Разделка кромок под сварку
Среди важных подготовительных этапов сваривания металлических заготовок является и работа с кромками. В ряде случаев им необходимо придать определенную форму, сделать края косыми. Этот процесс называется разделкой кромок.
Для чего выполняется разделка кромок при сварке
Подготовка такого плана необходима для создания прочного сварного соединения, способного выдержать большие механические нагрузки. Суть работы заключается в том, чтобы снять часть металла и создать небольшой скос под углом. Благодаря скошенным кромкам обеспечивается отличный провар по всей ширине заготовки. Помимо этого, электрод гарантировано доберется до корня сварного шва и хорошо его прогреет. Пожалуй, это и будут основные причины, которые оправдывают разделку кромок.
Линейные параметры скосов кромок деталей являются величиной конструктивной и регламентируются соответствующими нормативными документами. Размеры принято разделять в зависимости от способа сварки и формы скосов.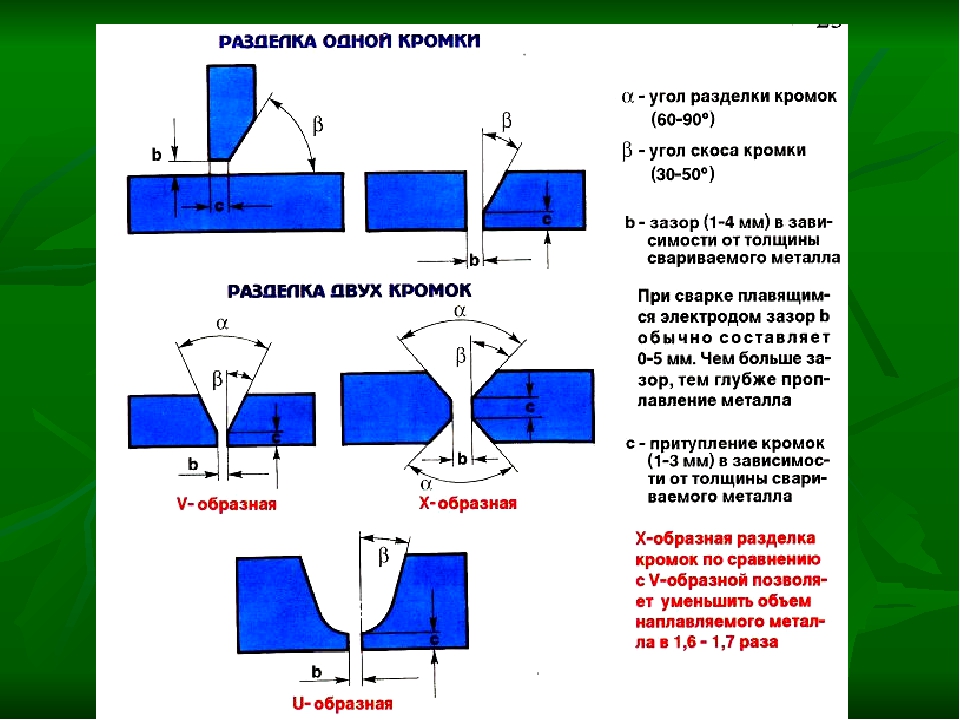
Нюансы разделки кромок
Разделывание кромок под сварочные работы имеет свои нюансы. Одна из них заключается в том, что по завершению операции ширина сварного соединения будет увеличена. Соответственно, потребуется больше электродов, чтобы создать шов. В некоторых случаях прибегать к разделке не целесообразно. Тогда детали свариваются без такого вида подготовки.
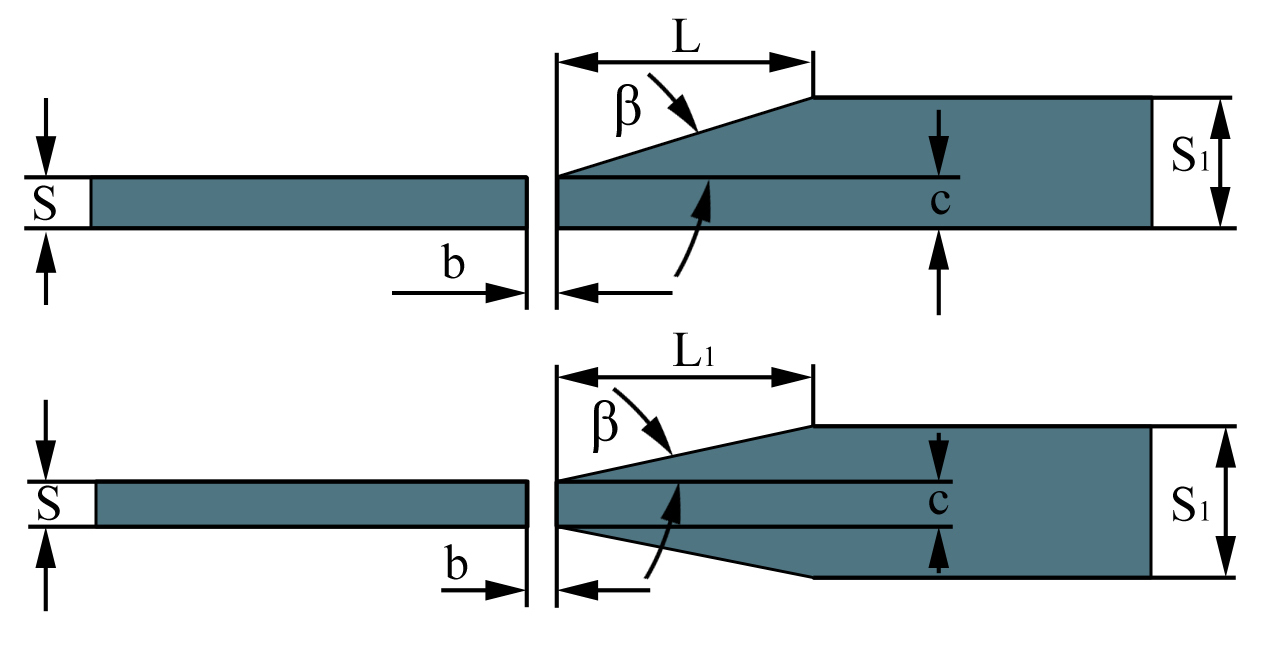
При соединении тонких кромок разделка, как таковая, невозможна. В этом случае для увеличения площади соединения делается отбортовка кромок. Процесс представляет собой загибку кромок обеих соединяемых поверхностей. Сделать это можно как вручную, так и с помощью специальных приспособлений. Если нет под рукой соответствующих механизмов, то достаточно иметь молоток и наковальню или аналогичную поверхность с прямым углом.
Механическое снятие кромок может быть выполнено с использованием абразивных инструментов (болгарка), долблением, строганием или фрезерованием. В любом случае необходим специальный инструмент.
Распространенным способом предварительной подготовки толстых заготовок является использование строгальных станков. Острый и прочный резец ставится под определенным углом и проходит вдоль линии изгиба металла по направляющим станка. За каждый проход снимается некоторое количество металла с заготовки. После первого этапа угол резца меняется, и операция повторяется по новой. Фрезеровальные станки чаще всего применяются в случаях, когда требуется подготовить криволинейные заготовки. Фреза перемещается по линии соприкосновения и снимает фаску.
Для трубопроводов и больших конструкций оптимально использование скалывателей кромок. Они работают по принципу долбления. Абразивная обработка подходит для небольшого размера заготовок и для финишной шлифовки после станочной обработки. Еще один вариант снятия кромки предусматривает применение газового резака. Популярно снятие кромки зигмашиной.
Популярно снятие кромки зигмашиной.
Фаска может быть выполнена с одной или же с обеих сторон. Односторонние скосы обеспечивают простоту выполнения сварочных работ. Двусторонни скосы делаются только в тех случаях, когда сварщик будет иметь доступ к обоим скосам.
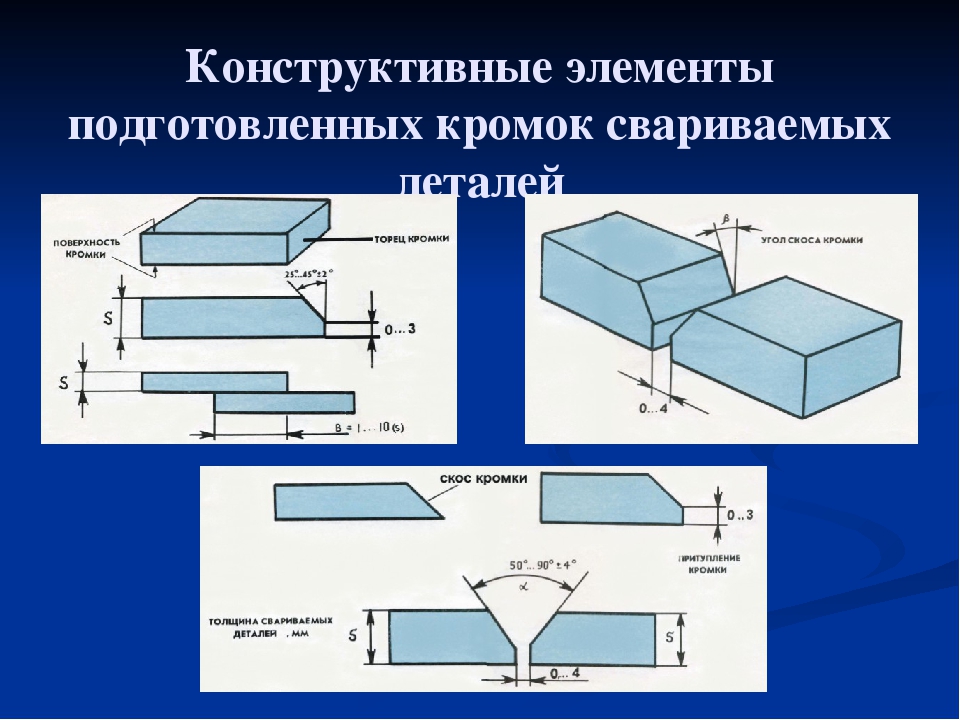
Конструктивные параметры
Способ разделки кромок под сварочные работы зависит от конструктивных параметров соединения:
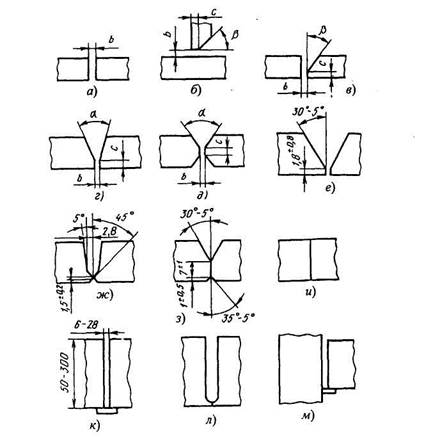
- Угол скоса. На графических материалах и в документации обозначается литерой «β». Обозначает величину угла между торцом детали и скошенной поверхностью. Значение, как правило, находится в диапазоне от 10 до 30 градусов. При разделке только одной кромки угол может составлять и 45 градусов.
- Угол разделки соединения. В описании задания или на чертежах обозначается буквой «α». Термин обозначает величину угла между уже подготовленными скосами. Если кромки обрабатывались одинаково, то значение равно удвоенной величине угла скоса.
 Логично предположить, что диапазон его значений находится в пределах от 20 до 60 градусов. Важно правильно выбрать угол раскрытия, чтобы обеспечить электроду доступ до корня шва. Только в таком случае обеспечивается хороший провар стыка.
Логично предположить, что диапазон его значений находится в пределах от 20 до 60 градусов. Важно правильно выбрать угол раскрытия, чтобы обеспечить электроду доступ до корня шва. Только в таком случае обеспечивается хороший провар стыка. - Притупление. Маркируется буквой «С». Обозначение величины угла кромки, которая не подвергалась обработке. Она может иметь как прямой угол, так и острый. В последнем случае процесс сваривания заготовок будет затруднен. В тонкой части стыка не исключаются прожоги металла. Чтобы исправить ситуацию специалисты прибегают к так называемому затуплению кромок. Глубина обработки может достигать двух миллиметров.
- Зазор. Обозначается через символ «b». Информирует о величине зазора в корне стыка. Сам зазор необходим для того, чтобы обеспечить максимальный провар в корневой зоне. Как правило, его значение составляет порядка 1,5 мм. В зависимости от технических особенностей сварки величина может увеличиваться или уменьшаться.
- Длина скоса. В техдокументации маркируется символом «L». Призвана обеспечивать плавность перехода от минимального значения скошенной части до толщины заготовок. Важно выбрать правильное значение параметра. Это позволяет устранить напряжение в данной области.
- Высота и ширина. Обозначаются привычными для таких параметров символами: «h» и «в» соответственно.
- Катет шва. Условное обозначение выражается через литеру «К». представляет собой минимальное расстояние от поверхности одной детали до противоположной границы сварочного шва.
 Логично предположить, что диапазон его значений находится в пределах от 20 до 60 градусов. Важно правильно выбрать угол раскрытия, чтобы обеспечить электроду доступ до корня шва. Только в таком случае обеспечивается хороший провар стыка.
Логично предположить, что диапазон его значений находится в пределах от 20 до 60 градусов. Важно правильно выбрать угол раскрытия, чтобы обеспечить электроду доступ до корня шва. Только в таком случае обеспечивается хороший провар стыка.
Виды разделки кромок
Принятая классификация включает все известные сегодня способы разделки кромок свариваемых металлических заготовок. Выбор конкретного варианта базируется на таких параметрах: тип шва, используемая технология сварки, толщина стенок. Приведенные в классификации виды имеют свое название. Оно выражается в виде латинской буквы, на которую похож метод разделки. Три типа имеют прямолинейный скос и только один – криволинейный.
Три типа имеют прямолинейный скос и только один – криволинейный.
V-образная
Применяется наиболее часто. Популярность обусловлена простотой исполнения и универсальностью: подходит для разделывания металлических заготовок разной толщины в диапазоне от 3 до 26 мм. Способ требует разделок обеих кромок. Величина угла составляет 60 градусов. Отлично подходит для тавровых, стыковых и угловых соединений.
X-образная
Тоже востребованный вариант подготовки кромок. Скосы делаются с обеих сторон. Отлично подходит для подготовки деталей с толщиной стенки от 12 до 60 миллиметров. Угол резки составляет 60 градусов. Сваривается в несколько проходов с каждой стороны, что позволяет снизать расход электродов на формирования шва. При нагреве возможна незначительная деформация.
К-образная
Способ используется очень редко. Кромки подготавливаются только на одной детали, но с обеих сторон. То есть, одна из кромок имеет прямую стенку, а другая – два скоса.
U-образная
Единственный вариант криволинейного скоса, который из-за своей формы еще называются «рюмочным». Именно из-за формы этот вариант разделки кромок является самым трудным. Выполняется с использованием специального оборудования – кромкорезов. Его применение может быть оправдано только в том случае, когда качество шва должно быть безупречным. Обе кромки подготавливаются с одной стороны и имеют идентичные зеркально обращенные скосы. Подходит для стенок в диапазоне толщин от 20 до 60 мм. Метод характеризуется небольшим расходом электродов.
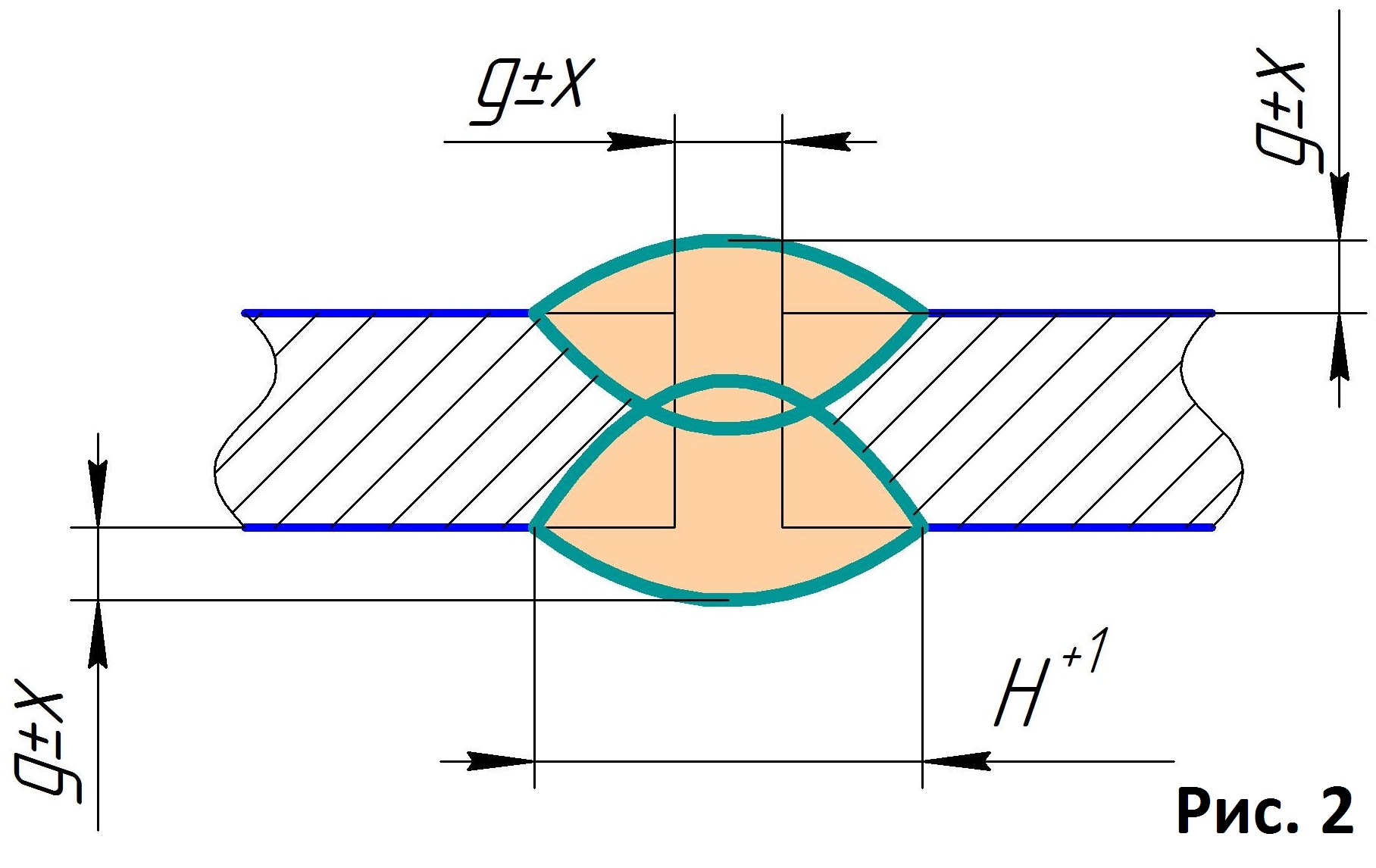
Смещение кромок сварных стыковых соединений
Вовсе не обязательно, чтобы кромки были симметричны по форме и размещались строго параллельно. Допускается их смещение, но только в определенных рамках. Такие допуски регламентируются в нормативной документации. Величина смещения напрямую зависит от толщины соединяемых деталей.
Есть некоторые нюансы при сваривании трубопроводных магистралей. При таких работах требуется высокая точность. Допуск на смещение здесь намного жестче, чем у деталей с плоской поверхностью. Чтобы выдержать регламент и не превысить максимально разрешенные допуски, трубы перед выполнением сварочных работ надежно фиксируются. Наиболее распространенный метод фиксации – выполнение прихваток.
Допуск на смещение здесь намного жестче, чем у деталей с плоской поверхностью. Чтобы выдержать регламент и не превысить максимально разрешенные допуски, трубы перед выполнением сварочных работ надежно фиксируются. Наиболее распространенный метод фиксации – выполнение прихваток.
Кромки для труб
Все, что касается сваривания трубопроводов, характеризуется повышенными требованиями к качеству и регламенты работ. Формирование швов на трубных магистралях является достаточно сложным и трудоемким процессом. Разделка кромок под сварку труб прописана в положениях ГОСТа 16037.
Большое внимание уделяется соблюдению перпендикулярность оси трубы по отношению к торцевой поверхности. Чтобы соблюсти требования, необходимо перед началом подготовки кромок обрезать трубу для получения прямого угла. Показатель угла раскрытия тоже варьируется в небольшом диапазоне значений: 60-70 градусов. Допускается притупление кромок на 2-2,5 мм. Обработка торцов возможна любым доступным способом – ручным, механическим, станочным, газовым резаком.
При сборке трубопроводных магистралей важно соблюсти соосность соединяемых элементов и точную стыковку поверхности. Не менее жесткие требования предъявляются и к величине зазоров. Они должны укладываться в диапазон 2-3 мм. Чтобы исключить перекос элементов, зазор должен быть одинаков по всей окружности.
Страница не найдена — steelfactoryrus.com
Алюминий
Своими руками
Содержание1 Как сделать мини гидроэлектростанцию своими руками1. 1 Виды мини гидроэлектростанций1.2 Как работает мини ГЭС 1.3 Как оценить потенциальную
1 Виды мини гидроэлектростанций1.2 Как работает мини ГЭС 1.3 Как оценить потенциальную
Сварка
Содержание1 Виды покрытий электродов1.1 Типы покрытий электродов1.2 Электроды с кислым покрытием1.3 Электроды с целлюлозным
Своими руками
Содержание1 Газовая горелка для бани своими руками: фото и схема1. 1 Особенности газовой печи1.2 Виды
1 Особенности газовой печи1.2 Виды
Своими руками
Содержание1 Печь-буржуйка из газового баллона своими руками1.1 Какой баллон взять для печки?1.2 Из чего и
Сварка
Содержание1 Сборка инверторного сварочного аппарата своими руками1. 1 Общие сведения1.2 Устройство и принцип действия1.3 Самодельный
1 Общие сведения1.2 Устройство и принцип действия1.3 Самодельный
Страница не найдена — steelfactoryrus.com
Металл
Содержание1 Гидроабразивная очистка в сравнении с гидроструйной очисткой1.1 слушать онлайн mp3 музыку2 Требуется Инженер
Своими руками
Содержание1 Самодельная гильотина для резки металла1. 1 Изготовление гильотины своими руками1.2 Механические самодельные ножницы1.3 по
1 Изготовление гильотины своими руками1.2 Механические самодельные ножницы1.3 по
Своими руками
Содержание1 Как сделать отрезной станок из болгарки своими руками1.1 Зачем нужен такой станок1.2 Как
Сталь
Содержание1 Классификация свариваемости сталей1. 1 Основные критерии, устанавливающие свариваемость1.2 Группы свариваемости1.3 Итог2 Свариваемость сталей –
1 Основные критерии, устанавливающие свариваемость1.2 Группы свариваемости1.3 Итог2 Свариваемость сталей –
Своими руками
Содержание1 Как сделать измельчитель овощей своими руками1.1 Особенности самодельной корморезки1.2 Ручная корморезка1.3 Кормоизмельчитель из
Металл
Содержание1 Как очистить свежую и въевшуюся ржавчину с металла – изучаем эффективные способы1.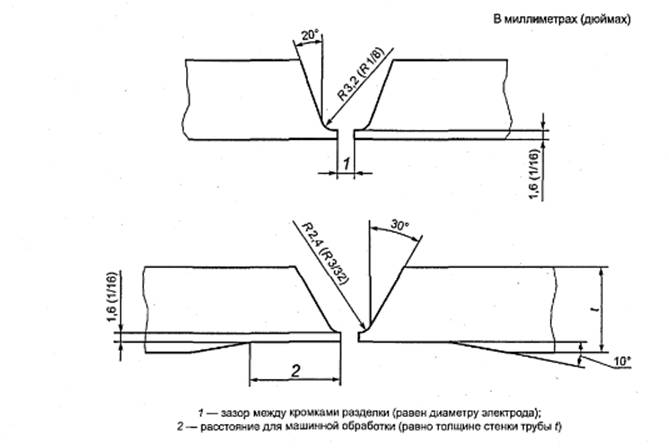 1 Использование
1 Использование
Страница не найдена — steelfactoryrus.com
Нержавейка
Содержание1 Чем почистить нержавейку в домашних условиях1.1 Как не утратить блеск?1.2 Избавлемся от разводов1.3
Своими руками
Содержание1 Как склеить оргстекло в домашних условиях1. 1 Технологический процесс1.2 Чем лучше клеить оргстекло?2 Чем
1 Технологический процесс1.2 Чем лучше клеить оргстекло?2 Чем
Алюминий
Содержание1 Как паять алюминий1.1 Пайка алюминия сплавами1.2 Пайка алюминия с помощью специальных флюсов1.3 Другие
Своими руками
Содержание1 Разводной станок для ленточных пил своими руками — Металлы, оборудование, инструкции1. 1 Развод и
1 Развод и
Дерево
Содержание1 Выпиливание из фанеры. Инструменты для распиловки и шлифовки. Выбор материала по толщине и
Медь
Содержание1 Как осуществляется обработка меди1. 1 Когда применяют термообработку меди1.2 Как осуществляют механическую обработку1.3 Токарный
1 Когда применяют термообработку меди1.2 Как осуществляют механическую обработку1.3 Токарный
| Сварные соединения и швы | Особенности расположения | Основное применение | Примечание | |
| 1 | Стыковые | Соединяемые детали, элементы находятся в одной плоскости. | Сварка конструкций из листового металла, резервуаров и трубопроводов. | Экономия расходных материалов и времени на сварку, прочность соединения. Тщательная подготовка металла и выбор электродов. |
| 2 | Угловые | Соединяемые детали, элементы расположены под любым углом относительно друг друга. | Сварка емкостей, резервуаров. | Максимальная толщина металла 3 мм. |
| 3 | Нахлесточные | Параллельное расположение деталей. | Сварка конструкций из листового металла до 12 мм. | Большой расход материала без тщательной обработки. |
| 4 | Тавровые (буквой Т) | Торец одного элемента и боковая часть другого находятся под углом | Сварка несущих конструкций. | Тщательная обработка вертикального листа. |
| 5 | Торцовые | Боковые поверхности деталей примыкают друг к другу | Сварка сосудов без давления | Экономия материала и простота исполнения |


 Во избежание прожога подготовку кромок можно выполнять при толщине металла не менее 3 мм.
Во избежание прожога подготовку кромок можно выполнять при толщине металла не менее 3 мм. Кроме того, сварные соединения с разделкой кромок подразделяются на сварные соединения с односторонним скосом одной или двух кромок (односторонняя разделка одной или двух кромок) и сварные соединения с двусторонним скосом одной или двух кромок (двусторонняя разделка одной или двух кромок).
Кроме того, сварные соединения с разделкой кромок подразделяются на сварные соединения с односторонним скосом одной или двух кромок (односторонняя разделка одной или двух кромок) и сварные соединения с двусторонним скосом одной или двух кромок (двусторонняя разделка одной или двух кромок).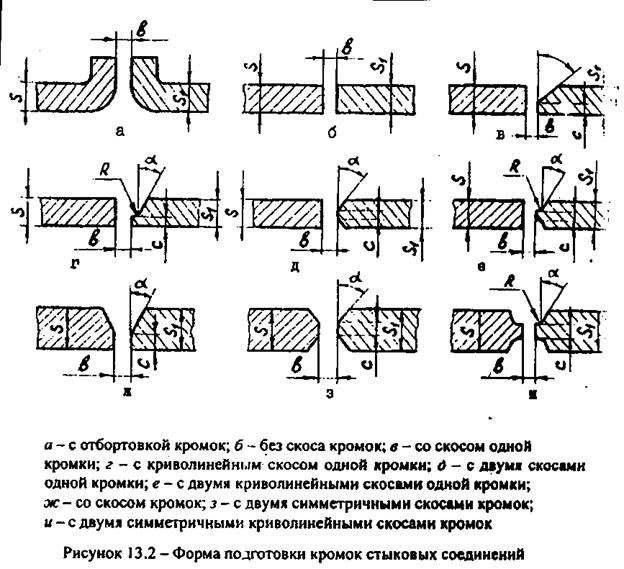
 В этом случае необходимо предусматривать технологические мероприятия, исключающие появление прожога (сварка на подкладке, сварка на флюсовой подушке, укладка подварочного шва, применение замкового соединения).
В этом случае необходимо предусматривать технологические мероприятия, исключающие появление прожога (сварка на подкладке, сварка на флюсовой подушке, укладка подварочного шва, применение замкового соединения). Одной из подобных процедур является разделка кромок. Суть данного процесса заключается в придании кромкам, подлежащих свариванию, необходимых размеров и формы.
Одной из подобных процедур является разделка кромок. Суть данного процесса заключается в придании кромкам, подлежащих свариванию, необходимых размеров и формы. Данная процедура производится для достижения следующих целей:
Данная процедура производится для достижения следующих целей:
 Потребность в соединении труб возникает и при первоначальной прокладке и при ремонтных работах. Поэтому важно знать, в каких случаях следует осуществлять разделку, а когда можно обойтись без этой процедуры.
Потребность в соединении труб возникает и при первоначальной прокладке и при ремонтных работах. Поэтому важно знать, в каких случаях следует осуществлять разделку, а когда можно обойтись без этой процедуры.
 — двухсторонний скос каждой кромки.
— двухсторонний скос каждой кромки.



 ) разделка кромок не требуется;
) разделка кромок не требуется;Разделка кромок свариваемых листов — Энциклопедия по машиностроению XXL
Аргонодуговой сваркой выполняют швы стыковых, тавровых и угловых соединений. При толщине листа до 2,5 мм целесообразно производить сварку с отбортовкой кромок, при малой величине зазора (0,1—0,5 мм) можно сваривать тонколистовой металл толщиной от 0,4 до 4 мм без разделки кромок. Допустимый зазор тем меньше, чем меньше толщина свариваемого материала. Листы толщиной более 4 мм сваривают встык с разделкой, при этом допустимый зазор должен быть не более 1,0 мм. [c.83]Диаметр сварочного прутка выбирают в зависимости от толщины свариваемых листов, формы разделки кромок и требуемой прочности.
 Установлено, что при сварке больших толщин рациональнее применять прутки диаметром 3,5 мм. Прутки большего диаметра снижают прочность шва. Чтобы проварить корень шва, рекомендуется использовать прутки диаметром 2 — 2,5 мм.
[c.182]
Установлено, что при сварке больших толщин рациональнее применять прутки диаметром 3,5 мм. Прутки большего диаметра снижают прочность шва. Чтобы проварить корень шва, рекомендуется использовать прутки диаметром 2 — 2,5 мм.
[c.182]Режим сварки. Определение режима сварки производится по экспериментально-расчетной методике с использованием эмпирических соотношений, полученных обработкой опытных данных. Параметрами режима автоматической сварки под флюсом являются сварочный ток, напряжение дуги, скорость сварки и скорость подачи сварочной проволоки. Основной параметр — сварочный ток — в случае сварки по стыку с зазором без разделки кромок определяется исходя из условия полного провара свариваемого сечения на величину Я. При односторонней сварке Я принимается равным толщине листа 6 (см), при двусторонней сварке больше Л 5 на 10. .. 15 % с учетом перекрытия первого и второго слоев. [c.233]
Наиболее распространенный флюс АФ-4А наносится на присадочный пруток или свариваемые кромки. При толщине заготовок до 4 мм разделку кромок не выполняют, а свыше 4 мм — рекомендуется выполнять. При толщине листов более 8 мм производят общий или местный
[c.449]
При толщине заготовок до 4 мм разделку кромок не выполняют, а свыше 4 мм — рекомендуется выполнять. При толщине листов более 8 мм производят общий или местный
[c.449]
Диапазон свариваемых встык листов (без разделки кромок), мм [c.475]
Подготовка и сборка деталей под сварку включает следующие операции очистку свариваемых кромок, разделку кромок под сварку и наложение прихваток для соединения свариваемых листов или деталей. [c.61]
Более толстые листы сваривают с применением присадочной проволоки, а у листов толщиной свыше 5 мм разделка кромок выполняется в зависимости от толщины свариваемого металла (см. табл. 4.1). [c.69]
Установить деталь в зоне действия вытяжной вентиляции с расположением свариваемых листов в нижнем положении под углом 7— 10° к горизонтальной плоскости для лучшего заполнения разделки кромок [c.115]
Присадочные материалы для сварки пластмасс изготовляют в виде прутков и, как правило, из того же материала, что и свариваемое изделие, диаметром 2—6 мм в зависимости от толщины свариваемых листов и разделки кромок. Для снижения температуры размягчения и повышения пластичности присадочного материала в него. добавляют различные пластификаторы. Так, для сварки полиэтилена в присадочный материал добавляют до 10% полиизобутилена для сварки капрона с температурой плавления 210—240°С применяют полиамид-54 , имеющий температуру плавления 160—170°С.
[c.22]
Для снижения температуры размягчения и повышения пластичности присадочного материала в него. добавляют различные пластификаторы. Так, для сварки полиэтилена в присадочный материал добавляют до 10% полиизобутилена для сварки капрона с температурой плавления 210—240°С применяют полиамид-54 , имеющий температуру плавления 160—170°С.
[c.22]
Однослойная сварка стыковых соединений (односторонняя или двухсторонняя), как правило, не требует разделки кромок. При сварке малоуглеродистой стали толщиной более 16—20 мм необходимо производить разделку кромок, так как иначе получается чрезмерная высота шва (усиление шва более 0,2 толщины листа). Угол разделки делают равным 50—60°. Глубина разделки не более /з— /г толщины свариваемого листа. При сварке легированных (специальных сталей) подготовка кромок может быть иной, в зависимости от требований к составу металла шва. [c.162]
При сварке стыковых соединений с У-образной разделкой кромок в зависимости от толщины свариваемых листов (от 3 до 26 мм), положения шва в пространстве, диаметра электрода — сварку выполняют в два и более слоев.
 Выполнение шва начинают со сварки первого слоя, состоящего из одного валика. Дугу возбуждают на краю скоса кромки, а затем, переместив ее к нижней части шва, проваривают края скосов кромок (корень шва). На скосах кромок движение электрода замедляют, чтобы улучшить их провар, а при переходе конца электрода-с одной кромки на другую скорость его движения увеличивают для того, чтобы избежать прожога притупленных кромок.
[c.105]
Выполнение шва начинают со сварки первого слоя, состоящего из одного валика. Дугу возбуждают на краю скоса кромки, а затем, переместив ее к нижней части шва, проваривают края скосов кромок (корень шва). На скосах кромок движение электрода замедляют, чтобы улучшить их провар, а при переходе конца электрода-с одной кромки на другую скорость его движения увеличивают для того, чтобы избежать прожога притупленных кромок.
[c.105]Сварка без присадочного материала заключается в оплавлении дугой кромок свариваемых деталей и является наиболее простым способом сварки. Этот способ получил наибольшее распространение. Без присадочного материала производят сварку тонких листов. Скорость сварки ири толщине листов 1—3 мм может быть значительно выше, чем при ручной дуговой сварке металлическим электродом. Сварку металлов с подачей присадочного материала в зону дуги выполняют левым или правым способами. Сварку с предварительной укладкой прутков или полосок в разделку кромки применяют при выполнении стыковых и угловых швов из листов большей толщины. [c.108]
[c.108]
При сварке стыковых соединений с У-образной разделкой кромок в зависимости от толщины свариваемых листов (от 3 до 26 мм), положения шва в пространстве, диаметра электрода сварку выполняют в два и более [c.119]
Однослойная сварка стыковых соединений (односторонняя или двухсторонняя), как правило, не требует разделки кромок. При сварке листов толщиной более 16 мм необходимо производить разделку кромок, так как иначе получается чрезмерная высота шва (усиление шва более 0,2 толщины листа). Угол разделки делают равным 50—60°. Глубина разделки не более /з— Уг толщины свариваемого листа. [c.180]
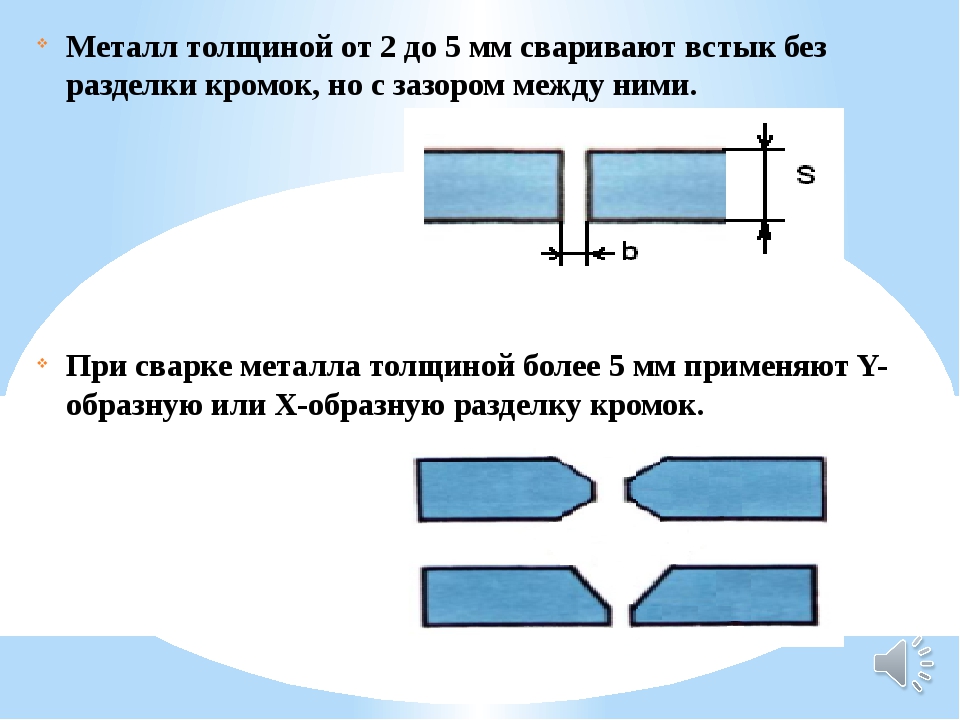
Стыковые соединения различаются по виду предварительной подготовки кромок, зависящей от толщины свариваемых листов. При толщине до 3 мм применяют отбортовку кромок (рис. У-1,а). Листы толщиной от 3 до 8 мм сваривают без подготовки кромок (рис. У-1,б). Для листов толщиной до 14—16 мм необходима односторонняя разделка кромок (рис. У-1,в). При толщинах больше 12 мм рекомендуется двусторонняя подготовка кромок (рис. У-1,г). Листы толщиной больше 20 мм сваривают, применяя одно- или двустороннюю чашеобразную разделку кромок (рис. У-2).
[c.251]
У-1,в). При толщинах больше 12 мм рекомендуется двусторонняя подготовка кромок (рис. У-1,г). Листы толщиной больше 20 мм сваривают, применяя одно- или двустороннюю чашеобразную разделку кромок (рис. У-2).
[c.251]
Сварка ведется на постоянном токе прямой полярности. При проволоке диаметром 2 мм ток 250—480 а, в зависимости от толщины свариваемых листов. Напряжение дуги 30—42 в. Сварка ведется без разделки кромок и без зазора на флюсовой подушке. Листы толщиной более 7 мм свариваются двухсторонним швом. [c.570]
Толщина свариваемых листов в мм Стыковые швы, свариваемые без разделки кромок Стыковые швы, свариваемые с разделкой кромок [c.272]
Сварка монтажных стыковых швов толстых листов в нижнем полО жении производится с одной стороны в несколько проходов. Свариваемые кромки скашиваются под углом 25°, образуя обший угол разделки в 50°, притупление кромок 4 мм. Зазор между кромками в месте притупления 6 мм.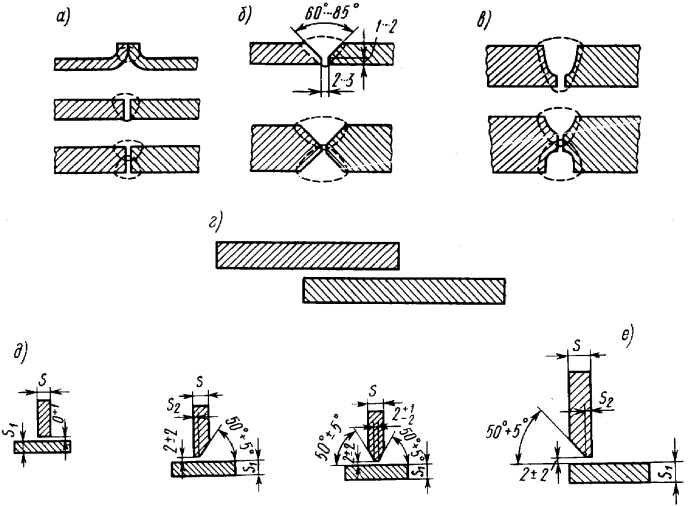 Первые слои свариваются на стальной подкладке толщиной 2 мм, которая прижимается к кромкам толстой медной прокладкой. После сварки стальная подкладка срубается пневматическим зубилом или выплавляется. В зависимости от толщины свариваемых листов определяется количество слоев. При толщине листов 40 мм шов заполняется 11—12 слоями. Порядок наложения слоев следующий первые два слоя наплавляются электродом, направленным строго по оси
[c.280]
Первые слои свариваются на стальной подкладке толщиной 2 мм, которая прижимается к кромкам толстой медной прокладкой. После сварки стальная подкладка срубается пневматическим зубилом или выплавляется. В зависимости от толщины свариваемых листов определяется количество слоев. При толщине листов 40 мм шов заполняется 11—12 слоями. Порядок наложения слоев следующий первые два слоя наплавляются электродом, направленным строго по оси
[c.280]
Следует также учитывать габаритные размеры детали и толщину материала. В некоторых случаях габаритные размеры ограничивают возможность применения высокопроизводительных процессов сварки, так как размеры детали не позволяют использовать некоторые сварочные машины. Рациональность применения газовой сварки зависит от толщины свариваемого материала. Этот вид сварки целесообразно применять при толщине, не превышающей 2 мм. При толщине свариваемой стали более 6 мм стыковую сварку под флюсом следует производить только с разделкой кромок.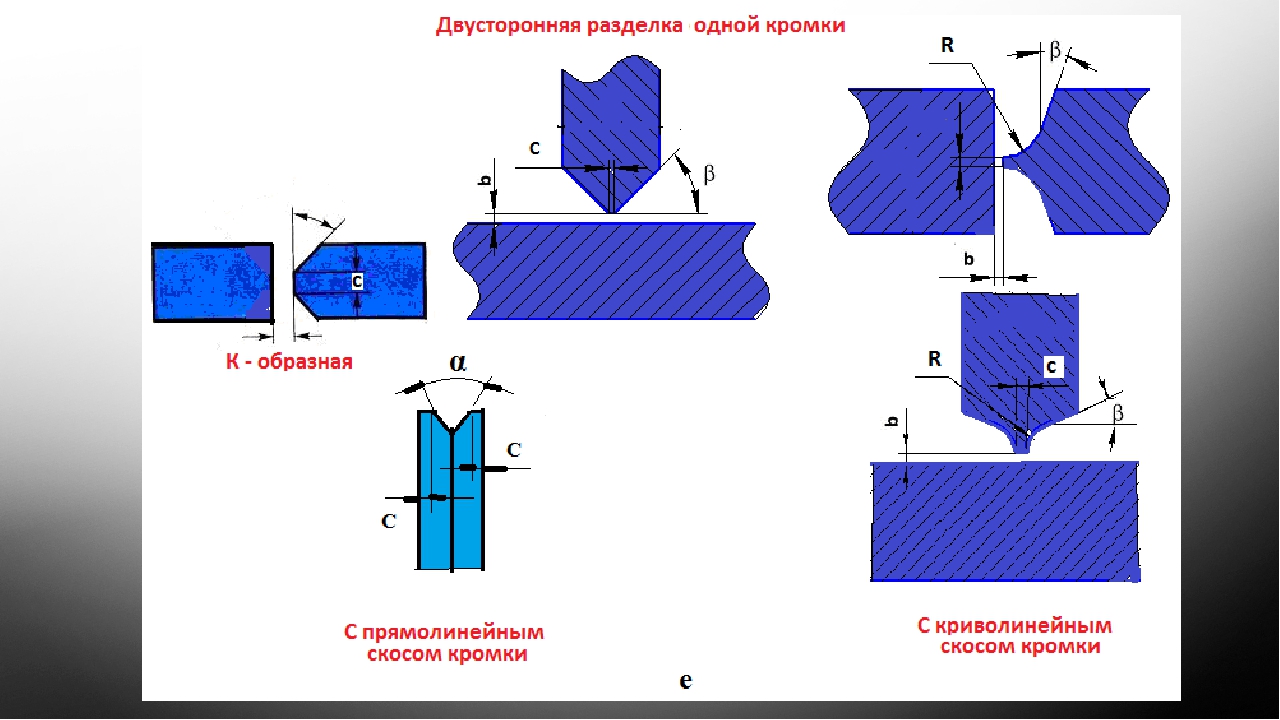 При контактной сварке также ограничивается суммарная толщина свариваемых листов в зависимости от типа машины. При точечной сварке малоуглеродистую сталь можно варить пакетами следующих комбинаций 1,5—1,5 мм, 2—2 мм, 2,5—2,5 мм, 5—5 мм и др.
[c.286]
При контактной сварке также ограничивается суммарная толщина свариваемых листов в зависимости от типа машины. При точечной сварке малоуглеродистую сталь можно варить пакетами следующих комбинаций 1,5—1,5 мм, 2—2 мм, 2,5—2,5 мм, 5—5 мм и др.
[c.286]
Сварку меди толщиной до 3 мм выполняют без разделки кромок, а при толщине свыше 3 мм требуется Х-образная разделка кромок под углом 45° с каждой стороны стыка. Притупление делается равным 0,2 от толщины свариваемого металла. В связи с повышенной жидкотекучестью меди в расплавленном состоянии тонкие листы сваривают встык без зазора, а листы свыше 6 мм сваривают на графитовых и угольных подкладках. [c.249]
При газовой сварке свинца наиболее распространены нахлесточные и стыковые соединения. Листы толщиной до 1,5 мм сваривают встык без присадочного металла с отбортовкой кромок. Перед сваркой свариваемые кромки тщательно зачищают до металлического блеска не менее чем на 30 мм с обеих сторон от шва. Детали из свинца толщиной до 6 мм сваривают встык без разделки кромок, а свинец большей толщины — с разделкой кромок под углом 30—35°С с каждой стороны. Мощность
[c.192]
Детали из свинца толщиной до 6 мм сваривают встык без разделки кромок, а свинец большей толщины — с разделкой кромок под углом 30—35°С с каждой стороны. Мощность
[c.192]
Стыковые швы могут быть без предварительной обработки, У-образные и Х-образные (рис. 8). Стыковые швы без разделки кромок применяют только при сварке относительно тонких листов или труб (толщиной до 2 мм). Но в этом случае между свариваемыми деталями необходимо оставлять зазор, равный 1,0— 1,5 мм, для осуществления провара по всей высоте шва. Соединяемые части должны быть установлены в зажимы, чтобы обеспечить одинаковый зазор по всей длине шва. [c.37]
Сварочные прутки выпускают главным образом круглого сечения диаметром 2—6 мм. При такой форме прутков достигается более равномерный прогрев. Диаметр прутка выбирают в зависимости от толщины свариваемых листов, формы разделки кромок и требуемой скорости сварки. [c.51]
Магниевые сплавы толщиной 0,8—1,5 мм сваривают без разделки кромок при зазоре между свариваемыми кромками от О до 1 мм. Металл толщиной 3—5 мм сваривают с У-образной разделкой кромок, равной 60—70 , с притуплением 1,5—2 мм и зазором 1,5—3 мм. Сварка внахлестку не рекомендуется из-за сложности удаления остатков флюса. Тавровые соединения различной длины допускаются при толщине свариваемого металла 1—3 мм. При сварке таврового соединения толщиной листа более 3 мм делают разделку кромок на вертикальной стенке под углом 60° при зазоре 0,5—1 мм и притуплении 1,5—2,5 мм.
[c.96]
Металл толщиной 3—5 мм сваривают с У-образной разделкой кромок, равной 60—70 , с притуплением 1,5—2 мм и зазором 1,5—3 мм. Сварка внахлестку не рекомендуется из-за сложности удаления остатков флюса. Тавровые соединения различной длины допускаются при толщине свариваемого металла 1—3 мм. При сварке таврового соединения толщиной листа более 3 мм делают разделку кромок на вертикальной стенке под углом 60° при зазоре 0,5—1 мм и притуплении 1,5—2,5 мм.
[c.96]
При выполнении стыковых соединений с зазором (рис. 23) от неравномерного нагрева свариваемых пластин по их ширине пластины изгибаются с раскрытием зазора. Остывание металла в зоне уже сваренного шва приводит к сближению и повороту пластин, стремящемуся закрыть зазор. Деформации изгиба появляются при сварке листов, стержней и оболочек и являются следствием несимметричного расположения швов относительно центра тяжести сечения, неодновременного выполнения симметрично расположенных швов или неодновременного заполнения разделки кромок валиками сварного шва. Неравномерные по толщине поперечные пластические деформации образуют угловое перемещение (рис. 24). Деформации полки тавровых соединений носят название грибовидность , эти деформации тем больше, чем больше толщина полки и катет сварного шва (рис. 25). Характерными являются деформации при сварке балочных конструкций, например продольного шва тавра (рис. 26). После окончания сварки возникает укорочение балки и изгиб тавра.
[c.40]
Неравномерные по толщине поперечные пластические деформации образуют угловое перемещение (рис. 24). Деформации полки тавровых соединений носят название грибовидность , эти деформации тем больше, чем больше толщина полки и катет сварного шва (рис. 25). Характерными являются деформации при сварке балочных конструкций, например продольного шва тавра (рис. 26). После окончания сварки возникает укорочение балки и изгиб тавра.
[c.40]
Предварительный изгиб свариваемых деталей. Этим приемом пользуются для предупреждения угловых деформаций при сварке стыковых и нахлесточных соединений. При сварке листов небольшой ширины с V-образной разделкой кромок их располагают не в одной плоскости, а под углом друг к другу таким образом, чтобы выступ был направлен в сторону, обратную ожидаемой деформации (рис. 2.5, а). Листы большой ширины- мож-но укладывать с предварительным изгибом свариваемых крбмок (рис. 2.5, б). [c.36]
Применяют различные виды соединений свариваемых частей. На рис. 11.2 показаны наиболее распространенные сварные соединения стыковые, внахлестку, тавровые и угловые. При толщине листов до 3 мм применяют стыковые соединения с отбортовкой, при толщине листов 3-8 мм производят сварку без разделки кромок, при толщине до 15 мм применяют V-образную разделку кромок, а при толщине свыше 15 мм — Х-образную разделку. Листы толщиной свыше 20 мм сваривают с применением чашеобразной простой или двусторонней разделки. Разделка кромок необходима для обеспечения полного провара по толщине. При соединении внахлестку величина перекрытия кромок листов должна быть равна 3-5-кратной толщине сварива-
[c.327]
На рис. 11.2 показаны наиболее распространенные сварные соединения стыковые, внахлестку, тавровые и угловые. При толщине листов до 3 мм применяют стыковые соединения с отбортовкой, при толщине листов 3-8 мм производят сварку без разделки кромок, при толщине до 15 мм применяют V-образную разделку кромок, а при толщине свыше 15 мм — Х-образную разделку. Листы толщиной свыше 20 мм сваривают с применением чашеобразной простой или двусторонней разделки. Разделка кромок необходима для обеспечения полного провара по толщине. При соединении внахлестку величина перекрытия кромок листов должна быть равна 3-5-кратной толщине сварива-
[c.327]
Во избежание сквозного проплавления сборку конструкций выполняют без присадочной проволоки, при этом сварной шов образуется за счет отбортованных кромок. Листовые конструкции толщиной 1,5—2 мм могут свариваться встык без разделки кромок с присадочной проволокой. Сборку и прихватку таких конструкций производят в специальных приспособлениях или кондукторах с целью предупреждения возникновения короблений и обеспечания точности оборки. Простейшее прижимное приспособление, применяемое для сборки и сварки тонкостенных листовых конструкций, состоит из двух уголков, скрепленных поперечными связями, двух верхних уголков, надетых своими прорезями на две неподвижные стойки, и двух откидных стоек для эксцентриков (рис. 47). Свариваемые листы заводят в щель между верхним и нижним уголками (стойки эксцентриков откинуты). После установки равномерного зазора по всей длине листа стойки поднимают в вертикальное положение и заводят в прорези в верхних уголках. Затем установленные листы закрепляют при помощи эксцентриков поворотом ручек. При сварке тонколистовых конструкций угол наклона горёлки к поверхности свариваемого металла меняется в пределах 20—30°. В случае получения прожогов угол уменьшают до 10—15° или применяют пламя меньшей мощности. При сварке листов толщиной 1,5—3 мм горелку перемещают вдоль стыка, производя зигзагообразные движения поперек шва. Пламя горелки направляют на конец присадочного прутка и после отделения каждой капли конец прутка несколько отводят, не выводя его совсем из зоны пламени.
Простейшее прижимное приспособление, применяемое для сборки и сварки тонкостенных листовых конструкций, состоит из двух уголков, скрепленных поперечными связями, двух верхних уголков, надетых своими прорезями на две неподвижные стойки, и двух откидных стоек для эксцентриков (рис. 47). Свариваемые листы заводят в щель между верхним и нижним уголками (стойки эксцентриков откинуты). После установки равномерного зазора по всей длине листа стойки поднимают в вертикальное положение и заводят в прорези в верхних уголках. Затем установленные листы закрепляют при помощи эксцентриков поворотом ручек. При сварке тонколистовых конструкций угол наклона горёлки к поверхности свариваемого металла меняется в пределах 20—30°. В случае получения прожогов угол уменьшают до 10—15° или применяют пламя меньшей мощности. При сварке листов толщиной 1,5—3 мм горелку перемещают вдоль стыка, производя зигзагообразные движения поперек шва. Пламя горелки направляют на конец присадочного прутка и после отделения каждой капли конец прутка несколько отводят, не выводя его совсем из зоны пламени. После перемещения ванночки конец прутка снова приближают к ядру пламени. Присадочный металл все
[c.109]
После перемещения ванночки конец прутка снова приближают к ядру пламени. Присадочный металл все
[c.109]
При сварке изделий толщиной до 6 мм разделку кромок не делают. В этом случае между кромками оставляют зазор величиной 3—4 мм и стык заваривают участками 30—50 мм за один проход, чтобы предотвратить растекание жидкого металла. С противоположной стороны места сварки подкладывают листовой асбест, графитную или медную пластину. При толщине свариваемого чугуна более 5 мм разделку производят под углом 90 (рис. 55). Для прочности сварного соединения ширина шва должна быть равной 3—4 толщинам свариваемого металла. Х-образную разделку под сварку применяют очень редко, так как разделка кромок с обратной стороны не всегда доступна. Газовая сварка чугуна производится с предварительным подогревом — общим или местным. Предварительный подогрев выполняют в печах конвейерного и муфельного типов, во временных нагревательных устройствах, а также в электропечах.
 При большом объеме сварочных работ или когда необходимо сварить детали, отличающиеся друг от друга по форме и размерам, нагревать детали можно следующим образом. Из кровельного железа изготавливают короб с таким расчетом, чтобы зазор между стенками короба и свариваемым изделием был не менее 150 мм. По всей площади пробивают отверстия для доступа воздуха. Свариваемое изделие укладывают в эту коробчатую печь, а все свободное пространство между стенками и изделием засыпают раскаленным древесным углем и закрывают листом асбеста. После прогрева детали приоткрывают лист и присту-
[c.128]
При большом объеме сварочных работ или когда необходимо сварить детали, отличающиеся друг от друга по форме и размерам, нагревать детали можно следующим образом. Из кровельного железа изготавливают короб с таким расчетом, чтобы зазор между стенками короба и свариваемым изделием был не менее 150 мм. По всей площади пробивают отверстия для доступа воздуха. Свариваемое изделие укладывают в эту коробчатую печь, а все свободное пространство между стенками и изделием засыпают раскаленным древесным углем и закрывают листом асбеста. После прогрева детали приоткрывают лист и присту-
[c.128]Практически целесообразно применять газовую сварку алюминия толщиной до 5 мм. Для удаления окислов алюминия из сварочной ванны, а также для облегчения разрушения окисной пленки на поверхности сварочной ванны и околошовной зоны применяют флюсы. Фтористые соединения, содержащиеся во флюсе, растворяют в расплавленном состоянии окись алюминия, а хлористые соли лития отнимают кислород у окиси алюминия. Все флюсы для сварки алюминия гигроскопичны, поэтому их хранят в герметически закрытых банках и открывают только перед употреблением. Наносят флюсы на свариваемые кромки и присадочную проволоку в виде порошка или пасты, приготовленной на воде или спирте. Ввиду большой активности флюса остатки его после сварки удаляют. с поверхности металла слабым 2%-ным раствором азотной кислоты с последующей промывкой в воде н просушкой. Алюминий толщиной до 1,5 мм предпочтительнее сваривать с отбортовкой без присадочного металла (высота отбортовки— 2—3 толщины свариваемого металла). Толщины до 5 мм сваривают встык без разделки кромок с зазором до 0,5 мм. При сварке толщин 5—15 мм производят У-образную разделку кромок, а при толщине свыше 15 мм — Х-образную с углом разделки 60—70 . Соединений внахлестку следует избегать, так как флюс, затекающий в зазор между листами, приводит к коррозии сварного соединения, что в процессе эксплуатации может вызвать разрушецие конструкции. Перед сваркой кром-
[c.
Все флюсы для сварки алюминия гигроскопичны, поэтому их хранят в герметически закрытых банках и открывают только перед употреблением. Наносят флюсы на свариваемые кромки и присадочную проволоку в виде порошка или пасты, приготовленной на воде или спирте. Ввиду большой активности флюса остатки его после сварки удаляют. с поверхности металла слабым 2%-ным раствором азотной кислоты с последующей промывкой в воде н просушкой. Алюминий толщиной до 1,5 мм предпочтительнее сваривать с отбортовкой без присадочного металла (высота отбортовки— 2—3 толщины свариваемого металла). Толщины до 5 мм сваривают встык без разделки кромок с зазором до 0,5 мм. При сварке толщин 5—15 мм производят У-образную разделку кромок, а при толщине свыше 15 мм — Х-образную с углом разделки 60—70 . Соединений внахлестку следует избегать, так как флюс, затекающий в зазор между листами, приводит к коррозии сварного соединения, что в процессе эксплуатации может вызвать разрушецие конструкции. Перед сваркой кром-
[c. 143]
143]
Стыковые соединения различают по виду предварительной подготовки кромок (рис. 152,а —лс). В зависимости от толщины свариваемого металла производят различную подготовку кромок, которая для ручной электродуговой сварки и автоматической сварки под слоем флюса регламентируется ГОСТами. При толЩипс металла до 3 мм применяют отбортовку без зазора (рис. 152,0). При толщине листов от 3 до 8 мм сваривают без подготовки кромок при зазоре до 2 мм (рис. 152,6, в). Для листов толщиной до 13—15 мм сваривают с односторонней У-образной разделкой кромок (рис. 152,г). При толщине листа больше 15 мм рекомендуется двусторонняя х-образная разделка кромок (рис. 152, д). Листы толщиной более 20 мм сваривают с чашеобразной разделкой кромок, которая может быть односторонней и двусторонней (рис. 152, е, зг). [c.336]
Листы меди (марок М1, М2, МЗ) толщиной до 8 мм свариваются без разделки кромок за одпн проход. Свариваемые листы укладываются плотно впритык на графитовую подкладку (фиг. 1). Сверху ложится полоса присадочного материала, а на нее укладывается полоса латуни (марки Л90), засыпается флюсом (желательно ОСЦ-45) и произволится сварка закрытой дугой угольным электродом. Раскислителем здесь
[c.559]
1). Сверху ложится полоса присадочного материала, а на нее укладывается полоса латуни (марки Л90), засыпается флюсом (желательно ОСЦ-45) и произволится сварка закрытой дугой угольным электродом. Раскислителем здесь
[c.559]
Толпина листов, мм Стыковые соединения, свариваемые вез разделки кромок Стыковые соединения, свариваемые с разделкой кромок [c.110]
Крупногабаритные опорные плиты под технологическое оборудование из толстолистового металла сваривают на стеллажах. Сварку ведут двухсторонними швами с V- и Х-образной разделкой в зависимостп от толщины свариваемых листов (рис. 170). В ряде случаев плиты сваривают без разделки кромок на повышенном токе с глубоким проплавлением кромок. Сваривае- [c.458]
Прн сварке наклонным электродом образование подреза ограничивает возможность получения шва с катетом более 6 мм. В этом случае необходимо особенно точно направлять э.чектрод в разделку кромок. Для обеспечения провара при различной толщине свариваемых элементов сварка может выполняться в несимметричную лодочку или несимметрично наклонным электродом. Для предупреждения подреза при сварке наклонны.м электродом его смещают как показано на рис. Х.11, б и в. Последовательность сварки. многопроходных швов указана на рис. Х.11, г. В нахлесточных соединениях при толщине верхнего листа до 8 мм сварку можно вести вертикальным электродом с оплавлением верхней кромки (рис Х.П.д). Угловые соединения можно сваривать вертикальным электродом с медной подкладкой (рис. Х.П.е).
[c.299]
Для предупреждения подреза при сварке наклонны.м электродом его смещают как показано на рис. Х.11, б и в. Последовательность сварки. многопроходных швов указана на рис. Х.11, г. В нахлесточных соединениях при толщине верхнего листа до 8 мм сварку можно вести вертикальным электродом с оплавлением верхней кромки (рис Х.П.д). Угловые соединения можно сваривать вертикальным электродом с медной подкладкой (рис. Х.П.е).
[c.299]
Сварка газовым теплоносителем — способ, при котором тепло на свариваемые поверхности подается нагретой струей газа. Сварка газовым теплоносителем может выполняться с присадочным материалом и без него. Присадочный материал при сварке листов может быть в виде прутка круглого (0 2—6 мм) или другого сечения, а при сварке пленок — в виде ленты шириной 10—15 мм. Присадочный материал обычно содержит 3—10% пластификатора. Жесткие пластики толщиной менее 2 мм могут свариваться без разделки кромок и без зазора. Большие толщины свариваются с разделкой кромок, угол раскрытия которых составляет обычно 45—70°, зазор — 0,5—1,5 мм (рис. ХУП1.1).
[c.423]
ХУП1.1).
[c.423]
При сварке стыковых швов, собранных с зазором, или разделкой кромок и угловых швов ролики ходового механизма, которые уста-вавливаются вместо бегунков 9, двигаются по разделке шва или по углу, образованному свариваемыми листами, и, таким образом, автоматически направляют весь трактор по шву. Настройка конца электрода относительно копирующих [c.241]
Дуговая сварка. Дуговая сварка относится к сварке плавлением. При этом виде сварки плавление основного и присадочного металла осуществляется электрической дугой, горящей между электродом и свариваемым металлом. Расплавленный основной и присадочный металл (электрод или проволока) образуют сварочную ванну, в результате кристаллизации металла сварочной ванны образуется сварной шов. Для получения полного сплавлеш1я свариваемых кромок, когда толщину свариваемых листов нельзя проплавить за один проход, кромки перед сборкой под сварку скашивают, т. е. делают разделку (скос кромок). [c.7]
[c.7]
Как подготовить кромки под электрошлаковую сварку
Как и при любом другом способе сварки подготовка кромок при электрошлаковой сварке сводится к приданию им нужной формы и обработке их до требуемой чистоты. При этом же способе сварки отпадает необходимость в скосе свариваемых кромок, поэтому кромки металла разделываются под одним и тем же углом по всей его толщине; в большинстве случаев под углом 90°.
Точность угла разделки кромок при электрошлаковой сварке не имеет такого значения, как при дуговой сварке. Все же сумма отклонений его на обеих кромках соединения не должна превышать допустимых отклонений ширины зазора между свариваемыми кромками.
Поэтому разделку кромок нужно выполнять так, чтобы ширина зазора по толщине свариваемого металла изменялась не более чем на 4,0 мм. В противном случае создается заметная разница в количестве жидкого металла по толщине свариваемых деталей, а следовательно, и разогреве их, что в процессе кристаллизации металла шва и последующего охлаждения сварного соединения приведет к возникновению заметной угловой деформации сваренного изделия. Обычно угол разделки кромок под электрошлаковую сварку стараются выдержать в пределах 90°±30.
Обычно угол разделки кромок под электрошлаковую сварку стараются выдержать в пределах 90°±30.
Менее жестки при электрошлаковой сварке и требования к качеству обработки свариваемых кромок.
Обусловлено это тем, что электрошлаковая сварка выполняется, как правило, с довольно глубоким проплавлением кромок, при котором непровары исключаются даже в том случае, если на кромках имеются впадины или местные углубления до 4—6 мм, а также выступы, не превышающие 3—4 мм.
Лишь при сварке высокоуглеродистых и некоторых марок легированных сталей, когда для снижения содержания в металле шва углерода и тех легирующих примесей, которые способствуют образованию в нем трещин, необходимо уменьшать проплавление свариваемого металла, к чистоте подготовки кромок предъявляются более жесткие требования.
Поэтому основным способом подготовки кромок под электрошлаковую сварку является машинная газовая резка. С помощью хорошо налаженной газорезательной аппаратуры можно обеспечить допустимую для электрошлаковой сварки чистоту кромок на металле толщиной до 400 мм.
Свариваемые кромки на металле толщиной более 400мм можно подготовить только механической обработкой. В ряде случаев кромки и на более тонком металле подвергают механической обработке, например при электрошлаковой сварке различных специальных сталей (особенно сталей, склонных к подкладке и хрупкому разрушению).
Если кромки на таких сталях подготовить газовой резкой, то на них образуются неровности, которые окажутся концентраторами напряжений и вместе с появившейся от резки подкаленной прослойкой могут привести к возникновению трещин.
В процессе сварки эти трещины настолько увеличиваются, что остаются непереплавленными и разрушают сварное соединение при его охлаждении. Кромки в кольцевых швах и других сложных соединениях также подготовляют механической обработкой. При сварке поковок или отливок механическим путем обрабатываются также участки, по которым должны перемещаться скользящие формирующие приспособления.
Сборка соединений под электрошлаковую сварку отличается от сборки их под обычную дуговую сварку. Основное отличие состоит в том, что при сборке под электрошлаковую сварку нельзя применять прихватки, перекрывающие зазор между свариваемыми кромками; он должен оставаться свободным для прохода мундштуков сварочного аппарата. Поэтому собираемое соединение приходится фиксировать с помощью специальных сборных устройств или закрепляющих приспособлений.
Основное отличие состоит в том, что при сборке под электрошлаковую сварку нельзя применять прихватки, перекрывающие зазор между свариваемыми кромками; он должен оставаться свободным для прохода мундштуков сварочного аппарата. Поэтому собираемое соединение приходится фиксировать с помощью специальных сборных устройств или закрепляющих приспособлений.
В настоящее время наиболее распространена сборка с помощью закрепляющих приспособлений в виде скоб, привариваемых с тыльной стороны стыка. Скобы должны иметь вырез, в котором свободно проходило бы применяемое формирующее приспособление.
Но для надежной фиксации собранного соединения скобы должны быть достаточно жесткими. Иногда жесткость скоб становится настолько большой, что вызывает угловые деформации в свариваемом соединении.
Чтобы предупредить эти деформации, с Лицевой стороны стыка можно устанавливать закрепляющие пластины. Их приваривают так, чтобы легко можно было сбить при приближении к ним аппарата. Такие пластины часто устанавливают также при сборке толстостенных кольцевых и других соединений, которые в собранном виде нужно переносить в другое место (например, со сборочной площадки на сварочный стенд).
Применение скоб, устанавливаемых на лицевой стороне стыка, приемлемо только при сварке металла больших толщин, когда скорость сварки невелика. Поэтому для предотвращения угловых деформаций соединения под электрошлаковую сварку лучше всего собирать в сборочно-сварочных устройствах с фиксацией свариваемых деталей специальными зажимами.
При сборке под электрошлаковую сварку необходимо выдерживать заданный зазор между свариваемыми кромками и не превышать допускаемое смещение кромок в плоскости сварки.
Зазор между свариваемыми кромками настолько велик, что его необходимо учитывать при расчете размеров изготовляемой конструкций. В процессе сварки зазор между свариваемыми кромками изменяется, и следует различать расчетный и сборочный зазоры.
Расчетный зазор представляет собой разницу между размером изготовляемой конструкции и суммой размеров составляющих ее свариваемых деталей. Расчетным этот зазор называется потому, что именно его учитывают при расчете размеров изготовляемой конструкции.
Сборочным называется зазор, с которым соединение собирается под сварку. Этот зазор зависит от характера деформации свариваемых изделий в процессе сварки и определяется на основании опыта Сварки аналогичных конструкций или по данным сварки специальных образцов.
В процессе электрошлаковой сварки зазор между свариваемыми кромками изменяется неодинаково по длине стыка. Поэтому для получения одинаковой ширины расчетного зазора сборочный зазор должен иметь различную величину.
В большинстве случаев зазор увеличивается кверху. Если соединение невозможно собрать с переменным зазором, приходится выдерживать необходимый расчетный зазор с помощью других мер. В жестких соединениях, где возникают деформации, вызывающие сужение зазора по всей длине стыка, в зазор на верхнем конце стыка устанавливают специальную прокладку, которую при приближении к ней сварочного аппарата удаляют газовой резкой.
В соединениях средней жесткости (например, при выполнении продольных швов цилиндрических изделий) зазор наиболее сужается к середине стыка. В этих случаях прокладку следует устанавливать на середине стыка.
В этих случаях прокладку следует устанавливать на середине стыка.
Электрошлаковым способом в большинстве случаев сваривают настолько толстый металл, что его нельзя выравнивать в процессе сборки. Поэтому, если в поступивших на сборку деталях имеются искривления, их стараются распределить так, чтобы получить возможно меньшее смещение кромок.
При современной конструкции формирующих приспособлений электрошлаковую сварку можно выполнять при смещении кромок до 8 мм. Однако такое смещение кромок усложняет сварку. В производственных условиях допускается смещение кромок не более 3 мм и лишь в крайних случаях — до 5—6 мм.
Приготовьтесь к сварке с пазами!
Возможно, вы знаете, что такое сварка, но знаете ли вы, что такое сварка с разделкой кромок и как читать символы?
Сварка с разделкой кромок — это особый способ соединения двух деталей или создания стыка. Поскольку существует множество типов сварных швов с разделкой кромок, каждому нужен свой собственный символ. Символ дает всю информацию, необходимую для создания правильного и точного сварного шва.
Символ дает всю информацию, необходимую для создания правильного и точного сварного шва.
Эта статья начнется с обсуждения сварных соединений и обозначений в целом.Затем мы более подробно расскажем о сварке с разделкой кромок и соединениях. После этого мы обсудим, как понимать и интерпретировать определенные обозначения сварных швов с разделкой кромок. Короче говоря, вы обязательно покинете эту статью, получив гораздо больше знаний о сварных швах с разделкой кромок, чем раньше! Итак, приступим к делу!
Совок по сварным соединениям
Прежде чем обсуждать сварку с разделкой кромок, давайте лучше разберемся, что такое сварные соединения и как они выполняются.
Определение сварного соединения — это кромка или точка, в которой два (или более) куска пластика или металла соединяются вместе.Эти кусочки пластика или металла обычно называют «заготовками». Заготовки свариваются вместе, исходя из конкретной цели или геометрии, индивидуальной для каждого проекта. По данным Американского общества сварщиков (AWS), на самом деле существует пять типов. Мы кратко их рассмотрим, прежде чем перейдем к действительно хорошим материалам.
По данным Американского общества сварщиков (AWS), на самом деле существует пять типов. Мы кратко их рассмотрим, прежде чем перейдем к действительно хорошим материалам.
- Стыковые соединения: две детали соединяются в одной плоскости. Большинство сварных швов с разделкой кромок происходит на стыковых соединениях. Есть несколько подкатегорий стыковых соединений, о которых мы поговорим чуть позже.
- Угловые соединения: Сварка выполняется на внешней кромке (обычно металлической) заготовки. Они всегда будут соединяться под прямым углом и образовывать L. Другой тип шва с разделкой кромок.
- Торцевые соединения: Заготовки привариваются к одной кромке, устанавливаются бок о бок. Обычно в месте, где необходимо прикрепить соседние детали, и с отбортовкой (ободом) краев. Другой вид шва с разделкой кромок.
- Соединения внахлест: сварка двух перекрывающихся деталей разной толщины. Тип углового шва.
- Тройники: две детали (обычно металлические), сваренные между собой перпендикулярно. Другой вид углового шва.
 Другой вид углового шва.
Другой вид углового шва.Итак,
Что такое канавочная сварка?Официально сварной шов с разделкой кромок называется сварной шов, который заполняет зазор и соединяет две детали. Как мы вкратце рассмотрели, сварные швы с разделкой кромок могут выполняться на поверхности детали, между поверхностями двух деталей, между краями двух деталей или между поверхностями и краями двух деталей.
Вот что сбивает с толку … сварная канавка — это на самом деле канал, а не весь сварной шов! Канал создается либо на поверхности детали, либо в виде отверстия между элементами соединения, по которому проходит металл сварного шва.
Название «сварной шов с разделкой кромок» происходит от способа первоначального образования канавки между краями двух материалов.
Еще одна важная вещь, которую необходимо знать, — это разница между сварными швами с разделкой кромок и угловыми швами. Хотя у них много общего, это не одно и то же.Угловые швы имеют треугольное поперечное сечение, соединяющее две заготовки под прямым углом (внахлестку, угол и тройник).
Groovy? Перейдем к конкретным категориям.
Категории сварных швов с разделкой кромок : одиночные / двойные и полные / частичныеПрежде чем двигаться дальше, следует отметить, что существуют также две разные категории сварных швов с разделкой кромок — одиночные или двойные и полные (CJP) или частичные (PJP). ) совместное проникновение.
- Одинарные и двойные: сварные швы с одной канавкой выполняются только на одной стороне соединения.Они известны только по названию (фаска, V-образная канавка и т. Д.). Сварные швы с двойной канавкой есть на обоих и обычно имеют двойное название (двойная фаска, двойная V-образная канавка и т. Д.).
- CJP против PJP: при сварке CJP зазор между двумя деталями полностью заполняется. Если не указано иное, все сварные швы с одной канавкой относятся к категории CJP. Напротив, сварной шов PJP имеет только частично заполненный зазор. К сожалению, сварные швы CJP также являются самыми дорогими.
Как мы уже говорили, при рассмотрении плана конструкции сварного шва вместо письменных указаний присутствуют символы.Крайне важно, чтобы каждый сварщик понимал, как читать символы сварных швов. Начнем с основ.
Общая структура
обозначений сварных швов Как правило, как на производственных, так и на инженерных чертежах большинство сварщиков и проектировщиков используют специальные сокращенные обозначения сварных швов. Эти символы описывают различную информацию о сварном шве — тип, размер, обработку и детали отделки.
Сами символы взяты из ANSI (Американский национальный институт стандартов) и AWS (Американское общество сварки).Они используются повсеместно, поэтому важно их запомнить или хотя бы иметь копию для справки.
Структура каждого символа начинается с горизонтальной линии, называемой опорной линией. Он функционирует как якорь для других символов сварки, которые прикрепляются к любому концу. Конструктор помещает конкретные инструкции для сварки по обе стороны от контрольной линии (вверху или внизу).
В конце контрольной линии находится стрелка. Стрелка показывает, к какому стыку нужно приварить.Кроме того, он может перемещаться вверх и вправо, вниз и влево или в различных других комбинациях.
Каждая позиция сварки имеет свой собственный символ, который является основным по своей природе. Обозначение сварного шва находится на контрольной линии, обычно прямо по центру. Это крошечный рисунок, который выглядит как поперечное сечение сварного шва, только проще.
Итак, у нас есть линии, стрелки и символы. Как, черт возьми, вы все это читаете и интерпретируете?
Этапы считывания символов сварных швов с разделкой кромок- Определите тип и подготовку соединения. Сюда входит одинарный или двойной шов, а также тип шва с разделкой кромок (обсуждается ниже). Для этого поищите в стрелке пробежку или обрыв. Если он есть, он будет указывать на сторону, которую необходимо подготовить. Если он прямой, это будет сварной шов с двойной канавкой.
- Определить раскрытие корня. Это внутри символа, обозначающего тип шва с разделкой кромок. Если размер не указан или стоит «0», то между деталями не должно быть зазора. Следует заранее определить корневое отверстие.
- Определите радиус впадины и размеры поверхности впадины (только для сварных швов с U-образной канавкой и J-образной канавкой). Показано одним из двух способов — чертеж поперечного сечения с указанием размеров или примечаний, нанесенных на хвосте для ссылки на другой документ. Корневую грань иногда называют «землей».
- Определите угол канавки. Показано выше или ниже корневого размера, показанного в градусах.
- Определите глубину канавки. Показано слева от символа. Включает в себя весь паз.
- Определите размер сварного шва. Включает глубину канавки и любое дополнительное врезание корня. Он показан слева от символа и записан в скобках (PJP). Если номер не указан, размер сварного шва не должен быть меньше глубины канавки (CJP).
- Определить чистовой контур. Есть три варианта: плоский / заподлицо, выпуклый и вогнутый. У каждого свой символ.
- Определить метод отделки. Обратите внимание на следующие буквы.
- Стружка (C)
- Шлифовка (G)
- Ударная обработка (H)
- Обработка (M)
- Строгание (P)
- Прокатка (R)
- Unspecified (U)
So, as Как видите, символ сварки дает нам все, что нам нужно знать, прежде чем приступить к сварке. Однако каждый сварной шов с разделкой кромок также имеет свой уникальный символ, на который следует обращать внимание!
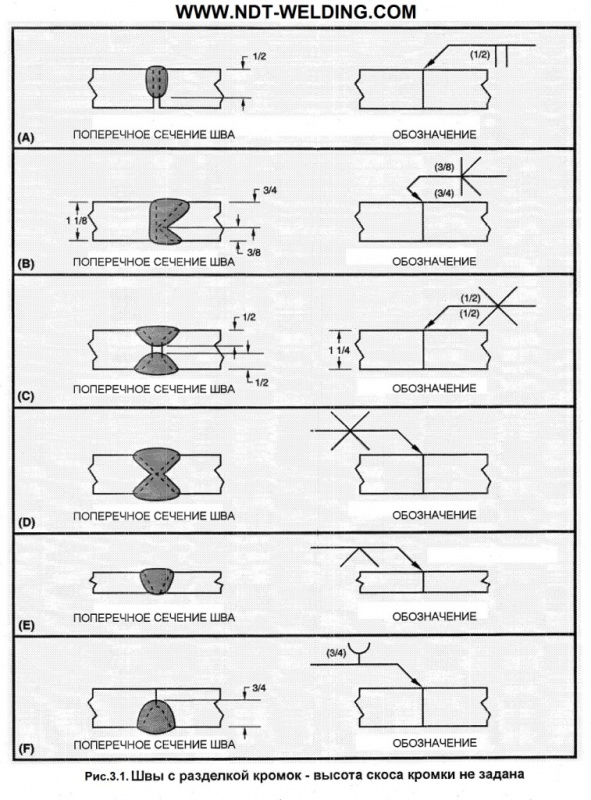
Специальные символы сварного шва с канавкой И на что обращать внимание- Квадратный шов с канавкой: Соединение под сварку встык.Две части параллельны друг другу и плоские. Символ представляет собой контрольную линию с двумя перпендикулярными линиями.
- Сварной шов с V-образной и двойной V-образной канавкой: Одинарный или двойной стыковой шов со скошенными краями с обеих сторон. Обозначение представляет собой контрольную линию с V.
- Сварной шов с развальцовкой и V-образной канавкой: Одиночный стыковой шов, соединяющий вместе две изогнутые или круглые детали. Символ представляет собой контрольную линию с перпендикулярной линией и изогнутой линией, которые начинаются в одном месте.
- Фаска и двойная фаска Канавка Сварные швы: Одинарный или двойной стыковой шов с одной или двумя скошенными кромками.Обозначение представляет собой контрольную линию с расположенным под углом V вверху для фаски и одним вверху и внизу для двойного фаски (K).
- Сварной шов со скосом и канавкой с развальцовкой: Одиночный стыковой сварной шов, который соединяет изогнутую или круглую деталь с плоской деталью. Символ представляет собой контрольную линию с перпендикулярной линией и изогнутой линией, которые начинаются близко друг к другу. Перпендикулярная линия всегда находится слева, независимо от ориентации сварного шва.
- J- и двойной J-образный сварной шов: Одинарный стыковой сварной шов, при котором одна кромка выглядит как J, а другая — квадратная.Символ представляет собой контрольную линию с перпендикулярной линией и изогнутой линией сверху вправо или влево.
- П-образный и двойной U-образный шов с разделкой кромок: Одинарный или двойной стыковой сварной шов, при котором обе кромки имеют вид U (или вогнутые) или два U-образных. Обозначение представляет собой контрольную линию с перпендикулярной линией и двумя изогнутыми линиями сверху (Y) для U-образной канавки. Двойной U-образный паз такой же, но со второй Y внизу.
Кроме того, есть также два общих дополнительных символа, которые могут добавить проектировщики.Оба показывают проплавление при сварке с одной канавкой. Эти символы представляют собой опорную планку и сквозное соединение.
Например, если есть символ сквозного плавления, мы должны использовать сварочный металл на задней стороне соединения, чтобы укрепить основание. Слева указана высота армирования, которая находится напротив основного обозначения сварного шва на контрольной линии.
И наоборот, если на контрольной линии есть символ опорной полосы, следует использовать опорную пластину для полного проникновения в стык.Кроме того, если внутри символа стоит буква «R», полоску следует удалить после завершения сварки. Поскольку этот символ сварного шва с канавкой похож по форме на символы пазового или электрозащитного шва, всегда ищите контекст.
Подготовка к сварке с разделкой кромок
И последнее, что нужно обсудить, особенно в отношении сварки с разделкой кромок, — это правильная подготовка деталей перед началом физической сварки. Мы делаем это исключительно для того, чтобы гарантировать максимально прочный сварной шов. Стыковые соединения, в которых происходит большая часть сварки с разделкой кромок, обычно требуют наименьшей подготовки, но все же необходимы.В конечном итоге хорошая подготовка к сварке с разделкой кромок экономит время, деньги и нервы сварщиков.
Сварщики используют пять распространенных методов подготовки кромок пластин, каждая из которых имеет свои преимущества.
- Кислородно-ацетиленовая резка (например, газокислородная резка и сварка) — чаще всего используется для стали.
- Обработка — часто используется для сварных соединений с J- и U-образной канавкой. Подходит для массового производства.
- Скола — лучше всего для литых деталей.
- Шлифование — для небольших участков.
- Воздушная резка / строжка угольной дугой — чаще всего используется для углеродистой стали, чугуна и нержавеющей стали.
Кроме того, если заготовки из разных материалов, сварщики могут использовать смазку маслом. Нанесение масла — это тип поверхностной сварки, позволяющий сделать детали более совместимыми. Каждый конец покрыт переходным материалом, затем сварной шов продвигается вперед.
Никогда не забывайте о безопасности
Прежде чем мы уйдем, напомним основные меры безопасности при сварке. Всегда есть время убедиться, что вы носите подходящие средства индивидуальной защиты!
- ВСЕГДА надевайте защитную маску, соответствующую OSHA, чтобы защитить глаза от ожогов и попадания мусора.
- Наденьте негорючую рубашку с длинными рукавами, чтобы защитить руки от ожогов.
- Используйте сварочные перчатки, чтобы защитить руки от порезов и ожогов.
- Не забудьте надеть обувь с закрытым носком, чтобы защитить ноги от травм.
- ВСЕГДА используйте средства защиты органов слуха.
- НИКОГДА не приваривайте предметы, на которых есть очиститель тормозов. В сочетании с ультрафиолетовым (УФ) светом он создает газ фосген. Он очень токсичен.
Кроме того, всегда будьте бдительны в отношении потенциального риска пожара или поражения электрическим током.Хотя вы можете чувствовать себя в безопасности, особенно если вы давно занимаетесь сваркой, это все же опасно!
В заключение…Прежде всего, сварные швы с разделкой кромок являются важной частью создания стыковых соединений. Однако для их создания требуется умение читать и понимать символы сварных швов. Это может показаться чрезвычайно трудным, если вы не делали этого раньше. Надеюсь, теперь вы понимаете процесс и почему это важно, и готовы приступить к работе! И помните, сварные швы с разделкой кромок получаются «резкими»! Увидимся в следующий раз!
Связанные9 основных шагов по считыванию символов сварки для швов с разделкой кромок
Чтение сварочных символов очень важно на нескольких уровнях организации.Сварщик должен уметь интерпретировать символы сварки, чтобы быть уверенным, что он выполняет правильный тип сварного шва, правильно подготавливает соединение, размещает сварной шов в нужном месте, в правильной последовательности, в правильном размере и т. Д. Инженеру-конструктору требуется знать символы, чтобы четко сообщить об этом сварщикам и контролерам. Это необходимо знать менеджеру проекта при подаче заявки на вакансию. Символы сварки сообщают ему или ей точное количество требуемого металла сварного шва, которое, в свою очередь, можно использовать для оценки общего количества присадочного металла, необходимого для каждой детали или работы.
Если вы не читали «9 основных шагов по считыванию символов сварки», возможно, стоит взглянуть, прежде чем продолжить эту публикацию. В «9 основных шагах к чтению символов сварки» основное внимание уделяется угловым сварным швам, но рассматриваются основы символа сварки (стрелка, контрольная линия и расположение сварных швов), которые здесь не рассматриваются.
В отличие от угловых швов, для которых нет изменений, существует множество различных типов сварных швов с разделкой кромок. Они определяются геометрией соединения. Следующие 8 шагов упростят интерпретацию обозначений сварки для швов с разделкой кромок.
1. Определите тип стыка и необходимую подготовку стыка.
Американское сварочное общество в своей публикации AWS A2.4: 2007 — Стандартные символы для сварки, пайки и неразрушающего контроля (текущая версия — AWS A2.4: 2012) предоставляет различные типы соединений с пазами, которые могут быть одиночными или одиночными. двойной. Одинарный — только с одной стороны сустава, а двойной — с обеих сторон сустава. Обозначения сварки для различных соединений с канавкой:
• Квадратная канавка
• Шарф
• V-образная канавка
• Угловая канавка
• J-образная канавка
• U-образная канавка
• Развальцованная V-образная канавка
• Коническая канавка с развальцовкой
Обозначения сварных швов с разделкой кромок
Обозначения сварных швов с разделкой кромок будут располагаться на контрольных линиях так же, как символы угловых швов, как показано ниже.
Обозначения сварных швов с разделкой кромок помещаются на контрольную линию аналогично обозначениям угловых сварных швов
2. Определите корневое отверстие.
Корневое отверстие будет показано внутри символа типа канавки, как показано на изображении ниже. Это размер разделения между двумя частями. Если размер не указан, значит, между деталями нет зазора. Также приемлемо наличие «0».
На этой диаграмме требуется развальцовка со стороны стрелки с корневым отверстием (зазором) 1/16.
3. Определите угол канавки.
Угол канавки будет выше или ниже (в зависимости от того, со стороны ли стрелки или с другой стороны) корневого размера и будет выражаться в градусах.
Угол паза 60 градусов
4. Определите корневые радиусы и размеры корневой поверхности (только для сварных швов с J-образной канавкой и U-образной канавкой).
Эти размеры необходимо указать одним из двух способов:
A. С помощью чертежа поперечного сечения соединения с указанием размеров.
B. Примечания к хвостовой части символа сварки, как показано ниже, где SEC A-A ссылается на другой документ, содержащий подробную информацию о соединении.
Радиус соединения и размер торца (площадки) показаны на диаграмме, на которую указывает примечание на хвосте символа
Загрузите это руководство БЕСПЛАТНО
5. Определите глубину канавки.
Глубина подготовки канавки будет показана слева от символа сварного шва с канавкой.На схеме ниже показана канавка с глубиной подготовки стыка 3/8 дюйма.
Эти символы сварки показывают угол канавки 60 градусов и глубину 3/8.
6. Определите размер сварного шва.
Размер сварного шва представляет собой эффективную толщину сварного шва с разделкой кромок. Это включает в себя глубину канавки и дополнительное проникновение в корень. Размер сварного шва будет показан слева от символа канавки в скобках. Если в скобках нет числа, то размер сварного шва не должен быть меньше глубины канавки.
Символ сварки, показывающий глубину канавки и размер сварного шва.
7. Определите чистовой контур.
Как и в случае угловых швов, мы можем иметь три типа чистового контура.
A. Плоский / заподлицо
B. Выпуклый
C. Вогнутый
Они обозначены символами на изображениях, показанных ниже.
Есть три типа контуров для сварных швов
8. Определите метод отделки.
Символ сварки также может сказать вам, как должен быть получен контур.Например, требованием может быть плоский контур путем шлифовки. AWS A2.4: 2007 — Стандартные символы для сварки, пайки и неразрушающего контроля определяет методы чистовой обработки с 7-м «неуказанным методом»:
C — Выколотка
G — Шлифование
H — Молоток
M — Механическая обработка
P — Строгание
R — Вальцовка
U — Не указано
Эти обозначения появятся над (или под) символом контура, как показано ниже, где плоский контур достигается шлифованием.
Символ обозначает сварной шов с разделкой кромкой и гладкую поверхность, полученную шлифованием.
9. Определите сторону стыка, которую необходимо подготовить, если на чертеже требуется одиночный скос.
В случае скоса, J-образной канавки и развальцовки символ сварки сообщит вам, с какой стороны подготовить (скосить) «ломаную» стрелку, как показано ниже. Каждый раз, когда вы видите эту сломанную стрелку, вы знаете, что сторона, которую нужно подготовить, — это та сторона, на которую указывает стрелка.
Прерывистая стрелка указывает на сторону стыка, которую необходимо скошить.
Прочитав эти 9 простых шагов, вы уже знаете о сварочных символах больше, чем 95% специалистов в области сварки. Обучение чтению символов сварки может быть выполнено за пару часов, если вы придерживаетесь базовых правил, но может длиться до 20 часов, если вы будете предельно детализированы. Приведенная выше информация должна помочь вам, но не является исчерпывающей.
Вам нужно научиться свободно интерпретировать и писать символы сварки? Вы готовитесь к экзамену CWI или CWS? Вы хотите разработать тесты с символами сварки для своих сотрудников или студентов? Независимо от причин, по которым вы выучили символы сварки, учебное руководство по символам сварки поможет вам выучить этот язык легко и быстро.Узнайте больше об этом ресурсе, нажав здесь.
Источник: AWS A2.4: 2007 — Стандартные символы для сварки, пайки и неразрушающего контроля
Выбор правильного приводного ролика — ключ к плавной подаче проволоки
21 февраля 2017 г.
Формула успеха при использовании проводных процессов в полевых условиях начинается с выбора правильного оборудования и расходных материалов для работы. Это включает в себя выбор правильного типа и размера приводного ролика для используемой проволоки.Приводные ролики — важная часть системы подачи проволоки — неотъемлемая часть плавной и постоянной подачи проволоки. Использование правильного типа приводных роликов для выбранной проволоки может повлиять на производительность, качество и эффективность, а также помочь сэкономить время и деньги на устранение неисправностей и техническое обслуживание.
Операторы сварки нередко спрашивают: что вызывает у меня проблемы с подачей проволоки?
Плохая подача, скопление птиц, возгорание и засорение футеровки пистолета — это одни из проблем, с которыми могут столкнуться операторы сварки при сварке проволокой.Эти проблемы могут привести к дорогостоящим простоям, увеличению времени, затрачиваемому на очистку сварного шва из-за чрезмерного разбрызгивания, или даже к дефектам сварного шва.
Иногда эти проблемы возникают из-за использования приводных роликов неправильного типа или размера для работы или из-за неправильного натяжения приводных роликов.
Выбор подходящего ведущего ролика
Три типа приводных роликов, наиболее часто используемых для сварки проволокой, — это V-образная накатка, V-образная канавка и U-образная канавка.
с V-рифленой накаткой используются с газовой и самозащитной порошковой проволокой и порошковой проволокой, которые более мягкие из-за наличия флюса внутри и трубчатой конструкции.У этого типа приводного ролика есть зубья, которые врезаются в проволоку и помогают проталкивать ее через систему привода механизма подачи и кабель горелки. Приводные ролики с V-образной насечкой обычно не используются для сплошной проволоки и могут привести к отрыву стружки от проволоки. Эта стружка может забить лайнер и отрицательно повлиять на подачу проволоки.
Приводные ролики с V-образной канавкой обычно используются со сплошной проволокой. Дополнительный толчок, обеспечиваемый приводными роликами с V-образной накаткой, не требуется для сплошной проволоки, которая более жесткая и имеет тенденцию лучше проходить через гильзу.
Привод с U-образной канавкой Ролики предназначены для работы с алюминиевой проволокой или другими очень мягкими материалами. При использовании мягкой проволоки, такой как алюминий, важно не повредить поверхность проволоки, не деформировать или не затирать проволоку. Приводной ролик с U-образной канавкой помогает пропустить проволоку через лайнер, сохраняя при этом круглую форму проволоки.
Существует также четвертый, менее распространенный тип: ведущие ролики с U-образными зубьями. Они похожи на приводные ролики с V-образной насечкой тем, что имеют зубья для подачи мягкой проволоки.Приводные ролики с U-образными зубьями могут использоваться для подачи очень мягкой порошковой проволоки очень большого диаметра.
Правильный тип приводного ролика для конкретного применения зависит от того, какой тип проволоки используется. На этом изображении слева направо показаны ведущие ролики с V-образной насечкой, V-образной канавкой, U-образной канавкой и U-образным зубцом. Лучшие практики для успеха
Следование некоторым основным передовым методам может помочь предотвратить проблемы с подачей проволоки.
Наряду с выбором правильного типа приводного ролика также важно выбрать ведущий ролик, соответствующий размеру используемой проволоки.Слишком большой или слишком маленький приводной ролик для проволоки может привести к проблемам с подачей.
Кроме того, очень важна установка надлежащего натяжения приводных роликов. Приводные ролики предназначены для плавной подачи проволоки из катушки с проволокой в кабель горелки. Слишком сильное натяжение приводного ролика может деформировать проволоку, что может привести к нестабильности дуги или возгоранию. Слишком слабое натяжение также может стать проблемой и вызвать проскальзывание проволоки.
Чтобы установить правильное натяжение, сначала полностью ослабьте натяжение приводных роликов.Затем увеличьте натяжение, подавая проволоку в деревянный брусок, продолжая увеличивать натяжение на пол-оборота после проскальзывания проволоки. Убедитесь, что натяжение установлено правильно каждый раз при замене приводного ролика.
Большинство питателей теперь оснащены входной направляющей и / или промежуточной направляющей, которые помогают правильно направлять проволоку в приводные ролики. Эти направляющие предназначены для работы с проволокой различных размеров, поэтому убедитесь, что размер используемых направляющих соответствует размеру проволоки.
Наконец, периодическая очистка поверхности приводного ролика проволочной щеткой также может помочь поддерживать правильную подачу проволоки.
Помните, что ведущие ролики — важная часть плавной и стабильной подачи проволоки. Позаботьтесь о том, чтобы выбрать правильный стиль и размер приводного ролика и правильно его настроить, чтобы предотвратить плохую подачу проволоки и связанные с этим простои или расходы.
Мы не можем найти эту страницу
(* {{l10n_strings.REQUIRED_FIELD}})
{{l10n_strings.CREATE_NEW_COLLECTION}} *
{{l10n_strings.ADD_COLLECTION_DESCRIPTION}}
{{l10n_strings.COLLECTION_DESCRIPTION}} {{addToCollection.description.length}} / 500 {{l10n_strings.TAGS}} {{$ item}} {{l10n_strings.ПРОДУКТЫ}} {{l10n_strings.DRAG_TEXT}}{{l10n_strings.DRAG_TEXT_HELP}}
{{l10n_strings.LANGUAGE}} {{$ select.selected.display}}{{article.content_lang.display}}
{{l10n_strings.AUTHOR}}{{l10n_strings.AUTHOR_TOOLTIP_TEXT}}
{{$ select.selected.display}} {{l10n_strings.CREATE_AND_ADD_TO_COLLECTION_MODAL_BUTTON}} {{l10n_strings.CREATE_A_COLLECTION_ERROR}}Типовая подготовка канавок для дуговой сварки под флюсом (все размеры …
Контекст 1
… Морское морское машиностроение и судостроение в Арктике сталкиваются с серьезными проблемами при изготовлении платформ и судов, способных работать в суровых условиях Арктического региона.Существенная проблема — большие ледовые нагрузки от плавающего льда. Чтобы выдерживать высокие нагрузки, корпуса судов арктического плавания должны быть изготовлены из толстой высокопрочной стали (HSS). Современные конструкции и сосуды требуют толстосварных стальных листов с пределом текучести до 690 МПа. Более того, в настоящее время наблюдается тенденция к дальнейшему увеличению предела текучести сталей до 1000 МПа, хотя эти виды сталей пока еще не нашли широкого применения. Особого внимания требуют процессы сварки толстых листов, так как достижение заданных механических свойств сварного шва сопряжено с множеством проблем.Подвод тепла следует поддерживать на низком уровне, чтобы избежать больших деформаций, а сварной шов должен быть однородным и без дефектов. Процесс сварки под флюсом (SAW) позволяет получать высококачественные сварные швы, что делает его широко применяемым в судостроительной промышленности. Верфи обычно производят большие плоские панели путем односторонней сварки на автоматизированных линиях. Этот процесс предполагает использование нескольких источников тепла и электродов. Такой подход выгоден, так как позволяет избежать необходимости в устройствах для токарной обработки панелей, а также обеспечивает значительное повышение производительности [1, 2].Существует множество причин для увеличения скорости наплавки в процессе сварки. Сварка является одним из ключевых факторов, влияющих на стоимость и качество продукции, занимая значительную долю производственного времени и составляя примерно 10% от общей стоимости продукта [1]. Очевидно, что более высокая скорость наплавки оказывает прямое влияние на затраты из-за соразмерного увеличения скорости движения. Более того, увеличение скорости движения дает дополнительные преимущества, такие как снижение тепловложения, что приводит к меньшему количеству деформаций и лучшей микроструктуре сварного шва и ЗТВ.Стальные листы из быстрорежущей стали чувствительны к большому тепловложению, а производственные соображения требуют высоких скоростей наплавки для сокращения времени сварки. Все эти параметры имеют решающее значение для обеспечения удовлетворительных результатов испытаний по Шарпи, которые необходимы в судостроительной промышленности. Базовая форма многопроволочного процесса SAW — это двухпроводная или параллельная сварка SAW, при которой используются две проволоки относительно небольшого диаметра с одним источником питания и подающим устройством. Использование двух проволок увеличивает скорость наплавки на 20% по сравнению с однопроволочной сваркой под флюсом на постоянном токе без значительного увеличения тепловложения.Более высокая скорость осаждения является результатом большей плотности тока, которая достигается за счет подачи аналогичного тока на меньшую площадь поперечного сечения провода. Другими преимуществами двухпроволочной сварки являются превосходное проплавление и высокая скорость перемещения. Отрицательная SAW электрода постоянного тока (DCEN) может обеспечить увеличение скорости наплавки на 20-30%, но глубина проникновения настолько мала, что существует риск отсутствия плавления. Сварка переменным током обеспечивает золотую середину, обеспечивая более высокую скорость наплавки по сравнению со сваркой с положительной полярностью, но при этом большее проплавление по сравнению со сваркой с отрицательной полярностью.Еще один вариант — тандемная сварка — процесс, в котором используются две проволоки, каждая из которых имеет собственный источник питания и механизм подачи проволоки. Ведущая дуга обычно является положительным электродом постоянного тока (DCEP), а остаточная дуга — переменным током. Обе проволоки подаются в одну и ту же ванну с расплавом, что обеспечивает скорость наплавки более чем в два раза по сравнению с однопроволочной SAW. Также существует комбинация двойной и тандемной сварки. В этом процессе, известном как тандемно-сдвоенная сварка на ПАВ, используются два набора сдвоенных проводов и комбинация DCEP / AC или AC / AC для достижения максимально возможной скорости наплавки.Результат может привести к увеличению производительности до 40% по сравнению со стандартной двухпроволочной сваркой [3]. Для повышения производительности была разработана многопроволочная сварка под флюсом. Можно использовать до шести проводов вместе, каждый с собственным источником питания. Подводящий провод обычно имеет полярность постоянного тока +, а замыкающие провода — переменного тока. Процент увеличения скорости наплавки зависит от количества проводов, а также от их расположения. На рисунке 1 ниже сравнивается и проиллюстрирована скорость наплавки по току для различных модификаций SAW.В этой статье основное внимание уделяется процессу трехпроводной сварки под флюсом, поэтому эта модификация рассматривается более подробно. Использование трех проволок позволяет значительно увеличить производительность наплавки. По сравнению с обычным процессом SAW увеличение может составлять до 300%. Может быть достигнута скорость до 2,5 м / мин, что обеспечивает максимальную производительность наплавки 90 кг / ч. Диаметр провода может варьироваться от 1,6 до 8 мм, а токи обычно составляют от 2000 до 3000 А как для постоянного, так и переменного тока. Напряжение может достигать 30 — 42 В на провод [6]. Схема процесса SAW для трех проволок показана на рис.2. Типичное положение расположения проволоки, используемой для трех проволок, показано на рис. 3. Проволоки располагаются одна за другой в направлении сварки. Первый провод называется подводящим проводом, а остальные провода — вспомогательными проводами. Роли проволоки в сварке различаются. Подводящий провод плавит основной металл. Образовавшаяся сварочная ванна остается за первой дугой из-за высокой скорости. Остальные проволоки, идущие за первой, формируют сварной шов. Выводной провод из-за более низкого сопротивления проводит более высокий ток, чем другие провода [8].Размеры и углы, показанные на рис. 3, соответствуют рекомендациям [5]. При работе с другими параметрами и материалами следует пересчитать размеры. Есть определенные рекомендации, как правильно расположить и соединить провода для получения качественного шва. Два или более электрода должны быть подключены к отдельным источникам питания, чтобы избежать дуги. Чтобы предотвратить возникновение дуги из-за интерференции двух магнитных полей, окружающих два электрода, два тока должны быть в разных фазах.Чтобы решить эту проблему, источник питания настраивается таким образом, что при пике одного источника питания другой устанавливается на нулевой ток. SAW обычно ограничивается горизонтальным положением сварки, потому что флюс, покрывающий сварной шов, должен оставаться поверх сварного шва, а также из-за большого количества образующегося расплавленного металла сварного шва. Этот процесс позволяет заполнять большие площади канавок благодаря большому диаметру электрода. Во время подготовки канавок под сварку большую часть времени используется подложка, как показано на рис. 4. Целью исследования является разработка технологии сварки многопроволочной сваркой SAW (2–3 проволоки) для сварки плоских панелей толщиной 12 и 16 мм. высокопрочная судостроительная сталь АВ2.Механические и химические свойства стали AB2 приведены в таблицах 1 и 2. Уравнение 1 показывает углерод …
Контекст 2
… ограниченный горизонтальным положением сварки, поскольку флюс, покрывающий сварной шов, должен оставаться на вершина сварного шва и из-за большого количества полученного расплавленного металла шва. Этот процесс позволяет заполнять большие площади канавок благодаря большому диаметру электрода. Во время подготовки канавки под сварку большую часть времени используют подкладку, как показано на рис….
Когда выполняется полное проплавление швов с разделкой кромок с помощью подкладных стержней, иногда меня просят удалить их после сварки, а иногда мне говорят, что их можно оставить. Почему это?
Опорный стержень для сварного шва используется в основании сварного шва для поддержки расплавленного металла шва и, таким образом, облегчения получения полного проплавленного шва. Стальная опорная планка может быть размещена до завершения сварки с разделкой кромок прерывистыми / непрерывными угловыми швами или прихваточными швами.
В некоторых случаях от нас требуется удалить опорную планку, а в других — нет. Опорный стержень может считаться нежелательным и снимается по разным причинам, в том числе:
1) Повышение усталостной долговечности
Усталостная долговечность конструктивного или механического компонента, подвергающегося циклической нагрузке, снижается из-за любых неоднородностей в его геометрии. Любая выемка на поверхности или нарушение сплошности в геометрии конструкции может действовать как концентрация напряжений (или концентраторов напряжений) и уменьшать усталостную долговечность конструкций, подвергающихся циклическим нагрузкам (рассматривается в разделе «Динамически нагруженные конструкции» в CSA W59, раздел 12 [1]).Удалив опорный стержень и отшлифуя сварной шов заподлицо, концентрация напряжений, создаваемая опорным стержнем, удаляется. Концентрация напряжений, создаваемых несущей балкой и ее позиционирующими сварными швами, также может ухудшить устойчивость структурного соединения к ударной нагрузке. Решение об удалении опорных стержней, исходя из соображений усталостной долговечности, принимает инженер-проектировщик с учетом приложенной нагрузки, геометрии конструкции и ориентации сварного шва относительно нагрузки.
Влияние опорных стержней на усталостные характеристики сварных швов с разделкой кромок было продемонстрировано экспериментально и описано с помощью моделирования методом конечных элементов [2].Опорный стержень может сократить срок службы конструктивного элемента, создавая ненужную концентрацию напряжений и приводя к усталостной трещине, подобной той, которая показана на рисунке ниже. Трещины могут возникать на несущем стержне или в прерывистых угловых или прихваточных швах, используемых для их расположения до завершения шва с разделкой кромок.
Поскольку не все конструкции подвергаются значительным циклическим нагрузкам, концентрация напряжений, создаваемых опорным стержнем, может быть незначительной для конструкций, которые предназначены для поддержки статических (постоянных) нагрузок.По этой причине удаление опорного стержня для статически нагруженных конструкций может не потребоваться.
2) Улучшенная проверка
Когда стальная опорная планка удалена, часто путем строжки угольной дугой воздухом корень сварного шва может быть восстановлен повторной сваркой. Когда опорный стержень удален, корень сварного шва можно осмотреть визуально, чтобы убедиться в отсутствии проплавления или других дефектов сварки.
Если опорный стержень остается на месте, использование ультразвукового контроля корня шва затруднено из-за отражателя, создаваемого стыком между опорным стержнем и соединенными элементами.
Снижение качества контроля может привести к тому, что дефекты сварного шва останутся в сварном шве при его вводе в эксплуатацию, и это может снизить срок службы (усталостную долговечность) сварного соединения.
3) Повышенная коррозионная стойкость
Геометрия несущего стержня и щель между несущим стержнем соединяемыми компонентами могут быть проблематичными с точки зрения предотвращения коррозии. Если конструкция должна быть окрашена / покрыта после сварки, опорный стержень может вызвать сварку с разделкой кромок с опорным стержнем, что может привести к геометрии, которую трудно покрыть, или приведет к преждевременному разрушению покрытия и, таким образом, будет способствовать коррозии.Если компонент не покрыт покрытием, щель, созданная подложкой, может поддерживать среду, которая способствует коррозии. Потенциал коррозии и скорость определяются окружающей средой и задействованными материалами. Удалив опорную планку, можно улучшить покрытие сварного соединения и снизить вероятность локальной коррозии сварного шва.
Посмотрим правде в глаза, эстетика тоже может быть проблемой. Пятна покрытия на трещинах в покрытии на стержне основы могут быть проблемой для некоторых конструкций.
Список литературы
[1] CSA Group, «CSA W59 — 2018 — СВАРНАЯ СТАЛЬНАЯ КОНСТРУКЦИЯ (ДУГОВАЯ СВАРКА МЕТАЛЛА)
[2] БЕЙКЕР, К. А., КУЛАК, Г. Л., «Усталостная прочность канавочного сварного шва на стальной основе», Департамент гражданского строительства Университета Альберты, опубликовано в Canadian Journal of Civil Engineering, Vol. 11, 1984
Различные типы сварных швов в сварке — The Welding Master
В процессе сварки мы сталкиваемся с различными типами сварных швов.Иногда мы не можем понять конкретный тип сварного шва или вы знаете об этом очень мало. Но не волнуйтесь, прочитав эту статью, вы получите точное представление о каждом типе. В этой статье вы познакомитесь со всеми типами. И так, чего же ты ждешь? Давайте внимательно посмотрим….
Ниже приведены различные типы сварных швов:
- Угловой шов
- Пазовый сварной шов
- Щелевой шов
- Точечная сварка
- Шовный шов
- Заглушка
- Наплавка
Угловой шов используется для соединения двух металлических деталей под прямым или под углом. Угловой шов обычно известен как тройник или сварной шов внахлест.
- В тройнике две металлические детали соединяются под прямым углом друг к другу, а внахлестку две металлические детали накладываются друг на друга и привариваются по краям.
- Сварной шов, полученный при угловом сварном шве, имеет треугольную форму, которая может иметь выпуклые, вогнутые или плоские поверхности в зависимости от техники сварщика.
Угловой сварной шов используется для соединения фланцев с трубами и поперечного сечения инфраструктуры. Он также используется для сварки поперечного сечения, когда болты недостаточно прочны, чтобы удерживать его и легко изнашиваются.
2. Сварной шов с канавкой:Сварной шов с канавкой определяется как отверстие между двумя соединительными элементами, которое обеспечивает пространство для размещения металла. Швы с разделкой кромок — это наиболее часто используемые сварные швы после углового шва. Существует семь основных типов сварных швов с разделкой кромок:
- Сварка с квадратной канавкой
- Сварка с одним V-образным пазом
- Сварка с одним скосом с разделкой кромок
- Сварка с одной U-образной канавкой
- Сварка с одной J-образной канавкой
- Сварка с V-образной канавкой
- Сварной шов под углом
На следующем рисунке показаны все семь основных типов сварного шва с канавкой:
3.Наплавочный шов:Процесс наплавки металла на другой металл для получения желаемых свойств и размеров с помощью техники сварки называется наплавкой. А полученный шов называется наплавочным швом.
Почему мы выполняем наплавочную сварку
- Чтобы получить желаемые свойства основного металла: Предположим, у нас есть металл с меньшей износостойкостью, и мы хотим повысить его износостойкость, тогда мы берем металл с большей износостойкостью и делаем поверхность. сварка.Таким образом мы получаем желаемые свойства основного металла.
- Для наращивания сломанных поверхностей металлов: Иногда из-за износа поверхности металлических деталей ломаются или изнашиваются. Поэтому для наращивания сломанных или изношенных поверхностей мы используем поверхностную сварку.
Также читайте:
4. ЭлектрозаклепкаЭлектрозаклепка используется для соединения двух металлических деталей. Обычно он используется, если мы хотим соединить металл разной толщины.Эти типы сварного шва используются, когда нам нужно сварить внутри трубы. Форма электрозащитного шва — круглая.
5. Щелевой сварной шовВ основном, щелевой сварной шов соединяет одну поверхность металла с другой через удлиненную полость или отверстие. Эта полость или отверстие могут быть частично заполнены металлом сварного шва или могут быть открытыми с одного конца.
6. Сварка оплавлениемСварка оплавлением дает нам сварку оплавлением. При выполнении оплавления не используются присадочные металлы.Здесь сплавление происходит по всей прилегающей (прилегающей) поверхности. Здесь тепло генерируется за счет сопротивления току между поверхностями, а также прикладывается давление для генерации тепла. Этот вид сварки используется в железнодорожной отрасли.
7. Шовный шовШовный сварной шов — это непрерывный сварной шов, который получается между двумя перекрывающимися элементами соединения.