Ручной сварочный экструдер: как сделать своими руками
Опубликовано: 04.07.2017
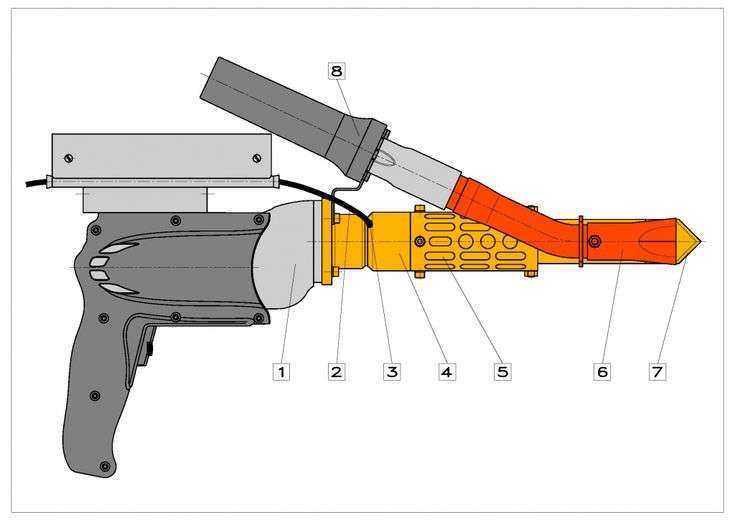
Ручной сварочный инструмент — экструдер — сегодня уже не является чем-то необычным, сверхъестественным. Благодаря современным технологиям появилась возможность создавать подобный инструмент своими руками.
Экструдер предназначен для выполнения неразъемных соединений различных пластмассовых изделий, которые осуществляются посредством подачи расплавленной массы материала в разогретую ванну, формирующуюся кромками свариваемых образцов.
Применяют данный инструмент для производства емкостей, листовых изделий, устранения повреждений на пластмассовых конструкциях, к примеру, пайка автомобильных бамперов, сделанных из пластмассы.
Слабых мест экструдер не имеет, он отличается продолжительным сроком службы, прост в эксплуатации. Предприимчивые люди приобретают полуфабрикаты из пластмассы и с помощью данного инструмента изготавливают неповторимые конструкции. Одним из подобных проектов можно отметить «баню, организованную на воде». В качестве основания для нее был использован понтон.
Оглавление:
- Технические характеристики экструдеров РСЭ-1 и РСЭ-3
- Экструдер для сварки своими руками
- Ручной сварочный экструдер: принцип работы
- Производство
- Технологические отличия
Технические характеристики экструдеров РСЭ-1 и РСЭ-3
| Модель экструдера | Габариты | Масса, кг | Присадочный материал | Толщина соединяемых листов, см | Ширина шва | Емкость загрузочного бункера, кг | Питание | Мощность нагревательного механизма |
|---|---|---|---|---|---|---|---|---|
| РСЭ-1 | 580\300\200 | 6 | ПЭ,ПП (гранулы, дроблёнка-вторичка) | до 3 | зависит от диаметра сопла | 0. 35 кг 35 кг | 220 В. | 2 000 Вт |
| РСЭ-3 | 520\200\200 | 6.6 | Пруток круглый, сечение — 4 мм | до 2 | Зависит от диаметра сопла, 3—12 мм | — | 220 V, 50 Гц | 2 000 Вт |
Экструдер для сварки своими руками
Подобная идея возникла более чем 60 лет назад, поэтому до сегодняшнего дня она подверглась множествам различных изменений и стала практически идеальной. Появилось огромное количество механизмов, которые отличаются техникой воздействия, но практически однообразных в плане получаемых конструкций.
Как нагревается основа предполагаемой детали? Все достаточно просто: в результате механических процедур вырабатывается тепловая энергия, способствующая дополнительному нагреванию пластика. Не исключены тепловые воздействия извне. В данном случае процесс зависит в большей степени от первоначальной структуры экструдера.
Ручной сварочный экструдер: принцип работы
Экструдер не является сложным инструментом в управлении, существует три варианта исполнения:
- холодная формовка;
- горячая экструзия;
- обработка тепловая.


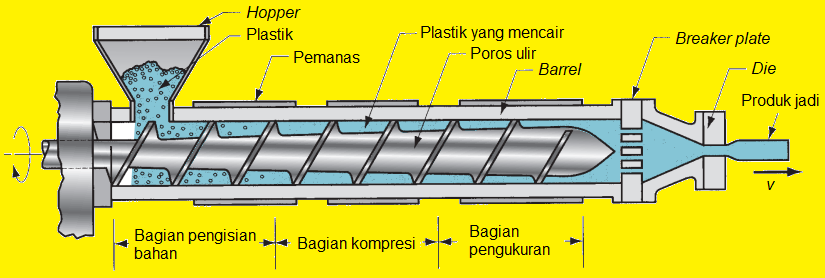
Горячая формовка сегодня является самой востребованной технологией. Процедура осуществляется с высокой скоростью и под максимальным давлением. Для ее реализации используется шнековый экструдер, основным элементом конструкции которого является шнек особенной формы. Процедура формовки в данном случае выполняется на выходе. Сырьевой материал вместе с используемыми добавочными элементами помещается в специальную камеру.
Производство
Как сделать своими руками ручной сварочный экструдер для соединения изделий из полипропилена? Процедура сборки подобного инструмента не представляет особых трудностей, как может показаться на первый взгляд. Собрать его под силу любому желающему.
Изготовление экструдера — это достаточно увлекательный процесс, напрямую зависящий от предназначения, формы аппарата.
Чем может отличаться самодельный экструдер от заводского:
- сборкой элементов конструкции;
- числом рабочих камер;
- присутствием дополнительных систем.
Неизменной остается цилиндрическая форма инструмента. Сегодня она считается наиболее технологичной, поэтому остается без изменений.
Технологические отличия
- измельчение;
- обезвоживание;
- смешение;
- обеззараживание;
- стабилизация;
- увеличение объема.
Для самостоятельного изготовления ручного экструдера в домашних условиях нужно приобрести определенный перечень деталей:
- шнек необходимой формы;
- электродвигатель;
- корпус для устройства;
- емкость подачи;
- емкость выходная;
- камера вакуумная.
Сергей Одинцов
tweet
Домашнее производство прутка или экономика должна быть экономной.
 Экструдер для самостоятельного изготовления филамента О создании самодельных приборов
Экструдер для самостоятельного изготовления филамента О создании самодельных приборовМеня очень много спрашивают на тему экструдеров, а именно где купить, как сделать своими руками, и главное — какой из них лучше. Поэтому я решил донести до читателей актуальную на 2015 год информацию на тему экструдеров.
Экструдер 3D принтера — это устройство для дозированной подачи, плавления и выдавливания пластиковой нити через сопло.
На сегодня самый популярный стандарт пластиковой нити — 1,75 мм, а сопла в домашних 3D принтерах чаще всего бывают от 0,25 мм до 0,5 мм.
Экструдер состоит из 2 частей:
1. Механизм подачи (толкания) пластиковой нити
2. Печатающая головка (hot end) (хотэнд)
Про механизм подачи мы в данной статье говорить не будем — если будут желающие, то напишу отдельную статью. А наша задача сейчас разобраться с хотендом.
В качестве примера будет рассматривать популярный сейчас хотенд от фирмы E3D (e3d-online.com)
Устройство хотенда:
1. Ствол хотенда. Эта часть соединяет радиатор и нагревательный блок, но главное что внутри ствола проходит и начинает плавиться пластик. Самый важный момент здесь — узкий участок в середине ствола. Это — термобарьер, он необходим для того чтобы не пустить тепло выше, то есть мы заставляем пластик плавиться в определенной точке и не раньше. Если пластик начнет плавиться раньше, то это повлечет за собой большую силу трения, т.к. придется двигать слишком большое количество расплава. К тому же именно в этой узкой зоне формируется так называемый поршень — твердый нерасплавленный пластик плотно прилегает к стенкам ствола и толкает расплавленный вниз.
Ствол хотенда. Эта часть соединяет радиатор и нагревательный блок, но главное что внутри ствола проходит и начинает плавиться пластик. Самый важный момент здесь — узкий участок в середине ствола. Это — термобарьер, он необходим для того чтобы не пустить тепло выше, то есть мы заставляем пластик плавиться в определенной точке и не раньше. Если пластик начнет плавиться раньше, то это повлечет за собой большую силу трения, т.к. придется двигать слишком большое количество расплава. К тому же именно в этой узкой зоне формируется так называемый поршень — твердый нерасплавленный пластик плотно прилегает к стенкам ствола и толкает расплавленный вниз.
2. Радиатор. Служит для отвода тепла от верхней части ствола. Изготавливается из алюминия.
3. Нагревательный блок. Основная задача — распределять тепло от нагревателя к стволу и соплу, в которых и плавится пластик. Изготавливается из алюминия.
4. Нагреватель. Это нагревательный элемент диаметром 6 мм, который вставляется в нагревательный блок. В качестве нагревателя раньше использовали мощный резистор на 5 Ом, а сейчас — керамический нагреватель в металлической гильзе. Найти такой можно на Ebay по запросу «12v Ceramic Cartridge Heater».
Это нагревательный элемент диаметром 6 мм, который вставляется в нагревательный блок. В качестве нагревателя раньше использовали мощный резистор на 5 Ом, а сейчас — керамический нагреватель в металлической гильзе. Найти такой можно на Ebay по запросу «12v Ceramic Cartridge Heater».
5. Сопло. Диаметры сопел могут быть от 0.2 до 1 мм, сейчас наиболее распространены и практичны сопла 0.4 мм, т.к. это они дают компромисс между скоростью печати и качеством. опло обычно изготавливается из латуни.
Выбор достаточно велик и сейчас доступно более 10 видов конструкций хотендов, поэтому я не стану описывать всего разнообразия и ограничусь своими рекомендациями.
J-head. В течение 3 лет я испробовал много хотендов типа J-head — это были и оригинальные, нескольких версий и много версий от китайских производителей. Поэтому могу смело заявить — конструкция типа J-head работает хорошо и при том, компактна. В качестве термобарьера используется тугоплавкий пластик, а внутри хотенда находится тефлоновая трубка, поэтому он беспроблемно печатает PLA пластиком в отличие от металлических хотендов, где PLA может застревать, если рсплавится раньше чем нужно.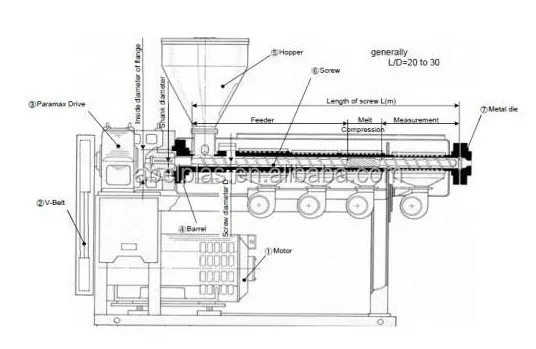
E3Dv6. Зарекомендовавшие себя хотенды этой фирмы всё еще продолжают набирать популярность. Причину их успеха вижу в том что они просто выложили чертежи в открытый доступ и, собственно, сделали хороший полностью металлический хотенд — он просто работает как надо.
Сделав хотенд самостоятельно, вы можете довольно неплохо сэкономить, если желаете экспериментировать с разными диаметрами сопел и если вам надо несколько хотендов.
Можно обойтись одним лишь токарным станком и набором тонких свёрел с которыми достаточно сложно работать (0.2-0.4мм). Вам останется докупить нагреватель и термистор. Поэтому давайте мыслить здраво — если вы не мастер по токарной металлообработке, то у вас есть только один вариант — купить готовый хотенд.
При выборе хотенда не стоит экономить, покупая непроверенную конструкцию, либо по странно дешёвой цене — ведь это рабочий инструмент принтера и именно от него зависит качество печати.
В большом ассортименте можно найти на ebay.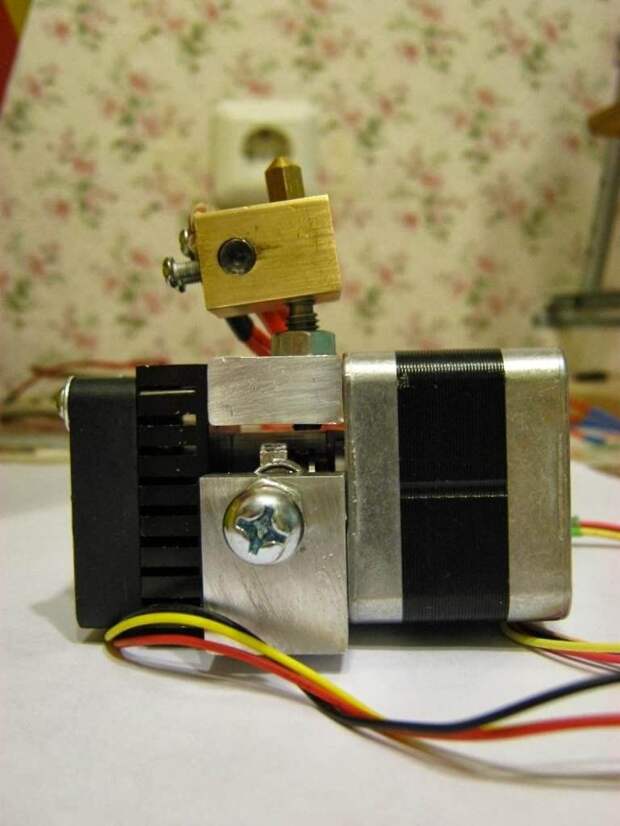 com по запросу «3d printer hot end», например. А так же в интернет-магазинах, торгующих запчастями для 3D-принтеров. Внимательно следите за тем, что бы в комплектацию входили термистор и нагревательный элемент, иначе вам придется искать их отдельно.
com по запросу «3d printer hot end», например. А так же в интернет-магазинах, торгующих запчастями для 3D-принтеров. Внимательно следите за тем, что бы в комплектацию входили термистор и нагревательный элемент, иначе вам придется искать их отдельно.
Каждый 3D-принтер имеет конструктивные особенности. Главную роль в любом устройстве играет экструдер 3d, второе название которого – печатающая головка. Суть ее работы проста: она выдавливает пластик через специальное сопло, благодаря чему и складывается трехмерный рисунок.
Особенности конструкции
3D-принтер работает на основе нитевидного пластика нескольких видов, но чаще всего применяются пластик ABS и PLA. И несмотря на разнообразие расходных материалов, все печатающие головки создаются по одному принципу и мало чем отличаются друг от друга.
- Блок cool-end подает филамент. Он включает в себя шестерни и привод от электрического мотора, а также прижимной механизм. Под воздействием вращения шестерни из катушки извлекается пластиковая нить, пропускается в нагреватель, где под воздействием высокой температуры пластик становится вязким. Такая структура дает возможность выдавить нить через сопло, чтобы придать ей нужную форму.
- Блок hot-end представляет собой сопло с нагревателем. Для его создания используются латунь или алюминий, отличающиеся высокой теплопроводностью. В состав нагревательного элемента также входят спираль из нихромовой проволоки, пара резисторов, термопары, регулирующие температуру. Во время работы hot-end разогревается, за счет чего и происходит плавление пластика. Важную роль играет своевременное охлаждение рабочей платформы, что обеспечивается специальной термоизолирующей вставкой между hot-end и cool-end.
 Под воздействием вращения шестерни из катушки извлекается пластиковая нить, пропускается в нагреватель, где под воздействием высокой температуры пластик становится вязким. Такая структура дает возможность выдавить нить через сопло, чтобы придать ей нужную форму.
Под воздействием вращения шестерни из катушки извлекается пластиковая нить, пропускается в нагреватель, где под воздействием высокой температуры пластик становится вязким. Такая структура дает возможность выдавить нить через сопло, чтобы придать ей нужную форму.Разновидностью печатающей головки является боуден экструдер, который отличается тем, что hot-end и cool-end разнесены с точки зрения расположения: нагреватель с соплом располагаются на печатающей голпринтер промышленныйовке, в то время как подающее устройство расположено на раме принтера. Пластиковая нить подается посредством длинной тефлоновой трубки. Главное ее назначение – оберегать нить от возможных изгибов, чтобы она подавалась в hot-endс оптимальной скоростью и давлением. Боуден экструдер хорош тем, что позволяет сделать меньше и легче печатающую головку, но с другой стороны, передача пластика к соплу не так надежна.
Пластиковая нить подается посредством длинной тефлоновой трубки. Главное ее назначение – оберегать нить от возможных изгибов, чтобы она подавалась в hot-endс оптимальной скоростью и давлением. Боуден экструдер хорош тем, что позволяет сделать меньше и легче печатающую головку, но с другой стороны, передача пластика к соплу не так надежна.
Как выбирать экструдер?
Экструдер для 3d принтера нужно выбирать правильно, учитывая несколько важных моментов:
- Материал . современные печатающие головки оснащаются литыми элементами или созданными на основе 3d-печати. Конечно, литые модификации отличаются прочностью, что особенно важно для участков, на которые приходится большая нагрузка. С другой стороны, напечатанные на 3D-принтере детали гораздо дешевле.
- Подача филамента . Качество этого механизма играет важную роль, поскольку нить должна подаваться к нагревателю постоянно и аккуратно. Только так можно обеспечить бесперебойную печать. Во время пути к соплу пластик может запутаться, поэтому нужно выбирать принтеры с электрическим двигателем высокой мощности – так запутывания можно свести к минимуму.
- Тип подающего ролика . Очень часто в результате плохого сцепления материала с подающим роликом нить начинает проскальзывать. Особенно часто такие ситуации возникают при использовании нейлоновой нити на тех устройствах, где можно применять только ABS или PLA-пластик.
- Размер сопла . Экструдер может оснащаться соплами разного диаметра. Важную роль при выборе играет назначение самих изделий. Например, если объекты должны быть тщательно и детализированно прорисованы, то сопло выбираются меньшего диаметра. Чем меньше сопло, тем выше вероятность его засорения, поэтому лучшее выдавливание пластика обеспечивается при мощном электрическом двигателе.

Как сделать своими руками
Чтобы сделать экструдер для 3D-принтера экструдер своими руками, потребуется подобрать шаговый двигатель. Однако в этом качестве можно использовать и моторы от старых сканеров или принтеров. Для крепления двигателя потребуется корпус, прижимной ролик и хот-энд. Корпус создается из разных материалов, при этом его конструкция может быть самой разной. Прижимной ролик должен регулироваться пружиной, поскольку толщина прутка не всегда идеальна. Материал сцепляется с подающим механизмом, но сцепление не должно быть слишком сильным – в ином случае кусочки пластика будут откалываться.
Прижимной ролик должен регулироваться пружиной, поскольку толщина прутка не всегда идеальна. Материал сцепляется с подающим механизмом, но сцепление не должно быть слишком сильным – в ином случае кусочки пластика будут откалываться.
Хот-энд можно купить (покупка обойдется примерно в 100 долларов), а можно скачать чертежи и создать его самостоятельно. Радиатор создается из алюминия и нужен для того, чтобы отвести тепло от ствола хот-энда. Это позволит предотвратить преждевременное нагревание материала для печати. Хорошее решение – светодиодный радиатор, а охлаждение выполнять посредством вентилятора. Ствол хот-энда создается из полой металлической трубки, которая служит для соединения радиатора и нагревательного элемента.
Тонкая часть трубки – это термобарьер, который исключает попадание тепла в верхнюю часть экструдера. Главное в хот-энде – добиться того, чтобы филамент не плавился раньше времени, что приведет к засорению сопла.
Нагревательный элемент в 3d-экструдере своими руками создается из алюминиевой пластины.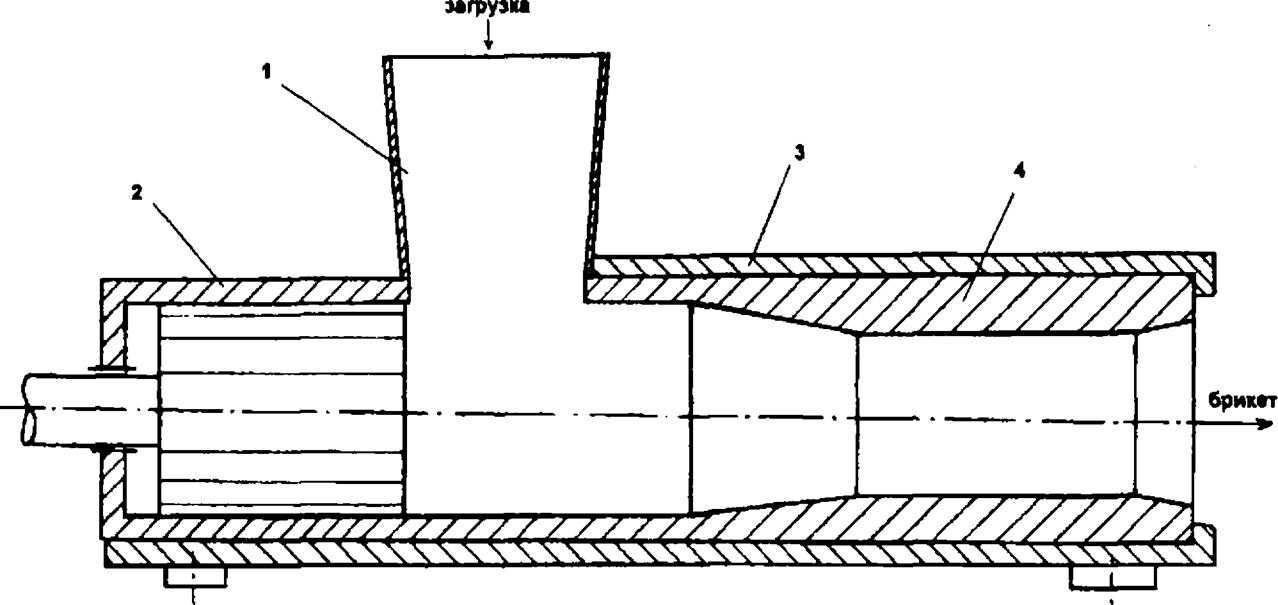 В ней сверлится отверстие для крепления ствола хот-энда, затем сверлятся еще отверстия для болта крепления, резисторов, терморезистора. Пластина нагревается резистором, а задача темистора – регулировать рабочую температуру. Сопло можно создать из глухой гайки с закругленным концом. Лучше, если гайка латунная или медная – эти металлы отличаются простотой обработки. В тисках крепится болт, затем на него накручивается гайка, а в центре сверлится отверстие. Таким образом, легко создается экструдер в домашних условиях.
В ней сверлится отверстие для крепления ствола хот-энда, затем сверлятся еще отверстия для болта крепления, резисторов, терморезистора. Пластина нагревается резистором, а задача темистора – регулировать рабочую температуру. Сопло можно создать из глухой гайки с закругленным концом. Лучше, если гайка латунная или медная – эти металлы отличаются простотой обработки. В тисках крепится болт, затем на него накручивается гайка, а в центре сверлится отверстие. Таким образом, легко создается экструдер в домашних условиях.
Некоторые модели принтеров оснащаются двойными экструдерами – это позволяет печатать двухцветные объекты или создавать структуры поддержки из растворимого полимера. То есть одновременно на таком устройстве можно использовать сразу два вида пластика. Правда, одновременная печать все равно невозможна, поэтому каждый экструдер задействуется в случае необходимости.
О сборке принтера Mosaic из набора деталей от компании MakerGear рассказано в статьеСобираем 3D принтер своими руками. Наверное, вы обратили внимание, что там подробно рассмотрено устройство 3D принтера, но не идет речь о печатающей головке. Это тема сегодняшнего разговора.
Наверное, вы обратили внимание, что там подробно рассмотрено устройство 3D принтера, но не идет речь о печатающей головке. Это тема сегодняшнего разговора.
Мы рассмотрим виды экструдеров и способы изготовления отдельных деталей этого сложного механизма, чтобы понять как сделать экструдер своими руками (видео о сверлении сопла в конце статьи).
Печатающая головка 3-d принтера протягивает пруток пластика, разогревает его и выталкивает горячую массу через сопла.
Wade extruder
На картинке представлена упрощенная схема экструдера типа Wade. Устройство состоит из двух частей. Вверху расположен cold-end (холодный конец) – механизм, подающий пластик, внизу – hot-end (горячий конец), где материал разогревается и выдавливается через сопло.
Экструдер Боудэна
Существует и другая конструкция устройства, где холодная и горячая части разведены, а пластик поступает в hot-end по тефлоновой трубке. Такая модель, где cold end жестко закреплен на раме принтера, получила название Bowden extruder .
К ее несомненным достоинствам стоит отнести следующее:
- материал не плавится раньше времени и не забивает механизм;
- печатающая головка значительно легче, что позволяет увеличить скорость печати.
Однако и недостатки имеются. Нить пластика на таком большом расстоянии может перекручиваться и даже запутываться. Решением этой проблемы может стать увеличение мощности двигателя колдэнда.
Cold end
E3D-v6 в сборе
Пруток филамента проталкивается вниз шестерней, приводящейся в движение электродвигателем с редуктором. Подающее колесо жестко крепится на валу двигателя, в то время как прижимной ролик не закреплен стационарно, а находится в плавающем положении и, благодаря пружине, может перемещаться. Такая конструкция позволяет нити пластика не застревать, если диаметр прутка на отдельных участках отклоняется от заданного размера.
Hot-end
Пластик поступает в нижнюю часть экструдера по металлической трубке. Именно здесь материал разогревается и в жидком виде вытекает через сопло. Нагревателем служит спираль из нихромовой проволоки, или пластина и один-два резистора, температура контролируется датчиком. Верхняя часть механизма должна предотвратить раннее нагревание филамента и не пропустить тепло вверх. В качестве изоляции используется термостойкий пластик или радиатор.
Нагревателем служит спираль из нихромовой проволоки, или пластина и один-два резистора, температура контролируется датчиком. Верхняя часть механизма должна предотвратить раннее нагревание филамента и не пропустить тепло вверх. В качестве изоляции используется термостойкий пластик или радиатор.
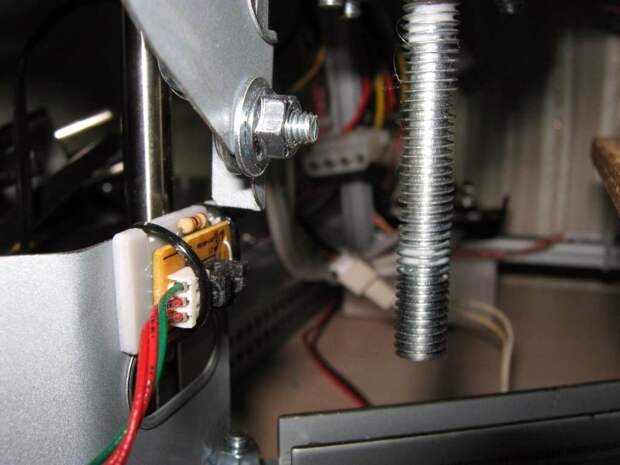
Подающий механизм
Прежде всего, нужно подобрать шаговый двигатель. Лучше всего купить аналог Nema17, но вполне подойдут и моторы от старых принтеров или сканеров, которые на радиорынках продаются совсем дешево. Для нашей цели нужен биполярный двигатель, имеющий 4 вывода. Собственно, можно использовать и униполярный, его схема показана на рисунке. В этом случае желтый и белый провода просто останутся неиспользованными, их можно будет отрезать.
Как правило, моторчики от принтеров слабые, но вот EM-257 (Epson), как на рисунке ниже, с моментом на валу 3,2 кг/см, вполне подойдет, если вы собираетесь использовать филамент Ø 1,75 мм.
Для прутка Ø 3 мм, или при более слабом двигателе, понадобится еще и редуктор. Его тоже можно подобрать из разобранных старых инструментов, например, планетарный редуктор от шуруповерта.
Его тоже можно подобрать из разобранных старых инструментов, например, планетарный редуктор от шуруповерта.
Переделка понадобится, чтобы насадить шестерню двигателя шуруповерта на шаговик, совместить ось вращения моторчика с редуктором. И крышку для подшипника выходного вала тоже нужно изготовить. На выходной оси устанавливается шестерня, которая и будет подавать пруток пластика в зону нагрева.
Корпус экструдера служит для крепления двигателя, прижимного ролика и хотэнда. Один из вариантов показан на рисунке, где через прозрачную стенку хорошо виден красный пруток филамента.
Изготовить корпус можно из разных материалов, придумав собственную конструкцию, или, взяв за образец готовый комплект, заказать печать на 3-d принтере.
Главное, чтобы прижимной ролик регулировался пружиной, так как толщина прутка не всегда идеальна. Сцепление материала с подающим механизмом должно быть не слишком сильным, во избежание откалывания кусочков пластика, но достаточным для проталкивания филамента в hot-end.
Нужно отметить, что при печати нейлоном лучше использовать подающую шестерню с острыми зубчиками, иначе она просто не сможет зацепить пруток и будет проскальзывать.
Цельнометаллический хотэнд
Широко распространены и пользуются популярностью хотэнды фирмы E3D. Можно купить его на ebay.com за 92 $ (без доставки) или скачать чертежи, находящиеся в свободном доступе на официальном сайте компании (http://e3d-online.com/), по которым и сделать, прилично сэкономив.
Радиатор изготавливается из алюминия и служит для отвода тепла от ствола хотэнда и предотвращения преждевременного нагревания материала для печати. Вполне подойдет светодиодный радиатор , для усиления охлаждающего эффекта можно направить на него еще и вентилятор небольшого размера.
Ствол хотенда – полая металлическая трубка, соединяющая радиатор и нагревательный элемент. Изготавливается из нержавеющей стали из-за ее низкой теплопроводности.
Вот как выглядит деталь в разрезе и ее с размерами под пруток Ø 1,75 мм.
Тонкая часть трубки служит термобарьером и предотвращает распространение тепла в верхнюю часть экструдера. Важно, чтобы филамент не начал плавиться раньше времени, ведь в этом случае прутку придется толкать слишком много вязкой массы. В результате увеличивается сила трения, и забиваются трубка и сопло.
Если вы сами просверлили деталь, нужно отполировать отверстие ствола. Для черновой шлифовки подойдет мелкая наждачная бумага «нулевка», закрепленная скотчем на сверле меньшего диаметра.
Обязательна чистовая полировка до зеркального блеска (нитью и пастой ГОИ № 1), затем полезно прожарить отверстие подсолнечным маслом для уменьшения силы трения. Чтобы предотвратить слишком раннее разогревание пластика, можно покрыть нижнюю часть трубки, находящейся в радиаторе, тонким слоем термопасты.
Еще одна возможная проблема: расплавленный пластик под давлением поступающего прутка может просочиться вверх и остыть в зоне охлаждения, что приведет к забиванию ствола и прекращению печати. Бороться с этим можно с помощью тефлоновой изоляционной трубки, которая вставляется в ствол хотэнда до зоны начала разогрева филамента.
Бороться с этим можно с помощью тефлоновой изоляционной трубки, которая вставляется в ствол хотэнда до зоны начала разогрева филамента.
Нагреватель
Пластина нагревателя
В качестве нагревательного элемента используется алюминиевая пластина. Если вам не удалось найти подходящего по размеру толстого бруска, вполне подойдет алюминиевая полоса толщиной 4 мм, которую можно приобрести в магазинах стройматериалов. В этом случае нагревательный элемент будет состоять из двух частей. Необходимо просверлить центральное отверстие для ствола хотэнда, и скрутив болтом, зажать всю конструкцию в тисках. Затем насверлить нужное количество отверстий для составляющих элементов нагревателя:
- болта крепления,
- двух резисторов,
- терморезистора.
Для нагревания пластины можно использовать керамический 12v нагреватель или резистор на 5 Ом. Но для нашего блока лучше подойдут два резистора на 10 Ом, так как они гораздо меньше по размеру, а соединение параллельно как раз и даст нужное сопротивление в 5–6 Ом.
Контролировать температуру будет NTS-термистор 100 кОм марки B57560G104F, с максимальной рабочей температурой 300 °C. Терморезисторы с меньшим сопротивлением использовать нельзя, они, как правило, обладают большой погрешностью при высоких температурах.
Необходимо обеспечить плотное соединение резисторов с пластиной, так как воздушная прослойка тормозит нагревание. Здесь важно правильно выбрать герметик. Лучше всего использовать керамико-полимерные пасты (КПДТ), рабочая температура которых не менее 250 °C. Для дополнительной теплоизоляции неплохо весь hot-end замотать стеклотканью.
Сопло
Глухая гайка с закругленным концом идеально подойдет для изготовления сопла. Лучше взять деталь из меди или латуни, так как эти металлы относительно легко обрабатываются. Нужно закрепить в тисках болт, накрутить на него гайку и просверлить в центре закругления отверстие нужного диаметра.
Сделать это можно так: на сверло, зажатое в обычную дрель, закрепить цанговый патрон со сверлышком нужного диаметра. Получается интересная конструкция.
Наиболее удачным считается отверстие 0,4 мм, так как при меньшем диаметре замедляется скорость, а при большем – страдает качество печати.
Вот еще один способ просверлить сопло (видео на английском).
Как видите, изготовить экструдер для 3-d принтера своими руками достаточно сложно. Но если вы знаете, что сделать какую-то деталь самостоятельно не удастся из-за отсутствия необходимых материалов или инструментов, необязательно приобретать готовый комплект полностью, можно купить отдельно любую часть экструдера и продолжить работу.
Печатайте с удовольствием.
Техасская компания re:3D принимает предварительные заказы на крупноформатные FDM 3D-принтеры Gigabot нового поколения и специализированные экструдеры для печати гранулированными пластиками.
На Kickstarter небольшой, но преуспевающий производитель из Остина выходит в третий раз, успев провести краудфандинговые кампании в поддержку 3D-принтера Gigabot в 2013 году, а затем Open Gigabot в 2015. Как подсказывает название линейки, предприятие специализируется на крупноформатных 3D-принтерах.
Не стал исключением и новый аппарат Gigabot X – по сути вариант флагманского Gigabot 3+, но с новым экструдером. В настоящее время компания выпускает три варианта 3D-принтера третьего поколения, отличающиеся размером области построения – 590х600х600 мм (Gigabot 3+), 590x760x600 мм (Gigabot 3+ XL) и 590х760х900 мм (Gigabot 3+ XLT).
Инженеры re:3D изначально ориентировались на создание систем для 3D-печати пластиковыми отходами, и не только из соображений экологичности, но и экономии. Разработчики постепенно продвигаются к цели, а следующий этап – переход на печать гранулятом, ведь себестоимость филамента в сравнении с гранулированным пластиком той же массы с легкостью вырастает на порядок. Кроме того, гранулированный пластик доступен в более богатом ассортименте, чем готовые филаменты.
Появление первых 3D принтеров поспособствовало ускоренному развитию сегмента IT. Уникальность оборудования, способного воспроизводить конструкции в трехмерном формате, стала причиной его высокой стоимости.
Поэтому появление самодельных устройств, обладающих подобными функциями, не стало неожиданностью. Их используют в бытовых условиях, а при работе с ними требуется расходный материал. Чаще к нему относят нитевидный пластик, к примеру, ABS или PLA. Человек, который хочет своими руками собрать 3D принтер или его отдельную часть (экструдер), должен обладать необходимыми знаниями и опытом. Он обязан знать о калибровке экструдера, охлаждении Cool-end и Hot-end.
О чём пойдет речь:
Механические компоненты
Детали для сборки реально приобрести в комплекте, но те, кто не ищут легких путей, часто решаются на самостоятельное изготовление. Им понадобятся:
- крепежные детали для формирования каркаса;
- рабочая площадка;
- устройство для нагрева и регулировки температурного режима;
- направляющие из металла;
- шестерни для электроприводов;
- экструдер.
Главной трудностью при изготовлении 3D принтера считается правильная конфигурация последних трех элементов. Большое значение имеет привод, который устанавливают для передвижения платформы на одной оси. Вторая становится залогом перемещения печатающей головки.
Самостоятельная сборка механической части осуществляется благодаря использованию листов из фанеры, шурупов подходящего размера и зажимов, обеспечивающих фиксацию. На фото стандартный набор для изготовления 3D принтера с двумя печатающими головками.
Электротехнические составляющие
Особенностью конструкции является экструдер нити для 3d принтера. Благодаря ему происходит выход расходного материала и непосредственно создание рисунка. Чаще его не рискуют делать самостоятельно, а приобретают в специализированных магазинах. Сборку начинают с подготовки необходимых деталей.
К его функциям относится подача филамента (нити из пластика). Он состоит из электрического мотора, прутка и шестерней. Нити намотаны на предусмотренную для этого катушку.
Hot-end
Он представляет собой дуэт сопла и элемента для нагрева. Филамент проходит через последний и изменяет агрегатное состояние, превращаясь в вязкую массу, которая после выдавливается с помощью сопла. Завершающим этапом становится послойное нанесение данного состава.
Детали этой части 3d принтера с двумя экструдерами производятся из сплавов латуни или алюминия. Благодаря этому тепло проводится достаточно быстро. Блок состоит из проволочной спирали, термопара (он регулирует температуру) и двух резисторов. Охлаждение элеватора осуществляется из-за термоизолирующей вставки. Она располагается между Cool-end и Hot-end. Данная деталь изображена на фото.
Сборка экструдера
Производство экструдера для 3D принтера своими руками происходит следующим образом.
Подбирается двигатель
Чаще данную деталь заменяют рабочим мотором от принтера или сканера, приобрести его можно на радиорынке.
Если двигатель для экструдера оказался слишком слабым, дополнительно потребуется редуктор. Подходящей заменой покупной детали станет та, что ранее была частью шуруповерта. Также редуктор понадобиться экструдеру прутка для 3d принтера. Присоединение двигателя происходит за счет корпуса, прижимного ролика и хот-энда, располагать их нужно как на фото.
Регулировка прижимного ролика
Обязательным условием является продуманное взаимодействие этого элемента и пружины. Последняя устанавливается из-за возможных недочетов в расчете параметров прутка 3D принтера.
Слишком сильное сцепление нитей с механизмом подачи провоцирует отделение частиц расходного материала.
Создание хот-энда
Его гораздо проще приобрести, большинство мастеров так и поступают. Для самостоятельного изготовления потребуется чертежи, которые можно скачать из интернета. Для радиатора понадобиться алюминиевый сплав.
Этот элемент отводит теплый воздух от ствола прибора, который представляет собой полую трубку.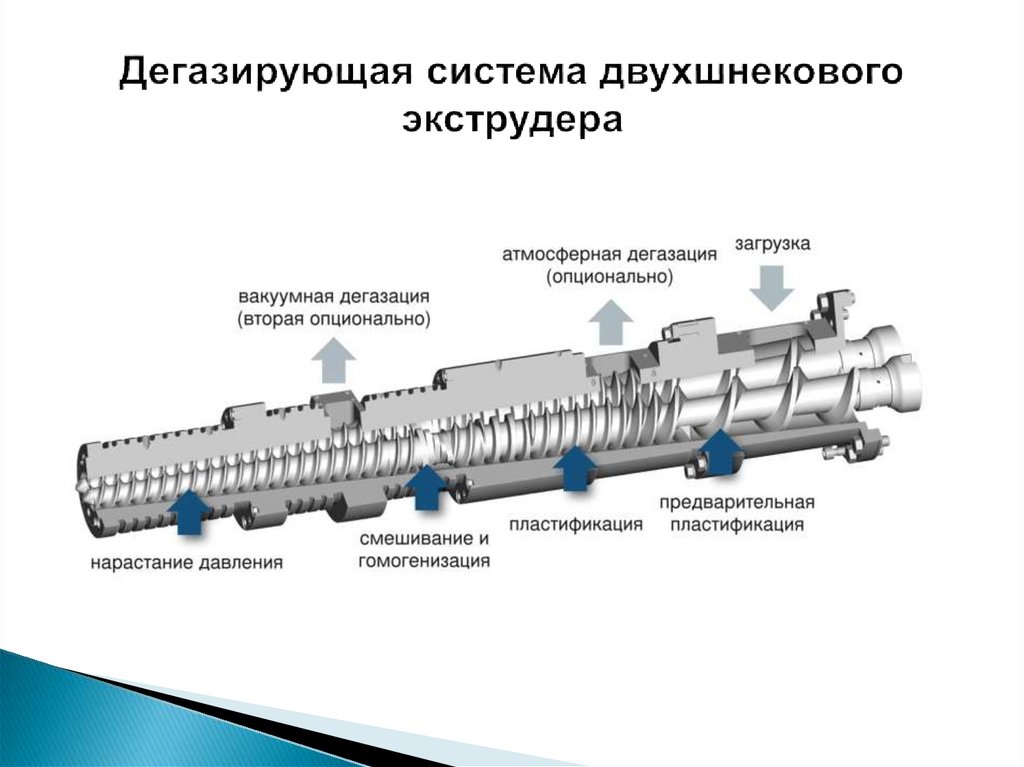 В ее функциях соединение элемента нагрева и радиатора. Это предупреждает перегрев принтера.
В ее функциях соединение элемента нагрева и радиатора. Это предупреждает перегрев принтера.
Удачным вариантом считается светодиодный радиатор, при этом охлаждение прибора будет происходить с помощью вентилятора. Ствол хот-энда 3D принтера представляет собой металлическую полую трубку. При создании экструдера необходимо учитывать время плавления нитей. Если они плавятся раньше, чем положено, то произойдет засорение сопла.
Сборка элемента нагрева
В первую очередь понадобиться алюминиевая пластина. В ней делают ходы для крепления терморезистора, хот-энда и резистора.
В принтере, работающем в формате 3D, может быть больше одного экструдера, например, как на фото. Данный факт следует учитывать при создании чертежа устройства. Функциональность такого оборудования на порядок выше, чем у стандартного, например, печать в двух цветах и изготовление конструкций из растворимых полимерных материалов.
К завершающему этапу создания 3D принтера своими руками относят калибровку экструдера, подключение электроники, регулировку процесса печати, внедрение подходящего ПО.
Обзор принтера Bigrep One
Данная модель характеризуется наличием двух экструдеров, наличием подогрева рабочей платформы и внушительными габаритами. Bigrep One (изображен на фото) предназначен для профессионалов, специализирующихся на производстве качественных изделий в 3D формате.
Еще одним плюсом 3d принтера Bigrep One 2 с двумя экструдерами считается его стоимость. На фоне цен на аналогичные устройства она более приемлема, поэтому пользуется большим спросом.
Отмечают следующие преимущества принтера Bigrep One:
- Рабочий объем 1,3 м3.
- Низкая себестоимость 3D моделей.
- Отсутствие необходимости в оснастке готовых изделий.
- Повсеместность применения.
- Экономичность и производительность.
- Наличие камеры 3D печати.
- Обширный ряд возможных филаментов (нити ABS и PLA, нейлон, гибкие эластомеры).
Bigrep One представляет собой новое поколение принтеров, употребление которых расширяет сферу использования 3D технологий.
Вывод
Экструдер – это значимый узел 3D принтера. Он влияет на качество готовых предметов, саму процедуру печати. Неполадки в нем влекут за собой потерю дорогостоящих нитей из пластика. Недочеты в расчете диаметра прутков, отсутствие калибровки, неправильное расположение осей корпуса приводят к отрицательным результатам производства. Пример на фото.
Поэтому, перед тем как начинать сборку принтера, проведите обзор возможных конструкций этого устройства, определите точные параметры прутка и количество экструдеров (один, два или более).
3d экструдер для принтера своими руками, устройство экструдера 3d принтера — 3dprofy
Turch Апрель 2nd, 2015
Каждый 3D-принтер имеет конструктивные особенности. Главную роль в любом устройстве играет экструдер 3d, второе название которого – печатающая головка. Суть ее работы проста: она выдавливает пластик через специальное сопло, благодаря чему и складывается трехмерный рисунок.
Особенности конструкции
3D-принтер работает на основе нитевидного пластика нескольких видов, но чаще всего применяются пластик ABS и PLA. И несмотря на разнообразие расходных материалов, все печатающие головки создаются по одному принципу и мало чем отличаются друг от друга. Устройство экструдера 3d принтера следующее:
И несмотря на разнообразие расходных материалов, все печатающие головки создаются по одному принципу и мало чем отличаются друг от друга. Устройство экструдера 3d принтера следующее:
- Блок cool-end подает филамент. Он включает в себя шестерни и привод от электрического мотора, а также прижимной механизм. Под воздействием вращения шестерни из катушки извлекается пластиковая нить, пропускается в нагреватель, где под воздействием высокой температуры пластик становится вязким. Такая структура дает возможность выдавить нить через сопло, чтобы придать ей нужную форму.
- Блок hot-end представляет собой сопло с нагревателем. Для его создания используются латунь или алюминий, отличающиеся высокой теплопроводностью. В состав нагревательного элемента также входят спираль из нихромовой проволоки, пара резисторов, термопары, регулирующие температуру. Во время работы hot-end разогревается, за счет чего и происходит плавление пластика. Важную роль играет своевременное охлаждение рабочей платформы, что обеспечивается специальной термоизолирующей вставкой между hot-end и cool-end.
 Важную роль играет своевременное охлаждение рабочей платформы, что обеспечивается специальной термоизолирующей вставкой между hot-end и cool-end.
Важную роль играет своевременное охлаждение рабочей платформы, что обеспечивается специальной термоизолирующей вставкой между hot-end и cool-end.Разновидностью печатающей головки является боуден экструдер, который отличается тем, что hot-end и cool-end разнесены с точки зрения расположения: нагреватель с соплом располагаются на печатающей голпринтер промышленныйовке, в то время как подающее устройство расположено на раме принтера. Пластиковая нить подается посредством длинной тефлоновой трубки. Главное ее назначение – оберегать нить от возможных изгибов, чтобы она подавалась в hot-endс оптимальной скоростью и давлением. Боуден экструдер хорош тем, что позволяет сделать меньше и легче печатающую головку, но с другой стороны, передача пластика к соплу не так надежна.
Как выбирать экструдер?
Экструдер для 3d принтера нужно выбирать правильно, учитывая несколько важных моментов:
- Материал. современные печатающие головки оснащаются литыми элементами или созданными на основе 3d-печати. Конечно, литые модификации отличаются прочностью, что особенно важно для участков, на которые приходится большая нагрузка. С другой стороны, напечатанные на 3D-принтере детали гораздо дешевле.
- Подача филамента. Качество этого механизма играет важную роль, поскольку нить должна подаваться к нагревателю постоянно и аккуратно. Только так можно обеспечить бесперебойную печать. Во время пути к соплу пластик может запутаться, поэтому нужно выбирать принтеры с электрическим двигателем высокой мощности – так запутывания можно свести к минимуму.
- Тип подающего ролика. Очень часто в результате плохого сцепления материала с подающим роликом нить начинает проскальзывать. Особенно часто такие ситуации возникают при использовании нейлоновой нити на тех устройствах, где можно применять только ABS или PLA-пластик.
- Размер сопла. Экструдер может оснащаться соплами разного диаметра. Важную роль при выборе играет назначение самих изделий. Например, если объекты должны быть тщательно и детализированно прорисованы, то сопло выбираются меньшего диаметра. Чем меньше сопло, тем выше вероятность его засорения, поэтому лучшее выдавливание пластика обеспечивается при мощном электрическом двигателе.
 Конечно, литые модификации отличаются прочностью, что особенно важно для участков, на которые приходится большая нагрузка. С другой стороны, напечатанные на 3D-принтере детали гораздо дешевле.
Конечно, литые модификации отличаются прочностью, что особенно важно для участков, на которые приходится большая нагрузка. С другой стороны, напечатанные на 3D-принтере детали гораздо дешевле. Например, если объекты должны быть тщательно и детализированно прорисованы, то сопло выбираются меньшего диаметра. Чем меньше сопло, тем выше вероятность его засорения, поэтому лучшее выдавливание пластика обеспечивается при мощном электрическом двигателе.
Например, если объекты должны быть тщательно и детализированно прорисованы, то сопло выбираются меньшего диаметра. Чем меньше сопло, тем выше вероятность его засорения, поэтому лучшее выдавливание пластика обеспечивается при мощном электрическом двигателе.Как сделать своими руками
Чтобы сделать экструдер для 3D-принтера экструдер своими руками, потребуется подобрать шаговый двигатель. Однако в этом качестве можно использовать и моторы от старых сканеров или принтеров. Для крепления двигателя потребуется корпус, прижимной ролик и хот-энд. Корпус создается из разных материалов, при этом его конструкция может быть самой разной. Прижимной ролик должен регулироваться пружиной, поскольку толщина прутка не всегда идеальна. Материал сцепляется с подающим механизмом, но сцепление не должно быть слишком сильным – в ином случае кусочки пластика будут откалываться.
Хот-энд можно купить (покупка обойдется примерно в 100 долларов), а можно скачать чертежи и создать его самостоятельно. Радиатор создается из алюминия и нужен для того, чтобы отвести тепло от ствола хот-энда. Это позволит предотвратить преждевременное нагревание материала для печати. Хорошее решение – светодиодный радиатор, а охлаждение выполнять посредством вентилятора. Ствол хот-энда создается из полой металлической трубки, которая служит для соединения радиатора и нагревательного элемента.
Радиатор создается из алюминия и нужен для того, чтобы отвести тепло от ствола хот-энда. Это позволит предотвратить преждевременное нагревание материала для печати. Хорошее решение – светодиодный радиатор, а охлаждение выполнять посредством вентилятора. Ствол хот-энда создается из полой металлической трубки, которая служит для соединения радиатора и нагревательного элемента.
Тонкая часть трубки – это термобарьер, который исключает попадание тепла в верхнюю часть экструдера. Главное в хот-энде – добиться того, чтобы филамент не плавился раньше времени, что приведет к засорению сопла.
Нагревательный элемент в 3d-экструдере своими руками создается из алюминиевой пластины. В ней сверлится отверстие для крепления ствола хот-энда, затем сверлятся еще отверстия для болта крепления, резисторов, терморезистора. Пластина нагревается резистором, а задача темистора – регулировать рабочую температуру. Сопло можно создать из глухой гайки с закругленным концом. Лучше, если гайка латунная или медная – эти металлы отличаются простотой обработки.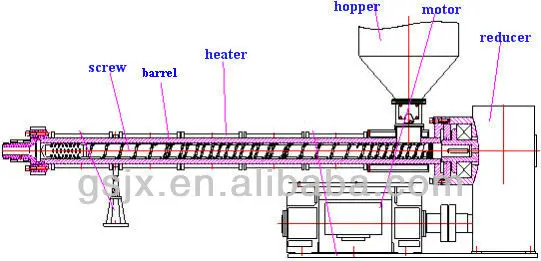 В тисках крепится болт, затем на него накручивается гайка, а в центре сверлится отверстие. Таким образом, легко создается экструдер в домашних условиях.
В тисках крепится болт, затем на него накручивается гайка, а в центре сверлится отверстие. Таким образом, легко создается экструдер в домашних условиях.
Некоторые модели принтеров оснащаются двойными экструдерами – это позволяет печатать двухцветные объекты или создавать структуры поддержки из растворимого полимера. То есть одновременно на таком устройстве можно использовать сразу два вида пластика. Правда, одновременная печать все равно невозможна, поэтому каждый экструдер задействуется в случае необходимости.
нити по чертежам своими руками
Появление первых 3D принтеров поспособствовало ускоренному развитию сегмента IT. Уникальность оборудования, способного воспроизводить конструкции в трехмерном формате, стала причиной его высокой стоимости.
Уникальность оборудования, способного воспроизводить конструкции в трехмерном формате, стала причиной его высокой стоимости.
Экструдер
Поэтому появление самодельных устройств, обладающих подобными функциями, не стало неожиданностью. Их используют в бытовых условиях, а при работе с ними требуется расходный материал. Чаще к нему относят нитевидный пластик, к примеру, ABS или PLA. Человек, который хочет своими руками собрать 3D принтер или его отдельную часть (экструдер), должен обладать необходимыми знаниями и опытом. Он обязан знать о калибровке экструдера, охлаждении Cool-end и Hot-end.
О чём пойдет речь:
- Механические компоненты
- Электротехнические составляющие
- Блок Cool-end
- Hot-end
- Сборка экструдера
- Подбирается двигатель
- Регулировка прижимного ролика
- Создание хот-энда
- Сборка элемента нагрева
- Обзор принтера Bigrep One
- Вывод
Механические компоненты
Детали для сборки реально приобрести в комплекте, но те, кто не ищут легких путей, часто решаются на самостоятельное изготовление. Им понадобятся:
Им понадобятся:
- крепежные детали для формирования каркаса;
- рабочая площадка;
- устройство для нагрева и регулировки температурного режима;
- направляющие из металла;
- шестерни для электроприводов;
- экструдер.
Главной трудностью при изготовлении 3D принтера считается правильная конфигурация последних трех элементов. Большое значение имеет привод, который устанавливают для передвижения платформы на одной оси. Вторая становится залогом перемещения печатающей головки.
Детали для сборки 3d-экструдера
Самостоятельная сборка механической части осуществляется благодаря использованию листов из фанеры, шурупов подходящего размера и зажимов, обеспечивающих фиксацию. На фото стандартный набор для изготовления 3D принтера с двумя печатающими головками.
Электротехнические составляющие
Особенностью конструкции является экструдер нити для 3d принтера. Благодаря ему происходит выход расходного материала и непосредственно создание рисунка. Чаще его не рискуют делать самостоятельно, а приобретают в специализированных магазинах. Сборку начинают с подготовки необходимых деталей.
Чаще его не рискуют делать самостоятельно, а приобретают в специализированных магазинах. Сборку начинают с подготовки необходимых деталей.
Блок Cool-end
К его функциям относится подача филамента (нити из пластика). Он состоит из электрического мотора, прутка и шестерней. Нити намотаны на предусмотренную для этого катушку.
Блок Cool-end
Hot-end
Он представляет собой дуэт сопла и элемента для нагрева. Филамент проходит через последний и изменяет агрегатное состояние, превращаясь в вязкую массу, которая после выдавливается с помощью сопла. Завершающим этапом становится послойное нанесение данного состава.
hotend насадка
Детали этой части 3d принтера с двумя экструдерами производятся из сплавов латуни или алюминия. Благодаря этому тепло проводится достаточно быстро. Блок состоит из проволочной спирали, термопара (он регулирует температуру) и двух резисторов. Охлаждение элеватора осуществляется из-за термоизолирующей вставки. Она располагается между Cool-end и Hot-end.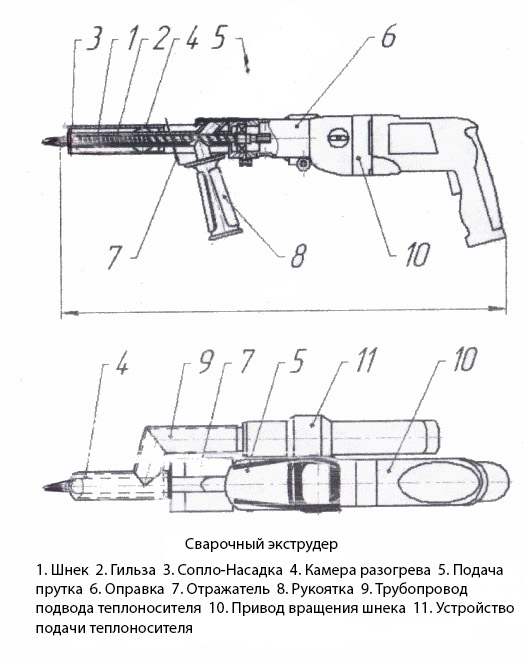 Данная деталь изображена на фото.
Данная деталь изображена на фото.
Сборка экструдера
Производство экструдера для 3D принтера своими руками происходит следующим образом.
Подбирается двигатель
Чаще данную деталь заменяют рабочим мотором от принтера или сканера, приобрести его можно на радиорынке.
17 Шаговый Двигатель 1.75 мм 1.7
Если двигатель для экструдера оказался слишком слабым, дополнительно потребуется редуктор. Подходящей заменой покупной детали станет та, что ранее была частью шуруповерта. Также редуктор понадобиться экструдеру прутка для 3d принтера. Присоединение двигателя происходит за счет корпуса, прижимного ролика и хот-энда, располагать их нужно как на фото.
Регулировка прижимного ролика
Обязательным условием является продуманное взаимодействие этого элемента и пружины. Последняя устанавливается из-за возможных недочетов в расчете параметров прутка 3D принтера.
Слишком сильное сцепление нитей с механизмом подачи провоцирует отделение частиц расходного материала.
Создание хот-энда
Его гораздо проще приобрести, большинство мастеров так и поступают. Для самостоятельного изготовления потребуется чертежи, которые можно скачать из интернета. Для радиатора понадобиться алюминиевый сплав.
Радиатор экструдера (хотэнда) 3D принтера
Этот элемент отводит теплый воздух от ствола прибора, который представляет собой полую трубку. В ее функциях соединение элемента нагрева и радиатора. Это предупреждает перегрев принтера.
Удачным вариантом считается светодиодный радиатор, при этом охлаждение прибора будет происходить с помощью вентилятора. Ствол хот-энда 3D принтера представляет собой металлическую полую трубку. При создании экструдера необходимо учитывать время плавления нитей. Если они плавятся раньше, чем положено, то произойдет засорение сопла.
Сборка элемента нагрева
В первую очередь понадобиться алюминиевая пластина. В ней делают ходы для крепления терморезистора, хот-энда и резистора.
Алюминиевая пластина
В принтере, работающем в формате 3D, может быть больше одного экструдера, например, как на фото. Данный факт следует учитывать при создании чертежа устройства. Функциональность такого оборудования на порядок выше, чем у стандартного, например, печать в двух цветах и изготовление конструкций из растворимых полимерных материалов.
Данный факт следует учитывать при создании чертежа устройства. Функциональность такого оборудования на порядок выше, чем у стандартного, например, печать в двух цветах и изготовление конструкций из растворимых полимерных материалов.
К завершающему этапу создания 3D принтера своими руками относят калибровку экструдера, подключение электроники, регулировку процесса печати, внедрение подходящего ПО.
Обзор принтера Bigrep One
Данная модель характеризуется наличием двух экструдеров, наличием подогрева рабочей платформы и внушительными габаритами. Bigrep One (изображен на фото) предназначен для профессионалов, специализирующихся на производстве качественных изделий в 3D формате.
Еще одним плюсом 3d принтера Bigrep One 2 с двумя экструдерами считается его стоимость. На фоне цен на аналогичные устройства она более приемлема, поэтому пользуется большим спросом.
Принтер Bigrep One
Отмечают следующие преимущества принтера Bigrep One:
- Рабочий объем 1,3 м3.
- Низкая себестоимость 3D моделей.
- Отсутствие необходимости в оснастке готовых изделий.
- Повсеместность применения.
- Экономичность и производительность.
- Наличие камеры 3D печати.
- Обширный ряд возможных филаментов (нити ABS и PLA, нейлон, гибкие эластомеры).

Bigrep One представляет собой новое поколение принтеров, употребление которых расширяет сферу использования 3D технологий.
Вывод
Экструдер – это значимый узел 3D принтера. Он влияет на качество готовых предметов, саму процедуру печати. Неполадки в нем влекут за собой потерю дорогостоящих нитей из пластика. Недочеты в расчете диаметра прутков, отсутствие калибровки, неправильное расположение осей корпуса приводят к отрицательным результатам производства. Пример на фото.
Поэтому, перед тем как начинать сборку принтера, проведите обзор возможных конструкций этого устройства, определите точные параметры прутка и количество экструдеров (один, два или более).
Экструдер для производства изделий и из пластика
Одна из наиболее сложных экологических проблем мировой экономики – это утилизация химически опасных предметов, в первую очередь, изделий из ПВХ пластика. Многочисленные компании и индивидуальные предприниматели теряют миллионы, которые приходится платить за утилизацию использованной тары, изделий из поливинилхлорида. А затем вновь тратят деньги на покупку сырья!
Принципиальное решение
Есть простой, надежный и действенный способ решения проблемы – купить экструдер для пластика. Это устройство не только позволит выполнить задачу по утилизации пластика, но станет эффективным способом для развития бизнеса. Экструзия – это технология по переработке тары и других изделий из пластика с целью формирования сырья, необходимого для повторного изготовления различных деталей и продукции из ПВХ. Если коротко – суть технологии заключается в формировании расплавленной полимерной массы с дальнейшим формированием небольших гранул, имеющих форму, определенную техническими условиями эксплуатации.
Таким образом, используя технологию экструзии пластмасс можно развивать бизнес, собственное дело, предлагая недорогое сырье, которое получается из отходов производства. В обозримом будущем проблемы с вторсырьем (а именно в эту категорию входит большинство пластиковых отходов) не будет. А ведь именно сырье у производителей составляет большую часть расходов. Очевидно, что в современных условиях возможность переработки и повторного использования полимерных материалов — простое и эффектное решение для бизнеса!
Стоит более подробно изучить вопрос и разобраться, как работает экструдер пластмасс, и какие перспективы есть для ведения такого бизнеса.
Суть процесса
Экструзия представляет собой относительно простой технологический процесс, при котором на специальной линии (в нашем случае – изготовленной инженерами на территории России, на 100% из отечественных комплектующих) происходит процесс переработки сложных композиций, разнородного пластикового сырья.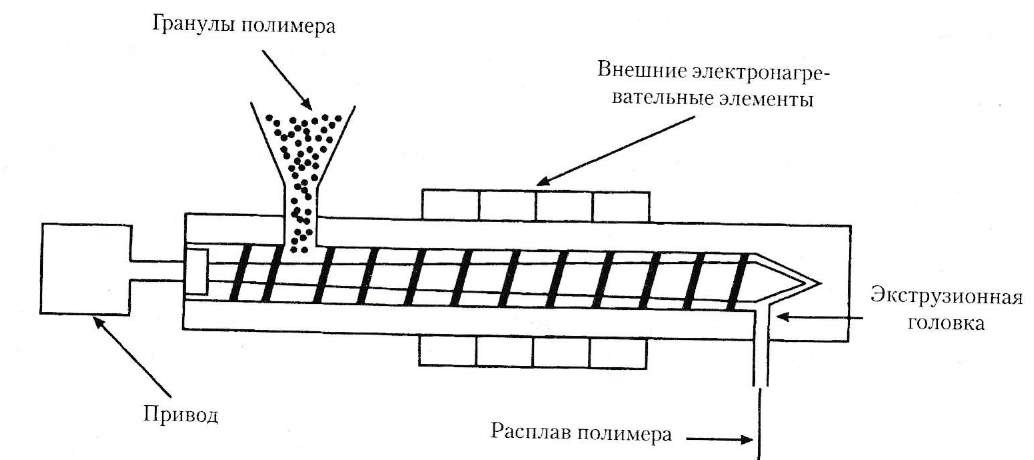 Под воздействием постоянного давления, создаваемого в работе системы, расплавленная масса продавливается через специальные отверстия формующей головки. В зависимости от формы и диаметра этой головки на выходе получают готовые полуфабрикаты, которые впоследствии могут использоваться для производства новых деталей и изделий либо храниться на складе в ожидании отгрузки заказчику.
Под воздействием постоянного давления, создаваемого в работе системы, расплавленная масса продавливается через специальные отверстия формующей головки. В зависимости от формы и диаметра этой головки на выходе получают готовые полуфабрикаты, которые впоследствии могут использоваться для производства новых деталей и изделий либо храниться на складе в ожидании отгрузки заказчику.
Общее устройство и принцип работы
оборудованияExtruder – это достаточно сложное электромеханическое устройство, предназначенное для переработки использованного поливинилхлорида и изготовления пластмассовых профильных небольших гранул. Такое сырье из полимеров можно в дальнейшем использовать для нового производства разнообразной ПВХ продукции или организации хранения сырья для его последующей продажи.
Специализированная компания «Полимермаш-Сервис» специализируется на изготовлении оборудования и специализированных линий по изготовлению сырья из переработанного пластика. Агрегат российского производства полностью соответствует требованиям качества, надежности и долговечности работы, а использование отечественных комплектующих, узлов и агрегатов, позволяет снизить стоимость оборудования. Наибольшей популярностью и спросом пользуется одношнековое устройство, как наиболее простое, надежное и безотказное в работе, позволяющее с помощью метода экструзии получать полимерное высококачественное сырье.
Агрегат российского производства полностью соответствует требованиям качества, надежности и долговечности работы, а использование отечественных комплектующих, узлов и агрегатов, позволяет снизить стоимость оборудования. Наибольшей популярностью и спросом пользуется одношнековое устройство, как наиболее простое, надежное и безотказное в работе, позволяющее с помощью метода экструзии получать полимерное высококачественное сырье.
Конструктивные особенности
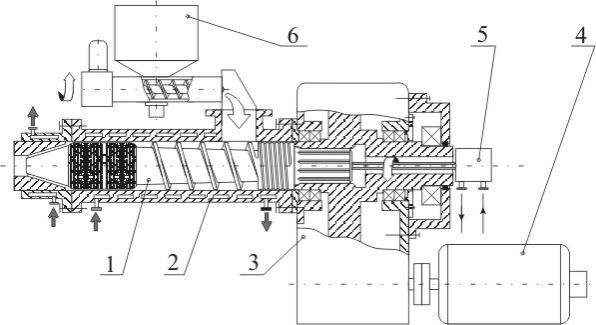
Экструдер полимеров состоит из следующих основных узлов и деталей:
- Прочный стальной корпус (цилиндр), оснащенный системой нагрева пластмасс до необходимой температуры. Используются керамические нагревательные элементы.
- Приемный бункер. Экструзионная линия начинается именно с этого элемента. Для переработки сюда насыпается подготовленный полимер в виде гранул, небольших лент или крупнозернистого порошка. Главное назначение бункера – обеспечить равномерную подачу сырья, что обеспечивает высокое качество экструдированного материала на выходе.
- Экструзионная головка. Другое название этой детали – фильера, она и задает необходимую форму полимеров.
- Приводной механизм. Состоит из электродвигателя и системы редукторов, с помощью которых происходит передача необходимого усилия и обеспечение работы одношнековой машины и происходит процесс переработки полимеров.
- Система управления. Стационарный или выносной пульт, с помощью которого управляется процесс экструзионной переработки пластмасс.

Схема работы
Сформированная технологическая линия российского производства отвечает всем необходимым требованиям по надежности и долговечности работы и позволяет осуществлять переработку пластиков на профессиональном уровне. Экструзия заключается в последовательном выполнении следующих операций:
- сырье в виде гранул, порошка или лома пластика поступает в приемный отсек;
- перемешанная масса направляется в рабочую зону одношнекового экструдера, где не нее воздействуют: давление, небольшая сила трения, подаваемая снаружи повышенная температура;
- под воздействием тепла, происходит нагревание пластмасс и их плавление до состояния, позволяющего продолжать экструзию далее;
- в ходе продвижения по направлению к фильере происходит тщательное перемешивание пластиковой массы, в результате чего, к моменту поступления в формирующие головки полихлорвинил имеет единую однородную форму, подготовленную к выдавливанию;
- для повышения качества изделий, перед окончательным формированием гранул, масса проходит под высоким давлением через специальный сетчатый фильтр, где удаляются различные мельчайшие посторонние предметы;
Далее сырье упаковывается и укладывается на хранение либо передается заказчик для переработки и производства новых изделий.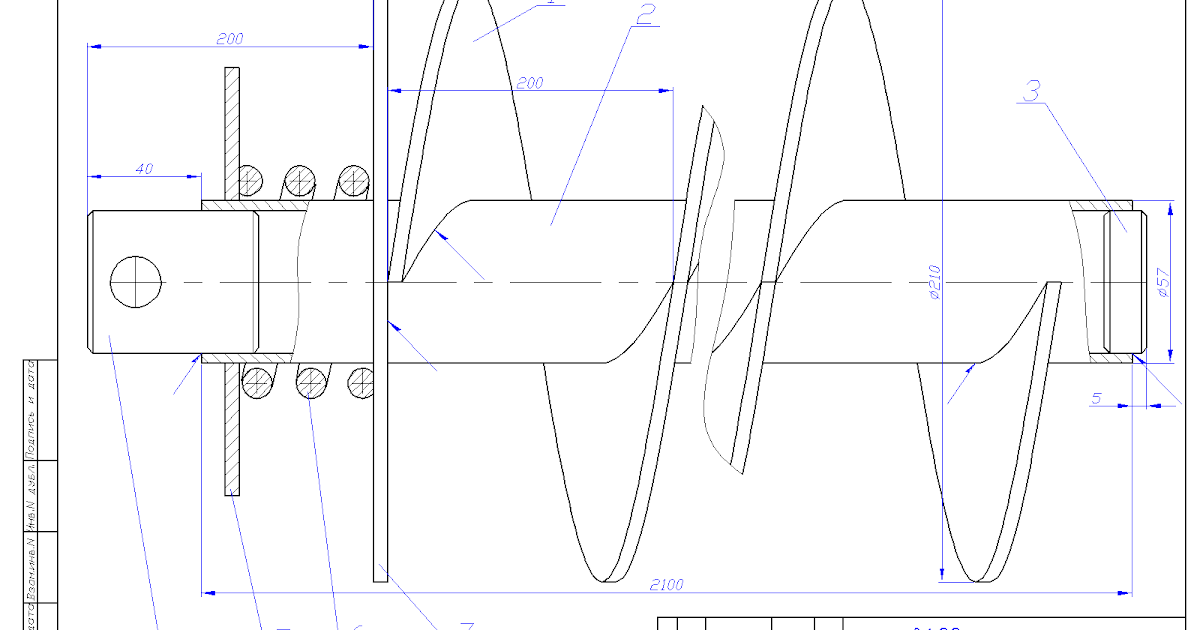 Хранить гранулы можно неограниченное время!
Хранить гранулы можно неограниченное время!
Вот так работает экструзионная линия. Ничего сложного в работе экструдера нет. Главное, после принятия решения на покупку данного оборудования, сделать правильный выбор и обратиться к профессионалам.
Отличные перспективы
Метод экструзии используется повсеместно, до 50% термопластов подвергается переработке данным способом. Экструзия позволяет изготавливать из ПВХ следующие материалы:
- пленки;
- листы;
- трубы;
- шланги;
- капилляры;
- прутки;
- сайдинг;
- профильную продукцию независимо от степени сложности и конфигурации;
- нанесение полимерного материала на элементы электропроводов;
- изготовление многослойных элементов и деталей.
При этом количество переработанного термопласта с помощью экструдеров год от года растет. Сейчас на рынке сложилась ситуация, при которой спрос на переработку превышает предложение. А значит, созданы условия для открытия собственного бизнеса!
Выгодное предложение
ООО «Полимермаш-Сервис» предлагает на выгодных условиях приобрести одношнековый экструдер для переработки полимеров, а также ряд другого востребованного на рынке производственного оборудования.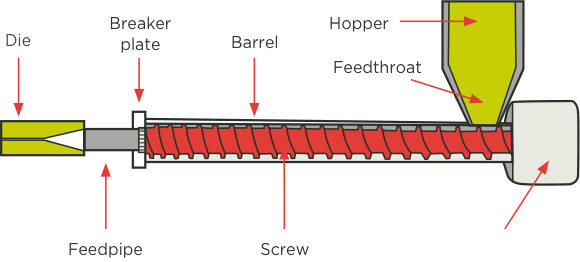 Производственные мощности Общества располагаются в Пензенской области, но реализация экструдеров и линий производится в любые города и регионы страны. Каждому клиенту компании мы готовы предложить высококачественное, надежное и недорогое оборудование для переработки полимеров.
Производственные мощности Общества располагаются в Пензенской области, но реализация экструдеров и линий производится в любые города и регионы страны. Каждому клиенту компании мы готовы предложить высококачественное, надежное и недорогое оборудование для переработки полимеров.
Каждая установка, прежде чем поступить в продажу, проходит испытание под нагрузкой, проверку надежности и эффективности работы. В качестве дополнительной услуги выполняем комплекс работ по подготовке экструдеров и производственных линий к вводу в эксплуатацию. Если потребуется – инженеры компании проведут подготовку персонала компании-заказчика.
С нами выгодно сотрудничать. Обращайтесь, господа предприниматели!
Экструдер ЭПС 125×30
|
|
Экструдер эпс 150х30, назначение, описание, преимущества выбора
Полимерное покрытие, нанесенное на металлические поверхности трубопроводов, существенно увеличивает эксплуатационный ресурс изделий, защищает от коррозии. Использование специального оборудования позволяет повысить эффективность, качество готовой продукции.
Назначение
Экструдер эпс 150х30 предназначен для переработки гранулированных полимерных материалов и передачи расплавленной смеси в экструзионную головку для последующего нанесения массы на металл. Конструктивные особенности экструдера позволяют использовать агрегат в закрытых помещениях, с соблюдением всех установленных требований и правил пожарной, экологической безопасности.
Основные технические характеристики
Прежде чем принять окончательное решение на покупку ЭПС, рекомендуем изучить эксплуатационные параметры оборудования. Экструдер может быть использован в процессе наложения полимерного покрытия на стальные трубы диаметром от 57 до 820 мм. Привод назад осуществляется за счет трехфазного электродвигателя, также работу системы обеспечивают электронагреватели и вентиляторы. Суммарная потребляемая мощность установки составляет не более 320 кВт, производительность – до 750 кг/ч Предусмотрена возможность регулировкитемпературы, подогреваемой смеси, в пределах 0 — 400°С.
- платформа установки с механизмом перемещения назад;
- массивный корпус;
- шнек;
- редуктор с узлом упорного подшипника;
- электрический привод;
- пульт управления;
- шкаф частотного преобразователя;
- бункер;
- электрооборудование.
Правильный выбор
Если по вышеперечисленным параметрам модель ЭПС подходит, приобрести установку на выгодных условиях можно у нас.
В каталоге представлен широкий выбор оборудования, предназначенного для производства и переработки полимерных материалов. На установки предоставляется гарантия качества, надежности, долговечности эксплуатации. Доставка осуществляется по всей территории России и в страны СНГ. Не было ни одного случая возврата назад по причине неэффективности работы. География поставок постоянно расширяется, благодаря балансу реализуемого оборудования в соотношении цены и качества.
Экструдер ЭПС 20×25
| Экструдер ЭПС 25×25
|

Экструдер ЭПС 32×25
|
Экструдер ЭПС 32×30
|
Экструдер ЭПС 45×25
|

Экструдер ЭПС 45×30
|
Экструдер ЭПС 48×25
|

Экструдер ЭПС 63×25
| Экструдер ЭПС 63×30
|

Экструдер ЭПС 75×25
|
Экструдер ЭПС 75×30
|

Экструдер ЭПС 90×25
| Экструдер ЭПС 90×30
|
Переработка пластика в домашних условиях. Что для этого нужно?
Переработка пластика в домашних условиях позволяет открыть собственное дело. Его прибыль зависит от творческого подхода и деловой хватки предпринимателя, его организаторских способностей.
Содержание статьи
Какой пластик пригоден для переработки?
Для переработки годится только термопластик.Первое, с чем придется столкнуться, – это закупка оборудования и организация сбора пластика. Для переработки пластика своими руками подойдет не любое вторсырье. Условно его можно разделить на две большие группы, а именно:
- Термопластик, который включает ПНД, ПЭТ, ПВХ и другие, из него производится более 75% продукции;
- Термореактивный пластик – от фенольных смол до полиуретана.
Вторая
группа не подлежит переработке в домашних условиях. Его невозможно расплавить
для повторного применения, обычно подходит для измельчения и использования в
качестве наполнителя.
Термопластик может подвергаться плавлению, при этом теряется только форма, а прежние свойства остаются. Соответственно из него можно добывать материал, которые используется для создания новых изделий. Источником для переработки является пластиковая тара, в том числе ПЭТ-бутылки.
Оборудование для переработки пластика в домашних условиях
Оборудование для переработки пластика недешевое.Традиционно для организации предприятия по переработке пластика требуется помещение площадью от 200 до 300 м2, а также оборудование, которое обойдется в 600-800 т.р. и более. Для домашних условий разработаны менее дорогие устройства, которые можно применять в подвале, на балконе или отдельной комнате.
Полный комплект оборудования для переработки пластика в домашних условиях включает:
- агломератор;
- шредер;
- экструдер.
Агломератор
Агломератор нужен для спекания флекса.Для его изготовления кроме чертежей необходимы услуги фрезеровщика и токаря. Не имея соответствующих станков и умений самостоятельно изготовить агломератор не выйдет.
Не имея соответствующих станков и умений самостоятельно изготовить агломератор не выйдет.
Поэтому придется обращаться к рабочим заводов (это наиболее бюджетный вариант), и заказать изделие у них. Изготовление обойдется в 5-35 т.р., в зависимости от региона. Цена промышленного образца – от 200 т.р.
Шредер
Шредер используется, чтобы измельчить пластик.Именно он преобразовывает бутылки и другие изделия во флекс. Как и в предыдущем случае промышленные образцы обойдутся в 120-150 т.р. и выше.
Но имея чертежи, можно изготовить устройство самостоятельно, сэкономив приличную сумму. Альтернатива – заказать производство народным умельцам, что обойдется в 5-10 т.р., но экономится время и нервы.
Экструдер
Экструдер превращает переработанный пластик в готовый продукт.Наконец, за конечный продукт в виде гранул или готового изделия непосредственно отвечает экструдер. Этот станок для переработки пластика своими руками имеет камеру, куда попадают флексы, нагреваются до разжижения. Получаемые нити можно упаковывать и продавать производителям. Например, они пользуются спросом у владельцев 3D-принтеров и не только.
Получаемые нити можно упаковывать и продавать производителям. Например, они пользуются спросом у владельцев 3D-принтеров и не только.
Где взять пластик для вторичной переработки?
Можно организовать пункт приема вторсырья.Покупка оборудования еще не означает, что прибыль начнет течь потоком. Весь процесс разделяется на сбор материала, его переработку и продажу конечному потребителю полученных изделий. Чем проще технология переработки пластика в домашних условиях, тем меньше прибыль. Увеличить ее можно за счет следующего:
- Прием пластика осуществляется на платной основе;
- Ищутся постоянные заказчики как среди поставщиков сырья, так и покупателей изделий;
- В
технологический процесс добавляется дополнительное звено в виде производства
изделий из получаемого пластика.

Если заставить население платить за утилизацию и переработку пластика проблематично, с предприятиями это легче сделать. Для этого обязательно нужно зарегистрироваться как субъект хозяйственной деятельности.
Юридическому лицу выгодно сдавать бутылки на переработку, тем самым закрывая вопросы со стороны Роспотребнадзора. Кроме того, уменьшается налогооблагаемая база. Но придется потрудиться, чтобы найти предприятие, у которого массово образуются отходы из термопласта.
Если договориться с предприятиями об оплатной переработке не удалось, альтернатива – изымать у него сырье бесплатно. Объемы и периодичность оговаривается дополнительно, зависит от сбыта конечной продукции.
Другие источники получения вторсырья:
- лица, собирающие пластик;
- заведения общепита;
- мусорные свалки;
- и другие.
В этом случае придется оплачивать получение термопластика, но стоимость невелика. Условия, цена, объемы обговариваются индивидуально.
Куда продавать переработанный пластик?
Продажа полученного пластика может проводится через торговые
веб-ресурсы. Также можно найти производителей, которые заинтересуются поставкой
сырья. Но есть и другой вариант, который превращает рассматриваемую
деятельность в полноценный и стабильный бизнес.
Также можно найти производителей, которые заинтересуются поставкой
сырья. Но есть и другой вариант, который превращает рассматриваемую
деятельность в полноценный и стабильный бизнес.
После того, как произошла переработка пластика своими руками в домашних условиях, на руках оказывается дешевое сырье. Из него предприниматель сам может изготавливать изделия для продажи. Дополнительно ему понадобится 3D-принтер, желательно сразу потратиться на хороший образец. Средняя стоимость колеблется от 20 до 200 т.р., зависит от таких факторов, как экономичность, объемы и точность, производитель и т.п.
Первоначально предстоит проанализировать рынок, определится с тем, что именно придется производить. И тут сама переработка пластика в домашних условиях становится небольших звеном в общем технологическом процессе.
Производить можно:
- Аксессуары для телефонов, домашней или рабочей обстановки;
- Игрушки;
- 3D-модели и макеты для бизнеса;
- Комплектующие
для настольных игр.

Это не полный перечень. В двух последних случаях потребуется дополнительные звенья, такие как маркетинговые услуги для предприятий, разработка динамики настольных игр, их полиграфия и т.п. Все это добавляет стоимость конечной услуги. В результате из скромных ежемесячных доходов в 20-60 т.р., которые можно извлекать из переработки пластика в домашних условиях, есть условия для создания серьезного бизнеса.
Переработка полипропилена в домашних условия. Способы обработки пластика.Полное руководство по машине для экструзии драгоценных пластмасс [2021]
Машина для экструзии драгоценных пластмасс — это машина с открытым исходным кодом для преобразования пластиковых отходов в красивые переработанные балки, кирпичи и многое другое. Любой может построить экструзионную машину и начать бизнес на переработке пластика. И тысячи людей уже используют его по всему миру.
Любой может построить экструзионную машину и начать бизнес на переработке пластика. И тысячи людей уже используют его по всему миру.
В этой статье вы узнаете об основах Extrusion и о том, как сообщество копирует и улучшает его по всему миру.
Содержание- ВВЕДЕНИЕ
- Основы экструзии
- Экстрарации вокруг мира
- Как начать
- Полезные ссылки
9005. Введение
9005. Введение
9005. Введение
. разработан в Академии дизайна Дэйвом Хаккенсом еще в 2013 году. Затем, во время версии 2, он был усовершенствован Кесом и выпущен в открытый доступ для всего мира в 2016 году. Перенесемся в 2020 год, и компания Precious Plastic выпустила Extrusion Pro, более крупную и мощную машину. соответствовать растущим потребностям общества.
Возможность работы с формами или от руки делает экструзионную машину очень популярным выбором среди сообщества драгоценных пластмасс. А поскольку теперь он может делать балки и кирпичи, его популярность возросла во много раз, и сотни людей делают из него вдохновляющие вещи.
А поскольку теперь он может делать балки и кирпичи, его популярность возросла во много раз, и сотни людей делают из него вдохновляющие вещи.
Давайте рассмотрим основы экструзионной машины:
Прежде всего5 как работает экструзионная машина, 9000?
Принцип работы машины для экструзии драгоценных пластмасс довольно прост. Нагрейте пластик, расплавьте его, транспортируйте с помощью винта, запрессуйте в форму или работайте с ним от руки, охладите и готово. Давайте рассмотрим это подробнее:
1. Настройте машину на правильную температуру. Это зависит от пластика, который вы собираетесь перерабатывать. За прошедшие годы мы пришли к выводу, что экструзионная машина лучше всего работает с ПП и ПЭВП.
2. Загрузите бочонок через воронку выбранным переработанным пластиком. Убедитесь, что воронка достаточно полная, так как пластик быстро израсходуется.
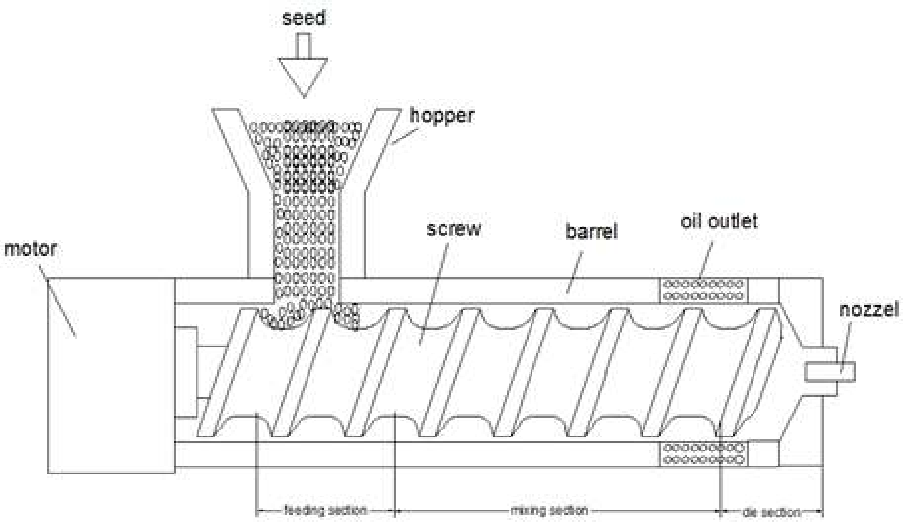
3. Шнек, приводимый в действие двигателем, транспортирует измельченный пластик дальше в бочку, где находятся нагревательные элементы.
4. Нагревательные элементы плюс давление, создаваемое винтом, расплавят пластик. Когда пластик плавится, он может пройти через сопло.
5. На данный момент у вас есть два варианта: вы можете работать с формой или от руки, чтобы создать свой продукт из вторсырья.
Цилиндр для экструзии драгоценного пластика + винт
Что можно сделать с помощью экструзионной машины?Экструзионная машина может использоваться в сочетании с пресс-формой или от руки. Используя форму, вы можете создавать балки, кирпичи, а в последнее время мы также видели, как люди экспериментируют с более точными формами и продуктами.
Скамейка из балокПродукты, изготовленные методом экструзииСтена из переработанного кирпичаСкамейка
Преимущество экструзионной машины в том, что она может работать непрерывно, поэтому, если вы выработаете плавный рабочий процесс, вы сможете создавать более крупные производства и перерабатывать тонны пластик.
И размер ваших творений также может быть больше, чем с другими машинами, в версии 4 мы сделали эту большую конструкционную балку, чтобы проверить возможности экструзии.
Большая строительная балка
Зеленовая техника:Когда мы впервые выпустили экструзионную машину, мы использовали ее только для работы от руки, почти как новое ремесло. Мы создавали продукты, умело укладывая нить расплавленного пластика в трехмерный узор, пока продукт не был сделан.
Одним из первых, кто освоил эту технику еще в 2016 году, был Zelenew из Украины. За эти годы они освоили эту технику как никто другой. И как это часто бывает, ученик стал мастером, и сейчас мы называем это техникой Зеленева.
Техника Zelenew
На протяжении многих лет десятки людей переняли эту технику и начали создавать забавные изделия из вторичного сырья по всему миру: от абажуров до подносов, ваз, мыльниц и многого другого.
Мандуку и традиционные техникиЕще в 2017 году мы посетили Кению, чтобы организовать пилотный проект Precious Plastic в сотрудничестве с ООН. Среди местных жителей, которых мы обучали, был Мандуку, местный мастер по изготовлению мыльного камня. Он был одним из самых заинтересованных и активных участников. Затем мы пригласили Мандуку помочь нам во время Версии 4 в Нидерландах.
Manduku
В последнее время он присылает нам фотографии своих творений с использованием экструзионной машины в сочетании с местными традиционными методами ткачества. Он делает самые разнообразные миски, корзины и предметы, которые открывают целый мир возможностей.
Техника ткачества с экструзией
А формы для экструзии? С экструзионной машиной вы также можете использовать пресс-формы. Форма удерживает форму конечного продукта и крепится к соплу на конце бочки. Хорошая форма означает хороший продукт.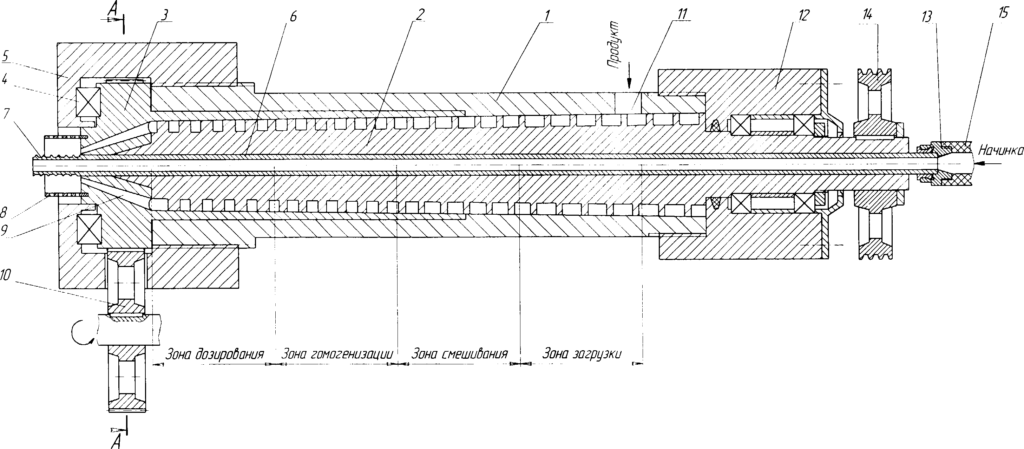 Формы для экструзионной машины, как правило, проще. И это полностью стоит того, чтобы инвестировать в правильную форму. До сих пор мы делали/видели только формы для изготовления балок и кирпичей.
Формы для экструзионной машины, как правило, проще. И это полностью стоит того, чтобы инвестировать в правильную форму. До сих пор мы делали/видели только формы для изготовления балок и кирпичей.
Чтобы узнать о формах, а также получить советы и рекомендации по изготовлению крутых продуктов с помощью экструзионной машины, обязательно ознакомьтесь с практическими рекомендациями, чтобы узнать от людей со всего мира. В качестве альтернативы, если вы предпочитаете просто купить форму, вы можете воспользоваться Базаром драгоценных пластмасс, где люди покупают и продают формы для драгоценных пластмасс.
Сколько стоит машина для экструзии драгоценных пластмасс? Драгоценный пластик — это глобальный проект, поэтому нам сложно сказать, сколько будет стоить строительство там, где вы живете. Что мы можем сказать вам, так это сколько это стоит в Нидерландах, где мы находимся. Это должно служить ориентировочной оценкой, и вы должны провести исследование на местном уровне.
В Нидерландах стоимость материалов для изготовления машины Basic Extrusion составляет около 1200 евро, а для машины Pro Extrusion — 2200 евро + двигатель. Имейте в виду, что это материальные затраты, к этому следует добавить трудозатраты, если вы не строите сами.
Обязательно посетите Базар Драгоценных Пластмасс, чтобы приобрести детали и целые экструзионные машины.
Лучшие рабочие места для экструзии по всему миру (обновлено в мае 2021 г.)Precious Plastic проектирует и разрабатывает машины. После того, как они будут готовы, мы бесплатно размещаем их в Интернете, чтобы люди могли их воспроизвести и начать перерабатывать весь этот пластиковый мусор, разрушающий нашу дорогую планету Земля. Вот так мы боремся с пластиковым загрязнением. Хорошо, давайте рассмотрим самые интересные и многообещающие рабочие пространства Extrusion по всему миру.
Зеленев | 🇺🇦
Дживан и его команда из Украины работают с Precious Plastic с самого начала в 2016 году, сосредоточившись исключительно на экструзионной машине.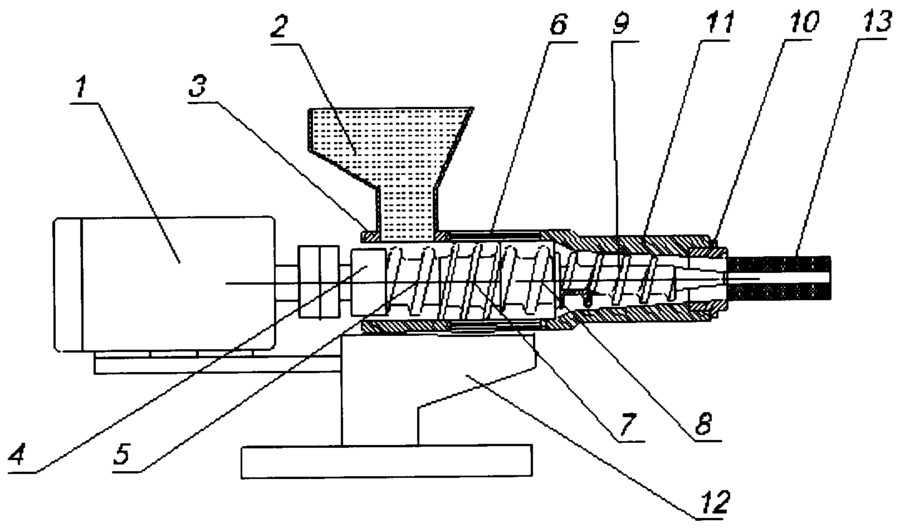 А с фокусом приходит качество. Их ассортимент впечатляет вдохновляющими формами, цветами, узорами и градиентами.
А с фокусом приходит качество. Их ассортимент впечатляет вдохновляющими формами, цветами, узорами и градиентами.
| Инстаграм |
Дживан демонстрирует свое ремеслоСамсара | 🇮🇳
Прад и Лала из Ченнаи, Индия, уже несколько лет производят мебель на экструзионной машине. Прад даже помог разработать Precious Plastic Version 4. Их модульный стул выставлялся по всей Европе.
Профиль | Веб-сайт | Инстаграм | Bazar
Стул от Samsara
Haute Plastique| 🇳🇱
Компания Joop из компании Haute Plastique в Роттердаме производит действительно гладкие изделия с балками и экструзионной машиной. Их внимание к деталям и изысканный дизайн повышают ценность пластика, как немногие другие. Вы также можете узнать, как сделать из них узоры из балок. Или посмотрите их видео о том, как они сделали эту супер крутую шахматную доску.
| Инстаграм |
Шахматная доска от Haute Plastique
Lange Leve Пластик | 🇳🇱
Модульный стул от Lange Leve Plastic впечатляет. Его дизайн, цвета и узоры на высоте. У них даже есть буклет, похожий на икеевский, в котором рассказывается, как построить его дома.
Его дизайн, цвета и узоры на высоте. У них даже есть буклет, похожий на икеевский, в котором рассказывается, как построить его дома.
Веб-сайт | Инстаграм | Базар
Модульные стулья Lange Leve PlasticДрагоценный пластик Мельбурн | 🇦🇺
Мы уже упоминали Пирса и Кайлу в статье об инъекциях, но они также настаивают на экструзии. Сейчас они изучают возможность изготовления очень качественных продуктов с помощью экструзионной машины, а также изготовления нитей для 3D-печати. Очень впечатляюще.
| Инстаграм |
Экструзия из драгоценного пластика Melbourne
Plasticar| 🇦🇷
Этот проект в Кордове, Аргентина, расширяет границы того, что можно сделать с переработанным пластиком. Они создают дизайн интерьера и экстерьера из переработанных балок Precious Plastic. Видеть реальное применение очень вдохновляет, а о количестве переработанного пластика можно только мечтать. Стены, крыши, скамейки и многое другое — все сделано из переработанных и очень ярких балок.
Профиль | Веб-сайт | Instagram
Roof by Plasticar
Инес Де Зварт | 🇳🇱
Инес — голландский дизайнер, работающий с экструзионной машиной, как от руки, так и с балками. Она делает очень умные товары для дома. Обязательно загляните на ее базар, там очень хороший выбор продуктов.
Профиль | Веб-сайт | Инстаграм | Bazar
Вешалка от Inez
Palha De Arroz| 🇧🇷
Palha De Arroz — это кооператив женщин, перерабатывающих пластик с помощью экструзионной машины. Используя технику Zelenew, они изготавливают самые разнообразные продукты. Великолепно!
| Инстаграм |
Команда Палья Де Арроз
Ателье Самджи | 🇫🇷
Парижское рабочее пространство Precious Plastic сосредоточилось на кирпичиках и получило несколько приятных коллабораций, таких как первоклассный дизайн интерьера флагманского магазина Adidas на Елисейских полях. Кэт также посетила их рабочее место в Париже.
Профиль | Instagram
Adidas Interior Design
Как запустить рабочее пространство Extrusion?Используйте стартовые наборы Precious Plastic
Прежде всего, если вы хотите начать работу с экструзией, нужно глубоко погрузиться в Starterkit Precious Plastic Extrusion , где мы объясним вам все детали, плюсы и минусы. Приняв решение, вы можете следовать этому практическому руководству, которое проведет вас от нуля до героя в вашем путешествии по переработке, поможет вам найти место, команду, построить экструзию, создать бизнес-модель и многое, многое другое.
Сотрудничайте с окружающими
Драгоценный пластик основан на сотрудничестве, так как решить такую большую проблему, как загрязнение пластиком, можно только совместными усилиями. Так что обязательно изучите нашу карту и посмотрите, кто работает над Precious Plastic рядом с вами. Обратитесь в местную точку сообщества и узнайте, как лучше всего начать работу.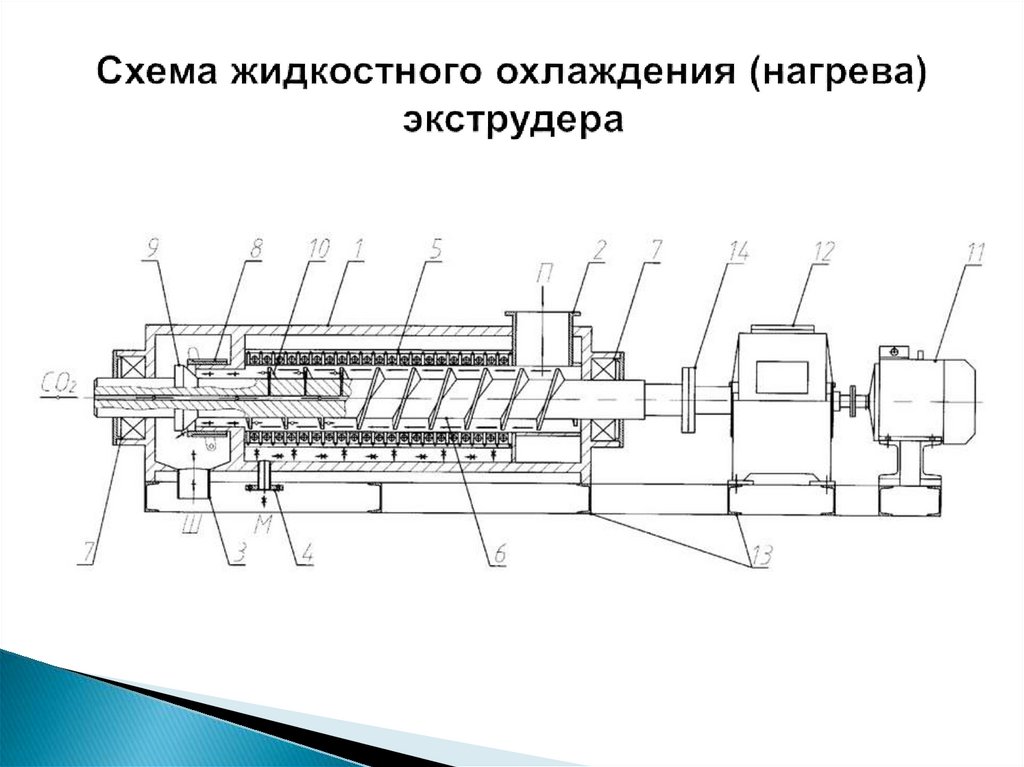
Доступ к сообществу и инструментам Precious Plastic
Убедитесь, что вы используете все платформы и ресурсы, доступные на наших веб-сайтах из Платформы сообщества Precious Plastic , где вы можете взаимодействовать с тысячами других людей, работающих над Precious Plastic, до Precious Plastic Bazar , где вы можете купить детали и комплекты, и, наконец, активизироваться на One Army Discord , где у нас есть большой раздел Precious Plastic.
Extrusion Полезные ссылки Starterkit
Ознакомьтесь с Starterkit , чтобы узнать, что это такое, как это работает, что нужно для запуска, затраты, доходы, бизнес-планы и многое другое.
Академия
Начнем с основ. Если вы хотите узнать об экструзии, о том, как ее построить, как ею управлять и т. д., обязательно посетите Академию драгоценных пластмасс и узнайте все об экструзии.
Карта
На карте Precious Plastic Map вы можете найти людей, перерабатывающих пластик по всему миру. Обязательно используйте фильтры, если вы хотите увидеть только рабочие пространства Extrusion и получить вдохновение.
Базар
На Базаре драгоценных пластмасс у нас есть целый раздел, посвященный экструзии, где вы можете покупать и продавать детали и машины.
Закрытие Надеюсь, эта статья вдохновит вас и послужит мотивацией для создания собственного рабочего пространства Precious Plastic Extrusion и борьбы с пластиковым загрязнением в вашем городе. Счастливого плавления 🙂
пошаговая инструкция. Экструдер для глины своими руками
Экструдер, сделанный своими руками, предпочитают большинство фермеров. Дело в том, что стоимость фабричных изделий варьируется от 70 000 до 150 000 рублей. Не каждый начинающий фермер способен выложить такую сумму.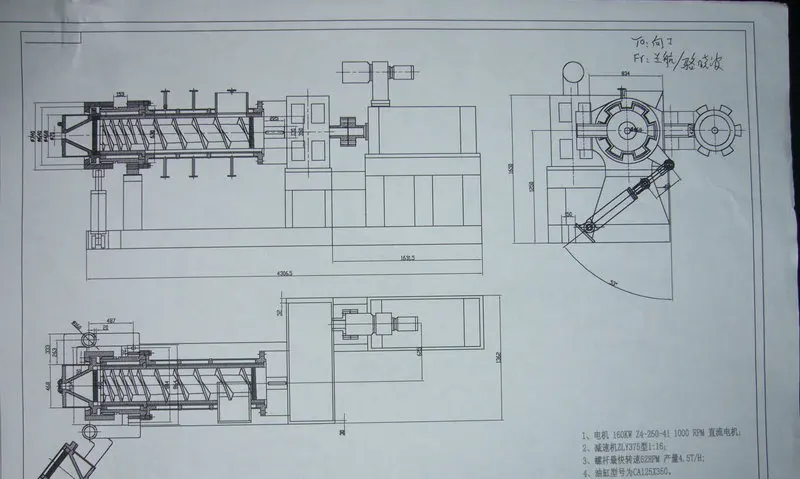 Но в условиях современного сельского хозяйства экструдер для корма – незаменимая составляющая. Без этого агрегата практически невозможно приготовить качественный комбикорм для большого поголовья животных.
Но в условиях современного сельского хозяйства экструдер для корма – незаменимая составляющая. Без этого агрегата практически невозможно приготовить качественный комбикорм для большого поголовья животных.
В этой статье мы рассмотрим, как работает экструдер для корма, поговорим о том, как сделать его своими руками и разберемся в целесообразности использования самодельных агрегатов.
Принцип действия
Экструдер для кормов работает следующим образом. Исходное сырье подвергают термической обработке и высокому атмосферному давлению. В результате происходят процессы, расщепляющие сложную структуру сырья на более простые составляющие.
Видео: Зерновой экструдер (Николай) +38-067-73-26-433
В результате на выходе получается качественная и легкоусвояемая пища. Стоит отметить, что с помощью таких агрегатов изготавливаются абсолютно все комбикорма, имеющиеся в продаже.
Из чего сделать экструдер подачи
Сложность изготовления самодельной конструкции заключается в том, что большую часть необходимых деталей все равно придется покупать.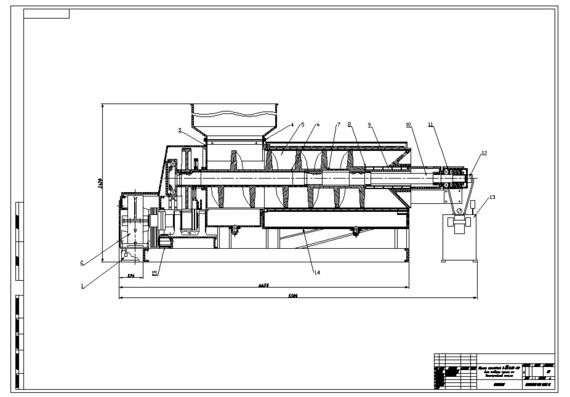 Подручными материалами здесь вряд ли можно ограничиться.
Подручными материалами здесь вряд ли можно ограничиться.
Кроме того, вам понадобится сварочный аппарат и токарный станок для обработки деталей и подгонки их по размеру. Перед началом работы необходимо подготовить чертежи. Это поможет лучше представить себе будущую конструкцию и значительно облегчит процесс сборки. Чертежи можно найти в интернете или сделать самостоятельно.
Видео: Самодельный экструдер для изготовления бруска для 3D-принтера
Дополнительно вам потребуется:
Подготовив все необходимые детали, можно приступать к установке.
Сборка агрегата
Ключевым узлом в работе любого экструдера является шнек. Мы начнем с него. Чтобы сделать корпус, нужно взять шестерни и сварить их между собой. Корпус шнека изготовлен из штока гидроцилиндра, на который намотана проволока. У вас должна получиться спираль с разным шагом витков.
Мы начнем с него. Чтобы сделать корпус, нужно взять шестерни и сварить их между собой. Корпус шнека изготовлен из штока гидроцилиндра, на который намотана проволока. У вас должна получиться спираль с разным шагом витков.
В начале расстояние между витками должно быть примерно 25 мм, в конце — не более 20 мм. Если вам удастся достать стальную пружину, находящуюся на конусе и имеющую необходимый диаметр, вы можете использовать ее. После этого все витки необходимо зафиксировать электросваркой. Образовавшиеся неровности и окалину необходимо удалить болгаркой и обработать напильником.
После этого на токарном станке необходимо выточить две втулки, которые будут соединять редуктор и вал шнека. Между втулкой и валом устанавливается опорный подшипник, после чего все компоненты свариваются в одну конструкцию.
Шнек убирается в металлический корпус, который можно сделать из обрезков водопроводных труб. С одной стороны шнека установлена головка экструдера, дополненная металлическими трубками – наполнителями. Диаметр трубок зависит от количества корма, которое вы хотите получить. С другой стороны закрепляется редуктор, с помощью которого вся конструкция будет приводиться в движение.
Диаметр трубок зависит от количества корма, которое вы хотите получить. С другой стороны закрепляется редуктор, с помощью которого вся конструкция будет приводиться в движение.
Взаимодействие силовой установки и коробки передач осуществляется ременной передачей. На шнеке установлен бункер для подачи сырья. Для этих целей подойдет обычное ведро или металлическая емкость с проделанным в дне отверстием.
У вас должна получиться трехуровневая система обработки сырья: загрузка части, смешивание, прессование. На выходе из пресса имеются трубки — наполнители, по которым будет подаваться готовый корм. По большому счету экструдер для зерна напоминает большую электрическую мясорубку, которую вы сделали своими руками.
Видео: Экструдер зерновой для производства комбикормов ПЭ-350У. Мастер класс. Экструдер зерновой ПЭ-350У
Первый пуск
Перед эксплуатацией экструдера на полную мощность рекомендуется произвести пробный пуск . Перед включением двигателя необходимо проверить все соединения на их надежность.
Самодельный агрегат должен работать только на ровной поверхности, небольшой наклон может привести к повреждению устройства. Для первого теста производительности рекомендуется использовать мягкое и пластичное сырье, такое как жмых или мука. Это позволит прогреть систему и проверить ее работоспособность.
Если все в порядке, можно засыпать зерно в приемный бункер. Следите за тем, чтобы подача сырья осуществлялась непрерывно, но не перегружайте шнек . После завершения работы небольшое количество жмыха необходимо снова пропустить через экструдер. Он поможет очистить шнек изнутри, собрав все остатки от обработки зерна.
Самодельный экструдер корма способен производить около 40 килограммов корма в час. Конечно, эта цифра может меняться в зависимости от мощности силовой установки.
Видео: Мини экструдер фуражного зерна цена РосЭкструдер.рф
Изготовление кормового экструдера своими руками обойдется вам примерно в 25 — 30 000 руб. Плюс потраченное время и риск того, что дизайн может не сработать с первого раза. Кроме того, никто не может гарантировать безопасность самодельного устройства.
Плюс потраченное время и риск того, что дизайн может не сработать с первого раза. Кроме того, никто не может гарантировать безопасность самодельного устройства.
Заводские модели дороже и их средняя производительность примерно равна самодельному агрегату. Если вы не уверены, что сможете собрать экструдер кормов своими руками, лучше поднакопите денег и приобретите заводскую модель. Как показывает практика, затраты оправдаются уже на второй сезон эксплуатации.
Внимание, только СЕГОДНЯ!
Экструзия — способ получения полуфабрикатов или изделий неограниченной длины. Этот процесс также используется в пищевой и кормовой промышленности. Головка экструдера выдавливает расплав полимера в формовочную головку с желаемым профилем. Этот способ изготовления, наряду с литьем пластмасс под давлением, в настоящее время является одним из самых популярных. Экструзии подлежат практически все основные виды полимерных материалов: эластомеры, термопласты, термопласты и другие. Итак, сам процесс понятен, поэтому стоит рассмотреть экструдер: что это такое, как он работает, а также другие моменты, связанные с ним.
Итак, сам процесс понятен, поэтому стоит рассмотреть экструдер: что это такое, как он работает, а также другие моменты, связанные с ним.
Принцип действия и конструкция
Технология экструзии существует более шестидесяти лет, и за это время было разработано множество конструкций машин, предназначенных для ее реализации. Принцип работы устройства определяется самой сутью. Итак, если рассматривать экструдер, то что это такое, становится ясно после определения того, что этот сложный физико-химический процесс протекает под действием механических сил в условиях высокотемпературного воздействия и наличия влаги. Изделие при обработке нагревается за счет того, что механическая энергия преобразуется в тепловую, выделяющуюся в процессе борьбы с внутренним трением, как и самого изделия, или за счет внешнего нагрева.
В процессе экструзионной обработки имеется несколько изменяемых параметров, а именно: состав сырья, его влажность и природа. В процессе производства могут изменяться температура, давление, а также интенсивность и продолжительность воздействия на сырье.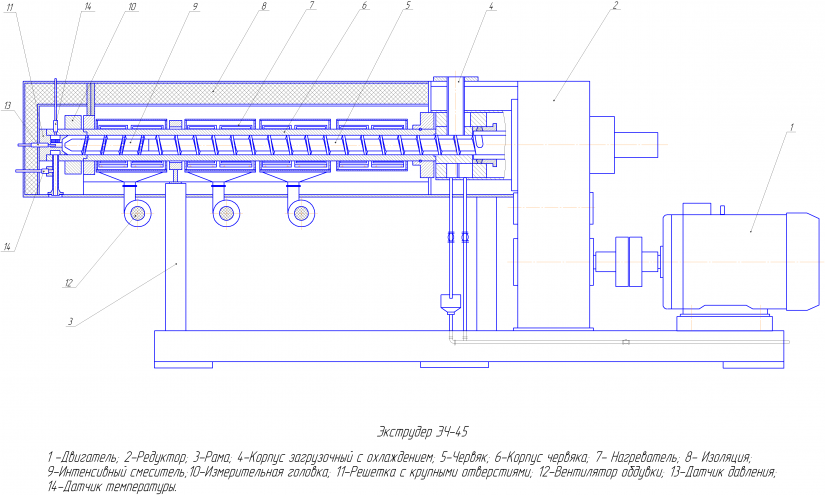
Методы работы
Рассматривая экструдер, что это такое, разберемся по порядку. Существует три основных метода обработки: холодное формование, горячая экструзия и термообработка. Наиболее распространен в последнее время метод горячей штамповки, который осуществляется при высоких давлениях и скоростях, когда происходит значительный переход механической энергии в тепловую. Для реализации процесса можно использовать шнековый экструдер, в котором основным рабочим органом является шнек специальной конструкции, вращающийся в цилиндрическом корпусе. Формирующая матрица находится на выходе.
Схема экструдера предполагает, что в конструкции его рабочей части установлены шнеки и камеры для точного выполнения поставленных задач. Имеются загрузочная камера, куда вводят сырье и гетерогенные добавки, закрытые камеры с отверстиями для измерения давления и температуры, а также добавления жидких веществ и отбора проб. Шнеки могут быть оснащены дополнительными элементами, благодаря чему движение продукта будет осуществляться с дополнительным сопротивлением, и в процессе все будет перемешиваться.
Экструдер: что это такое и как он работает?
Рабочую часть механизма с учетом стадий процесса обработки условно можно разделить на три зоны: первая, отвечающая за прием сырья; второй, отвечающий за пластификацию и сжатие; третья — зона экструзии продукта. Рабочая часть шнековых экструдеров может иметь одну из нескольких различных конструкций:
Одинарные шнеки: цилиндрические с постоянным или переменным шагом, конические, винтовые, конические с уменьшающимся шагом к выходу;
Сдвоенные шнеки: вращающиеся в одном направлении или разнонаправленные;
Сдвоенные шнеки с зацеплением: совместное вращение и самоочистка, встречное вращение и частичная очистка.
Применение
Экструдер зерна работает за счет того, что в частицах зерна в закрытой камере при нагревании происходит повышение внутреннего давления за счет испарения влаги. За счет мгновенной разгерметизации камеры происходит расширение паровоздушной смеси, что приводит к увеличению объема частиц зерна.
В кормовой промышленности чаще всего применяют одновинтовые механизмы с постоянным шагом и цилиндрической формой шнека. При производстве экструдеров такой конструкции используется комплект винтов, а между ними в строго определенной последовательности расположено несколько стопорных шайб, а винты и шайбы на шпильке фиксируются болтом с конусной головкой. Кожух рабочей части снабжен изнутри несколькими продольными каналами, обеспечивающими отсутствие перекручивания изделия во время движения. На выходе из корпуса имеется обычная конусная гайка, снабженная отверстием. Регулировка зазора между конусами болта шнека с выходной гайкой позволяет регулировать температуру продукта. Так работает экструдер. Что это такое, вы уже поняли, теперь осталось разобраться с другими моментами.
Производство механизмов
Различные модели экструдеров характеризуются различной конструкцией элементов, входящих в состав рабочей части, количеством рабочих камер, наличием дополнительных систем, расширяющих технологические возможности устройств, особенностями приводов, кормушки и другие детали. Форма цилиндра признана наиболее технологичной с точки зрения изготовления, что делает ее стоимость самой низкой.
Форма цилиндра признана наиболее технологичной с точки зрения изготовления, что делает ее стоимость самой низкой.
Технологии сегодня
Итак, можно рассмотреть, как работает экструдер. Что это такое было описано ранее, а теперь стоит определиться с некоторыми важными моментами. В современных конструкциях механизмов реализована технология сухого прессования. Названа так из-за того, что весь процесс осуществляется с помощью тепла, выделяющегося при прохождении продукта через рабочую часть механизма. При экструзии можно использовать пар. Для этого в устройстве имеется камера предварительной паровой обработки сырья. Использование пара позволяет повысить производительность и снизить износ основных деталей и узлов механизма.
Сухая экструзия
Весь процесс занимает не более 30 секунд. Этого времени достаточно для измельчения, термообработки, обезвоживания, перемешивания, дезинфекции, стабилизации и увеличения объема. Сделать экструдер своими руками можно, работая по этой технологии.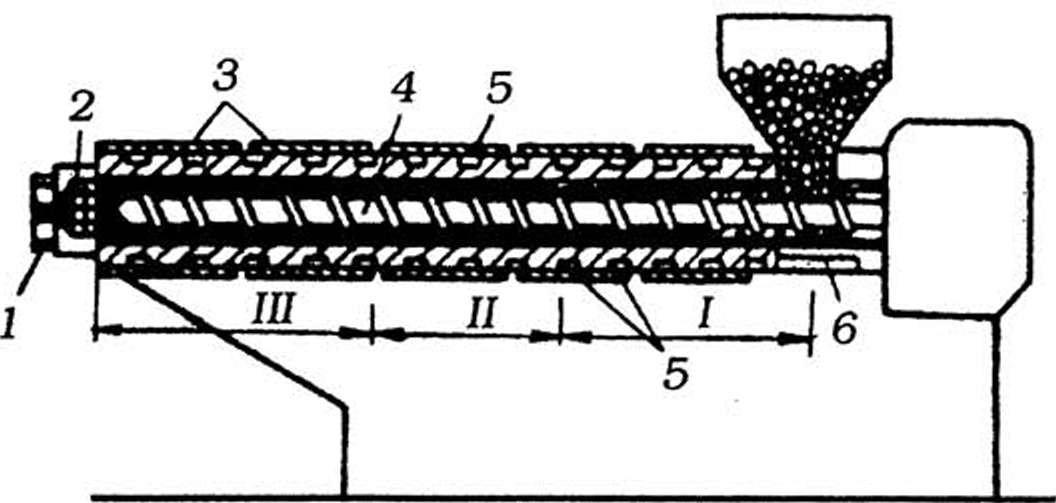 Для этого вам потребуется приобрести все элементы для будущего механизма, которые в дальнейшем будут соединяться в соответствии со схемой устройства. Вам понадобится шнек подходящей конфигурации, электродвигатель, который станет основой механизма, корпус будущего устройства, емкость подачи и емкость вывода, камера, в которой будет создаваться вакуум.
Для этого вам потребуется приобрести все элементы для будущего механизма, которые в дальнейшем будут соединяться в соответствии со схемой устройства. Вам понадобится шнек подходящей конфигурации, электродвигатель, который станет основой механизма, корпус будущего устройства, емкость подачи и емкость вывода, камера, в которой будет создаваться вакуум.
Альтернативные примеры
Процесс экструзии может использоваться не только в производстве. Существует такое устройство, как ручной сварочный экструдер, который предназначен для соединения полимерных материалов, а именно пленок, друг с другом путем нагревания их краев с одновременной стыковкой. Чаще всего такое приспособление используют для соединения элементов из термопластов. Эти вещества сейчас встречаются повсеместно. Это тазы, шланги, ведра, бочки, люки, баки, канализационные решетки, элементы внешней и внутренней отделки. Список может быть довольно длинным. Такое изобилие термопластов побудило промышленных производителей разработать очень компактные инструменты, предназначенные для работы с этими материалами в месте их использования.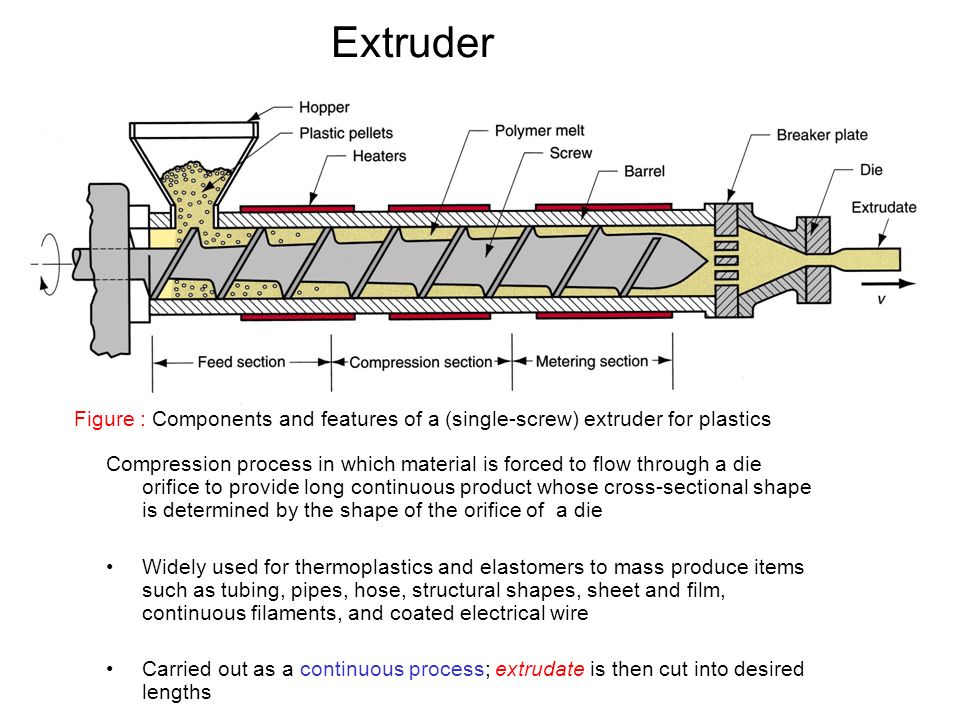 Именно для этого был разработан сварочный экструдер. Его использование значительно упростило сварку изделий из синтетических термопластов: поливинилхлорида, полиэтилена и полипропилена.
Именно для этого был разработан сварочный экструдер. Его использование значительно упростило сварку изделий из синтетических термопластов: поливинилхлорида, полиэтилена и полипропилена.
Экструзия считается распространенным методом получения полуфабрикатов или полимерных изделий. Такой процесс создается в пищевой промышленности или при производстве кормов для животных. Расплав полимера вытягивается с помощью головки экструдера в формовочную головку со специальным профилем.
Как продвигается процесс?
Большинство полимеров могут подвергаться экструзии: термопласты, эластомеры и другие материалы. Технология сварки экструдера используется уже много лет. При обработке на специальном оборудовании есть несколько разных характеристик: состав сырья, процент влажности и природа. Во время работы давление и температура могут изменяться. Где можно использовать сварочный экструдер?
- Обработка кормов.
- Создание пластика и полиэтилена.
- Создание труб.
- Производство продуктов питания.

Конструкция экструдера:
Экструдер для 3D-принтера своими руками
Особенность ручного 3D-принтера в том, что он работает на основе различных видов нитевидного пластика, чаще всего используется ABS и PLA . Устройство такого экструдера состоит из двух блоков, первый отвечает за подачу филамента, второй представляет собой сопло с нагревателем, охлаждающим устройство.
Как сделать самодельный экструдер для 3D-принтера? Для начала нужно подобрать шаговый двигатель или использовать вместо него двигатели от старых сканеров. Для монтажа двигателя вам понадобится корпус, специальный ролик и хот-энд. Корпус может быть изготовлен из разных материалов. Специальный ролик регулируется с помощью пружины, ведь толщина прутка редко бывает идеальной. Материал соединяется с питателем, но сцепление не должно быть слишком тугим, иначе кусочки пластика начнут отламываться.
Деталь под названием хотэнд можно купить, но цена достаточно высока, выгоднее будет скачать чертежи и сделать самому.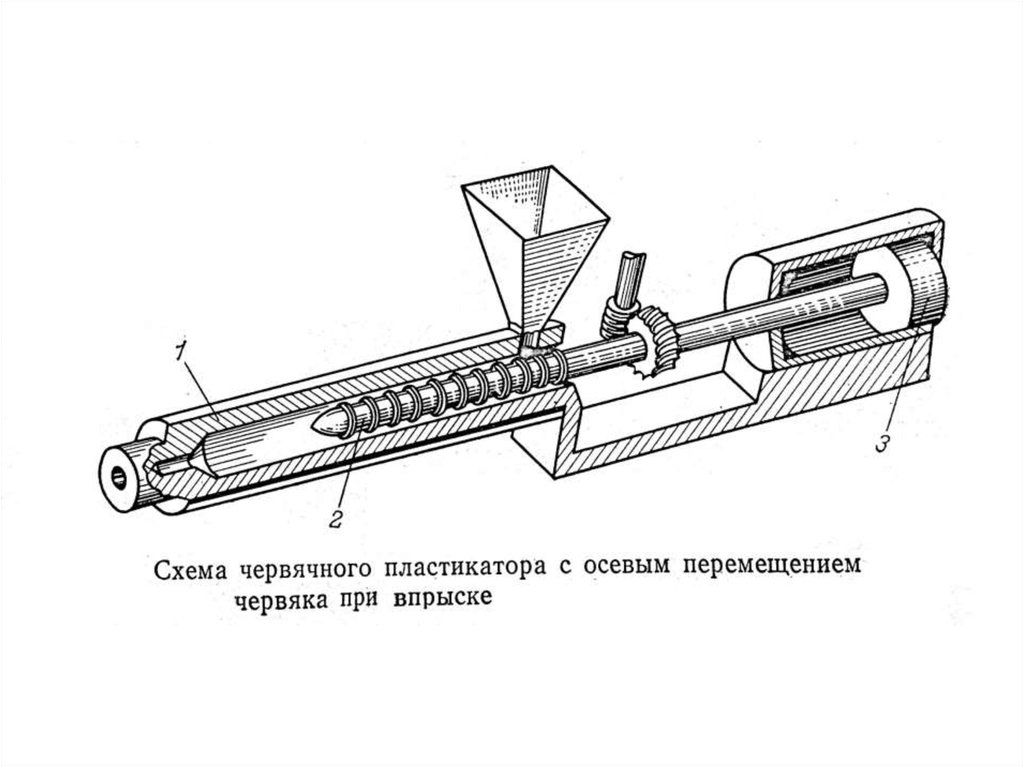 Радиатор изготовлен из алюминия для отвода тепла от ствола хотэнда. Это помогает убрать преждевременный нагрев материала.
Радиатор изготовлен из алюминия для отвода тепла от ствола хотэнда. Это помогает убрать преждевременный нагрев материала.
Лучшим решением является светодиодный радиатор, охлаждение осуществляется вентилятором. Ствол горячего конца изготовлен из металлической трубки, которая предназначена для соединения радиатора и нагревателя. Тонкий кусок трубки является тепловым барьером, который поглощает тепло в верхней части экструдера.
Нагреватель в самодельном 3D-экструдере изготовлен из алюминиевой пластины. Сначала в нем сверлится отверстие для крепления бочки хотэнда , затем создается отверстие для болта, резистора и термистора. Пластина нагревается резистором, а терморезистор регулирует температуру. Насадка изготовлена из глухой гайки с овальным концом.
При выборе гайки лучше брать латунь или медь, они очень легко поддаются обработке. Болт закрепляется в тисках, затем на него накручивается гайка, и последним этапом является создание отверстия в центре. Так создается самодельный экструдер для 3D-принтера.
Так создается самодельный экструдер для 3D-принтера.
Если вы не совсем понимаете, как сделать такое устройство для 3D-принтера, то вам стоит ознакомиться с видео и чертежами, чтобы упростить себе работу.
Экструдер для глины своими руками
Такое оборудование предназначено для лепки. С помощью таких ручных экструдеров можно работать с глиной и пластилином. Основной конструкцией для этого экструдера считается пластиковая бутылка прозрачного цвета. Перед работой его необходимо вымыть и высушить. Вытяните пластину из крышки с помощью иглы или булавки.
Далее нужно создать отверстие, из которого будет выдавливаться материал. Диаметр должен соответствовать линиям. Обрежьте края отверстия и возьмите металлический диск, к которому прикрепите ручку. Готово, теперь у вас есть экструдер для глины. Все очень просто и даже чертеж не нужен.
Заключение
Экструдер считается очень полезным, ведь благодаря такому инструменту можно создавать множество материалов, которые используются в жизненно важных сферах .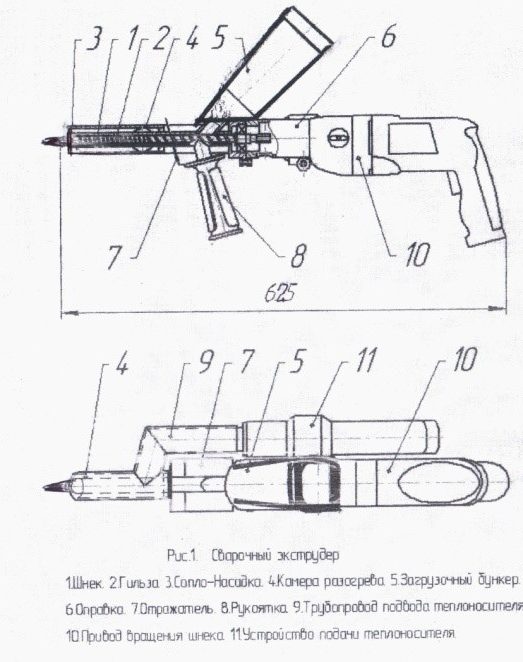 Устройство 3D-принтера изготавливает детали высочайшего качества, и делать его самому очень выгодно, на этом можно заработать приличные деньги. Создавая такой инструмент для 3D-принтера, не забудьте ознакомиться со схемой.
Устройство 3D-принтера изготавливает детали высочайшего качества, и делать его самому очень выгодно, на этом можно заработать приличные деньги. Создавая такой инструмент для 3D-принтера, не забудьте ознакомиться со схемой.
Экструзия является популярным методом получения полуфабрикатов или изделий из полимеров любой длины, поэтому самодельный экструдер в некоторых случаях может сэкономить вам деньги. Этот процесс используется в пищевой промышленности или при производстве кормов для животных. Процесс заключается в следующем: расплав полимера выдавливается с помощью головки экструдера в формовочную головку с требуемым профилем. Этот способ производства, наряду с литьем пластмасс под давлением, в настоящее время является одним из самых популярных. Экструдировать можно практически все полимеры: термопласты, эластомеры и другие материалы.
Экструдерная технология используется уже более шестидесяти лет. За этот длительный период появилось достаточно большое количество станков, изготовленных именно для использования этой технологии. Если посмотреть на экструдер подробно, то можно понять, что это такое. Процесс экструзии достаточно сложен, в его основе лежат физические и химические законы. Процесс протекает непосредственно под влиянием механических воздействий при воздействии высоких температур и наличии влаги. Благодаря тому, что механическая энергия преобразуется в тепловую, которая выделяется за счет внутреннего трения, материал при обработке нагревается.
При переработке по экструзионной технологии существует несколько взаимозаменяемых характеристик: состав предоставляемого сырья, процент его влажности и природа. Давление, температура и т. д. могут изменяться в процессе производства.
Применение:
- переработка кормов;
- производство пластмасс и полиэтилена;
- производство труб;
- производство продуктов питания.
Немного истории
Экструдер начали использовать еще в далеком девятнадцатом веке. А серийное производство этой техники началось в двадцатых годах прошлого века. Теперь экструдеры существенно отличаются от тех, что были раньше.
В современной промышленности экструдеры очень популярны, и вы можете выбирать из большого разнообразия типов. Покупать новый экструдер довольно дорого. Но есть экструдеры, которые можно сделать своими руками.
Наиболее простыми в изготовлении являются экструдеры для глины и корма. Чтобы изготовить другие виды этого оборудования самостоятельно, необходимо иметь хотя бы некоторые базовые инженерные знания. И эти экструдеры не требуют много времени на изготовление, да и материалы недорогие.
Вернуться к оглавлению
Детали экструдера
- головка экструдера. Он состоит из нагреваемого корпуса и формообразующего инструмента с отверстием. Корпус прикреплен к экструдеру. Инструментальное отверстие может быть сужающимся к центру или иметь форму круглого канала. Должен быть распределитель в виде спирали.
- Коронка или активатор улучшают сцепление поверхностей материала. Активаторы бывают разные, они отличаются по мощности, ширине, бывают с односторонней и двусторонней фиксацией, либо с изменяющейся шириной обработки поверхности.
- Горячий нож. Горячий нож устроен довольно просто, но он должен быть правильно направлен относительно гильзы, которая движется. Этот элемент почти удваивает урожайность. Горячий нож используется экономно.
- Шнек может быть включен или не включен в оборудование. Он рассчитан на высокую производительность и хорошую гомогенизацию расплава перерабатываемого полимерного материала.
- Устройство для тиснения. Он нужен для придания пленке особой жесткости и красивой подачи.
- Узел, обеспечивающий вращение головы. Вращение головки экструдера компенсирует постоянную неровность пленки, что улучшает качество рулона, но не улучшает качество пленки.
- Оборудование для складывания.
- Тяговое устройство экструдера.
- Оборудование для намотки.
- Кольцо воздуходувки экструдера.
Вернуться к оглавлению
Экструдеры для глины своими руками
Чтобы сделать простой экструдер для глины, вам понадобится обычная пластиковая бутылка любой формы.
Такие экструдеры называются формовочными экструдерами. С их помощью можно работать с различными глинами и пластилином. Эти экструдеры позволяют изготавливать различные детали и формы. Например, можно сделать человеческие волосы или четко нарисовать траву.
Основой для этого экструдера служит простая прозрачная пластиковая бутылка. Его надо хорошо вымыть и высушить, и крышку тоже.
С крышки с внутренней стороны нужно снять пластину. Это можно сделать с помощью иглы или булавки. Далее в нем необходимо сделать отверстие, из которого будет выдавливаться глина. Его диаметр должен быть таким же, как и толщина желаемых линий. Делается это острым ножом. Края отверстия гладкие.
Далее нужно взять металлический диск, к которому нужно прикрепить ручку в форме буквы «Т». Получившийся экструдер должен выглядеть как шприц. Плита должна быть изготовлена из прочного материала, чтобы в процессе эксплуатации она не меняла свою форму под давлением.
Вернуться к оглавлению
Немного об экструдере для сварки
Благодаря ручному сварочному экструдеру можно выполнять множество различных работ с полипропиленом и полиэтиленом.
Сначала может показаться, что эти материалы мало распространены и редко где используются.
Но на самом деле они используются во многих областях. Из таких материалов изготавливаются системы очистки воды, различные виды емкостей и т. д. с использованием данного вида ручного экструдера. В основном эти материалы пойдут как вспомогательные, но в любом случае без них не обойтись.
Сварочный ручной экструдер имеет ряд преимуществ. Любая модель экструдера для экструзионной сварки, которую вы выберете, будет намного лучше других.
Главным преимуществом такого оборудования является простота использования.
Такой экструдер может работать абсолютно в любом помещении и при различных условиях. Проще говоря, для работы нет необходимости готовить специально оборудованное помещение или мастерскую.
Ручной экструдер для сварки позволяет выполнять швы различных форм и конструкций. Это довольно удобно, ведь при этом вы можете самостоятельно контролировать всю работу. Часто бывает, что на одном участке шов нужно сделать тонким, а чуть дальше – потолще. Ни одно устройство не может сделать это автоматически.
Помимо всего вышеперечисленного, стоит учесть, что это устройство не слишком дорогое. Его цена будет приемлема практически для любого человека. Сварочный экструдер является необязательным при производстве. Довольно часто его используют в домашних условиях. Дальнейший уход и обслуживание не отнимут много денег. Этот экструдер может выполнять свою работу долгие годы, и он всегда остается актуальным и нужным приспособлением.
Ручные сварочные экструдеры бывают следующих типов:
- безвинтовые; винт
- ;
- вместе.
Комбинированные экструдеры целесообразно использовать при переработке композитных изделий. В этих устройствах используется как дисковая зона, так и винтовая часть. Это оборудование еще называют червячно-дисковым. Кроме того, этот тип экструдера обладает отличной функцией смешивания.
Экструдеры без шнеков используются для производства растворов полимеров, содержащих элементы высокого качества.
Обычно при покупке данного товара покупатель получает в комплекте несколько специальных насадок и подставок, но производители разные, поэтому комплектация тоже разная. Сварочный ручной экструдер может работать при температуре от 180 до 260°С. Чтобы ввести устройство в работу, необходимо подключить его к электросети. Желательно подключать его к напряжению 220 В.
Экструзионная сварка – достаточно сложный процесс, поэтому для того, чтобы сделать экструдер своими руками, необходимо иметь определенные знания и навыки. Разумнее будет приобрести оборудование у надежного производителя.
6091.00 — Наладчики, операторы и тендеристы экструдирующих и формовочных машин, синтетические и стеклянные волокна
Установка, эксплуатация или обслуживание машин, которые экструдируют и формируют непрерывные нити из синтетических материалов, таких как жидкий полимер, искусственный шелк и стекловолокно.
Образец заявленных должностей: Экструдер, оператор экструдера, оператор экструзионной линии, оператор экструзии, оператор гранулятора, оператор горячего конца, оператор гранулятора, опрокидыватель горшка, оператор шпинделя, оператор растягивания
Вы покинете O*NET OnLine, чтобы посетить наш дочерний сайт My Next Move. Вы можете вернуться, нажав кнопку Назад в браузере или выбрав «O*NET OnLine» в меню O*NET Sites внизу любой страницы в разделе «Мой следующий шаг».
Вы покинете O*NET OnLine, чтобы посетить наш дочерний сайт My Next Move for Veterans. Вы можете вернуться, нажав кнопку Назад в браузере или выбрав «O*NET OnLine» в меню O*NET Sites в нижней части любой страницы раздела «Мой следующий шаг для ветеранов».
Saldrá de O*NET OnLine для посещения нашего филиала Mi Próximo Paso. Зарегистрируйтесь, используя бот Atrás в навигаторе, или выберите «O*NET OnLine» в меню Sitios O*NET en la parte inferior de cualquier página en Mi Próximo Paso.
Work Activity Save Table: XLSX CSV
| Важность | Work Activity |
|---|---|
Получение информации — Наблюдение, получение и иное получение информации из всех соответствующих источников. | |
Управление машинами и процессами — Использование либо механизмов управления, либо прямой физической активности для управления машинами или процессами (за исключением компьютеров или транспортных средств). | |
Мониторинг процессов, материалов или окружения — Мониторинг и анализ информации из материалов, событий или окружающей среды для обнаружения или оценки проблем. | |
Идентификация объектов, действий и событий — Идентификация информации путем категоризации, оценки, распознавания различий или сходств и обнаружения изменений в обстоятельствах или событиях. | |
Проверка оборудования, конструкций или материалов — Проверка оборудования, конструкций или материалов для выявления причин ошибок или других проблем или дефектов. | |
Эксплуатационные транспортные средства, механизированные устройства или оборудование — Движение, маневрирование, навигация или управление транспортными средствами или механизированным оборудованием, таким как вилочные погрузчики, пассажирские транспортные средства, самолеты или плавсредства. | |
Обращение с предметами и их перемещение — Использование рук и рук при перемещении, установке, размещении и перемещении материалов, а также манипулировании вещами. | |
Принятие решений и решение проблем — Анализ информации и оценка результатов для выбора наилучшего решения и решения проблем. | |
Оценка качеств объектов, услуг или людей — Оценка ценности, важности или качества вещей или людей. | |
Общение с руководителями, коллегами или подчиненными — Предоставление информации руководителям, коллегам и подчиненным по телефону, в письменной форме, по электронной почте или лично. | |
Обработка информации — Компиляция, кодирование, категоризация, расчет, табулирование, аудит или проверка информации или данных. | |
Документирование/запись информации — Ввод, расшифровка, запись, хранение или ведение информации в письменной или электронной/магнитной форме. | |
Оценка информации для определения соответствия стандартам — Использование соответствующей информации и индивидуальных суждений для определения того, соответствуют ли события или процессы законам, правилам или стандартам. | |
Выполнение общих физических упражнений — Выполнение физических действий, требующих значительного использования рук и ног и движения всего тела, таких как лазание, поднятие тяжестей, балансирование, ходьба, наклоны и работа с материалами. | |
Анализ данных или информации — Определение основных принципов, причин или фактов информации путем разбиения информации или данных на отдельные части. | |
Оценка количественных характеристик продуктов, событий или информации — Оценка размеров, расстояний и количеств; или определение времени, затрат, ресурсов или материалов, необходимых для выполнения рабочей деятельности. | |
Обучение и обучение других — Выявление образовательных потребностей других, разработка формальных образовательных или обучающих программ или классов, а также обучение или инструктирование других. | |
Обновление и использование соответствующих знаний — Постоянное обновление технических знаний и применение новых знаний в своей работе. | |
Ремонт и техническое обслуживание механического оборудования — Обслуживание, ремонт, регулировка и испытание машин, устройств, движущихся частей и оборудования, которые работают преимущественно на основе механических (не электронных) принципов. | |
Коучинг и развитие других — Выявление потребностей других в развитии и обучение, наставничество или иная помощь другим в улучшении их знаний или навыков. | |
Руководство, направление и мотивация подчиненных — Предоставление указаний и указаний подчиненным, включая установление стандартов производительности и контроль за производительностью. | |
Развитие и создание команд — Поощрение и укрепление взаимного доверия, уважения и сотрудничества между членами команды. | |
Интерпретация значения информации для других — Перевод или объяснение того, что означает информация и как ее можно использовать. | |
Организация, планирование и расстановка приоритетов в работе — Разработка конкретных целей и планов для расстановки приоритетов, организации и выполнения вашей работы. | |
Креативное мышление — Разработка, проектирование или создание новых приложений, идей, отношений, систем или продуктов, включая творческий вклад. | |
Установление и поддержание межличностных отношений — Развитие конструктивных и совместных рабочих отношений с другими людьми и поддержание их с течением времени. | |
Планирование работы и мероприятий — Планирование мероприятий, программ и мероприятий, а также работы других лиц. | |
Работа с компьютерами — Использование компьютеров и компьютерных систем (включая аппаратное и программное обеспечение) для программирования, написания программного обеспечения, настройки функций, ввода данных или обработки информации. | |
Координация работы и деятельности других — Привлечение членов группы к совместной работе для выполнения задач. | |
Разработка целей и стратегий — Установление долгосрочных целей и определение стратегий и действий для их достижения. | |
Разрешение конфликтов и ведение переговоров с другими — Рассмотрение жалоб, урегулирование споров, разрешение жалоб и конфликтов или иное ведение переговоров с другими. | |
Помощь и забота о других — Предоставление личной помощи, медицинской помощи, эмоциональной поддержки или другой личной помощи другим людям, таким как коллеги, клиенты или пациенты. | |
Предоставление консультаций и советов другим — Предоставление рекомендаций и экспертных советов руководству или другим группам по техническим, системным или технологическим темам. | |
Ремонт и обслуживание электронного оборудования — Обслуживание, ремонт, калибровка, регулировка, точная настройка или испытания машин, устройств и оборудования, которые работают преимущественно на основе электрических или электронных (не механических) принципов. | |
Мониторинг и контроль ресурсов — Мониторинг и контроль ресурсов и надзор за расходованием денег. | |
Укомплектование штатов организационных подразделений — Рекрутинг, собеседование, отбор, прием на работу и продвижение по службе сотрудников в организации. | |
Выполнение административных действий — Выполнение повседневных административных задач, таких как ведение информационных файлов и обработка документов. | |
Составление, компоновка и спецификация технических устройств, деталей и оборудования — Предоставление документации, подробных инструкций, чертежей или спецификаций для информирования других о том, как устройства, детали, оборудование или конструкции должны быть изготовлены, сконструированы, собираются, модифицируются, обслуживаются или используются. | |
Общение с людьми вне организации — Общение с людьми вне организации, представление организации перед клиентами, общественностью, правительством и другими внешними источниками. Данной информацией можно обмениваться лично, в письменной форме, по телефону или электронной почте. | |
Выступление или работа непосредственно с публикой — Выступление для людей или работа непосредственно с публикой. Это включает в себя обслуживание клиентов в ресторанах и магазинах, а также прием клиентов или гостей. | |
Продажа или влияние на других — Убеждение других покупать товары/товары или иным образом изменить свое мнение или действия. |
вернуться к началу
Подробная таблица сохранения рабочих операций: XLSX CSV
Эксплуатация оборудования для формовки металла или пластика.
Настройте средства управления оборудованием, чтобы регулировать поток производственных материалов или продуктов.
Уведомлять других о необходимости ремонта или технического обслуживания оборудования.
Сигнал другим для координации работы.
Мониторинг работы оборудования для обеспечения его надлежащего функционирования.
Чистое производственное оборудование.
Загрузка материалов в производственное оборудование.
Запись операционных или производственных данных.
Маркировать продукты, заготовки или оборудование идентифицирующей информацией.
Эксплуатация насосных систем или оборудования.
Наблюдайте за работающим оборудованием для выявления неисправностей.
Обслуживание производственного или технологического оборудования.
Разместите контейнеры для приема материалов или заготовок.
Резка промышленных материалов при подготовке к изготовлению или обработке.
Отрегулируйте средства управления оборудованием, чтобы отрегулировать поток воды, чистящих растворов или других жидкостей.
Регулировка температуры печей или другого нагревательного оборудования.
Перемещение продуктов, материалов или оборудования между рабочими зонами.
Удаление продуктов или заготовок из производственного оборудования.
Поиск профессий, связанных с несколькими подробными видами деятельности
к началу страницы
Таблица сохранения рабочего контекста: XLSX CSV
Носите обычное защитное оборудование или оборудование для обеспечения безопасности, такое как защитная обувь, очки, перчатки, средства защиты органов слуха, каски или спасательные жилеты — Насколько эта работа требует ношения обычного защитного снаряжения, такого как защитная обувь, очки, перчатки, каски или спасательные жилеты?
Личные беседы — Как часто вам приходится вести личные беседы с отдельными лицами или группами на этой работе?
Звуки и уровни шума отвлекают или вызывают дискомфорт — Как часто эта работа связана с воздействием звуков и шумов, которые отвлекают или вызывают дискомфорт?
75%
ответил: Каждый день
22%
ответил: Раз в неделю или чаще, но не каждый день
Exposed to Contaminants — Как часто эта работа требует работы, подверженной воздействию загрязняющих веществ (таких как загрязняющие вещества, газы, пыль или запахи)?
72%
ответил: Каждый день
25%
ответил: Раз в неделю или чаще, но не каждый день
Работа в рабочей группе или команде — Насколько важно работать с другими в группе или команде в этой работе?
73%
ответил: Чрезвычайно важно
15%
ответил: Очень важно
В помещении с соблюдением требований по охране окружающей среды — Как часто эта работа требует работы в помещении в условиях с соблюдением требований по охране окружающей среды?
70%
ответил: Каждый день
22%
ответил: Раз в неделю или чаще, но не каждый день
Контакты с другими — Насколько эта работа требует от работника контакта с другими людьми (лицом к лицу, по телефону или иным образом) для ее выполнения?
56%
ответил: Постоянный контакт с другими
32%
ответил: Контакт с другими большую часть времени
12%
ответил: Контакт с другими примерно в половине случаев
Очень высокие или низкие температуры — Как часто эта работа требует работы при очень высоких (выше 90 градусов по Фаренгейту) или очень низких (ниже 32 градусов по Фаренгейту) температурах?
54%
ответил: Каждый день
32%
ответил: Раз в неделю или чаще, но не каждый день
Частота принятия решений — Как часто работник должен принимать решения, которые затрагивают других людей, финансовые ресурсы и/или имидж и репутацию организации?
65%
ответил: Каждый день
25%
ответил: Раз в месяц или чаще, но не каждую неделю
Продолжительность типичной рабочей недели — Количество часов, обычно отработанных за одну неделю.
Важность точности или аккуратности — Насколько важно быть очень точным или очень аккуратным при выполнении этой работы?
15%
ответил: Чрезвычайно важно
74%
ответил: Очень важно
11%
ответил: Важно
Телефон — Как часто вы разговариваете по телефону на этой работе?
64%
ответил: Каждый день
12%
ответил: Раз в неделю или чаще, но не каждый день
17%
ответил: Никогда
Влияние решений на сотрудников или результаты компании — Какие последствия обычно имеют ваши решения для других людей, имиджа, репутации или финансовых ресурсов вашего работодателя?
47%
ответил: Очень важные результаты
40%
ответил: Умеренные результаты
Проводите время, используя руки, чтобы обращаться с предметами, инструментами или элементами управления, управлять ими или осязать их — Насколько эта работа требует использования ваших рук для манипуляций, управления или осязания объектов, инструментов или элементов управления?
51%
ответил: Постоянно или почти постоянно
17%
ответил: Более чем в половине случаев
27%
ответил: Менее чем в половине случаев
Нехватка времени — Как часто эта работа требует от работника соблюдения жестких сроков?
36%
ответил: Каждый день
32%
ответил: Раз в неделю или чаще, но не каждый день
25%
ответил: Раз в месяц или чаще, но не каждую неделю
Ответственность за здоровье и безопасность других — Насколько высока ответственность за здоровье и безопасность других на этой работе?
24%
ответил: Очень высокая ответственность
32%
ответил: Высокая ответственность
44%
ответил: Умеренная ответственность
Последствия ошибки — Насколько серьезным будет обычно результат, если работник допустит ошибку, которую нелегко исправить?
35%
ответил: Чрезвычайно серьезный
37%
ответил: Очень серьезно
12%
ответил: Довольно серьезно
Ответственность за итоги и результаты — Насколько работник несет ответственность за итоги работы и результаты других работников?
34%
ответил: Очень высокая ответственность
28%
ответил: Высокая ответственность
22%
ответил: Умеренная ответственность
12%
ответил: Ограниченная ответственность
Свобода принятия решений — Сколько свободы принятия решений без надзора дает работа?
Координировать или руководить другими — Насколько важно координировать или руководить другими в выполнении рабочих действий на этой должности?
Электронная почта — Как часто вы используете электронную почту на этой работе?
43%
ответил: Каждый день
31%
ответил: Раз в неделю или чаще, но не каждый день
26%
ответил: Никогда
Темп определяется скоростью оборудования — Насколько важно для этой работы, чтобы темп определялся скоростью оборудования или механизмов? (Это не относится к постоянной занятости на этой работе.
)28%
ответил: Чрезвычайно важно
49%
ответил: Очень важно
22%
ответил: Совсем не важно
Структурированная и неструктурированная работа — В какой степени эта работа структурирована для работника, а не позволяет работнику определять задачи, приоритеты и цели?
Тратить время на стояние — Сколько эта работа требует стояния?
23%
ответил: Более чем в половине случаев
67%
ответил: Примерно в половине случаев
Воздействие опасного оборудования — Как часто эта работа требует воздействия опасного оборудования?
Важность повторения одних и тех же задач — Насколько важно повторение одних и тех же физических действий (например, ввод ключа) или умственных действий (например, проверка записей в бухгалтерской книге) снова и снова без остановки для выполнения этой работы?
30%
ответил: Очень важно
52%
ответил: Важно
В помещении, без контроля окружающей среды — Как часто эта работа требует работы в помещении в неконтролируемых условиях окружающей среды (например, склад без отопления)?
Физическая близость — В какой степени эта работа требует от работника выполнения рабочих задач в непосредственной физической близости от других людей?
49%
ответил: Умеренно близко (на расстоянии вытянутой руки)
26%
ответил: Я работаю с другими, но не тесно (например, личный кабинет)
Степень автоматизации — Насколько автоматизирована работа?
35%
ответил: Высокоавтоматизированный
47%
ответил: Умеренно автоматизированный
14%
ответил: Слегка автоматизированный
Уровень конкуренции — В какой степени эта работа требует от работника конкуренции или осведомленности о конкурентном давлении?
15%
ответил: Чрезвычайно конкурентоспособный
13%
ответил: Высокая конкурентоспособность
14%
ответил: Немного конкурентоспособный
Частота конфликтных ситуаций — Как часто работнику приходится сталкиваться с конфликтными ситуациями на этой работе?
46%
ответил: Раз в неделю или чаще, но не каждый день
35%
ответил: Раз в год или чаще, но не каждый месяц
Письма и записки — Как часто работа требует письменных писем и записок?
45%
ответил: Раз в неделю или чаще, но не каждый день
32%
ответил: Раз в месяц или чаще, но не каждую неделю
21%
ответил: Никогда
Воздействие легких ожогов, порезов, укусов или укусов — Как часто эта работа требует воздействия незначительных ожогов, порезов, укусов или укусов?
28%
ответил: Каждый день
12%
ответил: Раз в неделю или чаще, но не каждый день
26%
ответил: Раз в месяц или чаще, но не каждую неделю
34%
ответил: Никогда
Тратить время на выполнение повторяющихся движений — Сколько времени требуется для этой работы на выполнение повторяющихся движений?
14%
ответил: Постоянно или почти постоянно
12%
ответил: Более чем в половине случаев
35%
ответил: Примерно в половине случаев
39%
ответил: Менее чем в половине случаев
Тратьте время на ходьбу и бег — Сколько времени эта работа требует ходьбы и бега?
20%
ответил: Более чем в половине случаев
28%
ответил: Примерно в половине случаев
43%
ответил: Менее чем в половине случаев
Иметь дело с неприятными или злыми людьми — Как часто работнику приходится иметь дело с неприятными, злыми или невежливыми людьми в рамках служебных обязанностей?
Тратить время на сгибание или скручивание тела — Насколько эта работа требует сгибания или скручивания тела?
11%
ответил: Постоянно или почти постоянно
14%
ответил: Более чем в половине случаев
11%
ответил: Примерно в половине случаев
12%
ответил: Никогда
Воздействие опасных условий — Как часто эта работа требует воздействия опасных условий?
24%
ответил: Каждый день
27%
ответил: Раз в год или чаще, но не каждый месяц
37%
ответил: Никогда
В открытом транспортном средстве или оборудовании — Как часто эта работа требует работы в открытом транспортном средстве или оборудовании (например, тракторе)?
Публичное выступление — Как часто вам приходится выступать на этой работе?
47%
ответил: Раз в месяц или чаще, но не каждую неделю
25%
ответил: Раз в год или чаще, но не каждый месяц
24%
ответил: Никогда
Тесное рабочее место, неудобное положение — Как часто эта работа требует работы в тесном рабочем пространстве, что требует попадания в неудобное положение?
14%
ответил: Раз в неделю или чаще, но не каждый день
12%
ответил: Раз в месяц или чаще, но не каждую неделю
27%
ответил: Раз в год или чаще, но не каждый месяц
38%
ответил: Никогда
Проводите время сидя — Сколько эта работа требует сидения?
32%
ответил: Примерно в половине случаев
61%
ответил: Менее чем в половине случаев
Работа с внешними клиентами — Насколько важно для этой работы работать с внешними клиентами или общественностью?
27%
ответил: Чрезвычайно важно
12%
ответил: Достаточно важный
61%
ответил: Совсем не важно
Воздействие на высокие места — Как часто эта работа требует воздействия на высокие места?
15%
ответил: Раз в месяц или чаще, но не каждую неделю
34%
ответил: Раз в год или чаще, но не каждый месяц
39%
ответил: Никогда
Чрезвычайно яркое или недостаточное освещение — Как часто эта работа требует работы в условиях очень яркого или недостаточного освещения?
Носить специализированное защитное или предохранительное оборудование, такое как дыхательный аппарат, привязные ремни, костюмы полной защиты или средства защиты от радиации защита от радиации?
В закрытом транспортном средстве или оборудовании — Как часто эта работа требует работы в закрытом транспортном средстве или оборудовании (например, автомобиле)?
На открытом воздухе, при любых погодных условиях — Как часто эта работа требует работы на открытом воздухе при любых погодных условиях?
Проводить время стоя на коленях, приседая, сутулясь или ползая — Насколько эта работа требует стояния на коленях, сидения на корточках, сутулости или ползания?
11%
ответил: Примерно в половине случаев
39%
ответил: Менее чем в половине случаев
48%
ответил: Никогда
Тратить время на лазание по лестницам, лесам или столбам — Сколько времени требуется для лазания по лестницам, лесам или столбам для этой работы?
Тратить время на поддержание или восстановление баланса — Насколько эта работа требует сохранения или восстановления равновесия?
Графики работы — Насколько регулярны графики работы для этой работы?
20%
ответил: Нерегулярные (изменения в зависимости от погодных условий, производственных потребностей или срока действия контракта)
81%
ответил: Регулярный (установленный режим, установленный график)
Воздействие радиации — Как часто эта работа требует воздействия радиации?
88%
ответил: Никогда
Воздействие вибрации всего тела — Как часто эта работа требует воздействия вибрации всего тела (например, работа с отбойным молотком)?
85%
ответил: Никогда
Работа с физически агрессивными людьми — Как часто на этой работе работнику приходится сталкиваться с физической агрессией агрессивных лиц?
Подверженность болезням или инфекциям — Как часто эта работа требует контакта с болезнями/инфекциями?
На открытом воздухе, под навесом — Как часто эта работа требует работы на открытом воздухе, под навесом (например, строение с крышей, но без стен)?
к началу
Рабочая зона Таблица сохранения: XLSX CSV
- Должность
- Зона работы 2: необходима некоторая подготовка
- Образование
- Для этих профессий обычно требуется диплом средней школы.
- Соответствующий опыт
- Обычно требуются некоторые предыдущие навыки, знания или опыт, связанные с работой. Например, кассиру будет полезен опыт работы непосредственно с общественностью.
- Профессиональное обучение
- Сотрудникам этих профессий требуется от нескольких месяцев до одного года работы с опытными сотрудниками. С этими профессиями может быть связана признанная программа ученичества.
- Примеры рабочих зон
- Эти профессии часто предполагают использование ваших знаний и навыков для помощи другим. Примеры включают санитаров, кассиров и клерков по аренде, представителей службы поддержки клиентов, охранников, обойщиков, кассиров и техников зуботехнической лаборатории.
- Диапазон SVP
- Подготовка от 3 месяцев до 1 года (от 4,0 до < 6,0)
вернуться к началу
Обучение и сертификаты
- Государственное обучение
Select a StateAlabamaAlaskaArizonaArkansasCaliforniaColoradoConnecticutDelawareDistrict of ColumbiaFloridaGeorgiaHawaiiIdahoIllinoisIndianaIowaKansasKentuckyLouisianaMaineMarylandMassachusettsMichiganMinnesotaMississippiMissouriMontanaNebraskaNevadaNew HampshireNew JerseyNew MexicoNew YorkNorth CarolinaNorth DakotaOhioOklahomaOregonPennsylvaniaRhode IslandSouth CarolinaSouth DakotaTennesseeTexasUtahVermontVirginiaWashingtonWest VirginiaWisconsinWyomingAmerican SamoaGuamNorthern Mariana IslandsPuerto RicoVirgin Islands
- Местное обучение
Почтовый индекс
- Сертификаты
Найти сертификаты по всей стране
- Ученичество
- Есть карьерный путь или местоположение в виду? Посетите Apprenticeship. gov
внешний сайт , чтобы найти возможности обучения рядом с вами.
к началу страницы
Таблица сохранения навыков: XLSX CSV
| Важность | Навыки |
|---|---|
Мониторинг операций — Наблюдение за датчиками, циферблатами или другими индикаторами, чтобы убедиться, что машина работает правильно. | |
Эксплуатация и управление — Управление работой оборудования или систем. | |
Мониторинг — Мониторинг/Оценка собственной деятельности, других лиц или организаций для внесения улучшений или принятия корректирующих мер. | |
Активное слушание — Уделять полное внимание тому, что говорят другие люди, уделять время тому, чтобы понять высказанные мысли, задавать вопросы по мере необходимости и не перебивать в неподходящее время. | |
Решение сложных проблем — Выявление сложных проблем и анализ соответствующей информации для разработки и оценки вариантов и реализации решений. | |
Координация — Регулировка действий по отношению к действиям других. | |
Оценка и принятие решений — Рассмотрение относительных затрат и выгод возможных действий для выбора наиболее подходящего. | |
Анализ контроля качества — Проведение испытаний и проверок продуктов, услуг или процессов для оценки качества или производительности. | |
Разговор — Общение с другими для эффективной передачи информации. | |
Тайм-менеджмент — Управление своим временем и временем других. | |
Критическое мышление — Использование логики и рассуждений для определения сильных и слабых сторон альтернативных решений, выводов или подходов к проблемам. | |
Понимание прочитанного — Понимание письменных предложений и абзацев в рабочих документах. | |
Ремонт — Ремонт машин или систем с использованием необходимых инструментов. | |
Поиск и устранение неисправностей — Определение причин ошибок в работе и принятие решения о том, что с этим делать. | |
Активное обучение — Понимание значения новой информации как для текущего, так и для будущего решения проблем и принятия решений. | |
Техническое обслуживание оборудования — Выполнение планового технического обслуживания оборудования и определение времени и вида технического обслуживания. | |
Выбор оборудования — Определение типа инструментов и оборудования, необходимых для выполнения работы. | |
Социальная восприимчивость — Осведомленность о реакциях других и понимание того, почему они реагируют так, а не иначе. | |
Письмо — Эффективное письменное общение в соответствии с потребностями аудитории. | |
Instructing — Обучение других тому, как что-то делать. | |
Стратегии обучения — Выбор и использование методов и процедур обучения/обучения, соответствующих ситуации при изучении или обучении новым вещам. | |
Убеждение — Убеждение других изменить свое мнение или поведение. | |
Управление кадровыми ресурсами — Мотивация, развитие и руководство людьми во время их работы, выявление лучших людей для работы. | |
Переговоры — Объединить других и попытаться примирить разногласия. | |
Сервисная ориентация — Активный поиск способов помочь людям. | |
Управление материальными ресурсами — Приобретение и обеспечение надлежащего использования оборудования, средств и материалов, необходимых для выполнения определенной работы. | |
Математика — Использование математики для решения задач. | |
Анализ операций — Анализ потребностей и требований к продукту для создания дизайна. | |
Системный анализ — Определение того, как должна работать система и как изменения условий, операций и окружающей среды повлияют на результаты. | |
Оценка систем — Определение мер или показателей производительности системы и действий, необходимых для улучшения или корректировки производительности относительно целей системы. | |
Управление финансовыми ресурсами — Определение того, как деньги будут потрачены на выполнение работы, и учет этих расходов. | |
Технологический дизайн — Создание или адаптация оборудования и технологий для удовлетворения потребностей пользователей. | |
Программирование — Написание компьютерных программ различного назначения. | |
Наука — Использование научных правил и методов для решения проблем. | |
Установка — Установка оборудования, машин, проводки или программ в соответствии со спецификациями. |
вернуться к началу
Таблица сохранения знаний: XLSX CSV
| Важность | Знания | Производство и переработка — Знание сырья, производственных процессов, контроля качества, затрат и других методов для максимального повышения эффективности производства и распределения товаров. |
|---|---|
Английский язык — Знание структуры и содержания английского языка, включая значение и правописание слов, правила составления и грамматику. | |
Образование и обучение — Знание принципов и методов разработки учебных программ и обучения, преподавания и инструктажа для отдельных лиц и групп, а также измерение результатов обучения. | |
Математика — Знание арифметики, алгебры, геометрии, исчисления, статистики и их приложений. | |
Механический — Знание машин и инструментов, включая их конструкции, использование, ремонт и техническое обслуживание. | |
Клиентское и личное обслуживание — Знание принципов и процессов предоставления клиентских и личных услуг. Это включает в себя оценку потребностей клиентов, соответствие стандартам качества услуг и оценку удовлетворенности клиентов. | |
Администрирование и управление — Знание принципов бизнеса и управления, связанных со стратегическим планированием, распределением ресурсов, моделированием человеческих ресурсов, методами лидерства, производственными методами и координацией людей и ресурсов. | |
Общественная безопасность — Знание соответствующего оборудования, политик, процедур и стратегий для продвижения эффективных местных, государственных или национальных операций по обеспечению безопасности для защиты людей, данных, имущества и учреждений. | |
Компьютеры и электроника — Знание печатных плат, процессоров, чипов, электронного оборудования, компьютерного оборудования и программного обеспечения, включая приложения и программирование. | |
Инженерия и технологии — Знание практического применения технических наук и технологий. Это включает в себя применение принципов, методов, процедур и оборудования для проектирования и производства различных товаров и услуг. | |
Персонал и человеческие ресурсы — Знание принципов и процедур найма, отбора, обучения персонала, компенсаций и льгот, трудовых отношений и переговоров, а также систем кадровой информации. | |
Административный — Знание административных и офисных процедур и систем, таких как обработка текстов, управление файлами и записями, стенография и транскрипция, разработка форм и знание рабочей терминологии. | |
Дизайн — Знание методов проектирования, инструментов и принципов, используемых в производстве точных технических планов, чертежей, чертежей и моделей. | |
Право и управление — Знание законов, сводов законов, судебных процедур, прецедентов, постановлений правительства, исполнительных распоряжений, ведомственных правил и демократического политического процесса. | |
Телекоммуникации — Знание передачи, вещания, коммутации, управления и эксплуатации телекоммуникационных систем. | |
Транспорт — Знание принципов и методов перевозки людей или грузов воздушным, железнодорожным, морским или автомобильным транспортом, включая относительные затраты и выгоды. | |
Физика — Знание и предсказание физических принципов, законов, их взаимосвязей и приложений для понимания динамики жидкостей, материалов и атмосферы, а также механических, электрических, атомных и субатомных структур и процессов. | |
Психология — Знание человеческого поведения и деятельности; индивидуальные различия в способностях, личности и интересах; обучение и мотивация; психологические методы исследования; и оценка и лечение поведенческих и аффективных расстройств. | |
Экономика и бухгалтерский учет — Знание принципов и практики экономики и бухгалтерского учета, финансовых рынков, банковского дела, а также анализа и представления финансовых данных. | |
Продажи и маркетинг — Знание принципов и методов демонстрации, продвижения и продажи товаров или услуг. Это включает в себя маркетинговую стратегию и тактику, демонстрацию продукта, методы продаж и системы контроля продаж. | |
Медицина и стоматология — Знание информации и методов, необходимых для диагностики и лечения травм, заболеваний и уродств человека. Это включает в себя симптомы, альтернативы лечения, свойства и взаимодействие лекарств, а также профилактические меры по охране здоровья. | |
Терапия и консультирование — Знание принципов, методов и процедур диагностики, лечения и реабилитации физических и психических дисфункций, а также консультирования и руководства по вопросам карьеры. | |
Коммуникации и средства массовой информации — Знание технологий и методов производства, коммуникации и распространения средств массовой информации. Сюда входят альтернативные способы информирования и развлечения с помощью письменных, устных и визуальных средств массовой информации. | |
Иностранный язык — Знание структуры и содержания иностранного (не английского) языка, включая значение и правописание слов, правила построения и грамматики, а также произношение. | |
Строительство — Знание материалов, методов и инструментов, используемых при строительстве или ремонте домов, зданий или других сооружений, таких как шоссе и дороги. | |
Химия — Знание химического состава, строения и свойств веществ и химических процессов и превращений, которым они подвергаются. Это включает в себя использование химических веществ и их взаимодействие, знаки опасности, методы производства и методы утилизации. | |
Философия и теология — Знание различных философских систем и религий. Это включает в себя их основные принципы, ценности, этику, образ мыслей, обычаи, обычаи и их влияние на человеческую культуру. | |
Социология и антропология — Знание группового поведения и динамики, социальных тенденций и влияний, человеческих миграций, этнической принадлежности, культур, их истории и происхождения. | |
Производство продуктов питания — Знание методов и оборудования для посадки, выращивания и сбора пищевых продуктов (растительных и животных) для потребления, включая методы хранения/обработки. | |
Изобразительное искусство — Знание теории и методов, необходимых для сочинения, производства и исполнения произведений музыки, танца, изобразительного искусства, драмы и скульптуры. | |
История и археология — Знание исторических событий и их причин, показателей и влияния на цивилизации и культуры. | |
Биология — Знание растительных и животных организмов, их тканей, клеток, функций, взаимозависимостей и взаимодействий друг с другом и окружающей средой. | |
География — Знание принципов и методов описания свойств суши, моря и воздушных масс, включая их физические характеристики, расположение, взаимосвязь и распространение растений, животных и человека. |
вернуться к началу
Образование
Какой уровень образования требуется новому сотруднику для выполнения работы в этой профессии? Респонденты сказали:
ответил: Требуется аттестат о среднем образовании или его эквивалент подробнее
ответил: Требуется аттестат не ниже среднего
ответил: Требуется аттестат о среднем образовании
к началу страницы
Таблица сохранения способностей: XLSX CSV
| Важность | Способность |
|---|---|
Точность управления — Способность быстро и многократно устанавливать органы управления машиной или транспортным средством в точное положение. | |
Чувствительность к проблемам — Способность определить, когда что-то не так или может пойти не так. Это не включает в себя решение проблемы, а только признание того, что проблема есть. | |
Близкое зрение — Способность видеть детали на близком расстоянии (в пределах нескольких футов от наблюдателя). | |
Устойчивость руки-руки — Способность удерживать руку и руку неподвижно при движении руки или удерживании руки и кисти в одном положении. | |
Ловкость пальцев — Способность совершать точно скоординированные движения пальцев одной или обеих рук, чтобы хватать, манипулировать или собирать очень маленькие предметы. | |
Устное понимание — Способность слушать и понимать информацию и идеи, представленные в произнесенных словах и предложениях. | |
Ловкость рук — Способность быстро двигать рукой, рукой вместе с рукой или двумя руками, чтобы хватать, манипулировать или собирать предметы. | |
Многоконечность Координация — Способность координировать две или более конечности (например, две руки, две ноги или одну ногу и одну руку) в положении сидя, стоя или лежа. Он не включает в себя выполнение действий, когда все тело находится в движении. | |
Время реакции — Способность быстро реагировать (рукой, пальцем или ногой) на сигнал (звук, свет, изображение) при его появлении. | |
Дедуктивное рассуждение — Способность применять общие правила к конкретным задачам для получения осмысленных ответов. | |
Индуктивное мышление — Способность объединять фрагменты информации для формирования общих правил или выводов (включает в себя нахождение взаимосвязи между, казалось бы, несвязанными событиями). | |
Заказ информации — Способность упорядочивать предметы или действия в определенном порядке или образце в соответствии с определенным правилом или набором правил (например, сочетания чисел, букв, слов, изображений, математических операций). | |
Устное выражение — Способность передавать информацию и идеи в устной форме так, чтобы другие поняли. | |
Контроль скорости — Возможность рассчитать время ваших движений или движения части оборудования в ожидании изменений скорости и/или направления движущегося объекта или сцены. | |
Слуховое внимание — Способность фокусироваться на одном источнике звука в присутствии других отвлекающих звуков. | |
Гибкость категории — Способность генерировать или использовать различные наборы правил для комбинирования или группировки вещей различными способами. | |
Гибкость закрытия — Способность идентифицировать или обнаружить известный узор (фигуру, объект, слово или звук), который скрыт в другом отвлекающем материале. | |
Скорость восприятия — Способность быстро и точно сравнивать сходства и различия между наборами букв, цифр, объектов, изображений или узоров. Сравниваемые предметы могут быть представлены одновременно или один за другим. Эта способность также включает в себя сравнение представленного объекта с запомненным объектом. | |
Избирательное внимание — Способность концентрироваться на задаче в течение определенного периода времени, не отвлекаясь. | |
Ясность речи — Способность говорить четко, чтобы другие могли вас понять. | |
Совместное использование времени — Способность переключаться между двумя или более действиями или источниками информации (например, речью, звуками, прикосновениями или другими источниками). | |
Сила туловища — Способность использовать мышцы брюшного пресса и нижней части спины для многократной или непрерывной поддержки части тела в течение долгого времени без «отдачи» или утомления. | |
Визуализация — Способность представить, как что-то будет выглядеть после того, как оно будет перемещено или когда его части будут перемещены или переставлены. | |
Письменное понимание — Способность читать и понимать информацию и идеи, представленные в письменной форме. | |
Степень Гибкость — Способность сгибаться, растягиваться, скручиваться или дотягиваться телом, руками и/или ногами. | |
Ориентация реакции — Способность быстро выбирать между двумя или более движениями в ответ на два или более различных сигнала (свет, звук, изображение). Он включает в себя скорость, с которой начинается правильный ответ рукой, ногой или другой частью тела. | |
Распознавание речи — Способность идентифицировать и понимать речь другого человека. | |
Far Vision — Возможность видеть детали на расстоянии. | |
Статическая сила — Способность прилагать максимальную мышечную силу, чтобы поднимать, толкать, тянуть или переносить предметы. | |
Восприятие глубины — Способность судить, какой из нескольких объектов ближе или дальше от вас, или оценивать расстояние между вами и объектом. | |
Слуховая чувствительность — Способность обнаруживать или различать звуки, различающиеся по высоте и громкости. | |
Визуальное распознавание цветов — Способность сопоставлять или обнаруживать различия между цветами, включая оттенки цвета и яркость. | |
Письменное выражение — Способность сообщать информацию и идеи в письменной форме, чтобы другие могли понять. | |
Динамическая сила — Способность прикладывать мышечную силу многократно или непрерывно в течение долгого времени. Это включает в себя мышечную выносливость и устойчивость к мышечной усталости. | |
Скорость запястья и пальцев — Способность совершать быстрые, простые, повторяющиеся движения пальцев, кистей и запястий. | |
Беглость идей — Способность выдвигать ряд идей по теме (важно количество идей, а не их качество, правильность или креативность). | |
Математическое мышление — Способность выбирать правильные математические методы или формулы для решения задачи. | |
Оригинальность — Способность выдвигать необычные или умные идеи по заданной теме или ситуации или разрабатывать творческие способы решения проблемы. | |
Скорость закрытия — Способность быстро осмысливать, комбинировать и организовывать информацию в осмысленные шаблоны. | |
Скорость движения конечностей — Способность быстро двигать руками и ногами. | |
Выносливость — Способность физически напрягаться в течение длительного периода времени, не уставая и не задыхаясь. | |
Бликовая чувствительность — Способность видеть объекты при наличии бликов или яркого освещения. | |
Общая координация тела — Способность координировать движения рук, ног и туловища вместе, когда все тело находится в движении. | |
Общее равновесие тела — Способность сохранять или восстанавливать равновесие тела или оставаться в вертикальном положении в нестабильном положении. | |
Запоминание — Способность запоминать информацию, такую как слова, числа, изображения и действия. | |
Number Facility — Возможность быстро и правильно складывать, вычитать, умножать или делить. | |
Периферийное зрение — Способность видеть объекты или движение объектов в сторону, когда глаза смотрят вперед. | |
Локализация звука — Способность определять направление, откуда исходит звук. | |
Пространственная ориентация — Способность знать свое местоположение по отношению к окружающей среде или знать, где находятся другие объекты по отношению к вам. | |
Ночное видение — Способность видеть в условиях низкой освещенности. | |
Взрывная сила — Способность использовать короткие всплески мышечной силы для движения (например, при прыжках или спринте) или для метания предмета. | |
Динамическая гибкость — Способность быстро и многократно сгибаться, растягиваться, скручиваться или вытягиваться корпусом, руками и/или ногами. |
наверх
Интересы Сохранить Таблица: XLSX CSV
| Профессиональные интересы | Интересы |
|---|---|
Реалистичный — Реалистичные занятия часто связаны с работой, которая включает в себя практические, практические проблемы и решения. | |
Обычный — Обычные занятия часто предполагают выполнение установленных процедур и рутин. Эти занятия могут включать в себя работу с данными и деталями больше, чем с идеями. Обычно существует четкая линия полномочий, которой следует следовать. | |
Следователь — Следственная деятельность часто связана с работой с идеями и требует обширного мышления. Эти занятия могут включать в себя поиск фактов и мысленное решение проблем. | |
Предприимчивость — Предприимчивость часто связана с запуском и реализацией проектов. | |
Художественный — Художественные занятия часто связаны с работой с формами, рисунками и узорами. Они часто требуют самовыражения, и работа может выполняться без соблюдения четкого набора правил. | |
Социальные — Социальные занятия часто связаны с работой, общением и обучением людей. Эти занятия часто включают в себя помощь или оказание услуг другим. |
Верхнее
Рабочие значения Сохранить Таблица: XLSX CSV
| EXTENT | 9068 | 9068999655 | 9068999666699666666666666666666666666666666666666666666666669 | 9966666669 | 55 | 9 | Опора — Профессии, которые удовлетворяют этой ценности работы, предлагают поддерживающее руководство, которое поддерживает сотрудников. |
|---|---|
Взаимоотношения — Профессии, которые удовлетворяют этой ценности работы, позволяют сотрудникам оказывать услуги другим и работать с коллегами в дружественной неконкурентной среде. Соответствующие потребности — это сотрудники, моральные ценности и социальные услуги. | |
Независимость — Профессии, удовлетворяющие этой ценности работы, позволяют сотрудникам работать самостоятельно и принимать решения. Соответствующими потребностями являются Креативность, Ответственность и Автономия. | |
Условия труда — Профессии, отвечающие этой ценности работы, обеспечивают гарантии занятости и хорошие условия труда. | |
Достижение — Профессии, отвечающие этой ценности работы, ориентированы на результат и позволяют сотрудникам использовать свои самые сильные способности, давая им чувство выполненного долга. Соответствующие потребности — Использование Способностей и Достижение. | |
Признание — Профессии, которые соответствуют этой ценности работы, предлагают продвижение по службе, потенциал для лидерства и часто считаются престижными. Соответствующие потребности — продвижение, авторитет, признание и социальный статус. |
back to top
Work Styles Save Table: XLSX CSV
| Importance | Work Style |
|---|---|
Внимание к деталям — Работа требует внимания к деталям и тщательности при выполнении рабочих задач. | |
Самоконтроль — Работа требует сохранять самообладание, контролировать эмоции, контролировать гнев и избегать агрессивного поведения даже в очень сложных ситуациях. | |
Честность — Работа требует честности и этичности. | |
Надежность — Работа требует надежности, ответственности, надежности и выполнения обязательств. | |
Сотрудничество — Работа требует приятного общения с другими на работе и проявления добродушного отношения к сотрудничеству. | |
Настойчивость — Работа требует настойчивости перед лицом препятствий. | |
Инициативность — Работа требует готовности брать на себя ответственность и решать задачи. | |
Стрессоустойчивость — Работа требует принимать критику и спокойно и эффективно справляться со стрессовыми ситуациями. | |
Достижение/Усилие — Работа требует установления и поддержания личных сложных целей достижения и приложения усилий для выполнения задач. | |
Приспособляемость/Гибкость — Работа требует открытости к изменениям (положительным или отрицательным) и к значительному разнообразию на рабочем месте. | |
Забота о других — Работа требует чуткости к нуждам и чувствам других, понимания и помощи на работе. | |
Независимость — Работа требует выработки собственных способов ведения дел, руководства собой практически без надзора и зависимости от самого себя в достижении цели. | |
Лидерство — Работа требует готовности руководить, брать на себя ответственность и предлагать мнения и указания. | |
Социальная ориентация — Работа требует предпочитать работать с другими, а не в одиночку, и быть лично связанным с другими на работе. | |
Аналитическое мышление — Работа требует анализа информации и использования логики для решения рабочих вопросов и проблем. | |
Инновации — Работа требует творческого подхода и альтернативного мышления для разработки новых идей и ответов на профессиональные проблемы. |
вернуться наверх
Тенденции в области заработной платы и занятости
- Средняя заработная плата (2021)
- 18,05 долл. США в час, 37 550 долл. США в год
- Государственная заработная плата
Select a StateAlabamaAlaskaArizonaArkansasCaliforniaColoradoConnecticutDelawareDistrict of ColumbiaFloridaGeorgiaHawaiiIdahoIllinoisIndianaIowaKansasKentuckyLouisianaMaineMarylandMassachusettsMichiganMinnesotaMississippiMissouriMontanaNebraskaNevadaNew HampshireNew JerseyNew MexicoNew YorkNorth CarolinaNorth DakotaOhioOklahomaOregonPennsylvaniaRhode IslandSouth CarolinaSouth DakotaTennesseeTexasUtahVermontVirginiaWashingtonWest VirginiaWisconsinWyomingAmerican SamoaGuamNorthern Mariana IslandsPuerto RicoVirgin Islands
- Местная заработная плата
Почтовый индекс
- Занятость (2020)
- 16 200 сотрудников
- Прогнозируемый рост (2020-2030 гг. )
- Отклонение (-1% или ниже)
- Прогнозируемые вакансии (2020-2030)
- 1 800
- Тенденции состояния
Select a StateAlabamaAlaskaArizonaArkansasCaliforniaColoradoConnecticutDelawareDistrict of ColumbiaFloridaGeorgiaHawaiiIdahoIllinoisIndianaIowaKansasKentuckyLouisianaMaineMarylandMassachusettsMichiganMinnesotaMississippiMissouriMontanaNebraskaNevadaNew HampshireNew JerseyNew MexicoNew YorkNorth CarolinaNorth DakotaOhioOklahomaOregonPennsylvaniaRhode IslandSouth CarolinaSouth DakotaTennesseeTexasUtahVermontVirginiaWashingtonWest VirginiaWisconsinWyomingAmerican SamoaGuamNorthern Mariana IslandsPuerto RicoVirgin Islands
- Ведущие отрасли (2020)
Производство (98% занятых в этом секторе)
Источник: Бюро статистики труда, данные о заработной плате за 2021 год.
Внешний сайт и прогноз занятости на 2020-2030 гг. внешний сайт.
«Прогнозируемый рост» представляет собой расчетное изменение общей занятости за прогнозируемый период (2020–2030 гг.). «Прогнозируемые вакансии» представляют собой вакансии в связи с ростом и замещением.
наверх
Вакансии в Интернете
- Государственные вакансии
Select a StateAlabamaAlaskaArizonaArkansasCaliforniaColoradoConnecticutDelawareDistrict of ColumbiaFloridaGeorgiaHawaiiIdahoIllinoisIndianaIowaKansasKentuckyLouisianaMaineMarylandMassachusettsMichiganMinnesotaMississippiMissouriMontanaNebraskaNevadaNew HampshireNew JerseyNew MexicoNew YorkNorth CarolinaNorth DakotaOhioOklahomaOregonPennsylvaniaRhode IslandSouth CarolinaSouth DakotaTennesseeTexasUtahVermontVirginiaWashingtonWest VirginiaWisconsinWyomingAmerican SamoaGuamNorthern Mariana IslandsPuerto RicoVirgin Islands
- Местные вакансии
Почтовый индекс
вернуться к началу
вернуться к началу
вернуться к началу
Процесс экструзии пластика, материалы, применение
Экструзия пластика: процесс, материалы и применение
Блог, вторник, 13 сентября 2022 г.
Крайне важно найти правильный производственный процесс для вашего готового продукта. Выводя деталь или продукт на рынок, вы должны учитывать время выполнения заказа, стоимость и качество продукции. Поскольку многие производственные компании переезжают за границу, время выполнения заказов и качество могут быть непредсказуемыми, что приводит к проблемам с доставкой продукции. Хорошей новостью является то, что существует компания по производству пластика, которая понимает проблемы и боли, которые могут возникнуть в процессе производства пластика. В CBM Plastics работают опытные профессионалы, которые знают все тонкости экструзии пластиковых профилей на заказ и других процессов производства пластмасс. Они знают важность качества и своевременности и стремятся удовлетворить и превзойти потребности своих клиентов. Компания базируется в США, а это означает, что время выполнения заказа и доставки сокращается, что позволяет вам получать детали и продукты, когда они вам нужны. Узнайте больше о том, как процесс экструзии пластика CBM может стать решением для ваших потребностей в пластиковых изделиях и деталях, или свяжитесь с нами сегодня, чтобы начать.
Как изготавливаются пластиковые профили
В крупносерийном процессе экструзии пластика используется сырой пластик, который нагревают и расплавляют, чтобы сформировать один непрерывный профиль. Термопластичный материал может состоять из гранул, пеллет, хлопьев или порошков и подается из бункера в экструдер. Механическая энергия, генерируемая нагревателями и вращающимися винтами вдоль цилиндра нагревателя, заставит расплавленный пластик попасть в пресс-форму. Полимер формуется в штампе и затвердевает в процессе охлаждения, формируя конечную деталь или продукт.
Каковы этапы процесса экструзии пластмасс?
Экструзия пластмасс — это непрерывный процесс, включающий несколько простых деталей, в том числе:
- Бункер
- Горловина подачи
- Бочка
- Пластина прерывателя
- Подающая труба
- Матрица
- Система охлаждения
Каждая из частей работает вместе для выполнения процесса экструзии.
Этап 1
Сырье будет находиться в бункере в твердом состоянии, которое под действием силы тяжести будет подаваться через загрузочное отверстие в цилиндр экструдера.
Шаг 2
После входа в цилиндр материал будет нагреваться до температуры расплава в одном из трех нагревателей, расположенных в экструдере. Например, если требуется постепенный нагрев, то ствол будет охлаждаться у горловины подачи и нагреваться по направлению к матрице.
Этап 3
Затем расплавленный пластик будет выходить из корпуса и основания через сито, которое удалит загрязнения и примеси из материала. Пакет экранов усилен пластиной прерывателя.
Этап 4
Материал будет проходить через подающую трубу и проталкиваться через изготовленную на заказ матрицу, которая будет иметь отверстие, предназначенное для получения желаемой формы профиля.
Этап 5
После достижения желаемого профиля процесс экструзии завершается, и продукт охлаждается вдоль охлаждающих валков или в водяной бане, где он затвердевает.
Как работают детали машины для экструзии пластмасс?
Несмотря на то, что экструдер для пластика на первый взгляд имеет простую конструкцию, несколько деталей внутри машины облегчают процесс и помогают достичь желаемого результата. Чтобы понять, как работает машина, важно знать роль каждой детали в производственном процессе.
Шнеки
Конструкция и функционирование шнека имеют решающее значение для процесса экструзии пластика. Энергия, создаваемая шнеками, нагревает термопластический материал, чтобы подготовить его к процессу экструзии. Винты расположены вдоль ствола и обычно имеют три разные зоны, помогающие процессу нагрева.
- Зона подачи – это часть конструкции шнека, куда подается материал.
- Зона плавления — это вторая зона, в которой плавится пластик.
- Заключительная зона называется зоной дозирования, где последние кусочки пластика завершат процесс плавления и будет достигнута равномерная температура.
Контроль температуры
Элементы контроля температуры имеют решающее значение для поддержания надлежащей температуры в цилиндре, что предотвратит деградацию и ослабление пластика во время его прохождения в процессе экструзии. Температура будет контролироваться на всем протяжении экструдера с помощью нагревателей, вентиляторов и систем охлаждения.
Матрицы
В то время как все компоненты экструдера жизненно важны для процесса экструзии, матрица отвечает за форму конечного продукта. Штамп будет формировать форму профиля, но затем профиль может быть расширен до различной длины по мере необходимости, в отличие от процесса литья под давлением, где границы формы будут определять форму и размер.
Зачем использовать экструзию пластика?
Экструзия пластмасс может быть лучшим производственным процессом по нескольким причинам. Ниже приведены некоторые из лучших причин, по которым следует выбрать экструзию пластика для производства вашей продукции, от эффективности до более коротких сроков выполнения заказа.
- Сокращение времени выполнения заказа: Поскольку изготовление штампа занимает минимальное время, время выполнения заказа сокращается, что позволяет производить большие объемы продукции за более короткое время.
- Более низкая стоимость: затраты на инструменты могут быть высокими при литье под давлением и термоформовании. Поскольку используется более простая и менее дорогая матрица, общая стоимость производства ниже.
- Он универсален: экструзия профилей обеспечивает большую гибкость, поскольку с использованием этого процесса можно создавать продукты со сложным дизайном, различной толщиной, различными цветами и текстурами. Вы также можете добавить добавки, которые помогут изменить свойства продукта, сделав его более прочным или огнестойким.
- Легко вносить изменения: поскольку материал все еще горячий после процесса экструзии, с ним можно продолжать манипулировать после того, как он выйдет из экструдера. Различные штампы, ролики и башмаки можно заменять, чтобы быстро и легко изменить форму.
Какие материалы используются для экструзии пластмасс?
В процессе экструзии пластика можно использовать самые разные термопласты. Материал будет нагреваться до точки плавления, но не настолько, чтобы нарушить целостность пластика, что позволит использовать больше типов пластика.
Несмотря на то, что для экструзии пластика подходят многие виды пластика, некоторые из наиболее часто используемых включают:
- Полистирол
- ПВХ
- Нейлон
- Полиэтилен
- Полипропилен
В чем разница между экструзией пластмасс и литьем пластмасс под давлением?
Процесс экструзии пластикового профиля предназначен для получения двухмерной непрерывной линейной формы. Расплавленный пластик будет проталкиваться через экструдер через форму матрицы и манипулироваться до нужной длины в процессе охлаждения.
Литье под давлением предназначено для получения трехмерной формы, которая не является непрерывной и связана по размеру с размером формы. Расплавленный пластик будет впрыскиваться в 3D-форму, где он будет охлаждаться, а затем будет удален.
Что такое экструзия пластмасс?
Экструдированные изделия могут использоваться в различных отраслях промышленности и применениях, от строительства до автомобилестроения. Некоторые из наиболее популярных областей применения экструдированных пластиковых деталей и изделий включают:
- Трубы и трубы: Поскольку экструзия пластмасс дает непрерывный профиль, это наиболее экономичный метод изготовления труб и труб, таких как желоба и трубы из ПВХ.
- Профили для окон и дверей: Экструзия пластика может быть использована в различных сферах домашнего строительства, включая дверные и оконные рамы. Благодаря большому разнообразию пластмасс, которые можно использовать, и добавкам, которые могут улучшить свойства пластмасс, экструдеры могут быть сделаны атмосферостойкими и огнестойкими, что идеально подходит для домашнего строительства.
- Жалюзи: Жалюзи изготавливаются из одинаковых профилей, изготовленных из термопластов, чаще всего из полистирола. Этот непрерывный профиль делает их продукцию идеальной для экструзии пластиковых профилей.
- Изоляция проводов: термопласты широко используются в электротехнике благодаря их термической стабильности и изоляционным свойствам. Поскольку изоляция для проводки представляет собой двухмерную непрерывную форму, экструзия является идеальным вариантом изготовления.
- Уплотнительные прокладки: Уплотнительные прокладки, такие как изоляторы от сквозняков, обычно производятся с использованием методов экструзии пластика. Используя каучуковые полимеры, можно легко создать уплотняющую полосу, которая хорошо выполняет свою функцию с помощью этого процесса.
- Стеклоочистители. Одним из применений экструзии пластика в автомобильной промышленности является производство стеклоочистителей. Они могут быть созданы с использованием только пластиковой экструзии или в процессе совместной экструзии с использованием натурального и синтетического каучука.
Почему CBM при выборе компании по литью под давлением?
Если вы ищете лучшую компанию по экструзии пластмасс на заказ для производства конечного продукта или детали, обратите внимание на CBM Plastics. Лидер в индустрии пластмасс, CBM Plastics предлагает подходящее решение для ваших нужд в производстве пластмасс. Расположение их предприятия в США означает, что у вас будет больший контроль над качеством вашего производства пластика и лучший контроль над доставкой. Начните свой следующий пластиковый проект сегодня, позвонив в CBM Plastics, чтобы найти лучшие решения.
Термоформование и литье под давлением: в чем разница?
Матрицы экструдера DIY
Не чувствуйте себя ограниченным в том, что ваш экструдер может добавить в вашу студию. Изготовленные на заказ штампы могут иметь большое значение, и их легко сделать. Для тех из вас, у кого нет экструдера, приготовьтесь изучить совершенно новый способ работы с горшками! В большинстве общественных студий есть экструдер, спрятанный где-нибудь в углу. Я хотел бы поощрить некоторые идеи о том, как использовать этот иногда забытый инструмент.
Использование экструдера
Основная идея заключается в том, что глина загружается в трубку, на одном конце которой имеется фитинг, удерживающий диск с отверстием или отверстием (см. 2), определяющим форму экструдируемой глины. Это называется штамп. На другом конце есть поршень или плунжер, который со значительным усилием проталкивает глину через матрицу. Существует два основных типа штампов: цельные (для ручки или катушки) и полые (для трубки). На рынке существует множество типов коммерческих экструдеров, для многих из которых вы можете изготовить матрицы. Если вы подумываете о покупке экструдера (1), имейте в виду, что если вы хотите создавать твердые формы, вам понадобится экструдер меньшего размера. Экструдеры большего размера (используемые для полых форм) могут производить трубы шириной от 4 дюймов/диаметром до очень больших размеров (большие размеры облегчаются за счет расширительной камеры, прикрепленной к концу экструдера (см. 1 справа)) .
Изготовление нестандартных штампов
У меня довольно большая коллекция нестандартных штампов (2). На протяжении многих лет я изготовил сотни штампов (не все показаны), на изготовление каждого из которых уходило всего 10 минут с помощью спиральной пилы. Я собираю обрезки полиэтилена сверхвысокой молекулярной массы (UHMW) у местного производителя пластмасс. Это чрезвычайно прочный, устойчивый к истиранию и недорогой пластик, используемый в самых разных областях применения. Идеально подходит для штампов, потому что режет гладко и может сгибаться, не ломаясь.
Чтобы сделать высокую вазу, мне нужен нестандартный полый штамп со скругленными углами и нестандартный сплошной штамп, чтобы сделать окантовку для крышки вазы. Начните с рисунка крышки (3). Добавьте пунктирные линии, чтобы указать, как кусок будет лежать на глиняной трубке. Используйте резиновый клей, чтобы приклеить рисунок к заготовке из пластика. Просверлите две круглые области, отмеченные точкой — этот тип пластика очень легко режется или сверлится. Затем используйте спиральную пилу (4) или зажмите пластик в тисках и используйте копировальную пилу с острым лезвием с мелкими зубьями, чтобы вырезать остальную часть формы. Для начала вставьте лезвие в одно из двух просверленных отверстий. Срежьте все заусенцы канцелярским ножом.
Из-за нагрузки на матрицу из полой трубы я увеличил толщину пластика до ¼ дюйма. Полые матрицы имеют внешнюю и внутреннюю секции, а для удержания секций на месте используются простые U-образные болты (5). При затяжке болтов полезно использовать прокладки, чтобы поддерживать одинаковую толщину стенки (расстояние между пластиковыми секциями). При использовании глина проталкивается через трубку экструдера, она сначала отделяется, проходя через изгиб U-образного болта, а затем превращается в твердую массу к тому времени, когда проходит через головку. Совет: Более мягкую глину намного легче выдавливать. Жесткая глина будет тянуться к штампу, часто будет иметь дефекты и ее будет в два раза труднее прессовать. При этом со слишком мягкой глиной будет труднее обращаться, когда формы выходят из экструдера.
Выдавливание деталей вазы
Сначала закрепите полую форму в нижней части экструдера и загрузите в цилиндр мягкую глину. Прикрепите ручку поршня и выдавите весь воздух из экструдера. Когда глина начнет выходить, отрегулируйте стопорную платформу на желаемую длину экструзии. Обрежьте основание профиля и слегка расширьте его, чтобы оно стало шире и придало вазе большую устойчивость. Совет: Приготовьте несколько маленьких летучих мышей с отверстиями в центре. Отверстие в летучей мыши позволяет воздуху заполнять внутреннюю часть экструзии, поэтому она не разрушается во время экструзии. Дальше самое интересное! Одной рукой сильно надавите битой на нижнюю часть выступа, а другой рукой потяните вниз поршень. Это действие заставляет глину круто расколоться. Когда форма вас удовлетворит, продолжайте нажимать на поршень и выдавливать, пока деталь не коснется упорной платформы (6). Аккуратно срежьте верх проволокой и отложите в сторону.
Затем прикрепите к вазе дно. Очень осторожно надрежьте дно трубы и проверьте, нет ли каких-либо выбросов (отверстий или слабых мест в стенках). Подготовьте плиту большого размера, положите ее на газету, затем надрежьте и наденьте (7). Аккуратно переверните трубку и положите ее на плиту и слегка покачивайте, чтобы трубка приклеилась к основанию. Обрежьте лишнюю глину близко к основанию. Чтобы обеспечить хорошее соединение, либо сожмите детали вместе, либо используйте небольшой деревянный инструмент, чтобы поднять глину со дна над швом. Это соединение упрощается, потому что обе секции в этот момент еще влажные.
Чтобы выдавить окантовку крышки вазы, замените полую матрицу на цельную, сделанную ранее в процессе. Для этого процесса я использую 2-дюймовый экструдер. Выдавите несколько отрезков из этой матрицы (8). Отложите их в сторону, пока вы переходите к тиснению.
Украшение вазы
Мой любимый материал для штампов — дерево; тем не менее, глина, обожженная бисквитным огнем, работает очень хорошо. Я модифицировал простые деревянные блоки с помощью горелки по дереву, чтобы создать символы для семян, корней, стволов деревьев, ветвей и верхушек деревьев (9).
Поскольку на этом этапе ваза должна оставаться мягкой, я вставляю квадратный деревянный брусок в трубку, чтобы придать ей опору во время штамповки. Я покрываю деревянную основу кулинарным спреем, чтобы она легко скользила внутри глиняной трубки. Теперь вы можете поднимать, поворачивать и штамповать мягкую трубку без повреждений (10). Как только тиснение закончено, обрежьте верхнюю часть вазы (см. врезку выше) и оберните верхний край полиэтиленом, чтобы он не высыхал, пока вы делаете верхнюю крышку.
Создание верхних крышек
Измерьте и отрежьте углы 45° на профилях верхней крышки. Соберите эти секции, как мини-рамки для картин, надрежьте, сдвиньте и прижмите их друг к другу (11). Очистите щеткой и отложите их в сторону. Переверните рамы для картин вверх дном, надрежьте и сдвиньте обе части, затем аккуратно прижмите их друг к другу и покачивайте, чтобы соединить (12). Очистите влажной щеткой и используйте деревянный инструмент, чтобы сгладить внутреннее соединение. Вы хотите, чтобы все части оставались достаточно влажными, поэтому двигайтесь быстро или продолжайте оборачивать полиэтиленом.
Я не думаю, что верхняя часть должна быть идеальной и прямой, когда низ был сделан немного шатким, поэтому нажмите на верхнюю часть (13). Это также весело и дает мне чувство художественного самовыражения (14).
Глазурование и обжиг
Полностью высушить и затем обжечь форму. После бисквитного обжига я использую комбинацию двух глазурей. Один из них — надежная темная глазурь; другой — прозрачная глазурь, которая хорошо сочетается с глазурью для лайнера. На протяжении многих лет я тестировал множество комбинаций глазури и ищу определенные характеристики для типа работы, глины, температуры и атмосферы. Например, моя темно-коричневая глазурь для подводки сохраняет свой цвет независимо от того, насколько толстым или тонким она была нанесена. Для второй глазури я модифицировал прозрачную базовую глазурь небольшим количеством карбоната меди, чтобы придать ей зеленый оттенок. Затем я добавил дополнительную фритту, чтобы она стекала по кастрюле. По мере того, как он течет, он собирает немного темно-коричневой глазури и создает интересное движение.
Первый слой должен быть разбавлен, чтобы заполнить все крошечные щели. Затем я протираю основную поверхность губкой, чтобы выделить текстуру (15). Я использую эту же глазурь для внутренней части вазы, затем опускаю край в ведерко с глазурью. Второй слой наносится толстой кистью массирующими движениями, таким образом я могу контролировать толщину глазури на дне горшка. Я всегда использую толстую вату, когда стреляю, потому что вы просто не можете контролировать все.
Более 20 лет назад, когда я впервые начал работать с глиной, я был очарован инструментом в углу класса. Попробуйте, у него большой потенциал!
Том Квест — гончар из студии, живущий в Омахе, штат Небраска. Чтобы узнать больше, посетите www.tomquestpottery.com .
Экструзия пластмасс — 3D-модели САПР и 2D-чертежи
Эта статья нуждается в дополнительных ссылках для проверки . Пожалуйста, помогите улучшить эту статью, добавив ссылки на надежные источники. Неисходный материал может быть оспорен и удален. |
Экструзия пластмасс — это крупносерийный производственный процесс, в котором необработанный пластик расплавляется и формуется в непрерывный профиль. С помощью экструзии производятся такие изделия, как трубы, уплотнители, ограждения, перила настила, оконные рамы, пластиковые пленки и листы, термопластичные покрытия и изоляция проводов.
Этот процесс начинается с подачи пластикового материала (пеллет, гранул, хлопьев или порошка) из бункера в цилиндр экструдера. Материал постепенно плавится за счет механической энергии, создаваемой вращающимися шнеками и нагревателями, расположенными вдоль ствола. Затем расплавленный полимер нагнетается в пресс-форму, которая придает полимеру форму, которая затвердевает во время охлаждения. [1]
Содержание
- 1 История
- 2 Процесс
- 3 Винтовая конструкция
- 4 Типичные экструзионные материалы
- 5 типов штампов
- 5. 1 Экструзия пленки с раздувом
- 5.2 Экструзия листов/пленок
- 5.3 Трубка экструзионная
- 5.4 Экструзия внешней оболочки
- 5.5 Коэкструзия
- 5.6 Экструзионное покрытие
- 5.
- 6 Составные профили
- 7 Преимущества
- 8 См. также
- 9.1 Библиография
История
Первые предшественники современного экструдера были разработаны в начале 19 века. В 1820 году Томас Хэнкок изобрел резиновый «жеватель», предназначенный для переработки отходов резины, а в 1836 году Эдвин Чаффи разработал двухвалковую машину для смешивания добавок с каучуком. [2] Первая термопластичная экструзия была произведена в 1935 году Паулем Тростером и его женой Эшли Гершофф в Гамбурге, Германия. Вскоре после этого Роберто Коломбо из LMP разработал первые в Италии двухшнековые экструдеры. [3]
Процесс
При экструзии пластмасс сырьевой компаунд обычно имеет форму крупинок (маленьких шариков, часто называемых смолой), которые под действием силы тяжести подаются из установленного сверху бункера в цилиндр экструдера. . Часто используются такие добавки, как красители и ингибиторы УФ-излучения (в жидкой форме или в форме гранул), которые можно смешивать со смолой до того, как она попадет в бункер. Этот процесс имеет много общего с литьем пластмасс под давлением с точки зрения экструдерной технологии, хотя отличается тем, что это обычно непрерывный процесс. В то время как пултрузия может предложить множество подобных профилей непрерывной длины, обычно с добавлением армирования, это достигается путем вытягивания готового продукта из головки вместо экструдирования расплава полимера через головку.
Материал поступает через горловину подачи (отверстие в задней части ствола) и соприкасается со шнеком. Вращающийся винт (обычно вращающийся, например, со скоростью 120 об/мин) проталкивает пластиковые шарики вперед в нагретый цилиндр. Желаемая температура экструзии редко равна заданной температуре цилиндра из-за вязкостного нагрева и других эффектов. В большинстве процессов для бочки задается профиль нагрева, в котором три или более независимых зоны нагрева с ПИД-управлением постепенно повышают температуру бочки от задней части (куда входит пластик) к передней. Это позволяет пластиковым шарикам плавиться постепенно, когда они проталкиваются через цилиндр, и снижает риск перегрева, который может вызвать разрушение полимера.
Дополнительный нагрев обеспечивается интенсивным давлением и трением внутри ствола. На самом деле, если экструзионная линия работает с определенными материалами достаточно быстро, нагреватели можно отключить, а температуру расплава поддерживать только за счет давления и трения внутри цилиндра. В большинстве экструдеров присутствуют охлаждающие вентиляторы, чтобы поддерживать температуру ниже заданного значения, если выделяется слишком много тепла. Если принудительного воздушного охлаждения оказывается недостаточно, применяют литые рубашки охлаждения.
Пластиковый экструдер, разрезанный пополам, чтобы показать компоненты
В передней части цилиндра расплавленный пластик выходит из шнека и проходит через сетчатый фильтр для удаления любых загрязнений из расплава. Экраны усилены пластиной прерывателя (толстая металлическая шайба с множеством просверленных отверстий), поскольку давление в этой точке может превышать 5000 фунтов на квадратный дюйм (34 МПа). Узел сита/пластины брекера также служит для создания противодавления в стволе. Противодавление требуется для равномерного плавления и надлежащего перемешивания полимера, а величина создаваемого давления может быть «настроена» путем изменения состава сита (количество сит, размер их проволочного переплетения и другие параметры). Эта комбинация разделительной пластины и сетчатого блока также устраняет «вращательную память» расплавленного пластика и вместо этого создает «продольную память».
После прохождения через разделительную пластину расплавленный пластик попадает в головку. Матрица — это то, что придает конечному изделию его профиль, и она должна быть сконструирована таким образом, чтобы расплавленный пластик равномерно перетекал из цилиндрического профиля в форму профиля продукта. Неравномерный поток на этом этапе может привести к получению продукта с нежелательными остаточными напряжениями в определенных точках профиля, которые могут вызвать коробление при охлаждении. Можно создавать самые разнообразные формы, ограниченные непрерывными профилями.
Теперь продукт необходимо охладить, что обычно достигается путем пропускания экструдата через водяную баню. Пластмассы являются очень хорошими теплоизоляторами, поэтому их трудно быстро охладить. По сравнению со сталью пластик отводит тепло в 2000 раз медленнее. В линии экструзии труб или труб на герметичную водяную баню воздействует тщательно контролируемый вакуум, чтобы предотвратить разрушение только что сформированной и все еще расплавленной трубы или трубы. Для таких продуктов, как пластиковая пленка, охлаждение достигается за счет протягивания через набор охлаждающих валков. Для пленок и очень тонких листов воздушное охлаждение может быть эффективным в качестве начального этапа охлаждения, как при экструзии пленки с раздувом.
Экструдеры для пластика также широко используются для переработки переработанных пластиковых отходов или другого сырья после очистки, сортировки и/или смешивания. Этот материал обычно экструдируют в нити, подходящие для измельчения в шарики или гранулы, чтобы использовать их в качестве предшественника для дальнейшей обработки.
Конструкция винта
В винте из термопласта имеется пять возможных зон. Поскольку терминология в отрасли не стандартизирована, эти зоны могут относиться к разным названиям. Различные типы полимеров будут иметь разную конструкцию шнеков, некоторые из которых не включают все возможные зоны.
Простой пластиковый экструзионный шнек
Большинство шнеков имеют следующие три зоны:
- Зона подачи (также называемая зоной транспортировки твердых частиц): эта зона подает смолу в экструдер, и глубина канала обычно одинакова по всей зоне.
- Зона плавления (также называемая переходной зоной или зоной сжатия): большая часть полимера расплавляется в этой секции, и глубина канала постепенно уменьшается.
- Зона дозирования (также называемая зоной транспортировки расплава): в этой зоне расплавляются последние частицы и смешиваются до однородной температуры и состава. Как и в зоне питания, глубина канала постоянна во всей этой зоне.
Кроме того, вентилируемый (двухступенчатый) шнек будет иметь:
- Декомпрессионная зона. В этой зоне, примерно на две трети ниже винта, канал внезапно становится глубже, что снижает давление и позволяет вытягивать захваченные газы (влагу, воздух, растворители или реагенты) под действием вакуума.
- Вторая зона замера. Эта зона аналогична первой зоне измерения, но с большей глубиной канала. Он служит для повторного повышения давления расплава, чтобы он прошел через сопротивление экранов и матрицы.
Часто длина винта определяется его диаметром как соотношение L:D. Например, винт диаметром 6 дюймов (150 мм) при соотношении сторон 24:1 будет иметь длину 144 дюйма (12 футов), а при соотношении сторон 32:1 — 192 дюйма (16 футов). Соотношение L:D 25:1 является обычным явлением, но некоторые машины могут доходить до 32:1 для большего перемешивания и большей производительности при том же диаметре шнека. Двухступенчатые (вентилируемые) шнеки обычно имеют соотношение 36:1 для учета двух дополнительных зон.
Каждая зона оборудована одной или несколькими термопарами или термометрами сопротивления в стенке цилиндра для контроля температуры. «Температурный профиль», то есть температура каждой зоны, очень важна для качества и характеристик конечного экструдата.
Типичные материалы для экструзии
Типичные пластмассы, которые используются для экструзии, включают, но не ограничиваются: полиэтилен (ПЭ), полипропилен, ацеталь, акрил, нейлон (полиамиды), полистирол, поливинилхлорид (ПВХ), акрилонитрилбутадиенстирол ( АБС) и поликарбонат. [4]
Типы матриц
Основная статья: Штамповка (пластик)
При экструзии пластмасс используются различные матрицы. Несмотря на то, что между типами и сложностью головок могут быть существенные различия, все головки допускают непрерывную экструзию расплава полимера, в отличие от прерывистой обработки, такой как литье под давлением.
Экструзия пленки с раздувом
Производство пластиковой пленки для таких продуктов, как сумки для покупок и непрерывное листовое покрытие, осуществляется с использованием линии для производства пленки с раздувом. [5]
Этот процесс аналогичен обычному процессу экструзии вплоть до матрицы. В этом процессе используются три основных типа штампов: кольцевые (или крестообразные), крестовины и спиральные. Кольцевые головки являются самыми простыми и основаны на том, что расплав полимера проходит по всему поперечному сечению головки перед выходом из головки; это может привести к неравномерному потоку. Паутинные матрицы состоят из центральной оправки, прикрепленной к внешнему кольцу матрицы с помощью ряда «ножек»; в то время как поток более симметричен, чем в кольцевых головках, образуется ряд линий сварки, которые ослабляют пленку. Спиральные матрицы устраняют проблему линий сварки и асимметричного потока, но они, безусловно, являются наиболее сложными. [6]
Перед выходом из мундштука расплав несколько охлаждают, чтобы получить слабую полутвердую трубку. Диаметр этой трубки быстро расширяется за счет давления воздуха, и трубка вытягивается вверх с помощью роликов, растягивая пластик как в поперечном, так и в направлении вытягивания. Вытягивание и выдувание делают пленку тоньше, чем экструдированная трубка, а также предпочтительно выравнивают молекулярные цепи полимера в направлении, в котором наблюдается наибольшая пластическая деформация. Если пленку вытягивают больше, чем выдувают (конечный диаметр трубы близок к диаметру экструдированного), молекулы полимера будут сильно выровнены по направлению вытягивания, создавая прочную пленку в этом направлении, но слабую в поперечном направлении. . Пленка, которая имеет значительно больший диаметр, чем диаметр экструзии, будет иметь большую прочность в поперечном направлении, но меньшую в направлении вытяжки.
В случае полиэтилена и других полукристаллических полимеров при охлаждении пленки она кристаллизуется на так называемой линии замерзания. По мере того, как пленка продолжает остывать, она протягивается через несколько наборов прижимных роликов, чтобы сплющить ее в плоско укладываемую трубку, которую затем можно намотать или разрезать.
Экструзия листов/пленок
Экструзия листов/пленок используется для экструзии пластиковых листов или пленок, которые слишком толсты для выдувания. Используются два типа плашек: Т-образные и вешалки. Назначение этих головок состоит в том, чтобы переориентировать и направить поток расплава полимера от одного круглого выхода из экструдера к тонкому плоскому потоку. В обоих типах фильер обеспечивается постоянный, равномерный поток по всей площади поперечного сечения фильеры. Охлаждение обычно осуществляется путем протягивания через набор охлаждающих валков (каландр или «охлаждающие» валы). При экструзии листа эти валки не только обеспечивают необходимое охлаждение, но и определяют толщину листа и текстуру поверхности. [7] Часто коэкструзия используется для нанесения одного или нескольких слоев поверх основного материала для получения определенных свойств, таких как УФ-поглощение, текстура, сопротивление проникновению кислорода или отражение энергии.
Распространенным процессом постэкструзии пластиковых листов является термоформование, при котором лист нагревается до мягкости (пластмассы) и формуется с помощью пресс-формы в новую форму. Когда используется вакуум, это часто называют вакуумным формованием. Ориентация (т.е. способность/доступная плотность листа для вытягивания в форму, глубина которой обычно может варьироваться от 1 до 36 дюймов) очень важна и сильно влияет на продолжительность цикла формования для большинства пластиков.
Экструзия труб
Экструдированные трубы, такие как трубы из ПВХ, изготавливаются с использованием фильер, очень похожих на те, которые используются для экструзии пленки с раздувом. Положительное давление может быть приложено к внутренним полостям через штифт, или отрицательное давление может быть приложено к внешнему диаметру с помощью вакуумного калибратора для обеспечения правильных окончательных размеров. Дополнительные просветы или отверстия могут быть введены путем добавления к матрице соответствующих внутренних оправок.
Применение многослойных труб также всегда присутствует в автомобильной, водопроводной и отопительной промышленности, а также в упаковочной промышленности.
Экструзия внешней оболочки
Экструзия внешней оболочки позволяет наносить внешний слой пластика на существующий провод или кабель. Это типичный процесс изоляции проводов.
Существует два различных типа штампов, используемых для нанесения покрытия на проволоку, трубки (или оболочки) и прессования. В инструментах для нанесения оболочки расплав полимера не касается внутренней проволоки до тех пор, пока непосредственно перед кромками матрицы. В пресс-инструментах расплав контактирует с внутренней проволокой задолго до того, как достигает кромок матрицы; это делается при высоком давлении для обеспечения хорошей адгезии расплава. Если требуется тесный контакт или сцепление между новым слоем и существующей проволокой, используется пресс-инструмент. Если адгезия нежелательна/необходима, вместо нее используется инструмент для покрытия.
Коэкструзия
Коэкструзия – это экструзия нескольких слоев материала одновременно. Этот тип экструзии использует два или более экструдеров для плавления и подачи стабильной объемной производительности различных вязких пластиков к одной экструзионной головке (матрице), которая будет экструдировать материалы в желаемой форме. Эта технология используется в любом из процессов, описанных выше (выдувная пленка, наружная оболочка, трубка, лист). Толщина слоя регулируется относительными скоростями и размерами отдельных экструдеров, подающих материалы.
Во многих реальных сценариях один полимер не может удовлетворить все требования приложения. Составная экструзия позволяет экструдировать смешанный материал, но коэкструзия сохраняет отдельные материалы в виде разных слоев в экструдированном продукте, позволяя соответствующим образом размещать материалы с различными свойствами, такими как кислородопроницаемость, прочность, жесткость и износостойкость.
Нанесение методом экструзии
Нанесение методом экструзии представляет собой процесс нанесения пленки с раздувом или литьем для нанесения дополнительного слоя на существующий рулон бумаги, фольги или пленки. Например, этот процесс можно использовать для улучшения характеристик бумаги путем покрытия ее полиэтиленом, чтобы сделать ее более водостойкой. Экструдированный слой также можно использовать в качестве клея для соединения двух других материалов. Tetrapak является коммерческим примером этого процесса.
Экструзия компаундов
Экструзия компаундов — это процесс, при котором один или несколько полимеров смешиваются с добавками для получения пластиковых компаундов. Сырьем могут быть гранулы, порошок и/или жидкости, но продукт обычно находится в форме гранул для использования в других процессах формования пластика, таких как экструзия и литье под давлением. Как и в случае традиционной экструзии, существует широкий диапазон размеров машин в зависимости от области применения и желаемой производительности. В то время как в традиционной экструзии могут использоваться как одношнековые, так и двухшнековые экструдеры, необходимость адекватного смешивания при компаундирующей экструзии делает двухшнековые экструдеры практически обязательными. [8] [9]
Существует два подтипа двухшнековых экструдеров: с односторонним вращением и с встречным вращением.