Угловой шов | Сварка металлов
При выполнении угловых швов наклонным электродом (рис. 30, а) жидкий металл под действием гравитационной силы стремится стекать на нижнюю плоскость. Поэтому выполнение этих швов лучше производить «в лодочку» (рис. 30, б) электродами, которые позволяют вести сварку опиранием покрытия на свариваемые кромки изделия.
Рис. 30. Положение и движения электрода при выполнении угловых швов
Сварка «в лодочку»
Сварка «в лодочку» угловых швов для листов толщиной до 14 мм возможна без скоса кромок (двусторонняя сварка) или с частичной разделкой кромок и увеличенным размером притупления. Зазор между свариваемыми элементами не должен превышать 10% толщины листа. Режимы сварки «в лодочку» с опиранием электрода даны в табл. 8.
Таблица 8. Режимы сварки угловых швов «в лодочку» с опиранием электрода
Толщина свариваемых листов, мм | Катет шва, мм | Диаметр электрода | Ток. А |
4-6 | 5 | 5 | 250-300 |
6-8 | 6 | 6 | 300-350 |
10- 14 | 8 | 8 | 480-560 |
Примечание. Максимальные значения тока должны уточняться по данным паспорта электродов.
Сварка наклонным электродом
Однако не всегда можно установить сварное изделие для сварки «в лодочку»; тогда угловые швы выполняют наклонным электродом. В этом случае возможен непровар корня шва и кромки нижнего листа. Тщательный прогрев кромок свариваемых частей достигается правильным движением электрода, который следует держать под углом 45 к поверхности листов и производить поперечные движения треугольником без задержек или с задержками в корне шва. В процессе сварки электрод следует наклонять то к одной, то к другой плоскости листов.
Угловые швы в нижнем положении с катетами до 10 мм выполняют сваркой в один слой электродами диаметром до 5 мм, иногда без поперечных движений.
Угловые швы без скоса кромок с катетами более 10 мм могут выполняться в один слой, но с поперечными движениями электрода треугольником, причем лучший провар корня шва обеспечивается с задержкой электрода в корне шва.
Швы со скосом кромок
Угловые швы с односторонним или двусторонним скосом кромок применяют при изготовлении особо ответственных изделий.
Скос кромок у стенки тавра делают под углом (50 ± 5)°. При толщине стенки до 4 мм шов со скосом кромки выполняют в один слой; при большей толщине сварка ведется в несколько слоев и проходов. При выполнении многослойных тавровых швов наклонным электродом швы обычно получаются с неравными катетами на полке и стенке. Поэтому при проектировании сварных изделий допускаются угловые швы с неравными катетами. Примерные режимы сварки тавровых соединений со скосом кромок даны в табл. 9.
Таблица 9. Примерные режимы ручной дуговой сварки угловых швов со скосом кромок
Тип шва | Толщина металла, мм | Число слоев или проходов | Диаметр электрода, | Ток, А |
Односторонний таврового или углового соединения, со скосом одной кромки под углом (45±2)° | 4 | 1 | 3-4 | 120-160 |
6 | 1 | 4-5 | 160-220 | |
8 | 1-2 | 4-5 | 160-220 | |
12 | 3-4 | 4-6 | 160-300 | |
20 | 6-8 | 4-6 | 160-300 | |
Двусторонний таврового или углового соединения, с двумя симметричными скосами одной кромки под углом (45±2)° каждого скоса | 10 | 2-4 | 4-6 | 160-320 |
20 | 4-6 | 4-6 | 160-360 | |
40 | 8- 16 | 4-6 | 160-360 | |
60 | 16-30 | 5-6 | 220-360 | |
80 | 30-40 | 5-6 | 220-360 |
Швы угловые — Сварка в лодочку
Угловые, тавровые и нахлесточные соединения сваривают угловыми швами в лодочку или в угол (рис. 7.4). При сварке в лодочку наплавляют за один проход швы большого сечения, в основном при вертикальном положении электрода. При сварке в угол наклон электрода изменяется в зависимости от того, где в данный момент горит дуга. Сварку швов с катетами более 8 мм ведут не менее чем в два слоя (рис. 7.5).Сварка угловых швов. Угловые швы выполняют при положении в лодочку или в угол (см. рис. 7.4). Сварку в лодочку проводят при симметричном или несимметричном расположении электрода. [c.219]
Сварка угловых швов может производиться вертикальным электродом при положении шва в лодочку (рис. 104, а) или наклонным электродом при нормальном положении шва (рис. 104,6). Сварка в лодочку требует кантовки изделия и минимального зазора. В один проход в лодочку можно сваривать угловые швы большего сечения. При сварке [c.162]
Угловые швы следует сваривать также в нижнем положении. Такой способ называется сваркой в лодочку (рис. 41). Если этого сделать нельзя, то применяют специальную технику манипулирования электродом (рис. 42). Дуга зажигается на нижнем листе на расстоянии от вершины угла большем на 3—4 мм катета будущего шва (положение электрода 1). Затем торец электрода занимает положения 2 я 3. Движение торца электрода показано на рис. 43. Дуга возбуждается в точке А. Угловые швы выполняются одно- или многослойными. При многослойной сварке первый слой накладывается электродами диаметром 2—3 мм. [c.116]
Мундштук головки с правильно-подающим механизмом может быть наклонен относительно вертикальной оси вперед на угол 45°, назад на 15°, вправо на 90° и влево па 90°, т. е. можно выполнять сварку углом вперед, углом назад, а также сваривать угловые швы, не ставя изделие в лодочку. [c.312]
В лодочку. Выполнять угловые швы наклонным электродом труднее, чем швы в лодочку, так как вследствие растекания жидких флюса и металла по горизонтальной плоскости образуются наплывы и подрезы. В связи с этим за один проход могут свариваться швы, имеющие катет не более 8—10 мм. Для предупреждения наплывов и подрезов рекомендуется предварительно вдоль всего шва насыпать флюсовой барьер — слой флюса высотой около 15 мм. В процессе сварки расплавляемый флюс находится между вертикальной стенкой свариваемого изделия и нерасплавленным флюсовым барьером и не может растекаться. Сварка наклонным электродом требует более точного ведения электрода вдоль линии щва, чем сварка в лодочку, а именно максимальное отклонение конца электрода от вершины шва не должно превышать 1 мм, а при сварке в лодочку оно колеблется от 1,5 до
При автоматической сварке под слоем флюса наложение швов особенно удобно по способу сварка в лодочку . Угловые швы в большинстве случаев применяются в связующих соединениях и расчету на прочность не подлежат. [c.43]
Выполнение угловых швов. Угловые швы применяют при сварке угловых, тавровых и нахлесточных соединений. Сварку угловых швов проводят в лодочку или наклонным электродом. [c.200]
Под флюсом могут свариваться стыковые, тавровые и нахлесточные соединения. Режимы сварки выбирают в зависимости от толщины меди по данным табл. 11 и 12. Напряжение дуги следует брать ниже, чем указано в таблице, чтобы уменьшить возможность отложения металла шва на латунную кромку и снизить потери цинка. Для правильного формирования шва сварочную проволоку нужно устанавливать так, как это показано на рис. 36. Угловые и нахлесточные швы выполняют при положении в лодочку . [c.87]
Угловые швы выполняют при положении в лодочку . Внешний вид угловых швов, выполненных угольным электродом, лучше, чем при сварке металлическим электродом. [c.106]
Сварка угловых швов в лодочку требует принятия специальных мер против вытекания металла в зазоры. Сварка может вестись при несколько больших величинах сварочного тока, чем в случае оварки наклонным электродом. Выполнять угловые швы с большим катетом в лодочку следует с применением многоэлектродной шланговой сварки.
Одним из основных условий технологичности сварных конструкций является доступность ее швов для автоматических процессов сварки. Все швы должны быть доступны сварке в нижнем положении и в лодочку с учетом возможности кантовки изделия при дуговой и газопламенной сварке либо в вертикальном положении при дуговой сварке с принудительным формированием шва и при электрошлаковой сварке. При выборе формы разделки кромок следует учитывать, что для сварки поворотных стыков удобна двухсторонняя Х-образная разделка, которая в этом случае значительно сокращает объем наплавляемого металла по сравнению с односторонней разделкой. Лишний наплавленный металл ухудшает качество конструкции и увеличивает трудоемкость ее изготовления. Себестоимость единицы массы наплавленного металла в 15…20 раз выше себестоимости единицы массы всей сварной конструкции. Увеличение катета углового шва лишь незначительно повышает его несущую способность, но резко увеличивает объем наплавленного металла. Например, если увеличить катет с 6 до 8 мм, то несущая способность шва увеличится в 1,3 раза, а объем наплавки возрастет в 1,8 раза. [c.365]
Сварку угловых, тавровых и нахлесточных соединений выполняют преимущественно с наклоном электрода при наличии кантователей и вращателей швы сваривают в лодочку (рис. 4.11). [c.303]
Сварку угловых соединений выполняют с наклоном электрода или в лодочку . При сварке без разделки кромок угол наклона электрода к полке должен составлять 40..,50°. В соединениях со скосом кромки электрод направляют в угол разделки. Швы с катетом более 8 мм сваривают в лодочку для улучшения формирования шва и повышения скорости сварки. [c.213]
Валиковые швы, применяемые в тавровых и нахлесточных соединениях, выполняют в лодочку (рис. 148, е, ж, I— электрод). Для предохранения металла от вытекания при сварке угловых швов применяют те же меры, что и в стыковых.
По основным принципам построения и принципам работы трактор ТС-17-М мало отличается от трактора ТС-17. В отличие от трактора ТС-17 трактором ТС-17-М можно производить сварку проволокой диаметром от 1,6 до 5 мм. Применение тонкой проволоки позволяет сваривать малокалиберные угловые швы, а также тонколистовые конструкции (2—3 мм). Кроме указанного преимущества, модернизированный трактор пригоден для сварки угловых швов в тавр, т. е. без установки в лодочку. [c.293]
Сварочный трактор ТС-17-М является портативным, легким переносным сварочным аппаратом универсального типа, предназначенным для сварки любых швов в нижнем положении а) стыковых швов с разделкой и без разделки б) угловых швов в лодочку и в тавр (наклонной сварочной проволокой) и в) нахлесточных швов. Швы могут быть прямолинейными и кольцевыми. Минимальный диаметр кольцевого шва внутри сосудов, который можно варить трактором, равен 1200 мм. Универсальность трактора достигается сменными бегунками тележки и большим углом поворота головки. Общий вид трактора, настроенного на сварку стыковых швов без разделки кромок, показан на фиг. 8. [c.293]
Сварка угловых швов выполняется при соединениях внахлестку и в тавр. Их сварку следует выполнять в нижнем положении таким образом, чтобы поверхность одного элемента являлась горизонтальной, а другого — вертикальной. Однако тавровые соединения удобнее и лучше сваривать при положении свариваемых плоскостей, называемом в лодочку . В этом случае наплавляемый металл будет укладываться в желоб, образуемый двумя свариваемыми поверхностями, легче всего избегать непроваров в вершине угла и подрезов на одном или обоих свариваемых элементах. За один проход обычно варят угловые швы (если не применяют технологию в лодочку ) с катетом до 8 мм. При больших катетах угловых швов сварку ведут в два слоя и более. [c.183]
Стыковые Х-образные швы сваривают наложением слоев с обеих сторон разделки в последовательности, указанной на рис. 28.9, б. При сварке нахлесточных, тавровых и угловых соединений валико-выми швами возникают трудности, связанные с возможностью получения брака в внде непровара вершины угла и наплывов металла по вертикальной плоскости. Поэтому такие соединения рекомендуется выполнять при положении в лодочку (рис. 28.9, в). В этом случае шов выполняют так же, как и при V-образной разделке стыкового шва. [c.267]
Угловые криволинейные швы деталей трубопроводов сваривают полуавтоматами в нижнем положении. Сварку ведут иа весу при положении шва в лодочку или наклоненным электродом. Зазор в соединениях не должен превышать 1 мм. Электрод во время сварки направляют вдоль оси шва. Криволинейные стыковые швы сваривают на профильных подкладках под флюсом пли чаще в среде защитных газов. [c.410]
Конструктивные элементы основных типов швов сварных соединений из углеродистых или низколегированных сталей, свариваемых автоматической или полуавтоматической сваркой под слоем флюса, приведены в табл. 284. Указанные в ней размеры на ширину швов являются рекомендуемыми. Величина катета к углового шва и диаметр точки точечного шва выбираются по наименьшей толщине свариваемых деталей. Швы тавровых и угловых соединений без скоса кромок можно выполнить как в положении в лодочку , так и в положении, указанном для ш в А-Т1, П-Т1, А-Т4, П-Т4, Ар-Т1, Пр-Т1, П-Т2, П-ТЗ, П-Т5, П-Т6 и П-Т7. Данные для швов Ар-Т8, Пр-Т8, А-Т10, П-ТЮ, Ар-ТИ и Пр-ТП относятся к случаю выполнения швов тавровых соединений со скосом кромок в лодочку . [c.511]
Обычно за один проход свариваются угловые швы с катетом до 8 мм (при по.тожении не в лодочку ). При большем катете угловых швов сварка выполняется в два и более слоев. [c.177]
При положении в лодочку практически можно сваривать угловые швы любого сечения Однако это положение облегчает вытекание расплавленного металла в зазоры. Сварка в симметричную лодочку (фиг. 27, а часто не обеспе- [c.225]
Сварку нужно стремиться выполнять в нижнем положении, так как при этом создаются наиболее благоприятные условия для получения швов хорошего качества. В этом положении расплавленный металл переносится в сварочную ванну, которая занимает горизонтальное положение, в направлении силы тяжести. При этом сварку в нижнем положении выполнять удобнее и легче наблюдать за процессом. Способ сварки в нижнем положении угловых швов называется сваркой в лодочку (рис. 32). Существуют различные способы сварки швов. Выбор их зависит от длины шва и толщины свариваемого металла. Условно принято швы длиной до 250 мм называть короткими, 250—1000 мм — средними, более 1000 мм — длинными. Для коротких швов рекомендуется способ сварки напроход (рис. 33,а), швов средней длины — сварка от середины к краям или обратноступенчатый способ (рис. 33,6, в), швов однопроходных стыковых соединений, первого слоя многопроходных швов и угловых швов — от середины к концам обратноступенчатым способом (рис. 33, г, д). Сварка обратноступенчатым способом при правильном выборе длины ступени является наиболее эффективной, так как уменьшает неодновременность выполнения однопроходного шва и поэтому приводит к меньшим остаточным деформациям. При сварке стыковых или угловых швов большого сечения шов накладывается несколькими слоями. При этом каждый слой средней и верхней части может быть получен за один, два и более проходов. При сварке толстого металла не рекомендуется делать каждый слой напроход , так как это может привести к значительным деформациям и появлению трещин в первых слоях. Для предотвращения образования трещин при сварке толстого металла накладывать слои следует на еще не остывшие предыдущие слои. Это достигается при сварке блочным (рис. 34,в) и каскадным методами (рис. 34,а). При блочном методе весь шов по длине делится на равные участки — блоки длиной около 1 м, каждый блок заваривает определенный сварщик. Свар- [c.91]
Сварка с глубоким проплавлением. В большинстве случаев для этой аели применяют электроды (с покрытием) увеличенной толщины, например электроды ЦМ-7с, у которых вес покрытия достигает 80% от веса стержня. Сварку ведут способом опирания краем обмазки на свариваемые кромки. Особенно удобно этим способом накладывать угловые швы при их расположении в лодочку . [c.89]
Универсальный двухдуговой сварочный трактор типа ДТС-24 предназначен для сварки в нижнем положении стыковых соединений с разделкой и без разделки кромок, угловых швов тавровых соединений в лодочку и угловых швов нахлесточных соединений. Трактор пригоден для сварки прямолинейных и кольцевы,х швов, а также для наплавки двумя дугами и трехфазной дугой. При изготовлении цилиндрических сосудов этим трактором можно сваривать продольные швы внутри сосудов диаметром более 850 мм, а снаружи диаметром более 800 мм и кольцевые швы в сосудах диаметром более 1200 мм и на сосудах — более 750 мм. Он также пригоден для сварки в лодочку угловых швов двутавровых балок с высотой не менее 540 м.ч и шириной полок не ме нее 200 мм. Он может быть использован как двухдуговая сварочная головка. Для этого необходимо снять ходовой механизм. [c.302]
Сварку на универсальных сварочных манипуляторах производят в нижнем положении с поворотом изделия. Автоматическим способом сваривают круговые швы при вращении изделия и неподвижном сварочном автомате. Установку и снятие изделия пропзводят при горизонтальном расположении планшайбы. В этом положении можно сваривать угловые швы. При наклоне планшайбы па 45° производят автоматическую сварку в лодочку круговых швов. При повороте плангпайбы па з гол до 90° сваривают стыковые швы на цилиндрических поверхностях. При повороте стола на 135 —180° гнвы, размещенные потолочно при первых трех положениях планшайбы, устанавливают в ноложение в лодочку . Этими же ноложениями планшайбы пользуются при полуавтоматической и ручной сварке. Сварочный аппарат устанавливают и закрепляют на специальной колонке с консолью. Примене-1ше манипулятора дает возможность повысить производительность сварочных работ за счет сокращения основного времени сваркп на 15—20% и сокращения времени вспомогательных операций в 1,5—2 раза. [c.434]
Сверху электродвигателя расположен поворотный кронштейн, для вращения которого служит червячный механизм. При повороте маховичка 2 червяк работает в паре с неподвижным червячным сектором 12, жестко закрепленным на корпусе электродвигателя это вызывает поворот всего кронштейна на угол до 45° [0,785 рад] от вертикали, что позволяет сваривать наклонным электродом угловые швы без установки изделия в лодочку . Кроме того, поворотным механизмом пользуются для ручной корректировки направления электрода по шву- На поворотном кронштейне укреплены два трехкнопочных пульта управления 6 и 5. Первый из них служит для управления самим трактором, а второй (дополнительный) используется для дистанционного управления механизмами сварочных стендов и манипуляторов. На кронштейне также размещается барабан для проволоки 4 и трехроликовый правильный механизм, который используется для правки проволоки диамером 3—5 мм.. При сварке тонкой проволокой диаметром 1,6—2 мм правки не требуется и в правйльный механизм вставляют специальную направляющую ггрубку- Ниже подающих роликов установлен токоподводящий мундштук 17. [c.140]
Однако не всегда можно усгановигь сварное изделие для сварки в лодочку тогда угловые швы выполняют наклонным электродом. В этом случае возможен непровар корня шва и кромки нижнего листа. Тщательный прогрев кромок свари- [c.44]
Двудуговой универсальный трактор ДТС-24 предназначен для сварки в лодочку угловых швов, а также стыковых и нахлесточных швов. Швы могут быть прямолинейными и кольцевыми. [c.188]
Однопроходная сварка угловых соединений в нижнем положении дает возможность получать швы с размером катета до 10 мм. При сварке в положении лодочки катет шва не ограничивается. [c.188]
По положению в пространстве при сварке выделяют нижние, полувертикальные, вертикальные, полупотолочные, потолочные швы, а также горизонтальные швы на вертикальной плоскости и угловые швы в лодочку (рис. 11). Отличаются они друг от друга углами, под которыми располагается поверхность свариваемой детали относительно горизонтали. [c.14]
Сварка при нижнем положении одного нз свариваемых листов упрощает конструкцию стеллажей для укладки изделий при сварке и значительно сокращает затраты времени на кантовку изделий. Однопроходная сварка угловых соединений в нижнем положении дает возможность получать швы с размером катета до 10 мм. При сварке в положении лодочки катет шва ие ограничивается. [c.526]
При изготовлении изделий КВО (полуавтоматическая сварка (ПОД флюсом применяется главным образом для выполнения тавровых и нахлесточных соединений. Сварка этих соединений может производиться как в лодочку , так и наклоненнььм поперек шва электродом (рис. 7-26). Применяется преимущественно сварка наклонным электродом, так как поворачивать свариваемое изделие в положение в лодочку затруднительно и поэтому нецелесообразно. Выполнять угловые швы наклонным электродом труднее, чем в лодочку , так как вследствие растекания жидкого флюса и металла по [c.361]
Применяя несколько электродных проволок, одновременно-подаваемых к дуге через гибкий шланг, можно значительно увеличить производительность полуавтоматической сварки под флюсом. Угловые швы можно сваривать наклонным поперек шва электродом и в лодочку . При сварке наклонным электродом жидкий металл и флюс растекаются по горизонтальной плоскости, образуя наплывы. Поэтому за один проход можно сваривать швы с катетом не больше 8—-10 мм. Для предупреждения растекания жидкого металла и шлака (жидкого флюса) рекомендуется насыпать вдоль всего шва флюсовый барьер высотой около 15 мм. Необходигло следить за точным движением электрода вдоль линии шва. Максимальное отклонение от вершины угла углового шва не должно превышать 1 мм. При смещении конца электрода на вертикальный лист образуются подрезы вертикального листа и наплывы на горизонтальный лист. При смещении конца электрода на горизонтальный лист уменьшается рабочее сечение шва. [c.168]
Угловые швы. Сварку можно производить наклонным поперек шва электродом и в лодочку . В первом случае за один проход можно выполнять швы с катетом не более 8 мм. Для предупреждения наплывов и потезов следует предварительно вдоль всего шва насыпать флюсовый барьер высотой около 15 мм, тогда расплавленный флюс, находясь между ве,ртикальной стенкой свариваемого изделия и флюсовым барьером, не будет растекаться. Не будет также растекаться жидкий металл. [c.283]
Сборку под сварку рекомендуется производить при помощи прихваток длиной 15—20 мм, расположенных на расстоянии 150—200 мм друг от друга. При сварке продольных швов желательно кромки раз водить лод углом 2—4°, а в начале и в квнце шва приваривать выводные планки. Для формирования обратной стороны шва следует применять остающиеся или съемные (стальные, угольные, асбестовые) подкладки. Сварку необходимо производить в нижнем или наклонном (до 20—30°) положении. Угловые швы целесообразно выполнять при положении в лодочку . При толщине до 4 лш кромки не разделываются, и сварка ведется без подогрева. При большей толщине производится V-образная разделка кромок под углом 60—70° и предварительный подогрев начального участка до 350—400°. [c.448]
Сварка в лодоч1 у может быть выполнена при симметричном (см. рис. 80, а) и несимметричном (см. рис. 80, б) положениях свариваемых листов. Наилучшее формирование шва обеспечивается при сварке в симметричную лодочку . Несимметричное расположение соединяемых листов рекомендуется при сварке нахлесточных соединений. Угловые швы выполняют наклонным электродом в том случае, когда по условиям производства и при сварке крупногабаритных изделш не представляется возможным установить свариваемое изделие в симметричную лодочку . [c.146]
При сварке под флюсол на весу сложно получить шов с ПОЛНЫ. проваро. г по всей длине и избежать ripo- когов. Поэтому стыковые швы сваривают двусторонним швом (рис, 26,19, а), а при односторонней сварке применяю различные приемы, способствующие формированию корня шва. Это сварка на медной охлаждаемой подкладке, удаляемой после сварки (рис. 26.19, б), сварка ка остающейся стальной подкладке (рис. 26.19, е), сварка с предварительной ручной или автоматической подваркой корня шва (рпс. 26.19, г), а та (же сварка яа флюсовой подушке (рис. 26.19,0). Основное положение ири сварке угловых швов — в лодочку (рис. 26.19, е и он ). [c.395]
Стыковые соединения в условнях монтажной площадки сваривают по предварительной ручной подварке, на стальной остающейся подкладке, на флюсовой подушке, реже на медной подкладке, двухсторонней сваркой по автоматической подварке, па весу по заданному зазору. Угловые швы сваривают двумя методами вертикальным электродом при положении шва в лодочку и электродом, наклоионным поперек шва при но])мальном положении кон-струкщш (сварка в угол). [c.83]
При сварке тавровых, двутавровых или Г-образных элементов при положении в лодочку флюс удерживается в желобе, образованном стенками свариваемого изделпя. Очень часто ири изготовлении технологических конструкций приходится сваривать угловые швы на горизонтальной плоскости. В этом случае применяют подвижные и неподвижные флюсоудерживающие приспособления. [c.461]
Сварка угловых швов. В нижнем положении сварку угловых швов (рис. 1Х.4) рекомендуется выполнять в положении в лодочку , так как при этом достигается наилучшее проплавление стенок соединяемых элементов без опасности подреза или ненровара, а также имеется возможность наплавлять за один проход швы большого сечения. Однако не всегда можно установить детали в положение в лодочку (рис. 1Х.4, а). В большинстве случаев тавровые соединения сваривают в положении, когда одна плоскость соединения расположена горизонтально, а вторая — вертикально. Сварка угловых швов при таком положении представляет определенные трудности, так как возможны непровары вершины угла или нижней плоскости, а также подрезы на вертикальной плоскости в связи со стеканием жидкого металла вниз под действием силы тяжести. В таких случаях в один слой может быть выполнен угловой шов с катетами не более 8 мм. Для получения необходимого провара вершины шва и по кромкам электроду сообщают колебательное движение (рис. 1Х.4,б). При наплавке швов с катетами более 8 мм сварку ведут в два слоя и более (рис. 1Х.4, в). В табл. 1Х.7 приведены данные о числе слоев при сварке угловых швов. [c.279]
Новые уроки сварки электродом — правильная сварка в лодочку
 Сварка электродом из металла является самой старой и известной технологией при осуществлении сварки дуговой. Уроки сварки электродом востребованы и среди профессионалов, и среди любителей.
Сварка электродом из металла является самой старой и известной технологией при осуществлении сварки дуговой. Уроки сварки электродом востребованы и среди профессионалов, и среди любителей.
Чтобы образовалась дуга к электроду, а затем поддерживалась, подводится для сварки ток. Если к конструкции подсоединяется положительный полюс, то сварка осуществляется на прямой полярности. А если отрицательный, то на обратной. Под дугой электрод из металла со своим покрытием с одной стороны, и конструкция — с другой стороны, плавится.
Металл электрода переходит в сварочную ванну, где перемешивается с металлом основным, а оставшаяся ненужная часть всплывает. Чем дальше удаляется дуга, тем металл сильнее кристаллизуется, и образуется шов, соединяющий детали.
Виды движения электрода при сварке
Сварщик выбирает тот или иной тип выполнения сварки, в зависимости от положения в пространстве шва. Чтобы знать, как правильно варить сваркой электродами, нужно знать техники, используемые в разных положениях.
Различаются положения нижнее — от нуля до шестидесяти градусов, вертикальное — от шестидесяти до ста двадцати градусов и потолочное — от ста двадцати до ста восьмидесяти градусов.

Уроки сварки электродом
Сварка электродом в нижнем положении
При сварке в этом положении, главное — нужно полностью проплавить сечения таким образом, чтобы не образовались прожоги. Когда осуществляются односторонние швы, сложно обойтись без прожогов. Для этого используются методы удержания ванны для сварки.
В этом случае сварка выполняется следующими способами: конструкция поворачивается на сорок пять градусов в положение в лодочку или электрод наклоняется. Сварка в лодочку здесь подойдет больше, потому что, работая наклонным электродом, сложно избежать подрез по вертикали и, в то же время, хорошо проварить нижнюю поверхность, потому что металл при расплавлении отекает.
Сварка электродом в вертикальном положении
При осуществлении такой сварки, металл, расплавляясь, также воздействует на то, как будет формироваться шов и глубина проплавления. Вертикальные швы, обычно, осуществляют на подъем. Таким образом, получится, как следует проварить и поддержать раскаленный металл на кромках.
Но сварка в этом случае будет отличаться низкой производительностью, однако она увеличивается при спуске. Маленькая проплавляемая глубина получится только для такого металла, у которого будет небольшая толщина. Использоваться в этом случае должны специальные электроды.
Выполнять горизонтальные швы на вертикальной поверхности крайне неудобно, потому что раскаленный металл постоянно натекает на деталь, находящуюся внизу.
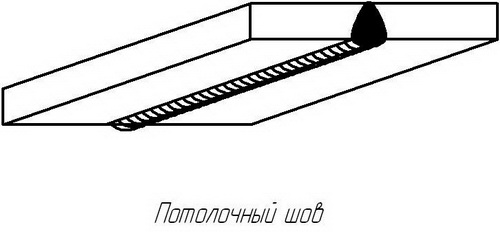
Сварка электродом в потолочной позиции
В такой позиции сварка также очень сложна. Металл, чтобы не вытечь, удерживается в сварочной ванне. Следовательно, нужно сделать так, чтобы раскаленный металл не завышал данную силу. Поэтому сварочная ванна здесь может быть уменьшена, и сварка выполняется короткими постоянными замыканиями, помогая металлу кристаллизоваться постепенно. Также здесь можно использовать диаметры электродов меньшего размера, снижение силы тока, использование других электродов, которые дадут вязкую ванну для сварки.
Плюсы и минусы
Плюсы сварки электродом заключаются в возможности ее применения при разных позициях в пространстве, в труднодоступных местах, в быстроте перехода от одного материала сварки к другому, сварке разных сталей из-за большого выбора электродов, простоте оборудования, легкости при перемещении и транспортировке.
Минусы сварки состоят в низкой производительности, если сравнить другие технологии, вредных условиях при осуществлении сварки и в том, что качество в большей степени зависит от профессионализма.
Инверторный аппарат
Если сварщик выполняет сварочные работы не так часто или нерегулярно, то лучшим решением для него будет инвертор. Это устройство, где выполняется формирование напряжения специальным прибором. Инвертор имеет несколько значительных преимуществ.
Он совершенно не реагирует на скачки, случающиеся в напряжении. Полученный шов будет иметь лучшее качество, чем при применении других устройств.
Используются разные электроды для сварки инвертором, и для каждого материала будут применяться разные электроды. Этот сварочный аппарат является очень популярным, потому что его легко использовать, а результат получается отличный.
От чего зависит конечный результат
Чтобы сварка в итоге была качественная, нужно сделать прочный шов. В процессе сварки важно не только следовать правильной технологии и иметь долю опыта и мастерства, но и крайне необходимо делать правильный выбор материала для сварки. Лучше всего будет обратиться по этому вопросу к специалисту, который поможет выбрать наиболее подходящий материал, чем пытаться, не разбираясь в вопросе, выбирать самостоятельно.

Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Общие правила сварки судостроительных материалов
Подготовка кромок. При подготовке соединений под сварку кромкам сопрягаемых деталей придают необходимую форму, т. е. производят разделку кромок. Разделку кромок выполняют для того, чтобы обеспечить полное проплавление металла, а также получение поверхности шва с минимальным усилением. Конструктивные элементы разделки кромок для дуговой и электрошлаковой сварки регламентированы государственными стандартами. При соединении встык двух листов, значительно различающихся по толщине, у более толстого делают скос (ласку) на длине, равной пятикратной разности толщины листов. Кроме отмеченных основных соединений стандартами предусматриваются соединения элементов под острым и тупым углами для ручной дуговой сварки и автоматической под флюсом.
Способы сварки. В зависимости от пространственного положения шва различают сварку в нижнем, вертикальном и потолочном положениях, а в зависимости от наклона электрода вдоль шва — сварку вертикальным электродом, сварку углом вперед и углом назад (рис. 4.9).
Рис. 4.9. Способы сварки в зависимости от положения швов и электрода
в пространстве:
а — в зависимости от положения швов, б — в зависимости от положения электрода; 1 — сварка в нижнем положении, 2 — сварка вертикальным электродом, 3 — потолочная сварка; I — сварка углом вперед, II — сварка углом назад
Вертикальные швы почти всегда выполняют снизу вверх. Тонкий металл (до 6 мм) или угловые швы встык с небольшим катетом (до 5 мм) сваривают сверху вниз вручную с помощью специальных электродов или полуавтоматов тонкой проволокой в защитном газе. Сварку в потолочном положении выполняют вручную, она является трудоемкой и тяжелой для сварщика операцией.
Сварной шов накладывают за один проход (рис. 4.10, а) при небольшой толщине металла (автоматическая сварка) или за несколько проходов с раскладкой слоев (валиков) по ширине разделки (рис. 4.10, б) или без раскладки (рис. 4.10, в). Первый проход, выполненный в разделку, называют корневым; валик, накладываемый с обратной стороны соединения с V-образной или с несимметричной Х-образной подготовкой кромок — подварочным (слой 1 на рис. 4.10). Перед подваркой соединения корень шва обычно подвергают разделке, выполняемой газовой, воздушно-дуговой строжкой (иногда рубкой).
Рис. 4.10. Способы заполнения разделки кромок: а — за один проход, б и в — за несколько проходов соответственно с раскладкой слоев (валиков) по ширине разделки и без раскладки слоев; 1—7 — слои в шве
Швы тавровых и угловых соединений сваривают вертикальным (при расположении изделия «в лодочку») и наклонным электродами (рис. 4.11). Сварка «в лодочку» ничем не отличается от сварки стыковых швов в разделку. При сварке наклонным электродом, чтобы избежать стекания металла шва на горизонтальный лист, ограничивают катет шва, выполняемый за один проход (8 мм). Внешние формы угловых и стыковых швов характеризуются (рис. 4.12) катетом К, шириной шва В, усилением стыкового (углового) шва q, ослаблением углового шва т и коэффициентом формы усиления стыкового шва ψ=B/q.
Рис. 4.11. Способы сварки угловых швов: а — сплошной угловой шов таврового соединения, б — многосторонний шов прерывистый, в —угловые точечные швы, г — сварка вертикальным электродом при положении тавра «в лодочку», д — сварка наклонным электродом
Рис. 4.12. Элементы правильно сформированных швов:
а — стыкового, б, в, г — угловых
Важным для проведения сварки является выбор способа формирования шва первого прохода с обратной стороны сварного соединения (рис. 4.13). При сварке на весу зазор между кромками не должен превышать 0,5—1 мм для предотвращения протекания жидкого металла. При большем зазоре должны быть применены специальные меры, предотвращающие протекание металла. С этой целью при автоматической сварке под флюсом применяют флюсовую подушку (желоб, заполненный сварочным флюсом, на который укладывают свариваемые листы).
Рис. 4.13. Схемы способов сварки стыковых соединений:
а — на флюсомедной подкладке, б — на флюсовой подушке, в — на скользящем медном ползуне, г — на весу; 1 — верхний слой флюса; 2— шлаковая корка, 3 — медная подкладка, 4 — воздушный шланг для поджима, 5 — нижний слой флюса, 6 — скользящий медный ползун, 7 — электрод
При изготовлении судовых конструкций исключительно важны способы односторонней сварки листов встык с формированием шва с обратной стороны. Эти способы освобождают от необходимости кантовки изделия и значительно снижают трудоемкость работ. Для формирования шва с обратной стороны может быть применена флюсовая подушка, но лучшие результаты дают флюсомедная подкладка, медная подкладка с желобом и керамическая подкладка одноразового использования, например БФК-1.
Стыковые и сплошные угловые швы при автоматической сварке, как правило, выполняют напроход — за один прием в одном направлении от начала до конца соединения (рис. 4.14, а), а в ряде случаев (повышенная жесткость конструкции) — от середины к краям (рис. 4.14, б). При ручной сварке часто применяют обратноступенчатый способ выполнения шва (рис. 4.14, в) при сохранении общего направления движения сварщика, напроход или от середины листа к его краям. При этом облегчается процесс сварки и уменьшаются поперечные деформации сварного соединения.
Рис. 4.14. Приемы выполнения швов по длине:
а — напроход, б — от середины к концам, в — обратноступенчатым методом, г — сварка блоками, д — сварка каскадом, е — сварка горкой; 1—20 — слои в шве
При ручной и полуавтоматической сварке толстого металла в целях уменьшения поперечных деформаций применяют один из способов, показанных на рис. 4.14, г, д, е: сварку блоками 1—IV, сварку каскадом с перевязкой слоев 1—7 и сварку горкой.
Сборку соединений под дуговую сварку чаще всего производят прихватками — короткими сварными швами. В особых случаях детали соединяют с помощью гребенок.
1. Выполнение стыковых швов При сварке односторонних стыковых швов в нижнем пространственном положении основной сложностью является получение полного проплавления свариваемых элементов без образования прожогов, а также формирование обратной стороны шва (корня шва). Способы выполнения односторонних стыковых швов в нижнем пространственном положении приведены на рис. 25С | |
а | Сварка на весу (рис. 25С, а) — односторонняя сварка со сквозным проплавлением кромок без использования подкладок. Возможно образование прожогов (см. Дефекты сварных соединений). Для предотвращения образования прожогов глубина проплавления «h» должна быть меньше толщины свариваемого листа S (h =2/3 S). Однако, это приводит к появлению непровара (см. Дефекты сварных соединений). |
б | Сварка замкового соединения (рис. 25С, б) Предотвращает образование прожогов, однако возможен непровар. Замковое соединение используется, как правило, в круговых швах толстостенных труб и сосудов и требует точной подготовки стыкуемых кромок. |
в | Предварительная ручная подварка корня шва (рис. 25С, в) (корневой проход) предотвращает образование прожогов и непроваров. Ручной шов необходимо проварить на глубину 1/3 толщины стыкуемых кромок. Этот способ применяется при условии доступа сварочного инструмента к обратной стороне сварного шва. |
Сварка на подкладках Подкладка — деталь, устанавливаемая при сварке для предотвращения вытекания жидкой ванны (прожога). Подкладка может также улучшать формирования корневого прохода. | |
г д е | Сварка на неостающейся подкладке (рис. 25С, г, д, е) Неостающаяся подкладка — подкладка, которая удаляется после сварки. Сварка на неостающейся медной подкладке 1 с канавкой (рис. 25С, г) предотвращает образование прожогов и непроваров. Кроме того, обеспечивается формирование обратной стороны сварного шва с выпуклостью в результате наличия канавки. Сварка может выполняться без зазора и с зазором между кромками свариваемых элементов 2. Для получения плоской поверхности (без выпуклости) обратной стороны шва используется гладкая подкладка 1 без канавки (рис. 25С, д). Гладкая медная подкладка позволяет производить одностороннюю сварку только при условии плотного поджатия подкладки к кромкам свариваемых элементов 2. При сварке кольцевыми швами тел вращения диаметром до 800 мм часто применяют кольцевые неостающиеся медные подкладки 1, представленные на рис. 25С, е. Эти подкладки могут быть с канавкой, а также гладкими. Поджатие подкладки (усилие Рп) к свариваемым кромкам 2 обеспечивается прижимным приспособлением 3. При использовании гладкой подкладки сварка выполняется без зазора, а кольцевой подкладки с канавкой – как без зазора, так и с зазором. Неостающаяся подкладка применяется в тех случаях, когда существует возможность ее установки перед сваркой и удаления после сварки. |
ж | Сварка на флюсо-медной подкладке (рис. 25С, ж) Флюсо-медная подкладка — подкладка из медной пластины, покрытой тонким слоем флюса, обеспечивающая формирование шва, удержание расплавляемого металла и отвод тепла. Флюс — материал, используемый при сварке для химической очистки соединяемых поверхностей и улучшении качества шва. Сварка на флюсо-медной съемной подкладке 1 с канавкой треугольной формы для флюса предотвращает образование прожогов и непроваров. Кроме того, обеспечивается формирование обратной стороны сварного шва в треугольной канавке. Качество шва обеспечивается при плотном поджатии флюса к поверхности кромок свариваемых элементов 2. Шов хорошо формируется при наличии зазора между кромками. Применяется в тех случаях, когда существует возможность установки подкладки до сварки и ее удаления после сварки. |
з | Сварка на флюсовой подушке (рис. 25С, з) Флюсовая подушка — подкладка в виде приспособления, удерживающего расплавленный металл ванны при помощи флюса. Сварка на флюсовой подушке предотвращает образованиеи прожогов и непроваров. Кроме того, обеспечивается формирование обратной стороны сварного шва. Листы 2 укладываются на стенд 4 так, чтобы стык располагался над флюсовой подушкой, представляющей гибкий короб 1, закрепленный между балками стенда и заполненный флюсом с толщиной слоя 30-70 мм. Свариваемые листы прижимаются к стенду усилием Рпр. Подачей сжатого воздуха в шланг 3 создается равномерное поджатие флюса по всей длине стыка. Часто используют флюсомагнитные подушки, в которых листы к стенду прижимаются магнитами. Качество шва обеспечивается при плотном поджатии флюса к поверхности свариваемых элементов. |
и | Сварка на флюсовой подушке сосудов малого диаметра (рис. 25С, и) При сварке кольцевыми швами сосудов малого диаметра (до 300 мм) флюсовая подушка может быть образована плотным заполнением всей внутренней полости изделия мелким флюсом. 1; 2 – свариваемые элементы; 3 – заглушка; 4 – трехкулачковый патрон; 5 – сварной шов. Рп – усилие прижима заглушки. |
к | Сварка на расплавляемой подкладке (рис. 25С, к) Расплавляемая подкладка – подкладка, которая расплавляется в процессе сварки. Сварка на расплавляемой подкладке предотвращает образование прожогов, непроваров и обеспечивает повышенную прочность сварного шва. В зазор между свариваемыми кромками 2, которые, как правило, являются телами вращения, устанавливается расплавляемая подкладка 1. Подкладка изготавливается из того же материала, что и свариваемое изделие. При сварке подкладка полностью расплавляется, заполняя зазор между кромками. |
л | Сварка на остающейся подкладке (рис. 25С, л) Остающаяся подкладка— подкладка, которая остается после сварки постоянно соединенной с изделием. Способ является менее предпочтительным, чем сварка на неостающейся подкладке. Применяется в тех случаях, когда установка неостающейся подкладки до сварки и (или) ее удаление после сварки затруднено или невозможно. Основным условием использования способа является обеспечения доступа сварочного инструмента обратной стороне сварного шва. Сварка на остающейся стальной подкладке предотвращает образование прожогов и непроваров. Кроме того, обеспечивается формирование обратной стороны сварного шва. Остающаяся стальная подкладка 1 приваривается к одному из свариваемых элементов 2 швом 3. Приварка подкладки с двух сторон не производится, т.к. в этом случае увеличивается жесткость сварного соединения, и затрудненная усадка сварного шва после сварки может привести к образованию трещин. Основное условие получения качественного сварного соединения — точная подгонка подкладки. Зазор между подкладкой и свариваемыми элементами не должен превышать 0,5—1,0 мм. Ширина стальной подкладки принимается (4/5)S. а толщина: — 0,5S при толщине листов 2—6 мм; — (0,3—0,4)S при толщине листов более 6 мм. |
Рис. 25 С. Способы выполнения односторонних стыковых швов в нижнем пространственном положении а – сварка на весу; б – сварка замкового соединения; в — укладка корневого шва; г; д; е — сварка на неостающейся медной подкладке; ж – сварка на флюсо-медной подкладке; з; и — сварка на флюсовой подушке; к — сварка на расплавляемой подкладке; л — сварка на остающейся стальной подкладке; ИТ – источник теплоты (например: сварочная дуга) | |
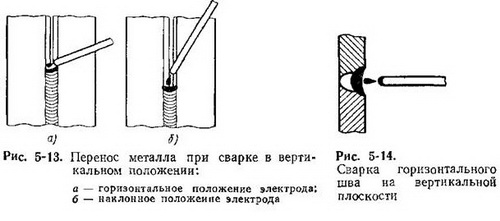
2. Выполнение угловых швов (рис. 26С) Формирование углового шва происходит в худших, чем стыкового, условиях. Сварку угловых швов в нижнем пространственном положении можно выполнять следующими способами: вертикальным электродом (рис. 26С, а), наклонным электродом и при повороте изделия на угол от 30° до 45° — так называемое положение «в лодочку» (рис. 26С, б, в, г). Сварка «в лодочку» более предпочтительна, так как при сварке наклонным электродом из-за стекания расплавленного металла трудно предупредить подрез по вертикальной плоскости и обеспечить провар по нижней плоскости. Провар — сплошная металлическая связь между свариваемыми поверхностями основного металла, слоями и валиками сварного шва. | |
а | Сварка вертикальным электродом (рис. 26С, а). При сварке вертикальным электродом затруднено проплавление вертикального листа. |
б | Сварка наклонным электродом (рис. 26С, б). При сварке наклонным электродом из-за стекания расплавленного металла трудно предупредить подрез по вертикальной плоскости и наплыв на нижнюю плоскость (см. «Дефекты сварных соединений»). |
в | Сварка в симметричную «лодочку» (рис. 26С, в). «е» — ширина углового шва |
г | Сварка в несимметричную «лодочку» (рис. 26С, г).. «е» — ширина углового шва |
При сварке в «лодочку» ширина углового шва «е» должна быть равна расстоянию по горизонтали между свариваемыми заготовками. Если «е» будет больше этого расстояния — неизбежны подрезы, меньше – непровары (см. «Дефекты сварных соединений») | |
Рис. 26С Сварка угловых швов в нижнем пространственном положении а – сварка вертикальным электродом; б – сварка наклонным электродом; в — сварка в симметричную «лодочку»; г — сварка в несимметричную «лодочку». | |
Уплотнение шва | Лодка Design Net
К сожалению, промышленность (как и многие другие) полна подобных «женских хвостов» или «волшебных формул» и т. Д., Большинство из них не работают или не работают так же хорошо, как более традиционные процедуры ремонта или обслуживания.Принцип работы карвелевого корпуса заключается в том, что герметизирующая нить врезается (буквально) в швы, прижимая каждую доску к верхней и нижней планкам. Это делает обшивку однородной, твердой, как скала, если все сделано правильно (это искусство, умелое ремесло).Затем этот (заделанный шов) покрывается составом, который защитит струну от истирания, вымывания и других неприятных вещей, которые могут с ней случиться. Правильно заделанный резьбой герметик внутри будет сухим и герметичным, при условии, что обшивка и швы в хорошем состоянии и никакие другие структурные проблемы не требуют внимания.
Есть несколько других методов выполнения резьбовых швов, но они менее эффективны, чем проверенный временем затертый герметик. Один из них — клиновой шов. Клинья из той же породы дерева приклеиваются и забиваются в специально отшлифованные швы.На пришвартованных или пришвартованных лодках это может очень хорошо работать под ватерлинией, хотя сомнительная полезность над LWL или на прицепных судах. Если эти клинья остаются при достаточно постоянном содержании влаги, они работают хорошо. Если они часто ездят через влажные и засушливые периоды (как в трейлерах), клеевые швы выходят из строя, а швы протекают. То же самое верно, если лодка будет проводить много времени как на берегу, так и на плаву, просто потребуется немного больше времени, чтобы обнаружились проблемы.
Короче говоря, вы должны укрепить эти швы, очистить их от смолы и песка, затем загрунтовать, заделать и тщательно заделать их.Это работа для профессионала, а не джиг-приманка на заднем дворе или в тени деревьев. Швы должны быть чистыми, а не по большей части чистыми. Герметик нужно растереть с умением, на освоение которого требуется время, а инструменты обычно недоступны, большинство из них изготавливаются плотником на лодках или в специализированных магазинах, которые продают два или три в год немногим избранным, количество которых быстро убывает.
В вашем районе найдется один или двое, действительно знающих свое дело. Найдите их и посмотрите, сколько уроков можно извлечь из ящика пива.
.Припуск на шов и как каждый раз выравнивать линию шва
Что такое припуск на шов?
Припуск на шов — это расстояние между линией строчки шва и обрезной кромкой ткани. Наиболее распространенные припуски на швы, используемые при соединении кусков ткани, составляют 1/4 дюйма, 1/2 дюйма и 5/8 дюйма.
В каждом руководстве / книге по шитью упоминается припуск на шов, с акцентом на его важность при шитье. Но начинающий шитье может удивиться возне.Так ли важен припуск на шов? Почему бы тебе просто не оставить немного ткани с линии строчки и оставить все как есть. Нет, вы не можете этого сделать. Да, это очень важно.
Припуск на шов есть не просто так. Вам нужно, чтобы между обрезанным краем и линией строчки было достаточно места, чтобы учесть износ ткани ; Вам нужно достаточно ткани, когда вам нужно разжать шов ; вам понадобится достаточно ткани по краю, когда куски ткани с припусками на швы соединяются вместе, чтобы передняя часть ткани выглядела бесшовной после того, как вы разжали шов; Вам также понадобится припуск на шов , достаточный для обработки краев разрезанной ткани .
При плоском рубленом шве и других привлекательных поверхностях шва необходимо иметь достаточный припуск на шов, чтобы он лежал внутри складок ткани. Вам нужен постоянный припуск на шов, чтобы линия шва не выглядела шаткой и плохо подогнанной.
Когда вы шьете одежду или квилты по готовым выкройкам, приобретенным в магазине, очень важно соблюдать припуск на шов, указанный в выкройке; в противном случае вы можете получить несовпадающие линии шва.
Вы хотите, чтобы все элементы выкройки совпадали, не так ли ?.Когда вы шьете самостоятельно, вы можете отрегулировать припуск на шов по своему усмотрению, но желательно, чтобы он оставался неизменным на протяжении всего проекта.
Какие обычно используются припуски на швы?
Способ выполнения шва — один из важных факторов, влияющих на размер припуска на шов. Ознакомьтесь с различными способами пришивания швов — их около 17 способов. Некоторые швы лучше подходят для конкретных проектов, чем другие. Выберите подходящий именно вам, и он определит правильный припуск на шов, который вам следует использовать.Например, французский шов требует другого припуска на шов, чем стыковый шов.
В одежде я обычно оставляю припуск на шов 1/2 дюйма для прямых швов и 1/4 дюйма для изгибов , таких как проймы и воротники. В коммерческих выкройках данный припуск на шов обычно составляет 5/8 дюйма . Это одна отметка больше 1/2 дюйма на рулетке. Если вы не знаете, как это сделать, ознакомьтесь с публикацией о рулетке для чтения.
При простегивании или нарезке кусочков ткани для лоскутного шитья обычно применяется припуск на шов 1/4 дюйма ; иногда используется даже 1/8 дюйма.При изготовлении аксессуаров для домашнего декора используется более широкий припуск на шов, например 3/4 дюйма или 1 дюйм .
Иногда припуск на шов намеренно оставляют больше, чем на выкройке, чтобы учесть увеличение веса / размера, например, для детского платья. Намеренно используется большой припуск на шов, особенно при шитье довольно тесной одежды — возможно, вам придется выпустить часть или учесть усадку ткани. При шитье с легко изнашивающейся тканью необходимо оставить лишнее на случай, если припуск на шов выйдет из строя.
Обязательно обработать края припуска на шов; это один из основных принципов, когда вы хотите, чтобы шитье выглядело профессионально. Вы можете использовать зигзаг для обработки краев или обычные строчки зигзаг на швейных машинах для обработки краев. Здесь вы можете посмотреть другие варианты отделки края ткани.
Как сделать линию шва ровной и точной
Припуск на шов и его точность особенно важны, когда вы совмещаете точки шва и шитье, как вы это делаете при изготовлении квилта или соединении деталей при пошиве одежды.При выстегивании очень важно, чтобы швы совпадали, чтобы детали выкройки совпадали.
На большинстве швейных машин игольная пластинка под иглой обычно имеет отметки для припуска на шов. Вам нужно только удерживать край ткани на необходимой отметке, например, 1/2 дюйма, и ваша машина прострочит линию шва с припуском на шов 1/2 дюйма. Это хороший способ сохранить прямую строчку. Однако вам нужно будет убедиться, что измерения на вашей машине правильные (на некоторых машинах это не так).
лапка 1/4 дюйма (также называемая лапкой четверть дюйма или лапкой для лоскутного шитья) является большим подспорьем для получения правильного припуска на шов. Он имеет специальный край, который гарантирует, что вы всегда будете шить с припуском на шов 1/4 дюйма.
Еще одна прижимная лапка, которая отлично подходит для постоянного поддержания точного припуска на шов, — это лапка для шитья кромки.
Шагающая лапка имеет направляющую для пришивания.
Кроме того, существуют направляющие для шва с винтами или защелками, гарантируют, что линия шва не смещается.Некоторые умные люди даже используют резиновые ленты , кружащие вокруг станины станка, чтобы сделать маркер там, где они хотят.
Еще одна идея «сделай сам» — если вы всегда шьете с определенным припуском на шов, неплохо было бы взять малярную ленту и держать ее на этом месте. Он будет служить стыковой линией, чтобы ткань всегда выровнялась. Я делаю это, когда шью лоскутное изделие, когда важна точность припуска на шов.
Это особенно использовать
.Позиций лодки — Простая английская Википедия, бесплатная энциклопедия
Носовая часть лодки называется носовой , а корма — корма . Если смотреть в сторону носа (находясь на лодке), левая сторона лодки — это сторона , порт . Правый борт — соответствующее слово для правого борта лодки.
Части лодки: лодочная терминология [изменить | изменить источник]
Порт и правый борт — морские термины для левого и правого, соответственно.Порт — это левая сторона или направление от судна, обращенное вперед. Правый борт — правая сторона, обращенная вперед. Поскольку левый и правый борт никогда не меняются, они являются четкими ориентирами, которые не зависят от того, в какую сторону смотрит наблюдатель. [1]
Термин по правому борту происходит от древнеанглийского steorbord , означающего сторону, с которой судно управляется. До того, как корабли имели рули на своих осевых линиях, ими управляли с помощью рулевого весла на корме корабля.Поскольку больше людей правши, он был помещен с правой стороны. Этот термин похож на древнескандинавский stýri (руль) и borð (борт корабля). Поскольку рулевое весло находилось с правой стороны лодки, оно пришвартовывалось у причала с другой стороны. По этой причине левая сторона была названа порт .
Ранее использовалось левого борта вместо порта . Это от среднеанглийского языка ladebord , а термин lade связан с современным грузом load . [2] Larboard звучало очень похоже на правого борта , и в 1844 году Королевский флот приказал использовать порт вместо этого. [3] Ларборд продолжал использоваться китобоями и в 1850-х годах. В древнеанглийском слово было bæcbord , которое используется в других европейских языках, например, как немецкий backbord и французский термин bâbord (полученный, в свою очередь, из среднеголландского).
Встречное судно с указанием его левого (красный) и правого (зеленый) борта
Ночью левый борт лодки или самолета обозначается красным навигационным огнем на носу.На противоположной стороне лука есть зеленая, чтобы избежать столкновений. В Международных правилах предупреждения столкновений судов в море говорится, что судно слева должно уступить дорогу судну справа. Если курсы двух лодок пересекаются, рулевой обычно уступает дорогу на красный свет, обходя корму стоящего судна (судна, которому не нужно менять курс). Об этом говорят:
«Если по правому борту появится красный цвет,
— ваша обязанность держаться подальше…
От зеленого к зеленому, от красного к красному
Совершенная безопасность, вперед ». [4]
- ↑ «Почему корабли используют« левый »и« правый борт »вместо« левый »и« правый »?». NOAA. Проверено 18 мая, 2015. .
- ↑ «Почему моряки говорят« левый »и« правый »вместо« левый »и« правый »?». Королевские музеи Гринвича. Дата обращения 9 июля 2015.
- ↑ Джон Уильям Нори; J. S. Hobbs, Маршрут плавания по Бискайскому заливу, включая побережья Франции и Испании, от Ушанта до мыса Финистерре (Лондон: C.Wilson, 1847), стр. 1: «Приказ, недавно изданный лордами комиссарами Адмиралтейства, гласит, что для предотвращения ошибок, которые часто возникают из-за сходства слов« правый борт »и« левый борт », в будущем слово« порт »должно быть заменено на« левый борт ». , на всех кораблях и судах Ее Величества «.
- ↑ Юджин Эдвард О’Доннелл, Руководство торгового флота (Бостон, Массачусетс: Путеводитель яхтсмена, 1918), стр. 21 год
ТЕРМИНОЛОГИЯ И МОРСКИЕ ТЕРМИНЫ НА ЛОДКЕ
Если у вас есть лодка или вы собираетесь владеть лодкой, это поможет вам ознакомиться с наиболее часто используемыми терминами, связанными с плаванием. Вы не только впечатляете своих друзей, но и знание правильной терминологии важно для того, чтобы оставаться в безопасности на воде. Ниже приведен список наиболее распространенных слов, которые все еще используются сегодня, многие из которых уходят своими корнями в далекое прошлое, когда морское путешествие было нашим основным средством передвижения. Если вы не можете найти искомое слово, напишите нам, и мы сможем добавить его в наш список.
А Б В Г Д Е Ж З И Й К Л М Н О П Р С Т У Ф Х Ц Ч Ш Щ Ъ Ы Ь Э Ю Я
А
Над доской — На палубе или над ней, на виду, ничего не скрывая.
За кормой — К задней части (корме) лодки, относительно некоторого объекта или положения («за носовым люком»).
Покинуть корабль! — Необходимо немедленно покинуть судно, обычно перед лицом неминуемой опасности.
Abeam — На балке, относительный пеленг под прямым углом к центральной линии киля корабля.
На борту — На судне или внутри него.
Adrift — Свободное плавание с течениями и приливом, говоря о свободно плавающем объекте или судне, которое не движется своей собственной силой, плавающем наугад.
На корме — На корме, рядом с ней или ближе к ней, движение назад означает движение назад.
На плаву — Судна, которое свободно движется (не на мели и не затонул).
На земле — Касание земли или быстрое касание земли (обычно непроизвольно).
Впереди — Передняя часть лука.
Ahoy — Крик, привлекающий внимание. Термин, используемый для оклика лодки или корабля, как «Лодка, привет!»
Ahull — Когда лодка стоит бортом к морю. Это техника преодоления шторма без подветренной стороны парусов и руля.
Средство для навигации (ATON) — Любое устройство (например, морские указатели, буи, радиомаяки, маяки), внешнее по отношению к судну или самолету, специально предназначенное для помощи штурманам в определении их местоположения или безопасного курса, или для предупреждения их об опасностях или препятствия для навигации.
Alee — Вдали от ветра. Напротив наветренной.
Aloft — Над палубой лодки, обычно над головой на мачте или в такелажном снаряжении.
Рядом — Рядом с кораблем или пристанью.
Якорь — предмет из тяжелого металла, предназначенный для предотвращения или замедления дрейфа корабля.
Анкоридж — подходящее место для стоянки корабля с учетом ветра, моря и дна.А также район порта или гавани.
Якорный шар — Круглая черная фигура, поднятая в носовой части судна, чтобы показать, что оно стоит на якоре.
Якорный буй — Небольшой буй, прикрепленный световым тросом к якорю для обозначения положения якоря на дне.
На берегу — На пляже, на берегу или на суше.
Astern — назад, к корме (корме) судна, позади судна. Напротив впереди.
Awash — настолько низкий уровень воды, что вода постоянно омывает поверхность.
Автопилот — Инструмент — может быть электронным или механическим — используемый для автоматического управления судном по заданному курсу в воде.
В
Назад и заполнить — Чтобы использовать преимущество прилива, которое сопровождает вас, когда ветра нет.
Bailer — Устройство для удаления воды, попавшей в лодку.
Банк — Большая площадь приподнятого морского дна.
Бар — Большая масса песка или земли, образовавшаяся в результате волнения моря.В основном они встречаются у входа в великие реки или гавани, и часто делают навигацию чрезвычайно опасной, но дают умиротворение, оказавшись внутри.
Барный пилот — Барный пилот ведет суда над опасными песчаными отмелями в устье рек и заливов.
Задраить люки — Закрепить люки и другие незакрепленные предметы внутри корпуса и на палубе, чтобы подготовиться к ненастной погоде.
Ширина — Наибольшая ширина лодки.
Медведь или медведь awa г — Отвернись от ветра.
Пеленг — Направление объекта, выраженное либо в виде истинного пеленга, как показано на карте, либо в виде пеленга относительно курса лодки.
Причал — Кровать или спальное место на лодке или корабле; место, где судно может пришвартоваться или бросить якорь; безопасное и осторожное расстояние, которое необходимо соблюдать между двумя проходящими судами, как в случае «широкой стоянки».
Bilge — Отсек в нижней части корпуса корабля или лодки, где собирается вода, которую необходимо откачать из судна.
Горький конец — Последняя часть или свободный конец веревки или кабеля. Внутренний конец якоря поехал.
Лодка — очень широкий термин для водного транспортного средства размером меньше корабля.
Стрела — Штанга, идущая от мачты под прямым углом.
Лук — нос корабля.
Протяжка — Когда парусное судно теряет контроль над своим движением и вынуждено внезапно резко поворачивать, часто сильно креняя, а на небольших судах иногда это приводит к опрокидыванию.
Переборка — Вертикальная стенка внутри корпуса корабля, разделяющая его отсеки.
Буй — плавучий объект, который ставится на якорь в заданном месте и служит средством навигации или швартовки.
Burgee — Маленький флаг, обычно треугольной формы, вывешиваемый на мачте яхты для обозначения членства в яхт-клубе.
Обремененное судно — Судно, которое в соответствии с применимыми Правилами плавания должно уступить дорогу привилегированному судну.Этот термин во многих штатах был заменен термином «судно, уступающее дорогу».
С
Каюта — закрытое помещение на палубе или в квартире.
Кабель — Большой канат.
Capsize — Когда корабль или лодка кренится слишком далеко и опрокидывается, обнажая киль. На больших судах это часто приводит к потоплению корабля.
Careening — Наклон корабля на бок, обычно когда он выброшен на берег, для очистки или ремонта корпуса ниже ватерлинии.
Катамаран — Судно с двумя корпусами.
Центральная доска — Доска или плита, опускаемая через корпус шлюпки по осевой линии, чтобы не допустить свободного хода.
Истирание — Износ лески или паруса в результате постоянного трения о другую поверхность.
Зубчатый механизм — Материал, нанесенный на стропу или лонжерон для предотвращения или уменьшения истирания.
Якорь для цепей — Пространство в носовой части корабля, обычно под носом перед самой передней переборкой для защиты от столкновений, которое содержит якорную цепь, когда якорь закреплен для выхода в море.
Chine — Пересечение днища и бортов плоской или v-образной лодки.
Колодка — Фитинг, через который проходят якорные или швартовные тросы. Обычно U-образная форма для уменьшения натирания.
Компас — Навигационный прибор, показывающий направление судна относительно географических полюсов или магнитных полюсов Земли.
Шип — Фитинг, к которому крепятся стропы. Классическая шипа, к которой крепятся стропы, имеет форму наковальни.
Clove Hitch — Узел для временного крепления лески к лонжерону или свае.
Комингс — приподнятый край люка, кабины или окна в крыше для защиты от попадания воды.
Кабина — Место, откуда лодка управляется, обычно в середине или на корме лодки.
Катушка — для укладки лески по кругу.
Курс — направление, в котором движется судно.
Cuddy — Маленькая закрытая каюта на лодке.
Текущий — Горизонтальное движение воды.
D
Давит — Устройство (типа крана) для подъема тендера на лодку и спуска с нее.
Прямо впереди — Точно впереди, прямо впереди, прямо впереди.
Dead Astern — Позиция прямо на корме или позади судна.
Dead Reckoning — Навигация.
Deadrise — Расчетный угол между килем и горизонтом.
Дедвуд — Деревянная часть центральной конструкции лодки, обычно между кормовой стойкой и миделем.
Палубы — Постоянное покрытие отсека, корпуса или любой части корабля, служащей полом.
Палубный помощник — Человек, работа которого включает помощь начальнику палубы в (снятии) швартовки, постановке на якорь, техническом обслуживании и общем развитии на палубе.
Наблюдатель палубы — Лицо, отвечающее за все изменения и техническое обслуживание на палубе; иногда делятся на две группы: смотритель носовой палубы, смотритель кормовой палубы.
Deckhead — Нижняя сторона верхней части деки.
Динги — Маленькая открытая лодка. Лодку часто используют в качестве тендера для более крупного судна.
Водоизмещение — Вес плавучей лодки, измеренный как вес количества воды, которую она вытесняет.Лодка вытесняет количество воды, равное весу лодки, поэтому водоизмещение и вес лодки идентичны.
Расстояние — Где «мили» называются «морскими» милями, это означает, что одна (1) морская миля = 1,852 км.
Док — Охраняемая акватория, в которой швартуются суда. Этот термин часто используется для обозначения пирса или пристани.
ОсадкаОсадка или Осадка — Глубина киля корабля ниже ватерлинии.
E
Ebb — Убывающее течение, когда прилив уходит в море и уровень воды понижается.
Эхолот — Измерение глубины воды с помощью гидролокатора.
Embayed — Состояние, при котором парусное судно зажато между двумя мысами или мысами из-за ветра, дующего прямо на берегу.
Прапорщик — Флаг, обозначающий национальную принадлежность судна.
EPIRB (аварийный радиомаяк) — аварийное устройство, которое использует радиосигнал для предупреждения спутников или самолетов, летящих о местонахождении судна.
Ф
Fast — закреплен или прочно закреплен (на мели: застрял на морском дне; закреплен: надежно привязан).
Сажень — Единица длины, равная 6 футам (1,8 м), приблизительно измеряется как расстояние между вытянутыми руками человека. В частности, используется для измерения глубины.
Fender — Бампер, наполненный воздухом или пеной, используемый в лодках, чтобы лодки не врезались в доки или друг друга.
Fetch — Расстояние по воде, пройденное ветром или волнами; чтобы достичь отметки без прихватывания.
Фланг — Максимальная скорость корабля. Быстрее «полной скорости».
Сигнальная ракета — пиротехническое сигнальное устройство, обычно используемое для обозначения бедствия. А также — изгиб бортов судна у носа наружу.
Flood / Flow — Входящий ток.
По морю — Море с волнами, прибывающими с кормы лодки; море, в котором волны движутся в том же направлении, что и судно.
Передняя часть или Передняя часть — По направлению к носу.
Вперед и назад — По линии, параллельной килю.
Носок — Нижняя часть форштевня корабля.
Форпик — Носовой отсек небольшой лодки.
Fouled — Любая часть оборудования, которая заклинивает, забивается, запутывается или загрязнена.
G
Камбуз — кухня корабля.
Gangplank — Разводной мост, используемый для посадки на судно или выхода из него у пирса.
Трап — Отверстие в фальшборте судна, позволяющее пассажирам сесть на борт или покинуть его.
Ghost — Для медленного плавания при отсутствии ветра.
Уступка дороги (судно) — Если два судна приближаются друг к другу и возникает риск столкновения, это судно должно уступить дорогу другому.Также известен как «тягловое судно».
Система глобального позиционирования (GPS) — Спутниковая радионавигационная система, обеспечивающая непрерывное всемирное покрытие. Он предоставляет информацию о навигации, местоположении и времени пользователям в воздухе, на море и на суше.
Поручни — Поручни, закрепленные на верхних и боковых поверхностях кабины, для обеспечения личной безопасности при перемещении по лодке.
Земля — Дно моря.
Заземление — Когда корабль (на плаву) касается дна моря или садится на мель.
Ground Tackle — собирательный термин для якоря и связанного с ним механизма.
Gunwales — Верхний край борта лодки.
Jibe или Jibe — Поворот лодки так, чтобы корма пересекала ветер, меняя направление.
H
Гавань — Гавань или гавань или гавань — это безопасное место для якоря, защищенное от непогоды. Порты могут быть искусственными или естественными и использоваться для швартовки и погрузки.
Harden up — Повернуть навстречу ветру; плыть ближе к ветру.
Люк / Люк — Крытое отверстие в палубе судна, через которое можно погрузить груз или получить доступ к нижней палубе; крышка к проему называется люком.
Тянущий ветер — Наведение корабля по направлению ветра; вообще не самый быстрый пункт путешествия на паруснике.
Труба Hawse , hawse-hole или hawse — Вал или отверстие в носовой части судна, через которое проходит якорная цепь.
Голова — Морской туалет. Также верхний угол треугольного паруса.
.