только основные элементы, такие как сварочная маска или комбинезон, но и дополнительные приспособления, улучшающие и облегчающие работу. Каковы требования к современным сварочным станциям и каким оборудованием должен быть оснащен сварщик?
Каковы требования к современным сварочным станциям и каким оборудованием должен быть оснащен сварщик?
Квалификация сварщика
Сварщик — профессия, требующая соответствующей квалификации.Не разрешается выполнять сварку лицам, не имеющим квалификации, современного медицинского освидетельствования, а также подготовки по охране труда. Положение о сварочных работах внесено в Распоряжения министра экономики от 27 апреля 2000 г. «О охране труда и технике безопасности на сварочных работах» № . По их словам, данное действие могут предпринимать только лица, имеющие необходимую квалификацию, подтвержденную одним из документов:
- Свидетельство о прохождении обучения,
- .
 0001pt; text-align: justify; line-height: 150%; mso-list: l1 level1 lfo1; tab-stops: list 36.0pt; vertical-align: baseline;»> аттестат сварщика, Зачетная книжка сварщика
0001pt; text-align: justify; line-height: 150%; mso-list: l1 level1 lfo1; tab-stops: list 36.0pt; vertical-align: baseline;»> аттестат сварщика, Зачетная книжка сварщикаБезопасное рабочее место
Рабочее место сварщика должно быть отделено таким образом, чтобы защитить людей и предметы в непосредственной близости от него. Вредными факторами являются:
- УФ и ИК излучение,
- пыль и пыль,
- шум.
 0pt; vertical-align: baseline;»> брызг горячего металла,
0pt; vertical-align: baseline;»> брызг горячего металла,Для разделения сварочной кабины используются специальные экраны , в том числе , которые состоят из стального каркаса и занавесок или ламелей, соответствующих требуемым стандартам.Это решение очень удобно, так как позволяет создать станцию любых размеров, на которой можно разместить не только рабочий стол, но и различные манипуляторы и сварочные позиционеры.
В месте попадания брызг расплавленного металла на сварочном посту может возникнуть пожар.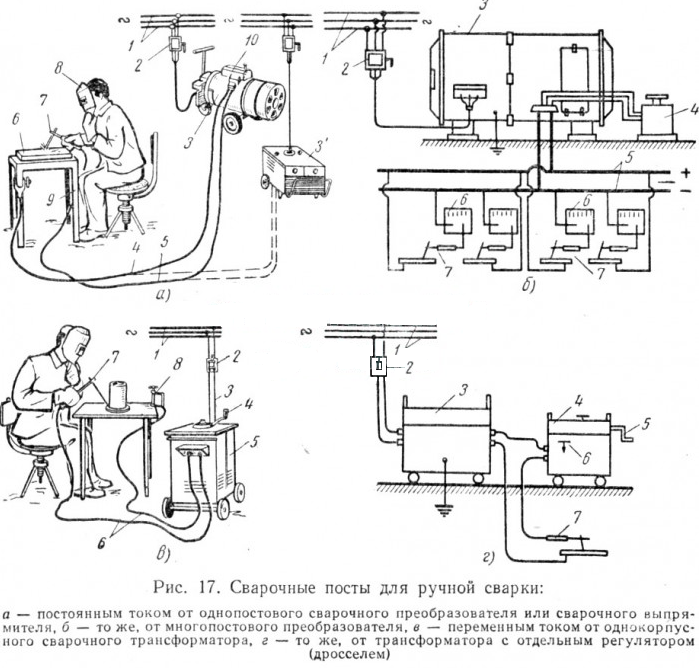 Следовательно, он также должен быть оборудован сухими порошковыми или пенными огнетушителями , а также противопожарными одеялами . Недооцененным элементом, повышающим безопасность труда, являются специальных матов , на которых стоит сварщик и которые негорючие.Они улучшают захват рабочего и снижают риск поскользнуться, а также снижают риск возгорания, вызванного распространением искр или брызг.
Следовательно, он также должен быть оборудован сухими порошковыми или пенными огнетушителями , а также противопожарными одеялами . Недооцененным элементом, повышающим безопасность труда, являются специальных матов , на которых стоит сварщик и которые негорючие.Они улучшают захват рабочего и снижают риск поскользнуться, а также снижают риск возгорания, вызванного распространением искр или брызг.
Сами сварочные работы можно проводить как в закрытых помещениях, так и на открытых площадках. Требования к комнатам: гравитационная и механическая вентиляция, а также двери и окна, открывающиеся наружу . Цвет стен тоже важен. Серый уменьшает отражение света. В случае сварки на открытом воздухе здание должно иметь негорючую конструкцию, а высота потолка или крыши должна быть не менее 3,75 метра.Один сварочный пост должен занимать не менее 2 м2 поверхности.
Средства индивидуальной защиты
Основные средства индивидуальной защиты сварщика:
- средства защиты лица и глаз (сварочные маски или пассивные маски),
- сварочные перчатки (тип A для сварки TIG или тип B для сварки MIG / MAG и MMA),
- спецодежда,
- фильтрующие полумаски,
- средства защиты органов слуха (беруши или наушники).
 0pt; vertical-align: baseline;»> сапоги сварочные,
0pt; vertical-align: baseline;»> сапоги сварочные,Дополнительное оборудование в сварочном цехе
Профессиональная сварочная станция состоит из:
- элементы конструкции сварочного поста, такие как шторы, ламели, экраны, защитное стекло, звукоизоляционные стены, сварочные накладки, сварочные стулья и столы,
- столы сборочные и сварочные, зажимы и хомуты,
- погрузочно-разгрузочные системы.
 0001pt; text-align: justify; line-height: 150%; mso-list: l2 level1 lfo4; tab-stops: list 36.0pt; vertical-align: baseline;»> фильтровальные установки,
0001pt; text-align: justify; line-height: 150%; mso-list: l2 level1 lfo4; tab-stops: list 36.0pt; vertical-align: baseline;»> фильтровальные установки,Позиционеры и сварочные манипуляторы также становятся чрезвычайно популярными. Об их функциях и применении мы поговорили с сотрудником Bartom — производителя сварочного оборудования:
Манипуляторы и сварочные позиционеры позволяют маневрировать крупногабаритными деталями и стабильно устанавливать их в нужное положение.
 Благодаря им доступ ко всем плоскостям заготовки чрезвычайно прост. Они являются прекрасной альтернативой мостовым кранам или стрелам, которые используются для перемещения обрабатываемых деталей.Они повышают безопасность работы, а также ее скорость и комфорт. Все чаще они используются в качестве основного сварочного оборудования, а на предприятиях, где свариваются крупногабаритные цилиндры или компоненты шасси, эти устройства практически незаменимы.
Благодаря им доступ ко всем плоскостям заготовки чрезвычайно прост. Они являются прекрасной альтернативой мостовым кранам или стрелам, которые используются для перемещения обрабатываемых деталей.Они повышают безопасность работы, а также ее скорость и комфорт. Все чаще они используются в качестве основного сварочного оборудования, а на предприятиях, где свариваются крупногабаритные цилиндры или компоненты шасси, эти устройства практически незаменимы. Постоянный контроль качества выполняемых сварных швов и забота о безопасности рабочего места требует использования соответствующего оборудования и приспособлений. На рабочем месте сварщика много рисков, поэтому очень важно позаботиться о качественной защитной одежде или элементах, разделяющих рабочее пространство.
.Все о сварщике — OHS изнутри
Обновлено: 13 февраля 2020 г. Все, кто сваривает, сварщик? В чем разница между сварщиком и сварщиком? Что означает TIG, MIG, MAG? И наконец, каковы риски сварщика? Узнайте о опасностях на должности сварщика , необходимых квалификациях , профилактических мерах и другой соответствующей информации, необходимой для Behap. Сварщик — это человек, который физически выполняет сварочные работы. Соединяет сталь, металл и другие детали с различными методами сварки . Помните, что сварщик не обязательно должен работать на должности, называемой «сварщиком». Часто сварка выполняется, например, механиком, консерватором и т. Д. Независимо от названия должности, чтобы иметь возможность заниматься сваркой, требуется соответствующая квалификация . Иногда для обозначения сварщика

Невозможно заниматься сваркой без соответствующей профессиональной квалификации . Независимо от того, работает ли сотрудник сварщиком или он, например, работает консерватором и занимается сваркой один раз в две недели в течение 10 минут, оба сотрудника должны иметь квалификацию для этой работы. Об этом нужно помнить, потому что, к сожалению, часто можно встретить заблуждение, что сварщику «в прыжке» не нужна квалификация. Любой, кто занимается сваркой, должен иметь квалификацию . Однако, чтобы не быть столь ярким, в есть около неточностей по теме квалификации сварщика.
Согласно постановлению [1], лица с:
могут сваривать- Свидетельство об окончании обучения или
- Аттестация сварщика или
- Книга сварщика .
Все вышеперечисленные виды квалификаций должны выдаваться на основании положений и стандартов. Список стандартов можно найти внизу статьи.
Список стандартов можно найти внизу статьи.
Исполнительных лиц:
- ручная термическая резка,
- сварка,
- ручная пайка и
- выполнение сварочных работ механизированное и автоматическое
должен иметь свидетельство о прохождении обучения не менее .
Принято считать, что сварщик должен пройти обучение , затем сдать экзамен и получить сертификат экзамен сварщика. Книга сварщика действительна только при наличии Свидетельства об экзамене сварщика . Как видите, регулирование дает одну из трех возможностей. И если сварщик выполняет сварочные работы, связанные, например, с ремонтом на заводе, одной из этих возможностей действительно достаточно.
Это немного отличается от сварщика, производящего продукт (то, что фабрика производит и продает). Практика показывает, что такой сварщик в принципе должен соответствовать всем этим квалификационным требованиям одновременно.Это связано с требованиями к качеству сварных изделий. Это стандарты и / или требования к качеству, принятые для использования на заводах для сварных швов (не сварных швов;)) Так что это не правила, и работодателей здесь более , требующие с точки зрения квалификации своих сотрудников.
Практика показывает, что такой сварщик в принципе должен соответствовать всем этим квалификационным требованиям одновременно.Это связано с требованиями к качеству сварных изделий. Это стандарты и / или требования к качеству, принятые для использования на заводах для сварных швов (не сварных швов;)) Так что это не правила, и работодателей здесь более , требующие с точки зрения квалификации своих сотрудников.
[1] не определяет, является ли квалификация сварщика пожизненной или временной. Теоретически, если правила не содержат информации о сроках действия квалификаций, можно предположить, что они бессрочные.Тем не менее, это не так. Поскольку стандарта входит в предмет квалификаций сварщиков, и в соответствии с содержащимися в нем требованиями, квалификация должна быть обновлена . Обновление квалификации должно происходить каждые 2 года , при условии, что работник действительно работает на постоянной основе. Перерывы в сварке не должны превышать 6 месяцев.
Перерывы в сварке не должны превышать 6 месяцев.
Сварочные работы пожароопасные .Независимо от того, сколько времени длится сварочные работы, они должны выполняться на основании определенных правил. Их нельзя упускать, что часто соблазняет сварщиков, когда им нужно сварить что-то маленькое, что займет всего несколько минут. Часто потом можно услышать, что организация безопасности займет намного больше времени, чем сама сварка, поэтому в этом нет смысла. Извините, но не. Следуя этой логике, возгорание должно возникать только при продолжительной сварке. К сожалению, пожар может произойти в любой момент .Так что, если не будут приняты меры безопасности, потери могут быть очень серьезными.
Это еще не все. Помните, что иногда сварочные работы могут быть отнесены к особо опасным работам, например, в местах, прилегающих к складам легковоспламеняющихся продуктов, или выполняемые в закрытых помещениях или резервуарах и т. Д. В последнем случае сварка также может быть отнесена к работам. выполняется не менее чем двумя людьми , в связи с необходимостью страховки.
Д. В последнем случае сварка также может быть отнесена к работам. выполняется не менее чем двумя людьми , в связи с необходимостью страховки.
Очень важно всегда смотреть на данную работу в более широкой перспективе, а не останавливаться на ее аспекте «ноль-один».
Ознакомьтесь с «Руководством по обучению здоровью и безопасности» и распространите свое обучение! Наиболее распространенные виды сварки- 111 — Дуговая сварка стержневым электродом покрытым электродом
- 114 — дуговая сварка порошковой проволокой
- 121 — дуговая сварка электродной проволокой
- 131 — Сварка МИГ
- 135 — сварка МАГ
- 136 — сварка в среде защитных газов порошковой проволокой
- 137 — сварка в инертном газе порошковой проволокой
- 141 — Сварка TIG
- 115 — плазменная сварка
- 311 — Кислородно-ацетиленовая сварка
Цифры выше — , номера процессов сварки согласно стандарту [4]. Конечно, есть и другие виды сварки, как и детали выполнения сварочных работ. Для сотрудника службы охраны труда и техники безопасности приведенного выше списка достаточно. Однако, если вас интересуют подробности, вы найдете список стандартов в конце этой статьи для получения дополнительной информации.
Конечно, есть и другие виды сварки, как и детали выполнения сварочных работ. Для сотрудника службы охраны труда и техники безопасности приведенного выше списка достаточно. Однако, если вас интересуют подробности, вы найдете список стандартов в конце этой статьи для получения дополнительной информации.
При выполнении пожароопасных работ необходимо:
- Зафиксируйте все горючие материалы. Это, например:
- изделия из бумаги и картона,
- деревянных изделий,
- легковоспламеняющиеся ткани, а также ткани, плавящиеся при горении.
- химические продукты, особенно классифицируемые как: F: легковоспламеняющиеся / легковоспламеняющиеся, F +: чрезвычайно легковоспламеняющиеся, O: окисляющие и все другие, для которых в паспорте безопасности указано, чтобы избежать контакта продукта с огнем. Эту информацию можно найти в Разделе 5 «Меры по борьбе с пожаром», подраздел 8. 2 «Контроль воздействия»
- установки с легковоспламеняющимися средами, напримерацетилен и окислители, например кислород
- легковоспламеняющиеся конструкции помещений и зданий и т. Д.
- Рассмотрим , какие работы ранее проводились на участке или комнате. Если работы выполняются с использованием легковоспламеняющихся жидкостей или газов, необходимо измерить их содержание в воздухе. Если он не превышает 10% от их нижнего предела взрываемости , сварку можно начинать. В противном случае подождите, пока результат не окажется в этих пределах.Значение предела взрываемости , конечно, можно найти в SDS в разделе 9 «Физические и химические свойства» .
- Во время сварочных работ оборудование, обеспечивающее быстрое тушение пожара , например, огнетушитель, противопожарное одеяло, должно быть постоянно в наличии.
- После завершения сварочных работ необходимо провести осмотр рабочей площадки и прилегающих территорий.
- Для сварочных работ следует использовать только технически надежное оборудование , защищенное от возгорания.[2]
 2 «Контроль воздействия»
2 «Контроль воздействия»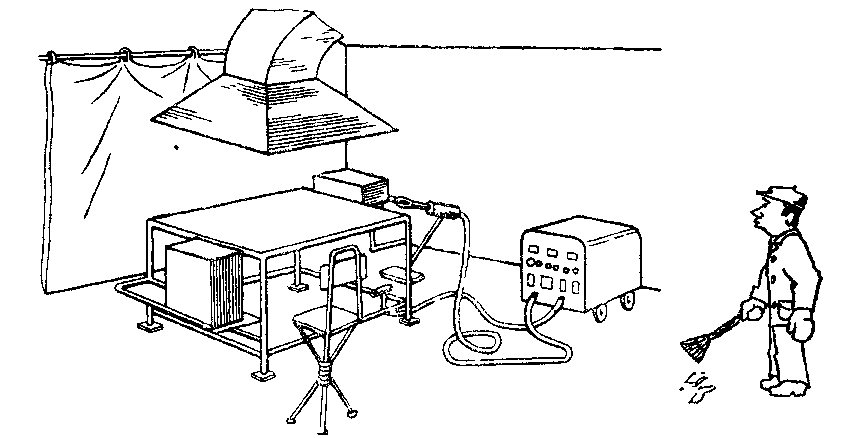
Наиболее специфическая опасность для сварщика — сварочный дым . Это особый тип дыма, поскольку он содержит веществ, химических соединений и твердых частиц различного происхождения . При попадании в организм компоненты дыма вступают в реакцию и вызывают негативные последствия для здоровья.
Состав сварочного дыма чрезвычайно «богатый».Константы компонентов:
- металлы : алюминий, кадмий, хром, медь, железо, свинец, марганец, магний, молибден, никель, титан, цинк, бериллий
- газы: оксид и диоксид углерода, оксиды азота, озон, химические соединения, входящие в состав защитных экранов, например, аргон, гелий.
- прочие компоненты сварочного дыма: фториды, кремний, фенолы, формальдегид и другие органические соединения, даже асбест.
Наиболее распространенными являются ультрафиолетовый , видимый и инфракрасный .Это представляет серьезную угрозу для зрения сварщика, но не только. Радиация, в частности УФ-излучение, отрицательно влияет на кожу рабочего и может даже привести к раку.
90 242 Прочие 90 245 Электромагнитное поле , шум , вибрация , высокая температура и другие опасности от других машин или процессов на предприятии. Сварщик часто выполняет работу в неестественных позициях .Следовательно, существует высокий риск травм опорно-двигательного аппарата . Использование неисправного оборудования может привести к поражению электрическим током . Неправильно подготовленное рабочее место может создать пожароопасность . Многое зависит от рабочей зоны и типа сварных деталей . В экстремальных условиях сварщик получает тяжелых ожога, ожогов и даже – смертельных исходов.
Неправильно подготовленное рабочее место может создать пожароопасность . Многое зависит от рабочей зоны и типа сварных деталей . В экстремальных условиях сварщик получает тяжелых ожога, ожогов и даже – смертельных исходов.
Наиболее распространенными профессиональными заболеваниями сварщиков [3] являются:
- Металлическая лихорадка (также известная как цинковая лихорадка или литейная лихорадка) — наиболее распространенное заболевание сварщиков.Это вызвано оксидами металлов, таких как цинк, медь, магний, железо, марганец, ртуть и т. Д. Заболевание часто возникает эпизодически . Через несколько дней симптомы, в том числе кашель, боль в груди, головная боль, исчезают, не вызывая никаких последствий для здоровья.
- Пневмония (пневмокониоз электросварщиков), чаще всего вызываемая железом, оловом, оксидом бария. Заболевание протекает бессимптомно и чаще всего обнаруживается случайно.
- Бронхиальная астма. Металлы снова причина. Чаще всего это происходит, когда сварщик использует разные способы сварки.
 Заболевание протекает бессимптомно и чаще всего обнаруживается случайно.
Заболевание протекает бессимптомно и чаще всего обнаруживается случайно.Забота о правильной организации Рабочая станция уже на этапе ее создания — идеальный, хотя и редкий вариант. Если сварочный пост создается в месте, изначально не приспособленном для него, следует приложить все усилия, чтобы максимально защитить здоровье сотрудника.
Вентиляция Абсолютный базовый . Его необходимо обязательно предусмотреть на сварочном рабочем месте. В зависимости от видов сварочных работ должна быть предусмотрена общая вентиляция и часто местная вентиляция. Всего этого может хватить на краткосрочных сварочных работ. Местная вентиляция необходима для продолжительных работ. Особое внимание следует уделять вентиляции при сварке в закрытых помещениях или резервуарах.Пары, скапливающиеся в замкнутом пространстве, могут быстро ухудшить самочувствие сотрудника, а также намного быстрее вызвать пожар.
Особое внимание следует уделять вентиляции при сварке в закрытых помещениях или резервуарах.Пары, скапливающиеся в замкнутом пространстве, могут быстро ухудшить самочувствие сотрудника, а также намного быстрее вызвать пожар.
Тренировка — самая простая форма профилактики. Печально, что они так редко запускаются должным образом. Соответственно, подготовило внутренних регламентов, и их точное обсуждение сотрудников, а также соблюдения и соблюдение требований людьми, управляющими сотрудниками , действительно могут многое сделать.Поэтому, помимо обязательного обучения по охране труда и технике безопасности, для менеджеров целесообразно время от времени проводить дополнительные учебных курса, на которых они будут постоянно подчеркивать важность сварочных работ в соответствии с правилами.
Профилактические осмотры Независимо от того, является ли сварщик или рабочий, время от времени выполняющий сварочные работы, целью испытаний, для этого необходимо предоставить превентивные испытания. Человек, который хочет стать сварщиком, действительно должен иметь крепкого здоровья .Любая аллергия, аллергия, частые инфекции и даже инвалидность лишают такого человека возможности получить положительное медицинское заключение для этой профессии. Очень важное замечание по отправке людей, уже работающих на заводе, на курсы сварщиков. Этих людей нужно направить сначала на исследование, а затем на курс.
Человек, который хочет стать сварщиком, действительно должен иметь крепкого здоровья .Любая аллергия, аллергия, частые инфекции и даже инвалидность лишают такого человека возможности получить положительное медицинское заключение для этой профессии. Очень важное замечание по отправке людей, уже работающих на заводе, на курсы сварщиков. Этих людей нужно направить сначала на исследование, а затем на курс.
Для сварщиков измеряются следующие коэффициенты:
- промышленная пыль, содержащая диоксид кремния
- диоксид азота
- оксид азота
- окись углерода
- марганец и его неорганические соединения (в виде Mn)
- оксиды железа — пары (выраженные как Fe)
и прочие , возникающие из-за специфики свариваемых материалов и других опасностей на заводе или на рабочем месте, напримершум, вибрация и т.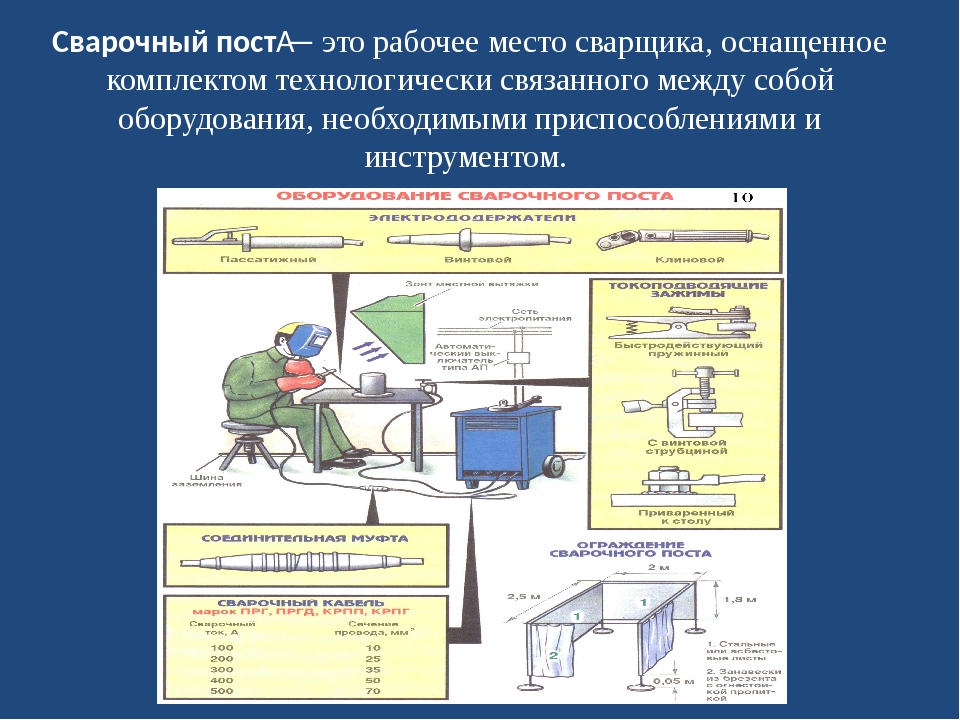 д.
д.
Кроме того, в зависимости от метода сварки можно измерить следующее:
- для сварки MIG и электродов с покрытием: никель и хром
- для сварки TIG: озон
- при сварке алюминия: оксид алюминия, озон.
Дыхательные пути необходимо защищать с соблюдением особой осторожности. . . Из-за сложного состава сварочного дыма, сварочный дым, попадая в организм, может вызывать множество вредных эффектов, в том числе: отравление, повреждение слизистых оболочек, воспаление верхних дыхательных путей и даже рак.
Сварщик должен быть действительно хорошо оснащен средствами индивидуальной защиты. Возможно, они не очень удобны, но нужен для защиты жизни и здоровья сварщика. Что именно нужно сварщику?
- Защита глаз,
- Защита лица,
- Одежда защитная,
- Защитные перчатки,
- Защитная обувь,
- Средства защиты органов дыхания.

или Многофункциональные изделия , например, сварочный шлем, который одновременно защищает глаза и лицо.
Выбор СИЗПри выборе соответствующего средства индивидуальной защиты необходимо использовать оценку профессионального риска . Учтите, в каких местах работает сварщика, какие материалов, сваривают, какие методом . Это позволит вам определить, каким факторам он подвергается.Как только вы это узнаете, вы сможете выбрать правильные меры защиты.
Защита глаз Для газовой сварки часто используются очки или очки . Однако они не используются для дуговой сварки. На производственных предприятиях, где я работал, наиболее часто использовался шлем . Он отлично подходит для длительной и интенсивной сварки. Это также, пожалуй, самая удобная защита глаз и лица для сотрудника. Необходимое соответствие стандарту PN-EN 175 .
Необходимое соответствие стандарту PN-EN 175 .
Чаще всего вы встретите сварочный шлем , реже сварочный щит и реже сварочный шлем . Последний используется на всей голове, поэтому комфорт сварщика очень ограничен. Применяется только для работы в конкретных и труднодоступных местах.
Сварочный щит , с которым многие люди, возможно, ассоциируют своих дедушек или отцов, которые занимались сваркой в гараже (без квалификации корса;), очень редко используется на заводах.В основном потому, что для этого нужно держать его в руке. Сварка одной рукой — не самое простое занятие.
Шлем снова самый удобный вариант. На рынке много шлемов. Вы можете выбрать самые простые, а можете выбрать те, которые, например, автоматически регулируют затемнение . Они могут выдержать дополнительные травмы, например, удары. Стоит обратить внимание на поле зрения размером . При выборе защиты всегда руководствуйтесь всеми знаниями о месте сварки и опасностями, потому что сварщик не всегда найдет то или иное изделие полезным.
Стоит обратить внимание на поле зрения размером . При выборе защиты всегда руководствуйтесь всеми знаниями о месте сварки и опасностями, потому что сварщик не всегда найдет то или иное изделие полезным.
Требуется соответствие стандарту PN-EN 175 .
Одежда защитнаяДолжен быть негорючий . Выбор снова велик: кофты, брюки, комбинезоны, фартуки, комбинезоны, рукава, покрывала. Решение необходимо принимать повторно в зависимости от масштаба сварки на предприятии, ее типа, частоты и других опасностей. Необходимое соответствие стандарту PN-EN ISO 11611 .
Сварочные перчаткиОни должны соответствовать стандартам PN-EN 12477: 2005 и его расширению PN-EN 12477: 2005 / A1: 2007 и типу, подходящему для метода сварки:
- тип А — предназначен для MIG / MAG и MMA методов (превосходство защитных свойств над ручными)
- тип Б — разработан для метода TIG (преимущество ручных свойств над защитными)
- тип A / B — соответствует требованиям обоих типов.

Кроме того, перчатки должны иметь маркировку и параметры защиты от механических опасностей PN-EN 388: 2017-02 и опасностей, возникающих в результате контакта с огнем / высокой температурой PN-EN 407: 2007 . Помните, что сварочные перчатки и сварочные перчатки — это два разных типа перчаток. Для сварщика используйте только и только первый.
Защитная обувьОбувь для сварщика может быть предоставлена в виде сапог или бахил.Опять же, в зависимости от выполняемой работы и опасностей на месте сварщика, вы можете выбрать правильные параметры обуви. Если это оправдано рисками, обувь может быть укомплектована подноском .
Обязательным требованием к обуви сварщика является предохранительное устройство , предотвращающее падение сварочных искр в местах соприкосновения обуви с штанинами брюк. Стоит это учитывать и выбирать туфли или полуоси. Распространенным решением является выбор обуви, у которой вместо шнурков лацканов, застегнутых на так называемыепряжки безопасности . Это решение позволяет быстро снять обувь в экстренных случаях.
Распространенным решением является выбор обуви, у которой вместо шнурков лацканов, застегнутых на так называемыепряжки безопасности . Это решение позволяет быстро снять обувь в экстренных случаях.
Обувь сварщика должна быть устойчива к искрам и брызгам . Подошвы также должны быть маслостойкими , антистатическими и противоскользящими . Требуется соответствие стандарту PN-EN ISO 20345 .
Средства защиты органов дыхания Как говорится «не в последнюю очередь».Сварщик за работой должен видеть хорошо сварных деталей. Так она обычно наклоняется над материалом. Это положение означает, что утечка сварочного дыма находится близко к голове сварщика, а может легко попасть в дыхательные пути рабочего. Как вы уже знаете, в составе сварочного дыма наверняка есть все, поэтому следует позаботиться о защите сварщика в этом отношении.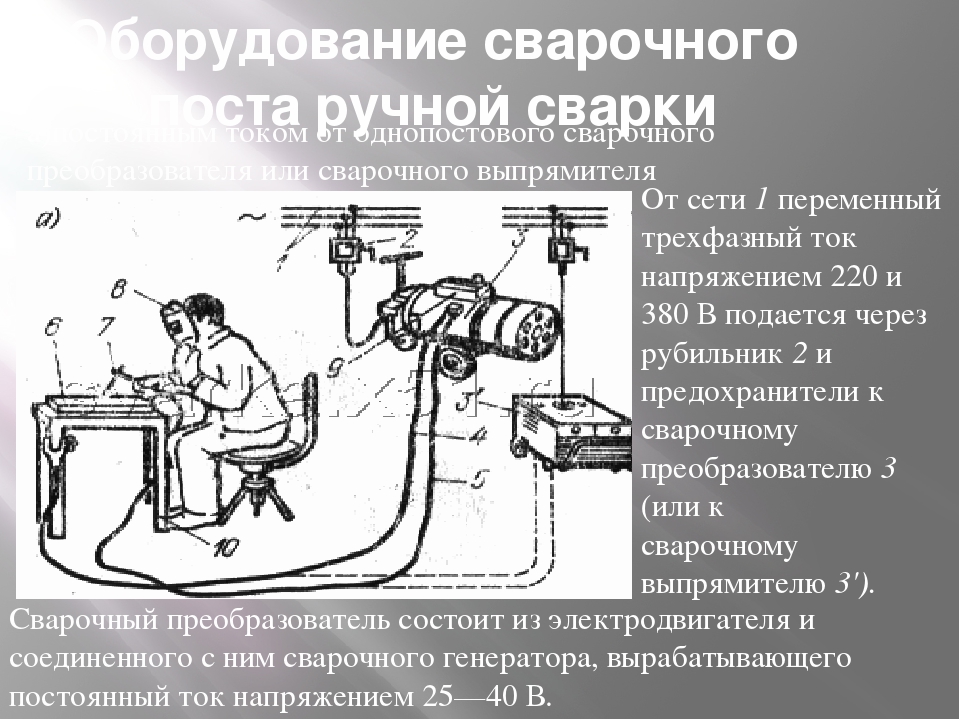
Респираторную защиту проще всего обеспечить с помощью полумаски , но вы можете выбрать маску со сменными фильтрами .Стоит сделать ставку на хорошие фильтры, улавливающие частицы , твердые частицы, газы, пары и регулярно заменяйте их .
Существуют также более сложные системы, защищающие глаза, лицо, голову и дыхательные пути, а также , обеспечивающие вентиляцию . Таким образом, выбор зависит от потребностей и условий работы сварщика.
Сводка Работа сварщика требует очень хорошего состояния здоровья , физического состояния и высокой квалификации .Профессионалы подвергаются широкому спектру опасностей . Поэтому стоит провести солидную профилактику охраны здоровья. Сварочные работы составляют работ, опасных по пожару , по некоторым условиям их можно квалифицировать как работ, выполняемых не менее чем двумя людьми , и даже особо опасных работ . Также стоит сделать так, чтобы человек, которые управляют сотрудниками , знали о рисках, которым подвергается сварщик, и о том, как следует защитить его здоровье.Наконец, , любопытство. Если вы хотите увидеть , что сварщик «видит» во время работы , посмотрите это видео.
Также стоит сделать так, чтобы человек, которые управляют сотрудниками , знали о рисках, которым подвергается сварщик, и о том, как следует защитить его здоровье.Наконец, , любопытство. Если вы хотите увидеть , что сварщик «видит» во время работы , посмотрите это видео.
PN-EN ISO 9606-1 Квалификационный экзамен сварщиков — Сварка — Часть 1: Стали
PN-EN ISO 9606-2 Квалификационный экзамен сварщиков — Сварка — Часть 2: Алюминий и алюминиевые сплавы
PN-EN ISO 9606-3 Осмотр сварщиков — Сварка — Часть 3: Медь и медные сплавы
PN-EN ISO 9606-4 Осмотр сварщиков — Сварка — Часть 4: Никель и никелевые сплавы
PN-EN ISO 9606-5 Осмотр сварщиков — Сварка — Часть 5: Титан и титановые сплавы, цирконий и сплавы циркония
PN-EN 287-6 Квалификационный экзамен сварщиков — Сварка — Часть 6: Чугун
PN-EN 13067 Персонал по сварке пластмасс — Квалификационные испытания сварщиков — Сварные сборки из термопласта
[4] PN-EN ISO 4063 Сварка и родственные процессы — Названия и номера процессов.
PN-EN ISO 11611 Защитная одежда для использования во время сварки и связанных с ней процессов
PN-EN 175 Индивидуальная защита — Защита глаз и лица, используемая во время сварки и связанных с ней процессов
PN-EN ISO 20345 Средства индивидуальной защиты — Защитная обувь
.Руководство по безопасности сварки для начинающих — #rockthetrades
Первоначально эта статья была опубликована в блоге PrimeWeld. Публикуется здесь с разрешения PrimeWeld.
Не будем приукрашивать. Сварка может быть опасной деятельностью, если не соблюдаются меры предосторожности.
Сварочные аппараты, такие как аппараты для сварки MIG и TIG, и инструменты (например, плазменные резаки) могут представлять множество опасностей как для тех, кто активно работает, так и для тех, кто находится поблизости. Крайне важно знать обо всех рисках и опасностях, связанных со сваркой, и понимать, какие меры предосторожности при сварке необходимо соблюдать, чтобы защитить сварщиков и окружающих их людей.
Хорошая новость заключается в том, что соблюдать правила безопасности при сварке несложно. В этом руководстве мы поможем вам понять все основные аспекты обеспечения безопасности при сварке.
Обзор:
Почему важна безопасность при сварке?
Безопасность при сварке имеет решающее значение, поскольку существует множество потенциально опасных элементов.
Даже у опытных сварщиков могут быть ошибки в суждениях, которые могут подвергнуть опасности их самих и окружающих.
Каковы основные опасности при сварке?
Основные опасности при сварке следующие:
- поражение электрическим током
- пожар и ожоги
- радиация
- токсичные пары
- повреждение слуха
- повреждение зрения
ПОРАЖЕНИЕ ЭЛЕКТРИЧЕСКИМ ТОКОМ
Хотя точное напряжение зависит от аппарата, через сварочные аппараты проходит много электричества, когда они включены.Если часть тела сварщика создает дугу или перемычку между подачей и обраткой сварки, сварщик может получить удар током или электрический ток.
Правильно заземленный сварочный аппарат практически не представляет опасности для сварщика, поэтому убедитесь, что аппараты правильно настроены. В конце концов, даже 100 миллиампер электрического тока могут быть смертельными.
ПОЖАР И ОЖОГИ
Должно быть совершенно очевидно, что сварка производит как тепло, так и искры. При соблюдении надлежащих мер предосторожности и использовании подходящих инструментов это не проблема для сварщиков.Тем не менее, искры особенно могут летать и приземляться на легковоспламеняющиеся материалы, такие как тряпки или картонные коробки, вызывая возгорание.
Кроме того, возможны ожоги при работе с материалами, температура которых составляет 10 000 градусов по Фаренгейту (типичная температура дуговой сварки) или 50 000 градусов (для сварки с плазменной горелкой). Для сравнения: температура жира для жарки составляет всего 300–500 градусов и может вызвать серьезные ожоги.
ВОЗДЕЙСТВИЕ ИЗЛУЧЕНИЯ
Дуговая сварка производит свет чрезвычайно высокой интенсивности, и все, что производит свет, также производит ультрафиолетовое (УФ) и инфракрасное (ИК) излучение.
Ультрафиолетовое излучение может вызвать солнечные ожоги и, в конечном итоге, рак кожи. Инфракрасное излучение не представляет такого большого риска для сварщиков, если используются соответствующие очки.ВОЗДЕЙСТВИЕ ГАЗОВ И ДЫМОВ
Обычные газы, используемые и производимые при сварке, включают аргон, азот, двуокись углерода, окись углерода и фтористый водород. Хотя в основном это газы, которыми мы вдыхаем в небольших количествах каждый день, сварщики находятся вокруг них в гораздо более высоких концентрациях, чем это может быть здорово.
Вдыхание этих газов и паров в закрытых помещениях может вызвать тошноту, головокружение и раздражение глаз, носа и горла.Они могут даже вызвать смерть, особенно угарный газ.
Некоторые металлы покрыты цинком, кадмием, хромом, медью, фторидом, свинцом, марганцем или ванадием (которые могут вызвать лихорадку от паров металлов), что вызывает гриппоподобные симптомы уже после четырех часов воздействия этих материалов.
ПОТЕРЯ СЛУХА И ПОВРЕЖДЕНИЕ
Сварщики подвергаются повышенному риску потери слуха не только из-за уровней децибел, создаваемых при сварке и резке (плазменные резаки могут легко достигать 100 дБ), но и из-за дыма, связанного со сваркой.Исследование показало , что рабочие, подвергавшиеся совместному воздействию шума и марганца, страдали от более серьезной потери слуха, чем те, кто подвергался воздействию только марганца.
Вдыхание марганца из паров, образующихся, в частности, при сварке, может быть вредным для слуха. Это связано с тем, что он передается непосредственно в мозг, прежде чем метастазировать в печень, вызывая повреждение нервов, что приводит к потере слуха.
ПОВРЕЖДЕНИЕ ГЛАЗ
Любое воздействие УФ-излучения может повредить глаза, а традиционные солнцезащитные очки не обеспечивают столько защиты для сварщиков, как при повседневном использовании.На самом деле, у сварщиков диагностируют ожоги роговицы, так часто это называют «глазом сварщика».
Основное оборудование для обеспечения безопасности при сварке
Обеспечение сварщиков соответствующими защитными средствами является важным шагом в обеспечении безопасности сварки. Сварщики всегда должны носить одежду и снаряжение, которые защитят их от тепла, искр, дыма, шума и УФ-излучения, возникающих при сварке. Работодатели должны держать это оборудование доступным для своих сварщиков.
СРЕДСТВА ИНДИВИДУАЛЬНОЙ ЗАЩИТЫ
Надлежащее защитное оборудование (СИЗ), которое носит рабочий, является первой линией защиты в предотвращении несчастных случаев при сварке и повреждений от УФ-лучей, ожогов, дыма или шума.
Это включает потребность в СИЗ подходящего размера для растущего числа женщин-сварщиков. СИЗ неподходящего размера по-прежнему обеспечивают некоторую защиту, но небольшим сварщикам может быть сложнее двигаться и видеть достаточно хорошо, чтобы безопасно выполнять свою работу. Те, кто нанимает сварщиков, должны обязательно иметь каски, перчатки, куртки и т.
д. соответствующих размеров, чтобы обеспечить безопасность своей рабочей силы.ШЛЕМ И КАПЮШОН
Каска с боковыми щитками защитит лицо и голову сварщика от УФ-излучения, химических ожогов, незакрепленных частиц, мусора и горячего шлака.Сварщики никогда не должны снимать шлем во время работы или во время наблюдения за работой коллеги-сварщика.
Большинство сварочных масок регулируются, но если вы сомневаетесь, поговорите со сварщиками, чтобы убедиться, что у них есть подходящая маска.
При использовании сварочных масок с автоматическим затемнением обязательно держите под рукой необходимые батареи, поскольку эти маски не являются пассивными и поэтому требуют источника питания.
Сварщики также должны взять за привычку носить огнеупорный капюшон под шлемом.Это может быть не самая удобная вещь для ношения, когда на рабочем месте тепло, но капюшон защищает шею, уши и затылок от травм и воздействия.
ЗАЩИТА ГЛАЗ
Несмотря на то, что сварочные маски обеспечивают некоторую защиту глаз, большинство компаний в настоящее время требуют дополнительного шага, заключающегося в ношении защитных очков под капюшоном.
Эта двойная защита снижает риск катастрофических травм глаз.В каждом сварочном цеху должны быть устройства для промывки глаз, к которым сварщики могут добраться быстро — в течение 10 секунд.Каждая секунда на счету, когда ядовитые вещества попадают человеку в глаза.
РЕСПИРАТОР
Хотя надлежащая вентиляция имеет большое значение, не все сварщики могут работать на открытом воздухе. Например, сварщики, работающие на кораблях или на верфях, не могут работать на открытом воздухе.
Надлежащий респиратор защитит сварщиков от газов, дыма и оксидов, которые образуются при использовании сварочного аппарата, такого как сварочные аппараты MIG или TIG, или плазменного резака. Сварщики должны выбрать подходящий респиратор для типа проекта, над которым они работают, чтобы обеспечить максимальную безопасность легких.Сварщики также должны убедиться, что респиратор подходит правильно.
ЗАЩИТНАЯ И ОГНЕСТОЙКАЯ ОДЕЖДА
Ношение огнестойкой одежды защитит сварщиков от тепла, радиации, огня и ожогов, создаваемых сварочным аппаратом.
Никогда не носите изделия из синтетических материалов (например, нейлона, акрила и полиэстера), которые при нагревании расплавляются на коже. Кожа или хлопок, обработанные антипиренами, образуют отличный защитный барьер.
Перчатки должны быть изолирующими и огнестойкими.Сапоги должны иметь резиновую подошву и стальной носок для защиты сварщиков от поражения электрическим током или падения предметов.
НАУШНИКИ
В некоторых приложениях (например, при использовании плазменного резака) стабильный уровень децибел значительно превышает 100 дБ. Для сравнения, потеря слуха может произойти всего за 15 минут воздействия 100 дБ, а люди могут потерять слух менее чем через две минуты воздействия 105 дБ.
Средства защиты органов слуха важны для рассеивания громких шумов и предотвращения необратимой потери слуха или повреждений, вызывающих шум в ушах, высокое кровяное давление или головокружение.Можно надеть огнеупорные наушники, чтобы искры или металлические брызги не попали в уши.
Обеспечение безопасности на рабочем месте
Держать под рукой безопасное сварочное оборудование важно для каждого отдельного сварщика, но это ничего, если рабочая среда не является также безопасной. Вот несколько советов, как сделать сварочное рабочее место максимально безопасным.
УДАЛЕНИЕ ГОРЮЧИХ ВЕЩЕСТВ (ПОЖАРНАЯ БЕЗОПАСНОСТЬ)
Огнестойкая одежда защитит сварщиков от воспламенения одежды, и такие же меры предосторожности следует соблюдать для предотвращения возгорания в окружающих областях.В радиусе 35 футов от рабочей зоны не должно быть горючих материалов. Если горючий материал не может быть перемещен из зоны, установите огнеупорный экран, чтобы блокировать любые потенциальные искры.
Отверстия и трещины в полу или стенах также должны быть исследованы на наличие потенциально горючих материалов, так как искры могут летать повсюду. Рядом со сварщиками должен находиться огнетушитель.
Наконец, всякий раз, когда сварка или резка выполняются в местах, где может возникнуть пожар, отличный от незначительного, человек должен всегда дежурить с огнетушителем на случай, если в этом районе возникнет пожар.
Кроме того, сварщик или помощник должны следить за рабочим местом в течение 30 минут после окончания сварки, чтобы не возникло тлеющего огня.ОБЕСПЕЧИТЬ НАДЛЕЖАЩУЮ ВЕНТИЛЯЦИЮ (ЗАЩИТА ОРГАНОВ ДЫХАНИЯ)
Вентиляция играет ключевую роль в защите сварщиков от паров и газов, образующихся при сварке. Если открытая площадка невозможна, в дополнение к респираторам, которые носят сварщики, должны быть установлены местные вытяжные или общие системы вентиляции.
ХИМИЧЕСКАЯ БЕЗОПАСНОСТЬ
Иногда сварщикам приходится сваривать или резать контейнеры с химическими веществами.Прежде чем приступить к работе с чем-либо, что контактировало со смазкой, смолой, кислотой или другими легковоспламеняющимися или горючими материалами, эти контейнеры должны быть тщательно очищены от потенциально токсичных или взрывоопасных материалов.
ЦИЛИНДР БЕЗОПАСНОСТИ
Баллоны, используемые для хранения сжатых газов, должны быть маркированы и храниться надлежащим образом.
Это означает, что они хранятся в вертикальном положении на стойке или связаны вместе. Кроме того, для предотвращения утечек следует использовать неиспользуемые крышки клапанов и колпаки.Баллоны нельзя перетаскивать или поднимать на стропе.Эта практика сопряжена с риском повреждения или падения баллонов, что может привести к их взрыву. Вместо этого катайте цилиндры по их нижним краям или используйте ручную тележку для их перемещения.
ЭЛЕКТРОБЕЗОПАСНОСТЬ
Для обеспечения электробезопасности сварщиков важно, чтобы сварочное оборудование было надлежащим образом заземлено. Однако даже должным образом заземленные машины могут быть опасны во влажных условиях, например, на верфях.
Чтобы снизить риск поражения электрическим током и поражения электрическим током, изолируйте токопроводящие части, а сварщики должны носить сухие перчатки и защитную обувь.
ДОСТУП К ПАСПОРТАМ БЕЗОПАСНОСТИ МАТЕРИАЛОВ (MSDS)
Каждый продукт, используемый сварщиками, имеет соответствующий паспорт безопасности материала (MSDS).
В паспорте безопасности продукта описаны потенциальные опасности, необходимые меры предосторожности и пределы воздействия.Сварщики должны ознакомиться с паспортом безопасности каждого продукта, прежде чем работать с ним. Следование рекомендациям в паспорте безопасности должно предотвратить несчастные случаи или опасное воздействие токсичных паров.
Каковы требования OSHA к сварщикам?
Администрация по охране труда предлагает как рекомендации, так и требования, которые должны соблюдать сварщики и их сотрудники.
Независимо от того, нанимаете ли вы других специалистов по сварке или выполняете сварку на личном рабочем месте, важно соблюдать правила, установленные OSHA, чтобы обеспечить безопасность сварщиков и других лиц.
Хотя сварка может быть опасным занятием — от дыма до пожара — она может и должна быть такой же безопасной, как офисная работа. Пока сварщики соблюдают правила и передовой опыт, правильно настраивают и обслуживают оборудование, а также используют соответствующие средства индивидуальной защиты, у них может быть долгая и здоровая карьера.
Найдите следующую сварочную работу с помощью приложения Rock the Trades
Не тратьте время на поиск квалифицированных рабочих мест в промышленности. Наше приложение Rock the Trades связывает вас напрямую с работодателями, которые ищут точную квалификацию. Найдите подходящую работу, которая вам понравится, в энергетике, производстве и строительстве. Ежедневно добавляются тысячи новых вакансий.
Для начала загрузите приложение и заполните свой рабочий профиль, а мы сделаем все остальное! Все бесплатно для вас.
Плоскостность сварочного стола — почему и когда это имеет значение
Что такое плоскость?
Одной из самых вводящих в заблуждение вещей в бизнесе поставок сварочных столов является то, как поставщики смешивают спецификации станков при обсуждении плоскостности сварочных столов, игнорируя разницу между готовыми изделиями и станками, на которых они изготовлены. Итак, давайте проясним ситуацию. В промышленности поставляются два основных типа сварочных столов:
- Литые и накладные сварочные столы.
- Лазерная резка и сборные сварочные столы.
Каждый из них предлагает различные преимущества.
- Литые столы обрабатываются плоско с очень жесткими допусками. Если он должен быть идеально плоским , он должен быть отлит.
- Сборные столы обычно стоят в три раза дешевле, они намного легче и могут быть мобильными.
Причина, по которой сварщики заботятся о плоскостности сварочного стола, заключается в том, что вы можете построить что-то ровное только на той поверхности, с которой вам предстоит работать.Таким образом, чем больше точности требуется для готового продукта, тем больше точности требуется для инструментов, используемых для его создания.
Общее правило состоит в том, что каждый лишний ноль, требуемый покупателем в точности, удваивает цену продукта. (то есть – от 0,1″ до 0,01″). По этой причине важно решить, насколько совершенным должен быть любой инструмент.
Набор для лазерной резки Lie
Мы постоянно слышим от людей, которые очень беспокоятся о том, какой комплект сварочного стола является «лучшим» на основе спецификаций.
Многие поставщики очень осторожны, никогда не гарантируя ровность сварочного стола. Но они подразумевают это такими формулировками, как «Вырезать с точностью +/- 0,003».Но вот в чем дело…
Все поставщики вырезают детали для сварочных столов на промышленных лазерах с ЧПУ, которые имеют очень жесткие допуски. Например, волоконный лазер Baileigh указывает повторяемость 0,0004 дюйма на фут и минимальную ширину резки ~ 0,005 дюйма. И хотя эти цифры впечатляют, они не имеют абсолютно никакого отношения к качеству изготовления готового изделия, которое выходит из них! Это продукты сами по себе.
Рассмотрим следующее:
- При сборке комплектов сварочных столов детали пересекаются не более чем в 100 местах.
- Каждый язычок и прорезь прорезаны с дополнительным интервалом в прорези, чтобы язычок мог поместиться.
- Листовая сталь, из которой вырезаются детали, всегда хотя бы слегка деформирована.
- ВСЕ детали должны быть идеально зафиксированы одновременно во время сборки.
- Если детали зажаты слишком туго, это может вызвать деформацию.
- Если детали зажаты слишком слабо, это может привести к деформации.
- Если детали свариваются слишком долго, это может привести к деформации.
- Если детали недостаточно сварены, сварные швы могут разрушиться.
- Даже порядок сварки может вызвать коробление.
Таким образом, если все вырезают детали, которые обычно подходят друг к другу, сборка становится самой большой проблемой. Это требует большой осторожности, и опыт имеет значение.
Опытный изготовитель сварочных столов может изготовить стол с чрезвычайно плоской поверхностью, как показано с помощью уровня.Уровень будет лежать ровно по ширине, длине и диагонали стола с очень небольшим (если вообще) движением. Чем больше поверхность стола, тем сложнее достичь совершенства от края до края.
Сварочные столы с литыми и обработанными поверхностями
Если требуется абсолютное совершенство, подойдет только обработанный чугунный стол, и это будет стоить вам денег! Например, Baileigh предлагает стол размером 78″ x 39″ за 7795 долларов плюс доставка.
Они описывают точность как…Все сварочные столы Baileigh Industrial изготавливаются с точными допусками и поддерживают плоскостность +/- .0025″ и имеют показатель твердости от 140 до 160 по Бринеллю.
Несмотря на то, что нет видеороликов о наплавке всего стола, это видео обычно демонстрирует, что нужно сделать. (Перейти к отметке 3:00.)
Очевидно, что чем больше стол, тем больше требуется станок для обработки всей плоской поверхности, что увеличивает затраты.
Как выбрать
Если вы сравните стол Baileigh за 7800 долларов с нашим собственным столом 40″ x 80″, который продается полностью изготовленным, на тяжелых роликах и поставляется за 2749 долларов, некоторые различия становятся очевидными.
- Цена — самый важный фактор. Если бы совершенство было бесплатным, оно всегда было бы предпочтительным.
- Мобильность — еще один фактор. Чугунные столы и валики обычно слишком тяжелые для установки на колесах.
- Доступность также является проблемой. Комплекты для лазерной резки могут быть легко изготовлены по запросу. Приведение таблиц требует гораздо большей инфраструктуры.
В конце концов, все сводится к тому, что вы строите. От начала до конца наши изготовленные столы обычно имеют отклонение от 1/16 дюйма до 1/8 дюйма.Одна из наиболее распространенных проблем заключается в том, что изготовленный стол может иметь небольшой перекос. Опять же, как правило, в диапазоне от 1/16″ до 1/8″ макс. В любом случае, это намного ровнее, чем бетонный пол или неинженерная сварочная поверхность. И идеально подойдет для проектов, начиная от шасси мотоцикла и заканчивая обеденными столами.
Давайте на минуту сравним это. Столы BuildPro рассчитаны на плоскостность стола 0,004 дюйма на фут .
Столы Siegmund имеют рейтинг плоскостности +/- 0,0025 дюйма на фут .Так, например, 8-футовый стол может иметь дисперсию плоскостности 0,032 (или около 1/32 дюйма) для BuildPro или 0,02 дюйма (около 1/40 дюйма).Это демонстрирует разницу между роботом, фрезерующим плоский блок материала, и готовым продуктом, созданным человеком из материалов, вырезанных лазером.
СвязанныеСвод правил Калифорнии, раздел 8, раздел 4851. Дуговая сварка и резка.
Эта информация предоставляется бесплатно Департаментом производственных отношений. со своего веб-сайта www.дир.ca.gov. Эти правила предназначены для удобства пользователя, и не делается никаких заявлений или гарантий, что информация является текущим или точным. Полный отказ от ответственности см. на странице https://www.dir.ca.gov/od_pub/disclaimer.html.Подраздел 7. Общие приказы по промышленной безопасности
Группа 11. Электросварка
Статья 90. Электросварка, резка и нагрев(a) Если позволяет работа, сварщик должен быть заключен в индивидуальную кабину, окрашенную с низким коэффициентом отражения, например, оксидом цинка и сажей, или должен быть окружен негорючими экранами с аналогичным покрытием с низким коэффициентом отражения.Кабины и экраны должны обеспечивать циркуляцию воздуха на уровне пола. Рабочие или другие лица, находящиеся рядом с зонами сварки, должны быть защищены от лучей негорючими или огнестойкими экранами или щитами или должны носить соответствующие защитные очки.
(b) Сварочные аппараты должны быть оставлены за пределами замкнутого пространства, а тяжелое переносное оборудование должно быть заблокировано для предотвращения случайного перемещения.
(c) Когда работы приостанавливаются на какой-либо значительный период времени, например, во время обеда или на ночь, сварочные аппараты должны быть отключены в какой-либо точке за пределами замкнутого пространства.
Там, где это возможно, электроды и электрододержатели должны быть удалены из замкнутого пространства. Все электроды должны быть удалены из держателей, а держатели должны быть тщательно расположены, чтобы предотвратить случайный контакт. По окончании или прекращении сварочных работ сварщик должен предусмотреть средства оповещения других рабочих о местонахождении горячего металла.(d) Ручные электрододержатели.
(1) Работодатель должен обеспечить использование только ручных электрододержателей, предназначенных для дуговой сварки и резки и способных выдерживать максимальный ток, необходимый для такой сварки или резки.
(2) Токоведущие части, проходящие через части держателя, захваченные пользователем, и через внешние поверхности губок держателя, должны быть изолированы от максимального напряжения на землю.
(e) Сварочные кабели и разъемы.
(1) Кабели для дуговой сварки и резки должны быть изолированными, гибкими и способными выдерживать максимальный ток, необходимый для операций, с учетом рабочих циклов.
(2) Должен использоваться только кабель без ремонта или сращивания на протяжении 10 футов (3 м) от электрододержателя, если только не предусмотрены изолированные соединители или сращивания с изоляционным качеством, равным качеству кабеля.
(3) Если кабель, отличный от провода, указанного в подразделе (e)(2), изнашивается и обнажает оголенные проводники, открытая часть не должна использоваться до тех пор, пока она не будет защищена изоляцией, эквивалентной по производительности оригиналу.
(4) Для соединения или сращивания кабеля должны использоваться изолированные соединители эквивалентной емкости. Кабельные наконечники, используемые в качестве соединителей, должны обеспечивать электрический контакт. Открытые металлические части должны быть изолированы.
(f) Заземление и заземление машины.
(1) Кабели заземления должны иметь допустимую токовую нагрузку, равную или превышающую общую максимальную выходную мощность обслуживаемых сварочных или режущих устройств.
(2) Конструкции или трубопроводы, за исключением тех, которые содержат газы или легковоспламеняющиеся жидкости, или трубопроводов, содержащих электрические цепи, могут использоваться в цепи заземления, если их пропускная способность по току равна или превышает общую максимальную выходную мощность сварочного или режущего оборудования. обслуживаемых единиц.
(3) Конструкции или трубопроводы, образующие временную цепь заземления, должны иметь электрический контакт во всех соединениях.Дуги, искры или нагрев в любой точке цепи должны вызывать отбраковку в качестве цепи заземления.
(4) Конструкции или трубопроводы, постоянно действующие в качестве контуров заземления, должны иметь соединения и поддерживаться в рабочем состоянии, чтобы гарантировать отсутствие электролиза или опасности возгорания.
(5) Корпуса машин для дуговой сварки и резки должны быть заземлены либо через третий провод в кабеле, содержащем провод цепи, либо через отдельный провод в источнике тока.
Цепи заземления должны иметь достаточно низкое сопротивление, чтобы пропускать достаточный ток, чтобы предохранитель или автоматический выключатель отключил ток.(6) Соединения заземления должны быть механически и электрически адекватными для прохождения тока.
(g) Когда держатели электродов остаются без присмотра, электроды должны быть удалены, а держатели установлены, чтобы предотвратить травмы сотрудников.
(h) Держатели горячих электродов нельзя погружать в воду.
(i) Работодатель должен следить за тем, чтобы, когда дуговые сварщики или монтажники уходят или прекращают работу или когда машины перемещаются, выключатель электропитания находился в выключенном положении.
(j) Оборудование для дуговой сварки или резки, имеющее функциональный дефект, не должно использоваться.
(k) Аппаратура управления машинами для дуговой сварки должна быть закрыта, за исключением рабочих колес, рычагов и рукояток.
(l) Клеммы входного питания, устройства смены верхней части и металлические детали под напряжением, подключенные к входным цепям, должны быть закрыты и доступны только с помощью изолированных инструментов.
(м) При проведении дуговой сварки в условиях повышенной влажности или повышенной влажности работники должны использовать дополнительные средства защиты от поражения электрическим током в виде резиновых подкладок или сапог.
ПРИМЕЧАНИЕ: Цитируемый орган: Раздел 142.3 Трудового кодекса. Ссылка: статья 142.3 Трудового кодекса.
ИСТОРИЯ
1. Изменение подано 12-12-84; вступает в силу на тридцатый день после этого (регистр 84, № 50).
Вернуться к статье 90 Содержание
Когда, где и зачем нужны сварочные шторы и экраны?
Сварочные шторы и экраны: когда, где и зачем они используются и необходимы
Сварка является одной из самых опасных профессий из-за риска поражения электрическим током и ожогов.Не только сварщики рискуют получить травму, но и оборудование, которое они используют, может также нанести травмы окружающим людям и нанести ущерб прилегающим территориям. Поскольку в настоящее время в штате США работает более полумиллиона сварщиков, важно соблюдать правильные меры предосторожности для защиты как сотрудников, так и рабочих мест.
Сварочные шторы и экраны добавляют дополнительный уровень защиты в зону сварки, гарантируя, что рабочие, работающие в непосредственной близости от зоны сварки, не подвергаются вредному ультрафиолетовому излучению или риску получения ожогов.В этой статье мы рассмотрим многочисленные преимущества сварочных штор и экранов, а также то, как выбрать лучшее решение для вашего бизнеса.
Что такое сварочные шторы и сварочные экраны?
Зоны сварки могут быть опасными, если не принять надлежащих мер предосторожности. Чтобы обеспечить безопасность сотрудников и тех, кто часто посещает ваше предприятие, сварочные шторы могут создавать безопасные, индивидуальные и закрытые зоны, специально предназначенные для проведения сварочных работ.Изготовленные из непрозрачного ламината и винила с пределом прочности более 400 фунтов, или прозрачные шторы для сварки можно удобно разместить в любом месте, где проводятся сварочные работы. Они часто включают смотровые окна, которые обеспечивают прозрачность, но при этом эффективно блокируют вредные ультрафиолетовые лучи.
Многие шторы и ширмы снабжены колесиками, и их можно быстро и безопасно перемещать с места на место.Когда необходимы сварочные шторы?
Сварочные шторы обычно требуются на любом объекте, который не имеет закрытой или отдельной зоны сварки.Их правильное размещение может уменьшить некоторые из наиболее распространенных травм на рабочем месте для сварщиков, включая повреждение нервов и легких от токсичных химикатов, ожоги вспышками, а также дуговой разряд (или вспышку сварщика).
Из чего сделаны сварочные шторы?
Изготовленные из прочного поливинилхлорида (ПВХ), сварочные шторы и сварочные экраны также содержат огнезащитные химические вещества, предотвращающие воспламенение материала при контакте с случайными искрами, и состав, поглощающий ультрафиолетовые лучи.Цветной краситель также добавляется в процессе производства.
Безопасные и прочные сварочные шторы будут иметь следующие характеристики:
- Устойчивость к пламени
- Высокое R-значение
- Устойчив к суровым химикатам
- Устойчив к MILDEW
- Устойчив к нагреванию нагрева
- Высокая прочность слезы и растяжения
- Устойчивость к холодной трещине
.
Преимущества сварочных экранов в Рабочее местоТак как это одна из самых опасных профессий, необходимо, чтобы все рабочие и окружающие были защищены от вредного воздействия сварки.В дополнение к мерам безопасности, которые обеспечивают сварочные шторы и сварочные экраны, они также предлагают множество дополнительных преимуществ.
Контроль температуры
Сварка осуществляется при очень высоких температурах. В то время как сварщики должны носить защитную одежду и маски, чтобы защитить себя от тепла, выделяемого их сварочным оборудованием, другие люди, использующие оборудование, могут не иметь таких же требований или потребностей.
В процессе сварки могут возникать такие высокие температуры, что они могут представлять значительный риск для здоровья и пожара.При наличии сварочных экранов вокруг сварочной станции эти риски значительно снижаются, поскольку температура удерживается и контролируется в одной зоне.
Создайте безопасную и четко определенную зону сварки
Проблема, с которой сталкиваются многие владельцы объектов, заключается в создании безопасного пространства для проведения сварочных работ.
Не всегда возможно оборудовать пространство постоянными стенами, а строительство выделенной зоны может стоить слишком дорого. Сварные экраны и шторы решают эту проблему, поскольку их можно быстро установить в любом месте, где они необходимы, и их можно легко перемещать в другое место на вашем объекте по мере необходимости.Они также доступны в различных размерах и цветах, что позволяет создавать хорошо заметные и настраиваемые пространства, когда и где они вам нужны. См. наше руководство по выбору правильных цветов для ваших штор далее в этой статье.Шумоподавление
Сварка металла и других твердых материалов часто может создавать уровни шума, которые могут быть опасны для сварщиков и окружающих их людей. По этой причине сварщики часто носят беруши или аналогичные средства защиты для сохранения слуха.Шум от сварочных работ может быть опасен не только для тех, кто не носит необходимых средств защиты, но и отвлекать внимание. При правильном расположении звукозащитные сварочные шторы и экраны могут снизить уровень шума, создавая барьер между сварочной станцией и остальной частью вашего предприятия.
Удерживает сварочный дым
При сварке могут образовываться дымы и химикаты, потенциально опасные для тех, кто не носит маску или защитное снаряжение. Эти потенциально вредные вещества должны содержаться максимально безопасным способом.Сварочная завеса или экран действуют как ограждение, которое в сочетании с вентиляцией, респираторами и охлаждающими вентиляторами создает безопасную среду для тех, кто работает внутри и снаружи ограждения.
Как правильно выбрать сварочные завесы и экраны
При выборе решений для обеспечения безопасности при сварке очень важно выбрать продукты, подходящие для вашего бизнеса и опасностей, существующих на вашем рабочем месте. Вот несколько советов, от выбора правильного размера до выбора правильного цвета, которые помогут вам выбрать правильную защиту для сварочных работ в рамках вашего бизнеса.
Сварочные краски бывают разных цветов. Некоторые шторы имеют сплошной цвет, в то время как другие имеют прозрачную часть.
Но цвет предназначен для гораздо большего, чем эстетические цели. Определенные цвета обеспечивают лучшую защиту от определенных уровней синего света и радиации. Знание того, какой тип сварки вы будете выполнять в каждой области вашего бизнеса, поможет вам выбрать правильную защиту для вашей рабочей силы.Хорошей практикой является покупка занавесей разных цветов, чтобы у вас всегда были под рукой правильные решения для защиты вашей команды.Вы также можете рассмотреть прозрачные варианты, чтобы ваши сварщики могли видеть свое окружение, а их коллеги могли видеть их безопасно, не подвергаясь опасным уровням ультрафиолетового излучения.
Выбор правильного цвета сварочного экрана
Желтый — Этот цвет лучше всего подходит для сварочных сред с низким и средним током. Это также делает рабочую зону более заметной, особенно в большом помещении.
Оранжевый и красный — Эти цвета отражают больше света и хорошо подходят для объектов, где используются сварочные аппараты со средней силой тока.
Синий – Синий идеально подходит для сварки со средней и высокой степенью защиты, поскольку темный цвет защищает глаза, блокируя большую часть УФ-излучения.
Темно-зеленый – Зеленый идеально подходит для ситуаций с высокой степенью защиты, таких как объекты, где используется плазменная резка и лазерная сварка. Зеленый обеспечивает очень мало видимости и блокирует почти весь ультрафиолетовый свет.
Где можно купить сварочные шторы?
Сварочные шторы и экраны необходимы на любом объекте, где используются сварочные аппараты.Наши индивидуальные, гибкие и долговечные решения для защиты сварщиков разработаны с учетом безопасности, универсальности и эффективности. Вы можете купить шторы для сварки или купить экраны для сварки в Интернете, или если у вас есть индивидуальный дизайн, мы будем рады поговорить с вами о ваших конкретных требованиях. Свяжитесь с нами сегодня, чтобы узнать больше о нашем ассортименте продукции и о том, как мы можем помочь вам защитить вашу рабочую силу, ваши помещения и вашу прибыль.
«Галерея сварки» компании The Crucible Oakland лицензирована согласно CC BY-NC-SA 2.0
«WSC2009_10_090902BB_00010» от WorldSkills лицензирован в соответствии с CC BY-NC-ND 2.0
;
Справочник— Условия сварки Справочник
— Условия сварки 1 Продолжение на следующей странице… Условия сварки Этот раздел охватывает более конкретно фактическая сварка низкоуглеродистых мягких сталей, нержавеющих сталей, алюминиевые сплавы и медные сплавы. Это целью этого раздела является установление рекомендуемых общих способы и условия сварки каждый материал.То таблицы условий сварки должны служить лишь отправной точкой при начале новые приложения. Они не являются единственным хорошим способом выполнения определенного сварного шва. Изменения в условиях сварки скорее всего, будут вызваны различиями в опыте сварщика, точный характер конфигурации сварного шва (совместный проект) и используемое оборудование. Для получения оптимальных условий сварки которые лучше всего удовлетворяют особые требования нового приложения, всегда рекомендуется проводить квалификационные испытания перед к производству. Однако это основной момент – установить хорошую, стабильную сварку.
состоянии, и это, скорее всего, может
использоваться для многих приложений. Когда
требуются изменения условий сварки, они должны быть тщательно сделаны. В виде
видел в предыдущем разделе,
каждый параметр сварки по-своему влияет на характеристики наплавленного валика и
многие пересекаются. Все
корректировки должны выполняться по одной и записываться для дальнейшего использования.
Обсуждение, сопровождающее эти таблицы
подчеркнет соответствующие темы и установит общие «правила
большой палец».Эти правила должны быть
соблюдаться независимо от окончательно выбранного метода сварки. Каждая таблица
перечисляет все необходимые условия
для выполнения сварного шва в зависимости от толщины материала, конструкции соединения и положения
сварки. При обращении к этим
таблицы, есть несколько важных моментов: 1.
Указанное напряжение является напряжением дуги, а не напряжением, считываемым измерителем источника питания.
Напряжение дуги считывается между
последняя точка электрического контакта в горелке (обычно направляющая трубка) и
заготовка. Это не
напряжение, отображаемое на измерителе источника питания, которое обычно на 1,5–2,5 вольт выше
в зависимости от размера
и длина силового кабеля. 2.
Размер сварного шва равен толщине материала в случае угловых швов.
3. Изображенные конструкции соединений не
единственные конструкции, которые можно было использовать для данной толщины материала.Как сваривать трубы высокой и сверхчистой чистоты в чистых помещениях
Всегда, когда требуются высококачественные соединения, GTAW (дуговая сварка вольфрамовым электродом) или сварка TIG (вольфрам в среде инертного газа), как ее обычно называют, предлагают идеальное решение.
Широкий ассортимент продукции должен производиться в белых или чистых помещениях. Эти продукты могут быть восприимчивы к микробам, как в случае с фармацевтическими ингредиентами, к загрязнениям, как это наблюдается в области микроэлектроники, или к посторонним предметам, которые необходимо держать вдали от оптических устройств и точной механики.
Во многих случаях компоненты оборудования, предназначенного для эксплуатации в чистых помещениях, также должны производиться и собираться в контролируемой атмосфере.Сеть труб, например, часто используется для снабжения установок чистых помещений сверхчистыми газами и жидкостями, которые используются для инертизации, травления, промывки, разбавления и впрыскивания.
Чтобы свести к минимуму трудозатраты на месте, как можно больше соединений для установки сети трубопроводов подачи чистых помещений изготавливаются заранее. На заводе стандартные детали, такие как микрофитинги, тройники, колена и клапаны, свариваются вместе с соответствующими сегментами труб. В этом случае использование орбитальной сварки TIG может дать значительные преимущества.Полные циклы сварки выполняются автоматически и обеспечивают неизменно высокое качество результатов.
Белые или чистые помещения специально разработаны под требования конкретного сектора деятельности. Состав, температура и влажность контролируемой атмосферы регулируются точными спецификациями, но наиболее важные ограничения касаются размера и количества частиц в воздухе.
В зависимости от максимально допустимой концентрации частиц стандарты ISO 14644-1 и FED STD 209E делят чистые помещения на разные классы: Iso Klasse 1 и FED class 1 соответствуют самой низкой концентрации частиц, тогда как Iso Klasse 9 и FED class 100 000 эквивалентны нефильтрованному комнатному воздуху.ITW Сварка Сингапур | Как выбрать сварочный аппарат с дизельным двигателем?
Удаленные рабочие места без доступа к электроэнергии, такие как шахты, трубопроводы и металлоконструкции, как правило, требуют использования сварочных аппаратов с дизельным двигателем. В этой статье мы рассмотрим процесс выбора лучшего сварочного аппарата с дизельным двигателем для работы и разговор, который вы должны вести со своим поставщиком сварочных материалов.
Процесс сварки
Во-первых, вам необходимо понять процессы сварки, которые вы будете выполнять на стройплощадке.На большинстве рабочих мест в Юго-Восточной Азии до сих пор используются процессы сварки электродом и сварки TIG, для которых требуется только сварочный аппарат постоянного тока (CC).
Тем не менее, существует тенденция перехода подрядчиков к более производительным процессам, таким как дуговая сварка порошковой проволокой и импульсная сварка MIG. Эти процессы потребуют использования отдельного механизма подачи проволоки в чемодане, который будет подключен к сварочному аппарату с дизельным двигателем. Кроме того, эти процессы сварки проволоки должны выполняться на сварочном аппарате постоянного напряжения (CV).Большинство сварочных аппаратов Miller Big Blue с дизельными двигателями могут работать как в режиме CC, так и в режиме CV и являются многофункциональными сварочными аппаратами.Сила сварочного тока
Сварочные аппараты с дизельным двигателем, способные выдавать 250–300 ампер на сварочную мощность, обычно достаточны для большинства сварочных работ. На некоторых рабочих площадках пространство ограничено, и сварщикам приходится работать в непосредственной близости. В таких случаях идеальными будут сварочные аппараты с дизельным двигателем на 500-600 ампер, которые предлагают возможность сварки двумя операторами.
Помимо сварки, многие проекты также требуют использования строжки угольной дугой. Для угольного электрода диаметром 4,8 мм потребуется около 240 ампер, а для угольного электрода диаметром 9,5 мм потребуется до 600 ампер. Вы должны принять во внимание эти требования к силе тока при выборе правильного сварочного аппарата с дизельным двигателем для вашего применения.Вспомогательное питание
Большинство сварочных аппаратов с дизельными двигателями обеспечивают мощность от 5 до 20 кВт. Выбор правильного сварочного аппарата с дизельным двигателем для работы требует, чтобы вы сначала поняли, какие инструменты вам потребуются на строительной площадке, и нужно ли вам будет одновременно сваривать и запускать инструменты.Знание требований к мощности рабочих инструментов, таких как шлифовальные машины, отрезные пилы, осветительные приборы и т. д., поможет вам выбрать лучший сварочный аппарат. Кроме того, вы должны уточнить у своего поставщика сварочных услуг, предлагает ли сварочный аппарат с дизельным двигателем автономную сварку и мощность генератора.
В противном случае сварщик может столкнуться с помехами сварочной дуге, когда другой сварщик начнет использовать другие инструменты на рабочей площадке.Воздушный компрессор
Некоторые производители, такие как Miller Electric, также встраивают воздушные компрессоры в свои сварочные аппараты с дизельными двигателями.Например, с Big Blue 800X Duo Air Pak у подрядчиков есть мощный инструмент 3-в-1 для самых требовательных работ на стройплощадке. Воздушный компрессор можно использовать для запуска пневматических инструментов или для строжки угольной дугой. Это устраняет необходимость в отдельном воздушном компрессоре на строительной площадке, что приводит к экономии на транспортировке и расходах на топливо.
Топливо
Дизельявляется предпочтительным топливом в Юго-Восточной Азии. Есть две вещи, которые вы должны принять во внимание в отношении топлива.Во-первых, уточните у поставщика сварочных услуг фактический расход топлива сварочного аппарата с дизельным двигателем.
- Литые и накладные сварочные столы.

 Ультрафиолетовое излучение может вызвать солнечные ожоги и, в конечном итоге, рак кожи. Инфракрасное излучение не представляет такого большого риска для сварщиков, если используются соответствующие очки.
Ультрафиолетовое излучение может вызвать солнечные ожоги и, в конечном итоге, рак кожи. Инфракрасное излучение не представляет такого большого риска для сварщиков, если используются соответствующие очки.

 д. соответствующих размеров, чтобы обеспечить безопасность своей рабочей силы.
д. соответствующих размеров, чтобы обеспечить безопасность своей рабочей силы. Эта двойная защита снижает риск катастрофических травм глаз.
Эта двойная защита снижает риск катастрофических травм глаз.

 Кроме того, сварщик или помощник должны следить за рабочим местом в течение 30 минут после окончания сварки, чтобы не возникло тлеющего огня.
Кроме того, сварщик или помощник должны следить за рабочим местом в течение 30 минут после окончания сварки, чтобы не возникло тлеющего огня. Это означает, что они хранятся в вертикальном положении на стойке или связаны вместе. Кроме того, для предотвращения утечек следует использовать неиспользуемые крышки клапанов и колпаки.
Это означает, что они хранятся в вертикальном положении на стойке или связаны вместе. Кроме того, для предотвращения утечек следует использовать неиспользуемые крышки клапанов и колпаки. В паспорте безопасности продукта описаны потенциальные опасности, необходимые меры предосторожности и пределы воздействия.
В паспорте безопасности продукта описаны потенциальные опасности, необходимые меры предосторожности и пределы воздействия.

 Многие поставщики очень осторожны, никогда не гарантируя ровность сварочного стола. Но они подразумевают это такими формулировками, как «Вырезать с точностью +/- 0,003».
Многие поставщики очень осторожны, никогда не гарантируя ровность сварочного стола. Но они подразумевают это такими формулировками, как «Вырезать с точностью +/- 0,003».
 Они описывают точность как…
Они описывают точность как…
 Столы Siegmund имеют рейтинг плоскостности +/- 0,0025 дюйма на фут .Так, например, 8-футовый стол может иметь дисперсию плоскостности 0,032 (или около 1/32 дюйма) для BuildPro или 0,02 дюйма (около 1/40 дюйма).
Столы Siegmund имеют рейтинг плоскостности +/- 0,0025 дюйма на фут .Так, например, 8-футовый стол может иметь дисперсию плоскостности 0,032 (или около 1/32 дюйма) для BuildPro или 0,02 дюйма (около 1/40 дюйма). Электросварка
Электросварка  Там, где это возможно, электроды и электрододержатели должны быть удалены из замкнутого пространства. Все электроды должны быть удалены из держателей, а держатели должны быть тщательно расположены, чтобы предотвратить случайный контакт. По окончании или прекращении сварочных работ сварщик должен предусмотреть средства оповещения других рабочих о местонахождении горячего металла.
Там, где это возможно, электроды и электрододержатели должны быть удалены из замкнутого пространства. Все электроды должны быть удалены из держателей, а держатели должны быть тщательно расположены, чтобы предотвратить случайный контакт. По окончании или прекращении сварочных работ сварщик должен предусмотреть средства оповещения других рабочих о местонахождении горячего металла.

 Цепи заземления должны иметь достаточно низкое сопротивление, чтобы пропускать достаточный ток, чтобы предохранитель или автоматический выключатель отключил ток.
Цепи заземления должны иметь достаточно низкое сопротивление, чтобы пропускать достаточный ток, чтобы предохранитель или автоматический выключатель отключил ток.

 Многие шторы и ширмы снабжены колесиками, и их можно быстро и безопасно перемещать с места на место.
Многие шторы и ширмы снабжены колесиками, и их можно быстро и безопасно перемещать с места на место. Преимущества сварочных экранов в Рабочее место
Преимущества сварочных экранов в Рабочее место Не всегда возможно оборудовать пространство постоянными стенами, а строительство выделенной зоны может стоить слишком дорого. Сварные экраны и шторы решают эту проблему, поскольку их можно быстро установить в любом месте, где они необходимы, и их можно легко перемещать в другое место на вашем объекте по мере необходимости.Они также доступны в различных размерах и цветах, что позволяет создавать хорошо заметные и настраиваемые пространства, когда и где они вам нужны. См. наше руководство по выбору правильных цветов для ваших штор далее в этой статье.
Не всегда возможно оборудовать пространство постоянными стенами, а строительство выделенной зоны может стоить слишком дорого. Сварные экраны и шторы решают эту проблему, поскольку их можно быстро установить в любом месте, где они необходимы, и их можно легко перемещать в другое место на вашем объекте по мере необходимости.Они также доступны в различных размерах и цветах, что позволяет создавать хорошо заметные и настраиваемые пространства, когда и где они вам нужны. См. наше руководство по выбору правильных цветов для ваших штор далее в этой статье.
 Но цвет предназначен для гораздо большего, чем эстетические цели. Определенные цвета обеспечивают лучшую защиту от определенных уровней синего света и радиации. Знание того, какой тип сварки вы будете выполнять в каждой области вашего бизнеса, поможет вам выбрать правильную защиту для вашей рабочей силы.
Но цвет предназначен для гораздо большего, чем эстетические цели. Определенные цвета обеспечивают лучшую защиту от определенных уровней синего света и радиации. Знание того, какой тип сварки вы будете выполнять в каждой области вашего бизнеса, поможет вам выбрать правильную защиту для вашей рабочей силы.

 Однако это основной момент – установить хорошую, стабильную сварку.
состоянии, и это, скорее всего, может
использоваться для многих приложений. Когда
требуются изменения условий сварки, они должны быть тщательно сделаны. В виде
видел в предыдущем разделе,
каждый параметр сварки по-своему влияет на характеристики наплавленного валика и
многие пересекаются. Все
корректировки должны выполняться по одной и записываться для дальнейшего использования.
Обсуждение, сопровождающее эти таблицы
подчеркнет соответствующие темы и установит общие «правила
большой палец».Эти правила должны быть
соблюдаться независимо от окончательно выбранного метода сварки. Каждая таблица
перечисляет все необходимые условия
для выполнения сварного шва в зависимости от толщины материала, конструкции соединения и положения
сварки. При обращении к этим
таблицы, есть несколько важных моментов: 1.
Указанное напряжение является напряжением дуги, а не напряжением, считываемым измерителем источника питания.
Напряжение дуги считывается между
последняя точка электрического контакта в горелке (обычно направляющая трубка) и
заготовка.
Однако это основной момент – установить хорошую, стабильную сварку.
состоянии, и это, скорее всего, может
использоваться для многих приложений. Когда
требуются изменения условий сварки, они должны быть тщательно сделаны. В виде
видел в предыдущем разделе,
каждый параметр сварки по-своему влияет на характеристики наплавленного валика и
многие пересекаются. Все
корректировки должны выполняться по одной и записываться для дальнейшего использования.
Обсуждение, сопровождающее эти таблицы
подчеркнет соответствующие темы и установит общие «правила
большой палец».Эти правила должны быть
соблюдаться независимо от окончательно выбранного метода сварки. Каждая таблица
перечисляет все необходимые условия
для выполнения сварного шва в зависимости от толщины материала, конструкции соединения и положения
сварки. При обращении к этим
таблицы, есть несколько важных моментов: 1.
Указанное напряжение является напряжением дуги, а не напряжением, считываемым измерителем источника питания.
Напряжение дуги считывается между
последняя точка электрического контакта в горелке (обычно направляющая трубка) и
заготовка. Это не
напряжение, отображаемое на измерителе источника питания, которое обычно на 1,5–2,5 вольт выше
в зависимости от размера
и длина силового кабеля. 2.
Размер сварного шва равен толщине материала в случае угловых швов.
3. Изображенные конструкции соединений не
единственные конструкции, которые можно было использовать для данной толщины материала.
Это не
напряжение, отображаемое на измерителе источника питания, которое обычно на 1,5–2,5 вольт выше
в зависимости от размера
и длина силового кабеля. 2.
Размер сварного шва равен толщине материала в случае угловых швов.
3. Изображенные конструкции соединений не
единственные конструкции, которые можно было использовать для данной толщины материала.
 В зависимости от максимально допустимой концентрации частиц стандарты ISO 14644-1 и FED STD 209E делят чистые помещения на разные классы: Iso Klasse 1 и FED class 1 соответствуют самой низкой концентрации частиц, тогда как Iso Klasse 9 и FED class 100 000 эквивалентны нефильтрованному комнатному воздуху.
В зависимости от максимально допустимой концентрации частиц стандарты ISO 14644-1 и FED STD 209E делят чистые помещения на разные классы: Iso Klasse 1 и FED class 1 соответствуют самой низкой концентрации частиц, тогда как Iso Klasse 9 и FED class 100 000 эквивалентны нефильтрованному комнатному воздуху. Тем не менее, существует тенденция перехода подрядчиков к более производительным процессам, таким как дуговая сварка порошковой проволокой и импульсная сварка MIG. Эти процессы потребуют использования отдельного механизма подачи проволоки в чемодане, который будет подключен к сварочному аппарату с дизельным двигателем. Кроме того, эти процессы сварки проволоки должны выполняться на сварочном аппарате постоянного напряжения (CV).Большинство сварочных аппаратов Miller Big Blue с дизельными двигателями могут работать как в режиме CC, так и в режиме CV и являются многофункциональными сварочными аппаратами.
Тем не менее, существует тенденция перехода подрядчиков к более производительным процессам, таким как дуговая сварка порошковой проволокой и импульсная сварка MIG. Эти процессы потребуют использования отдельного механизма подачи проволоки в чемодане, который будет подключен к сварочному аппарату с дизельным двигателем. Кроме того, эти процессы сварки проволоки должны выполняться на сварочном аппарате постоянного напряжения (CV).Большинство сварочных аппаратов Miller Big Blue с дизельными двигателями могут работать как в режиме CC, так и в режиме CV и являются многофункциональными сварочными аппаратами.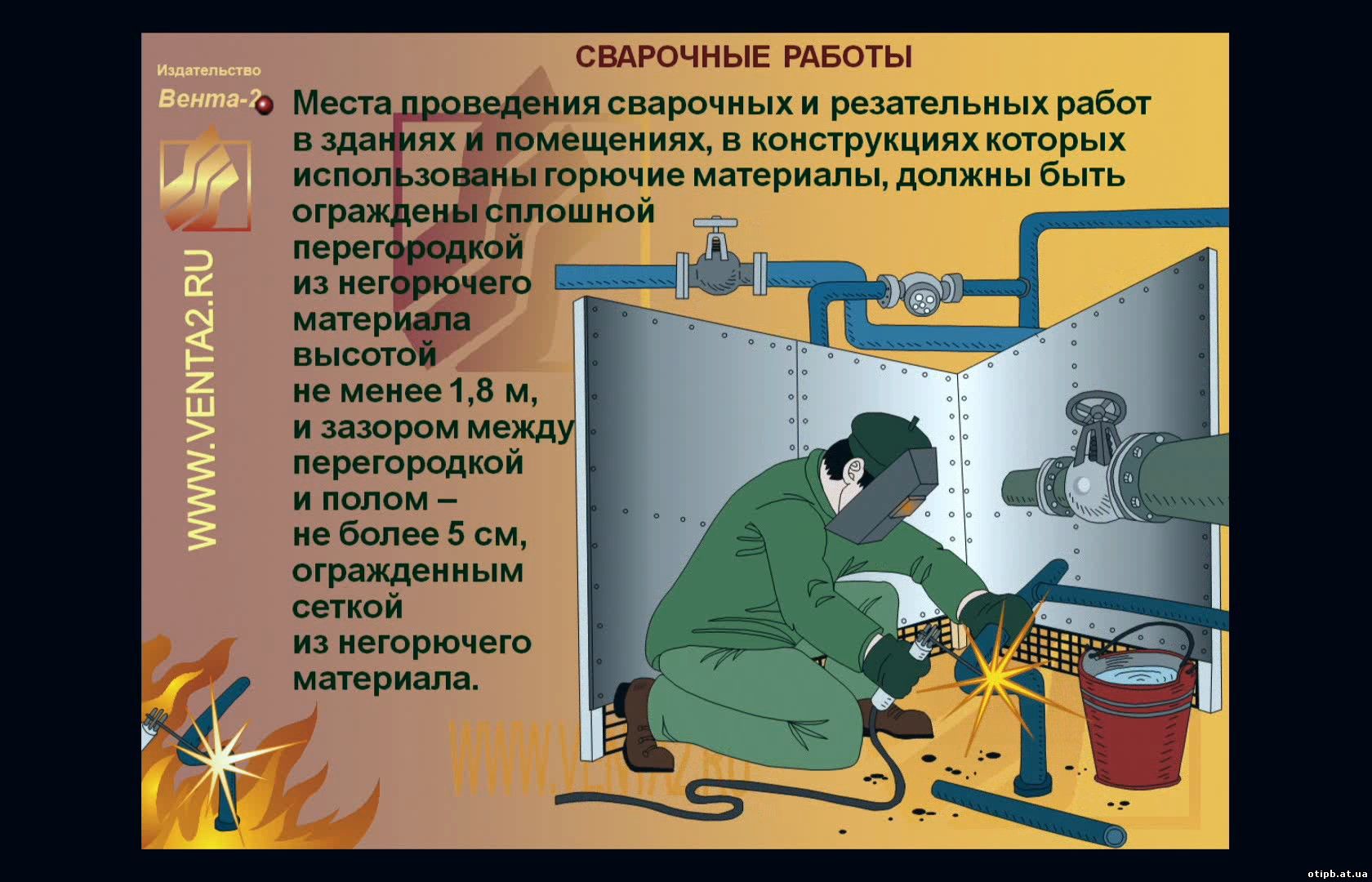 Помимо сварки, многие проекты также требуют использования строжки угольной дугой. Для угольного электрода диаметром 4,8 мм потребуется около 240 ампер, а для угольного электрода диаметром 9,5 мм потребуется до 600 ампер. Вы должны принять во внимание эти требования к силе тока при выборе правильного сварочного аппарата с дизельным двигателем для вашего применения.
Помимо сварки, многие проекты также требуют использования строжки угольной дугой. Для угольного электрода диаметром 4,8 мм потребуется около 240 ампер, а для угольного электрода диаметром 9,5 мм потребуется до 600 ампер. Вы должны принять во внимание эти требования к силе тока при выборе правильного сварочного аппарата с дизельным двигателем для вашего применения. В противном случае сварщик может столкнуться с помехами сварочной дуге, когда другой сварщик начнет использовать другие инструменты на рабочей площадке.
В противном случае сварщик может столкнуться с помехами сварочной дуге, когда другой сварщик начнет использовать другие инструменты на рабочей площадке.