Графитовый электрод для сварки
Главная » Статьи » Графитовый электрод для сварки
Электрод графитовый: характеристики, виды, использование :
Для выполнения сварочных работ графитовый электрод широко используется. Он изготавливается в нескольких видах, за счет чего может использоваться в различных сферах деятельности.
Особенности
Графитовый электрод относится к категории неплавких. Его характеристики обеспечиваются материалом, использованным в качестве сырья. Основным отличием графита от металла является его электропроводимость. Кроме того, графит не плавится, выдерживая очень высокие температуры. Графит остается прочным материалом даже тогда, когда металл уже плавится от высоких температур.
Электроды из графита производятся в нескольких вариантах, отличающихся размерами и формой наконечника. По своему составу они могут быть двух видов: обычные и с медью (5 %). Медно-графитовый электрод имеет медное покрытие. Благодаря этому металлический сплав обладает улучшенными характеристиками.
Различаются электроды по таким характеристикам, как толщина срезаемого металлического сплава, размер канавок, значение силы тока. На технические характеристики оказывают прямое влияние состав материала и толщина самих стержней.
Состав и структура электродов
Электрод графитовый состоит из нескольких частей. В качестве основных материалов используются две рабочие части прессованного угля. Между ними устанавливается прокладка (чаще всего из порошка алюминия), которая препятствует соприкосновению двух частей. За счет входящего в состав угля при сварке в металле увеличивается содержание углерода. Графит отличается электропроводностью, прочностью и хрупкостью. И эти показатели улучшаются при нагреве. Плавится он при температуре 3,5 тысячи градусов Цельсия.
Диаметр графитовых стержней изменяется в пределах от нескольких миллиметров до нескольких сантиметров. Одна из сторон электрода выполняется в форме клина (угол его до 70 градусов) или конуса. Длина стержня может быть от пары до 70 сантиметров.
Назначение
Сварка графитовым электродом производится в тех случаях, когда металлическое соединение должно быть максимально прочным. Кроме соединения нескольких частей, электроды данного вида позволяют убрать конструктивные дефекты металлических элементов, возникающих на стадии их литья.
Кроме этого, электрод графитовый применяется при подготовке металла к технологическим процессам различного рода. Он используется для разрезания металлических деталей воздушно-дуговым способом. Еще один способ использования – обработка кромок металла. Этот процесс принято называть строжкой.
Виды стержней
По своему составу электрод графитовый может быть нескольких видов:
- ЭГ – наиболее простой вид стержней, подходящих для использования в домашних условиях. Он рекомендуется для сварки материалов с плотностью до 25 А/см. В их состав входят пек и кокс.
- ЭГС позволяют достичь максимального качества и прочности соединений. Кроме того, с их помощью можно устранить трещины в литых элементах.
 Данный вид стержней может быть использован в плавильной сфере.
Данный вид стержней может быть использован в плавильной сфере.
 Данный вид стержней может быть использован в плавильной сфере.
Данный вид стержней может быть использован в плавильной сфере.- ЭГП рекомендуется применять с целью резки металлических деталей. Он получил распространение при работе с электродуговыми аппаратами, в плавильной и металлолитейной отрасли.
- ЭГПС. Стержни данного вида изготавливаются из кокса. Для улучшения характеристик кокс пропитан каменноугольным пеком. Благодаря этому соединение металлических элементов получается прочным и надежным. Подходит для работы с электродуговыми аппаратами.
Наличие нескольких видов материалов позволяет расширить область применения электродов данного вида.
Использование стержней
При работе с графитовыми электродами могут применяться два технологических приема:
- Материал подается непосредственно в пламя дуги. При этом между металлическим элементом и электродом размещают сварочную проволоку. Причем проволока должна подаваться немного раньше, чем электрод графитовый. Сварочная проволока подается под углом примерно 30 градусов, а стержень – 70 градусов. Данный прием позволяет увеличить скорость выполнения работы.
 Данный прием позволяет увеличить скорость выполнения работы.
Данный прием позволяет увеличить скорость выполнения работы.- С помощью электрода наплавляется валик основного материала. Туда подается присадочный материал. В отличие от предыдущего способам первым идет электрод, а только после него проволока. В данном случае существует большая вероятность прожога металла. Но при этом скорость выполнения работы значительно выше. За счет этого данный прием больше подходит для работы с толстостенными металлами.
Электролиз с графитовыми электродами проводится только при подключенном постоянном токе. Причем подключение должно быть только прямым. При этом минус подсоединяется на электрод.
Достоинства и недостатки
Среди преимуществ, которыми обладает электрод графитовый, можно выделить следующие:
- Устойчивость к воздействию тока.
- Хорошая проводимость тока, благодаря чему снижается расход электрода в процессе сварки.
- Увеличенный срок службы. Этот показатель выше за счет того, что он не окисляется при повышенных температурах.
- Работа со стержнями может проводиться без использования специальных держателей.
Существует несколько недостатков, о которых необходимо помнить:
- Сложность выполнения тонкого соединения. Это вызвано тем, что минимальный диаметр стержня составляет 6 миллиметров.
- Показатели соединяемых элементов могут ухудшаться из-за повышенной концентрации углерода в металле, которая возникает за счет использования графитовых стержней.
Использование графитовых электродов возможно при выполнении узкого списка работ.
www.syl.ru
Электроды с графитовым покрытием
Неметаллические графитовые электроды используются в паре с любым металлическим присадочным материалом. Поэтому такими неплавкими электродами можно сваривать заготовки из любых металлов и сплавов. В данной статье мы приведем рабочие характеристики таких электродов, дополнив эту информацию рекомендациями по их применению.
Электроды графитовые: структура и габариты
Такой электрод производится из аллотропной (простейшей) модификации углерода – минерала графита. Этот материал обладает высокой электропроводностью и повышает свою прочность (а равно и хрупкость) при нагреве. Температура плавления графита – около 3500 градусов Цельсия. Такие качества превращают графит в практически идеальный конструкционный материал для неплавкого электрода.
Этот материал обладает высокой электропроводностью и повышает свою прочность (а равно и хрупкость) при нагреве. Температура плавления графита – около 3500 градусов Цельсия. Такие качества превращают графит в практически идеальный конструкционный материал для неплавкого электрода.
В сварочном деле используются графитовые стержни, диаметром от нескольких миллиметров до пары сантиметров. Пята такого электрода стачивается на конус или клин, с углом при вершине 60-70 градусов. Длина электрода измеряется десятками сантиметров, а некоторые изделия достигают и 0,5-0,7 метра.
Помимо прутков из синтетического углерода или электротехнического угля существуют еще и металлические электроды с графитовым покрытием (флюсом). Причем, содержание самого графита в таких покрытиях минимально (не более 2 процентов). В данном случае графит используется как токопроводящая присадка, подмащиваемая к традиционным для флюса компонентам – рутилу, ферромарганцу и так далее.
Причем введение графита в защитную оболочку дает возможность сэкономить дефицитный и дорогостоящий ферросплав марганца.
Как используют графитовые электроды?
Сварка электродами из угля или графита основана на двух технологических приемах, а именно:
- Подачи присадочного материала в пламя дуги. В этом случае проволоку (ее держат в левой руке) размещают между графитовым электродом и расплавляемой кромкой. Причем проволока идет перед электродом. Для достижения оптимальной скорости сварки электрод наклоняют под углом в 70 градусов, а проволоку под углом 30 градусов.
- Подачи присадочного материала в наплавленный электродом валик основного металла. В этом случае проволока подается за электродом. Этот прием гарантирует максимальную скорость сварки, но увеличивает вероятность прожога основного металла. Поэтому данную схему используют при стыковке заготовок с толстыми кромками.
Ну а кромки толщиной до 1-2 миллиметров можно сваривать и без присадочного материала, расплавляя основной металл электрической дугой. А толстые листы или кромки можно состыковывать, предварительно заполнив раздел присадочным материалом, который будет разогреваться вместе с основным металлом.
Сила сварочного тока и диаметр электрода подбираются исходя из толщины кромок. Например, для сварки 3-миллиметрового металла используют 6-миллиметровый электрод и 270-амперный ток.
Причем ток должен быть только постоянным, а схема подключения — только прямой (с минусом на электроде). И это правило распространяется на все сварочные работы с использованием электродов из графита.
steelguide.ru
Графитовые электроды, это качество и простота в изготовлении
Главная страница » Графитовые электроды, это качество и простота в изготовлении
Материал графитовых электродов представляет собой кристаллический углерод-графит, темно-серого цвета с металлическим блеском, он имеет мягкую структуру и легко режется. Графитовые электроды относятся к не плавящимся электродам и применяются при дуговой резке или сварке цветных металлов и их сплавов или же для наплавки твердых сплавов. Графитовые электроды дают лучшие результаты при сварке, чем угольные. Температура плавления для чистого углерода 3500°С, а температура кипения 3467°С, поэтому он возгоняется, а не плавится.
Температура плавления для чистого углерода 3500°С, а температура кипения 3467°С, поэтому он возгоняется, а не плавится.
Стандартом не предусмотрено изготовление графитовых электродов, предназначенных для резки или дуговой сварки. Они могут изготавливаться из отходов или остатков электродов плавильных печей способом разрезки с последующим обтачиванием. При изготовлении конец электрода затачивается под углом 60-70 градусов. Сопротивление графита меньше в 4 раза, чем сопротивление угля, что позволяет использование графитовых электродов при больших плотностях тока.
Графитированные электроды имеют более чистый химический состав, они мягче, серого с металлическим блеском цвета, на бумаге оставляют черную черту. Они лучше угольных, так как имеют большую электропроводность, меньше окисляются (сгорают) на воздухе при высокой температуре и допускают, поэтому сварку при большой плотности тока.
Некоторые особенности использования графитовых электродов
- Сварка графитовым электродом происходит за счет дуги, которую возбуждают между не плавящимся графитовым электродом и изделием. Подготовленные кромки изделия и присадочный материал, вводимый в зону, нагреваются до плавления, образуя ванночку расплавленного металла, который после затвердевания в ванночке образует сварной шов.
- Для сварки графитовым электродом применяется постоянный ток прямой полярности (на электроде минус). Сварка на обратной полярности характеризуется неустойчивым горением дуги. Кроме того, при обратной полярности происходит науглероживание основного металла. Содержание углерода, при этом, при сваривании малоуглеродистых сталей может возрасти до 0,6-1,0%. Обратная полярность применяется при воздушнодуговой резке.
- Графитовые электроды благодаря своим техническим характеристикам расходуются медленнее, а в процессе работы не наблюдается особого растрескивания. Они защищены от быстрого окисления, обладают высокой электропроводностью и большой стойкостью против сгорания на воздухе. С целью уменьшения нагрева в процессе сварки электрод необходимо выставлять на небольшую длину, удобную для работы.
 Подготовленные кромки изделия и присадочный материал, вводимый в зону, нагреваются до плавления, образуя ванночку расплавленного металла, который после затвердевания в ванночке образует сварной шов.
Подготовленные кромки изделия и присадочный материал, вводимый в зону, нагреваются до плавления, образуя ванночку расплавленного металла, который после затвердевания в ванночке образует сварной шов.
weldelec.com
Кремниево-графитовый отрицательный электрод
Изменение рамановского изображения высокого разрешения кремния до и после циклов зарядки
Профиль поверхности композитного электрода графит-Si совмещенный с рамановским изображением. Нано-кремний диспергировался перед циклом зарядки.
■: Нанокремний
■: Технический углерод (сажа)
■: Графит
| Длина волны лазера | 532 нм |
| Объектив | 100x N. А. = 0,9 А. = 0,9 |
| Количество спектров | 48000 (400?120) |
| Время измерения | 20 мин |
На рисунке показаны результаты наложения рамановского изображения (цветная часть) на профиль поверхности (серая часть) для композитного электрода графит-Si. Изображение распределения компонентов с высоким разрешением для нанокремния или технического углерода можно получить с высоким пространственным разрешением 350 нм.
(Измерение 1) PVdF используется в качестве связки.
(Измерение 2) Функциональное связующее вещество PAANa используется для того, чтобы попытаться изучить изменение циклических особенностей графит-Si композитного электрода.
Информация об образце.
Образец графит-Si:- Нано-кремниевый порошок (производство Aldrich)
- Природный графит (размер зерна 3мкм)
- Технический углерод (сажа)
- Связующее вещество (PVdF или PAANa)
Состав электрода:
Si: графит: сажа: связка = 20: 60: 10: 10
Электрод сравнения: литиевая фольга
Электролит: 1M LiPF6 EC: DMC (1: 1)
Тип ячейки: ячейка в виде монеты (модель 2032)
Образец любезно предоставлен исследовательской группой доц. Шиничи Комаба из Токийского Университета Науки.
Шиничи Комаба из Токийского Университета Науки.
Технология приготовления кремниевого отрицательного электрода
Результат 1: наблюдение нанокремния, изолированного и инактивированного расширением объема
Ниже приведенные результаты измерения комбинационного рассеяния композитного электрода графит-Si с использованием PVdF в качестве связки до и после циклирования. Высоко кристаллический нанокремний (красный) можно наблюдать на поверхности электрода перед циклом. После циклирования, кроме увеличения легирующей составляющей, становящейся аморфной, проводимость к токосъемнику предотвращается за счет объемного расширения, из-за которого нанокремний становится неактивным (изображение внизу слева, внутри красного круга).
Перед циклом: нанокристаллический кремний (красный) с высокой степенью кристалличности
После цикла: можно увидеть неактивный нанокремний, который отслоился от поверхности электрода из-за расширения объема. Результат 2: Наблюдение за равномерно легированным аморфным кремнием по всей поверхности
Результат 2: Наблюдение за равномерно легированным аморфным кремнием по всей поверхности
Ниже приведенные результаты измерения комбинационного рассеяния композитного электрода графит-Si с использованием полимера полиакриловой кислоты (PAANa) в качестве функционального связующего вещества до и после циклирования. Известно, что полиакрилат натрия, покрывающий поверхность электрода, может предотвратить разрушение вызванное расширения кремния и улучшить способность к циклированию. Согласно полученным измерениям на приборе RAMANtouch было подтверждено, что аморфный кремний равномерно легируется по всей поверхности электрода после циклирования.
До цикла: высококристаллический нанокремний диспергируется по поверхности электрода
После цикла: происходит равномерное легирование по всей поверхности электрода In-situ рамановская спектроскопия на месте в неактивном газе и электролите (опция)
Компания Nanophoton может также разработать специальную ячейку для in-situ измерения комбинационного рассеяния в соответствии с требованиями клиента.
Механизм действия функционального связующего вещества PAANa
Кремниевый отрицательный электрод имеет более чем в 10 раз большую теоретическую емкость, чем обычный электрод, и считается материалом для аккумуляторной батареи нового поколения. Однако в процессе приема лития во время зарядки объем увеличивается в 4 раза, что легко приводит к его поломке. Таким образом, жизненный цикл стал коротким и трудным для практического использования.
Функциональное связующее полиакрилата натрия (PAANa) равномерно покрывает поверхность электрода и действует как паста, благодаря чему он может предотвратить разрушение частиц кремния из-за объемного расширения. Ожидается, что практическое использование будет реализовано из-за характеристик кремниевого отрицательного электрода, материала электрода с высокой емкостью, который может быть значительно улучшен благодаря улучшениям в цикличности с PAANa.
Механизм функционального связующего вещества PAANa
Литература:
M. Winter et al., Electrochem. Solid-State Lett.,11, 5 (2008).
S. Komaba et al., Electrochem. Solid-State Lett., 12 107 (2009).
S. Komaba et al., J. Power Sources, 189, 197-203 (2009).
Рекомендуемая продукция Nanophoton:
Зарядный/разрядный контейнер для in-situ рамановского измерения LIBcell charge
Контейнер закрытого типа LIBcell
Электроды графитированные (графитовые электроды) от производителя ГрафитПРО
Электроды графитированные ТУ14-139-177-2003диаметр | марка графитового электрода | |||||
ЭГ-30 | ЭГ-25 | ЭГ-20 | ЭГ-15 | ЭГ-10 | ||
Удельное Электрическое сопротивление, мкОм*м,max | Ø75-200 мм | 7,0 | 8,0 |
| 10,0 |
|
Ø250-400 мм |
| 7,0 | 8,0 | 9,0 | 12,0 | |
Ø450-555 мм |
| 8,0 | 9,0 | 12,0 | 12,5 | |
Предел прочности на изгиб, МПа, min | Ø75-200 мм | 7,8 | 7,8 |
| 7,1 |
|
Ø250-400 мм |
| 6,9 | 6,9 | 6,9 | 6,2 | |
Ø450-555 мм |
| 6,4 | 6,4 | 6,4 | 5,7 | |
Предел прочности на разрыв, МПа,min | Ø250-400 мм |
| 3,4 | 3,4 | 3,4 | 3,0 |
Ø450-555 мм |
| 2,9 | 2,9 | 2,9 | 2,6
| |
Электроды графитированные ТУ 1911-109-052-2003
Показатель | диаметр | марка электрода графитированного | |
ЭГ-1 | ЭГ-2 | ||
Удельное Электрическое сопротивление, мкОм*м,max | Ø75-200 мм | 8,0 | 11,0 |
Ø250-555 мм | 8,0 | 8,0 | |
Предел прочности на изгиб, МПа, min | Ø75-200 мм | 8,0 | 8,0 |
Ø250-555 мм | 6,5 | 6,5
| |
Электроды графитированные производство Китай
Показатель | диаметр | марка RP |
Удельное Электрическое сопротивление, мкОм*м,max | Ø75-555мм
| 8,0 |
Предел прочности на изгиб, МПа, min | Ø75-555мм
| 9,81 |
Модуль упругости (Юнга),ГПа, max | Ø75-555мм
| 9,3 |
Объемная плотность, г/см3,min | Ø75-555мм
| 1,58
|
Электроды графитированные и ниппели к ним изготавливаются на основе нефтяного кокса и каменоугольного пека. Предназначены для работы на плотностях тока до 25 А/см2 в дуговых сталеплавильных, руднотермических и других электротермических установках.
Предназначены для работы на плотностях тока до 25 А/см2 в дуговых сталеплавильных, руднотермических и других электротермических установках.
Электроды выпускаются диаметром 75-555 мм и длиной до 2400 мм (ТУ 48-12-52-93). Каждый электрод комплектуется ниппелем.
По желанию потребителя ниппели могут поставляться отдельно от электродов или дополнительно к комплекту.
Электроды диаметром до 250мм. изготавливаются с цилиндрическим ниппельным соединением, а электроды свыше 250 мм могут изготавливаться как с цилиндрическим, так и коническим ниппельным соединением.
Техническими условиями нормируются прочность на сжатие и удельное электрическое сопротивление, которое определяет сорт электродов. Электроды диаметром от 75 до 200мм. изготавливаются марок ЭГ30, ЭГ25, ЭГ15; диаметром 250-555мм. марок ЭГ25, ЭГ20, ЭГ15, ЭГ10, где:
Э — электрод;
Г — графитированный;
25 — плотность тока в период плавления.
Графитированные электроды — ООО RS огнеупоры
Наименование: Графитированные электроды; Графитовые электроды
Применение:
1 для дуговой печи;
2 для дуговой сталеплавильной электропечи ДСП;
3 для рудотермической печи;
4 для рафинировочных ферросплавных, и различных электропечей.
Диаметр электродов: от 75 до 800мм. ГОСТ И ТУ
Наши преимущества: Призводитель из Китая; Купить прямо с завода; Высококачественные изделия; Выгодная цена.
Запросить цену сейчасОтправить письмо
Классификация графитовых электродов
Фото продукции
производство ЭГ электроды и ниппели к ним Графитовый электрод ниппелиДлина и диаметр электрода, и допустимое отклонение
| Номинальный диаметр | Фактический диаметр | Длинна(мм) | Допустимое отклонение
| ||||
| ММ | Дюйм | мак | мин | минимальный размер черной части | Длинна | Короткая длина | |
| 75 | 3 | 78 | 73 | 72 | 1400/1600 | ±100 | -275 |
| 100 | 4 | 103 | 98 | 97 | 1400/1600 | ||
| 130 | 5 | 132 | 127 | 126 | 1400 | ||
| 150 | 6 | 154 | 149 | 146 | 1400/1600/1800 | ||
| 175 | 7 | 180 | 174 | 172 | 1400/1600 | ||
| 200 | 8 | 205 | 200 | 197 | 1600/1800 | ||
| 225 | 9 | 230 | 225 | 222 | 1600/1800 | ||
| 250 | 10 | 255 | 251 | 248 | 1600/1800 | ||
| 300 | 12 | 307 | 302 | 299 | 1600/1800/2000 | ||
| 350 | 14 | 357 | 352 | 349 | 1600/1800/2000 | ||
| 400 | 16 | 409 | 403 | 400 | 1600/1800/2000/22000 | ||
| 450 | 18 | 460 | 454 | 451 | 1600/1800/2000/22000 | ||
| 500 | 20 | 511 | 505 | 502 | 1600/1800/2000/22000 | ||
| 550 | 22 | 562 | 556 | 553 | 1800/2000/2200/2400 | ||
| 600 | 24 | 613 | 607 | 604 | 2000/2200/2400/2700 | ||
| 650 | 26 | 663 | 659 | 656 | 2000/2200/2400/2700 | ||
| 700 | 28 | 714 | 710 | 707 | 2000/2200/2400/2700 | ||
Технические характеристики графитового электрода высокой плотности (HD)
| Наименование | Единица | Номинальный диаметр | ||||||||||||
| 75-200 мм | 250-300мм | 400-500мм | ||||||||||||
| высший сорт | первый класс | высший сорт | первый класс | высший сорт | первый класс | |||||||||
| удельное сопротивление(не более) | электрод | μΩ. m m | 8.0 | 9.0 | 8.0 | 9.0 | 8.0 | 9.0 | ||||||
| ниппель | 7.5 | 7.5 | 7.5 | |||||||||||
| Прочность на изгиб (не менее) | электрод | МПа | 10 | 9 | 8 | |||||||||
| ниппель | 13 | 13 | 13 | |||||||||||
| Модуль упругости (не более) | электрод | ГПа | 12 | 12 | 12 | |||||||||
| ниппель | 14 | 14 | 14 | |||||||||||
| Плотность (не менее) | электрод | г / см3 | 1.58 | 1.58 | 1.58 | |||||||||
| ниппель | 1. 68 68 | 1.68 | 1.68 | |||||||||||
| Коэффициент теплового расширения (не более) | электрод | 10-6/℃ | 2.7 | 2.7 | 2.7 | |||||||||
| ниппель | 2.5 | 2.5 | 2.5 | |||||||||||
| Зольность (не более) | % | 0.3 | 0.3 | 0.5 | ||||||||||
| Примечание:1.Коэффициент зольности и теплового расширения в качестве эталонного индекса. | ||||||||||||||
Технические характеристики квази-сверхвысокомощного графитового электрода (ЭГПК-SHP)
| Наименование | Единица | Номинальный диаметр (мм) | ||||
| 300, 350, 400 | 450, 500 | |||||
| удельное сопротивление(не более) | электрод | μΩ. m m | 6,2 | 6,5 | ||
| ниппель | 5,5 | 5,5 | ||||
| Прочность на изгиб (не менее) | электрод | МПа | 10,5 | 10,0 | ||
| ниппель | 16,0 | 16,0 | ||||
| Модуль упругости (не более) | электрод | ГПа | 14,0 | 14,0 | ||
| ниппель | 18 | 18 | ||||
| Плотность (не менее) | электрод | г / см3 | 1,65 | 1,64 | ||
| ниппель | 1,72 | 1,70 | ||||
| Коэффициент теплового расширения (не более) | электрод | 10-6/℃ | 1,5 | 1,5 | ||
| ниппель | 1,4 | 1,4 | ||||
| Зольность (не более) | % | 0. 3 3 | 0,3 | |||
| Примечание:1.зольность в качестве эталонного индекса. | ||||||
Если у вас есть какие-либо требования, пожалуйста, свяжитесь с нами. Наши инженеры поможет вам и предоставить соответствующие консультации.
Описание графитового электрода
Графитовый электрод представится собой высокотемпературный графитовый проводящий материал, серьё которого состоит из нефтяного кокса, смоляного кокса в качестве заполнителя, каменноугольной смолы в качестве связующего вещества. Мы производим графитовые электроды и ниппели к ним. Графитовые электроды характеризуются низким сопротивлением, хорошей электропроводимостью и теплопроводностью, высокой стойкостью к окислению и тепловой ударе, высокой механической прочностью т. д.
Наши предложения перед подключением электрода:
1 Пожалуйста, проверьте внутренняя резьба электрода сначала. Если нить не нетронутыми, пожалуйста, свяжитесь с сотрудниками продаж, чтобы подтвердить ли электрода может работать должным образом.
2 Пожалуйста очистить электроды сжатым воздухом перед подключением.
3 Когда электрод отжимаясь в электрода отверстие на одном конце, подушка может быть подготовлен на другом конце чтобы избежать сосок поломки.
При подключении электродов, пожалуйста, обратите внимание:
1 выпадающего медленно, когда новый электрод прямо над отверстие подключен электрода.
2 поместите изолятор между двумя электродами, и падение электрода медленно, чтобы предотвратить поломки электрода отверстие и соска нитей.
3 поднимите новый электрод немного, а затем вынуть изолятор, подключить два электродов.
4 затянуть электроды с надлежащим гаечный ключ и указанный момент.
Сертификат
CE SCAN
Сертификация системы управления качеством
Сертификация экологического менеджмента
Основные направлении нашей деятельности
ООО “ RS огнеупоры ” имеет более чем 20-летнюю историю в производстве огнеупорных материалов. Наша компания в основном занимается производством формованных огнеупоров, неформованных огнеупоров, теплоизоляционных материалов. Теперь мы установили отношения сотрудничества со многими научно-исследовательскими подразделениями, а наши продукты проданы в Японии ,Кореее, Новой Зеландии, Индонезии, Казахстанеи т. д..
Теперь мы установили отношения сотрудничества со многими научно-исследовательскими подразделениями, а наши продукты проданы в Японии ,Кореее, Новой Зеландии, Индонезии, Казахстанеи т. д..
Заинтересованы в наших продуктах? Оставьте сообщение в форме ниже. Мы ответим вам в течение 6 часов.
*Имя:
*Электронная почта:
Телефон:
Страна:
*Ваш запрос:
*Мы уважаем Вашу конфиденциальность и не можем передавать Вашу личную информацию с другими организациями»]
характеристики, виды, использование :: SYL.ru
Тренды многослойной стрижки на осень: прически сезона для дам всех возрастов
Прическа пучок снова в тренде этой осенью: секреты выбора на разную длину волос
Неподвластный времени тренч: миксуем осенью с водолазкой, джинсами и не только
Алла Пугачева вновь покинула Россию, не проводив друга в последний путь
Морковь и яблоки. Готовим простой салат с сладкой заправкой
Готовим простой салат с сладкой заправкой
В стиле панк и кудрявая: эффектные и немного дерзкие стрижки маллет для женщин
Трикотажная мода осени: самые актуальные наряды для теплого октября
Неприязнь к мужу: проблемы каждой новоиспеченной мамы и способы их решить
Расположение Луны и процедуры с волосами в октябре: подходящие дни для стрижек
Как правильно определять съедобность каштанов и очищать их от кожуры: лайфхаки
Автор Светлана
Для выполнения сварочных работ графитовый электрод широко используется. Он изготавливается в нескольких видах, за счет чего может использоваться в различных сферах деятельности.
Он изготавливается в нескольких видах, за счет чего может использоваться в различных сферах деятельности.
Особенности
Графитовый электрод относится к категории неплавких. Его характеристики обеспечиваются материалом, использованным в качестве сырья. Основным отличием графита от металла является его электропроводимость. Кроме того, графит не плавится, выдерживая очень высокие температуры. Графит остается прочным материалом даже тогда, когда металл уже плавится от высоких температур.
Электроды из графита производятся в нескольких вариантах, отличающихся размерами и формой наконечника. По своему составу они могут быть двух видов: обычные и с медью (5 %). Медно-графитовый электрод имеет медное покрытие. Благодаря этому металлический сплав обладает улучшенными характеристиками.
Различаются электроды по таким характеристикам, как толщина срезаемого металлического сплава, размер канавок, значение силы тока. На технические характеристики оказывают прямое влияние состав материала и толщина самих стержней.
Состав и структура электродов
Электрод графитовый состоит из нескольких частей. В качестве основных материалов используются две рабочие части прессованного угля. Между ними устанавливается прокладка (чаще всего из порошка алюминия), которая препятствует соприкосновению двух частей. За счет входящего в состав угля при сварке в металле увеличивается содержание углерода. Графит отличается электропроводностью, прочностью и хрупкостью. И эти показатели улучшаются при нагреве. Плавится он при температуре 3,5 тысячи градусов Цельсия.
Диаметр графитовых стержней изменяется в пределах от нескольких миллиметров до нескольких сантиметров. Одна из сторон электрода выполняется в форме клина (угол его до 70 градусов) или конуса. Длина стержня может быть от пары до 70 сантиметров.
Назначение
Сварка графитовым электродом производится в тех случаях, когда металлическое соединение должно быть максимально прочным. Кроме соединения нескольких частей, электроды данного вида позволяют убрать конструктивные дефекты металлических элементов, возникающих на стадии их литья.
Кроме этого, электрод графитовый применяется при подготовке металла к технологическим процессам различного рода. Он используется для разрезания металлических деталей воздушно-дуговым способом. Еще один способ использования – обработка кромок металла. Этот процесс принято называть строжкой.
Виды стержней
По своему составу электрод графитовый может быть нескольких видов:
- ЭГ – наиболее простой вид стержней, подходящих для использования в домашних условиях. Он рекомендуется для сварки материалов с плотностью до 25 А/см. В их состав входят пек и кокс.
- ЭГС позволяют достичь максимального качества и прочности соединений. Кроме того, с их помощью можно устранить трещины в литых элементах. Данный вид стержней может быть использован в плавильной сфере.
- ЭГП рекомендуется применять с целью резки металлических деталей. Он получил распространение при работе с электродуговыми аппаратами, в плавильной и металлолитейной отрасли.
- ЭГПС. Стержни данного вида изготавливаются из кокса. Для улучшения характеристик кокс пропитан каменноугольным пеком. Благодаря этому соединение металлических элементов получается прочным и надежным. Подходит для работы с электродуговыми аппаратами.
 Стержни данного вида изготавливаются из кокса. Для улучшения характеристик кокс пропитан каменноугольным пеком. Благодаря этому соединение металлических элементов получается прочным и надежным. Подходит для работы с электродуговыми аппаратами.
Стержни данного вида изготавливаются из кокса. Для улучшения характеристик кокс пропитан каменноугольным пеком. Благодаря этому соединение металлических элементов получается прочным и надежным. Подходит для работы с электродуговыми аппаратами.Наличие нескольких видов материалов позволяет расширить область применения электродов данного вида.
Использование стержней
При работе с графитовыми электродами могут применяться два технологических приема:
- Материал подается непосредственно в пламя дуги. При этом между металлическим элементом и электродом размещают сварочную проволоку. Причем проволока должна подаваться немного раньше, чем электрод графитовый. Сварочная проволока подается под углом примерно 30 градусов, а стержень – 70 градусов. Данный прием позволяет увеличить скорость выполнения работы.
- С помощью электрода наплавляется валик основного материала. Туда подается присадочный материал. В отличие от предыдущего способам первым идет электрод, а только после него проволока. В данном случае существует большая вероятность прожога металла. Но при этом скорость выполнения работы значительно выше. За счет этого данный прием больше подходит для работы с толстостенными металлами.
 В данном случае существует большая вероятность прожога металла. Но при этом скорость выполнения работы значительно выше. За счет этого данный прием больше подходит для работы с толстостенными металлами.
В данном случае существует большая вероятность прожога металла. Но при этом скорость выполнения работы значительно выше. За счет этого данный прием больше подходит для работы с толстостенными металлами.Электролиз с графитовыми электродами проводится только при подключенном постоянном токе. Причем подключение должно быть только прямым. При этом минус подсоединяется на электрод.
Достоинства и недостатки
Среди преимуществ, которыми обладает электрод графитовый, можно выделить следующие:
- Устойчивость к воздействию тока.
- Хорошая проводимость тока, благодаря чему снижается расход электрода в процессе сварки.
- Увеличенный срок службы. Этот показатель выше за счет того, что он не окисляется при повышенных температурах.
- Простота изготовления.
- Доступная стоимость.
- Работа со стержнями может проводиться без использования специальных держателей.
Существует несколько недостатков, о которых необходимо помнить:
- Сложность выполнения тонкого соединения. Это вызвано тем, что минимальный диаметр стержня составляет 6 миллиметров.
 Это вызвано тем, что минимальный диаметр стержня составляет 6 миллиметров.
Это вызвано тем, что минимальный диаметр стержня составляет 6 миллиметров.- Показатели соединяемых элементов могут ухудшаться из-за повышенной концентрации углерода в металле, которая возникает за счет использования графитовых стержней.
Использование графитовых электродов возможно при выполнении узкого списка работ.
Похожие статьи
- Как сделать аппарат живой и мертвой воды своими руками?
- Как и чем варить нержавейку в домашних условиях
- Пистолет «Форт 17»: характеристика и сравнение с аналогами
- Что такое углерод? Описание, свойства и формула углерода
- Аккумулятор «Тесла»: устройство, характеристики, применение
- Живая и мертвая вода. Лечебные свойства
- Цвет графит: как получить такой оттенок?
 Лечебные свойства
Лечебные свойстваТакже читайте
Электрод графитовый омедненный в Астрахани: 37-товаров: бесплатная доставка, скидка-48% [перейти]
Партнерская программаПомощь
Астрахань
Каталог
Каталог Товаров
Одежда и обувь
Одежда и обувь
Стройматериалы
Стройматериалы
Текстиль и кожа
Текстиль и кожа
Здоровье и красота
Здоровье и красота
Детские товары
Детские товары
Электротехника
Электротехника
Продукты и напитки
Продукты и напитки
Дом и сад
Дом и сад
Мебель и интерьер
Мебель и интерьер
Торговля и склад
Торговля и склад
Сельское хозяйство
Сельское хозяйство
Все категории
ВходИзбранное
Металлы и прокатЛитейное оборудованиеОборудование для специальных способов литьяЭлектроды графитовыеЭлектрод графитовый омедненный
Электрод графитовый омедненный RedHotDot SR00006 (4 шт)
В МАГАЗИНЕще цены и похожие товары
Электроды угольные омедненные GWC CARBON д. 6,5 мм упаковка 50 шт / электрод графитовый / медный электрод
6,5 мм упаковка 50 шт / электрод графитовый / медный электрод
ПОДРОБНЕЕЕще цены и похожие товары
Электроды угольные омедненные GWC CARBON д.6,5 мм упаковка 50 шт / электрод графитовый / медный электрод
ПОДРОБНЕЕЕще цены и похожие товары
Электроды угольные омедненные, д.6.0-8.0-12.0 мм упаковка 15 шт / электрод графитовый / медный электрод / электроды с воздушной дугой
ПОДРОБНЕЕЕще цены и похожие товары
GWC / Электроды угольные омедненные GWC CARBON д 8,0 мм упаковка 50 шт электрод графитовый, GWC
ПОДРОБНЕЕЕще цены и похожие товары
Электроды угольные омедненные GWC CARBON д.8,0 мм упаковка 50 шт / электрод графитовый / медный электрод / электроды с воздушной дугой
ПОДРОБНЕЕЕще цены и похожие товары
Электроды угольные омедненные GWC CARBON д. 8,0 мм упаковка 50 шт / электрод графитовый / медный электрод / электроды с воздушной дугой
8,0 мм упаковка 50 шт / электрод графитовый / медный электрод / электроды с воздушной дугой
ПОДРОБНЕЕЕще цены и похожие товары
565
800
Электроды графитовые 18х247 — 5шт Тип: Аксессуар для точечной сварки АКБ, Запчасть для сварочного
В МАГАЗИНЕще цены и похожие товары
575
800
Электроды графитовые для сварки, строжки, резки 10х10х190 — 15шт Тип: Аксессуар для точечной сварки
В МАГАЗИНЕще цены и похожие товары
469
800
Электроды графитовые 18х247 — 3шт Тип: Аксессуар для точечной сварки АКБ, Запчасть для сварочного
В МАГАЗИНЕще цены и похожие товары
650
1000
Электрод графитовый для воздушно-дуговой резки 15х25х350 — 10шт Тип: Аксессуар для точечной сварки
В МАГАЗИНЕще цены и похожие товары
Треугольный омедненный электрод для споттера Great Wolf GWR0001 Диаметр: 55. 000, Длина: 45.000, Вес
000, Длина: 45.000, Вес
ПОДРОБНЕЕЕще цены и похожие товары
Электроды графитовые 10 шт, 10x10x190 мм AVTOGARANT ЭГ10х10х190
ПОДРОБНЕЕЕще цены и похожие товары
560
890
Электроды графитовые для строжки и резки металлов 10х10х300 — 10шт
ПОДРОБНЕЕЕще цены и похожие товары
Электрод из графитового листа высокой чистоты для электрохимии
ПОДРОБНЕЕЕще цены и похожие товары
Электрод графитовый ф-4,0мм омедненый 1шт
ПОДРОБНЕЕЕще цены и похожие товары
Электрод угольный d8, для сварки скруток (для аппартата призма), ПРАКТИКА Производитель: ПРАКТИКА
ПОДРОБНЕЕЕще цены и похожие товары
Электрод графитовый 5 шт Great Wolf GWR00014
ПОДРОБНЕЕЕще цены и похожие товары
Электрод медно-графитовый ф 8,0х305мм/GWC штучно Производитель: GWC
ПОДРОБНЕЕЕще цены и похожие товары
Электрод графитовый ф-8,0мм омедненый 1шт
ПОДРОБНЕЕЕще цены и похожие товары
902
965
Электрод графитовый 5 шт Great Wolf GWR00014 Тип электрода: для плазменной резки
ПОДРОБНЕЕЕще цены и похожие товары
GWC, Электрод угольный круглый 6х305 мм Производитель: GWC
ПОДРОБНЕЕЕще цены и похожие товары
Угольные электроды d9,5 мм (50 шт) Назначение: медь
ПОДРОБНЕЕЕще цены и похожие товары
Угольные электроды 4 мм Назначение: медь, Тип покрытия: основной
ПОДРОБНЕЕЕще цены и похожие товары
Графитовый электрод Great Wolf GWR00014 Вес: 0. 2кг
2кг
ПОДРОБНЕЕЕще цены и похожие товары
Электрод графитовый (4 шт.)
ПОДРОБНЕЕЕще цены и похожие товары
Noname Электрод угольный ф 10,0 мм (омеднен.) Производитель: NO NAME
ПОДРОБНЕЕЕще цены и похожие товары
Noname Электрод угольный ф 8,0 мм (омеднен.) Производитель: NO NAME
ПОДРОБНЕЕЕще цены и похожие товары
2 страница из 3
RP Графитовые электроды для производства стали в электродуговых печах
RP Графитовый электрод в основном используется в электродуговых печах обычной мощности для выплавки стального лома, кремния и желтого фосфора.
- Описание
- Особенность
- Приложение
- Спецификация
- Качество поверхности
- Скачать
Описание
Графитированные электроды RP , относящиеся к формованным колоннам из графита, используются в качестве высокотемпературного проводящего материала для электродуговых печей.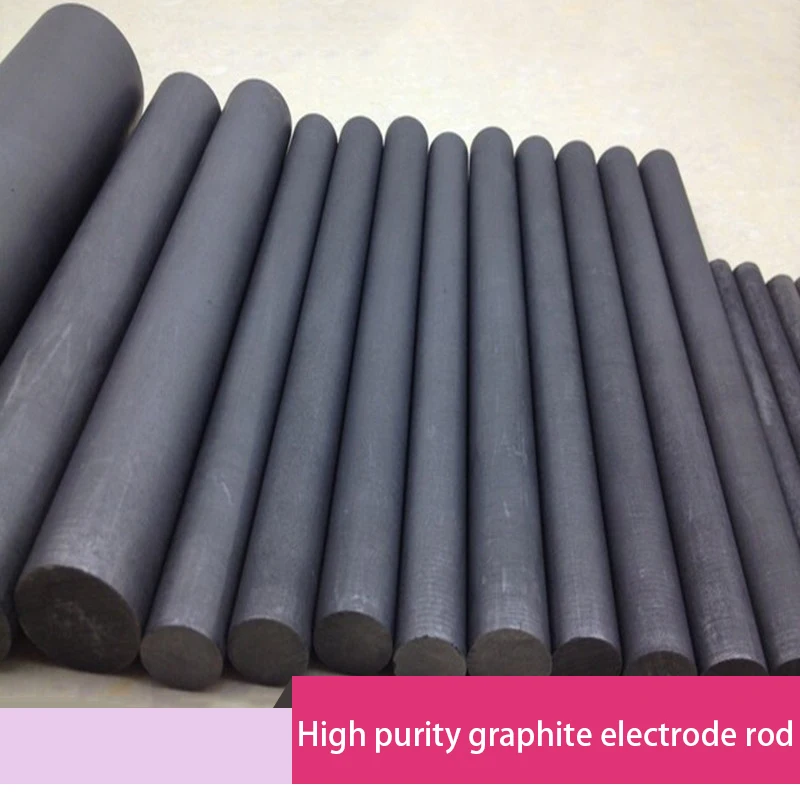 Графитовые электроды штатной мощности указаны с допустимой плотностью тока менее 17 А/см 2 . Качество графитового электрода определяет производительность и стоимость производства стали в ЭДП.
Графитовые электроды штатной мощности указаны с допустимой плотностью тока менее 17 А/см 2 . Качество графитового электрода определяет производительность и стоимость производства стали в ЭДП.
Как производитель, мы также поставляем графитовые электроды класса UHP и графитовые электроды класса HP для электродуговых печей сверхвысокой мощности или большой мощности. Помимо использования в дуговых печах, графитированные электроды также широко используются в печах с погруженной дугой и ковшовых печах.
Особенность
- Высокая допустимая нагрузка по току.
- Исключительная устойчивость к поломке.
- Высокая стойкость к окислению и термическому удару.
- Хорошая стабильность размеров, не легко деформируется.
- Высокая механическая прочность, низкое электрическое сопротивление.
- Высокая точность обработки, хорошее качество поверхности.
Применение
Электроды графитированные широко применяются для производства легированных сталей, металлов и других неметаллических материалов и т. д.
д.
Дуговая печь с эксцентриковым подом
Графитовый электрод RP для производства стали в ЭДП
Графитированный электрод RP для ЭДП обычной мощности
Спецификация
| Диам. (дюйм) | Сопротивление (≤, мкОм·м) | Плотность (≥, г/см 3 ) | Прочность на изгиб (≥, МПа) | Модуль упругости (≤, ГПа) | Зольность (≤, %) | КТР (100 °C – 60 °C) (≤, 10 -6 /°C) | Токовая нагрузка (А) | Плотность тока (А/см 2 ) |
|---|---|---|---|---|---|---|---|---|
| 8 | 8,5 | 1,53 | 8,5 | 9,3 | 0,5 | 2,9 | 5000–6900 | 15–21 |
| 9 | 8,5 | 1,53 | 8,5 | 9,3 | 0,5 | 2,9 | 6100–8600 | 15–21 |
| 10 | 8,5 | 1,53 | 8,5 | 9,3 | 0,5 | 2,9 | 7000–10000 | 14–20 |
| 12 | 8,5 | 1,53 | 8,5 | 9,3 | 0,5 | 2,9 | 10000–13000 | 14–18 |
| 14 | 8,5 | 1,52 | 7,0 | 9,3 | 0,5 | 2,9 | 13500–18000 | 14–18 |
| 16 | 8,5 | 1,52 | 7,0 | 9,3 | 0,5 | 2,9 | 18000–23500 | 14–18 |
| 18 | 8,5 | 1,52 | 7,0 | 9,3 | 0,5 | 2,9 | 22000–27000 | 13–17 |
| 20 | 8,5 | 1,52 | 7,0 | 9,3 | 0,5 | 2,9 | 25000–32000 | 13–16 |
| 22 | 8,5 | 1,52 | 7,0 | 9,3 | 0,5 | 2,9 | 32000–40000 | 13–16 |
| 24 | 8,5 | 1,52 | 7,0 | 9,3 | 0,5 | 2,9 | 38000–47000 | 13–16 |
| Диаметр (мм) | Длина (мм) | ||||||
|---|---|---|---|---|---|---|---|
| Номинальный диаметр | Фактический диаметр | Номинальная длина | Допуск | Короткая длина | |||
| (дюймы) | (мм) | (макс. ) | (мин.) | (шероховатое место) | |||
| 8 | 200 | 205 | 200 | 197 | 1600 | ±100 | -275 |
| 9 | 225 | 230 | 225 | 222 | 1600 | ||
| 10 | 250 | 256 | 251 | 248 | 1600/1800 | ||
| 12 | 300 | 307 | 302 | 299 | 1600/1800 | ||
| 14 | 350 | 357 | 352 | 349 | 1600/1800 | ||
| 16 | 400 | 409 | 403 | 400 | 1600/1800/2000/2200 | ||
| 18 | 450 | 460 | 454 | 451 | 1600/1800/2000/2200 | ||
| 20 | 500 | 511 | 505 | 502 | 1800/2000/2200/2400 | ||
| 22 | 550 | 562 | 556 | 553 | 1800/2000/2200/2400 | ||
| 24 | 600 | 613 | 607 | 604 | 2000/2200/2400 | ||
Качество поверхности
- На поверхности электрода должно быть менее двух дефектов или отверстий, максимальный размер которых указан в таблице ниже.
- На поверхности электрода не должно быть поперечных трещин. Для продольной трещины длина должна быть менее 5% окружности электрода, а ширина должна быть от 0,3 мм до 1,0 мм.
- Ширина черной области на поверхности электрода должна быть менее 1/10 окружности электрода, а длина должна быть менее 1/3 электрода.
| Спецификация Размер дефекта | Номинальный диаметр графитового электрода (мм) | |
|---|---|---|
| 300–400 | 450–600 | |
| Диаметр (мм) | 20–40 (менее 20 мм можно пренебречь) | 30–50 (менее 30 мм можно пренебречь) |
| Глубина (мм) | 5–10 (менее 5 мм можно пренебречь) | 10–15 (менее 10 мм можно пренебречь) |
Скачать
| Имя файла | Последнее обновление | Размер файла | Скачать |
|---|---|---|---|
| Имя файла: Каталог графитовых электродов | Последнее обновление: 2018. 10. | Размер файла: 2,09 МБ | Скачать: |
Графитовый электрод высокого давления – проводящий материал для дуговой плавки
Графитовый электрод высокого давления в основном используется для мощных электродуговых печей с плотностью тока в диапазоне 18–25 А/см 2 .
- Описание
- Функция
- Приложение
- Спецификация
- Качество поверхности
- Скачать
Описание
Графитовый электрод высокого давления является токопроводящим элементом для сталеплавильных электродуговых печей. Он изготовлен из нефтяного кокса, игольчатого кокса, каменноугольного пека и производится с помощью ряда строгих производственных процессов. Линии сильного тока вставляются через порт графитового электрода внутри корпуса печи. Это высвобождает электрическую энергию в дуговой печи для нагрева печи.
Спрос на электроды большего диаметра растет по мере увеличения размеров печи EAF. В последние годы все большую популярность приобретают графитированные электроды диаметром 500 мм или 600 мм.
Особенность
- Антиоксидантная обработка для продления срока службы.
- Высокая чистота, высокая плотность, высокая химическая стабильность.
- Высокая точность обработки, хорошее качество поверхности.
- Высокая механическая прочность, низкое электрическое сопротивление.
- Устойчив к растрескиванию и выкрашиванию.
- Высокая стойкость к окислению и термическому удару.
Применение
Электроды графитированные широко применяются для производства легированных сталей, металлов и других неметаллических материалов и др.
- Дуговая печь постоянного тока.
- Электродуговая печь переменного тока.
- Печь с погружной дугой.
Графитовый электрод для дуговой печи под флюсом
Графитовый электрод для дуговой печи переменного тока
Графитовый электрод для дуговой печи постоянного тока
Спецификация
| Диаметр | Сопротивление (≤, мкОм·м) | Плотность (≥, г/см 3 ) | Прочность на изгиб (≥, МПа) | Модуль упругости (≤, ГПа) | Зольность (≤, %) | КТР (100 °C – 600 °C) (≤, 10 -6 /°C) | Токовая нагрузка (А) | Плотность тока (А/см 2 ) | |
|---|---|---|---|---|---|---|---|---|---|
| дюйм | мм | ||||||||
| 8 | 200 | 6,5 | 1,62 | 10,5 | 12 | 0,3 | 2,4 | 5500–9000 | 18–25 |
| 9 | 225 | 6,5 | 1,62 | 10,5 | 12 | 0,3 | 2,4 | 6500–10000 | 18–25 |
| 10 | 250 | 6,5 | 1,62 | 10,5 | 12 | 0,3 | 2,4 | 8000–13000 | 18–25 |
| 12 | 300 | 6,5 | 1,62 | 10,5 | 12 | 0,3 | 2,4 | 13000–17400 | 17–24 |
| 14 | 350 | 6,5 | 1,62 | 10,5 | 12 | 0,3 | 2,4 | 17400–24000 | 17–24 |
| 16 | 400 | 6,5 | 1,62 | 10,5 | 12 | 0,3 | 2,4 | 21000–31000 | 16–24 |
| 18 | 450 | 6,5 | 1,60 | 9,8 | 12 | 0,3 | 2,4 | 25000–40000 | 15–24 |
| 20 | 500 | 6,5 | 1,60 | 9,8 | 12 | 0,3 | 2,4 | 30000–48000 | 15–24 |
| 22 | 550 | 6,5 | 1,60 | 9,8 | 12 | 0,3 | 2,4 | 37000–57000 | 15–23 |
| 24 | 600 | 6,5 | 1,60 | 9,8 | 12 | 0,3 | 2,4 | 44000–67000 | 15–23 |
| Диаметр (мм) | Длина (мм) | ||||||
|---|---|---|---|---|---|---|---|
| Номинальный диаметр | Фактический диаметр | Номинальная длина | Допуск | Короткая длина | |||
| (дюймы) | (мм) | (макс. ) ) | (мин.) | (шероховатое место) | |||
| 8 | 200 | 205 | 200 | 197 | 1600 | ±100 | -275 |
| 9 | 225 | 230 | 225 | 222 | 1600 | ||
| 10 | 250 | 256 | 251 | 248 | 1600/1800 | ||
| 12 | 300 | 307 | 302 | 299 | 1600/1800 | ||
| 14 | 350 | 357 | 352 | 349 | 1600/1800 | ||
| 16 | 400 | 409 | 403 | 400 | 1600/1800/2000/2200 | ||
| 18 | 450 | 460 | 454 | 451 | 1600/1800/2000/2200 | ||
| 20 | 500 | 511 | 505 | 502 | 1800/2000/2200/2400 | ||
| 22 | 550 | 562 | 556 | 553 | 1800/2000/2200/2400 | ||
| 24 | 600 | 613 | 607 | 604 | 2000/2200/2400 | ||
Качество поверхности
- На поверхности электрода должно быть менее двух дефектов или отверстий, максимальный размер которых указан в таблице ниже.
- На поверхности электрода не должно быть поперечных трещин. Для продольной трещины длина должна быть менее 5% окружности электрода, а ширина должна быть от 0,3 до 1,0 мм.
- Ширина черной области на поверхности электрода должна быть менее 1/10 окружности электрода, а длина должна быть менее 1/3 электрода.

| Спецификация Размер дефекта | Номинальный диаметр графитового электрода (мм) | |
|---|---|---|
| 300–400 | 450–600 | |
| Диаметр (мм) | 20–40 (менее 20 мм можно пренебречь) | 30–50 (менее 30 мм можно пренебречь) |
| Глубина (мм) | 5–10 (менее 5 мм можно пренебречь) | 10–15 (менее 10 мм можно пренебречь) |
Скачать
| Имя файла | Последнее обновление | Размер файла | Скачать |
|---|---|---|---|
| Имя файла: Каталог графитовых электродов | Последнее обновление: 2018.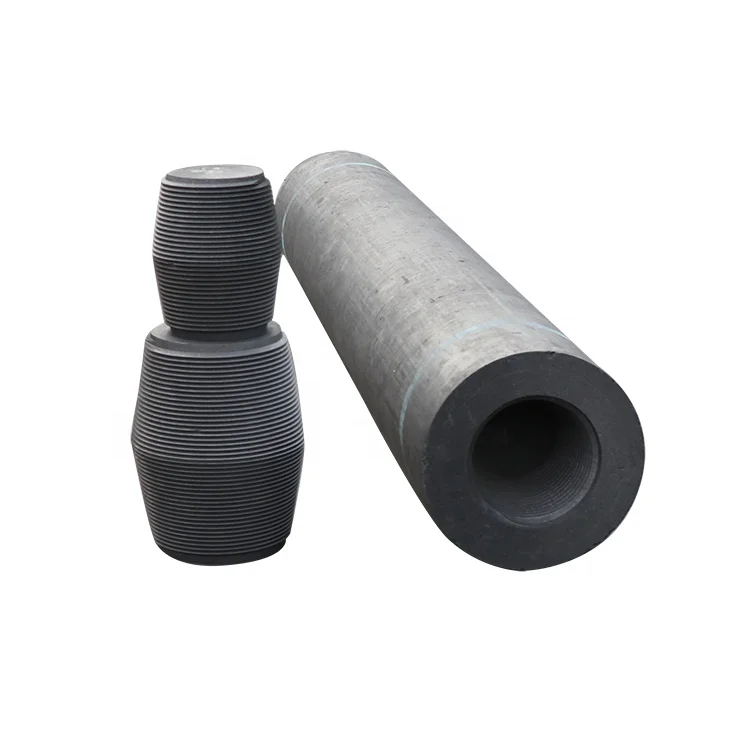 10. 10. | Размер файла: 2.09МБ | Скачать: |
Рынок графитовых электродов | Рост, тенденции, COVID-19
Рынок графитированных электродов был оценен в 8 791 доллар США. 65 миллионов в 2021 году, и прогнозируется, что CAGR составит 4,6% в течение прогнозируемого периода (2022-2027). Вспышка COVID-19 в 2020 году негативно повлияла на рынок графитовых электродов.
| Источник: ReportLinker ReportLinker
Нью-Йорк, 21 июня 2022 г. (GLOBE NEWSWIRE) — Reportlinker.com объявляет о выпуске отчета «Рынок графитовых электродов | Рост, тенденции, влияние COVID-19 и прогноз (2022–2027)» — https: //www.reportlinker.com/p06288111/?utm_source=GNW
Однако с возобновлением операций в основных отраслях конечных пользователей рынок значительно восстановился в 2021 году. Ожидается, что рост производства стали в странах с развивающейся экономикой и рост доступности стального лома в Китае будут стимулировать рост рынка.
Ожидается, что рост производства стали в странах с развивающейся экономикой и рост доступности стального лома в Китае будут стимулировать рост рынка.
С другой стороны, рост цен на игольчатый кокс, вероятно, будет препятствовать росту изучаемого рынка.
Ожидается, что рост производства стали с использованием технологии электродуговых печей (ЭДП) в Китае откроет новые возможности для рынка в ближайшие годы.
Ожидается, что Азиатско-Тихоокеанский регион будет доминировать на рынке из-за высокого спроса со стороны Китая.
Основные рыночные тенденции
Сегмент электродуговых печей для доминирования на рынке
Электродуговые печи (ЭДП) плавят стальной лом, железо прямого восстановления (железо прямого восстановления), ГБЖ (железо горячего брикетирования, прессованное железо восстановления) или чушки железо в твердом состоянии для производства стали. На маршруте ЭДП электричество обеспечивает необходимую мощность для плавления сырья.
Графитовый электрод в основном используется в процессе производства стали в электродуговых печах (ЭДП) для плавления стального лома. Электроды изготовлены из графита из-за их способности выдерживать высокие температуры. В ЭДП кончик электрода может достигать 3000ºF, что составляет половину температуры поверхности Солнца. Размер электродов широко варьируется от 75 мм до 750 мм в диаметре и до 2800 мм в длину. В электродуговых печах (ЭДП) на сталелитейных и чугунолитейных заводах обычно используются электроды UHP (обычно 350 мм и больше) и электроды HP и UHP (обычно 400 мм и меньше) соответственно.
Электроды изготовлены из графита из-за их способности выдерживать высокие температуры. В ЭДП кончик электрода может достигать 3000ºF, что составляет половину температуры поверхности Солнца. Размер электродов широко варьируется от 75 мм до 750 мм в диаметре и до 2800 мм в длину. В электродуговых печах (ЭДП) на сталелитейных и чугунолитейных заводах обычно используются электроды UHP (обычно 350 мм и больше) и электроды HP и UHP (обычно 400 мм и меньше) соответственно.
Резкий скачок цен на графитированные электроды в недавнем прошлом привел к увеличению затрат электросталеплавильных заводов. В Китае цены на графитированные электроды в 2019 году выросли более чем на 700% по сравнению с 2017 годом. По состоянию на 16 февраля 2022 года средняя цена графитированных электродов в Китае составляла 20 818 юаней за тонну, что на 5,17% больше, чем в 2017 году. начала года и 44,48% к аналогичному периоду прошлого года.
В Китае на сталь ЭДП приходится около 10% от общей доли в текущем сценарии. Однако ожидается, что ситуация изменится из-за растущей доступности стального лома в стране и государственной политики, поддерживающей использование стального лома. Ожидается, что из-за таких факторов спрос на графитированные электроды, используемые для применения в ЭДП, будет неуклонно расти в течение прогнозируемого периода.
Однако ожидается, что ситуация изменится из-за растущей доступности стального лома в стране и государственной политики, поддерживающей использование стального лома. Ожидается, что из-за таких факторов спрос на графитированные электроды, используемые для применения в ЭДП, будет неуклонно расти в течение прогнозируемого периода.
Графитовые электроды на сталелитейных заводах находятся в состоянии восстановления. Запас графитовых электродов недостаточен по сравнению с предыдущими годами. Ожидается, что с возобновлением работы сталелитейных заводов спрос на него возрастет.
В заключение, в связи с благоприятным спросом, ограниченным предложением и высокой стоимостью ожидается рост цен на графитированные электроды, что повысит спрос на них в течение прогнозируемого периода.
Китай будет доминировать на рынке Азиатско-Тихоокеанского региона
Китай занимает наибольшую долю в потреблении и производственных мощностях графитированных электродов в мире. В настоящее время в Китае насчитывается более 40 официальных производителей графитированных электродов, а за последние 2-3 года было замечено 30 новых участников, производящих другие огнеупорные изделия, наряду с электродами. ?
?
Китайские производители поспешили установить мощности для графитированных электродов, когда в 2017 году страна начала активно увеличивать объемы производства стали с использованием электродуговых печей. Директивные органы Китая активно поощряли технологии производства стали в ЭДП для сокращения выбросов углерода и добиться устойчивости в сталелитейной промышленности страны. Производство автомобилей в 2021 году составило 2 60 82 220 единиц.
В марте 2022 года Xinyu Steel приступила к строительству своего проекта ЭДП мощностью 100 метрических тонн. Новый завод будет иметь мощность по производству жидкой стали 1 миллион метрических тонн в год. ?
Китайские производители графитированных электродов прилагают постоянные усилия для закупки качественного игольчатого кокса либо за счет импорта, либо за счет внутренних закупок, обеспечивая при этом технологии для повышения качества. Китайские производители электродов также сосредоточены на производстве большего количества графитовых электродов класса UHP размером более 700 мм.
Доля производства электростали в Китае ниже, чем в среднем по миру. В связи с политическими факторами ожидается, что в будущем эта доля увеличится, что может повысить спрос на сверхмощные графитовые электроды.
Таким образом, ожидается, что вышеупомянутые факторы будут способствовать росту рынка графитированных электродов в Китае.
Конкурентная среда
Рынок графитированных электродов частично консолидирован, и в 2021 году на пять ведущих игроков будет приходиться примерно 37% всего рынка с точки зрения производственных мощностей. Некоторые из ключевых игроков включают SHOWA DENKO KK, GrafTech International , Fangda Carbon New Material Co. Ltd, ZHONGZE GROUP и Dan Carbon.
Дополнительные преимущества:
Лист оценки рынка (ME) в формате Excel
3 месяца поддержки аналитиков
Прочтите полный отчет: https://www.reportlinker.com/p06288111/?utm_source=GNW
О Reportlinker
ReportLinker — отмеченное наградами решение для исследования рынка. Reportlinker находит и упорядочивает последние отраслевые данные, чтобы вы могли получить все необходимые исследования рынка — мгновенно и в одном месте.
Reportlinker находит и упорядочивает последние отраслевые данные, чтобы вы могли получить все необходимые исследования рынка — мгновенно и в одном месте.
__________________________
Контактные данные
Клэр: [email protected]
США: (339)-368-6001
Международный: +1 339-368-6001
Контакт
GrafTech International Ltd. — Продукты и услуги
Продукты и услугиПроизводственный процесс
Старые холодильники, бывшие в употреблении посудомоечные машины, остатки автомобильных запчастей. Весь полезный металл от производства и потребления – куда он уходит? С помощью графитовых электродов, которые проводят достаточно электричества, чтобы расплавить стальной лом, большая его часть превращается в новую сталь.
В GrafTech мы помогаем клиентам найти способы сделать проверенный временем процесс как можно более совершенным и эффективным.
Что такое графитовый электрод
Важнейший компонент крупнейшей в мире индустрии переработки отходов.
Узнать больше
Закрыть детали
1
Мельничная смесь и
формовка
Мы измельчаем, просеиваем и смешиваем прокаленный нефтяной кокс высшего качества с пеком в контролируемых пропорциях. Полученную пластиковую массу мы выдавливаем через формовочный пресс и нарезаем ее на заданные длины – так называемые зеленые электроды – перед охлаждением в контролируемой водяной бане.
2
Выпечка
Мы помещаем зеленые электроды в большие банки, называемые saggers (произносится как сайгеры), и запекаем их в печах с компьютерным управлением при температуре 800°C (1400°F) в течение двух недель. Затем мы охлаждаем, очищаем, проверяем и тестируем обожженные электроды из аморфного углерода.
Затем мы охлаждаем, очищаем, проверяем и тестируем обожженные электроды из аморфного углерода.
3
Пропитка смолой
Мы пропитываем обожженные электроды специальной смолой, чтобы придать им более высокую плотность, механическую прочность и электропроводность, которые необходимы для работы в жестких условиях эксплуатации электродуговой печи.
4
Повторный обжиг
Второй цикл обжига, или «повторный обжиг», карбонизирует пек после пропитки и удаляет оставшиеся летучие вещества. Температура повторного обжига достигает почти 750°C (1300°F).
5
Графитирование
Мы укладываем электроды встык и нагреваем их до температуры свыше 3000°C (5000°F). Это реструктурирует углерод в его кристаллическую форму: графит. Затем мы охлаждаем, очищаем, осматриваем и снова тестируем электроды.
Это реструктурирует углерод в его кристаллическую форму: графит. Затем мы охлаждаем, очищаем, осматриваем и снова тестируем электроды.
6
Механическая обработка
Затем мы доводим внешний диаметр электрода до конечного размера и добавляем на его концы резьбовые втулки. Наряду с резьбовыми графитовыми соединительными штифтами эти гнезда позволяют нашим клиентам соединять электроды в колонны.
Доставка
Наконец, мы проверяем, упаковываем и упаковываем готовые электроды для наших клиентов по всему миру. Выдающийся логотип UCAR® Graphite Electrode говорит о родословной и качестве поставляемого продукта.
Продукты и услуги UCAR
® Графитовые электроды Для электродуговых печей требуются графитовые электроды – единственный продукт, который может проводить энергию и выдерживать тепло, необходимое для производства стали. Поскольку один размер не подходит всем, мы предлагаем несколько марок и размеров графитовых электродов, чтобы удовлетворить потребности наших клиентов по всему миру.
Паспорта безопасности GrafTech
Выбор правильного электрода
Наши технические специалисты помогут вам выбрать правильный графитовый электрод UCAR®, оценив специфику вашей рабочей среды.
- Использование горелок и кислорода
- Стоимость преобразования
- Цели расхода электрода
- Прочность электрода и окисление
- Система дымоудаления
- Конструкция печи
- Уровень мощности и программа ввода мощности
- Цель производительности
- Целевое потребление огнеупоров
- Типы металлолома/практика загрузки
- Шлаковая практика
- Тип и марка стали
- Время одного касания
- Кольца для распыления воды
вернуться наверх
Надежная доставка
Четыре наших производственных предприятия на разных континентах обеспечивают глобальное присутствие и надежные поставки графитовых электродов в каждом регионе.
наверх
Товары И Услуги
ArchiTech
® ПечьСистема производительности
ArchiTech ® System 5.0 — это усовершенствованная высокоскоростная система диагностики, анализа и составления отчетов, работающая в режиме 24/7/365. Он небольшой, автономный, масштабируемый, простой в установке и поддерживается представителями службы технической поддержки клиентов.
ArchiTech ® System 5.0 помогла клиентам снизить затраты, повысить производительность и обеспечить бесперебойный поток.
Продукты и услугиИнновационные услуги,
Высокотехнологичные решения
Производство стали в электропечах — проверенный процесс. Это также процесс, который мы продолжаем улучшать. Наша группа технической поддержки клиентов (CTS), одна из крупнейших в отрасли, обладающая почти 500-летним опытом работы, помогает клиентам расширять границы плавильных операций, повышая производительность, снижая затраты и повышая безопасность.
Опираясь на солидную репутацию в области практических решений и опираясь на новейшие аналитические технологии, мы ориентируемся на вашу способность работать более эффективно и прибыльно. Наши многопрофильные инженеры и техники работают бок о бок с операторами ваших печей, делая наблюдения из первых рук, рекомендуя индивидуальные улучшения и записывая результаты.
Клиент GrafTech
Техническая служба
Помощь в достижении ваших бизнес-целей.
Скачать обзор CTS
Добавление ценности
Наши разнообразные услуги и решения помогут вам сократить расходы за счет преобразования и упрощения сложных данных в итоговые результаты. Наша команда поможет вам повысить производительность, выявляя скрытые проблемы и возможности в вашей деятельности. Кроме того, они помогают поддерживать бесперебойность производственных процессов за счет устранения отходов и оптимизации технологического процесса.
Когда вы работаете с GrafTech, мы поможем вам достичь ваших бизнес-целей, используя опыт опытных отраслевых специалистов.
- Управление запасами электродов
- Помощь при извлечении электрода
- Лучшие в отрасли методы обеспечения безопасности
- Возможность выбора поставщиков с нескольких заводов
- Оптимизация продукта и возможности тестирования
- Исследования и разработки мирового класса
вернуться к началу
Сравнительный анализ
Наши передовые аналитические программы охватывают всю среду ЭДП. Благодаря возможностям тщательного мониторинга печи — будь то в вашем цеху или удаленно с наших технических помещений — мы помогаем оптимизировать ваши рабочие параметры, уменьшить отклонения в процессе и повысить общую производительность.
- Потребление электроэнергии (кВтч/т)
- Расход электрода
- Регулирование печи
- Максимальная производительность
- Оптимальный профиль мощности
- Использование кислорода
- Время включения
- Использование времени
ArchiTech
® Система повышения производительности печи Полная оптимизация ЭДП.
Подробнее
наверх
Оптимизация характеристик электродов
Являясь ведущим производителем графитированных электродов, мы знаем, как производить лучшие электроды для ваших операций. Мы также знаем, как помочь вам оптимизировать их производительность, помогая вам понять многочисленные факторы, влияющие на вашу общую работу.
- Вспененный шлак
- Регулирование печи
- Практика обращения
- Методы соединения
- Кислород и горелки
- Силовые программы
- Сырье
- Использование времени
вернуться к началу
Семинары и обучение
Опираясь на самые современные технологии и всесторонний опыт управления качеством, наша команда предлагает ценные индивидуальные программы обучения и технологические семинары, которые охватывают все, от проектирования печей до применения графитированных электродов.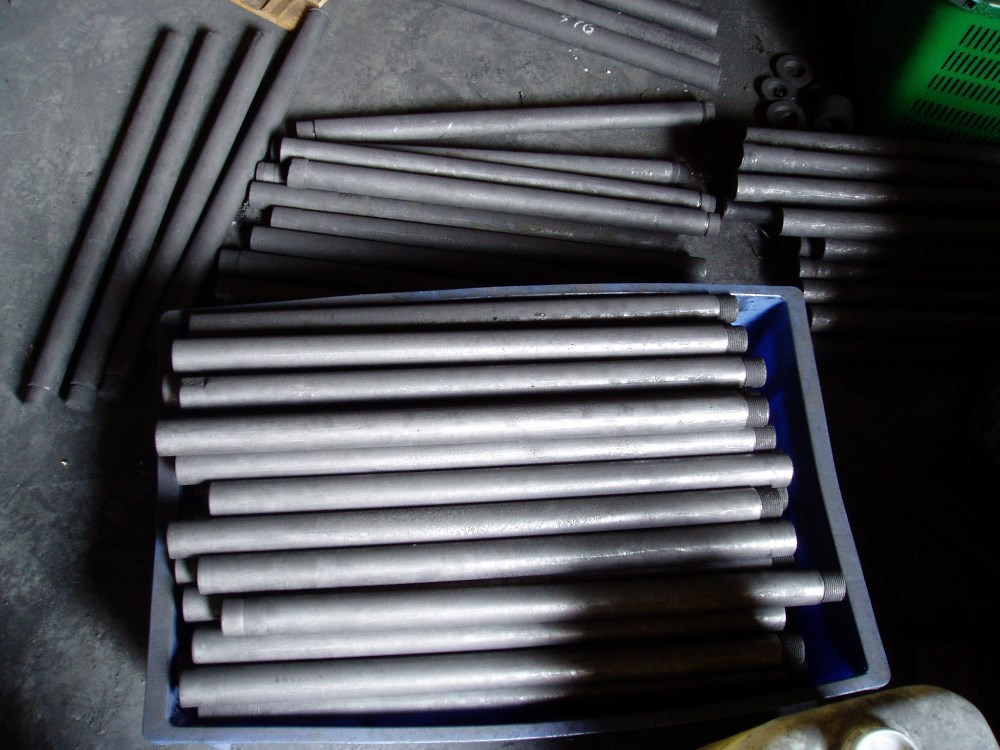
- Химическая энергия
- Режимы потребления
- Сравнительный анализ ЭДП, производительность и сырье
- Электрические принципы
- Работа с электродами
- Выбор оборудования
- Управление запасами
- Работа с печью-ковшом
- Конфигурации и схемы плавильного цеха
- Запуск новых печей
- Кислородные практики
- Шлаковые практики
- Общее использование энергии
вернуться к началу
Консультации по оборудованию и передовой опыт
У нас тесные и конфиденциальные отношения с клиентами, эксплуатирующими более 2000 электродуговых печей в более чем 50 странах. Наше уникальное видение, наряду с нашими обширными техническими контактами в сталеплавильном сообществе, означает, что мы можем предложить независимый обзор нового и появляющегося оборудования и технологий ЭДП, когда вы максимизируете свои операции или планируете новые проекты.
- Сравнительный анализ
- Конфигурация и проверка
- Развитие ЭДП и тенденции производства стали
- Выбор оборудования
- Планирование производительности и возможностей
к началу страницы
Дополнительные ресурсы
Наш UCAR ® Электродный дайджест для электродуговой печи является классическим учебником для плавильных цехов. Современное издание, состоящее из 12 подробных глав, поднимает операторов печей и руководителей плавильных цехов на новый уровень, рассматривая физические, химические и инженерные аспекты основ ЭДП.
Чтобы запросить копию, свяжитесь с нами или обратитесь к местному представителю GrafTech.
Белые книги и передовые идеи
Уважаемые эксперты GrafTech регулярно делятся передовыми исследованиями и выводами с коллегами по отрасли.
Узнать больше
вернуться наверх
Продукты и услугиSeaDrift Coke
Seadrift — одно из немногих в мире автономных предприятий по производству игольчатого нефтяного кокса. Благодаря комплексным поставкам премиум-класса мы помогаем нашим клиентам непрерывно расширять границы своих электродуговых печей.
Благодаря комплексным поставкам премиум-класса мы помогаем нашим клиентам непрерывно расширять границы своих электродуговых печей.
Не стесненная требованиями и ограничениями типичных нефтеперерабатывающих заводов, компания Seadrift производит игольчатый нефтяной кокс, один из самых дорогих в мире. Сосредоточившись на одном продукте, опираясь на сложные технологии карбонизации и микроскопии, мы выбираем отборное сырье и оптимизируем рабочие условия для получения кокса высшего качества.
Паспорта безопасности
Полезная информация для клиентов Seadrift.
Подробнее
Наш завод
Предприятие Seadrift было специально разработано для производства нефтяного игольчатого кокса. Завод почти самодостаточен, для его непрерывной работы требуются только запасы сырья и пресная вода. Внутри наше передовое оборудование и технологические процессы могут адаптироваться к широкому спектру сырья и параметров процесса, обеспечивая неизменно высокое качество продукции для клиентов.
Стратегически расположенный на побережье в центре Техаса, мы имеем легкий доступ к эффективным морским путям, хорошо образованной рабочей силе и другим нефтеперерабатывающим заводам в Персидском заливе для поставок сырья.
Наш технологический процесс
На нашем передовом предприятии мы производим нефтяной игольчатый кокс посредством многоэтапного процесса, который мы постоянно контролируем, отбираем пробы и тестируем.
Коксование
Подача декантируемого масла предварительно нагревается, разделяется путем фракционирования и повторно нагревается до температуры, достаточно высокой, чтобы вызвать эндотермическую реакцию и образовать сырой кокс.
Сушка
Перегретые газы проходят через сырой кокс в сушильном барабане. Это снижает содержание летучих веществ и делает кокс более твердым.
Удаление и прокаливание
Вода под высоким давлением удаляет или «отрезает» кокс от барабана. Затем сырой кокс проходит процесс прокаливания: его подают во вращающуюся печь при температуре выше 1100 ° C (2000 ° F), которая контролирует плотность кокса и сжигает все оставшиеся летучие вещества в коксе.
Охлаждение, хранение и отгрузка
Вновь образованный игольчатый кокс охлаждается и транспортируется в бункер для хранения. Конечный продукт затем может быть отправлен по железной дороге, грузовиком или баржей.
Доля рынка графитовых электродов, прогноз (2022–27)
Доля рынка графитированных электродов, прогноз (2022–27) | Анализ отраслиОбзор рынка
| Период обучения: | 2017-2027 гг. |
| Базисный год: | 2021 |
| Самый быстрорастущий рынок: | Азиатско-Тихоокеанский регион |
| Самый большой рынок: | Азиатско-Тихоокеанский регион |
| CAGR: | 4,6 % |
Нужен отчет, отражающий, как COVID-19 повлиял на этот рынок и его рост?
Обзор рынка
Рынок графитированных электродов оценивался в 8 791,65 млн долларов США в 2021 году, и ожидается, что в течение прогнозируемого периода (2022–2027 годы) среднегодовой темп роста составит 4,6%.
На рынок графитированных электродов негативно повлияла вспышка COVID-19 в 2020 году. Однако с возобновлением работы в основных отраслях промышленности, где конечные потребители, рынок значительно восстановился в 2021 году.
- В краткосрочной перспективе сильный рост в производстве стали в странах с развивающейся экономикой и рост доступности стального лома в Китае, как ожидается, будут стимулировать рост рынка.
- С другой стороны, рост цен на игольчатый кокс, вероятно, будет препятствовать росту изучаемого рынка.
- Ожидается, что рост производства стали с использованием технологии электродуговых печей (ЭДП) в Китае откроет новые возможности для рынка в ближайшие годы.
- Ожидается, что Азиатско-Тихоокеанский регион будет доминировать на рынке из-за высокого спроса со стороны Китая.
Объем отчета
Графитовые электроды широко используются в электродуговых печах и плавильных печах на сталелитейных заводах, кремниевых заводах и других предприятиях.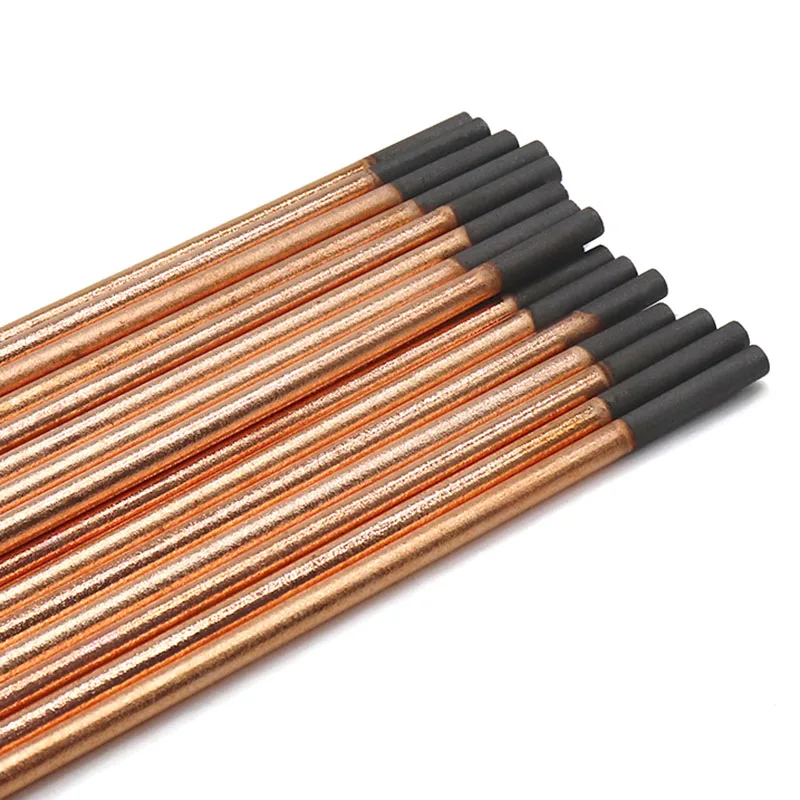 Рынок сегментирован по марке электродов, применению и географии. В отчете также рассматриваются размер и прогноз рынка графитированных электродов в 15 странах по регионам. Для каждого сегмента размер рынка и прогнозы были сделаны на основе объема (килотонны) и дохода (млн долларов США).
Рынок сегментирован по марке электродов, применению и географии. В отчете также рассматриваются размер и прогноз рынка графитированных электродов в 15 странах по регионам. Для каждого сегмента размер рынка и прогнозы были сделаны на основе объема (килотонны) и дохода (млн долларов США).
| Electrode Grade | |
| Ultra High Power (UHP) | |
| High Power (SHP) | |
| Regular Power (RP) |
| Application | |
| Электродуговая печь | |
| Основная кислородная печь | |
| Применение без стали |
| Geography | |||||||
| |||||||
| |||||||
| |||||||
| |||||||
|
Объем отчета может быть
настроены в соответствии с вашими требованиями. Кликните сюда.
Кликните сюда.
Ключевые тенденции рынка
Сегмент электродуговых печей будет доминировать на рынке
- Электродуговая печь (ЭДП) плавит стальной лом, ЖПВ (железо прямого восстановления), ГБЖ (горячее брикетированное железо, прессованное ЖПВ) или чугун в твердой форме для производства стали. На маршруте ЭДП электричество обеспечивает необходимую мощность для плавления сырья.
- Графитовый электрод в основном используется в процессе производства стали в электродуговых печах (ЭДП) для плавления стального лома. Электроды изготовлены из графита из-за их способности выдерживать высокие температуры. В ЭДП кончик электрода может достигать 3000ºF, что составляет половину температуры поверхности Солнца. Размер электродов широко варьируется от 75 мм до 750 мм в диаметре и до 2800 мм в длину. В электродуговых печах (ЭДП) на сталелитейных и чугунолитейных заводах обычно используются электроды UHP (обычно 350 мм и больше) и электроды HP и UHP (обычно 400 мм и меньше) соответственно.
- Резкий скачок цен на графитированные электроды в недавнем прошлом привел к увеличению затрат электросталеплавильных заводов. В Китае цены на графитированные электроды в 2019 году выросли более чем на 700% по сравнению с 2017 годом. По состоянию на 16 февраля 2022 года средняя цена графитированных электродов в Китае составляла 20 818 юаней за тонну, что на 5,17% больше, чем в 2017 году. начала года и 44,48% к аналогичному периоду прошлого года.
- В Китае на сталь ЭДП приходится около 10% от общей доли в текущем сценарии. Однако ожидается, что ситуация изменится из-за растущей доступности стального лома в стране и государственной политики, поддерживающей использование стального лома. Ожидается, что из-за таких факторов спрос на графитированные электроды, используемые для применения в ЭДП, будет неуклонно расти в течение прогнозируемого периода.
- Графитовые электроды на сталелитейных заводах находятся в состоянии восстановления. Запас графитовых электродов недостаточен по сравнению с предыдущими годами. Ожидается, что с возобновлением работы сталелитейных заводов спрос на него возрастет.
- В заключение, в связи с благоприятным спросом, ограниченным предложением и высокой стоимостью ожидается рост цен на графитированные электроды, что повысит спрос на них в течение прогнозируемого периода.

 Ожидается, что с возобновлением работы сталелитейных заводов спрос на него возрастет.
Ожидается, что с возобновлением работы сталелитейных заводов спрос на него возрастет.Чтобы понять основные тенденции, загрузите образец Отчет
Китай будет доминировать на рынке Азиатско-Тихоокеанского региона
- Китай занимает наибольшую долю в потреблении и производственных мощностях графитированных электродов в мире. В настоящее время в Китае насчитывается более 40 официальных производителей графитированных электродов, а за последние 2-3 года было замечено 30 новых участников, производящих другие огнеупорные изделия, наряду с электродами.
- Китайские производители поспешили установить мощности для графитированных электродов, когда в 2017 году страна начала активно увеличивать темпы производства стали с использованием электродуговых печей. Директивные органы Китая активно поощряли технологии производства стали в ЭДП для сокращения выбросов углерода и добиться устойчивости в металлургической отрасли страны. Производство автомобилей в 2021 году составило 2 60 82 220 единиц.
- В марте 2022 года Xinyu Steel приступила к строительству своего проекта ЭДП мощностью 100 метрических тонн. Новый завод будет иметь мощность по производству жидкой стали 1 миллион метрических тонн в год.
- Китайские производители графитированных электродов прилагают постоянные усилия для закупки качественного игольчатого кокса либо за счет импорта, либо за счет внутренних закупок, обеспечивая при этом технологии для повышения качества. Китайские производители электродов также сосредоточены на производстве большего количества графитовых электродов класса UHP размером более 700 мм.
- Доля производства стали для электропечей в Китае ниже, чем в среднем по миру. В связи с политическими факторами ожидается, что в будущем эта доля увеличится, что может повысить спрос на сверхмощные графитовые электроды.
- Таким образом, ожидается, что вышеупомянутые факторы будут способствовать росту рынка графитированных электродов в Китае.
 Директивные органы Китая активно поощряли технологии производства стали в ЭДП для сокращения выбросов углерода и добиться устойчивости в металлургической отрасли страны. Производство автомобилей в 2021 году составило 2 60 82 220 единиц.
Директивные органы Китая активно поощряли технологии производства стали в ЭДП для сокращения выбросов углерода и добиться устойчивости в металлургической отрасли страны. Производство автомобилей в 2021 году составило 2 60 82 220 единиц.
Чтобы понять тенденции географии, загрузите образец Отчет
Конкурентная среда
Рынок графитированных электродов частично консолидирован: на долю пяти ведущих игроков приходится примерно 37% всего рынка с точки зрения производственных мощностей в 2021 году. Некоторые из ключевых игроков включают SHOWA DENKO KK, GrafTech International, Fangda Carbon New Material Co. Ltd, ZHONGZE GROUP и Дэн Карбон.
Основные игроки
- ГрафТех Интернэшнл
- ЧЖОНГЗЭ ГРУППА
- Дэн Карбон
- ШОВА ДЕНКО КК
- Fangda Carbon New Material Co. Ltd
Table of Contents
1. INTRODUCTION
1.1 Study Assumptions
1.2 Scope of the Study
2.
RESEARCH METHODOLOGY3. EXECUTIVE SUMMARY
4. ДИНАМИКА РЫНКА
4.1 Факторы
4.1.1 Уверенный рост производства стали в развивающихся странах
4.1.2 Увеличение доступности стального лома в Китае
4.2 ограничения
4.2.1 Выпаривающие цены на кока -колу
4.2.2. Другие ограничения
4.3.
4.4.1 Рыночная власть поставщиков
4.4.2 Рыночная власть покупателей
4.4.3 Угроза новых участников
4.4.4 Угроза заместительных продуктов и услуг
4.4.5 Степень конкуренции
4.5 Стальная производство.
5.1.1 Сверхвысокая мощность (UHP)
5.1.2 Высокая мощность (SHP)
5.1.3 Обычная мощность (RP)
80005
5.2.1. Электрическая дуга печь
5.
2.2 Основная кислородная печь5.2.3 Применение без стали
5.3 География
5.3.13.1.
5.3.1.1 Китай
5.3.1.2 Индия
5.3.1.3 Япония
5.3.1.4 Южная Корея
5.3.1.5 Остаток Азии-Пациовика
5.3.1.5.1888
5.3.2 Северная Америка
5.3.2.1 Соединенные Штаты
5.3.2.2 Канада
5.3.3.3 Mexico
9188
5.3.3 Europe
77777777777777777798888.5.3.3 Europe
- 777777777777777777777777777798888.
- 5.3.3. 3.1 Германия
5.3.3.2. Соединенное Королевство
5.3.3.3 Франция
5.3.3.4 Италия
5.3.5.0005
5.3.4.11 Бразилия
5.3.4.2
5.3.3.5.2 Южная Африка
5.3.5.3. Остальная часть Ближнего Востока и Африки
6.
Соревновательный ландшафт. , и соглашения6.2 Доля рынка (%)/ Анализ ранжирования
6.3 Стратегии, принятые ведущими игроками
6.4 Профили компании
- 9000 2.4.1 Dan Carbon
6.4.2 Группа EPM
6.4.2 Группа EPM
6.4.2 Group
6.4.2.
6.4.3 Fangda Carbon New Material Technology Co. Ltd.0005
6.4.7 Kaifeng Pingmei New Carbon Material Technology Co. Ltd
6.4.8 Nantong Yangzi Carbon Co. Ltd
6.4.9 Nippon Carbon Co. Ltd
6.4.10 Sangraf. Inc.
6.4.11 Sec Carbon Ltd
6.4.12 Showa Denko KK
6.4.13 Tokai Carbon Co. Ltd
 RESEARCH METHODOLOGY
RESEARCH METHODOLOGY 2.2 Основная кислородная печь
2.2 Основная кислородная печь Соревновательный ландшафт. , и соглашения
Соревновательный ландшафт. , и соглашения6.4.14 Zhongze Group
888 9000 2*4.14. Не исчерпывающий
7.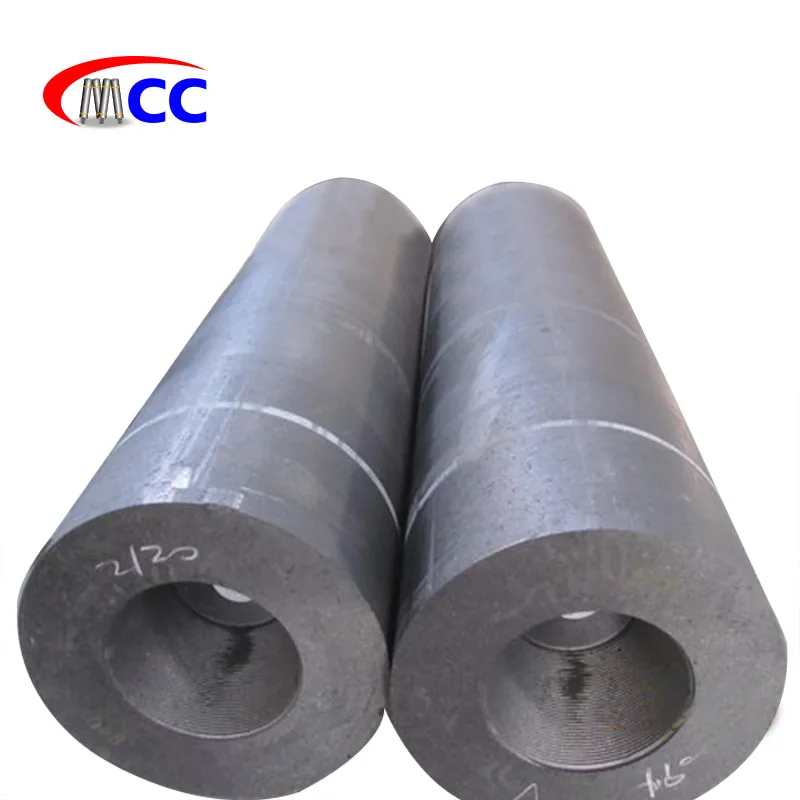 Рыночные возможности и будущие тенденции
Рыночные возможности и будущие тенденции
7.1 Рост производства стали с помощью технологии EAF в Китае
** С учетом доступности
Вы также можете приобрести части этого отчета. Вы хотите проверить раздел мудро прайс-лист?
Часто задаваемые вопросы
Каков период изучения этого рынка?
Рынок графитовых электродов изучается с 2017 по 2027 год.
Каковы темпы роста рынка Графитовый электрод?
Рынок графитовых электродов будет расти в среднем на 4,6% в течение следующих 5 лет.
Какой регион имеет самые высокие темпы роста рынка Графитовый электрод?
Азиатско-Тихоокеанский регион демонстрирует самый высокий среднегодовой темп роста в 2021–2026 годах.
Какой регион имеет наибольшую долю рынка Графитовый электрод?
Азиатско-Тихоокеанский регион будет иметь наибольшую долю в 2021 году.
Кто является ключевыми игроками на рынке Графитовый электрод?
GrafTech International, ZHONGZE GROUP, Dan Carbon, SHOWA DENKO KK, Fangda Carbon New Material Co. Ltd являются основными компаниями, работающими на рынке графитовых электродов.
Ltd являются основными компаниями, работающими на рынке графитовых электродов.
80% наших клиентов ищут отчеты на заказ. Как ты хотите, чтобы мы подогнали вашу?
Пожалуйста, введите действительный адрес электронной почты!
Пожалуйста, введите корректное сообщение!
Скачать бесплатный образец сейчас
Имя
Г-н/Г-жаГ-жаГ-жаДоктор-Г-жа
Фамилия
Ваш адрес электронной почты
Отправляя, вы подтверждаете, что согласны с наша политика конфиденциальности
Скачать бесплатный образец сейчас
Ваш адрес электронной почты
Отправляя, вы подтверждаете, что согласны с наша политика конфиденциальности
Сообщение
Отправляя, вы подтверждаете, что согласны с нашей конфиденциальностью политика
Спасибо!
Спасибо за покупку. Ваш платеж прошел успешно. Отчет будет предоставлен в течение 2-4 часов. Наш торговый представитель свяжется с вами в ближайшее время и сообщит подробности.
Не забудьте также проверить папку со спамом.
Извините
«Извините! Платеж не прошел. Для получения дополнительной информации обратитесь в свой банк.»
По прогнозам, к 2026 году объем рынка графитовых электродовдостигнет 10 420 миллионов долларов США при среднегодовом темпе роста 1,9%.
БАНГАЛОР, Индия, 25 февраля 2021 г. Power Graphite Electrodes, Ultra High Power (UHP) Graphite Electrodes), по применению Сталь для электродуговой печи, прочее (фосфор, кремний и т. д.)), по регионам и ключевым игрокам Региональный рост: глобальный анализ возможностей и отраслевой прогноз, 2021–2026 гг. . Этот отчет опубликован Отчеты об оценке в категории Металлургия и горнодобывающая промышленность .
Прогнозируется, что размер мирового рынка графитовых электродов достигнет 10420 миллионов долларов США к 2026 году по сравнению с 9333,1 миллионами долларов США в 2020 году при среднегодовом темпе роста 1,9% в течение 2021-2026 годов.
Основными факторами, определяющими рост рынка графитированных электродов, являются расширение их применения в автомобильной промышленности, производстве стали с использованием электродуговой сварки и ковшовой очистке стали.
В этом отчете основное внимание уделяется объему и стоимости графитовых электродов на глобальном уровне, региональном уровне и уровне компании. С глобальной точки зрения в этом отчете представлен общий размер рынка Графитовые электроды путем анализа исторических данных и перспектив. На региональном уровне в этом отчете основное внимание уделяется нескольким ключевым регионам: Северной Америке, Европе, Японии, Китаю, Юго-Восточной Азии, Индии и т. д.
Запросить образец отчета об анализе воздействия COVID-19 на рынок графитовых электродов: https://reports.valuates.com/request/sample/QYRE-Othe-4Z390/Graphite_Electrodes_Market
ТЕНДЕНЦИИ, ВЛИЯЮЩИЕ НА РОСТ ОБЪЕМА РЫНКА ГРАФИТОВЫХ ЭЛЕКТРОДОВ
Ожидается, что устойчивый рост производства стали с использованием электродуговой печи (ЭДП) будет стимулировать рост объема рынка графитированных электродов.
Графитовый электрод (ГЭ) является неотъемлемым компонентом производства стали в процессе ЭДП. В связи с растущей осведомленностью развивающихся стран об экологически безопасных технологиях ожидается, что в течение прогнозируемого периода проникновение производства стали на основе ЭДП будет расти.
Кроме того, рост объема рынка графитовых электродов еще больше увеличивается за счет применения графитовых электродов в операциях строжки, таких как формирование фаски или канавки, удаление дефектов в отливках или сварка дуговой или газовой сваркой. Дуговая строжка удаляет материал, расплавляя его теплом дуги между угольно-графитовым электродом и основным металлом.
Спрос на сырье для аккумуляторов растет по мере роста популярности электромобилей. Самым популярным вариантом аккумуляторов для электромобилей являются литий-ионные аккумуляторы, в которых обычно используются графитовые аноды, поскольку они хорошо справляются с движением ионов лития во время зарядки и разрядки. Ожидается, что это более широкое использование литий-ионных аккумуляторов будет способствовать увеличению размера рынка графитовых электродов.
Ожидается, что это более широкое использование литий-ионных аккумуляторов будет способствовать увеличению размера рынка графитовых электродов.
Просмотр сведений об отчете перед покупкой: https://reports.valuates.com/market-reports/QYRE-Othe-4Z390/graphite-electrodes
АНАЛИЗ РЫНКА ГРАФИТОВЫХ ЭЛЕКТРОДОВ
2, по регионам Ожидается, что Азиатско-Тихоокеанский регион будет занимать наибольшую долю рынка графитированных электродов в течение прогнозируемого периода.Это доминирование в Азиатско-Тихоокеанском регионе объясняется повышенным спросом на высококачественную сталь и более широким использованием графитовых электродов из-за их превосходных свойств.
В ближайшие годы роль Китая и Индии в производстве стали для ЭДП будет существенной. Высокий спрос на графитированные электроды в этих странах объясняется резким ростом производства нерафинированной стали. По данным Всемирной ассоциации производителей стали, в 2018 году Китай и Япония произвели 928,3 млн тонн нерафинированной стали и 104,3 млн тонн нерафинированной стали.
Согласно заявке, ожидается, что производство стали будет занимать наибольшую долю рынка в течение прогнозируемого периода.
Во всем мире наблюдается постоянный рост производства стали ЭДП, что является основной движущей силой спроса на графитированные электроды.
Запрос региональных данных: https://reports.valuates.com/request/regional/QYRE-Othe-4Z390/Graphite_Electrodes_Market
ВЕДУЩИЕ КОМПАНИИ НА РЫНКЕ ГРАФИТОВЫХ ЭЛЕКТРОДОВ
5 Топ3 производителей графита Рынок электродов составляют Showa Denko K.K, GrafTech International и Fangda Carbon New Material, на долю которых приходится 18,94%, 17,51% и 12,69% от выручки в 2019 году соответственно.
Другие крупные компании по производству графитовых электродов включают:
- Graphite India Limited (GIL)
- ХЭГ Лимитед
- Токай Карбон
- SEC Carbon, Ltd
- Группа Энергопром
- Цзилинь Карбон
- Кайфэн Карбон
- Наньтун Янцзы Карбон
СЕГМЕНТЫ РЫНКА ГРАФИТОВЫХ ЭЛЕКТРОДОВ
Ниже приведены сегменты, охваченные отчетом:
- Графитовые электроды обычной мощности
- Графитовые электроды высокой мощности
- Графитовые электроды сверхвысокой мощности (UHP)
По применению:
- Дуговая электропечь Сталь
- Прочие (фосфор, кремний и т. д.)
 д.)
д.)Купить сейчас для одного пользователя: https://reports.valuates.com/api/directpaytoken?rcode=QYRE-Othe-4Z390&lic=single-user
Купить сейчас для корпоративного пользователя: https://reports.valuates.com/api/directpaytoken?rcode=QYRE-Othe-4Z390&lic=enterprise-license
ПОДПИСКА
Мы ввели индивидуальную подписку для наших клиентов. Пожалуйста, оставьте примечание в разделе комментариев, чтобы узнать о наших планах подписки.
ПОДОБНЫЕ ОТЧЕТЫ:
— Рынок электродуговых печей оценивался в 1132,5 млн долларов США в 2019 году и, по прогнозам, достигнет 1978,1 млн долларов США к 2026 году при среднегодовом темпе роста 8,2% в течение прогнозируемого периода. В этом исследовании 2020 год считается базовым, а период с 2021 по 2026 год — прогнозным периодом для оценки размера рынка электродуговых печей.
— Графитовый электродный стержень Размер рынка составлял 3112 миллионов долларов США, и ожидается, что к концу 2026 года он достигнет 3208 миллионов долларов США, при среднегодовом темпе роста 0,4% в течение 2021-2026 годов.
— Рынок высокомощных графитовых электродов сегментирован по типам 100-350 мм, 351-500 мм, 500-700 мм, по применению стали для электродуговой печи, прочему (фосфор, кремний и т. д.) и по различным регионам.
— Рынок графитовых электродов сверхвысокой мощности (UHP) сегментирован по типу 8 % фиксированного углерода, 9% фиксированного углерода по применению Сталелитейная промышленность, электротехническая промышленность и по различным регионам.
— Рынок графитовых электродов большого диаметра сегментирован по типам графитовых электродов высокого давления 500-700 мм, графитовым электродам сверхвысокого давления 500-700 мм, графитовым электродам сверхвысокого давления 700-800 мм и по различным регионам.
— Рынок графитовых электродов большого калибра
— Заготовки графитовых электродов Рынок сегментирован по типу графита в кусках, графитового электрода в кусках, по применению, сталелитейной промышленности, металлургической промышленности, химической промышленности и по различным регионам.
— Рынок с отрывками графитовых электродов
— Рынок графитовых цилиндров. Игольчатый кокс, электроды сверхвысокой мощности, специальные углеродные материалы и различные регионы.
О НАС:
Valuates предлагает углубленное понимание рынка в различных отраслях. Наш обширный репозиторий отчетов постоянно обновляется, чтобы соответствовать вашим изменяющимся потребностям в отраслевом анализе.
Наша команда рыночных аналитиков может помочь вам выбрать лучший отчет, охватывающий вашу отрасль. Мы понимаем требования вашей ниши, характерные для региона, и поэтому предлагаем настройку отчетов. Благодаря нашим настройкам вы можете запросить любую конкретную информацию из отчета, которая соответствует вашим потребностям в анализе рынка.
Для достижения согласованного представления о рынке данные собираются из различных первичных и вторичных источников, на каждом этапе применяются методологии триангуляции данных для уменьшения отклонений и получения последовательного представления о рынке.