Power Electronics • Просмотр темы
Ктот писал(а):
качество шва может оказаться не очень
Ну варят же газовой горелкой — намано все выходит , я пацаном был — в гаражах только ей родной лонжероны к копейкам да прогнившие полы варили. Прелесть просто в том , что не нужны ни баллоны , ни горелка , а сварочный транс наверное у всех есть . Тут на самом деле и сварочный транс то не нужен — все рекоммендации сводятся к тому , что ток при такой сварке должен быть 30-40 Ампер — это даже простенький осветительный тр-р потянет.
jax1000 писал(а):
А переменка нужна, чтобы оба электрода нагревались одинаково, так?
Ну да. А то получится , что один изнашивается быстрее чем другой. Кстати на постоянном токе можно варить одним угольным электродом по металлу используя присадочный пруток. Угольный электрод никогда не прилипает, полярность должна быть прямая — это самый древний метод сварки, открытый Бенардосом.
jax1000 писал(а):
графит от батареек не лучшая замена угольным электродам-дуга горит нестабильно, сильное задымление и вонь
Надо эти стержни промыть в растворе щелочи , например каустической соды, ну , или просто в мыльно воде.
 .. Я вообще так на крайняк посоветовал, если очень охота попробовать.
.. Я вообще так на крайняк посоветовал, если очень охота попробовать.Никтомен писал(а):
а меня вот интересует можно ли самому сделать угольные электроды?
По секрету могу сказать , что когда то у меня были алюминиевые пляжные стульчики (это было давно , наверное лет 8 тому назад) и на одном пикнике у одного из стульчиков сломалась ножка-трубка. Приятели литейщики принесли флюс, к сожалению , как называется я уже не помню , но идея была такая , что обломки чистились щеткой и промывались крепким раствором каустической соды а кусок алюминиевого провода покрывался этим самым литейным флюсом , в держак аппарата зажимался толстый грифель от простого карандаша (они продаются отдельно их диаметр около 2 мм) и на токе около 20-30 Ампер стульчик был заварен. Чего не помню , так это был ли тр-р снабжен выпрямителем или нет …
_________________
В извечной борьбе бобра с ослом всегда побеждает бобро.
Где рождаются угольные электроды | ZAVODFOTO.RU
Продолжая рассказывать про самые передовые и смелые предприятия (которые не бояться блогеров и чувствуют тренды) в нашей стране, никак нельзя пропустить крупнейший в России электродный завод, причём он же и самый молодой в отрасли, я про Новосибирский электродный завод хочу рассказать сегодня. Он находится в посёлке Линёво в Искитимском районе Новосибирской области, а это в 79 км к югу от Новосибирска. Предприятие специализируется на выпуске графитированных электродов марок ЭГСП, ЭГП и ЭГ, угольных электродов, катодных блоков, кокса нефтяного прокаленного и электродной массы. Вся эта продукция используется для производства алюминия, выплавки стали, в металлургии чистых металлов, в химической промышленности, в машиностроении и энергетике.
Он находится в посёлке Линёво в Искитимском районе Новосибирской области, а это в 79 км к югу от Новосибирска. Предприятие специализируется на выпуске графитированных электродов марок ЭГСП, ЭГП и ЭГ, угольных электродов, катодных блоков, кокса нефтяного прокаленного и электродной массы. Вся эта продукция используется для производства алюминия, выплавки стали, в металлургии чистых металлов, в химической промышленности, в машиностроении и энергетике.
Осенью 1963 года к юго-востоку от станции Евсино, в степи, вешками было обозначено начало строительства Новосибирского электродного завода. Изначально предлагалось две площадки, где появится этот гигант – одна в районе Бердска, другая, как раз в районе станции Евсино. Почему именно здесь? Тут всё просто. Дело в том, что сырьём для угольных электродов служит антрацит, а его здесь было очень много, поблизости находится Горловское месторождение, а оно входит в тройку лучших в мире. И вот 3 августа 1965 года стройке был объявлен зелёный свет. В 1966 году на стройку из Новочеркасского электродного завода приехал главный инженер Алексей Обудовский. Это был первый специалист электродщик в этих местах.
В 1966 году на стройку из Новочеркасского электродного завода приехал главный инженер Алексей Обудовский. Это был первый специалист электродщик в этих местах.
Склад антрацита
В качестве сырья для изготовления угольных электродов используются антрацит, нефтяной кокс и искусственный графит собственного производства. Сырье на Новосибирском электродном заводе хранится на закрытых складах раздельно по типам и маркам.
Склад №1 хранения нефтяного кокса
Параллельно с заводом, рос и рабочий посёлок для будущих работников завода. В 1968 году здесь ввели в строй первые значительные объекты: два жилых дома и скважину, которая давала воду, медпункт, школу, котельную, детский сад и столовую. Матушка природа периодически испытывала строителей, так, например, зимы 1968 и 1969 года отличились температурами под — 55°, но в итоге слабаков тут не оказалось… В 1972 году состоялся частичный ввод мощностей нового электродного завода.
А здесь довольно мило, теперь понимаю, почему меня сюда так долго не пускали, боялись, что я все яблоки у них съем :).
Далее мы попадаем в прокалочный цех.
Прежде чем приступить к производству угольных электродов, сырьё (антрацит и нефтяной кокс) вначале подвергают кальцинации, т.е. прокаливанию при высокой температуре. Прокаливание необходимо для того, чтобы удалить влагу и другие ненужные вещества, а также предать необходимую прочность и электропроводность. Вот в таких прокалочных печах всё и происходит, а там, между прочим, ой, как горячо, примерно 1300 °С.
Вращающая прокалочная печь из себя представляет стальной барабан, внутри футерованный, т.е. специально отделанный огнеупорным кирпичом и установленным под углом 3,5 градусов к горизонту. В нижнем торце барабана («горячая головка») установлена газовая гарелка, а также через него производится и выгрузка прокаленного материала. Через верхний же торец барабана («холодная головка») производится загрузка прокаленного материала и отводятся отходящие газы. Сам барабан печи установлен на специальных роликоопорах и приводится во вращение электродвигателем через венцовую шестерню. Именно за счёт этого вращения и наклонного расположения печи и происходит перемещение прокаливаемого материала вдоль печи. Прокалочная печь имеет четыре скорости вращения от 0,7 до 2,1 оборота в минуту. Это позволяет регулировать время нахождения материала в печи и соответственно степень прокаливания материала. Длина печи составляет 60 м.
Сам барабан печи установлен на специальных роликоопорах и приводится во вращение электродвигателем через венцовую шестерню. Именно за счёт этого вращения и наклонного расположения печи и происходит перемещение прокаливаемого материала вдоль печи. Прокалочная печь имеет четыре скорости вращения от 0,7 до 2,1 оборота в минуту. Это позволяет регулировать время нахождения материала в печи и соответственно степень прокаливания материала. Длина печи составляет 60 м.
Прокаленный материал после печи попадает в холодильник, который представляет собой тоже металлический барабан, установленный на роликоопорах под углом 1,5 градуса к горизонту, при этом его горячая головка расположена выше холодной. Барабан вращается также при помощи электродвигателя. Корпус холодильника орошается водой для более эффективного охлаждения.
Электрокальцинатор. Температура обработки в электрокальцинаторе достигает 1800 °С. Он также задействован в операции прокаливания. Из себя он представляет печь сопротивления, где тепловыделяющим элементом служит прокаливаемый материал, через который пропускается электрический ток. Работает он в постоянном режиме. Электрокальцинатор состоит из металлической шахты, внутри выложенной огнеупорным кирпичом, также имеются два токоподвода. Верхним токоподводом служит электрод, расположенный по оси шахты, а в качестве нижнего токоподвода используется угольный электрод, навинченный на водоохлаждаемый фальшниппель, расположенный также вдоль оси шахты. Расстояние между токоподводами составляет 2-2,5 м.
Из себя он представляет печь сопротивления, где тепловыделяющим элементом служит прокаливаемый материал, через который пропускается электрический ток. Работает он в постоянном режиме. Электрокальцинатор состоит из металлической шахты, внутри выложенной огнеупорным кирпичом, также имеются два токоподвода. Верхним токоподводом служит электрод, расположенный по оси шахты, а в качестве нижнего токоподвода используется угольный электрод, навинченный на водоохлаждаемый фальшниппель, расположенный также вдоль оси шахты. Расстояние между токоподводами составляет 2-2,5 м.
Управление всеми процессами прокаливания осуществляется отсюда.
Каменноугольный пек поступает на завод в жидком виде в вагон-цистернах, собственно, одна такая прямо перед нами.
3 июля 1974 года Министерство цветной металлургии СССР издало приказ «О создании Новосибирского электродного завода». Этот день и стал официальной датой рождения нашего сегодняшнего предприятия.
В целях мотивации и ускорения процесса, в 1976 году завод был объявлен всесоюзной ударной комсомольской стройкой. И как это обычно было тогда, сюда со всех концов нашей страны стали массово приезжать строители, монтажники, водители, крановщики и т.д. Как результат, уже 26 сентября 1977 года была разожжена первая печь цеха обжига, а 1 ноября 1977 года была выпущена первая электродная масса. В связи с этим был подписан акт Государственной комиссии «О приеме промышленных мощностей НовЭЗа». Дальше больше – в 1978 году запустили цех механической обработки углеграфитовых изделий (в настоящее время ЦМОЭП), 19 апреля 1979 года был отпрессован первый подовый блок, а 10 октября 1982 года — получена первая графитовая заготовка.
В 2006 году завод попадает под крыло Группы Энергопром, что позволило предприятию дальше расти и успешно развиваться. Кстати, в состав Группы компаний «Энергопром» входят ещё два электродных завода — Челябинский и Новочеркасский, а также ООО «Донкарб Графит» (площадки в Новочеркасске и Челябинске). Сегодня, как и раньше, Новосибирский электродный завод является градообразующим для посёлка, а также вносит существенный вклад в целом в экономику Новосибирской области. Выпускаемый ассортимент довольно широк: это крупногабаритные угольные электроды, электроды графитированные и ниппели, катодная продукция, блоки угловые и боковые, антрацит прокаленный, доменные блоки, масса электродная, масса холоднонабивная низкоусадочная, фасонные и мелкофасонные изделия, нефтяные прокаленные коксы. Между прочим, свыше 60 % стран мира охотно покупают их продукцию.
Сегодня, как и раньше, Новосибирский электродный завод является градообразующим для посёлка, а также вносит существенный вклад в целом в экономику Новосибирской области. Выпускаемый ассортимент довольно широк: это крупногабаритные угольные электроды, электроды графитированные и ниппели, катодная продукция, блоки угловые и боковые, антрацит прокаленный, доменные блоки, масса электродная, масса холоднонабивная низкоусадочная, фасонные и мелкофасонные изделия, нефтяные прокаленные коксы. Между прочим, свыше 60 % стран мира охотно покупают их продукцию.
Рядом по соседству находится ещё одно крупное предприятие — Сибирский Антрацит. Я к ним тоже напрашиваюсь, может и у них когда-нибудь побываю. А так эта компания- ведущий в России и в мире производитель высококачественного антрацита Ultra High Grade (UHG). Именно они как раз и ведут добычу угля на месторождениях Горловского угольного бассейна в Искитимском районе Новосибирской области. Предприятие объединяет 2 угольных разреза и 2 обогатительные фабрики.
Далее мы попадаем смесильно-прессовый цех, где производится размол, рассев прокаленных материалов по заданной рецептуре и составу, а также смешивание определенных фракций и прессование заготовок.
Этот цех занимает целое здание в несколько этажей (44 метра вверх и ещё 4 метра вниз), где сырье, как на американских горках, то поднимается вверх, то также стремительно падает вниз, потом снова вверх и так до тех пор, пока не придёт к нужной кондиции. Итак, первоначально мы поднимаемся вверх.
Вкратце техпроцесс выглядит следующим образом. Прокаленный материал, поступивший сюда, поступает вначале в бункера запаса и потом по транспортёрам подаётся наверх по элеваторам в рассеиватели. Учитывая, что сырьё сюда поступает разных размеров его, ещё подвергают дроблению. После сортирования по бункерам уже по нужным фракциям, шихта и пек подогреваются, после чего они уже поступают на смешивание. Всего тут семь технологических линий.
Один из транспортёров, по которому путешествует сырьё.
Бункера, в которых находятся уже разбитые по нужным фракциям и составу материалы.
Напорный бак, в них осуществляется подогрев пека
Дозировочные телеги
Эта телега работает в автоматическом режиме. Стоит только оператору захотеть, как нужное количество материала уже там.
Это тоже дозировочные телеги, но уже другого типа.
Участок смешения
Смесильная машина
Смесильная машина в разрезе
Склад набивной подовой массы, в данном случае мы наблюдаем Массу холоднонабивную низкоусадочную.
Прессовый участок.
Прессование заготовок производится двумя способами: виброформованием и экструзии (прошивное прессование). Прошивное прессование — это выдавливание массы через мундштук пресса, затем её охлаждение и усреднение массы в охладительном барабане прошивного пресса. Здесь установлены пресса: 3 550У (3 т.н.), 6 300 У (4 т.н.), 3 550Н (5 т.н.) и 6 300Н (5 т.н.). Виброформование (в прессформе) проходит на 2 технологической нитке (немецкий вибропресс КХД) и на 7 технологической нитке вибропресс RUEF. Процессы всех технологических ниток автоматизированы, что позволяет производить их контроль в режиме реального времени.
Здесь установлены пресса: 3 550У (3 т.н.), 6 300 У (4 т.н.), 3 550Н (5 т.н.) и 6 300Н (5 т.н.). Виброформование (в прессформе) проходит на 2 технологической нитке (немецкий вибропресс КХД) и на 7 технологической нитке вибропресс RUEF. Процессы всех технологических ниток автоматизированы, что позволяет производить их контроль в режиме реального времени.
Завод работает круглые сутки, без праздников и выходных.
Охлаждение прессованной продукции
Участок обжига. Главная цель обжига — это обеспечить максимальный выход коксового остатка из связующего. Это как раз и обеспечивает прочность спекания частиц наполнителя, придаёт ему конечную механическую прочность, а также получение однородной структуры по всему объёму заготовки.
Процесс обжига ведется по заданному температурному режиму и его длительность варьируется в зависимости от марок и габаритов загруженных полуфабрикатов. Продолжительность обжига составляет не менее 396 часов. Обжиг проходит в специальных 32-х камерных кольцевых печах закрытого типа с газовым обогревом при температуре в газовой среде не ниже 1265 °С.
Обжиг проходит в специальных 32-х камерных кольцевых печах закрытого типа с газовым обогревом при температуре в газовой среде не ниже 1265 °С.
На участке обжига находятся десять печей, восемь печей по 32 камеры каждая, работают на двух системах «огня», печь 10 по 12 камер, печь 10А по 14 камер. Размеры кассет камер обжиговых печей позволяют производить обжиг заготовок шириной (диаметром) до 1440 мм и высотой до 4100 мм. Печи имеют, в зависимости от сечения загружаемой продукции, по 4 или 6 кассет.
Управление процессами обжига полностью автоматизировано.
Участок графитации. Цель процесса графитации — это переход углерода используемого сырья в графит под действием высоких температур, т.е. превращение двумерной структуры углеродных сеток в трехмерную (кристаллическую), в следствии чего происходит снижение удельного электросопротивления заготовок, повышается теплопроводность и термостойкость.
Обожженные заготовки марки МГВ проходят процесс графитации. Графитация производится вот в таких электрических печах сопротивления по методу Ачесона (печь косвенного нагрева) или Кастнера (прямого нагрева). В качестве пересыпки для печи Ачесона используют коксовый орешек (керновая пересыпка) и антрацит марки АСШ (теплоизоляционная шихта), а для печи Кастнера коксовая мелочь. Температура в них достигает 3000 °C. Продолжительность процесса графитации в печах Ачесона составляет 3-4 суток и далее постепенное охлаждение в печи в течении 12-15 суток в зависимости от диаметра заготовки. А в печах Кастнера («прямая» графитация) — 18-20 часов. Выгрузка заготовок производится при температуре около 700 градусов. Кстати, в печь Ачесона заготовки укладываются горизонтально, перпендикулярно продольной оси печи и параллельно друг другу на расстоянии 02 диаметра (ширины) заготовки, а в печах Кастнера заготовки укладываются параллельно продольной оси печи.
Графитация производится вот в таких электрических печах сопротивления по методу Ачесона (печь косвенного нагрева) или Кастнера (прямого нагрева). В качестве пересыпки для печи Ачесона используют коксовый орешек (керновая пересыпка) и антрацит марки АСШ (теплоизоляционная шихта), а для печи Кастнера коксовая мелочь. Температура в них достигает 3000 °C. Продолжительность процесса графитации в печах Ачесона составляет 3-4 суток и далее постепенное охлаждение в печи в течении 12-15 суток в зависимости от диаметра заготовки. А в печах Кастнера («прямая» графитация) — 18-20 часов. Выгрузка заготовок производится при температуре около 700 градусов. Кстати, в печь Ачесона заготовки укладываются горизонтально, перпендикулярно продольной оси печи и параллельно друг другу на расстоянии 02 диаметра (ширины) заготовки, а в печах Кастнера заготовки укладываются параллельно продольной оси печи.
Участок механической обработки заготовок угольных электродов.
На этом участке могут обрабатываться заготовки длиной до 3 600 мм.
Ниппели к электродам графитированным
Визуальный контроль качества изделий.
Кроме визуального осмотра, обожженные электроды проходят проверку и ультразвуковым методом неразрушающего контроля. Между прочим, его разработали в собственном НТЦ Группы ЭНЕРГОПРОМ. Данный метод позволяет визуализировать внутреннюю структуру тела электрода и определить наличие любых внутренних дефектов.
После проверки, вся продукция упаковывается и направляется на склад.
В качестве закрепления материала, ещё раз предлагаю остановиться на том, для кого день изо дня трудится новосибирский завод. Итак, угольные электроды предназначены для электротермических процессов производства кристаллического кремния, карбида кальция и фосфора. Подовые и боковые электроды отправляются к производителям алюминия. Доменные блоки нужны для выкладки металлургических печей, которые выплавляют чугун. Графитированные электроды, ниппели используются для в электродуговых печах при выплавке сталей. А электродная масса нужна для получения непрерывных самообжигающихся электродов электротермических печей черной, цветной и химической промышленности.
А электродная масса нужна для получения непрерывных самообжигающихся электродов электротермических печей черной, цветной и химической промышленности.
Большое спасибо Группе «ЭНЕРГОПРОМ» за организацию такой интересной поездки, а заводу «ЭНЕРГОПРОМ-Новосибирский электродный завод» за тёплый приём! Отличный завод, нужная продукция, да ещё и открыты, жадничать не буду, ЗаводычЛайк от меня однозначно, получите-распишитесь.
Ваш Промблогер №1 Игорь (ZAVODFOTO)! Подписывайтесь на мой канал, я Вам ещё много чего интересного покажу: https://zen.yandex.ru/zavodfoto
Р. S. Уважаемые собственники и акционеры, представители пресс-служб компаний, отделы маркетинга и другие заинтересованные лица, если на Вашем предприятие есть, что показать — «Как это делается и почему именно так!», мы всегда рады принять участие. Не стесняйтесь, пишите нам сами [email protected] и расскажите о себе, пригласив нас к ВАМ в гости. Берите пример с лидеров!
Берите пример с лидеров!
Я уже лично посетил около 400 предприятий, а вот и мои репортажи оттуда. Только вопрос, почему до сих пор нет вас в этом списке?
Почему наша промышленность самая лучшая в мире: http://zavodfoto.livejournal.com/4701859.html
Я всегда рад новым друзьям, добавляйтесь и читайте меня в:
LiveJournal / Instagram / Facebook / ВК / Одноклассники / twitter / Golos.io / Telegram / Яндекс.Дзен /
Электрод инертный — Справочник химика 21
Составьте уравнения процессов, протекающих при электролизе водных растворов хлороводородной кислоты и гидроксида бария (электроды инертные). [c.83]Составить схемы электролиза раствора хлорида калия и его расплава, если электроды инертные. [c.108]
В гальванических элементах могут реализоваться два принципиально различных типа электрохимических редокс-взаимодействий. В первом случае сами электроды участвуют в окислительно-восстановительной реакции, как, например, в элементе Даниэля—Якоби. Гальванические цепи такого типа можно назвать редокс-цепями с расходуемыми или активными электродами. Во втором случае вещество электродов инертно по отношению к реакции, протекающей в растворе. Рассмотрим элемент, схема которого приведена на рис. 84. В отличие от элемента Даниэля—Якоби здесь электроды не участвуют во взаимодействии, а являются лишь передатчиками электронов между ионами, находящимися в растворах. Левый полуэлемент представляет собой раствор, состоящий из смеси солей и Sn , в который погружен платиновый электрод. На поверхности электрода устанавливается равновесие Sn + 2е» Sn , которое и определяет потенциал
В первом случае сами электроды участвуют в окислительно-восстановительной реакции, как, например, в элементе Даниэля—Якоби. Гальванические цепи такого типа можно назвать редокс-цепями с расходуемыми или активными электродами. Во втором случае вещество электродов инертно по отношению к реакции, протекающей в растворе. Рассмотрим элемент, схема которого приведена на рис. 84. В отличие от элемента Даниэля—Якоби здесь электроды не участвуют во взаимодействии, а являются лишь передатчиками электронов между ионами, находящимися в растворах. Левый полуэлемент представляет собой раствор, состоящий из смеси солей и Sn , в который погружен платиновый электрод. На поверхности электрода устанавливается равновесие Sn + 2е» Sn , которое и определяет потенциал
Нетрудно видеть, что цинковая пластина является активным электродом и ведет себя как катод (минус), а медная пластина — электродом инертным, т. е. не принимающим непосредственного участия в реакции она рассматривается как анод .
В работах [48, 58] продемонстрирована принципиальная возможность создания пористых газодиффузионных ферментативных электродов. Как известно, угольные электроды инертны в электрохимической реакции окисления водорода. Процесс ионизации водорода на угольных электродах протекает с большим перенапряжением. Исследование системы водород — гидрогеназа— медиатор — угольный электрод показало, что в этой системе удается осуществить окисление молекулярного водорода в условиях, близких к равновесным. [c.78]
Обсуждая электролиз расплавленного Na l или растворов Na l, мы считали электроды инертными. Это означает, что сами электроды в процессе электролиза не вступают в реакцию, а просто служат поверхностями, на которых происходят окисление и восстановление. Однако в электролитическом процессе получения алюминия по методу Холла анод вступает в реакцию (19.
Теперь осуществим эту реакцию в гальваническом элементе, в котором одним электродом (растворяющимся) служит цинк, помещенный в разбавленный раствор серной кислоты, а другим электродом (инертным, где выделяется водород) служит, скажем, платина или графитовая пластина. Электродвижущая сила такого элемента будет пропорциональна сродству (см. стр. 220). Но если внешнюю цепь от электродов элемента (от его полюсов ) мы замкнем на какое-либо омическое сопротивление (и в особенности на [c.311]
В связи с указанным затруднением, исследования кинетики восстановления кислорода выполнены главным образом на электродах, инертных относительно кислорода серебре, золоте, палладии, ртути. Мы рассмотрим более подробно результаты, полученные на серебре [21]. [c.151]
Мы рассмотрим более подробно результаты, полученные на серебре [21]. [c.151]
Чрезвычайно большая величина с а, показывает, что для совместного выделения натрия с водородом нужна колоссальная и совсем нереальная концентрация ионов Ма+, что по существу соответствовало бы плотности вещества, не встречающейся в природе. Поэтому при обычных реальных концентрациях нельзя осуществлять первичное выделение натрия на электродах, инертных по отношению к этому металлу.
В качестве входящих потоков рассматривают шихту, электрод, инертные газы, подаваемые в печь с целью защиты конструктивных элементов. В качестве выходящих — целевой про- [c.76]
Электрохимически активные комплексы могут образовываться из присутствующих в растворе комплексов как в приэлектродном слое раствора (в этом случае протекает объемная предшествующая химическая реакция), так и непосредственно на поверхности электрода (в этом случае протекает поверхностная предшествующая химическая реакция). Простейший пример поверхностной предшествующей химической реакции — процессы специфической адсорбции на металлическом электроде инертных комплексов, состав которых на поверхности электрода и в объеме раствора одинаков. В общем случае при образовании электрохимически активных комплексов будет изменяться состав как внутренней, так и внешней координационных сфер исходных комплексов. Влияние этих изменений на плотность тока обмена ряда окислительно-восстановительных систем рассмотрено в разд. V.l. [c.159]
Простейший пример поверхностной предшествующей химической реакции — процессы специфической адсорбции на металлическом электроде инертных комплексов, состав которых на поверхности электрода и в объеме раствора одинаков. В общем случае при образовании электрохимически активных комплексов будет изменяться состав как внутренней, так и внешней координационных сфер исходных комплексов. Влияние этих изменений на плотность тока обмена ряда окислительно-восстановительных систем рассмотрено в разд. V.l. [c.159]
Б. Метод титрования с биметаллическими электродами биметаллические системы). Создают гальванический элемент из титруемого раствора и вставленных в него двух электродов инертного и индикаторного. Инертным электродом служит материал, который не реагирует на изменение активности ионов в растворе и его Состава в точке эквивалентности, т. е. является своеобразным электродом сравнения. Для инертного электрода используют графит, палладий, вольфрам, карбид кремния (карборунд) и др. вещества. Например, при титровании раствора КаСгаО, раствором РеЗО применяют платиновый (индикаторный) и вольфрамовый ( инертный ) электрод. [c.322]
вещества. Например, при титровании раствора КаСгаО, раствором РеЗО применяют платиновый (индикаторный) и вольфрамовый ( инертный ) электрод. [c.322]
Окислительно-восстановительные электроды обратимы по окисленной и восстановленной формам какого-либо вещества. Обычно окислительно-восстановительный электрод — инертный электронный проводник, погруженный в раствор, в котором находится окисленная и вое-
При исследовании реакции между неионными фазами метод ЭДС может быть использован при добавлении к электродам инертной по отношению к ним ионной фазы. Так, термодинамика реакции [c.278]
Добавление к электродам инертной бинарной фазы, содержащей переносимый через электролит ион и один из компонентов исследуемой системы, может быть использовано и в тех случаях, когда применение ячейки, использующей перенос какого-либо компонента системы, по тем или иным причинам невозможно или неудобно. В качестве примера рассмотрим ячейку с фтор-ион-ным электролитом ВаРг [c. 278]
278]
Была продемонстрирована принципиальная возможность создания пористых газодиффузионных ферментных электродов. Как известно, угольные электроды инертны в электрохимической [c.74]
Так, на фосфорной печи мощностью 48 МВт через прогоревшую часть кожуха электрода в месте неплотного прилегания к нему контактной щеки электродержателя произошла утечка электродной массы, и печной газ попал в кожух электрода, вслед за этим последовал взрыв, от которого в двух местах разорвалась царга и оборвался электрод по нижней части кромки контактных Плит. Несмотря на то, что печь работала на повышенной нагрузке (при пониженном модуле нислотности и завышенной скорости перепуска электродов), продувка электродов инертным газом не проводилась. [c.70]
Электроды. Инертный электрод применяется в тех случаях, когда требуется установление простого электрического контакта с раств01юм без возникновения каких-либо химических реакций. Наиболее подходящими для этой цели являются благородные металлы, обычно платина, иногда золото или серебро, хотя в некоторых случаях хороших результатов можно достичь, применяя угольный электрод.
Казарян и Пунгор [150, 151] изучили влияние некоторых неводных растворителей (спирты, ацетон, диметилформамид, ацетонитрил, смеси бензол — метанол) на поведение гетерогенных ме.мбранных электродов (инертная матрица — силиконовая резина). Кроме того, они провели систематическое исследование поведения Г-селективного электрода (Раделкис ОР-1-711) в водноорганических смесях. [c.50]
В отличие от полярографического метода в потенциометрии измерения производятся при отсутствии тока в ячейке, т. е. определяются потенциалы неполяризованных электродов используются два типа индикаторных электродов — инертные и активные. Основные требования к индикаторным электродам — быстрая реакция на изменение концентрации определяемого иона и хим.чческая ин-дефферентность по отношению к анализируемому раствору., [c.60]
Скачок потенциала на границе металл-раствор возникает вследствие перехода катионов металла в раствор или из раствора в металл.
 Если же металл электрода инертный и не способен отдавать катионы в раствор и в растворе нет катионов данного металла, то скачок потенциала может возникнуть, если в растворе имеется окисленная или восстановленная форма какого-либо другого вещества или обе его формы. Пусть, например, металлом явл.яется платина, а в растворе содержатся катионы Ре +, которые будут отнимать электроны у платины. Платина зарядится положительно, а прилегающий к металлу слой раствора — отрицательно. Преимущественный переход катионов из металлической фазы в раствор или из раствора в металлическую фазу, а также обмен электронами между частицами раствора и электродом опреде- 4 I ляется их окислительно-восстановительными свойствами. [c.176]
Если же металл электрода инертный и не способен отдавать катионы в раствор и в растворе нет катионов данного металла, то скачок потенциала может возникнуть, если в растворе имеется окисленная или восстановленная форма какого-либо другого вещества или обе его формы. Пусть, например, металлом явл.яется платина, а в растворе содержатся катионы Ре +, которые будут отнимать электроны у платины. Платина зарядится положительно, а прилегающий к металлу слой раствора — отрицательно. Преимущественный переход катионов из металлической фазы в раствор или из раствора в металлическую фазу, а также обмен электронами между частицами раствора и электродом опреде- 4 I ляется их окислительно-восстановительными свойствами. [c.176] Определение малых неравновесных концентраций продуктов электролиза в околоэлектродном пространстве методом осциллографической полярографии возможно только в тех областях потенциалов, где поверхность электрода инертна по отношению к реакциям, сопровождяю-щимся переносом заряда через границу металл—раствор. [c.44]
[c.44]
гост, отличие от угольных, применение и т. д
Достоинства и недостатки графита
Графитированные электроды способны проводить ток, не плавясь при этом, что случается с проволокой из иных материалов. В этом заключается главная отличительная особенность таких изделий. Электроды из графита выпускаются с наконечниками разных форм и длины, бывают обычными или омедненными.
Опишем наиболее выгодные характеристики электродов данного вида:
Также следует отметить, что сварной шов на медных проводах, изготовленный с применением графитовых электродов своими руками, получается стойким к коррозии, высоким температурам, но сама проволока при этом не склонна к образованию трещин при выполнении работы.
С их помощью можно сварить медностержень или алюминиевые провода, но у графитовых сварочных электродов существует несколько недостатков, чего не стоит забывать:
 youtube.com/embed/CJNFARJNzPs?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/CJNFARJNzPs?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Чем графит отличается от угля
Графитовые стержни для работ по свариванию проводов считаются более практичными, чем угольные. При обработке они удобнее и смогут обеспечить прочное, долговечное соединение.
Рекомендуем к прочтению Стандартный вес упаковки электродов
У изделий с угольной обмазкой электропроводность ниже из-за повышенного сопротивления. Работа с ними требует от оператора наличия опыта, поскольку во время процесса образуется дуга с повышенной температурой, способная разрушить свариваемую скрутку.
Графитовые электроды серого цвета, с легким оттенком металла. Угольные – черного. Чтобы работать с ними, часто используют держатели. Это немного осложняет процесс сварки.
Для проведения сварочных работ с использованием инверторного аппарата, дополненного регулятором усиления, лучше выбирать расходные материалы из графита. Швы, полученные с их помощью, получаются более прочными, чем при сварке угольными электродами, у них высокая сопротивляемость к окислению.
Швы, полученные с их помощью, получаются более прочными, чем при сварке угольными электродами, у них высокая сопротивляемость к окислению.
Применение стержней и особенности работы с ними
Графитовый электрод нашел применение не только для выполнения сварных соединений проводов: его используют в гораздо более большом перечне операций.
Графитовые сварные стержни необходимы для предварительного обрабатывания металлических поверхностей перед сварочными работами, а также иными видами обработки, резки заготовок из металла, зачистки кромок металла и т.п. Не только металлургия активно использует электроды данного типа, но и судопроизводство.
Электроды для сварки из графита позволяют оперативно и с высокой долей эффективности срезать заклепки, прошивать элементы из легированной, углеродистой стали.
Они также актуальны при плавлении стали и чугуна, а также некоторых сплавов в электротермических печах. А благодаря наличию ниппелей, такие стержни можно соединять между собой, что позволяет наладить непрерывную подачу расходного материала для сварки в печи.
Графитовые стержни также актуальны для выполнения иных операций:
Часто графитовые электроды используются для сварки вместе с присадкой, подающейся в процессе выполнения операции или укладывающегося заранее в место расположения шва.
Стоит напомнить, что работа с графитом и сварочным аппаратом имеет свои особенности, которые непременно стоит учитывать для получения долговечных, максимально прочных и надежных сварных соединений:
По этим причинам сварку графитом должен выполнять квалифицированный мастер, а новичкам в данных вопросах стоит предварительно хорошенько потренироваться.
Чертеж сварочных работ с применением угольного электрода.
Существует два технологических приема, актуальных для работы с графитовыми стержнями:
Опасность применения данного технологического приема для неопытного сварщика состоит в большой вероятности прожога металла, хотя скорость работы при этом очень повышается. По этой причине он больше подходит для операций с металлическими деталями, имеющими толстые стеночки.
По этой причине он больше подходит для операций с металлическими деталями, имеющими толстые стеночки.
При работе с электродами из графита важно помнить следующее: определяющий параметр при их использовании – плотность используемого тока. Если максимальное значение данного параметра превышается по каким-либо причинам, графит может испортиться.
Чтобы продлить эксплуатационный срок изделий, с обеих сторон можно вкрутить специальные ниппели для удлинения электрода. Такое решение позволит повысить надежность графитовых электродов и сэкономит денежные средства на приобретение новых стержней.
Регулирование силы тока
Регулировку тока для сварки проводов осуществляют в приделах 30-120 ампер, именно такой диапазон характерен для большинства инверторных сварочных агрегатов.
Схема сварки в среде защитного газа.
Точный ток сварки в любом варианте сварщику приходится определять опытным путем, в связи со следующими факторами:
Важно знать значения силы тока, при достижении которой можно производить эффективное соединение жил проводов с различным сечением при сварке графитовым электродом:
Сварка алюминиевых проводов
Графитовым электродом осуществляют точечную сварку медных, а также алюминиевых проводов. Операции проводят под флюсом. Это специальный порошок внутри сварной проволоки, который расплавляется и продуцирует защитный газ.
Операции проводят под флюсом. Это специальный порошок внутри сварной проволоки, который расплавляется и продуцирует защитный газ.
Схема аргоно-дуговой сварки алюминия.
Последний предостерегает сварные кромки от контакта с кислородом и окисления вследствие этого.
Актуальное значение силы тока выставляют с помощью регулятора. Ток выпрямляют посредством применения диодного моста и фильтра пульсаций.
Хотя отметим, что опытные мастера могут соединить провода сваркой даже при переменном токе и без регулировки путем выжидания нужного времени удержания дуги. Но выполнение сварочных работ переменным током дает менее качественный результат.
Как правильно сделать и сварить скрутку?
Важно не допустить плавления изоляционного материала провода, для чего потребуется присоединить радиатор из металла к месту выхода скрутки из изоляции. Чаще остальных подбирают медный вариант, потому что этот металл характеризуется высокой теплопроводностью.
 Графитовый электрод.Graphite core welding.» data-lazy-type=»iframe» data-src=»https://www.youtube.com/embed/H90wVcc7ZDE?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Графитовый электрод.Graphite core welding.» data-lazy-type=»iframe» data-src=»https://www.youtube.com/embed/H90wVcc7ZDE?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Регулировка силы тока
Для сварки проводки сила тока регулируется в диапазоне значений от 30 до 120 ампер. Большинство представленных на рынке инверторов обладают таким набором параметров и подходят для выполнения работы.
Точное значение тока специалист подбирает отдельно в каждом конкретном случае опытным путем. Подобный подход обусловлен следующими факторами:
- каждая модель инвертора имеет свои конструктивные особенности, которые влияют на рабочие характеристики.
 Очень важно предварительно ознакомиться с рекомендациями производителей, изложенных в инструкции;
Очень важно предварительно ознакомиться с рекомендациями производителей, изложенных в инструкции; - в бытовой сети не всегда напряжение составляет нормативные 220 вольт. Оно может быть как меньшим, так и большим;
- кабель от разных производителей отличается по своему составу. Хотя отличия и незначительные, они влияют на сварочный процесс.
 Очень важно предварительно ознакомиться с рекомендациями производителей, изложенных в инструкции;
Очень важно предварительно ознакомиться с рекомендациями производителей, изложенных в инструкции;Результаты сварочных работ с использованием графитовых стержней во многом определяется квалификацией сварщика. Необходимо точно знать оптимальные показатели силы тока, характерные для жил определенного сечения:
- проводка диаметром 1,5 мм сваривается инвертером, настроенным на 70 ампер;
- когда возникает необходимость соединить три жилы такого же размера (1,5 мм), то силу тока следует увеличить до 81-91 ампера;
- при сваривании трех частей проволоки с диаметром 2,5 мм сила тока устанавливается в диапазоне значений 81-101 ампер;
- сила тока в пределах 101-121 ампера подходит для соединения четырех медных жил толщиной в 3 мм.

Технология сварки проводов
Технология сварки электропроводки основана на расплавлении токоведущих жил и их дальнейшем сплавлении друг с другом. Весь процесс протекает при высоких температурах порядка 1000°C, когда металл проводников находится в жидком состоянии. Нагрев осуществляется с помощью электрического тока в десятки и даже сотни ампер.
Сварка проводов угольным электродом
Почему не получится паяльником
Паяльником сварить провода не получится. Сварка и пайка — это вещи абсолютно разные. При спаивании проводники соединяются посредством припоя. Он затекает между токоведущими жилами и играет роль электропроводящего клея. При сваривании контакт получается иным образом. Проводники расплавляются и, находясь в жидком виде, смешиваются друг с другом. Полученное соединение на порядок надежнее пайки.
Пайка проводов паяльником
Аппараты для сварки проводки
Чтобы сварить несколько медных проводов, необходимо кратковременно пропустить через место будущего соединения большой ток. В подавляющем большинстве случаев в качестве источников столь высоких токов выступают устройства 2 типов:
В подавляющем большинстве случаев в качестве источников столь высоких токов выступают устройства 2 типов:
Аппарат из железного трансформатора
В основе такого аппарата для сварки проводов лежит мощный трансформатор с железным сердечником. Идеально, если он советского производства, ведь техника тех времен выполнялась с запасом по мощности.
Трансформатор берет от розетки 220 В и понижает их до низкого и безопасного для человека напряжения 12-48 В. При этом ток в выходной обмотке достигает значений порядка 25-250 А. Выходные параметры трансформатора рассчитываются заранее или подбираются путем изменения количества витков вторичной обмотки.
Трансформатор для сварки проводов
У железных трансформаторов есть весомые преимущества:
Имеются и недостатки:
Современная инверторная сварка
Современные устройства на полупроводниках, микросхемах и транзисторах — это те же сварочные аппараты, которыми сваривают железные трубы и заборы. Только для оплавления медной проводки необходимы другие типы электродов.
Сварка инвертором имеет следующие плюсы:
Это интересно. Существует необычный способ соединения — ультразвуковая сварка. Он позволяет сплавлять на молекулярном уровне то, что на первый взгляд невозможно соединить подобным образом. Например, припаять медный проводник к стеклу или керамике.
Графитовый электрод. Сварка медных проводов
Соединить несколько медных проводов можно разными способами. Сварка занимает среди них особое место, поскольку по надёжности является одним из лучших методов. Полученное таким образом соединение отличается прочностью, хорошей электропроводимостью, отвечает максимальным требованиям безопасности и служит долгие годы. Для сваривания проводов применяют графитовый электрод, обладающий несколькими неоспоримыми достоинствами.
Как сделать сварочный аппарат своими руками
Изготовить сложный сварочный инвертор — занятие заранее провальное. Технически это возможно, но практически гораздо проще, быстрее и дешевле купить готовый источник тока. С железным трансформатором легче. Поэтому самодельный аппарат для сварки проводов легче сделать именно из него.
Технически это возможно, но практически гораздо проще, быстрее и дешевле купить готовый источник тока. С железным трансформатором легче. Поэтому самодельный аппарат для сварки проводов легче сделать именно из него.
Расходные материалы и инструменты
Большинство инструментов и материалов для сборки доступны в домашних мастерских и электротехнических магазинах любого города. Сложности вызовет только поиск трансформатора. Не везде получится купить подходящий по мощности. Как вариант, можно поискать нужный на барахолках, блошиных рынках или поспрашивать у знакомых с заводов и предприятий.
Более подробный перечень необходимых инструментов и материалов выглядит следующим образом:
Дополнительная информация. В качестве проводов для выходного тока отлично подходят гибкие многожильные AWG кабели в силиконовой изоляции. Их защитное покрытие выдерживает высокие температуры. Сам проводник мягкий и податливый для руки. С такими проводами удобнее работать и лазить по распределительным коробкам под потолком.

Инструкция по сборке
Сборка аппарата своими руками потребует минимальных навыков работы с ручным инструментом. Для удобства процесс изготовления следует разбить на 5 этапов:
Корпус сварочника
Проще всего использовать готовый корпус от какого-либо электрического прибора. Например, от зарядного устройства авто или подходящего по размеру бесперебойника от компьютера. Желательно, чтобы корпус был из диэлектрического материала (пластик, карболит). Это станет плюсом в пользу безопасности будущего устройства. Если никакой из перечисленных вариантов не подходит, то проще всего сделать корпус из тонколистового железа толщиной 1-3 мм.
Подбор трансформатора
Нужный трансформатор иногда возможно найти в магазинах. Другой вариант — поискать у знакомых или намотать самостоятельно.
Первичная обмотка трансформатора рассчитывается на 220 В. Железо подбирается исходя из габаритной мощности в 200-1000 Вт. Маломощные трансформаторы пригодны для сварки тонких проводов, а высокомощные — для толстых.

Вторичная обмотка трансформатора наматывается проводом от 35 кв. мм, ведь ей предстоит испытывать токи короткого замыкания. В качестве материала выходной обмотки лучше использовать медь. Это уменьшит потери на нагрев.
Состав электродов из графита и качественные свойства
Электроды для сварки из графита сконструированы из 2 рабочих частей, между которыми размещена прокладка. В состав основных элементов может входить прессованный уголь, алюминий и т.д. Особенность графитовых электродов заключается в способности без задержки проводить ток, стойком выдерживании повышенной температуры.
Прочие достоинства материалов таковы:
- Доступная цена.
- Не прилипают к изделиям при прогревании.
- Стойкость к появлению трещин.
- Небольшой период нагревания.
- Чтобы образовалась стойкая полноценная дуга, хватает силы тока в 5-10 А.
- Соединение термостойкое, не портится под действием коррозии.
Для проведения работ с использованием графитовых электродов могут применяться сварочные аппараты инверторного типа.
С примесью угля
Электроды из графита могут иметь в составе уголь или кокс с особым содержанием. У качественных изделий правильная форма, поверхность лишена трещин и дефектов. Во время проведения сварки они не растрескиваются.
Работу с использованием таких электродов осуществляют при постоянном токе прямой полярности. Дуга получается стойкой, длина — 6-15 мм. Угольные изделия для улучшения свойств и расширения области применения можно подвергнуть графитированию методом термообработки.
С добавлением меди
Для сваривания элементов из меди используется модификация с названием «карандаш». Это медно графитовый электрод, который производят в разных видах:
- Круглый — подходит для работы во многих сферах.
- Бесконечный, применяемый в качестве экономичного варианта.
- Плоский — с квадратным или прямоугольным сечением.
- Полукруглый — подойдет для выполнения резки.
- Полый — удобен для формирования канавок, строжки.
Разнообразие модификаций допускает расширение области использования изделий.
Плюсы и минусы использования
У графитного электрода можно перечислить такие достоинства:
- Повышенная стойкость к влиянию тока.
- Хорошая электропроводность, обеспечивающая минимум потерь расходных материалов.
- Нет окисления при повышении температуры, что увеличивает срок службы электрода.
- Не требуется применять при работе специальные держатели — достаточно простых.
Недостатки:
- Действие изделий ограниченное, для использования в особых условиях надо приобретать дополнительные материалы с разной формой наконечников.
- Диаметр стержней — от 6 мм, поэтому при необходимости выполнить тонкое соединение возникают сложности.
При выборе электродов надо руководствоваться условиями, в которых предстоит их использовать. Если свойства графитовых не подходят для выполняемых работ, нужно найти другой вариант.
Инструменты и материалы для сварки
Одного сварочника недостаточно для того, чтобы выполнить качественное соединение проводов. Полный список всего необходимого выглядит следующим образом:
Полный список всего необходимого выглядит следующим образом:
Сварочный аппарат
Сварочный аппарат преобразует напряжение из сети в безопасное для здоровья. Дополнительно он создает гальваническую развязку между человеком и розеткой.
Графитовые электроды
Медно-графитовые и угольные стержни выдерживают огромные температуры. В процессе работы они нередко раскаляются добела. При этом сам электрод практически не разрушается. Работая с ними, следует быть осторожным. Графит — материал хрупкий. Электрод способен треснуть от случайного удара о твердую поверхность. Купить новый в ближайшем магазине не получится.
Электроды угольные омедненные
Средства индивидуальной защиты
При сварке проводов появляется ряд опасных для здоровья факторов. Наиболее весомые из них таковы:
Прочий инструмент для сварки проводов
Плоскогубцы и бокорезы электромонтажные
Дополнительная информация. Возможно немного схитрить.
 Один из проводов выходной обмотки нужно подключить к старым ненужным пассатижам. Для этого к ним приваривается винт. Затем с помощью гаек и медного наконечника на винт подключается провод от трансформатора. Во время работы свариваемые провода удерживаются этими же пассатижами.
Один из проводов выходной обмотки нужно подключить к старым ненужным пассатижам. Для этого к ним приваривается винт. Затем с помощью гаек и медного наконечника на винт подключается провод от трансформатора. Во время работы свариваемые провода удерживаются этими же пассатижами.Требования техники безопасности и цены
Электропровода, которые свариваются между собой, необходимо предварительно отключить от сети. Средства личной защиты (одежда, перчатки, маска) нужны при производстве любых сварочных работ. В непосредственной близости не должно быть легковоспламеняющихся материалов. Если производится сварка большого количества скруток, перед тем, как приступить к следующей, нужно дождаться остывания уже готовой — просто чтобы исключить ожог. Все готовые скрутки следует изолировать при помощи изоленты или термоусадочных трубок.
Сваривание проводов из алюминия
Сварка алюминиевых проводов графитовым электродом возможна, но требует некоторого опыта. В расплавленном виде алюминий более текучий чем медь. Поэтому во время жидкой фазы он способен просто вытечь с места соединения. После застывания также есть особенности. Алюминий хрупкий, токоведущая жила легко обламывается в месте сварки.
Поэтому во время жидкой фазы он способен просто вытечь с места соединения. После застывания также есть особенности. Алюминий хрупкий, токоведущая жила легко обламывается в месте сварки.
Дополнительная информация. Гораздо удобнее сваривать алюминиевую проводку газовой горелкой. Для этого заранее подготовленная скрутка нагревается пламенем. Затем тонким железным прутком (гвоздь, отвертка) необходимо разорвать оксидную пленку и позволить металлам свариваемых жил перемешаться друг с другом. Это сложно, требует практики, но гарантирует самое надежное соединение алюминиевых токоведущих жил.
Графитовые электроды для сварки
Существует несколько способов соединения медного провода. Но как показывает практика, самым быстрым, надежным и долговечным является сварка. Швы, наложенные с использование сварочного оборудования, обладают отличными показателями проводимости, безупречно служат на протяжении многих лет и абсолютны безопасны в использовании. Для сваривания медных проводов специалисты выбирают графитовые электроды, которые по сравнению с другими аналогами обладают рядом достоинств.
- Плюсы и минусы графита
- Сфера использования стержней и особенности работы с ними
- Регулировка силы тока
- Сваривание алюминиевой проводки
- Как правильно варить скрутку кабеля
- Техника безопасности
- Итоги
Сварка термитной смесью
Термитная сварка применяется редко. Ее используют на проводах большого сечения и только на открытом воздухе. Свариваемые провода помещаются в огнеупорный стакан. В него засыпается термит — порошок из алюминия и оксида железа. Смесь поджигается и горит при температуре 2300-2700°C. Жар расплавляет провода и сваривает их между собой.
Комплект для термитной сварки
Способ не годится для неподготовленного человека и неприменим в домашних условиях. Он крайне пожароопасен. При горении термитной смеси выделяются вредные газы. Из огнеупорного стакана вылетают раскаленные искры и капли металла.
Параметры сварочного тока
Под параметрами подразумевается сила тока, напряжение и время сварки. Здесь у каждого свое мнение и понимание того, как нужно правильно настраивать дугу. Необходимое значение тока можно выставить, пользуясь инверторным сварочным аппаратом ресанта. Трансформаторные устройства подобным функционалом не обладают. Усредненные параметры для сварки проводки приведены в таблице.
Здесь у каждого свое мнение и понимание того, как нужно правильно настраивать дугу. Необходимое значение тока можно выставить, пользуясь инверторным сварочным аппаратом ресанта. Трансформаторные устройства подобным функционалом не обладают. Усредненные параметры для сварки проводки приведены в таблице.
| Сечение свариваемых проводов, кв. мм. | Количество жил, шт. | Ток, А |
| 1,5 | 2 | 70 |
| 1,5 | 3 | 80 |
| 2,5 | 2 | 100 |
| 2,5 | 4 | 120 |
Сварка обеспечивает наиболее качественное и надежное электрическое соединение проводки. Такой способ требует некоторого опыта и наличия оборудования. Однако полученный контакт будет обладать повышенной надежностью и прослужит не меньше, чем сами провода.
Сварка позволяет получить надежное соединение проводов
Для сваривания необходим мощный источник тока, графитовые электроды и средства индивидуальной защиты. Во время работы следует остерегаться ярких вспышек дуги и раскаленных электродов. Нужно учитывать и то, что устройство работает от сетевого напряжения. Поэтому необходимо соблюдать элементарные правила электробезопасности.
Во время работы следует остерегаться ярких вспышек дуги и раскаленных электродов. Нужно учитывать и то, что устройство работает от сетевого напряжения. Поэтому необходимо соблюдать элементарные правила электробезопасности.
Источник
Наиболее популярные марки
Чтобы лучше разобраться в свойствах графитовых электродов и в том какие расходники можно купить, давайте рассмотрим несколько самых популярных марок.
ЭГ
Графитированные электроды, сделанные из нефтяного кокса и угольного пека. Предназначены для работы с плотностью тока не более 25 А/кв. см. Некоторые производители поставляют стержни с ниппелями. Электроды применяются в электродуговых аппаратах и руднотермических печах. Чаще всего встречаются модели ЭГ 1 И ЭГ 2. Они отличаются между собой сопротивлением.
ЭГС
Стержни делаются из каменного пека и игольчатого кокса. Они применяются в сталеплавильных производствах и рафинировочных устройствах.
ЭГП
Электроды предназначены для резки. Они состоят из нефтяного кокса и каменноугольного пека. Материалы дополнительно пропитываются пеком. Их используют в ферросплавных печах и металлолитейной отрасли.
Они состоят из нефтяного кокса и каменноугольного пека. Материалы дополнительно пропитываются пеком. Их используют в ферросплавных печах и металлолитейной отрасли.
ЭГСП
Основой этих стержней является игольчатый кокс со специальной пропиткой каменноугольного пека. Их применяют на электротермических устройствах и электродуговых аппаратах. В зависимости от диаметра меняется сопротивление электродов. Марка представлена 2 моделями ЭГСП 1 и ЭГСП 2.
Почему в электролизе используют угольные электроды?
Углерод является отличным проводником, что является жизненной необходимостью в процессе электролиза. Когда используется углеродный электрод, количество свободно текущих электронов в структуре элемента возникает в металле с высокой проводимостью. Углерод также сравнительно дешев, остается стабильным при высоких температурах, прочным и долговечным материалом. Еще одним заметным преимуществом этого электрода является его высокая температура плавления. Благодаря всем этим полезным факторам его можно использовать для широкого круга реакций и процессов.Электролизный раствор включает два стержня. При пропускании тока через раствор оба стержня оказывают различное химическое или физическое воздействие. Когда он получает электроны, то положительно заряженные ионы движутся к катоду. Ионы с отрицательной энергией текут к положительному аноду, и он теряет электроны. Он создается аллотропом соединений углерода, известным как графит. Они сделаны из объединения нескольких атомов углерода в гексагональную структуру и объединены с большим количеством гексагональной структуры, чтобы создать слой.Углеродные электроды используются для различных целей, где необходим перенос электронов, и обычно используются в процессе электролиза.
Благодаря всем этим полезным факторам его можно использовать для широкого круга реакций и процессов.Электролизный раствор включает два стержня. При пропускании тока через раствор оба стержня оказывают различное химическое или физическое воздействие. Когда он получает электроны, то положительно заряженные ионы движутся к катоду. Ионы с отрицательной энергией текут к положительному аноду, и он теряет электроны. Он создается аллотропом соединений углерода, известным как графит. Они сделаны из объединения нескольких атомов углерода в гексагональную структуру и объединены с большим количеством гексагональной структуры, чтобы создать слой.Углеродные электроды используются для различных целей, где необходим перенос электронов, и обычно используются в процессе электролиза.
Углеродные электроды имеют большую часть свободных электронов, которые могут свободно переноситься и могут выступать в качестве проводника. Эти причины делают его пригодным для использования в электролизе. Углерод обладает не только эффективной проводимостью, но и чрезвычайно высокой температурой плавления.Это означает, что его можно использовать для помощи в широком спектре сложных реакций.
Эти причины делают его пригодным для использования в электролизе. Углерод обладает не только эффективной проводимостью, но и чрезвычайно высокой температурой плавления.Это означает, что его можно использовать для помощи в широком спектре сложных реакций.
Использование угольных электродов при электролизе:
Процесс электролиза после использования угольных электродов подобен тому, который получается при использовании в электродах других материалов. Положительно заряженные ионы движутся к катоду, а затем присоединяют к себе электроны. Напротив, отрицательно заряженные ионы притягиваются к положительно заряженному аноду, а затем теряют электроны. Этот процесс получения и потери электродов выполняется после использования этих электродов в растворе.
Воздействие на угольные электроды во время электролиза:
В процессе электролиза используются два типа угольных электродов: положительный и отрицательный. Эффект, возникающий на каждом электроде, различен. Когда соединение, подлежащее электролизу, находится в растворе, в котором движется электрический ток, то ингредиенты соединения ионизируются (т.-1000x1000.jpeg) Е. Они разделяются на ионы с положительной и отрицательной энергией).
Е. Они разделяются на ионы с положительной и отрицательной энергией).
Pipingmart — портал B2B, специализирующийся на промышленной, металлической и трубопроводной продукции.Кроме того, делитесь последней информацией и новостями, связанными с продуктами, материалами и различными типами марок, чтобы помочь бизнесу в этой отрасли.
угольных электродов | AMERICAN ELEMENTS®
РАЗДЕЛ 1. ИДЕНТИФИКАЦИЯ
Название продукта: Угольные электроды
Номер продукта: Все применимые коды продуктов American Elements, например. C-E-02-ЭЛЕК , C-E-03-ELEC , C-E-04-ELEC , C-E-05-ELEC
Номер CAS: 7440-44-0
Соответствующие установленные области применения вещества: Научные исследования и разработки
Информация о поставщике:
American Elements
Los Angeles, CA
Тел. : +1 310-208-0551
: +1 310-208-0551
Факс: +1 310-208-0351
Телефон службы экстренной помощи:
Внутренний, Северная Америка: +1 800-424-9300
Международный: +1 703-527-3887
РАЗДЕЛ 2. ИДЕНТИФИКАЦИЯ ОПАСНОСТИ
Классификация вещества или смеси
Классификация в соответствии с Регламентом (ЕС) № 1272/2008
Вещество не классифицируется как опасное для здоровья или окружающей среды в соответствии с регламент CLP.
Классификация в соответствии с Директивой 67/548/ЕЕС или Директивой 1999/45/ЕС
Н/Д
Информация об особых опасностях для человека и окружающей среды:
Нет данных
Опасности, не классифицированные иначе
Нет данных
Элементы маркировки
Маркировка в соответствии с Регламентом (ЕС) № 1272/2008
Н/Д
Пиктограммы опасности
Н/Д
Сигнальное слово
Н/Д
Указания на опасность
Н/Д
Классификация WHMIS
Не контролируется
Система классификации
Рейтинги HMIS (шкала 0-рейтинги 4)
(Система идентификации опасных материалов)
Здоровье (острые воздействия) = 1
Воспламеняемость = 1
Физическая опасность = 1
Прочие опасности
Результаты оценки PBT и vPvB
РАЗДЕЛ 3.
 СОСТАВ/ИНФОРМАЦИЯ О КОМПОНЕНТАХ
СОСТАВ/ИНФОРМАЦИЯ О КОМПОНЕНТАХ Вещества
Номер CAS / Название вещества:
7440-44-0 Углерод
Идентификационный номер(а):
Номер ЕС:
231-153-3
РАЗДЕЛ FEAST A A 90.0.4
Описание мер первой помощи
При вдыхании:
Обеспечить пострадавшего свежим воздухом. Если не дышит, сделайте искусственное дыхание. Держите пациента в тепле.
Немедленно обратитесь к врачу.
При попадании на кожу:
Немедленно промыть водой с мылом; тщательно промыть.
Немедленно обратитесь к врачу.
При попадании в глаза:
Промыть открытые глаза в течение нескольких минут под проточной водой. Проконсультируйтесь с врачом.
При проглатывании:
Обратиться за медицинской помощью.
Информация для врача
Наиболее важные симптомы и эффекты, как немедленные, так и замедленные
Нет данных
Указание на необходимость немедленной медицинской помощи и специального лечения
Нет данных
РАЗДЕЛ 5.
 МЕРЫ ПОЖАРОТУШЕНИЯ
МЕРЫ ПОЖАРОТУШЕНИЯ Средства пожаротушения
Подходящие средства пожаротушения
Двуокись углерода, порошок для тушения или распыленная вода.Тушите большие пожары с помощью распыления воды или спиртостойкой пены.
Особые опасности, исходящие от вещества или смеси
Если этот продукт вовлечен в пожар, могут быть выделены следующие вещества:
Окись углерода и двуокись углерода
Рекомендации для пожарных
Защитное снаряжение:
Надеть автономный респиратор.
Носите полностью защитный непроницаемый костюм.
РАЗДЕЛ 6. МЕРЫ ПРИ СЛУЧАЙНОМ ВЫБРОСЕ
Меры предосторожности для персонала, защитное снаряжение и порядок действий в чрезвычайных ситуациях
Использовать средства индивидуальной защиты.Держите незащищенных людей подальше.
Обеспечьте достаточную вентиляцию.
Меры предосторожности по охране окружающей среды:
Не допускайте попадания продукта в канализацию, канализационные системы или другие водоемы.
Не допускайте проникновения материала в землю или почву.
Методы и материалы для локализации и очистки:
Собрать механически.
Предотвращение вторичных опасностей:
Никаких специальных мер не требуется.
Ссылка на другие разделы
См. Раздел 7 для информации о безопасном обращении
См. Раздел 8 для информации о средствах индивидуальной защиты.
Информацию об утилизации см. в Разделе 13.
РАЗДЕЛ 7. ОБРАЩЕНИЕ И ХРАНЕНИЕ
Обращение
Меры предосторожности для безопасного обращения
Держите контейнер плотно закрытым.
Хранить в прохладном, сухом месте в плотно закрытой таре.
Информация о защите от взрывов и пожаров:
Данные отсутствуют
Условия безопасного хранения, включая любые несовместимости
Требования, которым должны соответствовать складские помещения и емкости:
Особых требований нет.
Информация о хранении в одном общем хранилище:
Не хранить вместе с кислотами.
Хранить вдали от окислителей.
Дополнительная информация об условиях хранения:
Хранить контейнер плотно закрытым.
Хранить в прохладном сухом месте в хорошо закрытых контейнерах.
Конкретное конечное применение
Данные отсутствуют
РАЗДЕЛ 8. КОНТРОЛЬ ВОЗДЕЙСТВИЯ ВОЗДЕЙСТВИЯ/СРЕДСТВА ИНДИВИДУАЛЬНОЙ ЗАЩИТЫ
Дополнительная информация о конструкции технических систем: не менее 100 футов в минуту.
Параметры управления
Компоненты с предельными значениями, требующими контроля на рабочем месте:
Нет.
Дополнительная информация:
Нет данных
Средства контроля воздействия
Средства индивидуальной защиты
Соблюдайте стандартные меры защиты и гигиены при обращении с химическими веществами.
Хранить вдали от пищевых продуктов, напитков и кормов.
Немедленно снимите всю испачканную и загрязненную одежду.
Мыть руки перед перерывами и по окончании работы.
Поддерживайте эргономически подходящую рабочую среду.
Дыхательное оборудование:
При наличии высоких концентраций используйте подходящий респиратор.
Рекомендуемое фильтрующее устройство для краткосрочного использования:
Используйте респиратор с картриджами типа N95 (США) или PE (EN 143) в качестве резерва средств технического контроля. Необходимо провести оценку риска, чтобы определить, подходят ли респираторы для очистки воздуха. Используйте только оборудование, проверенное и одобренное в соответствии с соответствующими государственными стандартами.
Защита рук:
Непроницаемые перчатки
Проверяйте перчатки перед использованием.
Пригодность перчаток должна определяться как материалом, так и качеством, последнее из которых может варьироваться в зависимости от производителя.
Материал перчаток
Нитрилкаучук, NBR
Время проникновения через материал перчаток (в минутах)
480
Толщина перчаток
0,11 мм
Защита глаз:
Защитные очки
Защита тела:
Защитная рабочая одежда.
РАЗДЕЛ 9. ФИЗИЧЕСКИЕ И ХИМИЧЕСКИЕ СВОЙСТВА
Информация об основных физико-химических свойствах
Внешний вид:
Форма: Твердое вещество в различных формах
Цвет: Черный или темно-серый
Запах: Нет данных
Порог запаха: Нет данных.
pH: неприменимо
Точка плавления/диапазон плавления: данные отсутствуют
Точка кипения/диапазон температур кипения: данные отсутствуют
Температура сублимации/начало: данные отсутствуют
Воспламеняемость (твердое вещество, газ)
данные отсутствуют.
Температура воспламенения: Данные отсутствуют
Температура разложения: Данные отсутствуют
Самовоспламенение: Данные отсутствуют.
Опасность взрыва: Данные отсутствуют.
Пределы взрываемости:
Нижний: Данные отсутствуют
Верхний: Данные отсутствуют
Давление паров: Н/Д
Плотность при 20 °C (68 °F): 2.26 г/см 3 (18,86 фунта/галлон)
Относительная плотность
Данные отсутствуют.
Плотность пара
Н/Д
Скорость испарения
Н/Д
Растворимость в воде (H 2 O): не растворим
Коэффициент распределения (н-октанол/вода): Нет доступных данных.
Вязкость:
Динамическая: Н/Д
Кинематика: Н/Д
Другая информация
Нет данных
РАЗДЕЛ 10.
 СТАБИЛЬНОСТЬ И РЕАКЦИОННАЯ СПОСОБНОСТЬ
СТАБИЛЬНОСТЬ И РЕАКЦИОННАЯ СПОСОБНОСТЬ Реактивность
Нет данных
Химическая стабильность
Стабилен при соблюдении рекомендуемых условий хранения.
Термическое разложение / условия, которых следует избегать:
Разложение не происходит, если используется и хранится в соответствии со спецификациями.
Возможность опасных реакций
реагирует с сильными окисляющими агентами
Условия для избежания
Нет доступных данных
Несовместимые материалы:
кислоты
Окислительные агенты
Освобождение Продукты окисления
Оснащенные продукты окисления:
Оксид углерода и диоксид углерода
Секция 11. Токсикологическая информация
Информация о токсикологическом воздействии
Острая токсичность:
Реестр токсического воздействия химических веществ (RTECS) содержит данные об острой токсичности
для этого вещества.
Значения LD/LC50, важные для классификации:
Нет данных
Раздражение или коррозия кожи:
Может вызывать раздражение
Раздражение или коррозия глаз:
Может вызывать раздражение
Повышение чувствительности:
Неизвестно о сенсибилизирующем воздействии.
Мутагенность зародышевой клетки:
Эффекты неизвестны.
Канцерогенность:
Данные классификации канцерогенных свойств этого материала от EPA, IARC, NTP, OSHA или ACGIH отсутствуют.
Репродуктивная токсичность:
Реестр токсического воздействия химических веществ (RTECS) содержит репродуктивные данные для этого вещества.
Специфическая системная токсичность на орган-мишень — многократное воздействие:
Неизвестно о воздействии.
Специфическая токсичность для системы органов-мишеней — однократное воздействие:
Эффекты неизвестны.
Опасность при вдыхании:
Эффекты неизвестны.
От подострой до хронической токсичности:
Эффекты неизвестны.
Дополнительная токсикологическая информация:
Насколько нам известно, острая и хроническая токсичность этого вещества полностью не известна.
Канцерогенные категории
OSHA-Ca (Управление по безопасности и гигиене труда)
Вещество не указано.
Раздел 12.
 Экологическая информация
Экологическая информация Токсичность
Водная токсичность:
Нет данных Доступны
Настойчивость и деградальность
Нет данных Доступны
Биоаккумулятивный потенциал
Нет данных Нет данных
Мобильность в почве
Нет доступных данных
Дополнительная экологическая информация:
Избегайте передачи в окружающую среду.
Результаты оценки PBT и vPvB
PBT:
н/д
vPvB:
н/д
Другие неблагоприятные эффекты
Нет данных
РАЗДЕЛ 13.СООБРАЖЕНИЯ ПО УТИЛИЗАЦИИ
Методы обработки отходов
Рекомендация
Ознакомьтесь с официальными правилами для обеспечения надлежащей утилизации.
Неочищенная упаковка:
Рекомендация:
Утилизация должна производиться в соответствии с официальными правилами.
РАЗДЕЛ 14. ИНФОРМАЦИЯ О ТРАНСПОРТИРОВКЕ
Номер ООН
DOT, ADN, IMDG, IATA
N/A
Надлежащее отгрузочное наименование ООН
DOT, ADN, IMDG, IATA
N/A
Транспортный класс опасности046 90 класс(ы) опасности 046 DOT, ADR, ADN, IMDG, IATA
Class
N/A
Группа упаковки
DOT, IMDG, IATA
N/A
Опасности для окружающей среды:
N/A
Особые меры предосторожности для пользователя
N/A
к Приложению II к MARPOL73/78 и IBC Code
N/A
Транспорт/Дополнительная информация:
DOT
Морской загрязнитель (DOT):
№
РАЗДЕЛ 15.
 НОРМАТИВНАЯ ИНФОРМАЦИЯ
НОРМАТИВНАЯ ИНФОРМАЦИЯ Правила/законодательные акты по безопасности, охране здоровья и окружающей среды, относящиеся к данному веществу или смеси
Национальные правила
Все компоненты этого продукта перечислены в Реестре химических веществ Агентства по охране окружающей среды США.
Все компоненты этого продукта перечислены в Канадском перечне веществ для внутреннего потребления (DSL).
Раздел 313 SARA (списки конкретных токсичных химических веществ)
Вещество не указано в списке.
California Proposition 65
Proposition 65 — Химические вещества, вызывающие рак
Вещество не указано.
Prop 65 — Токсичность для развития
Вещество не указано.
Предложение 65 — Токсичность для развития, женщины
Вещество не указано.
Prop 65 — Токсичность для развития, мужчины
Вещество не указано.
Информация об ограничении использования:
Только для использования технически квалифицированными лицами.
Другие правила, ограничения и запретительные положения
Вещество, вызывающее особую озабоченность (SVHC) в соответствии с Регламентом REACH (ЕС) № 1907/2006.
Вещество не указано.
Необходимо соблюдать условия ограничений согласно Статье 67 и Приложению XVII Регламента (ЕС) № 1907/2006 (REACH) для производства, размещения на рынке и использования.
Вещество не указано.
Приложение XIV Регламента REACH (требуется разрешение на использование)
Вещество не указано.
REACH — Предварительно зарегистрированные вещества
Вещество указано.
Оценка химической безопасности:
Оценка химической безопасности не проводилась.
РАЗДЕЛ 16.ПРОЧАЯ ИНФОРМАЦИЯ
Паспорт безопасности в соответствии с Регламентом (ЕС) № 1907/2006 (REACH). Приведенная выше информация считается верной, но не претендует на полноту и должна использоваться только в качестве руководства. Информация в этом документе основана на современном уровне наших знаний и применима к продукту с учетом соответствующих мер предосторожности. Это не является гарантией свойств продукта. American Elements не несет ответственности за любой ущерб, возникший в результате обращения или контакта с вышеуказанным продуктом. Дополнительные условия продажи см. на обратной стороне счета-фактуры или упаковочного листа. АВТОРСКИЕ ПРАВА 1997-2021 АМЕРИКАНСКИЕ ЭЛЕМЕНТЫ. ПРЕДОСТАВЛЯЕТСЯ ЛИЦЕНЗИЯ НА ИЗГОТОВЛЕНИЕ НЕОГРАНИЧЕННОГО БУМАЖНОГО КОПИЯ ТОЛЬКО ДЛЯ ВНУТРЕННЕГО ИСПОЛЬЗОВАНИЯ.
Дополнительные условия продажи см. на обратной стороне счета-фактуры или упаковочного листа. АВТОРСКИЕ ПРАВА 1997-2021 АМЕРИКАНСКИЕ ЭЛЕМЕНТЫ. ПРЕДОСТАВЛЯЕТСЯ ЛИЦЕНЗИЯ НА ИЗГОТОВЛЕНИЕ НЕОГРАНИЧЕННОГО БУМАЖНОГО КОПИЯ ТОЛЬКО ДЛЯ ВНУТРЕННЕГО ИСПОЛЬЗОВАНИЯ.
Произошла ошибка при настройке пользовательского файла cookie
Этот сайт использует файлы cookie для повышения производительности. Если ваш браузер не принимает файлы cookie, вы не можете просматривать этот сайт.
Настройка браузера на прием файлов cookie
Существует множество причин, по которым файл cookie не может быть установлен правильно.Ниже приведены наиболее распространенные причины:
- В вашем браузере отключены файлы cookie. Вам необходимо сбросить настройки браузера, чтобы принять файлы cookie, или спросить вас, хотите ли вы принимать файлы cookie.
- Ваш браузер спрашивает, хотите ли вы принимать файлы cookie, и вы отказались. Чтобы принять файлы cookie с этого сайта, нажмите кнопку «Назад» и примите файл cookie.
- Ваш браузер не поддерживает файлы cookie. Попробуйте другой браузер, если вы подозреваете это.
- Дата на вашем компьютере в прошлом.Если часы вашего компьютера показывают дату до 1 января 1970 г., браузер автоматически забудет файл cookie. Чтобы это исправить, установите правильное время и дату на своем компьютере.
- Вы установили приложение, которое отслеживает или блокирует установку файлов cookie. Вы должны отключить приложение при входе в систему или проконсультироваться с системным администратором.
 Чтобы принять файлы cookie с этого сайта, нажмите кнопку «Назад» и примите файл cookie.
Чтобы принять файлы cookie с этого сайта, нажмите кнопку «Назад» и примите файл cookie.Почему этому сайту требуются файлы cookie?
Этот сайт использует файлы cookie для повышения производительности, запоминая, что вы вошли в систему, когда переходите со страницы на страницу.Предоставить доступ без файлов cookie
потребует от сайта создания нового сеанса для каждой посещаемой вами страницы, что замедляет работу системы до неприемлемого уровня.
Что сохраняется в файле cookie?
Этот сайт не хранит ничего, кроме автоматически сгенерированного идентификатора сеанса в файле cookie; никакая другая информация не фиксируется.
Как правило, в файле cookie может храниться только та информация, которую вы предоставляете, или выбор, который вы делаете при посещении веб-сайта.Например, сайт не может определить ваше имя электронной почты, если вы не решите ввести его. Разрешение веб-сайту создавать файлы cookie не дает этому или любому другому сайту доступ к остальной части вашего компьютера, и только сайт, создавший файл cookie, может его прочитать.
Обзор: новый взгляд на оптимизацию химической и трехмерной структуры поверхности угольных электродов для обнаружения нейротрансмиттеров
Микроэлектрод из углеродного волокна десятилетиями использовался в качестве датчика нейротрансмиттеров. Недавно были разработаны новые стратегии изготовления углеродных электродов, включая использование углеродных наноматериалов или пиролиз фоторезиста, вытравленного с помощью нанолитографии или 3D-печати. В этом обзоре кратко изложено, как химические и трехмерные структуры поверхности новых угольных электродов оптимизируются для обнаружения нейротрансмиттеров. Существуют преимущества химической структуры, и используются наноматериалы, начиная от углеродных нанотрубок (УНТ) и заканчивая графеном и наноалмазом. Функционализация этих материалов способствует образованию поверхностных оксидных групп, которые адсорбируют дофамин, а легирующие примеси создают дефектные участки, удобные для переноса электронов.Полимерные покрытия, такие как поли(3,4-этилендиокситиофен) (PEDOT) или нафион, также повышают селективность, особенно в отношении дофамина, по сравнению с аскорбиновой кислотой. Изменение трехмерной структуры поверхности электрода увеличивает ток за счет увеличения площади поверхности. Если структура поверхности имеет шероховатость или поры в микронном масштабе, электрод также действует как тонкослойная ячейка, на мгновение захватывая аналит для окислительно-восстановительного цикла.
Недавно были разработаны новые стратегии изготовления углеродных электродов, включая использование углеродных наноматериалов или пиролиз фоторезиста, вытравленного с помощью нанолитографии или 3D-печати. В этом обзоре кратко изложено, как химические и трехмерные структуры поверхности новых угольных электродов оптимизируются для обнаружения нейротрансмиттеров. Существуют преимущества химической структуры, и используются наноматериалы, начиная от углеродных нанотрубок (УНТ) и заканчивая графеном и наноалмазом. Функционализация этих материалов способствует образованию поверхностных оксидных групп, которые адсорбируют дофамин, а легирующие примеси создают дефектные участки, удобные для переноса электронов.Полимерные покрытия, такие как поли(3,4-этилендиокситиофен) (PEDOT) или нафион, также повышают селективность, особенно в отношении дофамина, по сравнению с аскорбиновой кислотой. Изменение трехмерной структуры поверхности электрода увеличивает ток за счет увеличения площади поверхности. Если структура поверхности имеет шероховатость или поры в микронном масштабе, электрод также действует как тонкослойная ячейка, на мгновение захватывая аналит для окислительно-восстановительного цикла. Вертикально выровненные УНТ, а также литографически изготовленные или напечатанные на 3D-принтере массивы столбиков действуют как тонкослойные ячейки, создавая более обратимые циклические вольтамперограммы.Лучшее понимание того, как химическая структура и структура поверхности влияют на электрохимию, позволяет рационально проектировать электроды. Новые угольные электроды проходят испытания in vivo и разрабатываются стратегии по снижению биологического обрастания. Будущие исследования должны проверить устойчивость к долгосрочной имплантации, изучить электрохимические свойства нейротрансмиттеров помимо дофамина и объединить оптимизированные химические и физические структуры для мониторинга нейротрансмиттеров в реальном времени.
Вертикально выровненные УНТ, а также литографически изготовленные или напечатанные на 3D-принтере массивы столбиков действуют как тонкослойные ячейки, создавая более обратимые циклические вольтамперограммы.Лучшее понимание того, как химическая структура и структура поверхности влияют на электрохимию, позволяет рационально проектировать электроды. Новые угольные электроды проходят испытания in vivo и разрабатываются стратегии по снижению биологического обрастания. Будущие исследования должны проверить устойчивость к долгосрочной имплантации, изучить электрохимические свойства нейротрансмиттеров помимо дофамина и объединить оптимизированные химические и физические структуры для мониторинга нейротрансмиттеров в реальном времени.
Эта статья находится в открытом доступе
Подождите, пока мы загрузим ваш контент. ..
Что-то пошло не так. Попробуй снова?
..
Что-то пошло не так. Попробуй снова?Электроды угольные (ТФЭ), 75 шт.
pH/ионы, растворенный кислород и проводимость Ищете титратор?Вы ищете правильный титратор для ваших требований?
ОМНИСНовая система титрования для современной лаборатории: более быстрый анализ, более безопасное обращение с химическими веществами, новое программное обеспечение, больше автоматизации.
ТитрандоВысококлассный потенциометрический титратор, отвечающий любым требованиям: гибкий, совместимый, настраиваемый и автоматизированный.
Ти-Тач Компактный и простой в использовании потенциометрический титратор для широкого спектра рутинных титрований.
Новый базовый титратор для всех стандартных приложений потенциометрического титрования
Титрино плюсУниверсальный потенциометрический титратор начального уровня для основных задач
ТитротермТермометрический титратор для быстрых определений, если невозможно применить потенциометрическое титрование.
Ищете титратор KF?Вы ищете подходящий титратор KF для ваших требований?
ОМНИС КФНовый волюметрический титратор Карла Фишера для безопасного, простого и быстрого определения содержания воды
КФ ТитрандоВысококачественные титраторы для определения любого содержания воды от 0.от 001 до 100%
КФ Ти-ТачКомпактный автономный волюмометрический (> 0,1 % воды) или кулонометрический (до 0,001 % воды) титратор со встроенным блоком управления с сенсорным экраном
Eco KF ТитраторБазовый волюметрический титратор Карла Фишера для простого, безопасного и надежного рутинного определения содержания воды
КФ Титрино плюсТитратор начального уровня для кулонометрического (содержание воды: от 0,001 до 1%) или волюмометрического (до 100%) определения воды
Кулонометры Наш ассортимент кулонометров для определения низкого содержания воды (0. 001 на 1%).
001 на 1%).
Базовый кулонометр для определения низкого содержания воды (до 0,001%)
ГазоанализаторКомплексная система для определения содержания воды в сжиженных и постоянных газах
Ищете систему IC?Здесь вы найдете подходящую ИС-систему, соответствующую вашим требованиям.
Быстрый контроль качества с ICУвеличьте производительность при одновременном снижении затрат на контроль качества продуктов питания и напитков с помощью ионной хроматографии.
940 Professional IC VarioВысококачественная система ионной хроматографии для исследовательских приложений и разработки методов
930 Компактный IC FlexСистема компактной ионной хроматографии для рутинного анализа
Эко СКИонный хроматограф начального уровня для анализа воды и использования в качестве учебного пособия.
Методы через дефис Расширьте область применения ионной хроматографии, соединив свою ИС Metrohm с различными системами отбора проб и методами детектирования.
Столбцы
Аксессуары и расходные материалы
Ищете счетчик?Найдите подходящий прибор для измерения pH, проводимости, кислорода или ионов
912/913/914 pH/DO/кондуктометрПростые в использовании измерители для использования в лаборатории и в полевых условиях
780/781 pH/иономерУсовершенствованные рН-метры и ионометры для использования в лаборатории
Модули 867/856Модули высокого класса для индивидуального измерения pH, ионов и проводимости
Обзор нашего ассортимента продукции для спектроскопииНайдите спектрометр, соответствующий вашим требованиям.
Быстрый контроль качества с NIRSУзнайте, как NIRS может повысить вашу производительность и снизить затраты в вашей лаборатории контроля качества.
Анализаторы спектроскопии ближнего инфракрасного диапазонаСпектроскопические анализаторы ближнего инфракрасного диапазона для рутинного анализа химических и физических свойств
Мгновенные рамановские анализаторы MetrohmРучной спектрометр для быстрой и простой идентификации неизвестных веществ
Решения для мобильной спектроскопии B&W Tek Лабораторные, портативные и портативные рамановские спектрометры для простой и быстрой идентификации и проверки материалов.
Здесь вы найдете подходящую систему VA или CVS, соответствующую вашим требованиям.
Профессиональные инструменты VA/CVSУсовершенствованные системы VA с высокопроизводительным программным обеспечением viva для определения следов тяжелых металлов с помощью полярографии и вольтамперометрии с высокой чувствительностью
Портативный анализатор ВАПортативный вольтамперометрический анализатор для определения следовых количеств мышьяка, ртути и меди в воде
Базовые приготовления
Процесс ВА
Волтик ПрофессионалСистема, сочетающая ионную хроматографию и вольтамперометрию для анализа следовых ионов.
Пионеры в области анализа процессовНам нравится решать аналитические задачи в Metrohm Process Analytics.
Обзор анализатора процессовУзнайте больше о наших семействах анализаторов процессов
Анализаторы процессов 2060 Платформа модульного анализатора для максимальной гибкости в индивидуальном мониторинге процессов.
Полностью автономная система мониторинга ионов в аэрозолях и газов в окружающем воздухе
Анализаторы процессов NIRS XDSМногоканальный анализатор для неразрушающего спектроскопического анализа в реальном времени
Анализаторы процессов NIRS PROАнализатор для непрерывного неразрушающего контроля с помощью контактных датчиков или бесконтактных измерений над конвейерной лентой или через стеклянное окно
2035 Анализаторы процессовТехнологические анализаторы доступны в потенциометрической, фотометрической и термометрической версиях, а также дополнительные измерения pH и электропроводности.
Серия 202X – анализаторы процессов с одним методомУниверсальные технологические анализаторы для мониторинга воды и сточных вод с использованием методов титрования, pH, ISE или фотометрии.
ADI 204Y – многофункциональные анализаторы технологических процессовМногофункциональные анализаторы процессов, адаптированные к вашим требованиям для многопараметрических измерений и потоков
Служба качества МПА Наши качественные услуги варьируются от консультаций и поддержки приложений до установки, обучения, профилактического обслуживания и ремонта.
Найдите правильное электрохимическое решение для ваших требований.
VIONIC на базе INTELLOОдин прибор, чистое открытие для всех ваших электрохимических исследований.
Компактная линияВысококачественные потенциостатические/гальваностатические приборы небольшого размера.
Модульная линияМодульные потенциостаты/гальваностаты для любых требований электрохимических исследований
Многоканальная линияМногоканальные потенциостатические/гальваностатические приборы для одновременных измерений
Портативная линияКомпактный портативный потенциостат, управляемый ПК, для обучения и базовых приложений
СпектроэлектрохимияИнтегрированное решение для комбинированного электрохимического и спектроскопического анализа.
Электрохимические электродыИндивидуальные решения
Обзор измерения стабильности Узнайте больше о наших решениях для измерения стабильности.
Прибор для определения устойчивости к окислению натуральных масел и жиров
Биодизель РанциматПрибор для определения устойчивости к окислению биодизеля и биодизельных смесей
Термомат ПВХПрибор для определения термостойкости ПВХ
Обзор работы с жидкостямиУзнайте больше о наших решениях для обработки жидкостей.
Эко ДосиматСовременная система для работы с жидкостями, обеспечивающая точность и аккуратность швейцарского производства по доступной цене.
846 Интерфейс дозированияПрибор для работы с жидкостями для автономного использования или интеграции в существующие системы Metrohm
Дозимат плюсВысокоточный прибор с ручным управлением для всех задач по работе с жидкостями
Поиск аксессуаровНайдите дозаторы, пробирки, стеклянную посуду, стаканы и другие аксессуары и запасные части.
Поиск столбца Найдите аналитические, ловушки и защитные колонки для определения анионов и катионов.
Найдите подходящий электрод для вашего приложения: титрование, IC, измерение pH, VA, CVS, электрохимия и многое другое.
Поиск программного обеспеченияНайдите программное обеспечение Metrohm для титрования, IC, VA/CVS, измерения стабильности, электрохимии, спектроскопии и многого другого.
Бутылочные диспенсеры BrinkmannБутылочные дозаторы Brinkmann и дозаторы ChemSaver обладают уникальными и полезными функциями для надежного и удобного дозирования реагентов.
Производство углеродных электродов из лигноцеллюлозной биомассы средней жилки ареки посредством процесса химической активации для применения в суперконденсаторных ячейках: Источники энергии, Часть А: Восстановление, использование и воздействие на окружающую среду: Том 0, № 0
АННОТАЦИЯ
Лигноцеллюлозная биомасса может использоваться в качестве подходящего основного материала для производства активированного угля для использования в качестве электрода ячейки суперконденсатора из-за высокой удельной поверхности, регулируемой структуры пор, химической стабильности, электропроводности и безвредности для окружающей среды. Лигноцеллюлозная биомасса средней жилки ареки (AM) является первой биомассой, которая будет использоваться в качестве углеродного электрода углерода ячейки суперконденсатора без клеящего материала. AM перерабатывается в самоклеящиеся углеродные зерна (SACG). Кроме того, SACG химически активируется активатором гидроксида калия (KOH) с различными концентрациями 0,1 М, 0,2 М и 0,3 М для получения зеленого монолита перед карбонизацией газом N 2 при 600 ° C и физической активацией с помощью CO 2 . газа при температуре 700°C для производства электродов из углеродного монолита для применения в суперконденсаторах.Рентгеноструктурный и изотермический методы N 2 для определения физических свойств угольных электродов, а метод циклической вольтамперометрии для определения электрохимических свойств ячеек суперконденсаторов. Результаты анализа микроструктуры показали, что углеродный мидриберный электрод Areca имеет полукристаллическую структуру, на что указывает наличие плоскостей hkl (002) и (100) под углом 2θ около 24° и 44°, в то время как наибольшая высота кучи (L c ) значение было получено при концентрации 0. 2 М (угольные электроды АМ-02). Результаты анализа изотермического газа N 2 и электрохимических свойств показывают, что угольные электроды АМ-02 имеют наибольшую удельную поверхность (УПП) и удельную емкость (Cуд) 654,729 м 2 /г и 142 Ф/г соответственно. . По результатам исследований было показано, что АМ-02 обладает лучшим потенциалом в качестве накопителя энергии для суперконденсаторных применений, чем образцы АМ-01 и АМ-03.
2 М (угольные электроды АМ-02). Результаты анализа изотермического газа N 2 и электрохимических свойств показывают, что угольные электроды АМ-02 имеют наибольшую удельную поверхность (УПП) и удельную емкость (Cуд) 654,729 м 2 /г и 142 Ф/г соответственно. . По результатам исследований было показано, что АМ-02 обладает лучшим потенциалом в качестве накопителя энергии для суперконденсаторных применений, чем образцы АМ-01 и АМ-03.
товаров/мы/список | АЛС, электрохимическая компания
TOP > Электроды и аксессуары > Ассортимент рабочих электродов Тип Standard: Стандартные электроды могут использоваться в вольтамперометрических ячейках SVC-2, SVC-3, VC-4
Тип L: Длинный тип из ПЭЭК длиной 110 мм при измерении небольшого количества образца
Сетчатый электрод: Объемный электролиз и т.д.Его также можно использовать в качестве противоэлектрода
* В стандартную комплектацию входит одно уплотнительное кольцо. Существует также дополнительное уплотнительное кольцо. 002247 Уплотнительное кольцо для электрода CV (10 шт.)
Существует также дополнительное уплотнительное кольцо. 002247 Уплотнительное кольцо для электрода CV (10 шт.)
∗ Для электродов диаметром 10 мм используйте режим VC-5 вольтамперометрической ячейки SVC-2.
∗ За исключением сетчатого электрода, весь кончик рабочего электрода плоский (электрод из угольной пасты должен быть плоским при изготовлении).
* Что касается длины, это справочное значение.
- Стеклоуглерод (с тефлоновым кольцом)
- Стеклоуглерод
- Золото
- Платина
- Серебро
- Никель
- Пиролитический графит
- Другое
- Марля
- Углеродная паста
- Пористый углерод
- РДЭ
Стеклоуглеродный электрод с тефлоновым кольцом
Особенность
• Обычный электрод
• Широкие перенапряжения для выделения кислорода и водорода
• Химически стабильный
• Улучшенный для облегчения обращения с химически модифицированным электродом
Для стеклоуглеродного электрода GCEt между изоляцией из ПЭЭК и диском из стеклоуглерода была установлена тефлоновая прокладка.
 Из-за свойства материала он позволит избежать растекания образца, чтобы получить химически модифицированную поверхность.
Из-за свойства материала он позволит избежать растекания образца, чтобы получить химически модифицированную поверхность.| Кат. № | Описание | Изоляция | ОД | ID |
| 013714 | GCEt Электрод из стеклоуглерода | ПЭЭК | 6 мм | 3 мм |
| 013715 | GCEt Электрод из стеклоуглерода | ПЭЭК | 10 мм | 5 мм |
Стеклоуглеродный электрод
Особенность
• Обычный электрод
• Широкие перенапряжения для выделения кислорода и водорода
• Химически стабильный
| № по каталогу | Описание | Изоляция | ОД | ID |
| 002417 | GCE Стеклоуглеродный электрод | ПЭЭК | 10 мм | 5 мм |
| 002012 | GCE Стеклоуглеродный электрод | ПЭЭК | 6 мм | 3 мм |
| 012744 | LGCE Стеклоуглеродный электрод | ПЭЭК | 6 мм | 3 мм |
| 012297 | GCE Стеклоуглеродный электрод | ПЭЭК | 6 мм | 1. 6 мм 6 мм |
| 002411 | GCE Стеклоуглеродный электрод | ПЭЭК | 6 мм | 1 мм |
| 012298 | SGCE Стеклоуглеродный электрод | ПЭЭК | 3 мм | 1,6 мм |
| 002412 | SGCE Стеклоуглеродный электрод | ПЭЭК | 3 мм | 1 мм |
| 002002 | Электрод из микроуглеродного волокна MCE | Стекло | 4 мм | 33 мкм |
| 002007 | Электрод из микроуглеродного волокна MCE | Стекло | 4 мм | 7 мкм |
Золотой электрод
Особенность
• Обычный электрод
• Без волны адсорбции водорода
• Используется для обнаружения тиолов
| № по каталогу | Описание | Изоляция | ОД | ID |
| 002418 | AUE Золотой электрод | ПЭЭК | 10 мм | 5 мм |
| 002421 | AUE Золотой электрод | ПЭЭК | 6 мм | 3 мм |
| 012746 | LAUE Золотой электрод | ПЭЭК | 6 мм | 3 мм |
| 002014 | AUE Золотой электрод | ПЭЭК | 6 мм | 1.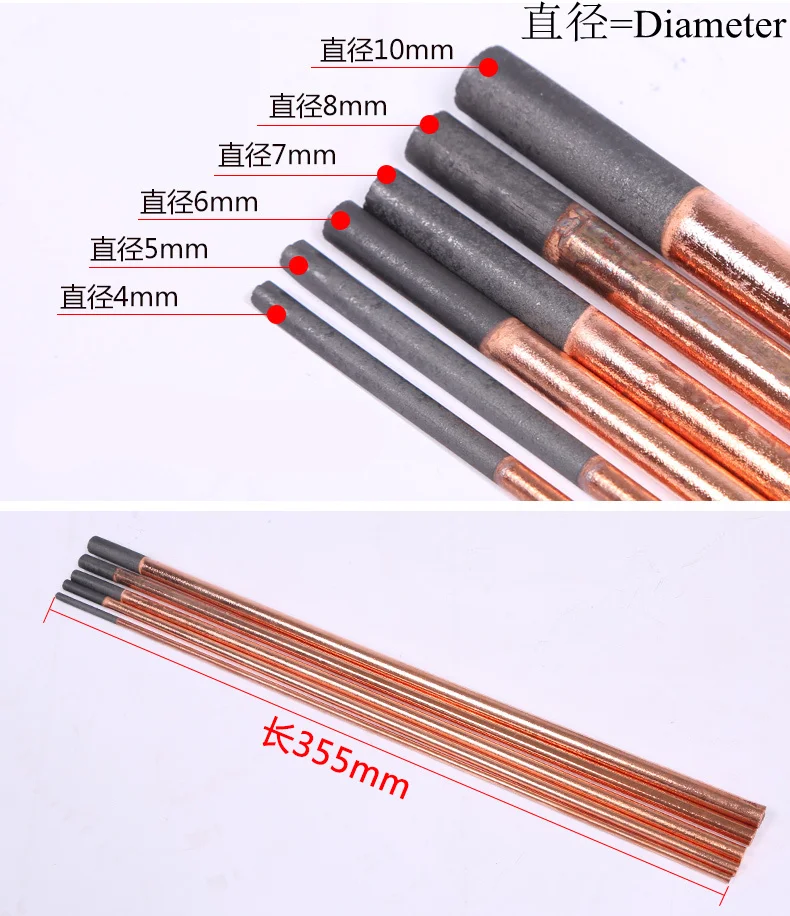 6 мм 6 мм |
| 002314 | SAUE Золотой электрод | ПЭЭК | 3 мм | 1,6 мм |
| 002010 | Электрод MAUE Micro gold | Стекло | 4 мм | 100 мкм |
| 002004 | Электрод MAUE Micro gold | Стекло | 4 мм | 25 мкм |
| 002006 | Электрод MAUE Micro gold | Стекло | 4 мм | 10 мкм |
Платиновый электрод
Характеристика
• Обычный электрод
• Генерирует волну адсорбции водорода
• Используется для обнаружения h3O2 и окислителей
| № по каталогу | Описание | Изоляция | ОД | ID |
| 002420 | Платиновый электрод PTE | ПЭЭК | 10 мм | 5 мм |
| 002422 | Платиновый электрод PTE | ПЭЭК | 6 мм | 3 мм |
| 012745 | LPTE Платиновый электрод | ПЭЭК | 6 мм | 3 мм |
| 002013 | Платиновый электрод PTE | ПЭЭК | 6 мм | 1. 6 мм 6 мм |
| 002313 | Платиновый электрод SPTE | ПЭЭК | 3 мм | 1,6 мм |
| 002009 | Микроплатиновый электрод MPTE | Стекло | 4 мм | 100 мкм |
| 002003 | Микроплатиновый электрод MPTE | Стекло | 4 мм | 25 мкм |
| 002015 | MPTE Микроплатиновый электрод | Стекло | 4 мм | 15 мкм |
| 002005 | Микроплатиновый электрод MPTE | Стекло | 4 мм | 10 мкм |
Серебряный электрод
Особенность
• Для обнаружения цианидов и сульфидов
| № по каталогу | Описание | Изоляция | ОД | ID |
| 002416 | AGE Серебряный электрод | ПЭЭК | 10 мм | 5 мм |
| 002419 | AGE Серебряный электрод | ПЭЭК | 6 мм | 3 мм |
| 002011 | AGE Серебряный электрод | ПЭЭК | 6 мм | 1,6 мм |
| 002315 | Серебряный электрод SAGE | ПЭЭК | 3 мм | 1.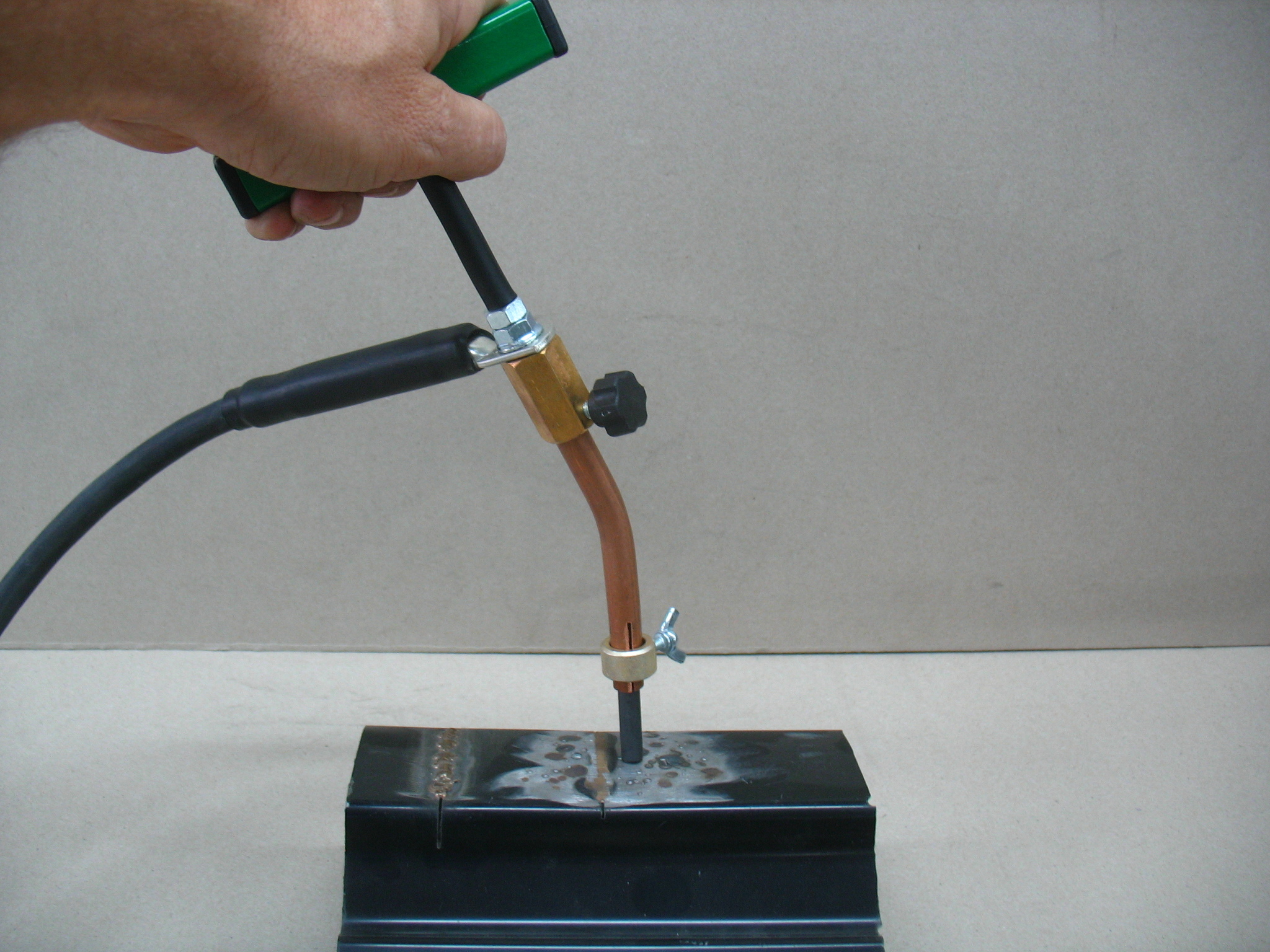 6 мм 6 мм |
Никелевый электрод
Характеристика
• Обнаружение аминокислот и углеводов с химически модифицированной поверхностью
| Кат. № | Описание | Изоляция | ОД | ID |
| 002016 | NIE Никелевый электрод | ПЭЭК | 6 мм | 1,5 мм |
| 002273 | MNIE Микроникелевый электрод | Стекло | 4 мм | 100 мкм |
Электрод с пиролитическим графитом
Характеристика
• Электрод с ориентированным графитом
• Край или базальный, для направления поверхности воздействия электрода
• PFCE и PG имеют схожие характеристики
| № по каталогу | Описание | Изоляция | ОД | ID |
| 002252 | Пиролитический графитовый электрод (базальная плоскость) | ПЭЭК | 6 мм | 3 мм |
| 002253 | Пиролитический графитовый электрод (кромка) | ПЭЭК | 6 мм | 3 мм |
| 002408 | PFCE 3 Угольный электрод *1 | ПЭЭК | 6 мм | 3 мм |
| 002409 | PFCE 1 Угольный электрод *1 | ПЭЭК | 6 мм | 1 мм |
| 011854 | Угольный электрод SPFCE *1 | ПЭЭК | 3 мм | 1 мм |
∗ Пластиковый угольный электрод (PFCE) создан в сотрудничестве с MITSUBISHI PENCIL CO. , LTD и Национальный институт передовых промышленных наук и технологий (AIST).
, LTD и Национальный институт передовых промышленных наук и технологий (AIST).
Электрод из другого материала
Особенность
• Палладиевый электрод: используется для изучения процесса адсорбции и десорбции водорода
• Электрод из железа и меди: используется для исследования коррозии
| Кат. № | Описание | Изоляция | ОД | ID |
| 002019 | Палладиевый электрод PDE | ПЭЭК | 6 мм | 1.6 мм |
| 002319 | Палладиевый электрод SPDE | ПЭЭК | 3 мм | 1,6 мм |
| 012585 | FEE Железный электрод | ПЭЭК | 6 мм | 3 мм |
| 002018 | FEE Железный электрод | ПЭЭК | 6 мм | 1,5 мм |
| 012584 | CUE Медный электрод | ПЭЭК | 6 мм | 3 мм |
| 002017 | CUE Медный электрод | ПЭЭК | 6 мм | 1. 6 мм 6 мм |
| 002271 | MCUE Электрод из микромеди | Стекло | 4 мм | 25 мкм |
Марлевый электрод
Функция
• Используется при анализе объемного электролиза
| Кат. № | Описание | Изоляция | Размер ячейки | Размер электрода |
| 002250 | Платиновый сетчатый электрод | ПЭЭК | 80 меш | 25 х 35 мм |
| 012619 | Платиновый сетчатый электрод (отводящая проволока 54 мм) | — | 80 меш | 25 х 35 мм |
| 002251 | Электрод из золотой сетки | ПЭЭК | 100 меш | 25 х 35 мм |
Электрод из угольной пасты
Особенность
• Смешивается с химическим соединением для изготовления модифицированных электродов
| № по каталогу | Описание | Изоляция | ОД | ID |
| 002210 | CPE Электрод из угольной пасты | ПЭЭК | 6 мм | 3 мм |
| 002223 | Электрод из угольной пасты SCPE | ПЭЭК | 3 мм | 1,6 мм |
001010 Масляная основа CPO Carbon Paste продается отдельно.