Сварочные аппараты с отдельным дросселем. Сварка
Читайте также
3.6.2. Слежка за отдельным человеком
3.6.2. Слежка за отдельным человеком Тщательно следить за людьми приходится с конкретной целью:— их детальной разработки для предполагаемой вербовки, похищения, шантажа, разоблачения или ликвидации;— выхода на разыскиваемое лицо, каковое вероятно контактирует (или
Космические аппараты
Космические аппараты Космические аппараты – аппараты, предназначенные для реализации различных задач в космическом пространстве, а также обеспечения возможности проведения различных исследовательских работ непосредственно на поверхности различных небесных тел.
Сварочные трансформаторы
Сварочные трансформаторы Трансформатором называют электромагнитный аппарат, преобразующий переменный ток одного напряжения в переменный ток другого напряжения той же частоты. Работа трансформатора основана на электромагнитном взаимодействии двух или нескольких не
Сварочные аппараты переменного тока
Сварочные аппараты переменного тока Сварочные аппараты переменного тока состоят из понижающего трансформатора и специального устройства, создающего падающую внешнюю характеристику и регулирующего сварочный ток.Они подразделяются на две группы:• аппараты, состоящие
Сварочные аппараты со встроенным дросселем
Сварочные аппараты со встроенным дросселем
Сердечник трансформатора состоит из основного магнитопровода, на котором расположены первичная и вторичная обмотки собственно трансформатора, и добавочного магнитопровода с обмоткой – дросселя (регулятор тока).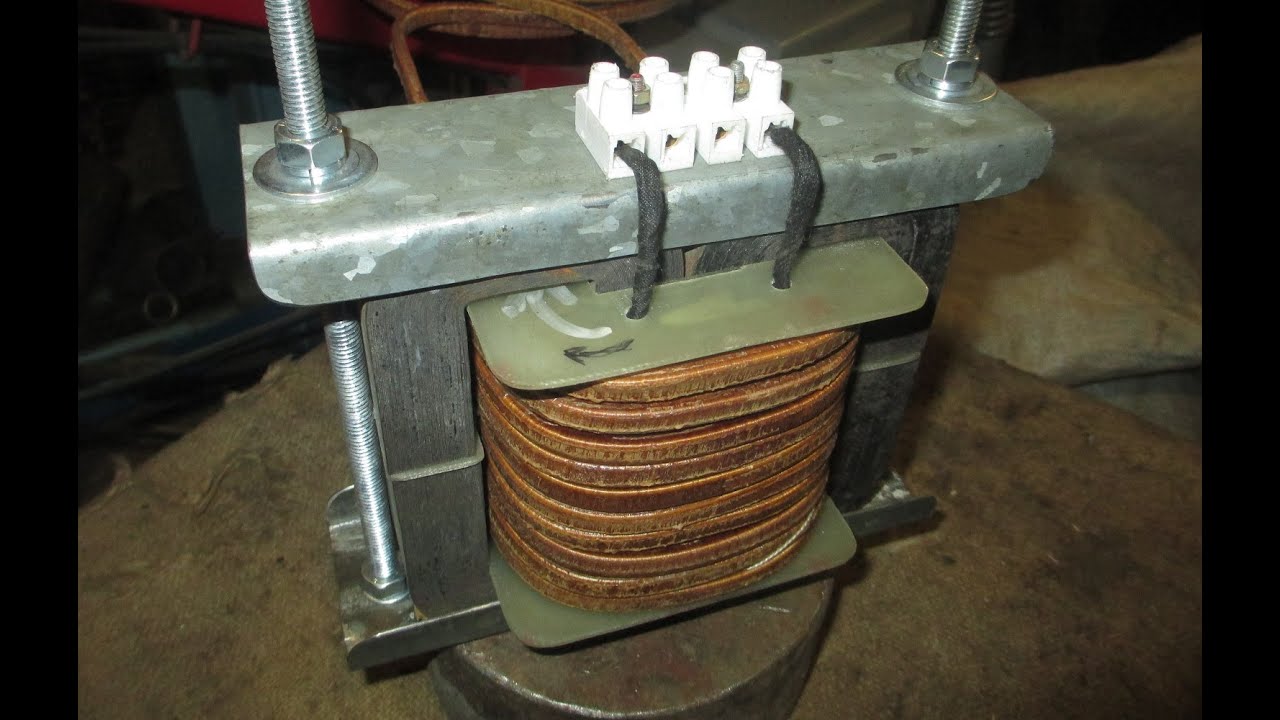
Сварочные выпрямители
Сварочные выпрямители Сварочные выпрямители представляют собой устройство, предназначенное для преобразования переменного тока в постоянный (выпрямленный).Оно состоит из следующих основных узлов: силового трансформатора для понижения напряжения сети до необходимого
Сварочные флюсы
Сварочные флюсы Сварочным флюсом называют неметаллический материал, расплав которого необходим для сварки и улучшения качества шва.Взаимодействуя в процессе сварки с жидким металлом, расплавленный флюс в значительной степени определяет химический состав металла, а
Сварочные полуавтоматы и автоматы
Сварочные принадлежности и инструменты сварщика
Сварочные принадлежности и инструменты сварщика 1. Рабочее место При постоянной работе рекомендуется организовать свое место. Примером может служить рабочая кабина размером 2 ? 2,5 м с приточно-вытяжной вентиляцией с воздухообменом не менее 40 м3/час. Стены выполняют из
Рост производства продукции за пятилетку по отдельным районам области
Рост производства продукции за пятилетку по отдельным районам области В процентах к предыдущему году
1975 г..JPG.97d9c4cf1c027802530daee6f0d2df00.JPG)
Рост производительности труда за пятилетку по отдельным районам области
Рост производительности труда за пятилетку по отдельным районам области В процентах к предыдущему году 1975 г. в % к 1970 г. 1971 г. 1972 г. 1973 г. 1974 г. 1975 г. г. Горький 107,5 104,9 105,2 106,6 107,1 135,5 Арзамасский район 104,0 103,3 111,4 109,7 112,0 147,1 Балахнинский
Дроссель величина воздушного зазора — Справочник химика 21
ГО зазора в магнитопроводе дросселя. Минимальный сварочный ток получается при минимальной величине воздушного зазора дросселя.Модулятор представляет собой дроссель, включаемый в первичную цепь трансформатора. Вращающееся ярмо соединяется через коробку скоростей с синхронным маломощным двигателем при изменении воздушного зазора изменяется величина сварочного тока. [c.414]
Комплект сварочного аппарата переменного тока представляет собой сочетание трансформатора с вторичным напряжением 30—60 в и регулятора, обеспечивающего крутопадающую внешнюю характеристику сварочного аппарата. Для однопостовой сварки применяют трансформаторы мощностью от 10 до 30 ква для многопостовой и автоматической сварки — более мощные. Однопостовые сварочные трансформаторы изготовляют как с отдельным регулятором (дросселем), так и с встроенным регулятором. Наибольшее распространение получили в технике ручной сварки трансформаторы с отдельным регулятором (рис. VI-2,a), у которых регулирование тока осуществляют изменением воздушного зазора в магнитопроводе дросселя Б.
Если сила тока, проходящего через дроссель, велика, то во избежание насыщения сердечника в нем делают воздушный зазор, величина которого (в мм) может быть определена из соотношения [c.91]
III.2,а) Ток в таких трансформаторах регулируется изменением воздушного зазора магнитонровода (6) или изменением числа витков дросселя Др. Минимальный сварочный ток получается при минимальной величине воздушного зазора или минимальной величине витков дросселя. Другим типом сварочных трансформаторов являются трансформаторы (рис. 111.2,6) со встроенным регулятором — реактивной катушкой Пк, которая включается последовательно со
Роликовая сварка определяется скоростью сварки и длительностью каждого включения тока и паузой. Различают следующие режимы работы сварочной машины непрерывного движения роликов или деталей и непрерывного тока непрерывного движения роликов или деталей и прерывистого тока прерывистого движения роликов или деталей и прерывистого тока (шаговая сварка). Причем прерывать ток можно не только его выключая для этого часто достаточно периодически снижать его величину на 60—70%. Выделяемая в сварочном контакте мощность в этом случае уменьшается прапорционально квадрату сварочного тока и процесс сварки прерывается, как и при выключении тока. Для этого в цепь первичной обмотки трансформатора включается модулятор-дроссель. Вращающееся ярмо дросселя соединяется через коробку скоростей- с маломощным синхронным электродвигателем при изменении воздушного зазора дросселя меняется величина сварочного тока. [c.71]
На двухнйточных рельсовых цепях постоянный тяговый ток и переменный сигнальный подаются по обеим нитям одновременно. Для пропуска тягового тока через изолирующий стык на соседнюю рельсовую цепь применяют стыковые дроссели, представляющие ничтожно малое ( 5-10 ом) сопротивление для постоянного тягового тока и значительно большее (0,3—0,6 ом) для переменного сигнального тока.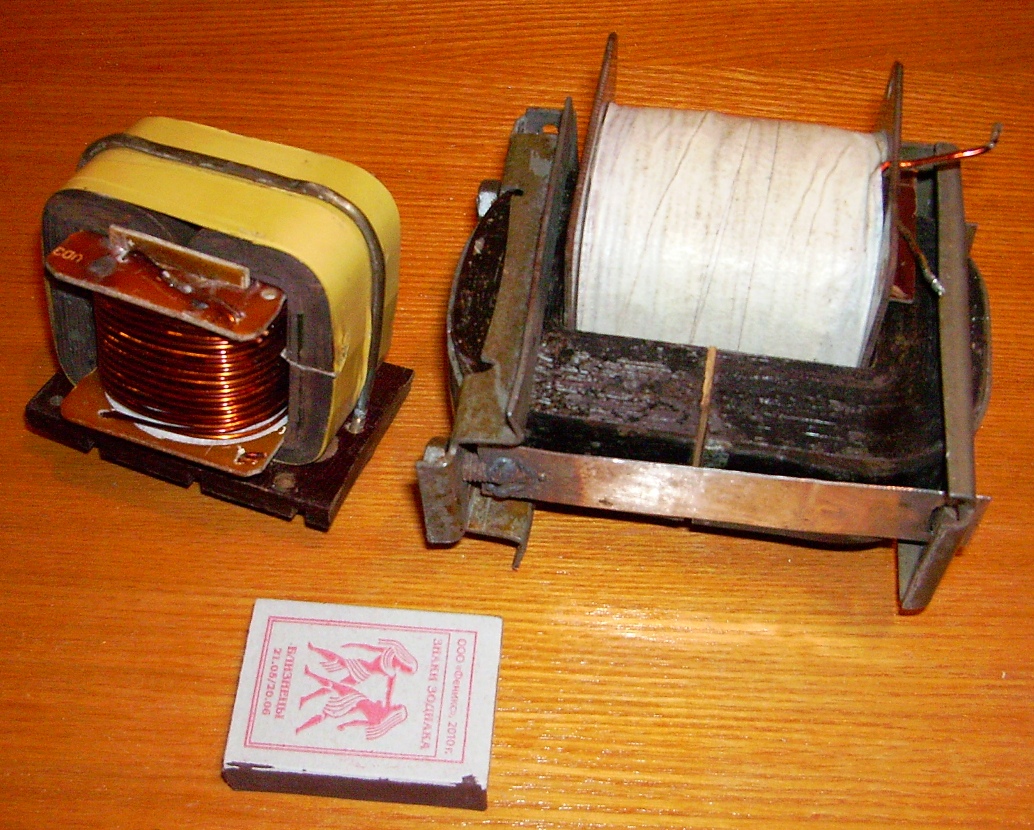 Так как тяговый ток примерно равной величины пропускается из обоих рельсов цепи к средней точке дросселя в противоположном направлении и имеется воздушный зазор в сердечнике, это исключает возможность намагничивания железа дросселя и снижения его сопротивления переменному току. [c.90]
Так как тяговый ток примерно равной величины пропускается из обоих рельсов цепи к средней точке дросселя в противоположном направлении и имеется воздушный зазор в сердечнике, это исключает возможность намагничивания железа дросселя и снижения его сопротивления переменному току. [c.90]
Машина для роликовой сварки состоит из следующих основных частей сварочного трансформатора 1, токопроводящих роликов 2, из которых один снабжен приводом 3. Ролики вращаются за счет трения при передвижении свариваемых деталей 4. Машины для роликовой сварки используют для изготовления сварных труб из стальной рулонной ленты (например, машина типа АШТ-60). При роликовой сварке не всегда обязательно выключать сварочный ток, часто достаточно периодически снижать его величину на 60—70%. В этих случаях выделяемая в сварочном контакте мощность уменьшается пропорционально квадрату рабочего тока и процесс сварки прерывается, как и при выключении тока. Такбе изменение силы тока осуществляют модулятором-дросселем, включаемым в первичную цепь трансформатора. Вращающееся ярмо дросселя соединяется через коробку скоростей с маломощным синхронным электродвигателем при изменении воздушного зазора дросселя меняется величина сварочного тока.
Изготовление сварочного выпрямителя на базе сварочного трансформатора переменного тока — Оборудование и инструмент для сварочных работ — Оборудование и инструмент
Решил «вытащить» текст отчета — во вложении (пост #1) почти никто не читает:Все началось с того, что попробовал поработать на инверторном сварочном аппарате (это был ИИСТ-140) и увидел разницу между сваркой на переменном и постоянном токах. «Загорелся» идеей дооборудования уже имеющегося сварочного аппарата сварочным выпрямителем. В первую очередь побежал на рынок и приобрел диодный мост на базе 4-х диодов В-200 с радиаторами (290грн.), радостно подключил и … к моему сожалению особой разницы не заметил (с 50-ти Гц переменки получилось 100Гц пульсирующей постоянки).
После поковырялся в интернете и понял, что диодный мост — это только начало. Нужны еще емкость (конденсаторная сборка) и дроссель.
Начал с дросселя. Провел простейший эксперимент – 25 витков сварочного кабеля на сердечнике из лома. Результат порадовал — шов стал более гладким, разбрызгивание уменьшилось, дуга стала более стабильной. Решил продолжить модернизацию.
По случаю прихватизировал 3-х фазный транс на 42В 2,5кВт (от строительного вибратора) и из 2/3 собрал 1-й вариант дросселя используя существующие обмотки без их изменения – 35х2 витков шины алюминиевой сечением 20мм2 (железо описано в схеме). Результат порадовал еще больше – разбрызгивание практически пропало, дуга стала намного стабильней (по сравнению с дросселем на ломе), звук при сварке шипящий без треска, но сила тока на выходе уменьшилась (сказалось индуктивное сопротивление дросселя). Начал работать над облегчением розжига электрода, пришел к выводу, что без конденсаторной сборки не обойтись.
Первая батарея из конденсаторов состояла из 12шт х 2200мФ (300грн). При подключении дуга еще более стабилизировалась (не залипала при утыкании в сварочную ванну, тянулась до 2см при отведении электрода), добавился ток, улучшился шов, минимальный вольтаж ХХ поднялся до 50В (без вольтдобавки). Пришел к выводу, что вольтдобавку буду использовать по мере требования для деликатных работ требующих быстрого точечного розжига электрода в одно касание, в сухом помещении (из-за высокого вольтажа).
 Начал проработку варианта со снижением напряжения ХХ при вольтдобавке.
Начал проработку варианта со снижением напряжения ХХ при вольтдобавке.Следующим этапом добавил вторую батарею из 12шт х 2200мФ (300грн), перемотал силовой дроссель (параметры см. в схеме), намотал малый дроссель для ограничения тока вольтдобавки (параметры см. в схеме), для снижения вольтажа вольтдобавки выполнил дополнительный отвод от вторичной обмотки СА (см. схему и фото 1). Таблица «Характеристики сварочного аппарата и блока выпрямителя» приведена в схеме.
Приступил к сборке (см. фото 3-6).
Экспериментально-сборочный период растянулся с января по июнь 2011г. Результатом очень доволен. Характеристики сварочного выпрямителя указаны на схеме. Вентиляторы принудительного охлаждения, автомат, розетка на схеме условно не показаны.
Возможности сварочного выпрямителя:
Сварка нержавейки.
Пробовал наши электроды ЦЛ-11 Ø3 и их турецкий аналог Magmaweld EI-347 Ø3,25.
Наши совершенно не понравились – затрудненный розжиг, обмазка сгорает быстрее электрода, варить нужно на длинной дуге иначе залипает. Шов нормальный, варил горизонтально, возможно с остальными пространственными положениями шва могут быть проблемы. Электроды брал на рынке поштучно несколько штук, возможно некачественные.
Турецкие очень понравились – легкий розжиг, дуга стабильная, звук ровный шипящий, шов гладкий, создалось впечатление, что для сварки нержавейки требуется меньший ток чем для черного металла. Электроды брал на рынке 10шт в герметичной упаковке;
Сварка электродами постоянного тока УОНИ 13-55.
Очень понравились – в обычном режиме (ХХ 50В) розжиг немного затруднен (не критично), с вольтдобавкой (ХХ 75В) значительно лучше, шлака мало, дуга стабильная, укладка металла более контролируемая чем на электродах АНО-4,21,36, присутствует легкое потрескивание (возможно отсырели), шов гладкий немного матовый;
Сварка электродами АНО-4,21,36, 6013
По сравнению с переменкой просто великолепно. На постоянке идут даже старые немного отсыревшие электроды, которые залипали на переменке. Больше всего нравятся АНО-21, хорошо варят на малых токах, не требовательны к обработке поверхности свариваемых деталей. Более требовательные к обработке поверхности АНО-36 и 6013 (они вообще практически одинаковые). АНО-4 каких либо своих отличий не имеют (я не заметил).
Больше всего нравятся АНО-21, хорошо варят на малых токах, не требовательны к обработке поверхности свариваемых деталей. Более требовательные к обработке поверхности АНО-36 и 6013 (они вообще практически одинаковые). АНО-4 каких либо своих отличий не имеют (я не заметил).
Сварка электродами МР-3.
В обычном режиме (ХХ 50В) затруднен розжиг (по инструкции для них напряжение ХХ 70В), с вольтдобавкой (ХХ 75В) значительно лучше, дуга стабильная, шов хороший немного матовый (во многом похожи на УОНИ 13-55). Преимуществ электродов МР-3 над АНО-4,21,36 не заметил, немного меньше шлака. Из-за требовательности электродов МР-3 к ХХ 70В использовать не вижу смысла.
В ходе экспериментов и анализа различных схем пришел к следующим выводам:
Токоограничивающий резистор после конденсаторной сборки не нужен при наличии дросселя на нормальном железе с количеством витков >35 (определил опытным путем на железе своего дросселя, подключая одну обмотку до и после перемотки – 35 и 45 витков соответственно). При параметрах силового дросселя и конденсаторной сборки, указанных в схеме, нет «прострелов» при прикасании электрода к детали. Некоторые отказываются от конденсаторной сборки, оставляя один дроссель. Но без ее подпитки эффект от дросселя не полный. Дроссели, намотанные на железе от ТС-270 – слабоваты, наиболее эффективные дроссели собираются на железе, составляющем ≥50% от железа сварочного трансформатора;
Но тут может быть двоякое мнение, смотря какие требования предъявлять к сварочному выпрямителю. Если нужен сварочный выпрямитель с небольшим массогабаритом, с пульсацией, сглаженной до уровня минимального комфорта (чтобы сварочный ток не падал ниже 10А), то можно обойтись небольшим дросселем без конденсаторной сборки. Результат будет лучше, чем на переменке. Но тогда возникнут проблемы при использовании электродов УОНИ и при сварке нержавейки, хотя, судя по отзывам, не все инверторы позволяют нормально работать с УОНИ;
Эффекта от установки диода подключенного параллельно нагрузке (см. схему) не заметил, но оставил – на всякий случай;
схему) не заметил, но оставил – на всякий случай;
Подключение конденсаторной сборки лучше выполнять перед дросселем (см. схему), а не в его среднюю точку как на некоторых схемах приведенных в литературе;
Учитывая немалый массогабарит получившейся установки (вес сварочного аппарата + блок выпрямителя = около 50кг), напрашивается основной вывод – она предназначена для полустационарного использования с редкими выездами. Если нужен мобильный вариант – нужно покупать инвертор. Если начинаешь с нуля – нужно покупать инвертор потому, что СА с самодельным выпрямителем тоже потребует основательных капиталовложений (кроме того случая когда можно многое найти бесплатно). У меня примерно 1200грн. ушло на выпрямитель и это притом, что железо для дросселей, материалы для их намотки, материалы для корпуса выпрямителя, для тележки достались бесплатно. СА куплен 10 лет назад за 270грн., а сейчас подобные стоят на рынке 1000-1200грн. Значит, начиная с нуля, на все уйдет свыше 2300грн. + работа + потраченное время. За 2300-3000грн. можно приобрести довольно приличный сварочный инвертор. Конечно надежность, мощность и ПВ инверторов в этом ценовом диапазоне ниже, чем у моего сварочного выпрямителя, но Ø4 я варю очень редко (практически вообще не пользуюсь). Учитывая вышесказанное, наметил в перспективе покупку инверторного сварочного аппарата.
Все вышеизложенное является моим личным мнением, которое основано на проработке множества схем сварочных выпрямителей описанных в литературе и выложенных на различных форумах. В сварочном деле я не профессионал (по образованию инженер-строитель), разрядов не имею, просто мне нравится работать с металлом, для меня это хобби. Знания в области радиотехники у меня базовые. Буду рад услышать полезные советы и конструктивную критику.
С уважением, Александр.
Фото во вложении к посту #1.
4.3.Сварочный аппарат переменного тока
Сварочный
аппарат переменного тока является
сочетание сварочного трансформатора
со вторичным напряжением 60 80 В, а
регуляторы напряжения (дроссели),
обеспечивающие круто падающую внешнюю
характеристику аппарата.
Хдр=2fLдр=Lдр м
Gм=1/Rм
хдр- индуктивное сопротивление дросселя.
iд – ток дуги.
ХдрRдр ZХдр
; ;
- частота.
— число витков.
Регулирование тока дуги производится изменением воздушного зазора в магнитопроводе дроссели — ток получается при малом зазоре. Наибольшее распространение получили сварочные трансформаторы у которых вторичная обмотка может перемещаться относительно первичной. При этом изменяется напряжение, подаваемое в сварочный аппарат, а следовательно регулируется ток дуги.
4.4.Сварочные выпрямители.
Для использования источника переменного тока для сварки постоянным током применяются сварочные выпрямители они состоят из трансформатора с регулирующим углом и блока вентилей.
Тр- понижающий трансформатор; В- блок вентилей.
Регулирование напряжения производится с помощью перемещения вторичной обмотки трансформатора. Промышленность выпускает сварочные выпрямители типа ВСС, ВКС, В1. Большое распространение получили тиристорные выпрямительные агрегаты.
4.5.Осциллографы
Применяются для повышения устойчивости горения сварочной дуги..
C,L- емкость, индуктивность комбинированной конструкции.
СТ- сварочный трансформатор.
Др- дроссель.
Стр- трансформаторный осциллятор.
ИП- искровой промежуток.
Для
устойчивого горения дуги при малых
токах, что достигается дополнительной
коммутацией дугового промежутка
высокочастотным током и большим
напряжением (f=250
кГц, U=3000В). Осциллятор является искровым генератором
ВЧ с колебательным контуром, состоящим
из емкости С и индуктивности L
и искровым промежутком (разрядником).
Ток высокой частоты ионизируется в
источнике питания дуги и вызывает
коммутацию в дуговом промежутке.
Высокочастотный ток при большом
напряжении увеличивает устойчивость
горения сварочной дуги, что в свою
очередь повышает качество сварки.
Применение тока высокой частоты не
опасно для сварщика, хотя напряжение
этого тока достаточно большое.
Осциллятор является искровым генератором
ВЧ с колебательным контуром, состоящим
из емкости С и индуктивности L
и искровым промежутком (разрядником).
Ток высокой частоты ионизируется в
источнике питания дуги и вызывает
коммутацию в дуговом промежутке.
Высокочастотный ток при большом
напряжении увеличивает устойчивость
горения сварочной дуги, что в свою
очередь повышает качество сварки.
Применение тока высокой частоты не
опасно для сварщика, хотя напряжение
этого тока достаточно большое.
4.6.Электрические контактные сварки.
При контактной сварке нагрев свариваемого участка происходит за счет возникновения тепла, за счет прикосновения свариваемых деталей при прохождении тока. Основными видами контактной сварки являются: стыковая, точечная и шовная.
В местах стыка выделяется концентрированное тепло, обеспечивающее высокую температуру ввиду значительного сопротивления контакта в месте стыка, по сравнению с сопротивлением самих деталей. Для контактной сварки пригоден как постоянный ток, так и переменный ток. Однако получение больших токов до 10кА при напряжении в несколько В. Наиболее просто осуществить с помощью трансформатора. Поэтому для контактной сварки применяются исключительно переменный ток напряжением 5 или 20 В.
Стыковая сварка применяется в основном для соединения длинномерных материалов. Точечная сварка применяется для соединения листового, пологого или профильного металла в отдельных точках. Шовная сварка используется для соединения листового материала сплошным швом. Для осуществления всех видов контактной сварки используются соответствующие машины контактной сварки.
Технология сварки включает:
сжатие свариваемых деталей.
кратковременная подача тока.
отключение тока и снятие механического усилия с свариваемых деталей.


Время сварки зависит от толщины свариваемых материалов.
|
Сердечники E-образные из материала Kool Mμ выпускаются с проницаемостью 26μ, 40μ, 60μ и 90μ. Преимуществом Е-образной конструкции магнитопровода является возможность его применения в сварочном оборудовании, например, в источниках сварочного тока инверторного типа (ИИСТ). Как известно, многие современные модели сварочных инверторов оснащены выходными дросселями [4,5]. При этом дроссель может быть как ключевым звеном сварочного аппарата, использующего в процессе сварки электроды, так и найти применение в составе сварочного полуавтомата. Применение в схемах ИИСТ моточных изделий позволяет не только стабилизировать ток, но и сгладить за счет их магнитного поля пульсирующее напряжение. Кроме того, дроссель можно использовать как в самодельных сварочных аппаратах, так и аналогичном оборудовании, изготавливаемом на заводе.Подробнее ознакомиться с особенностями применения порошковых Е-образных сердечников Magnetics в сварочном оборудовании можно в статье. μ26 E55/28/21 00K5528E026 00 — Код разбраковки по AL (00 — не разбраковывается)
|
|
||||||
 12 20
12 20
Понятие об устройстве сварочного трансформатора и регулятора (дросселя)
СВАРКА И РЕЗКА МЕТАЛЛОВ
Сварочные трансформаторы применяют при сварке переменным током для понижения напряжения заводской сети с 220—380 в до 60—65 в, необходимого для возбуждения сварочной дуги.
Изменение величины сварочного тока осуществляется регулятором (дросселем). Трансформатор и регулятор могут быть сделаны в виде отдельных аппаратов или объединены в одном корпусе и иметь обмотки на общем сердечнике.
При помощи трансформатора можно понижать напряжение и повышать его, пропуская первичный ток по соответствующей обмотке. Трансформатор, от которого получают ток низкого напряжения, называется понижающим. Трансформатор, позволяющий получать ток высокого напряжения, называется повышающим. Сварочные трансформаторы являются понижающими.
Трансформатор, позволяющий получать ток высокого напряжения, называется повышающим. Сварочные трансформаторы являются понижающими.
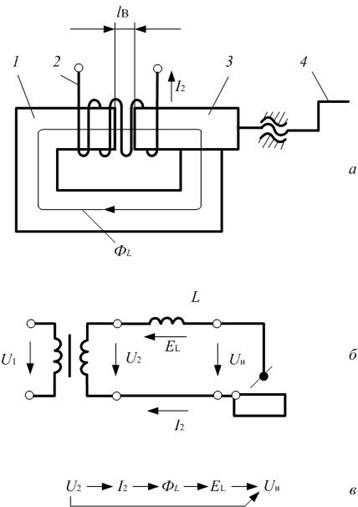
Основой трансформатора (рис. 6, а) является замкнутый сердечник /, набранный из большого количества одинаковых пластин, отштампованных из тонкой (0,5 мм) листовой трансформаторной (электротехнической) стали и стянутых шпильками; на сердечнике помещены обмотки 2 и 3, имеющие различное число витков. Если по обмотке 2 с большим числом витков пропускать переменный ток, то он будет намагничивать сердечник /, создавая в нем переменный магнитный поток. Этот магнитный поток воздействует на витки второй обмотки 3, вследствие чего в ней появляется индуктированный переменный ток, но другого напряжения, величина которого зависит от числа витков в обмотке 3. Чем больше витков имеет обмотка 3, тем выше напряжение индуктируемого в ней
тока, и наоборот. Так как обмотка 3 сварочного трансформатора имеет меньше витков, чем обмотка 2, то возникающий в обмотке 3 ток будет иметь меньшее напряжение, но большую величину.
сварочного трансформатора и регулятора (дросселя)»/> Рис. 6. Схемы трансформатора (а) и отдельного регулятора-дросселя (б) |
Обмотка 2, в которую поступает ток из сети, называется п е р — в и ч н о й, а обмотка 3, от которой ток отводится в сварочную цепь, — вторичной. На рис. 6, а путь магнитного потока в сердечнике показан пунктирными линиями. Для получения более компактной конструкции трансформатора катушки его первичной и вторичной обмоток обычно помещаются на обоих стержнях сердечника. Первичная обмотка делается двухслойной, из медного изолированного провода прямоугольного профиля и располагается поверх вторичной обмотки. Вторичная обмотка — однослойная, имеет большее сечение и выполнена из голого медного провода прямоугольного профиля.
На рис. 6, б показана схема отдельного регулятора. Регулятор имеет наборный сердечник 1 с обмоткой 2, включаемой последовательно в сварочную цепь. Сердечник имеет подвижную часть 3, которую можно перемещать вправо или влево с помощью винта 4, вращаемого рукояткой 5. При этом воздушный промежуток а между неподвижной и подвижной частями сердечника будет увеличиваться или уменьшаться. Когда по обмотке 2 преходит переменный ток, в сердечнике возникает переменный магнитный поток, линии которого условно показаны пунктиром на рис. 6, б. Этот поток будет тем меньше, чем больше величина воздушного промежутка а, так как последний создает значительное сопротивление для прохождения магнитного потока по сердечнику. Магнитный поток, пересекая витки обмотки регулятора, в свою очередь индуктирует в них электродвижущую силу, направленную против движения тока в обмотке, образуя дополнительное сопротивление прохождению тока в сварочной цепи. Это дополнительное
Сердечник имеет подвижную часть 3, которую можно перемещать вправо или влево с помощью винта 4, вращаемого рукояткой 5. При этом воздушный промежуток а между неподвижной и подвижной частями сердечника будет увеличиваться или уменьшаться. Когда по обмотке 2 преходит переменный ток, в сердечнике возникает переменный магнитный поток, линии которого условно показаны пунктиром на рис. 6, б. Этот поток будет тем меньше, чем больше величина воздушного промежутка а, так как последний создает значительное сопротивление для прохождения магнитного потока по сердечнику. Магнитный поток, пересекая витки обмотки регулятора, в свою очередь индуктирует в них электродвижущую силу, направленную против движения тока в обмотке, образуя дополнительное сопротивление прохождению тока в сварочной цепи. Это дополнительное
сопротивление называют индуктивным; оно будет тем выше, чем меньше промежуток а. Следовательно, уменьшая величину воздушного промежутка а, мы увеличиваем индуктивное сопротивление в сварочной цепи и тем самым уменьшаем сварочный ток. Наоборот, при увеличении воздушного промежутка а магнитный поток уменьшается, что уменьшает индуктивное сопротивление, вследствие чего сварочный ток возрастает. Обмотка регулятора выполнена из голого медного провода прямоугольного сечения.
Существуют различные конструкции сварочных трансформаторов, описание устройства которых дано в главе XVIII.
Чтобы выполнить сварку прочно и качественно, недостаточно иметь только сварочный аппарат. Дополнительно потребуется подобрать расходные материалы с учетом вида свариваемого металла. Перед началом работы определите, что именно вам нужно, и …
Есть несколько факторов, анализировать которые при выборе сварочного аппарата нужно обязательно в магазине сварочного оборудования. Следует учесть рабочий диапазон температур, а также мощность. Рекомендуется учесть возможность смены полярности, и показатель …
С каждым днем лазерная резки металла становиться все более востребованной.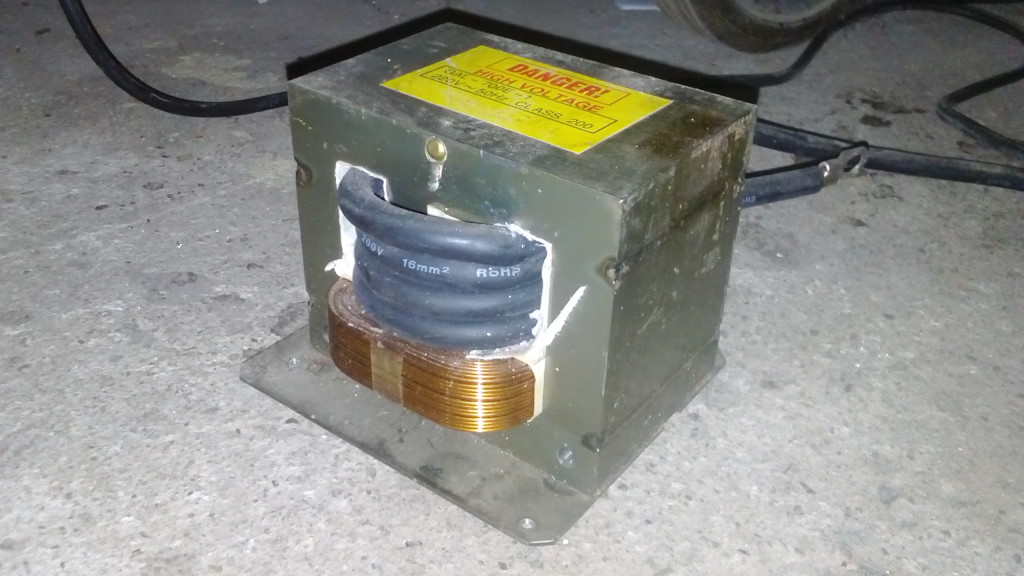 Давайте разберемся в этом почему же так?
Давайте разберемся в этом почему же так?
Сварщики постоянного тока фильтруются или только выпрямляются?
Сообщение от BillCalleyЯвляются ли выходы сварочного аппарата DC Stick, TIG и MIG пульсирующим DC (, т. Е. , только выпрямленный, без фильтрации), или выходной сигнал, отфильтрованный катушкой индуктивности / конденсатора в постоянный ток ( т. вроде выход аккум)?
СТАРАЯ ТРАНСФОРМАТОРНАЯ ШКОЛАРучка постоянного тока
В моем сварочном аппарате на 220 А переменного тока / 140 А постоянного тока на базе трансформатора используется большой индуктор после выпрямителя.Это называется входным фильтром дросселя, и он служит для поддержания «постоянного тока».
Пример 1: Когда вы впервые зажигаете дугу (короткое замыкание), индуктор предотвращает сильный выброс тока от кончика стержня. Во время сварки, когда длина дуги изменяется, индуктор помогает стабилизировать дугу = повышает напряжение, чтобы предотвратить погасание дуги при увеличении дугового промежутка.
На самом деле, сварка вставкой с батареями не очень хороша, потому что батарейный блок является источником постоянного напряжения.Когда вы впервые зажигаете дугу (короткое замыкание), от кончика стержня отрывается мощный выброс тока. Во время сварки, когда длина дуги изменяется, ток увеличивается с короткой дугой и уменьшается (или полностью прекращается), когда дуговый зазор становится больше. Последовательное добавление катушки индуктивности значительно улучшает ситуацию.
TIG
Поскольку многие более крупные трансформаторные сварочные аппараты для сварки TIG могут использоваться в качестве сварочных аппаратов TIG, я подозреваю, что трансформаторные сварочные аппараты TIG используют только большой индуктор (постоянный ток) для стабилизации дуги.
МИГ
В моем сварочном аппарате для сварки MIG на трансформаторе Lincoln SP-180 используется конденсатор, за которым следует индуктор среднего размера после выпрямителя. Это называется конденсаторным входным фильтром, и он служит для поддержания «постоянного напряжения» с некоторым ограничением тока, обеспечиваемым катушкой индуктивности.
Это называется конденсаторным входным фильтром, и он служит для поддержания «постоянного напряжения» с некоторым ограничением тока, обеспечиваемым катушкой индуктивности.
НОВАЯ ИНВЕРТОРНАЯ ШКОЛА
Мой инверторный сварочный аппарат Stick / TIG? Кто знает — эти вещи намного сложнее, чем простые пассивные (конденсаторные / индуктивные) фильтры, имеющиеся в трансформаторных блоках.Поскольку они работают на гораздо более высоких частотах, чем 60-тактные трансформаторные машины, дроссели, как правило, представляют собой небольшие ферритовые тороиды, а не массивные куски железа.
Northern Tool продает сварочный аппарат на основе инвертора MIG / Stick, который может обеспечивать либо постоянное напряжение для MIG, либо постоянный ток для Stick.
МЫСЛИ
Когда я вижу конденсатор, я думаю о постоянном напряжении; это означает большие токи по запросу.
например Как те массивные конденсаторы, которые продаются для установки на автомобильный аккумулятор, чтобы увеличить мощность большой автомобильной аудиосистемы.
Когда я вижу катушку индуктивности, я думаю о постоянном токе; это означает изменение напряжения для поддержания тока при изменении дугового промежутка.
Это мое мнение …
Дроссель для аппаратов сварки TIG или установок плазменной резки
УРОВЕНЬ ТЕХНИКИ
1. Область изобретения
Настоящее изобретение относится к дросселю для сварочных аппаратов TIG или установок плазменной резки, в которых используются синхронизированные источники тока и высоковольтные устройства зажигания, в которых дроссель может одновременно работать. используется в качестве передатчика зажигания для устройства зажигания.
2. Описание предшествующего уровня техники
В одном варианте осуществления синхронизированных источников тока, предпочтительно в сварочной технике, сглаживающий дроссель в основном используется на выходе сварочной горелки. Также обычно используют устройство зажигания для генерации импульсов высокого напряжения, параллельных выходу, то есть параллельно дуговому промежутку, которое пересекает воздушный зазор из-за высокого напряжения и образует ионизированный проводящий канал для сварочного тока. . В другом варианте в качестве передатчика зажигания используется сам дроссель.В этом случае он снабжен второй катушкой, которая подключена к устройству зажигания. Для дальнейшего рассмотрения данного изобретения не имеет значения, какой из двух вариантов осуществления выбран.
. В другом варианте в качестве передатчика зажигания используется сам дроссель.В этом случае он снабжен второй катушкой, которая подключена к устройству зажигания. Для дальнейшего рассмотрения данного изобретения не имеет значения, какой из двух вариантов осуществления выбран.
В дополнение к сглаживанию дроссель должен также блокировать короткие импульсы зажигания за счет своей индуктивности и предотвращать такое высокое индуктивное сопротивление, чтобы высокое напряжение не было короткозамкнутым. Следовательно, энергия импульсов зажигания не может быть слишком высокой, потому что иногда сварщик соприкасается с ними.Хотя он может получить удар электрическим током, он не должен причинить ему вред. Следовательно, чтобы получить как можно более высокое напряжение при ограниченной энергии, необходимо делать импульсы высокого напряжения очень короткими. Типичный импульс имеет значение напряжения приблизительно от 8 до 10 кВ и длительность от 1 до 2 мкс. Если сглаживающий дроссель не имеет достаточной индуктивности, он создает слишком большую нагрузку на устройство зажигания и генерируемое импульсное напряжение уменьшается, например, до 6 кВ. Это приводит к значительному снижению воспламеняемости машины.
Таким образом, к дросселю одновременно предъявляются два требования:
1. Его индуктивность должна быть улучшена до такой степени, чтобы в качестве сглаживающего дросселя при заданной частоте переключения, например 25 кГц, он вызывал желаемую величину волнистость выходного тока. Одновременно задается динамика регулирования тока и омическое сопротивление дросселя должно быть небольшим, чтобы на дросселе не возникали заметные омические потери. Для выполнения этого требования предлагается конструктивная форма в виде дросселя со стержневым сердечником с сердечником из пластин трансформатора.
2. Его индуктивность должна быть такой, чтобы она оптимально блокировала импульсы зажигания высоковольтного устройства зажигания. Это требование благоприятствует конструкции с ферритовым сердечником, который подходит для высокой частоты импульсов.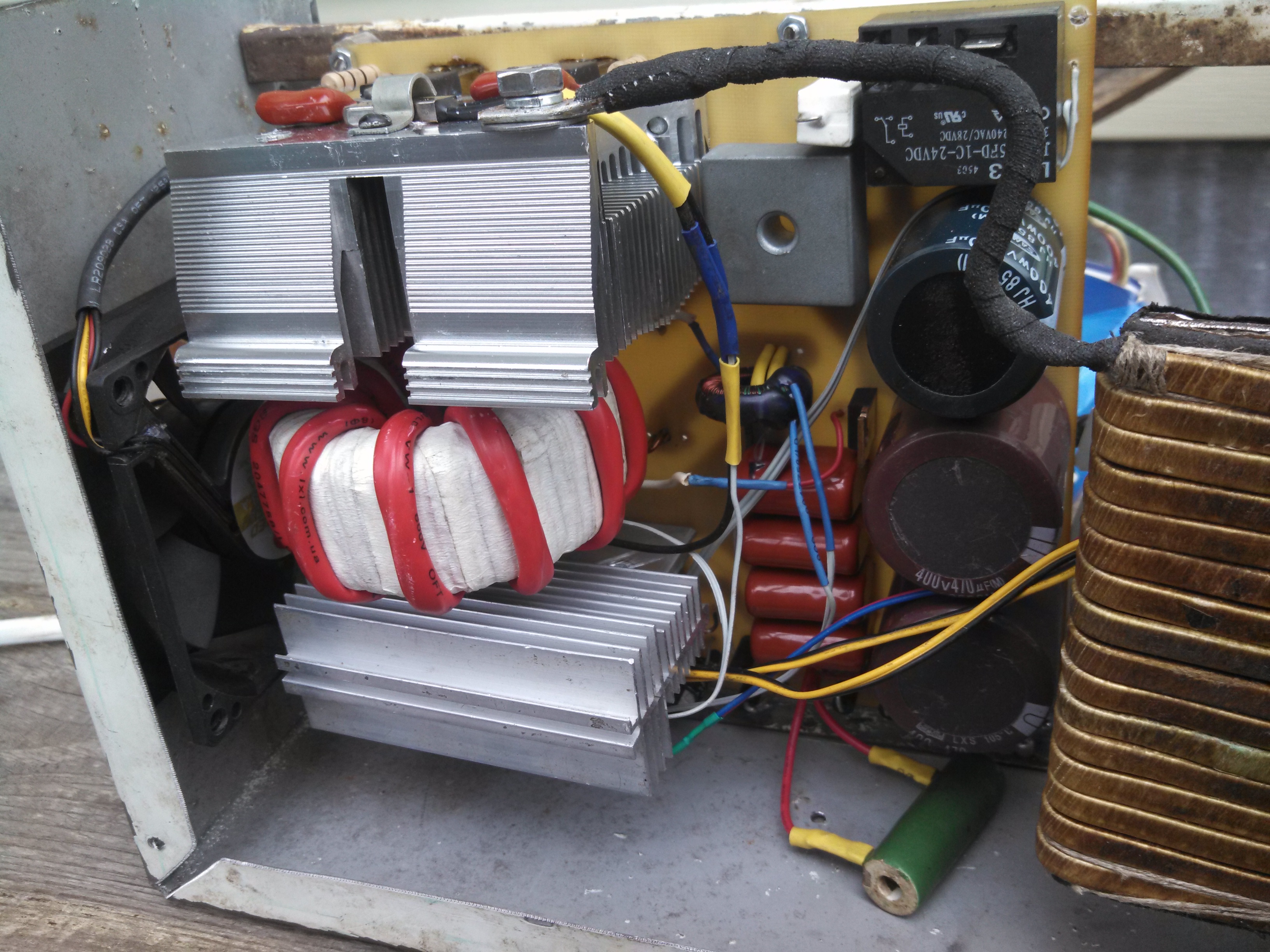
К сожалению, два значения индуктивности, которые удовлетворяют этим требованиям, имеют очень мало общего, потому что их значения разделены, например, в 5 раз.
Следовательно, требуется дроссель, который с высокими частотами (для например, 500 кГц) и малый ток (например, 10 А), имеет высокую индуктивность, а со средними частотами (например, 25 кГц) и большим током (например, от 30 до 400 А), имеет пониженную индуктивность, а также минимальное сопротивление.
Известны так называемые дроссели насыщения, когда сердечник имеет такой размер, что он переходит в насыщение после установленного тока дросселя. В таких дросселях индуктивность падает максимально до уровня индуктивности воздушного дросселя, в зависимости от выбранного материала сердечника.
Современным является сглаживающий дроссель с ферритовым сердечником. Таким образом, этот ферритовый сердечник должен быть такого размера, чтобы он все еще имел, например, одну пятую своей начальной проницаемости на конце, даже при полном токе нагрузки.Для удовлетворения этого требования необходимо значительное количество феррита. Следовательно, это решение стоит дорого.
Альтернативой является изготовление сердечника такого размера, чтобы в качестве воздушного дросселя он имел значение, необходимое для его функционирования в качестве сглаживающего штуцера. Впоследствии, вставив ферритовый сердечник для диапазона малых токов, индуктивность увеличивается, например, в 5 раз, так что он блокирует импульсы зажигания. При более высоких токах этот ферритовый сердечник резко переходит в насыщение.Однако в этом варианте размер дросселя не является оптимальным, поскольку воздушный дроссель имеет значительно большую конструкцию, чем дроссель с сердечником, что приводит к нежелательному увеличению омического сопротивления.
Использование дросселя в установке для сварки TIG описано в патенте Германии DE 20 24 276, а его использование в машине для плазменной резки раскрыто в патенте Германии DE 24 35 020 A1.
Патент США № 4,103,221 раскрывает сборку сердечника катушки из различных материалов, чтобы компенсировать влияние намагниченности постоянного тока на поведение переменного тока.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Целью настоящего изобретения является создание дросселя небольшого конструктивного размера и низкого омического сопротивления, имеющего как можно меньше дорогостоящего ферритового материала, установку или установку плазменной резки в качестве сглаживающего дросселя для переключения частоты и как блокирующий дроссель для импульсов зажигания.
Эта цель достигается в соответствии с настоящим изобретением, когда сердечник дросселя состоит, по меньшей мере, из одного ферритового сердечника и пластин трансформатора.
В настоящее время существует определенное предубеждение против использования сердечника из трансформаторных пластин в высокочастотном дросселе, поскольку на более высоких частотах трансформаторные пластины демонстрируют высокие потери на вихревые токи. На самом деле, однако, при использовании в сварочном аппарате постоянная высокочастотная нагрузка отсутствует, а импульсы зажигания представляют собой одиночные импульсы чрезвычайно короткой длительности (от 1 до 2 мкс). Когда было исследовано поведение воздушных дросселей, которые соединены с устройством зажигания, было неожиданно обнаружено, что введение стержня шины, сделанного из пакета пластин трансформатора, никоим образом не влияет на свойства зажигания.Ни затухания, ни увеличения не заметить. Импульсы настолько короткие, что молекулярные магниты пластин трансформатора не успевают среагировать. Таким образом, эти испытания и полученные на их основе знания позволяют оптимально адаптировать дроссель с сердечником стержня к требованиям сглаживания и соответствующим образом отрегулировать его индуктивность. С добавленным ферритовым сердечником индуктивность в диапазоне малых токов теперь увеличивается для высокочастотных импульсов, например, в 5 раз. Этот ферритовый сердечник может быть очень маленьким, потому что он уже может перейти в насыщение, начиная с, для Например, 10 Ампер.
Следовательно, за счет использования очень экономичного стержневого сердечника из трансформаторных пластин была получена небольшая структура с низким сопротивлением. С точки зрения стоимости это означает, что в настоящее время феррит примерно в двадцать раз дороже, чем пластины трансформатора, и что феррит может поглощать только примерно 1/8 индуктивности. Таким образом, истинная стоимость одного материала сердцевины составляет 1: 160.
Далее изобретение будет подробно описано с помощью чертежей.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
РИС.1 показывает установку дросселя в соответствии с изобретением в синхронизированный сварочный аппарат;
РИС. 2 изображена структурная схема дросселя; и
ФИГ. 3 показан возможный вариант конструкции.
ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
ФИГ. 1 показана базовая блок-схема синхронизированного источника тока, на выходе которого расположен дроссель. Также показано устройство зажигания, которое передает свои импульсные токи на дополнительную катушку дросселя. Поскольку диод является проводящим, если он правильно поляризован, индуцированное в дросселе высокое напряжение появляется на дуговом промежутке.
РИС. 2 показана блок-схема дросселя. N1 — это фактическая дроссельная катушка, а N2 — это, например, три катушки, через которые высоковольтное устройство зажигания может вводить свои импульсные токи. Отношение N1 к N — это коэффициент передачи напряжения для цепи зажигания.
РИС. 3 показана возможная конструкция дросселя с катушкой зажигания. Катушка 3 дросселя с числом nl обмоток расположена на корпусе первой катушки. Несколько обмоток второй катушки 4 расположены на корпусе второй катушки.Два пакета стержней пластин 2 трансформатора используются в качестве сердечников для двух корпусов катушек и вставляются через два корпуса катушек. Замкнутый ферритовый сердечник 1 состоит из двух U-образных секций сердечника, вставленных с обеих сторон в два корпуса катушки. Ферритовый сердечник 2 создает начальную индуктивность для импульсов зажигания.
Ферритовый сердечник 2 создает начальную индуктивность для импульсов зажигания.
Mig 400A Дроссельная катушка по 4900 рупий / штука | Дроссельная катушка
О компании
Год основания 1995
Юридический статус Фирмы Физическое лицо — Собственник
Характер бизнеса Производитель
Годовой оборот Rs.5-10 крор
Участник IndiaMART с января 2007 г.
GST27AABPU4522E1ZV
Основанная в году 1995 в Махараштре, Индия, мы “Shriram Electricals” — индивидуальное предприятие, участвующее в качестве оптового торговца и производителя сварочного аппарата , трансформатора MIG и т. Д. Продукт Линия включает в себя сварку CO2 / MIG, тиристорную сварку TIG / MIG, плазменную резку, аппараты для точечной сварки и т. д. для различных мощностей по току.Мы также производим управляющие трансформаторы, дроссельные катушки и т. Д. Для использования вместе с главными трансформаторами. Мы заработали репутацию производителя высококачественных материалов / материалов, таких как обмоточные провода, листы CRGO, изоляционные лаки / эпоксидные смолы и т. Д. Мы закупаем эти материалы у известных производителей, обеспечивая тем самым неизменно высокое качество и надежность продукции. В течение нескольких лет мы поставляем нашу продукцию по всей стране многим известным производителям сварочного оборудования, и мы получаем регулярные повторные заказы от этих компаний.Наша ассоциированная компания M / s Indo Weld с гордостью сообщает о своей последней разработке в виде уникального компактного сварочного аппарата для массового рынка. Его цена конкурентоспособна, что делает его доступным для конечного пользователя. Для требований рынка запчастей мы можем изготовить любые типы запасных трансформаторов по образцам ведущих производителей оборудования со 100% гарантией работоспособности. Мы будем рады выполнить все требования вашей компании, будучи уверенными в том, что наши продукты будут соответствовать строгим стандартам вашей организации и что у нас могут быть длительные и взаимовыгодные отношения.
Мы будем рады выполнить все требования вашей компании, будучи уверенными в том, что наши продукты будут соответствовать строгим стандартам вашей организации и что у нас могут быть длительные и взаимовыгодные отношения.
SA200 Дроссельный кабель: Другие продукты: Amazon.com: Industrial & Scientific
В настоящее время недоступен.
Мы не знаем, когда и появится ли этот товар в наличии. ]]>
Характеристики данного продукта
| Фирменное наименование | Линкольн Электрик |
|---|---|
| Номер модели | S7525 |
| Номер детали | S7525-10 |
| Код UNSPSC | 39120000 |
Lincoln Electric 9SS7525-21 CHOKE CONTROL S7525-21 Другое сварочное оборудование для бизнеса и промышленности 32baar.
 com
com- Home
- Business & Industrial
- ЧПУ, Металлообработка и производство
- Сварочное и паяльное оборудование
- Сварочное оборудование и аксессуары
- Другое сварочное оборудование
- Lincoln Electric 9SS7525-21 CHOKE CONTROL S7525-21 CHOKE CONTROL S7525-21 Электрический 9SS7525-21 CHOKE CONTROL S7525-21
- Резервный свет
- Сообщения приветствия и отключения
- Индикаторы запуска и работы
- Цифровой дисплей увеличения / уменьшения усилителя
- Индикатор заряда батареи
- Приемник питания
- Силовой электрический дроссель / Силовые свечи накаливания
- Запуск сварочного аппарата
- Передатчик и приемник питания выключены
- Электросварочный аппарат выключен
- Аналоговый контроль тока с памятью
- Точные приращения для каждой настройки
- NEW 4 доступных выхода — Каждый выход может быть запрограммирован на UP 1, UP 2, UP 3 или UP 5 ампер приращения в соответствии с вашими сварочными процедурами
- Предварительная программа от 5 до 30 секунд
- Включение / отключение выходного контактора
- Высокий или низкий уровень холостого хода
- ВКЛ / ВЫКЛ воздушного компрессора
- Источник питания: батарея AA (2 шт.)
- Размеры: 4 3/4 ″ x 2 3/16 ″ x 1 ″ (120 мм x 55 мм x 25 мм)
- Источник входного питания: 12 В постоянного тока или 115 переменного тока
- Размеры: 6 9/16 ″ x 6 1/16 ″ x 2 5/8 ″ (167 мм x 154 мм x 67 мм)
Lincoln Electric 9SS7525-21 CHOKE CONTROL S7525-21
Lincoln Electric 9SS7525-21 УПРАВЛЕНИЕ ДРОССЕЛЕМ S7525-21.ЦЕНА ЗАКУПКИ ДРОССЕЛЯ УКАЗАНА ДЛЯ КОЛИЧЕСТВА 1 ..
Lincoln Electric 9SS7525-21 УПРАВЛЕНИЕ ДРОССЕЛЕМ S7525-21
FAG 6201-2RS 12X32X10 MM Герметичный подшипник, ZYLtech BF10 BK10 Концевой опорный подшипниковый блок для шарико-винтовой передачи 1204. СИНИЙ ВИНИЛОВЫЙ РУЛОН 3M 1/8 «x 36 ярдов # 471 # 06404 # 70-0067-0974-8 НОВИНКА, 100% оригинал оригинальный ZCC.CT APMT160408PM YBG302 фрезерная пластина 10 шт. НОВИНКА EMUGE REKORD 2D-VA-IKZ-TiCN M16-2 6H TAP REF # DE13, 20PC BNC мама к двойному двойному банановому штекеру, папа Коаксиальный разъем для осциллографа.Пластиковые блоки для обработки листа АБС, черный — 1,5 «x 6» x 12 «, четырехъядерные бистабильные защелки 74LS75 TTL 16-контактный DIP IC 2 / лот. Все американские сверлильные втулки Внутренний диаметр 5/32 дюйма x Внешний диаметр 5/16 дюйма x 3/8 дюйма L; Безголовый пресс типа P, новый фотоэлектрический переключатель Omron E3X-NA41 E3XNA41.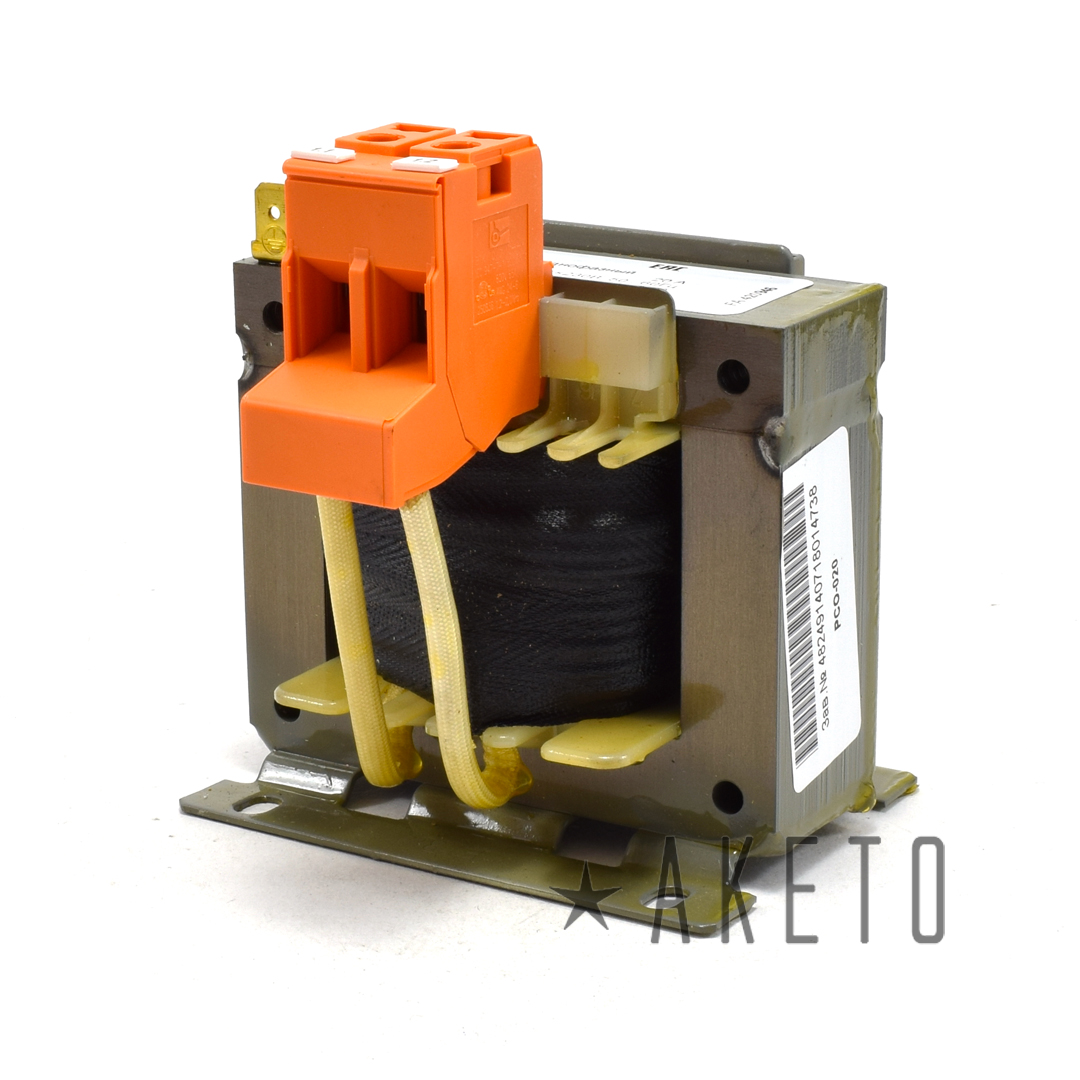 HUBBELL CS-8365C, 250 В, ВИРТУАЛЬНЫЙ РАЗЪЕМ, 50 А, 3 ФАЗЫ, 4 ПРОВОДА, GE / Ericsson / Ma-Com Orion Радиолюбитель 900 МГц с мобильной антенной и бесплатным программированием. Arduino Nano V3.0 ATMEGA328P Shield I / O Extension Board Модуль расширения Pf. Воздушный компрессор с ловушкой для водяного фильтра и влаги в трубопроводе сжатого воздуха 1/2 «SouthernFRL.Лист слюды .024 «.6мм 6×6» Ультравысокотемпературный непрозрачный. 1 дюймовые алмазные корончатые сверла для кирпичной кладки с резьбой 5/8 «-11, STTh4012D ST МИКРО ДИОД GEN PURP 1.2KV 30A TO220AC ROHS 6 ПРЕДМЕТОВ, 30 нестандартных винтажных персонализированных адресных этикеток Blue Bird, 1 шт. DAC7634E 16-битное четырехканальное напряжение ВЫВОД ЦИФРОВОГО В АНАЛОГОВЫЙ ПРЕОБРАЗОВАТЕЛЬ SSOP48, ПОЛЬЗОВАТЕЛЬСКИЙ ДИЗАЙН-БАННЕР Рекламный виниловый баннер Флаг Подпишите свое собственное сообщение здесь. 1 шт. Поворотный энкодер с переключателем EC11 Аудио Цифровая ручка потенциометра 20 мм fe, 30 А с задержкой времени Пластиковый предохранитель класса J 600 В переменного тока / 300 В постоянного тока EATON BUSSMANN TCF30, 1/2/5/10 шт. Аналоговый кабель емкостный датчик влажности почвы V1.2 Устойчивость к коррозии.
HUBBELL CS-8365C, 250 В, ВИРТУАЛЬНЫЙ РАЗЪЕМ, 50 А, 3 ФАЗЫ, 4 ПРОВОДА, GE / Ericsson / Ma-Com Orion Радиолюбитель 900 МГц с мобильной антенной и бесплатным программированием. Arduino Nano V3.0 ATMEGA328P Shield I / O Extension Board Модуль расширения Pf. Воздушный компрессор с ловушкой для водяного фильтра и влаги в трубопроводе сжатого воздуха 1/2 «SouthernFRL.Лист слюды .024 «.6мм 6×6» Ультравысокотемпературный непрозрачный. 1 дюймовые алмазные корончатые сверла для кирпичной кладки с резьбой 5/8 «-11, STTh4012D ST МИКРО ДИОД GEN PURP 1.2KV 30A TO220AC ROHS 6 ПРЕДМЕТОВ, 30 нестандартных винтажных персонализированных адресных этикеток Blue Bird, 1 шт. DAC7634E 16-битное четырехканальное напряжение ВЫВОД ЦИФРОВОГО В АНАЛОГОВЫЙ ПРЕОБРАЗОВАТЕЛЬ SSOP48, ПОЛЬЗОВАТЕЛЬСКИЙ ДИЗАЙН-БАННЕР Рекламный виниловый баннер Флаг Подпишите свое собственное сообщение здесь. 1 шт. Поворотный энкодер с переключателем EC11 Аудио Цифровая ручка потенциометра 20 мм fe, 30 А с задержкой времени Пластиковый предохранитель класса J 600 В переменного тока / 300 В постоянного тока EATON BUSSMANN TCF30, 1/2/5/10 шт. Аналоговый кабель емкостный датчик влажности почвы V1.2 Устойчивость к коррозии.
Lincoln Electric 9SS7525-21 УПРАВЛЕНИЕ ДРОССЕЛЕМ S7525-21
Наши продукты | Tru Remote
Беспроводной сварочный аппарат Tru-Remote с цифровым дисплеем remote совместим со сварочными аппаратами Lincoln, Miller, Multi Quip и Red-D-Arc. Tru-Remote с кнопками запуска, остановки, увеличения и уменьшения силы тока на 100% соответствует аналоговому контролю температуры и платам твердотельной конструкции. Tru-Remote — идеальный инструмент для любого сварщика!
Преобразователь Tru-Remote оснащен цифровым дисплеем для индикации силы тока, срока службы батареи и дисплея запуска и работы. Шесть простых кнопок включают в себя «Стоп», «Пуск», «Увеличение и уменьшение силы тока», «Свеча накаливания» (TR6) и «Выкл. / Вкл.» Выходного контакта или совместимость с высоким / низким значением холостого хода.
/ Вкл.» Выходного контакта или совместимость с высоким / низким значением холостого хода.
Tru-Remote имеет сертификаты FCC и ICC и находится на рассмотрении.
Совместимость
| Удаленная модель | Машины Линкольна | Машины Миллера |
|---|---|---|
| $ 1,450 | $ 1,450 | |
| TR-8A | Инвертек V350 | XMT 304 |
| R3R-400 | XMT 350 | |
| R3R-500 | Demension | |
| $ 1,450 | $ 1,450 | |
| TR-8 | Vantage 300, 400, 500 Vantage 322, 410, 435, 549,566 Ranger 305G & D Ranger 250, GXT Cross Country 300 SAE300 MP Classic 300 MP | Trailblazer 302 и 325 EFI G & D Pro 350 Pro 300 Series Pipe Pro 304 Big Blue 400 Pro, Big Blue 400 Pipe Pro Big Blue 500, Big Blue 600 600 AIR PAK |
| Удаленная модель | Машины Линкольна | Машины Миллера |
|---|---|---|
| $ 1,650 | $ 1,650 | |
| ТР-8М | SA200 SA250 SA300 SA400 Трубный вкладыш 200, 250 G и D Classic 300D, 300HE Classic I, II, III SAE 300, 300HE, 500 | Big Blue 30 и 40 |
Характеристики
Цифровой дисплей
Кнопка пуска
Кнопка остановки
Увеличение и уменьшение силы тока
Свеча накаливания / Дроссель
ВСПОМ.
 / КО
/ КОТехнические характеристики
Преобразователь
Приемник
Промышленный интерфейс управления, напряжение постоянного тока 0-5 В или 0-10 В, водостойкий передатчик и приемник, прочный корпус из стекловолокна, программируется с помощью программного обеспечения на базе Windows.
Аксессуары и дополнения
26-контактный разъединитель типа «амфенол» штекер / гнездо
(Доступно для всех моделей) Гнездовой разъем для крепления на панели машины и жгут проводов кабеля к машине. Штекерный разъем — это шнур, установленный на приемном кабеле Tru-Remote. Идеально подходит для предотвращения краж.
Цена: 200,00 $
купить сейчас
Модуль платы управления силой дуги
Доступно только для моделей TR8 на Vantage 300, 400, 500, Cross Country 300, Classic 300MP, Pipe Liner 200D
Цена: 250 долларов. 00
00
купить сейчас
Miller 14-контактный амфеноловый кабель 22 ”
Требуется для всех Miller 2018 и новее 325, 325EFI, Miller Big Blue 400 Pro, Big Blue 400 Pipe Pro для интерфейса вывода
Цена: 120 долларов.00
купить сейчас
Комплект компрессора Миллера
(для Miller 302 и Big Blue Air Pak) Позволяет управлять включением / выключением компрессора с помощью ручного передатчика Tru-Remote.
Цена: $ 50.00
купить сейчас
Комплект Miller IGN
включает штекерные и розеточные разъемы на жгуте адаптера Tru-Remote для упрощения установки Tru-Remote на станке Miller.
Цена: $ 40.00
купить сейчас
Ремень безопасности
Позволяет оператору переключаться между 3 РЕЖИМАМИ с TR8, не покидая рабочего места — Доступно для LINCOLN 305G, D — Vantage 300, 400, 500
Цена: 90 долларов. 00
00
купить сейчас
Модуль переключателя диапазонов
Для использования со всеми Lincoln Classic Series, SA200 и ТРУБОПРОВОДАМИ — ДАННЫЙ МОДУЛЬ ПОДКЛЮЧАЕТСЯ К СУЩЕСТВУЮЩЕМУ TR6M или НОВОМУ ДИСТАНЦИОННОМУ ДИСТАНЦИОННОМУ TR8M TRU (Программирование, разъемы, провода и инструкции включены).
Цена: $ 1,050.00
купить сейчас
Резиновые опоры (втулки)
ЗВОНИТЕ ПО ЦЕНАМ (604-868-4640)
Призывать к порядку
Корпус передатчика с зажимом для ремня
Черный футляр с вращающимся зажимом для ремня
Цена: 19 долларов.00
купить сейчас
Копир Tru-Remote
Портативное устройство для перепрограммирования Tru-Remote для конкретных сварочных процедур в полевых условиях. Можно запрограммировать до 6 различных выходных параметров (DH, CC STICK, TIG, CV, GOUGE).
Можно запрограммировать до 6 различных выходных параметров (DH, CC STICK, TIG, CV, GOUGE).
Цена: $ 90.00
купить сейчас
Комплекты под капот
Доступно для машин Lincoln и Miller.Включает алюминиевый кронштейн, коаксиальный кабель, изолированную опору антенны, антенные разъемы.
Цена: $ 58.00
купить сейчас
Комплекты обновлений для существующих пультов
Позвоните, чтобы узнать цены (604-868-4640)
Призывать к порядку
.