Сварка полуавтоматом для начинающих: видео уроки
Для сварки металлов может применяться лазерный луч, пламя горелки или плазма, но одним из самых простых и компактных вариантов устройств для выполнения такого вида работ является полуавтоматический аппарат.
Чтобы шов металла получился максимально ровным и защищённым от окисления, сваривание металлов таким способом лучше всего осуществлять с использованием защитного газа.
Сварка полуавтоматом для начинающих сложна только в первые минуты освоения. Чтобы максимально ускорить процесс обучения следует заранее изучить основные правила обращения с таким устройством.
Сварочный полуавтомат: принцип работы
Для того чтобы при использовании сварочного полуавтомата не «убить» устройство. А также не получить травму самому следует знать о правилах техники безопасности и принципе работы аппарата.
Сварочный полуавтомат состоит из:
- корпуса, в котором находится мощный трансформатор;
- шланга для подачи тока и газа к горелке;
- кабелей для подключения к «массе» и электрической сети;
- механизма подачи проволоки.
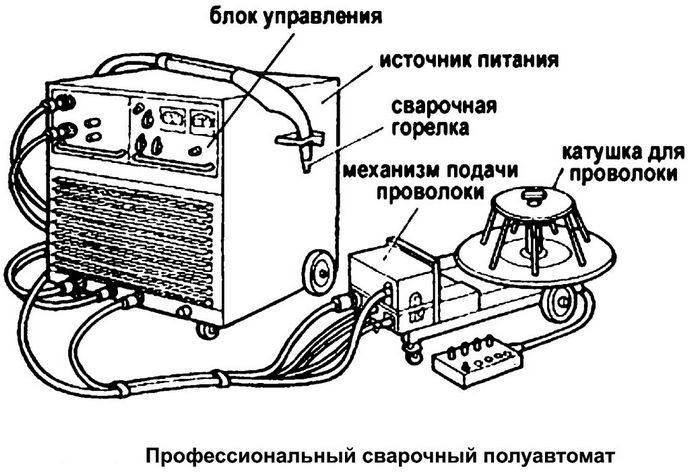
Также для сварки полуавтоматом потребуется приобрести бобину со специальной сварочной проволокой и баллон с углекислым газом.
Принцип работы полуавтоматического аппарата следующий:
- Сварочный ток подаётся на горелку одновременно с защитным газом.
- В качестве электрода в горелке используется сварочная проволока, которая подаётся в автоматическом режиме с помощью специального механизма.
- Между свариваемым изделием и проволокой образуется электрическая дуга, которая расплавляет металл в среде защитного газа, что позволяет получить качественный шов без окислов.

Основные правила техники безопасности при работе со сварочным полуавтоматом следующие:
- корпус сварочного аппарата должен заземлён;
- запрещается использовать устройство даже при незначительных механических повреждениях или любых других неисправностях;
- при значительных перерывах в работе следует обязательно отключать устройство от электрической сети и выключать подачу защитного газа;
- не проводить работы рядом со легковоспламеняющимися и взрывоопасными веществами;
- во время работы использовать защитную маску и перчатки.
Как только основные принципы работы с полуавтоматом будут усвоены можно приступать к практическим работам.
Сварка полуавтоматом: первый опыт
Для получения практического опыта рекомендуется вначале потренироваться на ненужных металлических обрезках, прежде чем приступать к выполнению сложных работ требующих от сварщика высокой квалификации.
Для практической работы необходимо подготовить:
- сварочный аппарат;
- перчатки;
- защитную маску;
- баллон с газом.
Первое что необходимо сделать, это настроить сварочный аппарат. Правильно отрегулированная сила подаваемого тока позволит выполнить сварочный шов идеально ровно и без обрывов.

Этот параметр напрямую зависит от толщины свариваемого металла, поэтому прежде чем приступить к работе необходимо ознакомиться с инструкцией к электрическому прибору. В которой должна быть указана рекомендуемая заводом-изготовителем сила тока для определённой толщины свариваемых деталей.
Выбор режимов сварки
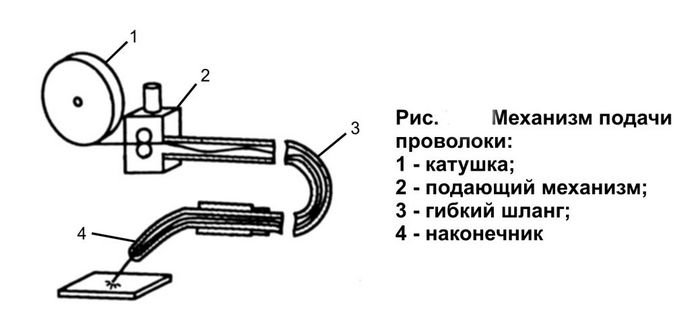
Также следует сделать правильный выбор скорости подачи сварочной проволоки, которая регулируется специальным механизмом.
Оптимальный диаметр проволоки для сваривания равен 0,8 мм, но при работе с очень тонким металлом можно установить электрод 0,6 мм, чтобы при сниженной силе тока осуществлялось расплавление металла без затухания дуги.
Если есть возможность, то лучше приобрести итальянскую проволоку для сварки полуавтоматом. Импортные аналоги более качественные, но и стоимость таких изделий будет в несколько раз выше.
Несмотря на более высокую стоимость, такой электрод более подходит новичкам, по причине более лёгкого получения желаемого результата, даже при недостаточном опыте обращения с электросварочным аппаратом.
Видео-инструкция: настройка.
Баллон с редуктором
Для того чтобы защитить место сварки от воздействия кислорода, подаётся защитный газ. Самым дешёвым вариантом использования защитного газа является приобретение углекислотного баллона с редуктором.
Редуктор с манометром обязательно должны быть установлен для контроля давления подаваемого газа. Для осуществления качественной сварки металлов в среде защитного газа достаточно установить рабочее давление около 0,2 атмосфер.

Защитная маска
Для предохранения зрения варить полуавтоматом следует только с использованием защитной маски, например, Хамелеон. Современные изделия имеют в своей конструкции специальную регулировку, которая позволяет настроить защитный механизм таким образом, чтобы обеспечивалась качественная защита только во время горения дуги.
При затухании процесса плазменного горения окошко маски будет достаточно прозрачным, чтобы можно было продолжать работу без снятия защитного приспособления. Такие сварочные маски особенно будут удобны начинающим сварщикам, в устаревших моделях слишком сильно затенялось защитное стекло, что делало процесс сварки очень неудобным, по причине плохой видимости сварочного шва после затухания дуги.

Технология сварки
Когда все подготовительные работы будут осуществлены, необходимо подключить «массу» к свариваемой металлу. Если работать приходится с небольшими деталями, то сваривание производится на металлическом столе, к которому и подключается соответствующий проводник.
Если нет стола, то работу можно осуществить на горизонтально расположенном металлическом листе толщиной не менее 2 мм, к которому и осуществляется подсоединение «массы» сварочного аппарата.
Перед началом сварочного процесса необходимо также отрегулировать величину выступания сварочной проволоки из сопла. Рекомендуется установить такой выступ в размере не более 5 мм. Если проволока перед началом выполнения сварочных работ выступает более значительно её необходимо укоротить с помощью кусачек.
Прежде чем выполнить сплошной сварочный шов рекомендуется максимально близко расположить свариваемые детали и не менее чем в двух местах осуществить точечное сваривание чиркнув электродом по металлу в месте соединения. Это необходимо для того чтобы обеспечить неподвижность свариваемых деталей.
Если необходимо наварить один лист металла на другой, то в этом случае можно воспользоваться струбцинами для надёжного закрепления привариваемых деталей. После того как будет обеспечена неподвижность деталей любым из перечисленных способов, можно приступать к выполнению сварочного шва.

Для сварки деталей делается запал дуги и производится расплавление металла в месте соединения металлов с формированием шва. Если при первых попытках сварить детали дуга не будет стабильно зажигаться необходимо увеличить силу тока подаваемую сварочным аппаратом.
Для правильного образования дуги необходимо на короткое время коснуться проволокой металлических деталей, к которым подключена «масса». Затем оторвать проволоку на минимально возможное расстояние для образования стабильного горения электрической дуги. Таким образом проваривается шов от одного края к другому, постепенно перемещая дугу над поверхностью свариваемых деталей.
Видео: соединение тонкого метала.
Видео: сварка толстого металла для начинающих.
Сварка алюминия
Применение защитных газов в полуавтоматической сварке позволяет выполнять качественное соединение алюминиевых деталей таким способом. Сварка алюминия является довольно сложным процессом даже для опытного специалиста, тем более непросто будет выполнить такую работу начинающим сварщикам.

Как варить полуавтоматом алюминиевые детали:
- зачищается поверхность свариваемых деталей от оксидной плёнки;
- нагреваются заготовки в печи или с использованием газовой горелки;
- включается сварочный аппарат в режим переменного тока высокой частоты;
- подключается баллон с аргоном или аргоногелиевой смесью;
- производится запал дуги и поддерживается её длина в диапазоне 12-15 мм.
Таким образом происходит сваривание деталей из этого легкоплавкого металла. В качестве присадочной проволоки, для выполнения работы, потребуется приобрести изделия из алюминия. А для обеспечения стабильной подачи проволоки аппарат должен быть оборудован соплом большего диаметра.
Видео:
Заключение
К свариванию алюминия и других цветных металлов рекомендуется приступать только после того, как хорошо будет освоена сварка чёрных металлов. В этой статье рассказывается, как варить нержавейку полуавтоматом.
Полуавтоматическая сварка в среде защитных газов: инструкция
Полуавтоматическая сварка в среде защитных газов (она же MIG/MAG сварка) — один из самых распространенных методов соединения металлов. С применением полуавтомата и защитного газа можно сварить детали из любых металлов, при этом работать можно и на улице, и в цеху.

В этой статье мы подробно расскажем, какова технология полуавтоматической сварки, какое оборудование и комплектующие используются. Эта статья — своеобразная инструкция для начинающих. После прочтения вы будете знать все основы и сможете приступить к сварке.
Содержание статьи
Общая информация
Технология полуавтоматической сварки крайне проста. В работе зачастую используется плавящаяся проволока и защитный газ. В качестве газа используют аргон, углекислоту или гелий, а иногда и смеси этих газов. Сварка выполняется с применением полуавтомата, на нем устанавливается постоянный или импульсный ток. Во время сварки плавится и проволока, и сам металл. Они смешиваются и образовывают единый шов. Газ выполняет защитную функцию. Он подается в сварочную зону с помощью горелки и защищает шов от окисления и образования дефектов.

Также существует сварка неплавящимся электродом в среде инертного газа, но она применяется редко, поэтому не будем заострять на ней внимание. А вот о чем стоит рассказать подробнее, так это о сфере применения такой сварочной технологии. MIG/MAG сварка может применяться не только на суше, но и под водой, что существенно увеличивает возможности сварщика.
Читайте также: Подводная сварка
Применяемое оборудование
Полуавтоматическая сварка в среде защитных газов предполагает использование не только полуавтомата, но и источника тока. В качестве источника можно использовать обычную бытовую розетку, если напряжения достаточно, и оно бесперебойное. Также для полноценной работы вам нужно работать с механизмом, который будет подавать проволоку, а также выбрать сменные детали. Далее мы подробно все расскажем.
Сварочный полуавтомат
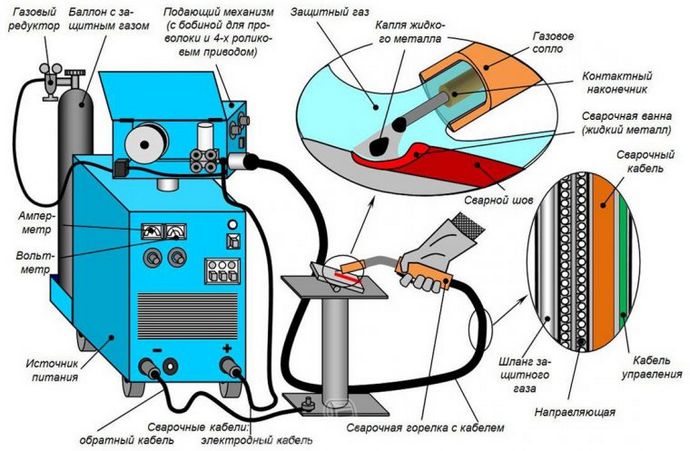
Сварка в защитных газах выполняется с помощью полуавтомата. Полуавтоматом называют как отдельный сварочный аппарат, так и комплекс всего оборудования, в том числе баллона с газом. Работа может выполняться на специальном сварочном посте, станке или без поста. Ниже изображен стандартный комплект сварочного оборудования для MIG/MAG сварки.

Стандартный сварочный полуавтомат для работы с плавящимся электродом в защитных газах состоит из источника тока, механизма подачи проволоки, горелки, кабелей, встроенного управления, системы подачи газа, системы охлаждения.
Сварочный аппарат полуавтомат может иметь различное назначение. Наверняка вы заметили, что в ходе статьи мы упоминали термины MIG и MAG. Данными терминами обозначается тип сварки. MAG — сварка в среде активных газов. MIG — сварка в среде инертных газов. Соответственно, аппаратом MIG вы не сможете выполнить MAG сварку, и наоборот.
Для большей универсальности можно приобрести полуавтомат, способный работать и в MIG, и в MAG режиме. Так ваши возможности будут намного шире. Есть еще FCAW сварка с применением порошковой проволоки. Порошковая проволока — это полая трубочка, внутри которой содержатся флюсы. Такую проволоку используют без защитного газа, так что не будем на этом останавливаться.
Системы подачи проволоки
Выше мы упоминали, что при сварке полуавтоматом проволока подается с помощью специального механизма. Он может работать по трем принципам: толкающем, тянуще-толкающем и тянущем. Самая популярная система подачи проволоки — толкающая, она самая недорогая и встречается в большинстве бюджетных полуавтоматов.
Главный недостаток — ограниченное количество метров газового шланга, который можно использовать. А именно, 5 метров в длину. Если в полуавтомате используется другая система подачи проволоки, то можно использовать шланг длиной от 10 метров и больше. Также можно использовать более толстую проволоку, но нужно учитывать, что такой механизм будет весить намного больше.
Также обратите внимание на регулировку скорости подачи проволоки в выбранной вами модели. Новичкам рекомендуем выбирать механизмы с автоматической регулировкой скорости подачи, так вы избавитесь от лишней головной боли. Ну а профессионалы зачастую выбирают механизмы с ручной регулировкой, поскольку их опыт позволяет устанавливать индивидуальные настройки для каждого типа работ. Сами механизмы подачи могут быть встроенными в полуавтомат, а могут быть переносными. У переносных гораздо больше возможностей, но они громоздкие и не позволяют варить в труднодоступных местах.
Сменные детали
У полуавтомата есть дополнительные сменные детали, за которыми нужно периодически следить. К таким деталям относится токосъемный наконечник и сопло. Следите, чтобы эти детали были в исправном состоянии, поскольку от них во многом зависит стабильность горения дуги. Рекомендуем сразу приобрести качественные сменные детали, чтобы они не подвели вас в самый неподходящий момент.
Применяемые комплектующие
Сварка полуавтоматом с газом предполагает использование проволоки и, конечно, защитного газа. Ниже вы можете видеть таблицу с используемыми типами газов.

Если вы внимательно изучите таблицу, то обнаружите, что применяются самые разнообразные газы: и активные, и инертные, и смеси газов, в том числе активных с инертными. Газ, который не рекомендуется применять при полуавтоматической сварке — водород. При его использовании металл сильно разбрызгивается и шов получается некачественным.
Теперь о проволоках. Есть отдельный ГОСТ №2246-70, согласно которому допускается использование 75 марок сварочной проволоки. Вы сами понимаете, что при таком разнообразии трудно давать какие-то общие рекомендации по правильному выбору проволоки. Скажем лишь одно: ориентируйтесь на марку детали, которую собираетесь варить. И исходя из этого подбирайте марку проволоки.
Особенности сварки в среде углекислого газа
Поскольку в рамках одной статьи мы не сможем рассказать об особенностях полуавтоматической сварки в среде всех защитных газов, мы решили рассказать только про сварку в углекислоте. Это популярная и эффективная технология сварки, так что запомните (а лучше запишите) все, что прочтете ниже.
Выбор сварочной проволоки
Выбор сварочной проволоки при сварке в углекислоте — дело непростое. Дело в том, что при сварке в углекислоте стальные детали с низким содержанием углерода сильно окисляются. Чтобы этого избежать нужно использовать проволоку, в составе которой присутствует марганец и кремний. А если нужно сварить легированные стали, то используйте специальные проволоки. Ниже вы можете видеть рекомендуемые марки проволоки для сварки низкоуглеродистых и легированных сталей.

Подготовка металла
Чтобы шов получился качественным нужно тщательно подготовить металл перед сваркой. Для этого очистите кромки от коррозии, грязи, краски или следов масла. Если загрязнения несущественные, то для их устранения можно использовать ветошь. Если загрязнения въевшиеся, то используйте металлическую щетку. Не забывайте обезжиривать металл. В некоторых случаях можно прибегнуть к травлению.
Выбор режима сварки
От правильного выбора режима сварки во многом зависит качество готового сварного соединения. Поэтому к выбору режима нужно подойти со всей ответственностью. Режимом сварки называют комплекс различных настроек, которые вы можете установить на своем полуавтомате.
При сварке полуавтоматом в среде углекислого газа этот комплекс настроек состоит из рода тока, его полярности, диаметра проволоки, силы сварочного тока, напряжения дуги, скорости подачи проволоки, вылета проволоки. Давайте подробнее остановимся на каждом параметре.
Читайте также: Как варить полуавтоматом в среде углекислого газа
Начнем с рода тока и его полярности. Обычно используют постоянный ток обратной полярности. Если установить прямую полярность дуга будет гореть нестабильно. Если вы хотите использовать не постоянный, а переменный ток, то нужно дополнительно добавить в цепь осциллятор.
Диаметр проволоки выбирается исходя из толщины свариваемого металла. Тут все просто. Чем тоньше металл, тем тоньше проволока. А вот силу сварочного тока нужно устанавливать исходя из диаметра проволоки. Главное понять основной принцип: чем больше сила сварочного тока, тем больше глубина провара и выше скорость сварки. Ниже вы можете видеть таблицу с основными режимами сварки. Используйте эту шпаргалку первое время, а затем учитесь сами подбирать оптимальный режим.

Что касается напряжения дуги, то этот параметр зависит от длины этой самой дуги. Напряжение устанавливают исходя из силы сварочного тока. Здесь тоже достаточно понять основной принцип, чтобы научиться настраивать напряжение. Самое главное правило: чем больше напряжение, тем меньше глубина провара и больше ширина шва. Этой информации уже достаточно для того, чтобы опытным путем выяснить оптимальное напряжение дуги.
Скорость подачи проволоки подбирается опытным путем. Важно, чтоб дуга горела стабильно и при этом проволока равномерно плавилась. Новичкам рекомендуем использовать механизмы с автоматической регулировкой скорости подачи проволоки.
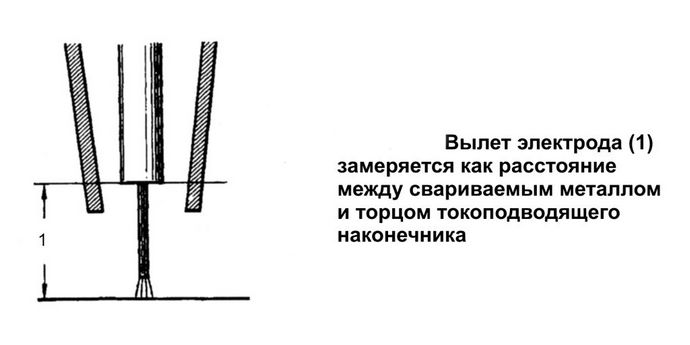
И последний параметр режима сварки — вылет проволоки. Он тоже определяется опытным путем и приходит с опытом. Здесь важно, чтобы вылет не был слишком большим или слишком маленьким. Если вылет будет слишком большой, дуга будет гореть нестабильно и качество шва ухудшится. А если вылет будет слишком маленьким, то вы просто не сможете наблюдать за процессом сварки.
Расход газа
Во время сварки важно следить за расходом углекислого газа. Если вы варите у себя в гараже, то это делать не обязательно. А вот если вы сварщик на производстве, то просто обязаны следить за расходом. Чтобы определить расход нужно учесть силу тока, тип сварного шва и вылет сварочной проволоки. Теме расхода углекислоты мы посвятили отдельную статью, обязательно прочтите ее.
Вместо заключения
Полуавтоматическая сварка в среде защитных газов — это несложная, но в то же время эффективная технология. Да, вам придется использовать в работе баллон с газом, а это не всегда удобно. Но если нужно постоянно перемещаться, можно использовать специальную тележку. Она существенно упрощает работу. К тому же, газ стоит дешево (особенно аргон), а качество шва получается отличным.
Так при минимальных затратах на газ, проволоку и полуавтомат вы получаете широкие возможности. Можно варить любой металл любой толщины, проводить работы и на улице, и в помещении. Вам также необязательно быть профессионалом, ведь проволока может подаваться автоматически, а современные полуавтоматы оснащены дополнительными функциями, упрощающими сварку. Словом, купить бюджетный полуавтомат и попробуйте выполнить шов с применением защитного газа. Мы уверены, что в дальнейшем этот опыт обязательно вам пригодится. [Всего голосов: 1 Средний: 5/5]
Сварка нержавейки полуавтоматом в среде углекислого газа
Нержавеющая сталь активно используется в различных сферах промышленности и в домашних условиях. Для устранения поломок в изделиях, которые делаются из нее, а также для соединения при монтаже используют сварку. С данным металлом этот процесс оказывается не таким уж простым, так как из-за большого количества легирующих элементов его поведение в расплавленном состоянии не позволяет удобно создавать швы. Сварка нержавейки полуавтоматом в среде защитного газа может позволить помочь избежать многих сложностей и снизит вероятность образования дефектов.

Сварка нержавейки
При использовании сварки обязательно нужно применять электроды с покрытием или обеспечивать защиту при помощи газов. Нержавейка может свариваться как между собой, так и с другими металлами, но во втором случае все становится намного сложнее, так как у металла достаточно низкая температура плавления и это требует снижения мощности аппарата, в сравнение со стандартными режимами. Тогда как для остальных случаев таких показателей может не хватать для нормальной работы. Здесь требуются особые умения и большой опыт, чтобы результат стал действительно качественным.
Сварочный полуавтомат 

Сварка нержавеющей стали полуавтоматом происходит неспроста. Ведь он является электромеханическим прибором, который может выполнять сварочные процедуры практически с любыми металлами, даже трудно свариваемыми. Главной его особенностью является то, что электрод подается механическим устройством самостоятельно, без участия человека. Сварщик устанавливает скорость подачи, согласно требуемому режиму, и тогда все проходит с повышенной легкостью. Это не только облегчает сам процесс, но и делает его быстрее.

Схема сварочного полуавтомата
Существует несколько разновидностей этой техники. Основная классификация строится по типу защиты сварной ванны от негативного воздействия кислорода. К основным типам относятся следующие:
- Полуавтомат, предназначенный для работы с порошковой проволокой;
- Аппарат для сваривания в среде защитных газов, как активных, так и инертных;
- Техника для сварки под слоем флюса.
Порошковая, или как ее еще называют, флюсованная проволока стоит достаточно дорого, поэтому, данный способ не является слишком распространенным. Намного более практичными и рациональными являются те аппараты, которые предназначены для работы со средой защитных газов. Самыми доступными по стоимости являются полуавтоматы, которые предназначены для сварки под слоем флюса. Но доступность, в данном случае, является единственным преимуществом, так как качество соединения при этом заметно страдает.

Сварочная порошковая (флюсованная) проволока
«Важно! При выборе нужно обращать внимание не только на тип, но и на регулируемость настроек, так как при работе с нержавейкой параметры должны иметь плавный переход.»
Свойства нержавейки
Чтобы сварка нержавейки в углекислом газе прошла максимально качественно, следует разобраться с основными свойствами этого металла, чтобы правильно подобрать все. Свойства материала регламентируются согласно ГОСТ 5632-72. К основным свойствам относятся:
- Теплопроводность. Если сравнивать со сталями, у которых содержание углерода намного ниже, то здесь этот параметр уступает, примерно, в два раза. Чтобы сделать сварочный процесс более удобным, необходимо снизить силу тока на пятую часть от номинальной, что понизит текучесть нержавеющей стали в сварочной ванне.
- Коэффициент линейного расширения. Как правило, он заметно выше, чем у других металлов. Проблема состоит в том, что у нержавейки тепловое расширение происходит неравномерно. По этой причине может образоваться деформация. Во избежание такого дефекта нужно оставлять небольшой зазор между свариваемыми деталями.
- Устойчивость состава. Легированные стали могут терять свои легирующие элементы при высокой температурной обработке, которой и является сваривание. В данном случае на местах сваривания может со временем образовываться ржавчина. Чтобы этого не случилось, нужно быстро охлаждать места обработки.
Какой газ нужен для сварки нержавейки
Сварка нержавейки полуавтоматом без газа не рекомендуется специалистами, поэтому, желательно подобрать правильный газ для работы. Лучше всего шов образуется, когда защитные газы ограждают ванну от воздействия посторонних факторов.

Шов сварки нержавейки полуавтоматом
Основной проблемой является кислород, но сами газы помогают не только в защите, но и способствуют лучшему сгоранию проволоки. В качестве основных, можно выделить два состава газовых смесей:
- Углекислота и аргон. Такие варианты рекомендуются при использовании сварки в промышленных работах. Благодаря им обеспечивается хорошая растекаемость нержавейки по канаве сварочного шва, а также создается достойная защита от кислорода. В данном составе имеется всего 2% углекислоты и 98% аргона.
- Иногда рекомендуют заменить углекислоту и поставить вместо нее чистый водород, при сохранении практически того же соотношения. Данная смесь пригодится в тех случаях, когда требуется увеличить смешиваемость на концах шва, который подвергается обработке.
«Обратите внимание!
Когда происходит использование полуавтоматического сварочного аппарата, который работает с нержавеющей сталью, то в нем можно использовать специальную нержавеющую сварочную проволоку, что позволяет улучшить внешний вид после проведения работ, а также повысить качество неразъемного соединения.»
Технология сварки нержавейки
Сварка стали 07ХН28МДТ полуавтоматом в среде аргона позволяет обеспечить им наиболее оптимальные условия, которые будут способствовать получения качественного шва. Это же способствует минимальному разбрызгиванию жидкого раскаленного металла. Существует несколько таких основных технологий. Ниже приведены основные из них:
- Использование короткой дуги предполагает применение полуавтоматической сварки, которая должна происходить с металлом относительно небольшой толщины. Такой способ снижает вероятность прожигания материала, что актуально при сваривании тонких листов стали.
- Струйный перенос. В данном случае рекомендовано использовать порошковую проволоку с флюсом. Иногда для этого можно и не использовать защитный газ, если то позволяют особенности технологии.
- Импульсный метод. Это самый точный и экономный метод среди всех, из которых возможна сварка нержавейки в среде углекислого газа. Точность и эффективность получается благодаря полному контролю за происходящей ситуацией. Также уменьшается расход проволоки.
Вне зависимости от того, какой именно метод будет выбран, основными процедурами во время сварки являются:
- Зачистка поверхности материала до блеска;
- Обезжиривание поверхности растворителем;
- Обрабатываются торцы, так чтобы между ними оставалось пространство;
- Затем следует выставить оборудование на требуемый режим;
- Материал подогревается до изменения цвета металла;
- Начинается непосредственная сварка;
- После завершения шва его следует остудить.
Сварка нержавейки в защитной среде из других газов
Сварка нержавейки ацетиленом также может применяться, как более доступный и дешевый аналог аргона. Но проблема состоит в том, что даже если следовать все тем же технологиям, качества самого газа будут уступать аргоновым смесям. К тому же ацетилен является достаточно опасным газом, так как большинство несчастных случаев случается именно с его участием. При использовании иных газов, принцип действий сварщика остается практически тем же, только меняются режимы, в зависимости от свойств газа. Поэтому, для каждого отдельного случая нужно выбирать свои параметры.
Как снять напряжения
Во время сварки в металле могут вызываться напряжения. Когда происходит сварка нержавейки полуавтоматом в аргоне, это также проявляется, тем более что сама нержавеющая сталь оказывается сильно подверженной различного рода дефектам при сварке. Из-за напряжений могут возникнуть трещины, а также большие разрывы. Чтобы этого не случилось, напряжения следует предварительно снимать. Это возможно сделать благодаря температурной обработке. Самым простым и надежным способом является подогрев. Путем подогревания области, где будет проходить сварка, до 250-300 градусов Цельсия. Это поможет избавиться о вероятности образования дефектов и повысит качество конструкции.
Выпрямление деформаций
Механическая правка предполагает использование винтовых прессов, домкратов, молотов и прочих устройств. Они создают статическую или ударную нагрузку на выгиб изделия, что приводит деформированную часть в норму. Это весьма трудоемкий процесс и неправильный подход к его проведению может нанести еще больший вред, так как порой образуются трещины и разрывы. Для тонкослойных изделий используют прокат, который дает гарантированный результат. Применяется также термический метод, для которого используется местный подогрев отдельных частей.
Полуавтоматическая сварка в среде углекислого газа
Сварка в углекислом газе
Сварка металла в защитной среде углекислого газа считается профессионалами одной из самых эффективных. Особенно когда дело касается соединения тонких по толщине заготовок или деталей. Именно поэтому сварка в углекислом газе используется для ремонта кузовов автомобилей, минимальная толщина которых составляет 0,5 мм. К основным достоинствам данного вида сваривания металлов можно отнести:
- достаточно высокую производительность;
- незначительный нагрев свариваемых заготовок, что приводит к минимальному их короблению;
- варить швы можно в любом положении, и это не составляет большого труда, и не влияет на качество конечного результата;
- благоприятные условия проведения сварочного процесса;
- минимальные затраты, так как сам углекислый газ стоит очень дешево.

Проводить дуговую сварку в среде углекислого газа можно ручным способом, при помощи полуавтоматов и автоматов. В небольших цехах по ремонту автомобилей используется именно сварка в среде углекислого газа полуавтоматами. Это удобно, это позволяет регулировать подачу присадочной проволоки в зону сваривания, скорость которой варьируется в пределах 148-600 м/ч.
Режим и техника сварки
На что необходимо обратить внимание, проводя полуавтоматическую сварку в среде углекислого газа.
- Сварка металлов проводится на постоянном токе при обратной полярности. Это когда минус подключается к заготовке, а плюс к электроду. В данном случае с полуавтоматами к присадочной проволоке.
- Силу тока регулируют в зависимости от толщины свариваемых металлов, от скорости подачи присадочной проволоки в зону сваривания и от напряжения электрической дуги.
- Напряжение дуги является очень важной составляющей сварочного процесса. От его значения зависят размеры сварного шва. К примеру, если напряжение большое, то ширина шва в процессе сварки также становится большой.
- Вылет проволоки тоже играет немаловажную роль. Если вылет небольшой, то сварщик плохо видит и сам процесс соединения, и зону сварки. При большом вылете проволоки сварочная дуга дестабилизируется.
Поэтому качество сварки зависит от вылета проволоки из горелки, а также от скорости перемещения последней. Если скорость будет большая, то сварка произойдет прерывистыми участками. Если малая, то расплавленный металл заполнит не только зазор между заготовками, но и вытечет за его пределы, что приведет к последующей доработке стыка. К тому же при небольшой скорости появляется вероятность получения прожогов.
Что касается техники при сварке полуавтоматом, то она достаточно проста и не требует каких-то особых манипуляций с горелкой. В первую очередь перед началом сварочных работ необходимо убедиться, что углекислый газ подается из баллона на горелку. Для этого нужно всего лишь открыть вентиль на редукторе баллона и подставить ладонь под горелку. Небольшой ветерок говорит о том, что система подачи работает нормально.
Кстати, давление углекислоты в баллоне должно составлять 60-70 кгс/см², что контролируется манометром на редукторе, а вот давление самого газа в горелке показывает второй манометр на редукторе баллона. Его значение должно быть 2,0 кгс/см². Этот показатель не является абсолютным, потому что сам сварочный процесс может проходить при разных условиях. К примеру, сквозняки в цеху, на открытой площадке. При таких условиях давление на горелке необходимо поднять, что увеличит расход углекислоты.
Все готово, можно приступать к сварке. Для этого проволоку необходимо выпустить из горелки немного больше, чтобы легко ею можно было бы дотронуться до свариваемого металла для возбуждения дуги. Конец проволоки устанавливается на поверхность металлической заготовки, после чего сварщик нажимает на кнопку пуск на рукоятке горелки. Происходит поджиг дуги, после чего проволока убирается до необходимого размера. Открывается вентиль на редукторе баллона с углекислым газом, производится подача углекислоты в зону сварки.
В процессе углекислотной сварки горелку можно перемещать в любом направлении. Здесь важно, чтобы для сварщика данное направление было удобным. То есть, он смог бы отслеживать и контролировать сварочную операцию. При этом горелка должна располагаться под углом 60-70° по отношению к свариваемой поверхности заготовок.
Специалисты же отмечают различия направления сварки и угла наклона проволоки. К примеру, если варить слева направо, то горелку лучше держать углом назад. Если справа налево, то углом вперед. В первом случае глубина сваривания резко увеличивается, а вот ширина сварного шва заметно уменьшается. Во втором случае, наоборот, глубина проварки уменьшается, а ширина шва увеличивается. Последний вариант лучше всего подходит к сварке тонкостенных металлических деталей.
Внимание! Завершать сварочный процесс необходимо полным заполнением кратера расплавленным металлом. Подачу проволоки после этого нужно прекращать, а вот с отключением газа лучше повременить. Здесь важно, чтобы расплавленный металл в сварочной ванне остывал постепенно. Поэтому стоит немного поддержать температурный режим до того, пока металл не застынет.
Особенности процесса сваривания
Сварка в углекислом газе полуавтоматом – это практически тот же процесс, что и сварка под флюсом. Все дело в том, что не все металлы могут свариваться без защитного слоя. Но сваривание углекислотой – это в первую очередь дешево, потому другие виды сварки полуавтоматами также имеют высокое качество конечного результата.
В чем суть применения углекислого газа. Он защищает зону сварки от окружающего воздуха, в котором присутствует влажность и кислород. Но под действием высоких температур углекислота распадается на тот же кислород и угарный газ. Так вот этот кислород начинает взаимодействовать с металлом, окисляя его. Что, конечно, не очень хорошо. Вот почему так важно нейтрализовать окисляющий химический элемент.
Это можно сделать одним единственным способом – подавать в зону сварки металл, в состав которого входят раскислители. А это кремний или марганец. Так как эти два металла более активны, чем железо, то они первыми и вступают в реакцию с кислородом. Поэтому для сварки в углекислоте используется стальная проволока, в состав которой входят два эти элемента. Это очень важный момент. При этом считается, что оптимальное соотношение марганца к кремнию в составе присадочной проволоки должно быть 1,5-2,0. То есть, марганца должно быть почти в два раза больше.
Самое главное, что при взаимодействии кислорода с марганцем и кремнием образуются оксиды этих металлов. Они не растворяются в жидком расплавленном металле, образованном в сварочной ванне. Но хорошо взаимодействуют друг с другом, превращаясь в шлак, который легко выводится из зоны сваривания. Вот несколько особенностей сварки в углекислом газе.
Комплектность оборудования
Сварочный пост комплектуется нижеследующим оборудованием и принадлежностями.
- Источник постоянного тока. Это может быть сварочный трансформатор или инвертор. Второй источник поддерживает стабильную дугу.
- Газовый баллон вместимостью 40 литров, куда может поместиться углекислый газ весом 25 кг. Его спокойно хватит на непрерывную работу в течение 15 часов.
- Подающий механизм. Сегодня производители предлагают огромнейший ассортимент этого устройства, так что выбрать есть из чего. К примеру, очень популярная модель А-547-У. Механизм подачи располагается в небольшом металлическом чемоданчике, который легко переносится. Некоторые модели снабжаются ремнем для переноски на плече. В чемоданчик помещается и катушка с проволокой. Сюда же установлен газовый клапан, как вторичный защитный элемент. Первый, понятно, редуктор на баллоне.
- Промежуточным элементом от баллона до горелки – осушитель (подогреватель электрический) газа.
- Горелка с комплектом шлангов и кабелей.
Итак, сварка металлических заготовок в среде защитного углекислого газа – эффективный способ сваривания. Он зависит от выбранного режима работы и техники проведения процесса. А в качестве конечного результата получается хорошо сформированный шов с отличным проваром по всей глубине зазора, плюс великолепные технические свойства наплавленного металла.
Сварка в среде углекислого газа. Полуавтоматическая сварка в среде СО2
Содержание
Способ сварки в среде углекислого газа впервые был разработан в середине 20-го века советскими исследователями К.В. Любавским и Н.М. Новожиловым. Благодаря низкой стоимости углекислого газа, высокой производительности и универсальности этого способа, сварка в углекислоте получила широкое распространение в промышленности, быту, при строительных и монтажных работах.
Сущность процесса сварки в углекислом газе
Сущность сварки заключаются в следующем. Поступающий для защиты зоны сварки углекислый газ под воздействием высокой температуры дуги распадается на угарный газ и кислород. Процесс распада происходит по реакции:
В результате реакции в зоне сварки образуется смесь из трёх газов: углекислый газ (СО2), угарный газ (СО) и кислород (О2). Поток этих газов не только защищает зону сварки от вредного воздействия атмосферного воздуха, но и активно взаимодействует с железом и углеродом, находящимися в составе стали по реакциям:
Нейтрализовать окислительное действие углекислого газа можно путём введения в сварочную проволоку избыточного кремния и марганца. Кремний и марганец химически более активны, чем железо, поэтому, вначале окисляются они по реакциям:
Пока в зоне сварки присутствуют в свободном состоянии более активные кремний и марганец, окисления железа и углерода не происходит.
Хорошее качество сварных соединений при сварке углеродистых сталей обеспечивается при соотношении количества марганца к кремнию в соотношении: Mn/Si=1,5…2. Формирующиеся в процессе сварки оксиды кремния и марганца не растворяются в сварочной ванне, а реагируют друг другом, образуя легкоплавкое соединение, которое в виде шлака быстро выводится на поверхность жидкого металла.
Особенности сварки в углекислоте
Сваривание металлов в среде СО2 выполняют постоянным током обратной полярности. Если сварку производить постоянным током прямой полярности, то это отрицательно сказывается на стабильности электрической дуги, в результате появляется дефект формирования формы шва и электродный металл расходуется на угар и разбрызгивание.
Но если выполняется е сварка, а наплавка, то рекомендуется использовать именно прямую полярность тока, т.к коэффициент наплавки у него в 1,6-1,8 раза выше, чем у тока обратной полярности.
Сварку можно выполнять и на переменном токе. В этом случае в сварочную цепь необходимо включить осциллятор. Источниками постоянного сварочного тока являются преобразователи тока с жёсткой характеристикой.
Полуавтоматическая сварка в среде углекислого газа
Сварочный пост для сварки в углекислоте
Схема сварочного поста общего вида для сварки полуавтоматом в среде углекислого газа представлена на рисунке:
1 — держатель; 2 — подающий механизм; 3 — включатель; 4 — защитный щиток; 5 — манометр на 0,6МПа; 6 — переходной штуцер для установки манометра; 7 — кислородный газовый редуктор с манометром высокого давления; 8 — осушитель газа; 9 — подогреватель газа; 10 — баллон с углекислым газом; 11 — сварочный выпрямитель, или генератор; 12 — пульт управления.
Подготовка металла под сварку
Сварка листов из низколегированной стали или углеродистой успешно сваривается в среде углекислого газа. При этом сварку тонких листов (толщиной 0,6-1,0мм) сваривают с отбортовой кромок. Допускается сварка без отбортовки, но зазор между свариваемыми кромками не должен превышать 0,3-0,5мм.
Сварку листов толщиной 1-8мм допускается производить без разделки кромок. Максимально допустимый зазор при этом составляет 1,0мм. На листах толщиной 8-12мм выполняют V-образную разделку. Если толщина свариваемого металла превышает 12мм, то рекомендуется X-образная разделка.
Перед началом сварки сварные кромки тщательно зачищаются до металлического блеска от краски, масла, окалины и других загрязнений. Можно делать это вручную, можно применить дробеструйную или пескоструйную обработку. Если перед сваркой необходимо прихватить детали, то прихватка углеродистых сталей выполняются вручную электродами Э42, Э42А, либо полуавтоматом в углекислом газе. Прихватка легированных сталей выполняется электродами соответствующего назначения.
Сварочная проволока для полуавтоматической сварки
Для сварки в среде углекислого газа применяется проволока с повышенным содержанием кремния и марганца. Наличие каких-либо загрязнений или покрытий на поверхности проволоки не допускается, т.к. их присутствие отрицательно сказывается устойчивости режимов и стабильности электрической дуги.
Марка сварочной проволоки зависит от свариваемого материала. В таблице ниже представлены наиболее распространённые марки проволоки для сварки полуавтоматом в среде защитного газа:
| Марка сварочной проволоки | Применение |
| Св-08ГС | Для сварки углеродистых и низколегированных сталей при силе тока 300-400А |
| Св-08Г2С | Для сварки углеродистых и низколегированных сталей при силе тока 600-750А |
| Св-10ХГ2С | Для сварки низколегированных сталей повышенной прочности |
| Св-08ХГ2СМ | Для сварки теплоустойчивых сталей типа 15ХМА |
| Св-08ХГСМФ | Для сварки теплоустойчивых сталей типа 20ХМФ |
| Св-08Х3Г2СМ | Для сварки стали 30ХГСА |
| Св-08Х14ГТ Св-10Х17Т | Для сварки хромистых сталей типа Х13, Х17 |
| Св-06Х19Н9Т Св-08Х19Н10Б | Для сварки коррозионно-стойких сталей марок 0Х18Н10, 0Х18Н9, 0Х18Н9Т и 0Х18Н10Т |
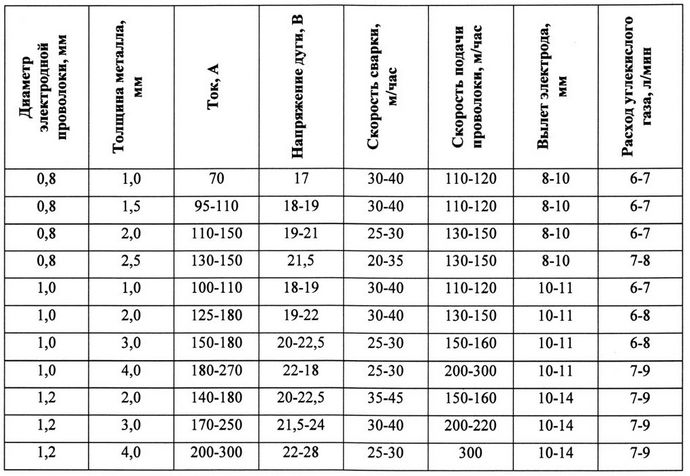
Режимы сварки полуавтоматом в углекислоте
Режимы сварки зависят от толщины свариваемого металла. При увеличении толщины металла уменьшается скорость сварки и увеличивается сила тока. Величина рабочего напряжения дуги должна обеспечивать устойчивое горение дуги, которая должна быть как можно более короткой (1,5-4мм). При большей длине дуги её горений становится неустойчивым, разбрызгивание металла увеличивается, возрастает вероятность окисления и азотирования жидкой ванны.
Для сварки тонкого металла режимы сварки представлены в таблице:
Как варить полуавтоматом в среде углекислого газа – пояснения для новичков

Чтобы процесс соединения деталей в единое целое не составлял труда и все получалось с первого раза, перед практическими работами нужно разобраться в теории, как производится сварка полуавтоматом в среде углекислого газа для начинающих. Рассмотрим основные аспекты и сущность данного метода.
Понятие сварки полуавтоматом в среде СО2
Принцип действия для полуавтоматической сварки в режиме углекислоты очень схож с методом газовой сварки с газом и без. То есть, варить можно двумя способами – использую защитный газ или нет. Подробнее прочесть про этот метод можно здесь.

Сущность рассматриваемого способа заключается в элементарной химии. В сварочную зону под давлением подается углекислый газ (СО2). Сварочная дуга обеспечивает высокую температуру, за счет чего происходит реакция разложения и газ распадается на кислород (О2) и угарный газ (2СО). Процесс распада происходит по формуле:
В результате этой реакции сварочная ванна защищена тремя газами – начальным углекислым газом и конечными продуктами реакции – кислородом и угарным газом
Углекислый газ имеет свойство к окислению с железом и углеродом, находящимся в металле. Чтобы защитить металл изделия от этого процесса, рекомендуется для сварочного аппарата применять проволоку с повышенным уровнем марганца и кремния. Эти компоненты химически активнее, чем железо, поэтому сначала окисляются они, тем самым принимая на себя «удар» и защищают изделие. Пока в сварочной зоне присутствуют эти два элемента, железо и углерод не будут окисляться. Отходы, то есть оксиды марганца и кремния, которые образуются при воздействии высокой температуры и окислительной реакции представляют собой легкоплавкое соединение, которое всплывает на поверхность сварочной ванны и кристаллизируется в виде шлака. Этот компонент никак не влияет на качество шва.
Для сварки в среде углекислого газа одного стандартного баллона на 25 кг углекислоты хватает на 15 сварочных часов. С учетом реакции из одного килограмма получается почти 500 литров готового газа. При полноценной работе затраты в среднем считаются от 10 до 50 литров в минуту. Но расход зависит от многих факторов – давления, типа сварки, типа шва, применяемого аппарата, погодных условий и так далее.
Такой метод называется сварка tig, то есть, это работы это соединение металлов с помощью электродов в среде защитного газа. Электрод может быть вольфрамовым или графитовым.
Особенности и режимы данного вида соединений
Полуавтоматическая сварка в среде углекислого газа отлично подходит для новичков. Основной особенностью данного метода является применение обратной полярности постоянного тока. Это позволяет удерживать дугу. Если же наоборот, применить прямую полярность, то увеличивается риск потери дуги, что негативно отразится на качестве спаивания.
Работая на обратной полярности, можно избежать разбрызгивания электрода. Если же нужно наплавить металл, тогда лучше применить прямую, так и КПД будет в 1,5-почти 2 раза выше.
Режимы сварки, которые выставляются в настройках аппарата, зависят от многих факторов. Рассмотрим таблицу, где подробно расписаны возможные варианты настроек, отталкиваясь от толщины металла, из которого сделаны заготовки для сваривания.

Изучая данные из таблицы, можно заметить, что напряжение дуги напрямую зависит от диаметра проволоки и от толщины металла. При усилении сварочного тока будет усиливаться глубина провара, что необходимо при работе с толстыми металлами. Отталкиваясь от горения дуги, нужно настраивать скорость подачи электродной проволоки, чтобы не терять качество шва.
Характеристика углекислотной сварки
Углекислый газ не имеет никакого вкуса и запаха, также он является бесцветным. В умеренных количествах он не составляет опасности для здоровья и жизни человека, не взрывоопасен. Его плотность 1,98кг/м3, что говорит о том, что он намного тяжелее воздуха (с плотностью 1,2 кг/м3).
В продажу он поступает в железных баллонах по 10, 20 или 40 литров в жидком состоянии и под давлением. Перед сварочным процессом необходимо установить баллон на некоторое время вертикальное положение, чтобы вся влага, которая там есть стекла. После этого газ подается в сварочную зону. Установленный редуктор с регулятором контролирует давление и подачу газа.
Важно: перед приобретением баллона важно уточнить возможность дозаправки.
Сварка в углекислом газе может производиться несколькими видами оборудования для сварки:

- Выпрямитель это такой полуавтомат для сварки, внутри которого ток преобразуется из переменного в постоянный. Они применяются для любых видов дуговой сварки полуавтоматом с применением разных электродов и для соединения различных металлов, кроме алюминия.

2. Инвертор – это источник питания для сварочной дуги. Это аппарат, который может преобразовывать электроэнергию из сети 220В в постоянный ток для создания и удержания дуги. Подробнее ознакомиться с принципом действия и преимуществами инвертора можно здесь.
Технология сварки СО2
Когда все готово и настроено для полуавтоматической сварки в газовой среде, можно приступать. Для начала необходимо подготовить металлические детали, которые подлежат спаиванию. Залог качественного шва – это предварительная подготовка. Чтобы материал идеально сплавился, нужно заготовки очистить от масла, грязи и остатков лакокрасочных изделий. Это можно сделать металлической щеткой или наждачной бумагой. После этого детали устанавливаются в то положение, при котором будет происходить их соединение. Первый шов лучше всего производить на малой силе токе, чтобы посмотреть, как будет себя вести заготовка. Если сразу дать большой ток, то есть риск трещин и деформации деталей.
Полуавтоматическую сварку в газовой среде можно выполнять следующими методиками:
- углом вперед (справа налево) используется для тонколистового металла;
- углом назад (слева направо) обеспечивает глубокий провар, но шов при этом не будет широким.

Когда шов полностью готов, нельзя сразу отключать подачу газа, так как это чревато окислением. Сначала останавливается подача проводной проволоки, потом подача тока, а затем уже подача газа. Как раз за это время шов успевает кристаллизоваться. По завершению работы нужно сбить шлак со шва.
Преимущества и недостатки сварки в среде СО2
Сварка тиг углекислым газом широко применяется как в домашних условиях, так и в различных производственных отраслях. Это не удивительно, ведь данный вид соединений имеет ряд преимуществ:
- есть возможность соединять тонколистовой металл;
- можно сваривать разные типы металлов, с разными характеристиками и температурой плавления;
- электрическая дуга отличается высокой стабильностью;
- сварная ванна находится под надежной защитой от окисления и воздействия негативных факторов внешней среды;
- шов в результате получается очень качественным;
- технология полуавтоматической сварки в среде углекислого газа считается самой безопасной, в сравнении с другими тиг методами;
- экономичность и доступность. Это показатель связан с тем, что 2 приобрести намного проще, чем смеси других газов, применяемых для защиты во время tig сварки.
Кроме преимуществ, можно и отметить несколько недостатков:
- по качеству углекислота немного уступает другим смесям;
- аппарат немного сложнее и дольше чистить, чем после гелий, аргона или азота;
- затраты на материалы постоянно возрастают.
Все о сварке
Использование углекислоты для сварки полуавтоматом получило широкое распространение как среди начинающих сварщиков, так и среди профессионалов. Такой газ для сварки (имеет маркировку co2) защищает сварочный шов от негативного воздействия атмосферы, улучшает качество работ и увеличивает производительность труда. В этой статье мы расскажем все о сварке в среде углекислого газа.

- Суть сварки в углекислоте
- Преимущества дуговой сварки в углекислом газе
- Применяемые материалы при сварке в углекислоте
- Сварочная проволока
- Углекислый газ
- Вместо заключения
Суть сварки в углекислоте
Углекислотный газ частично распадается на углерод и кислород, находясь под воздействием большой температуры. Впоследствии формируется смесь из нескольких газов одновременно: кислорода, углерода и углекислого газа. В совокупности эти газы защищают сварочную зону от негативного влияния окружающей среды, ведь в сварочном цеху или в гараже практически невозможно установить идеальные условия для сварки. Кроме того, смесь трах газов взаимодействует c железом, что также улучшает качество готового шва.

Углекислый газ обладает свойством сильного окисления металла, что может привести к потере качества работы. Чтобы устранить окислительные процессы в сварочную проволоку в избыточном количестве вводят кремний и марганец, их оксиды высвобождаются во время сварки и благодаря своим свойствам подавляют окислительные процессы. Они вступают в реакцию друг с другом, а не растворяются в сварочной ванне, тем самым формируется надежное соединение, не подверженное окислению.
Для сварки в углекислоте используется сварочный полуавтомат. Режим работы полуавтомата выбирается исходя из толщины металла. Ниже вы можете видеть таблицу с рекомендуемыми параметрами для сварки тонких металлов.

Преимущества дуговой сварки в углекислом газе
Мы будем сравнивать дуговую сварку в углекислоте со сваркой под флюсом, поскольку два этих метода часто обсуждают в попытке выяснить, что лучше. Перечислим основные преимущества сварки в углекислом газе:
- Мастер может беспрепятственно наблюдать за процессом сварки и следить за дугой, поскольку нет флюса, закрывающего обзор.
- Нет необходимости использовать дополнительное оборудование для подачи и удаления флюса с поверхности металла, что выгодно экономически.
- Не нужно очищать металл от шлака и остатков флюса. Это преимущество особенно важно, если планируется многослойная сварка деталей.
- Производительность труда повышается в несколько раз за счет равномерной подачи тепла от сварочной дуги. Скорость работы до 3 раз быстрее, чем ручная сварка электродами или сварка под флюсом.
- Качество швов значительно выше, даже если вы начинающий сварщик.
- Можно проводить работы в любом положении. Сварщику доступна возможность выполнить и горизонтальный, и вертикальный шов, а также соединения под углом или на весу, не используя при этом стальную подкладку.
- Углекислый газ стоит дешево и его перерасход незначительно скажется на стоимости работ.
- Можно сваривать тонкий металл без страха ухудшить качество сварного шва.
- Наплавка при сварке полуавтоматом в углекислом газе лучше, чем при сварке под флюсом.
Но и это еще не все. Одним из главных преимуществ такого метода сварки является его экономичность. Она достигается как за счет низкой цены на газ, так и за счет увеличения скорости работы. Если измерять стоимость работ, руководствуясь количеством металла, необходимого для наплавки, то при сварке в углекислом газу килограмм металла обходится в два раза дешевле, чем при сварке под флюсом или при ручной сварке.
Сварочный процесс с углекислотой широко используется не только гаражными умельцами, но и в промышленных целях. Этот метод сварки незаменим в машино- и судостроении, при сварке магистральных отопительных и водопроводных систем, при выполнении сложного монтажа металлических конструкций в труднодоступном месте, при производстве изделий из легированной стали, и металлов, устойчивых к теплу, при оперативном ремонте и наплавке.
Как видите, этот метод сварки не зря настолько распространен. Он обладает множеством преимуществ и позволяет существенно улучшить качество сварочных работ. Теперь подробнее разберем материалы, необходимые для углекислой сварки.
Применяемые материалы при сварке в углекислоте
Сварочная проволока
В этом методе сварки в качестве электрода используют специальную сварочную проволоку, которая подбирается в соответствии с металлом, который необходимо сварить. Диаметр варьируется от о.5 до 3 мм, тем толще металл, тем соответственно больше диаметр проволоки. Также учитывайте мощность и количество дополнительных настроек у вашего полуавтомата. Мы рекомендуем использовать медную проволоку, поскольку она всегда дает отличный результат.
Соблюдайте правила хранения проволоки. После вскрытия упаковки она не должна иметь пятен или иных загрязнений, исключено наличие ржавчины или любой другой коррозии. Если ваша проволока не соответствует этим требованиям, то ее нельзя использовать в работе, поскольку увеличивается вероятность разбрызгивания металла при сварке и в целом ухудшается качество получаемого шва.
Опытные сварщики вымачивают проволоку в серной кислоте, а затем несколько часов прокаливают в печи. Эта процедура улучшает качество получаемого впоследствии сварного шва.
Углекислый газ
Самый главный компонент. Газ для сварки не имеет цвета и не наносит вреда здоровью. Углекислоту для сварки хранят и перемещают в специальных баллонах с заданным давлением. В большинстве случаев баллоны можно отличить по характерному черному цвету и подписи «Углекислота», но бывают и исключения. Качественный газ с углекислотой, применяемый для сварки полуавтоматом, должен на 98% состоять из диоксида углерода. Этого достаточно для выполнения большинства работ. Но если необходимо сварить особо важные металлические конструкции, то лучше приобретать баллон с содержанием 99%. Также важно, чтобы в баллоне не было излишней влаги. Если углекислота для сварки содержит влагу, то наплавка теряет пластичность, а шов приобретает пористую текстуру и его характеристики ухудшаются.

Если газ не сухой, то мы рекомендуем поставить баллон вертикально на 20-30 минут, чего будет достаточно для того, чтобы лишняя влага осела на дно. В баллоне могут также содержаться примеси азота, которые негативно влияют на качество работ. Выпустите немного газа из баллона, прежде чем приступать к работе, так лишние примеси уйдут в атмосферу и не будут препятствовать хорошему результату.
Вместо заключения
Сварка с использованием углекислого газа — это крайне полезный навык, расширяющий ваши профессиональные умения. С помощью такого вида сварки можно улучшить качество своей работы и повысить производительность труда. При этом себестоимость таких работ будет достаточно экономной за счет низкой цены на газ. Конечно, у начинающих сварщиком может быть перерасход газа, пока они не «набьют руку», но с опытом придет полное понимание сути сварки в углекислоте, а значит и осознание, как можно сократить расход комплектующих.
Для полноценной работы вам понадобится лишь полуавтомат, сварочная проволока и баллон углекислого газа, а также терпение и минимальные навыки сварки. Не полагайтесь в своей работе только на учебные таблицы, экспериментируйте и получайте свой опыт. Благодаря этому вы сможете интуитивно подбирать правильный режим работы аппарата в зависимости от ситуации, а этот навык очень важен, если вы хотите стать профессионалом. Обязательно испробуйте этот метод, соблюдая технику безопасности. Опытные мастера могут поделиться своим опытом в комментариях, чтобы помочь новичкам. Желаем удачи!