Эхо импульсный метод ультразвукового контроля: Репозиторий Самарского национального исследовательского университета имени академика С.П. Королёва: Недопустимый идентификатор
Содержание
Эхо- метод ультразвукового контроля. — КиберПедия
Навигация:
Главная
Случайная страница
Обратная связь
ТОП
Интересно знать
Избранные
Топ:
История развития методов оптимизации: теорема Куна-Таккера, метод Лагранжа, роль выпуклости в оптимизации…
Когда производится ограждение поезда, остановившегося на перегоне: Во всех случаях немедленно должно быть ограждено место препятствия для движения поездов на смежном пути двухпутного…
Методика измерений сопротивления растеканию тока анодного заземления: Анодный заземлитель (анод) – проводник, погруженный в электролитическую среду (грунт, раствор электролита) и подключенный к положительному…
Интересное:
Лечение прогрессирующих форм рака: Одним из наиболее важных достижений экспериментальной химиотерапии опухолей, начатой в 60-х и реализованной в 70-х годах, является…
Уполаживание и террасирование склонов: Если глубина оврага более 5 м необходимо устройство берм.
Варианты использования оврагов для градостроительных целей…
Берегоукрепление оползневых склонов: На прибрежных склонах основной причиной развития оползневых процессов является подмыв водами рек естественных склонов…
Дисциплины:
Автоматизация Антропология Археология Архитектура Аудит Биология Бухгалтерия Военная наука Генетика География Геология Демография Журналистика Зоология Иностранные языки Информатика Искусство История Кинематография Компьютеризация Кораблестроение Кулинария Культура Лексикология Лингвистика Литература Логика Маркетинг Математика Машиностроение Медицина Менеджмент Металлургия Метрология Механика Музыкология Науковедение Образование Охрана Труда Педагогика Политология Правоотношение Предпринимательство Приборостроение Программирование Производство Промышленность Психология Радиосвязь Религия Риторика Социология Спорт Стандартизация Статистика Строительство Теология Технологии Торговля Транспорт Фармакология Физика Физиология Философия Финансы Химия Хозяйство Черчение Экология Экономика Электроника Энергетика Юриспруденция
⇐ ПредыдущаяСтр 2 из 5Следующая ⇒
Эхо-метод ультразвуковой дефектоскопии основан на излучении в контролируемое изделие коротких зондирующих импульсов ирегистрации эхо-сигнала, отраженного от дефекта. Временной интервал между зондирующим и эхо-импульсами пропорционален глубине залегания дефекта, а амплитуда, в определенных пределах, отражающей способности (размеру) дефекта.
К преимуществам эхо-метода относятся:
· односторонний доступ к изделию;
· относительно большая чувствительность к внутренним дефектам;
· высокая точность определения координат дефектов.
К недостаткам эхо-метода можно отнести:
· низкую помехоустойчивость к поверхностным отражателям;
· резкую зависимость амплитуды эхо-сигнала от ориентации дефекта;
· невозможность контроля качества акустического контакта в процессе перемещения ПЭП, так как при отсутствии дефектов на выходе отсутствуют какие-либо сигналы.
Несмотря на указанные недостатки, эхо-метод является наиболее распространенным методом ультразвуковой дефектоскопии изделий. С помощью этого метода обнаруживают более 90%дефектов в железнодорожных рельсах.
Отличительной особенностью метода является то, что при контроле изделий регистрируются и анализируются практически все сигналы, приходящие из изделия после излучения зондирующих колебаний.
Поэтому при контроле изделий с плоскопараллельными поверхностями возможен одновременный прием эxo-сигналов как от дефекта, так и от противоположной поверхности (Рис.9.6) . Причем временное положение Эхо-сигнала от дефекта относительно зондирующего импульса пропорционально глубине h егозалегания
t= 2h/c,
где с — скорость распространения ультразвуковых колебаний в изделии.
Рис. 9.6. Формирование эхо- и донного сигналов.
Для обнаруженного эхо-импульсным методом дефекта можно измерить три условных размера: условную ширину ΔХ, условную высоту ΔН и условный размер по длине рельса ΔL.
Условный размер ΔL по длине рельсахарактеризуется длиной, зоны в миллиметрах перемещения ПЭП вдоль рельса, в пределах которого формируется сигнал отдефекта (рис. 9.7) при заданной условной чувствительности дефектоскопа.
Условная высота ΔНдефекта – это разность показаний дефектоскопа, снятых при тех же положениях ПЭП, при которых измерялся условный размер ΔL (рис.
9.7).
Рис. 9.7. Измерение условного размера ΔL и условной высоты ΔНдефекта
Условная ширина ΔХдефекта (мм) измеряется по длине зоны между крайними положениями ПЭП, перемещаемого вдоль контролируемого сечения (рис. 9.8).
Рис. 9.8. Измерение условной ширины ΔХ дефекта в головке рельса
Крайними положениями ПЭП при измерениях условных размеров ΔL, ΔН и ΔХ считают положения, при которых амплитуда эхо-сигнала от выявленного дефекта уменьшается до уровня срабатывания автоматического сигнализатора дефектоскопа, настроенного в соответствии с требованиями нормативной документации на контроль конкретного изделия.
⇐ Предыдущая12345Следующая ⇒
Опора деревянной одностоечной и способы укрепление угловых опор: Опоры ВЛ — конструкции, предназначенные для поддерживания проводов на необходимой высоте над землей, водой…
Поперечные профили набережных и береговой полосы: На городских территориях берегоукрепление проектируют с учетом технических и экономических требований, но особое значение придают эстетическим. ..
Папиллярные узоры пальцев рук — маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни…
Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства…
УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ ОБРАЗЦОВ В ПРОЦЕССЕ РАЗРАБОТКИ И ИСПЫТАНИЙ НОВЫХ МАРОК УГЛЕПЛАСТИКА
УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ ОБРАЗЦОВ В ПРОЦЕССЕ РАЗРАБОТКИ И ИСПЫТАНИЙ НОВЫХ МАРОК УГЛЕПЛАСТИКА
Приведены результаты неразрушающих исследований образцов из углепластика на стадиях разработки и испытаний. Для контроля монолитных плит и образцов изогнутой балки из углепластика наиболее подходящим является ультразвуковой эхо-импульсный метод. Показано, что в процессе разработки режимов формования новых марок углепластиков проведение ультразвукового контроля позволяет оптимизировать режим, а на стадиях испытаний – исключать дефектные образцы и оценивать характер и размеры повреждений, появляющихся после испытаний.
Разработка новых полимерных композиционных материалов, технологий изготовления из них образцов и конструкций [1–7], а также проведение испытаний неразрывно связаны с неразрушающими методами контроля. Благодаря проведению неразрушающего контроля (НК) появляется возможность контролировать качество выпускаемой продукции без ее разрушения, проводить корректирующие мероприятия по выбору режимов изготовления, исключать дефектные образцы из проведения различных прочностных испытаний, а также обнаруживать дефекты, появляющиеся в процессе самих испытаний, и оценивать их размеры.
Работа выполнена в рамках реализации комплексной научной проблемы 2.3. «Методы неразрушающих исследований и контроля» («Стратегические направления развития материалов и технологий их переработки на период до 2030 года») [8].
Для НК полимерных композиционных материалов широко применяют акустические [9–13] и радиационные методы [13–16]. Тем не менее предпочтение отдают акустическим методам ввиду их бóльших возможностей и безопасности, из которых наибольшее применение находят эхо-импульсный, теневой, импедансный и ударно-акустический методы. При контроле монолитных изделий из углепластика предпочтение отдают эхо-импульсному методу ввиду его более высокой чувствительности контроля, большей информативности, а также ввиду использования одностороннего доступа к объекту контроля. В случае высокого затухания в углепластике объекты контроля контролируют ультразвуковым амплитудным теневым методом.
В настоящее время разрабатывается большое количество новых марок углепластиков для авиационной и космической промышленности (для изготовления деталей и конструкций различного назначения – от высоконагруженных деталей и конструкций до различных деталей интерьера).
Одной из основных задач при разработке новых марок углепластиков является правильный выбор режимов их изготовления. Неправильный подбор режима формования, сборки пакета перед формованием может привести к появлению в готовой продукции различных несплошностей (дефектов) – как правило, это высокая пористость или недопропитка. Проведение НК в процессе выбора режимов формования позволяет оптимизировать режимы благодаря обнаружению появляющихся зон с несплошностями и исключить их появление в будущем.
При проведении различных физико-механических испытаний при разработке новых марок углепластиков наличие дефектов в испытываемых образцах может привести к большому разбросу значений определяемых характеристик. Кроме того, если все испытываемые образцы будут дефектными, то определяемые механические характеристики разрабатываемых материалов могут быть заведомо заниженными. Поэтому очень важно перед проведением испытаний проверять образцы на наличие дефектов методами НК. Особенно важно проводить контроль с его максимально возможной чувствительностью, чтобы выявлять не только крупные дефекты, но и мелкие, оказывающие влияние на результаты механических испытаний.
Например, наличие повышенной пористости в углепластике может привести при испытаниях к снижению прочности при сжатии и сдвиге на 20–40 % [17].
Не менее важным является проведение НК образцов из углепластика в процессе и после воздействия механических нагрузок и климатических факторов. В данном случае необходимо определить, например, размер ударного повреждения или разрушений после испытаний, а также оценить степень накопления микроповреждений в образцах.
Материалы и методы
Для проведения исследований по НК образцов из углепластика на различных стадиях их разработки и испытаний использовали: образцы из углепластика, отформованные по двум разным режимам; фрагменты панелей изогнутой балки до и после механических испытаний; плоские плиты с мелкими дефектами; образцы с ударными повреждениями; разрушенный образец после испытаний на изгиб.
В качестве оборудования, применяемого при проведении исследований, использовали автоматизированную ультразвуковую установку ScanMaster LS-500 с фокусированным ультразвуковым иммерсионным преобразователем с рабочей частотой 5 МГц и дефектоскоп OmniScan MX с ультразвуковыми линейной и секторной фазированными решетками с рабочей частотой 5 МГц. Для анализа и обработки результатов применяли специальное программное обеспечение.
Исследования проводили ультразвуковым эхо-импульсным методом с использованием продольных акустических волн.
Результаты и обсуждение
Ультразвуковой контроль углепластиков
в процессе выбора оптимальных режимов формования
Выявление несплошностей (пористости, непропитки) на этапе выбора режимов формования при разработке новых марок углепластиков является очень важной и актуальной задачей. Одной из вспомогательных операций может быть проведение ультразвукового неразрушающего контроля. Особенно это относится к формованию углепластиков по безавтоклавным технологиям и методом инфузии. Неразрушающий ультразвуковой контроль плоскопараллельных монолитных плит из углепластика после их формования проводят с применением ультразвуковых дефектоскопов и обычных одноэлементных преобразователей или линейных фазированных решеток путем продольно-поперечного сканирования по всей поверхности плиты с построением С-сканов (результатов контроля в виде цветных изображений на виде в плане).
На рис. 1, а, б в виде С-сканов по донному эхо-сигналу показаны результаты ультразвукового контроля плит из углепластика, отформованных по вакуумно-препреговой технологии. Данные исследования проведены с использованием дефектоскопа OmniScan MX, ультразвуковой линейной фазированной решетки Olympus NDT 5L-64-NW1 с рабочей частотой 5 МГц и специального кодировщика для построения С-скана. На С-сканах каждой точке цветного изображения соответствует определенная величина амплитуды эхо-сигнала, отраженного от донной поверхности образца. Градации от белого до красного соответствует величина амплитуды сигнала от 0 до 100 % высоты экрана А-скана дефектоскопа. Чем выше амплитуда эхо-сигнала от донной поверхности, тем лучше ультразвуковой сигнал проходит через исследуемый образец.
Рис. 1. С-сканы по донному эхо-сигналу плит из углепластика, отформованных по вакуумно-препреговой (а, б) и автоклавной технологиям (в, г) с нарушением сборки пакета и по неоптимальному режиму (а, в), а также с соблюдением операции сборки и по оптимальному режиму (б, г)
Как видно из результатов, представленных на рис. 1, а, б, при неверно подобранном режиме формования, а также при различных нарушениях сборки пакета перед формованием могут появляться зоны с различными несплошностями, в основном в виде повышенной пористости, что в свою очередь приводит к снижению амплитуды донных эхо-сигналов в этих зонах. При оптимальном режиме формования образцы формуются с допустимой величиной пористости, равномерной по всей площади формуемой плиты, и на С-скане амплитуда донных эхо-сигналов при этом практически равномерная по всей площади.
Пример неверно подобранного режима, приводящего к увеличению пористости в образце из углепластика, представлен на рис. 1, в, г. В данном случае формование осуществляли по автоклавной технологии. Для проведения исследований использовали автоматизированную ультразвуковую установку ScanMaster LS-500 с фокусированным ультразвуковым иммерсионным преобразователем с рабочей частотой 5 МГц. На рис. 1, в видно, что из-за неверно подобранного режима в плите образовались зоны с повышенной пористостью (синего цвета).
К появлению зон с повышенной пористостью в изготавливаемых плитах даже в случае соблюдения всех оптимальных условий формования (сборки пакета и режима формования) также может привести использование некачественного препрега, что тоже может быть зафиксировано при проведении ультразвукового НК.
Ультразвуковой контроль углепластиков перед проведением испытаний
При разработке новых марок углепластиков с целью определения их физико-механических характеристик проводят большое количество механических испытаний, поэтому очень важно перед их проведением убедиться в отсутствии различных видов несплошностей в испытываемых образцах, которые могут оказать существенное влияние на результат испытаний. Для этого осуществляют НК заготовок (плит) перед их резкой на образцы. В этом случае контроль проводят по разработанной технологии с использованием специальных настроечных образцов с контрольными отражателями, характеризующими чувствительность контроля. Для контроля используют ультразвуковые дефектоскопы с одноэлементными преобразователями либо линейными фазированными решетками. Для повышения чувствительности и разрешающей способности применяют фокусированные ультразвуковые преобразователи, в случае с фазированной решеткой используют аппаратную фокусировку.
На рис. 2 показано обнаружение небольших дефектов (размером 14 и 36 мм2) типа расслоений, которые в зависимости от вида испытаний могут оказать влияние на результат. Исследования проведены с использованием дефектоскопа OmniScan MX, ультразвуковой линейной фазированной решетки Olympus NDT 5L-64-NW1 с рабочей частотой 5 МГц.
Рис. 2. С-скан плиты из углепластика с дефектами размером 14 и 36 мм2
Чем меньше образец для испытания, тем более жесткие требования предъявляют к минимальным допустимым дефектам в этих образцах. С помощью ультразвукового контроля в некоторых углепластиках удается достичь его чувствительности, эквивалентной выявлению плоскодонного отражателя диаметром 2 мм.
Типичными дефектами, которые также могут появиться в плитах после их формования и перед резкой на образцы, являются посторонние включения в виде различных технологических пленок, используемых при сборке пакета для формования. Иногда при сборке пакета просто забывают снять пленку со слоя препрега. Данный вид дефекта можно обнаружить с помощью ультразвукового метода НК. На рис. 3 приведен результат контроля плиты из углепластика толщиной 6 мм, в которой на одной из половинок слоя препрега с углом укладки 45 градусов обнаружена не снятая в процессе укладки слоев пленка.
Рис. 3. С-скан плиты из углепластика с посторонним включением в виде пленки
Одним из механических испытаний при разработке новых марок углепластика является изгиб изогнутой балки. Основная сложность НК образцов для испытаний изогнутой балки заключается в контроле радиусных зон. Для контроля таких зон нашли применение секторные фазированные решетки. На рис. 4 проиллюстрировано расположение секторной фазированной решетки на панели изогнутой балки при проведении ультразвукового НК.
Рис. 4. Положение секторной фазированной решетки при проведении ультразвукового неразрушающего контроля радиусной зоны
Исследование панелей изогнутой балки проводили с применением дефектоскопа OmniScan MX, ультразвуковой линейной фазированной решетки Olympus NDT 5L-64-NW1 и секторной фазированной решетки 5СС10. 2-16-R1 с рабочими частотами 5 МГц. При использовании секторных фазированных решеток необходимо изготавливать специальные линии задержек (призмы или локальные иммерсионные ванны) с размерами, требования к которым приведены в работе [18].
На рис. 5 представлены результаты проведения ультразвукового НК радиусной зоны панелей изогнутой балки без дефектов и с дефектами типа пустот и расслоений.
Рис. 5. Результаты проведения ультразвукового неразрушающего контроля радиусной зоны панелей изогнутой балки с дефектами типа пустот и расслоений (а), а также без дефектов (б)
Обнаружение и определение размеров разрушения образцов
в процессе механических испытаний
При проведении усталостных испытаний углепластиков в некоторых случаях следует определять степень накопления микроповреждений в образцах, которые в свою очередь приводят к изменению прочностных свойств испытываемого материала.
Для оценки изменения прочностных свойств объекта контроля (определения степени накопления микроповреждений) в процессе усталостных испытаний в результате его повреждения необходимо построить зависимость между интересующей прочностной характеристикой и параметром НК. Для этого требуется записывать на образцах информативные акустические сигналы неразрушающего ультразвукового контроля в процессе усталостных испытаний, затем вычислять значения параметров неразрушающей диагностики с параллельным определением прочностных характеристик образцов, претерпевших заданное количество циклов усталостного нагружения, путем механических испытаний. Методы технической диагностики являются косвенными и основаны на установлении корреляционных связей между параметрами диагностики и физико-механическими характеристиками полимерных композиционных материалов путем сопоставления результатов неразрушающих и разрушающих испытаний. При наличии готовой корреляционной зависимости можно после предварительной записи нужного акустического сигнала и вычисления параметра диагностики оценить по построенной зависимости ту прочностную характеристику объекта контроля, для которой построена эта зависимость.
Основными микро- и макроповреждениями, образующимися в результате усталостного воздействия на образцы из полимерных композиционных материалов, являются микротрещины по границам «матрица–волокно» и микротрещины, растущие от присутствующих в образцах пор. При этом размеры повреждений не превышают 200 мкм до момента разрушения, когда микротрещины лавинообразно разрастаются и объединяются в макротрещины и расслоения. С повышением степени механического воздействия (количества циклов усталостного нагружения) в материале образцов увеличивается количество повреждений.
Применение ультразвукового эхо-импульсного метода НК можно объяснить тем, что любые нарушения структуры материала, а в особенности микротрещины, снижающие прочность, частично отражают ультразвуковые волны, увеличивая прямое рассеяние и уменьшая энергию основного фронта волн, а также увеличивают общее поглощение и рассеяние ультразвуковых волн, что в конечном итоге является информативным параметром метода. Количественное поглощение и рассеяние оценивают параметрами диагностики, которые можно вычислить несколькими различными способами.
Исследованы образцы из углепластика размером 5×25×250 мм до и после усталостных испытаний с различным количеством циклов нагружения при максимальной амплитуде цикла 0,8 от предела прочности. Исследования проводили с использованием ультразвукового дефектоскопа OmniScan MX и ультразвуковой линейной фазированной решетки Olympus NDT 5L-64-NW1 с рабочей частотой 5 МГц. Результаты контроля эхо-импульсным методом по величине первого донного сигнала, который обратно пропорционален величине затухания, приведены в виде С-сканов по поверхности образцов на рис. 6. Можно заметить резкое падение донного сигнала с ростом числа циклов нагружения.
Рис. 6. С-сканы образца по донному эхо-сигналу в процессе усталостных испытаний в зависимости от количества циклов нагружения
Одним из физико-механических испытаний при разработке новых марок углепластиков является определение прочности при сжатии после удара. Данное испытание проводят в два этапа: сначала на образец оказывают ударное воздействие с использованием специального копра, после чего образец подвергают сжатию. Немаловажным является определение площади ударного повреждения после ударного воздействия – значение этого показателя впоследствии используют для определения расчетной характеристики прочности. В данном случае ультразвук является одним из оптимальных методов определения площади повреждения. Для этого, как и при контроле плоских плит после формования и перед механическими испытаниями, проводят сканирование образца по всей его площади одноэлементным преобразователем или линейной фазированной решеткой с сохранением результатов контроля и последующей обработкой данных с помощью специальных программ. Фиксирование границ повреждения осуществляют либо по отраженным сигналам от несплошностей, либо по величине амплитуды эхо-сигналов от донной поверхности образца. Для этой цели также можно использовать амплитудный теневой метод ультразвукового контроля. На рис. 7 приведены С-сканы образца из углепластика толщиной 6,5 мм после ударного воздействия. Сканирование образца осуществляли с помощью дефектоскопа OmniScan MX, ультразвуковой линейной фазированной решетки Olympus NDT 5L-64-NW1 с рабочей частотой 5 МГц и специального кодировщика для построения С-скана.
Рис. 7. С-сканы по амплитуде (а) и по глубине (б) образца из углепластика с ударным повреждением
При испытаниях на трехточечный изгиб или методом изогнутой балки происходит разрушение (расслаивание) образцов. Требуется определить размеры получаемых разрушений. Разрушения в данном случае определяют тем же методом, что и при контроле плит до проведения испытания. Небольшой сложностью при проведении контроля испытанных образцов является появление неровных участков поверхности, которые оказывают влияние на создание акустического контакта между поверхностью образца и преобразователем. На рис. 8 приведен результат ультразвукового контроля образца из углепластика после испытаний на трехточечный изгиб.
Рис. 8. Результаты проведения ультразвукового неразрушающего контроля образца из углепластика после испытаний на трехточечный изгиб
Рис. 9. Результаты проведения ультразвукового неразрушающего контроля образца из углепластика после испытаний методом изогнутой балки
На рис. 9 представлен результат ультразвукового контроля плоской части образца из углепластиков после испытаний методом изогнутой балки. Контроль радиусной зоны образца осуществляют аналогично контролю панелей изогнутой балки перед их резкой на образцы для испытания (рис. 4). Радиусная зона после испытаний расслаивается полностью по ширине образца с переходом расслоения в его монолитную часть. Результат проведения ультразвукового контроля радиусной зоны образца после испытания будет аналогичным результату, показанному на рис. 5, а.
Заключения
Приведенные в данной статье результаты ультразвуковых исследований образцов из углепластика – от разработки до изготовления опытной партии – показывают важное значение НК. Для проведения НК монолитных образцов при разработке новых марок углепластиков хорошо подходит ультразвуковой эхо-импульсный метод. При выборе режимов формования метод позволяет находить аномальные зоны в отформованных плитах и скорректировать режим, перед проведением испытаний находить дефектные зоны и исключать их из испытаний, а при проведении испытаний определять состояние материала (степень поврежденности) и оценивать размеры поврежденных участков образцов. Чувствительность контроля углепластиков может достигать 2 мм в зависимости от акустических свойств материала.
Следует отметить, что, несмотря на хорошую эффективность ультразвукового эхо-импульсного метода при контроле монолитных изделий из углепластика, существуют углепластики с довольно большим затуханием ультразвука, а также 3D-армированные углепластики, для которых данный метод не подходит. В таких случаях необходимо применять ультразвуковой амплитудный теневой метод.
ЛИТЕРАТУРА REFERENCE LIST
1. Раскутин А.Е. Российские полимерные композиционные материалы нового поколения, их освоение и внедрение в перспективных разрабатываемых конструкциях // Авиационные материалы и технологии. 2017. № S. С. 349–367. DOI: 10.18577/2071-9140-2017-0-S-349-367.
2. Каблов Е.Н. Из чего сделать будущее? Материалы нового поколения, технологии их создания и переработки – основа инноваций // Крылья Родины. 2016. № 5. С. 8–18.
3. Каблов Е.Н. Материалы нового поколения – основа инноваций, технологического лидерства и национальной безопасности России // Интеллект и технологии. 2016. № 2 (14). С. 16–21.
4. Каблов Е.Н. ВИАМ: материалы нового поколения для ПД-14 // Крылья Родины. 2019. № 7–8. С. 54–58.
5. Железина Г.Ф., Соловьева Н.А., Макрушин К.В., Рысин Л.С. Полимерные композиционные материалы для изготовления пылезащитного устройства перспективного вертолетного двигателя // Авиационные материалы и технологии. 2018. № 1 (50). С. 58–63. DOI: 10.18577/2071-9140-2018-0-1-58-63.
6. Тимошков П.Н. Оборудование и материалы для технологии автоматизированной выкладки препрегов // Авиационные материалы и технологии. 2016. № 2 (41). С. 35–39. DOI: 10.18577/2071-9140-2016-0-2-35-39.
7. Иванов Н.В., Гуревич Я.М., Хасков М.А., Акмеев А.Р. Изучение режима отверждения связующего ВСЭ-34 и его влияния на механические свойства // Авиационные материалы и технологии. 2017. № 2 (47). С. 50–55. DOI: 10.18577/2071-9140-2017-0-2-50-55.
8. Каблов Е.Н. Стратегические направления развития материалов и технологий их переработки на период до 2030 года // Авиационные материалы и технологии. 2012. № S. С. 7–17.
9. Бойчук А.С., Генералов А.С., Далин М.А., Диков И.А. Контроль монолитных деталей и конструкций авиационной техники, изготавливаемых из ПКМ, ультразвуковым методом неразрушающего контроля с использованием фазированных решеток // Основные тенденции, направления и перспективы развития методов неразрушающего контроля в аэрокосмической отрасли: сб. трудов X Всерос. конф. «ТестМат». М.: ВИАМ, 2018. С. 18–31. URL: https://conf.viam.ru/sites/default/files/uploads/proceedings/1063.pdf (дата обращения: 07.05.2021).
10. Papa I., Lopresto V., Langella A. Ultrasonic inspection of composites materials: Application to detect impact damage // International Journal of Lightweight Materials and Manufacture. 2021. Vol. 4. Is. 1. P. 37–42. DOI: 10.1016/j.ijlmm.2020.04.002.
11. Bossi R.H., Georgeson G.E. Nondestructive testing of aerospace composites // Polymer Composites in the Aerospace Industry. Second Edition. 2020. P. 461–489. DOI: 10.1016/B978-0-08-102679-3.00016-2.
12. Стариковский Г.П., Карабутов А.А., Курятин А.А. Неразрушающий контроль интегральных конструкций из полимерных композиционных материалов // В мире неразрушающего контроля. 2011. № 4. С. 61–65.
13. Неразрушающий контроль: справочник: в 7 т. / под общ. ред. В.В. Клюева. М.: Машиностроение, 2004. Т. 3: Ультразвуковой контроль / И.Н. Ермолов, Ю. В. Ланге. 864 с.
14. Косарина Е.И., Степанов А.В. Радиографический контроль сотовых конструкций // В мире неразрушающего контроля. 2003. № 3. С. 12–15.
15. Бойцов Б.В., Васильев С.Л., Громашев А.Г. Методы неразрушающего контроля, применяемые для конструкций из перспективных композиционных материалов // Труды МАИ. 2011. № 49. С. 63–74.
16. Троицкий В.А., Карманов М.Н., Троицкая Н.В. Неразрушающий контроль качества композиционных материалов // Техническая диагностика и неразрушающий контроль. 2014. № 3. С. 29–33.
17. Диков И.А., Бойчук А.С., Далин М.А., Чертищев В.Ю., Генералов А.С. Связь прочностных характеристик, пористости и данных ультразвукового контроля для образцов из ПКМ, полученных по автоклавной и инфузионной технологиям // Контроль. Диагностика. 2018. № 11. С. 40–51.
18. Бойчук А.С. Разработка технологий неразрушающего контроля монолитных конструкций из углепластика с использованием ультразвуковых антенных решеток: дис. … канд. техн. наук. М., 2016. 203 с.
1. Raskutin A.E. Russian polymer composite materials of new generation, their exploitation and implementation in advanced developed constructions. Aviacionnye materialy i tehnologii, 2017, no. S, pp. 349–367. DOI: 10.18577/2071-9140-2017-0-S-349-367.
2. Kablov E.N. What to make the future of? New generation materials, technologies for their creation and processing — the basis of innovation. Krylya Rodiny, 2016, no. 5, pp. 8–18.
3. Kablov E.N. New generation materials – the basis of innovation, technological leadership and national security of Russia. Intellekt i tekhnologii, 2016, no. 2 (14), pp. 16–21.
4. Kablov E.N. VIAM: new generation materials for PD-14. Krylya Rodiny, 2019, no. 7-8, pp. 54–58.
5. Zhelezina G.F., Solovyeva N.A., Makrushin K.V., Rysin L.S. Polymer composite materials for manufacturing engine air particle separation of advanced helicopter engine. Aviacionnye materialy i tehnologii, 2018, no. 1 (50), pp. 58–63. DOI: 10.18577/2071-9140-2018-0-1-58-63.
6. Timoshkov P.N. Equipment and materials for the technology of automated calculations prepregs. Aviacionnye materialy i tehnologii, 2016, no. 2, pp. 35–39. DOI: 10.18577/2071-9140-2016-0-2-35-39.
7. Ivanov N.V., Gurevich Ya.M., Khaskov M.A., Akmeev A.R. Mode studying curing binding VSE-34 and its influences on mechanical properties. Aviacionnyye materialy i tehnologii, 2017, no. 2, pp. 50–55. DOI: 10.18577 / 2071-9140-2017-0-2-50-55.
8. Kablov E.N. The strategic directions of development of materials and technologies of their processing for the period to 2030. Aviacionnye materialy i tehnologii, 2012, no. S, pp. 7–17.
9. Boychuk A.S., Generalov A.S., Dalin M.A., Dikov I.A. Inspection of monolithic parts and structures of aviation equipment made of PCM by ultrasonic non-destructive testing using phased arrays. Main trends, directions and prospects for the development of non-destructive testing methods in the aerospace industry: Collection of articles. Proceedings of the X All-Russia. conf. «TestMat». Moscow: VIAM, 2018, pp. 18–31. Available at: https://conf.viam.ru/sites/default/files/uploads/proceedings/1063.pdf (accessed: May 07, 2021).
10. Papa I., Lopresto V., Langella A. Ultrasonic inspection of composites materials: Application to detect impact damage. International Journal of Lightweight Materials and Manufacture, 2021, vol. 4, is. 1, pp. 37–42. DOI: 10.1016/j.ijlmm.2020.04.002.
11. Bossi R.H., Georgeson G.E. Nondestructive testing of aerospace composites. Polymer Composites in the Aerospace Industry, second edition, 2020, pp. 461–489. DOI: 10.1016/B978-0-08-102679-3.00016-2.
12. Starikovsky G.P., Karabutov A.A., Kuryatin A.A. Non-destructive testing of integral structures made of polymer composite materials. V mire nerazrushayushchego kontrolya, 2011, no. 4, pp. 61–65.
13. Non-destructive testing: reference book in 7 vols. Ed. V.V. Klyuev. Moscow: Mashinostroenie, 2004. Vol. 3: Ultrasonic control, 864 p.
14. Kosarina E.I., Stepanov A.V. Radiographic control of honeycomb structures. V mire nerazrushayushchego kontrolya, 2003, no. 3, pp. 12–15.
15. Boytsov B.V., Vasiliev S.L., Gromashev A.G. Non-destructive testing methods used for structures made of advanced composite materials. Trudy MAI, 2011, no. 49, pp. 63–74.
16. Troitsky V.A., Karmanov M.N., Troitskaya N.V. Non-destructive quality control of composite materials. Tekhnicheskaya diagnostika i nerazrushayushchiy kontrol, 2014, no. 3, pp. 29–33.
17. Dikov I.A., Boychuk A.S., Dalin M.A., Chertishchev V.Yu., Generalov A.S. Relationship between strength characteristics, porosity and ultrasonic control data for PCM samples obtained by autoclave and infusion technologies. Kontrol. Diagnostika, 2018, no. 11, pp. 40–51.
18. Boychuk A.S. Development of technologies for non-destructive testing of monolithic structures made of carbon fiber using ultrasonic antenna arrays: thesis, Cand. Sc. (Tech. ). Moscow, 2016, 203 p.
Разное
Разное
Наша лаборатория оказывает услуги по измерению скорости ультразвука в различных материалах. Нормативные скорости распространения продольных ультразвуковых волн в сталях, сплавах и других материалах приведены в таблице.
Материал
Скорость, м/с
Материал
Скорость, м/с
Алюминий
6260
Алюминиевый сплав Д16Т
6320
Бериллий
12800
Бронза (фосфористая)
3530
Бетоны
2000 — 5400
Базальт
5930
Гипс
4790
Габбро 38
6320
Ванадий
6000
Висмут
2180
Вода
1490
Воздух
331
Вольфрам
5460
Гнейс
7870
Гранит
4450
Глицерин
1923
Железо
5850
Диабаз 85
5800
Золото
3240
Доломит
4450
Дюралюминий
6300
Известняк
6130
Латунь
4430
Известняк 86
4640
Латунь ЛС-59-1
4360
Капрон
2640
Литий
3600
Кадмий
2700
Константан
5240
Кварц плавленый
5930
Манганин
4660
Лабрадорит 44
5450
Марганец
5561
Лед
3980
Медь
4700
Мрамор
6150
Молибден
6290
Магний
5790
Масло трансформаторное
1380
Полистирол
2350
Плексиглас
2670
Платина
3400
Никель
5630
Резина
1480
Ртуть
1450
Сталь коррозийно-стойкая
5660-6140
Олово
3320
Стекло оконное
5700
Осмий
5478
Слюда
7760
Свинец
2160
Стекло органическое
2550
Серебро
3600
Стекло силикатное
5500
Сталь ХН77ТЮР
6080
Сталь Х15Н15ГС
5400
Сталь 20 ГСНДМ
6060
Сталь Ст3
5930
Сталь углеродистая
5900-5940
Сталь аустенитная
5770-6140
Сталь марки 25
5905-5920
Сталь марки 40
5880-5920
Сталь марки 45
5895-5924
Сталь марки У7
5903-5932
Сталь марки У10
5928-5934
Сталь марки 20Х
5784-5932
Ситалл
6740
Текстолит
2920
Сталь 40ХНМА
5600
Тефлон
1350
Сталь ХН70ВМТЮ
5960
Фарфор
5340
Сталь ХН35ВТ
5680
Эбонит
2400
Тантал
4235
Цирконий
4900
Титан
6900
Хром
6845
Цинк
4170
Чугун
3500 — 5600
Шлак (спекшийся флюс) АН-348
6000
Шлак (спекшийся флюс) 48-АФ-1
4000
Кварц плавленный
5930
Мягкие ткани
1450
Лаборатория НТЦ «Эксперт» оказывает услуги по измерению скорости ультразвука в различных материалах. Смотрите так же разделы – Услуги по ультразвуковой дефектоскопии, Обучение и аттестация специалистов УЗК, Ультразвуковые дефектоскопы.
Электромагнитно-акустические преобразователи (ЭМАП) – это относительно новое направление в УЗ контроле. Основное отличие этой технологии состоит в том, что ультразвуковая волна генерируется непосредственно в исследуемом объекте. В основе принципа действия ЭМА преобразователей лежит возбуждение и прием ультразвуковых волн путем воздействия на поверхность электропроводящего объекта переменного и постоянного магнитных полей. Индуктор ЭМАП, через который протекает импульс высокочастотного тока, создает в поверхностном слое металла вихревой ток. В результате совместного действия вихревого тока и поляризующего поля возникают силы Лоренца, обеспечивающие возбуждение ультразвуковых колебаний соответствующего типа. В зависимости от конструктивных параметров индуктора и ориентации поляризующего поля, в процессе контроля возбуждаются сдвиговые SH-волны радиальной или линейной поляризации (индуктор овальной или прямоугольной формы).
С помощью ЭМАП, легко возбудить, например поперечные волны, распространяющиеся по нормали и под углом к поверхности, а так же поперечные нормальные волны. ЭМАП не нагружают поверхность объекта контроля, что позволяет устранить проблемы связанные с реверберационными процессами – явлениями на границе раздела сред в слое контактной или иммерсионной жидкости. Акустический тракт ЭМА дефектоскопа весьма прост, поскольку ультразвуковые волны возбуждаются и распространяются, как правило, только в самом объекте контроля. Только сам объект контроля и содержащиеся в нем неоднородности, способны изменить картину волнового поля.
Имеются основания считать, что поперечные волны распространяющиеся по нормали к поверхности, более чувствительны к некоторым дефектам. Они распространяются вдвое «медленнее» продольных, что создает благоприятные условия для толщинометрии и повышения разрешающей способности при контроле эхо-методом. Применение поперечных волн определенной поляризации позволяет с высокой чувствительностью обнаруживать неудобные для отражения трещины, даже если их плоскость параллельна направлению прозвучивания.
Электромагнитный контакт ЭМАП с поверхностью объекта контроля, в большинстве случаев является гораздо более устойчивым, чем акустический контакт для пьезоэлектрических преобразователей. Колебания опорного «донного сигнала на бездефектных участках, как правило, не превышают 4-6 дБ. Акустическая ось не отклоняется при изменении положения ЭМАП относительно поверхности объекта контроля.
Контактная жидкость является одним из слабых мест традиционных методов УЗК и большинства реализующих их систем. Необходимость применения жидкости все чаще вступает в конфликт с современными металлургическими технологиями. Все труднее обеспечивать необходимые требования по скорости перемещения, температуре и состоянию поверхности объектов контроля. Использование воды, даже с добавлением присадок, часто приводит к коррозии и как следствие к ухудшению товарного вида продукции. Применение электромагнитно-акустических преобразователей не требует применения контактной жидкости и следовательно лишено всех связанных с ней недостатков.
Бесконтактные методы возбуждения акустических волн по средствам ЭМАП существенно расширяют возможности ультразвукового контроля при высоких и низких температурах, шероховатой и загрязненной поверхности объектов, а также в случаях когда по применяемой технологии контактные жидкости применять недопустимо.
Основные преимущества технологии контроля с применением ЭМАП по сравнению с традиционным ультразвуковым контролем
ЭМАП может возбуждать поперечные волны в широком диапазоне частот, что позволяет увеличить измеряемый диапазон и увеличить точность измерений по сравнению со стандартным ПЭП
Отсутствие непосредственного контакта ЭМАП с металлом существенно снижает требования к подготовке поверхности и не требует использования контактной жидкости
Ультразвуковые колебания возбуждаемые электромагнитным полем не чувствительны к перекосам при установке ЭМАП на изделие, устраняя ошибки измерения, вызванные преломлением звука на границе «преобразователь – объект контроля»
Рабочая поверхность может иметь широкий температурный диапазон без риска повреждения датчика
На контроль не влияет угол ввода импульса, поэтому преобразователи не делятся на наклонные и прямые
Бесконтактный преобразователь не подвержен трению и как следствие не изнашивается
Приборы использующие электромагнитно-акустические преобразователи могут работать на объектах сложной формы и трубах малого диаметра
К недостаткам ЭМАП относят их сравнительно низкую чувствительность и помехозащищенность. Одним из возможных методов повышения чувствительности ЭМА-сичткмы является применение когерентной обработки принимаемых сигналов.
Технология ЭМАП
Подпишитесь на наш канал YouTube
В статье использованы материалы журнала «В мире неразрушающего контроля»
«ЭМА преобразователи для ультразвуковых измерений» авторы А.А. Самокрутов, В.Г. Шевалдыкин, В.Т. Бобров, С.Г. Алехин, В.Н. Козлов №2 (40) июнь 2008
«Методы и средства ультразвукового контроля проката с применением электромагнитно-акустических преобразователей» Кириков А.В. № 3 март 1999
Дифракционно-временной метод (ДВМ) был разработан в начале 1970 -х годов коллективом доктора Мориса Силка. Данный метод так же часто называют «времяпролетным», дословно переводя английское название Time-of-flight diffraction (TOFD). С появлением более мощных портативных компьютеров во второй половине 1980-х годов, метод TOFD стал более востребованным, а с начала 2000 года занимает в Европе и США лидирующие позиции по отношению к традиционному эхо-импульсному методу УЗК. Данному методу посвящен ГОСТ ISO 10863-20 Применение дифракционно-временного метода (TOFD).
Физической основой дифракционно-временного метода НК является взаимодействие краев неоднородностей материала с ультразвуковыми волнами. Наличие неоднородности в материале определяется анализом поперечных и продольных волн, при этом основой оценки параметров дефекта, являетсявремя прохождения и приема сигнала, амплитуда волны при контроле методом TOFD во внимание не принимается. После столкновения с дефектами, волна изменяет свое направление и время регистрации в приемнике, в бездефектных структурах это время должно быть близко к эталонному. Обрабатывая принятые сигналы, на экране дефектоскопа создается наглядный образ дефекта.
Для получения и приема продольных (боковых) волн, необходимо расположить два наклонных датчика с обеих сторон сварного шва, при этом необходимо, что бы излучатель и приемник находились на одном уровне. В процессе контроля, продольная волна прямолинейно движется через исследуемый материал и возвращается в приемный ПЭП. При обследовании объектов большой толщины, иногда надо сделать несколько последовательных проходов, но в большинстве случаев достаточно достоверные результаты можно получить за один проход. Теория и практика ультразвукового контроля методом TOFD продемонстрированы на следующих изображениях.
Дифракционно-временной метод является достаточно точным и в некоторых случаях способен полностью заменить использование рентгенографического метода. Согласно анализу результатов полученных в результате применения дифракционно-временного метода и радиографии, метод TOFD позволяет провести измерения размеров дефекта и глубину его залегания в материале. В частности метод TOFD показал себя более чувствительным к таким дефектам как плоскостные трещины. На следующем изображении, показана фиксация дефектов сварного шва выявленных сканером TOFD и на рентгеновском снимке. Из прочих преимуществ денного вида УЗК можно отметить безопасность, практическое отсутствие расходных материалов и быстроту получения результатов.
В таблице приведены некоторые модели, поддерживающие метод TOFD. Подробное описание моделей по ссылкам в таблице.
Proceq Flaw Detector 100
УСД-50 IPS
STARMANS DIO 1000 SFE
SIUI SUPOR
К основным преимуществам метода TOFD можно отнести следующие:
Более высокая точность контроля ±1мм (при повторном проходе ± 0,3мм) и более высокая вероятность обнаружения дефектов. По результатам европейского проекта «Эффективность применения метода TOFD для контроля сварных соединений сосудов под давлением на стадии изготовления» (TOFDPROOF) было проведено сравнение эффективности данного метода с радиографией и традиционнымэхо-импульсным методом УЗК. Результаты исследования приведены в следующей таблице. Таблица также включает данные, полученные проектом KINT, проведенного голландским обществом проверки качества и неразрушающего контроля. Результатом этого исследования стало сравнение данных о вероятности обнаружения реальных и ложных дефектов в контролируемом материале.
Европейский проект TOFDPROOF
Европейский проект KINT
Метод
Вероятность обнаружения дефекта
Вероятность обнаружения ложного дефекта
Вероятность обнаружения дефекта
Вероятность обнаружения ложного дефекта
TOFD
70-90%
<10%
82,4%
11,1%
Радиографический метод
60-70%
Нет данных
60,1%*
10,8%*
Традиционный УЗК
55-65%
Нет данных
52,3%
22,7%
*Использовалось только гамма излучение
Возможность выявления дефектов независимо от их пространственного расположения. Из-за распространения дифрагированных сигналов во всех направлениях, метод TOFD чувствителен фактически к любому типу дефектов, независимо от их ориентации. Благодаря широкому охвату контролируемой поверхности, сигналы малой амплитуды дифрагированные от краев дефекта, выводятся на экране в корректном относительном положении, это снимает необходимость контроля околошовной зоны прямыми преобразователями. Высокую вероятность обнаружения дефектов при проведении контроля методом TOFD можно продемонстрировать на примере обнаружения межваликового несплавления. При контроле TOFD межваликовое несплавление отображается как сплошная линейная индикация. При использовании традиционного метода УЗК, дефекты такого типа выявляются крайне плохо.
Сканирование охватывает весь объем сварного шва вдоль одной линии, повышая эффективность и производительность контроля. При выполнении контроля методом TOFD, скорость получения результатов ограничивается только скоростью самого сканирования. Для ручного контроля околошовной зоны обычной является скорость 100-150 мм/c, скорость автоматизированного контроля, как правило, еще выше. Большое количество проведенных испытаний показали, что при высокой скорости контроля, метод TOFD имеет самую высокую вероятность обнаружения дефектов по сравнению с другими методом неразрушающего контроля. Еще одно преимущество заключаются в том, что данный метод может выявить дефект и измерить его параметры без проведения повторного сканирования, значительно сокращая время проведения контроля и его стоимость. Стоимость работ и сроки их проведения, делают скорость контроля важным фактором, учитываемым при выборе оборудования.
Документирование и хранение результатов контроля в виде Аи В-сканов(D-сканов) с дальнейшей возможностью их повторного анализа. Системы TOFD обеспечивают сохранение результатов контроля на любом цифровом накопителе. Любые сохраненные данные могут быть найдены и повторно воспроизведены. Данная функция может быть полезна при сравнении результатов периодического контроля, проводимого для отслеживания изменений в структуре материала. Хранение цифровых данных позволяет разрабатывать методы способные облегчить проведение анализа, например при подавлении шумов, распознавании образа дефектов, вычитание сигнала с его последующим выделением и многие другие.
Идентичность результатов при повторном проведении контроля. Сканирование сварного соединения методом TOFD выполненное разными специалистами, будет практически идентичным(при использовании тех же преобразователей и параметров настройки аппаратуры). Это делает TOFD очень удобным при отслеживании развития дефектов. Поскольку данные могут храниться в цифровом виде, имеется возможность снизить требования к контроллеру. Если настройку прибора должны выполнять специалисты 2 или 3-го уровня, то сам процесс контроля может проводиться специалистами 1-го уровня квалификации.
Наряду со своими преимуществами метода TOFD имеет ряд общепризнанных ограничений, основные из которых перечислены ниже.
Величина амплитуды эхо-сигнала не используется в методе TOFD для определения величины дефекта. Вметоде TOFD отсутствует простой амплитудный порог для выборки предельно допустимых дефектов с целью их последующей регистрации. Приёмы методов, основанных на измерении амплитуд, в большинстве случаев оказываются непригодными при проведении контроля методом TOFD.
Слабые сигналы от дифрагированных волн. Обычно амплитуда дифрагированных сигналов при контроле TOFD на 20-30dB ниже, чем сигналы, получаемые при контроле эхо-импульсным методом. Электрические помехи -типичная проблема для многих систем TOFD. Для снижения этих помех приходится использовать предусилители, или комбинации генератор + предусилитель.
Наличие «мёртвых зон» у поверхности ввода и обратной поверхности.Самое общепризнанное ограничение TOFD связано с потерей данных в мёртвой зоне. Особенно это заметно у поверхности ввода и противоположной стенке. Однако данный недостаток не представляет серьёзной проблемы, если не требуется оценка размеров дефектов, выходящих на поверхность.
Метод Timeofflightdiffraction (TOFD) обычно применяется для контроля материалов с низким уровнем затухания и рассеивания волн ультразвука, например низколегированной и не легированной углеродистой стали и сварных соединений. Для крупнозернистых материалов требуется дополнительная консолидация и обработка информации.
Наиболее подходящими для контроля являются плоские поверхности или поверхности с небольшой кривизной. Контроль сильно искривленных поверхностей может вызвать затруднения.
Чувствительность к шуму от зёрен металла в материале контролируемого изделия. Большое количество индикаций от дифрагированных сигналов, связанных с неоднородностью структуры сварного шва может быть ошибочно принято за его дефекты.
Метод TOFD требует дополнительной подготовки специалиста проводящего контроль.
Процесс контроля дифракционно-временным методом специалистами компании «Белгазпромдиагностика»
Описание дефектоскопов с функцией контроля дифракционно-временным методом — Starmans DIO 1000PA и Starmans DIO 1000 SFE. Смотрите также раздел Ультразвуковые дефектоскопы В статье использованы материалы сайтов http://www.bmci.by http://tofd-pa.ru
Ультразвуковой контроль сварных соединений с использованием фазированной решётки (PhasedArray) — это современный и наиболее эффективный способ выявления дефектов сварных швов и основного металла. Метод ультразвуковой диагностики с применением фазированной решётки позволяет вести контроль самых сложных объектов, без применения более дорогих (из за расходки) методов, таких как радиографический, магнитопорошковый или капиллярный. По мнению российского общества по неразрушающему контролю (РОНКТД), метод фазированной решетки — это один из наиболее перспективных методов контроля в будущем.
В общем виде принцип ультразвукового контроля основан на способности луча отражаться от дефекта в исследуемом материале. Результат традиционного УЗК выводится в виде А-скана. Метод фазированной решетки это множество А-сканов, количество которых зависит от числа преобразователей в фазированном датчике. В дальнейшем это множество А-сканов преобразуется в S-скан, позволяющий визуализировать структуру материала.
Метод фазированной решетки не противоречит принятым стандартам традиционного УЗК, т.к. является одним из способов генерирования ультразвуковых волн. Например, если нормативом предписан контроль датчиком с углом ввода 45°, это дает возможность использовать фазированную решетку, поскольку генерируя лучи под множеством углов, у контроллера есть возможность выбрать луч с нужным углом и другими регламентированными параметрами.
Среди основных технических преимуществ метода фазированной решетки можно выделить следующие:
результаты контроля с применением метода фазированных решеток, представляются в виде наглядного изображения, что значительно облегчает и ускоряет понимание результатов, повышая их точность
возможность генерации преобразователем разных углов ввода сигнала, что намного увеличивает контролируемую зону и скорость сканирования
гибкость при контроле изделий сложной формы
возможность записи данных в режиме реального времени
простота настройки и сохранение неограниченного числа настроек
Преобразователь фазированной решетки, представляет из себя множество пьезоэлектрических элементов, объединенных в одном датчике. Генератор осуществляет контроль всех элементов формирующих лучи и выдает амплитудный сигнал в режиме реального времени, который эквивалентен стандартному А-скану. Угол излучения фазированного датчика управляется программно и может охватывать достаточно большой объем исследуемого материала без физического перемещения самого датчика. Такой подход снимает необходимость использовать множество преобразователей с различными углами ввода, что ускоряет работу и уменьшает износ контактной поверхности ПЭП.
В таблице приведены некоторые модели поддерживающие метод фазированной решетки. Подробное описание моделей по ссылкам в таблице.
Proceq Flaw Detector 100
А1550 IntroVisor
STARMANS DIO 1000 PA
SIUI SUPOR
SIUI SyncScan
УСД-60ФР
Фазированные датчики представляют собой объединенное на одной пьезоэлектрической пластине множество ультразвуковых преобразователей. Все датчики имеют один ряд элементов, то есть являются линейными фазированными преобразователями, управляющимися в одной плоскости. Каждый элемент решетки синхронизируется индивидуально и управляется процессором дефектоскопа. Перемещая курсор по краям дефекта (курсор представлен в декартовых координатах) можно получить довольно полную информацию о размерах дефекта, его глубине и площади. Преобразователи дефектоскопов на фазированной решетке чаще всего изготавливаются в двух видах: малые с 16 элементами и большие с 32 элементами.
Видео Опыт применения дефектоскопов с фазированными решётками при контроле аустенитных сварных соединений
Видео Метод ФР. Теория
Лидеры продаж
Комплект ВИК «Сварщик»
Комплект ВИК «Энергетик»
Учебные плакаты по неразрушающему контролю
Фотоальбом дефектов основного металла
Комплект ВИК «Поверенный»
Гель для УЗК «Сигнал-1»
Универсальный шаблон сварщика УШС-3
Альбом радиографических снимков
Магнитный прижим П-образный
Документы
ОПРОС:
Какое оборудование кроме НК вас интересует:
Геодезическое
Тех. диагностика
Строительное
Другое
Ультразвуковой Контроль (УЗК) — Лаборатория Контроля Нефти и Газа
Navigation
О нас
Обслуживаемые отрасли
Виды деятельности
Контакты
Ультразвуковой Контроль (УЗК)
Ультразвуковой Контроль (УЗК) это метод основанный на исследовании процесса распространения ультразвуковых колебаний с частотой 0,5 — 25 МГц в контролируемых изделиях с помощью специального оборудования — ультразвукового преобразователя и дефектоскопа. Является одним из самых распространённых методов неразрушающего контроля.
Суть метода заключается в способности высокочастотных колебаний проникать в металл и отражаться от поверхности трещин, пустот и других несплошностей. Методы ультразвуковой дефектоскопии позволяют производить контроль сварных соединений, сосудов и аппаратов высокого давления, трубопроводов, поковок, листового проката, пластика, бетона и другой продукции.
Ультразвуковой контроль не разрушает и не повреждает исследуемый образец, что является его главным преимуществом. Возможно проводить контроль изделий из разнообразных материалов, как металлов, так и неметаллов.С помощью ультразвукового контроля можно очень точно определить местонахождение дефекта. Кроме того можно выделить высокую скорость исследования при низкой стоимости и опасности для человека (по сравнению с рентгеновской дефектоскопией) и высокую мобильность ультразвукового дефектоскопа.
Ультрозвуковая Толщинометрия (УЗТ)
Ультразвуковая толщинометрия – основной метод, применяемый с целью оценки фактического значения толщины стенок элементов конструкций способом однократных измерений в местах, недоступных для измерения толщины механическим измерительным инструментом. С помощью ультразвуковых толщиномеров может быть измерена толщина изделий из большинства конструкционных материалов, таких как металлы, пластики, керамика, композиты, эпоксидная смола и стекло, а также толщина слоя жидкости или биологических образцов
Наиболее часто используемые приборы – ультразвуковые толщиномеры, которые измеряют время прохождения ультразвукового импульса от излучателя до противоположной поверхности объекта контроля и обратно к преобразователю. Для проведения таких измерений доступ к противоположной поверхности объекта контроля не требуется.
Эхо-метод или эхо-импульсный метод
Эхо-метод или эхо-импульсный метод, наиболее распространённый: ультразвуковой датчик генерирует колебания и он же являтся приемником -принимает отражённые от дефектов эхо-сигналы. Этот способ получил широкое применение за счёт своей простоты, так как для проведения ультразвукового контроля требуется только один датчик, следовательно при ручном контроле отсутствует необходимость в специальных приспособлениях для его фиксации (как, например, в дифракционно-временном методе) и совмещении акустических осей при использовании двух преобразователей. Кроме того, это один из немногих методов ультразвуковой дефектоскопии, позволяющий достаточно точно определить координаты дефекта, такие как глубину залегания и положение в исследуемом объекте (относительно преобразователя).
Метод ультразвуковой диагностики с применением фазированной решётки
Метод ультразвуковой диагностики с применением фазированной решётки, позволяет вести контроль самых сложных объектов, без применения более дорогих (из за расходки) методов, таких как радиографический, магнитопорошковый или капиллярный. По мнению российского общества по неразрушающему контролю (РОНКТД), метод фазированной решетки — это один из наиболее перспективных методов контроля в будущем.
В общем виде принцип ультразвукового контроля основан на способности луча отражаться от дефекта в исследуемом материале. Результат традиционного УЗК выводится в виде А-скана. Метод фазированной решетки это множество А-сканов, количество которых зависит от числа преобразователей в фазированном датчике. В дальнейшем это множество А-сканов преобразуется в S-скан, позволяющий визуализировать структуру материала.
Картирование коррозии
Картирование коррозии — это метод изучения материала, толщина которого вследствие окисления или эрозии уменьшилась. Основными решениями для картирования коррозии являются: прогрессивная матрица, традиционные ультразвуковые и 3D-сканеры.
В настоящее время картирование коррозии является одной из наиболее часто используемых методик УЗК. Онапредоставляет инженерам и дефектоскопистам надёжную информацию об остаточной толщине стенки и внутренней геометрии объекта (оборудования, трубопровода). Полученная информация позволяет определить скорость коррозии, оценить долговечность оборудования, установить циклы ТО и ремонта.
Картирование коррозии широко используется в нефтегазовой промышленности для проверки трубопроводов, сосудов высокого давления, резервуаров для хранения и реакторов.
В ОДК-Сатурн введен ультразвуковой контроль деталей для перспективных двигателей
На рыбинском предприятии «ОДК-Сатурн» (входит в Объединенную двигателестроительную корпорацию Ростеха) введена в эксплуатацию автоматизированная система ультразвукового контроля. Установка позволяет выявлять дефекты в деталях со сложной пространственной геометрией. Новый метод используется для работы с деталями из полимерных композиционных материалов для новейших двигателей ПД-14 и ПД-35.
Автоматизированная система ультразвукового контроля имеет двенадцать программируемых осей перемещения, а также иммерсионную ванну с циркуляцией воды и зону струйного контроля. Особенность такой установки — распространение ультразвуковых колебаний через высокопроницаемую, по сравнению с воздухом, водную среду.
«Основные объекты контроля — детали и сборочные единицы, изготовленные из полимерно-композиционных материалов. Это рабочие лопатки вентилятора и лопатки спрямляющего аппарата, изготовленные по технологии «3D-ткачества», а также прирабатываемые панели, стекатели, створка реверсивного устройства, платформа вентилятора и другие детали, изготовленные по препреговой технологии», — отметил главный инженер опытного завода ПАО «ОДК-Сатурн» Сергей Заводов.
Детали и сборочные единицы имеют развитую в пространстве геометрию, а также разную схему армирования и толщину. Для проведения контроля таких сложных объектов необходимо разделять поверхность сканирования на несколько зон и использовать для каждой различные датчики, а также собственные настройки дефектоскопа. Новое оборудование позволяет проконтролировать изделия сложной геометрии 1250×800×500 мм и массой до 40 кг при погружении в воду в иммерсионной ванне, а также тела вращения диаметром до 1900 мм, высотой до 500 мм и обладающие массой до 200 кг при струйном контроле.
Контроль может выполняться с помощью эхо-импульсного и теневого методов. Эхо-импульсный метод заключается в направлении ультразвуковых волн в деталь с последующей регистрацией отраженных сигналов и позволяет определить глубину обнаруженных дефектов.
Теневой метод позволяет зарегистрировать амплитуду ультразвуковой волны, прошедшей через деталь. Преимуществом такого метода является отсутствие «мертвых» зон и уменьшенное затухание ультразвука.
Разработка методик неразрушающего контроля проводится совместно со специалистами НИЦ «Курчатовский институт» — ВИАМ.
Теневой и эхо-импульсный методы ультразвукового контроля — новое технологическое направление участка изготовления и контроля рабочих лопаток вентилятора из полимерных композиционных материалов в «ОДК-Сатурн».
Применение в конструкции двигателя широкохордных рабочих лопаток вентилятора из полимерных композиционных материалов является необходимым условием для реализации программы ПД-35. Эта технология является критической, без ее освоения не удастся обеспечить достижение целевых конкурентоспособных характеристик разрабатываемого двигателя.
ПАО «ОДК-Сатурн» — двигателестроительная компания, специализируется на разработке, производстве и послепродажном обслуживании газотурбинных двигателей для гражданской авиации, энергогенерирующих и газоперекачивающих установок, кораблей и судов.
ПАО «ОДК-Сатурн» входит в состав АО «Объединенная двигателестроительная корпорация».
ПАО «ОДК-Сатурн» является членом Общероссийского отраслевого объединения работодателей «Союз машиностроителей России», Ярославское региональное отделение Общероссийской общественной организации «Союз машиностроителей России» возглавляет управляющий директор ПАО «ОДК-Сатурн».
АО «Объединенная двигателестроительная корпорация» (входит в Госкорпорацию Ростех) — интегрированная структура, специализирующаяся на разработке, серийном изготовлении и сервисном обслуживании двигателей для военной и гражданской авиации, космических программ и военно-морского флота, а также нефтегазовой промышленности и энергетики.
Госкорпорация Ростех — одна из крупнейших промышленных компаний России. Объединяет более 800 научных и производственных организаций в 60 регионах страны. Ключевые направления деятельности — авиастроение, радиоэлектроника, медицинские технологии, инновационные материалы и др. В портфель корпорации входят такие известные бренды, как АВТОВАЗ, КАМАЗ, ОАК, «Вертолеты России», ОДК, Уралвагонзавод, «Швабе», Концерн Калашников и др. Ростех активно участвует в реализации всех 12 национальных проектов. Компания является ключевым поставщиком технологий «Умного города», занимается цифровизацией государственного управления, промышленности, социальных отраслей, разрабатывает планы развития технологий беспроводной связи 5G, промышленного интернета вещей, больших данных и блокчейн-систем. Ростех выступает партнером ведущих мировых производителей, таких как Boeing, Airbus, Daimler, Pirelli, Renault и др. Продукция корпорации поставляется более чем в 100 стран мира. Почти треть выручки компании обеспечивает экспорт высокотехнологичной продукции.
Дайджест прессы за 19 ноября 2021 года | Дайджест публикаций за 19 ноября 2021 года
Авторские права на данный материал принадлежат компании «АО «ОДК»». Цель включения данного материала в дайджест — сбор
максимального количества публикаций в СМИ и сообщений компаний по
авиационной тематике. Агентство «АвиаПорт» не гарантирует достоверность, точность, полноту и
качество данного материала.
Ультразвуковая дефектоскопия — Северная Столица
Ультразвуковая дефектоскопия — метод, основанный на исследовании процесса распространения ультразвуковых колебаний с частотой 0,5 — 25 МГц в контролируемых изделиях с помощью специального оборудования — ультразвукового преобразователя и дефектоскопа. Является одним из самых распространённых методов неразрушающего контроля.
Классификация методов исследования
Отражения
Эхо-импульсный метод контроля сварного соединения без дефекта (сверху) и с дефектом (снизу). В правой части изображения представлен экран дефектоскопа с изображённым на нём зондирующим импульсом (сверху) и импульсом от дефекта (снизу)
Эхо-метод или эхо-импульсный метод — преобразователь генерирует колебания (то есть выступает в роли генератора) и он же принимает отражённые от дефектов эхо-сигналы (приёмник). Данный способ получил широкое распространение за счёт своей простоты, так как для проведения контроля требуется только один преобразователь, следовательно при ручном контроле отсутствует необходимость в специальных приспособлениях для его фиксации (как, например, в дифракционно-временном методе) и совмещении акустических осей при использовании двух преобразователей. Кроме того, это один из немногих методов ультразвуковой дефектоскопии, позволяющий достаточно точно определить координаты дефекта, такие как глубину залегания и положение в исследуемом объекте (относительно преобразователя).
Зеркальный или Эхо-зеркальный метод — используются два преобразователя с одной стороны детали: сгенерированные колебания отражаются от дефекта в сторону приёмника. На практике используется для поиска дефектов расположенных перпендикулярно поверхности контроля, например трещин.
Трещина в угловом сварном шве, выявляемая дифракционно-временным методом контроля
Дифракционно-временной метод — в данном методе используется два преобразователя с одной стороны детали, расположенные друг напротив друга. Если дефект имеет острые кромки (как, например, трещины) то колебания дифрагируют на концах дефекта и отражаются во все стороны, в том числе и в сторону приёмника. Дефектоскоп регистрирует время прихода обоих импульсов при их достаточной амплитуде. На экране дефектоскопа одновременно отображаются оба сигнала от верхней и от нижней границ дефекта, тем самым можно достаточно точно определить условную высоту дефекта. Способ достаточно универсален, позволяет производить ультразвуковой контроль на швах любой сложности, но требует специального оборудования для фиксации преобразователей, а также дефектоскоп, способный работать в таком режиме. Кроме того, дифрагированные сигналы достаточно слабые.
Дельта-метод — разновидность зеркального метода — отличается механизмом отражения волны от дефекта и способом принятия сигнала. В диагностике используется для поиска специфично расположенных дефектов. Данный метод очень чувствителен к вертикально-ориентированным трещинам, которые не всегда удаётся выявить обычным эхо-методом.
Ревербационный метод контроля двухслойной конструкции
Ревербационный метод — основан на постепенном затухании сигнала в объекте контроля. При контроле двухслойной конструкции, в случае качественного соединения слоёв, часть энергии из первого слоя будет уходить во второй, поэтому ревербация будет меньше. В обратном случае будут наблюдаться многократные отражения от первого слоя, так называемый лес. Метод используется для контроля сцепления различных видов наплавок, например баббитовой наплавки с чугунным основанием. Основным недостатком данного метода является регистрация дефектоскопом эхо-сигналов от границы соединения двух слоёв. Причиной этих эхо-сигналов является разница скоростей упругих колебаний в материалах соединения и их различное удельное акустическое сопротивление. Например на границе баббит-сталь возникает постоянный эхо-сигнал даже в местах качественного сцепления. В силу конструкционных особенностей некоторых изделий, контроль качества соединения материалов ревербационным методом может быть невозможен именно из-за наличия на экране дефектоскопа эхо-сигналов от границы соединения.
Акустическая микроскопия благодаря повышенной частоте ввода ультразвукового пучка и применению его фокусировки, позволяет обнаруживать дефекты, размеры которых не превышают десятых долей миллиметра. Широкое применение в промышленности затруднено в связи с крайне низкой производительностью метода. Данный метод подходит для исследовательских целей, диагностике, а также радиоэлектронной промышленности.
Когерентный метод — по сути является разновидностью эхо-импульсного метода. Помимо двух основных параметров эхо-сигнала, таких как амплитуда и время прихода, используется дополнительно фаза эхо-сигнала. Использование когерентного метода, а точнее нескольких идентичных преобразователей, работающих синфазно. При использовании специальных преобразователей, таких как преобразователь бегущей волны или его современный аналог — преобразователь с фазированной решёткой. Исследования применимости данного метода к реальным объектам контроля ещё не завершены. Метод находится на стадии научно-исследовательских изысканий.
Преимущества
Ультразвуковой контроль не разрушает и не повреждает исследуемый образец, что является его главным преимуществом. Возможно проводить контроль изделий из разнообразных материалов, как металлов, так и неметаллов. Кроме того можно выделить высокую скорость исследования при низкой стоимости и опасности для человека (по сравнению с рентгеновской дефектоскопией) и высокую мобильность ультразвукового дефектоскопа.
Недостатки
Использование пьезоэлектрических преобразователей требует подготовки поверхности для ввода ультразвука в металл, в частности создания шероховатости поверхности не ниже класса 5, в случае со сварными соединениям ещё и направления шероховатости (перпендикулярно шву). Ввиду большого акустического сопротивления воздуха, малейший воздушный зазор может стать непреодолимой преградой для ультразвуковых колебаний. Для устранения воздушного зазора, на контролируемый участок изделия предварительно наносят контактные жидкости, такие как вода, масло, глицерин. При контроле вертикальных или сильно наклонённых поверхностей необходимо применять густые контактные жидкости с целью предотвращения их быстрого стекания.
Для контроля изделий с внешним диаметром менее 200 мм, необходимо использовать преобразователи, с радиусом кривизны подошвы R, равным 0,9-1,1R радиуса контролируемого объекта, так называемые притёртые преобразователи, которые в таком виде непригодны для контроля изделий с плоскими поверхностями. Например для контроля цилиндрической поковки, необходимо производить перемещение преобразователя в двух взаимно перпендикулярных направлениях, что подразумевает под собой использование двух притёртых преобразователей — по одному для каждого из направлений.
Как правило ультразвуковая дефектоскопия не может дать ответ на вопрос о реальных размерах дефекта, лишь о его отражательной способности в направлении приемника. Эти величины коррелируют, но не для всех типов дефектов. Кроме того, некоторые дефекты практически невозможно выявить ультразвуковым методом в силу их характера, формы или расположения в объекте контроля.
Невозможно производить достоверный ультразвуковой контроль металлов с крупнозернистой структурой, таких как чугун или аустенитный сварной шов (толщиной свыше 60 мм) из-за большого рассеяния и сильного затухания ультразвука. Кроме этого, затруднителен контроль малых деталей или деталей со сложной формой. Также сложен ультразвуковой контроль сварных соединений из разнородных сталей (например аустенитных сталей с перлитными сталями) ввиду крайней неоднородности металла сварного шва и основного металла.
Ультразвуковой контроль сварных швов
Сварные швы являются самой массовой областью применения ультразвуковой дефектоскопии. Это достигается за счёт мобильности ультразвуковой установки, высокой производительности контроля, точности, чувствительности к внутренним (объёмным — поры, металлические и неметаллические включения; плоскостным — непровары, трещины), а также внешним, то есть поверхностным дефектам швов.
Многие ведомственные документы подразумевают обязательный контроль сварных швов, либо альтернативный выбор ультразвукового или радиационного контроля, либо контроль обоими методами.
Основным документом в России по ультразвуковому контролю сварных швов является ГОСТ Р 55724-2013, в котором рассмотрены в полном объёме методы контроля стыковых, тавровых, нахлесточных и угловых сварных соединений, выполненных различными способами сварки. Также в нём подробно описаны калибровочные образцы (меры) СО-2 (СО-2А) и СО-3 и настроечные образцы, необходимые для настройки дефектоскопа, а также их параметры для их изготовления.
Объёмы контроля и нормы оценки качества сварного соединения устанавливаются различными нормативными документами в соответствии с требованиями прочности к конкретной сварной конструкции. На предприятиях, изготавливающих особо ответственные изделия, а также различными надзорными органами могут выпускаться собственные методические материалы для оценки качества сварных швов.
♦ Инженер-дефектоскопист ООО «СЛ «Северная Столица» быстро и качественно проведёт испытания на объекте и сможет дать предварительное заключение о состоянии сварного шва.
♦ Стоимость испытаний зависит от объема работ и дальности объекта. Цена может быть рассчитана по погонным метрам или количеству сварных стыков. Индивидуальный подход к каждому клиенту!
Ультразвуковой импульсный эхо-томограф для бетона
В этой статье мы рассмотрим интересную категорию ультразвуковых методов контроля для контроля и испытаний бетона: Ультразвуковой импульсный эхо-томограф (УПЭ) широко используется для контроля бетонных элементов. Этот метод оказался чрезвычайно полезным для определения толщины бетонных элементов с односторонним доступом (т. е. облицовки туннелей, облицовки магистральных коллекторов, примыкающих стен), обнаружения подповерхностных дефектов, таких как пустоты, ячеистость и расслоение, а также для проверки местоположения. сращения дефектов сухожильных протоков.
Ультразвуковое импульсное эхо
Ультразвуковое импульсное эхо — это метод неразрушающего контроля (НК) для сканирования подповерхностных объектов в бетонных элементах. Методы UPE используют волны акустического напряжения для изучения свойств подповерхностных слоев и обнаружения дефектов путем выявления любой аномалии акустического импеданса, отличной от бетона. Метод испытаний был разработан для устранения практических ограничений общего теста Ultrasonic Pulse Velocity , таких как необходимость доступа к обеим сторонам бетонного элемента.
В документе ACI 228.2R Раздел 3.2.2 представлен всесторонний обзор эволюции метода ультразвукового импульсного эхо и инструментов за последние несколько десятилетий. В то время как традиционные инструменты UPE были способны обеспечивать A-сканирование и B-сканирование, современные устройства ультразвуковой импульсной эхо-томографии способны обеспечивать B-сканирование в реальном времени, что позволило бы инженерам видеть подповерхностные цели с большей ясностью. Мобильные приложения, наряду с искусственным интеллектом и современными методами обработки сигналов, обеспечивают превосходную скорость и четкость, а также простоту использования.
Ультразвуковой эхо-импульс для оценки толщины бетонных стен Как работает ультразвуковое эхо-импульс?
Как мы уже говорили ранее, ВФЭ использует волны напряжения. Принципиальная концепция теста заключается в измерении времени прохождения ультразвуковой волны в бетоне. Современный прибор UPE состоит из массива пьезоэлектрических преобразователей, способных воздействовать на бетонную поверхность короткими импульсами высокой амплитуды, высокого напряжения и силы тока (см. Стратегическая программа исследований автомобильных дорог-SHPR2, TRB, 2013 9).0005). Когда импульс распространяется в бетоне, он отражается и преломляется на границе пустот или других внутренних целей. Любая аномалия акустического импеданса приводит к тому, что излучаемый импульс и отраженные волны напряжения контролируются на приемном преобразователе. Сигналы анализируются для расчета времени прохождения волны.
Согласно SHRP2, «исходя из времени прохождения или скорости, этот метод также можно использовать для косвенного обнаружения наличия внутренних дефектов, таких как растрескивание, пустоты, расслоение или горизонтальное растрескивание или другие повреждения».
Ультразвуковая импульсно-эхотомография бетонных настилов мостов для обнаружения расслоений и пустот Применение методов UPE
Методы ультразвукового эхо-импульса широко используются для контроля и испытаний бетона. В следующем разделе описаны основные области применения и варианты использования:
1. Оценка толщины бетонных элементов
Ультразвуковой эхо-импульс широко используется инженерами для оценки толщины бетонных элементов. Это особенно важно для бетонных элементов с односторонним доступом (Single Side Access), таких как:
Облицовка тоннелей: Измерение толщины имеет решающее значение в процессе контроля качества облицовки тоннелей. Это также важный параметр для структурной оценки.
Магистральные коллекторы: В магистральных коллекторах UPE может помочь инженерам оценить толщину существующей облицовки. Это становится чрезвычайно сложной задачей, поскольку интрузивные методы, включающие огневые работы с колонковым бурением, не являются ни безопасным, ни экономически эффективным решением. Кроме того, всегда существует риск отбора керна на неглубоких участках с высоким гидростатическим давлением.
Бетонные резервуары: Испытания бетонных резервуаров, которые используются в промышленных химических процессах, часто бывают сложными. Менеджеры по техническому обслуживанию таких объектов часто имеют очень короткие окна простоя, и разрешение проникнуть внутрь резервуара не всегда практично (за исключением необходимых циклов обслуживания). UPE позволяет измерять толщину и оценивать качество с внешней стороны.
Ультразвуковой импульсный эхо-контроль в бетонных резервуарах — бумажная фабрика, Гатино, QCEПример томографических карт UPE и измерений толщины (испытания на бетонной плите в лабораторном состоянии)
2. Дефекты цементации в сухожильных каналах
Наряду с георадаром (GPR) и Impact-Echo UPE может предоставить важную информацию о пустотах и дефектах, которые могли возникнуть во время процесса цементирования сухожильных каналов в пост-напряженных бетонные элементы.
3. Обнаружение дефектов под поверхностью
Томография UPE может использоваться для оценки определенных дефектов в бетонных элементах. UPE может выявить следующие дефекты:
Расслоение: Методы UPE могут использоваться для оценки местоположения и степени расслоения бетонных настилов мостов, плит парковочных гаражей и бетонных резервуаров. УПЭ можно использовать для локализации сот в бетоне.
Расслоение бетона настила моста Сотовая зона при строительстве
4. Контроль и обеспечение качества
UPE может использоваться как косвенный метод для оценки общего качества бетона. Благодаря измерению скорости импульса инженеры могут оценить качество бетонных материалов после строительства.
5. Оценка фибробетона
В то время как георадар имеет определенные практические ограничения при оценке фибробетонных (FRC) элементов, методы UPE обеспечивают надежную альтернативу в измерении толщины и контроле качества элементов. Это делает их интересной альтернативой при осмотре и испытании бетонной облицовки туннелей.
Ограничения UPE и практические соображения
Как и все другие методы неразрушающего контроля, UPE имеет свои практические проблемы для определенных полевых условий.
Близкое расстояние между контрольными точками: Для создания надежных и точных карт подповерхностных дефектов инженерам необходимо использовать близкое расстояние между контрольными точками. Это может сделать тест трудоемким для больших областей тестирования. Практическим решением является использование другого метода, такого как GPR, для быстрого скрининга и использование UPE для визуализации дефектов с высоким разрешением.
Проблемы с соединением: Качество акустических сигналов сильно зависит от соединения преобразователя с бетонной поверхностью. Эта кабина будет довольно сложной для неровных поверхностей. Современные устройства попытались решить проблему с помощью пружинного механизма в основании датчиков, позволяющего маневрировать на неровных участках.
Необнаруженные дефекты: Некоторые дефекты могут остаться необнаруженными. Это особенно верно для очень мелких дефектов или когда операторы работают с низкими частотами.
Что такое ультразвуковой контроль — метод эхо-импульса — определение
Ультразвуковой контроль — это широкая группа методов неразрушающего контроля, основанных на распространении ультразвуковых волн в испытуемом объекте или материале. Наиболее часто используемым методом ультразвукового контроля является импульсное эхо, при котором высокочастотные пучки звуковых волн (обычно в диапазоне от 1 до 5 МГц) вводятся в объект контроля, а отражения (эхо) возвращаются к приемнику от внутренних дефектов или от поверхности детали. геометрические поверхности.
Неразрушающий контроль , NDT, представляет собой очень широкую группу проверок конструкций или материалов, и, как следует из названия, эти проверки не разрушают исследуемый материал/конструкцию. Неразрушающий контроль играет решающую роль в обеспечении того, чтобы структурные компоненты и системы выполняли свои функции надежно и экономически эффективно. Поскольку неразрушающий контроль не изменяет постоянно проверяемое изделие, это очень ценный метод, который может сэкономить деньги и время при оценке продукта, устранении неполадок и исследованиях. Технические специалисты и инженеры по неразрушающему контролю определяют и проводят тесты, которые обнаруживают и характеризуют состояние материалов и дефекты, которые в противном случае могли бы привести к серьезным авариям, таким как крушение самолетов, отказ реакторов, сход поездов с рельсов, разрыв трубопроводов и различные тревожные события.
Эта концепция расширена и известна как Неразрушающая оценка (NDE) в сочетании с оценкой значимости любых обнаруженных дефектов. Однако оба эти термина часто используются взаимозаменяемо. Некоторые методы тестирования должны проводиться в лабораторных условиях, другие могут быть адаптированы для использования в полевых условиях. Несколько широко используемых методов неразрушающего контроля и их характеристики описаны ниже.
Ультразвуковой контроль представляет собой широкую группу методов неразрушающего контроля, основанных на распространении ультразвуковых волн в испытуемом объекте или материале. Наиболее часто используемым методом ультразвукового контроля является импульсное эхо, при котором высокочастотные пучки звуковых волн (обычно в диапазоне от 1 до 5 МГц) вводятся в объект контроля, а отражения (эхо) возвращаются к приемнику от внутренних дефектов или от поверхности детали. геометрические поверхности.
Основным методом ультразвукового контроля является преобразование импульса напряжения в ультразвуковой импульс с помощью преобразователя. Преобразователи, используемые для традиционного УЗК, состоят из пьезоэлектрического кристалла, заключенного в корпус из пластика или нержавеющей стали. Пьезоэлектрические кристаллы расширяются при электрическом заряде, генерируя акустическую волну. Сигнал проходит через объект с учетом его геометрии и существующих дефектов, а затем либо передается на другой преобразователь, либо отражается обратно к исходному преобразователю. Дефекты обнаруживаются, если они вызывают изменение акустического сопротивления на пути ультразвукового луча. Открытая трещина, заполненная воздухом, имеет очень низкий акустический импеданс, поэтому она отражает практически всю падающую на нее акустическую энергию. Следовательно, звуковые волны проходят через материал и отражаются обратно от трещин или дефектов. Дефекты и дефекты влияют на его путь, и небольшая часть импульса будет отправлена обратно к преобразователю / приемнику до того, как он достигнет конца объекта.
Поскольку скорость звука в исходном материале известна, отраженная звуковая энергия затем отображается в зависимости от времени и анализируется для определения наличия и местоположения дефектов или неоднородностей.
Преимущества и недостатки ультразвукового контроля
Преимущества и недостатки метода ультразвукового контроля:
Преимущества:
Ультразвуковой метод является гибким, портативным и имеет большую глубину проникновения.
Высокая чувствительность, позволяющая обнаруживать очень маленькие дефекты.
Применяется в различных отраслях промышленности
Некоторая возможность оценки размера, ориентации, формы и характера дефектов.
В отличие от рентгенографического исследования, здесь нет риска для здоровья или окружающей среды
Недостатки:
Требует высококвалифицированных операторов и внимательного отношения со стороны опытных техников.
Невозможно или неэффективно обнаруживать плоские дефекты, параллельные направлению звуковой волны
Детали шероховатые, неправильной формы, очень маленькие или тонкие или неоднородные, трудно поддаются контролю.
Может быть очень дорогим
Ссылки:
Материаловедение:
Министерство энергетики США, Материаловедение. Справочник по основам Министерства энергетики, том 1 и 2. Январь 1993 г.
Министерство энергетики США, материаловедение. Справочник по основам Министерства энергетики, том 2 и 2. Январь 1993 г.
Уильям Д. Каллистер, Дэвид Г. Ретвиш. Материаловедение и инженерия: введение 9издание, Wiley; 9 издание (4 декабря 2013 г.), ISBN-13: 978-1118324578.
Эберхарт, Марк (2003). Почему все ломается: понимание мира по тому, как он разваливается. Гармония. ISBN 978-1-4000-4760-4.
Гаскелл, Дэвид Р. (1995). Введение в термодинамику материалов (4-е изд.). Издательство Тейлор и Фрэнсис. ISBN 978-1-56032-992-3.
Гонсалес-Виньяс, В. и Манчини, Х.Л. (2004). Введение в материаловедение. Издательство Принстонского университета. ISBN 978-0-691-07097-1.
Эшби, Майкл; Хью Шерклифф; Дэвид Себон (2007). Материалы: инженерия, наука, обработка и дизайн (1-е изд.). Баттерворт-Хайнеманн. ISBN 978-0-7506-8391-3.
Дж. Р. Ламарш, А. Дж. Баратта, Введение в ядерную технику, 3-е изд., Prentice-Hall, 2001, ISBN: 0-201-82498-1.
См. выше: NDT
Мы надеемся, что эта статья Ультразвуковой контроль – метод эхо-импульса поможет вам. Если да, то поставьте лайк на боковой панели. Основная цель этого веб-сайта — помочь общественности узнать интересную и важную информацию о материалах и их свойствах.
Ультразвуковой импульсно-эхо-метод — ZfP
Лаура-Кристин Шольц, январь 2016 г.
найти дефекты материалов.
Принцип метод импульс-эхо показан на рисунке 1. Излучатель (T) генерирует ультразвуковую импульсную волну, которая отражается неоднородностью, такой как дефект или задняя стенка образца, и принимается приемником (R). Полученный сигнал отображается на экране, см. Рисунок 2. [1]
Рисунок 1: Принцип. ] [2]
Рисунок 2: Отображение принятого сигнала Ультразвуковые волны представляют собой механические колебания и имеют частоту более 20 000 Гц. В зависимости от скорости звука в материале и частоты можно рассчитать длину волны:
\lambda = \frac{ c }{ f }
с \lambda: длина волны [м],
c: скорость звука [м/с] и
f: частота [Гц].
Ультразвуковая импульсная волна представляет собой синтез синусоидальных волн различной частоты и амплитуды. [2]
Ультразвуковой эхо-импульсный метод использует два типа волн: продольные волны и поперечные волны (см. Объемные и поверхностные волны). В продольных волнах движение частицы происходит в том же направлении, что и движение волны. Если движение частицы происходит под прямым углом к направлению распространения волны, это называется поперечной волной, что возможно только в твердых материалах. Продольные волны всегда быстрее поперечных. Скорость звука обоих типов волн можно найти для разных материалов. 93] и
c: скорость звука в материале [м/с].
Соответственно, видна ли граница при ультразвуковом контроле, зависит от разницы акустического импеданса материалов выше и ниже границы. [3]
Настройка ультразвукового оборудования
Настройка аналогового ультразвукового оборудования показана на рис. 3. Генератор импульсов посылает электрический импульс на передающий зонд, который генерирует ультразвуковой импульс. Эта ультразвуковая волна распространяется в образец и отражается к приемнику, который преобразует волну в электрический сигнал. Затем этот сигнал отправляется на усилитель, а оттуда на электронно-лучевую (CR) трубку, которая отображает сигнал в виде пиков. Горизонтальная ось пропорциональна времени t. Вертикальная ось показывает амплитуду сигнала. Генератор временной развертки создает высокочастотную волну и заставляет пятно двигаться по трубке CR. [2]
Первый пик на дисплее представляет собой сгенерированный ультразвуковой импульс. Ультразвуковая волна проходит через образец до тех пор, пока не отразится или не рассеется от поверхности. Отраженная часть волны видна в виде пика на трубке ЦР. Другая часть волны продолжается до задней стенки образца и отражается там.
Этот тип аналоговой настройки устарел. Современные установки являются цифровыми и не имеют трубки CR. Между установкой и дисплеем используется аналого-цифровой (AD) преобразователь. В современных дисплеях можно ввести скорость звука, и дисплей показывает вертикальное расстояние до пика вместо времени по оси X. Глубину дефекта или задней стенки можно считывать непосредственно с дисплея.
Дисплей показывает стабильное изображение. Однако если толщина образца составляет 100 мм, ультразвуковая волна проходит 200 мм, что занимает в стали 33 мкс. Это было бы невозможно увидеть на дисплее. Поэтому импульс должен повторяться много раз в секунду. Обычно используется частота повторения импульсов PRF 500-2000 импульсов в секунду (pps). [2]
Обычно можно увидеть больше эхо-сигналов, которые находятся на том же расстоянии, что и пик от задней стенки. Эти эхо-сигналы возникают из-за того, что когда отраженная волна достигает тестируемой поверхности, только часть энергии поступает в зонд приемника, а другая часть отражается обратно к задней стенке, где она отражается снова, см. рис. 4. Это можно наблюдать до тех пор, пока амплитуда не уменьшится до нуля. [1]
Интенсивность ультразвуковой волны уменьшается при прохождении через материал. Этот эффект зависит от материала и основан на различных механизмах, включая рассеяние. Поэтому амплитуды пиков на дисплее уменьшаются.
Рис.0200 [1]
Типы дисплеев
Существуют различные типы дисплеев для ультразвукового контроля. Описанный до сих пор тип, который показывает время, представляющее глубину образца, по оси X и амплитуду по оси Y, называется А-сканированием. Он показывает необработанный сигнал в одном месте на образце и является наиболее широко используемым.
B-скан показывает двухмерный дисплей с различными яркими полями. Яркость указывает на амплитуду волны. Для создания B-скана датчик TR должен перемещаться по поверхности образца. По оси Y показана глубина образца, а по оси X — направление, в котором перемещается датчик.
С-скан также показывает двухмерный дисплей с различными яркими полями. Зонд должен перемещаться по образцу по определенной схеме. Дисплей представляет собой образец, рассматриваемый сверху. Таким образом, оси X и Y на дисплее совпадают с осями X и Y на образце. Яркость показывает все эхо-сигналы в пределах определенного диапазона глубины, обычно между передними и задними эхо-сигналами, указывающими на дефекты. Информация о глубине дефекта теряется. [1]
Датчики
Преобразователи, также называемые зондами, являются передатчиком и приемником ультразвуковой волны. При пьезоэлектрическом эффекте энергия электрического напряжения преобразуется в ультразвуковую волну. Приемник использует обратный пьезоэлектрический эффект для преобразования ультразвуковой волны в электрический сигнал. [4]
Передатчик и приемник могут быть двумя отдельными датчиками или одним датчиком. Обычно используется один датчик, который может передавать и принимать сигнал. Если зонд имеет один кристалл, который служит передатчиком, а затем сразу же приемником, это монокристаллический зонд. Если есть два кристалла, один для передачи и один для приема ультразвуковой волны, это называется зондом с двойным кристаллом или передатчиком-приемником (TR). Оба типа датчиков могут быть вертикальными или угловыми (см. также Ultraschallprüfköpfe).
Угловые датчики имеют клиновидный блок между кристаллом и образцом и передают продольную волну под углом к образцу. На границе образца волна преломляется на продольную и поперечную волны. Угол продольной волны больше угла поперечной волны. Угол зонда выбирают таким, чтобы в образец попадала только поперечная волна. Стандартные угловые преобразователи изготавливаются для углов 35°, 45°, 60°, 70° и 80° поперечной волны для стали, которая имеет скорость звука для поперечной волны c_T = 3250 м/с. Для других материалов угол поперечной волны с этими зондами различен в зависимости от скорости звука. [4]
Линия задержки
Ультразвуковая волна, принимаемая датчиком, не является одним пиком, вместо этого в ней много шума. За импульсом передатчика следует мертвая зона. Это вызывает плохое разрешение в недрах, и дефекты в этой области могут быть не видны. Чтобы избежать этой проблемы, между передатчиком и образцом используются линии задержки, см. рис. 5. В первом случае образец тестируется с помощью обычного датчика. Дефект в недрах не может быть обнаружен. Во втором случае используется зонд с линией задержки. Первый пик – это импульс передатчика. Второй пик — это сигнал волны, отраженной от поверхности между линией задержки и образцом. Дефект можно рассматривать как третий одиночный пик. [1]
Передающие-приемные датчики всегда имеют линию задержки. Два кристалла тщательно экранированы друг от друга акустически и электрически. Зонды TR используются для тонких образцов и для измерения толщины стенок. [5]
Линия задержки должна быть более чем в два раза толще образца. В противном случае волна, отраженная в линии задержки, достигает приемника раньше, чем волна, отраженная от задней стенки образца, и трудно найти пик задней стенки.
Линии задержки также используются для испытания образцов при высокой температуре. Стандартные датчики работают при температуре от -20 °C до 60 °C. Для применений с более высокими температурами линии задержки изготавливаются из термостойких материалов, таких как полиамид, металлокерамика или кварцевое стекло. [1]
Рис.0002 Для поддержания ультразвукового контакта между датчиком и образцом используется контактная жидкость. Если есть только крошечный воздушный зазор, ультразвуковые волны полностью отражаются. Существует два типа сцепления – сухое сцепление и сцепление с жидкостью.
Самый простой способ – соединение с водой. Этот метод хорошо работает с композитными материалами. Для материалов, которые подвергаются коррозии при контакте с водой, как металлы, или изменяются иным образом, необходимо использовать масло, жир, глицерин или другие жидкости. Хорошая связующая жидкость должна иметь акустический импеданс, аналогичный импедансу испытуемого образца, высокую вязкость и должна быть некоррозионной, нетоксичной и недорогой. Глицерин обладает высоким акустическим сопротивлением, но стоит дорого. Масло средней вязкости является наиболее распространенной смазочной жидкостью, но оно сильно растекается. [2]
Для сухого соединения между зондом и образцом используется тонкая резиновая фольга. Он применим только для гладких поверхностей и частот ниже 1 МГц. Передача ультразвуковых волн не так хороша с сухой связью, как с жидкостями. [3]
Ультразвуковой эхо-импульсный контроль
Перед проведением ультразвукового эхо-импульсного контроля необходимо выбрать настройку и выполнить некоторые настройки. В зависимости от того, какие свойства и дефекты должны быть проверены, должен быть выбран зонд. В зависимости от материала образца необходимо выбрать тип соединения.
Необходимо настроить дисплей. В зависимости от того, что тестируется, по оси X слева должен быть виден импульс передатчика, справа — эхосигнал от задней стенки, а посередине — дефекты. По оси Y сигнал должен быть достаточно усилен, чтобы увидеть все дефекты.
Используемая частота испытаний зависит от материала и от того, какие свойства должен испытывать образец. Длина волны должна быть меньше наименьшего дефекта, который необходимо увидеть, и больше, чем неоднородности материала. По формуле f = \frac{c}{\lambda} можно рассчитать частоту. Если частота слишком велика, на дисплее появляется много шума, и эхо задней стены не видно. Например, в армированном волокном композитном материале длина волны должна быть больше диаметра волокна. Обычно кованые и штампованные металлы испытывают на частотах от 2 до 6 МГц; литые материалы с частотой от 0,5 до 2 МГц, поскольку они имеют более грубую структуру. Керамические материалы обладают хорошей звукопроводимостью и могут быть испытаны на частоте 4 МГц. Частота тестирования пластмасс составляет от 1 до 4 МГц, а для композитов используется частота 5 МГц. Бетон и аналогичные материалы тестируются в диапазоне частот от 20 до 200 кГц. [5]
Типичные конфигурации датчика
При использовании ультразвукового эхо-импульсного метода возникают типичные проблемы . На рис. 6 показано, как можно обнаружить дефект. В первом случае дефекта в образце нет. На дисплее отображается пик импульса передатчика и эхо-сигнал задней стенки. Зонд перемещается вправо, и на экране появляется другой пик. Это импульс волны, отраженной от дефекта в материале. Пик эхосигнала задней стенки сводится к пику в первом случае, так как часть энергии отражается, не достигнув задней стенки. Зонд перемещается дальше вправо. Амплитуда пика дефекта увеличивается, а задней стенки уменьшается, пока пик задней стенки не исчезнет. Вся энергия ультразвуковой волны отражается на дефекте. Это происходит, если дефект очень большой. Если тестировщик видит только экран третьего корпуса, он может подумать, что это эхо задней стены. Во избежание этой неправильной интерпретации датчик следует перемещать по образцу.
На рис. 7 показано, как изменяется положение пика дефектного эхосигнала в зависимости от высоты дефекта в образце. Пик дефекта, расположенного выше в образце, отображается на экране слева. Волне требуется меньше времени, чтобы достичь дефекта и отразиться. На экране горизонтальная ось показывает время и, следовательно, пропорциональна высоте в образце.
Проблема, которая может возникнуть при тестировании с помощью ультразвукового эхо-импульсного метода показан на рисунке 8. Два пика, которые имеют одинаковое горизонтальное положение и разную высоту, не всегда могут быть обнаружены по отдельности. Если верхний дефект меньше нижнего, то часть энергии волны достигает нижнего дефекта и отражается там. В показанном случае также можно увидеть эхо от задней стены. Если верхний дефект больше нижнего, волна не достигает нижнего дефекта. Вся энергия в этом направлении отражается. Нижний дефект находится в тени верхнего и не может быть обнаружен. Обычно этот эффект не представляет проблемы при ультразвуковом контроле, поскольку образец уже не проходит испытание из-за большого верхнего дефекта.
Другая проблема возникает, если дефект или задняя стенка ориентированы наклонно к верхней поверхности, как показано на рисунке 9. В первом случае дефект не виден на дисплее. Из-за наклонной ориентации дефекта волна отражается от зонда, и эхо не достигает приемника. Поскольку часть энергии отражается, не доходя до задней стенки, амплитуда эха задней стенки уменьшается. Тестер должен это видеть и понимать, что в материале есть что-то, что отражает часть волны в другом направлении. Во втором случае задняя стенка ориентирована косо. Вершина задней стены не отображается на экране. Часть энергии отражается дефектом обратно к приемнику и может рассматриваться как пик. Если в материале нет дефектов, эхо не видно. Опять же, тестер должен увидеть и понять проблему.
Figure 6: Appearing defect in material [2]
Figure 7: Defects in different heights в материале [5]
Рис. 8: Два дефекта на разной высоте в одном и том же горизонтальном положении [1]
Рис. 9: Косо ориентированный дефект и задняя стенка [1]
Измерение толщины образца
Если известна скорость звука материала, можно измерить толщину образца (Schichtdickenmessung mit Ultraschall). Зная скорость звука c и время t между двумя пиками, можно рассчитать расстояние d в материале:
d = \frac{c \cdot t}{2}.
Как было сказано ранее, современные цифровые дисплеи показывают глубину пика, вводя скорость звука. Будет более точным, если будет использовано больше эхо-сигналов задней стенки, как показано на рисунке 4. Измеряется разделение n эхо-сигналов и делится на n.
Если скорость звука неизвестна, но известна толщина образца, можно рассчитать скорость звука и оценить высоту дефектов. Для композитных материалов перед испытанием других образцов изготавливают эталонный образец того же состава для расчета скорости звука. [1]
Другим способом измерения толщины образца является использование двух или более приемных датчиков. Толщину можно рассчитать так же, как это делается в методе импакт-эхо (см. Импакт-эхо).
Преимущества и недостатки
Преимущества
[5] [3]
Положение и высота дефекта определяются
Размер дефекта по сравнению с эталонным объектом определяется
9044 Толщина материала 90 необходима только на одной стороне 90 9041 Доступность только с одной стороны поддается измерению
Большая глубина проникновения → толстостенные материалы могут быть испытаны
Трещины на поверхности поддаются определению
Почти все материалы могут быть испытаны
Автоматизированное тестирование. Применяется только для конкретной ошибки
Необходим эталонный объект
Необходимо знать тип ошибки и направление
Инспектор должен быть обучен
Результат зависит от опыта
Ссылки
Krautkrämer, J., Krautkrämer, H.: Ультразвуковой контроль материалов. 4-е полностью исправленное издание . Springer-Verlag, Берлин (1990). Страницы 167-221.
Halmshaw, T.: Неразрушающий контроль . Эдвард Арнольд. Лондон (1987). Страницы 108-215.
Дойч, В., Платте, М., Фогт, М.: Ultraschallprüfung. Grundlagen und Industrielle Anwendungen . Springer-Verlag, Берлин (1997).
Дойч, В., Фогт, М.: Ultraschallprüfung von Schweißverbindungen . DVS-Verlag, Дюссельдорф (1995). Страницы 4-41.
Steeb, S. ua: Zerstörungsfreie Werkstück- und Werkstoffprüfung. Die gebräuchlichsten Verfahren im Überblick . Expert Verlag, Ehningen bei Böblingen (1993).
Литература
Дойч, В. , Платте, М., Фогт, М.: Ultraschallprüfung. Grundlagen und Industrielle Anwendungen . Springer-Verlag, Берлин (1997).
Дойч, В., Фогт, М.: Ultraschallprüfung von Schweißverbindungen . DVS-Verlag, Дюссельдорф (1995).
Halmshaw, T.: Неразрушающий контроль . Эдвард Арнольд. London (1987)
Krautkrämer, J., Krautkrämer, H.: Ультразвуковой контроль материалов. 4-е полностью исправленное издание . Springer-Verlag, Берлин (1990).
Steeb, S. ua: Zerstörungsfreie Werkstück- und Werkstoffprüfung. Die gebräuchlichsten Verfahren im Überblick . Expert Verlag, Ehningen bei Böblingen (1993).
Ультразвуковой контроль бетона с помощью импульсно-эхо-метода с быстрой визуализацией
Ультразвуковой контроль бетона с помощью импульсно-эхо-технологии с быстрой визуализацией
NDT. net — декабрь 1998 г.,
Том. 3 № 12
Содержание ECNDT ’98 Сессия: Ультразвуковое исследование
Дипл.-физ. Фритьоф Воллболд, профессор, д.т.н. Юрген Найсеке Universität Dortmund, Fakultät Bauwesen, POB 500 500 D — 44221 Dortmund, Germany Контактное лицо для корреспонденции автора: Woolbold Universität Dortmund Электронная почта:
[email protected]
СОДЕРЖАНИЕ
Введение
Ультразвуковой метод и процедура контроля
Опыт эксплуатации и опции
Заключение
Ссылки
Введение
За последние несколько лет процедуры ультразвукового контроля бетона и компонентов бетонных конструкций с использованием односторонних импульсно-эхо-методов достигли заметного прогресса. Общая работа общенациональной группы пользователей в Германии[Ref. 2], применение испытаний к одному и тому же образцу, особенно способствовало усовершенствованию различных испытательных систем путем сравнения и обмена опытом. Это был важный результат двух серий испытаний, проведенных с 1994, что физически и технически различные методы имеют определенные преимущества, а также ограничения. Таким образом, участвующие группы, такие как мы, смогли сосредоточить разработку используемой тестовой системы именно на ее признанных преимуществах.
Техника системы тестирования, используемая в Дортмундском университете, основана на быстром преобразовании собранных ультразвуковых данных из А-сканов в онлайн-генерированные В-сканы. Таким образом, это быстрая и используемая на месте процедура, не требующая длительных пересчетов после испытаний. Как показано ниже (см. главу 3), это позволяет нам мгновенно определять позиции или области, значимые для задачи тестирования. Результаты тестирования можно проверить сразу.
В этом документе сообщается об опыте и разработках системы тестирования NFUS2300 [Ref. 6]. Он продемонстрирует продвинутое состояние используемой техники и представит успешные испытания на месте.
Ультразвуковая методика и процедура контроля
В настоящее время применение ультразвуковой эхо-импульсной методики интенсивно используется и проверено на металлических компонентах. Благодаря однородным свойствам металлов можно применять высокие ультразвуковые частоты (> 1 МГц). В большинстве случаев для надежного обнаружения дефектов, трещин и т. д. допустима визуализация данных с помощью А-сканов на осциллографе. должны быть снижены как минимум до 250 кГц [Ref. 7], и в принимаемых ультразвуковых сигналах появится частично интенсивное рассеяние или отражение. Это приводит к тому, что прямое отображение А-сканов с визуальной оценкой тестировщиком не имеет большого значения. Требовались новые процедуры измерения и оценки данных, чтобы предоставить тестировщикам дополнительную информацию.
Рис. 1: Экран-дисплей с А-/В-сканом и элементами управления
Рис. 2: Принципиальная схема системы тестирования
Используемая здесь система тестирования позволяет осуществлять компьютерный мониторинг данных в B-скане . Этот метод отображения данных позволяет тестировщику с первого взгляда оценить большое количество одиночных измерений («выстрелов»). Перемещая датчик по бетонной поверхности, можно напрямую сравнивать данные с разных позиций, одновременно получая информацию об интенсивности и фазах сигнала и их относительных изменениях. Pentium-PC, включенный в систему тестирования, визуализирует B-сканы с указанными цветами или оттенками серого, запуская специально разработанный программа онлайн-визуализации (рис. 1). Эта компьютерная визуализация оказывается очень эффективной для локализации дефектов или фоновых эхо-сигналов, не обнаруженных на А-скане. На онлайн-дисплее отображаются относительные отклонения в образце, которые легко распознаются. Поэтому ранее грубая локализация, т.е. дефекта могут следовать более полные виды области. Тесты могут быть задокументированы в будущем путем сохранения сканов с дополнительной текстовой записью на диск или цветной принтер.
Дальнейшее формирование измеряемого сигнала становится необходимым из-за неоднородной структуры бетона. Сокращение потока данных необходимо для существенного облегчения оценки. Для этого фильтр нижних частот обрезает измеряемый сигнал до частот, значимых для продольных мод в бетоне. Предыдущие исследования указывали на оптимальные результаты на частоте около 100 кГц [Ref. 3-5]. Следовательно, система тестирования может быть переключена на выполнение фильтрации нижних частот на разных частотах среза. Скорректированная оптимальная частота в наибольшей степени зависит от максимального заполнителя, встроенного в образец. Для подавления чрезмерного рассеяния необходимо использовать более низкие граничные частоты при больших размерах агрегатов (мирясь с небольшим разрешением [ссылка 1]). Эта настройка и все остальные функции полностью контролируются встроенным ПК (рис. 2).
Из-за высокого поглощения ультразвука в бетоне и геометрического расхождения в результате сферической формы ультразвукового поля [Ref. 7], целесообразно реализовать регулируемую регулировку усиления с дополнительными апертурами во время полета. Это позволяет нам анализировать эхо-сигналы с разных глубин на одинаковых уровнях. С помощью этой процедуры становится возможным обнаружить как эхо дефекта, так и заднюю стенку за одно сканирование. Кривая усиления может быть произвольно запрограммирована тестером в соответствии с физическими требованиями. Качество и значимость измерения существенно зависят от системы преобразователь/образец. Используемый преобразователь должен иметь высокое, оптимальное для конкретного бетона затухание, чтобы обеспечить как максимальный ввод звука в бетон, так и минимальное время релаксации (мертвое время) преобразователя после возбуждения. Компоненты, используемые здесь, доступны уже сегодня, так что метод импульсно-эхо-тестирования бетона приближается к практическому использованию.
Рис. 3: Вид NFUS2300 на месте
Рис. 4: Бункер для хранения летучей золы
Помимо дальнейшего усовершенствования преобразователей, дальнейшая оптимизация может быть достигнута за счет использования различных средств связи в зависимости от условий испытаний и дополнительного формирования импульса возбуждения в зависимости от его частотного диапазона и энергии. В тест-системе это реализуется свободной регулировкой длительности импульса возбуждения от 0,1 до 20 мкс (эл.). Как правило, эту оптимизацию необходимо повторять для каждой новой, конкретной испытательной схемы (преобразователь/соединительные средства/бетон), но ее можно выполнить в течение нескольких секунд с помощью ПК. Кроме того, могут возникать небольшие различия между датчиками одинаковой конструкции, которые следует учитывать.
В дополнение к этим техническим достижениям система тестирования была миниатюризирована и в основном интегрирована в течение последних нескольких лет. Это заметно улучшило управляемость на месте. Визуализацию теперь выполняет плоский TFT-дисплей, а клавиатуру можно закрепить как часть устройства (рис. 3).
Локализация пустотных скользящих каналов в бетоне силоса для хранения
В 1997 г. силос для хранения летучей золы (рис. 4) на немецкой электростанции был поврежден из-за перегрузки по давлению во время заполнения. Силос был построен в 1974 в виде бетонной конструкции со скользящими опалубками. По новейшей технологии того времени встроенные выдвижные каналы не заполнялись раствором или цементным тестом при строительстве. Для ремонта пришлось залить эти каналы цементным тестом. Для нагнетания и вентиляции пришлось просверлить отверстия на обоих концах воздуховодов.
Не удалось изменить количество и положение воздуховодов из строительных чертежей (рис. 7). Из-за внешней окружности силоса, составляющей около 25 метров, для локализации потребовался неразрушающий или редко разрушающий метод испытаний. Поскольку здание все еще использовалось, попасть в него можно было только снаружи. Мы выбрали ультразвуковую импульсно-эхо-методику как подходящий способ проведения тестирования.
Как сообщалось ранее [Ссылка. 1], существуют некоторые важные параметры, влияющие на результаты испытаний, такие как толщина образца с истекшим сроком службы, качество и крупность залитого бетона, а также свойства поверхности образца для датчика. связь. В начале испытаний ни один из этих параметров не был доступен. В результате нам пришлось провести предварительные исследования, чтобы доказать применимость нашей методики испытаний «на месте».
Первый визуальный осмотр силоса показал большое количество мелких трещин, особенно в средней зоне загрузки силоса. Это может значительно ухудшить результаты УЗИ. В верхней части силоса было обнаружено всего несколько трещин, поэтому испытания на этом участке были наиболее удачными. Кроме того, проверка показала, что поверхность здания была покрыта гранулированным и песчаным покрытием, что мешало надежному соединению ультразвукового преобразователя с бетоном. Поскольку хорошее сцепление является одним из основных параметров, обеспечивающих хороший результат испытаний, поверхность необходимо было подготовить путем ее шлифования с помощью шлифовальной машины с абразивной лентой.
По заказу владельца из здания были высверлены два пробных бетонных керна (Ø 15см). Толщина стенки была определена в 25 см, при максимальном размере заполнителя около 32 мм. Случайно одно из сверл (керн B2, рис. 6) попало в воздуховод. Глубина воздуховода составила 15 см при диаметре 3 см. В соответствии с этими параметрами и геометрией, которая ранее изучалась [Ref. 1], обнаружение дефекта (здесь: протока) в этих условиях возможно, если хотя бы один размер дефекта превышает 4 см. Поскольку диаметр воздуховода составлял всего 3 см, тогда как параметр испытательной системы составлял 4 см, возможно, потребуется более одного сверла, чтобы попасть в воздуховод. Поэтому мы предложили, если воздуховод не попал сразу, сделать еще два сверления с горизонтальным расстоянием 2,5 см слева и справа от измеренного положения. Это гарантировало попадание в воздуховод.
Рис. 5: Отпечаток поверхности (15×15 см2) с просверленным отверстием в воздуховоде
Рис. 6: Буровой керн B2
В керне Б2 обнаружена поперечная трещина, идущая от поверхности вниз к каналу, а также несколько слабых стержней арматуры. Поскольку и трещина, и стержни могли ухудшить результаты ультразвука из-за рассеивания и отражения звука, не было уверенности, что испытание можно будет провести успешно. Для сбора дополнительной информации керн B2 был дополнительно протестирован в лаборатории. После сглаживания шероховатой поверхности керна шлифовкой оказалось возможным обнаружить слабый, но значимый эхо-сигнал от канала. Следовательно, было решено разместить воздуховоды «на месте», по крайней мере, в местах с небольшими трещинами, а не вплотную к слабой арматуре.
Рис. 7: Фрагмент чертежа силоса; отмечены интересные разделы
Рис. 8: B-сканы в позициях 2 и 3; ось x: количество снимков; ось Y: время полета в мкс
(качество воспроизведения снижается из-за черно-белой печати)
По результатам этих предварительных испытаний мы предложили следующую процедуру. Поскольку в верхней части силоса (отмечено на рис. 7) имелась лишь небольшая трещина, было бы наиболее перспективно начать испытания именно там. В случае обнаружения значительных эхо-сигналов от воздуховода мы бурили прямо в здании, чтобы проверить результат. Кроме того, предполагалось, что воздуховоды будут лежать полностью вертикально. В связи с тем, что шансы на успех ультразвукового контроля в нижней, сильно растрескавшейся области инъекции были малы, было предложено локализовать протоки там, соединив позиции, обнаруженные в верхней части, вертикально вниз с нижней частью вертикальной отводящей линией. (расстояние около 15 м). Отметив измеренное положение воздуховодов, их следует найти путем пробного сверления и там. Таким же образом должны быть просверлены отверстия для вентиляции при закачке в верхней части здания.
После возведения строительных лесов здание стало доступным снаружи. Как и было предложено, мы начали тестирование в верхней части. Из-за ухудшения влияния слабых арматурных стержней на ультразвуковой сигнал мы сначала уточнили испытательный участок с помощью искателя арматуры, чтобы избежать измерения над стержнями. Во-вторых, поверхность была подготовлена шлифовкой для обеспечения хорошего сцепления преобразователя. Связующим агентом был глицерин.
К счастью, буровой керн B2 попал в воздуховод, так что была дана позиция для начала испытаний. Поскольку расстояние между карьером керна B2 и тестовой секцией составляло около 8 м, это дало бы первый намек, действительно ли воздуховоды были построены вертикально, как мы предполагали. Система ультразвукового тестирования была настроена на параметры, полученные в лаборатории на активной зоне B2 (фильтрация нижних частот на частоте 50 кГц, относительно высокая мощность импульса при ширине импульса 6 мкс). B-скан показал четкий ответный сигнал; эта позиция была отмечена и мгновенно пробурена. Глубина бурения была ограничена 16 см, чтобы избежать проникновения в стену силоса. Воздуховод был пробито непосредственно на глубине около 15см. Можно было бы доказать, что по крайней мере этот воздуховод располагался в здании абсолютно вертикально.
Второй основной задачей тестирования было локализовать положение следующего воздуховода и установить более чем правильную сетку. После консультации с инженерами владельца можно было только предположить, что сетка будет между 1 — 4 метрами. Затем мы провели непрерывное сканирование по всей длине 4 м.
Слабые эхо-сигналы были зафиксированы в 1,20 м от первой трубы, но при бурении попал только в арматурный стержень, который ранее не был обнаружен. На расстоянии 1,80 м был обнаружен слабый, но значимый сигнал, а на расстоянии 3,60 м появилось четкое и значимое эхо. Затем были пробурены обе позиции. В то время как бурение на d= 3,60 м попало прямо в воздуховод, бурение на d= 1,80 м изначально не удалось, хотя были предприняты еще две попытки со смещением по горизонтали на 2,5 см (см. выше). Впоследствии мы предположили, что система сетки воздуховода расположена на высоте 3,60 м. Поэтому мы сосредоточили наши тесты на этих областях. На всех проверенных новых позициях были обнаружены четкие эхо-сигналы (см. сканы на рис. 8). В результате образовалось 7 протоков, локализованных по окружности. В большинстве случаев сверление мгновенно попало в протоки, в дальнейшем все протоки были найдены.
Так как сетка 3,60 м показалась нам довольно большой и так как мы получили более слабый эхо-сигнал между каналами 1 и 2 (d = 1,80 м; см. рис. 7), позиция 2А была еще раз обследована сверление с горизонтальным шагом 2,5см. Сверления оказались недостаточно глубокими, поэтому в первой серии испытаний канал не попал, хотя мы знали, что он должен быть. Мы пришли к выводу, что попали в воздуховод и в этом среднем положении. Таким образом, реальная сетка воздуховодов составила 1,80 м, а общее количество найденных воздуховодов составило 14. Такое количество воздуховодов и их правильное расположение по окружности силоса представлялось разумным с инженерной точки зрения. Следовательно, можно с уверенностью предположить, что при тестировании были обнаружены все протоки.
Последующие работы по сверлению окончательных отверстий для нагнетания и вентиляции выполнялись ручным трудом по описанным выше порядкам. Владелец вернул положительный результат на эту операцию, особенно ориентация воздуховодов в здании была абсолютно вертикальной, отныне предложенная процедура удалась.
Заключение
Представленные выше испытания демонстрируют, что метод одностороннего ультразвукового эхо-импульса может также стать надежным приложением для испытания бетона. Особенно в показанном случае никакая альтернативная технология неразрушающего контроля оказалась неприменимой. Поскольку современные сложные компьютерные технологии быстро развиваются, остается некоторое пространство для дальнейших улучшений, например. по расчету сканов. В настоящее время разрабатываются усовершенствованные преобразовательные технологии, которые повысят значимость ультразвуковых сигналов. С другой стороны, нельзя пренебрегать тем, что опыт персонала по тестированию по-прежнему является одним из основных факторов, влияющих на хороший результат тестирования. Во-вторых, кажется, что есть только физические ограничения для эхо-импульсных методов, чтобы успешно тестировать бетон, например. повышенное рассеяние звукового сигнала с большей глубиной проникновения, а также очень плотное встроенное армирование. Применительно к соответствующей испытательной задаче ультразвуковой эхо-импульсный метод позволяет получить надежные результаты, как показано выше.
Ссылки
Волболд, Ф. и Нейсеке, Дж.: Ультразвуковая импульсно-эхо-методика — преимущества метода онлайн-визуализации для контроля бетона, в: Материалы Международного симпозиума неразрушающего контроля в гражданском строительстве Машиностроение, Берлин, 26.-28. 09. 1995: Deutsche Gesellschaft für Zerstörungsfreie Prüfung, Vol.2, стр. 1135–1143.
Krause, M. et altera: Сравнение эхо-импульсных методов для испытаний бетона, In: NDT&E International 1997, Том. 30, стр. 195-204.
Хиллгер, В.: Контроль бетона с помощью ультразвуковой импульсно-эхо-техники, В: Труды 6-й Европейской конференции по неразрушающему контролю, Ницца, 1994 г., стр. 1159-1163.
Hillger, W./Neisecke, J.: Qualitätssicherung Mineralischer Baustoffe durch neue Ultraschall-Impuls-Echo-Technik. Betonwerk + Fertigteil-Technik, Германия, 1993, Vol. 6/1993, стр. 82-88
Hillger, W.: Impuls-Echo-Technik and Mineralischen Baustoffen. Materialprüfung 35 Германия 1993, Том. 5/1993, стр. 133-136
NN: NFUS2300 — Ein neues Ultraschallinspektionssystem für Mineralische Baustoffe, Mitteilungen Ing. Бюро доктора Хиллгера, Брауншвейг, Германия, 1994 г.
Krautkrämer, J. und H.: Werkstoffprüfung mit Ultraschall, 5. издание, Springer-Verlag, Германия, 1986, стр. 567 и далее
Ультразвуковой контроль — Premium Inspection & Testing Group
UT Осмотр
Premium Inspection & Testing с гордостью предлагает автоматизированные испытания с фазированной решеткой, поперечной волной, коррозионным картированием 0° и времяпролетным дифракционным тестированием.
Обычно тестируемые активы включают сосуды, сварные швы, резервуары, трубопроводы и многое другое. У нас есть возможность объединить все файлы данных и сшивки вместе на финальном чертеже. Это создает развернутое отображение состояния тестируемого оборудования и позволяет при необходимости быстро принять меры.
Ультразвуковой контроль (УЗК) включает множество методов неразрушающего контроля (НК) с использованием ультразвуковых волн или высокочастотных звуковых волн для проверки актива или материала на наличие дефектов, характеристик, измерений, а также ползучести, усталости и вязкость разрушения.
UT — идеальное решение для неразрушающего контроля, поскольку оно позволяет обнаруживать дефекты, невидимые невооруженным глазом. В отношении активов, в которых хранятся ядерные или другие опасные материалы, важно проверить контейнеры, чтобы убедиться в отсутствии дефектов, которые могут привести к утечкам, авариям или даже смертельным исходам.
Ультразвуковой контроль используется в течение нескольких десятилетий с заметными технологическими достижениями, которые продолжают формировать его будущее и области применения.
В результате этих усовершенствований ультразвуковые данные теперь могут быть преобразованы в 3D-модели, а иногда и в физические модели, чтобы помочь инспекторам лучше осматривать активы или материалы.
Эти модели помогают инспекторам определить вероятность обнаружения (POD) дефекта. Затем эти данные помогают инспекторам оценить риски потенциальных дефектов активов, что делает их бесценным инструментом для инспектора.
Ультразвуковой контроль состоит из следующих компонентов:
Генератор/приемник излучает электрические импульсы высокого напряжения в материал.
Преобразователь производит высокочастотную ультразвуковую энергию (звуковые волны), которая проходит через материалы. Если волны отражаются обратно к приемнику, это обычно является признаком трещины или другого дефекта в материале.
дисплей записывает это отклонение в виде электрических сигналов.
Инспекторы также могут использовать ультразвуковой контроль для записи измерений дефектов в этих материалах.
Как правило, преобразователь проходит над проверяемым объектом с гелевой, водной или масляной контактной жидкостью, чтобы свести к минимуму воздействие воздуха и облегчить передачу звуковых волн через материал.
Эти высокочастотные звуковые волны проходят через проверяемые материалы, пока не достигнут границы и не отразятся обратно к преобразователю. Эти отражения помогают техническим специалистам измерять толщину материала или находить дефекты в материале (материалах), которые в противном случае остались бы незамеченными невооруженным глазом.
Существует три основных метода ультразвукового контроля, которые описывают различные способы получения материалом формы ультразвуковой волны:
При отражении или импульсно-эхо-контроле один и тот же преобразователь производит и принимает звук волны в виде импульсных эхо-сигналов, которые отражаются от дефекта или другой стороны материала. Эхо-импульсное тестирование используется, когда нет доступа к другой стороне материала.
При испытаниях на затухание или на сквозное пропускание излучатель посылает ультразвуковую энергию с одной поверхности, а отдельный приемник используется для сбора звуковой энергии, выходящей с другой стороны материала. Если обнаружен дефект, то количество принимаемого звука будет уменьшено. Тестирование на сквозное пропускание используется, когда вы можете получить доступ к другой стороне материала и когда материал состоит из нескольких слоев, таких как сердцевина из пенопласта.
При резонансе один и тот же преобразователь производит и принимает звуковую волну в виде различных эхо-сигналов, которые отражаются от дефекта или другой стороны материала. Резонансное тестирование также используется, когда вы можете получить доступ только к одной стороне актива. Используется для измерения толщины.
Существует два основных типа ультразвукового контроля:
Контактный ультразвуковой контроль используется для неразрушающего контроля крупных или доступных объектов, которые нельзя транспортировать в лабораторию. Инспекторы используют гель с преобразователем, чтобы устранить воздушные зазоры и улучшить распространение звука.
Иммерсионный ультразвуковой контроль — это лабораторный метод неразрушающего контроля, в основном используемый для изогнутых или сложных объектов, которые погружаются в воду для сбора более качественных звуковых данных.
Иммерсионный ультразвуковой контроль обычно использует эхо-импульсный контроль для сбора данных о толщине стенки и характеристиках материала.
Для промышленного контроля применяется ультразвуковой контроль металлов, бетона, керамики и пластмасс. Ультразвуковой контроль нельзя использовать для изделий из дерева или бумаги.
Ультразвуковой контроль полезен при проверке толстых активов, которые доступны только с одной стороны, и может собирать данные о плоских дефектах. Это делает его лучшим методом контроля, чем рентгенографический контроль.
UT Толщина клапана
Системы ультразвуковой визуализации используются для создания высокодетализированных моделей путем отображения внутренней структуры актива или материала с помощью звуковых волн. Существует множество отраслей, в которых ультразвуковой контроль используется для определения целостности актива или материала, в том числе:
Oil and Gas
Petrochemical Refineries
Power Generation and Utilities
Construction
Medical Diagnostic Imaging
Aerospace
Metalworking Suppliers
Maritime
Автомобильная
Трубопроводная
Производственные цеха
Железная дорога
Существует несколько типов методов ультразвукового контроля.
Вот основные из них, которые проводит инспектор:
Усовершенствованный метод ультразвукового обратного рассеяния (AUBT) — это метод, используемый на нефтехимических и нефтеперерабатывающих заводах для сосудов под давлением и трубопроводов для выявления дефектов, вызванных высокотемпературной водородной атакой (HTHA). ). Этот метод обеспечивает частотный анализ и отображение ультразвукового А-скана, которое показывает количество полученной ультразвуковой энергии в зависимости от времени.
Ультразвуковой контроль с сухой муфтой (DCUT) — это альтернативный метод ультразвукового контроля, в котором для контроля не используется жидкая контактная жидкость. DCUT является универсальным и может проводиться с использованием различных типов преобразователей при высоких напряжениях.
Электромагнитно-акустический преобразователь (ЭМАП) — это бесконтактный ультразвуковой метод, при котором звук излучается в материале, а не в преобразователе. Этот метод широко используется в химической и нефтегазовой промышленности для проверки трубопроводов, трубных опор, сосудов и труб.
Ультразвуковой контроль с направленной волной (GWUT) / Ультразвуковой контроль на больших расстояниях (LRUT) обычно используется для проверки длинных труб путем направления звуковых волн вниз по трубе для обнаружения коррозии или других повреждений трубы. Датчики размещаются вокруг труб и собирают данные за счет отражения ультразвуковой энергии от одного датчика к другому.
Проведение УЗ-тестирования с помощью внутренней вращающейся системы контроля (IRIS) — это метод, в котором используется датчик, вставляемый внутрь затопленных труб, котлов и труб. Зонд генерирует ультразвуковые волны для обнаружения коррозии.
Быстрая ультразвуковая сетка (RUG) — это метод неразрушающего контроля, который измеряет толщину гораздо быстрее, чем традиционные методы. Несколько ультразвуковых датчиков используются одновременно для сбора данных и создания 3D-моделей.
Ультразвуковой контроль поперечной волны (SH-волна) — это метод ультразвукового контроля, который в основном используется для контроля сварных швов путем направления ультразвуковых волн под углом для обнаружения неламинарных аномалий.
Автоматизированный ультразвуковой контроль (AUT) включает в себя УЗК с фазированной решеткой и времяпролетную дифракционную инспекцию, описанные ниже, с использованием методов контроля импульсного эха для картирования коррозии.
Ультразвуковой контроль с фазированной решеткой (PAUT) — это усовершенствованный метод неразрушающего контроля, в котором используется большой набор датчиков, предназначенных для обнаружения трещин, проверки сварных швов, измерения толщины и обнаружения коррозии. Зонды систематически синхронизируют лучи ультразвуковых волн под разными углами и на разные расстояния для сбора данных.
Ультразвуковой контроль — это отличный метод неразрушающего контроля, который позволяет техникам обнаруживать дефекты, невидимые невооруженным глазом.
UT имеет возможность собирать данные с одной стороны актива или материала, в отличие от микрометров и штангенциркулей, что упрощает проверку активов. Эти данные можно использовать для создания 3D-моделей активов, отображающих дефекты и измерения.
Вот все преимущества ультразвукового контроля:
Непосредственные результаты
Результаты являются надежными и легко реплицируются
Минимальная подготовка к тестированию
Не существует опасности для здоровья для использования ультразвуковой энергии, в отличие от рентгенографии
Высокие высокие точки Точно Точно.
Высокоточное определение размера дефектов даже при очень малых дефектах
Предоставляет подробные модели
Может собирать данные с одной стороны актива или материала
Может находить дефекты на поверхности и в активе или материале
Может измерять толщину
Может проникать глубоко внутрь актива или материала
4
4
4
2 Может измерять толщину
Может использоваться для определения характеристик материала
Может использоваться удаленно
Поскольку этот метод неразрушающего контроля обладает более высоким потенциалом мощности, чем другие виды неразрушающего контроля, ультразвуковой контроль может давать изображения более четкой четкости, чем другими методами, и он может указывать характеристики глубже, чем те, которые обнаруживаются на уровне поверхности материала.
Волноводный ультразвуковой контроль (GWUT)
Как и любой метод неразрушающего контроля, ультразвуковой контроль имеет ограничения.
Обученный технический специалист должен проводить тесты в соответствии со специальными стандартами тестирования и потребуется для интерпретации данных. Поскольку это узкоспециализированный навык, обучение ультразвуковому контролю и сертификация являются более обширными, чем обучение другим методам неразрушающего контроля.
Другие ограничения включают:
Поверхности должны быть доступными и чистыми, чтобы излучать ультразвуковую энергию
Для проведения испытаний требуются контактные вещества, такие как гель, вода или масло
имеют неправильную форму, шероховатые, очень маленькие или тонкие
Грубые материалы могут быть трудно контролируемыми из-за высокого шума сигнала и низкой передачи звука
Дефекты, идущие параллельно ультразвуковой энергии, могут остаться незамеченными
Возможны ложные срабатывания или ложные сигналы
Для различных материалов может потребоваться несколько настроек
УЗ-толщиномеры дороже других измерительных приборов
90 для металлических банок имеют пониженную чувствительность по сравнению с рентгенографией
Как упоминалось выше, УЗ состоит из генератора импульсов/приемника, преобразователя и дисплея.
Однако существует несколько различных типов преобразователей и датчиков, в том числе:
Контактные преобразователи используются для обнаружения дефектов и измерения толщины.
Колесные датчики используются для контроля длинных труб за короткое время.
Выносные преобразователи используются для измерения толщины под углом.
Гибкие преобразователи используются на внутренних или внешних поверхностях для обнаружения дефектов.
Дефектоскопы обрабатывает ультразвуковые сигналы для отображения формы волны скрытых дефектов, таких как включения, трещины, пустоты и отслоения, в сварных швах, поковках, стальных балках, трубопроводах и резервуарах.
Толщиномер измеряет скорость звука и измеряет временной интервал для расчета толщины (расстояние = скорость x время). Это высокоточное измерение, используемое при осмотре резервуаров и трубопроводов без опорожнения актива.
Американское общество неразрушающего контроля требует, чтобы техники ультразвукового контроля прошли курсы, чтобы стать сертифицированными техниками уровня I и уровня II.
Техник-ультразвукник I уровня должен пройти 40 часов курсовой работы по базовой теории ультразвука и толщине стенок. Этот курс необходим техническим специалистам, чтобы научиться правильно проводить ультразвуковой контроль, поскольку он охватывает типы ультразвукового оборудования, способы калибровки оборудования и способы проведения ультразвукового контроля измерений толщины стенок.
Технический специалист уровня I должен иметь 210 часов опыта, прежде чем сможет пройти курсы технического персонала уровня II.
Техник-ультразвукник уровня II должен пройти дополнительные 40 часов курсовой работы по теории ультразвука, оценке сварных швов, оборудованию и передовым методам калибровки, а также инновационным методам обнаружения и оценки дефектов.
Техник уровня II должен иметь дополнительные 630 часов опыта.
Существует много других дополнительных курсов, которые может пройти техник UT, но они не требуются для сертификации.
Курсы по передовым приложениям УЗ, таким как времяпролетная дифракция (TOFD) и фазированная решетка (PAUT), доступны для опытных техников, которые хотят продвинуться по карьерной лестнице и повысить свою заработную плату.
Ультразвуковой контроль и дисплей
Как и на любой работе, заработная плата зависит от того, где вы живете, стоимости жизни в этом районе и уровня подготовки.
В целом, техник по ультразвуковому контролю может зарабатывать от 23 000 до 99 000 долларов в год при средней зарплате около 53 000 долларов в год.
Существуют два органа, которые регулируют порядок проведения проверок UT: Международная организация по стандартизации (ISO) и Европейский комитет по стандартизации (CEN).
Эти органы создают стандарты, регулирующие проведение неразрушающего ультразвукового контроля. Однако методы не зависят от материала и не ограничиваются конкретными отраслями.
Как мы выяснили, ультразвуковой контроль можно использовать в нескольких различных областях. Существуют разные методы для пластмасс и металлов, а также разные методы измерения толщины, характеристики материала и обнаружения дефектов.
Стандарты включают, но не ограничиваются:
Квалификация персонала NDT
Обследование и тестирование различных типов сварных швов
Оценки дефицита
Определение ультрасонической скорости пульса в бетон
1 . стальных труб для трубопроводов
Выявление и оценка несплошностей каждым ультразвуковым методом
Процедуры испытаний для определения характеристик материалов
Эти стандарты не закреплены законодательством, но коды в рамках этих стандартов являются обязательными, например, Кодекс ASME по котлам и сосудам под давлением, определенный Европейской директивой по оборудованию, работающему под давлением (PED).
Стандартная практика измерения скорости ультразвука в материалах сравнительным эхо-импульсным методом
Лицензионное соглашение ASTM
ВАЖНО — ВНИМАТЕЛЬНО ПРОЧИТАЙТЕ ЭТИ УСЛОВИЯ ПЕРЕД ВХОДОМ В ЭТОТ ПРОДУКТ ASTM. Приобретая подписку и нажимая на это соглашение, вы вступаете в
контракт, и подтверждаете, что прочитали настоящее Лицензионное соглашение, что вы понимаете
его и соглашаетесь соблюдать его условия. Если вы не согласны с условиями настоящего Лицензионного соглашения,
немедленно покиньте эту страницу, не входя в продукт ASTM.
1. Право собственности: Этот продукт защищен авторским правом, как
компиляции и в виде отдельных стандартов, статей и/или документов («Документы») ASTM
(«ASTM»), 100 Barr Harbour Drive, West Conshohocken, PA 19. 428-2959 США, если не указано иное
прямо указано в тексте отдельных документов. Все права защищены. Ты
(Лицензиат) не имеет прав собственности или иных прав на Продукт ASTM или Документы.
Это не продажа; все права, право собственности и интерес к продукту или документам ASTM
(как в электронном, так и в печатном виде) принадлежат ASTM. Вы не можете удалять или скрывать
уведомление об авторских правах или другое уведомление, содержащееся в Продукте или Документах ASTM.
2. Определения.
A. Типы лицензиатов:
(i) Индивидуальный пользователь: один уникальный компьютер с индивидуальным IP-адресом;
(ii) Одноместный: одно географическое местоположение или несколько
объекты в пределах одного города, входящие в состав единой организационной единицы, управляемой централизованно;
например, разные кампусы одного и того же университета в одном городе управляются централизованно.
(iii) Multi-Site: организация или компания с
независимое управление несколькими точками в одном городе; или организация или
компания, расположенная более чем в одном городе, штате или стране, с центральным управлением для всех местоположений.
B. Авторизованные пользователи: любое лицо, подписавшееся
к этому Продукту; если Site License также включает зарегистрированных студентов, преподавателей или сотрудников,
или сотрудник Лицензиата на Одном или Множественном Сайте.
3. Ограниченная лицензия. ASTM предоставляет Лицензиату ограниченное,
отзывная, неисключительная, непередаваемая лицензия на доступ посредством одного или нескольких
авторизованные IP-адреса и в соответствии с условиями настоящего Соглашения использовать
разрешенных и описанных ниже, каждого Продукта ASTM, на который Лицензиат подписался.
A. Конкретные лицензии:
(i) Индивидуальный пользователь:
(a) право просматривать, искать, извлекать, отображать и просматривать Продукт;
(b) право скачивать, хранить или распечатывать отдельные копии
отдельных Документов или частей таких Документов исключительно для собственного использования Лицензиатом.
То есть Лицензиат может получить доступ к электронному файлу Документа (или его части) и загрузить его.
Документа) для временного хранения на одном компьютере в целях просмотра и/или
печать одной копии документа для личного пользования. Ни электронный файл, ни
единственный печатный отпечаток может быть воспроизведен в любом случае. Кроме того, электронный
файл не может распространяться где-либо еще по компьютерным сетям или иным образом. Это
электронный файл нельзя отправить по электронной почте, загрузить на диск, скопировать на другой жесткий диск или
в противном случае разделены. Одна печатная копия может быть распространена среди других только для их
внутреннее использование в вашей организации; его нельзя копировать. Индивидуальный загруженный документ
иным образом не может быть продана или перепродана, сдана в аренду, сдана в аренду, одолжена или сублицензирована.
(ii) Односайтовые и многосайтовые лицензии:
(a) право просматривать, искать, извлекать, отображать и просматривать Продукт;
(b) право скачивать, хранить или распечатывать отдельные копии
отдельных Документов или частей таких Документов для личных целей Авторизованного пользователя.
использовать и передавать такие копии другим Авторизованным пользователям Лицензиата в компьютерной сети Лицензиата;
(c) если образовательное учреждение, Лицензиату разрешается предоставлять
печатная копия отдельных Документов отдельным учащимся (Авторизованные пользователи) в классе по месту нахождения Лицензиата;
(d) право на отображение, загрузку и распространение печатных копий
Документов для обучения Авторизованных пользователей или групп Авторизованных пользователей.
(e) Лицензиат проведет всю необходимую аутентификацию
и процессы проверки, чтобы гарантировать, что только авторизованные пользователи могут получить доступ к продукту ASTM.
(f) Лицензиат предоставит ASTM список авторизованных
IP-адреса (числовые IP-адреса домена) и, если многосайтовый, список авторизованных сайтов.
B. Запрещенное использование.
(i) Настоящая Лицензия описывает все разрешенные виды использования. Любой другой
использование запрещено, является нарушением настоящего Соглашения и может привести к немедленному прекращению действия настоящей Лицензии.
(ii) Авторизованный пользователь не может производить этот Продукт, или
Документы, доступные любому, кроме другого Авторизованного Пользователя, будь то по интернет-ссылке,
или разрешив доступ через его или ее терминал или компьютер; или другими подобными или отличными средствами или договоренностями.
(iii) В частности, никто не имеет права передавать, копировать,
или распространять любой Документ любым способом и с любой целью, за исключением случаев, описанных в Разделе
3 настоящей Лицензии без предварительного письменного разрешения ASTM. Особенно,
за исключением случаев, описанных в Разделе 3, никто не может без предварительного письменного разрешения
ASTM: (a) распространять или пересылать копию (электронную или иную) любой статьи, файла,
или материал, полученный из любого продукта или документа ASTM; (b) воспроизводить или фотокопировать любые
стандарт, статья, файл или материал из любого продукта ASTM; в) изменять, видоизменять, приспосабливать,
или переводить любой стандарт, статью, файл или материал, полученный из любого продукта ASTM;
(d) включать любой стандарт, статью, файл или материал, полученный из любого продукта ASTM или
Документировать в других произведениях или иным образом создавать любые производные работы на основе любых материалов. получено из любого продукта или документа ASTM; (e) взимать плату за копию (электронную или
иным образом) любого стандарта, статьи, файла или материала, полученного из любого продукта ASTM или
Документ, за исключением обычных расходов на печать/копирование, если такое воспроизведение разрешено
по разделу 3; или (f) систематически загружать, архивировать или централизованно хранить существенные
части стандартов, статей, файлов или материалов, полученных из любого продукта ASTM или
Документ. Включение печатных или электронных копий в пакеты курсов или электронные резервы,
или для использования в дистанционном обучении, не разрешено настоящей Лицензией и запрещено без
Предварительное письменное разрешение ASTM.
(iv) Лицензиат не может использовать Продукт или доступ к
Продукт в коммерческих целях, включая, помимо прочего, продажу Документов,
материалы, платное использование Продукта или массовое воспроизведение или распространение Документов
в любой форме; а также Лицензиат не может взимать с Авторизованных пользователей специальные сборы за использование
Продукт сверх разумных расходов на печать или административные расходы.
C. Уведомление об авторских правах . Все копии материала из ASTM
Продукт должен иметь надлежащее уведомление об авторских правах от имени ASTM, как показано на начальной странице.
каждого стандарта, статьи, файла или материала. Сокрытие, удаление или изменение
уведомление об авторских правах не допускается.
4. Обнаружение запрещенного использования.
A. Лицензиат несет ответственность за принятие разумных мер
для предотвращения запрещенного использования и незамедлительного уведомления ASTM о любых нарушениях авторских прав или
запрещенное использование, о котором Лицензиату стало известно. Лицензиат будет сотрудничать с ASTM
при расследовании любого такого запрещенного использования и предпримет разумные шаги для обеспечения
прекращение такой деятельности и предотвращение ее повторения.
B. Лицензиат должен приложить все разумные усилия для защиты
Продукт от любого использования, не разрешенного настоящим Соглашением, и уведомляет
ASTM о любом использовании, о котором стало известно или о котором было сообщено.
5. Постоянный доступ к продукту. ASTM резервирует
право прекратить действие настоящей Лицензии после письменного уведомления, если Лицензиат существенно нарушит
условия настоящего Соглашения. Если Лицензиат не оплачивает ASTM какую-либо лицензию или
абонентской платы в установленный срок, ASTM предоставит Лицензиату 30-дневный период в течение
что бы вылечить такое нарушение. Для существенных нарушений период устранения не предоставляется
связанные с нарушениями Раздела 3 или любыми другими нарушениями, которые могут привести к непоправимым последствиям ASTM. вред. Если подписка Лицензиата на Продукт ASTM прекращается, дальнейший доступ к
онлайн-база данных будет отклонена. Если Лицензиат или Авторизованные пользователи существенно нарушают
настоящую Лицензию или запрещать использование материалов в любом продукте ASTM, ASTM оставляет за собой право
право отказать Лицензиату в любом доступе к Продукту ASTM по собственному усмотрению ASTM.
6. Форматы доставки и услуги.
A. Некоторые продукты ASTM используют стандартный интернет-формат HTML.
ASTM оставляет за собой право изменить такой формат с уведомлением Лицензиата за три [3] месяца,
хотя ASTM приложит разумные усилия для использования общедоступных форматов.
Лицензиат и Авторизованные пользователи несут ответственность за получение за свой счет
подходящие подключения к Интернету, веб-браузеры и лицензии на любое необходимое программное обеспечение
для просмотра продуктов ASTM.
B. Продукты ASTM также доступны в Adobe Acrobat
(PDF) Лицензиату и его Авторизованным пользователям, которые несут единоличную ответственность за установку
и настройка соответствующего программного обеспечения Adobe Acrobat Reader.
C. ASTM приложит разумные усилия для предоставления онлайн-доступа
доступны на постоянной основе. Доступность будет зависеть от периодического
перерывы и простои для обслуживания сервера, установки или тестирования программного обеспечения,
загрузка новых файлов и причины, не зависящие от ASTM. ASTM не гарантирует доступ,
и не несет ответственности за ущерб или возврат средств, если Продукт временно недоступен,
или если доступ становится медленным или неполным из-за процедур резервного копирования системы,
объем трафика, апгрейды, перегрузка запросов к серверам, общие сбои сети
или задержки, или любая другая причина, которая может время от времени делать продукт недоступным
для Лицензиата или Авторизованных пользователей Лицензиата.
7. Условия и стоимость.
A. Срок действия настоящего Соглашения _____________ («Период подписки»).
Доступ к Продукту предоставляется только на Период Подписки. Настоящее Соглашение останется в силе
после этого для последовательных Периодов подписки при условии, что ежегодная абонентская плата, как таковая, может
меняются время от времени, оплачиваются. Лицензиат и/или ASTM имеют право расторгнуть настоящее Соглашение.
в конце Периода подписки путем письменного уведомления, направленного не менее чем за 30 дней.
B. Сборы:
8. Проверка. ASTM имеет право проверять соответствие
с настоящим Соглашением, за свой счет и в любое время в ходе обычной деятельности
часы. Для этого ASTM привлечет независимого консультанта при соблюдении конфиденциальности. соглашение, для проверки использования Лицензиатом Продукта и/или Документов ASTM. Лицензиат соглашается
разрешить доступ к своей информации и компьютерным системам для этой цели. Проверка
состоится после уведомления не менее чем за 15 дней, в обычные рабочие часы и в
таким образом, чтобы не создавать необоснованного вмешательства в деятельность Лицензиата. Если
проверка выявляет нелицензионное или запрещенное использование продуктов или документов ASTM,
Лицензиат соглашается возместить ASTM расходы, понесенные при проверке и возмещении
ASTM для любого нелицензированного/запрещенного использования. Применяя эту процедуру, ASTM не отказывается от
любое из своих прав на обеспечение соблюдения настоящего Соглашения или на защиту своей интеллектуальной собственности путем
любым другим способом, разрешенным законом. Лицензиат признает и соглашается с тем, что ASTM может внедрять
определенная идентифицирующая или отслеживающая информация в продуктах ASTM, доступных на Портале.
9. Пароли: Лицензиат должен немедленно уведомить ASTM
о любом известном или предполагаемом несанкционированном использовании(ях) своего пароля(ей) или о любом известном или предполагаемом
нарушение безопасности, включая утерю, кражу, несанкционированное раскрытие такого пароля
или любой несанкционированный доступ или использование Продукта ASTM. Лицензиат несет исключительную ответственность
для сохранения конфиденциальности своего пароля (паролей) и для обеспечения авторизованного
доступ и использование Продукта ASTM. Личные учетные записи/пароли не могут быть переданы.
10. Отказ от гарантии: Если не указано иное в настоящем Соглашении,
все явные или подразумеваемые условия, заверения и гарантии, включая любые подразумеваемые
гарантия товарного состояния, пригодности для определенной цели или ненарушения прав
отказываются от ответственности, за исключением случаев, когда такие отказы признаются юридически недействительными.
11. Ограничение ответственности: В пределах, не запрещенных законом,
ни при каких обстоятельствах ASTM не несет ответственности за любые потери, повреждения, потерю данных или за особые, косвенные,
косвенные или штрафные убытки, независимо от теории ответственности,
возникающие в результате или в связи с использованием продукта ASTM или загрузкой документов ASTM.
Ни при каких обстоятельствах ответственность ASTM не будет превышать сумму, уплаченную Лицензиатом по настоящему Лицензионному соглашению.
12. Общие.
A. Расторжение: Настоящее Соглашение действует до
прекращено. Лицензиат может расторгнуть настоящее Соглашение в любое время, уничтожив все копии
(на бумажном, цифровом или любом носителе) Документов ASTM и прекращении любого доступа к Продукту ASTM.
B. Применимое право, место проведения и юрисдикция: Это
Соглашение должно толковаться и толковаться в соответствии с законодательством
Содружество Пенсильвании. Лицензиат соглашается подчиняться юрисдикции и месту проведения
в суды штата и федеральные суды Пенсильвании по любому спору, который может возникнуть в соответствии с настоящим
Соглашение. Лицензиат также соглашается отказаться от любых претензий на неприкосновенность, которыми он может обладать.
C. Интеграция: Настоящее Соглашение представляет собой полное соглашение
между Лицензиатом и ASTM в отношении его предмета. Он заменяет все предыдущие или
одновременные устные или письменные сообщения, предложения, заверения и гарантии
и имеет преимущественную силу над любыми противоречащими или дополнительными условиями любой цитаты, заказа, подтверждения,
или другое сообщение между сторонами, относящееся к его предмету в течение срока действия
настоящего Соглашения.
 Временной интервал между зондирующим и эхо-импульсами пропорционален глубине залегания дефекта, а амплитуда, в определенных пределах, отражающей способности (размеру) дефекта.
Временной интервал между зондирующим и эхо-импульсами пропорционален глубине залегания дефекта, а амплитуда, в определенных пределах, отражающей способности (размеру) дефекта.

 ..
.. Для контроля монолитных плит и образцов изогнутой балки из углепластика наиболее подходящим является ультразвуковой эхо-импульсный метод. Показано, что в процессе разработки режимов формования новых марок углепластиков проведение ультразвукового контроля позволяет оптимизировать режим, а на стадиях испытаний – исключать дефектные образцы и оценивать характер и размеры повреждений, появляющихся после испытаний.
Для контроля монолитных плит и образцов изогнутой балки из углепластика наиболее подходящим является ультразвуковой эхо-импульсный метод. Показано, что в процессе разработки режимов формования новых марок углепластиков проведение ультразвукового контроля позволяет оптимизировать режим, а на стадиях испытаний – исключать дефектные образцы и оценивать характер и размеры повреждений, появляющихся после испытаний. 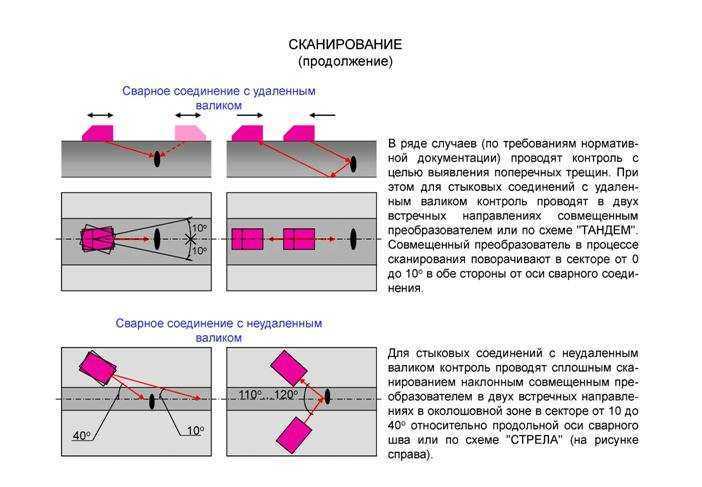


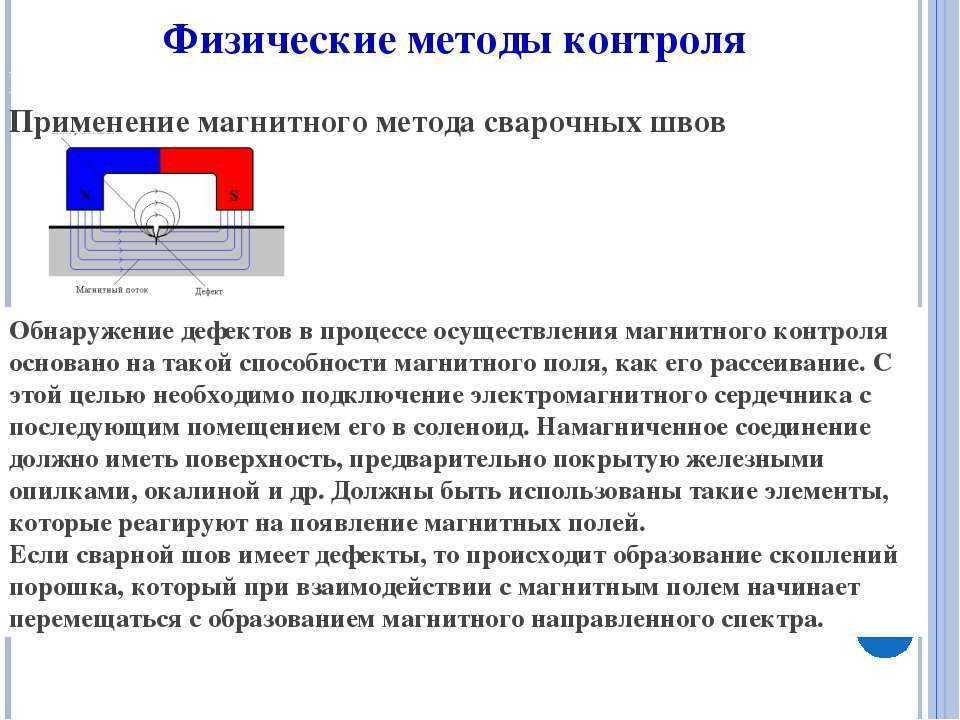 Для анализа и обработки результатов применяли специальное программное обеспечение.
Для анализа и обработки результатов применяли специальное программное обеспечение.
 1, а, б, при неверно подобранном режиме формования, а также при различных нарушениях сборки пакета перед формованием могут появляться зоны с различными несплошностями, в основном в виде повышенной пористости, что в свою очередь приводит к снижению амплитуды донных эхо-сигналов в этих зонах. При оптимальном режиме формования образцы формуются с допустимой величиной пористости, равномерной по всей площади формуемой плиты, и на С-скане амплитуда донных эхо-сигналов при этом практически равномерная по всей площади.
1, а, б, при неверно подобранном режиме формования, а также при различных нарушениях сборки пакета перед формованием могут появляться зоны с различными несплошностями, в основном в виде повышенной пористости, что в свою очередь приводит к снижению амплитуды донных эхо-сигналов в этих зонах. При оптимальном режиме формования образцы формуются с допустимой величиной пористости, равномерной по всей площади формуемой плиты, и на С-скане амплитуда донных эхо-сигналов при этом практически равномерная по всей площади.
 Для повышения чувствительности и разрешающей способности применяют фокусированные ультразвуковые преобразователи, в случае с фазированной решеткой используют аппаратную фокусировку.
Для повышения чувствительности и разрешающей способности применяют фокусированные ультразвуковые преобразователи, в случае с фазированной решеткой используют аппаратную фокусировку. Иногда при сборке пакета просто забывают снять пленку со слоя препрега. Данный вид дефекта можно обнаружить с помощью ультразвукового метода НК. На рис. 3 приведен результат контроля плиты из углепластика толщиной 6 мм, в которой на одной из половинок слоя препрега с углом укладки 45 градусов обнаружена не снятая в процессе укладки слоев пленка.
Иногда при сборке пакета просто забывают снять пленку со слоя препрега. Данный вид дефекта можно обнаружить с помощью ультразвукового метода НК. На рис. 3 приведен результат контроля плиты из углепластика толщиной 6 мм, в которой на одной из половинок слоя препрега с углом укладки 45 градусов обнаружена не снятая в процессе укладки слоев пленка. 2-16-R1 с рабочими частотами 5 МГц. При использовании секторных фазированных решеток необходимо изготавливать специальные линии задержек (призмы или локальные иммерсионные ванны) с размерами, требования к которым приведены в работе [18].
2-16-R1 с рабочими частотами 5 МГц. При использовании секторных фазированных решеток необходимо изготавливать специальные линии задержек (призмы или локальные иммерсионные ванны) с размерами, требования к которым приведены в работе [18].


 Данное испытание проводят в два этапа: сначала на образец оказывают ударное воздействие с использованием специального копра, после чего образец подвергают сжатию. Немаловажным является определение площади ударного повреждения после ударного воздействия – значение этого показателя впоследствии используют для определения расчетной характеристики прочности. В данном случае ультразвук является одним из оптимальных методов определения площади повреждения. Для этого, как и при контроле плоских плит после формования и перед механическими испытаниями, проводят сканирование образца по всей его площади одноэлементным преобразователем или линейной фазированной решеткой с сохранением результатов контроля и последующей обработкой данных с помощью специальных программ. Фиксирование границ повреждения осуществляют либо по отраженным сигналам от несплошностей, либо по величине амплитуды эхо-сигналов от донной поверхности образца. Для этой цели также можно использовать амплитудный теневой метод ультразвукового контроля.
Данное испытание проводят в два этапа: сначала на образец оказывают ударное воздействие с использованием специального копра, после чего образец подвергают сжатию. Немаловажным является определение площади ударного повреждения после ударного воздействия – значение этого показателя впоследствии используют для определения расчетной характеристики прочности. В данном случае ультразвук является одним из оптимальных методов определения площади повреждения. Для этого, как и при контроле плоских плит после формования и перед механическими испытаниями, проводят сканирование образца по всей его площади одноэлементным преобразователем или линейной фазированной решеткой с сохранением результатов контроля и последующей обработкой данных с помощью специальных программ. Фиксирование границ повреждения осуществляют либо по отраженным сигналам от несплошностей, либо по величине амплитуды эхо-сигналов от донной поверхности образца. Для этой цели также можно использовать амплитудный теневой метод ультразвукового контроля. На рис. 7 приведены С-сканы образца из углепластика толщиной 6,5 мм после ударного воздействия. Сканирование образца осуществляли с помощью дефектоскопа OmniScan MX, ультразвуковой линейной фазированной решетки Olympus NDT 5L-64-NW1 с рабочей частотой 5 МГц и специального кодировщика для построения С-скана.
На рис. 7 приведены С-сканы образца из углепластика толщиной 6,5 мм после ударного воздействия. Сканирование образца осуществляли с помощью дефектоскопа OmniScan MX, ультразвуковой линейной фазированной решетки Olympus NDT 5L-64-NW1 с рабочей частотой 5 МГц и специального кодировщика для построения С-скана. На рис. 8 приведен результат ультразвукового контроля образца из углепластика после испытаний на трехточечный изгиб.
На рис. 8 приведен результат ультразвукового контроля образца из углепластика после испытаний на трехточечный изгиб. 5, а.
5, а. В таких случаях необходимо применять ультразвуковой амплитудный теневой метод.
В таких случаях необходимо применять ультразвуковой амплитудный теневой метод. 2018. № 1 (50). С. 58–63. DOI: 10.18577/2071-9140-2018-0-1-58-63.
2018. № 1 (50). С. 58–63. DOI: 10.18577/2071-9140-2018-0-1-58-63. трудов X Всерос. конф. «ТестМат». М.: ВИАМ, 2018. С. 18–31. URL: https://conf.viam.ru/sites/default/files/uploads/proceedings/1063.pdf (дата обращения: 07.05.2021).
трудов X Всерос. конф. «ТестМат». М.: ВИАМ, 2018. С. 18–31. URL: https://conf.viam.ru/sites/default/files/uploads/proceedings/1063.pdf (дата обращения: 07.05.2021). В. Ланге. 864 с.
В. Ланге. 864 с. техн. наук. М., 2016. 203 с.
техн. наук. М., 2016. 203 с. 1 (50), pp. 58–63. DOI: 10.18577/2071-9140-2018-0-1-58-63.
1 (50), pp. 58–63. DOI: 10.18577/2071-9140-2018-0-1-58-63. Proceedings of the X All-Russia. conf. «TestMat». Moscow: VIAM, 2018, pp. 18–31. Available at: https://conf.viam.ru/sites/default/files/uploads/proceedings/1063.pdf (accessed: May 07, 2021).
Proceedings of the X All-Russia. conf. «TestMat». Moscow: VIAM, 2018, pp. 18–31. Available at: https://conf.viam.ru/sites/default/files/uploads/proceedings/1063.pdf (accessed: May 07, 2021).
 ). Moscow, 2016, 203 p.
). Moscow, 2016, 203 p. Смотрите так же разделы – Услуги по ультразвуковой дефектоскопии, Обучение и аттестация специалистов УЗК, Ультразвуковые дефектоскопы.
Смотрите так же разделы – Услуги по ультразвуковой дефектоскопии, Обучение и аттестация специалистов УЗК, Ультразвуковые дефектоскопы.


 Одним из возможных методов повышения чувствительности ЭМА-сичткмы является применение когерентной обработки принимаемых сигналов.
Одним из возможных методов повышения чувствительности ЭМА-сичткмы является применение когерентной обработки принимаемых сигналов. Данный метод так же часто называют «времяпролетным», дословно переводя английское название Time-of-flight diffraction (TOFD). С появлением более мощных портативных компьютеров во второй половине 1980-х годов, метод TOFD стал более востребованным, а с начала 2000 года занимает в Европе и США лидирующие позиции по отношению к традиционному эхо-импульсному методу УЗК. Данному методу посвящен ГОСТ ISO 10863-20 Применение дифракционно-временного метода (TOFD).
Данный метод так же часто называют «времяпролетным», дословно переводя английское название Time-of-flight diffraction (TOFD). С появлением более мощных портативных компьютеров во второй половине 1980-х годов, метод TOFD стал более востребованным, а с начала 2000 года занимает в Европе и США лидирующие позиции по отношению к традиционному эхо-импульсному методу УЗК. Данному методу посвящен ГОСТ ISO 10863-20 Применение дифракционно-временного метода (TOFD). Обрабатывая принятые сигналы, на экране дефектоскопа создается наглядный образ дефекта.
Обрабатывая принятые сигналы, на экране дефектоскопа создается наглядный образ дефекта. В частности метод TOFD показал себя более чувствительным к таким дефектам как плоскостные трещины. На следующем изображении, показана фиксация дефектов сварного шва выявленных сканером TOFD и на рентгеновском снимке. Из прочих преимуществ денного вида УЗК можно отметить безопасность, практическое отсутствие расходных материалов и быстроту получения результатов.
В частности метод TOFD показал себя более чувствительным к таким дефектам как плоскостные трещины. На следующем изображении, показана фиксация дефектов сварного шва выявленных сканером TOFD и на рентгеновском снимке. Из прочих преимуществ денного вида УЗК можно отметить безопасность, практическое отсутствие расходных материалов и быстроту получения результатов. По результатам европейского проекта «Эффективность применения метода TOFD для контроля сварных соединений сосудов под давлением на стадии изготовления» (TOFDPROOF) было проведено сравнение эффективности данного метода с радиографией и традиционнымэхо-импульсным методом УЗК. Результаты исследования приведены в следующей таблице. Таблица также включает данные, полученные проектом KINT, проведенного голландским обществом проверки качества и неразрушающего контроля. Результатом этого исследования стало сравнение данных о вероятности обнаружения реальных и ложных дефектов в контролируемом материале.
По результатам европейского проекта «Эффективность применения метода TOFD для контроля сварных соединений сосудов под давлением на стадии изготовления» (TOFDPROOF) было проведено сравнение эффективности данного метода с радиографией и традиционнымэхо-импульсным методом УЗК. Результаты исследования приведены в следующей таблице. Таблица также включает данные, полученные проектом KINT, проведенного голландским обществом проверки качества и неразрушающего контроля. Результатом этого исследования стало сравнение данных о вероятности обнаружения реальных и ложных дефектов в контролируемом материале. Из-за распространения дифрагированных сигналов во всех направлениях, метод TOFD чувствителен фактически к любому типу дефектов, независимо от их ориентации. Благодаря широкому охвату контролируемой поверхности, сигналы малой амплитуды дифрагированные от краев дефекта, выводятся на экране в корректном относительном положении, это снимает необходимость контроля околошовной зоны прямыми преобразователями. Высокую вероятность обнаружения дефектов при проведении контроля методом TOFD можно продемонстрировать на примере обнаружения межваликового несплавления. При контроле TOFD межваликовое несплавление отображается как сплошная линейная индикация. При использовании традиционного метода УЗК, дефекты такого типа выявляются крайне плохо.
Из-за распространения дифрагированных сигналов во всех направлениях, метод TOFD чувствителен фактически к любому типу дефектов, независимо от их ориентации. Благодаря широкому охвату контролируемой поверхности, сигналы малой амплитуды дифрагированные от краев дефекта, выводятся на экране в корректном относительном положении, это снимает необходимость контроля околошовной зоны прямыми преобразователями. Высокую вероятность обнаружения дефектов при проведении контроля методом TOFD можно продемонстрировать на примере обнаружения межваликового несплавления. При контроле TOFD межваликовое несплавление отображается как сплошная линейная индикация. При использовании традиционного метода УЗК, дефекты такого типа выявляются крайне плохо. Для ручного контроля околошовной зоны обычной является скорость 100-150 мм/c, скорость автоматизированного контроля, как правило, еще выше. Большое количество проведенных испытаний показали, что при высокой скорости контроля, метод TOFD имеет самую высокую вероятность обнаружения дефектов по сравнению с другими методом неразрушающего контроля. Еще одно преимущество заключаются в том, что данный метод может выявить дефект и измерить его параметры без проведения повторного сканирования, значительно сокращая время проведения контроля и его стоимость. Стоимость работ и сроки их проведения, делают скорость контроля важным фактором, учитываемым при выборе оборудования.
Для ручного контроля околошовной зоны обычной является скорость 100-150 мм/c, скорость автоматизированного контроля, как правило, еще выше. Большое количество проведенных испытаний показали, что при высокой скорости контроля, метод TOFD имеет самую высокую вероятность обнаружения дефектов по сравнению с другими методом неразрушающего контроля. Еще одно преимущество заключаются в том, что данный метод может выявить дефект и измерить его параметры без проведения повторного сканирования, значительно сокращая время проведения контроля и его стоимость. Стоимость работ и сроки их проведения, делают скорость контроля важным фактором, учитываемым при выборе оборудования.
 Данный способ получил широкое распространение за счёт своей простоты, так как для проведения контроля требуется только один преобразователь, следовательно при ручном контроле отсутствует необходимость в специальных приспособлениях для его фиксации (как, например, в дифракционно-временном методе) и совмещении акустических осей при использовании двух преобразователей. Кроме того, это один из немногих методов ультразвуковой дефектоскопии, позволяющий достаточно точно определить координаты дефекта, такие как глубину залегания и положение в исследуемом объекте (относительно преобразователя).
Данный способ получил широкое распространение за счёт своей простоты, так как для проведения контроля требуется только один преобразователь, следовательно при ручном контроле отсутствует необходимость в специальных приспособлениях для его фиксации (как, например, в дифракционно-временном методе) и совмещении акустических осей при использовании двух преобразователей. Кроме того, это один из немногих методов ультразвуковой дефектоскопии, позволяющий достаточно точно определить координаты дефекта, такие как глубину залегания и положение в исследуемом объекте (относительно преобразователя).