Автоматическая сварка на производстве труб
Энергетика – это одна из самых быстроразвивающихся отраслей промышленности. В данный момент ведется строительство тысяч километров нефте- и газопроводов в России, США, Индии, Китае и Бразилии, а для монтажа каждого километра трубопровода и изготовления оборудования для обслуживания и ремонта труб нужна сварка.
Расположенная в городе Талса фирма TD Williamson Inc. производит оборудование для холодных врезок и закупорки, которые позволяют проводить ремонт и обслуживание трубопроводов без необходимости в остановке газа или нефти. Сюда входят надземные и подземные трубопроводы высокого давления, в также морские трубопроводы, которые часто прокладываются на глубине 300 м и больше.
Компания столкнулась со значительным ростом заказов из-за беспрецедентного бума в отрасли, но вместо того, чтобы спешно начать расширение производства, ее специалисты решили проанализировать весь процесс сварки на предприятии.
Одна из главных производственных сложностей в компании – это соединительные части трубопроводов, которые могут иметь диаметр 10, 15 и 20 см. Они нужны для монтажа продукции компании во время строительства, обслуживания или других работ.
«Нам было необходимо значительно увеличить скорость изготовления соединений, – говорит Майк Филлипс (Mike Phillips), инженер-технолог TD Williamson. – На прихваточную сварку, корневой, горячий и облицовочный проход у нас уходило около 30 минут, и это не считая времени на шлифовку между проходами».
Из-за этого компания начала рассматривать возможности автоматической сварки.
Переход на автоматическую систему
После подробного анализа было принято решение отказаться от ручной сварки в пользу автоматической. В итоге производительность компании подскочила на 87 процентов, однако для этого ей понадобился полностью переработанный рабочий процесс, который не только смог бы обеспечить новый интенсивный график производства, но и сохранить при этом воспроизводимость и качество продукции.
Тесное сотрудничество с экспертами отделения Lincoln Electric в Талсе и штаб-квартире в Кливленде, а также работа с компанией AMET (производителем автоматических систем сварки) позволили TD Williamson установить систему автоматической сварки Power Wave® 455M с механизмом подачи сварочной проволоки Power Feed® 10R на основе робота AMET.
Объединенная система AMET/Lincoln разработана как автоматическая система сварки с электронным управлением, предназначенная для массовой промышленной сварки, где важны постоянство и повторяемость качества сварки. В системе также используются захваты и позиционирующее оборудование.
Power Wave® 455M предназначен для роботизированной автоматической или полуавтоматической сварки толстостенных материалов, где необходим точный контроль тепловложения, минимальный риск деформаций и низкое разбрызгивание. Power Wave® 455M также поддерживает разработанную Lincoln Electric функцию контроля формы волны сварочного тока, которая позволяет оператору точно регулировать параметры дуги в зависимости от задачи, состава материала, его толщины, характеристик металла, пространственных положений и характеристик прочности – при том, что для TD Williamson очень важны все эти параметры.
«Сварные соединения и соединительные детали на нашем оборудовании подвергаются невероятным нагрузкам и давлению, ведь сегодня трубопроводы становятся все более сложными системами с высокой рабочей температурой и давлением. Также возрастает диаметр труб и неустойчивость нефтепродуктов, – говорит Филлипс. – Технология управления формой волны позволила нам справиться со всеми этими требованиями, улучшить контроль над ходом сварки и быстрее изготавливать детали».
Отказ от многопроходной сварки
Power Wave® 455M позволил компании пользоваться разработанными Lincoln формами волны тока для импульсной сварки. Переход на этот процесс позволил TD Williamson избавиться от многих проблем, с которыми компания сталкивалась при ручной сварке.
«По рекомендации Lincoln мы перешли с проволоки диаметром 0,9 мм на проволоку Ultracore® и SuperArc® диаметром 1,1 мм, что позволило решить нашу проблему с проникновением проволоки через трубу и снизить число проходов, – рассказывает Филлипс. – Это еще одна из причин такого роста производительности. Мы сэкономили за счет меньшей потребности в сварочной проволоке и трудовых затрат по проекту».
Еще одно объяснение роста производительности – отказ от четырех проходов сварки.
«До внедрения новой системы мы делали по шесть проходов. После этого мы с легкостью смогли снизить их число до двух, что сделало процесс гораздо более эффективным», – добавляет Филлипс.
Соединительные детали изготавливаются из стальных пластин. Их помещают в печь с температурой 980°C и проводят опрессовку в гидравлическом прессе. Затем они проходят пескоструйную обработку и размещаются на стол для автоматизированной сварки с помощью захватов и позиционирующего оборудования, где на ранее созданный рукав к ним приваривается фланец. После этого соединительные детали проходят чистку, итоговую сборку, нумерацию и покраску.
Последний этап включает тестирование каждого сварного шва рентгеновским излучением. Благодаря новому Power Wave® и системе AMET фирма TD Williamson добилась 100-процентного показателя успешности тестов. В прошлом этот показатель составлял 95-98%.
Перед установкой новой системы сварки в компании TD Williamson практически вся сварка проводилась вручную. Рукав устанавливался на крепление и к нему прихваточной сваркой присоединялся фланец. Затем проводилась основная сварка. Новая автоматизированная система позволила избавиться от прихваточной сварки и подгонки.
87% снижение времени производства
«То, что раньше занимало у нас восемь недель, мы теперь можем сделать за 48 часов, – говорит Филлипс. – Мы можем работать в реальном времени и выполнять текущие заказы по мере их поступления. Раньше нам приходилось угадывать, что понадобится клиентам через два месяца, и сталкивались с большими проблемами, когда угадывали неправильно».
Благодаря этому 87-процентному снижению времени производства компания смогла значительно сэкономить на трудовых затратах и увеличить общее качество сварки соединений. Это означает большую глубину проплавления, меньшее время простоя и доработок и минимальное время доставки продукции на место монтажа трубопровода.
По словам Филлипса, во многом успех использования новой системы обусловлен готовностью Lincoln Electric и AMET проводить много времени на заводе в Талсе, занимаясь установкой и наладкой оборудования вместе со специалистами компании и подробно разъясняя любые вопросы.
«Наша производительность значительно выросла. Мы стали производить больше деталей более высокого качества. Это означает быстрое выполнение заказов, а в нашем деле нет ничего важнее этого. Система AMET/Lincoln Electric дала нам преимущество над конкурентами».
Сварка вольфрамовым электродом в среде защитного газа, орбитальная сварка, автоматическая сварка, сварка труб
Ваш надежный партнер в области орбитальной и автоматизированной сварки и наплавки вольфрамовым электродом в среде защитного газа… Компания Polysoude известна своим опытом работы в области орбитальной сварки вольфрамовым электродом в среде защитного газа, широким ассортиментом продукции, в который входит высокоэффективное оборудование для механизированной, автоматизированной, роботизированной и автоматической сварки вольфрамовым электродом в среде защитного газа, а также решения для наплавки.
Автоматизированная сварка
Процессы сварки вольфрамовым электродом в среде защитного газа с холодной и горячей проволокой, а также плазменной сварки остаются основной темой нашей работы в отношении орбитальных сварочных аппаратов, а также автоматизированных и роботизированных сварочных решений.
Автоматизация – основа нашего бизнеса и результат нашего мастерства в указанных выше сварочных процессах.
За более чем 50 лет опыта в области оборудования для орбитальной сварки труб разного диаметра компания Polysoude вышла сектора аэрокосмической, нефтегазовой, пищевой, химической, фармацевтической промышленности, а также в области полупроводников, теплообменников, генерации энергии и многих других. Читать далее
Наплавка
Основными преимуществами сварки вольфрамовым электродом в среде защитного газа с холодной и горячей проволокой по сравнению с другими процессами является возможность работы в любых положениях, отличное качество поверхности, четкий результат без брызг… нулевые дефект.
Технологи TIGer – инновация компании Polysoude, основанная на процессе сварки вольфрамовым электродом в среде защитного газа и разработанная, чтобы гарантировать качество, значительно повысить количество наплавляемого материала и уменьшить разбавление.
Все указанные выше процессы могут использоваться на установках RIG для вертикальной и горизонтальной наплавки.
Наши решения в области наплавки применяются, главным образом, в нефтегазовом секторе, а также в области генерации энергии.
Наши 25 специалистов по наплавке к вашим услугам в любой стране мира. Они будут сопровождать ваши проекты.
Автоматическая и полуавтоматическая сварка труб под слоем флюса
Автоматическая и полуавтоматическая сварка труб под слоем флюса
Наиболее современным видом электродугой сварки является автоматическая сварка электрической дугой, горящей под слоем флюса. Этот способ значительно усовершенствован академиком Е. О. Патоном и группой научных сотрудников Института электросварки Академии наук УССР.
Внедрение автоматической сварки под слоем флюса обеспечивает высокое качество сварных швов и в значительной степени увеличивает производительность труда по сравнению с ручной электродуговой сваркой.
Рис. 1. Схема автоматической сварки под слоем флюса:
Установкой для автоматической сварки труб является сварочный автомат, который подает электродную проволоку к дуге и одновременно сам передвигается с заданной скоростью вдоль свариваемого шва, перемещая электрод по свариваемому стыку. Такой автомат называется сварочным трактором.
Сущность процесса автоматической сварки под слоем флюса (рис. 1) заключается в следующем. Сварочная дуга между концом электрода — голой сварочной проволоки, подаваемой к месту сварки, и свариваемым металлом (трубы) горит под слоем сыпучей смеси определенного состава, называемой флюсом. Флюс из бункера насыпается впереди дуги в разделку шва.
В месте сварки плавится электрод, металл трубы и часть флюса. Расплавленный металл электрода и металл трубы сплавляются вместе, образуя ванну расплавленного металла сварного шва.
Расплавленный флюс, имеющий меньший удельный вес, отделяется от жидкого металла, образуя на поверхности шва плотный слой, который защищает металл от контакта с воздухом. Основное количество флюса остается на поверхности в виде сыпучей массы, препятствующей быстрому охлаждению шва.
Основное количество флюса остается на поверхности в виде сыпучей массы, препятствующей быстрому охлаждению шва.
Неиспользованный флюс отсасывается в бункер.
Наиболее удобны для сварки труб легкие переносные сварочные тракторы типов ТС-17, ТС-17М и ПТ-6 (ПТ-56).
Сварочные работы — Автоматическая и полуавтоматическая сварка труб под слоем флюса
Автоматическая и полуавтоматическая сварка под флюсом при изготовлении трубопроводов
Автоматическая и полуавтоматическая сварка под флюсом является высокопроизводительным сварочным процессом при изготовлении технологических трубопроводов. При сварке под флюсом сварочная дуга горит между голой электродной проволокой и свариваемым изделием под слоем сыпучего материала, называемого флюсом.
Флюс в основном играет такую же роль, как и покрытие электрода при ручной дуговой сварке и, кроме того, закрывает дугу, вследствие чего при этой сварке не требуется защищать глаза специальными стеклами.
Сварку под флюсом осуществляют с помощью сварочной головки.
Полуавтоматическая сварка отличается от автоматической тем, что сварочную головку перемещают вдоль шва вручную.
Подготовляют кромки свариваемых труб и деталей и собирают их для автоматической и полуавтоматической сварки более тщательно, чем для ручной. Глубокий провар и жидкотекучесть расплавленного металла требуют выдерживать при сборке одинаковые размеры зазоров и разделок фасок, что обеспечивает получение высокого качества сварных швов и высокую производительность процесса.
Производительность автоматической и полуавтоматической сварки под слоем флюса в 2—5 раз выше по сравнению с ручной и достигается за счет увеличения плотности тока, увеличения скорости сварки и повышения коэффициента наплавки.
Эксплуатационные преимущества заключаются в полной или частичной автоматизации процесса сварки и, как следствие, улучшении условий труда сварщика.
При автоматической и полуавтоматической сварке труб из малоуглеродистой и низколегированной стали применяют плавленные флюсы АН348А, ОСЦ45, ФЦ9, а из высоколегированной стали аустенитного класса флюс ФЦЛ2. Неплавленные керамические флюсы К2 и КВС19 применяют для сварки легированных и углеродистых сталей.
Неплавленные керамические флюсы К2 и КВС19 применяют для сварки легированных и углеродистых сталей.
Для сварки под флюсом стальных труб в основном используют калиброванную холоднотянутую сварочную проволоку круглого сечения. Сварочную проволоку изготовляют диаметром от 0,3 до 12 мм из стали различного химического состава. Наиболее часто применяют проволоку диаметром от 0,8 до 5 мм.
Для сварки труб из малоуглеродистой и низколегированной стали применяют сварочную проволоку Св08, Св08ГА, Св20Г2 и др. Для сварки труб из легированной и высоколегированной стали используют сварочную проволоку из сталей тех же классов (аустенитную, перлитную).
Сварочный дуговой автомат состоит из трех основных частей: сварочной головки, источника питания сварочной дуги и аппаратного ящика с пультом управления. Для автоматической и полуавтоматической сварки под флюсом труб, узлов и деталей трубопроводов наибольшее применение нашли сварочные тракторы ТС17М, АДС500, АДС10002, сварочные головки типа ПТ56, ПТ1000 и полуавтоматы ПШ5, ПШ54, ПДШМ500. Сварочными тракторами называют аппараты, перемещающиеся непосредственно по свариваемому изделию.
Сварочный трактор представляет собой самоходную тележку, на которой установлены механизм подачи электродной проволоки с токоподводящим мундштуком, бункер для флюса, кассета с электродной проволокой и пульт управления. Наиболее простым, малогабаритным и легким из всех существующих в настоящее время сварочных тракторов является сварочный трактор ТС17М. Поскольку этот трактор небольших габаритных размеров, его можно применять при сварке внутренних швов цилиндрических изделий диаметром от 1 м и выше. Трактор рассчитан на сварку электродной проволокой диаметром от 1,6 до 5 мм при сварочном токе 200—1000 а. Им можно сваривать любые швы в нижнем и близком к нижнему положениях.
Шланговые полуавтоматы ПШ5, ПШ54 и ПДШМ500 благодаря своей простоте я надежности в работе получили широкое применение в трубозаготовительных цехах и заводах. Полуавтоматы предназначены для дуговой сварки под флюсом переменным или постоянным током сплошных и прерывистых прямолинейных, круговых и криволинейных швов, угловых, стыковых и нахлесточных соединений. Полуавтоматами сваривают изделия из малоуглеродистой стали толщиной 3—20 мм и швы, расположенные на горизонтальных и наклонных (до 15°) плоскостях и в труднодоступных местах. Полуавтомат ПШ5 работает по принципу постоянной подачи проволоки. Скорость подачи проволоки изменяется сменными шестернями. Полуавтомат рассчитан на сварку электродной проволокой диаметром 1,2—2,5 мм при силе тока до 600 а. Область применения полуавтомата значительно расширяется с применением сменных специализированных держателей (ДШ5, ДШ7, ДШ16, ДШ17). Наибольшее применение нашел универсальный держатель ДШ5.
Полуавтоматами сваривают изделия из малоуглеродистой стали толщиной 3—20 мм и швы, расположенные на горизонтальных и наклонных (до 15°) плоскостях и в труднодоступных местах. Полуавтомат ПШ5 работает по принципу постоянной подачи проволоки. Скорость подачи проволоки изменяется сменными шестернями. Полуавтомат рассчитан на сварку электродной проволокой диаметром 1,2—2,5 мм при силе тока до 600 а. Область применения полуавтомата значительно расширяется с применением сменных специализированных держателей (ДШ5, ДШ7, ДШ16, ДШ17). Наибольшее применение нашел универсальный держатель ДШ5.
Полуавтомат ПШ54 комплектуется из тех же узлов, что и полуавтомат ПШ5, но в отличие от него имеет ряд усовершенствований. В частности, вместо сменных шестерен подающий механизм снабжен легкой коробкой скоростей. Держатель полуавтомата ДШ54 имеет то же устройство, что и держатель ДШ5.
Основные технологии автоматической сварки труб
Автоматическую сварку труб применяют для сваривания заготовок при возведении трубопроводных линий. В процессе используют орбитальные сварочные аппараты, вольфрамовый электрод и наплавочный материал.
Процедура представляет собой автоматический поворот дуги вокруг трубы для равномерного проваривания последней со всех сторон.
Сфера использования метода
Орбитальное сваривание востребовано для соединения отрезков труб с периферийной арматурой, закрепления крепежа, линейного монтажа трубопроводов. Процедура упрощает ремонт и обслуживание тепловых электростанций, теплоэлектроцентралей, газовых и нефтепроводов, других коммуникаций.
Автоматическую аргонодуговую сварку применяют при обработке труб диаметром 17-170 мм.
Преимущества
- Получение качественных, равномерно проваренных и герметичных швов.
- Уменьшение риска возникновения дефектов шва.
- Возможность регулировать дугу, тем самым снизить область разбрызгивания расплава.

- Независимость от пространственного расположения заготовок.
- Отсутствие окалин шва.
- Отсутствие дыма во время процесса.
- Возможность сваривать различные типы сплавов.
- Проведение работ как с присадкой, так и без неё.

К недостаткам относят дороговизну, трудности обслуживания и ремонта оборудования, низкие показатели скорости при работе с тонкими изделиями.
Оборудование
Для проведения автоматизированной сварки труб используют устройство преобразования тока (инвертор), блок питания, вольфрамовый электрод, сварочную головку с собственной системой крепления, емкость с газом, блок управления. При этом сварочный аппарат требует настройки частоты вращения головки, скорости подачи проволоки, расхода инертного газа, угла наклона электрода.
Оборудование подбирают согласно параметрам заготовки. Существуют аппараты для работы с диаметрами 17-50 мм, 33-90 мм, 60-170 мм. По типу сварочных головок существуют аппараты закрытого и открытого вида. Закрытые применяют для сваривания труб небольшого диаметра, открытые для толстостенных трубопроводов.
Технология проведения работ
До начала сварки кромки труб зачищают от заусенцев и загрязнений. Обработанные изделия центрируют, располагают на определенном расстоянии друг от друга. Стык делят на участки и настраивают режимы оборудования с учетом силы давления в разных частях заготовки. Параметры рабочего тока, скорость подачи присадочного материала зависят от формы трубы и марки материала, из которого она изготовлена.
TIG, трубная, трубная, орбитальная и автоматическая сварка
Ваш надежный партнер в области орбитальной сварки TIG, автоматической сварки TIG и наплавки …
Компания Polysoude известна своим опытом в области орбитальной сварки GTAW (автоматическая сварка TIG и автоматическая сварка), с обширным ассортиментом продукции, который включает высокоэффективное оборудование для механизированных, автоматизированных, роботизированных и автоматических систем сварки TIG, а также решения для наплавки наплавленных швов. .
.
Автоматическая сварка
Polysoude TIG, сварка холодной и горячей проволокой, а также плазменные процессы остаются более чем когда-либо в центре нашего опыта при разработке концепции аппаратов для орбитальной сварки TIG, а также решений для автоматизированной и роботизированной сварки.Автоматизация сварки — это наша основная сфера деятельности и результат нашего неоспоримого мастерства в вышеупомянутых сварочных процессах.
Более 25 специалистов по сварке по всему миру уделяют особое внимание особенно сложным сварочным работам.
Обладая более чем 60-летним опытом в области орбитального оборудования для сварки труб и труб, автоматической сварки TIG и автоматических сварочных аппаратов TIG, Polysoude активно работает в таких промышленных секторах, как авиация и космонавтика, нефть и газ, продукты питания, напитки, а также химическая промышленность и фармацевтика. , Полупроводники, теплообменники и производство электроэнергии, и это лишь некоторые из них.Подробнее
Наплавка наплавки
Основными преимуществами холодной и горячей проволоки GTAW по сравнению с другими процессами являются использование во всех положениях, отличное качество поверхности, чистый результат без брызг… нулевой дефект .Разработанная Polysoude в 2013 году технология двухкатодной наплавки TIG er основана на процессе TIG и предназначена для обеспечения качества, уменьшения разбавления и значительного увеличения скорости наплавки при скорости сварки более 1700 мм / мин.

Все вышеупомянутые процессы могут использоваться с нашими вертикальными и горизонтальными установками для облицовки RIG.
Наши решения для наплавки / наплавки в основном используются в нефтегазовом секторе, а также в электроэнергетике.
Наши 25 экспертов по наплавке / наплавке находятся в вашем распоряжении по всему миру, чтобы направлять и поддерживать вас в ваших проектах. Подробнее
Четыре причины выбрать автоматизированную сварку труб с помощью роботов
Роботизированная сварка труб и автоматическая сварка труб продолжают набирать популярность. Взгляните на основные причины, почему:
1.Новые технологии:
Сварка труб неправильной формы может оказаться очень сложной задачей даже для сварщика-робота. Но недавние разработки в области роботизированных технологий открыли путь для сложных роботизированных решений для сварки труб. Некоторые из последних улучшений включают:
Датчики: При оснащении различными сенсорными системами робот для сварки труб действительно может «чувствовать», где должен быть сварной шов. Например, тактильные датчики и датчики приближения могут работать вместе, чтобы правильно определять местонахождение и позиционирование резака.Это идеальная система для сварки труб небольшими партиями.
Отслеживание через дугу: При отслеживании через дугу можно ввести начало и конец сварного изделия, и робот будет отслеживать путь между ними. Это экономит время и повышает точность сварки при дуговой сварке.
Автономное программирование: Новое программное обеспечение для автономного программирования обеспечивает более высокое качество и эффективность сварки труб. Программирование не должно приводить к дополнительному простою системы. Вместо этого все уникальные углы, диаметры и кривые можно тщательно запрограммировать с помощью компьютерного программного обеспечения. Такое автономное программирование также позволяет программистам тестировать различные сварочные установки.
Вместо этого все уникальные углы, диаметры и кривые можно тщательно запрограммировать с помощью компьютерного программного обеспечения. Такое автономное программирование также позволяет программистам тестировать различные сварочные установки.
2. Гибкость:
Роботизированное оружие отличается непревзойденной маневренностью и досягаемостью. В то время как ручная сварка труб часто требует частых остановок и пусков для изменения положения резака, роботы могут настраиваться без пауз. Труднодоступные углы и орбитальные сварные швы также менее затратны для промышленных роботов.
3. Качество сварки:
Роботымогут выполнять сварные швы высочайшего качества с более высокими уровнями наплавки и однородностью даже под неудобными углами. Благодаря роботизированной сварке труб и трубок тепловое воздействие также снижается, что сводит к минимуму деформацию и необходимость последующих исправлений.
4. Производительность:
Проще говоря, роботизированная сварка труб более надежна. Благодаря полностью автоматизированной или даже гибридной роботизированной и ручной сварке труб становится меньше ошибок и дефектов.Это, в свою очередь, экономит время и материалы. Автоматизированные сварочные роботы каждый раз обеспечивают стабильное качество и производительность сварки труб.
Заинтересованы в автоматизации вашего оборудования для сварки труб или труб? Позвоните в RobotWorx, чтобы узнать, соответствует ли автоматизация роботизированной сварки вашим потребностям: 740-251-4312 или свяжитесь с экспертами через Интернет.
Рынок автоматов для сварки труб — глобальный отраслевой анализ, размер, доля, рост, тенденции и прогноз 2018 — 2026
Автоматические трубосварочные машины используются в промышленности для соединения двух отрезков труб.Процесс сварки включает в себя сложные стыковочные операции. Воспроизводимость сварки — одна из ключевых составляющих производства продукции. Автоматы для сварки труб обеспечивают более высокую скорость сварки по сравнению с машинами для ручной сварки труб. Более того, они обеспечивают более стабильную сварку и меньше ошибок в процессах и продукции. Автоматы для сварки труб подходят для обработки различных материалов, таких как легированная сталь, алюминий, углеродистая сталь и нержавеющая сталь. Эти автоматы для сварки труб и полуавтоматы для сварки труб более эффективны по сравнению с машинами для ручной сварки труб.Автоматы для сварки труб более надежны и обеспечивают лучшую производительность по сравнению с ручными машинами. Их отдают предпочтение из-за их долговечности, минимального обслуживания, высокой производительности и длительного срока службы. Производители сварочных аппаратов делают акцент на двух основных технологиях: системах управления информацией и автоматизации сварки. Эти технологии помогают производителям поддерживать эксплуатационные расходы и увеличивать капитальные затраты. Кроме того, с помощью этих технологий процесс сварки можно контролировать с помощью экрана оператора.Существуют различные типы сварных форм, такие как зигзагообразный квадрат, зигзагообразный треугольник и линейная сварка. Трубосварочные автоматы используются при изготовлении деталей оборудования, требующих безопасности и высокой надежности.
Автоматы для сварки труб обеспечивают более высокую скорость сварки по сравнению с машинами для ручной сварки труб. Более того, они обеспечивают более стабильную сварку и меньше ошибок в процессах и продукции. Автоматы для сварки труб подходят для обработки различных материалов, таких как легированная сталь, алюминий, углеродистая сталь и нержавеющая сталь. Эти автоматы для сварки труб и полуавтоматы для сварки труб более эффективны по сравнению с машинами для ручной сварки труб.Автоматы для сварки труб более надежны и обеспечивают лучшую производительность по сравнению с ручными машинами. Их отдают предпочтение из-за их долговечности, минимального обслуживания, высокой производительности и длительного срока службы. Производители сварочных аппаратов делают акцент на двух основных технологиях: системах управления информацией и автоматизации сварки. Эти технологии помогают производителям поддерживать эксплуатационные расходы и увеличивать капитальные затраты. Кроме того, с помощью этих технологий процесс сварки можно контролировать с помощью экрана оператора.Существуют различные типы сварных форм, такие как зигзагообразный квадрат, зигзагообразный треугольник и линейная сварка. Трубосварочные автоматы используются при изготовлении деталей оборудования, требующих безопасности и высокой надежности.
Основным фактором роста рынка автоматов для сварки труб является развитие автомобильной промышленности. Сырье, такое как алюминий, широко используется в транспортных средствах, таких как грузовики и трейлеры, а также в электронной промышленности. Согласно прогнозам, в ближайшие годы рост спроса на алюминий для снижения веса продукта будет стимулировать рынок автоматов для сварки труб.Кроме того, многие производственные компании совершенствуют свои процедуры за счет внедрения процессов автоматизации. Ожидается, что рост спроса на машины улучшенного качества будет стимулировать рынок. Автоматы для сварки труб сокращают время, необходимое для процесса сварки, количество сварочных постов и затраты на рабочую силу.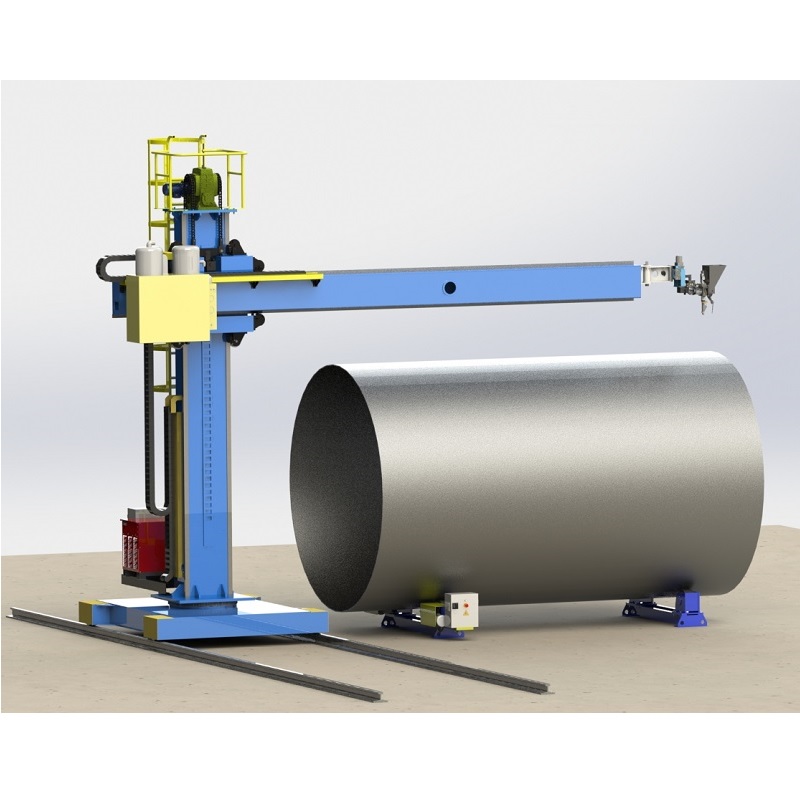 Ожидается, что эти факторы увеличат рынок автоматов для сварки труб в течение прогнозируемого периода. Однако, по прогнозам, в ближайшем будущем нехватка квалифицированной рабочей силы и поддержки, а также высокая стоимость автоматов для сварки труб ограничат рынок автоматов для сварки труб.Более того, ожидается, что меньшая гибкость автоматических трубосварочных машин по сравнению с ручными трубосварочными машинами будет препятствовать глобальному рынку автоматов для сварки труб. Тем не менее ожидается, что рост требований к новым производительным сварочным системам для трубопроводов откроет значительные возможности для мирового рынка автоматов для сварки труб.
Ожидается, что эти факторы увеличат рынок автоматов для сварки труб в течение прогнозируемого периода. Однако, по прогнозам, в ближайшем будущем нехватка квалифицированной рабочей силы и поддержки, а также высокая стоимость автоматов для сварки труб ограничат рынок автоматов для сварки труб.Более того, ожидается, что меньшая гибкость автоматических трубосварочных машин по сравнению с ручными трубосварочными машинами будет препятствовать глобальному рынку автоматов для сварки труб. Тем не менее ожидается, что рост требований к новым производительным сварочным системам для трубопроводов откроет значительные возможности для мирового рынка автоматов для сварки труб.
Мировой рынок автоматов для сварки труб можно классифицировать по продукту, области применения и региону.В зависимости от производства рынок можно разделить на автоматы для сварки труб, полуавтоматы для сварки труб и аппараты для ручной сварки труб. С точки зрения применения рынок можно разделить на автомобильный, электронный, медицинский, аэрокосмический, строительный и морской. В зависимости от региона глобальный рынок автоматов для сварки труб можно разделить на Северную Америку (США, Канада и Мексика), Европу (Германия, Великобритания, Италия, Франция, Россия, Польша и Испания), Азиатско-Тихоокеанский регион (Китай, Япония, Индия, Южная Корея, Австралия, Сингапур, Малайзия и Индонезия), Ближний Восток и Африка, а также Южная Америка.
Основными игроками на рынке автоматов для сварки труб являются Copier B.V., Divisione P.W.T., Nanjing Auto Electric Co. Ltd., Shanghai Qianshan Piping Technology Co. Limited и Ke-Hui. С повышением конкурентоспособности на рынке ведущие компании расширяют свои научно-исследовательские центры для разработки надежных, легких, долговечных материалов, а также высокопрочных и качественно сваренных металлов. Более того, ключевые игроки с нетерпением ждут разработки усовершенствованных и новых технологий для автоматических сварочных процессов.
Отчет предлагает всестороннюю оценку рынка. Это достигается за счет глубокого качественного анализа, исторических данных и проверяемых прогнозов размера рынка. Прогнозы, представленные в отчете, основаны на проверенных исследовательских методологиях и предположениях. Таким образом, отчет об исследовании служит хранилищем анализа и информации по всем аспектам рынка, включая, но не ограничиваясь: региональные рынки, технологии, типы и приложения.
Это достигается за счет глубокого качественного анализа, исторических данных и проверяемых прогнозов размера рынка. Прогнозы, представленные в отчете, основаны на проверенных исследовательских методологиях и предположениях. Таким образом, отчет об исследовании служит хранилищем анализа и информации по всем аспектам рынка, включая, но не ограничиваясь: региональные рынки, технологии, типы и приложения.
Исследование является источником достоверных данных по:
- Сегменты и подсегменты рынка
- Тенденции и динамика рынка
- Спрос и предложение
- Размер рынка
- Современные тенденции / возможности / проблемы
- Конкурентный ландшафт
- Технологические открытия
- Анализ цепочки создания стоимости и заинтересованных сторон
Региональный анализ охватывает:
- Северная Америка (U.С. и Канада)
- Латинская Америка (Мексика, Бразилия, Перу, Чили и др.)
- Западная Европа (Германия, Великобритания, Франция, Испания, Италия, страны Северной Европы, Бельгия, Нидерланды и Люксембург)
- Восточная Европа (Польша и Россия)
- Азиатско-Тихоокеанский регион (Китай, Индия, Япония, АСЕАН, Австралия и Новая Зеландия)
- Ближний Восток и Африка (GCC, Южная Африка и Северная Африка)
Отчет был составлен на основе обширных первичных исследований (посредством интервью, опросов и наблюдений опытных аналитиков) и вторичных исследований (которые предполагают использование авторитетных платных источников, отраслевых журналов и баз данных отраслевых органов).Отчет также содержит полную качественную и количественную оценку путем анализа данных, собранных отраслевыми аналитиками и участниками рынка по ключевым точкам производственно-сбытовой цепочки отрасли.
Отдельный анализ преобладающих тенденций на материнском рынке, макро- и микроэкономических показателей, нормативных требований и предписаний включен в сферу исследования. Таким образом, отчет прогнозирует привлекательность каждого основного сегмента на прогнозный период.
Таким образом, отчет прогнозирует привлекательность каждого основного сегмента на прогнозный период.
Основные моменты отчета:
- Полный анализ фона, который включает оценку материнского рынка
- Важные изменения в динамике рынка
- Сегментация рынка до второго или третьего уровня
- Исторический, текущий и прогнозируемый размер рынка с точки зрения стоимости и объема
- Отчетность и оценка последних событий в отрасли
- Доли рынка и стратегии ключевых игроков
- Новые нишевые сегменты и региональные рынки
- Объективная оценка траектории рынка
- Рекомендации компаниям по укреплению позиций на рынке
Примечание : Несмотря на то, что были приняты меры для поддержания наивысшего уровня точности отчетов TMR, недавним изменениям, связанным с рынком / поставщиком, может потребоваться время, чтобы отразить их в анализе.
Это исследование TMR представляет собой всеобъемлющую структуру динамики рынка. В основном он включает критическую оценку пути потребителей или клиентов, текущих и новых направлений деятельности, а также стратегическую основу, позволяющую руководителям по управлению бизнесом принимать эффективные решения.
Нашей ключевой основой является 4-квадрантная структура EIRS, которая предлагает подробную визуализацию четырех элементов:
- Клиент E Карты опыта
- I Наблюдения и инструменты, основанные на исследованиях на основе данных
- Практичность R Соответствует всем бизнес-приоритетам
- S Трагические рамки для ускорения пути роста
В исследовании делается попытка оценить текущие и будущие перспективы роста, неиспользованные возможности, факторы, определяющие их потенциал дохода, а также структуру спроса и потребления на мировом рынке, разбив его на региональную оценку.
Исчерпывающе охвачены следующие региональные сегменты:
- Северная Америка
- Азиатско-Тихоокеанский регион
- Европа
- Латинская Америка
- Ближний Восток и Африка
Структура квадранта EIRS в отчете суммирует наш широкий спектр основанных на данных исследований и рекомендаций для CXO, чтобы помочь им принимать более обоснованные решения для своего бизнеса и оставаться лидерами.
Ниже приведен снимок этих квадрантов.
1. Карта впечатлений клиентов
Исследование предлагает всестороннюю оценку различных путешествий клиентов, имеющих отношение к рынку и его сегментам. Он предлагает различные впечатления клиентов о продуктах и использовании услуг. Анализ позволяет более внимательно изучить их болевые точки и опасения в различных точках контакта с клиентами. Решения для консультаций и бизнес-аналитики помогут заинтересованным сторонам, включая CXO, составить карты клиентского опыта, соответствующие их потребностям.Это поможет им нацелиться на повышение взаимодействия клиентов с их брендами.
2. Анализ и инструменты
Различные идеи в исследовании основаны на тщательно продуманных циклах первичных и вторичных исследований, с которыми аналитики участвуют в ходе исследования. Аналитики и советники TMR применяют отраслевые инструменты количественного анализа клиентов и методологии прогнозирования рынка для получения результатов, что делает их надежными.В исследовании предлагаются не только оценки и прогнозы, но и лаконичная оценка этих цифр в динамике рынка. Эти идеи объединяют основанную на данных исследовательскую основу с качественными консультациями для владельцев бизнеса, CXO, политиков и инвесторов.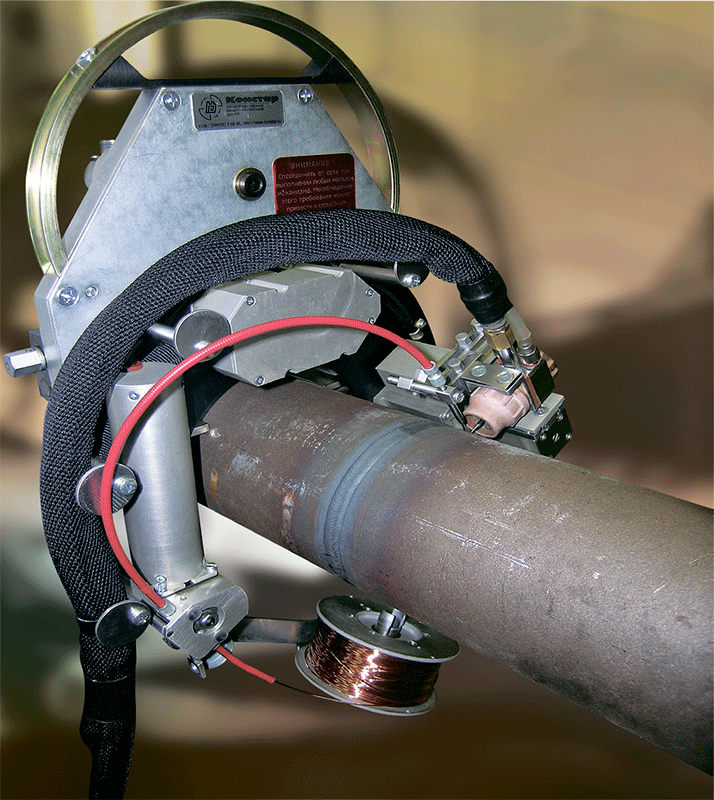 Эти идеи также помогут их клиентам преодолеть свои страхи.
Эти идеи также помогут их клиентам преодолеть свои страхи.
3. Практические результаты
Выводы, представленные в этом исследовании TMR, являются незаменимым руководством для выполнения всех бизнес-приоритетов, в том числе критически важных.Результаты при внедрении продемонстрировали ощутимые преимущества для заинтересованных сторон бизнеса и отраслевых субъектов в повышении их производительности. Результаты адаптируются к индивидуальной стратегической структуре. Исследование также иллюстрирует некоторые из недавних тематических исследований по решению различных проблем компаниями, с которыми они столкнулись на пути к консолидации.
4. Стратегические рамки
Исследование дает предприятиям и всем, кто интересуется рынком, возможность сформировать широкие стратегические рамки.Это стало более важным, чем когда-либо, учитывая нынешнюю неопределенность из-за COVID-19. В исследовании обсуждаются консультации по преодолению различных подобных прошлых сбоев и предвидятся новые, чтобы повысить готовность. Эти рамки помогают предприятиям планировать свои стратегические согласования для восстановления после таких разрушительных тенденций. Кроме того, аналитики TMR помогут вам разобраться в сложном сценарии и обеспечить отказоустойчивость в неопределенные времена.
Отчет проливает свет на различные аспекты и дает ответы на актуальные вопросы рынка.Вот некоторые из наиболее важных:
1. Какие варианты инвестиций могут быть наилучшими при освоении новых продуктов и услуг?
2. К каким ценностным предложениям следует стремиться предприятиям, финансируя новые исследования и разработки?
3. Какие нормативные акты будут наиболее полезны для заинтересованных сторон в расширении их сети цепочки поставок?
4. В каких регионах в ближайшем будущем может наблюдаться рост спроса в определенных сегментах?
В каких регионах в ближайшем будущем может наблюдаться рост спроса в определенных сегментах?
5.Каковы одни из лучших стратегий оптимизации затрат с поставщиками, с которыми некоторые хорошо зарекомендовавшие себя игроки добились успеха?
6. Какие ключевые перспективы использует топ-менеджер, чтобы вывести бизнес на новую траекторию роста?
7. Какие правительственные постановления могут поставить под сомнение статус ключевых региональных рынков?
8. Как новые политические и экономические сценарии повлияют на возможности в ключевых областях роста?
9.Каковы некоторые из возможностей получения прибыли в различных сегментах?
10. Что будет препятствием для входа на рынок новых игроков?
Обладая обширным опытом в создании исключительных рыночных отчетов, Transparency Market Research стала одной из надежных компаний по исследованию рынка среди большого числа заинтересованных сторон и CXO.Каждый отчет Transparency Market Research подвергается тщательной исследовательской деятельности во всех аспектах. Исследователи из TMR внимательно следят за рынком и извлекают полезные точки, способствующие росту. Эти моменты помогают заинтересованным сторонам соответствующим образом разрабатывать свои бизнес-планы.
исследователей TMR проводят исчерпывающие качественные и количественные исследования. Это исследование предполагает использование мнений экспертов рынка, сосредоточение внимания на последних разработках и других.Этот метод исследования отличает TMR от других фирм, занимающихся исследованиями рынка.
Вот как Transparency Market Research помогает заинтересованным сторонам и CXO с помощью отчетов:
Внедрение и оценка стратегического сотрудничества: Исследователи TMR анализируют недавние стратегические действия, такие как слияния, поглощения, партнерства, сотрудничества и совместные предприятия. Вся информация собрана и включена в отчет.
Вся информация собрана и включена в отчет.
Оценка идеального размера рынка: В отчете анализируются демографические характеристики, потенциал роста и возможности рынка в течение прогнозируемого периода. Этот фактор приводит к оценке размера рынка, а также дает представление о том, как рынок восстановит рост в течение периода оценки.
Investment Research: Отчет фокусируется на текущих и предстоящих инвестиционных возможностях на конкретном рынке.Эти события информируют заинтересованные стороны о текущем инвестиционном сценарии на рынке.
Примечание: Несмотря на то, что были приняты меры для поддержания наивысшего уровня точности отчетов TMR, недавним изменениям, связанным с рынком / поставщиком, может потребоваться время, чтобы отразить их в анализе.
5 Преимущества Автоматическая сварка труб — Услуги Sobieski
Монтажники труб уже давно могут применять многие преимущества автоматической сварки труб в своих строительных работах.Используя точно управляемый робот-сварщик, профессионалы в области строительства могут ускорить производство, улучшить качество и точность, а также сократить время, необходимое для размещения и монтажа труб.
Для автоматической сварки труб широко используются лучшие и самые надежные системы промышленной робототехники. Эти системы обычно состоят из роботизированного манипулятора, содержащего сверхмощную сварочную головку, предназначенную для непрерывного использования. Рычаг с сервоуправлением рассчитан на перемещение более чем одной оси, что позволяет сварочной головке приближаться к свариваемому материалу под разными углами.Технология роботизированной сварки продвинулась до такой степени, что многие типы эффективных и надежных сварочных систем доступны в качестве стандартного готового оборудования.
Доступны несколько типов автоматизированных систем для сварки труб, в зависимости от ваших потребностей.
1. Роботизированная лазерная сварка использует стандартную многоосевую механическую руку с головкой для лазерной резки и сварки, прикрепленной к лицевой панели на конце руки. Головка содержит оптику, которая фокусирует лазерный свет для сварочных процессов, а также систему вспомогательного газа, которая распределяет кислород, азот или другой газ к сварочному теплу.
2. Роботизированная дуговая сварка использует такой же тип свободно движущейся роботизированной руки, но головка руки приспособлена для дуговой сварки. Эта установка обычно состоит из специализированного источника питания, который обеспечивает электрическую мощность, необходимую для дуговой сварки. Пистолет для дуговой сварки или горелка, установленная на головке кронштейна, настроена на передачу тока, в то время как устройство подачи электродов направляет электродную проволоку в дугу.
Автоматизированные системы сварки труб также будут включать в себя приспособления для удержания деталей, подлежащих сварке на месте, и манипуляторы или манипуляторы для поворота, перемещения или иного перемещения деталей в сварочный процесс и из него.
Есть пять основных преимуществ использования автоматизированного процесса сварки труб.
1. Гибкость: Автоматическая сварка обеспечивает точность, гибкость, а иногда и деликатность, которые требуются при сварке труб. Благодаря автоматизированному процессу эти функции можно использовать снова и снова. Автоматическая сварка труб подходит для различных применений, углов горелки, направлений сварки и процессов, необходимых для сварки труб разных размеров, изготовленных из разных материалов или требующих специальных фитингов.
2. Качество: Автоматизированный процесс обеспечивает стабильно высокое качество сварных швов. Усовершенствованная роботизированная технология чрезвычайно точна, и на нее можно положиться, чтобы делать один и тот же тип сварного шва снова и снова с небольшими отклонениями или без них. Процесс сварки можно дополнить оборудованием машинного зрения, датчиками и системами слежения, которые еще больше улучшают качество и точность.
Процесс сварки можно дополнить оборудованием машинного зрения, датчиками и системами слежения, которые еще больше улучшают качество и точность.
3. Контроль: Роботизированная сварка позволяет монтажникам и другим специалистам-строителям отслеживать, регулировать и контролировать процесс сварки на каждом этапе.Можно легко отрегулировать держатели деталей и позиционеры, ток, подачу электродной проволоки, угол горелки и движения рычага.
4. Консервация материалов: Последовательность автоматической сварки труб позволяет строителям всегда ожидать одинаковых результатов. Снижается вероятность ошибки или неправильной сварки, из-за которых деталь будет выброшена. Автоматическая сварка сокращает расход материала и ускоряет производство.
5. Экономия времени: Скорость автоматизированного процесса сварки может быть точно определена, что позволяет монтажникам точно рассчитать продолжительность сварочных циклов.Автоматическая сварка в цехе в сочетании с предварительным планированием проекта сокращает время, затрачиваемое на сварку и регулировку в полевых условиях. Большинство автоматизированных сварочных систем можно программировать в автономном режиме, что ограничивает время простоя, необходимое для внесения изменений и корректировок в процесс.
Наша цель — помочь обучить наших клиентов сантехнике, HVAC / R, противопожарной защите и системам сигнализации в механических, коммерческих и жилых помещениях. Для получения дополнительной информации о важности автоматической сварки труб и просмотра проектов, над которыми мы работали, посетите наш веб-сайт.
Image Credit: @ Doug88888
Роботизированная сварка Полный Root, Fill & Cap Сварка давлением труб
Ситуация
Крупная энергетическая компания, имеющая производственные мощности по производству труб, расположенные в отдаленном районе Альберты, Канада, обратилась к LJ за решением их уникальной производственной задачи, которая заключалась в следующем:
- Предприятие было расположено в отдаленном северном районе, что затрудняло привлечение качественной рабочей силы и затрудняло обслуживание. Автоматизация была обязательной.
- Требовались полностью автоматизированные проходы для корня, заливки и заглушки для напорных труб, но, как известно, их трудно обеспечить на постоянной основе. LJ было поручено разработать процедуры сварки в соответствии с кодом «B-давление» (согласно ASME, Раздел IX, B31.3 и B31.4.)
- Им требовалось комплексное обслуживание, которое включало бы все: от исследований и разработок, процедур сварки, инженерного проектирования до производства настраиваемой системы обработки и соединения труб с последующим вводом в эксплуатацию на месте, обширным обучением и постоянной послепродажной поддержкой. .
- Короткие сроки выполнения заказа и бюджет также были важны для заказчика.
 Автоматизация была обязательной.
Автоматизация была обязательной.Заказчик узнал, что есть одна компания, которая может удовлетворить все вышеперечисленные потребности: LJ Welding Automation.
Решение LJ
LJ применила ко всей системе подход сверху вниз, начиная с НИОКР и проектирования. Инженеры LJ по механике и автоматизации работали в тандеме с заказчиком, сварочным персоналом и поставщиками, чтобы создать испытательную ячейку, чтобы проверить концепцию и разработать повторяемую процедуру сварки.Опытные ноу-хау в области проектирования и автоматизации в сочетании с практическим вкладом опытных сварщиков B-Pressure привели к тому, что процедура сварки была проверена аттестационной компанией 3 rd (Qualimet).
В конечном итоге, корневые швы CMT прошли испытания, а процедуры прошли аттестацию в ABSA, что привело к созданию инновационного сварочного робототехнического решения, которое будет работать не только в лаборатории, но и на практике.
В этом процессе использовался сварочный процесс «Twin» CMT (Cold Metal Transfer), предоставленный Fronius, чтобы воспользоваться преимуществами низкого тепловложения CMT и простоты автоматизации с помощью робототехники Kuka и систем визуального отслеживания швов.Для независимой двухпроводной сварки использовались тандемные источники питания, механизмы подачи проволоки и специальные горелки.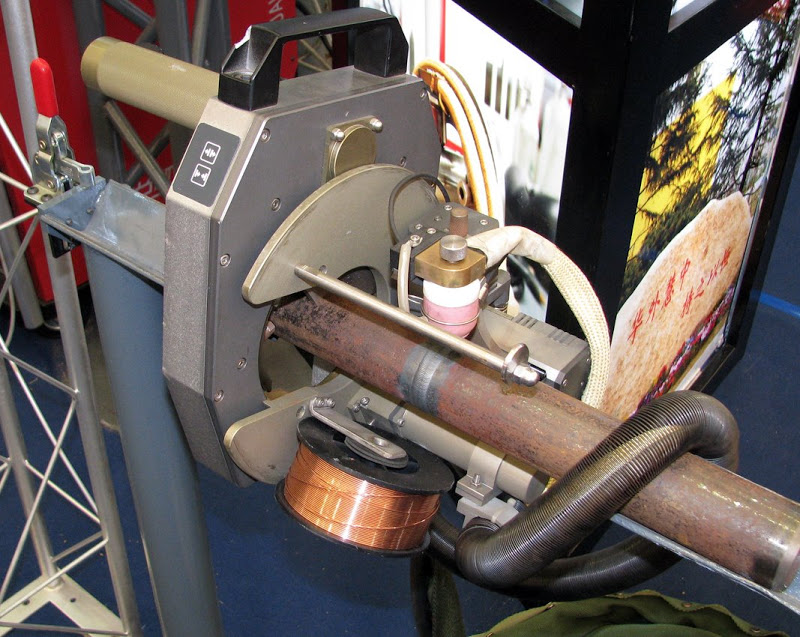 Результаты лабораторных исследований были ошеломляющими: были достигнуты корневые проходы до 15 дюймов / мин и скорость наплавки 22 фунта / час. В то время как для обычных систем обычно требуется либо ручной корневой сварной шов, либо отдельная сварочная система для корневого и заполняющего проходов, эта система смогла справиться со всеми этапами с помощью единого оборудования , предлагая максимальную гибкость и рентабельность инвестиций для клиента.
Результаты лабораторных исследований были ошеломляющими: были достигнуты корневые проходы до 15 дюймов / мин и скорость наплавки 22 фунта / час. В то время как для обычных систем обычно требуется либо ручной корневой сварной шов, либо отдельная сварочная система для корневого и заполняющего проходов, эта система смогла справиться со всеми этапами с помощью единого оборудования , предлагая максимальную гибкость и рентабельность инвестиций для клиента.
LJ в настоящее время находится в процессе проектирования остальной части ячейки, включая роботизированный позиционер передней бабки, направляющие ролики для выравнивания, внутренний зажим трубы, индукционный нагрев и роботизированную сварочную систему на транспортном средстве. Конечным результатом будет система, способная от начала до конца обрабатывать с полной сваркой корня, заливки и заглушки секций труб и кратчайшего времени цикла -го цикла в промышленности .
Итог
- LJ обеспечивает производительность до 15 фунтов в минуту для корневых проходов (на 200–300% быстрее, чем при использовании обычных ручных проходов) и до 22 фунтов в час на заполняющих проходах (сравнимая скорость наплавки под флюсом) — все с одной единственной системой.
- Высокая повторяемость процесса означает лучшее качество и меньше переделок
- Заказчик выиграет от сокращения времени простоя, вызванного нехваткой квалифицированной рабочей силы, которая является обычным явлением для данной области.
Хотите бесплатную 20-минутную консультацию с инженерами или специалистами по продажам?
Автоматизация сварочных работ
Поскольку автоматизация проникает в большинство отраслей промышленности, неудивительно, что в сварке труб появятся автоматизированные процессы.
В отличие от большинства ячеек автоматизации сварки, автоматика для сварки трубопроводов не принимает форму манипулятора, перемещающегося по трубе. Автоматика для сварки труб состоит из рамы с направляющими, построенными вокруг стыка или рядом с ним, и «жучка», который перемещается по направляющей, в которой находится сопло, создающее сварной шов.
Настройка рамы и дорожки может показаться долгим и трудоемким процессом, но может быть быстрым. «В три раза быстрее благодаря автоматической сварке порошковой проволокой с ручным корневым проходом», — говорит Гордон Иди, менеджер ESAB по глобальному сегменту трубопроводов.«Настройка обычно выполняется в автономном режиме, и сварщики приходят только тогда, когда пора сваривать.
Другая группа, называемая распорядителями, установит стык до прибытия сварщиков. Все, что делают сварщики, — это сваривают — ничего больше », — говорит он, объясняя, как они переходят от одного стыка к другому и сваривают, а не проволочной щеткой или шлифованием.
Автоматическая сварка труб использует сварку с подачей проволоки и позволяет избежать пусков и остановок, которые неизбежны при сварке штангой, когда сварщик должен поместить новую палку в держатель.
«Автоматизированная система защиты от ошибок превзойдет владельца буровой установки со сварочным аппаратом. Они почти несопоставимы, — говорит Джо Райан, менеджер по маркетингу Miller Electric Mfg. Co., — На трубе малого диаметра ручка будет быстрее перемещаться от стыка к стыку, потому что вам не нужно отказываться от всей автоматизированной системы ошибок а затем сбросьте его на следующем стыке », — добавляет Тайлер Эдвардс, специалист по продажам трубопроводов в Miller Electric Mfg. Co.« Вы все равно можете достичь того же уровня ремонта менее одного процента с любой системой.Между ними нет большой разницы в качестве ».
В автоматической системе есть только два пуска и остановки для каждого стыка трубы, потому что с каждой стороны трубы поднимаются по два сварочных штыря. «Сварщик может легко достичь 60 дюймов сварки без остановки, в то время как сварочный аппарат может начинать и останавливать через каждые шесть дюймов. Любая остановка процесса сварки может привести к неисправности », — говорит Иди.
«Сварщик может легко достичь 60 дюймов сварки без остановки, в то время как сварочный аппарат может начинать и останавливать через каждые шесть дюймов. Любая остановка процесса сварки может привести к неисправности », — говорит Иди.
Использование автоматической сварки труб окупается, если размер свариваемой трубы или длина свариваемой трубы оправдывают затраты на автоматизированную систему.
«При ручной сварке вам потребуется внутренний выравнивающий зажим, а затем оснастка и сварочные аппараты для первого прохода (корневой шов) и дополнительные сварочные станки для второго прохода (горячий проход) и заключительного прохода заполнения и заглушки», — говорит Брюс. Кларк, директор по маркетингу и экспортным продажам канадской Lincoln Electric Company. «Количество буровых установок зависит от диаметра трубы и от того, насколько быстро вы хотите закончить линию. При использовании автоматических сварочных аппаратов (жучков) вам сначала потребуется укрытие (собачья будка) для защиты сварочной дуги MIG от ветра, который может унести их защитный газ от лужи.Далее идет очень сложный внутренний выравнивающий зажим, который также направляет две или более внутренних сварочных головок, укладывая корневой валик внутри обработанного соединения или, альтернативно, снаружи на опорный стержень, который является частью внутреннего выравнивающего зажима. . Для этого вида сварки труба требует прецизионно обработанной поверхности.
«После того, как корневой валик готов, остается просто заполнить и закрыть стык таким количеством внешних головок, которое необходимо для диаметра и толщины трубы.
Автоматические системы обычно сдаются в аренду для работы вместе с бригадой специально обученных технических специалистов, которые обеспечивают бесперебойную работу всего ».
Хотя сварка штучной сваркой считается основным процессом сварки, для того, чтобы сварить трубы, требуется большое мастерство. «Сварка труб палкой по-прежнему считается высшим навыком», — говорит Кларк. «Сварщику приходится сталкиваться с многочисленными переменными параметрами: неправильные стыки труб, изменение зазора между двумя трубами, разная толщина земли, высокая и низкая температура, погода, местность — список можно продолжить.”
«Сварщику приходится сталкиваться с многочисленными переменными параметрами: неправильные стыки труб, изменение зазора между двумя трубами, разная толщина земли, высокая и низкая температура, погода, местность — список можно продолжить.”
Сварка штангой может потребовать дополнительных навыков, но автоматический процесс не является надежным. «Эти сварочные жуки сконструированы так, что инженер-сварщик спроектирует сварочный профиль, и он будет сохранен в жучке», — говорит Иди. «Все, что будут делать сварщики, — это установить горелку в исходное положение и нажать кнопку« Пуск », фактически просто подавая ее с любыми изменениями, которые необходимо внести. Есть другой набор навыков, связанных с установкой ошибки ».
Набор навыков разный, но не неравный.Оператору автоматизированной системы обнаружения ошибок необходимо знать процесс сварки, чтобы обнаружить любые ошибки. «Вам все еще нужно понять, как установить ошибку, как разместить ошибку и как запустить контроллер», — говорит Райан. «В то время как в рукоятке вам нужно знать угол резака, угол электрода, при этом требуется большая координация глаз и руки, но требуется гораздо меньше оборудования. Вы просто устанавливаете огонь и уходите. Если вам повезет, у вас есть помощник, который может регулировать температуру во время сварки вокруг трубы.”
Для автоматической сварки трубопроводов требуется гораздо больше оборудования, и вам нужно будет снабдить сварщиков проволокой газом, а квалифицированные сварщики по-прежнему необходимы на месте. «Вам по-прежнему нужен сварщик, управляющий автоматизированными сварочными системами», — сказал Эдвардс. «Сварщик или тот, кто эксплуатирует жучок, по-прежнему должны точно знать, что они ищут».
Самое замечательное в сварке штучной сваркой заключается в том, что это самый простой вид сварки. Для этого требуется минимум оборудования, и это большое преимущество при сварке в удаленных местах.«Сварка палкой требует минимального количества сложного оборудования. Есть источник сварочного тока — будь то двигатель с приводом от двигателя или электрический. Автоматическая ошибка сложна механически и электрически и требует дополнительного оборудования, а также сварочного оборудования », — говорит Иди. Тип выполняемой сварки также будет определять, будет ли подходящим процессом приклеивание или автоматическая система. «Когда длина непрерывно укладываемой трубы слишком мала, чтобы гарантировать наличие всего оборудования, необходимого для выполнения работы, или когда диаметр слишком мал, компании обращаются к сварщикам на станках», — говорит Кларк.В то время как многие крупные подрядчики трубопроводов переходят на автоматическую сварку при сварке магистральных трубопроводов, «они будут использовать владельцев буровых установок для выполнения ремонтных работ, врезок или мостовых переходов и тому подобного», — говорит Райан. «Из-за местоположения вы никогда не откажетесь от сварки штангой на открытом воздухе. Всякий раз, когда есть ремонт, который необходимо отшлифовать и переварить, это будет в первую очередь выполняться владельцем буровой установки с помощью палки ».
Есть источник сварочного тока — будь то двигатель с приводом от двигателя или электрический. Автоматическая ошибка сложна механически и электрически и требует дополнительного оборудования, а также сварочного оборудования », — говорит Иди. Тип выполняемой сварки также будет определять, будет ли подходящим процессом приклеивание или автоматическая система. «Когда длина непрерывно укладываемой трубы слишком мала, чтобы гарантировать наличие всего оборудования, необходимого для выполнения работы, или когда диаметр слишком мал, компании обращаются к сварщикам на станках», — говорит Кларк.В то время как многие крупные подрядчики трубопроводов переходят на автоматическую сварку при сварке магистральных трубопроводов, «они будут использовать владельцев буровых установок для выполнения ремонтных работ, врезок или мостовых переходов и тому подобного», — говорит Райан. «Из-за местоположения вы никогда не откажетесь от сварки штангой на открытом воздухе. Всякий раз, когда есть ремонт, который необходимо отшлифовать и переварить, это будет в первую очередь выполняться владельцем буровой установки с помощью палки ».
Основы автоматизации сварки труб
В этой автоматизированной настройке рука робота выполняет проходы корня, заполнения и заглушки трубы, регулируя параметры на лету.
Корневой проход с полным проплавлением в открытом стыке под углом представляет собой воплощение мастерства сварки труб, и это относится к изготовлению трубных катушек; то есть сборочный узел из труб и фасонных частей, сваренный в трубных цехах, а затем отправленный в поле. Если сварщик откладывает металл слишком высоко над сварочной ванной, он опускается и преждевременно охлаждается, поэтому сварка будет неполной. Но если сварщик держит дугу перед сварочной ванной и на нужной высоте, горячий металл течет к корню и — вуаля! он получает корневой проход с полным проникновением, который должен пройти проверку.
Для выполнения корневого прохода опытный сварщик должен внимательно «прочитать» сварочную ванну и мгновенно отреагировать на любые изменения, и именно этот навык пробудил любопытство Франсуа Надо в 1980-х годах. В то время Надо возглавлял группу автоматизации сварки Национального исследовательского совета (NRC) Канады.
В то время Надо возглавлял группу автоматизации сварки Национального исследовательского совета (NRC) Канады.
«Это был период, когда разрабатывались многие системы технического зрения», — сказал Надо. «Если вы ходили в то время на выставку, посвященную сварке, вы часто видели около 15 компаний, которые собирали системы технического зрения для автоматизации сварки.Он добавил, что многих из этих компаний, производящих системы технического зрения, больше нет, в основном потому, что производители сочли более экономичным адаптировать процессы к автоматизации, сделав подготовку к сварке более последовательной.
Но трубная катушка изготавливается иначе. «Непрактично иметь идеальную, повторяемую подготовку», — сказал Надо. «Вам придется заново обработать все фланцы и концы труб. Это деликатная операция с подготовкой [сварного шва], которая по своей природе может быть разной ».
Вот где Надо и его команда увидели возможность.В течение многих лет на предприятиях по сварке труб были установлены автоматизированные системы для прохода крышки и крышки, но им еще не удалось успешно автоматизировать корневой проход. Если у производителя вообще была какая-то автоматизация, это требовало дополнительных манипуляций между ручной сварочной станцией и автоматизированной станцией.
«Таким образом, мы сосредоточились на этом, — сказал он, — и разработали систему технического зрения и стратегию управления, которая динамически изменяет параметры сварки, чтобы контролировать проплавление корневого прохода».
Так появилась новая технология автоматизации сварки труб.Чтобы коммерциализировать его, Надо покинул NRC в 1989 году и основал Tecnar Automation, Сен-Бруно, Квебек, Канада. Вскоре компания выпустила первую версию Rotoweld, механизированной системы на базе DOS с отдельными сварочными горелками для корневого и заполняющего прохода.
В прошлом году компания выпустила третью версию технологии Rotoweld 3.0, в которой для выполнения кольцевых сварных швов 1G используется специальный робот. Роботизированный манипулятор выполняет проходы корневого, заполняющего и закрывающего этапов с помощью одного сварочного пистолета, хотя в системе все еще можно настроить несколько процессов.Например, толстостенная труба может потребовать дуговой сварки в газовой среде (GMAW) для корневого прохода и дуговой сварки под флюсом (SAW) для проходов заполнения и заглушки.
Роботизированный манипулятор выполняет проходы корневого, заполняющего и закрывающего этапов с помощью одного сварочного пистолета, хотя в системе все еще можно настроить несколько процессов.Например, толстостенная труба может потребовать дуговой сварки в газовой среде (GMAW) для корневого прохода и дуговой сварки под флюсом (SAW) для проходов заполнения и заглушки.
Большинство работ по сварке катушек редко состоят только из прямых соединений труба с трубой, а вместо этого включают использование одного изогнутого колена, фланца или другой формы, которая требует места для вращения при вращении трубы под сварочным пистолетом. Робот и система поворотного позиционирования обеспечивают необходимый зазор, поэтому колена труб и аналогичные формы могут свободно вращаться, не ударяясь ни об пол, ни о сварочную тележку.
Рядом с концом манипулятора робота находится камера технического зрения, которая фокусируется на дуге под углом примерно 90 градусов. Сварочная горелка приближается к стыку под углом 45 градусов вниз с дополнительным углом 30 градусов, имитируя сварку трубы под уклон. Камера видит распределение тепла в сварочной ванне, которое коррелирует с тем, как в ней циркулирует металл. Когда зазор изменяется, изменяется распределение тепла и характеристики сварочной ванны. Подобно человеку, сварщику труб, автоматика реагирует, изменяя параметры сварки на лету.
Система непрерывно анализирует изображение корневой сварочной ванны, записанное видеокамерой, встроенной в конец манипулятора робота.
«Он реагирует, регулируя скорость движения, скорость подачи проволоки, напряжение дуги и ширину колебаний, — сказал Надо, — так что все поддерживается на правильном уровне по отношению к сварочной ванне, и он подталкивает горячий металл к сварочной ванне. низ.»
Адаптация требует некоторых сложных алгоритмов управления, потому что один параметр не обязательно прямо пропорционален другому параметру. Когда система увеличивает скорость движения, она также увеличивает скорость подачи проволоки, но не обязательно в той же пропорции, что и скорость движения.
Когда система увеличивает скорость движения, она также увеличивает скорость подачи проволоки, но не обязательно в той же пропорции, что и скорость движения.
Адаптивные характеристики становятся очень заметными при наложении валика поверх прихваточных швов. «Эти прихватки с полным проваром, конечно, остаются в сварном шве», — сказал Надо. «Когда вы проходите прихватки, вы видите, как машина внезапно реагирует на изменение характеристик сварного шва, увеличивая проплавление. Как только он пройдет галсовку, он немедленно вернется к предыдущим параметрам.”
Для корневого прохода система использовала чистый CO 2 для защиты передачи короткого замыкания. «CO 2 увеличивает поверхностное натяжение жидкой стали, — сказал Надо, — и это является преимуществом, если вы хотите отвести много тепла в сварочную ванну [для проплавления], но при этом не допустить его расплавления». Вот почему в предыдущих итерациях технологии использовалось экранирование из чистого CO 2 со специализированными источниками питания, такими как Lincoln Electric’s Surface Tension Transfer ® , чтобы обеспечить полное проникновение во время критического корневого прохода, а затем — обычный источник питания (GMAW, FCAW, или SAW, в зависимости от приложения) для проходов заполнения и крышки.Но в последней версии технологии используются цифровые контроллеры массового расхода защитного газа, что позволяет системе подавать необычную газовую смесь. По словам Надо, это помогает обеспечить хорошие характеристики проникновения даже при использовании обычного источника питания.
«Мы обнаружили, что если вы добавите немного аргона в CO 2 , вы можете получить почти такую же хорошую дугу с обычным источником питания, как и с источником питания STT», — сказал Надо, добавив, что STT все еще это вариант, если приложение требует этого.
Эта необычная газовая смесь — 25 процентов аргона и 75 процентов CO 2 — нестабильна при смешивании в баллоне, поэтому контроллер потока смешивает газ из двух баллонов и отправляет его в сварной шов для устранения критического корня короткого замыкания.