Ультразвуковая дефектоскопия
Что такое ультразвуковая дефектоскопия и для чего она нужна. Эхо-импульсный, эхо-зеркальный и теневой методы. Достоинства и недостатки ультразвуковой дефектоскопии.
Содержание статьи
Что такое ультразвуковая дефектоскопия?
Ультразвуковая дефектоскопия представляет собой совокупность методов неразрушающего контроля, использующих для нахождения дефектов в изделиях ультразвуковые волны. Полученные данные затем анализируются, выясняется форма дефектов, размер, глубина залегания и другие характеристики.
Позволяет надёжно и эффективно проверять качество стального литья, сварных соединений, литых заготовок. Применяется при изготовлении и эксплуатации железнодорожных рельс, частей авиационных двигателей, трубопроводов в атомных реакторах и контроля иных ответственных изделий. Самый совершенный инструмент диагностики — дефектоскоп на фазированных решетках.
Ультразвуковые преобразователи к содержанию
В промышленности металлы, как правило, проверяют ультразвуком с частотой в диапазоне от 0,5 МГц до 10 МГц.
Пьезоэлектрическими преобразователями называются приборы, которые возбуждают и принимают ультразвуковые волны.
Совмещённые преобразователи имеют в своём составе пьезоэлемент, который может в один момент времени испускать ультразвук, а в следующий принимать.
В раздельно-совмещенных аппаратах один пьезоэлемент является источником ультразвуковых волн, а другой их улавливает.
В контактных преобразователях ультразвуковые волны излучаются в исследуемый объект через тонкую прослойку жидкости.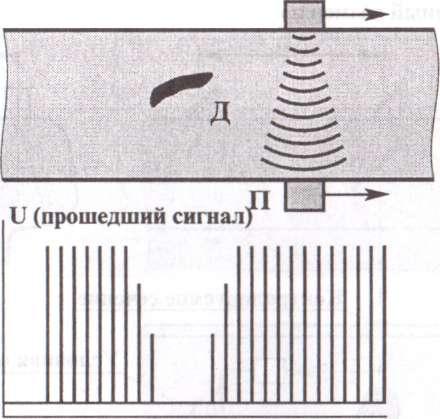
В иммерсионном устройстве его поверхность и изделие разделены слоем жидкости, во много раз превышающим длину волны. Для этого образец помещают в иммерсионную ванну, применяют струю воды и т.д.
В контактно-иммерсионном преобразователе имеется специальная ванна с эластичной мембраной, контактирующей с проверяемым изделием.
В бесконтактных установках ультразвуковые колебания возбуждаются с помощью различных физических эффектов через воздушный промежуток. Их чувствительность уступает преобразователям других типов в десятки тысяч раз.
Способы контроля с помощью ультразвука к содержанию
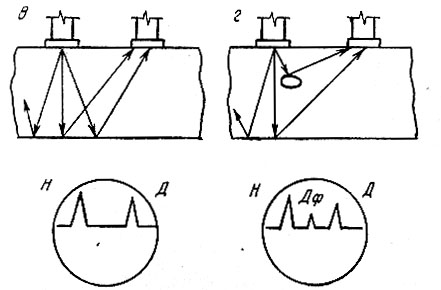
Эхо-импульсный способ самый широко распространённый и простой. Преобразователь излучает зондирующие сигналы и сам же регистрирует отражённые дефектами эхо-сигналы.
По временному интервалу между посылаемыми сигналами и эхо можно узнать, где и на какой глубине находится дефект, а по амплитуде сигнала – каковы его размеры. К достоинствам данного способа следует отнести:
К достоинствам данного способа следует отнести:
- Возможность провести проверку с использованием только одного преобразователя;
- Хорошо находит внутренние дефекты;
- Очень точно определяет местонахождение дефекта.


Основные его недостатки это:
- К поверхностным отражателям помехоустойчивость оставляет желать лучшего;
- Отражённый сигнал слишком сильно зависит от того, как ориентирован дефект;
- Нельзя контролировать акустический контакт, когда преобразователь перемещается по проверяемому объекту, потому что эхо на участках без дефектов отсутствует.
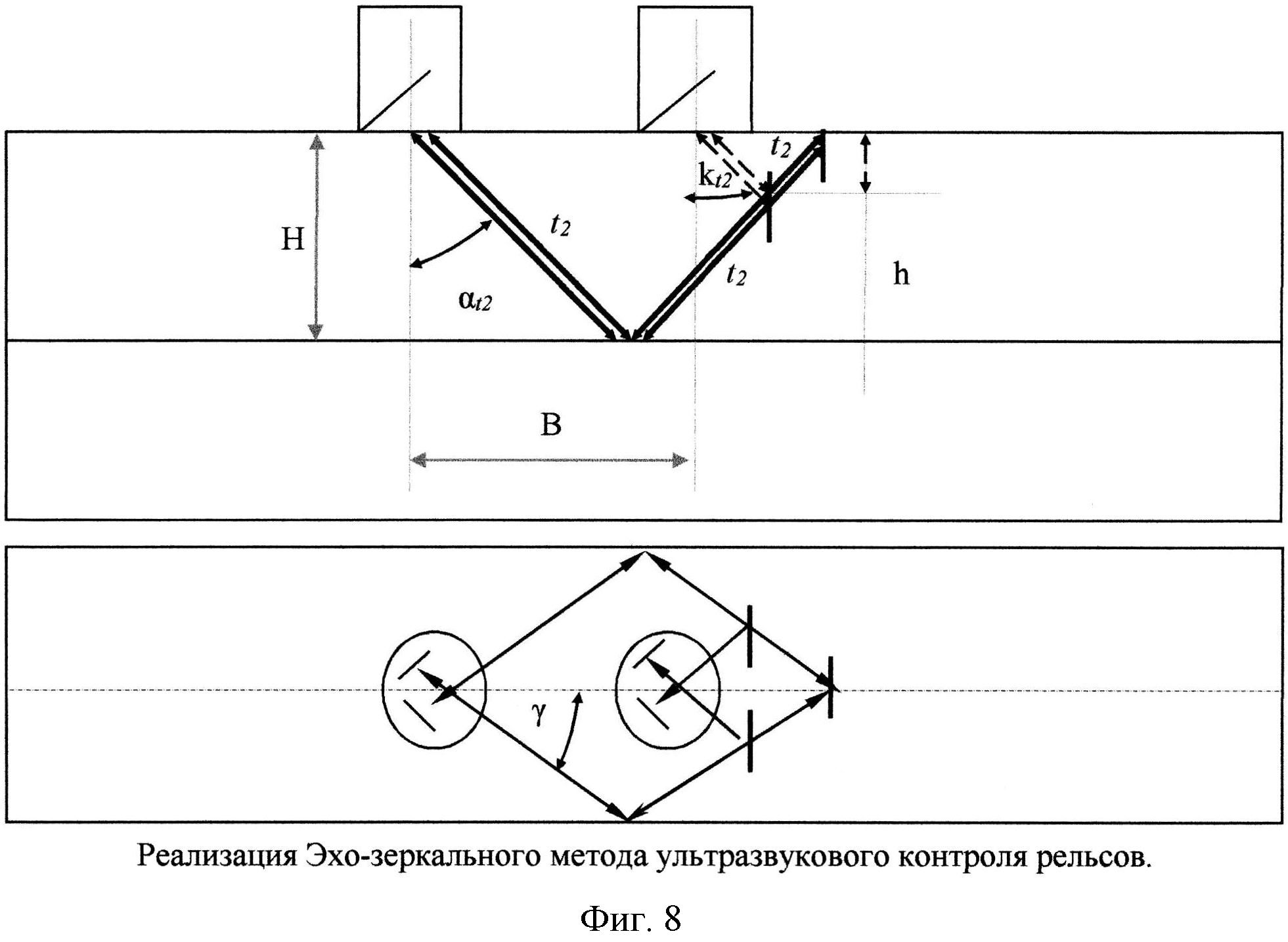
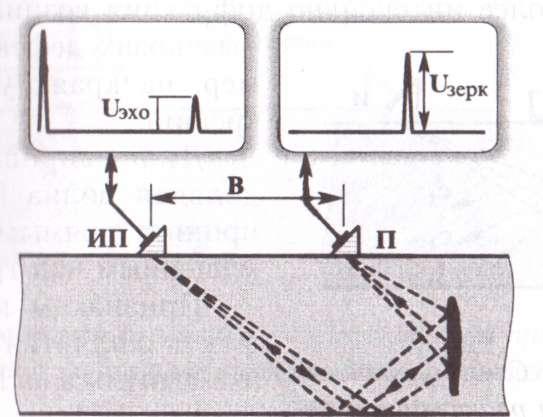
Эхо-зеркальный метод
нуждается в двух преобразователях. Их располагают по одну сторону проверяемого изделия так, чтобы один прибор мог улавливать сигнал излучаемый другим. В приёмник поступает ультразвук, отражённый от дефекта и от донной поверхности.К недостаткам следует отнести необходимость менять через определённые промежутки времени расстояние между преобразователями.
Теневой метод требует доступа преобразователей к проверяемому изделию с двух сторон, причём устройства обязаны находиться на одной акустической оси. О присутствии в объекте дефекта судят по серьёзному снижению амплитуды принимаемого сигнала либо его полному исчезновению. Основные достоинства подобного метода это: хорошая помехоустойчивость и низкая зависимость амплитуды сигнала от ориентации дефекта.
Основные достоинства подобного метода это: хорошая помехоустойчивость и низкая зависимость амплитуды сигнала от ориентации дефекта.
Преимущества и недостатки ультразвуковой дефектоскопии к содержанию
Ультразвуковой контроль в промышленности используется с 50 годов прошлого века. В то время инструментами для диагностики сварных соединений и обнаружения других дефектов на трубопроводах служили ламповые дефектоскопы и УЗК преобразователи на основе пьезокерамических элементов. За прошедшие более чем 60 лет накоплен богатый опыт применения ультразвукового контроля, появились новые цифровые дефектоскопы и новые методы неразрушающего контроля.
Плюсы ультразвуковой дефектоскопии
| Недостатки ультразвукового контроля
|
Ультразвуковой метод контроля — неразрушающий метод (УЗК)
УЗК (ультразвуковой метод контроля) – современная диагностическая методика, отличающаяся высокой точностью по сравнению с рентгенодефектоскопией, радио-дефектоскопией и т. д. Она позволяет выявлять широкий спектр дефектов, а также получать достоверные данные о месторасположении, характеристиках и размерах дефектов.
Листовая сталь – это прокат, используемый в промышленном и гражданском строительстве, при возведении железнодорожных и автодорожных мостов. Каркасы зданий и сооружений такого масштаба должны отличаться повышенной надёжностью и прочностью. Поэтому этап контроля качества является обязательным и должен выполняться в соответствии с установленными нормативами.
Принцип УЗК
Ультразвуковая диагностика основывается на том, что колебания с высокой частотой (примерно 20 тысяч Гц) способны проникать в металл и отражаться от дефектов. Узконаправленная волна, создаваемая дефектоскопом, проходит сквозь проверяемое изделие. При наличии дефекта она распространяется с отклонениями, которые можно зафиксировать на экране прибора. Показания, полученные в ходе УЗК, позволяют узнать информацию о характере выявленного дефекта. Например: по времени прохождения ультразвукового сигнала – измеряется расстояние до неровности; по амплитуде колебания отражённой волны – примерные размеры дефекта.Разновидности УЗК
Сегодня в промышленной сфере используют четыре основных методики выполнения ультразвукового метода неразрушающего контроля.
1. Импульсный эхо-метод. В ходе диагностики ультразвуковую волну направляют на контролируемую область, а отражённый от дефекта сигнал регистрируют. Эхо-метод предполагает использование одного преобразователя в качестве как приёмника, так и источника волны.
2. Теневая методика. По разные стороны от контролируемой зоны устанавливают два преобразователя. Один из них формирует УЗ-волну, а второй регистрирует отражённый сигнал. При использовании теневого метода о наличии дефекта можно говорить в случае исчезновения УЗ-колебаний. В потоке возникает «глухая зона». Она говорит о том, что в этом месте сигнал не смог пройти из-за дефекта.
3. Зеркальный эхо-метод. В этом случае оба преобразователя устанавливаются на одной стороне. Первый прибор формирует УЗ-колебания, которые отражаются от неровности, а второй регистрирует их. Данный метод особенно эффективен, если необходимо найти дефекты, расположенные под прямым углом относительно поверхности исследуемого изделия (трещины и пр.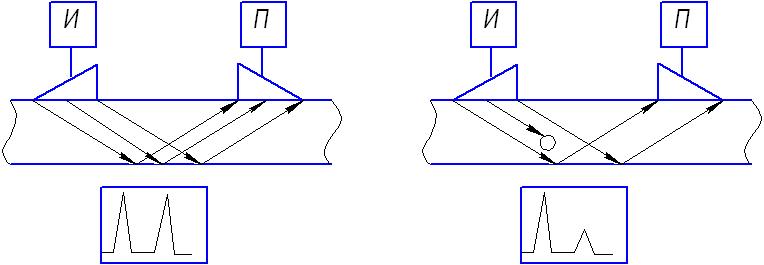
4. Зеркально-теневая методика. По сути – это теневой метод. Однако приборы размещаются на одной стороне. В ходе дефектоскопии оператор регистрирует не прямой, а отражённый от второй поверхности контролируемой зоны поток УЗ-волн. О наличии дефекта говорят «глухие зоны» в отражённых колебаниях.
Неразрушающаяся на первый взгляд конструкция может быть повреждена дефектами, которые возникают во внутренних структурах металла. Поэтому данные методики способны обеспечить безопасную эксплуатацию сооружений, возведённых их продуктов проката.
Выявляемые дефекты
Ультразвуковой неразрушающий контроль используется для выявления:- воздушных пор и пустот;
- трещин;
- недопустимых утолщений;
- флокенов;
- зон крупнозернистости;
- отложений шлака;
- неоднородных химических вкраплений;
- ликвационных скоплений и так далее.
 Использование контроля позволит удостовериться в отсутствии критических повреждений.
Использование контроля позволит удостовериться в отсутствии критических повреждений.Преимущества ультразвукового метода контроля
- Доступная стоимость. УЗК обходится значительно дешевле, чем ряд других методов дефектоскопии;
- Безопасность. Ультразвуковое излучение не оказывает негативного влияния на оператора, проводящего исследование;
- Мобильность. Портативные аппараты для дефектоскопии позволяют проводить проверку на выезде. Это существенно расширяет сферы использования УЗК;
- Высокая точность. Высокая скорость и точность УЗК даёт возможность получать объективные данные о состоянии и о качестве листового металла без значительных погрешностей. Проверенные листы могут использоваться для создания прочных и неразрушающихся в течение долгого времени конструкций;
- Неразрушающее воздействие. Изделия сохраняются в своём первозданном виде, что позволяет избежать дополнительных финансовых затрат.
Основные минусы УЗК
Одним из недостатков УЗК является необходимость тщательной подготовки поверхности перед проведением контроля.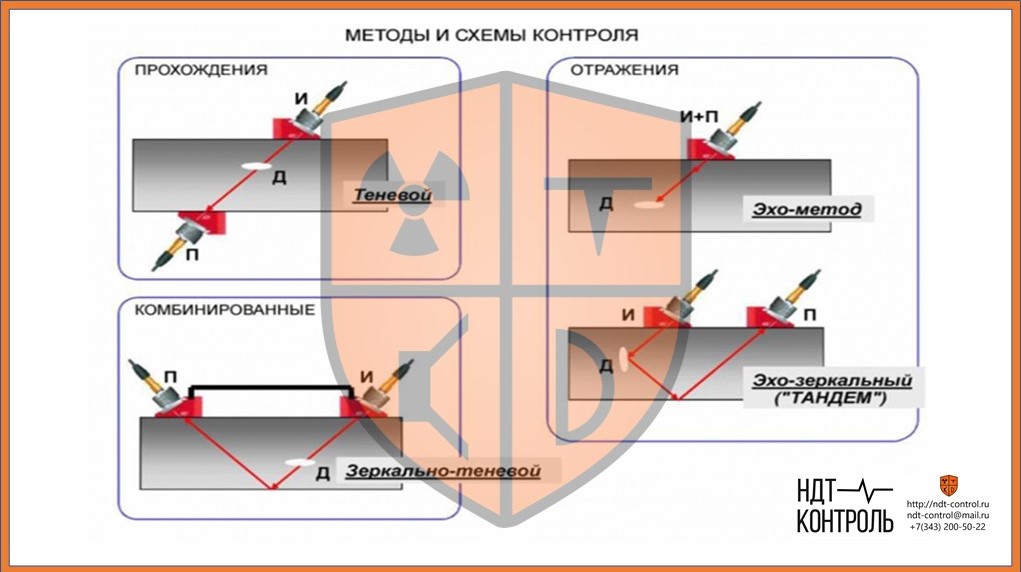 Требуется создать шероховатости пятого класса. Они необходимы для хорошего контакта с жидкой массой, которая наносится для того, чтобы УЗ-волны беспрепятственно проникали внутрь. Помимо этого, УЗК не позволяет получить точную информацию о размерах дефекта. Однако по сравнению с другими способами дефектоскопии УЗК является наиболее точной, эффективной и надёжной методикой.
Требуется создать шероховатости пятого класса. Они необходимы для хорошего контакта с жидкой массой, которая наносится для того, чтобы УЗ-волны беспрепятственно проникали внутрь. Помимо этого, УЗК не позволяет получить точную информацию о размерах дефекта. Однако по сравнению с другими способами дефектоскопии УЗК является наиболее точной, эффективной и надёжной методикой.Порядок выполнения УЗК
Порядок проведения дефектоскопии будет зависеть от класса металла, который нужно проверить, а также от требований, предъявляемых к нему. Образно можно разделить весь процесс на несколько этапов, это:1. Визуальный осмотр. Оператор перед проведением дефектоскопии осматривает прокат на предмет видимых повреждений.
2. Выбор характеристик и методов контроля. В зависимости от класса заготовки выбирается метод выполнения УЗК.
3. Подготовка поверхности. С поверхности удаляют остатки шлака, лакокрасочных покрытий, крупные неровности и следы коррозии. Зона выполнения УЗК покрывается специальным составом, включающим воду, минеральные масла или особые густые клейстеры. Это даёт ультразвуковым сигналам возможность проникать внутрь металлического листа без препятствий.
Это даёт ультразвуковым сигналам возможность проникать внутрь металлического листа без препятствий.
4. Подготовка оборудования. В зависимости от выбранного метода выполнения УЗК мастер размещает, подключает и настраивает приборы.
5. Проведение дефектоскопии. Оператор медленно сканирует металлический лист. При возникновении сигналов от дефектов подбирается контрольный уровень чувствительности. Все данные фиксируются оператором.
6. Подготовка результатов. Информация о найденных дефектах заносится в специальный журнал. Также на основании полученных данных определяется качество стального листа в зависимости от требований, которые к нему предъявляются.
Некоторые предприниматели, занимающиеся производством и реализацией листовой стали, игнорируют этап обязательного неразрушающего контроля. Это может обернуться массой негативных последствий. Листовой металл, не прошедший дефектоскопию, часто становится причиной аварий. Для создания прочных, ответственных и неразрушающихся конструкций он не годится.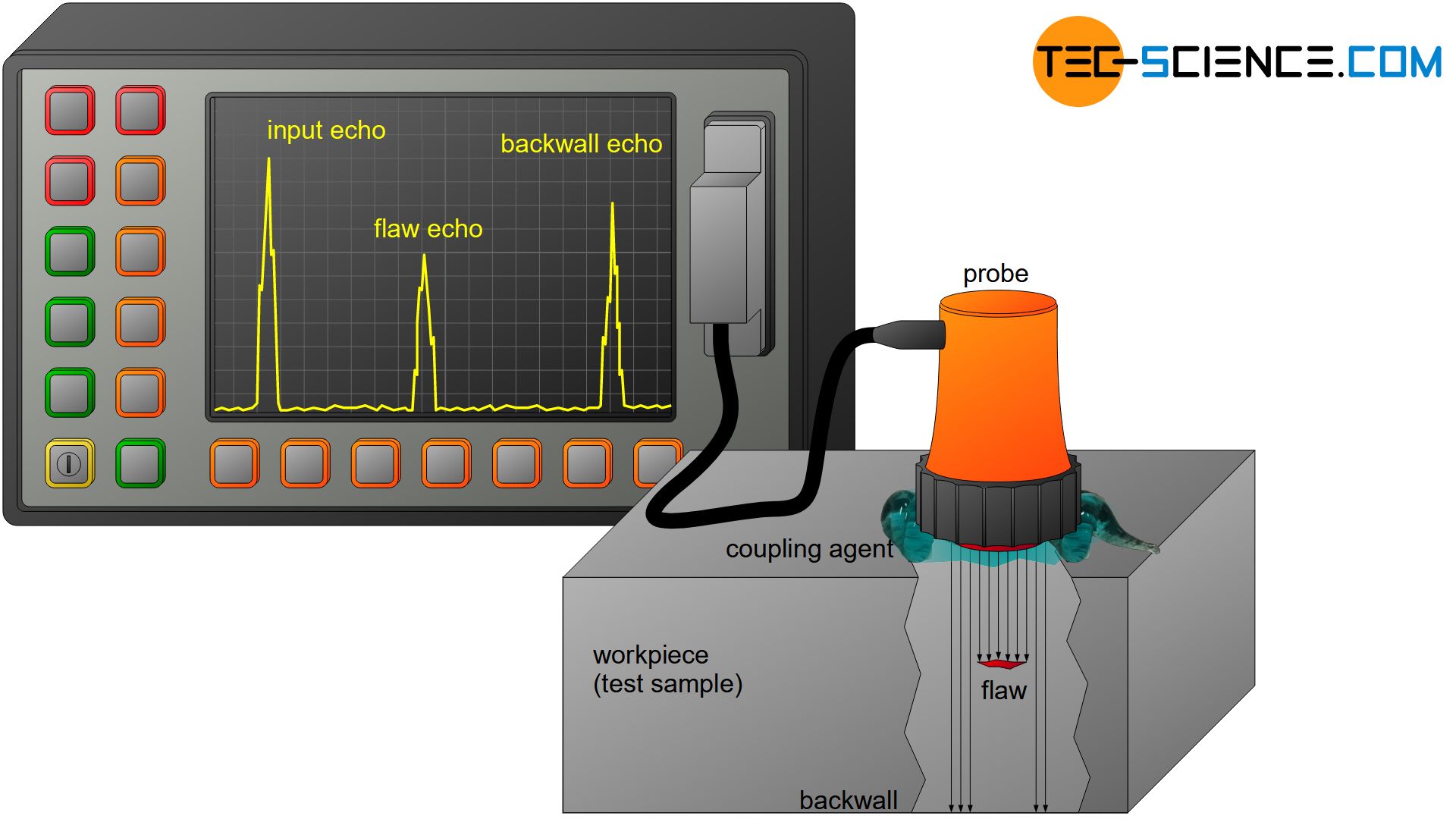 Поэтому лучше выполнить УЗК в профессиональной лаборатории. Если вас интересуют подобные услуги, обратитесь в ТД «Ареал». Наши специалисты обладают высокой квалификацией, а также оформляют все документы согласно установленным стандартам.
Поэтому лучше выполнить УЗК в профессиональной лаборатории. Если вас интересуют подобные услуги, обратитесь в ТД «Ареал». Наши специалисты обладают высокой квалификацией, а также оформляют все документы согласно установленным стандартам.
Теневой метод ультразвукового контроля — Энциклопедия по машиностроению XXL
Зеркально-теневой метод ультразвукового контроля 351 Зона сплавления 25 Зона термического влияния 29 [c.391]ТЕНЕВОЙ МЕТОД УЛЬТРАЗВУКОВОГО КОНТРОЛЯ Основные положения [c.219]
Теневой метод ультразвукового контроля [c.223]
На рис. 85 показана АРД-диаграмма для зеркально-теневого метода ультразвукового контроля, снятая методом жидкостного моделирования. На этом же рисунке штрихпунктирной линией изображены результаты расчетов по формуле (12.10). Они дают удовлетворительное совпадение с экспериментальными данными при 2,5 [c.196]
Основной метод ультразвукового контроля сварных соединений и основного металла — эхо-импульсный, который проводится в соответствии с ГОСТ 14782—76.
 Ультразвуковой импульс, вводимый в изделие нормально или под углом к его поверхности, отражается от дефекта и принимается или тем же искателем, или другим, расположенным рядом. Известны и другие методы — эхо-теневой и теневой, которые применяют значительно реже.
[c.120]
Ультразвуковой импульс, вводимый в изделие нормально или под углом к его поверхности, отражается от дефекта и принимается или тем же искателем, или другим, расположенным рядом. Известны и другие методы — эхо-теневой и теневой, которые применяют значительно реже.
[c.120]Методы УЗД. Для выявления дефектов в сварных соединениях используют, в основном, три метода ультразвукового контроля, отличающиеся различными способами обнаружения дефектов эхо-импульсный метод, теневой и зеркально-теневой. [c.74]
Аппаратура ультразвукового контроля. Ультразвуковой контроль 3X0- и теневым методом осуществляется с помощью приборов, называемых дефектоскопами. Процессы преобразования энергии ультразвуковых колебаний происходят в трех трактах дефектоскопа [c.177]
Контроль отливок. Ультразвуковой контроль отливок проводится эхо-и зеркально-теневым методами обычно с помощью нормальных преобразователей [47]. Дефекты литья (поры, раковины, шлаковые включения) имеют объемный характер и могут быть обнаружены при прозвучивании с разных сторон..jpg) Поэтому контроль ведут, как правило, в одном направлении по кратчайшему расстоянию от поверхности, удобной для ввода УЗК. Однако имеются опасные зоны, которые должны быть проверены в направлении, перпендикулярном к плоскости наиболее вероятного развития трещин. Кроме того, в отливках встречаются волосовидные дефекты, плохо отражающие ультразвук. О наличии таких дефектов судят по ослаблению донного сигнала.
[c.255]
Поэтому контроль ведут, как правило, в одном направлении по кратчайшему расстоянию от поверхности, удобной для ввода УЗК. Однако имеются опасные зоны, которые должны быть проверены в направлении, перпендикулярном к плоскости наиболее вероятного развития трещин. Кроме того, в отливках встречаются волосовидные дефекты, плохо отражающие ультразвук. О наличии таких дефектов судят по ослаблению донного сигнала.
[c.255]
Для измерения коэффициента затухания наибольшее применение получил импульсный (эхо- или теневой) метод, основанный на сравнении амплитуд ультразвуковых сигналов, применяемый в иммерсионном или контактном варианте. Структуру материала оценивают путем сопоставления данных, полученных на контролируемом изделии и на образцах, с известной средней величиной зерна. Для контроля применяют серийные импульсные дефектоскопы, оснащенные калиброванным аттенюатором. [c.281]
Временной теневой метод основан на измерении времени пробега импульса через объект. Путь ультразвукового луча SDR, огибающего дефект (рис. 2.13), больше прямого пути SOR. По запаздыванию прихода сквозного сигнала на приемник с помощью низкочастотных волн удается определить наличие крупных дефектов в материалах с большим рассеянием ультразвука, например аустенитной стали с крупнозернистой структурой, чугуне и ряде неметаллов. Контроль подобных материалов другими акустическими методами оказывается вообще невозможным.
[c.119]
Путь ультразвукового луча SDR, огибающего дефект (рис. 2.13), больше прямого пути SOR. По запаздыванию прихода сквозного сигнала на приемник с помощью низкочастотных волн удается определить наличие крупных дефектов в материалах с большим рассеянием ультразвука, например аустенитной стали с крупнозернистой структурой, чугуне и ряде неметаллов. Контроль подобных материалов другими акустическими методами оказывается вообще невозможным.
[c.119]
Обзор состояния развития ультразвуковых методов контроля в СССР и за рубежом показывает, что в области методики контроля все три ультразвуковых метода разработаны в СССР на высоком уровне и во многом опережают зарубежные разработки. Имеется, однако, отставание в области производства аппаратуры для теневого метода, а также в области развития иммерсионного метода, освоение и внедрение которого является первоочередной задачей. [c.351]
Признаком обнаружения дефекта при зеркально-теневом методе контроля является уменьшение амплитуды ультразвукового сигнала, отраженного от противоположной поверхности (см. рис. 5.21,6).
[c.505]
рис. 5.21,6).
[c.505]
Ультразвуковые волны, используемые в дефектоскопии, представляют собой упругие колебания, возбуждаемые в материале объекта. При неразрушающем контроле используют следующие методы ультразвукового прозвучивания деталей теневой, резонансный и эхо-метод (рис. 2.65). [c.80]
Теневой метод является весьма распространенным в ультразвуковом контроле. В этом случае излучатель и индикатор располагают друг против друга своими рабочими зонами, а между ними помещают испытуемый объект, например стальной лист. Прн отсутствии в теле листа дефекта ультразвуковые колебания проходят сквозь него и воспринимаются датчиком индикатора. При наличии на пути ультразвукового пучка дефекта значительной величины изменяется направление распространения колебаний, так что датчик индикатора попадает в область звуковой тени и не воспринимает волн. [c.549]Согласно ГОСТ 19782—74 ультразвуковой контроль сварных соединений проводят с помощью универсальных дефектоскопов (табл.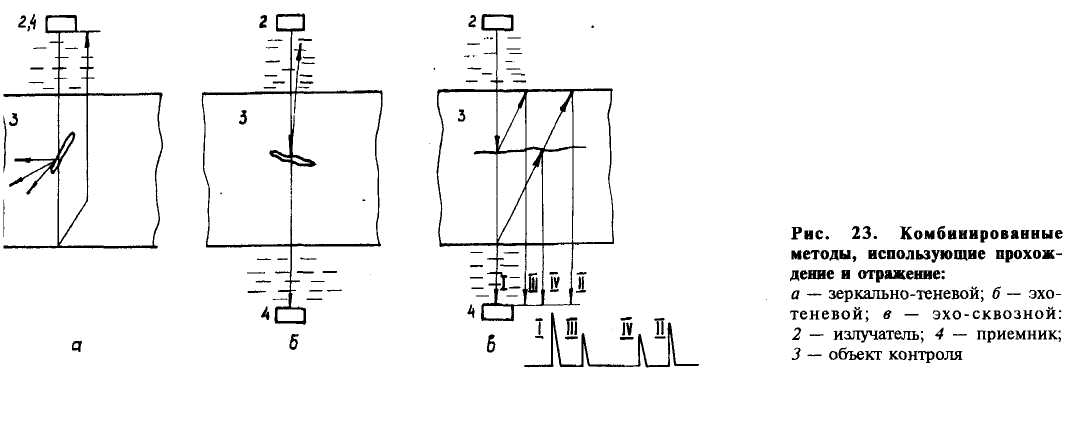 15, 16), как правило, эхо-методом с включением искателей по совмещенной схеме. Значительно реже применяют теневой и зеркально-теневой методы с раздельным и раздельно-совмещенным включением искателей соответственно, Угол ввода колебаний выбирают таким, чтобы расстояние от искателя до шва было как можно меньшим, а направление луча — возможно близким к нормали по отношению к сечению, в котором площадь ожидаемых дефектов максимальна (рис, 74). Контроль
[c.231]
15, 16), как правило, эхо-методом с включением искателей по совмещенной схеме. Значительно реже применяют теневой и зеркально-теневой методы с раздельным и раздельно-совмещенным включением искателей соответственно, Угол ввода колебаний выбирают таким, чтобы расстояние от искателя до шва было как можно меньшим, а направление луча — возможно близким к нормали по отношению к сечению, в котором площадь ожидаемых дефектов максимальна (рис, 74). Контроль
[c.231]
Ультразвуковая дефектоскопия основана на свойстве ультразвуковых колебаний (волн) распространяться в однородном твердом теле и на его плоских и кривых поверхностях в виде лучей прямолинейно и отражаться от границ тела или нарушений сплошности, обладающих другими акустическими свойствами (трещин, раковин, расслоений, коррозии и т. п.). Этот метод позволяет выявить мелкие дефекты до 1 мм. Ультразвуковая дефектоскопия может осуществляться следующими способами теневым-ультразвуковые колебания (УЗК) вводятся в деталь с одной стороны, а принимаются с другой резонансным — основан на измерении режима работы излучающего УЗК пьезоэлемента при изменении нагрузки на него в момент возникновения стоячих волн в контролируемом материале импульсного э. га — метода, основанного на посылке в контролируемую деталь коротких импульсов высокочастотных колебаний и регистрация интенсивности и времени прихода эхо-сигналов, отраженных от дефектов или границ детали. Для ультразвукового контроля используют дефектоскопы УДМ-3, УДЦ-100, УДЦ-
[c.241]
га — метода, основанного на посылке в контролируемую деталь коротких импульсов высокочастотных колебаний и регистрация интенсивности и времени прихода эхо-сигналов, отраженных от дефектов или границ детали. Для ультразвукового контроля используют дефектоскопы УДМ-3, УДЦ-100, УДЦ-
[c.241]
Работникам ГП следует тщательно анализировать методики контро—ля ультразвуковыми колебаниями, в которых информативным параметром является амплитуда сигнала. Например, при контроле теневым методом замечено незначительное уменьшение амплитуды прошедших колебаний. Работник ОТК добросовестно зачисляет изделие в разряд бездефектных, поскольку замеченное изменение амплитуды соответствует дефекту, совершенно не влияющему на работоспособность изделия. Работ- [c.207]
Отечественная промышленность выпускает различные типы ультразвуковых эхо-импульсных дефектоскопов, часто обеспечивающих и теневой метод контроля.
 Укажем здесь только два УД2—12 — переносной универсальный, обладающий некоторым преимуществом перед ранее выпускавшимися Приборами и применяемый в основном при ручном контроле УД-11 У.Л — стационарный, универсальный, автоматический для использования в автоматических системах контроля качества продукции.
[c.210]
Укажем здесь только два УД2—12 — переносной универсальный, обладающий некоторым преимуществом перед ранее выпускавшимися Приборами и применяемый в основном при ручном контроле УД-11 У.Л — стационарный, универсальный, автоматический для использования в автоматических системах контроля качества продукции.
[c.210]Приборы с непрерывным излучением ультразвуковых волн используются только в теневом методе, так как уровень отраженных от противоположной поверхности сигналов при эхо-методе получается высокий и на этом фоне трудно выделить сигналы, вызванные наличием дефекта. Приборы с импульсным излучением могут быть использованы для контроля материалов теневым и эхо-методами, но главным образом применяется эхо-метод. [c.298]
| Фиг. 4. Контроль ультразвуковым теневым методом с использованием продольных волн |
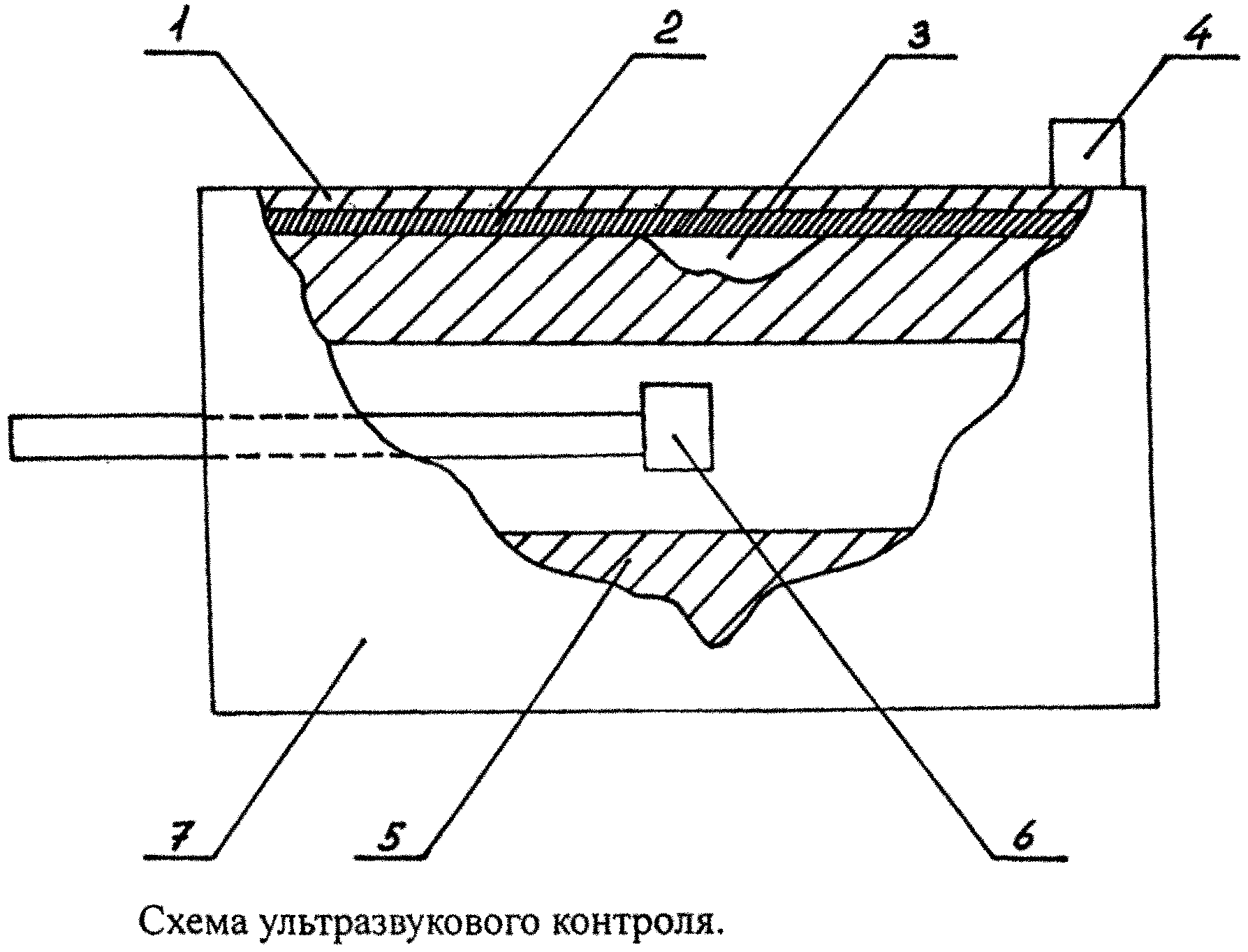
 Ультразвуковые колебания получают с помощью пластинки из кварца и тита-ната бария, которые вставляют в держатели-щупы. Отраженные колебания улавливаются искателем, преобразуются в электрические импульсы, подаются на усилитель и воспроизводятся индикатором. В соответствии с ГОСТ 14782—76 существуют два метода ультразвуковой дефектоскопии теневой и эхо-импульсный. Ультразвуковой метод контроля применяют для металла толщиной не менее 4 мм. Для контроля сварных швов ультразвуком применяют ультразвуковые дефектоскопы УЗД-7Н, ДУК-13, УДМ-1М и др. Перед применением ультразвукового контроля сварной шов зачищают от шлака, металлических брызг, окалины на 50—80 мм с каждой стороны шва. Зачищенную поверхность протирают и наносят на нее слой контактной смазки. В качестве смазки применяют автол марок 6, 10, 18, компрессорное, трансформаторное или машинное масло. Схема ультразвукового контроля представлена на рис. 130.
[c.278]
Различают три основных метода ультразвуковой дефектоскопии теневой, зеркально-теневой и эхо-метод.
Ультразвуковые колебания получают с помощью пластинки из кварца и тита-ната бария, которые вставляют в держатели-щупы. Отраженные колебания улавливаются искателем, преобразуются в электрические импульсы, подаются на усилитель и воспроизводятся индикатором. В соответствии с ГОСТ 14782—76 существуют два метода ультразвуковой дефектоскопии теневой и эхо-импульсный. Ультразвуковой метод контроля применяют для металла толщиной не менее 4 мм. Для контроля сварных швов ультразвуком применяют ультразвуковые дефектоскопы УЗД-7Н, ДУК-13, УДМ-1М и др. Перед применением ультразвукового контроля сварной шов зачищают от шлака, металлических брызг, окалины на 50—80 мм с каждой стороны шва. Зачищенную поверхность протирают и наносят на нее слой контактной смазки. В качестве смазки применяют автол марок 6, 10, 18, компрессорное, трансформаторное или машинное масло. Схема ультразвукового контроля представлена на рис. 130.
[c.278]
Различают три основных метода ультразвуковой дефектоскопии теневой, зеркально-теневой и эхо-метод. Для контроля сварных соединений наиболее широкое применение получил эхо-метод, при котором признаком обнаружения дефекта является прием искателем эхо-импульса от самого дефекта.
[c.754]
Для контроля сварных соединений наиболее широкое применение получил эхо-метод, при котором признаком обнаружения дефекта является прием искателем эхо-импульса от самого дефекта.
[c.754]Тавровое соединение 10, 11 Твердотельные лазеры 234 Теневой метод ультразвукового контроля 351 Термитная сварка 9 Термическая резка 294 Термический цикл 29 Термогазоструйная резка 314 Техника безопасности при сварке 46, 80, 219, 247 [c.394]
К неразрушающим методам контроля относят визуальный осмотр, простукивание, тепловой, оптический, электрический, радиоволновый, радиационный, контроль проникающими веществами, ультразвуковой контроль. Наибольшее распространение получил последний метод, основанный на измерении длины волны, амплитуды, частоты или скорости распространения ультразвуковых колебаний в клеевом шве. По способу выявления дефектов среди методов ультразвукового контроля выделяют теневой, эхо-импульсный, импедансный, резонансный, велосимметрический, метод акустической эмиссии. Для реализации этих методов разработана соответствующая аппаратура (см. раздел 8). При контроле клееных сотовых конструкций с сотами из алюминиевого сплава и обшивками из ПКМ целесообразно применять несколько методов [100]. Акустический метод, например, с использованием импедансных дефектоскопов ИД-91М и АД-42И с частотной и амплитудной регистрацией колебаний соответственно эффективен для обнаружения отслоений сотового заполнителя от обшивки, а радиографический — для выявления повреждений сотового заполнителя и обшивки, а также для фиксирования мест заливки в соты пасты.
[c.537]
Для реализации этих методов разработана соответствующая аппаратура (см. раздел 8). При контроле клееных сотовых конструкций с сотами из алюминиевого сплава и обшивками из ПКМ целесообразно применять несколько методов [100]. Акустический метод, например, с использованием импедансных дефектоскопов ИД-91М и АД-42И с частотной и амплитудной регистрацией колебаний соответственно эффективен для обнаружения отслоений сотового заполнителя от обшивки, а радиографический — для выявления повреждений сотового заполнителя и обшивки, а также для фиксирования мест заливки в соты пасты.
[c.537]
Различные методы ультразвукового контроля отличаются схемами установки излучателя и приемника ультразвуковых колебаний, их положением относительно объекта контроля. Применяют теневой, зеркально-теневой, эхо-зеркальный и другие методы. Наиболее щи-рокое распространение получил импульсный эхо-метод, основанный на отражении УЗ колебаний от несплощности и приеме отраженных эхо-сигналов. Амплитуда эхо-сигнала на экране дефектоскопа при этом будет пропорциональна размерам дефекта.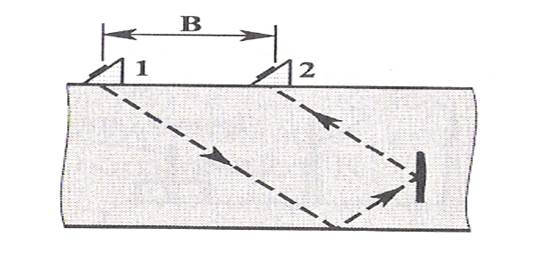 [c.153]
[c.153]
При экранирующих или теневых методах (глава 12), известных по рентгеновской диагностике, несплошность материала обнаруживается по ее действию как экранирующего препятствия для распространения звука от излучателя к приемнику. Такие методы называют также прозвучива-нием. При этом первичной измеряемой величиной является амплитуда звукового давления, регистрируемая приемником. При теневом методе можно работать и с непрерывными звуковыми волнами, н с импульсами. Ов возник исторически как первый метод ультразвукового контроля (непрерывными волнами) по- аналогии с рентгеновским просвечиванием (просвечивание—прозву-чивание). Поэтому применяется и историческое название — метод контроля интенсивности, так как при просвечивании рентгеновскими или гамма-лучами почернение используемой пленки пропорционально интенсивности излучения. При ультразвуковом теневом методе первичной измеряемой величиной является амплитуда звукового давления, пропорциональная квадратному корню из интенсивности, если применяют,, как почти во всех случаях, пьезоэлектрические приемники.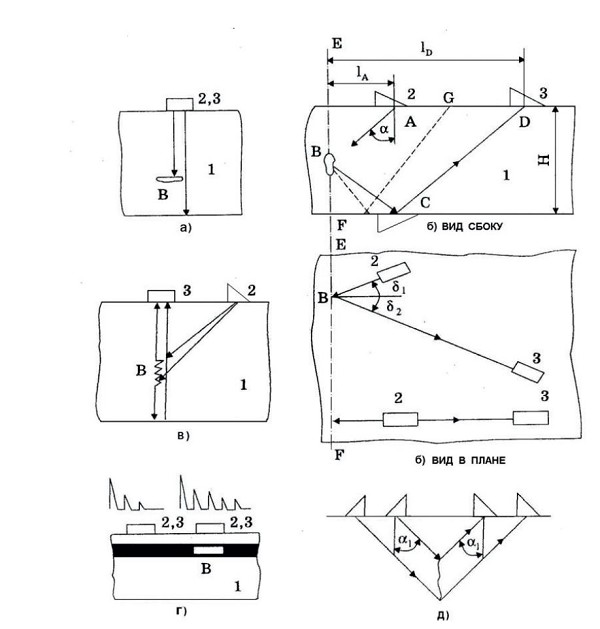 .
[c.189]
.
[c.189]
Контроль сварных соединений. Ультразвуковой контроль сварных соединений согласно ГОСТ 14782—76 проводят, как правило, эхо-методом с включением преобразователей по совмещенной схеме. Значительно реже применяют теневой и зеркальнотеневой с раздельным и раздельно-совмещенным включением преобразователей соответственно и эхо-зеркаль- [c.259]
Для других видов контроля зеркально-теневым методом формулы, подобные (2.23), приведены в [31 ]. Они качественно подтверждены экспериментами. Анализ показывает, что ослабление амплитуды второго донного сигнала при контроле по схеме, изображенной на рис. 2.14, в, больпле ослабления амплитуды первого донного сигнала, так как ультразвуковые волны 4 раза проходят мимо дефекта. В связи с этим чувствительность при контроле по второму донному сигналу более высока, хотя при этом возрастают помехи. Этот способ применяют при необходимости повышения чувствительности. [c.121]
Для выявления расслоения непосредственно после прокатки листов разработан ряд специальных установок с автоматической сигнализацией о наличии дефектов.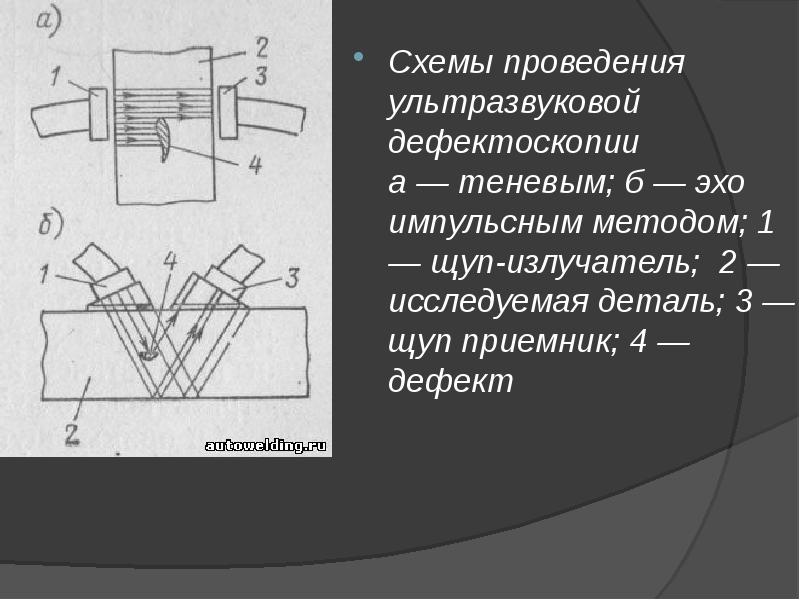 Одна из таких установок имеет 10 пар искательных щупов для теневого прозвучнванмя и приема ультразвуковых колебаний. Для получения надежного акустического контакта проверяемые листы помещаются в водяную ванну. При помощи теневых дефектоскопов можно проверять качество наплавок на металлы, гуммирования листов и стенок сосудов в химической промышленности, плотность нанесения керамического слоя на металлы и т. д. Теневой метод применяют при контроле качества не только металлов, но и автопокрышек, для выявления расслоений между отдельными слоями корда.
[c.264]
Одна из таких установок имеет 10 пар искательных щупов для теневого прозвучнванмя и приема ультразвуковых колебаний. Для получения надежного акустического контакта проверяемые листы помещаются в водяную ванну. При помощи теневых дефектоскопов можно проверять качество наплавок на металлы, гуммирования листов и стенок сосудов в химической промышленности, плотность нанесения керамического слоя на металлы и т. д. Теневой метод применяют при контроле качества не только металлов, но и автопокрышек, для выявления расслоений между отдельными слоями корда.
[c.264]
 Особенно эффективен этот метод в условиях эксплуатации литтлх деталей, так как позволяет обнаруживать дефекты (усталостные трещины и др.) на ранних стадиях их образования без разбора узла машины или прибора. Наиболее часто для контроля качества отливок применяют теневой, резонансный и импульсный (эхо-метод) методы ультразвуковой дефектоскопии.
[c.496]
Особенно эффективен этот метод в условиях эксплуатации литтлх деталей, так как позволяет обнаруживать дефекты (усталостные трещины и др.) на ранних стадиях их образования без разбора узла машины или прибора. Наиболее часто для контроля качества отливок применяют теневой, резонансный и импульсный (эхо-метод) методы ультразвуковой дефектоскопии.
[c.496]Основные характеристики отечественных дефектоскопов общего назначения приведены в табл. 3.7. С их помощью осуществляется ручной контроль сварных соединений эхо-ме-тодом, теневым и зеркально-теневым методами. Наиболее распространенный импульсный ультразвуковой дефектоскоп УД2-12 показан на рис. 3.2. Эти дефектоскопы позволяют определять глубину залегания дефектов по цифровому индикатору и оценивать условные размеры дефектов путем измерения отношений амплитуд сигналов, отраженных от дефектов. [c.469]
Из акустических методов контроля наибольшее распространение получила ультразвуковая дефектоскопия, осуществляемая эхо-методом. Реже пригленяют теневой метод, а также контроль поверхностными (Рэлея) и нормальными (Лэмба) волнами. Хорошо выявляются дефекты с малым раскрытием, типа трещин, в том числе и те, выявление которых затруднено при радиационной дефектоскопии.
[c.23]
Реже пригленяют теневой метод, а также контроль поверхностными (Рэлея) и нормальными (Лэмба) волнами. Хорошо выявляются дефекты с малым раскрытием, типа трещин, в том числе и те, выявление которых затруднено при радиационной дефектоскопии.
[c.23]
Для конструкций ответственного назначения целесообразнее применять зеркально-теневой метод (см. рис. 91,а, б), обеспечивающий уверенное обнаружение горизонтальных дефектов. При отсутствии дефекта ультразвуковые колебания цроходят от излучателя через бездефектное место к приемнику и на экране появляется импульс. Если в соединении имеется дефект, то амплитуда эхо-сигнала отсутствует или незначительна. При данной схеме контроля расстояние между точками — ввода (X) искателей должно строго соблюдаться
[c.139]
При данной схеме контроля расстояние между точками — ввода (X) искателей должно строго соблюдаться
[c.139]
Разработка методики дефектоскопии или проектирование установки для автоматического контроля начинается с выбора схемы контроля метода контроля, типа волн, поверхности, через которую вводятся ультразвуковые волны, угла ввода. Для контроля металла применяют в основном ахо-, теневой п зеркально-теневой методы. Предпочтение отдается эхо-методу, как наиболее чувствительному и помехоустойчивому. Теневым методом контролируют тонкие, слоистые (например, паяные) металлы с простой формог поверхности. Как правило, он требует доступа к двум поверхностям изделия. Зеркально-теневой метод применяют при доступе к одной поверхности, когда дефекты не дают эхо-сигнала (например, из-за наличия мертвой зоны или в связи с неблагоприятной ориентацией дефекта), но ослабляют данный сигнал. [c.224]
Фиг. 6. Контроль ультразвуковым теневым методом в контакт-Фиг. 5. Основные формы сввбодных ном варианте с использованием ъолн свободных волн
[c.61]
5. Основные формы сввбодных ном варианте с использованием ъолн свободных волн
[c.61]
Широкое признание надежности ультразвуковой дефектоскопии привело к необходимости создания метода количественной расшифровки показаний дефектоскопов. В результате контроля должны быть указаны не только наличие или отсутствие дефектов, но также и размеры их, по крайней мере в области допустимых по техническим условиям. Из рассматриваемых пяти методов ультразвуковой дефектоскопии только резонансный метод при измерении толщин дает возможность количественного определения дефекта (в данном случае отклонения от номинального размера). В теневом и в зхометоде так же, как и в акустических методах — импедансном и свободных колебаний, прямой связи между показаниями индикатора и размерами обнаруженного дефекта обычно нет. Поэтому необходимо изучить зависимость показаний от размеров дефекта при различных условиях его обнаружения. К таким условиям относятся глубина залегания и ориентировка дефекта, тип дефекта, свойства контролируемого материала (коэффициент затухания ультразвуковых колебаний, уровень структурной реверберации) и ряд других. Теоретический анализ таких зависимостей и аналитическое выражение их является весьма сложной задачей. В СССР ведутся работы по созданию теоретических основ ультразвуковых и акустических методов.
[c.112]
Теоретический анализ таких зависимостей и аналитическое выражение их является весьма сложной задачей. В СССР ведутся работы по созданию теоретических основ ультразвуковых и акустических методов.
[c.112]
Ультразвуковой дефектоскоп УЗД-НИИМ-6М предназначен для выявления дефектов в болтовых стыках, в основном металле рельсов, а также в сварных стыках. Дефектоскоп полностью на полупроводниках и сконструирован на основе некоторых новых принципов ультразвуковой дефектоскопии, в ча-гтности зеркально-теневого метода с использованием второго донного отражения ультразвукового калибра для контроля болтовых стыков рельсов стрелочного индикатора для отсчета ко-эрдинат дефектов устройства для безэталонной настройки чувствительности каналов, работающих по зеркально-теневому методу. [c.71]
Теневой метод ультразвуковой дефектоскопии — Справочник химика 21
ТЕНЕВОЙ МЕТОД УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ [c.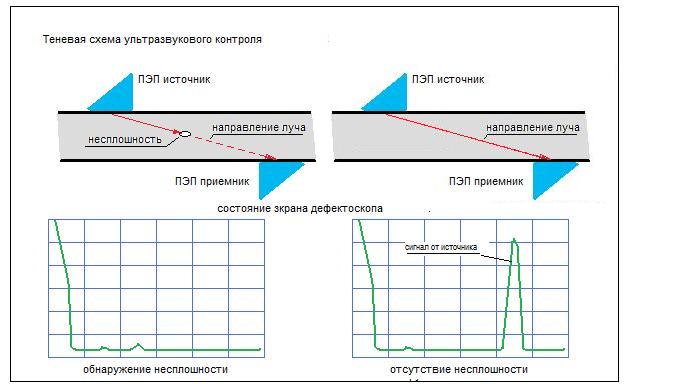 147]
147]В зависимости от способа обнаружения дефекта различают следующие основные методы ультразвуковой дефектоскопии теневой, зеркально-теневой и эхо-метод, которые поясняются схемами прозвучивания (рис. 4.24). [c.281]
ТЕНЕВОЙ МЕТОД ДЕФЕКТОСКОПИИ — метод дефектоскопии, основанный на ослаблении дефектами интенсивности упругих колебаний ультразвуковой частоты один из методов ультразвуковой дефектоскопии. Впервые применен (1928) сов. исследователем С. Я. Соколовым. Для осуществления контроля в исследуемое изделие с одной стороны вводят ультразвуковые колебания (импульсные, непрерывные с частотной модуляцией или без нее), используя различные излучатели (напр., облучающую головку). С другой стороны изделия с помощью датчика, установленного напротив излучателя, регистрируют интенсивность этих колебаний, прошедших через толщу материала. Если на пути колебаний окажется дефект, то часть их отразится, и интенсивность колебаний, поступающих на датчик, уменьшится. Для Т. м. д. используют дефектоскопы типа УЗД, ДУК и др. Т. м, д. применяют для обнаружения расслоений, инородных включений, раковин и др. дефектов в металлах, бетоне и т. д. [c.516]
Для Т. м. д. используют дефектоскопы типа УЗД, ДУК и др. Т. м, д. применяют для обнаружения расслоений, инородных включений, раковин и др. дефектов в металлах, бетоне и т. д. [c.516]
Родоначальником ультразвукового контроля является чл.-кор. АН СССР С. Я. Соколов. Он в 1929 г. предложил теневой метод дефектоскопии и запатентовал свое изобретение во многих странах. Приоритет нашей страны в становлении акустического контроля общепризнан мировой общественностью. [c.13]
Чаще всего применяют эхо-, реже — теневой метод контроля. Особенно высокая чувствительность достигается при контроле эхометодом преобразователем типа дуэт. Для определения местоположения объекта, отражающего поверхностные волны, пальцем, смоченным в масле, нажимают на поверхность изделия по ходу распространения ультразвуковой волны. При этом на экране дефектоскопа появляется небольшой импульс, отраженный от пальца, а сигналы от отражателей, находящихся позади пальца, резко уменьшаются по амплитуде. Передвигая палец по поверхности изделия и наблюдая за амплитудами сигналов, легко найти местоположение отражателей и определить соответствие сигнала отражателю. [c.187]
Передвигая палец по поверхности изделия и наблюдая за амплитудами сигналов, легко найти местоположение отражателей и определить соответствие сигнала отражателю. [c.187]
На рис. 16 показана принципиальная схема ультразвукового дефектоскопа, работающего по теневому методу. [c.40]
Ультразвуковой метод дефектоскопии использует ЗВ высокой частоты (20 кгц — 25 Мгц). Известны два основных метода ультразвукового контроля — теневой (метод сквозного прозвучивания) п эхо-метод (метод отражения) имеются варианты иммерсионного и контактного ультразвукового методов, отличающиеся способом ввода ЗВ в исследуемый материал. При этом методе используется аппаратура, блок-схема к-рой аналогична схеме импульсного прибора для ультразвуковых испытаний полимерных материалов (см. рис. 1). [c.31]
Ультразвуковой метод является основным для выявления внутренних пороков крупногабаритных изделий, отливок и дефектов в. прокате большого сечения. Широкое применение он находит при контроле сварных швов и в первую очередь швов больших толщин. Принцип действия этого метода основан на свойстве ультразвуковых волн малой длины распространяться в виде направленного луча, отражаться и преломляться на границе раздела двух сред. Ультразвуковые дефектоскопы подразделяются на импульсные с приемом отраженного сигнала и теневые с непрерывным излучением. [c.155]
Широкое применение он находит при контроле сварных швов и в первую очередь швов больших толщин. Принцип действия этого метода основан на свойстве ультразвуковых волн малой длины распространяться в виде направленного луча, отражаться и преломляться на границе раздела двух сред. Ультразвуковые дефектоскопы подразделяются на импульсные с приемом отраженного сигнала и теневые с непрерывным излучением. [c.155]
Ультразвуковой метод дефектоскопии. При этом методе используют звуковые волны высокой частоты (20 кГц —25 МГц). Благодаря широкому диапазону частот используемых звуковых волн ультразвуковая дефектоскопия является одним из наиболее универсальных средств неразрушающего контроля. Различают два основных метода теневой (метод сквозного прозвучивания) и резонансный. [c.201]
Ультразвуковой теневой метод, основанный на ослаблении интенсивности прошедших через деталь ультразвуковых волн при наличии дефекта на их пути, применяют для выявления дефектов в изделиях небольших толщин. Теневой дефектоскоп, работающий на частоте 160 кГц, выявляет дефекты площадью более 1 мм . Результаты контроля записываются на шлейфовом осциллографе, производительность которого до 0,58 м мин. Размеры дефектов оценивают по записи, относительному изменению уровня сигнала и протяженности зоны, в которой наблюдается уменьшение сигнала. [c.201]
Теневой дефектоскоп, работающий на частоте 160 кГц, выявляет дефекты площадью более 1 мм . Результаты контроля записываются на шлейфовом осциллографе, производительность которого до 0,58 м мин. Размеры дефектов оценивают по записи, относительному изменению уровня сигнала и протяженности зоны, в которой наблюдается уменьшение сигнала. [c.201]
На рис. 9-5 представлена блок-схема работы ультразвукового дефектоскопа, работающего по теневому методу. Как видно из схемы, генератор / высокочастотных электрических колебаний возбуждает механические колебания щупа — пьезоэлектрической пластинки 2, наложенной на исследуемый образец 4. С другой стороны образца соосно с излучателем 2 расположена пьезоэлектрическая пластинка щупа приемника 3. Ультразвуковые волны 6, пройдя образец 4, возбуждают в приемном щупе 3 колебания, которые усиливаются усилителем 7 и отмечаются стрелочным прибором-индикатором 8. Если между приемником и излучателем ультразвука находится дефект 5, то за дефектом образуется область звуковой тени , интенсивность ультразвуковых волн, приходящих к приемнику, резко падает и индикатор 8 покажет наличие дефекта в материале.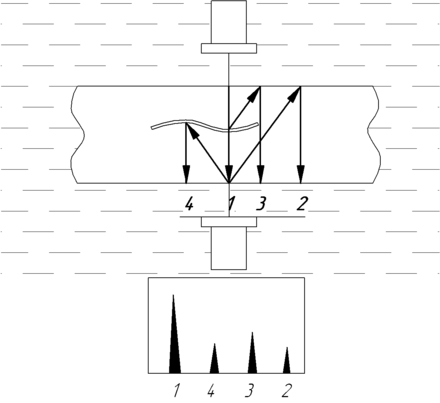 Всем ультразвуковым дефектоскопам, работающим на непрерывном излучении ультразвуковых колебаний с теневым методом приема, свойственен общий недостаток. Если размер дефекта меньше, цем длина ультразвуковой волны, то вследствие [c.197]
Всем ультразвуковым дефектоскопам, работающим на непрерывном излучении ультразвуковых колебаний с теневым методом приема, свойственен общий недостаток. Если размер дефекта меньше, цем длина ультразвуковой волны, то вследствие [c.197]
Применение ультразвука при дефектоскопии основано на способности ультразвуковых упругих колебаний с большой скоростью (до 12000 м/с) распространяться в твердых телах и отражаться от границы сред с различными акустическими свойствами. Известны три основных метода применения ультразвука для обнаружения внутренних дефектов теневой, эхо-метод, резонансный.- [c.136]
Существует несколько методов ультразвуковой дефектоскопии эхоимпульсный, теневой, зеркально-теневой, резонансный, импедансный, велосимметрический, метод свободных колебаний из них наиболее распространены эхоимпульсный и резонансный. [c.120]
Для контроля рельсов в эксплуатации разработан специализированный ультразвуковой рельсовый дефектоскоп УЗД-НИИМ-6М [38]. Он позволяет контролировать основной металл, зоны болтовых стыков одновременно двух нитей рельсов и сварных стыков. В приборе использованы зеркально-теневой метод, ультразвуковой калибр для контроля болтовых стыков рельсов, стрелочный индикатор для отсчета координат дефектов, имитатор дефектов для безэталонной настройки чувствительности дефектоскопа. Прибор рассчитан на работу в полевых условиях при влажности воздуха до 95 % и изменении температуры от —30 до — -50° (для канала прямых преобразователей) и от О до -+-50 °С (для угловых преобразователей). Индикация дефектов — звуковая. УЗД-НИИМ-6М установлен на тележке, которую при работе перемещают по контролируемому пути. По рельсам скользят два комбинированных преобразователя, каждый из которых состоит из двух прямых и одной наклонной вставки, излучающих УЗК в рельс. Акустический контакт между рельсом и преобразователем обеспечивается автоматической подачей в место контакта воды или технического спирта (при отрицательных температурах). [c.
Он позволяет контролировать основной металл, зоны болтовых стыков одновременно двух нитей рельсов и сварных стыков. В приборе использованы зеркально-теневой метод, ультразвуковой калибр для контроля болтовых стыков рельсов, стрелочный индикатор для отсчета координат дефектов, имитатор дефектов для безэталонной настройки чувствительности дефектоскопа. Прибор рассчитан на работу в полевых условиях при влажности воздуха до 95 % и изменении температуры от —30 до — -50° (для канала прямых преобразователей) и от О до -+-50 °С (для угловых преобразователей). Индикация дефектов — звуковая. УЗД-НИИМ-6М установлен на тележке, которую при работе перемещают по контролируемому пути. По рельсам скользят два комбинированных преобразователя, каждый из которых состоит из двух прямых и одной наклонной вставки, излучающих УЗК в рельс. Акустический контакт между рельсом и преобразователем обеспечивается автоматической подачей в место контакта воды или технического спирта (при отрицательных температурах). [c.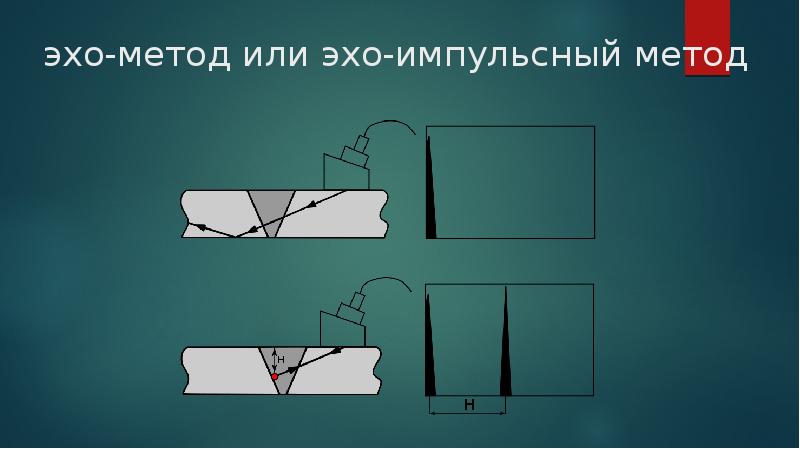 166]
166]
Грубые наружные дефекты продукции, обработанной давлением (вмятины, рванины, некоторые риски, плены, заковы), выявляют визуально. Более тонкие дефекты того же типа обнаруживают методами поверхностной дефектоскопии магнитным, капиллярным, вихретоковым. Для выявления внутренних дефектов радиационный метод применяют редко. Он эффективен только в тех случаях, когда дефекты (прессутяжины, скворечники) имеют объемный характер. Сжатые при деформации внутренние дефекты могут быть обнаружены только ультразвуковыми методами (эхо или теневым). [c.28]
Должен знать. Основы электротехники и материаловедения типы сварных соединений виды дефектов основные типы ультразвуковых волн, применяемые при дефектоскопии сварных соединений и основного металла физическую сущность ультразвуковых методов контроля эхоимпульсного, теневого, зеркально-теневого способы обеспечения акустического контакта устройство ультразвуковых дефектоскопов эталоны и тест-образцы для проверки и настройки ультразвуковых дефектоскопов и искателей. Методики контроля листового проката, стыковых сварных соединений металлоконструкций и трубопроводов из малоуглеродистых и низколегированных сталей различных толщин. Правила оформления учетной технической документации по результатам контроля. Правила техники безопасности при проведении НК на АЭС. [c.63]
Методики контроля листового проката, стыковых сварных соединений металлоконструкций и трубопроводов из малоуглеродистых и низколегированных сталей различных толщин. Правила оформления учетной технической документации по результатам контроля. Правила техники безопасности при проведении НК на АЭС. [c.63]
Первые ультразвуковые дефектоскопы работали но теневому методу и использовали незатухающие, непрерывные колебания, модулированные ио частоте. В основном они использовались для проверки валов и стержней. Однако использование теневого метода дефек-тосконии не позволяло определять координаты и размер [c.83]
Проверка резиновых шин. Ультразвуковая дефектоскопия применима и к неметаллическим изделиям. Так, например, теневой метод с успехом применяется для определения расслоений в автомобильных покрышках. Пневматические шины обычно имеют сложную конструкнию и изготавливаются из большого числа различных деталей. Эти детали плотно соединяются между собой в процессе формовки и вулканизации. Однако может случиться, что в некоторых местах образуются неплотности, расслоения и трещины, занолненные воздухом (рис. 67). Свойство ультразвуковых волн отражаться от воздушных полостей и используется в техпике для определения пеплотпостей между составными частями шин [120]. [c.134]
Эти детали плотно соединяются между собой в процессе формовки и вулканизации. Однако может случиться, что в некоторых местах образуются неплотности, расслоения и трещины, занолненные воздухом (рис. 67). Свойство ультразвуковых волн отражаться от воздушных полостей и используется в техпике для определения пеплотпостей между составными частями шин [120]. [c.134]
К неразрушающим методам контроля относят визуальный осмотр, простукивание, инфракрасную дефектоскопию, световой метод, рентгенодефектоскопию, радиоинтроскопию и ультразвуковую дефектоскопию. Наибольшее распространение получил последний метод, основанный на измерении длины волны, амплитуды, частоты или скорости распространения ультразвуковых колебаний в контролируемом клееном изделии. В ультразвуковой дефектоскопии используют несколько разновидностей — теневой метод, эхо-метод, резонансный, импедансный и метод свободных колебаний, для реализации которых в нашей стране и за рубежом разработаны соответствующие приборы [406, с. 232] (см. гл. IV). [c.263]
232] (см. гл. IV). [c.263]
Дефектоскоп для контроля качества автопокрышек (рис. 9-9) работает по теневому методу. Генератор возбуждает колебания в пьезоизлучателе, помещенном в резервуар с водой. В том же резервуаре находятся контролируемая шина и пьезоприемники. Ультразвуковые колебания частотой 40—80 кгц проходят через исследуемую шину, воспринимаются приемником и после усиления поступают на стрелочный индикатор. Если в шине имеется воздушная лойость, то ультразвуковые волны отразятся от нее, интенсивность сигнала уменьшится, что будет отмечено индикатором. [c.199]
На рис. 10-4 представлена блок-схема ультразвукового дефектоскопа, работающего по теневому методу. Как видно из схемы, генератор 1 высокочастотных электрических колебаний возбуждает механические колебания щупа—пьезоэлектрической пластинки 2, наложенной на исследуемый образец 4. С другой стороны образца соосно с излучателем 2 расположена пьезоэлектрическая пластинка щупа-приемника. Ультразвуковые волны 6, пройдя образец 4, возбуждают в приемном щупе 3 колебания, которые усиливаются усилителем 7 и отмечаются ст релоч-ным прибором-индикатором 8. Если между приемником и излучателем ультразвука находится дефект 5, то за дефектом образуется область звуковой тени . Интенсивность ультразвуковых волн, приходящих к приемнику, резко падает, и индикатор 8 показывает наличие дефекта в материале. Всем ультразвуковым дефектоскопам, работающим при непрерывном излучении ультразвуковых колебаний с теневым методом приема, свойствен общий недостаток. Если размер дефекта меньше, чем длина ультразвуковой волны, то вследствие явления дифракции область звуковой тени за дефектом не возникает и дефект обнаружить невозможно. Применяя ультразвуковой дефектоскоп с непрерывным излучением и теневым методом приема ультразвуковых колебаний, при частоте 1 Мгц можно обнаружить дефект сечением не менее 2 мм при расстоянии его от пластины приемного щупа не более 0,3 М.М. Это значит, что, меняя местами приемный и излучающий щупы, можно обнаружить дефект сечением более 2 мм при толщине стали до 0,6 мм даже при самых неблагоприятных условиях расположения дефекта внутри контролируемой детали.
Ультразвуковые волны 6, пройдя образец 4, возбуждают в приемном щупе 3 колебания, которые усиливаются усилителем 7 и отмечаются ст релоч-ным прибором-индикатором 8. Если между приемником и излучателем ультразвука находится дефект 5, то за дефектом образуется область звуковой тени . Интенсивность ультразвуковых волн, приходящих к приемнику, резко падает, и индикатор 8 показывает наличие дефекта в материале. Всем ультразвуковым дефектоскопам, работающим при непрерывном излучении ультразвуковых колебаний с теневым методом приема, свойствен общий недостаток. Если размер дефекта меньше, чем длина ультразвуковой волны, то вследствие явления дифракции область звуковой тени за дефектом не возникает и дефект обнаружить невозможно. Применяя ультразвуковой дефектоскоп с непрерывным излучением и теневым методом приема ультразвуковых колебаний, при частоте 1 Мгц можно обнаружить дефект сечением не менее 2 мм при расстоянии его от пластины приемного щупа не более 0,3 М.М. Это значит, что, меняя местами приемный и излучающий щупы, можно обнаружить дефект сечением более 2 мм при толщине стали до 0,6 мм даже при самых неблагоприятных условиях расположения дефекта внутри контролируемой детали.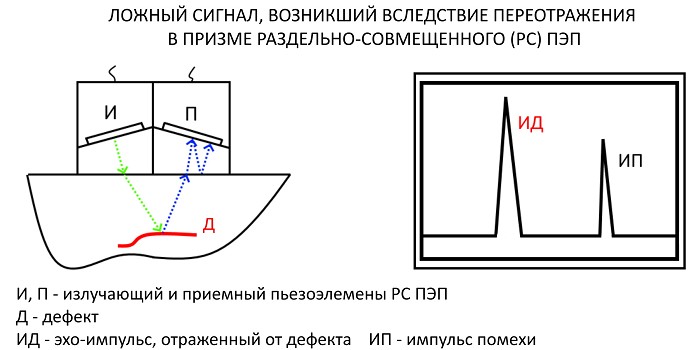 В реальных условиях измерений чувствительность теневых дефектоскопов будет несколько ниже из-за неплотного контакта между поверхностью изделия и щупами дефектоскопа. [c.195]
В реальных условиях измерений чувствительность теневых дефектоскопов будет несколько ниже из-за неплотного контакта между поверхностью изделия и щупами дефектоскопа. [c.195]
Аналогичную чувствительность имеют и СВЧ-де-фектоскопы, которые применяют для контроля качества склейки полимерных материалов. Их преимуществом, по сравнению с ультразвуковыми методами, является отсутствие непосредственного контакта с контролируемым изделием. Используется, как правило, теневой вариант контроля по ослаблению интенсивности прошедшего через дефектный участок сигнала или изменению фазы прошедшего сигнала. К СВЧ-дефектоскопам относятся приборы типа ИМ-1-120, СВЧД-4П, СД-20П, работающие в 8-миллиметровом диапазоне. [c.80]
Ультразвуковой контроль: дефектоскопы, преобразователи, толщиномеры
Ультразвуковой контроль сварных соединений
Ультразвуковой контроль — действительно один из самых распространённый вид неразрушающего контроля. Первые попытки провести ультразвуковой контроль относятся ещё к 1930 году. И только в 1950 году ультразвуковой контроль качества сварных соединений приобрёл повсеместное использование, потеснив другие методы. Для некоторых объектов контроля стал обязательным видом проверки качества сварки.
И только в 1950 году ультразвуковой контроль качества сварных соединений приобрёл повсеместное использование, потеснив другие методы. Для некоторых объектов контроля стал обязательным видом проверки качества сварки.
Суть ультразвукового контроля заключается в том, что в контролируемое изделие излучают ультразвуковые колебания, а изделие, в свою очередь, принимает и отражает их. Этот процесс происходит благодаря применению приборов ультразвукового контроля. В дальнейшем происходит анализ данных, определяется наличие дефектов, а также примерный размер, форма (объёмный или плоскостной), вид (протяжённый или точечный) и глубина залегания дефекта.
В зависимости от типа проверяемого изделия имеется достаточно большой выбор средств, позволяющих осуществить ультразвуковой неразрушающий контроль.
Основные методы ультразвукового контроля:
- теневой
- зеркальный
- дельта-метод
- эхо-метод
- зеркально-теневой
В основном принято совершать ультразвуковой контроль труб в диапазоне волн от 0,5 МГц до 10 МГц. Но в некоторых случаях можно допустить частоту ультразвуковой волны и до 20 МГц, что делает поиск дефектов более точный и детальный.
Но в некоторых случаях можно допустить частоту ультразвуковой волны и до 20 МГц, что делает поиск дефектов более точный и детальный.
Приборы ультразвукового контроля
Это разновидность приборов, которые направлены на исследование определённого предмета посредством ультразвуковых волн. С помощью этих приборов обычно проводится ультразвуковой контроль сварных швов.
Оборудование этого типа получило широкое распространение на территории России и странах СНГ для контроля качества различных трубопроводов, сварных конструкций, сварных швов. Обычно говоря о приборах ультразвукового контроля, подразумевают такие устройства, как: ультразвуковые дефектоскопы, толщиномеры и томографы.
Основным прибором всё же является ультразвуковой дефектоскоп, который используется для обнаружения дефектов внутри какого-либо изделия. Чаще всего работы проводятся над изделиями, сделанными из металла и некоторых видов пластмасс. В основе работы дефектоскопа, разумеется, лежит принцип ультразвуковых колебаний.
Мы всегда проконсультируем Вас по любому вопросу на тему ультразвукового контроля, поможем подобрать необходимое Вам оборудование
Ультразвуковой контроль сварных соединений
Сеть профессиональных контактов специалистов сварки
Метод ультразвуковой дефектоскопии металлов и других материалов впервые был разработан и практически осуществлен в Советском Союзе в 1928—1930 гг. проф. С. Я. Соколовым.
Еще страницы, относящиеся к теме
Ультразвуковой контроль сварных соединений:
Свойства ультразвуковых волн.
Ультразвуковые волны представляют собой упругие колебания материальной среды, частота которых лежит за пределами слышимости в диапазоне от 20 кгц (волны низкой частоты) до 500 Мгц (волны высокой частоты).
Ультразвуковые колебания бывают продольные и поперечные. Если частицы среды перемещаются параллельно направлению распространения волны, то такая волна является продольной, если перпендикулярно-поперечной. Для отыскания дефектов в сварных швах используют в основном поперечные волны, направленные под углом к поверхности свариваемых деталей.
Для отыскания дефектов в сварных швах используют в основном поперечные волны, направленные под углом к поверхности свариваемых деталей.
Ультразвуковые волны способны проникать в материальные среды на большую глубину, преломляясь и отражаясь при попадании на границу двух материалов с различной звуковой проницаемостью. Именно эта способность ультразвуковых волн используется в ультразвуковой дефектоскопии сварных соединений.
Ультразвуковые колебания могут распространяться в самых различных средах — воздухе, газах, дереве, металле, жидкостях.
Скорость распространения ультразвуковых волн C определяют по формуле:
C = fλ
где f — частота колебаний, гц;
λ — длина волны, см.
Для выявления мелких дефектов в сварных швах следует пользоваться коротковолновыми ультразвуковыми колебаниями, так как волна, длина которой больше размера дефекта, может не выявить его.
Получение ультразвуковых волн.
Ультразвуковые волны получают механическим, термическим, магнитострикционным (Магнитострикция — изменение размеров тела при намагничивании) и пьезоэлектрическим (Приставка «пьезо» означает «давить») способами.
Наиболее распространенным является последний способ, основанный на пьезоэлектрическом эффекте некоторых кристаллов (кварца, сегнетовой соли, титаната бария): если противоположные грани пластинки, вырезанной из кристалла, заряжать разноименным электричеством с частотой выше 20 000 гц, то в такт изменениям знаков зарядов пластинка будет вибрировать, передавая механические колебания в окружающую среду в виде ультразвуковой волны. Таким образом электрические колебания преобразовываются в механические.
В различных системах ультразвуковых дефектоскопов применяют генераторы высокой частоты, задающие на пьезоэлектрические пластинки электрические колебания от сотен тысяч до нескольких миллионов герц.
Пьезоэлектрические пластинки могут служить не только излучателями, но и приемниками ультразвука. В этом случае под действием ультразвуковых волн на гранях кристаллов-приемников возникают электрические заряды малой величины, которые регистрируются специальными усилительными устройствами.
Методы выявления дефектов ультразвуком.
Существуют в основном два метода ультразвуковой дефектоскопии: теневой и эхо-импульсный (метод отраженных колебаний.)
Рис. 1. Схемы проведения ультразвуковой дефектоскопии : а — теневым; б — эхо импульсным методом; 1 — щуп-излучатель; 2 — исследуемая деталь; 3 — щуп приемник; 4 — дефект.
При теневом методе (рис. 1, а) ультразвуковые волны, идущие через сварной шов от источника ультразвуковых колебаний (щупа-излучателя), при встрече с дефектом не проникают через него, так как граница дефекта является границей двух разнородных сред (металл — шлак или металл — газ). За дефектом образуется область так называемой «звуковой тени». Интенсивность ультразвуковых колебаний, принятых щупом-приемником, резко падает, а изменение величины импульсов на экране электронно-лучевой трубки дефектоскопа указывает на наличие дефектов. Этот метод имеет ограниченное применение, так как необходим двусторонний доступ к шву, а в ряде случаев требуется снимать усиление шва.
При эхо-импульсном методе щуп-излучатель посылает через сварной шов импульсы ультразвуковых волн, которые при встрече с дефектом отражаются от него и улавливаются щупом-приемником. Эти импульсы фиксируются на экране электроннолучевой трубки дефектоскопа в виде пиков, свидетельствующих о наличии дефекта. Измеряя время от момента посылки импульса до приема обратного сигнала, можно определить и глубину залегания дефектов. Основное достоинство этого метода состоит в том, что ультразвуковой контроль сварных соединений можно проводить при одностороннем доступе к сварному шву без снятия усиления или предварительной обработки шва. Этот метод получил наибольшее применение при ультразвуковой дефектоскопии сварных швов.
Импульсные ультразвуковые дефектоскопы.
Ультразвуковой контроль сварных соединений осуществляется при помощи ультразвуковых дефектоскопов, которыми можно выявлять трещины» непровары, газовые и шлаковые включения в стыковых, угловых, тавровых и нахлесточных соединениях, выполненных дуговой, электрошлаковой сваркой, газовой и контактной сваркой. Контролировать можно как сварку сталей, так и сварку цветных металлов и их сплавов.
Контролировать можно как сварку сталей, так и сварку цветных металлов и их сплавов.
Рис. 2. Конструктивная схема призматического щупа : 1 — кольцо изоляционное; 2 — асбестовая прокладка; 3 — накладка контактная; 4 — втулка изоляционная; 5 — втулка; 6 — пластинка из титаната бария; 7 — корпус;8 — призма из плексигласа.
Электрическая схема дефектоскопов, состоящая из отдельных электронных блоков, смонтирована в металлическом кожухе, на передней панели которого находится экран электроннолучевой трубки и расположены рукоятки управления. Дефектоскопы укомплектованы призматическими щупами-искателями (рис. 2) с углами ввода ультразвукового луча 30, 40 и 50° (0,53; 0,7 и 0,88 рад). Придаются также и прямые щупы, при помощи которых ультразвуковые колебания вводятся перпендикулярно поверхности контролируемого изделия. Комплект щупов позволяет выбирать для каждого конкретного случая необходимую схему прозвучивания. Во всех щупах в качестве пьезоэлектрического преобразователя используются пластинки титаната бария.
В зависимости от количества щупов и схемы их включения ультразвуковые дефектоскопы могут быть двухщуповыми, в которых один щуп является излучателем, а другой приемником, или однощуповыми, где функция ввода и приема ультразвуковых колебаний выполняются одним щупом. Это возможно потому, что прием отраженного сигнала происходит во время пауз между импульсами, когда никаких других сигналов, кроме отраженных, на пьезоэлектрическую пластинку не поступает.
Рис. 3. Блок-схема импульсного ультразвукового дефектоскопа УЗД-7Н : 1 — задающий генератор; 2 — генератор импульсов; 3 — пьезоэлектрический щуп; 4 — генератор развертки; 5 — приемный усилитель; 6 — электроннолучевая трубка; 7 — контролируемое изделие.
В качестве индикаторов дефектов применяются электроннолучевые трубки. Ряд дефектоскопов оснащен также световым (электрической лампочкой на искательной головке щупа) и звуковым (динамиком и телефонными наушниками) индикаторами.
Типовая блок-схема импульсного ультразвукового дефектоскопа, работающего по однощуповой схеме, приведена на рис.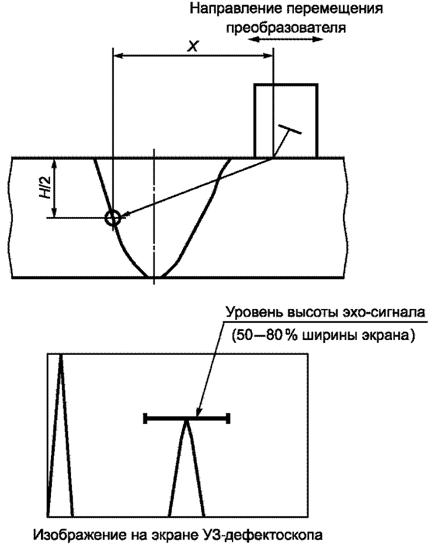 3.
3.
Задающий генератор, питаемый переменным током, вырабатывает электрические колебания, передаваемые на генератор импульсов и пьезоэлектрический щуп. В последнем высокочастотные электрические колебания преобразуются в механические колебания ультразвуковой частоты и посылаются в контролируемое изделие. В интервалах между отдельными посылами высокочастотных импульсов пьезоэлектрический щуп при помощи электронного коммутатора подключается к приемному усилителю, который усиливает полученные от щупа отраженные колебания и направляет их на экран электроннолучевой трубки. Таким образом, пьезоэлектрический щуп попеременно работает как излучатель и приемник ультразвуковых волн.
Генератор развертки обеспечивает развертку электронного луча трубки, который прочерчивает на экране электроннолучевой трубки светящуюся линию с пиком начального импульса.
При отсутствии дефекта в контролируемом изделии импульс дойдет до нижней поверхности изделия, отразится от нее и возвратится в пьезоэлектрический щуп.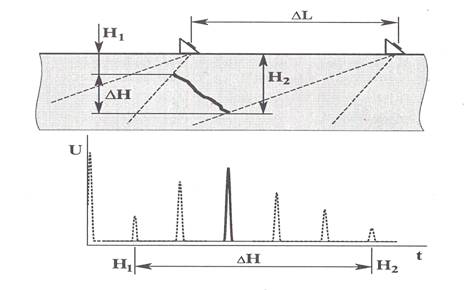 В нем механические колебания ультразвуковой частоты снова преобразуются в высокочастотные электрические колебания, усиливаются в приемном усилителе и подаются на отклоняющие пластины электроннолучевой трубки. При этом на экране возникает второй пик донного импульса (как бы отраженного от дна изделия).
В нем механические колебания ультразвуковой частоты снова преобразуются в высокочастотные электрические колебания, усиливаются в приемном усилителе и подаются на отклоняющие пластины электроннолучевой трубки. При этом на экране возникает второй пик донного импульса (как бы отраженного от дна изделия).
Если на пути прохождения ультразвука встретится дефект, то часть волн отразится от него раньше, чем донный сигнал достигнет пьезоэлектрического щупа. Эта часть волн усиливается приемным усилителем, подается на электроннолучевую трубку и на ее экране между начальным и донным импульсами возникнет пик импульса от дефекта.
Благодаря синхронной работе генератора развертки луча, генератора импульсов и других устройств дефектоскопа взаимное расположение импульсов на экране электроннолучевой трубки характеризует глубину расположения дефекта. Расположив на экране трубки масштабные метки времени, можно сравнительно точно определить глубину залегания дефекта.
Методика ультразвукового контроля.
Перед началом ультразвукового контроля зачищают поверхность сварного соединения на расстоянии 50—80 мм с каждой стороны шва, удаляя брызги металла, остатки шлака и окалину. Зачистку выполняют ручной шлифовальной машинкой, а при необходимости еще и напильником или наждачной шкуркой.
Рис. 4. Схема проведения ультразвукового контроля : а — перемещение призматического щупа по поверхности изделия; б — контроль прямым лучом; в — контроль отраженным лучом.
Чтобы обеспечить акустический контакт между щупом-искателем и изделием, зачищенную поверхность металла непосредственно перед контролем тщательно протирают и наносят на нее слой контактной смазки. В качестве смазки применяют автол марок 6, 10, 18, компрессорное, трансформаторное или машинное масло.
Рис. 5. Держатели призматических щупов : а — для контроля стыковых швов отраженным лучом; б — для контроля стыковых швов прямым лучом; в — для контроля угловых швов.
Затем проверяют правильность показаний дефектоскопа на эталонах сварных швов с заранее определенными дефектами.
Ультразвуковой контроль стыковых соединений проводят путем поочередной установки щупа по обеим сторонам проверяемого шва.
В процессе контроля щуп-искатель плавно перемещают вдоль обеих сторон шва по зигзагообразной линии (рис. 4, а), систематически поворачивая его на 5—10° в обе стороны для выявления различно расположенных дефектов.
Прозвучивание производят как прямым (рис. 4, б), так и отраженным (рис. 4, в) лучом. Стыковые соединения при толщине металла более 20 мм обычно проверяют прямым лучом. При толщине металла менее 20 мм усиление шва не дает возможности установить щуп так, чтобы ультразвуковой луч проходил через корень шва. В этих случаях ультразвуковой контроль сварных соединений осуществляют однократно или двукратно отраженными лучами. При толщине металла менее 8 мм его прозвучивают многократно отраженным лучом.
Рис. 6. Схема определения размеров дефекта в стыковом шве: а — протяженности l; б — высоты h.
Пределы перемещения щупа поперек шва зависят от угла ввода луча и способа прозвучивания и определяются по номограммам, прилагаемым к инструкции на эксплуатацию дефектоскопа. Чтобы обеспечить перемещение щупов в заданных пределах, их устанавливают в специальный держатель (рис. 5).
Чтобы обеспечить перемещение щупов в заданных пределах, их устанавливают в специальный держатель (рис. 5).
При обнаружении дефекта в сварном шве на экране дефектоскопа появляется импульс. Условную протяженность его измеряют длиной зоны перемещения щупаискателя вдоль шва, в пределах которой наблюдается появление и исчезнование импульса (рис. 6, а). Условную высоту дефекта определяют как разность глубин, измеренных в крайних положениях щупаискателя, в которых появляется и исчезает импульс при перемещении щупа перпендикулярно оси шва (рис. 6, б). Условную высоту дефектов, имеющих большую протяженность, измеряют в месте, где импульс от дефекта имеет наибольшую амплитуду.
Рис. 7. Конструктивная схема жидкостного глубиномера : 1 — генератор дефектоскопа; 2 — цилиндр; 3 — компенсирующий объем; 4 — глубиномер; 5 — механизм перемещения поршня; 6 — жидкость; 7 — поршень; 8 — пьезоэлектрическая пластинка.
Глубину залегания дефекта определяют при помощи глубиномеров. Жидкостной глубиномер (рис.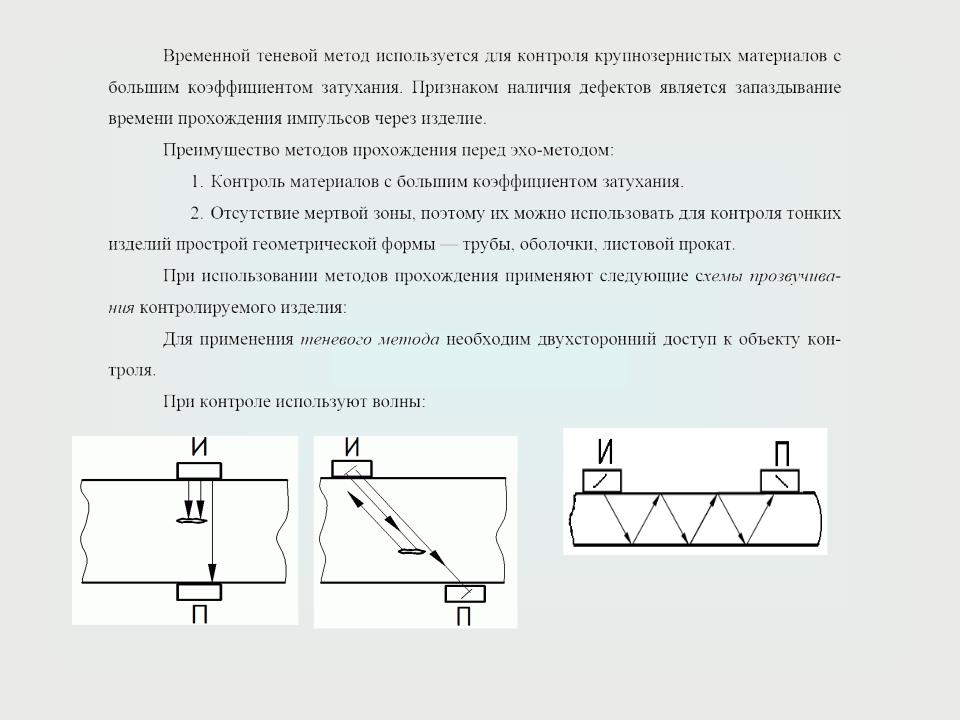 7) состоит из пьезоэлектрической пластинки, которая возбуждается от генератора дефектоскопа одновременно с основной излучающей пьезоэлектрической пластинкой щупаискателя. Эта пластинка помещена в цилиндр с компенсирующим объемом. Цилиндр наполнен жидкостью и имеет поршень, связанный со шкалой глубиномера. При прозвучивании сварного шва на экране электроннолучевой трубки вместе с начальным и донным сигналом появляется так называемый служебный импульс, отраженный от поршня цилиндра глубиномера. Положение его на экране трубки дефектоскопа определяется положением поршня в цилиндре. Передвигая поршень, совмещают служебный импульс с импульсом, отраженным от дефекта, и по шкале глубиномера определяют глубину залегания дефекта. При совмещении поршня с донным импульсом можно определить толщину металла. Подобные глубиномеры могут быть присоединены к любому ультразвуковому импульсному дефектоскопу.
7) состоит из пьезоэлектрической пластинки, которая возбуждается от генератора дефектоскопа одновременно с основной излучающей пьезоэлектрической пластинкой щупаискателя. Эта пластинка помещена в цилиндр с компенсирующим объемом. Цилиндр наполнен жидкостью и имеет поршень, связанный со шкалой глубиномера. При прозвучивании сварного шва на экране электроннолучевой трубки вместе с начальным и донным сигналом появляется так называемый служебный импульс, отраженный от поршня цилиндра глубиномера. Положение его на экране трубки дефектоскопа определяется положением поршня в цилиндре. Передвигая поршень, совмещают служебный импульс с импульсом, отраженным от дефекта, и по шкале глубиномера определяют глубину залегания дефекта. При совмещении поршня с донным импульсом можно определить толщину металла. Подобные глубиномеры могут быть присоединены к любому ультразвуковому импульсному дефектоскопу.
Повышения скорости контроля можно достичь применением несложных устройств (рис. 8), позволяющих осуществлять перемещение дефектоскопа вдоль шва и возвратно-поступательное движение щупа. Щуп-искатель устанавливается на тележке устройства и соединяется с ультразвуковым дефектоскопом. На этой же тележке находится механизм передвижения, состоящий из электродвигателя мощностью 12 вт, червячных пар и кривошипного механизма.
Щуп-искатель устанавливается на тележке устройства и соединяется с ультразвуковым дефектоскопом. На этой же тележке находится механизм передвижения, состоящий из электродвигателя мощностью 12 вт, червячных пар и кривошипного механизма.
Рис. 8. Схема автоматизированного контроля стыков трубопроводов с помощью специального приспособления: 1 — контрольный механизм; 2 — труба; 3 — роликовая цепь; 4 — коробка со щупом; 5 — ультразвуковой дефектоскоп.
Значительно увеличивается надежность и скорость контроля при использовании автоматического ультразвукового дефектоскопа ДАУЗ-169, позволяющего контролировать сварные соединения при толщине листов от 6 до 16 мм. Он представляет собой датчик, установленный на автоматически передвигающейся каретке, соединенной гибким кабелем со шкафом с электронными блоками.
Дефекты регистрируются записью на диаграммной ленте и краскоотметчиком на контролируемом шве, работа которого дублируется световой сигнализацией. Скорость контроля составляет 1 м/мин. Применение его значительно увеличивает надежность и производительность процесса контроля сварных швов.
Применение его значительно увеличивает надежность и производительность процесса контроля сварных швов.
Оформление результатов контроля.
Результаты ультразвуковой дефектоскопии согласно ГОСТ 14782—69 фиксируют в журнале или в заключении, обязательно указывая:
а) тип сварного соединения; индексы, присвоенные данному изделию и сварному соединению; длину проконтролированного участка шва;
б) технические условия, по которым выполнялась дефектоскопия;
в) тип дефектоскопа;
г) частоту ультразвуковых колебаний;
д) угол ввода луча в контролируемый металл или тип искателя, условную или предельную чувствительность;
е) участки шва, которые не подвергались дефектоскопии;
ж) результаты дефектоскопии;
з) дату дефектоскопии;
и) фамилию оператора.
При сокращенном описании результатов дефектоскопии каждую группу дефектов указывают отдельно.
Характеристика протяженности дефекта обозначается одной из букв А, Б, В. Цифрами обозначают: количество дефектов в шт. ; условную протяженность дефекта в мм; наибольшую глубину залегания дефекта в мм; наибольшую условную высоту дефекта в мм.
; условную протяженность дефекта в мм; наибольшую глубину залегания дефекта в мм; наибольшую условную высоту дефекта в мм.
Буква А указывает, что протяженность дефекта не превышает допускаемую техническими условиями. Буква Б используется для характеристики дефекта большей протяженности, чем типа А. Буквой В обозначают группу дефектов, отстоящих друг от друга на расстоянии не более величины условной протяженности для дефектов типа А.
Ниже приводится пример сокращенной записи результатов дефектоскопии в журнале или в заключении.
На участке шва сварного соединения С15 (ГОСТ 5264—69), обозначенном индексом МН-2, длиной 800 мм обнаружены: два дефекта типа А на глубине 12 мм, один дефект типа Б условной протяженностью 16 мм на глубине 14—22 мм, условной высотой 6 мм и один дефект типа В условной протяженностью 25 мм на глубине 5—8 мм.
Сокращенная запись результатов испытания выглядит так:
С15, МН-2, 800; А-2-12; Б-1-16-22-6; В-1-25-8.
Техника безопасности при ультразвуковом контроле.
К работе с ультразвуковыми дефектоскопами допускают лиц, прошедших инструктаж по правилам техники безопасности и имеющих соответствующее удостоверение. Перед проведением контроля на большой высоте, в труднодоступных местах или внутри металлоконструкций оператор проходит дополнительный инструктаж, а его работу контролирует служба техники безопасности.
Ультразвуковой дефектоскоп при работе заземляют медным проводом сечением не менее 2,5 мм2. Работать с незаземленным дефектоскопом категорически запрещается. При отсутствии на рабочем месте розетки подключать и отключать дефектоскоп может только дежурный электрик.
Запрещается проводить ультразвуковой контроль сварных соединений вблизи сварочных работ при отсутствии защиты от лучей электрической дуги.
Copyright. При любом цитировании материалов Cайта, включая сообщения из форумов, прямая активная ссылка на портал weldzone.info обязательна.
ГОСТ 12503-75 Сталь. Методы ультразвукового контроля.
 Общие требования
Общие требованияГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СТАЛЬ
МЕТОДЫ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ.
ОБЩИЕ ТРЕБОВАНИЯ
ГОСТ 12503-75
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СТАЛЬ ГОСТ
Методы ультразвукового контроля. 12503-75
Общие требования
STELL
Methods of ultasonii control. Взамен
Взамен
General requirements ГОСТ 12503-67
Постановлением Государственного комитета стандартов Совета Министров СССР от 29 августа 1975 г. № 2281 срок действия установлен
с 01.01.1978 г.
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на листовую сталь в листах и рулонах , ленту , полосу , прутки и заготовки круглого и прямоугольного сечения , поковки и отливки из углеродистых , легированных и высоколегированных сталей и сплавов и устанавливает общие требования к методам ультразвукового контроля.
По соглашению изготовителя и потребителя указанные методы контроля могут быть распространены на продукцию других видов.
К методам ультразвукового
контроля относятся: эхо-метод; теневой , зеркально-теневой , эхо-сквозной и различные их модификации и
сочетания.
Данные методы контроля служат для выявления нарушений сплошности металла — раковин , трещин , грубых шлаковых включений , флокенов , заворотов корочки , расслоений и поверхностных дефектов (плен , закатов и др.) , лежащих в пределах чувствительности методов.
Возбуждение колебаний в контролируемом объекте может осуществляться контактным , струйным , щелевым или бесконтактным способами.
Ультразвуковой контроль может осуществляться при помощи продольных , поперечных , поверхностных и нормальных волн.
Чувствительность ультразвукового контроля устанавливается по согласованным и утвержденным в установленном порядке контрольным образцам или по АРД-диаграммам. Чувствительность контроля при теневом и зеркально-теневом методах устанавливается в нормативно-технической документации по величине ослабления амплитуды прошедшего или донного сигналов.
При эхо-сквозном методе
контроля чувствительность задается уровнем регистрации амплитуды эхо-импульсов
от несплошностей , отсчитываемым от начального
уровня , в дБ.
Форма и размеры применяемых контрольных образцов , а также диаметр или площадь искусственных отражателей и их расстояние от преобразователей указываются в соответствующих стандартах и технических условиях на контролируемую продукцию или в методике проведения контроля.
Термины и определения по ГОСТ 23829-85.
(Измененная редакция. Изм. № 1)
1 .1. Для ультразвукового контроля могут применяться любые дефектоскопы и установки с техническими характеристиками , обеспечивающими выявление несплошностей металла , указанных в стандартах или технических условиях на продукцию.
Дефектоскопы и установки , а также контрольные образцы должны быть аттестованы , а их параметры периодически проверяться в установленном порядке.
(Измененная редакция. Изм. № 1)
1.2. Ультразвуковые
преобразователи должны обеспечивать ввод ультразвуковых колебаний в
контролируемый металл , а геометрические размеры
пьезопластин и их частоты должны обеспечивать необходимую чувствительность и
разрушающую способность.
1.3. Основные параметры контроля (частота колебаний , чувствительность , «мертвая зона») тип и размеры преобразователей , схемы включения их и способ ввода в металл ультразвуковых колебаний должны соответствовать технической характеристике дефектоскопа.
1.4. Радиотехническая схема приборов и установок для автоматического ультразвукового контроля должна предусматривать контроль стабильности акустического контакта.
2.1. Поверхность металла должна соответствовать требованиям , установленным в нормативно-технической документации на контроль.
(Измененная редакция. Изм. № 1)
2.2. Способ относительного перемещения преобразователя и контролируемой поверхности металла (вид сканирования и скорость сканирования) должен обеспечивать надежное выявление и фиксацию дефектов , указанных в стандартах или технических условиях на продукцию.
2.3. Появление сигнала между
в зоне контроля или ослабление интенсивности прошедших через металл
ультразвуковых колебаний указывает на наличие в металле нарушения сплошности.
(Измененная редакция. Изм. № 1)
2.4. Границы выявленных дефектных участков определяются положениями преобразователя в момент , когда значение амплитуды регистрируемого сигнала изменится до величины , оговоренной в соответствующих стандартах и технических условиях.
3.1. Регистрация результатов автоматического контроля осуществляется записью на дефектограммах после обработки информации на ЭВМ или других логических устройствах , а также с помощью дефектоотметчика. При механизированном и ручном контроле отметка дефектов на металле может осуществляться вручную.
(Измененная редакция. Изм. № 1)
3.2. Результаты контроля заносят в журнал , в котором указываются:
а) номер документа , по которому производится ультразвуковой контроль , и характеристики контролируемого объекта;
б) тип дефектоскопа и установки;
в) тип преобразователя;
г) частота ультразвуковых колебаний;
д) тип и номер испытательного образца;
е) результат ультразвукового контроля — соответствие или несоответствие требованиям стандартов или технических условий на продукцию
ж) номер
нормативно-технического документа , определяющего
чувствительность контроля и требования к сплошности.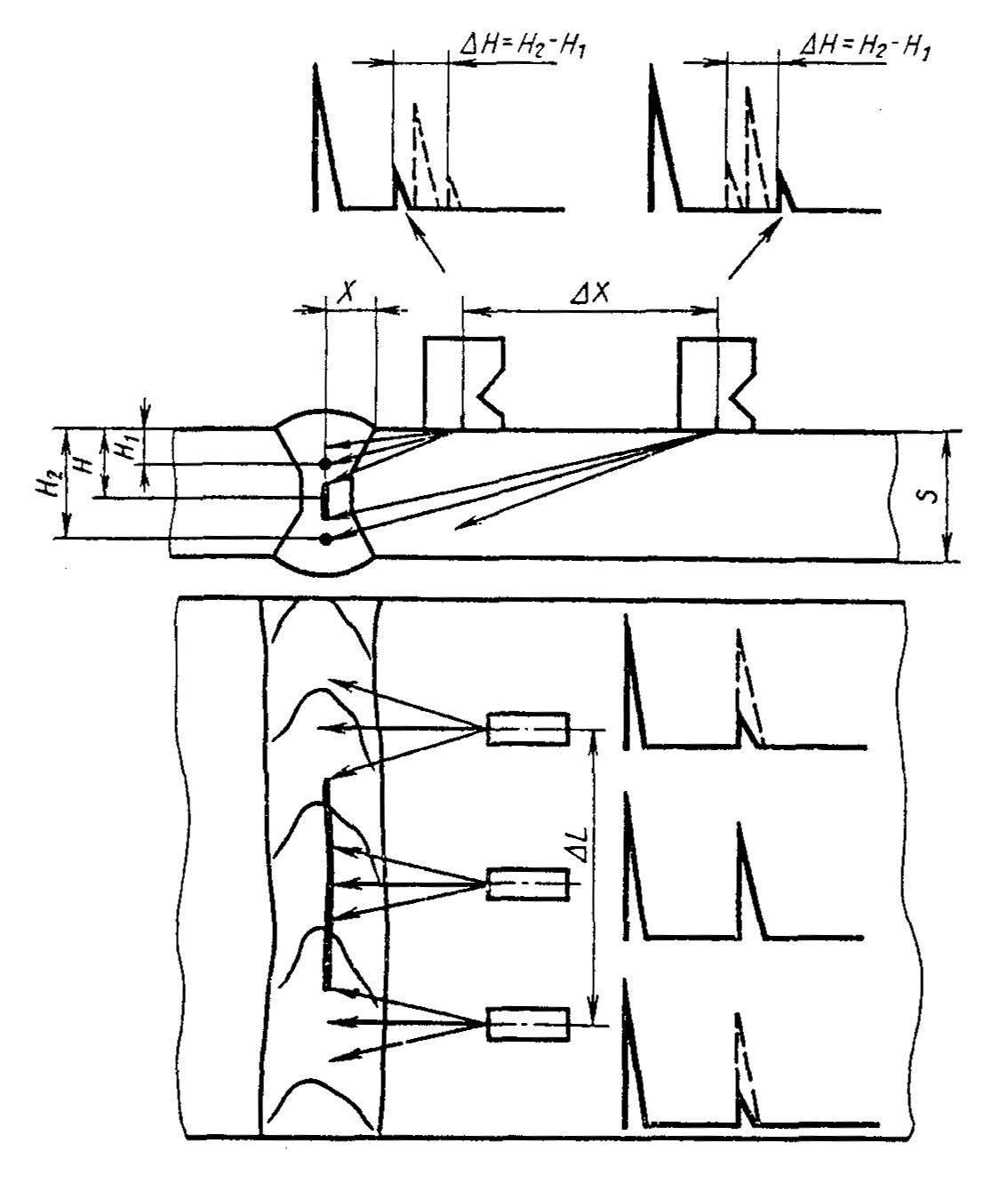
(Измененная редакция. Изм. № 1)
3.3 Чувствительность контроля и размеры дефектов устанавливаются в зависимости от назначения металла и указывают в нормативно-технической документации
(Введено дополнительно. Изм. № 1)
Приложение исключено. Изм. № 1
СОДЕРЖАНИЕ
|
1. ОБОРУДОВАНИЕ . 2 2. ПРОВЕДЕНИЕ КОНТРОЛЯ .. 2 3. ОБРАБОТКА РЕЗУЛЬТАТОВ .. 2 |
Импульсно-эхо-ультразвуковой контроль — обзор
13.3 Ультразвуковой контроль
Ультразвуковой контроль является наиболее ценным методом контроля композитных деталей. Двумя наиболее распространенными производственными дефектами твердых ламинатов являются пористость и посторонние предметы. Пористость обнаруживается, поскольку она содержит границы раздела твердых частиц и воздуха, которые очень мало пропускают и отражают большие объемы звука.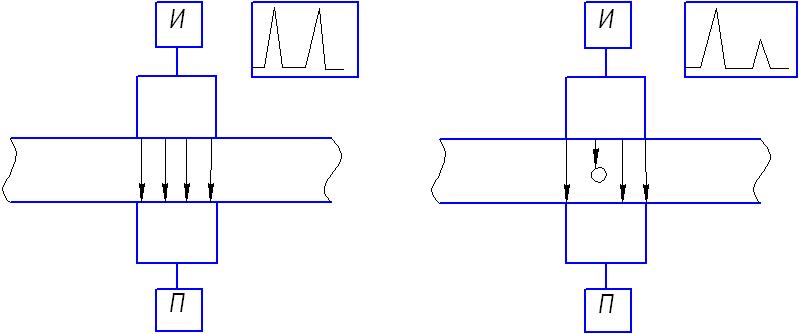 Включения или посторонние предметы можно обнаружить, если акустический импеданс постороннего предмета существенно отличается от акустического сопротивления композитного материала.
Включения или посторонние предметы можно обнаружить, если акустический импеданс постороннего предмета существенно отличается от акустического сопротивления композитного материала.
Ультразвук работает по принципу проходящих и отраженных звуковых волн. Ультразвуковая волна, проходящая через многослойный композит, который встречает дефект (например, пористость), будет отражать часть энергии на границе раздела, в то время как остальная часть энергии проходит через пористость. Чем серьезнее пористость, тем больше отраженная энергия и тем меньше она передается через дефект. Ультразвуковые волны возникают, когда генератор электрических сигналов посылает всплеск электрической энергии на пьезоэлектрический кристалл в преобразователе, заставляя кристалл вибрировать и преобразовывать электрические импульсы в механические колебания (звуковые волны).Пьезоэлектрический кристалл также преобразует возвращаемые звуковые волны обратно в электрическую энергию, когда звук поступает обратно от детали.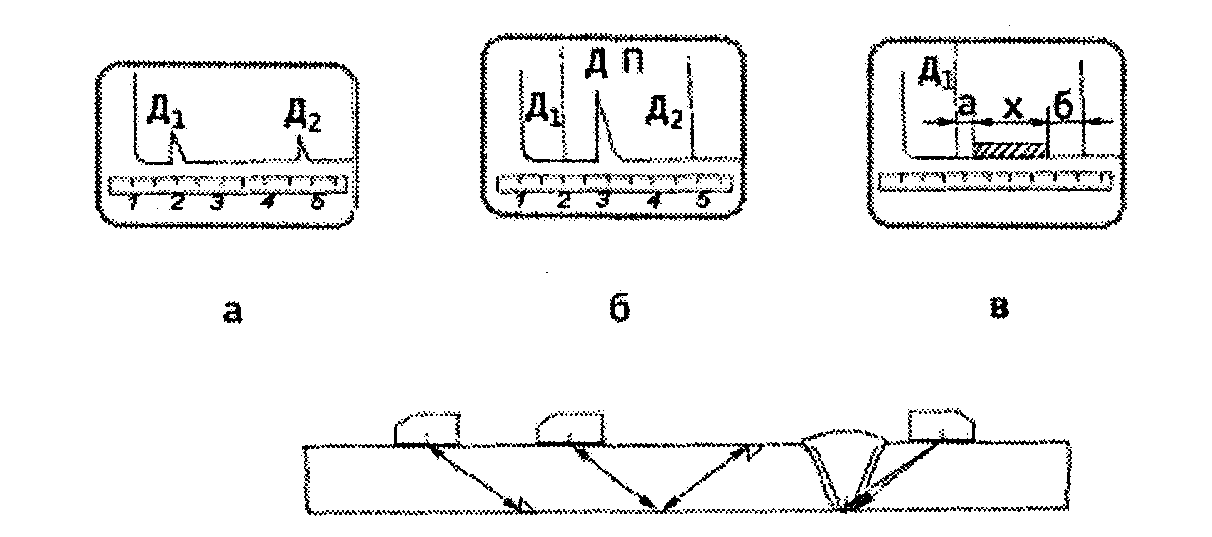 На один кристалл можно подавать импульсы для отправки и приема звуковых волн, или можно использовать два кристалла, один из которых отправляет, а другой принимает импульс. Дефекты можно обнаружить, поскольку они изменяют количество звука, возвращаемого в приемник.
На один кристалл можно подавать импульсы для отправки и приема звуковых волн, или можно использовать два кристалла, один из которых отправляет, а другой принимает импульс. Дефекты можно обнаружить, поскольку они изменяют количество звука, возвращаемого в приемник.
Ультразвуковой контроль определяется как проверка, проводимая в диапазоне частот 1–30 МГц, хотя большинство композитных конструкций обычно испытывают на частоте 1–5 МГц.Высокие частоты (короткие длины волн) более чувствительны к мелким дефектам, в то время как низкие частоты (более длинные волны) могут проникать на большую глубину. Когда ультразвуковой луч проходит через композит, он ослабляется (т. Е. Теряется) из-за рассеяния, поглощения и расширения луча. Эти потери или затухание обычно выражаются в децибелах (дБ). Более толстый ламинат будет сильнее ослаблять звук, чем более тонкий ламинат.
Ультразвук со сквозным пропусканием (TT) — один из двух наиболее распространенных методов, используемых для проверки изготовленных композитных ламинатов и сборок. В методе сквозной передачи, показанном на фиг. 2, передающий преобразователь генерирует продольную ультразвуковую волну, которая проходит через ламинат и принимается принимающим преобразователем, расположенным на противоположной стороне детали. Если деталь содержит дефект, такой как пористость или расслоение, часть или (весь) звук будет либо поглощаться, либо рассеиваться, так что часть (или весь) звук не принимается принимающим преобразователем. Сквозное пропускание отлично подходит для обнаружения пористости, отслоений, расслоений и некоторых типов включений.Однако этот метод не может обнаружить все типы посторонних предметов и не может определить глубину дефектов. Майларовая пленка и нейлоновые ленты особенно трудно обнаружить при сквозном пропускании. Сквозная передача обычно осуществляется в резервуаре для воды или с использованием метода распыления воды.
В методе сквозной передачи, показанном на фиг. 2, передающий преобразователь генерирует продольную ультразвуковую волну, которая проходит через ламинат и принимается принимающим преобразователем, расположенным на противоположной стороне детали. Если деталь содержит дефект, такой как пористость или расслоение, часть или (весь) звук будет либо поглощаться, либо рассеиваться, так что часть (или весь) звук не принимается принимающим преобразователем. Сквозное пропускание отлично подходит для обнаружения пористости, отслоений, расслоений и некоторых типов включений.Однако этот метод не может обнаружить все типы посторонних предметов и не может определить глубину дефектов. Майларовая пленка и нейлоновые ленты особенно трудно обнаружить при сквозном пропускании. Сквозная передача обычно осуществляется в резервуаре для воды или с использованием метода распыления воды.
Рис. 2. Ультразвук со сквозной передачей
Поскольку сквозная передача не способна обнаруживать все типы посторонних предметов и глубину дефектов, ультразвуковой контроль импульсным эхом (PE) часто используется в сочетании со сквозным ультразвуком для проверки деталей.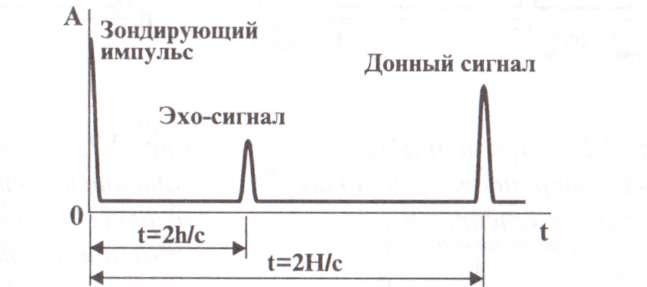 В методе импульсного эха (рис. 3) звук передается и принимается одним и тем же преобразователем. Таким образом, это отличный метод, когда есть доступ только к одной стороне детали. Амплитуда эха, полученного от тыльной поверхности, уменьшается из-за наличия дефектов в конструкции. На затухание ультразвука влияют внутренние дефекты, а задержка импульса зависит от глубины дефекта. Ультразвук с импульсным эхом может обнаруживать практически все типы посторонних предметов, но не может так точно определять уровни пористости, как путем передачи.Если доступны соответствующие эталоны, для измерения толщины ламината и глубины дефектов можно использовать импульсное эхо. Импульсное эхо более чувствительно к юстировке датчика, чем при передаче. Для импульсного эхо-контроля датчик должен находиться в пределах примерно 2 ° от нормали к поверхности, в то время как сквозная передача может допускать смещения примерно до 10 °. 1
В методе импульсного эха (рис. 3) звук передается и принимается одним и тем же преобразователем. Таким образом, это отличный метод, когда есть доступ только к одной стороне детали. Амплитуда эха, полученного от тыльной поверхности, уменьшается из-за наличия дефектов в конструкции. На затухание ультразвука влияют внутренние дефекты, а задержка импульса зависит от глубины дефекта. Ультразвук с импульсным эхом может обнаруживать практически все типы посторонних предметов, но не может так точно определять уровни пористости, как путем передачи.Если доступны соответствующие эталоны, для измерения толщины ламината и глубины дефектов можно использовать импульсное эхо. Импульсное эхо более чувствительно к юстировке датчика, чем при передаче. Для импульсного эхо-контроля датчик должен находиться в пределах примерно 2 ° от нормали к поверхности, в то время как сквозная передача может допускать смещения примерно до 10 °. 1
Рис. 3. Ультразвук с импульсным эхом
Поскольку существует большое несоответствие импеданса между воздухом и твердой поверхностью, ультразвук плохо распространяется через воздух; поэтому для более эффективной передачи звука от преобразователя к детали используется связующее. Для ручного контроля часто используются соединения глицерина, в то время как все автоматизированные системы используют воду. Как показано на рис. 4, автоматизированные системы могут быть либо системами брызг, либо системами погружных отражательных пластин. Системы Squirter, наиболее часто используемые в производстве, обычно представляют собой большие портальные системы (рис. 5), которые управляются компьютером, чтобы отслеживать контур детали и удерживать датчики перпендикулярно поверхности. Они также индексируются в конце каждого прохода сканирования. Ультразвуковая энергия преобразуется в цифровые данные и сохраняется в файле.Программное обеспечение для обработки изображений позволяет отображать C-скан в оттенках серого или в цвете. Современные устройства способны сканировать со скоростью до 40 дюймов в секунду –1 , а некоторые устройства могут записывать данные посредством передачи и эхо-сигнала одновременно, что устраняет необходимость в сканировании детали дважды. Также существуют специальные узлы для цилиндрических деталей, которые содержат поворотные столы, которые вращаются во время операции сканирования.
Для ручного контроля часто используются соединения глицерина, в то время как все автоматизированные системы используют воду. Как показано на рис. 4, автоматизированные системы могут быть либо системами брызг, либо системами погружных отражательных пластин. Системы Squirter, наиболее часто используемые в производстве, обычно представляют собой большие портальные системы (рис. 5), которые управляются компьютером, чтобы отслеживать контур детали и удерживать датчики перпендикулярно поверхности. Они также индексируются в конце каждого прохода сканирования. Ультразвуковая энергия преобразуется в цифровые данные и сохраняется в файле.Программное обеспечение для обработки изображений позволяет отображать C-скан в оттенках серого или в цвете. Современные устройства способны сканировать со скоростью до 40 дюймов в секунду –1 , а некоторые устройства могут записывать данные посредством передачи и эхо-сигнала одновременно, что устраняет необходимость в сканировании детали дважды. Также существуют специальные узлы для цилиндрических деталей, которые содержат поворотные столы, которые вращаются во время операции сканирования.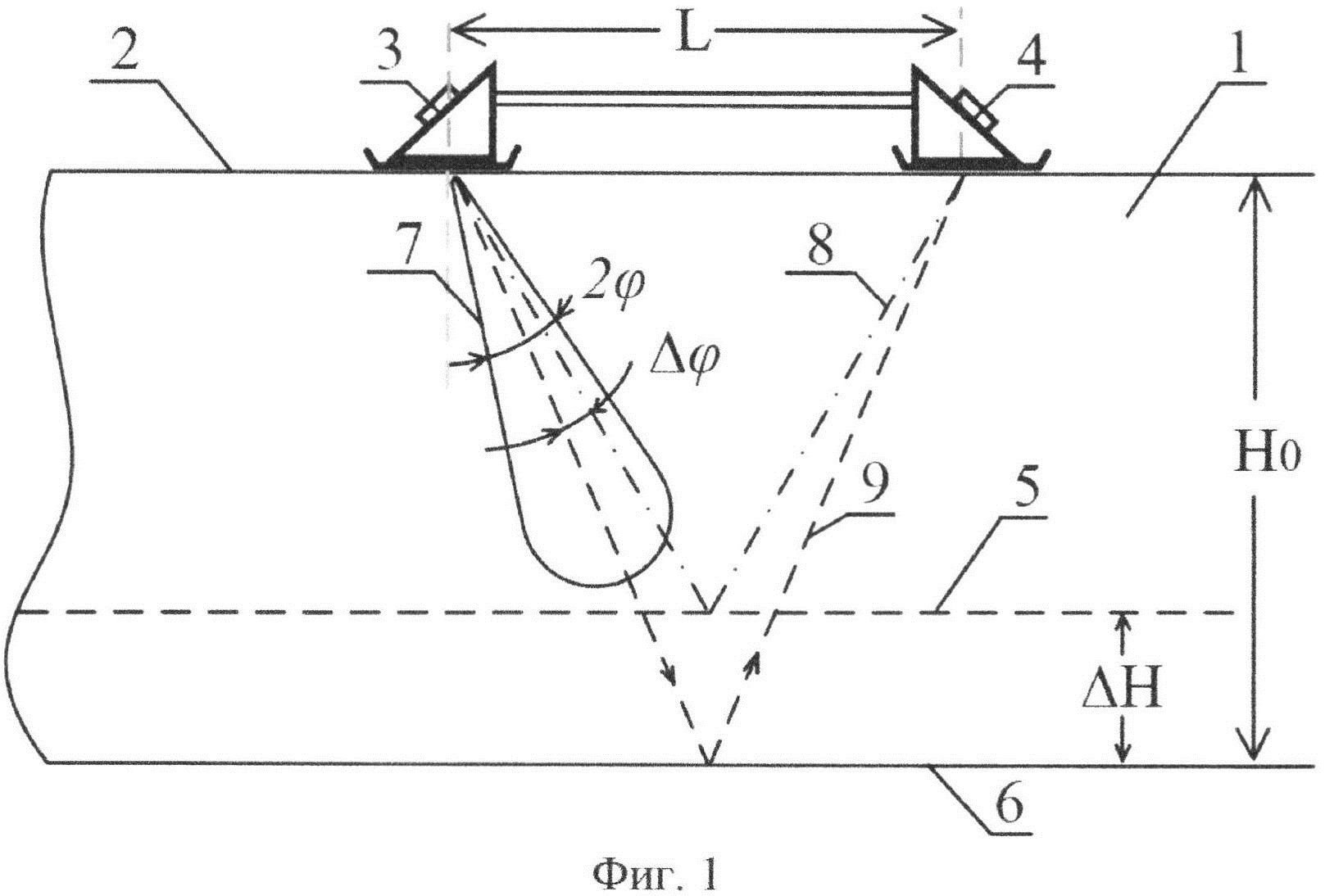
Рис. 4. Автоматические ультразвуковые сканирующие устройства
Рис. 5. Современные ультразвуковые сканирующие устройства
Выходные данные этих автоматических устройств отображаются в виде C-скана, который представляет собой планарную карту детали, где свет (белый) области указывают на меньшее затухание звука и имеют более высокое качество, чем более темные области (от серого до черного), которые указывают на большее затухание звука и имеют более низкое качество.Сквозные C-сканы как хорошей детали, так и детали с отклоняемой пористостью показаны на рис. 6. Контрольные эталоны свинца, которые помещаются на детали для определения местоположения. Как показано на рис. 7, чем темнее область, тем сильнее затухание звука и тем хуже качество детали. Следует отметить, что хотя сквозное пропускание хорошо для определения пористости, оно не может отличить рассеянную пористость (рис. 8) от плоских пустот, если плотности дефектов одинаковы.Кроме того, пористостью часто могут быть другие дефекты, такие как сморщивание слоя. Блоки C-сканирования можно запрограммировать на распечатку изменений уровней звука в виде различных оттенков серого или можно установить в режим запрета работы, в котором печатаются только отклоняемые области. Производители деталей обычно устанавливают базовое затухание в децибелах (дБ) для каждой детали. Когда уровень затухания превышает базовую линию на заранее определенный дБ, эта область детали отклоняется. Например, если базовая линия для хорошего ламината составляет 25 дБ, а порог подавления составляет 18 дБ, то любое указание выше 43 дБ (25 дБ + 18 дБ) будет отклонено.Базовые и пороговые значения определяются путем проведения программ испытаний на воздействие дефектов, в которых известные хорошие ламинаты сравниваются с ламинатами с различными уровнями пористости. И микрофотографии, и испытания механических свойств используются для установления пороговых уровней. Частичное зонирование также можно использовать для снижения затрат. Области, подверженные сильному стрессу, будут зонированы с более низкими пороговыми значениями, чем некритические области с более низким уровнем стресса.
Блоки C-сканирования можно запрограммировать на распечатку изменений уровней звука в виде различных оттенков серого или можно установить в режим запрета работы, в котором печатаются только отклоняемые области. Производители деталей обычно устанавливают базовое затухание в децибелах (дБ) для каждой детали. Когда уровень затухания превышает базовую линию на заранее определенный дБ, эта область детали отклоняется. Например, если базовая линия для хорошего ламината составляет 25 дБ, а порог подавления составляет 18 дБ, то любое указание выше 43 дБ (25 дБ + 18 дБ) будет отклонено.Базовые и пороговые значения определяются путем проведения программ испытаний на воздействие дефектов, в которых известные хорошие ламинаты сравниваются с ламинатами с различными уровнями пористости. И микрофотографии, и испытания механических свойств используются для установления пороговых уровней. Частичное зонирование также можно использовать для снижения затрат. Области, подверженные сильному стрессу, будут зонированы с более низкими пороговыми значениями, чем некритические области с более низким уровнем стресса.
Рис. 6. Ультразвуковое сканирование композитных ламинатов
Рис.7. Связь между затуханием и дисплеем
Рис. 8. Ультразвуковые индикаторы
Углеродно-эпоксидные ламинаты обычно сканируются на частоте около 5 МГц, в то время как сотовые сборки требуют более низких частот (1 или 2,25 МГц), чтобы проникнуть в более толстую структуру. Структуры, наполненные пеной, требуют еще более низких частот, обычно 250 кГц, 500 кГц или 1 МГц. 1 Поскольку способность обнаруживать дефекты страдает на более низких частотах, детали обычно сканируются с самой высокой частотой, которая может проникнуть в деталь.При этом ультразвуковое оборудование с воздушной связью иногда используется для материалов с низким акустическим импедансом (т.е. материалов с более низкой плотностью), таких как сотовые конструкции. Пневматическая муфта использовалась для проверки сотовых материалов толщиной до восьми дюймов. 1 Преобразователи размещаются близко к поверхности детали (в пределах дюйма) и используются частоты от 50 кГц до 5 МГц.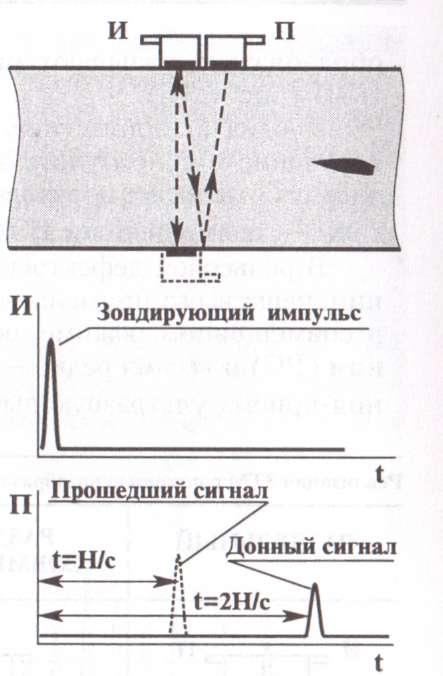
Относительно новой технологией ультразвукового контроля является ультразвуковой лазер. 1 Он предоставляет практически ту же информацию, что и традиционный ультразвуковой контроль, за исключением того, что он быстрее, чем традиционные методы, особенно для деталей с высокой формой.Используются два лазера. Первый лазер, обычно лазер на диоксиде углерода, генерирует ультразвук в детали, вызывая термоупругое расширение, в то время как второй лазер, обычно лазер на неодим-иттрий-алюминиевом гранате, улавливает звуковой сигнал, когда он возвращается на верхнюю поверхность. Лазерный нагрев на поверхности вызывает повышение температуры и, как следствие, локальное расширение материала. Если лазерные импульсы короткие (10–100 нс), расширение создаст ультразвуковую волну в диапазоне 1–10 МГц. Приемный лазер обнаруживает свет, рассеянный поверхностью, который анализируется интерферометром Фабри-Перо для извлечения ультразвукового сигнала.В этом процессе важно генерировать как можно больше ультразвука, не вызывая теплового повреждения композитной поверхности. Температура поверхности обычно не превышает 150 ° F. Дополнительным преимуществом лазерного ультразвука является то, что ультразвук распространяется перпендикулярно поверхности, в некоторой степени независимо от угла падения лазера. Передатчики и приемники могут отклоняться от оси до нормального на ± 45 ° без потери рабочих характеристик. Однако, поскольку деталь должна иметь тонкий слой смолы на поверхности для эффективного генерирования звука, нехватка смолы или механически обработанные поверхности могут ограничить успех этого метода.
Температура поверхности обычно не превышает 150 ° F. Дополнительным преимуществом лазерного ультразвука является то, что ультразвук распространяется перпендикулярно поверхности, в некоторой степени независимо от угла падения лазера. Передатчики и приемники могут отклоняться от оси до нормального на ± 45 ° без потери рабочих характеристик. Однако, поскольку деталь должна иметь тонкий слой смолы на поверхности для эффективного генерирования звука, нехватка смолы или механически обработанные поверхности могут ограничить успех этого метода.
Эхо-импульсное ультразвуковое исследование в полях постоянного тока
В ультразвуковом методе эхо-импульса ультразвуковая волна возбуждается и обнаруживается двумя идентичными пьезоэлектрическими преобразователями (передатчик и приемник), которые приклеены к полированным противоположным сторонам образца.
При подаче на передатчик пакета радиочастотного сигнала последний генерирует ультразвуковой импульс той же длительности. Этот ультразвуковой импульс распространяется по образцу и, когда он достигает приемного преобразователя, генерирует высокочастотный импульс. Ультразвуковой импульс распространяется вперед и назад и создает дополнительные радиочастотные импульсы в приемнике — так называемую «последовательность эхо». Время распространения звука определяется скоростью звука и, следовательно, соответствующей упругой постоянной. Изменение амплитуды принятого импульса во времени определяется затуханием звука. Как скорость ультразвука, так и затухание являются внутренними свойствами материала и могут быть изменены только путем изменения некоторых внешних параметров, таких как, например, температура, магнитное поле или давление.Исследование относительного изменения скорости и затухания этих внешних параметров выполняется в MagLab.
Ультразвуковой импульс распространяется вперед и назад и создает дополнительные радиочастотные импульсы в приемнике — так называемую «последовательность эхо». Время распространения звука определяется скоростью звука и, следовательно, соответствующей упругой постоянной. Изменение амплитуды принятого импульса во времени определяется затуханием звука. Как скорость ультразвука, так и затухание являются внутренними свойствами материала и могут быть изменены только путем изменения некоторых внешних параметров, таких как, например, температура, магнитное поле или давление.Исследование относительного изменения скорости и затухания этих внешних параметров выполняется в MagLab.
Изображения и примеры данных
Щелкните изображение, чтобы просмотреть или загрузить версию в большем размере.
Детали
Совместимые магниты
Примерные совместимые среды
Доступное оборудование
Резистивные магниты
Сверхпроводящие магниты
- Генератор сигналов Agilent E4424B
- Генератор сигналов Agilent E8257D
- Генератор сигналов Agilent N5171B
- Генератор сигналов Stanford Research Systems SG382
- Генератор функций Stanford Research Systems DS345
- Цифровой генератор задержки / импульсов DG535
- Стробируемый интегратор и усреднитель крытого вагона SR250
- Предусилитель SR240
- Программируемая линия задержки для приборов Colby PDL-100A-100n Осциллограф
- Tektronix TDG3034B Осциллограф
- LeCroy HDO4054
- Самодельный двухканальный (амплитудно-фазовый) ВЧ-детектор (30 — 2700 МГц)
Соответствующие публикации
Номура, Т.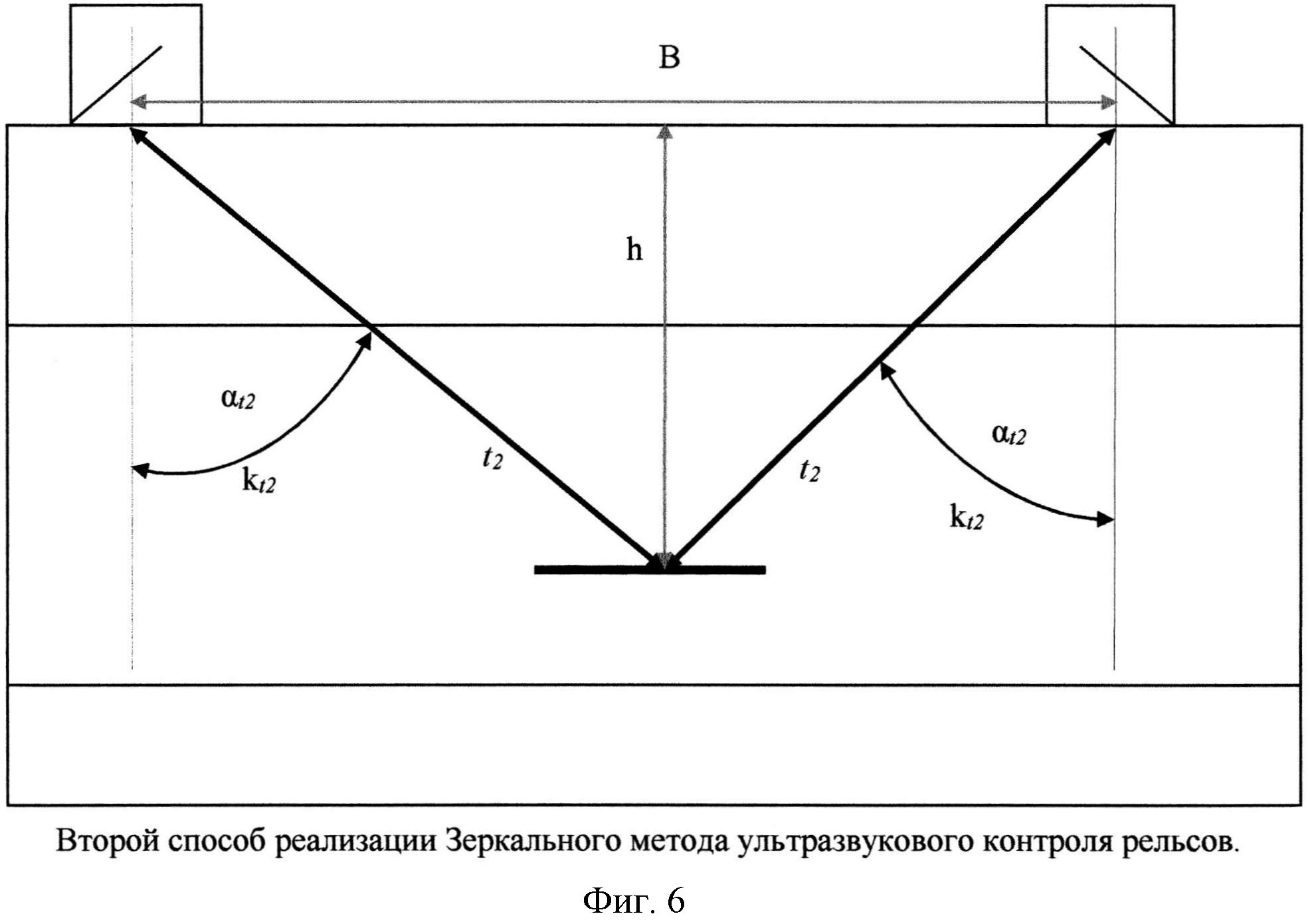 , et al., Усиленные спиновые корреляции в соединении конденсата Бозе-Эйнштейна Sr 3 Cr 2 O 8 , Physical Review B , 102, 165144 (2020) Читать онлайн
, et al., Усиленные спиновые корреляции в соединении конденсата Бозе-Эйнштейна Sr 3 Cr 2 O 8 , Physical Review B , 102, 165144 (2020) Читать онлайн
Grossmann, J., et al., Высокочувствительный простой гомодинный фазовый детектор для ультразвуковых эхо-импульсных измерений , Review of Scientific Instruments , 87, 4, 044901 (2016) Читать онлайн
О. Свительский и др., Влияние гидростатического давления на магнитную фазовую диаграмму сверхпроводящего Sr 2 RuO 4 при ослаблении ультразвука, Phys.Rev. B (2008) Читать онлайн
О. Свительский и др., Упругие свойства Gd 5 (Si 2 Ge 2 ), исследованные ультразвуковым эхо-импульсным методом, Phys. Ред. B 74 (2006) Читать онлайн
А. Суслов и др., Ультразвуковые приборы для измерений в сильных магнитных полях.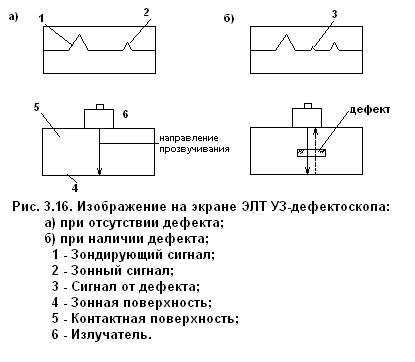 Часть I: непрерывные магнитные поля, Review of Scientific Instruments 77 (2006) Читать онлайн
Часть I: непрерывные магнитные поля, Review of Scientific Instruments 77 (2006) Читать онлайн
Контактное лицо
Стандартная практика для ультразвукового импульсно-эхо-прямолинейного контактного контроля
Лицензионное соглашение ASTM
ВАЖНО — ВНИМАТЕЛЬНО ПРОЧИТАЙТЕ ДАННЫЕ УСЛОВИЯ ПЕРЕД ИСПОЛЬЗОВАНИЕМ ДАННОГО ПРОДУКТА ASTM.
Приобретая подписку и нажимая на это соглашение, вы вступаете в
контракт и подтверждаете, что вы прочитали это Лицензионное соглашение, что вы понимаете
и соглашаетесь соблюдать его условия. Если вы не согласны с условиями настоящего Лицензионного соглашения,
незамедлительно закройте эту страницу, не вводя продукт ASTM.
1.Право собственности:
Этот продукт защищен авторским правом как
компиляция и как отдельные стандарты, статьи и / или документы («Документы») ASTM
(«ASTM»), 100 Barr Harbor Drive, West Conshohocken, PA 19428-2959 USA, за исключением случаев, когда
прямо указано в тексте отдельных Документов. Все права защищены. Ты
(Лицензиат) не имеет права собственности или других прав на Продукт ASTM или Документы.Это не распродажа; все права, титул и интерес к продукту или документам ASTM
(как в электронном файле, так и на бумажном носителе) принадлежат ASTM. Вы не можете удалить или скрыть
уведомление об авторских правах или другое уведомление, содержащееся в продукте или документах ASTM.
Все права защищены. Ты
(Лицензиат) не имеет права собственности или других прав на Продукт ASTM или Документы.Это не распродажа; все права, титул и интерес к продукту или документам ASTM
(как в электронном файле, так и на бумажном носителе) принадлежат ASTM. Вы не можете удалить или скрыть
уведомление об авторских правах или другое уведомление, содержащееся в продукте или документах ASTM.
2. Определения.
A. Типы лицензиатов:
(i) Индивидуальный пользователь:
отдельный уникальный компьютер с индивидуальным IP-адресом;
(ii) Одна площадка:
одно географическое положение или несколько
сайты в пределах одного города, которые являются частью единой организационной единицы, управляемой централизованно;
например, разные кампусы одного и того же университета в одном городе управляются централизованно.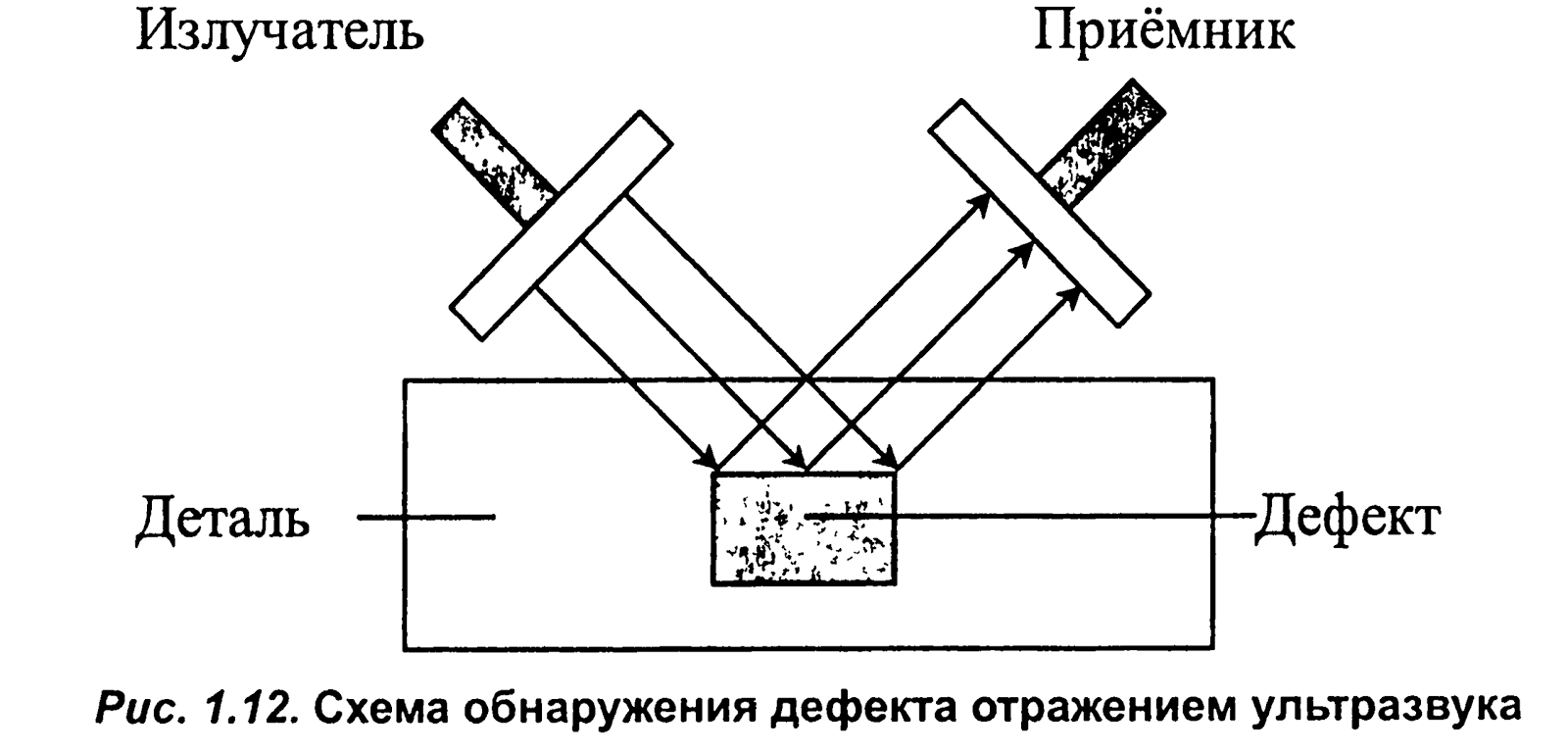
(iii) Multi-Site:
организация или компания с
независимо управляемые несколько населенных пунктов в одном городе; или организация или
компания, расположенная более чем в одном городе, штате или стране, с центральной администрацией для всех местоположений.
B. Авторизованные пользователи:
любое лицо, подписавшееся
к этому продукту; если лицензия сайта, также включает зарегистрированных студентов, преподавателей или сотрудников,
или сотрудником Лицензиата на Единственном или Многократном сайте.
3. Ограниченная лицензия.
ASTM предоставляет Лицензиату ограниченное,
отзывная, неисключительная, непередаваемая лицензия на доступ посредством одного или нескольких
авторизованные IP-адреса и в соответствии с условиями настоящего Соглашения для использования
разрешенный и описанный ниже, каждый Продукт ASTM, на который подписан Лицензиат..files/image177.png)
А.Конкретные лицензии:
(i) Индивидуальный пользователь:
(a) право просматривать, искать, извлекать, отображать и просматривать Продукт;
(b) право скачивать, хранить или распечатывать единичные копии
отдельных Документов или частей таких Документов исключительно для личного использования Лицензиатом.
То есть Лицензиат может получить доступ к электронному файлу Документа (или его части) и загрузить его.
Документа) для временного хранения на одном компьютере с целью просмотра и / или
печать одной копии Документа для индивидуального использования.Ни электронный файл, ни
единственная бумажная копия может быть воспроизведена в любом случае. Кроме того, электронная
файл не может быть распространен где-либо еще через компьютерные сети или иным образом. Это
электронный файл нельзя отправить по электронной почте, загрузить на диск, скопировать на другой жесткий диск или
в противном случае поделился. Распечатка единственной бумажной копии может быть передана другим лицам только для их
внутреннее использование в вашей организации; это не может быть скопировано.Отдельный документ загружен
не могут быть проданы или перепроданы, сданы в аренду, сданы внаем или сублицензированы.
Это
электронный файл нельзя отправить по электронной почте, загрузить на диск, скопировать на другой жесткий диск или
в противном случае поделился. Распечатка единственной бумажной копии может быть передана другим лицам только для их
внутреннее использование в вашей организации; это не может быть скопировано.Отдельный документ загружен
не могут быть проданы или перепроданы, сданы в аренду, сданы внаем или сублицензированы.
(ii) Лицензии для одного и нескольких сайтов:
(a) право просматривать, искать, извлекать, отображать и просматривать Продукт;
(b) право скачивать, хранить или распечатывать единичные копии отдельных Документов или их частей для личного пользования Авторизованного пользователя. использовать и передавать такие копии другим Авторизованным пользователям Лицензиата в компьютерной сети Лицензиата;
(c) , если образовательное учреждение, Лицензиату разрешается предоставить печатные копии отдельных Документов для отдельных студентов (Авторизованных пользователей) в классе в месте нахождения Лицензиата;
(d) право показывать, скачивать и распространять бумажные копии
Документов для обучения Авторизованных пользователей или групп Авторизованных пользователей.
(e) Лицензиат берет на себя всю необходимую аутентификацию. и процессы проверки, чтобы гарантировать, что только авторизованные пользователи могут получить доступ к продукту ASTM.
(f) Лицензиат предоставит ASTM список авторизованных IP-адреса (числовые IP-адреса домена) и, если несколько сайтов, список авторизованных сайтов.
Б.Запрещенное использование.
(i) Эта Лицензия описывает все разрешенные виды использования. Любой другой использование запрещено, является нарушением настоящего Соглашения и может привести к немедленному прекращению действия настоящей Лицензии.
(ii) Авторизованный пользователь не может производить этот Продукт, или
Документы, доступные любому, кроме другого Авторизованного пользователя, по ссылке в Интернете,
или разрешив доступ через свой терминал или компьютер; или другими подобными или отличными способами или договоренностями.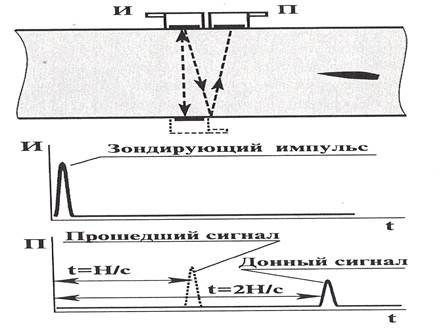
(iii) В частности, никто не имеет права передавать, копировать,
или распространять какой-либо Документ любым способом и для любых целей, кроме описанных в Разделе
3 настоящей Лицензии без предварительного письменного разрешения ASTM. Особенно,
за исключением случаев, описанных в Разделе 3, никто не может без предварительного письменного разрешения
ASTM: (а) распространять или пересылать копию (электронную или иную) любой статьи, файла,
или материал, полученный из любого Продукта или Документа ASTM; (б) воспроизводить или фотокопировать любые
стандарт, статья, файл или материал из любого продукта ASTM; (c) изменять, модифицировать, адаптировать,
или переводить любой стандарт, статью, файл или материал, полученный из любого продукта ASTM;
(d) включать любой стандарт, статью, файл или материал, полученный из любого продукта ASTM или
Документировать в других произведениях или иным образом создавать производные работы на основе любых материалов. полученные из любого Продукта или Документа ASTM; (e) взимать плату за копию (электронную или
в противном случае) любого стандарта, статьи, файла или материала, полученного из любого продукта ASTM или
Документ, за исключением обычных затрат на печать / копирование, если такое воспроизведение разрешено.
в соответствии с разделом 3; или (f) систематически загружать, архивировать или централизованно хранить существенные
части стандартов, статей, файлов или материалов, полученных из любого продукта ASTM или
Документ.Включение печатных или электронных копий в учебные пакеты или электронные резервы,
или для дистанционного обучения, не разрешено данной Лицензией и запрещено без
Предварительное письменное разрешение ASTM.
полученные из любого Продукта или Документа ASTM; (e) взимать плату за копию (электронную или
в противном случае) любого стандарта, статьи, файла или материала, полученного из любого продукта ASTM или
Документ, за исключением обычных затрат на печать / копирование, если такое воспроизведение разрешено.
в соответствии с разделом 3; или (f) систематически загружать, архивировать или централизованно хранить существенные
части стандартов, статей, файлов или материалов, полученных из любого продукта ASTM или
Документ.Включение печатных или электронных копий в учебные пакеты или электронные резервы,
или для дистанционного обучения, не разрешено данной Лицензией и запрещено без
Предварительное письменное разрешение ASTM.
(iv) Лицензиату запрещается использовать Продукт или доступ к
Продукт для коммерческих целей, включая, помимо прочего, продажу Документов,
материалы, использование Продукта за плату или массовое воспроизведение или распространение Документов
в любой форме; Лицензиат также не может взимать с Авторизованных пользователей специальные сборы за использование
Продукт выходит за рамки разумных затрат на печать или административные расходы.
C. Уведомление об авторских правах . Все копии материалов из ASTM Продукт должен иметь надлежащее уведомление об авторских правах на название ASTM, как показано на начальной странице. каждого стандарта, статьи, файла или материала. Скрытие, удаление или изменение уведомление об авторских правах не допускается.
4. Обнаружение запрещенного использования.
A. Лицензиат несет ответственность за принятие разумных мер.
для предотвращения запрещенного использования и незамедлительно уведомлять ASTM о любых нарушениях авторских прав или
запрещенное использование, о котором становится известно Лицензиату. Лицензиат будет сотрудничать с ASTM
в расследовании любого такого запрещенного использования и предпримет разумные меры для обеспечения
прекращение такой деятельности и предотвращение ее повторения.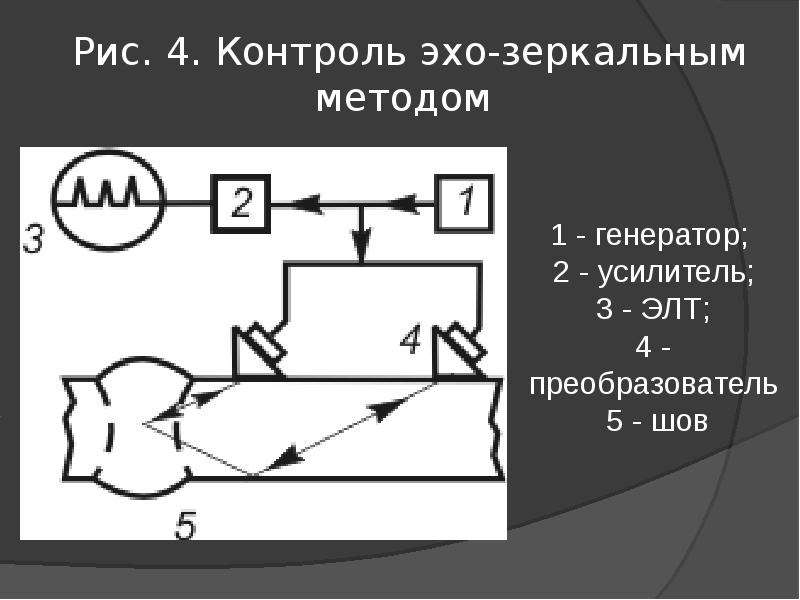
B. Лицензиат должен приложить все разумные усилия для защиты Продукт от любого использования, которое не разрешено в соответствии с настоящим Соглашением, и уведомляет ASTM о любом использовании, о котором он узнает или о котором сообщается.
5. Постоянный доступ к продукту.
ASTM оставляет за собой
право прекратить действие настоящей Лицензии после письменного уведомления, если Лицензиат существенно нарушит
условия настоящего Соглашения.Если Лицензиат не оплачивает ASTM лицензию или
при оплате подписки ASTM предоставит Лицензиату 30-дневный период в течение
что исправить такое нарушение. Период исправления существенных нарушений не предусмотрен.
относящиеся к нарушениям Раздела 3 или любому другому нарушению, которое может привести к непоправимому
вред. Если подписка Лицензиата на Продукт ASTM прекращается, дальнейший доступ к
онлайн-база данных будет отклонена.Если Лицензиат или Уполномоченные пользователи существенно нарушат
этой Лицензии или запрещенного использования материала в любом продукте ASTM, ASTM оставляет за собой право
право отказать Лицензиату в любом доступе к Продукту ASTM по собственному усмотрению ASTM.
Если подписка Лицензиата на Продукт ASTM прекращается, дальнейший доступ к
онлайн-база данных будет отклонена.Если Лицензиат или Уполномоченные пользователи существенно нарушат
этой Лицензии или запрещенного использования материала в любом продукте ASTM, ASTM оставляет за собой право
право отказать Лицензиату в любом доступе к Продукту ASTM по собственному усмотрению ASTM.
6. Форматы доставки и услуги.
A. Некоторые продукты ASTM используют стандартный Интернет-формат HTML.
ASTM оставляет за собой право изменить такой формат после уведомления Лицензиата за три [3] месяца,
хотя ASTM приложит разумные усилия для использования общедоступных форматов.
Лицензиат и Авторизованные пользователи несут ответственность за получение за свой счет
подходящие подключения к Интернету, веб-браузеры и лицензии на любое необходимое программное обеспечение
для просмотра продуктов ASTM.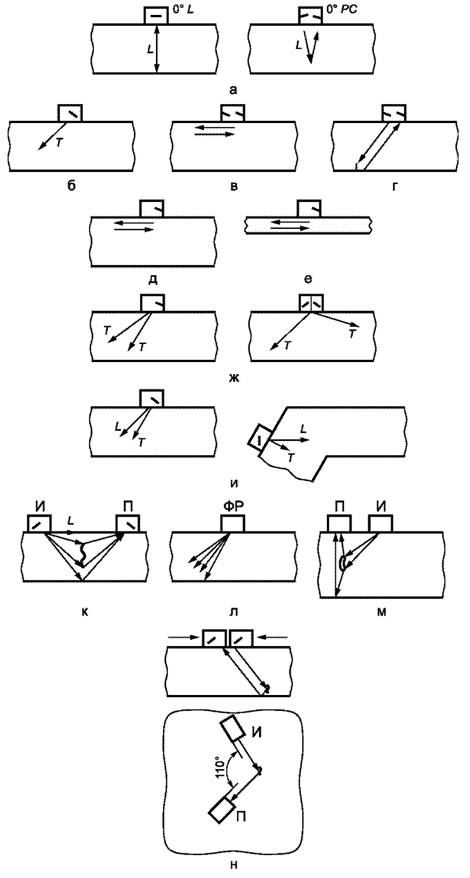
B. Продукты ASTM также доступны в Adobe Acrobat (PDF) Лицензиату и его Авторизованным пользователям, которые несут полную ответственность за установку и настройте соответствующее программное обеспечение Adobe Acrobat Reader.
C. ASTM приложит разумные усилия для обеспечения доступа в режиме онлайн.
доступны на постоянной основе. Доступность будет зависеть от периодической
прерывание и простой для обслуживания сервера, установки или тестирования программного обеспечения,
загрузка новых файлов и причины, не зависящие от ASTM. ASTM не гарантирует доступ,
и не будет нести ответственности за ущерб или возмещение, если Продукт станет временно недоступным,
или если доступ становится медленным или неполным из-за процедур резервного копирования системы, Интернет
объем трафика, апгрейды, перегрузка запросов к серверам, общие сбои сети
или задержки, или любая другая причина, которая может время от времени делать Продукт недоступным
для Лицензиата или Авторизованных пользователей Лицензиата.
7. Условия и комиссии.
A. Срок действия настоящего Соглашения составляет _____________ («Срок подписки»). Доступ к продукту предоставляется только на период подписки. Настоящее Соглашение остается в силе. впоследствии на последующие Периоды подписки, если годовая абонентская плата, как таковая, может время от времени меняются, оплачиваются.Лицензиат и / или ASTM имеют право расторгнуть настоящее Соглашение. по окончании Срока подписки путем письменного уведомления не менее чем за 30 дней.
B. Пошлины:
8. Поверка.
ASTM имеет право проверить соответствие
с настоящим Соглашением, за его счет и в любое время в ходе обычной деятельности
часы. Для этого ASTM привлечет независимого консультанта при соблюдении конфиденциальности.
соглашения для проверки использования Лицензиатом Продукции и / или Документов ASTM. Лицензиат соглашается
разрешить доступ к своей информации и компьютерным системам для этой цели. Проверка
состоится после уведомления не менее чем за 15 дней, в обычные рабочие часы и в
способом, который не препятствует необоснованному вмешательству в деятельность Лицензиата.Если
проверка выявляет нелицензионное или запрещенное использование продуктов или документов ASTM,
Лицензиат соглашается возместить ASTM расходы, понесенные при проверке, и возместить
ASTM для любого нелицензионного / запрещенного использования. Запуская эту процедуру, ASTM не отказывается от
любое из его прав на обеспечение соблюдения настоящего Соглашения или защиту своей интеллектуальной собственности путем
любыми другими способами, разрешенными законом.
Для этого ASTM привлечет независимого консультанта при соблюдении конфиденциальности.
соглашения для проверки использования Лицензиатом Продукции и / или Документов ASTM. Лицензиат соглашается
разрешить доступ к своей информации и компьютерным системам для этой цели. Проверка
состоится после уведомления не менее чем за 15 дней, в обычные рабочие часы и в
способом, который не препятствует необоснованному вмешательству в деятельность Лицензиата.Если
проверка выявляет нелицензионное или запрещенное использование продуктов или документов ASTM,
Лицензиат соглашается возместить ASTM расходы, понесенные при проверке, и возместить
ASTM для любого нелицензионного / запрещенного использования. Запуская эту процедуру, ASTM не отказывается от
любое из его прав на обеспечение соблюдения настоящего Соглашения или защиту своей интеллектуальной собственности путем
любыми другими способами, разрешенными законом. Лицензиат признает и соглашается с тем, что ASTM может включать
определенная идентифицирующая или отслеживающая информация в продуктах ASTM, доступных на Портале.
Лицензиат признает и соглашается с тем, что ASTM может включать
определенная идентифицирующая или отслеживающая информация в продуктах ASTM, доступных на Портале.
9. Пароли:
Лицензиат должен немедленно уведомить ASTM
о любом известном или предполагаемом несанкционированном использовании его пароля (паролей), а также о любом известном или подозреваемом
нарушение безопасности, в том числе утеря, кража, несанкционированное раскрытие такого пароля
или любой несанкционированный доступ или использование Продукта ASTM.Лицензиат несет полную ответственность
для сохранения конфиденциальности своего пароля (паролей) и для обеспечения авторизованного
доступ и использование продукта ASTM. Личные учетные записи / пароли не могут быть переданы.
10.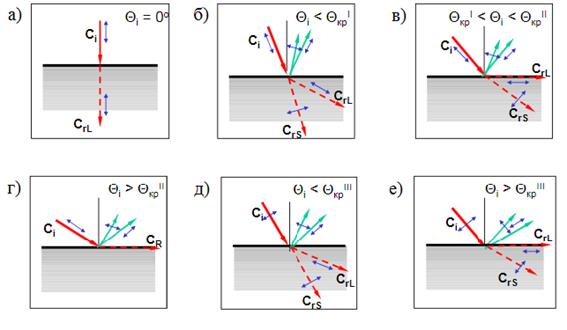 Отказ от гарантии:
Отказ от гарантии:
Если иное не указано в данном Соглашении,
все явные или подразумеваемые условия, заявления и гарантии, включая любые подразумеваемые
гарантия товарной пригодности, пригодности для определенной цели или ненарушения прав
отклоняются, за исключением тех случаев, когда эти заявления об ограничении ответственности считаются недействительными.
11. Ограничение ответственности:
В части, не запрещенной законом,
ни при каких обстоятельствах ASTM не несет ответственности за любую потерю, повреждение, потерю данных или за специальные, косвенные,
косвенные или штрафные убытки, независимо от теории ответственности,
возникшие в результате или связанные с использованием Продукции ASTM или загрузкой Документов ASTM.
Ни при каких обстоятельствах ответственность ASTM не будет превышать сумму, уплаченную Лицензиатом в соответствии с настоящим Лицензионным соглашением.
12. Общие.
A. Прекращение действия:
Настоящее Соглашение действует до
прекращено. Лицензиат может прекратить действие настоящего Соглашения в любое время, уничтожив все копии.
(на бумажном носителе, в цифровом формате или на любом носителе) Документов ASTM и прекращение любого доступа к Продукту ASTM.
B. Применимое право, место проведения и юрисдикция:
Настоящее
Соглашение должно толковаться и толковаться в соответствии с законодательством Российской Федерации.
Содружество Пенсильвании.Лицензиат соглашается подчиниться юрисдикции и месту проведения в
суды штата и федеральные суды Пенсильвании по любому спору, который может возникнуть в связи с этим
Соглашение. Лицензиат также соглашается отказаться от любых требований иммунитета, которыми он может обладать.
C. Интеграция:
Настоящее Соглашение является полным соглашением.
между Лицензиатом и ASTM в отношении его предмета. Он заменяет все предыдущие или
одновременные устные или письменные сообщения, предложения, заявления и гарантии
и имеет преимущественную силу над любыми противоречащими или дополнительными условиями любого предложения, заказа, подтверждения,
или иное общение между сторонами, касающееся его предмета в течение срока
настоящего Соглашения.Никакие изменения настоящего Соглашения не будут иметь обязательной силы, кроме как в письменной форме.
и подписано уполномоченным представителем каждой стороны.
D. Назначение:
Лицензиат не имеет права уступать или передавать
свои права по настоящему Соглашению без предварительного письменного разрешения ASTM.
E. Налоги.
Лицензиат должен платить все применимые налоги,
кроме налогов на чистую прибыль ASTM, возникающую в результате использования Лицензиатом Продукта ASTM
и / или права, предоставленные по настоящему Соглашению.
Испытательные лаборатории Talon — Ультразвуковой контроль
Ультразвуковой контроль
Обширный ассортиментTalon, состоящий из 24 современных ультразвуковых систем, позволяет проверять все типы компонентов в соответствии с последними стандартами. Возможности сканирования варьируются от высокоскоростной многоканальной проверки пластин с отслеживанием контура задней стенки до полностью автоматизированного трехмерного отслеживания сложных контуров композитных компонентов с одновременной сквозной передачей и импульсным эхом с двух сторон.
Методы ультразвукового контроля
- Испытания на погружение
- Сквозное тестирование передачи
- Поворотный стол / Ротатор
- Контакты
- Проверка связи
Преимущества ультразвукового контроля
- Возможность быстрого и недорогого осмотра больших площадей или больших объемов деталей / материалов
- Регулярный контроль деталей со сложной геометрией
- Индикация наносится непосредственно на поверхность детали, обеспечивая визуальное изображение неоднородности.
- Минимальные инвестиции в оборудование
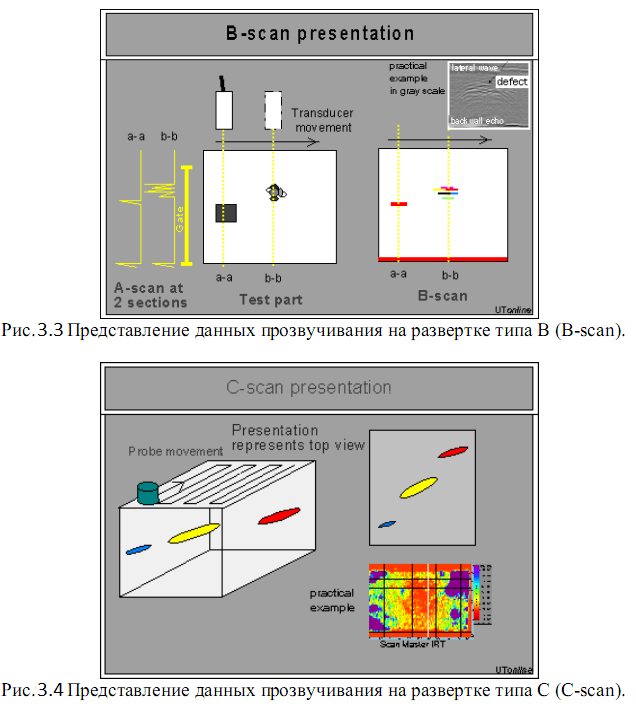
Испытание на погружение — это метод, при котором деталь погружается в резервуар с водой, при этом вода используется в качестве соединительной среды, позволяющей звуковому лучу проходить между датчиком и деталью.
Машина UT установлена на подвижной платформе («мосту») сбоку резервуара, поэтому она может перемещаться по длине резервуара. Датчик шарнирно закреплен на дне водонепроницаемой трубки, которую можно поднимать, опускать и перемещать по резервуару.
Перемещение моста и трубки позволяет перемещать датчик по осям X, Y и Z. Все направления движения приводятся в движение зубчатой передачей, поэтому датчик можно перемещать с точными приращениями во всех направлениях, а шарнирное соединение позволяет ориентировать датчик таким образом, чтобы звуковой луч входил в деталь под необходимым углом.
Круглые испытательные детали часто устанавливаются на моторизованном поворотном столе или приводных роликах, чтобы деталь могла вращаться по мере движения датчика вниз по своей длине, что позволяет испытывать всю окружность.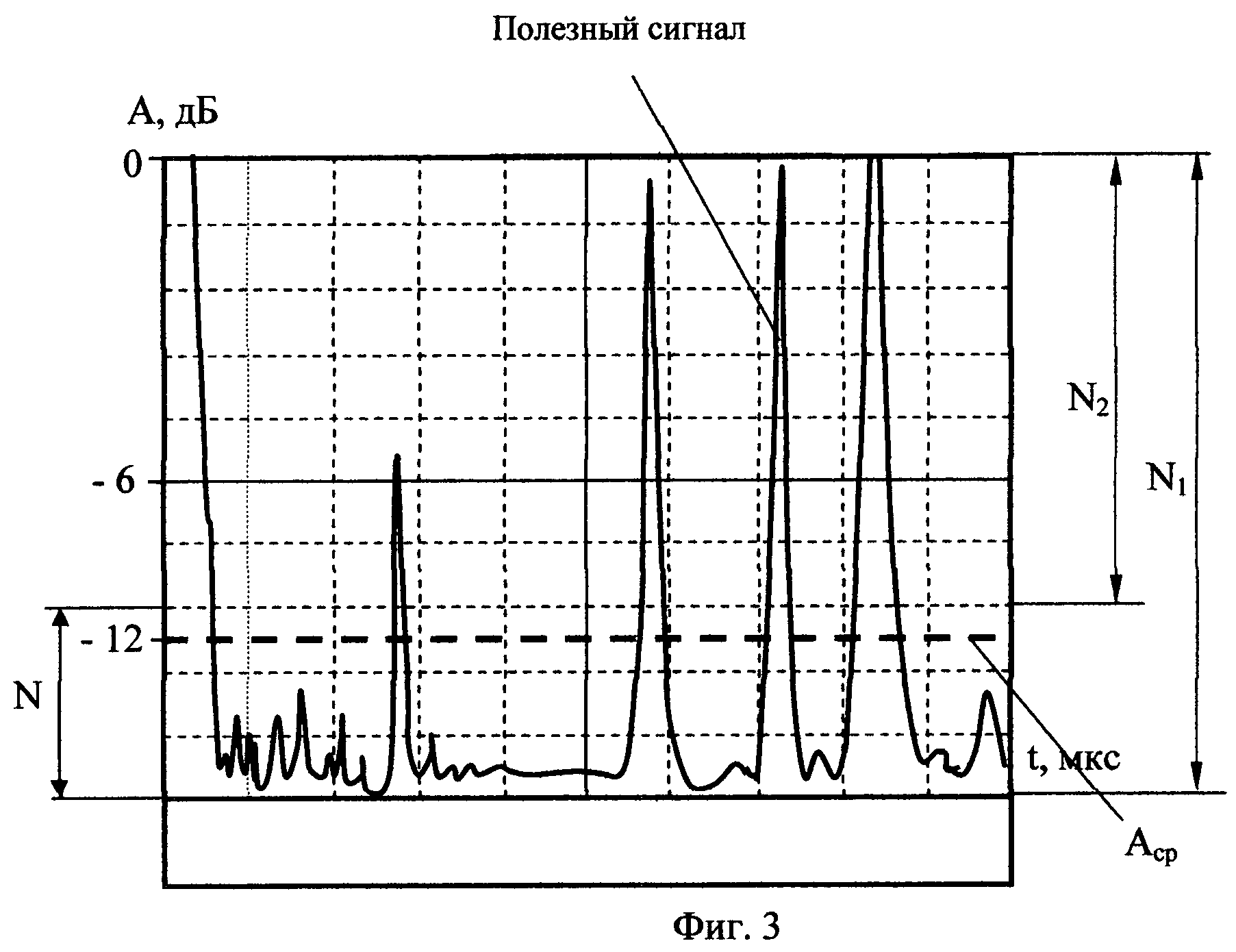 Одновременно можно использовать несколько датчиков, что позволяет выполнять несколько сканирований.
Одновременно можно использовать несколько датчиков, что позволяет выполнять несколько сканирований.
Сквозной контроль передачи выполняется с использованием двух преобразователей, по одному с каждой стороны детали. Передающий преобразователь передает звук через деталь, а принимающий преобразователь принимает звук.Отражатели в детали вызовут уменьшение количества звука, достигающего приемника, так что при отображении на экране будет отображаться сигнал с меньшей амплитудой (высотой экрана).
Если исследуемый образец имеет плоскую поверхность, можно выполнить простое растровое сканирование. Если образец имеет цилиндрическую форму, можно использовать поворотный столик для поворота образца, когда датчик удерживается в неподвижном состоянии или сканируется в осевом направлении цилиндра. Когда образец имеет неправильную форму, сканирование затрудняется.Для контроля деталей со сложной кривизной обычно необходимы сканирующие системы, способные отслеживать контур.
используются для прямой проверки контактов и обычно управляются вручную. У них есть элементы, защищенные в прочном корпусе, чтобы выдерживать скользящий контакт с различными материалами. Эти преобразователи имеют эргономичный дизайн, поэтому их легко брать в руки и легко перемещать по поверхности. У них часто есть сменные изнашиваемые пластины, чтобы продлить срок их службы.Соединительные материалы из воды, смазки, масел или коммерческих материалов используются для удаления воздушного зазора между датчиком и проверяемым компонентом.
Надежные соединения необходимы для целостности авиационных композитных конструкций на протяжении всего срока их службы. Поэтому были разработаны методы NDT Bond Testing для оценки качества сцепления во время технического обслуживания.
Технические характеристики ультразвуковой испытательной системы
ТЕХНИКА ПОГРУЖЕНИЯ УЛЬТРАЗВУКОВОГО ИММЕРСИОННОГО ЭХО И КОЭФФИЦИЕНТ АТТЕНУАЦИИ КОМПОЗИТОВ
% PDF-1. 7
%
1 0 объект
>
/ Метаданные 2 0 R
/ OCProperties>
/ OCG [3 0 R]
>>
/ Контуры 4 0 R
/ Страницы 5 0 R
/ StructTreeRoot 6 0 R
/ Тип / Каталог
/ ViewerPreferences>
>>
эндобдж
7 0 объект
>
эндобдж
2 0 obj
>
ручей
application / pdf
7
%
1 0 объект
>
/ Метаданные 2 0 R
/ OCProperties>
/ OCG [3 0 R]
>>
/ Контуры 4 0 R
/ Страницы 5 0 R
/ StructTreeRoot 6 0 R
/ Тип / Каталог
/ ViewerPreferences>
>>
эндобдж
7 0 объект
>
эндобдж
2 0 obj
>
ручей
application / pdf
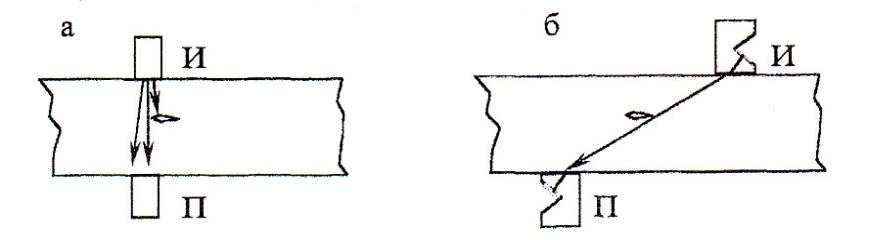 0 650,625 229,7812 669,375]
/ StructParent 1
/ Подтип / Ссылка
/ Тип / Аннотация
>>
эндобдж
1737 0 объект
>
/ Граница [0 0 0]
/ Содержание ()
/ Rect [72,0 612,5547 218,9316 625,4453]
/ StructParent 2
/ Подтип / Ссылка
/ Тип / Аннотация
>>
эндобдж
1738 0 объект
>
/ Граница [0 0 0]
/ Содержание
/ Rect [230.8867 225.7906 402.1855 237.5094]
/ StructParent 3
/ Подтип / Ссылка
/ Тип / Аннотация
>>
эндобдж
1739 0 объект
>
/ Граница [0 0 0]
/ Содержание
/ Rect [72,0 131,7406 72,0 143,4594]
/ StructParent 4
/ Подтип / Ссылка
/ Тип / Аннотация
>>
эндобдж
1740 0 объект
>
/ Граница [0 0 0]
/ Содержание (digitalcommons @ etal.`? C» Ano> lZ PZxvIHNT * inXIv0 «TΎ
0 650,625 229,7812 669,375]
/ StructParent 1
/ Подтип / Ссылка
/ Тип / Аннотация
>>
эндобдж
1737 0 объект
>
/ Граница [0 0 0]
/ Содержание ()
/ Rect [72,0 612,5547 218,9316 625,4453]
/ StructParent 2
/ Подтип / Ссылка
/ Тип / Аннотация
>>
эндобдж
1738 0 объект
>
/ Граница [0 0 0]
/ Содержание
/ Rect [230.8867 225.7906 402.1855 237.5094]
/ StructParent 3
/ Подтип / Ссылка
/ Тип / Аннотация
>>
эндобдж
1739 0 объект
>
/ Граница [0 0 0]
/ Содержание
/ Rect [72,0 131,7406 72,0 143,4594]
/ StructParent 4
/ Подтип / Ссылка
/ Тип / Аннотация
>>
эндобдж
1740 0 объект
>
/ Граница [0 0 0]
/ Содержание (digitalcommons @ etal.`? C» Ano> lZ PZxvIHNT * inXIv0 «TΎ.., AѪ4MhSO ZYEPSR; 5Ynzp [тW ~ j ߅ qm {3 [$ 2Ѹ?
Неразрушающий контроль / испытания (часть третья)
Ультразвуковой контроль
Ультразвуковой контроль — это метод неразрушающего контроля, который использует звуковую энергию, проходящую через испытуемый образец, для обнаружения дефектов. Звуковая энергия, проходящая через образец, отображается на электронно-лучевой трубке (ЭЛТ), компьютерной программе обработки данных жидкокристаллического дисплея (ЖКД) или среде видео / камеры.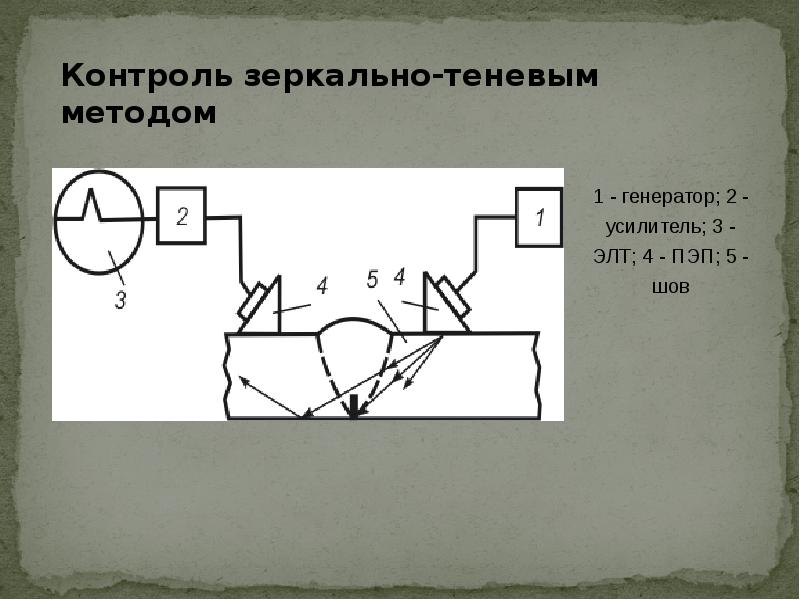 Индикация передней и задней поверхности и внутренних / внешних условий отображается в виде вертикальных сигналов на экране ЭЛТ или узлов данных в компьютерной тестовой программе.[Рис. 10-17] Существует три типа шаблонов отображения: сканирование «A», сканирование «B» и сканирование «C». Каждое сканирование дает различное изображение или вид исследуемого образца. [Рисунок 10-18] Рисунок 10-17. Ультразвуковой контроль. Рисунок 10-18. Типичная структурная коррозия.
Индикация передней и задней поверхности и внутренних / внешних условий отображается в виде вертикальных сигналов на экране ЭЛТ или узлов данных в компьютерной тестовой программе.[Рис. 10-17] Существует три типа шаблонов отображения: сканирование «A», сканирование «B» и сканирование «C». Каждое сканирование дает различное изображение или вид исследуемого образца. [Рисунок 10-18] Рисунок 10-17. Ультразвуковой контроль. Рисунок 10-18. Типичная структурная коррозия.
Ультразвуковая аппаратура обнаружения позволяет обнаруживать дефекты во всех типах материалов. Мельчайшие трещины, щели и пустоты, слишком маленькие, чтобы их можно было увидеть на рентгеновском снимке, можно обнаружить с помощью ультразвукового контроля. Ультразвуковой испытательный прибор требует доступа только к одной поверхности проверяемого материала, и его можно использовать с методами тестирования как с прямым, так и с угловым лучом.
Для ультразвукового контроля используются два основных метода. Первый из этих методов — иммерсионное тестирование. В этом методе проверки исследуемая деталь и поисковое устройство полностью погружены в жидкую связку, такую как вода или другие подходящие жидкости.
Первый из этих методов — иммерсионное тестирование. В этом методе проверки исследуемая деталь и поисковое устройство полностью погружены в жидкую связку, такую как вода или другие подходящие жидкости.
Второй метод называется контактным тестированием. Этот метод легко адаптируется к использованию в полевых условиях, и именно он обсуждается в этой главе. В этом методе исследуемая часть и поисковая единица сочетаются с вязким материалом, жидкостью или пастой, которые смачивают как лицо поисковой единицы, так и исследуемый материал.
Существует три основных метода ультразвукового контроля: импульсное эхо, сквозное прохождение и резонанс. Сквозная передача и импульсное эхо показаны на Рисунке 10-19.
Рисунок 10-19. Индикация сквозной передачи и импульсного эхо.Эхо-импульс
Дефекты обнаруживаются путем измерения амплитуды отраженных сигналов и времени, необходимого для прохождения этих сигналов между конкретными поверхностями и неоднородностью. [Рисунок 10-20] Рисунок 10-20. Блок-схема базовой эхо-импульсной системы.
[Рисунок 10-20] Рисунок 10-20. Блок-схема базовой эхо-импульсной системы.
Временная развертка, запускаемая одновременно с каждым импульсом передачи, заставляет пятно перемещаться по экрану ЭЛТ или ЖК-дисплея. Пятно перемещается слева направо по лицевой стороне прицела от 50 до 5000 раз в секунду или больше, если это требуется для высокоскоростного автоматического сканирования. Из-за скорости цикла передачи и приема изображение на осциллографе кажется неподвижным.
Через несколько микросекунд после начала развертки генератор частоты электрически возбуждает импульсный генератор, который, в свою очередь, излучает электрический импульс.Преобразователь преобразует этот импульс в короткую серию ультразвуковых звуковых волн. Если границы раздела преобразователя и образца правильно ориентированы, ультразвук отражается обратно к преобразователю, когда достигает внутреннего дефекта и противоположной поверхности образца. Временной интервал между передачей начального импульса и приемом сигналов изнутри образца измеряется схемами синхронизации. Отраженный импульс, принимаемый преобразователем, усиливается, передается и отображается на экране прибора.Импульс отображается в таком же отношении к переднему и заднему импульсам, как дефект по отношению к передней и задней поверхностям образца. [Рисунок 10-21] Рисунок 10-21. Отображение эхо-импульса по отношению к дефектоскопии.
Отраженный импульс, принимаемый преобразователем, усиливается, передается и отображается на экране прибора.Импульс отображается в таком же отношении к переднему и заднему импульсам, как дефект по отношению к передней и задней поверхностям образца. [Рисунок 10-21] Рисунок 10-21. Отображение эхо-импульса по отношению к дефектоскопии.
Приборы с импульсным эхо-сигналом также могут использоваться для обнаружения дефектов не непосредственно под зондом, используя метод измерения углового луча. Тестирование угловым лучом отличается от тестирования прямым лучом только тем, что ультразвуковые волны проходят через тестируемый материал.Как показано на рис. 10-22, луч проецируется в материал под острым углом к поверхности с помощью кристалла, срезанного под углом и закрепленного в пластике. Луч или его часть последовательно отражаются от поверхностей материала или любой другой неоднородности, включая край детали. При испытании прямым пучком расстояние по горизонтали на экране между начальным импульсом и первым обратным отражением представляет собой толщину детали; в то время как при испытании угловым лучом это расстояние представляет собой ширину материала между поисковым блоком и противоположным краем детали.
Сквозная передача
Сквозная передача инспекции использует два преобразователя, один для генерации импульса, а другой размещенный на противоположной поверхности для его приема. Нарушение пути прохождения звука указывает на дефект и отображается на экране прибора. Сквозная передача менее чувствительна к мелким дефектам, чем метод эхо-импульса.
Резонанс
Эта система отличается от импульсного метода тем, что частота передачи может непрерывно изменяться.Резонансный метод используется в основном для измерения толщины, когда две стороны испытываемого материала гладкие и параллельны, а задняя сторона недоступна. Точка, в которой частота совпадает с точкой резонанса испытываемого материала, является определяющим фактором толщины. Необходимо точно знать частоту ультразвуковых волн, соответствующую конкретной настройке циферблата. Проверки выполняются со стандартными тестовыми блоками для предотвращения возможного дрейфа частоты.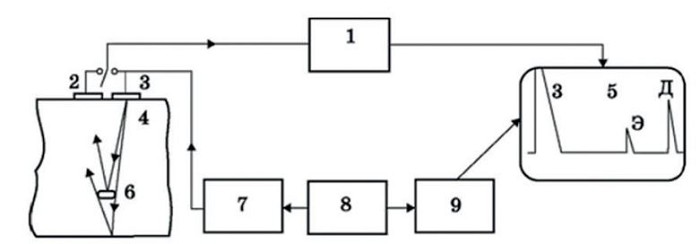
Если частота ультразвуковой волны такова, что ее длина в два раза больше толщины образца (основная частота), то отраженная волна возвращается на преобразователь в той же фазе, что и исходная передача, так что происходит усиление сигнала. . Это является результатом конструктивной интерференции или резонанса и отображается как высокое значение амплитуды на экране индикации. Если частота увеличивается так, что трехкратная длина волны равна четырехкратной толщине, отраженный сигнал полностью возвращается в противофазе с передаваемым сигналом, и происходит погашение.Дальнейшее увеличение частоты приводит к тому, что длина волны снова становится равной толщине и дает отраженный сигнал в фазе с передаваемым сигналом и снова резонанс. Начав с основной частоты и постепенно увеличивая частоту, можно отмечать последовательные подавления и резонансы, а показания использовать для проверки показаний основной частоты. [Рисунок 10-23] Рисунок 10-23. Условия ультразвукового резонанса в металлической пластине.
В некоторых приборах схема генератора содержит конденсатор с приводом от двигателя, который изменяет частоту генератора.[Рисунок 10-24] В других приборах частота изменяется электронными средствами. Изменение частоты синхронизируется с горизонтальной разверткой ЭЛТ. Горизонтальная ось представляет собой частотный диапазон. Если частотный диапазон содержит резонансы, схема должна представлять их вертикально. Затем перед трубкой помещают калиброванные прозрачные шкалы, и толщину можно считывать напрямую. Инструменты обычно работают в диапазоне от 0,25 миллицикла (мк) до 10 мк в четырех или пяти диапазонах.
Рисунок 10-24. Блок-схема резонансной системы измерения толщины. Прибор для измерения резонансной толщины может использоваться для измерения толщины таких металлов, как сталь, чугун, латунь, никель, медь, серебро, свинец, алюминий и магний. Кроме того, могут быть обнаружены и оценены участки коррозии или износа на резервуарах, трубопроводах, обшивке крыльев самолета и других конструкциях или изделиях.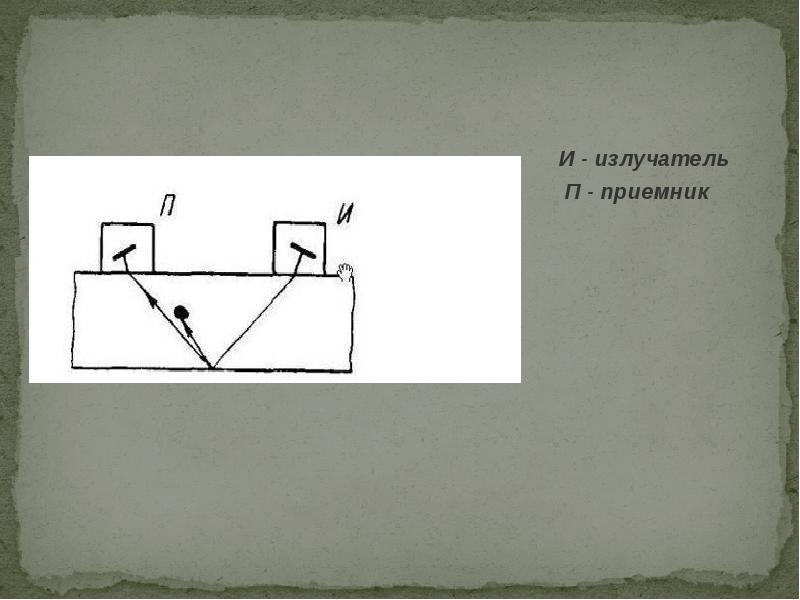 Доступны устройства прямого считывания с циферблатным управлением, которые измеряют толщину от 0,025 дюйма до 3 дюймов с точностью лучше чем ± 1 процент.Ультразвуковой контроль требует наличия опытного оператора, знакомого с используемым оборудованием, а также с методами проверки, которые будут использоваться для множества различных деталей, которые подвергаются испытаниям. [Рисунок 10-25] Рисунок 10-25. Ультразвуковой контроль композитной конструкции.
Доступны устройства прямого считывания с циферблатным управлением, которые измеряют толщину от 0,025 дюйма до 3 дюймов с точностью лучше чем ± 1 процент.Ультразвуковой контроль требует наличия опытного оператора, знакомого с используемым оборудованием, а также с методами проверки, которые будут использоваться для множества различных деталей, которые подвергаются испытаниям. [Рисунок 10-25] Рисунок 10-25. Ультразвуковой контроль композитной конструкции.
Ультразвуковые инструменты
Портативный ультразвуковой прибор с батарейным питанием используется для полевого осмотра конструкции самолета. Инструмент генерирует ультразвуковой импульс, обнаруживает и усиливает возвращающееся эхо и отображает обнаруженный сигнал на ЭЛТ или подобном дисплее.Пьезоэлектрические преобразователи генерируют продольные или поперечные волны, наиболее часто используемые формы волны для проверки конструкции самолетов.
Эталоны
Эталоны используются для калибровки ультразвукового прибора.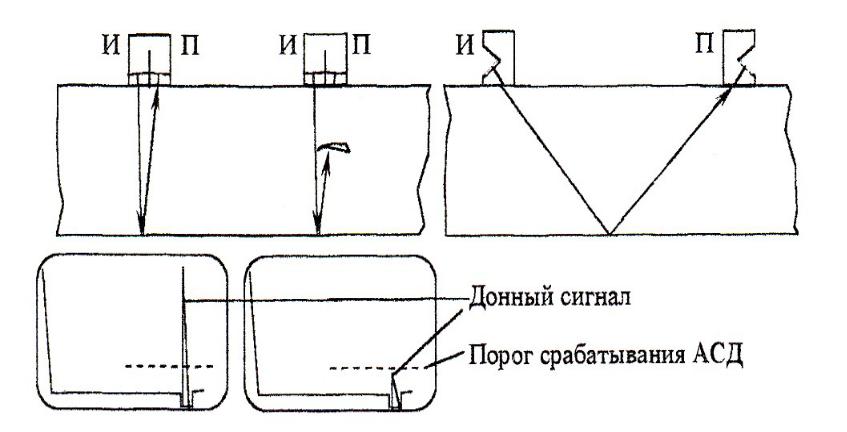 Эталоны служат двум целям: предоставить образец ультразвукового отклика, связанный с проверяемой деталью, и установить требуемую чувствительность контроля. Чтобы получить репрезентативный образец отклика, эталонная стандартная конфигурация аналогична конфигурации тестовой структуры или представляет собой конфигурацию, которая обеспечивает образец ультразвукового отклика, представляющий тестовую структуру.Эталонный стандарт содержит смоделированный дефект (выемка), который расположен так, чтобы обеспечить калибровочный сигнал, представляющий ожидаемый дефект. Размер надреза выбирается для определения чувствительности проверки (реакции на ожидаемый размер дефекта). Процедура проверки дает подробное описание необходимого стандартного образца.
Эталоны служат двум целям: предоставить образец ультразвукового отклика, связанный с проверяемой деталью, и установить требуемую чувствительность контроля. Чтобы получить репрезентативный образец отклика, эталонная стандартная конфигурация аналогична конфигурации тестовой структуры или представляет собой конфигурацию, которая обеспечивает образец ультразвукового отклика, представляющий тестовую структуру.Эталонный стандарт содержит смоделированный дефект (выемка), который расположен так, чтобы обеспечить калибровочный сигнал, представляющий ожидаемый дефект. Размер надреза выбирается для определения чувствительности проверки (реакции на ожидаемый размер дефекта). Процедура проверки дает подробное описание необходимого стандартного образца.
Муфты
Ультразвуковой контроль ограничивается частью, контактирующей с датчиком. Для соединения преобразователя с испытуемым образцом требуется слой связующего, поскольку ультразвуковая энергия не распространяется по воздуху.Некоторыми типичными связующими веществами являются вода, глицерин, моторные масла и смазки.
 Максимальное абсолютное значение, полученное при возмущении волны или любой переменной, периодически меняющейся. 2. Высота принятого сигнала по вертикали на А-скане.
Максимальное абсолютное значение, полученное при возмущении волны или любой переменной, периодически меняющейся. 2. Высота принятого сигнала по вертикали на А-скане.
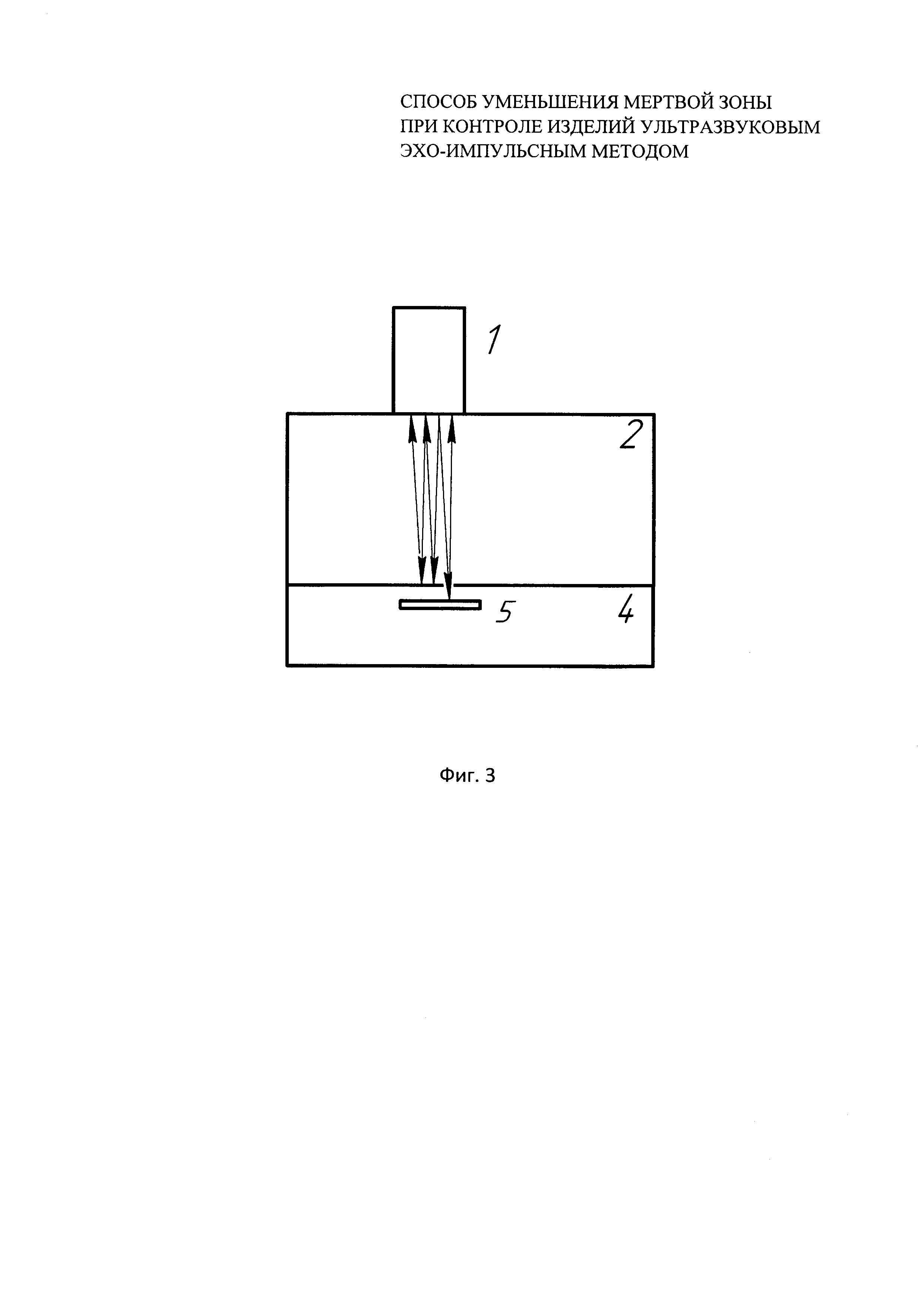
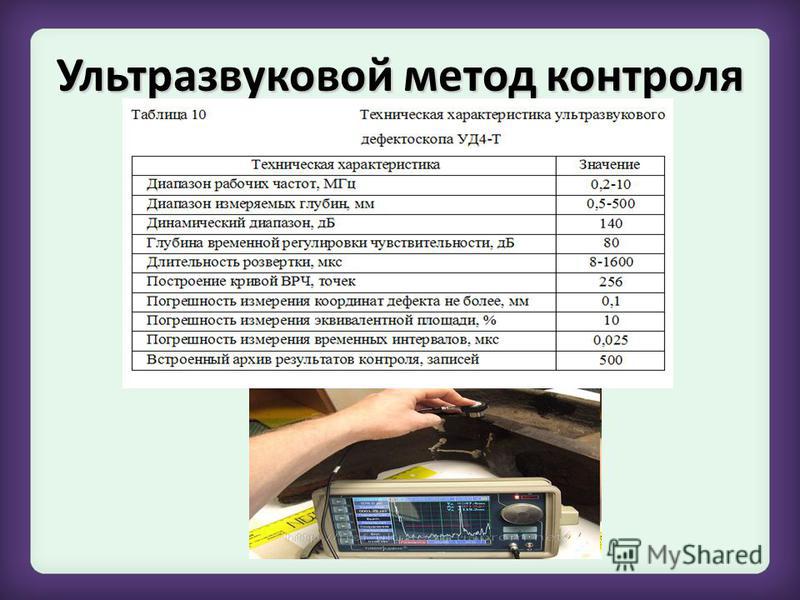
 Отслеживаемый интервал вдоль базовой линии.
Отслеживаемый интервал вдоль базовой линии.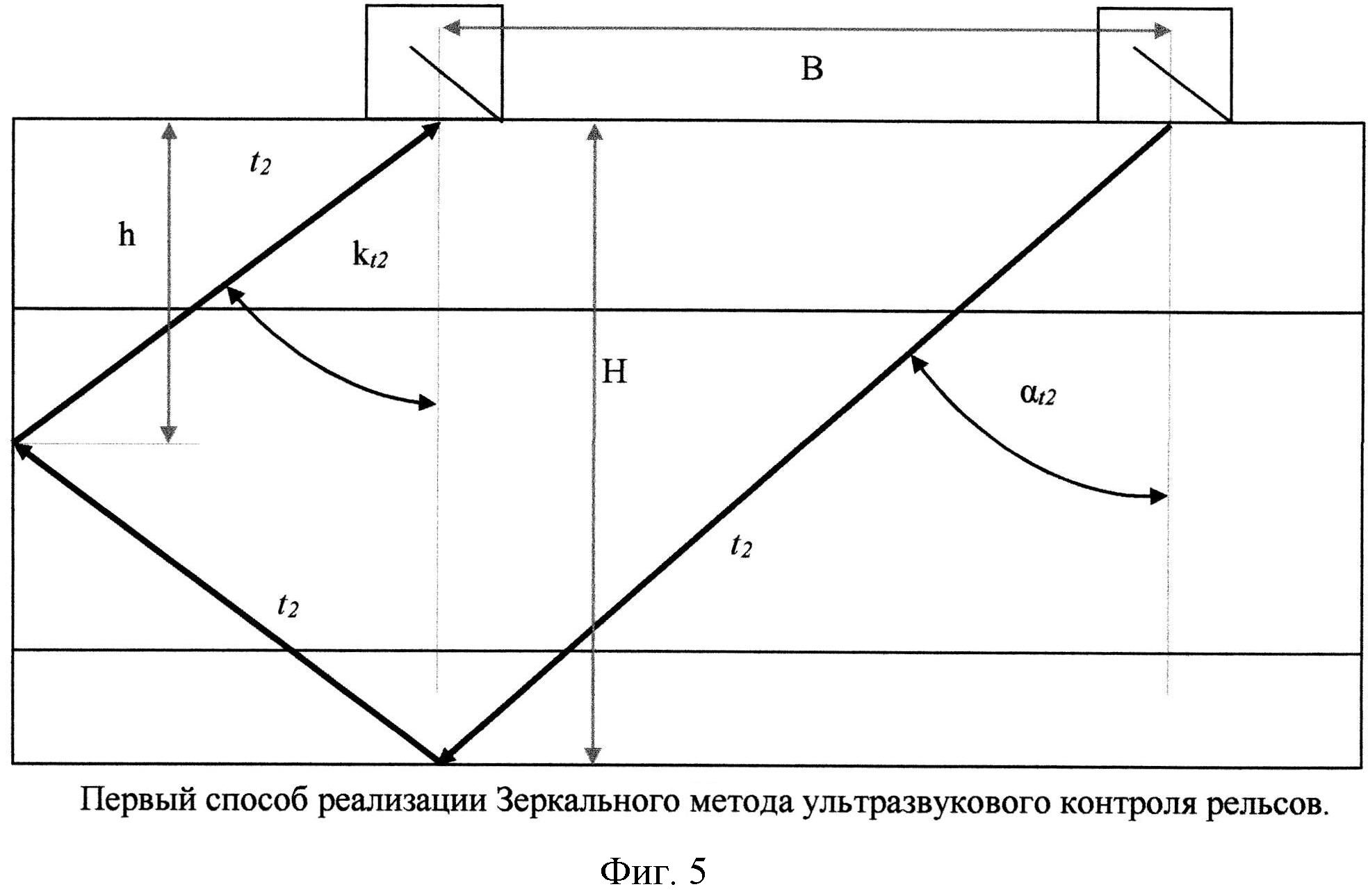
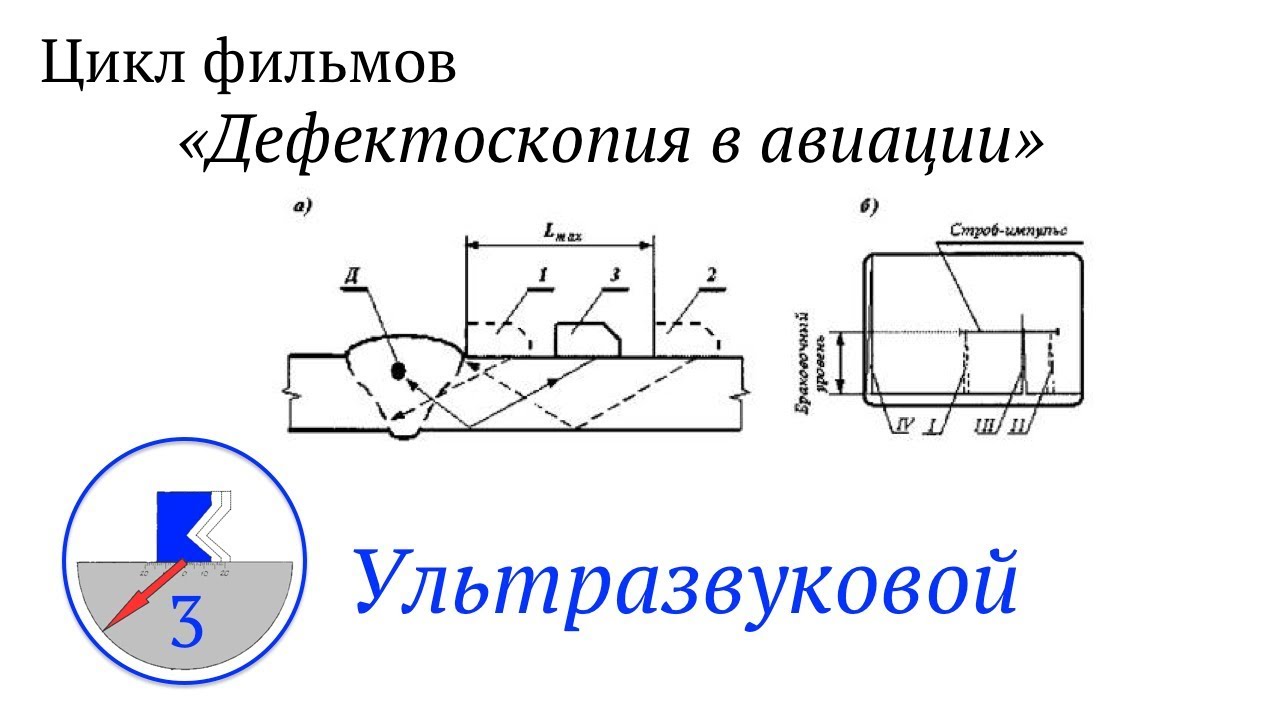
 Ограничено соотношением сигнал / шум.
Ограничено соотношением сигнал / шум.