Дроссель для сварочного аппарата
Как сделать дроссель для сварочного аппарата своими руками?
Практически каждый мастер хотя бы раз задумывался над тем, как сделать дроссель для сварочного аппарата своими руками. Сегодня продается достаточно большое количество различных устройств, которые можно использовать в условиях малого производства. Это может быть приспособление, которое работает на временном или непрерывном токе, полуавтомат для сварки или изделие с использованием электродов. Однако качественное устройство стоит очень дорого, а бюджетные аналоги быстро приходят в негодность.
Схема сварочного аппарата переменного тока с отдельным дросселем: 1 – первичная обмотка, 2 – сердечник, 3 – вторичная обмотка, 4 – обмотка дросселя, 5 – неподвижная часть сердечника дросселя, 6 – подвижная часть сердечника дросселя, 7 – винтовая пара, Др – регулятор тока.
Для сборки самодельного приспособления для сварки понадобится подобрать и соорудить все нужные элементы, в том числе и дроссель.
Преимущества использования дросселя
Однофазная мостовая схема выпрямления (а). Графики напряжений и тока в трансформаторе (б), напряжения и тока в нагрузке (в).
Дроссель для сварки – это устройство для регулировки силы тока, используемого для выполнения сварочных работ. Элемент нужен для компенсации сопротивления, которого может не хватать. Его можно подсоединить к повторной обмотке трансформаторной конструкции. Это дает возможность смещать фазы между проходящим током и его напряжением, в результате чего облегчается зажигание электродуги в начале работы. Она будет гореть ровно, в связи с чем есть возможность получить сварочный шов хорошего качества. Если не использовать дроссель, то могут появиться проблемы во время сварки.
Дроссель может состоять в конструкции полуавтомата или устройства для сварки, которое предусматривает использование электродов. Полуавтомат с дросселем практически не разбрызгивает металл во время работы. Процесс сварки будет проходить гораздо мягче, чем при отсутствии дросселя.
Какие подручные средства можно использовать
Схема источника питания инверторного сварочного аппарата.
Чтобы соорудить дроссель для сварки своими руками, первым делом нужно подготовить материал. В данном случае можно применить практически любые неиспользуемые электротехнические приспособления. Конструкция являет собой обыкновенный сердечник с намотанным проводом. Для данной цели можно использовать трансформаторную конструкцию, которая ранее была смонтирована в старом телевизоре. Всю обмотку понадобится демонтировать. Сердечник можно будет использовать для намотки провода, длина которого рассчитывается заранее.
Если есть возможность, можно применить детали, которые были установлены в лампочках фонарей. Старые обмотки следует демонтировать, так как они часто неисправны. В процессе намотки провода их понадобится установить на прежнее место.
Для намотки дросселя можно применить любой сердечник сечением приблизительно 12-15 см. Между его элементами понадобится сделать немагнитную часть. Для этого следует закрепить прокладку для изоляции толщиной примерно 0,6-1 мм.
Плавной регулировки тока можно достичь благодаря монтажу подвижных обмоток трансформаторной конструкции. Путем смены расстояния между обмотками можно изменять величину магнитного потока и сопротивление в повторной обмотке.
Преобразование тока в сварочном инверторе.
Для сварки на непрерывном токе к обмотке на выходе трансформаторной конструкции нужно подключить элемент для преобразования временного тока в непрерывный. Такое приспособление называется выпрямителем. Ток может быть не непрерывным, а пульсирующим. Уменьшить пульсацию возможно исключительно путем увеличения емкости конденсаторного устройства.
Уменьшить пульсацию возможно исключительно путем увеличения емкости конденсаторного устройства.
Чтобы была возможность выполнять регулировку тока дуги с помощью дросселя, между выходом трансформаторной конструкции и точкой нужно включить 3 выпрямителя.
Элементы, которые будут нужны для сооружения дросселя:
- электротехническая конструкция,
- провода,
- трансформатор,
- лампа фонаря,
- картон для изоляции.
Как изготовить дроссель для сварочного устройства
Схема изготовления сварочного дросселя.
Перед выполнением намотки провода понадобится изолировать ярмо.Для намотки дросселя можно использовать провод из алюминия или меди. В первом случае его сечение должно быть примерно 36-40 мм, во втором рекомендуемое сечение составляет 25 мм. Вместо провода можно использовать шину из меди толщиной 4-5 мм. Если планируется использовать алюминиевую деталь, то она должна иметь большую толщину. Провод нужно наматывать в количестве 30-35 витков, шина наматывается в 3 слоя.
В процессе намотки через одинаковое количество витков следует делать отводы. Контакты должны быть сильными, так как на них будет ложиться существенная нагрузка.
Установка дросселя оказывает положительное влияние на работу полуавтоматического устройства или обыкновенной самоделки. Для устройства, которое работает на временном токе, рекомендуется использовать приспособление вместе с конструкцией для выпрямления тока. В таком случае будет можно применять практически все возможные электроды.
Дроссель для сварки своими руками можно устанавливать и на устройство с понижающей трансформаторной конструкцией. Элемент нужно подключать на вторичную цепочку трансформатора для сварки. Это даст возможность соорудить устройство фирменного сварочного полуавтомата, который стоит очень дорого. Дроссель следует точно рассчитать по формуле, которая есть в документации, поставляемой вместе с приспособлением. Данное изделие будет иметь трансформаторную конструкцию с хорошим рассеиванием и отличными характеристиками.
Это даст возможность соорудить устройство фирменного сварочного полуавтомата, который стоит очень дорого. Дроссель следует точно рассчитать по формуле, которая есть в документации, поставляемой вместе с приспособлением. Данное изделие будет иметь трансформаторную конструкцию с хорошим рассеиванием и отличными характеристиками.
Дроссель для инверторного или любого другого аппарата важно правильно настроить.
Дроссель для сварочного аппарата своими руками
Как сделать дроссель для сварочного аппарата постоянного тока
Сварка постоянным электрическим током получила широкое применение не только в масштабах крупных производств, но и в домашних мастерских.
Современный рынок предлагает десятки (если не сотни) аппаратов для сварки с помощью электрической дуги, начиная от компактных маломощных сварочников, заканчивая промышленными высокопроизводительными агрегатами.
Вне зависимости от типа оборудования, применяемого для электросварки, всех их объединяет одна проблема — неконтролируемое падение напряжение, из-за чего розжиг дуги и формирование шва становится затруднительным.
Для решения этой проблемы умельцы придумали дросель, внедряемый в цепь со сварочным оборудованием. У начинающих сварщиков сразу возникнет много вопросов: «Что это за деталь и как она функционирует? Как сделать дроссель самому на свой аппарат? Как рассчитать дроссель правильно?». В этой статье мы постараемся ответить на эти, и многие другие вопросы.
Общая информация
Для чего нужен дроссель? Эта небольшая деталь, подключенная в цепь, обеспечивает плавный розжиг дуги и поддерживает ее стабильность даже при перепадах напряжения, к тому же металл практически не разбрызгивается, шов получается более качественным, можно точно настроить аппарат и без проблем варить тонкий металл.
Принцип работы прост: дроссель пропускает через себя ток, накапливая его от сварочного аппарата. Накопленный ток как раз и используется для компенсации потерянного напряжения. Также дроссель с подмагничиванием обеспечивает нужное сопротивление тока, если напряжение слишком велико.
Совсем не обязательно покупать дроссель в магазине, тем более это далеко не дешевая покупка. Этот агрегат вполне можно смастерить самостоятельно.
Этот агрегат вполне можно смастерить самостоятельно.
Его конструкция состоит из сердечника и двух обмоток с сечением, рассчитанным на работу с определенным значением постоянного тока.
Именно поэтому не получится изготовить универсальный дроссель, ведь маленькая деталь не справится с мощным сварочником, и наоборот. Так что важно правильно рассчитать, сколько обмотки понадобится для работы с тем или иным напряжением.
Регулировка тока
Регулировка сварочного тока крайне важна для правильной работы и формировании качественного шва. Она может осуществляться несколькими способами:
- Регулировка тока путем изменения расстояния между элементами сварочного аппарата. Самый популярный способ. Чтобы уменьшить силу тока раздвиньте разрезанный сердечник трансформатора. Индукция несколько рассеется, и сила тока станет меньше. Чем больше сварочный агрегат, тем больше возможность регулировать ток, потому что интервал регулировки напрямую зависит от доступного размера в корпусе аппарата.

- Регулировка тока на обмотке трансформатора. Таким способом можно отсечь часть катушки, тем самым увеличив значение напряжения, пуская ток по более короткому пути. Чтобы ослабить ток путь нужно наоборот увеличить.
- Регулировка тока с помощью стальной пружины с креплением клемм через заданный интервал. Это неплохой способ регулировки, он позволяет плавно настраивать ток, но есть один существенный недостаток — пружина сильно нагревается и при этом постоянно находится под ногами у мастера, а это грубейшее нарушение техники безопасности.
Если внедрить в цепь дроссель, то решится большинство проблем, связанных с регулировкой тока. Это на первый взгляд небольшое приспособление способно в полной мере компенсировать недостающие напряжение или наоборот выполнять роль сопротивления, если напряжения слишком много. Настройка тока дросселем происходит очень плавно и сварщику не нужно держать под ногами раскаленную пружину.
Применение дросселя
Дроссель для сварки своими руками лучше всего работает на сварочных трансформаторах. Это доказывает наша практика. Дроссель быстро разжигает дугу даже при значительной потере тока, поэтому его можно без проблем использовать на даче или в цеху с нестабильным напряжением.
Это доказывает наша практика. Дроссель быстро разжигает дугу даже при значительной потере тока, поэтому его можно без проблем использовать на даче или в цеху с нестабильным напряжением.
Отдельная особенность — это возможность использовать дроссель в паре с выпрямителем. Связка дроссель + выпрямитель способна увеличивать электродвижущую силу самоиндукции. В случае с полуавтоматом такой набор оборудования позволить легко зажечь дугу даже на значительном расстоянии от поверхности металла.
Дроссель своими руками
Теперь давайте разберемся, как дроссель для сварки своими руками можно намотать и как рассчитать дроссель. Чтобы намотать дроссель правильно, нужно досконально знать его устройство и понимать принцип работы.
В разделе «Общая информация» мы кратко описали устройство и принцип действия этого прибора. Мы составили небольшую поэтапную инструкцию, следуя которой вы сможете собрать дроссель.
Собранная вами деталь подойдет для использования на небольшом производстве или при домашней сварке. Итак, приступим:
Итак, приступим:
- Для начала вам нужно найти старый трансформатор, он будет нашей основой. Опытные мастера советуют брать повышающий элемент из лампового телевизора модели «ТСА 270-1», он будет выступать в роли сердечника. Подобные модели можно легко найти на блошином рынке или поискать в интернете на онлайн-досках объявлений.
- Затем нужно разобрать трансформатор. Делается это просто: нужно срезать болты или повернуть головки в верхней части агрегата, затем снять катушки.
- Полученные «подковы» (как их именуют умельцы) устанавливают специальные прокладки. Их изготавливают из тонкого картона и приклеивают к основанию «подковы». Прокладки нужны для образования индуктивного зазора.
- Теперь нужно намотать провод на «подкову». Для этого берем алюминиевые провода сечением 36 миллиметров. Намотайте 22-24 витка с каждой стороны. Если вам удалось найти сердечник из лампового телевизора, то вы сможете намотать на каждую сторону по 8 витков в два слоя. Не забудьте сделать изоляцию между витками с помощью бумаги и бакелитового лака.
- Провод следует наматывать в одну сторону на каждой из катушек. Это необходимо для того, чтобы в конце провода располагались в одинаковом направлении и вверху была перемычка между отводами, соединяющая катушки, а внизу располагался вход и выход.
- Если вы все же неправильно намотали провода, и они располагаются в разном направлении, то установите по диагонали косую перемычку между верхним и нижним отводами. Вторая пара отводов будет играть роль входа и выход.
- Рекомендуется устанавливать дроссель в сварочном аппарате только после диодов. Подключите ко входу кабель диодного моста.

Если сила тока дросселем наоборот продолжает падать при применении, то нужно убрать несколько витков на каждой из катушек.
Вместо заключения
Теперь вы знаете, как сделать дроссель для сварочного аппарата своими руками и использовать его в своей работе. Самодельный дроссель легко можно собрать своими силами, зная элементарные законы электротехники. Расскажите о своем опыте конструирования дросселя в комментариях и делитесь этой статьей в социальных сетях. Желаем удачи!
Желаем удачи!
Как сделать (намотать) дроссель для сварочного инвертора
Электросварка широко применяется на крупных производствах и в мелких мастерских. Аппараты для соединения металлов электрической дугой тоже бывают разными по размерам и мощности.
Но всех их объединяет одна возможная проблема — падение напряжения мешает розжигу дуги и ведению шва. Еще бывает трудно настроить нужную величину тока для конкретной толщины металла. Для решения всего этого используется дроссель в составе оборудования.
Что это такое? Как он функционирует? Как сделать дроссель самому на свой аппарат?
Что это такое?
Дроссель для сварочного аппарата своими руками смастерить вполне возможно. Он состоит из сердечника и двух обмоток с определенным сечением, рассчитанным на работу с конкретной величиной тока. Дроссель от крупного сварочного оборудования не подойдет к маленькому агрегату, и наоборот, маленькая модель будет не эффективна на большом сварочном аппарате.
Дроссель получает и накапливает в себе ток от понижающего трансформатора, чем содействует плавному розжигу электрода. Во время ведения шва дуга горит более мягко и меньше разбрызгивается металл сварочной ванны. Если поступающее напряжение слишком велико, то дроссель берет на себя часть функции сопротивления. Это позволяет более точно настраивать аппарат и варить тонкий металл.
Во время ведения шва дуга горит более мягко и меньше разбрызгивается металл сварочной ванны. Если поступающее напряжение слишком велико, то дроссель берет на себя часть функции сопротивления. Это позволяет более точно настраивать аппарат и варить тонкий металл.
Преимущество самодельного дросселя
Для сварки металла различной толщины применяется несколько способов регулировки силы тока:
- Изменение расстояния между элементами трансформатора. В устройстве сварочных аппаратов имеется две обмотки, между которыми происходит электромагнитная индукция. Благодаря этому понижаются Вольты, и повышаются Амперы. Если сила тока слишком велика, для нормального ведения шва на заданной толщине материала, то обмотки разводятся между собой при помощи винта с резьбой. Это рассеивает индукцию и уменьшает силу тока. Степень регулировки зависит от длины винта и размеров корпуса аппарат. Чем шире настройки этого параметра, тем крупнее сам сварочный агрегат.
- Ступенчатая регулировка на обмотке трансформатора позволяет отсекать часть катушки, пуская ток по более коротком пути. Для уменьшения силы сварочной дуги устанавливают максимально длинный путь напряжению. Но это зависит от количества витков понижающего трансформатора.
- Сопротивление из стальной пружины с креплением клемм через определенный интервал позволяет регулировать силу тока мелкими «шагами», но имеет существенный недостаток в виде быстрого перегрева сопротивления, которое постоянно находится под ногами у сварщика.
 Для уменьшения силы сварочной дуги устанавливают максимально длинный путь напряжению. Но это зависит от количества витков понижающего трансформатора.
Для уменьшения силы сварочной дуги устанавливают максимально длинный путь напряжению. Но это зависит от количества витков понижающего трансформатора.Внедрение в схему дросселя решает все эти проблемы одновременно. Это небольшое электротехническое приспособление частично компенсирует недостающее сопротивление, поэтому нет необходимости использовать большие трансформаторы с широкими параметрами регулировки. Настройка тока происходит плавно без ступеней, а под ногами нет раскаленной пружины.
Применение
Сделанный самостоятельно дроссель хорошо взаимодействует на трансформаторах. Поскольку переменный ток отличается треском и разбрызгиванием металла, то добавление в схему этого элемента позволит варить более мягко. Особенно это чувствуется при работе на трубах отопления, где продолжает подтекать вода из системы.
Особенно это чувствуется при работе на трубах отопления, где продолжает подтекать вода из системы.
Дроссель для сварочного инвертора и полуавтомата полезен и содействием быстрого розжига дуги. Например, если инвертор должен выдавать 48 V холостого хода, то при падении или скачках напряжения в сети, это значение будет еще меньше.
Когда требуется варить электродом МР-3, оптимальное значение тока для которого составляет 70 V, а при 48V он зажигается с трудом, то в случае падения напряжения дугу будет возбудить очень сложно.
В результате, запланированные сварочные работы придется отложить до восстановления нормального напряжения.
Дроссель, в сочетании с выпрямителем, способен производить ЭДС самоиндукции, которая пронизывает воздушное пространство и легко поджигает электрод. В случае полуавтомата это содействует легкому началу работ при малейшем поднесении к изделию подающейся из сопла проволоки.
Сочетая в себе две функции (компенсация сопротивления и стабилизация дуги) это устройство позволяет варить тонкий металл в условиях скачущего напряжения. Так, аппараты с дросселем широко используются для сварки кузовов автомобилей на СТО, или нержавеющих тонких емкостей.
Так, аппараты с дросселем широко используются для сварки кузовов автомобилей на СТО, или нержавеющих тонких емкостей.
Дроссель своими руками
Чтобы знать как намотать дроссель правильно, важно разобраться в его устройстве. Хотя оно простое, поэтапное точное выполнение каждой части обеспечит качественный результат. Для полуавтомата или инвертора, используемых в частном доме и на даче, подойдет дроссель, сделанный следующим образом:
- За основу берется старый трансформатор. Оптимальная модель — это повышающий элемент на ламповом телевизоре с маркировкой «ТСА 270-1». Подобные можно найти у пожилых знакомых в гараже. Размеры его внутренней части идеально подходят под сварочный аппарат для домашнего использования.
- Разборка трансформатора производится путем срезания болтов для освобождения катушек. Или можно повернуть ряд головок в верхней части устройства, и снять катушки напрямую.
- На пустые подковы необходимо установить прокладки, которые будут образовывать индуктивный зазор дросселя. Их можно изготовить из картона с толщиной листа от 0.8 до 1.0 мм. Прокладки приклеиваются на основание подковы.
- Обмотка производится мягким алюминиевым проводом с сечением 36 мм. На каждую катушку следует нанести по 24 витка. С использованием указанного сердечника от старого телевизора получится сделать три слоя по восемь витков в каждом. Между слоями необходимо выполнить качественную изоляцию бумагой и бакелитовым лаком. Это делается ввиду способности устройства к выработке ЭДС самоиндукции, которая появляется при разрыве дуги. Тогда разряд идет по пути наименьшего сопротивления и пробивает воздух, чем возобновляет горение электрода. Если наименьшее сопротивление окажется между витками обмотки, то пробой случится там, что повлечет порчу элемента.
- Наматывать провод нужно в одну сторону на каждой катушке. Благодаря одинаковому направлению получится конструкция, на которой вверху будет перемычка между отводами, соединяющая катушки, а внизу расположатся вход и выход.
- Если при наматывании была допущена ошибка, и катушки получились противоположными по направлению намотки, то выйти из положения можно установкой косой перемычки между верхним и нижним отводами по диагонали. Вторая пара отводов образует вход и выход.
- Устанавливать дроссель в цепь рекомендуется уже после диодов. Ко входу подключается кабель с диодного моста, а к выходу крепится кабель массы, подающийся на изделие.
 Их можно изготовить из картона с толщиной листа от 0.8 до 1.0 мм. Прокладки приклеиваются на основание подковы.
Их можно изготовить из картона с толщиной листа от 0.8 до 1.0 мм. Прокладки приклеиваются на основание подковы. Вторая пара отводов образует вход и выход.
Вторая пара отводов образует вход и выход.После сборки происходит тестирование устройства. Для этого необходимо выполнить сварку на металле, толщина которого будет применяться чаще всего в повседневной работе. Проверяется сила тока, которой должно быть достаточно для хорошего провара, но без прожогов.
Обращать внимание необходимо и на поведение сварочной дуги, ее стабильность, умеренный треск, и плавность горения без чрезмерных брызг. Легкий поджиг электрода и хорошие характеристики дуги будут показателем правильной сборки. Если сила тока значительно упала, то стоит перемотать устройство и удалить несколько витков обмотки на каждой катушке.
Внедрение дросселя в схему полуавтомата, инвертора или обычного трансформатора, облегчает работу с устройством. Накладывать швы становится более удобно, а поджиг электрода происходит плавно и стабильно. Особенно это практично в частном секторе, где скачки напряжения — привычное дело. Самодельное изготовление устройства легко выполнить придерживаясь последовательности приведенной в статье.
Особенно это практично в частном секторе, где скачки напряжения — привычное дело. Самодельное изготовление устройства легко выполнить придерживаясь последовательности приведенной в статье.
Поделись с друзьями
Сварочный аппарат своими руками
Самый подходящий по массе и мощности сварочный аппарат — с тороидальным магнитопроводом (например, от сгоревшего электродвигателя мощностью 3-5 кВт)…
Исходя из собственного опыта и практики других самодельных конструкторов, считаю также уместным подчеркнуть, что ток холостого хода у добротного сварочного трансформатора, рассчитанного на подключение к бытовой 220-вольтной сети, должен быть порядка 0,5-1 А.
При меньшем значении данного параметра падает мощность, при большем — греется магнитопровод, а вместе с ним и весь ЭСА.
Не могу также не отметить: если подключение «сварочника» планируется к сети с напряжением 220-380 В, то поверх первичной обмотки крайне желательно иметь дополнительную, 160-вольтную (требуемое число витков уточняется по вольтметру), после которой идет уже вторичная, сварочная.
Корпус такого самодельного сварочного аппарата можно выполнить, например, из перфорированного металлического листа толщиной 1-1,5 мм.
В основании его устанавливается на изоляционных подставках сам тороидальный трансформатор, фиксируемый сверху прижимной планкой-изолятором с двумя шпильками М10.
Перфорационные отверстия диаметром 20 мм — для создания естественной приточной вентиляции, необходимой нашему «сварочнику».
Рис.1. Самодельный сварочный аппарат в сборе: 1 — опора-амортизатор (4 шт.), 2 — кронштейн-шпилька М10 с двумя шайбами и парой гаек (4 компл.
), 3 — облицовка с прорезями для вентиляции: 4 — шпилька М8 с двумя шайбами и парой гаек (2 компл), 5 — основание с вентиляционными отверстиями, 6 — изолирующая подкладка (текстолит гетинакс или деревянная дощечка s10-15, 4 шт.
), 7 — магнитопровод (от электродвигателя мощностью 3-5 кВт), 8 — изоляционная подложка (стеклоткань, 2-3 слоя), 9 — первичная сетевая обмотка (220-380 В, ток холостого хода 0,5-1 А), 10 — дополнительная обмотка, рассчитанная на 160 В, 11 — вторичная сварочная обмотка, 12 — защитная оболочка сварочного трансформатора (стеклоткань, 2-3 слоя), 13 — косынка (4 шт.
), 14 — ручка для переноски (металлическая труба 20×3, 2 шт.
) 15 — прижимная планка (текстолит, гетинакс или деревянная дощечка s10-15), 16 — клеммная панель (13-мм стеклотекстолит или другой термостойкий изолятор), 17 — светоиндикатор (тиратрон МТХ-90 с 60-килоомным МЛТ-0,25 или «неонка» ТН-02 с последовательно соединенным резистором порядка 120 кОм), 18 — клемма 220 В (2 шт.): 19 — сварочная клемма (болт М10 с двумя гайками, парой шайб и гайкой «барашек», латунь или медь, 2 компл.), 20 — «концевик» сварочной обмотки (медь или латунь, лист s1,5, 2 шт.),
материал дет. поз. 3,5 и 13 — металлический лист s1-1,5, тип и количество деталей крепежа для облицовки и клеммной панели не показаны
К основанию крепится (например, на винтах и кронштейнах-уголках) облицовка: тоже из металлического листа, но уже с «прорезной» перфорацией. Расстояние между стенками и трансформатором должно быть, как свидетельствует практика, не менее 30 мм — опять-таки для облегчения условий воздушного охлаждения.
Сверху корпус ужестчается косынками, к которым крепятся скобы-ручки. Основу каждой из таких ручек составляет труба 20×2 мм с боковыми отверстиями диаметром 10,3 мм у концов, в которые вставляются шпильки М10 и привариваются через торцевое окно.
На завершающей стадии сборки устанавливается панель из 10-мм стеклотекстолита (или другого столь же термостойкого изолятора) с располагающимися на ней сетевыми и более мощными сварочными клеммами, а также светоиндикатором «Вкл».
В качестве последнего может использоваться тиратрон МТХ-90 с 60-килоомным резистором или «неонка» МН3 (ТН-0,2) с последовательно соединенным МЛТ-0,25 сопротивлением 120 кОм.
Для регулировки тока при сварке рекомендуется применять самодельный реостат. Основа — 100-мм отрезок асбоцементной трубы диаметром 200-250 мм. В качестве резистентной обмотки используется пружина (стальная хромо ванадиевая проволока диаметром 3-4 мм, навивка — на цилиндрической болванке диаметром 40 мм), например, от сеялки.
Кольцевой реостат сварочного аппарата:
1 — основание-изолятор (асбоцементная труба), 2 — резистентная обмотка (цилиндрическая пружина от сеялки, стальная хромованадиевая проволока диаметром 3-4, навивка диаметром 40, концы отожжены и после установки по месту загнуты под болт М8), 3 — клемма (болт М8 с гайкой и двумя шайбами, 2 компл.), 4 — сварочный кабель с «концевиком», 5 — ручка для переноски (стальная полоса 40×2), 6 — сварочный кабель с двумя «концевиками», 7 — обжимка-изолятор (резиновый шланг 20×3, L50), 8 — ножевой контакт (медная полоса 25×5, L110) Концы пружины-заготовки нагреваются докрасна, пропускаются в просверленные для них отверстия внутрь асбоцементной трубы-основания и плоскогубцами выгибаются под болт М8. Начало получившейся резистентной обмотки соединяется со сварочным 1-м кабелем при помощи самодельной клеммы, состоящей из болта М8, гайки и двух шайб. Ну а регулируемый токосъём осуществляется при помощи медного ножа-регулятора, вставляемого между витками пружины реостата. Конечно же, нелишне оснастить ЭСА и достаточно мощным выпрямителем, что позволит выполнять качественную сварку на постоянном токе. Как свидетельствует практика, самыми приемлемыми оказываются технические решения, в основе которых — так называемый выпрямительный мост на диодах, способных отдавать в нагрузку прямой ток не менее 100 А. С целью лучшего охлаждения каждый из полупроводниковых вентилей желательно снабжать радиатором, имеющим площадь теплоотдачи порядка 200 см2. Довольно хорошие эксплуатационные характеристики, например, у выпрямительного моста, состоящего из двух групп мощных разнополярных диодов В200 и ВЛ200, конструктивное исполнение которых (с «анодным» либо, наоборот, «катодным» отводом тепла и имеющим отличительные корпуса, соответственно, зеленого или малинового цвета) позволяет легко объединять их в суперкомпактный блок с «плюсо-минусовой» и «минусо-плюсовой» контактно-радиаторными группами, между которыми устанавливается резиновая прокладка. Для надежного поджигания дуги обычно используют конденсатор или дроссель.
Конечно же, нелишне оснастить ЭСА и достаточно мощным выпрямителем, что позволит выполнять качественную сварку на постоянном токе. Как свидетельствует практика, самыми приемлемыми оказываются технические решения, в основе которых — так называемый выпрямительный мост на диодах, способных отдавать в нагрузку прямой ток не менее 100 А. С целью лучшего охлаждения каждый из полупроводниковых вентилей желательно снабжать радиатором, имеющим площадь теплоотдачи порядка 200 см2. Довольно хорошие эксплуатационные характеристики, например, у выпрямительного моста, состоящего из двух групп мощных разнополярных диодов В200 и ВЛ200, конструктивное исполнение которых (с «анодным» либо, наоборот, «катодным» отводом тепла и имеющим отличительные корпуса, соответственно, зеленого или малинового цвета) позволяет легко объединять их в суперкомпактный блок с «плюсо-минусовой» и «минусо-плюсовой» контактно-радиаторными группами, между которыми устанавливается резиновая прокладка. Для надежного поджигания дуги обычно используют конденсатор или дроссель. Однако последний предпочтительнее в силу свойственных ему высоких энергоемкостных и эксплуатационных качеств. Сама же конструкция зависит от используемого магнитопровода. Наиболее доступным для многих является «железо» сгоревших трансформаторов. Точнее — пакеты типовых конфигураций из электротехнической стали.
Однако последний предпочтительнее в силу свойственных ему высоких энергоемкостных и эксплуатационных качеств. Сама же конструкция зависит от используемого магнитопровода. Наиболее доступным для многих является «железо» сгоревших трансформаторов. Точнее — пакеты типовых конфигураций из электротехнической стали.
Рис.3. Схема выпрямительно-дроссельного блока
Варианты сварочного дросселя на стержневом магнитопроводе (а) и на броневом (б), составлением из двух типовых стержневых сердечников:
1 — магнитопровод (пакет, набранный из наиболее доступных пластин трансформаторной стали), 2 — изолирующая прокладка (2-3 слоя стекло изоляционной ленты), 3 — обмотка (35-40 витков кабеля с общим сечением медных жил 25 мм2 или алюминиевых 35-40 мм2), 4 — стяжной кронштейн (металлический уголок 15×15 или 25×25, 4 шт.), 5 — стяжка (шпилька с двумя гайками и шайбами Гровера, 4 или 8 компл.)
Неплохие дроссели получаются, в частности, когда в качестве магнитопровода для них — стержневой сердечник шириной 30 мм и толщиной пакета 150-250 мм (от старого блока электропитания) или два спаренных, приспособленных как своеобразный броневой с пакетом толщиной 100-150 мм.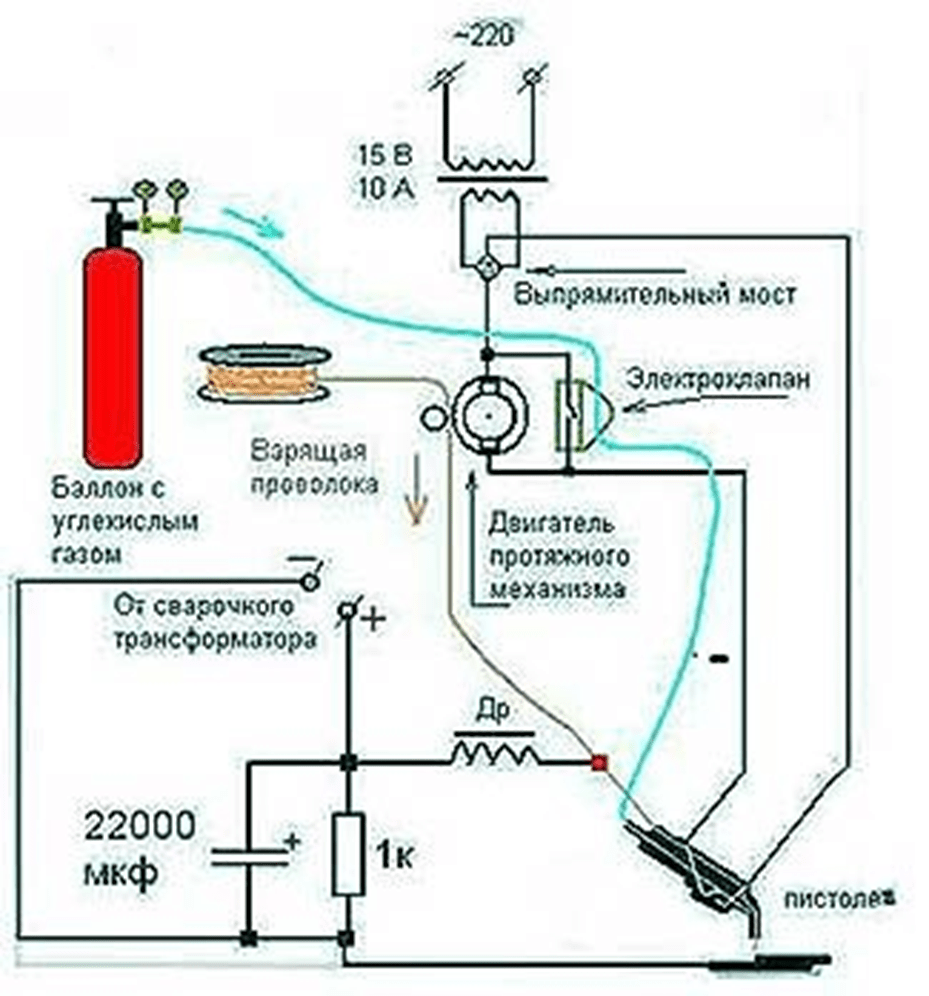 Обмотка содержит от 35 до 40 витков хорошо изолированного провода (токопроводящей шины, кабеля) сечением 35-40 (алюминий) или 25 (медь) мм2. Достоинство: можно использовать любой электрод. Именно такие дроссели легко встраивать в выпрямители или оформлять в виде отдельных блоков. Если приходится заниматься сваркой помногу да к тому же использовать 4-мм электроды, то не обойтись без принудительного воздушного охлаждения. При этом сам вентилятор желательно устанавливать непосредственно на выпрямителе сварочного аппарата.
Обмотка содержит от 35 до 40 витков хорошо изолированного провода (токопроводящей шины, кабеля) сечением 35-40 (алюминий) или 25 (медь) мм2. Достоинство: можно использовать любой электрод. Именно такие дроссели легко встраивать в выпрямители или оформлять в виде отдельных блоков. Если приходится заниматься сваркой помногу да к тому же использовать 4-мм электроды, то не обойтись без принудительного воздушного охлаждения. При этом сам вентилятор желательно устанавливать непосредственно на выпрямителе сварочного аппарата.
В последнем авторском варианте пришлось пойти на установку более мощных радиаторов от 500-амперных диодов. В результате получился самодельный сварочный аппарат, который по своим технико-эксплуатационным параметрам способен быть, что называется, на равных со сварочными аппаратами промышленного изготовления.
А.Певнев, г. Димитровград, Ульяновская обл.Самодельный сварочный аппарат из старого электродвигателяТочечная сварка своими руками
Использование сварочного дросселя
Сварочный аппарат есть, практически у каждого мало-мальски уважающего себя хозяина. Как правило, в последнее время приобретаются аппараты относительно невысокого качества, которые, после небольшой и недорогой доработки, совершенно не уступают лучшим фирменным образцам. Одной из таких доработок является установка дросселя для сварки .
Как правило, в последнее время приобретаются аппараты относительно невысокого качества, которые, после небольшой и недорогой доработки, совершенно не уступают лучшим фирменным образцам. Одной из таких доработок является установка дросселя для сварки .
Что это дает? Во-первых стабилизируется сварочный ток.
При использовании сварочного аппарата переменного тока поджиг электрода возможен только при достижении уровня напряжения, необходимого для поджига и соответствующей синусоиды электрического тока.
Включение в конструкцию дросселя позволяет сместить фазы между током и напряжением, что приводит к более легкому началу сварочных работ и более ровному горению и, соответственно, более качественному сварному шву.
При современном строительстве одну из ключевых ролей играет пол, особенно если он должен обладать не только внешними показателями, но и сохранять тепло. Паркетный пол считается оптимальным решением. Паркет Киев есть разных видов, цветовых решений и в его выборе есть определенные нюансы.
Сварочные дроссели применяются как в сварочных аппаратах, использующих электроды, так и в полуавтоматах. В случае применения в полуавтомате, значительно уменьшается разбрызгивание металла, а работа становится более мягкой, причем шов проваривается более глубоко.
Для изготовления сварочного дросселя своими руками умельцы используют трансформаторы от старых, желательно ламповых, телевизоров. Для начала снимается полностью вся намотка, а на «железо» наматывается провод, исходя из предварительных расчетов.
Стоит отметить, что весьма неплохое качество при изготовлении сварочного дросселя своими руками можно получить, если использовать в качестве заготовки дроссели от сгоревших ламп уличного освещения.
Как правило, обмотка содержит от 25 до 40 витков провода, сечением 35-40 мм2, если используется алюминиевый провод и от 25 мм2, в том случае, если удалось раздобыть медный.
Неплохо подходит для намотки дросселя шинка — как алюминиевая, так и медная.
Итак, можно ставить дроссель на, практически, любой сварочный аппарат, но специалисты все-таки советуют использовать его совместно с выпрямительным блоком — это относится только к сварочным аппаратам, работающим с переменным током. В этом случае достигается двойная цель. Получается более мягкая работа и возможность варить любыми электродами.
Существуют конструкции, в которых дроссель работает в паре с понижающим трансформатором. В этом случае расчет дросселя должен бытьолее точным и производится по формулам, которые можно найти в специализированной литературе.
При такой реализации конструкции предпочтительное место установки дросселя — вторичная цепь сварочного трансформатора. Стоит заметить, что именно таким образом располагается дроссель в некоторых дорогих сварочных полуавтоматах импортного производства. Преимущества здесь налицо. При таком расположении трансформатор обладает нормальным рассеиванием и весьма жесткой внешней характеристикой.
Регулировка работы дросселя — весьма ответственное дело. Несмотря на все расчеты, добиться устойчивой и безупречной работы с первого раза, практически невозможно. Обычно количество витков подбирают опытным путем отматывая или, наоборот, добавляя витки. Еще один способ регулировки заключается в изменении воздушного зазора в магнитопроводе — в этом случае регулировка более плавная.
Несмотря на все расчеты, добиться устойчивой и безупречной работы с первого раза, практически невозможно. Обычно количество витков подбирают опытным путем отматывая или, наоборот, добавляя витки. Еще один способ регулировки заключается в изменении воздушного зазора в магнитопроводе — в этом случае регулировка более плавная.
Дроссель для сварочного аппарата своими руками
- Расчет сечения проводов первичной обмотки трансформатора
- Расчет сечения проводов вторичной обмотки трансформатора
- Выпрямитель для сварочного аппарата
- Способы регулирования тока сварочной дуги
- Как сделать дроссель и намотать его правильно?
Понижающий трансформатор является основой простейшего сварочного аппарата. Более сложным является сварочный аппарат, у которого на выходе имеется выпрямитель, который переменное напряжение преобразует в постоянное. Такие сварочные аппараты называют выпрямителями.
Трансформаторы бывают трех видов: тороидальный, стержневой и броневой, различия между ними можно увидеть на рисунке выше.
Самым сложным является сварочный аппарат, преобразующий входную частоту сети питания 50 Гц сначала в постоянное напряжение, как у выпрямителей, с последующим преобразованием его в переменное, частота которого измеряется уже килогерцами. Это инвертор.
Сделать своими руками инвертор по силам только тому, кто хорошо разбирается в радиоэлектронике и в используемой там элементной базе. Для этого специалиста не нужно объяснять, для чего нужен дроссель и где его место в схеме. А неподготовленному человеку целесообразно объяснить, что такое трансформатор и выпрямитель к нему.
Расчет сечения проводов первичной обмотки трансформатора
Схема устройства сварочного трансформатора.
Теория трансформаторов сложна тем, что она основана на законах электромагнитной индукции и других явлений магнетизма. Однако, не используя сложный математический аппарат, можно пояснить, как работает трансформатор и можно ли его собрать самостоятельно.
Вручную трансформатор можно намотать на металлическом сердечнике, собранном из пластин трансформаторной стали. Проще выполнить намотку на стержневой или броневой сердечник, чем на тороидальный.
Проще выполнить намотку на стержневой или броневой сердечник, чем на тороидальный.
Сразу же следует обратить внимание, что на изображении хорошо видна разница в толщине проводов: тонкий провод расположен непосредственно на сердечнике, и в нем явно видно большее количество витков. Это первичная обмотка.
Более толстый провод и с меньшим количеством витков – это вторичная обмотка.
Не учитывая потери мощности внутри трансформатора, рассчитаем, каким должен быть ток I1 в его первичной обмотке. Идеальное напряжение сети равно U=220 В. Зная потребляемую мощность, например, P=5 кВт, имеем:
I1 = Р:U= 5000_220=22,7 А.
По току в первичной обмотке трансформатора определяем диаметр провода. Плотность тока для бытового сварочного трансформатора должна быть не более 5 А/мм 2 сечения провода. Следовательно, для первичной обмотки потребуется провод сечением S1 =22,7:5=4,54 мм 2 .
По сечению провода определяем квадрат, его диаметр d без учета изоляции:
d 2 =4S/π=4×4,54/3,14=5,78.
Извлекая корень квадратный, получаем d=2,4 мм. Эти расчеты выполнены для медных жил провода. При намотке проводов с алюминиевым сердечником полученный результат необходимо увеличить в 1,6-1,7 раза.
Для первичной обмотки применяют медный провод, изоляция которого должна хорошо выдерживать высокие температуры. Это стеклотканевая или хлопчатобумажная изоляция. Подойдет резиновая и резинотканевая изоляция. Провода, имеющие ПВХ изоляцию, применять не следует.
Доработка сварочного аппарата
Выбор бытовых сварочных аппаратов на современном рынке огромен — от трансформаторных и инверторных до аппаратов плазменной резки.
Основная область использования данной электроаппаратуры в бытовых целях — ремонт авто — мототехники, сварочные работы на малых строительных площадках (дачное строительство).
В данной статье предлагаю рассмотреть некоторые моменты по модернизации бытовых трансформаторных сварочных аппаратов на примере сварки фирмы BlueWeld модель Gamma 4. 185.
185.
Рассмотрим принципиальную схему аппарата — как видите ничего сложного-обычный силовой трансформатор,с первичной обмоткой на 220/400В, с тепловой защитой и вентилятором охлаждения.
Рабочий ток прибора (от 25 до 160А) регулируется посредством выдвижной части сердечника трансформатора.Аппарат расчитан на работу с покрытыми электродами от 1,5 до 4мм диаметром.
Что же явилось предпосылкой к модернизации данного устройства? Прежде всего нестабильность питающего напряжения в том районе, где планировалось использование данного аппарата — в иные дни оно едва достигало 170В (кстати, некоторые инверторные аппараты просто не запускаются при таком напряжении питания).
Кроме того, аппарат изначально не предназачен для выполнения сварных швов с высокими эстетическими характеристиками (например при применении электродуговой сварки в процессе художественной холодной ковки металла или при сварке тонкостенных профильных труб) — в общем основным назначением аппарата было”спаять” между собой две железных болванки.
Помимо всего прочего, ”зажечь” дугу этой сваркой было весьма затруднительно даже при номинальном напряжении питания — про пониженное напряжение вообще говорить не приходится.
В итоге было решено прежде всего перевести аппарат на постоянный ток (для стабильности электрической дуги и как следствие увеличения качества сварного соединения) а также повысить напряжение выхода для более стабильного и легкого розжига электрода. Для этих целей идеально подошла схема выпрямителя/умножителя конструкции А.Трифонова — принципиальная электрическая схема (а) и вольт-амперные характеристики (б) показаны на рисунке.
Особую роль в этом техническом решении казалось бы обычного выпрямителя, играет перемычка Х1Х3-вставив ее,получают из обычного диодного моста VD1-VD4 с низкочастотным фильтром C1C2L1 выпрямительное устройство, на выходе которого в режиме холостого хода мы имеем удвоенное напряжение (по сравнению с вариантом работы прибора без перемычки).
Рассмотрим более подробно работу схемы. Положительная полуволна напряжения поступает на полупроводниковый вентиль VD1 и зарядив конденсатор С1 до максимума возвращается к началу обмотки трансформатора. В другой полупериод, заряд проходит к конденсатору С2, а от него к вентилю VD2 и далее к обмотке.
Положительная полуволна напряжения поступает на полупроводниковый вентиль VD1 и зарядив конденсатор С1 до максимума возвращается к началу обмотки трансформатора. В другой полупериод, заряд проходит к конденсатору С2, а от него к вентилю VD2 и далее к обмотке.
Конденсаторы С1 и С2 соединены таким образом, что результирующее напряжение оказывается равным суммарному (удвоенному) напряжению, которое и подводится через дроссель на держатель электрода и таким образом способствует стабильному разжиганию дуги. Вентили VD3 и VD4 при замкнутой перемычке Х2Х3 и отсутствии сварочной дуги в работе схемы не участвуют.
Главным достоинством схемы является то,что при применении обычной схемы моста имеет место резкое снижение выпрямленного напряжения при увеличении тока нагрузки в момент зажигания дуги-приходится ставить электролитические конденсаторы огромной емкости — 15000мкф, и все это при том, что в момент касания электродом свариваемых поверхностей и мнгновенного разряда конденсатора большой емкости, происходит микровзрыв плазмы с разрушением покрытия электрода, а это ухудшает розжиг. Теперь немного о деталях конструкции.
Теперь немного о деталях конструкции.
В качестве вентилей диодного моста применимы полупроводниковые диоды Д161 или В200 со стандартными радиаторами для них.
Если у вас в наличии имеются 2 диода Д161 и 2 диода В200 вы можете сделать мост более компактным — диоды исполнены с разной проводимостью и радиаторы можно скрепить шпильками прямо между собой, не применяя прокладок. В качестве конденсаторов, перестраховавшись, применил набор неполярных конденсаторов МБГО (можно МБГЧ,МБГП).
Емкость каждого получилась по 400 мкф, чего вполне хватило для стабильной работы аппарата. Токовый дроссель L1 намотан на сердечнике от трансформатора ТС-270 проводом сечением 10мм квадратных.
Сварочный аппарат своими руками: комплектация, чертежи, схемы и проекты самодельных аппаратов (110 фото)
Основная часть специалистов считает, что создание аппарата для сварки не потребует особых навыков. Но прежде чем приступить к его изготовлению, нужно чётко понять в каких целях его можно использовать.
Очень важно, чтобы схема сварочного аппарата была как можно проще, изредка, даже применяют трансформаторы, изъятые из микроволновой печи. Изделие обязано функционировать от бытовой электрической сети с напряжением в 220В.
При этом выделяют целый каталог самодельных аппаратов, функционирующих от электрической сети в 380В.
Комплектация
Сборка аппарата, в большинстве ситуаций, совершается для осуществления мелких сварочных работ, требуемых в бытовых условиях.
В комплектацию представленного аппарата включены следующие компоненты:
Блок питания
Главным компонентом в нём считается преобразователь (трансформатор), его можно создать из бывшего автотрансформатора или же из преобразователя, изъятого из микроволновой печи. Если используется последний вариант, то вынимая трансформатор из микроволновой печи нужно быть предельно осторожными, чтобы не навредить основной обмотке.
Блок выпрямителя
Главными компонентами представленного оборудования являются диоды. Подборка мощности диодов выполняется таким образом, чтобы они были в состоянии выдержать предварительно установленные нагрузки. Для охлаждения диодов применяются специальные радиаторы, изготовленные из сплава алюминия.
Подборка мощности диодов выполняется таким образом, чтобы они были в состоянии выдержать предварительно установленные нагрузки. Для охлаждения диодов применяются специальные радиаторы, изготовленные из сплава алюминия.
При разметке установочной платы обязательно нужно оставить место для дроссели, которая создана сглаживать импульсы. Сборка выпрямителя выполняется на отдельной плате с применением гетинакса или текстолина.
Блок инвертора
Инвертор трансформирует поступающий из выпрямителя постоянный ток в переменный, который характеризуется высокой частотой колебания. Трансформация осуществляется с применением электронных схем на мощных транзисторах или тиристорах.
Изготовить сварочный инвертор своими руками – не трудно, главное, подобрать все представленные компоненты, присутствующие в комплектации. К тому же можно значительно сэкономить на дополнительной обмотке преобразователя, используя не медные провода, а медную жесть.
Технология сборки сварочного аппарата
Если вас интересует, как сделать сварочный аппарат собственноручно, то нужно следовать такому плану:
Выпрямитель располагается на одном пульте управления с преобразователем и дросселю. Регулятор силы тока располагается на панели управления.
Регулятор силы тока располагается на панели управления.
С имеющихся катушек преобразователя (не задевая сердечник) удаляются дополнительные обмотки. К основной обмотке прикасаться не нужно, а вот среднюю можно перемотать проводом, выполняя отводы через последующие тридцать витков.
Клеммы для выведения дополнительного типа обмотки преобразователя изготавливаются из трубок, из меди, диаметр которых равен 10-12 миллиметров, в длину они достигают 30-40 миллиметров. Одна сторона клеммы расклепывается и в образовавшейся пластине просверливается выемка размером около десяти миллиметров, с обратной стороны, вставляется предварительно зачищенный провод.
С панели, размещённой сверху преобразователя, удаляются винты, оснащённые гайками, и заменяются усовершенствованными винтами, типа М10 – к ним подсоединяются клеммы.
Для выведения основной обмотки создается отдельная плата и прикрепляется к преобразователю. Предварительно в плате нужно создать 10-11 отверстий, в диаметре достигающих 6 миллиметров, и соединить с ними винты М6, содержащие две гайки и шайбы. Далее, осуществляется параллельное соединение двух боковых обмоток, а затем добавление к ним средней обмотки.
Далее, осуществляется параллельное соединение двух боковых обмоток, а затем добавление к ним средней обмотки.
Главной характеристикой самодельного сварочного аппарата является то, что к электрической сети он может быть подключен только через рубильник, используя провода сечения около 1,5 мм2.
С фото сварочного аппарата, изготовленного своими руками можно ознакомиться в нашей галерее.
Если при изготовлении представленного аппарата своими руками возникают трудности, то всегда можно приобрести сварочный аппарат в магазине.
svarnoy.info
Свежие записи
Свежие комментарии
- Дмитрий к записи Связаться с нами
- admin к записи Продолжение: DXF для твердотопливного котла 9 кВт.
- admin к записи Чертежи шахтного твердотопливного котла 9 кВт
- ric к записи Повышение эффективности производства
- Сварщик к записи Сварка труб через «операцию»
Сварочные аппараты переменного тока
Сварочные аппараты переменного тока, подразделяют на четыре основные группы: сварочные аппараты
? с отдельным дросселем,
? со встроенным дросселем,
? подвижным магнитным шунтом,
? с увеличенным магнитным рассеянием и подвижной обмоткой.
Они отличаются по конструкции и по электрической схеме. Сварочные аппараты состоят из понижающего трансформатора и устройства — дросселя, подвижного магнитного шунта, подвижной обмотки — для создания падающей внешней характеристики и регулирования сварочного тока. Трансформатор обеспечивает питание дуги переменным током напряжением 60…70 В.
Сварочные аппараты с отдельным дросселем (рис. 1) состоят из понижающего трансформатора и дросселя (регулятора тока). Трансформатор Тр имеет сердечник (магнитопровод) 2 из пластин, отштампованных из тонкой трансформаторной стали толщиной 0,5 мм. На сердечнике расположены первичная 1 и вторичная 3 обмотки. Первичная обмотка из изолированной проволоки подключается к сети переменного тока напряжением 220 или 380 В. Во вторичной обмотке, изготовленной из медной шины, индукцируется напряжение 60…70 В. Небольшое магнитное рассеивание и малое омическое сопротивление обмоток обеспечивают незначительное внутреннее падение напряжения и высокий к. п.д. трансформатора. Последовательно с вторичной обмоткой в сварочную цепь включена обмотка 4 (из голой медной шины) дросселя Др. Обмотка имеет асбестовые прокладки, пропитанные теплостойким лаком. Сердечник дросселя также набран из пластин тонкой трансформаторной стали и состоит из двух частей: неподвижной 5, на которой расположена обмотка дросселя, и подвижной 6, перемещаемой с помощью винтовой пары 7. При вращении рукоятки по часовой стрелке воздушный зазор а увеличивается, против часовой стрелки—уменьшается.
п.д. трансформатора. Последовательно с вторичной обмоткой в сварочную цепь включена обмотка 4 (из голой медной шины) дросселя Др. Обмотка имеет асбестовые прокладки, пропитанные теплостойким лаком. Сердечник дросселя также набран из пластин тонкой трансформаторной стали и состоит из двух частей: неподвижной 5, на которой расположена обмотка дросселя, и подвижной 6, перемещаемой с помощью винтовой пары 7. При вращении рукоятки по часовой стрелке воздушный зазор а увеличивается, против часовой стрелки—уменьшается.
Сварочные аппараты с отдельным дросселем
Рис. 1
При возбуждении дуги (при коротком замыкании) большой ток, проходя через обмотку дросселя, создает мощный магнитный поток, наводящий э.д.с. дросселя, направленную против напряжения трансформатора. Вторичное напряжение, развиваемое трансформатором, полностью поглощается падением напряжения в дросселе. Напряжение в сварочной цепи почти достигает нулевого значения.
При возникновении дуги сварочный ток уменьшается, вслед за ним уменьшается э. д.с. самоиндукции дросселя, направленная против напряжения трансформатора, и в сварочной цепи устанавливается рабочее напряжение, необходимое для устойчивого горения дуги, меньшее, чем напряжение холостого хода. Изменяя зазор а между неподвижным, и подвижным магнитопроводами, изменяют индуктивное сопротивление дросселя и тем самым ток в сварочной цепи. При увеличении зазора магнитное сопротивление магнитопровода дросселя увеличивается, магнитный поток ослабляется, уменьшается э.д.с. самоиндукции катушки и ее индуктивное сопротивление. Это приводит к возрастанию сварочного тока. При уменьшении зазора сварочный ток уменьшается. Один оборот рукоятки винтовой пары изменяет сварочный ток примерно на 20 А.
д.с. самоиндукции дросселя, направленная против напряжения трансформатора, и в сварочной цепи устанавливается рабочее напряжение, необходимое для устойчивого горения дуги, меньшее, чем напряжение холостого хода. Изменяя зазор а между неподвижным, и подвижным магнитопроводами, изменяют индуктивное сопротивление дросселя и тем самым ток в сварочной цепи. При увеличении зазора магнитное сопротивление магнитопровода дросселя увеличивается, магнитный поток ослабляется, уменьшается э.д.с. самоиндукции катушки и ее индуктивное сопротивление. Это приводит к возрастанию сварочного тока. При уменьшении зазора сварочный ток уменьшается. Один оборот рукоятки винтовой пары изменяет сварочный ток примерно на 20 А.
По этой схеме изготовлены сварочные трансформаторы типа СТЭ. Трансформаторы СТЭ-24-У и СТЭ-34-У не сложны по устройству и безопасны в работе и поэтому их широко применяют при ручной дуговой сварке.
Сварочные аппараты со встроенным дросселем (рис.2) имеют электромагнитную схему, разработанную акад. В. П. Никитиным. Магнитопровод трансформатора состоит из основного сердечника на котором расположены первичная 2 и вторичная 6 обмотки собственно трансформатора, и добавочного сердечника 4 с обмоткой 5 дросселя (регулятора тока). Добавочный магнитопровод расположен над основным и состоит из неподвижной и подвижной частей, между которыми с помощью винтовой пары 3 устанавливается необходимый воздушный зазор а.
В. П. Никитиным. Магнитопровод трансформатора состоит из основного сердечника на котором расположены первичная 2 и вторичная 6 обмотки собственно трансформатора, и добавочного сердечника 4 с обмоткой 5 дросселя (регулятора тока). Добавочный магнитопровод расположен над основным и состоит из неподвижной и подвижной частей, между которыми с помощью винтовой пары 3 устанавливается необходимый воздушный зазор а.
Сварочные аппараты со встроенным дросселем
Рис. 2
Магнитный поток, создаваемый обмоткой дросселя, может иметь попутное или встречное направление с потоком, создаваемым вторичной обмоткой трансформатора, в зависимости от того как включены эти обмотки.
Сварочный ток регулируют, изменяя воздушный зазор а, чем больше зазор а, тем больше сварочный ток.
Этот принцип действия лежит в основе конструкции следующих сварочных трансформаторов СТЭ-24-У, СТЭ-34-У, СТН-350, СТН-500, СТН-700, ТСД-500, ТСД-1000-3, ТСД-2000.
Сварочные аппараты с увеличенным магнитным рассеянием и подвижным магнитным шунтом (рис. 3)
3)
Сварочные аппараты с увеличенным магнитным рассеянием и подвижным магнитным шунтом
Рис. 3
имеют замкнутый магнитопровод, у которого на одном стержне расположены первичная 4 и вторичная 3 обмотки трансформатора, а на другом — реактивная обмотка 1. Между ними находится стержень — магнитный шунт 2. Шунт замыкает магнитные потоки, создаваемые первичной и реактивной обмотками. При этом образуются магнитные потоки рассеяния, которые создают значительное индуктивное сопротивление. Таким образом, обеспечивается падающая внешняя характеристика трансформатора.
Сварочный ток регулируют, перемещая магнитный шунт вдоль направления магнитного потока. При выдвижении шунта рассеяние магнитных потоков первичной и реактивной обмоток уменьшается, вследствие чего уменьшается индуктивное сопротивление трансформатора. При этом сварочный ток возрастает. По такому принципу работают аппараты типа СТАН и СТШ.
Сварочные аппараты с увеличенным магнитным рассеянием и подвижной обмоткой. Трансформатор имеет магнитопровод, на обоих стержнях которого расположены по две катушки: одна с первичной обмоткой, а вторая — со вторичной обмоткой. Катушки первичной обмотки закреплены неподвижно в нижней части сердечника, а катушки вторичной обмотки перемещаются по стержню с помощью винтовой пары. Сварочный ток регулируют изменением расстояния между первичными и вторичными обмотками. При увеличении этого расстояния магнитный поток рассеяния возрастает, а сварочный ток уменьшается. По этому принципу изготовлены такие трансформаторы ТС-120, ТС-300, ТС-500, ТСК-300, ТСК-500, ТД-300, ТД-500.
Трансформатор имеет магнитопровод, на обоих стержнях которого расположены по две катушки: одна с первичной обмоткой, а вторая — со вторичной обмоткой. Катушки первичной обмотки закреплены неподвижно в нижней части сердечника, а катушки вторичной обмотки перемещаются по стержню с помощью винтовой пары. Сварочный ток регулируют изменением расстояния между первичными и вторичными обмотками. При увеличении этого расстояния магнитный поток рассеяния возрастает, а сварочный ток уменьшается. По этому принципу изготовлены такие трансформаторы ТС-120, ТС-300, ТС-500, ТСК-300, ТСК-500, ТД-300, ТД-500.
Сварочный полуавтомат своими руками: схема самодельного аппарата из инвертора или трансформатора
Сварочный автомат – специальный прибор, предназначенный для сварочного соединения металлических изделий. Аппараты изготавливаются с различными параметрами, но независимо от типа, наиболее важный элемент конструкции – инверторный механизм.
Для стабильной работы требуется, чтобы инвертор обладал высоким качеством, требуемой функциональностью, был для пользователя безопасным.
Приборы известных марок отличаются высокой стоимостью, а китайские не вызывают доверия у потребителей. Потому некоторые сварщики предпочитают изготавливать сварочный полуавтомат своими руками по простым схемам и технологии изготовления.
Что потребуется?
В состав аппарата-самоделки включаются:
- механизм, управляющий характеристиками выходящего тока,
- блок питания,
- горелки,
- зажимные приспособления,
- резиновые рукава,
- телега.
Для сборки прибора полуавтоматической сварки своими руками будут нужны:
- устройство для проволоки-присадки,
- гибкий шланг для подачи под требуемым давлением порошка либо газа к зоне сварного соединения,
- катушка,
- электронный узел для управления прибором.
Принцип работы
Процесс производства сварки полуавтоматом состоит в:
- передвижение и регулировка работы горелки,
- контролировании процесса сварки.

Главная функция инверторного полуавтомата – трансформация переменного тока, получаемого от сети, в постоянный. Длина и качество дуги зависит от напряжения, а темп поступления присадки определяется по сварному току.
Принцип действия любого сделанного своими руками полуавтомата такой:
- продувка для устранения засоров, препятствующих стабильной подаче газа,
- включение питающего блока,
- подача присадки,
- функционирование инвертора в заданном темпе,
- укрытие шва и заваривание образованного кратера.
На завершающем этапе при необходимости выполняется ручная зачистка места соединения или наплавки, обеспечивается защита шва и заваривание кратера.
Созданный план
Перед производством сварочного полуавтомата своими руками составляется план действий на каждом этапе работы. Это позволит повысить скорость монтажа и определить требуемые приспособления и изделия.
Сначала надо определиться с принципиальной электрической схемой полуавтомата.
Далее нужно задуматься о том, какое устройство или прибор использовать как корпус для компактной установки электронной начинки и механизмов.
Затем нужно проанализировать габариты требуемых для сборки деталей, обдумать их размещение внутри корпуса. Для примера, если есть время, можно изготовить объемные прототипы деталей и расположить их в подходящем по объему пространстве по принятой схеме сварочного полуавтомата.
Подготовка трансформатора
Трансформатор составляет пара катушек с обмоткой из изолированной проволоки, одна обвивка – первичная, иная – вторичная.
Для переделки инверторного прибора изменяется только вторичная катушка. Ее нужно переделать для сокращения вольтажа и повышения силы тока. Для этого снимается имеющаяся обвивка и наматывается новая из покрытого изоляцией кабеля.
Демонтаж производится как можно аккуратнее чтобы не повредить нужную обмотку, витки должны ложиться вплотную.
Число и толщину витков можно определить на специализированных онлайн-сервисов.
По завершении укладки провода обмотки покрываются изолирующим материалом.
Источник питания
В конструкцию полуавтомата обязательно входит питающий блок. Можно поставить выпрямитель, преобразователь либо инвертор.
Так как электрический ток к сварочнику поставляется из сети с тремя фазами, то лучше применить для этого инвертор.
Плата управления
Для корректирования функционирования полуавтомата требуется электронная плата, составленная из таких деталей:
- генератора с преобразователем,
- ведущий блок реле,
- блоки обратной связи, ответственные за приход электротока в самодельный полуавтомат и выходящее напряжение,
- термозащитный узел,
- блок антизалипания.
Выбор корпуса
Коробка для полуавтомата-самоделки должен иметь такой объем, чтобы вместить части, но, легким, поддающимся быстрой очистке. Также не должно возникать затруднений при его открывании и закрывании.
Для изготовления корпуса многими сварщиками считается оптимальным вариантом использование системного блока от старого компьютера. Он компактен, обладает эстетичным внешним видом. Так как системник изготовлен из тонкостенного металла или пластика, в нем можно легко устроить требуемые вырезы. К тому же, присутствует установленный питающий блок напряжением 12 В, соответствующий для питания газового клапана при MIG-сварке. По технологии MMA, напряжения хватит для того, чтобы подавать проволоку в область сварки.
Он компактен, обладает эстетичным внешним видом. Так как системник изготовлен из тонкостенного металла или пластика, в нем можно легко устроить требуемые вырезы. К тому же, присутствует установленный питающий блок напряжением 12 В, соответствующий для питания газового клапана при MIG-сварке. По технологии MMA, напряжения хватит для того, чтобы подавать проволоку в область сварки.
Если найти системник не удалось, для монтажа корпуса подбирается любой пластиковый либо металлический короб соответствующих габаритов.
Совмещение катушек
В корпус сначала укладывается преобразователь, затем совмещаются катушки. Первичная обвивка подключается по параллельной схеме, вторичная –по порядку элементов.
Совмещение по этому принципу позволяет воспринимать ток величиной 60 А с выходным напряжением 40 В.
Важно! Такие параметры трансформаторных катушек подходят для изготовления сваркой в бытовых условиях различных конструкций малого размера.
Система охлаждения
При продолжительной непрерывной эксплуатации полуавтомат подвержен сильному перегреванию, что ведет к неисправностям и необходимости ремонта аппарата. Потому его нужно оснастить охлаждающей системой, состоящей из термодатчика, определяющего порог допустимой для функционирования температуры, и кулеров.
Потому его нужно оснастить охлаждающей системой, состоящей из термодатчика, определяющего порог допустимой для функционирования температуры, и кулеров.
Для создания системы охлаждения можно приобрести оптронную пару, подключающуюся к блоку управления аппаратом. При превышении установленного предела, от датчика на исполнительное реле поступит сигнал, отключающий подачу электроэнергии до охлаждения сварочника.
Самым простым вариантом является использование вентиляторов, которые следует прикрепить с обеих сторон корпуса перед трансформаторным прибором. Закрепляются вентиляторы так, чтобы они крутились не на приток воздуха, а на вытяжку.
В качестве охладительной системы можно задействовать кулеры, демонтированные из непригодного компьютера или иного устройства. Для обеспечения выведения и подачи внутрь кислорода, по бокам следует просверлить 20-30 отверстий размером от 5 мм.
Ремонт/доработка устройства скорости подачи электродной проволоки
Сделанный из инвертора полуавтомат чаще всего требует поступления проволоки-присадки размером 0,8, 1,0, 1,2 либо 1,6 мм. Для корректирования темпа ее подачи можно купить заводской механизм, продающийся совместно с горелкой. Но при наличии свободного времени и нужных деталей устройство делается самостоятельно согласно такому описанию.
Для корректирования темпа ее подачи можно купить заводской механизм, продающийся совместно с горелкой. Но при наличии свободного времени и нужных деталей устройство делается самостоятельно согласно такому описанию.
Для сборки потребуется:
- моторчик от дворников из автомашины,
- пара подшипников,
- цилиндр окружностью 25 мм,
- две текстолитовые пластинки.
Подшипники ставятся на пластины, прислоняются к размещенному на валу моторчика цилиндрическому стержню. Прижатие производится посредством пружинки. Поступление проволоки происходит по расположенным между роликом и подшипниками направляющими.
Весь механизм монтируется на текстолитовой пластинке толщиной 8-10 мм.
Важно! Проволока при этом должна поступать из разъема, скрепляющего устройство и сварной рукав. Там же размещается и катушка с требуемой маркой расходника и подходящим диаметром.
Для регулировки поступления присадки применяется механизм, смонтированный на базе тиристорной схемы без конденсатора. Диодный мост можно подобрать любой конфигурации, выдающий ток свыше 10 А.
Диодный мост можно подобрать любой конфигурации, выдающий ток свыше 10 А.
Дроссель
Для самостоятельной намотки дросселя нужно подобрать какой-либо трансформатор с подходящими размерами. Для таких целей можно использовать старый преобразователь от лампового телевизора, мощностью более 250 Вт.
На замкнутом сердечнике овальной формы, состоящем из двух половин, имеется две катушки. Преобразователь следует разобрать, катушки демонтировать и удалить с них имеющийся провод. Для облегчения процесса намотки можно использовать плоскую медную шинку.
Важно! Для каждой из катушек требуется навивка витков в два слоя, всего на одном элементе должно быть 15-20 витков.
Затем сердечник вновь монтируется, катушки возвращаются на свои точки и соединяются последовательно. Между частями сердечника устанавливается прокладка из текстолита толщиной 1,5 мм.
Горелка
Горелка требуется для подачи дугового напряжения, газа либо присадочной проволоки в область сваривания. Устройство замыкает цепь, управляет подачей проволоки или газа.
Устройство замыкает цепь, управляет подачей проволоки или газа.
Для ускорения процесса сборки рекомендуется приобрести уже готовый пистолет, продающийся совместно с рабочими рукавами.
Баллон
Для поступления в область сварочной дуги защитной среды газа следует подобрать баллон стандартной конфигурации.
При применении углекислоты подойдет и баллон от огнетушителя, предварительно установленный на подставку. Рупор следует удалить. Для установки редуктора понадобится переходник, потому как резьба горла огнетушителя не совпадает с его резьбой.
Режимы сварки с применением углекислого газа представлены в таблице.
Тележка
Как и сварочный ПА своими руками, так и телегу можно смонтировать из уже готовых частей или с нуля из имеющихся материалов. Можно собрать тележку, состоящую из одного или нескольких уровней по одному из доступных чертежей.
На верхней приставке удобной хранить инструмент и материалы, требующиеся для работы. Колеса тележки во избежание застревания в мягком грунте и облегчения передвижения должны иметь диаметр не менее 50 мм.
Колеса тележки во избежание застревания в мягком грунте и облегчения передвижения должны иметь диаметр не менее 50 мм.
Переделка
Перед тем как сделать полуавтомат из инвертора, прибор, например, серии Циклон, нужно подвергнуть переустройству его токовый преобразователь.
На катушки преобразователя накручивается медная полоска, укрытая термобумагой. Простой толстый кабель применять не рекомендуется, потому как под нагрузкой он будет греться. С температурным воздействием охладители могут не совладать, из-за чего перегревается и отключается весь аппарат.
Вторичная обвивка создается из трех слоев, они хорошо изолируется фторопластовой лентой. Окончания одной обвивки спаиваются для улучшения проводимости.
Осциллограммы напряжения, прямого и обратного тока представлены на рисунке.
Любой из аппаратов не серийного изготовления восприимчив к влиянию грязи и пыли. Потому эти приборы необходимо чистить не реже одного раза в квартал. Периодичность чисток принимается в соответствии с интенсивностью работ. В противном случае не избежать частых ремонтов.
Периодичность чисток принимается в соответствии с интенсивностью работ. В противном случае не избежать частых ремонтов.
Основное преимущество полуавтоматов – компактные размеры и небольшой вес. Не менее важным считается и возможность работы как на постоянном, так и на переменном токе. Аппараты могут применяться для сваривания цветных металлов и чугуна.
К недостаткам приборов можно отнести использование в ограниченном температурном диапазоне – при показаниях термометра выше -15°С. Из-за этого полуавтоматы не годятся для северных районов и не могут полноценно работать в зимний период. Инверторные полуавтоматы применяются преимущественно в теплое время либо в отапливаемых помещениях.
Игорь Корнеев, сварщик, стаж работы 20 лет: «Сварочники-самоделки применяются для сооружения малых конструкций для бытовых целей. Для профессионального применения и серийного производства их использование не рационально».
Загрузка…Как сделать полуавтомат для сварки?
Умелые руки, поиск и доскональное изучение информации из книг и сети – обязательный минимум для желающего собрать полуавтомат сварочный своими руками. Профессиональная техника отличается громоздкостью и энергоёмкостью. Мобильный полуавтомат превзойдёт по возможностям обычное сварочное устройство с электродами при компактности.
Профессиональная техника отличается громоздкостью и энергоёмкостью. Мобильный полуавтомат превзойдёт по возможностям обычное сварочное устройство с электродами при компактности.
Блок: 1/5 | Кол-во символов: 345
Источник: https://SpecNavigator.ru/instrumenty/svarochnye-apparaty/poluavtomat-svoimi-rukami.html
Принцип работы сварочного полуавтомата
Суть работы данного агрегата сводится к следующему принципу: на выпрямитель подается ток, в результате чего появляется пульсирующее напряжение, сглаживающееся фильтром. В результате указанных процессов на выходе получается постоянный ток.
Затем, с помощью специальных транзисторов, постоянный ток обратно преобразуется в переменный. Однако его частота уже отличается от исходной, соответствующей сетевой. Обычно ее величина составляет двадцать герц и выше.
Напряжение в это же время становится меньшим и составляет 70-90 В, а сила тока возрастает вплоть до двухсот ампер.
Исходя из описанных выше параметров, становится ясно: самодельные сварочные полуавтоматы способны обеспечить такие же характеристики, как большая часть других аналогичных устройств.

С другой стороны подобные агрегаты не лишены и недостатков. В их конструкции предусмотрено наличие сложных электросхем, а значит ремонт данных приборов более сложен.
Полуавтомат для сварочных работ.
Если было принято решение сделать сварочный полуавтомат своими руками, тогда следует, в первую очередь, определиться с некоторыми его функциями. Например, существенным фактором будет наличие или отсутствие возможности работы в среде защитных газов.
Современные приборы располагают данной функцией и обеспечивают работу в режиме MMA. Конечно же, сваривание в отсутствии защитной атмосферы будет обладать более низким качеством.
Работа полуавтомата подразумевает под собой использование защитной атмосферы, в роли которой используется углекислый газ. Также понадобится сварочная проволока, автоматически подаваемая в область сварки.
Как видно, процесс работы полуавтомата существенно сложнее инвертора. Зато первый является более универсальным и позволяет решать более широкий спектр задач. В связи со всем вышесказанным, переделка сварочного инвертора в полуавтомат весьма выгодная и актуальная затея.
В связи со всем вышесказанным, переделка сварочного инвертора в полуавтомат весьма выгодная и актуальная затея.
Блок: 2/5 | Кол-во символов: 2007
Источник: https://tutsvarka.ru/oborudovanie/poluavtomat-svoimi-rukami
Содержание / Contents
Вообще
Вид спереди
Вид сзади
Вид слева
В качестве сварочной проволоки используется стандартная
5кг катушка проволоки диаметром 0,8мм
Сварочная горелка 180 А вместе с евроразъемом
была куплена в магазине сварочного оборудования.
Ввиду того что схема полуавтомата анализировалась с таких аппаратов как ПДГ-125, ПДГ-160, ПДГ-201 и MIG-180, принципиальная схема отличается от монтажной платы, т. к. схема вырисовывалась на лету в процессе сборки. Поэтому лучше придерживаться монтажной схемы. На печатной плате все точки и детали промаркированы (откройте в Спринте и наведите мышку).
Печатка, см. чертеж в архиве
Вид на монтаж
Плата управления
В качестве выключателя питания и защиты применен однофазный автомат типа АЕ на 16А. SA1 — переключатель режимов сварки типа ПКУ- на 5 положений.
SA1 — переключатель режимов сварки типа ПКУ- на 5 положений.
Резисторы R3, R4 — ПЭВ-25, но их можно не ставить (у меня не стоят). Они предназначены для быстрой разрядки конденсаторов дросселя.
Теперь по конденсатору С7. В паре с дросселем он обеспечивает стабилизацию горения и поддержания дуги. Минимальная емкость его должна быть не менее 20000 мкф, оптимальная 30000 мкф. Были испробованы несколько типов конденсаторов с меньшими габаритами и большей емкостью, например CapXon, Misuda, но они себя проявили не надежно, выгорали.
В итоге были применены советские конденсаторы, которые работают по сей день, К50-18 на 10000 мкф х 50В в количестве трёх штук в параллель.
Силовые тиристоры на 200А взяты с хорошим запасом. Можно поставить и на 160 А, но они будут работать на пределе, потребуется применение хороших радиаторов и вентиляторов. Примененные В200 стоят на не большой алюминиевой пластине.
Реле К1 типа РП21 на 24В, переменный резистор R10 проволочный типа ППБ.
При нажатии на горелке кнопки SB1 подается напряжение на схему управления. Срабатывает реле К1, тем самым через контакты К1-1 подается напряжение на электромагнитный клапан ЭМ1 подачи кислоты, и К1-2 — на схему питания двигателя протяжки проволоки, и К1-3 — на открытие силовых тиристоров.
Переключателем SA1 выставляют рабочее напряжение в диапазоне от 19 до 26 Вольт (с учетом добавки 3 витков на плечо до 30 Вольт). Резистором R10 регулируют подачу сварочной проволоки, меняют ток сварки от 30А до 160 А.
При настройке резистор R12 подбирают таким образом, чтобы при выкрученном R10 на минимум скорости двигатель все же продолжал вращаться, а не стоял.
При отпускании кнопки SB1 на горелке — реле отпускает, останавливается мотор и закрываются тиристоры, электромагнитный клапан за счет заряда конденсатора С2 еще продолжает оставаться открытым подавая кислоту в зону сварки.
При закрытии тиристоров исчезает напряжение дуги, но за счет дросселя и конденсаторов С7 напряжение снимается плавно, не давая сварочной проволоке прилипнуть в зоне сварки.
Берем трансформатор ОСМ-1 (1кВт), разбираем его, железо откладываем в сторону, предварительно пометив его. Делаем новый каркас катушки из текстолита толщиной 2 мм, (родной каркас слишком слабый). Размер щеки 147×106мм. Размер остальных частей: 2 шт. 130×70мм и 2 шт. 87×89мм. В щеках вырезаем окно размером 87×51,5 мм.
Каркас катушки готов.
Ищем обмоточный провод диаметром 1,8 мм, желательно в усиленной, стекловолоконной изоляции. Я взял такой провод со статорных катушек дизель-генератора). Можно применить и обычный эмальпровод типа ПЭТВ, ПЭВ и т. п.
Стеклоткань — на мой взгляд, самая лучшая изоляция получается
Начинаем намотку — первичка. Первичка содержит 164 + 15 + 15 + 15 + 15 витков. Между слоями делаем изоляцию из тонкой стеклоткани. Провод укладывать как можно плотнее, иначе не влезет, но у меня обычно с этим проблем не было. Я брал стеклоткань с останков всё того же дизель-генератора. Все, первичка готова.
Продолжаем мотать — вторичка. Берем алюминиевую шину в стеклянной изоляции размером 2,8×4,75 мм, (можно купить у обмотчиков). Нужно примерно 8 м, но лучше иметь небольшой запас. Начинаем мотать, укладывая как можно плотнее, мотаем 19 витков, далее делаем петлю под болт М6, и снова 19 витков, Начала и концы делаем по 30 см, для дальнейшего монтажа.
Берем алюминиевую шину в стеклянной изоляции размером 2,8×4,75 мм, (можно купить у обмотчиков). Нужно примерно 8 м, но лучше иметь небольшой запас. Начинаем мотать, укладывая как можно плотнее, мотаем 19 витков, далее делаем петлю под болт М6, и снова 19 витков, Начала и концы делаем по 30 см, для дальнейшего монтажа.
Тут небольшое отступление, лично мне для сварки крупных деталей при таком напряжении было маловато току, в процессе эксплуатации я перемотал вторичную обмотку, прибавив по 3 витка на плечо, итого у меня получилось 22+22.
Обмотка влезает впритык, поэтому если мотать аккуратно, все должно получиться.
Если на первичку брать эмальпровод, то потом обязательно пропитка лаком, я держал катушку в лаке 6 часов.
Собираем трансформатор, включаем в розетку и замеряем ток холостого хода около 0,5 А, напряжение на вторичке от 19 до 26
Вольт
. Если все так, то трансформатор можно отложить в сторону, он пока нам больше не нужен.
Вместо ОСМ-1 для силового трансформатора можно взять 4шт ТС-270, правда там немного другие размеры, и я делал на нем только 1 сварочный аппарат, то данные для намотки уже не помню, но это можно посчитать.
Берем трансформатор ОСМ-0,4 (400Вт), берем эмальпровод диаметром не менее 1,5 мм (у меня 1,8). Мотаем 2 слоя с изоляцией между слоями, укладываем плотненько. Дальше берем алюминиевую шину 2,8×4,75 мм. и мотаем 24 витка, свободные концы шины делаем по 30 см. Собираем сердечник с зазором 1 мм (проложить кусочки текстолита).
Дроссель также можно намотать на железе от цветного лампового телевизора типа ТС-270. На него ставится только одна катушка.
У нас остался еще один трансформатор для питания схемы управления (я брал готовый). Он должен выдавать 24 вольта при токе около 6А.
С трансами разобрались, приступаем к корпусу. На чертежах не показаны отбортовки по 20 мм. Углы свариваем, все железо 1,5 мм. Основание механизма сделано из нержавейки.
Подробные чертежи корпуса см. в приложении.
Мотор М применен от стеклоочистителя ВАЗ-2101.
Убран концевик возврата в крайнее положение.
В подкатушечнике для создания тормозного усилия применена пружина, первая попавшаяся под руку. Тормозной эффект увеличивается сжиманием пружины (т. е. закручиванием гайки).
Тормозной эффект увеличивается сжиманием пружины (т. е. закручиванием гайки).
▼ Чертежи корпуса и механики сварочного полуавтомата ? ⚖️ 32,44 Kb ⇣ 211
▼ Схема и печатная плата сварочного полуавтомата ? ⚖️ 14,23 Kb ⇣ 278
Андрей (bedjamen)
Вологда
Логин bedjamen — это был мой пёс, эрдельтерьер, по кличке Беджамен Моден Тайп Хауэлл. Дата его рождения года.
Блок: 2/2 | Кол-во символов: 6302
Источник: https://datagor.ru/practice/diy-tech/1984-svarochnyy-poluavtomat-diy.html
Создание полуавтомата из сварочного инвертора
Перед использованием инвертора в качестве основы для сварочного полуавтомата нужно произвести некоторые манипуляции с его составным трансформатором. Его нужно переделать, причем переделка инвертора в полуавтомат не требует особых знаний и усилий, ее легко произвести, соблюдая лишь некоторые правила.
Все, что нужно сделать, это нанести на него дополнительный слой, который должен состоять из медной полосы и термобумаге. Отметим, что ни в коем случае для этих целей нельзя применять обычную медную проволоку, так как она в процессе работы может перегреться и вывести из строя весь аппарат.
Отметим, что ни в коем случае для этих целей нельзя применять обычную медную проволоку, так как она в процессе работы может перегреться и вывести из строя весь аппарат.
Небольшие манипуляции также нужно провести с вторичной обмоткой. Согласно инструкции нужно нанести три слоя жести, изолированную фторопластовой лентой. Концы имеющей и нанесенной обмотки следует спаять. Такая простая манипуляция позволит значительно увеличить проводимость токов.
Очень важно чтобы инвертор был оснащен вентилятором, необходимым для охлаждения аппарата и предотвращения перегрева.
Блок: 4/7 | Кол-во символов: 1029
Источник: https://stankiexpert.ru/spravochnik/svarka/svarochnyj-poluavtomat-svoimi-rukami.html
Покупные изделия
Сварочный полуавтомат своими руками можно собрать с привлечением готовых деталей и узлов. Трансформатор питания схемы управления рекомендуем подобрать готовый по параметрам: 24 В на выходе, ток — 6 А.
Трансформатор питания схемы управления рекомендуем подобрать готовый по параметрам: 24 В на выходе, ток — 6 А.
Трансформатор для полуавтомата
Профессиональную сварочную горелку фабричного исполнения на 180 А с евроразъёмом правильнее приобрести в специализированном магазине сварочного оборудования. Стандартная бобина с 5 кг проволоки Ø 0.8 мм ставится на подшипники без доработки. Наибольший Ø — 200 мм, посадочный — Ø 50.
Сварочная горелка для полуавтомата 180А
Устройство подачи проволоки в сварочный полуавтомат базируется на основе электродвигателя автомобильного стеклоочистителя. Неподвижная металлическая трубка задаёт направление во избежание крутых изгибов проволоки.
Устройство подачи проволоки в сварочный полуавтомат
С управлением подачи углекислоты в зону сварки справится электромагнитный клапан холостого хода. Загляните в магазин запчастей ВАЗ.
Электромагнитный клапан холостого хода
Автомат однофазный АЕ 16 А – переключатель питания и защиты при перегрузке. Переключатель режимов на 5 позиций ПКУ-. В паре с дросселем работает конденсатор для стабилизации удержания дуги. Оптимум ёмкости — 30 000 мкф. Обычно берётся набор из нескольких конденсаторов с параллельным соединением.
Переключатель режимов на 5 позиций ПКУ-. В паре с дросселем работает конденсатор для стабилизации удержания дуги. Оптимум ёмкости — 30 000 мкф. Обычно берётся набор из нескольких конденсаторов с параллельным соединением.
Автомат однофазный АЕ 16 А
Силовые тиристорные ключи берутся на 200 А, устанавливаются на радиаторы. Усиление теплоотдачи касается и выпрямителей на входе и выходе. Задача установленного в точке максимума температуры термодатчика — не допустить локальный нагрев до 750С.
Блок: 4/5 | Кол-во символов: 1577
Источник: https://SpecNavigator.ru/instrumenty/svarochnye-apparaty/poluavtomat-svoimi-rukami.html
Подбор расходных материалов
Поговорим немного о расходниках, которые мы упомянули выше. Подбирая проволоку необходимо обратить внимание на две характеристики: диаметр и состав. Диаметр проволоки должен быть равен толщине металла, который вы будете варить. А состав должен совпадать с составом того же металла.
Теперь о газе. Для сварки можно использовать различные газы, но наш самодельный аппарат будет рассчитан на сварку углекислотой. У вас будет возможность варить без газа, если вы замените обычную проволоку на порошковую. Порошковая проволока не полностью металлическая, ее сердцевина состоит из флюса. Флюс при плавлении проволоки высвобождается и образует пары, которые играют роль защиты от окисления. Но мы не рекомендуем использовать порошковую проволоку постоянно, поскольку она не обеспечивает качественное формирование швов. Эта технология скорее подходит для труднодоступной сварки, чем для повседневной работы.
Для сварки можно использовать различные газы, но наш самодельный аппарат будет рассчитан на сварку углекислотой. У вас будет возможность варить без газа, если вы замените обычную проволоку на порошковую. Порошковая проволока не полностью металлическая, ее сердцевина состоит из флюса. Флюс при плавлении проволоки высвобождается и образует пары, которые играют роль защиты от окисления. Но мы не рекомендуем использовать порошковую проволоку постоянно, поскольку она не обеспечивает качественное формирование швов. Эта технология скорее подходит для труднодоступной сварки, чем для повседневной работы.
Мы считаем, что оптимальный набор расходников при домашней сварке — это газовый баллон с углекислотой и обычная металлическая проволока, подобранная в соответствии с параметрами детали. Кстати, вам необязательно покупать огромные баллоны по 40 литров. В продаже есть баллоны по 10 литров и даже по 5 литров. Их можно положить в багажник машины и самому отвезти на дачный участок, не мучаясь с транспортировкой не заказывая баллон у сторонних компаний.
Далее мы расскажем, как собрать полуавтомат сварочный своими руками в домашних условиях и стоит ли вообще заниматься этим, или целесообразнее купить аппарат в магазине. Обо всем по порядку.
Блок: 4/7 | Кол-во символов: 1566
Источник: https://svarkaed.ru/oborudovanie-dlya-svarki/apparaty/samodelnye/kak-sdelat-svarochnyj-poluavtomat-svoimi-rukami.html
Полуавтомат из сварочного трансформатора
Старый сварочный трансформатор, который давно пылится в гараже, способен превратиться в рабочий сварочный полуавтомат.
Рисунок 10 — Схема полуавтомата из сварочного трансформатора
Старый аппарат с выпрямителем и постоянным током на выходе дорабатывать не нужно. Если трансформатор использовался для сварки переменным током, его придется усовершенствовать.
Блок преобразования тока
Преобразовать трансформатор в источник постоянного тока поможет установка фильтра и диодного моста. Диодная сборка служит для выпрямления вторичного напряжения, а фильтр обеспечивает стабильную дугу за счет сглаживания пульсаций.
После выпрямления напряжение приобретает вид синусоиды и представляет собой пульсирующее напряжение с частотой 100 Гц. Дважды за период отмечается нулевое значение. Если его использовать в существующем виде, то дуга будет гореть нестабильно, что негативно скажется на процессе сварки. Подключение фильтра сгладит существующие провалы напряжения.
Рисунок 11 — Блок преобразования тока
Подключение фильтра
В состав фильтра входит дроссель последовательного включения в сварочную цепь и конденсатор с параллельным включением. Такое сочетание емкости и индуктивности носит название Г-образного фильтра, что связано с изображением подключения элементов на схеме.
Конденсатор для полуавтомата используется полярный, электролитический. Емкость должна быть не менее 10 тыс. мкФ, а больше только лучше. Для обеспечения запаса напряжение конденсатора должно быть от 100 В. Емкость спаянных параллельно конденсаторов суммируется, поэтому можно взять имеющиеся с меньшим номиналом.
Дроссельный узел
Дроссель получается наматыванием старого, подходящего по габаритам трансформатора. Для этих целей подходит питающий трансформатор мощностью минимум 250 Вт, изъятый из старого лампового цветного телевизора. Обычно у него две катушки на замкнутом овальном сердечнике из двух частей. Конструкцию следует разобрать, подводы удалить и снять катушки.
Для намотки потребуется плоская медная шина подходящего сечения. Взамен снятого провода на каждую из катушек вручную наматывается шина в два слоя. В результате должно быть 15–20 витков. Половинки сердечника складываются, а между ними вставляется прокладка из текстолита толщиной 1,5 мм. Катушки возвращаются на место и соединяются последовательно.
Для проведения сварочных работ собранным полуавтоматом потребуются горелка, устройство перемещения проволоки, рукав для подачи проволоки и углекислый газ.
Блок: 3/4 | Кол-во символов: 2472
Источник: https://WikiMetall.ru/oborudovanie/svarochnyiy-poluavtomat-svoimi-rukami. html
html
Итог
Сварочный полуавтомат – устройство, которое должно быть в хозяйстве любого мастера. Данный прибор позволит решить большое количество работы, постоянно появляющейся на даче или в гараже. Тем не менее не стоит спешить покупать агрегат в специализированных магазинах, ведь подобное устройство можно изготовить самостоятельно из инвертора.
Блок: 5/5 | Кол-во символов: 369
Источник: https://tutsvarka.ru/oborudovanie/poluavtomat-svoimi-rukami
Механизм подачи проволоки
Механизм подачи проволоки для полуавтомата можно приобрести практически в каждом магазине электротехники. Но его также можно произвести самостоятельно из подручных средств. Специалисты рекомендуют для этих целей найти двигатели от автомобильных дворников, пару подходящих пластин, подшипников и ролик диаметром 2,5 см, который необходимо установить на вал двигателя. На пластины в свою очередь устанавливаются подшипники. Полученная конструкция прижимается к ролику с помощью пружины.
Схема регулятора подачи проволоки для сварочного полуавтомата
Намотанная на ролик проволока протягивается между подшипником и роликом. Все комплектующие крепятся на пластине, толщина которой не должна быть менее 1 см, изготовленную из прочного пластика. Вывод проволоки должен совпадать с местом крепления подающего шланга.
Блок: 5/7 | Кол-во символов: 831
Источник: https://stankiexpert.ru/spravochnik/svarka/svarochnyj-poluavtomat-svoimi-rukami.html
Вместо заключения
Самодельный сварочный полуавтомат — это хорошая замена заводскому аппарату в условиях домашней сварки. Он неприхотлив к хранению и эксплуатации, а его сборка стоит в разы дешевле. Собирая полуавтомат своими руками, вы точно знаете расположение всех компонентов и их наименования. Поскольку на руках у вас есть схема самодельного сварочного полуавтомата. Так что в случае необходимости можно довольно быстро, просто и недорого починить такой агрегат.
Конечно, не всегда сборка самодельного полуавтомата бывает целесообразной. Если вы планируете выполнять постоянные ремонтные работы, то логичнее купить заводской аппарат с гарантийным обслуживанием и полным функционалом. Ну а если вам просто нужно время от времени выполнять сварку, и при этом вы неплохо разбираетесь в электротехнике, то сборка самодельного полуавтомата может быть очень увлекательным и полезным занятием.
Если вы планируете выполнять постоянные ремонтные работы, то логичнее купить заводской аппарат с гарантийным обслуживанием и полным функционалом. Ну а если вам просто нужно время от времени выполнять сварку, и при этом вы неплохо разбираетесь в электротехнике, то сборка самодельного полуавтомата может быть очень увлекательным и полезным занятием.
А вы когда-нибудь собирали полуавтомат в домашних условиях? Какие компоненты вы использовали? Согласны ли вы с автором видеоролика, рассказывающим о своем самодельном полуавтомате? Поделитесь опытом в комментариях ниже. Возможно, вы поможете начинающих умельцам в сборке недорого, но функционального полуавтомата. Желаем удачи в работе!
Блок: 7/7 | Кол-во символов: 1226
Источник: https://svarkaed.ru/oborudovanie-dlya-svarki/apparaty/samodelnye/kak-sdelat-svarochnyj-poluavtomat-svoimi-rukami.html
Источник питания
Питанием для полуавтоматической сварки может служить различный источник, например, ранее упомянутый инвертор, выпрямитель и трансформатор. Электрический ток поступает к сварочному аппарату из трехфазной сети. Рекомендуется при изготовлении самодельного аппарата использовать инвертор.
Электрический ток поступает к сварочному аппарату из трехфазной сети. Рекомендуется при изготовлении самодельного аппарата использовать инвертор.
При соблюдении соответствующих рекомендаций и выборе качественных комплектующих можно получить качественный аппарат, сделанный своими руками, который будет служить в хозяйстве не один год и станет настоящим помощник при выполнении мелкого домашнего ремонта.
Блок: 7/7 | Кол-во символов: 557
Источник: https://stankiexpert.ru/spravochnik/svarka/svarochnyj-poluavtomat-svoimi-rukami.html
Количество использованных доноров: 6
Информация по каждому донору:
- https://SpecNavigator.ru/instrumenty/svarochnye-apparaty/poluavtomat-svoimi-rukami.html: использовано 2 блоков из 5, кол-во символов 1922 (9%)
- https://tutsvarka. ru/oborudovanie/poluavtomat-svoimi-rukami: использовано 3 блоков из 5, кол-во символов 4051 (20%)
- https://datagor.ru/practice/diy-tech/1984-svarochnyy-poluavtomat-diy.html: использовано 1 блоков из 2, кол-во символов 6302 (31%)
- https://svarkaed.ru/oborudovanie-dlya-svarki/apparaty/samodelnye/kak-sdelat-svarochnyj-poluavtomat-svoimi-rukami.html: использовано 3 блоков из 7, кол-во символов 3476 (17%)
- https://stankiexpert.ru/spravochnik/svarka/svarochnyj-poluavtomat-svoimi-rukami.html: использовано 3 блоков из 7, кол-во символов 2417 (12%)
- https://WikiMetall.ru/oborudovanie/svarochnyiy-poluavtomat-svoimi-rukami.html: использовано 1 блоков из 4, кол-во символов 2472 (12%)
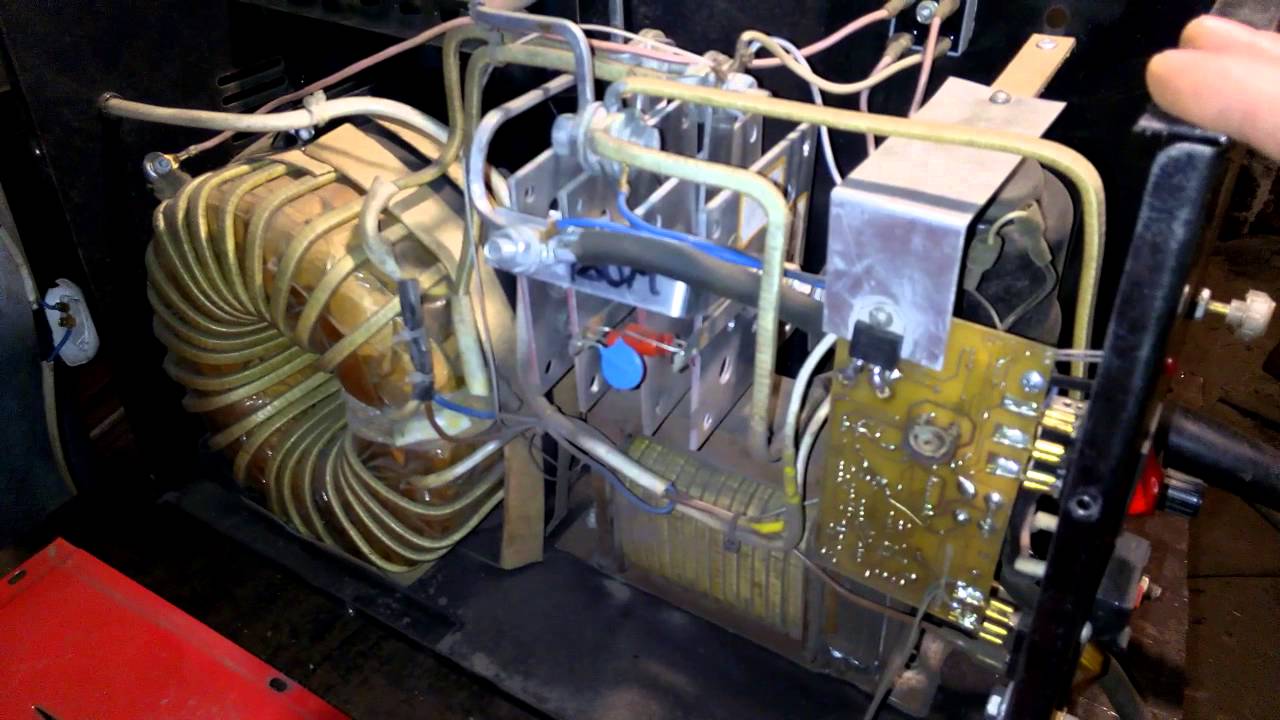 ru/oborudovanie/poluavtomat-svoimi-rukami: использовано 3 блоков из 5, кол-во символов 4051 (20%)
ru/oborudovanie/poluavtomat-svoimi-rukami: использовано 3 блоков из 5, кол-во символов 4051 (20%)Регулятор скорости подачи проволоки сварочного полуавтомата
Операции перед началом работы
Перед тем, как приступить к работе, опытный сварщик проводит качественную настройку и регулировку сварочного полуавтомата. В частности производится непосредственная регулировка подачи силы тока, а также вспомогательные узлы и компоненты, в частности – скоростной режим подачи проволоки, иные вспомогательные характеристики. В самом процессе работы, даже если вы все установили, так как надо, необходимо дополнительно осуществлять настройку сварочного полуавтомата, в зависимости от условий эксплуатации и целевого предназначения сварочного оборудования.
В самом процессе работы, даже если вы все установили, так как надо, необходимо дополнительно осуществлять настройку сварочного полуавтомата, в зависимости от условий эксплуатации и целевого предназначения сварочного оборудования.
Устройство в обязательном порядке должно быть подключено к специальной системе подачи защитных видов газа – аргон, углекислотный баллон или к смеси газовых компонентов. Обязательно проверяем требуемое количество, и объем проволоки, которую мы используем в барабанном механизме. Если проволоки недостаточно или мало, заправляем барабан новым материалом и протягиваем до рабочей рукоятки.
Для того чтобы обеспечить качественные и необходимые первичные параметры подготовки к работе, необходимо выполнить следующие условия и принцип как настроить сварочный полуавтомат инверторного типа для конкретных характеристик работы:
- Определяемся с размерами и толщиной свариваемой поверхности металлов любого типа.
- Выявляем характеристики пространственного положения сверяемых частей металла- вертикальное или горизонтальное.
- Учитываем толщину используемой проволоки для технологической работы.

Учитывая вышеуказанные требования, можно потом с лёгкостью решить вопрос как настроить сварочный полуавтомат для работы с различными видами и вариантами металлических изделий. Далее вы можете по своим ощущениям и по условиям проведения технологической операции производить корректировку агрегата, и добавлять свои функционалы управления.
Преимущества полуавтоматического вида сварки
Повсеместное применение эти устройства получили ввиду ряда выгодных особенностей оборудования и метода сварки. Вот основные:
- сваривание как толстых, так и тонких листов стали;
- отсутствие необходимости в зачистке кромок до блеска;
- доступная цена аппаратов и расходных материалов;
- легкая настройка полуавтомата на разные режимы;
- быстрое обучение для начинающих;
- широкий спектр свариваемых металлов;
- малое количество брызг и незначительная последующая обработка шва;
- высокая скорость;
- способность заплавлять широкие зазоры;
- хорошая видимость ванны без шлаковых масс;
- герметичные швы под жидкости и газы.

Устройство горелки и шланга сварочного полуавтомата
Используя сварочный полуавтомат, мы можем увеличить скорость работы более чем в два с половиной или в три раза, поскольку нет необходимости в многократном проходе шва, в его зачистке и в замене штучных электродов. Для роста производительности, нужно обеспечить бесперебойную подачу инертного газа, напряжения и проволоки к сварочной ванночке. С этой целью используют устройство, состоящее из следующих компонентов:
- баллон с редуктором, настроенный на расход 6-10 л в минуту и укомплектованный шлангом подачи газа;
- еврорукав, шланг-кабель длиной 3 м, по которому осуществляется подача тока, проволоки и газа, а также управляющего сигнала;
- горелка с наконечником, кнопкой включения и насадкой под разный диаметр проволоки, снабжённая форсункой для инертного или активного газа.
Создать самостоятельно еврорукав — довольно сложно, нужно учитывать, что диаметр используемой проволоки колеблется от 0,8 до 1. 6 мм, и она беспрепятственно должна проходить через сварочный шланг. Для этой цели канал снабжается пружиной, с использованием тефлонового покрытия, кроме того, по тому же рукаву проходит подача газа. По кабелю проходит и управляющий сигнал от кнопки горелки, а на конце обычно ставят многоконтактный евроразъём, по которому осуществляется включение и подача всех компонентов.
6 мм, и она беспрепятственно должна проходить через сварочный шланг. Для этой цели канал снабжается пружиной, с использованием тефлонового покрытия, кроме того, по тому же рукаву проходит подача газа. По кабелю проходит и управляющий сигнал от кнопки горелки, а на конце обычно ставят многоконтактный евроразъём, по которому осуществляется включение и подача всех компонентов.
Сложная конструкция горелки и её работа в условиях высоких температур, подразумевает наличие тугоплавких насадок с отверстиями под разные диаметры сварочной проволоки. Через горелку происходит подача газа, а также включение механизма подачи проволоки к сварочной ванночке. Состоит она из следующих элементов:
- ручка с кнопкой управления;
- горелка;
- газовое сопло;
- калиброванный токоподводящий наконечник.
Важно обеспечивать надёжность электрических контактов и герметичное соединение газовых шлангов
Основные отличия сварочного инвертора от полуавтомата
Зачастую перед мастером встаёт вопрос выбора между сварочным инвертором или полуавтоматом, отличие между которыми заключается в качестве шва и типах свариваемых металлов. Если обычный инвертор позволяет вести сварку в режиме AC/DC, штучными электродами разной толщины, то сварочные аппараты полуавтоматического типа осуществляют соединение деталей сварочной проволокой. Она подаётся в зону плавления с регулируемой скоростью и имеет разную толщину, а чтобы обеспечить наилучший результат, процесс проходит в среде инертного или активного газа (MIG/MAG).
Если обычный инвертор позволяет вести сварку в режиме AC/DC, штучными электродами разной толщины, то сварочные аппараты полуавтоматического типа осуществляют соединение деталей сварочной проволокой. Она подаётся в зону плавления с регулируемой скоростью и имеет разную толщину, а чтобы обеспечить наилучший результат, процесс проходит в среде инертного или активного газа (MIG/MAG).
Полуавтоматы позволяют сваривать всевозможные металлы различной толщины, при этом размер электрода не меняется и рабочая зона всегда на одном расстоянии от человека. В составе сварочного полуавтомата есть инвертор, но также присутствует регулируемый узел подачи проволоки и специальный шланг с горелкой и баллоном. Этим оборудованием можно сваривать сплавы алюминия, углеродистую и нержавеющую сталь, чугун и титан, а специальной проволокой — латунь и оцинкованный металл. При сборке полуавтомата из инвертора, своими руками, вам понадобятся следующие заводские или самодельные узлы:
При сборке полуавтомата из инвертора, своими руками, вам понадобятся следующие заводские или самодельные узлы:
- сварочный аппарат с режимами AC/DC, выдающий на выходе регулируемые токи от 10 до 200А, с переменным импульсным напряжением;
- горелка с возможностью подачи сварочной проволоки и соответствующего газа к месту сварочных работ;
- шланг, армированный пружиной для обеспечения бесперебойной подачи проволоки и газа;
- газовый баллон с редуктором и манометром;
- обратный сварочный кабель с зажимом;
- блок управления;
- надёжный, регулируемый узел подачи сварочной проволоки различной толщины.
Эти элементы можно приобрести в заводском исполнении, а часть из них — изготовить своими руками. Инвертор, горелку и газовый баллон необходимо купить от заводского производителя, так как технические требования к этим узлам требуют сертификата качества.
 youtube.com/embed/DC7ahnXdq3E?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/DC7ahnXdq3E?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Конечно, свой полуавтомат обойдется значительно дешевле, но важно, чтобы самодельные элементы отвечали требованиям техники безопасности при производстве электросварочных работ.
Ремонт/доработка устройства скорости подачи электродной проволоки
Инверторы считаются надежными устройствами. Но при небрежном уходе устройства могут выйти из строя. Аппаратам может потребоваться ремонт. В большинстве случаев главной причиной является поломка регулятора. При возникновении первых проблем, поломка сказывается на дальнейшей работе устройства. Поэтому чтобы избежать будущий ремонт, следует как можно больше уделить времени на качественную сборку устройства.
Схема агрегата включает в себя прижимной ролик. Он оснащен специальным регулятором уровня прижима проволоки. Также в агрегате присутствует ролик подачи проволоки, в котором есть два небольших углубления.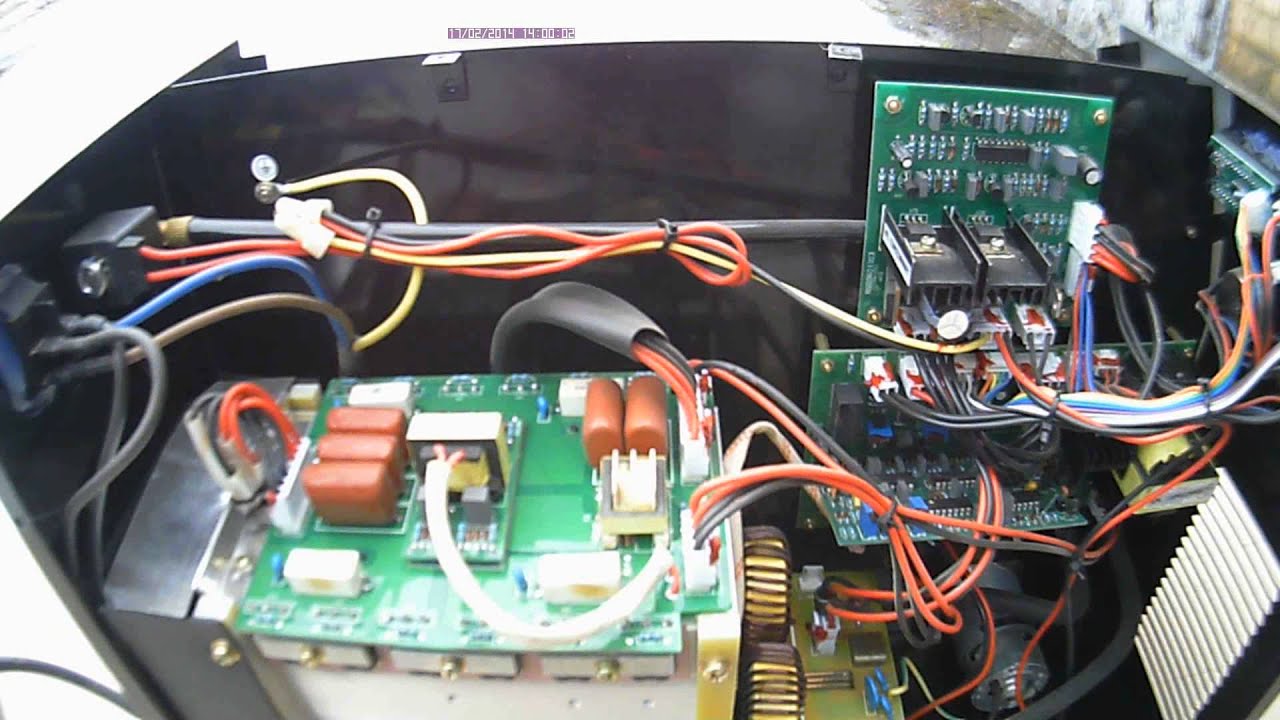 Из них должна выходить сварочная проволока. Разрешено использование проволоки диаметром до 1 мм. Сразу после регулятора находится соленоид, который контролирует подачу газа.
Из них должна выходить сварочная проволока. Разрешено использование проволоки диаметром до 1 мм. Сразу после регулятора находится соленоид, который контролирует подачу газа.
Регулятор считается крупным элементом. Он фиксируется при помощи небольших болтов. Поэтому крепление является крайне ненадежным. Агрегат может перекашиваться, что может привести к сбою в работе. Именно из-за этой причины устройство часто ломается и требует дополнительный ремонт.
Особенности настройки
Чтобы понять, как настроить сварочный аппарат полуавтоматического типа, нужно знать некоторые особенности. Также учтите, что в процессе вам придется постоянно надстраивать аппарат и регулировать уже выбранный режим сварки. Почему так происходит? Мы перечислим некоторые причины.
Перед заводом-производителем никогда не стоит задача изготовить абсолютно идентичные полуавтоматы с одинаковыми настройками по умолчанию, поскольку это просто невозможно из-за небольших различий в деталях. Поэтому читая материал о настройке конкретно вашей модели полуавтомата, не стоит думать, что это сработает на все 100%.
Также вклад вносит напряжение в вашей электросети. В процессе сварки оно может проседать и постоянно изменяться либо из-за слабой проводки, либо из-за мощного электроприбора соседа, внезапно включенного в общую электросеть. При этом полуавтомат может либо отказываться варить, либо вовсе сгорит
Так что на это нужно обращать особое внимание
Помимо этого, аппарат придется постоянно подстраивать, если вы дозаправили газовый баллон. Состав защитного газа или смеси может отличаться, а это влияет на настройки. Также настройки нужно изменять в зависимости от температуры, при которой производится сварка, и в зависимости от характеристик присадочной проволоки (диаметр и марка).
Еще аппарат нужно отрегулировать, если вы смешили катушку проволоки на другую, либо при смене пространственного положения.
Это основное. Перечисленные трудности возникают нечасто и не всегда надстройка необходима в данном случае. Но существуют моменты, при которых настройка просто обязательна. К примеру, если вы после полуавтоматической сварки решили поменять тип сварочной проволоки или ее марку.
К примеру, если вы после полуавтоматической сварки решили поменять тип сварочной проволоки или ее марку.
Также если вы поменяли газ, скажем, с углекислоты перешли на аргон. Или заменили аргон на какую-нибудь газовую смесь. И, конечно, при смене полуавтомата на другую модель
Словом, есть множество нюансов, на которые нужно обращать внимание, и быть готовым к постоянной надстройке аппарата
Режимы полуавтоматической сварки – теория и практика
Полуавтоматическая сварка предполагает возможность самостоятельно выставить настройки. Человек может менять 4 основных параметра – скорость плавления, высоту шва и подачи проволоки, направление движения электрода. Также, мастера должны уметь регулировать сварочные горелки для полуавтомата. Подбирается режим с учетом толщины металлического листа и ГОСТа. За счет использования газа зона теплового воздействия уменьшается. Поэтому возможно наложение нескольких швов без деформации металла.
Сварщик должен помнить все рабочие параметры наизусть. Выделяют следующие режимы сварки полуавтоматом:
Выделяют следующие режимы сварки полуавтоматом:
- цикличный – используют короткую дугу
- импульсный
- точечный
- постоянное круговое перемещение металлического листа
- струйное перемещение заготовки
Для работы в соответствии с требованиями ГОСТ необходим инертный газ – аргон или гелий. Иногда применяются смеси этих двух газов. В противном случае не только снижается качество сварного шва, но и возрастает вероятность получения травм и ожогов работником. Сварка низколегированных сталей осуществляется в среде углекислого газа
Поэтому важно правильно определить необходимый объем баллона и постоянно контролировать поступление газа
Механизм подачи
Для протяжки проволоки предназначен специальный подающий механизм для полуавтомата. Он снижает расход сварочной проволоки. Современные модели оснащаются электронным управлением, поэтому пользоваться ими несложно. В некоторых имеется возможность записывать более пяти программ сварочных режимов. Дорогостоящие модели обычно имеют несколько дополнительных регуляторов. Через канал горелки проволоку протягивают ролики для сварочных полуавтоматов. При этом, расходник подается с заданной сварщиком скоростью. На выбор представлено 3 модификации подающих механизмов:
Дорогостоящие модели обычно имеют несколько дополнительных регуляторов. Через канал горелки проволоку протягивают ролики для сварочных полуавтоматов. При этом, расходник подается с заданной сварщиком скоростью. На выбор представлено 3 модификации подающих механизмов:
- Толкающий – используется довольно часто, но имеет ограничения по длине шланга. Неудобен, если нужно сварить детали, расположенные на удалении от источника тока.
- Тянущего действия – возможно подключение длинного шланга.
- Комбинированный – объединяет преимущества предыдущих двух разновидностей.
После выставления режимов полуавтоматической сварки можно переходить к пробному запуску. На небольшой заготовке производится варка. Если качество шва устраивает, можно приступать к работе. Когда результат не удовлетворяет, прибор повторно настраивают
Очень важно произвести правильную настройку, чтобы дуга не рвалась, а шов был ровным
О тонкостях настройки механизма смотрите в видео:
 youtube.com/embed/sILz3pZgYDs?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/sILz3pZgYDs?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Настройки аппарата
Когда все готово, можно приступать к непосредственным настройкам. Несмотря на то, что опытные сварщики могут устанавливать режимы на собственное усмотрение, мы будем отталкиваться от рекомендованных параметров. Значения, представленные в таблице ниже, усредненные и в каждом отдельном случае, для лучшего качества работ, стоит произвести небольшую подстройку. Как это сделать, для чего нужен тот или иной параметр рассмотрим далее.
Таблица ориентировочных режимов сварки для углеродистых сталей
Скорость подачи газа
Данный параметр хоть и не относится к настройке сварочного полуавтомата, играет важную роль в процессе сваривания. Газобаллонное оборудование современного образца комплектуется удобными редукторами, где указан расход в литрах. Просто установите значение на 6 – 16 литров, в зависимости от толщины металла и на этом все.
Вольтаж
Данный параметр условно показывает, сколько тепла мы отдадим на работу в данный момент. Как видно из таблицы, чем толще металл, тем больше Вольтаж, а значит, нагрев и расплавление происходит быстрее и проще. Сложность с подбором вольтажа возникает тогда, когда мы имеем дело с нестандартным металлом или особой конструкцией сварки. Если мы говорим о работе с цветными или высоколегированными металлами, то оптимальные значения Вольтажа можно найти в интернете.
С другой стороны некоторые производители не указывают точное значение данной регулировки, а ограничиваются условными указаниями, к примеру, цифры 1-10. В таком случае следует внимательно изучить сопроводительную документацию, где должно быть указанно соответствие текущего положения к настоящему вольтажу.
Таким образом, данный параметр стоит устанавливать согласно таблице “настройка сварочного полуавтомата” или рекомендации производителя.
Скорость подачи проволоки/Сила тока
Второй параметр настройки любого полуавтомата это – скорость, совмещенная с силой тока. Это связанно с тем, что оба параметра взаимосвязаны и увеличивая скорость подачи, возрастает сила тока. Некоторые продвинутые машины имеют отдельные регулировки тока на полуавтомате, но они относятся к профессиональному уровню.
Это связанно с тем, что оба параметра взаимосвязаны и увеличивая скорость подачи, возрастает сила тока. Некоторые продвинутые машины имеют отдельные регулировки тока на полуавтомате, но они относятся к профессиональному уровню.
В более продвинутых моделях скорость подачи проволоки имеет тонкую настройку
Как и ранее для начала устанавливаем рекомендованные значения, однако в процессе работ эту настройку можно и нужно подстраивать под свои нужды. Заметить несоответствие просто. Если шов ведет, образуются сильные наплавления или сдвиги, то скорость слишком большая. Если же валик «проседает», появляются волнистые углубления или разрывы, то скорость слишком маленькая.
Большинство простейших аппаратов имеют именно две настройки – вольтаж и скорость подачи, совмещенная с силой тока. Умело управляя ими можно в полной мере оценить качество сваривания деталей полуавтоматом.
Источник питания
Функцию источника рабочего тока в варочном полуавтомате может выполнять классический трансформатор, выпрямительный преобразователь или электронно-импульсный инвертор. Электросхему будущего агрегата следует продумать до мелочей и выбрать её в соответствии с поставленными практическими задачами.
Электросхему будущего агрегата следует продумать до мелочей и выбрать её в соответствии с поставленными практическими задачами.
От типа и конструкции самого преобразователя во многом будут зависеть как технические, так и эксплуатационные параметры будущего устройства (его габариты, вес и выходная мощность).
В состав такого сварочного полуавтомата должны входить импульсный преобразователь тока, дополненный всеми рассмотренными ранее механизмами плюс блок управления нагрузочными параметрами. Также не следует забывать о комплекте соединительных проводов и держателе рабочих электродов.
Почему нельзя полностью полагаться на рекомендуемые настройки
Очень популярный вопрос, который тревожит каждого новичка сварки. Прежде всего, отметим список вещей, которые влияют на качество работ:
- разная начинка сварочных полуавтоматов;
- качество электросети;
- состав сплава;
- температура окружающей среды;
- толщина и марка проволоки;
- пространственные положения работ;
- состав газа или его смеси.

Итого, чтобы получить, качественный шов, сварщику приходится «попадать» в оптимальные настройки, с которыми можно качественно сваривать изделия. Но стоит взять другой металл, поменять положение или чтобы напряжение сети упало и нужно снова искать те самые оптимальные настройки.
«ИНВЕРТОР» или «ТРАНСФОРМАТОР»?
Существует мнение, что инверторный сварочный аппарат значительно превосходит трансформаторный по техническим характеристикам и надёжности, а стоит меньше. Так ли это?
Инверторный сварочный аппарат включает инверторный преобразователь, который в принципе позволяет добиться существенного преимущества в процессе сварочных работ.
Прежде всего, применение инверторной технологии позволяет значительно уменьшить размер трансформатора, и тем самым снизить стоимость и массу оборудования. Но прежде всего, это верно для сварки штучным электродом (сварка ММА). В случае полуавтоматической дуговой сварки MIG/MAG всё сложнее. Для полноценной реализации преимуществ инверторной технологии необходимы дополнительные компоненты и узлы, которые существенно удорожают сварочный аппарат. Именно по этой причине многие китайские производители наводнили наш рынок инверторными аппаратами для сварки MIG/MAG, переделанными из ММА аппаратов. Если такой «инверторный» аппарат — «3 в 1», т.е. TIG/MMA/MIG-MAG и минимальный рабочий ток для сварки TIG равен 10А, то для сварки MIG-MAG минимальный ток будет составлять уже 40-50А, что для кузовного ремонта неприемлемо, так как это значение слишком велико.
Именно по этой причине многие китайские производители наводнили наш рынок инверторными аппаратами для сварки MIG/MAG, переделанными из ММА аппаратов. Если такой «инверторный» аппарат — «3 в 1», т.е. TIG/MMA/MIG-MAG и минимальный рабочий ток для сварки TIG равен 10А, то для сварки MIG-MAG минимальный ток будет составлять уже 40-50А, что для кузовного ремонта неприемлемо, так как это значение слишком велико.
Кроме того, инверторный блок требует активного охлаждения. А еще он очень хрупкий и чаще всего приклеен к алюминиевому радиатору специальным клеем под нагрузкой, вследствие чего уязвим для вибрации. Поломка требует полной замены блока или дорогостоящего ремонта с применением специального оборудования. Отсюда понятно, почему форумы по сварке пестрят сообщениями о том, что инверторные полуавтоматы выходят из строя чуть ли не в первые дни работы.
Кузовной цех, где работает полуавтомат, сложно назвать благоприятной средой. Огромное количество пыли крайне неблагоприятно влияет на электронику, заключённую в небольшом корпусе. Инверторный блок очень боится пыли и влаги.
Инверторный блок очень боится пыли и влаги.
Одним из достоинств инверторных аппаратов, о котором упоминают продавцы, является стабильная работа при скачках напряжения. Это является несомненным плюсом, особенно при известной нестабильности напряжения в гаражах. С другой стороны, добиться стабильной работы сети можно простым включением в цепь стабилизатора напряжения, и в MIG 19 эта проблема решена.
Самым важным отличием недорогого инверторного полуавтомата от традиционного трансформаторного является жёсткое начало сварки. «Трансформатор» с качественным цифровым управлением сразу выходит на рабочий режим, мягко набирает мощность, давая сварщику возможность сваривать маленькими каплями, часто включая и выключая подачу, чтобы снизить температуру сварки.
Да, инвертор действительно «поёт» во время сварки, но эта «песнь» даёт наслаждение только на деталях толщиной от 1,5 мм и больше, на тонком листе «песнь» короткая.
Инверторные блоки постоянно модернизируются, становятся меньше, дешевле и надёжнее, но пройдет еще какое-то время, прежде чем такие количественные изменения перейдут в качество, и трансформаторные аппараты будут полностью вытеснены с рынка
Принцип работы
Самым распространенным видом сварочного прибора являются устройства, работающие в защитной газовой среде. Устройство сварочных полуавтоматов этого типа принципиально одинаково.
Устройство сварочных полуавтоматов этого типа принципиально одинаково.
Основными узлами являются:
- Источник питания. Разные модели рассчитаны на разное напряжение. Оно может быть как однофазным, так и трехфазным. С помощью переключателя можно переходить с 380 вольт на привычные 220 вольт, что позволяет использовать агрегаты не только на производстве, но и в обычных бытовых условиях. Ток передаётся или через самодельный трансформатор, или через инвертор. Инвертор понижает напряжение и повышает силу тока.
- Электродная горелка вместе с трубкой для подвода газа.
- Баллон с газом для защиты зоны плавления.
- Специальный механизм движения проволоки.
- Блок управления и настройки.
В моделях с толкающим механизмом проволока для сварки движется внутри направляющей трубки, когда специальный узел толкает наружу. В случае если применяется тянущий тип, то узел подачи расположен в глубине горелки и вытаскивает на себя электродную проволоку с бобины.
Принцип работы полуавтоматической сварки предусматривает управление и регулирование важнейших параметров: величину напряжения, силу тока и скорость разматывания катушек. Регулирование может быть переменным, с плавным изменением значений или ступенчатым. Некоторые устройства самостоятельно выбирают скорость подачи проволоки в зависимости от установленных сварочных значений.
Порядок действий при работе с аппаратом:
- Кнопкой «Пуск» включается источник питания.
- Выпускается на горелку защитный газ и подается напряжение.
- Узел подачи разматывает катушку.
- Между проволокой и поверхностью металла возникает электрическая дуга, и проволока начинает плавиться.
- Газ защищает зону плавления.
- Происходит сваривание металлических частей.
Конструкция подающего устройства
Процесс сборки сварочного полуавтомата своими руками, может происходить как с использованием заводского подающего устройства, так и его самодельного варианта. Для того чтобы его изготовить собственноручно, необходимо понять — из чего состоит заводское изделие, а именно:
Для того чтобы его изготовить собственноручно, необходимо понять — из чего состоит заводское изделие, а именно:
- на лицевой панели находится евроразъём для подключения сварочного рукава;
- на тыльной части корпуса — тумблер включения блока питания и разъёмы для соединения с инвертором и системой подачи газа;
- внутри корпуса находится блок питания подающего устройства;
- узел подачи с закреплённой, свободно вращающейся бобиной с проволокой;
- далее расположено прижимное, регулируемое подающее устройство, соединённое через редуктор с валом электродвигателя;
- схема регулировки оборотов электродвигателя, обеспечивающая поступательное движение сварочной проволоки с заданной скоростью;
- соленоид, обеспечивающий или перекрывающий подачу газа в горелку через клапан;
- трубки подачи газа к соленоиду и евроразъёму;
- силовой кабель, подводящий сварочный ток к узлу подачи проволоки;
- схема согласования подачи газа и движения проволоки с задержкой в 1-2 секунды, препятствующая прогорание или залипание проволоки, при работе в агрессивной кислородной среде;
- кабели, соединяющие инвертор и подающее устройство.

Необходимо обеспечить эффективный регулируемый прижим подающего ролика, поскольку проволока имеет разное сечение, в зависимости от толщины свариваемых заготовок
Важно обеспечить соотношение всех узлов, участвующих в обеспечении поступательного движения проволоки, чтобы избежать перегибов, затрудняющих плавную подачу с необходимой скоростью. Материал шланга, подводящего газ, должен быть термостойким, а соединения — обеспечиваться надёжными хомутами
Не составит особого труда подобрать подходящий по параметрам блок питания, который будет обеспечивать работу электродвигателя и электронных схем подающего устройства.
Характерные неисправности
Основные неисправности видно сразу. Если шов получается с порами и темный, следует заменить баллон. Это признаки влаги в газе. Большое количество искр возникает при работе на одном режиме, когда баллон пустеет и уменьшается давление – расход газа.
С наибольшей нагрузкой работает инвертор. Он имеет сложную электронную плату, систему охлаждения и к нему привязана работа всех остальных механизмов. Поэтому инвертор ломается чаще других узлов полуавтомата.
Поэтому инвертор ломается чаще других узлов полуавтомата.
Несанкционированное прерывание цикла
Причиной прерывания процесса сварки может стать неравномерная подача проволоки. Когда расходный материал движется рывками. В этом случае следует заменить канал новым, гладким внутри. Следует проверить работу натяжного механизма, изменить силку прижима роликов. При необходимости заменить запчасть или полностью весь узел.
При пробое в обмотке катушки высокого напряжения цикл сварки прерывается и не возобновляется. Следует прозвонить обмотки, и непригодную деталь заменить.
В прерывании работы полуавтомата могут быть виноваты плохие контакты. Если они окислились или соединение ослабло, ток будет поступать прерывисто или исчезать. Контакты следует зачистить, покрыть специальной токопроводящей смазкой и затянуть.
Инверторный сварочный аппарат начинает тянуть при температуре – 5⁰. При более низкой он просто перестает работать, прерывая цикл сварки. Надо проверить, при каких условиях эксплуатируется аппарат. Если причина в холоде, то достаточно перенести инвертор в теплое помещение, дать время ему согреться и полуавтомат будет нормально работать.
Если причина в холоде, то достаточно перенести инвертор в теплое помещение, дать время ему согреться и полуавтомат будет нормально работать.
Сильное дребезжание и гудение
Аппарат начинает гудеть, когда перегружен трансформатор. Это возникает при сварке проволокой или электродом большего диаметра, на какой рассчитан полуавтомат. Гул может возникать при сильной нагрузке на обмотки по причине сильного проседания сетевого тока. Следует проверить по паспорту, какой максимальный диаметр расходного материала допускается и минимальное напряжение, с которым может работать данный аппарат.
Дребезжание сопровождает работу сварочного полуавтомата в случае плохих контактов и возникновения искрения в местах соединения разных узлов. Необходимо заменить изоляцию на новую, закрепить контакты. Возможно, потребуется диэлектрическая вставка между катушками, чтобы они гарантированно не соприкасались и не замыкали.
Перегрев устройства
Чаще всего перегрев сварочного полуавтомата вызывает:
- работа на повышенных режимах;
- несоблюдение периодичности работы и отдыха оборудования;
- сбой в работе вентилятора;
- низкое напряжение в сети;
- пыль покрыла микросхемы и элементы воздушного охлаждения.

При эксплуатации оборудования следует предварительно изучить его технические характеристики не перегружать полуавтоматический аппарат. Во всех паспортах указаны предельные значения тока и режим работы в процентах относительно часа работы. Например, 40% означает, что через каждые 25 минут аппарат должен 35 минут отдыхать. Инверторные полуавтоматы обычно охлаждаются быстро и имеют режим работы 50% и даже 60%. Но прерываться все равно надо.
При ежемесячном осмотре проверяется направление вращения вентилятора, он должен гнать воздух внутрь корпуса. Если на ребрах холодильников и платах осела пыль, оборудование будет греться.
При низком напряжении в сети, аппарат работает с повышенной нагрузкой. Происходит нагрев обмоток и всего преобразователя. В рейтинге полуавтоматов, работающих при пониженных токах, лидирует инвертор. Трансформатор не выдерживает проседание ниже 185В.
Не регулируется сварочный ток
Если рукоятка вращается, а значение тока не изменяется, самая простая поломка – выход стержня ручки из зацепления. Но в основном это нарушение в перемещении сердечника или катушек. Следует разобрать механизм, очистить его от грязи, заменить изоляцию и затянуть клеммы. После этого проверить поворотом ручки перемещение сердечника.
Но в основном это нарушение в перемещении сердечника или катушек. Следует разобрать механизм, очистить его от грязи, заменить изоляцию и затянуть клеммы. После этого проверить поворотом ручки перемещение сердечника.
Если все нормально, следует осмотреть магнитопровод на предмет замыкания. Отремонтировать его можно, если незначительно нарушена изоляция.
Список источников
- svarkagid.ru
- www.redhotdot.ru
- generatorexperts.ru
- svaring.com
- svarkalegko.com
- svarkaipayka.ru
- svarkaed.ru
- svarka.guru
- obrabotkametalla.info
- electrod.biz
Поделитесь с друзьями!
Инверт-сервис. Ремонт сварочного оборудования.
Доработка сварочного аппарата Ресанта.
В этой статье мы рассмотрим возможность доработки сварочного инвертора марки Ресанта.

Основные направления, которые можно реализовать в данном аппарате:
— улучшение работы при низком напряжении
— улучшение выходных характеристик в качественном плане (улучшенный поджиг электрода, более стабильный процесс сварки и т.п.)
Улучшение работы при низком напряжении.
Минимальное напряжение питающей сети для устойчивой работы сварочного инвертора Ресанта САИ-220 составляет приблизительно 170В (в зависимости от модификации может незначительно отличаться). Причиной тому две вещи: силовой трансформатор и включение защиты от низкого напряжения. Защита устроена таким образом, что при просадке входного напряжения ниже определенного порога отключается генерация шим-контроллера, загорается желтый светодиод. Корректная работа защиты начинается только при сильной просадке в сети, на практике чаще происходит скачкообразное включение-отключение генерации шим. Проявляется это в виде нестабильной дуги, треска при сварке. За контроль входного напряжения отвечают резисторы R029 и R030 на основной плате. Уменьшив значение одного резистора 300кОм до 200кОм можно расширить диапазон устойчивой работы аппарата.
После снижения порога срабатывания защиты корректная работа аппарата от низкого напряжения будет упираться в силовой трансформатор. В старых версиях аппарата его коэффициент трансформации составлял 3,25 (13:4), в новых уже 3 (15:5) или 2,8 (14:5). На трансформаторе коэффициентом трансформации равным 2,8 мне удалось добиться устойчивой работы на токе 90А от сети с напряжение 120-130В (в момент сварки), что очень неплохо для аппарата без корректора коэффициента мощности. При наличии такого трансформатора достаточно просто заменить его, если же его нет, можно домотать 1 виток вторичной обмотки (для трансформатора 13:4), так мы получим коэффициент трансформации равный 2,6 (13:5).
Улучшение выходных характеристик в качественном плане.

Выше я уже описал, что будет, если применить трансформатор с более низким коэффициентом трансформации. Плюсом мы получим повышение напряжения холостого хода, которое не в последнюю очередь отвечает за поджиг электрода. Стандартное напряжение холостого хода на Ресантах составляет около 90В, при условии, если мерить осциллографом, т.к. выходное напряжение импульсное и цифровой мультиметр будет показывать не корректно. Если же заменить трансформатор на «14:5» мы получим на выходе уже 105В, что в лучшем плане отразится на поджиге электродов, особенно с основным покрытием, например, УОНИ 13/55.
Я уже упомянул, что напряжение на выходе инвертора импульсное. И имеет вот такую форму:
Как видно из осциллограммы имеются подъемы до 120В и спады до 60В, что в принципе не так критично. Но это происходит на холостом ходу, когда шим-контроллер работает с максимальной скважностью, которая у Ресанты составляет около 50%. В момент сварки для обеспечения необходимого напряжения, а это порядка 22-28В, скважность падает. Как итог мы получаем провалы, негативно влияющие на сварочный процесс:
В момент сварки для обеспечения необходимого напряжения, а это порядка 22-28В, скважность падает. Как итог мы получаем провалы, негативно влияющие на сварочный процесс:
Для обеспечения более ровного выходного напряжения можно подключить параллельно выходным клеммам аппарата 3 конденсатора 4,7мкФ 250В. На холостом ходу после этого можно увидеть ровную постоянную составляющую:
Вот так выглядит осциллограмма с конденсаторами на выходе при сварочном токе 90А:
Разница получается очень значительная, особенно на малых токах. Дуга тянется за электродом и не рвется от случайного колебания. Напряжение холостого хода поднимается. Данное решение применено в немецком сварочном аппарате EWM Pico 162.
Напряжение холостого хода поднимается. Данное решение применено в немецком сварочном аппарате EWM Pico 162.
Автор статьи: сервисный инженер «Инверт-сервис»
Кузнецов Андрей
07.09.2016
Как увеличить мощность полуавтомата сварочного своими руками — MOREREMONTA
Всем привет! В общем хочу поделиться решением небольшой проблемы, а точнее доработкой сварочного полуавтомата Profhelper EURO MIG 135P. (Данный аппарат из дешевых, и поэтому углекислота подается в зону сварки путем нажатия механического клапана в горелки.) Проблема заключалась в убитом сварочном рукаве и горелки, время берет свое. Решил поставить разьем к евро горелки, чтобы рукав был сьемный. Но столкнулся с проблемкой подачи углекислоты, а точнее установка электроклапана- без него не будет поступать кислота.
Сам евроразьем встал как влитой, только три отверстия просверлил под крепление на лицевой стороне.
Попал мне в руки китайский сварочный полуавтомат Vita (в дальнейшем буду называть просто ПА), в котором сгорел силовой трансформатор, просто знакомые попросили отремонтировать.
Жаловались на то, что когда ещё работал, то им невозможно было что-то сварить, сильные брызги, треск и т.д. Вот решил я его довести до толку, и заодно поделится опытом, может, кому то пригодится. При первом осмотре я понял, что трансформатор для ПА был намотан не правильно, поскольку первичная и вторичная обмотки были намотаны отдельно, на фото видно, что осталась только вторичка, а первичка была намотана рядом, (так мне трансформатор принесли).
А это значит, что такой трансформатор имеет круто падающую ВАХ (вольт амперная характеристика) и подходит для дуговой сварки, но не для ПА. Для Па нужен трансформатор с жёсткой ВАХ, а для этого вторичная обмотка трансформатора должна быть намотана поверх первичной обмотки.
Для того чтобы начать перемотку трансформатора нужно аккуратно отмотать вторичную обмотку, не повредив изоляцию, и спилить перегородку разделяющую две обмотки.
Для первичной обмотки я буду использовать медный эмалевый провод толщиной 2 мм, для полной перемотки нам хватит 3,1 кг медного провода, или 115 метров. Мотаем виток к витку от одной стороны к другой и обратно. Нам нужно намотать 234 витка — это 7 слоёв, после намотки делаем отвод.
Дальше мотаем 39 витков, делаем ещё отвод, 25 витков — отвод, и 14 витков отвод.
Первичную обмотку и отводы изолируем матерчатой изолентой. Дальше мотаем вторичную обмотку тем проводом, что мы отмотали раньше. Наматываем плотно 36 витков, шинкой 20 мм2, приблизительно 17 метров.
Трансформатор готов, теперь займемся дросселем. Дроссель не менее важная часть в ПА без которой он не будет нормально работать. Сделан он неправильно, потому что не имеет зазора между двумя частями магнитопровода. Дроссель я намотаю на железе от трансформатора ТС-270. Трансформатор разбираем и берём с него только магнитопровод. Провод того же сечения, что и на вторичной обмотке трансформатора мотаем на один крен магнитопровода, или на два последовательно соединив концы, как вам нравится. Самое главное в дросселе это немагнитный зазор, который должен быть между двух половинок магнитопровода, достигается это вставками из текстолита. Толщина прокладки колеблется от 1,5 до 2 мм, и определяется экспериментальным путём для каждого случая отдельно.
Дроссель я намотаю на железе от трансформатора ТС-270. Трансформатор разбираем и берём с него только магнитопровод. Провод того же сечения, что и на вторичной обмотке трансформатора мотаем на один крен магнитопровода, или на два последовательно соединив концы, как вам нравится. Самое главное в дросселе это немагнитный зазор, который должен быть между двух половинок магнитопровода, достигается это вставками из текстолита. Толщина прокладки колеблется от 1,5 до 2 мм, и определяется экспериментальным путём для каждого случая отдельно.
Для более устойчивого горения дуги в цепь нужно поставить конденсаторы емкостью от 20000 до 40000 мкФ и напряжение конденсаторов должно быть от 50 вольт. Схематически всё это выглядит так.
Для того что бы ваш ПА заработал нормально будет достаточно сделать выше указанные действия.
А для тех, кого раздражает постоянный ток на горелке нужно в цепь поставить тиристор на 160-200 ампер, как это сделать смотрите в видео.
Вем привет.
Нужен совет знатоков полуавтоматической сварки.
Имею полуавтомат P.I.T. MIG160. Автомат имеет гибкую регулируемую подачу проволоки. И 4 режима регулировки мощности.
Проблема в следующем, 0,8 мм проволокой можно варить при идеальном напряжении
220-230 Вольт. Дуга хорошая и розжиг и удержание ее тоже.
Но в последнее время напряжение днем составляет 175-185 вольт, что недостаточно даже на крайнем режиме мощности.
Приходится использовать трансформатор, он имеет реле выбора обмотки полумеханика такая. От чего все в доме страдает так как при каждой нагрузке начинает перебрасывать скоропостижно между обмотками. Так и сдохнет скоро да и домашней технике это не гуд.
Кишки полуавтомата простые, два трансформатора, или даже один, а второй как дроссель используется. и диодный мост.
и диодный мост.
В итоге хочу выбросить это содержимое и поставить содержимое от сварочного инвертора.
Так как имею инвертор с регулировкой до 200 ампер, решил поэксперементировать…
На отрицательной массе варится замечательно, нержавейка по нержавейке в активном газе co2. Звука трещания дуги нет так как частоты инвертора 10-ки килогерц. Идет такая наплавка плавная…Но металл горит иногда видно пламя, жарит от такой дуги тоже сильно.
Плюсы:
Плавная регулировка тока.
Все равно на сколько большое напряжение на входе
Не разбрызгивает почти вообще.
Не прожигает дыр, как при 50 герцах.
легкий вес аппарата.
хорошая дуга.
Минусы, вроде как сильно перегревается металл, но возможно сильный ток даю.
Пока не знаю как подключить потом подачу напряжение с рукава.
Так как на запуск инвертора нужно время, а чтобы не пожечь транзисторы надо его не тушить полностью. Отключать вторичный транс после реле.
На фото более менее плавные швы с отрицательной массой. А насиры с положительной. Варил уже почти в темноте…не вместился в мастерской с двумя разобраными аппаратами.
А насиры с положительной. Варил уже почти в темноте…не вместился в мастерской с двумя разобраными аппаратами.
Почему появляется налет коричневый? Выгорает углерод?
стоит ли делать на базе инвертора?
Всем привет. В своё время для сварочных робот был приобретён вот такой аппарат.
Комментарии 59
У меня такой же полуавтомат, хочу аргон к нему прикрутить, только из схемы не пойму как это все к полуавтомату подключается? первый транс включает контактор, а что за выключатель вверху? А второй транс не понятно что за характеристики у него?
трансформатор и диодный мост, чтобы контактор включать?
Да, контактор 27V постоянка
А у твоего сварочника какое напряжение на вторичной обмотке?
Не замерял, но думаю как у всех сварочников (насколько я помню) в районе 70- 75 вольт
Не знал, что в СССР TIG сварочники были.
Не знал, что в СССР TIG сварочники были.
Какой метал можно еще аргоном варить? И какая нужна проволока для него или простая обмедненка пойдет?
Титан, нержавейка. Присадка аналогичный металл, толщина присадки зависит от тол- ны металла.
Какой метал можно еще аргоном варить? И какая нужна проволока для него или простая обмедненка пойдет?
Сталь и даже медь
а проволока продается? титан, алюминий?
Да конечно, кусками по где-то. 50 см . Подается как припой при варке
Какой метал можно еще аргоном варить? И какая нужна проволока для него или простая обмедненка пойдет?
И варит? ВАХ же совсем другая нужна? И без осцилятора наверное не удобно?
ВАХ изменяется после доп. сопротивления он же баластный реостат, только в одном настроенном положении. Всё конечно спорно, яж сварщик а не электрик. Но думаю как-то так. Однако у меня всё прекрасно работает и без осциллятора и без клапана газа.
Вах меняется изменением обратной связи, а не балластом.
Но если оно работает — круто.
Я ж говорю- я не электрик! А вот вчера говорил с эл- ом, с его слов хар- ки становятся после сопротивления не жёсткие, а более сглаженные. Всё варит и для меня это главное:-)
Вах меняется изменением обратной связи, а не балластом.
Но если оно работает — круто.
а меня мой полуавтомат вообще достал, то варит как настоящий, то хрен прихватку поставиш, такое чувство как будто проподает фаза, но он то на 220В, всю голову изломали что за фигня, так и не можем понять из за чего это, по началу грешили на рукав, сменили все без изменений, начали грешить на удленитель, сделали из провода 2х6кв, ни чего не изменилось, начали грешить на сеть, притащили генератор на 14КВт, все равно варит через жо…
Я тут конечно не спец, но по опыту бывшего сварщика предполагаю, что чё-то у него с мозгами. Мы помню вызывали электронщика, он чё-то там перепаяет и всё пучком. Правда не на долго, через полгода год всё по кругу. Но эт не на всех аппаратах (в цеху их много).
Но эт не на всех аппаратах (в цеху их много).
а меня мой полуавтомат вообще достал, то варит как настоящий, то хрен прихватку поставиш, такое чувство как будто проподает фаза, но он то на 220В, всю голову изломали что за фигня, так и не можем понять из за чего это, по началу грешили на рукав, сменили все без изменений, начали грешить на удленитель, сделали из провода 2х6кв, ни чего не изменилось, начали грешить на сеть, притащили генератор на 14КВт, все равно варит через жо…
Чего нибудь сделал с этим аппаратом? Или выкинул))) я с таким же в данный момент мучаюсь
Друг, очень полезная инфа))))ещеб детальное описание, можно в личку)
Ну здесь уже всё детально обговорили, даже не знаю чего ещё добавить. Разве только то, что аргоном варить нужно на обратной полярности. Схему добавил, её любой электрик соберёт. Главное запчасти все собрать. Успехов. Спрашивай если чё, отвечу.
Технические данные нашего сварочного аппарата — полуавтомата:
Напряжение питающей сети: 220 В
Потребляемая мощность: не более 3 кВа
Режим работы: повторно-кратковременный
Регулирование рабочего напряжения: ступенчатое от 19 В до 26 В
Скорость подачи сварочной проволоки: 0-7 м/мин
Диаметр проволоки: 0. 8 мм
8 мм
Величина сварочного тока: ПВ 40% — 160 А, ПВ 100% — 80 А
Предел регулирования сварочного тока: 30 А — 160 А
Всего с 2003 года было сделано шесть подобных аппаратов. Аппарат, представленный далее на фото, работает с 2003 года в автосервисе и ни разу не подвергался ремонту.
Содержание / Contents
↑ Внешний вид сварочного полуавтомата
Вообще
Вид спереди
Вид сзади
Вид слева
↑ Схема и детали сварочника
В качестве выключателя питания и защиты применен однофазный автомат типа АЕ на 16А. SA1 — переключатель режимов сварки типа ПКУ-3-12-2037 на 5 положений.
Резисторы R3, R4 — ПЭВ-25, но их можно не ставить (у меня не стоят). Они предназначены для быстрой разрядки конденсаторов дросселя.
Теперь по конденсатору С7. В паре с дросселем он обеспечивает стабилизацию горения и поддержания дуги. Минимальная емкость его должна быть не менее 20000 мкф, оптимальная 30000 мкф. Были испробованы несколько типов конденсаторов с меньшими габаритами и большей емкостью, например CapXon, Misuda, но они себя проявили не надежно, выгорали.
Силовые тиристоры на 200А взяты с хорошим запасом. Можно поставить и на 160 А, но они будут работать на пределе, потребуется применение хороших радиаторов и вентиляторов. Примененные В200 стоят на не большой алюминиевой пластине.
Реле К1 типа РП21 на 24В, переменный резистор R10 проволочный типа ППБ.
При нажатии на горелке кнопки SB1 подается напряжение на схему управления. Срабатывает реле К1, тем самым через контакты К1-1 подается напряжение на электромагнитный клапан ЭМ1 подачи кислоты, и К1-2 — на схему питания двигателя протяжки проволоки, и К1-3 — на открытие силовых тиристоров.
Переключателем SA1 выставляют рабочее напряжение в диапазоне от 19 до 26 Вольт (с учетом добавки 3 витков на плечо до 30 Вольт). Резистором R10 регулируют подачу сварочной проволоки, меняют ток сварки от 30А до 160 А.
При настройке резистор R12 подбирают таким образом, чтобы при выкрученном R10 на минимум скорости двигатель все же продолжал вращаться, а не стоял.
При отпускании кнопки SB1 на горелке — реле отпускает, останавливается мотор и закрываются тиристоры, электромагнитный клапан за счет заряда конденсатора С2 еще продолжает оставаться открытым подавая кислоту в зону сварки.
При закрытии тиристоров исчезает напряжение дуги, но за счет дросселя и конденсаторов С7 напряжение снимается плавно, не давая сварочной проволоке прилипнуть в зоне сварки.
↑ Мотаем сварочный трансформатор
Начинаем намотку — первичка. Первичка содержит 164 + 15 + 15 + 15 + 15 витков. Между слоями делаем изоляцию из тонкой стеклоткани. Провод укладывать как можно плотнее, иначе не влезет, но у меня обычно с этим проблем не было. Я брал стеклоткань с останков всё того же дизель-генератора. Все, первичка готова.
Продолжаем мотать — вторичка. Берем алюминиевую шину в стеклянной изоляции размером 2,8×4,75 мм, (можно купить у обмотчиков). Нужно примерно 8 м, но лучше иметь небольшой запас. Начинаем мотать, укладывая как можно плотнее, мотаем 19 витков, далее делаем петлю под болт М6, и снова 19 витков, Начала и концы делаем по 30 см, для дальнейшего монтажа.
Тут небольшое отступление, лично мне для сварки крупных деталей при таком напряжении было маловато току, в процессе эксплуатации я перемотал вторичную обмотку, прибавив по 3 витка на плечо, итого у меня получилось 22+22.
Обмотка влезает впритык, поэтому если мотать аккуратно, все должно получиться.
Если на первичку брать эмальпровод, то потом обязательно пропитка лаком, я держал катушку в лаке 6 часов.
Собираем трансформатор, включаем в розетку и замеряем ток холостого хода около 0,5 А, напряжение на вторичке от 19 до 26 Вольт . Если все так, то трансформатор можно отложить в сторону, он пока нам больше не нужен.
Вместо ОСМ-1 для силового трансформатора можно взять 4шт ТС-270, правда там немного другие размеры, и я делал на нем только 1 сварочный аппарат, то данные для намотки уже не помню, но это можно посчитать.
↑ Будем мотать дроссель
Берем трансформатор ОСМ-0,4 (400Вт), берем эмальпровод диаметром не менее 1,5 мм (у меня 1,8). Мотаем 2 слоя с изоляцией между слоями, укладываем плотненько. Дальше берем алюминиевую шину 2,8×4,75 мм. и мотаем 24 витка, свободные концы шины делаем по 30 см. Собираем сердечник с зазором 1 мм (проложить кусочки текстолита).
Дроссель также можно намотать на железе от цветного лампового телевизора типа ТС-270. На него ставится только одна катушка.
У нас остался еще один трансформатор для питания схемы управления (я брал готовый). Он должен выдавать 24 вольта при токе около 6А.
↑ Корпус и механика
В подкатушечнике для создания тормозного усилия применена пружина, первая попавшаяся под руку. Тормозной эффект увеличивается сжиманием пружины (т. е. закручиванием гайки).
↑ Файлы
Здравствуй, читатель! Меня зовут Игорь, мне 45, я сибиряк и заядлый электронщик-любитель. Я придумал, создал и содержу этот замечательный сайт с 2006 года.
Уже более 10 лет наш журнал существует только на мои средства.
—
Спасибо за внимание!
Игорь Котов, главный редактор журнала «Датагор»
Здравствуй, читатель! Меня зовут Игорь, мне 45, я сибиряк и заядлый электронщик-любитель. Я придумал, создал и содержу этот замечательный сайт с 2006 года.
Уже более 10 лет наш журнал существует только на мои средства.
—
Спасибо за внимание!
Игорь Котов, главный редактор журнала «Датагор»
Логин bedjamen — это был мой пёс, эрдельтерьер, по кличке Беджамен Моден Тайп Хауэлл. Дата его рождения 7 апреля 2002 года.
Советы по выбору сварочного пистолета
Выбор правильного оборудования для сварочных операций имеет решающее значение для достижения высокого качества и производительности сварки, а также для устранения дорогостоящих простоев. И это включает сварочные пистолеты. Изображение предоставлено Tregakiss
Выбор правильного оборудования для сварочных операций имеет решающее значение для достижения высокого качества и производительности сварки, а также для устранения дорогостоящих простоев. И это включает сварочные пистолеты.
Во многих случаях производители используют сочетание сварочных процессов и пистолетов. Например, в тяжелом оборудовании и в общем производстве наряду с роботизированной сваркой обычно выполняют полуавтоматическую сварку. В нефтегазовой отрасли и судостроении широко используются полуавтоматическая сварка и стационарная автоматика. Сочетание сварочных процессов и оборудования позволяет компаниям, обслуживающим эти отрасли, сваривать детали различных объемов и размеров.
Однако эти технологические смеси могут создавать проблемы с точки зрения выбора пистолета.Вот почему так важно знать лучшие характеристики сварочного пистолета, на которые следует обращать внимание, чтобы добиться желаемых результатов сварки и максимальной эффективности.
Рабочий цикл и сила тока
Одним из наиболее важных факторов для всех пистолетов — полуавтоматических, роботизированных и стационарных автоматических — является выбор правильного рабочего цикла. Рабочий цикл — это время в течение 10 минут, в течение которого пистолет может работать, не нагреваясь слишком сильно. В случае полуавтоматической сварочной горелки это точка, в которой сварочная рукоятка становится неприятно горячей.
Производители по-разному оценивают свое оружие. При выборе любого типа пистолета важно, чтобы желаемый рабочий цикл был именно таким, какой будет фактически поставлен. Пистолеты рассчитаны на рабочий цикл 60% и 100%. Если операция требует длительного времени горения дуги, то хорошим вариантом может быть выбор пистолета со 100% -ным рабочим циклом. Это позволит сваривать в течение полных 10 минут, не перегреваясь и не перегреваясь, что может привести к поломке горелки.
Использование пистолета с правильной силой тока также имеет решающее значение и должно соответствовать требованиям области применения.Полуавтоматы доступны в диапазоне от 200 до 600 ампер. Роботизированные и стационарные автоматические пистолеты различаются по силе тока в зависимости от производителя и с воздушным или водяным охлаждением. Средний диапазон составляет от 350 до 600 ампер.
Полуавтоматические сварочные пистолеты
Полуавтоматические сварочные пистолеты для газовой дуговой сварки (GMAW) — это основное оборудование сварщика, которое используется ежедневно и часто в течение многих часов. По этой причине важно, чтобы пистолет был удобным, а также соответствовал требованиям работы.
Тип ручки напрямую влияет на комфорт сварщика. Некоторые производители пистолетов предоставляют возможность индивидуализировать свой продукт, позволяя оператору сварки выбирать стиль, который он предпочитает. Обычные варианты — прямые и изогнутые ручки. Также доступны вентилируемые ручки для уменьшения нагрева.
Ищите сварочные пистолеты с механическими компрессионными фитингами, поскольку они более долговечны и их можно отремонтировать в случае повреждения. Пистолеты с гофрированной арматурой ремонту не подлежат.
Другие особенности пистолета, которые следует учитывать в процессе выбора:
Полуавтоматическая горелка для газовой дуговой сварки (GMAW) — это основное оборудование сварщика, которое используется ежедневно и часто в течение многих часов. По этой причине важно, чтобы пистолет был удобным, а также соответствовал требованиям работы. Изображение предоставлено Tregakiss
- Силовые кабели: Выберите самый короткий из возможных, чтобы предотвратить перегиб, который может привести к проблемам с подачей проволоки.Более короткие кабели также имеют тенденцию быть легче и удобнее для сварщика и являются хорошим выбором, если пространство в сварочной камере или приспособление ограничено.
- Триггеры: Доступны несколько стилей, в том числе стандартные, с блокировкой, двухпозиционные переключатели и переключатели с двойным расписанием. Проконсультируйтесь с производителем или доверенным дистрибьютором пистолета GMAW, чтобы сделать лучший выбор.
- Горловина пистолета: Доступны гибкие и поворотные опции для повышения комфорта и обеспечения доступа к труднодоступным сварным швам.Те, у которых меньше изгиб, как правило, уменьшают вероятность возникновения проблем с подачей проволоки.
Оператору сварки может потребоваться несколько проб и ошибок, чтобы найти правильные характеристики пистолета для работы и наиболее предпочтительный пистолет. Общение с членами команды или руководством может помочь.
Роботизированные сварочные пистолеты
Роботизированные сварочные пистолеты доступны в стандартном исполнении и с сквозным рычагом с различной силой тока, причем последний сегодня является наиболее популярным. Сварочные пистолеты-роботы со сквозным захватом, как следует из названия, пропускают кабель питания через руку робота, а не через руку, как в обычном пистолете.Эта функция помогает снизить износ кабеля, вызванный удерживанием кабеля внутри отливки робота, что устраняет необходимость в дополнительных устройствах для укладки кабелей.
При выборе сварочного пистолета с проходным рычагом важно иметь кабель правильной длины, чтобы избежать скручивания или перегиба, которые возникают при использовании слишком длинного кабеля. Если кабель слишком короткий, он может растянуться и привести к преждевременному выходу из строя. Производители обычно предлагают сквозные пистолеты с установленной длиной кабеля, которая может соответствовать конкретной модели робота.Однако, если монтажный кронштейн питателя настроен или устройство подачи размещено в нестандартном положении, требования к длине пистолета могут измениться для сквозных кабелей.
Длина шейки и угол наклона являются дополнительными характеристиками, которые необходимо учитывать при выборе сварочного пистолета-робота. Производители обычно предлагают шеи короткой, средней и длинной длины под углом от 180 до 45 градусов. Также доступны опции по специальному заказу для удовлетворения требований настраиваемой центральной точки инструмента (TCP).
Важно рассмотреть варианты монтажа для защиты пистолета и дополнительные технологии, которые могут улучшить его характеристики.
- Сцепление: Это периферийное электронное устройство прикрепляется к роботу, чтобы защитить его и пистолет от повреждений в случае столкновения с инструментами или деталью. Он останавливает робота, чтобы можно было оценить любые повреждения и проверить TCP до возобновления производства. Сцепление используется с роботами, у которых нет программного обеспечения для обнаружения столкновений.
- Сплошное крепление: Это альтернатива муфте для удержания роботизированной пушки GMAW на месте на роботах с программным обеспечением обнаружения столкновений.
- Обдув: Эта дополнительная функция продувает сжатый воздух через переднюю часть сварочного пистолета-робота, чтобы очистить его от мусора. Это помогает снизить риск загрязнения сварного шва и поддерживает высокое качество сварки.
Если компания впервые внедряет роботизированную сварку, совершенно необходимо, чтобы выбор роботизированной сварочной горелки был частью процесса планирования. Модели САПР для моделирования помогают гарантировать, что пистолет будет соответствовать рабочему пространству, иметь доступ к сварному шву и маневрировать вокруг приспособлений.
Стационарные автоматические сварочные пистолеты
В отличие от роботизированных сварочных пистолетов, которые прикрепляются к руке робота, которая перемещается вокруг неподвижной части, стационарные автоматические сварочные пистолеты остаются на одном месте, пока деталь перемещается. Например, трубу можно свернуть, пока пистолет сваривает стык. Или пистолеты можно установить в держателе и перемещать по прямому сварному шву с помощью закаточного станка.
Длина шеи является ключевой для стационарного автоматического пистолета. Он должен быть достаточно длинным, чтобы полностью доходить до детали и правильно получать доступ к сварному шву.Для большинства пистолетов требуется гриф от 12 до 16 дюймов, но есть исключения, которые могут потребовать настройки. На рынке также доступны несколько углов шеи. Самый распространенный угол составляет 180 градусов, но также доступны шейки с изгибом на 22, 45 и 60 градусов.
Длина кабеля тоже важна. Расстояние от механизма подачи проволоки может отличаться от свариваемой детали. Обычно питатель размещается на стреле, для чего может потребоваться кабель длиной до 15 футов. В других ситуациях питатель можно установить прямо на инструмент.В этом случае доступны автоматические фиксированные пистолеты без кабеля, которые состоят из пистолета, шейки и штыря питания, который подключается непосредственно к механизму подачи проволоки.
Другие мысли
Помимо выбора правильных характеристик для полуавтоматических, роботизированных и стационарных автоматических сварочных горелок, также имеет значение рассмотрение расходных материалов. В частности, системы расходных материалов, которые можно использовать с каждым из этих типов оружия, могут помочь упростить инвентаризацию и предотвратить ошибки во время установки.Если, например, используется один тип и размер контактного наконечника, риск ошибки оператора во время переналадки исключается. В сочетании с правильными характеристиками сварочного пистолета это может значительно помочь минимизировать время простоя и повысить эффективность на протяжении всей сварочной операции.
Сравнение ручной сварки и роботизированной сварки
В эпоху развития робототехники и высоких технологий компании часто предпочитают рентабельность роботизированного труда ручной работе сотрудников.Однако в результате готовые изделия могут не обладать эффектом ремесленничества. Кроме того, какую технику следует чаще использовать промышленной или сварочной компании? Ниже мы сравниваем плюсы и минусы, сравнивая ручную сварку и роботизированную сварку. Узнав о различиях в процессах изготовления металла, вы сможете принять правильное решение в соответствии с вашими производственными потребностями.
Роботизированная сварка
Роботизированная сварка — это еще одно название автоматической сварки, включающая один из двух процессов: полностью автоматизированный и полуавтоматический.Полностью автоматизированные сварочные процессы работают с машинами, ведущими лист металла на протяжении всего процесса сварки, от начала до конца. При полуавтоматической сварке оператор вручную загружает металл и вынимает его после завершения процесса сварки.
Три ценных преимущества
Независимо от процессов, включающих полностью или полуавтоматическое программирование, роботизированная сварка дает три преимущества:
Более высокая точность
Благодаря автоматизированным процессам роботизированной системы сварки он позволяет оператору поддерживать целостность сварного шва с помощью электронных контроллеров процесса сварки.Кроме того, автоматическая сварка может сохранять высокую точность и постоянство даже после повторения одного и того же приложения снова и снова. Благодаря способности работать 24/7, автоматическая роботизированная сварочная система никогда не устанет и не отвлечется, в отличие от сотрудников, которые занимаются ручной сваркой.
Повышенная производительность и повышенная безопасность
Естественно, роботизированные системы имеют запрограммированную способность работать в стабильном и быстром темпе в течение всего дня без потери точности или выносливости.В результате они не чувствуют усталости и не нуждаются в перерывах и выходных, если только система не требует ремонта или обновления программы.
Кроме того, когда роботизированная сварочная система выполняет большинство опасных задач, безопасность ваших рабочих повышается. Повышая безопасность на рабочем месте, вы снижаете риск получения травм.
Снижение производственных затрат и затрат на рабочую силу
Как упоминалось выше, автоматизированная обработка может выполнять повторяющиеся сварочные процессы в течение продолжительных периодов времени с минимальными трудозатратами.Выполняя рутинные и повторяющиеся сварочные проекты с помощью роботизированной сварки, ваши общие производственные и трудовые затраты постепенно снижаются.
Хотя для полуавтоматической сварки необходимы сотрудники, она требует меньше времени и усилий, чем ручная сварка того же проекта. Кроме того, благодаря установке приложения для роботизированной сварки вам не нужно будет рассчитывать затраты на рабочую силу, связанные с травмами, оплатой сверхурочных, отпуском по болезни и текучестью кадров.
Три недостатка, которые следует учитывать
Отсутствие гибкости
Хотя роботизированная сварка может многократно выполнять одни и те же задачи, это становится трудным, когда вам нужно сделать что-то другое.Чтобы изменить функции сварочного робота, его необходимо перенастроить, что будет стоить вам времени и производительности. Поэтому, если вы обнаружите, что ваши проекты часто бывают самыми разными, ручная сварка может быть более практичным решением.
Сопутствующие затраты и расходы
Автоматическая сварка требует значительных вложений в приобретение, установку, программирование и обслуживание. Хотя в долгосрочной перспективе применение роботизированной сварки может сэкономить вашему бизнесу деньги на трудозатраты. Однако, если ваш бизнес не намерен использовать его регулярно, приобретение автоматизированной системы сварки может не окупить затрат.
Риск зависимости
Последний недостаток роботизированной сварки — это зависимость от вашей технологии. Компании, которые по-прежнему полагаются только на роботизированную сварку, могут быть остановлены на несколько часов или даже дней, если оборудование выйдет из строя. Однако если регулярно заниматься ручной сваркой, ваш бизнес не пострадает из-за неисправной роботизированной сварки.
Ручная сварка
При ручной сварке изготовление выполняется людьми, а не машинами. Этот тип изготовления довольно популярен для определенных нужд на сегодняшнем рынке, особенно для индивидуальных заказов.
Три ценных преимущества
Превосходное качество
Это , почему ремесленник никогда не будет заменен полностью. Несмотря на технологические достижения, ручная сварка по-прежнему популярна. В отличие от механической, роботизированной готовой продукции, превосходное качество и детали ручной работы могут быть достигнуты с помощью квалифицированной ручной ручной сварки.
Повышенная гибкость
Когда сотрудник поймет основы сварки и ознакомится с вашими бизнес-процедурами, он сможет адаптироваться к любому проекту.В отличие от роботизированной сварочной системы, которая требует перенастройки для каждого проекта, над проектами ручной сварки можно работать сразу.
Кроме того, ваш бизнес не будет поставлен под угрозу из-за неисправностей, если большинство ваших сварочных работ выполняется вручную. Если один из ваших сварщиков не может работать в один прекрасный день, вы можете просто попросить другого взять на себя проект. Однако, если ваш робот-сварщик выходит из строя, многие процессы останавливаются до тех пор, пока не будет произведен эффективный ремонт.
Познание
Когда квалифицированный сварщик постоянно работает над проектом, он быстро заметит, если что-то выходит из строя на производственном участке.Часто работник-человек видит проблему раньше, чем робот-сварщик, поскольку он обычно продолжает работать, если что-то не вызывает неисправности. В результате ваш ручной сварщик может спасти проект от повреждений, а коллега по работе может получить травму.
Одно важное соображение
Угроза безопасности
Если работник получил травму на работе, это может на время лишить его работы. В результате это может сильно повлиять на производство вашего бизнеса. Однако, если большинство ваших сварочных проектов выполняется с помощью роботизированных процессов, безопасность сотрудников значительно восстанавливается.Если с роботом-сварщиком что-то пойдет не так, ему потребуется лишь простой ремонт.
Найдите ремесленное качество с оборудованием RW
Изготовление высококачественных комплектов фурнитуры для каждой двери и навесной конструкции не должно быть сложным. Поэтому наши передовые методы сварки помогают обеспечить оптимальную функциональность и долговечность продукции.
В RW Hardware мы предоставляем все необходимые компоненты для любых ваших предпочтений и потребностей в отношении дверей и защелок. Мы здесь, чтобы помочь вам в выборе правильных защелок двери кабины и ответить на любые ваши вопросы.
Если вы хотите узнать больше о предлагаемых нами комплектах оборудования, свяжитесь с нами сегодня!
Ученик сварщика (UZ-9D997)
Обзор \ n \ nС помощью своих сотрудников и брендов CNH Industrial поставляет мощность, технологии и инновации фермерам, строителям и водителям по всему миру. Каждый из его брендов, включая Case IH, New Holland Agriculture, Case и New Holland Construction, FPT Industrial, Capital и Parts & Service, является крупной международной силой в своем конкретном секторе.\ n \ n Обязанности \ n \ n Должность первой смены, должность неполного рабочего дня, закрепленная за наставником на протяжении всей программы; которые будут обучать и развивать индивидуальные навыки, чтобы стать профессионалом в следующих областях: \ n \ n \ n \ nОднажды могут включать в себя все или часть следующего: \ n \ n \ n \ n \ n \ n Работа в полуавтоматическом режиме сварочное оборудование для сварки различных деталей из листовой стали, уголков и листового металла или различных толщин для производства узлов и комплектов продукции компании. Выполняйте ручные, горизонтальные и потолочные сварочные работы вниз.При необходимости меняйте методы сварки; проявляйте осторожность, чтобы избежать ожогов, чрезмерной деформации или пружинения. Сварка для механической прочности и вибрации. Выберите нужные параметры напряжения, тока и подачи проволоки. Соберите детали в приспособлениях или приспособлениях, закрепите их болтами или зажимами. \ n \ n \ n \ n Используйте автоматический сварочный аппарат, чтобы сваривать различные детали, узлы и агрегаты продукции компании. Расположите головку и приспособления на столе, закрепите правильный центр, чтобы при вращении приспособления головка располагалась так, чтобы обеспечить надлежащую сварку.\ n \ n \ n \ n Эксплуатируйте роботизированные системы дуговой сварки, запрограммированные для сварки различных деталей из стальных листов, уголков и листового металла различной толщины, чтобы производить узлы и готовые сборки продукции компании. Помогите с программированием роботизированной системы дуговой сварки с использованием проверенных методов сварки. Будьте осторожны при обращении с записанными программами для использования роботизированной системы. \ n \ n \ n \ n Одновременно используйте два сварочных автомата и токарный полуавтоматический патрон для сварки и обработки в основном цапф из стали и стальных сплавов.Настройки токарного станка включают установку ограничителей, подачи и скорости, смену кулачков патрона, регулировку давления кулачков и других переменных для поворота и снятия фаски деталей в соответствии с габаритными характеристиками. Находите, обрабатывайте, храните и модифицируйте инструменты, используя предписанные подробные изменения инструментов. \ n \ n \ n \ n Настроить и эксплуатировать полуавтоматическое сварочное оборудование и горизонтально-фрезерный станок для производства и сборки различных типов плунжеров и компонентов пресс-подборщика. Настроить фрезерный станок на торцевую фрезу в первую очередь для сваривания узлов.Установите фиксирующие приспособления, выровняйте их и установите регулировочные шайбы, чтобы добиться правильного соотношения работы и режущего инструмента взаимосвязанных поверхностей. Необходимо соблюдать осторожность, чтобы избежать пружинения или деформации сборки из-за чрезмерного удерживающего давления. \ n \ n \ n \ n Отвечает за проверку деталей, SPC, TPM, работу в команде, точность, обязанности по управлению запасами по мере необходимости, общее качество, вовлеченность сотрудников, сокращение затрат и обучение новых операторов. \ n \ n \ n \ n Вести необходимые записи. Перемещайте материалы по мере необходимости при исполнении служебных обязанностей.Выявить и сообщить о ненадлежащей работе, неисправном оборудовании, дефектных материалах и необычных условиях под надлежащий надзор. Поддерживайте рабочее место и оборудование в чистоте и порядке. Соблюдайте предписанные правила и нормы безопасности. Выполнять другие обязанности по мере необходимости или по указанию. \ n \ n \ n \ n \ n \ nЗнание производственных компетенций мирового класса: \ n \ n Организация безопасности на рабочем месте, Логистика, Автономное техническое обслуживание, Предложение по качеству и кайдзен для постоянного улучшения. \ n \ nСрок обучения составляет от 1 до 1 ½ года с достижение OJL от 2 000 до 2 736 часов, дополненное минимально необходимыми 520 часами соответствующего обучения.\ n \ n Квалификация \ n \ nДолжен учиться в Институте карьерного роста государственных школ Гранд-Айленда в рамках Академии промышленных технологий. \ n \ n28 дней назад
ПРИМЕЧАНИЕ. Следующее описание является ОБЩИМ обзором этой карьеры, а не описанием конкретной вакансии. • Сварщик использует защитное оборудование и придерживается безопасных рабочих привычек при выполнении своих служебных обязанностей.• Сварщик сваривает компоненты в горизонтальном, вертикальном или верхнем положении. • Сварщик зажигает горелки или включает источники питания и зажигает дугу, касаясь электродами свариваемых металлов, замыкая электрические цепи. • Сварщик обнаруживает неисправности в работе оборудования или дефектные материалы и уведомляет об этом супервайзеров. • Сварщик зажимает, удерживает, прихватывает, сгибает под нагревом, шлифует или скручивает составные части для получения необходимых конфигураций и положений для сварки. • Сварщик использует ручное или полуавтоматическое сварочное оборудование для плавления металлических сегментов с использованием таких процессов, как газовая вольфрамовая дуга, газовая металлическая дуга и дуга с порошковой сердцевиной, плазменная дуга и дуга в среде защитного металла, контактная сварка и сварка под флюсом.• Сварщик контролирует процессы подгонки, обжига и сварки, чтобы избежать перегрева деталей, деформированных, усадочных, деформируемых или расширяющихся. • Сварщик проверяет детали на предмет дефектов и измеряет детали с помощью линейок или шаблонов, чтобы гарантировать соответствие спецификациям. • Сварщик распознает, настраивает и управляет ручным и электроинструментом, обычным для сварочной отрасли, например, оборудованием для дуговой сварки в среде защитного металла и газом. • Сварщик раскладывает, размещает, выравнивает и закрепляет детали и сборки перед сборкой, используя линейки, комбинированные угольники, штангенциркуль и линейки.Сварщику необходимы знания о машинах и инструментах, в том числе об их конструкции, использовании, ремонте и обслуживании. Сварщику необходимо знать методы проектирования, инструменты и принципы, необходимые для производства точных технических планов, чертежей, чертежей и моделей. Сварщик должен уделять все внимание тому, что говорят другие люди, находить время, чтобы понять обсуждаемые моменты, задавать вопросы по мере необходимости и не перебивать в неподходящее время. Сварщик знает, что он должен уметь использовать математику для решения задач, относящихся к функциям сварки.Сварщик должен определить, какие инструменты и оборудование необходимы для выполнения работы. Сварщик отвечает за то, сколько времени он тратит на проект и время других людей, которые могут быть в его бригаде. Сварщику необходимо использовать логику и рассуждения, чтобы определить сильные и слабые стороны альтернативных решений, выводов или подходов к проблемам. Сварщик должен уметь понимать письменные предложения и абзацы в рабочих документах.
IRJET-Запрошенная вами страница не найдена на нашем сайте
IRJET приглашает статьи по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 2 (февраль-2021)
Отправить сейчас
IRJET Vol-8, выпуск 2, Февраль 2021 г. Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы управления качеством.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 2 (февраль-2021 г.)
Отправить сейчас
IRJET Том-8, выпуск 2, февраль 2021 г. Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы управления качеством.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 2 (февраль-2021 г.)
Отправить сейчас
IRJET Том-8, выпуск 2, февраль 2021 г. Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы управления качеством.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 2 (февраль-2021 г.)
Отправить сейчас
IRJET Том-8, выпуск 2, февраль 2021 г. Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы управления качеством.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 2 (февраль-2021 г.)
Отправить сейчас
IRJET Том-8, выпуск 2, февраль 2021 г. Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы управления качеством.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 2 (февраль-2021 г.)
Отправить сейчас
IRJET Том-8, выпуск 2, февраль 2021 г. Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы управления качеством.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 2 (февраль-2021 г.)
Отправить сейчас
IRJET Том-8, выпуск 2, февраль 2021 г. Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы управления качеством.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 2 (февраль-2021 г.)
Отправить сейчас
IRJET Том-8, выпуск 2, февраль 2021 г. Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы управления качеством.
Процесс орбитальной сварки: обзор
Перед началом процесса орбитальной сварки необходимо принять во внимание несколько переменных, например выбор материала и подготовку, необходимую для получения точного шва.Технические характеристики зависят от отрасли и области применения.
Оборудование
Источник питания и контроллер являются основным оборудованием, используемым в процессе орбитальной сварки; в зависимости от применения к сварочной головке подключается механизм подачи проволоки. Поскольку орбитальная сварка связана с экстремальными тепловыми условиями, может потребоваться система охлаждения, чтобы избежать повреждения сварочного оборудования. Перед началом проекта необходимо учесть такие переменные, как длина дуги, сварочный ток, скорость, основной материал, защитный газ, наполнитель (при необходимости) и инертный защитный газ.
Эти факторы будут определять точность конечного результата, и параметры, возможно, придется изменить в зависимости от отдельных сварных швов, которые необходимо выполнить.
Существуют разные виды орбитальной сварки. Орбитальная сварка плавлением, называемая автоматической GTAW (газо-вольфрамовая дуговая сварка), потому что программа сварки и процесс сварки предварительно настроены, и после того, как оператор сварки нажмет кнопку пуска, вы не сможете изменить настройки сварки во время сварки.
Этот процесс обычно используется для трубных систем и систем труб с тонкими стенками, которые могут быть сплавлены вместе, где материал контролируется достаточно хорошо, чтобы обеспечить повторяемость сварного шва.Другие трубы с более толстыми стенками, материалы, требующие присадочного материала, и материалы, которые не обрабатываются для сварки, могут нуждаться в орбитальной сварке с использованием полуавтоматического процесса сварки.
Этот процесс аналогичен автоматическому процессу, когда оператор сварочного шва по-прежнему готовит базовую программу сварки, но имеет возможность изменять все параметры сварного шва во время процесса сварки. Оператор может изменять подвод тепла, скорость движения, колебания вольфрама, направление сварки и другие параметры
Контактные системы высокой чистоты
Есть вопрос о проблеме с трубопроводом? Хотите обсудить предстоящий проект? Давай поговорим.
Факторы, которые следует учитывать
Автоматическая орбитальная сварка GTA (газовая вольфрамовая дуга) может быть повторена, если установлены правильные параметры. Поскольку стабильность важна, особенно в некоторых промышленных применениях, опытный оператор должен следить за всеми трубами или трубами, которые подверглись процессу орбитальной сварки, чтобы гарантировать согласованность всех готовых сварных швов.
- Техническое обслуживание — Обязательно подумайте о техническом обслуживании и сохранении сварочной головки.Эта часть механизма обнажена и может обгореть от неправильного использования. Если эта часть оборудования выйдет из строя, это может сильно повлиять на производство сварных швов, вызывая короткое замыкание оборудования. Поэтому обязательно регулярно очищать сварочную головку.
- Материал трубок — Правильный выбор материала является ключевым при выборе высококачественных трубок. Специализированные производители могут предоставить стальные трубы или фитинги с правильным составом материалов, которые подходят для использования в процессе орбитальной сварки.Отсутствие надлежащего материала может увеличить риск брака свариваемых швов или коррозии готового продукта.
- Аргон — Чистый аргон — наиболее распространенный инертный газ, используемый для защиты и защиты сварного шва. Влага и кислород никогда не должны смешиваться с аргоном, так как они могут загрязнить сварочный процесс.
Испытания перед сваркой
Чтобы проверить основной механизм оборудования для орбитальной сварки, необходимо сначала поэкспериментировать со сварочным купоном.Перед фактическим производством сварного шва готовятся сварочные образцы для корректировки переменных или параметров по мере необходимости. Испытанные образцы необходимо проверить изнутри наружу, чтобы убедиться, что сварной шов полностью проплавлен и имеется приемлемый колпачок на внешней стороне сварного шва.
Орбитальная сварка обычно применяется к трубам, а не к трубам, и считается стандартом для соединения труб, которые используются в газовых и жидкостных системах в полупроводниковой и фармацевтической промышленности. Эти чувствительные отрасли промышленности требуют чрезвычайно точного стандарта сварки, поскольку их системы должны быть герметичными и без трещин, чтобы исключить любые области захвата на внутреннем диаметре сварного соединения, чтобы избежать опасных загрязнений.
Оптимизация процесса орбитальной сварки за счет подготовки и тщательного рассмотрения перед фактическим сварным швом снизит общие затраты, ускорит производство и уменьшит потребность в браковке и ремонте сварных швов, обеспечивая при этом оптимальное качество и надежность.
Контактные системы высокой чистоты
Есть вопрос о проблеме с трубопроводом? Хотите обсудить предстоящий проект? Давай поговорим.
train2work | Амтор Интернэшнл
Amthor International Train2Work Сварочные курсы
Amthor International заключила партнерское соглашение с Danville Community College (DCC), чтобы создать курс по сварке, который может быть использован в Amthor после завершения курса.Это не кредитный курс, предлагаемый DCC и проводимый операционным менеджером Amthor International Ронни Фармером. Этот курс для начинающих предназначен для обучения людей, которые заинтересованы в приобретении нового набора навыков в области сварки и возможном трудоустройстве в Amthor International. По завершении курса студенты получат сертификат GMAW Американского общества инженеров-механиков и возможность подать заявку на работу в Amthor International. Курс длится восемь (8) недель и проводится по понедельникам и средам с 17:00 до 20:00.
В рамках курса Amthor International Train2Work проводится обучение дуговой сварке металлическим электродом в газовой среде (сварка GMAW). Этот учебный курс знакомит с процессами полуавтоматической сварки с упором на практическое применение. Он включает в себя исследование присадочной проволоки, флюсов и газов. По окончании курса участники должны уметь:
- знать различия между наиболее распространенными технологиями сварки и процессом сварки GMAW (MIG)
- узнать о различных защитных газах и распространенных типах проводов и их стоимости
- определить наиболее важные части сварочного аппарата MIG / MAG
- знает, как изменить параметры станка, а также рабочие и расходные части станка
- используют наиболее распространенную подготовку кромок и различные конструкции сварных швов.
- знает, как сваривать низкоуглеродистую сталь с различными технологиями, положениями и соединениями
- определять дефекты сварки и знать, как их исправить
- использовать различные шлифовальные станки
- знать и использовать надлежащие процедуры безопасности и оборудование
Чтобы получить дополнительные навыки помимо одного учебного курса Amthor International Train2Work / GMAW, студенты могут записаться на Сварочную программу (Сертификационную программу), предлагаемую DCC.
Курс Train2Work находится в главном кампусе DCC в новом сварочном цехе. Здесь есть совершенно новое сварочное оборудование, а также новый участок сварочного производства, где студенты могут получить практический опыт работы с процессом. Курс длится 8 недель и проводится два раза в неделю по 3 часа. Студентам рекомендуется не пропускать занятия из-за быстрого темпа обучения и укороченной продолжительности курса. Количество мест в классе ограничено до 16 студентов.
Для этого курса нет предварительных требований. Идеальный ученик — это тот, кто интересуется сваркой, любит работать руками и хочет овладеть новыми навыками. Школа и другие партнерские организации выделяют несколько грантов на оплату обучения. Другие гранты могут быть доступны для вспомогательных услуг, таких как помощь с транспортом, уход за детьми, помощь с инструментами / формой, помощь в возобновлении работы и многое другое. Инструменты не включены в стоимость этого курса.
После завершения курса студентам предлагается подать заявление на работу в Amthor International.