Как подключать сварочный аппарат плюс и минус: сварка электродом полярность
Электрод с плюсом
- admin
- Стройка и ремонт
- 0
Значение полярности для сварки
Постоянный ток создаёт термическое (анодное) пятно. Меняя полярность, можно его перемещать от электрода к заготовке. Основной нагрев создаётся на плюсовом гнезде, поэтому при прямой полярности сильнее нагревается заготовка, а при обратной – электрод. Таким образом формируются возможности инвертора в зависимости от характеристик металлов:
- Толщина металла. При прямой полярности основной нагрев достаётся заготовке, поэтому ширина шва провара получается достаточно глубокой. Соответственно для тонких металлов правильнее использовать обратное подключение, при котором металл нагревается слабее электрода.
- Тип металла. При сварке приходится работать с различными сплавами, обладающими определёнными свойствами.
 Например, алюминий относится к среднеплавким металлам, поэтому нужно обеспечить заготовке прямое подключение для нагрева. Нержавеющую сталь лучше не перегревать, выбрав обратную полярность. Настройки инвертора позволяют учитывать, какой сплав подвергается варке, поэтому предварительное изучение инструкции поможет эффективно справиться с задачей.
Например, алюминий относится к среднеплавким металлам, поэтому нужно обеспечить заготовке прямое подключение для нагрева. Нержавеющую сталь лучше не перегревать, выбрав обратную полярность. Настройки инвертора позволяют учитывать, какой сплав подвергается варке, поэтому предварительное изучение инструкции поможет эффективно справиться с задачей. - Тип электрода. Сварочные электроды имеют покрытие – флюс. При разогреве он сгорает, выполняя свою основную задачу: вытесняя воздух, предотвращает образование пор. Тип флюса определяет особенности использования электродов при разных температурных режимах. К примеру, угольные электроды не подходят для подключения с обратной полярностью. Рекомендации производителя позволят сделать правильный выбор. То же самое относится и к типам проволоки. К слову, инверторные полуавтоматы также имеют характеристики, которые стоит учитывать.
Если заготовка и электрод имеют характеристики, требующие противоречивых настроек, придётся найти компромиссный вариант, регулируя силу тока и время обработки шва.
Виды сварки
Ручная сварка дугой с помощью плавящегося электрода (ММА)
Здесь его роль играет особая плавящаяся проволока, покрытая шлаком. Способ очень популярен, но специалисты считают его не самым лучшим вариантом для получения качественных швов, если изделие по составу является сложным сплавом. Во время плавления проволока соединяет нужные детали, а её покрытие очищает от грязи и защищает от кислорода сварочную ванну. Способ подходит для сварки чугуна, чёрных металлов.
Сварка полуавтоматическая
Электродом является проволока, автоматически попадающая в зону сварки. Аппарат находится в режиме ручного передвижения, поэтому данный способ не подходит для обработки большой рабочей зоны, его используют для сварки тонких листов, цветных металлов, высоколегированной стали. Применяется как постоянный, так и импульсный ток. При использовании порошковой проволоки газ не нужен, в остальных случаях сварка током производится в среде активных или инертных защитных газов.
Сварка в среде защитных газов
Технологический процесс подразумевает использование газа аргона, который выжигает грязь и кислородные соединения. Электродом выступает неплавкий вольфрамовый либо графитовый стержень. Применение аргона очищает сварочную ванную от всех ненужных примесей и окислов. Образование шлака исключено, шов получается качественным и чистым, но сварка в среде защитных газов – довольно дорогая технология, требующая серьёзных навыков.
Разные типа сварки используются и в зависимости от условий работы сварки. Например, для ремонта кузовов автомобилей в сервисах используют дуговую сварку полуавтоматом с помощью среды защитного газа, что позволяет создавать качественную сварочную работу при её невысокой стоимости. Прямая и обратная полярность при сварке инвертором позволяет регулировать глубину плавления для любого типа сварочных работ.
Технология ручной сварки дугой
Дуговая сварка – самый распространённый тип сварки металла. Способ универсален, технологически прост и позволяет получать сварочные швы хорошего качества в непроизводственных условиях. Электроток сварочного источника образует дугу между изделием и электродом. На нём сгорает покрытие (флюс), выделяя газ, очищающий рабочую область от кислорода.
Способ универсален, технологически прост и позволяет получать сварочные швы хорошего качества в непроизводственных условиях. Электроток сварочного источника образует дугу между изделием и электродом. На нём сгорает покрытие (флюс), выделяя газ, очищающий рабочую область от кислорода.
При постоянном или переменном токе для сварки используются плавящиеся электроды. Их во время процесса передвигают по оси координат, чтобы сохранить размер дуги. Оптимальной считается дуга не больше стержня электрода, обеспечивающая самое высокое качество шва. Если допускать длинную дугу, качество сварки током ухудшится из-за отклонения дуги от заданного направления. Необходимо соблюдать определённую скорость перемещения электрода, чтобы шов не получился неровным или неплотным.
По форме и типам соединений сварочные швы разделяются на:
- тавровые;
- угловые;
- стыковые;
- нахлесточные;
- торцовые.
Разные углы наклона электрода позволяют создавать разные по типу швы. Самый удобный промежуток – между 45 и 90 градусами, при котором сварочная ванна полностью в зоне видимости. С опытом приходит и понимание, как именно нужно менять угол наклона.
Самый удобный промежуток – между 45 и 90 градусами, при котором сварочная ванна полностью в зоне видимости. С опытом приходит и понимание, как именно нужно менять угол наклона.
Обычно сварочные аппараты комплектуются кабелем массы с держателем зажимного типа. С первого взгляда, это удобно, такое приспособление можно надежно закрепить к практически любой поверхности (листы, металлопрокат и прочие). Но бывают ситуации, когда нет возможности установить такую массу на заготовку или, еще чаще, она перегорает. Неплохой альтернативой станет магнитный контакт сварочного кабеля.
Зачем все это нужно
При сварке постоянным током на кончике электрода образуется термическое пятно, которое обладает высокой температурой. В зависимости от того, какой полюс подключен к электроду, будет зависеть и температура на его кончике, а соответственно будет зависеть режим сварочного процесса. К примеру, если подключен к расходнику плюс, то на его конце образуется анодное пятно, температура которого равна 3900С. Если минус, то получается катодное пятно с температурой 3200С. Разница существенная.
К примеру, если подключен к расходнику плюс, то на его конце образуется анодное пятно, температура которого равна 3900С. Если минус, то получается катодное пятно с температурой 3200С. Разница существенная.
Что это дает.
- При сварке током прямой полярности основная температурная нагрузка ложится на металлическую заготовку. То есть, она разогревается сильнее, что позволяет углубить корень сварочного шва.
- При сварке током обратной полярности концентрация температуры происходит на кончике электрода. То есть, основной металл при этом нагревается меньше. Поэтому этот режим в основном используют при соединении заготовок с небольшой толщиной.
Необходимо добавить, что режим обратной полярности применяют также при стыковке высокоуглеродистых и легированных сталей, нержавейки. То есть, тех видов металлов, которые чувствительны к перегреву.
Внимание! Так как на анодном и катодном пятне температура разная, то от правильного подключения сварочного аппарата будет зависеть расход самого электрода. То есть, обратная полярность при сварке инвертором – это перерасход электродов.
То есть, обратная полярность при сварке инвертором – это перерасход электродов.
В процессе сварки постоянным током необходимо добиться того, чтобы металл заготовок прогрелся хорошо, практически до состояния расплавленного. То есть, должна образоваться сварочная ванна. Именно прямая и обратная полярность режима сваривания влияет на качественное состояние ванны.
- Если сила тока будут большой, а значит, и температура нагрева также будет высокой, то металл разогреется до такого состояния, что электрическая дуга будут просто его отталкивать. Ни о каком соединении здесь уже говорить не придется.
- Если ток будут, наоборот, слишком мал, то металл не разогреется до необходимого состояния. И это тоже минус.
При прямой полярности внутри ванны будет создана среда, которой легко руководить электродом. Она растекается, поэтому одно движение стержня создает направленность сварного шва. При этом легко контролируется глубина сваривания.
Кстати, скорость движения электрода напрямую влияет на качество конечного результата.
Что касается самих электродов, то выбор полярности обусловлен материалом, из которого он изготовлен, или видом обмазки. К примеру, использование обратной полярности при сварке постоянным током, в которой применяется угольный электрод, приводит к быстрому расходу сварных стержней. Потому что при высоких температурах угольный электрод начинает разрушаться. Поэтому этот вид используется только при режиме прямой полярности. Чистый металлический стержень без покрытия, наоборот, хорошо заполняет сварочный шов при обратной полярности.
Глубина и ширина сварочного шва также зависит от используемого режима. Чем выше ток, тем происходит увеличение провара.
Некоторые особенности сваривания при прямой полярности
Что такое прямая полярность определено. Указаны некоторые качества сварных швов при проведении процесса соединения в режиме прямой полярности. Но остались некоторые тонкие моменты.
- В сварочную ванну металл от электродов или присадочных материалов переносится большими каплями. Это, во-первых, большой разбрызг металла.
- При таком режиме электрическая дуга нестабильна.
- С одной стороны снижение глубины провара, с противоположной снижение внедрения углерода в массу металла заготовки.
- Правильный нагрев металла.
- Меньший нагрев стержня электрода или присадочной проволоки, что позволяет сварщику использовать токи с более высоким значением.
- При некоторых сварочных материалах наблюдается увеличение коэффициента наплавки. К примеру, при использовании плавящихся электродов в инертных и некоторых активных газах. Или при применении присадочных материалов, которые наносятся под флюсами некоторых типов, например, марки ОСЦ-45.
- Кстати, прямая полярность влияет и на состав материала, оказавшегося в шве между двумя металлическими заготовками. Обычно в металле практически отсутствует углерод, но зато в большом количестве присутствует кремний и марганец.

Особенности сварки током обратной полярности
Сваривание тонких заготовок – процесс с повышенной трудностью, потому что постоянно присутствует опасность появления прожогов. Поэтому их соединяют режимом обратной полярности. Но есть и другие методы, чтобы снизить опасность.
Поэтому их соединяют режимом обратной полярности. Но есть и другие методы, чтобы снизить опасность.
- Снизить потенциал тока, чтобы уменьшить температуру на заготовке.
- Сварку лучше проводить прерывистым швом. К примеру, сделать небольшой участок в начале, затем переместиться в центр, после начать стыковку с противоположной стороны, далее начать варить промежуточные участки. В общем, схему можно менять. Таким способом можно избежать коробления металла, особенно если длина стыка больше 20 см. Чем больше сваренных отрезков, чем короче каждый участок, тем меньше процент коробления металла.
- Очень тонкие металлические заготовки сваривают с периодическим прерыванием электрической дуги. То есть, электрод выдергивается из зоны сварки, затем тут же быстро снова поджигается, и процесс продолжается.
- Если проводится сварка внахлест, то две заготовки должны быть герметично прижиматься друг к другу. Небольшой воздушный зазор приводит к прожогу верхней детали. Для создания плотного прилегания нужно использовать струбцины или любой груз.
- При стыковочном соединении заготовок лучше минимизировать зазор межу деталями, а идеально, чтобы зазора не было бы вообще.
- Для сварки очень тонких заготовок с неровными кромками под стык необходимо уложить материал, который бы хорошо забирал на себя тепло процесса. Обычно для этого используют медную пластину. Можно и стальную. В данном случае, чем больше толщина вспомогательного слоя, тем лучше.
- Можно провести отбортовку кромок свариваемых изделий. Угол отбортовки — 180°.

Специалисты же рекомендуют, перед тем как начать сварку тонких заготовок обратной полярностью, лучше немного потренироваться на дефектном листе металла. Лучше потратите время на тренировку, чем латать дыры от прожога.
Поделись с друзьями 0 0 1 0
Источник: https://svarkalegko.com/tehonology/pryamaya-i-obratnaya-polyarnost.html
Как влияет на сварку прямая и обратная полярность
Само понятие полярности, применительно к сварочной аппаратуре, означает тот или иной вариант подключения, связанный с текущими процессами и необходимостью решения конкретной задачи. Для того чтобы изменить полярность, достаточно всего лишь поменять местами клеммы подключения. Ток изменит свое направление и физические процессы, а сама сварка в каждом случае будут протекать по-разному.
Для того чтобы изменить полярность, достаточно всего лишь поменять местами клеммы подключения. Ток изменит свое направление и физические процессы, а сама сварка в каждом случае будут протекать по-разному.
Существует два вида полярности, настраиваемые перед выполнением работы:
- Прямая полярность. Устанавливается на аппаратуре перед началом соединения толстых заготовок с глубокими швами. В данном случае электрод подключается к минусу, а свариваемый металл – к плюсовой клемме. Благодаря прямой полярности, в процессе сварки возникают так называемые анодные и катодные пятна. Более горячее анодное пятно появляется со стороны заготовки. За счет этого основной металл расплавляется на большую глубину, позволяя сваривать чугунные, алюминиевые и другие заготовки из сложных металлов.
- Обратная полярность. При таком подключении плюс соединяется с электродом, а минус – с металлической заготовкой. Анодное пятно с повышенной температурой возникает уже на противоположной стороне, то есть, на электроде. Металл остается относительно холодным, а электрод разогревается. Этот способ соединения позволяет сваривать тонкостенные заготовки.
 Металл остается относительно холодным, а электрод разогревается. Этот способ соединения позволяет сваривать тонкостенные заготовки.
Металл остается относительно холодным, а электрод разогревается. Этот способ соединения позволяет сваривать тонкостенные заготовки.В соответствии с конкретными задачами, сварщиком настраивается прямая и обратная полярность при сварке инвертором. Некоторые молодые специалисты не знают всех особенностей настройки, поэтому у них иногда возникают сложности с прогревом и проплавлением заготовок из разных материалов. Рекомендуется сначала изучать техническую документацию инверторной сварки и проверять теорию практическими действиями.
Технические условия для выбора полярности
Полярность соединения выбирается исходя из технических условий, необходимых для решения конкретной задачи. Путем изменения типа подключения можно получить концентрацию горячего анодного пятна или на самой заготовке, или на электроде. Непосредственный нагрев осуществляется за счет плюсовой клеммы, поэтому прямое подключение к ней приводит к разогреву данного участка.
Эта особенность подключения дает возможность выбирать рабочий режим с учетом следующих факторов.
Толщина металлической заготовки
При сваривании деталей со средней и большой толщиной следует воспользоваться прямым подключением. В этом случае тепловая энергия концентрируется на самом изделии, способствуя получению глубокого сварного шва. В этом же режиме возможна резка металлов, независимо от их толщины. Для сварки тонких листовых металлов рекомендуется использовать обратную полярность, когда основное тепло сосредоточено на электроде. За счет этого удается избежать перегрева заготовок, а плавление электрода будет происходить намного быстрее.
Типы свариваемых металлов
Возможность изменения места расположения анодного теплового пятна позволяет выбрать режим работы, максимально эффективный для конкретной детали. Например, при сварке чугуна или нержавеющей стали при сварке инвертором применяется обратная полярность, чтобы не перегреть сплав и сформировать надежное соединение. Алюминий, наоборот, нужно варить в режиме прямого подключения, чтобы как можно быстрее преодолеть окислительную пленку. Существуют рекомендации по настройке аппаратуры под конкретные сплавы, которые следует внимательно изучить и использовать на практике.
Существуют рекомендации по настройке аппаратуры под конкретные сплавы, которые следует внимательно изучить и использовать на практике.
Тип сварочной проволоки или электрода
Данные компоненты также отличаются индивидуальными особенностями режимов температур, которые во многом зависят от используемых флюсов. Если сварка производится угольными электродами, то подключение в режиме обратной полярности не подходит, поскольку флюс подвергнется сильному перегреву и электрод станет непригоден для работы. В таких случаях выбор наиболее подходящих настроек полностью зависит от типа флюса и проволоки.
Иногда для металла и электродов требуются совершенно разные настройки, и сварщику приходится подбирать наиболее оптимальное совмещение рабочих циклов с силой тока. Кроме того, нужно обязательно учитывать рекомендации завода-изготовителя, отраженные в технической документации.
Особенности сварки с прямой и обратной полярностью
Прямая и обратная полярность инвертора обладают индивидуальными свойствами, которые нужно обязательно учитывать при выполнении сварочных работ.
Особенности сварки при подключении инвертора с прямой полярностью:
- Электроды и присадочные материалы во время работы расплавляются и переносятся в сварочную ванну в виде крупных металлических капель. Это приводит к увеличенному разбрызгиванию металла и росту коэффициента проплавления.
- Режим прямого подключения отличается нестабильностью электрической дуги.
- С одной стороны заготовки глубина проваривания снижается, а с другой – снижается количество углерода, внедряемого в металлическую массу детали.
- Металл нагревается правильно, его структура не нарушается и остается неизменной.
- Сварочная проволока или электрод нагревается меньше, что дает возможность при необходимости увеличить силу тока.
- Отдельные сварочные материалы отличаются увеличенным коэффициентом наплавки, особенно, когда в активных и инертных газах используются плавящиеся электроды. Такой же эффект получается при взаимодействии присадок с некоторыми типами флюсов.
- Прямая полярность при сварке оказывает влияние на структуру материала, остающегося внутри шва между сваренными металлическими деталями. Получается состав с содержанием марганца и кремния при полном отсутствии углерода.
 Получается состав с содержанием марганца и кремния при полном отсутствии углерода.
Получается состав с содержанием марганца и кремния при полном отсутствии углерода.Обратная полярность при сварке инвертором обязательно используется, когда свариваются заготовки из тонких листовых металлов. Этот процесс требует внимания и осторожности, поскольку велика вероятность прожечь и испортить материал. Данный режим подключения дополняется другими методами, позволяющими избежать неосторожных повреждений.
Среди них можно выделить следующие:
- Понижение силы тока, вызывающее уменьшение температуры на поверхности заготовки.
- В процессе сварки рекомендуется использовать прерывистый шов. Вначале свариваются несколько участков в разных местах, после чего они соединяются между собой в единое целое. Данная схема может меняться, в зависимости от конкретных условий соединения металлов. Таким образом, удается предотвратить деформацию металлических заготовок, особенно, если их длина превышает 20 см. Большее количество отрезков делает каждый участок более коротким, и металл за счет этого намного меньше коробится.
- Сварка слишком тонких заготовок осуществляется с периодически прерывающейся электрической дугой. Электрод быстро выходит из рабочей зоны и тут же возвращается на место и поджигается. Процесс выполняется практически непрерывно.
- При соединении внахлест прижим заготовок друг к другу должен быть максимально плотным и герметичным. Наличие даже незначительного воздушного зазора может вызвать прожигание детали, расположенной сверху. Создать плотное прилегание можно каким-нибудь грузом или струбцинами.
- Выполняя соединение встык, необходимо обеспечить минимальный зазор между свариваемыми изделиями. В идеальном варианте зазор должен вообще отсутствовать.
- Если тонкие листовые заготовки имеют слишком неровные кромки, то в этом месте под сварочным стыком укладывается материал, компенсирующий избыточное тепло. Лучше всего для этих целей подходят медные или стальные пластины, толщину которых желательно выбирать как можно больше.
Новичкам, только начавшим осваивать данный вид соединения, рекомендуем проводить тренировочную сварку с обратной полярностью на испорченных металлических листах. Это даст возможность прочувствовать все особенности процесса и в дальнейшем избежать прожогов и других дефектов.
Это даст возможность прочувствовать все особенности процесса и в дальнейшем избежать прожогов и других дефектов.
Источник: https://electric-220.ru/news/poljarnost_pri_svarke_invertorom/2019-05-17-1690
Масса на сварочнике плюс или минус
Полярность при сварке инвертором
При выполнении сварочных работ основное внимание уделяется соединению стыкуемых деталей. Данный фактор во многом зависит от правильных настроек сварочной аппаратуры. Работая с полуавтоматами, следует настраивать не только силу тока, но и устанавливать нужную полярность при сварке инвертором. Настройки, установленные по умолчанию, не позволяют в полном объеме решать поставленные задачи, особенно, когда дело касается редких материалов или высоколегированных сталей. Тем не менее любой инвертор можно настроить в нужном режиме и получить качественный шов.
Как влияет на сварку прямая и обратная полярность
Само понятие полярности, применительно к сварочной аппаратуре, означает тот или иной вариант подключения, связанный с текущими процессами и необходимостью решения конкретной задачи. Для того чтобы изменить полярность, достаточно всего лишь поменять местами клеммы подключения. Ток изменит свое направление и физические процессы, а сама сварка в каждом случае будут протекать по-разному.
Для того чтобы изменить полярность, достаточно всего лишь поменять местами клеммы подключения. Ток изменит свое направление и физические процессы, а сама сварка в каждом случае будут протекать по-разному.
Существует два вида полярности, настраиваемые перед выполнением работы:
- Прямая полярность. Устанавливается на аппаратуре перед началом соединения толстых заготовок с глубокими швами. В данном случае электрод подключается к минусу, а свариваемый металл – к плюсовой клемме. Благодаря прямой полярности, в процессе сварки возникают так называемые анодные и катодные пятна. Более горячее анодное пятно появляется со стороны заготовки. За счет этого основной металл расплавляется на большую глубину, позволяя сваривать чугунные, алюминиевые и другие заготовки из сложных металлов.
- Обратная полярность. При таком подключении плюс соединяется с электродом, а минус – с металлической заготовкой. Анодное пятно с повышенной температурой возникает уже на противоположной стороне, то есть, на электроде. Металл остается относительно холодным, а электрод разогревается. Этот способ соединения позволяет сваривать тонкостенные заготовки.
 Металл остается относительно холодным, а электрод разогревается. Этот способ соединения позволяет сваривать тонкостенные заготовки.
Металл остается относительно холодным, а электрод разогревается. Этот способ соединения позволяет сваривать тонкостенные заготовки.В соответствии с конкретными задачами, сварщиком настраивается прямая и обратная полярность при сварке инвертором. Некоторые молодые специалисты не знают всех особенностей настройки, поэтому у них иногда возникают сложности с прогревом и проплавлением заготовок из разных материалов. Рекомендуется сначала изучать техническую документацию инверторной сварки и проверять теорию практическими действиями.
Технические условия для выбора полярности
Полярность соединения выбирается исходя из технических условий, необходимых для решения конкретной задачи. Путем изменения типа подключения можно получить концентрацию горячего анодного пятна или на самой заготовке, или на электроде. Непосредственный нагрев осуществляется за счет плюсовой клеммы, поэтому прямое подключение к ней приводит к разогреву данного участка.
Эта особенность подключения дает возможность выбирать рабочий режим с учетом следующих факторов.
Толщина металлической заготовки
При сваривании деталей со средней и большой толщиной следует воспользоваться прямым подключением. В этом случае тепловая энергия концентрируется на самом изделии, способствуя получению глубокого сварного шва. В этом же режиме возможна резка металлов, независимо от их толщины. Для сварки тонких листовых металлов рекомендуется использовать обратную полярность, когда основное тепло сосредоточено на электроде. За счет этого удается избежать перегрева заготовок, а плавление электрода будет происходить намного быстрее.
Типы свариваемых металлов
Возможность изменения места расположения анодного теплового пятна позволяет выбрать режим работы, максимально эффективный для конкретной детали. Например, при сварке чугуна или нержавеющей стали при сварке инвертором применяется обратная полярность, чтобы не перегреть сплав и сформировать надежное соединение. Алюминий, наоборот, нужно варить в режиме прямого подключения, чтобы как можно быстрее преодолеть окислительную пленку. Существуют рекомендации по настройке аппаратуры под конкретные сплавы, которые следует внимательно изучить и использовать на практике.
Существуют рекомендации по настройке аппаратуры под конкретные сплавы, которые следует внимательно изучить и использовать на практике.
Тип сварочной проволоки или электрода
Данные компоненты также отличаются индивидуальными особенностями режимов температур, которые во многом зависят от используемых флюсов. Если сварка производится угольными электродами, то подключение в режиме обратной полярности не подходит, поскольку флюс подвергнется сильному перегреву и электрод станет непригоден для работы. В таких случаях выбор наиболее подходящих настроек полностью зависит от типа флюса и проволоки.
Иногда для металла и электродов требуются совершенно разные настройки, и сварщику приходится подбирать наиболее оптимальное совмещение рабочих циклов с силой тока. Кроме того, нужно обязательно учитывать рекомендации завода-изготовителя, отраженные в технической документации.
Особенности сварки с прямой и обратной полярностью
Прямая и обратная полярность инвертора обладают индивидуальными свойствами, которые нужно обязательно учитывать при выполнении сварочных работ.
Особенности сварки при подключении инвертора с прямой полярностью:
- Электроды и присадочные материалы во время работы расплавляются и переносятся в сварочную ванну в виде крупных металлических капель. Это приводит к увеличенному разбрызгиванию металла и росту коэффициента проплавления.
- Режим прямого подключения отличается нестабильностью электрической дуги.
- С одной стороны заготовки глубина проваривания снижается, а с другой – снижается количество углерода, внедряемого в металлическую массу детали.
- Металл нагревается правильно, его структура не нарушается и остается неизменной.
- Сварочная проволока или электрод нагревается меньше, что дает возможность при необходимости увеличить силу тока.
- Отдельные сварочные материалы отличаются увеличенным коэффициентом наплавки, особенно, когда в активных и инертных газах используются плавящиеся электроды. Такой же эффект получается при взаимодействии присадок с некоторыми типами флюсов.
- Прямая полярность при сварке оказывает влияние на структуру материала, остающегося внутри шва между сваренными металлическими деталями. Получается состав с содержанием марганца и кремния при полном отсутствии углерода.
 Получается состав с содержанием марганца и кремния при полном отсутствии углерода.
Получается состав с содержанием марганца и кремния при полном отсутствии углерода.Обратная полярность при сварке инвертором обязательно используется, когда свариваются заготовки из тонких листовых металлов. Этот процесс требует внимания и осторожности, поскольку велика вероятность прожечь и испортить материал. Данный режим подключения дополняется другими методами, позволяющими избежать неосторожных повреждений.
Среди них можно выделить следующие:
- Понижение силы тока, вызывающее уменьшение температуры на поверхности заготовки.
- В процессе сварки рекомендуется использовать прерывистый шов. Вначале свариваются несколько участков в разных местах, после чего они соединяются между собой в единое целое. Данная схема может меняться, в зависимости от конкретных условий соединения металлов. Таким образом, удается предотвратить деформацию металлических заготовок, особенно, если их длина превышает 20 см. Большее количество отрезков делает каждый участок более коротким, и металл за счет этого намного меньше коробится.
- Сварка слишком тонких заготовок осуществляется с периодически прерывающейся электрической дугой. Электрод быстро выходит из рабочей зоны и тут же возвращается на место и поджигается. Процесс выполняется практически непрерывно.
- При соединении внахлест прижим заготовок друг к другу должен быть максимально плотным и герметичным. Наличие даже незначительного воздушного зазора может вызвать прожигание детали, расположенной сверху. Создать плотное прилегание можно каким-нибудь грузом или струбцинами.
- Выполняя соединение встык, необходимо обеспечить минимальный зазор между свариваемыми изделиями. В идеальном варианте зазор должен вообще отсутствовать.
- Если тонкие листовые заготовки имеют слишком неровные кромки, то в этом месте под сварочным стыком укладывается материал, компенсирующий избыточное тепло. Лучше всего для этих целей подходят медные или стальные пластины, толщину которых желательно выбирать как можно больше.

Новичкам, только начавшим осваивать данный вид соединения, рекомендуем проводить тренировочную сварку с обратной полярностью на испорченных металлических листах. Это даст возможность прочувствовать все особенности процесса и в дальнейшем избежать прожогов и других дефектов.
Это даст возможность прочувствовать все особенности процесса и в дальнейшем избежать прожогов и других дефектов.
Источник: electric-220.ru
Масса на сварочнике плюс или минус
- Главная
- Форум
- Мастерская
- + или — на держаке инвертора?
Род тока и полярность устанавливают в зависимости от типа покрытия электрода, состава свариваемого металла и его толщины. При сварке постоянным током обратной полярности на электроде выделяется больше теплоты. Исходя из этого, обратная полярность применяется при сварке электродами с покрытием основного типа, а также при сварке тонких деталей с целью предотвращения прожога, алюминиевых сплавов для разрушення оксидной пленки и легированных сталей во избежание их перегрева. Род тока и полярность указаны в паспорте электрода.
При сварке на переменном токе безразлично, к какому зажиму сварочного трансформатора присоединены изделие и электрод.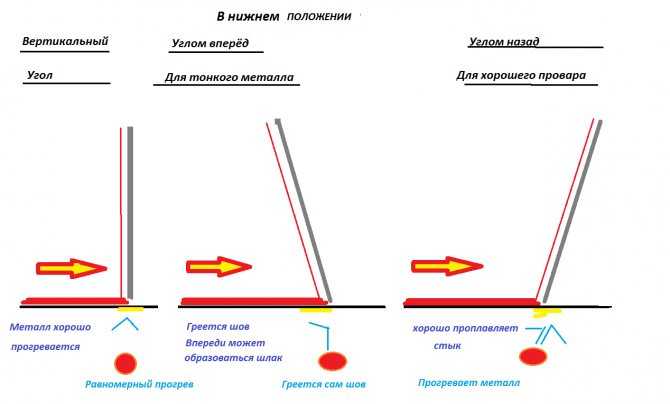 Сварку на постоянном токе выполняют при соединении «плюса» источника питания с изделием (прямая полярность) или электродом (обратная полярность). Во время горения сварочной дуги при прямой полярности больше нагревается свариваемое изделие, при обратной полярности — электрод. При этом скорость плавления электродов из низкоуглеродистой стали на 10–40% выше скорости их плавления при прямой полярности. Исходя из этого, выбирают прямую или обратную полярность в зависимости от вида сварочных работ (прихватка или сварка), толщины свариваемых элементов (тонкие или толстые), электродов (углеродистая сталь, хромоникелевая) и др. При сварке тонких листовых деталей, а также некоторых специальных сталей, например коррозионно-стойких и жаропрочных, применяют соединение с обратной полярностью.
Сварку на постоянном токе выполняют при соединении «плюса» источника питания с изделием (прямая полярность) или электродом (обратная полярность). Во время горения сварочной дуги при прямой полярности больше нагревается свариваемое изделие, при обратной полярности — электрод. При этом скорость плавления электродов из низкоуглеродистой стали на 10–40% выше скорости их плавления при прямой полярности. Исходя из этого, выбирают прямую или обратную полярность в зависимости от вида сварочных работ (прихватка или сварка), толщины свариваемых элементов (тонкие или толстые), электродов (углеродистая сталь, хромоникелевая) и др. При сварке тонких листовых деталей, а также некоторых специальных сталей, например коррозионно-стойких и жаропрочных, применяют соединение с обратной полярностью.
короче посмотри на пачке электродов какой режим для них правильнее
Источник: forum.4x4pk.ru
Особенности сварки током прямой полярности: отличия от обратной
Что такое сварка током прямой полярности — это подключение плюсового провода от оборудования к соединяемым деталям, а к минусу идёт провод от держателя, на котором закреплён электрод.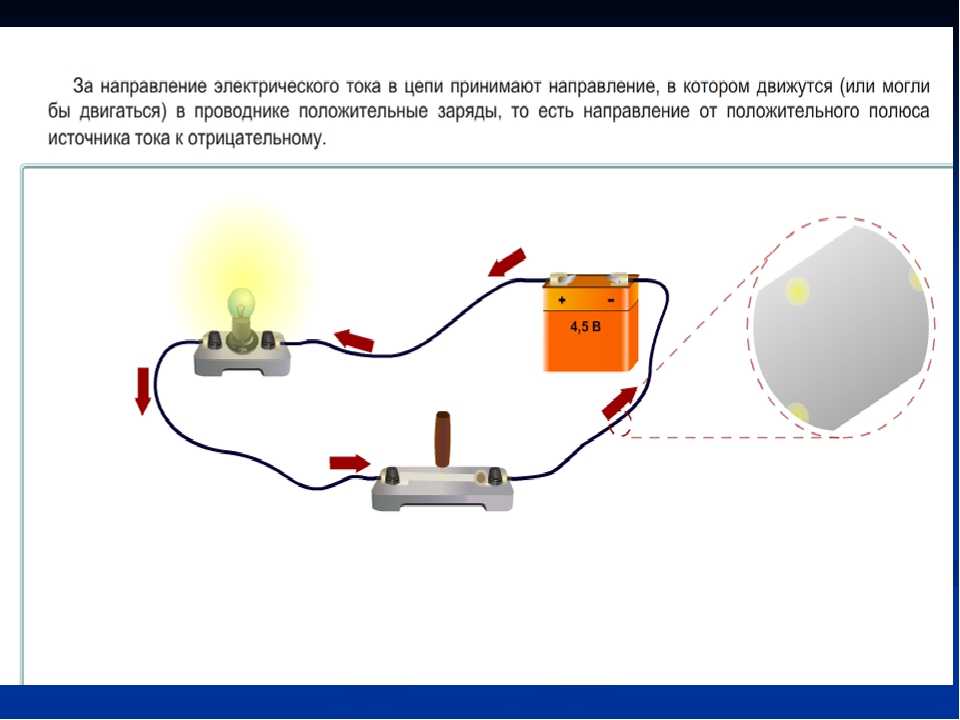 При зеркальном отображении получаем на выходе полярность обратного типа. Различные подключения способствуют изменению температуры сварочного кратера.
При зеркальном отображении получаем на выходе полярность обратного типа. Различные подключения способствуют изменению температуры сварочного кратера.
Прямая полярность
У каждого сварочного аппарата имеются гнёзда, куда подключаются провода от держателя с электродом или зажима для заготовок, называемого на практике массой. К какому полюсу подключается масса на сварочном аппарате к плюсу или минусу — такая полярность получится на выходе. Для получения прямого подключения провод, идущий от массы, подсоединяется к положительной клемме, а провод от электрода — к минусовой.
При сварке род и полярность тока зависят от катодного или анодного пятна, в случае прямого подсоединения именно на деталях будет концентрироваться высокая температура.
Сварка постоянным током при аналогичном подключении отличается характерными нюансами:
- большой глубиной и малой шириной шва;
- такое подключение применяется для металлов с толщиной не менее 3 мм;
- вольфрамовые электроды применяются для соединения изделий из цветного металла;
- высокая стабильность горения дуги обеспечивает качественный шов;
- токопроводящие стержни быстро плавятся;
- большой расход электродов из-за разбрызгивания.
Обратного типа
Аналогичную полярность при сварке применяют в том случае, когда надо свести риск появления брака на деталях к минимуму, а также во время выполнения ответственных заданий, чтобы сварка проводилась с высокой точностью. При такой методике высокая температура концентрируется на проводящем ток стержне, а на соединяемой конструкции уровень тепла намного ниже.
Поэтому обратный тип полярности применяют для качественной сварки тонкого металла, чтобы исключить возможность коробления от излишнего нагревания, а также при соединении стальных деталей различной степени легирования, потому что такие заготовки особо чувствительны к возможному перегреву. Аналогичное подключение применяют для соединения металлов под защитой флюса или инертных газов, например, аргона.
Чтобы избежать ошибок при сварке, надо знать следующие отличия:
- выбор обратной полярности при сварке постоянным током делает шовное соединение небольшим по глубине, но объёмным по ширине;
- во время соединения толстых металлов снижается качество шва;
- нельзя работать электродами, чувствительными к перегреванию;
- при снижении силы тока образуются скачки дуги, что негативно отражается на прочности и качестве шва;
- соединяя высоколегированные стали, надо строго выдерживать цикл работы и время остывания соединённых заготовок.
В случае подключения от сети переменного тока, сварка металлов с низким содержанием углерода проводится рутиловыми токопроводящими стержнями, у которых отсутствует зависимость от полярности, поэтому применяется любая методика — наиболее удобная для исполнителя.
Критерий выбора
Опытные сварщики самостоятельно решают, куда подсоединять провода к плюсу или минусу во время подключения массы на сварочный аппарат, чтобы концентрировать большую температуру на конструкции или плавящемся прутке с обмазкой. Выбирать полярность иногда приходится несколько раз — это напрямую зависит от сложности конструкции или толщины соединяемого металла, например, при средней или большой толщине выбирают вариант прямой полярности.
Сильный прогрев заготовки позволяет выполнить более глубокий шов, что намного повышает прочность и качество соединения, аналогичная полярность выбирается, когда надо отрезать какой-нибудь элемент от общей конструкции. Обратная полярность выбирается при работе с тонкостенными деталями, при этом детали не перегреваются, но электрод плавится быстрее.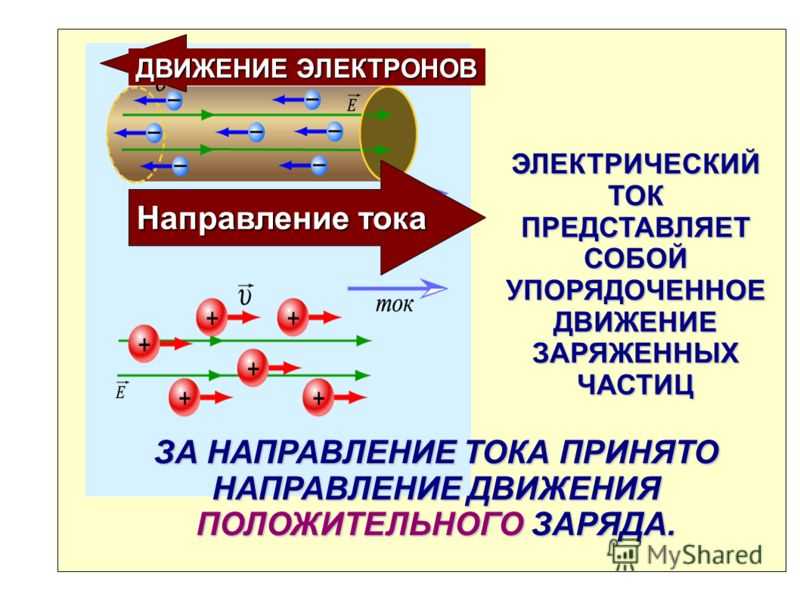
Толщина металла
Специфика сварки толстого металла довольно простая: подключаем массу к плюсу на агрегате, а электрод — к минусу. Наличие высокой температуры на заготовке способствует большему прогреву металла, что усилит глубину проварки, а в результате шов получается более качественный и прочный.
При обработке сваркой тонкостенного металла применяется обратная полярность, т. к. анодное пятно перемещается на электрод и угроза пережога конструкции полностью ликвидируется.
Полярность во многом зависит и от типа металла, из которого состоит соединяемая конструкция или отдельные детали, приготовленные для сварки. Например, для прочного соединения изделий из нержавеющей стали или чугуна применяют обратную полярность, чтобы избежать перегревания заготовок и избавиться от появления тугоплавкого сварного соединения, которое требует особой обработки.
При сварке алюминия используется прямая методика подключения — прочная плёнка, покрывающая цветной металл, при сильном нагревании расплавляется и не препятствует образованию шовного соединения. Опытные сварщики знают, как и какими методами надо варить различные по химическому составу металлы, а начинающие исполнители — сверяются по справочнику или изучают сопроводительную документацию, где подробно описана методика сварки, а также какую полярность надо применить.
Опытные сварщики знают, как и какими методами надо варить различные по химическому составу металлы, а начинающие исполнители — сверяются по справочнику или изучают сопроводительную документацию, где подробно описана методика сварки, а также какую полярность надо применить.
Влияние толщины соединяемых деталей на выбор подключения.
Коротко об электродах
Если используют для сварки инвертор, то при подключении прямого или обратного варианта обязательно учитывается тип используемого электрода, т. к. эти изделия имеют индивидуальные параметры, которые зависимы от изменения температуры.
Химический состав обмазки или напыления оказывает особое влияние на качество сварочного процесса, например, при использовании обратной полярности нельзя применять угольный электрод, потому что из-за влияния высокой температуры флюс перегревается и теряет необходимые свойства — изделие будет непригодно для дальнейшего использования.
Надо применять прямой вариант подключения, да и на каждом типе электродов нанесена маркировка, где указан режим использования, а на упаковке имеются аналогичные рекомендации производителя, т. ч. перепутать крайне трудно.
ч. перепутать крайне трудно.
Работа на полуавтомате
Такой вид сварки характерен для производственных процессов, при этом надо правильно установить полярность данного полуавтомата, например, для соединения деталей из нержавеющего металла применяют защитный газ и выбирают обратное подключение, а когда используется порошковая присадочная проволока при сварке изделий из алюминия — прямое.
Как управлять процессом?
Главное для исполнителя — прогреть свариваемые детали до полного расплавления кромок, чтобы сформировался сварочный кратер. Перечислим негативные процессы, которые при этом могут появиться:
- если установлен ток небольшой силы, то металл заготовок не успевает полностью прогреться, поэтому сварочная ванна двигается за электродом;
- при излишней величине тока происходит сильное разогревание, дуга начинает проникать внутрь металла и оттеснять расплавленную субстанцию назад.
При нормальном использовании силы тока жидкий металл в кратере сильно не растекается, а внешние края — тонкие и сварщик полностью контролирует процесс.
При сварке деталей с большой толщиной металла надо повышать силу тока, чтобы полностью прогреть деталь, а тонкостенные конструкции нагреваются быстро, поэтому работать надо на малой силе тока. Во время сварочного процесса с использованием электродов с обмазкой или напылением надо учитывать и скорость проводки.
Внешнее состояние шовного соединения.
Превосходство и недостатки методик
Изменение подключения по-разному отражается на работе токопроводящего стержня, например, при обратной методике, наблюдаются такие процессы:
- на конструкцию поступает больше тепловой энергии, чем на стержень с обмазкой;
- хороший разогрев обеспечивает качественную и глубокую проплавку;
- электрод плавится медленно, поэтому частая замена не нужна;
- металл при сварке практически не разбрызгивается.
Прямая полярность при сварке характерна следующими нюансами:
- нагревание заготовок минимальное;
- плавление электрода происходит намного быстрее, поэтому требуется частая смена стержней;
- жидкий металл сильно разбрызгивается.

Вывод прост — очевидных преимуществ больше у обратной методики, но не только плюсы определяют выбор, т. к. у большинства электродов рекомендации по выбору подключения прописаны производителем на этикетке.
Инверторное или полуавтоматическое сварочное оборудование отличается несложной эксплуатацией, поэтому часто применяются в домашней обстановке, например, на даче или при ремонте в частном домостроении, да и неопытным исполнителям легче соединять металлические конструкции, используя обычное подключение стандартной сети. Для получения соединений высокого качества, надо точно знать, как и когда применять обратную или прямую методику подключения.
Источник: svarka.guru
Изучаем прямую и обратную полярность при сварке
Направление движения электронов регулируется с помощью полярности путём переключения проводов на клемму «плюс» или «минус». То есть, при работе со сваркой постоянного тока возможны два варианта настройки:
- Прямая полярность. Минус подключён к электроду, плюс на клемме «земля». В этом случае ток движется от электрода к заготовке, и металл греется сильнее.
- Обратная полярность. К электроду подсоединяется плюс, на клемму «земля» — минус. Движение тока от минуса к плюсу (от заготовки к электроду) создаёт более сильный нагрев.
 Минус подключён к электроду, плюс на клемме «земля». В этом случае ток движется от электрода к заготовке, и металл греется сильнее.
Минус подключён к электроду, плюс на клемме «земля». В этом случае ток движется от электрода к заготовке, и металл греется сильнее.Прямая и обратная полярность подключения при сварке инвертором используется в зависимости от поставленных задач и качества материалов. При переменном токе тип подключения неважен, а при постоянном есть возможность менять полярность вручную.
Значение полярности для сварки
Постоянный ток создаёт термическое (анодное) пятно. Меняя полярность, можно его перемещать от электрода к заготовке. Основной нагрев создаётся на плюсовом гнезде, поэтому при прямой полярности сильнее нагревается заготовка, а при обратной – электрод. Таким образом формируются возможности инвертора в зависимости от характеристик металлов:
- Толщина металла. При прямой полярности основной нагрев достаётся заготовке, поэтому ширина шва провара получается достаточно глубокой. Соответственно для тонких металлов правильнее использовать обратное подключение, при котором металл нагревается слабее электрода.
- Тип металла. При сварке приходится работать с различными сплавами, обладающими определёнными свойствами. Например, алюминий относится к среднеплавким металлам, поэтому нужно обеспечить заготовке прямое подключение для нагрева. Нержавеющую сталь лучше не перегревать, выбрав обратную полярность. Настройки инвертора позволяют учитывать, какой сплав подвергается варке, поэтому предварительное изучение инструкции поможет эффективно справиться с задачей.
- Тип электрода. Сварочные электроды имеют покрытие – флюс. При разогреве он сгорает, выполняя свою основную задачу: вытесняя воздух, предотвращает образование пор. Тип флюса определяет особенности использования электродов при разных температурных режимах. К примеру, угольные электроды не подходят для подключения с обратной полярностью. Рекомендации производителя позволят сделать правильный выбор. То же самое относится и к типам проволоки. К слову, инверторные полуавтоматы также имеют характеристики, которые стоит учитывать.
 Соответственно для тонких металлов правильнее использовать обратное подключение, при котором металл нагревается слабее электрода.
Соответственно для тонких металлов правильнее использовать обратное подключение, при котором металл нагревается слабее электрода. То же самое относится и к типам проволоки. К слову, инверторные полуавтоматы также имеют характеристики, которые стоит учитывать.
То же самое относится и к типам проволоки. К слову, инверторные полуавтоматы также имеют характеристики, которые стоит учитывать.Виды сварки
Ручная сварка дугой с помощью плавящегося электрода (ММА)
Здесь его роль играет особая плавящаяся проволока, покрытая шлаком. Способ очень популярен, но специалисты считают его не самым лучшим вариантом для получения качественных швов, если изделие по составу является сложным сплавом. Во время плавления проволока соединяет нужные детали, а её покрытие очищает от грязи и защищает от кислорода сварочную ванну. Способ подходит для сварки чугуна, чёрных металлов.
Сварка полуавтоматическая
Электродом является проволока, автоматически попадающая в зону сварки. Аппарат находится в режиме ручного передвижения, поэтому данный способ не подходит для обработки большой рабочей зоны, его используют для сварки тонких листов, цветных металлов, высоколегированной стали. Применяется как постоянный, так и импульсный ток. При использовании порошковой проволоки газ не нужен, в остальных случаях сварка током производится в среде активных или инертных защитных газов. Возможна сварка электродом без его плавки.
Применяется как постоянный, так и импульсный ток. При использовании порошковой проволоки газ не нужен, в остальных случаях сварка током производится в среде активных или инертных защитных газов. Возможна сварка электродом без его плавки.
Сварка в среде защитных газов
Технологический процесс подразумевает использование газа аргона, который выжигает грязь и кислородные соединения. Электродом выступает неплавкий вольфрамовый либо графитовый стержень. Применение аргона очищает сварочную ванную от всех ненужных примесей и окислов. Образование шлака исключено, шов получается качественным и чистым, но сварка в среде защитных газов – довольно дорогая технология, требующая серьёзных навыков.
Разные типа сварки используются и в зависимости от условий работы сварки. Например, для ремонта кузовов автомобилей в сервисах используют дуговую сварку полуавтоматом с помощью среды защитного газа, что позволяет создавать качественную сварочную работу при её невысокой стоимости.
 Прямая и обратная полярность при сварке инвертором позволяет регулировать глубину плавления для любого типа сварочных работ.
Прямая и обратная полярность при сварке инвертором позволяет регулировать глубину плавления для любого типа сварочных работ.Технология ручной сварки дугой
Дуговая сварка – самый распространённый тип сварки металла. Способ универсален, технологически прост и позволяет получать сварочные швы хорошего качества в непроизводственных условиях. Электроток сварочного источника образует дугу между изделием и электродом. На нём сгорает покрытие (флюс), выделяя газ, очищающий рабочую область от кислорода.
По форме и типам соединений сварочные швы разделяются на:
Обычно сварочные аппараты комплектуются кабелем массы с держателем зажимного типа. С первого взгляда, это удобно, такое приспособление можно надежно закрепить к практически любой поверхности (листы, металлопрокат и прочие). Но бывают ситуации, когда нет возможности установить такую массу на заготовку или, еще чаще, она перегорает. Неплохой альтернативой станет магнитный контакт сварочного кабеля.
Неплохой альтернативой станет магнитный контакт сварочного кабеля.
Главная задача для новичка – научиться «вести» сварочный шов. Основной металл прогревается до состояния расплавления, формируя сварочную ванну. В зависимости от ситуации сварщик меняет установки тока, ориентируясь на состояние ванны. Начинать нужно с настроек, рекомендованных производителями, а дальше постепенная практика поможет понять и правильно использовать все возможности инвертора.
Источник: electrod.biz
Полярность при сварке инвертором
При выполнении сварочных работ основное внимание уделяется соединению стыкуемых деталей. Данный фактор во многом зависит от правильных настроек сварочной аппаратуры. Работая с полуавтоматами, следует настраивать не только силу тока, но и устанавливать нужную полярность при сварке инвертором. Настройки, установленные по умолчанию, не позволяют в полном объеме решать поставленные задачи, особенно, когда дело касается редких материалов или высоколегированных сталей. Тем не менее любой инвертор можно настроить в нужном режиме и получить качественный шов.
Тем не менее любой инвертор можно настроить в нужном режиме и получить качественный шов.
Как влияет на сварку прямая и обратная полярность
Само понятие полярности, применительно к сварочной аппаратуре, означает тот или иной вариант подключения, связанный с текущими процессами и необходимостью решения конкретной задачи. Для того чтобы изменить полярность, достаточно всего лишь поменять местами клеммы подключения. Ток изменит свое направление и физические процессы, а сама сварка в каждом случае будут протекать по-разному.
Существует два вида полярности, настраиваемые перед выполнением работы:
- Прямая полярность. Устанавливается на аппаратуре перед началом соединения толстых заготовок с глубокими швами. В данном случае электрод подключается к минусу, а свариваемый металл – к плюсовой клемме. Благодаря прямой полярности, в процессе сварки возникают так называемые анодные и катодные пятна. Более горячее анодное пятно появляется со стороны заготовки. За счет этого основной металл расплавляется на большую глубину, позволяя сваривать чугунные, алюминиевые и другие заготовки из сложных металлов.
- Обратная полярность. При таком подключении плюс соединяется с электродом, а минус – с металлической заготовкой. Анодное пятно с повышенной температурой возникает уже на противоположной стороне, то есть, на электроде. Металл остается относительно холодным, а электрод разогревается. Этот способ соединения позволяет сваривать тонкостенные заготовки.

В соответствии с конкретными задачами, сварщиком настраивается прямая и обратная полярность при сварке инвертором. Некоторые молодые специалисты не знают всех особенностей настройки, поэтому у них иногда возникают сложности с прогревом и проплавлением заготовок из разных материалов. Рекомендуется сначала изучать техническую документацию инверторной сварки и проверять теорию практическими действиями.
Технические условия для выбора полярности
Полярность соединения выбирается исходя из технических условий, необходимых для решения конкретной задачи. Путем изменения типа подключения можно получить концентрацию горячего анодного пятна или на самой заготовке, или на электроде. Непосредственный нагрев осуществляется за счет плюсовой клеммы, поэтому прямое подключение к ней приводит к разогреву данного участка.
Непосредственный нагрев осуществляется за счет плюсовой клеммы, поэтому прямое подключение к ней приводит к разогреву данного участка.
Эта особенность подключения дает возможность выбирать рабочий режим с учетом следующих факторов.
Толщина металлической заготовки
При сваривании деталей со средней и большой толщиной следует воспользоваться прямым подключением. В этом случае тепловая энергия концентрируется на самом изделии, способствуя получению глубокого сварного шва. В этом же режиме возможна резка металлов, независимо от их толщины. Для сварки тонких листовых металлов рекомендуется использовать обратную полярность, когда основное тепло сосредоточено на электроде. За счет этого удается избежать перегрева заготовок, а плавление электрода будет происходить намного быстрее.
Типы свариваемых металлов
Возможность изменения места расположения анодного теплового пятна позволяет выбрать режим работы, максимально эффективный для конкретной детали. Например, при сварке чугуна или нержавеющей стали при сварке инвертором применяется обратная полярность, чтобы не перегреть сплав и сформировать надежное соединение. Алюминий, наоборот, нужно варить в режиме прямого подключения, чтобы как можно быстрее преодолеть окислительную пленку. Существуют рекомендации по настройке аппаратуры под конкретные сплавы, которые следует внимательно изучить и использовать на практике.
Алюминий, наоборот, нужно варить в режиме прямого подключения, чтобы как можно быстрее преодолеть окислительную пленку. Существуют рекомендации по настройке аппаратуры под конкретные сплавы, которые следует внимательно изучить и использовать на практике.
Тип сварочной проволоки или электрода
Данные компоненты также отличаются индивидуальными особенностями режимов температур, которые во многом зависят от используемых флюсов. Если сварка производится угольными электродами, то подключение в режиме обратной полярности не подходит, поскольку флюс подвергнется сильному перегреву и электрод станет непригоден для работы. В таких случаях выбор наиболее подходящих настроек полностью зависит от типа флюса и проволоки.
Иногда для металла и электродов требуются совершенно разные настройки, и сварщику приходится подбирать наиболее оптимальное совмещение рабочих циклов с силой тока. Кроме того, нужно обязательно учитывать рекомендации завода-изготовителя, отраженные в технической документации.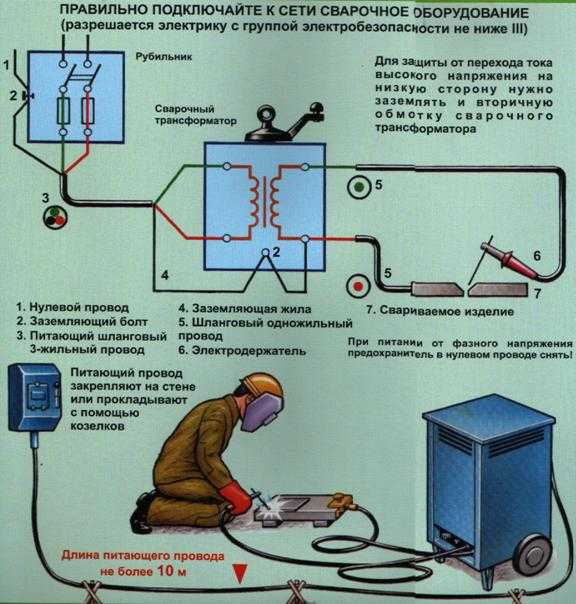
Особенности сварки с прямой и обратной полярностью
Прямая и обратная полярность инвертора обладают индивидуальными свойствами, которые нужно обязательно учитывать при выполнении сварочных работ.
Особенности сварки при подключении инвертора с прямой полярностью:
- Электроды и присадочные материалы во время работы расплавляются и переносятся в сварочную ванну в виде крупных металлических капель. Это приводит к увеличенному разбрызгиванию металла и росту коэффициента проплавления.
- Режим прямого подключения отличается нестабильностью электрической дуги.
- С одной стороны заготовки глубина проваривания снижается, а с другой – снижается количество углерода, внедряемого в металлическую массу детали.
- Металл нагревается правильно, его структура не нарушается и остается неизменной.
- Сварочная проволока или электрод нагревается меньше, что дает возможность при необходимости увеличить силу тока.
- Отдельные сварочные материалы отличаются увеличенным коэффициентом наплавки, особенно, когда в активных и инертных газах используются плавящиеся электроды. Такой же эффект получается при взаимодействии присадок с некоторыми типами флюсов.
- Прямая полярность при сварке оказывает влияние на структуру материала, остающегося внутри шва между сваренными металлическими деталями. Получается состав с содержанием марганца и кремния при полном отсутствии углерода.
 Такой же эффект получается при взаимодействии присадок с некоторыми типами флюсов.
Такой же эффект получается при взаимодействии присадок с некоторыми типами флюсов.Обратная полярность при сварке инвертором обязательно используется, когда свариваются заготовки из тонких листовых металлов. Этот процесс требует внимания и осторожности, поскольку велика вероятность прожечь и испортить материал. Данный режим подключения дополняется другими методами, позволяющими избежать неосторожных повреждений.
Среди них можно выделить следующие:
- Понижение силы тока, вызывающее уменьшение температуры на поверхности заготовки.
- В процессе сварки рекомендуется использовать прерывистый шов. Вначале свариваются несколько участков в разных местах, после чего они соединяются между собой в единое целое. Данная схема может меняться, в зависимости от конкретных условий соединения металлов. Таким образом, удается предотвратить деформацию металлических заготовок, особенно, если их длина превышает 20 см. Большее количество отрезков делает каждый участок более коротким, и металл за счет этого намного меньше коробится.
- Сварка слишком тонких заготовок осуществляется с периодически прерывающейся электрической дугой. Электрод быстро выходит из рабочей зоны и тут же возвращается на место и поджигается. Процесс выполняется практически непрерывно.
- При соединении внахлест прижим заготовок друг к другу должен быть максимально плотным и герметичным. Наличие даже незначительного воздушного зазора может вызвать прожигание детали, расположенной сверху. Создать плотное прилегание можно каким-нибудь грузом или струбцинами.
- Выполняя соединение встык, необходимо обеспечить минимальный зазор между свариваемыми изделиями. В идеальном варианте зазор должен вообще отсутствовать.
- Если тонкие листовые заготовки имеют слишком неровные кромки, то в этом месте под сварочным стыком укладывается материал, компенсирующий избыточное тепло. Лучше всего для этих целей подходят медные или стальные пластины, толщину которых желательно выбирать как можно больше.
 Таким образом, удается предотвратить деформацию металлических заготовок, особенно, если их длина превышает 20 см. Большее количество отрезков делает каждый участок более коротким, и металл за счет этого намного меньше коробится.
Таким образом, удается предотвратить деформацию металлических заготовок, особенно, если их длина превышает 20 см. Большее количество отрезков делает каждый участок более коротким, и металл за счет этого намного меньше коробится. Лучше всего для этих целей подходят медные или стальные пластины, толщину которых желательно выбирать как можно больше.
Лучше всего для этих целей подходят медные или стальные пластины, толщину которых желательно выбирать как можно больше.Новичкам, только начавшим осваивать данный вид соединения, рекомендуем проводить тренировочную сварку с обратной полярностью на испорченных металлических листах. Это даст возможность прочувствовать все особенности процесса и в дальнейшем избежать прожогов и других дефектов.
Источник: electric-220.ru
Полярность сварочного аппарата
ACϟDС. Понимание сварочного тока и полярности
Сварка – это ручной труд, но сварщики должны обладать достаточным количеством технических знаний, даже если в школе физика для них была чем-то сверхъестественным.
Одним из обязательных понятий, которые необходимо знать, является «сварочный ток». Сварщик должен хорошо понимать, что такое полярность и какое влияние она оказывает на процесс сварки.
На сварочных аппаратах и электродах можно заметить обозначения AC или DC, которые описывают полярность тока. Почему электрические токи и полярность возникают во время сварки? Давайте рассмотрим эти понятия внимательно.
Что такое переменный (AC) и постоянный (DC) ток?
AC от англ. «alternating current» обозначает переменный ток, а DC «direct current» – постоянный ток.
АС чередует направление тока, а DС течет только в одном направлении.
Сварочные машины и электроды с маркировкой DC имеют постоянную полярность, тогда как маркированные AC изменяют полярность 120 раз в секунду с частотой тока 60 герц.
Чем переменный и постоянный ток различаются при сварке?
Сварка при постоянном токе (DC) создает более плавные и более устойчивые дуги, образуется меньше брызг. Легче производится сварка в вертикальном и верхнем положениях.
Тем не менее, переменный ток (AC) может быть предпочтительным выбором начинающих сварщиков, поскольку часто используется в недорогих сварочных аппаратах начального уровня. AC также распространен в судостроительной сварке или в любых условиях, где дуга может плавать из стороны в сторону.
AC также распространен в судостроительной сварке или в любых условиях, где дуга может плавать из стороны в сторону.
Что такое полярность?
Электрическая цепь, возникающая при включении сварочного аппарата, имеет отрицательный и положительный полюс – это свойство называется полярностью. Полярность имеет большое значение при сварке, потому что выбор правильной полярности влияет на прочность и качество сварного шва. Использование неправильной полярности может привести к большому количеству брызг, плохому проплавлению и потере контроля сварочной дуги.
При сварке переменным током соблюдать полярность не требуется!
– сварка током прямой полярности
– сварка током обратной полярности
Что такое прямая и обратная полярность постоянного тока (DC)?
Процесс сварки будет различаться в зависимости от направления, полярности тока: положительной (+) или отрицательной (–).
Положительная полярность постоянного тока (DC+) обеспечивает высокий уровень проплавления, в то время как отрицательная полярность постоянного тока (DC–) даст меньшее проплавление, но более высокую скорость осаждения (например, на тонком листовом металле).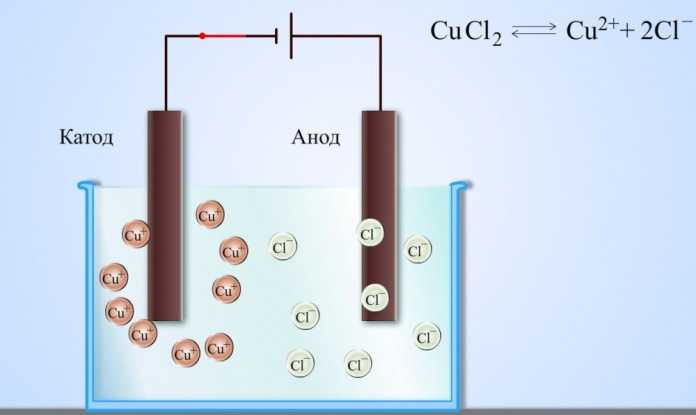 Различные защитные газы могут дополнительно влиять на процесс сварки.
Различные защитные газы могут дополнительно влиять на процесс сварки.
Сварка током прямой полярности
Под сваркой прямой полярности принято понимать сварку, при проведении которой на свариваемую деталь (изделие) подаётся положительный заряд от сварочного аппарата, т.е. сварочный кабель соединяет свариваемое изделие с клеммой (+) сварочного аппарата. На электрод же подаётся отрицательный заряд через электрододержатель, соединённый кабелем с клеммой (–).
При сварке током прямой полярности основная температурная нагрузка ложится на металлическую свариваемую деталь. То есть, она разогревается сильнее, что позволяет углубить корень сварочного шва.
Ток прямой полярности рекомендуется применять при необходимости резки металлоконструкций и сварке толстостенных деталей, а также в иных случаях, когда требуется добиться большого выделения тепла, что как раз и является характерной особенностью такого типа подключения.
Сварка током обратной полярности
Под сваркой обратной полярности принято понимать сварку, при проведении которой на свариваемую деталь (изделие) подаётся отрицательный заряд от сварочного аппарата, т.е. сварочный кабель соединяет свариваемое изделие с клеммой (–) сварочного аппарата. На электрод же подаётся положительный заряд через электрододержатель, соединённый кабелем с клеммой (+).
При сварке током обратной полярности больше тепла выделяется на электроде, а нагрев детали сравнительно уменьшается. Это позволяет производить более «деликатную» сварку и уменьшает вероятность прожига детали.
Сварку током обратной полярности рекомендуется применять при необходимости сваривания тонких листов металла, нержавеющей, легированной стали, иных сталей и сплавов, чувствительных к перегреву.
Так как переменный ток (AC) наполовину положительный и наполовину отрицательный, его сварочные свойства находятся прямо в середине положительной и отрицательной полярности постоянного тока (DC). Некоторые сварщики выбирают переменный ток (AC), если они хотят избежать глубокого проплавления. Например, при ремонтных работах на ржавых металлах.
Некоторые сварщики выбирают переменный ток (AC), если они хотят избежать глубокого проплавления. Например, при ремонтных работах на ржавых металлах.
Хотя переменный ток сам по себе не имеет полярности, если электроды для сварки на переменном токе использовать с постоянным, они покажут более низкие результаты. Поэтому производители электродов обычно указывают наиболее подходящую полярность на покрытии и упаковке электродов.
Понимание направления и полярности сварочного тока важно для правильного выполнения сварочных работ. Знание того, как эти факторы влияют на ваш сварной шов, облегчит вашу работу.
Сварочные материалы и оборудование Вы можете приобрести на нашем сайте – сварочные электроды и сварочное оборудование.
Что значит обратная полярность при сварке. Прямая и обратная полярность при сварке инвертором, режимы сварки и рекомендации.
На сегодняшний день сварочные инверторы практически полностью заменили с рынка другие типы сварочных аппаратов, ранее использовавшиеся в ходе сварочных работ: выпрямители тока, генераторы и сварочные трансформаторы. Подобные устройства были достаточно громоздкие, тяжеловесные и проблематичные в транспортировке. Инверторы, в свою очередь, обладают рядом неоспоримых преимуществ таких как минимальный вес устройства, относительно недорогая цена, высокое качество сварки, простота в эксплуатации.
Подобные устройства были достаточно громоздкие, тяжеловесные и проблематичные в транспортировке. Инверторы, в свою очередь, обладают рядом неоспоримых преимуществ таких как минимальный вес устройства, относительно недорогая цена, высокое качество сварки, простота в эксплуатации.
Устройства типа инвертор позволяют не только выполнять сварку масштабах производства, но и решать любые сварочные задачи на бытовом уровне. Работать на сварочном инверторе может не только профессионал своего дела, но даже начинающий, имея небольшой багаж знаний и минимальный опыт в сварочных работах.
Также одним из основных достоинств можно считать его универсальность: при сварке используются электроды с постоянным электротоком и с током переменным. Обладая довольно широким спектром настроек тока на выходе можно решать различные задачи от сварки металла минимальной толщины до выполнения сложных работ связанных с резкой металла в несколько слоев. Рассмотрим основные виды полярности электрического тока и их применение в решении различных сварочных задач.
Прямая и обратная полярность при сварке
Принцип работы сварки с прямой полярностью подразумевает следующий алгоритм: ток от сварочного инвертора попадает на обрабатываемую деталь под положительным зарядом, в свою очередь клемма аппарата со знаком «плюс» соединяется с поверхностью металла с помощью специального кабеля. Заряд со знаком «минус» подается через электродержатель на электрод, который подключается к минусовой клемме. Это обеспечивает максимальный нагрев обрабатываемой детали при минимальном накаливании электрода. Подобный тип подачи тока рекомендуется для сварки изделий с толстыми краями, скрепление нескольких металлических пластин, а также часто используется профессионалами для резки по металлу.
Полезно знать: Если стоит задача получить идеальный, аккуратный шов без большого количества брызг от обрабатываемого изделия из металла обычно используется применение постоянного тока. Это происходит из-за отсутствия частой смены полярности при сварке. В остальных случаях в основном применяется переменный электроток по причине своей экономности в отличии от тока постоянного.
В остальных случаях в основном применяется переменный электроток по причине своей экономности в отличии от тока постоянного.
При сварке обратной полярности инвертором необходимо выполнить противоположные действия. На обрабатываемую поверхность металлической детали подается заряд со знаком «минус» от минусовой клеммы.В свою очередь, на электрод направляется заряд со знаком «плюс» от плюсовой клеммы. При таком подключении максимальные нагрев образуется на электроде, а обрабатываемая поверхность металла нагревается минимально. Такой тип полярности позволяет проводить так называемую «деликатную» сварку, так как в процессе сварки с помощью обратной полярности нивелирует вероятность «прожога» металла, что является наиболее актуальным с тонколистными металлами, сплавами, реагирующими на перегревание, а также с нержавеющей, легированной сталью.
Обратите внимание: чтобы предотвратить вероятность прожигания металла в ходе сварки профессионалы в сварочном деле советуют применять прижимную струбцину, которая позволяет крепко фиксировать обрабатываемые листы металла и делать процесс сварки более простым и удобным.
Особенности выбора электродов
Чтобы сварочные работы инвертором всегда выполнялись качественно и быстро очень важно уметь подбирать из всех разновидностей электродов представленных на современном рынке, именно тот который подходит для решения определенных сварочных задач. Выделим основные критерии, которые упростят процесс выбора оптимальных электродов для сварки инвертором:
Разновидность металлического изделия (существует определенная классификация электродов по виду металла, которая поможет выбрать оптимальный вариант стержня электрода).
Представляем вам основную классификации электродов по типу металла:
- Для выполнения ремонтных работ и наплавки,
- Для сварки на углеродистой и низколегированной стали,
- Для сварки изделий из меди и ее сплавов,
- Для сварки изделий из чугуна и его сплавов,
- Для сварки изделий из алюминия и его сплавов,
- Для выполнения работ с трудноподдающихся сварке металлами,
- Для сварка изделий из высоколегированной стали,
- Для сварки изделий с теплоустойчивыми с характеристиками.

Чистота обрабатываемой поверхности металла (например, стрежни электродов с рутиловым покрытием способны выполнять сварочные работы на сильно загрязненных, ржавых поверхностях металлических деталей, а основные электроды, наоборот, рекомендуется использовать для прочных соединений во время при отсутствии каких- либо загрязнений или влаги на металле).
Толщина металла (Чем больше толщина металла для сварки, тем большего диаметра должен быть подобран электрод):
- Для толщины изделия в 2 мм используют диаметр электрода в 2,5 мм,
- Для толщины изделия в 3 мм используют диаметр в 2,5 и 3 мм,
- Для толщины изделия в 4 и 5 мм используют диаметр электрода в 3,2 и 4 мм,
- Для толщины изделия от 6 до 12 мм используют диаметр электрода в 4 и 5 мм,
- Для толщины изделия свыше 13 мм необходимо использовать электроды в 5 мм.
Выбор оптимального электротока (Зависимость между диаметром рабочего стержня электрода и электротоком можно охарактеризовать следующим образом: если при усиленном токе изделие можно прожечь насквозь, то пониженном электротоке возможность создания рабочей электродугу окажется невозможной):
- электроду в 2 мм необходим ток от 50 до 60 А,
- электроду в 2,5 мм необходим ток от 60 до 90 А,
- для электрода в 3 мм необходим ток в пределах 80 — 140 А,
- для электрода в 4 мм необходим ток от 130-160 А,
- для электродов в 5 мм необходим ток в 200 А,
- электроду в 6 мм необходим ток от 220 до 240 А.
Появление инверторных сварочных аппаратов значительно расширило область их применения. Этот тип работ стал доступен каждому домашнему мастеру. Но не всегда владельцы моделей знают особенности использования. В частности — зачем нужна прямая и в каких случаях применяется обратная полярность при сварке инвертором.
Основы использования инверторного сварочного аппарата
Этот тип оборудования предназначен для выполнения электродуговой сварки, с помощью которой можно соединять или разрезать стальные заготовки. Для применения необходимо определиться с основными параметрами – выбрать сварочный ток и тип электродов. Затем можно приступать к работе.
Общий порядок использования инвертора
- Подготовка поверхности материала – очистка от ржавчины и обезжиривание. Это необходимо для формирования надежного шва.
- Выбрать режим сварочного тока и электроды. Они зависят от характеристик металла, параметров будущего сварочного шва.
- Клемму массы (плюс) нужно соединить с поверхностью металла. Важно, чтобы она не мешала выполнению основных операций.
- К электродному держателю подсоединяется «минус».
- Формирование дуги. Это можно делать чирканьем или постукиванием электродом об металл в районе шва.
- После формирования соединения с помощью молотка необходимо снять окалину.
 Важно, чтобы она не мешала выполнению основных операций.
Важно, чтобы она не мешала выполнению основных операций.Как правильно выбрать модель
Использование режимов прямой и обратной полярности доступно для всех видов инверторов. Однако помимо этой функции аппараты должны обладать дополнительными характеристиками. От этого зависит область их применения, скорость и комфорт выполнения работ. Поэтому к выбору модели необходимо подойти профессионально.
- Горячий старт. Происходит кратковременное повышение тока для быстрого формирования дуги.
- Антиприлипание. При высоких значениях тока велика вероятность его приваривания к металлу. Снижение этой величины позволит сформировать максимально ровный шов.
- Форсаж. Активируется автоматически, когда на конце электрода появляется расплавленный металл. Кратковременное увеличение рабочего тока предотвратит прилипание.
- Переменный ток. Он необходим для сварочных работ с алюминиевыми заготовками.
- Пониженное значение холостого хода. Относится к мерам безопасности при эксплуатации в местах с повышенной влажностью или небольших помещениях. С помощью специального блока происходит снижение напряжения до 15 В.
- Тип индикации. Оптимальный вариант – цифровое отображение текущих параметров.
 Кратковременное увеличение рабочего тока предотвратит прилипание.
Кратковременное увеличение рабочего тока предотвратит прилипание.Также важно выбрать ток сварки, который напрямую зависит от диаметра используемого электрода и толщины металла.
При работе с инверторными сварочными аппаратами чаще всего используют электроды марки АНО и МР. Они подходят для формирования шва на стальных поверхностях. или заготовок из сложных сплавов требует выбора специальных расходных материалов, могут использоваться присадки.
Когда применяется прямая и обратная полярность
Изменение полярности при работе обусловлено протекающими процессами. Помимо выбора основных параметров сварки можно поменять подключаемые клеммы местами. Ток идет от отрицательного элемента к положительному. В результате этого происходит нагрев первого.
Ток идет от отрицательного элемента к положительному. В результате этого происходит нагрев первого.
- Прямая полярность – к электроду подключен «минус», к металлу «плюс». Происходит нагрев поверхности последнего. Подобный режим необходим для обработки глубоких швов при большой толщине заготовки.
- Обратная полярность – электрод подсоединен к «плюсу», металл к «минусу». Возникает обратный процесс – нагрев электрода при холодном металле. Это нужно для обработки тонкостенных заготовок, но приводит к быстрому выгоранию электрода.
Применение того или иного режима зависит от поставленных задач. Простота смены клемм позволяет выполнять эти операции при обработке одной заготовки.
Направление движения электронов регулируется с помощью полярности путём переключения проводов на клемму «плюс» или «минус». То есть, при работе со сваркой постоянного тока возможны два варианта настройки:
- Прямая полярность. Минус подключён к электроду, плюс на клемме «земля». В этом случае ток движется от электрода к заготовке, и металл греется сильнее электрода.
- Обратная полярность. К электроду подсоединяется плюс, на клемму «земля» – минус. Движение тока от минуса к плюсу (от заготовки к электроду) создаёт более сильный нагрев электрода.
 В этом случае ток движется от электрода к заготовке, и металл греется сильнее электрода.
В этом случае ток движется от электрода к заготовке, и металл греется сильнее электрода.Прямая и обратная полярность подключения при сварке инвертором используется в зависимости от поставленных задач и качества материалов. При переменном токе тип подключения неважен, а при постоянном есть возможность менять полярность вручную.
Значение полярности для сварки
Постоянный ток создаёт термическое (анодное) пятно. Меняя полярность, можно его перемещать от электрода к заготовке. Основной нагрев создаётся на плюсовом гнезде, поэтому при прямой полярности сильнее нагревается заготовка, а при обратной – электрод. Таким образом формируются возможности инвертора в зависимости от характеристик металлов:
- Толщина металла. При прямой полярности основной нагрев достаётся заготовке, поэтому ширина шва провара получается достаточно глубокой. Соответственно для тонких металлов правильнее использовать обратное подключение, при котором металл нагревается слабее электрода.
- Тип металла. При сварке приходится работать с различными сплавами, обладающими определёнными свойствами. Например, алюминий относится к среднеплавким металлам, поэтому нужно обеспечить заготовке прямое подключение для нагрева. Нержавеющую сталь лучше не перегревать, выбрав обратную полярность. Настройки инвертора позволяют учитывать, какой сплав подвергается варке, поэтому предварительное изучение инструкции поможет эффективно справиться с задачей.
- Тип электрода. Сварочные электроды имеют покрытие – флюс. При разогреве он сгорает, выполняя свою основную задачу: вытесняя воздух, предотвращает образование пор. Тип флюса определяет особенности использования электродов при разных температурных режимах. К примеру, угольные электроды не подходят для подключения с обратной полярностью. Рекомендации производителя позволят сделать правильный выбор. То же самое относится и к типам проволоки. К слову, инверторные полуавтоматы также имеют характеристики, которые стоит учитывать.
 Соответственно для тонких металлов правильнее использовать обратное подключение, при котором металл нагревается слабее электрода.
Соответственно для тонких металлов правильнее использовать обратное подключение, при котором металл нагревается слабее электрода. К слову, инверторные полуавтоматы также имеют характеристики, которые стоит учитывать.
К слову, инверторные полуавтоматы также имеют характеристики, которые стоит учитывать.Если заготовка и электрод имеют характеристики, требующие противоречивых настроек, придётся найти компромиссный вариант, регулируя силу тока и время обработки шва. С опытом приходят и знания, позволяющие решать любые задачи.
Виды сварки
Ручная сварка дугой с помощью плавящегося электрода (ММА). Здесь его роль играет особая плавящаяся проволока, покрытая шлаком. Способ очень популярен, но специалисты считают его не самым лучшим вариантом для получения качественных швов, если изделие по составу является сложным сплавом. Во время плавления проволока соединяет нужные детали, а её покрытие очищает от грязи и защищает от кислорода сварочную ванну. Способ подходит для сварки чугуна, чёрных металлов.
Сварка полуавтоматическая. Электродом является проволока, автоматически попадающая в зону сварки. Аппарат находится в режиме ручного передвижения, поэтому данный способ не подходит для обработки большой рабочей зоны, его используют для сварки тонких листов, цветных металлов, высоколегированной стали. Применяется как постоянный, так и импульсный ток. При использовании порошковой проволоки газ не нужен, в остальных случаях сварка производится в среде активных или инертных защитных газов. Возможна сварка электродом без его плавки.
Применяется как постоянный, так и импульсный ток. При использовании порошковой проволоки газ не нужен, в остальных случаях сварка производится в среде активных или инертных защитных газов. Возможна сварка электродом без его плавки.
Сварка в среде защитных газов. Технологический процесс подразумевает использование газа аргона, который выжигает грязь и кислородные соединения. Электродом выступает неплавкий вольфрамовый либо графитовый стержень. Применение аргона очищает сварочную ванную от всех ненужных примесей и окислов. Образование шлака исключено, шов получается качественным и чистым, но сварка в среде защитных газов – довольно дорогая технология, требующая серьёзных навыков.
Разные типа сварки используются и в зависимости от условий работы сварки. Например, для ремонта кузовов автомобилей в сервисах используют дуговую сварку полуавтоматом с помощью среды защитного газа, что позволяет создавать качественную сварочную работу при её невысокой стоимости. Прямая и обратная полярность при сварке инвертором позволяет регулировать глубину плавления для любого типа сварочных работ.
Технология ручной сварки дугой
Дуговая сварка – самый распространённый тип сварки металла. Способ универсален, технологически прост и позволяет получать сварочные швы хорошего качества в непроизводственных условиях. Электроток сварочного источника образует дугу между изделием и электродом. На нём сгорает покрытие (флюс), выделяя газ, очищающий рабочую область от кислорода.
При постоянном или переменном токе для сварки используются плавящиеся электроды. Их во время процесса передвигают по оси координат, чтобы сохранить размер дуги. Оптимальной считается дуга не больше стержня электрода, обеспечивающая самое высокое качество шва. Если допускать длинную дугу, качество сварки ухудшится из-за отклонения дуги от заданного направления. Необходимо соблюдать определённую скорость перемещения электрода, чтобы шов не получился неровным или неплотным.
По форме и типам соединений сварочные швы разделяются на:
Разные углы наклона электрода позволяют создавать разные по типу швы. Самый удобный промежуток – между 45 и 90 градусами, при котором сварочная ванна полностью в зоне видимости. С опытом приходит и понимание, как именно нужно менять угол наклона.
Самый удобный промежуток – между 45 и 90 градусами, при котором сварочная ванна полностью в зоне видимости. С опытом приходит и понимание, как именно нужно менять угол наклона.
Главная задача для новичка – научиться «вести» сварочный шов. Основной металл прогревается до состояния расплавления, формируя сварочную ванну. В зависимости от ситуации сварщик меняет установки тока, ориентируясь на состояние ванны. Начинать нужно с настроек, рекомендованных производителями, а дальше постепенная практика поможет понять и правильно использовать все возможности инвертора.
Сварка электрической дугой, по сравнению с газовой сваркой, имеет некоторые особенности. Это и более высокая, до 5000°С, температура самой дуги, что превосходит температуры плавления всех существующих металлов, и большое разнообразие видов и типов сварки, а, соответственно, методов и целей её применения. Электродуговая сварка различается по степени механизации, по роду тока, по типу дуги и свойствам сварочного электрода, а также другим параметрам. В данной статье хотелось бы рассмотреть некоторые нюансы электродуговой сварки в зависимости от полярности сварочных электродов.
В данной статье хотелось бы рассмотреть некоторые нюансы электродуговой сварки в зависимости от полярности сварочных электродов.
Виды сварки.
По роду используемого тока различают два вида дуговой сварки:
- сварка электрической дугой, питаемой переменным током,
- сварка электрической дугой, питаемой постоянным током.
В свою очередь, сварка с использованием постоянного тока бывает двух типов:
- сварка током прямой полярности,
- сварка током обратной полярности.
Рассмотрим особенности каждого типа сварки постоянным током подробнее.
Сварка током прямой полярности.
Под сваркой прямой полярности принято понимать сварку, при проведении которой на свариваемую деталь (изделие) подаётся положительный заряд от сварочного выпрямителя, то есть сварочный кабель соединяет свариваемую конструкцию с клеммой “плюс” сварочного аппарата. На электрод же подаётся отрицательный заряд через электрододержатель, соединённый кабелем с минусовой клеммой.
Поскольку на положительном полюсе (аноде) температура всегда значительно более высокая, чем на отрицательном (катоде), ток прямой полярности рекомендуется применять при необходимости резки металлоконструкций и сварке толстостенных деталей, а также в иных случаях, когда требуется добиться большого выделения тепла, что как раз и является характерной особенностью такого типа подключения.
Сварка током обратной полярности.
Для проведения сварки током обратной полярности подключение следует провести противоположным образом: на свариваемую деталь подать отрицательный заряд с клеммы “минус”, а на электрод – положительный заряд с клеммы “плюс”.
Такая полярность сварочных электродов обеспечивает обратную прямому подключению ситуацию – больше тепла выделяется на электроде, а нагрев детали сравнительно уменьшается. Это позволяет производить более “деликатную” сварку и уменьшает вероятность прожига детали. Соответственно, сварку током обратной полярности рекомендуется применять при необходимости сваривания тонких листов металла, нержавеющей, легированной стали, иных сталей и сплавов, чувствительных к перегреву.
В отличие от традиционной газовой сварки электродуговой способ отличается рядом особенностей. Одной изсамых значимых из них считается температура дуги, способная достигать 5000 ºС, что намного превышает температуру плавления любого из существующих металлов. Этим отчасти объясняется широкое разнообразие методов и технологий данного способа сварки, позволяющих решение с ее помощью самых разных задач и целей применения.
В электродуговой сварке возможно использование нескольких типов дуги, электродов с различными свойствами и разных степеней механизации. При этом процесс может вестись электродугой, питаемой токами разного рода (постоянным либо переменным), на прямой и обратной полярности в сварке швов различных пространственных положений. Помимо указанных факторов, для режима сварки имеют большое значение скорость ее проведения, диаметр, тип с маркой электрода и напряжение дуги с силой сварочного электротока. Каждый из этих параметров способен существенно влиять на ход процесса и требует тщательного учета в режиме сварки.
В подборе диаметра электрода, кроме толщин обрабатываемых металлов, имеет значение расположение шва в пространстве, а также число слоев сварки. Из различных вариантов пространственных положений предпочтительнее нижнее как самое удобное. Исходя из выбранного диаметра электрода, учитывая расположение шва, устанавливают силу сварочного электротока. В определении его рода с полярностью, помимо толщины обрабатываемого металла, оказывает влияние его вид с физико-химическими свойствами.
В ходе сварки постоянным током обратной полярности образуется большой объем тепла на электроде. Поэтому она используется для тонких металлов, помогая избежать их прожогов. Также необходима обратная полярность при сварке инвертором для обработки высоколегированных сталей, чтобы не перегревать их. Во всех остальных случаях обычно применяется переменный ток как более дешевый в сравнении с постоянным.
Сварка током прямой и обратной полярности
Сварка с прямой полярностью означает, что в ее процессе ток подается от сварочного выпрямителя на обрабатываемую заготовку положительным зарядом.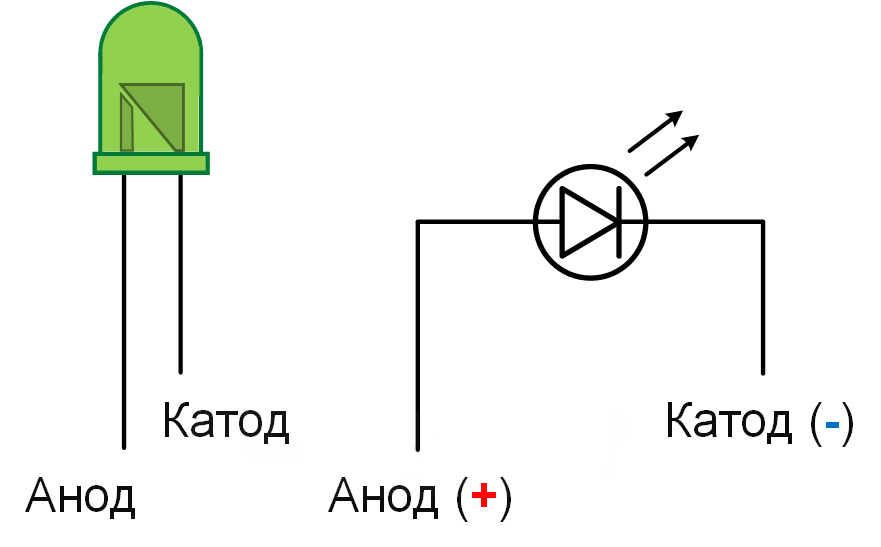 При этом клемма «плюс» аппарата соединяется при помощи кабеля с изделием. На электрод, подключенный к клемме «минус», соответственно, подается посредством электрододержателя отрицательный заряд. Анод, являющийся положительным полюсом, обладает температурой выше, чем служащий отрицательным полюсом катод. Поэтому применение электротоков прямой полярности целесообразно в сварке заготовок с толстыми стенками. Также оно оправдано для резки металлических изделий и в других ситуациях, требующих выделения значительного количества тепла, чем и характеризуется данный тип подключения.
При этом клемма «плюс» аппарата соединяется при помощи кабеля с изделием. На электрод, подключенный к клемме «минус», соответственно, подается посредством электрододержателя отрицательный заряд. Анод, являющийся положительным полюсом, обладает температурой выше, чем служащий отрицательным полюсом катод. Поэтому применение электротоков прямой полярности целесообразно в сварке заготовок с толстыми стенками. Также оно оправдано для резки металлических изделий и в других ситуациях, требующих выделения значительного количества тепла, чем и характеризуется данный тип подключения.
При производстве сварки током обратной полярности необходим противоположный порядок подключения. Отрицательный заряд от минусовой клеммы подается на свариваемую конструкцию, а положительный заряд от плюсовой клеммы направляется на электрод. При данной полярности сварочного электротока, в сравнении с прямым подключением, больший объем теплоты образуется на электродном конце при относительно меньшем нагревании заготовки, что способствует проведению «деликатной» сварки.
Ею пользуются при наличии вероятности прожога заготовок. Поэтому сварка электродами обратной полярностью тока целесообразна для работ с нержавеющими и легированными сталями, прочими сплавами, реагирующими на перегревание, а также для соединения тонколистовых металлических конструкций. Не менее эффективно подключение обратной полярности в сварочном процессе с помощью электродуги, газовой защиты и при флюсовой сварке.
Независимо от используемой полярности питающего электротока существует ряд общих факторов, на которые следует обращать внимание. Если применяется постоянный ток, то получаемый шов будет более аккуратным, без большого количества металлических брызг. Это объясняется отсутствием при ведении работ с постоянным электротоком частого изменения полярности, что выгодно отличает его от переменного.
Если для сварки применяются плавящиеся электроды, то из-за различно нагревающихся анода с катодом метод подключения электротока может отразиться на объеме переносимого на изделие расплавленного электродного металла. Для предупреждения возможных прожогов свариваемых заготовок в участке присоединения питающего кабеля, неважно с каким зарядом (положительным или отрицательным), необходимо воспользоваться прижимной струбциной.
Для предупреждения возможных прожогов свариваемых заготовок в участке присоединения питающего кабеля, неважно с каким зарядом (положительным или отрицательным), необходимо воспользоваться прижимной струбциной.
Чем обусловлен выбор полярности?
На выбор полярности электрического тока налагает ограничения используемый для сварки материал покрытия электродов. Примером этого может служить сварочный процесс с применением угольных электродов, сильнее разогревающихся при сварке обратной полярностью и быстрее разрушающихся. А проволока без покрытия, к примеру, лучше горит при прямой полярности, чем при обратной, и совсем не горит при питании переменным электротоком.
От показателей режима сварки во многом зависят глубина провара с шириной образующегося шва. Так, с увеличением силы сварочного электротока даже при постоянстве скорости сварки происходит усиление провара, то есть увеличение глубины проплавления металла. Это объясняется ростом погонной энергии дуги, зависящей от количества теплоты, проходящей через единицу длины свариваемого шва. С возрастанием сварочных токов увеличивается и давление, оказываемое дугой на поверхность расплава ванной. Под его воздействием расплавленный металл может быть вытеснен из-под дуги, это чревато сквозным проплавлением детали.
С возрастанием сварочных токов увеличивается и давление, оказываемое дугой на поверхность расплава ванной. Под его воздействием расплавленный металл может быть вытеснен из-под дуги, это чревато сквозным проплавлением детали.
На форму с размерами образуемого шва также способны влиять род электротока с его полярностью. Так, постоянный ток обратной полярности может обеспечить намного большую глубину проплавления, нежели постоянный ток с прямой полярностью, это обусловлено неодинаковыми объемами тепла, образующимися на аноде с катодом. От увеличения скорости сварочного процесса ширина шва с глубиной провара уменьшаются.
Как подключить сварочный инвертор полярность. Что дает смена полярности при сварке электродами.
Если вкратце, деталь плавится в результате образования электрической дуги, образуемой от анода – электрода с положительным зарядом источника электротока, и отрицательного катода. Источником электротока является сварочный аппарат, анодом и катодом – держатель и провод с клеммой, присоединяемый к металлической заготовке. При приближении электрода к заготовке между ними образуется электрическая дуга, которая разогревает заготовку до высокой температуры, происходит плавление и смешивание разогретых поверхностей. Если анодом является деталь – электросварка происходит в режиме прямой полярности. Обратная полярность при дуговой сварке образуется при подаче положительного заряда на держатель сварочного аппарата.
При приближении электрода к заготовке между ними образуется электрическая дуга, которая разогревает заготовку до высокой температуры, происходит плавление и смешивание разогретых поверхностей. Если анодом является деталь – электросварка происходит в режиме прямой полярности. Обратная полярность при дуговой сварке образуется при подаче положительного заряда на держатель сварочного аппарата.
Применение разного подключения
Разница подключения значений источника питания существенно влияет на результат работы. По сути, полярность – это движение электронов от отрицательного заряда к положительному. Следует учитывать, что «плюсовой» источник электротока всегда имеет наибольшую температуру нагрева (это явление широко используется в электросварке).
При прямой полярности сварки металл разогревается гораздо сильнее электрода – более чем на четыре тысячи градусов по Цельсию, в то время как обратная позволяет добиться максимальной температуры электрода.
Для соединения тугоплавких материалолибо металла значительной толщины целесообразнее подключить деталь в качества анода.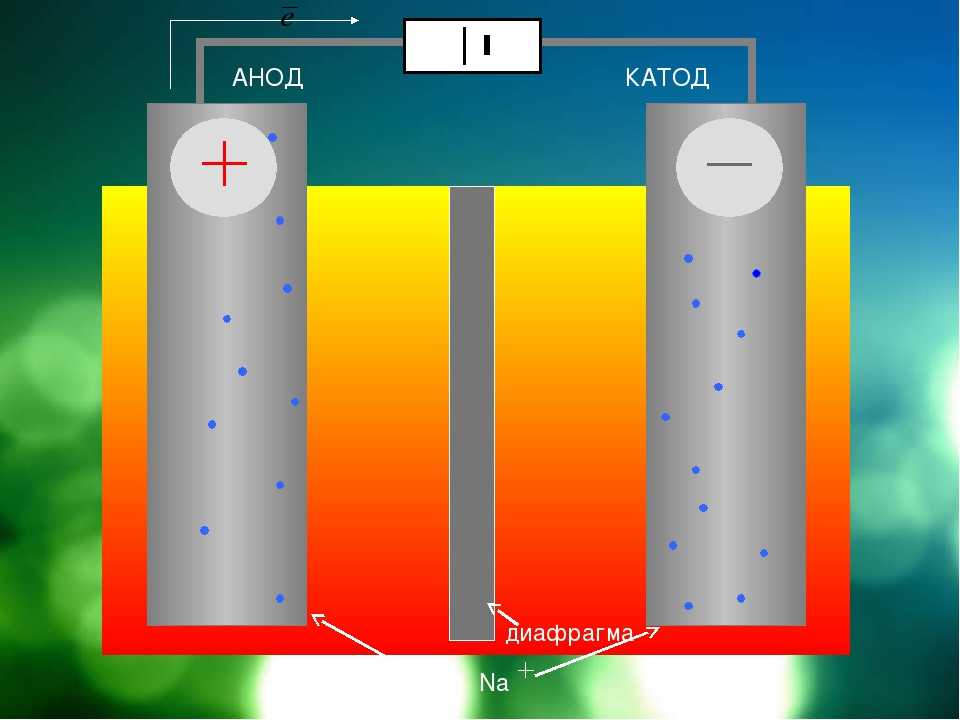 Это обеспечит максимальный разогрев металла и меньшую площадь плавления. То же правило применимо при резке либо изготовлении отверстий в заготовках.
Это обеспечит максимальный разогрев металла и меньшую площадь плавления. То же правило применимо при резке либо изготовлении отверстий в заготовках.
Для работы с тонкими листами либо с легкоплавким материалом идеальным выбором будет обратная полярность электросварки – наибольшая площадь плавки, а также высокая температура электрода позволят избежать прожога заготовки и создать эстетичный сварной шов.
Готовясь к сварочным работам, необходимо уделять внимание типу электротока, его силе, материалу электродов, скорости перемещения держателя при обработке заготовки.
Инверторный сварочный аппарат при подключении к сети преобразует переменный электрический ток в постоянный, который считается наиболее подходящим. Сварочный шов при использовании постоянного электротока получается более аккуратным, без разбрызгивания расплавленного металла. Разница в подключении «плюса» и «минуса» с использованием переменного тока практически отсутствует. Переменный электроток в электросварке имеет один из плюсов – дешевизну.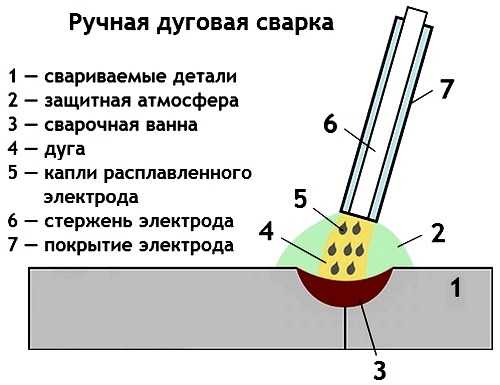
За счет увеличения силы тока увеличивается температура пятна сварки и ее глубина. Такие параметры можно регулировать скоростью перемещения держателя: чем выше скорость – тем меньше температура, глубина электросварки. Необходимо обращать внимание на рекомендации завода-изготовителя электродов: применение может отличаться в зависимости от выбранного подключения анода и катода. Неправильно выбранный расходный материал может существенно ухудшить качество шва в результате несоблюдения инструкции по его использованию. Для возбуждения электрической дуги при сварке с обратной полярностью требуется больше времени.
Качество, а также скорость проведения сварочных работ, зависят от подготовки работника, сварочного аппарата и расходных материалов.
Необходимо внимательно ознакомиться и неукоснительно соблюдать требования инструкций изготовителей к аппарату и электродам по режиму сварки : силе, напряжению тока, расстоянию дуги, скорости движения держателя.
Правильный выбор прямой или обратной полярности сварки позволит выполнить работу качественно и без лишних материальных затрат.
Появление инверторных сварочных аппаратов значительно расширило область их применения. Этот тип работ стал доступен каждому домашнему мастеру. Но не всегда владельцы моделей знают особенности использования. В частности — зачем нужна прямая и в каких случаях применяется обратная полярность при сварке инвертором.
Основы использования инверторного сварочного аппарата
Этот тип оборудования предназначен для выполнения электродуговой сварки, с помощью которой можно соединять или разрезать стальные заготовки. Для применения необходимо определиться с основными параметрами – выбрать сварочный ток и тип электродов. Затем можно приступать к работе.
Общий порядок использования инвертора
- Подготовка поверхности материала – очистка от ржавчины и обезжиривание. Это необходимо для формирования надежного шва.
- Выбрать режим сварочного тока и электроды. Они зависят от характеристик металла, параметров будущего сварочного шва.
- Клемму массы (плюс) нужно соединить с поверхностью металла. Важно, чтобы она не мешала выполнению основных операций.
- К электродному держателю подсоединяется «минус».
- Формирование дуги. Это можно делать чирканьем или постукиванием электродом об металл в районе шва.
- После формирования соединения с помощью молотка необходимо снять окалину.
 Важно, чтобы она не мешала выполнению основных операций.
Важно, чтобы она не мешала выполнению основных операций.Как правильно выбрать модель
Использование режимов прямой и обратной полярности доступно для всех видов инверторов. Однако помимо этой функции аппараты должны обладать дополнительными характеристиками. От этого зависит область их применения, скорость и комфорт выполнения работ. Поэтому к выбору модели необходимо подойти профессионально.
- Горячий старт. Происходит кратковременное повышение тока для быстрого формирования дуги.
- Антиприлипание. При высоких значениях тока велика вероятность его приваривания к металлу. Снижение этой величины позволит сформировать максимально ровный шов.
- Форсаж. Активируется автоматически, когда на конце электрода появляется расплавленный металл. Кратковременное увеличение рабочего тока предотвратит прилипание.
- Переменный ток. Он необходим для сварочных работ с алюминиевыми заготовками.
- Пониженное значение холостого хода. Относится к мерам безопасности при эксплуатации в местах с повышенной влажностью или небольших помещениях. С помощью специального блока происходит снижение напряжения до 15 В.
- Тип индикации. Оптимальный вариант – цифровое отображение текущих параметров.
 Кратковременное увеличение рабочего тока предотвратит прилипание.
Кратковременное увеличение рабочего тока предотвратит прилипание.Также важно выбрать ток сварки, который напрямую зависит от диаметра используемого электрода и толщины металла.
При работе с инверторными сварочными аппаратами чаще всего используют электроды марки АНО и МР. Они подходят для формирования шва на стальных поверхностях. или заготовок из сложных сплавов требует выбора специальных расходных материалов, могут использоваться присадки.
Когда применяется прямая и обратная полярность
Изменение полярности при работе обусловлено протекающими процессами. Помимо выбора основных параметров сварки можно поменять подключаемые клеммы местами. Ток идет от отрицательного элемента к положительному. В результате этого происходит нагрев первого.
Ток идет от отрицательного элемента к положительному. В результате этого происходит нагрев первого.
- Прямая полярность – к электроду подключен «минус», к металлу «плюс». Происходит нагрев поверхности последнего. Подобный режим необходим для обработки глубоких швов при большой толщине заготовки.
- Обратная полярность – электрод подсоединен к «плюсу», металл к «минусу». Возникает обратный процесс – нагрев электрода при холодном металле. Это нужно для обработки тонкостенных заготовок, но приводит к быстрому выгоранию электрода.
Применение того или иного режима зависит от поставленных задач. Простота смены клемм позволяет выполнять эти операции при обработке одной заготовки.
Сварку металлов постоянным током можно проводить двумя режимами: с прямой полярностью и обратной. Прямая полярность при сварке – это когда к электроду подключается минус, к металлической заготовке плюс. При сварке током обратной полярности все наоборот, то есть, к стержню подключается плюс, к изделию минус.
При сварке постоянным током на кончике электрода образуется термическое пятно, которое обладает высокой температурой. В зависимости от того, какой полюс подключен к электроду, будет зависеть и температура на его кончике, а соответственно будет зависеть режим сварочного процесса. К примеру, если подключен к расходнику плюс, то на его конце образуется анодное пятно, температура которого равна 3900С. Если минус, то получается катодное пятно с температурой 3200С. Разница существенная.
- При сварке током прямой полярности основная температурная нагрузка ложится на металлическую заготовку. То есть, она разогревается сильнее, что позволяет углубить корень сварочного шва.
- При сварке током обратной полярности концентрация температуры происходит на кончике электрода. То есть, основной металл при этом нагревается меньше. Поэтому этот режим в основном используют при соединении заготовок с небольшой толщиной.
Необходимо добавить, что режим обратной полярности применяют также при стыковке высокоуглеродистых и легированных сталей, нержавейки.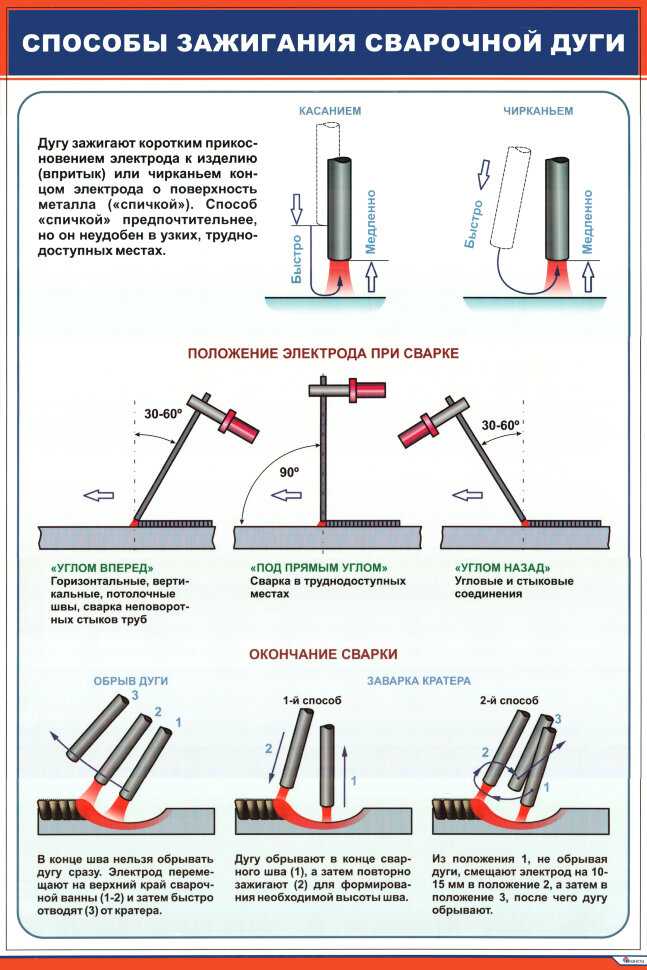 То есть, тех видов металлов, которые чувствительны к перегреву.
То есть, тех видов металлов, которые чувствительны к перегреву.
Внимание! Так как на анодном и катодном пятне температура разная, то от правильного подключения сварочного аппарата будет зависеть расход самого электрода. То есть, обратная полярность при сварке инвертором – это перерасход электродов.
В процессе сварки постоянным током необходимо добиться того, чтобы металл заготовок прогрелся хорошо, практически до состояния расплавленного. То есть, должна образоваться сварочная ванна. Именно прямая и обратная полярность режима сваривания влияет на качественное состояние ванны.
- Если сила тока будут большой, а значит, и температура нагрева также будет высокой, то металл разогреется до такого состояния, что электрическая дуга будут просто его отталкивать. Ни о каком соединении здесь уже говорить не придется.
- Если ток будут, наоборот, слишком мал, то металл не разогреется до необходимого состояния. И это тоже минус.
При прямой полярности внутри ванны будет создана среда, которой легко руководить электродом.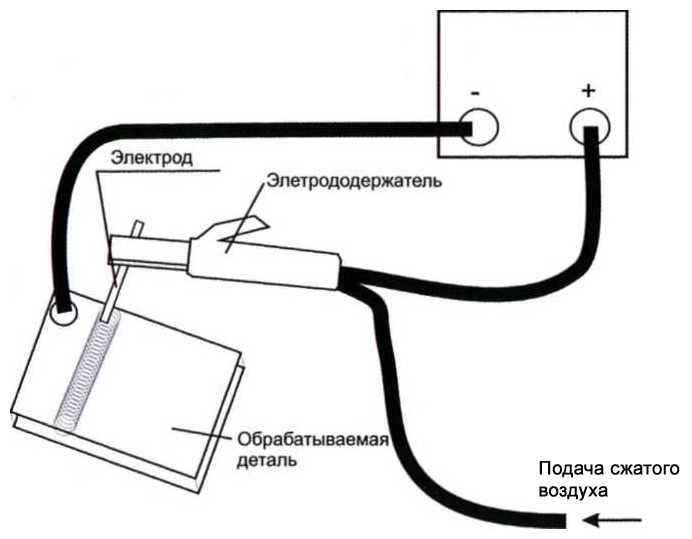 Она растекается, поэтому одно движение стержня создает направленность сварного шва. При этом легко контролируется глубина сваривания.
Она растекается, поэтому одно движение стержня создает направленность сварного шва. При этом легко контролируется глубина сваривания.
Кстати, скорость движения электрода напрямую влияет на качество конечного результата. Чем скорость выше, тем меньше тепла поступает в зону сварки, тем меньше прогревается основной металл заготовок. Уменьшая скорость, увеличивается температура внутри сварочной ванны. То есть, металл хорошо прогревается. Поэтому опытные сварщики выставляют на инверторе ток больше необходимого. А вот качество сварного шва контролируют именно скоростью перемещения электрода.
Что касается самих электродов, то выбор полярности обусловлен материалом, из которого он изготовлен, или видом обмазки. К примеру, использование обратной полярности при сварке постоянным током, в которой применяется угольный электрод, приводит к быстрому расходу сварных стержней. Потому что при высоких температурах угольный электрод начинает разрушаться. Поэтому этот вид используется только при режиме прямой полярности. Чистый металлический стержень без покрытия, наоборот, хорошо заполняет сварочный шов при обратной полярности.
Чистый металлический стержень без покрытия, наоборот, хорошо заполняет сварочный шов при обратной полярности.
Глубина и ширина сварочного шва также зависит от используемого режима. Чем выше ток, тем происходит увеличение провара. То есть, увеличивается глубина сварного шва. Все дело в погонной энергии на дуге. По сути, это количество тепловой энергии, проходящей через единицу длины сварочного шва. Но увеличивать ток до бесконечности нельзя, даже в независимости от толщины свариваемых металлических заготовок. Потому что тепловая энергия создает давление на расплавленный металл, что вызывает его вытеснение. Конечный результат такой электросварки при повышенном токе – прожог сварочной ванны. Если говорить о влиянии прямой и обратной полярности при сварке инвертором, то большую глубину проплавки может обеспечить режим обратной полярности.
Некоторые особенности сваривания при прямой полярности
Что такое прямая полярность определено. Указаны некоторые качества сварных швов при проведении процесса соединения в режиме прямой полярности.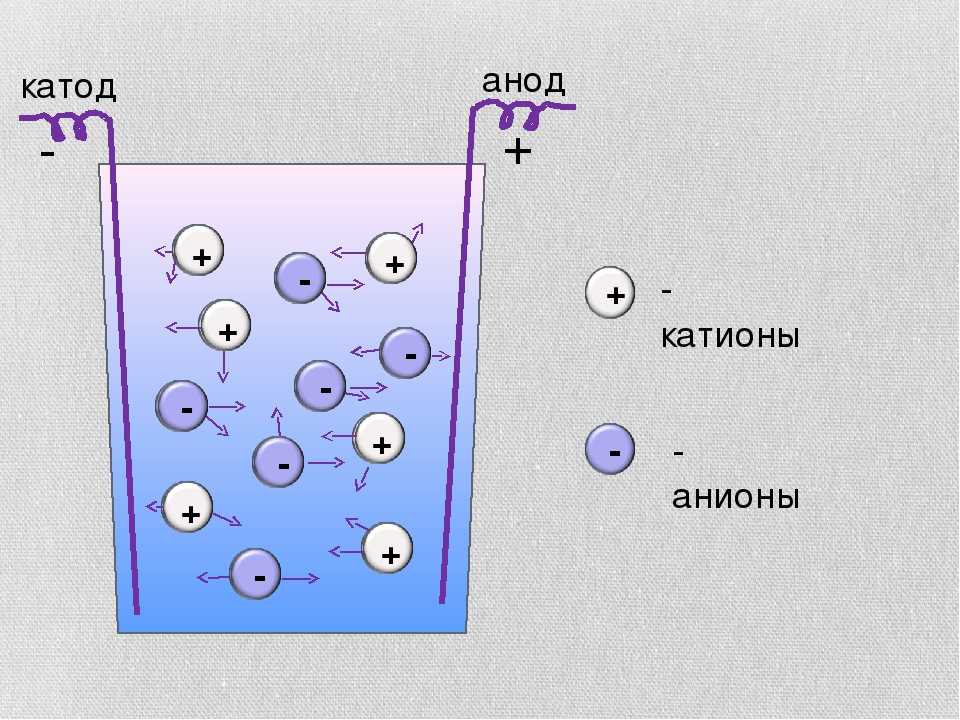 Но остались некоторые тонкие моменты.
Но остались некоторые тонкие моменты.
- В сварочную ванну металл от электродов или присадочных материалов переносится большими каплями. Это, во-первых, большой разбрызг металла. Во-вторых, увеличение коэффициента проплавления.
- При таком режиме электрическая дуга нестабильна.
- С одной стороны снижение глубины провара, с противоположной снижение внедрения углерода в массу металла заготовки.
- Правильный нагрев металла.
- Меньший нагрев стержня электрода или присадочной проволоки, что позволяет сварщику использовать токи с более высоким значением.
- При некоторых сварочных материалах наблюдается увеличение коэффициента наплавки. К примеру, при использовании плавящихся электродов в инертных и некоторых активных газах. Или при применении присадочных материалов, которые наносятся под флюсами некоторых типов, например, марки ОСЦ-45.
- Кстати, прямая полярность влияет и на состав материала, оказавшегося в шве между двумя металлическими заготовками. Обычно в металле практически отсутствует углерод, но зато в большом количестве присутствует кремний и марганец.
 Обычно в металле практически отсутствует углерод, но зато в большом количестве присутствует кремний и марганец.
Обычно в металле практически отсутствует углерод, но зато в большом количестве присутствует кремний и марганец.Особенности сварки током обратной полярности
Сваривание тонких заготовок – процесс с повышенной трудностью, потому что постоянно присутствует опасность появления прожогов. Поэтому их соединяют режимом обратной полярности. Но есть и другие методы, чтобы снизить опасность.
- Снизить потенциал тока, чтобы уменьшить температуру на заготовке.
- Сварку лучше проводить прерывистым швом. К примеру, сделать небольшой участок в начале, затем переместиться в центр, после начать стыковку с противоположной стороны, далее начать варить промежуточные участки. В общем, схему можно менять. Таким способом можно избежать коробления металла, особенно если длина стыка больше 20 см. Чем больше сваренных отрезков, чем короче каждый участок, тем меньше процент коробления металла.
- Очень тонкие металлические заготовки сваривают с периодическим прерыванием электрической дуги. То есть, электрод выдергивается из зоны сварки, затем тут же быстро снова поджигается, и процесс продолжается.
- Если проводится сварка внахлест, то две заготовки должны быть герметично прижиматься друг к другу. Небольшой воздушный зазор приводит к прожогу верхней детали. Для создания плотного прилегания нужно использовать струбцины или любой груз.
- При стыковочном соединении заготовок лучше минимизировать зазор межу деталями, а идеально, чтобы зазора не было бы вообще.
- Для сварки очень тонких заготовок с неровными кромками под стык необходимо уложить материал, который бы хорошо забирал на себя тепло процесса. Обычно для этого используют медную пластину. Можно и стальную. В данном случае, чем больше толщина вспомогательного слоя, тем лучше.
- Можно провести отбортовку кромок свариваемых изделий. Угол отбортовки – 180°.
 То есть, электрод выдергивается из зоны сварки, затем тут же быстро снова поджигается, и процесс продолжается.
То есть, электрод выдергивается из зоны сварки, затем тут же быстро снова поджигается, и процесс продолжается.Влияние полярности тока на процесс сварки ТИГ
Полярность тока сварки существенным образом сказывается на характере протекания процесса дуговой сварки в инертном газе вольфрамовым электродом. В отличии от сварки плавящимся электродом (к которой относится сварка ММА и МИГ/МАГ) при сварке неплавящимся электродом в защитной среде инертного газа различия в характере процесса сварки на обратной и прямой полярности носят противоположный характер.
В отличии от сварки плавящимся электродом (к которой относится сварка ММА и МИГ/МАГ) при сварке неплавящимся электродом в защитной среде инертного газа различия в характере процесса сварки на обратной и прямой полярности носят противоположный характер.
Так при использовании обратной полярности процесс сварки ТИГ характеризуется следующими особенностями:
— сниженный ввод тепла в изделие и повышенный в электрод (поэтому при сварке на обратной полярности не плавящийся электрод должен быть большего диаметра при одном и том же токе, в противном случае он будет перегреваться и быстро разрушится),
— зона расплавления основного металла широкая, но неглубокая,
— наблюдается эффект катодной чистки поверхности основного металла, когда под действием потока положительных ионов происходит разрушение окисной и нитридной пленок (так называемое катодное распыление), что улучшает сплавление кромок и формирование шва.
В то время как при сварке на прямой полярности наблюдается:
— повышенный ввод тепла в изделие и сниженный в электрод,
— зона расплавления основного металла узкая, но глубокая.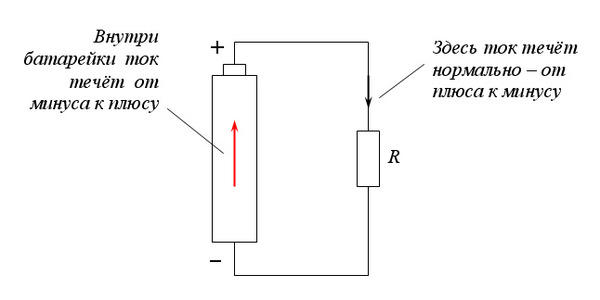
Как и в случае сварки ММА и МИГ/МАГ, различия свойств дуги при прямой и обратной полярности при сварке ТИГ связаны с несимметричностью выделения энергии на катоде и аноде. Эта несимметричность, в свою очередь, определяется разностью в значениях падения напряжения в анодной и катодной областях дуги. В условиях сварки неплавящимся электродом катодное падение напряжения значительно ниже анодного падения напряжения, поэтому тепла на катоде выделяется меньше, чем на аноде.
Ниже приведен примерный объем выделения тепла на различных участках дуги применительно к сварке ТИГ при токе сварки 100 А и при использовании прямой полярности (как произведение падения напряжения в соответствующей области дуги на ток сварки):
— в катодной области: 4 В х 100 А = 0,4 кВт на длине 0,0001 мм
— в столбе дуги: 5 В х 100 А = 0,5 кВт на длине 5 мм
— в анодной области: 10 В х 100 А = 1,0 кВт на длине 0,001 мм.
В связи с тем, что при сварке на прямой полярности наблюдается повышенный ввод тепла в изделие и сниженный в электрод, при сварке на постоянном токе используют прямую полярность. При этом, благодаря тому, что тепло выделяется, в основном, в анодной области, плавятся только те участки основного металла, на которые направляется дуга, т.е. где оказывается размещенным анод.
При этом, благодаря тому, что тепло выделяется, в основном, в анодной области, плавятся только те участки основного металла, на которые направляется дуга, т.е. где оказывается размещенным анод.
Техника ручной дуговой сварки
Эта статья – небольшой теоретический урок сварки для начинающих.
Дуговая сварка металла — наиболее общий и универсальный метод соединения металла. Технология дуговой сварки: электрический ток от сварочного источника образует дугу между основным металлом и расходуемым электродом. На электроде горит обмазка, которая выделяет газ, защищающий область от контакта с кислородом воздуха. Окружающий газ перегрет и плавит металл, при этом металл с электрода переносится в сварочную ванну.
Когда вы будете учится сварке или что-то чинить, первым шагом будет научится хорошо вести сварочный шов. Перед тем, как начнем жечь электроды, мы узнаем об применяемом оборудовании. Задача сварочного аппарата , независимо от его размера или формы, проста: обеспечить большой регулируемый ток, идущий к электроду. Сварочный аппарат ручной дает постоянный или переменный ток на электрод. Раньше для сварки использовали трансформаторы, сейчас большим спросом пользуется сварка сварочным инвертором, так как они легки, не габаритны, стойки к просаживанию сети.
Сварочный аппарат ручной дает постоянный или переменный ток на электрод. Раньше для сварки использовали трансформаторы, сейчас большим спросом пользуется сварка сварочным инвертором, так как они легки, не габаритны, стойки к просаживанию сети.
Сварка прямой и обратной полярности.
Если вы используете переменный ток, то и электроды должны использовать для переменки. Профессиональные сварщики используют постоянный ток. Сварка постоянным током дает поток электронов одного направления. На сварочном инверторе есть возможность выбрать полярность. Полярность при сварке определяет направление движения потока электронов. И зависит от того, как подключены провода к положительной и отрицательной клемме.
Обратная полярность при сварке: плюс на электроде, минус на клемме «земля». Известно, что ток идет от отрицательного к положительному контакту, поэтому электроны движутся от металла на электрод. Это приводит к сильному нагреву конца электрода. Для обычной сварки используется плюс на электроде, минус на клемме.
Прямая полярность при сварке: минус на электроде, плюс на клемме «земля». Ток идет от электрода к металлу, электрод холодный, а металл горячий. Это используется в специальных электродах для скоростной сварки листового металла.
Комплектация сварочника.
Запомните! Разные аппараты сваривают по-разному! Поэтому при обучении используйте один аппарат, насколько это возможно. Также важны изолированные медные провода. Они бывают разных размеров (сечения). На конце основного провода ставится быстросъемный зажим, к нему присоединяется 3 или 4 метровый провод определенного сечения с электрододержателем, он может быть разным: небольшим на 200А или более крупным на 300 А или даже на 500А (используются для толстых электродов и больших токов). Для обычного (домашнего) применения 200А удобнее. Есть разные виды держателей: один как пасатижи, а есть держатель сварочный, в который вставляют электрод и поворачивают ручку (если нужен электрод под различными углами, вы можете согнуть его у основания). Так же нужна клемма заземления с быстросъемным зажимом.
Так же нужна клемма заземления с быстросъемным зажимом.
Яркость дуги очень высокая, поэтому вам нужен защитный светофильтр, для того, чтобы видеть расплавленную ванну и для того, чтобы защитить глаза от ожога. Они бывают разных номеров. Меньше цифра — светлее фильтр маски сварщика. Люди по-разному чувствительны к свету. Светофильтр сварщика должен защищать глаза, но вы должны ясно видеть сварочную ванну. Если вы используете толстые электроды и большие токи, вы должны применять светофильтры с большим номером. Светофильтры для масок достаточно хрупкие. Чтобы защитить их от искр или царапин используйте защитные пластиковые стекла спереди и сзади. При сборке маски используйте уплотнитель и клипсу. После установки фильтра посмотрите на свет, проверьте, что нет зазоров. Когда начнете варить, проверьте снова, и если есть засветка, вы гарантированно получите ожог сетчатки (зайчик). Заменяйте сварочные защитные стекла, когда они грязные или поцарапались. Чистота стекла очень важна для четкого видения сварочной ванны.
Чистота стекла очень важна для четкого видения сварочной ванны.
Электроды сварочные покрыты флюсом, он делает возможным весь процесс сварки. Сгорая, флюс создает защитный газ и очищает ванну, вытесняя кислород воздуха, удерживая его от соединения с расплавленным металлом, не давая образоваться порам, а так же стабилизирует дугу и поддерживает чистоту расплавленного металла. Когда металл остывает, образуется сварочный шлак, обеспечивая дополнительную защиту металла от воздуха.
Сварка — это практика шаг за шагом, это не трудно. Сначала обратите внимание, чтобы все было готово для сварки. В любой момент сварки вам должно быть удобно! Электрод сгорает не сразу, поэтому расслабьтесь, возьмите держак обеими руками и обопритесь о стол настолько устойчиво, как это возможно. Когда все готово, начинайте процесс дуговой сварки, опустите щиток сварщика или настройте зажим маски, чтобы по кивку головы она опускалась. Зажигать дугу надо, как зажигают спичку: чиркайте электродом по металлу и ведите конец на начало шва.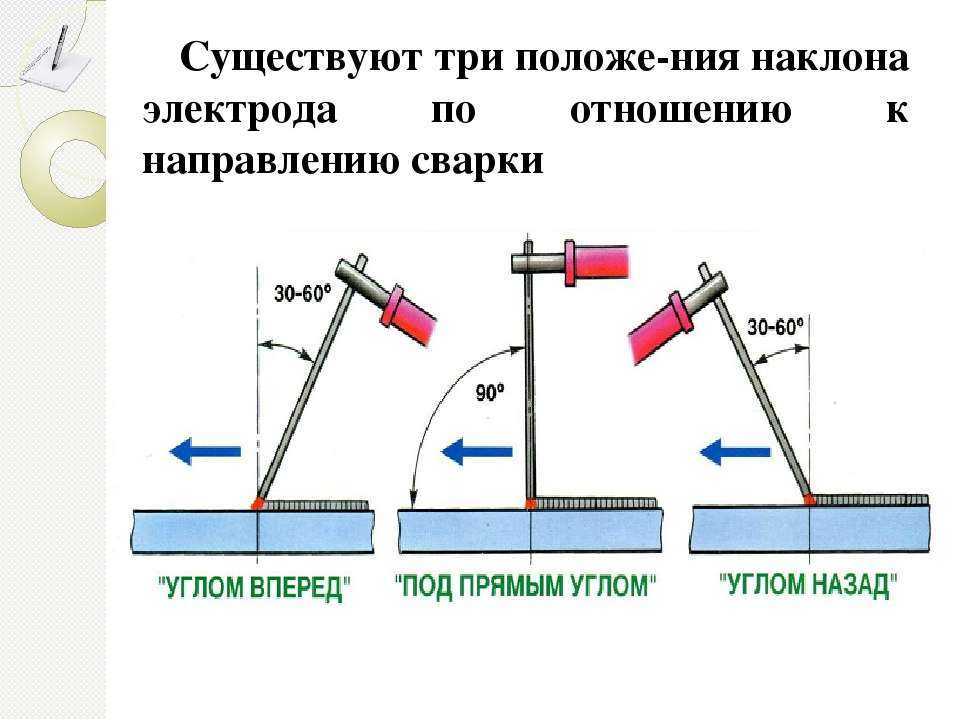 При чиркании начнет плавится флюс электрода, который очищает ванну. Чтобы избежать следов, чиркайте в направлении, куда будете варить. После чирканья электродом возник поджиг дуги, конец электрода должен находится в 3-х мм от поверхности, это создает зазор для дуги, оттуда идет яркий свет. Когда свариваете, не надо смотреть на свет, смотрите дальше дымящихся искр, фокусируйтесь на расплавленной ванне за электродом.
При чиркании начнет плавится флюс электрода, который очищает ванну. Чтобы избежать следов, чиркайте в направлении, куда будете варить. После чирканья электродом возник поджиг дуги, конец электрода должен находится в 3-х мм от поверхности, это создает зазор для дуги, оттуда идет яркий свет. Когда свариваете, не надо смотреть на свет, смотрите дальше дымящихся искр, фокусируйтесь на расплавленной ванне за электродом.
Удобнее брать держак так, чтобы его рычаг был под большим пальцем. Чтобы извлечь электрод, возьмите его левой рукой, нажмите рычаг и достаньте электрод. Если электрод залипает, то скорее всего флюс на кончике поврежден. Чиркните, чтобы сжечь конец электрода до того, как начнет заполняться сварочная ванна.
Когда дуга загорелась, начинайте формировать ванну, здесь нужно некоторое время, чтобы прогреть основной металл. По времени это занимает 2-3 маленьких оборота электродом вокруг сварочной ванны. Далее во время сварки основной металл прогревается и ванна расходится. Сначала ванна маленькая, сделайте так, чтобы ванна была достаточно широкой и не меняла форму.
Сначала ванна маленькая, сделайте так, чтобы ванна была достаточно широкой и не меняла форму.
Контроль дугового промежутка.
Во время сварки держите электрод над металлом. Это называется дуговой промежуток. Контролировать этот зазор первое и наверное САМОЕ ВАЖНОЕ, чему надо научиться. Во время продвижения по шву электрод расходуется, поэтому его надо опускать. Все время вам надо удерживать постоянный зазор между концом электрода и основным металлом.
Полярность при сварке инвертором
Главная » Статьи » Полярность при сварке инвертором
Полярность при сварке инвертором
Направление движения электронов регулируется с помощью полярности путём переключения проводов на клемму «плюс» или «минус». То есть, при работе со сваркой постоянного тока возможны два варианта настройки:
- Прямая полярность. Минус подключён к электроду, плюс на клемме «земля». В этом случае ток движется от электрода к заготовке, и металл греется сильнее электрода.
- Обратная полярность. К электроду подсоединяется плюс, на клемму «земля» — минус. Движение тока от минуса к плюсу (от заготовки к электроду) создаёт более сильный нагрев электрода.
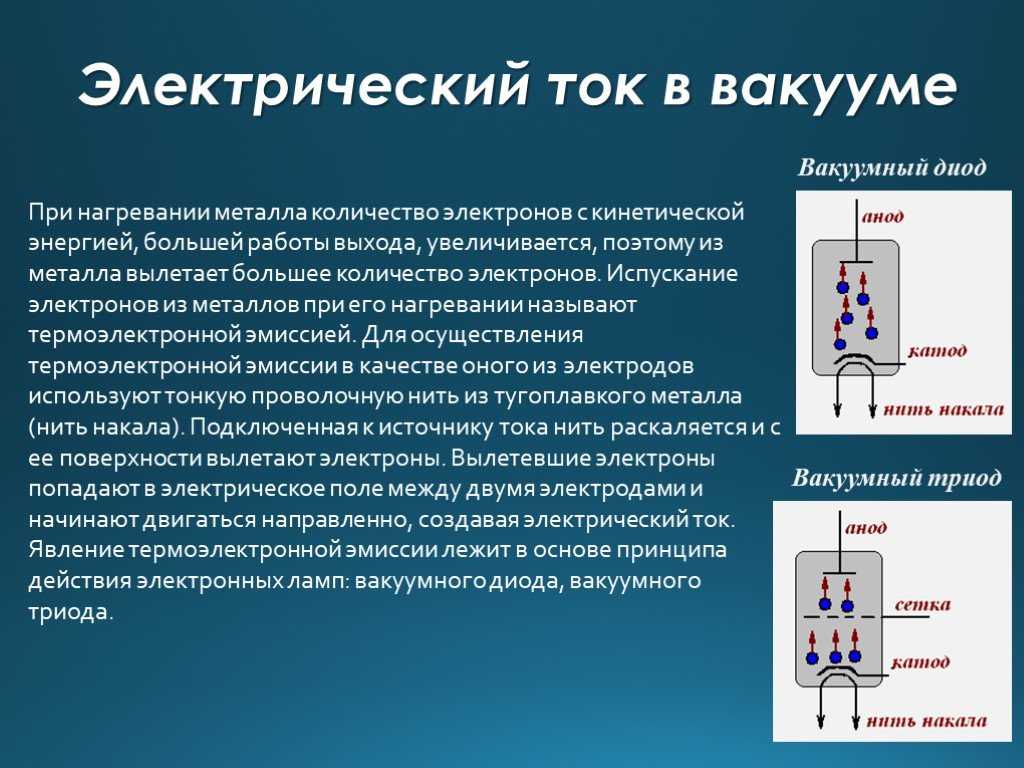
Прямая и обратная полярность подключения при сварке инвертором используется в зависимости от поставленных задач и качества материалов. При переменном токе тип подключения неважен, а при постоянном есть возможность менять полярность вручную.
Значение полярности для сварки
Постоянный ток создаёт термическое (анодное) пятно. Меняя полярность, можно его перемещать от электрода к заготовке. Основной нагрев создаётся на плюсовом гнезде, поэтому при прямой полярности сильнее нагревается заготовка, а при обратной – электрод. Таким образом формируются возможности инвертора в зависимости от характеристик металлов:
- Толщина металла. При прямой полярности основной нагрев достаётся заготовке, поэтому ширина шва провара получается достаточно глубокой. Соответственно для тонких металлов правильнее использовать обратное подключение, при котором металл нагревается слабее электрода.
- Тип металла. При сварке приходится работать с различными сплавами, обладающими определёнными свойствами. Например, алюминий относится к среднеплавким металлам, поэтому нужно обеспечить заготовке прямое подключение для нагрева. Нержавеющую сталь лучше не перегревать, выбрав обратную полярность. Настройки инвертора позволяют учитывать, какой сплав подвергается варке, поэтому предварительное изучение инструкции поможет эффективно справиться с задачей.
- Тип электрода. Сварочные электроды имеют покрытие – флюс. При разогреве он сгорает, выполняя свою основную задачу: вытесняя воздух, предотвращает образование пор. Тип флюса определяет особенности использования электродов при разных температурных режимах. К примеру, угольные электроды не подходят для подключения с обратной полярностью. Рекомендации производителя позволят сделать правильный выбор. То же самое относится и к типам проволоки. К слову, инверторные полуавтоматы также имеют характеристики, которые стоит учитывать.

 youtube.com/embed/CcVbCMcyZ00?feature=oembed&wmode=opaque»>
youtube.com/embed/CcVbCMcyZ00?feature=oembed&wmode=opaque»> Виды сварки
Ручная сварка дугой с помощью плавящегося электрода (ММА). Здесь его роль играет особая плавящаяся проволока, покрытая шлаком. Способ очень популярен, но специалисты считают его не самым лучшим вариантом для получения качественных швов, если изделие по составу является сложным сплавом. Во время плавления проволока соединяет нужные детали, а её покрытие очищает от грязи и защищает от кислорода сварочную ванну. Способ подходит для сварки чугуна, чёрных металлов.
Сварка полуавтоматическая. Электродом является проволока, автоматически попадающая в зону сварки. Аппарат находится в режиме ручного передвижения, поэтому данный способ не подходит для обработки большой рабочей зоны, его используют для сварки тонких листов, цветных металлов, высоколегированной стали. Применяется как постоянный, так и импульсный ток. При использовании порошковой проволоки газ не нужен, в остальных случаях сварка производится в среде активных или инертных защитных газов. Возможна сварка электродом без его плавки.
Возможна сварка электродом без его плавки.
Сварка в среде защитных газов. Технологический процесс подразумевает использование газа аргона, который выжигает грязь и кислородные соединения. Электродом выступает неплавкий вольфрамовый либо графитовый стержень. Применение аргона очищает сварочную ванную от всех ненужных примесей и окислов. Образование шлака исключено, шов получается качественным и чистым, но сварка в среде защитных газов – довольно дорогая технология, требующая серьёзных навыков.
Разные типа сварки используются и в зависимости от условий работы сварки. Например, для ремонта кузовов автомобилей в сервисах используют дуговую сварку полуавтоматом с помощью среды защитного газа, что позволяет создавать качественную сварочную работу при её невысокой стоимости. Прямая и обратная полярность при сварке инвертором позволяет регулировать глубину плавления для любого типа сварочных работ.
Технология ручной сварки дугой
Дуговая сварка – самый распространённый тип сварки металла.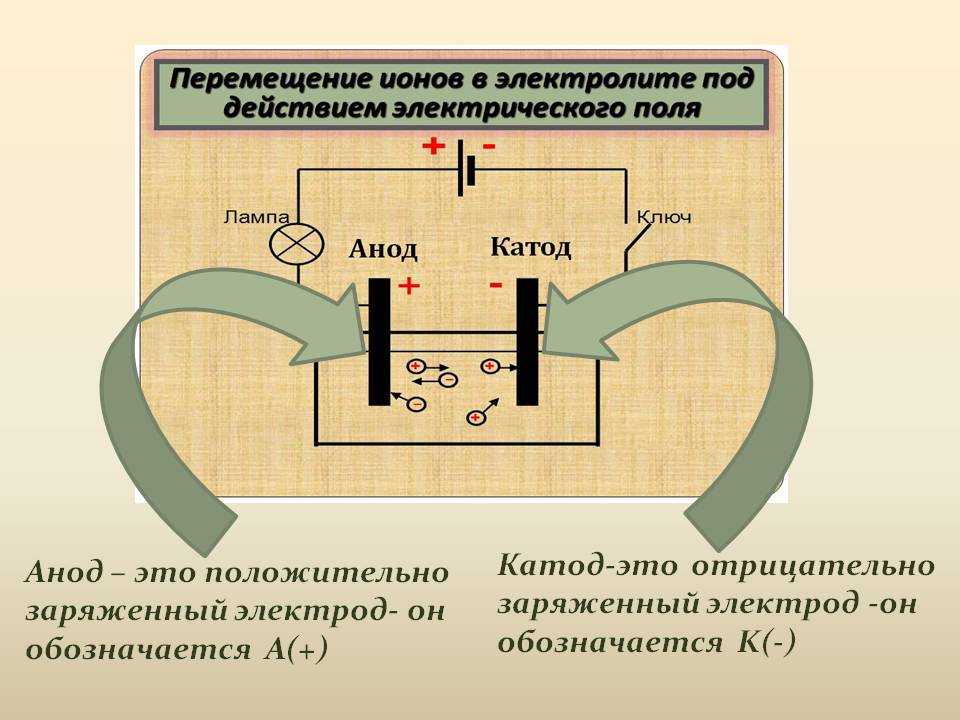 Способ универсален, технологически прост и позволяет получать сварочные швы хорошего качества в непроизводственных условиях. Электроток сварочного источника образует дугу между изделием и электродом. На нём сгорает покрытие (флюс), выделяя газ, очищающий рабочую область от кислорода.
Способ универсален, технологически прост и позволяет получать сварочные швы хорошего качества в непроизводственных условиях. Электроток сварочного источника образует дугу между изделием и электродом. На нём сгорает покрытие (флюс), выделяя газ, очищающий рабочую область от кислорода.
По форме и типам соединений сварочные швы разделяются на:
- тавровые;
- угловые;
- стыковые;
- нахлесточные;
- торцовые.
Итог
Главная задача для новичка – научиться «вести» сварочный шов. Основной металл прогревается до состояния расплавления, формируя сварочную ванну. В зависимости от ситуации сварщик меняет установки тока, ориентируясь на состояние ванны. Начинать нужно с настроек, рекомендованных производителями, а дальше постепенная практика поможет понять и правильно использовать все возможности инвертора.
Сергей Одинцов
electrod. biz
biz
Прямая и обратная полярность при сварке инвертором, режимы сварки и рекомендации
Появление инверторных сварочных аппаратов значительно расширило область их применения. Этот тип работ стал доступен каждому домашнему мастеру. Но не всегда владельцы моделей знают особенности использования. В частности — зачем нужна прямая и в каких случаях применяется обратная полярность при сварке инвертором.
Основы использования инверторного сварочного аппарата
Этот тип оборудования предназначен для выполнения электродуговой сварки, с помощью которой можно соединять или разрезать стальные заготовки. Для применения необходимо определиться с основными параметрами – выбрать сварочный ток и тип электродов. Затем можно приступать к работе.
Общий порядок использования инвертора
- Подготовка поверхности материала – очистка от ржавчины и обезжиривание. Это необходимо для формирования надежного шва.
- Выбрать режим сварочного тока и электроды. Они зависят от характеристик металла, параметров будущего сварочного шва.
- Клемму массы (плюс) нужно соединить с поверхностью металла. Важно, чтобы она не мешала выполнению основных операций.
- К электродному держателю подсоединяется «минус».
- Формирование дуги. Это можно делать чирканьем или постукиванием электродом об металл в районе шва.
- После формирования соединения с помощью молотка необходимо снять окалину.

Подобные виды сварочных швов важны для цилиндрических ёмкостей, таких как локальные очистные станции ЛОС, нефтегазовые сепараторы, строительные резервуары.
Как правильно выбрать модель
Использование режимов прямой и обратной полярности доступно для всех видов инверторов. Однако помимо этой функции аппараты должны обладать дополнительными характеристиками. От этого зависит область их применения, скорость и комфорт выполнения работ. Поэтому к выбору модели необходимо подойти профессионально.
Рекомендуемый функционал инверторов:
- Горячий старт. Происходит кратковременное повышение тока для быстрого формирования дуги.
- Антиприлипание. При высоких значениях тока велика вероятность его приваривания к металлу. Снижение этой величины позволит сформировать максимально ровный шов.
- Форсаж. Активируется автоматически, когда на конце электрода появляется расплавленный металл. Кратковременное увеличение рабочего тока предотвратит прилипание.
- Переменный ток. Он необходим для сварочных работ с алюминиевыми заготовками.
- Пониженное значение холостого хода. Относится к мерам безопасности при эксплуатации в местах с повышенной влажностью или небольших помещениях. С помощью специального блока происходит снижение напряжения до 15 В.
- Тип индикации. Оптимальный вариант – цифровое отображение текущих параметров.
 Происходит кратковременное повышение тока для быстрого формирования дуги.
Происходит кратковременное повышение тока для быстрого формирования дуги.Также важно выбрать ток сварки, который напрямую зависит от диаметра используемого электрода и толщины металла.
При работе с инверторными сварочными аппаратами чаще всего используют электроды марки АНО и МР.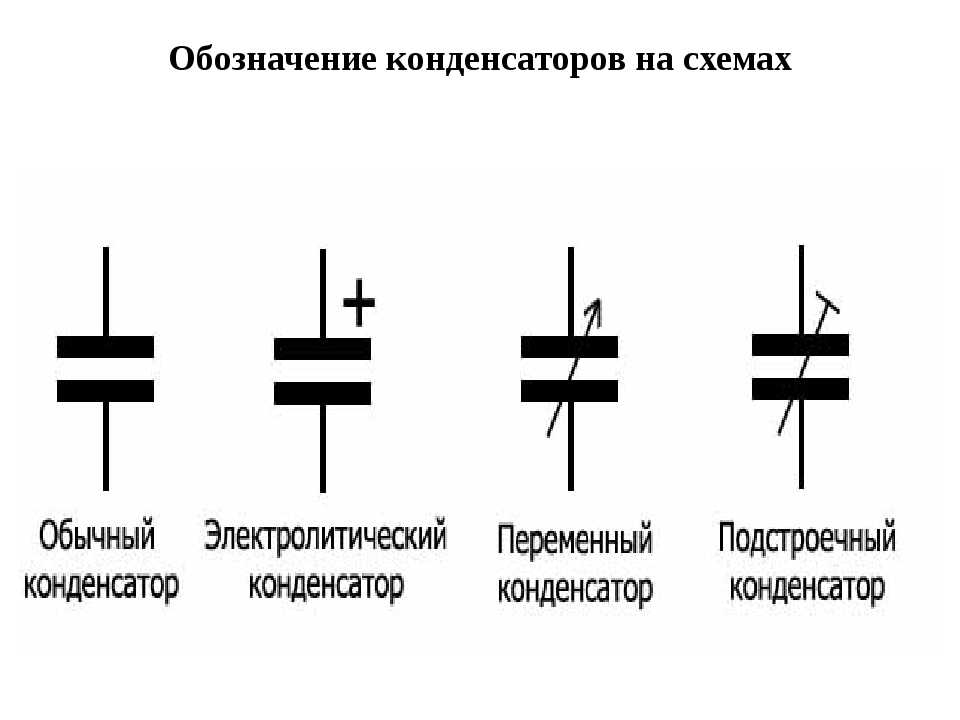 Они подходят для формирования шва на стальных поверхностях. Сварка алюминиевых изделий или заготовок из сложных сплавов требует выбора специальных расходных материалов, могут использоваться присадки.
Они подходят для формирования шва на стальных поверхностях. Сварка алюминиевых изделий или заготовок из сложных сплавов требует выбора специальных расходных материалов, могут использоваться присадки.
Когда применяется прямая и обратная полярность
Изменение полярности при работе обусловлено протекающими процессами. Помимо выбора основных параметров сварки можно поменять подключаемые клеммы местами. Ток идет от отрицательного элемента к положительному. В результате этого происходит нагрев первого.
Подобные операции рекомендуются в следующих случаях:
- Прямая полярность – к электроду подключен «минус», к металлу «плюс». Происходит нагрев поверхности последнего. Подобный режим необходим для обработки глубоких швов при большой толщине заготовки.
- Обратная полярность – электрод подсоединен к «плюсу», металл к «минусу». Возникает обратный процесс – нагрев электрода при холодном металле. Это нужно для обработки тонкостенных заготовок, но приводит к быстрому выгоранию электрода.
Применение того или иного режима зависит от поставленных задач. Простота смены клемм позволяет выполнять эти операции при обработке одной заготовки.
ismith.ru
Обратная и прямая полярность при сварке инвертором, отличие полярности при сварочных работах
Электродуговой способ сварки, в отличие от традиционной газовой, отличается некоторыми особенностями. Одной из самых главных является температура нагрева дуги, которая может достигать 5000С, что значительно превышает температуру плавления какого-либо из существующих металлов. Отчасти этим объясняется большое разнообразие технологий и способов этого вида сварки, позволяющих решить при ее помощи самые различные задачи.
Виды сварки
Сварочные аппараты имеют блок выпрямительных диодов. Что создает постоянный ток, это обязательное условие для сварочных полуавтоматических аппаратов, для которых материалом является проволока. Если для аппарата требуются электроды, то это обозначает возможность использования во время работы всех их моделей. А полярность во время сварки – это залог ее качества.
А полярность во время сварки – это залог ее качества.
Используя полуавтомат, надо соблюдать полярность подсоединения. Сварка под газовой защитой омедненной проволокой происходит с помощью полярности прямого тока. Фактически это значит:
- на деталь идет плюс;
- на держак идет минус.
Сила тока подается на деталь от проволоки, и она нагревается, в отличие от сварочной проволоки, сильнее. В итоге повышается площадь свариваемого участка. Ему необходим значительный нагрев для образования варочной ванны. Проволока, имеющая меньшее сечение, быстрей плавится и попадает на необходимый участок уже жидкой каплей. Током, который проходит от разных полярностей, увлекается расплавленный материал, получается подходящая ванна для сварки.
Используя полуавтомат без защитной газовой среды, нужно использовать специальную порошковую или флюсовую проволоку. В этом случае изменяется полярность соединения держака и «массы». На «массе» находится минус, а на держаке находится плюс. Температура плавления флюсовой проволоки имеет примерно такое же значение, как и температура плавления металла. Чтобы достичь качественного шва, необходимо, чтобы сгорел флюс. Затем ожидают два таких процесса:
Температура плавления флюсовой проволоки имеет примерно такое же значение, как и температура плавления металла. Чтобы достичь качественного шва, необходимо, чтобы сгорел флюс. Затем ожидают два таких процесса:
- Появление газообразного облака;
- В среде этого облака и происходит сварка.
Сила тока переходит от минуса к плюсу, и падение жидкой капли металла становится более низким. Именно это обуславливает меньший нагрев металла для сварки. Так как его охлаждение не происходит под защитной газа. Поэтому образование ванны для сварки практически не отличается от сварки в газовой среде. Работа переменным током имеет определенные преимущества. Она не расходится с дугой относительно изначальной оси. А на качество соединения воздействует именно отклонение дуги.
Делая сварку генератором с переменным током, легко заметить: его полярность изменяется циклически. Циклы имеют частоту 50 Герц. Она, повысившись до плюсового напряжения, может снизиться до нуля или упасть до отрицательного уровня. Напряжение меняется с плюса на минус и, наоборот.
Напряжение меняется с плюса на минус и, наоборот.
Сварка нержавейки и цветных металлов
Во время сварки цветных металлов, в том числе и алюминий, используют специальный вольфрамовый электрод. Причем используют во время инверторной сварки прямую полярность, на электроде находится минус. Этот вид подключения позволяет иметь необходимую температуру в участке нагрева. Это немаловажно для алюминия, потому как сперва нужно преодолеть оксидную пленку, у которой температура плавления значительно больше, в отличие от самого металла.
Полярность при сварке напрямую способствует образованию:
- более качественного шва;
- более лучшего проплавления металла, в том числе и из нержавеющей стали;
- более концентрированной узкой электрической дуги.
У процесса также существует и немаловажная экономическая часть. Используя дорогой вольфрамовый электрод меньшего диаметра, попутно добиваются уменьшения газовых затрат. Если же подключить вольфрамовый электрод при сварке в другой полярности, а именно, на держателе – с плюсом, то шов будет не таким глубоким. У данного способа есть свои преимущества. Работая с тонкими пластинами, можно не переживать, что вы прожжете насквозь изделие из нержавейки и цветного металла.
У данного способа есть свои преимущества. Работая с тонкими пластинами, можно не переживать, что вы прожжете насквозь изделие из нержавейки и цветного металла.
Значительным недостатком является эффект электромагнитного дутья. Образующаяся дуга выходит блуждающей, а шов – не сильно привлекательным и герметичным. Используя переменный ток, необходимо использовать электроды для переменки. Опытные сварщики обычно выбирают постоянный ток. Благодаря ему сварка создает однонаправленный проход электронов. Полярность влияет на качество сварочных работ, в том числе материала из нержавеющей стали.
Сварка прямой полярности
Сварка прямой полярности инвертором получается, если с деталью подключается «плюс» источника тока. Когда подсоединяют электрод, то в этом случае получается обратная полярность. Используя сварочный инвертор, можно самостоятельно установить на нем полярность. Полярность определяет направление передвижения потока электронов. То есть, определяется подсоединением проводов к положительной и отрицательной клеммам. При работе со сваркой обратная полярность обозначает:
При работе со сваркой обратная полярность обозначает:
- на электроде – плюс;
- на «земле» – минус.
Ток переходит от отрицательного контакта к положительному. Именно поэтому электроны переходят на электрод от металла. В результате сильно нагревается окончание электрода. Для классической сварки эффективно используют плюс – на электроде, а минус – на клемме. При прямой полярности сварки предполагается минус – на электроде, плюс – на «земле». Ток перемещается от электрода к изделию. Электрод – холодный, а изделие – горячее. Эта особенность широко используется в особых электродах, которые предназначены для быстрой сварки листов нержавеющей стали.
Важность полярности при сварочных работах
Естественно, что инверторная сварка на переменном токе не зависит, какой установлен зажим трансформатора для соединения изделия и электрода. Но вот постоянным током по сложившейся традиции сваривают несколькими способами. Электрод, подсоединенный к отрицательному полюсу, с прямой полярностью является катодом.
В анод, подсоединенное к положительному полюсу, преобразуется изделие. Обратная полярность обозначает, что электрод после подсоединения к положительному полюсу становится анодом. Катод в этом положении – это изделие, подсоединенное к отрицательному полюсу.
Материал изготовления электрода задает параметр дуги между неплавящимися электродами из вольфрама и плавящимися металлическими электродами. Сварочная дуга имеет ряд физических и технологических свойств. От этого практически полностью будет зависеть результат работы дуги. К физическим свойствам относятся:
- кинетические;
- электромагнитные и температурные;
- электрические и световые.
Основные технологические свойства имеют три вида:
- мощность дуги;
- пространственную стойкость;
- саморегулирование.
Для поддержания горения дуги требуется создать обратные электрически заряженные части в пространстве между находящимися электродами. Данные частицы – это электроны, а также положительные и отрицательные ионы. Их преобразование называется ионизацией. Газ, имеющий электроны и ионы, называется ионизированным.
Их преобразование называется ионизацией. Газ, имеющий электроны и ионы, называется ионизированным.
Промежуток дуги ионизируется во время зажигания дуги, и все время поддерживается при ее горении. В промежутке дуги, как правило, выделяют следующие области:
- область разряда дуги;
- анодную;
- катодную.
В области анодов происходит значительное снижение напряжения, вызванное скоплением около электродов заряженных частиц. На поверхности анода и катода начинается появление электродных пятен, которые представляют некий фундамент дугового столба. Через них и прокладывается маршрут тока к сварке.
У сварки есть общий размер дуги, он состоит из суммарных длин 3-х областей. Общее напряжение дуги – это сумма снижений напряжения в каждой части дуги. Зависимость напряжения от размера дуги – это сумма снижения напряжения в прикатодном и прианодном участках. Удельное снижение в дуге напряжения имеет один миллиметр от столба дуги. А основной характеристикой дуги является тепловая мощность нагревательного источника.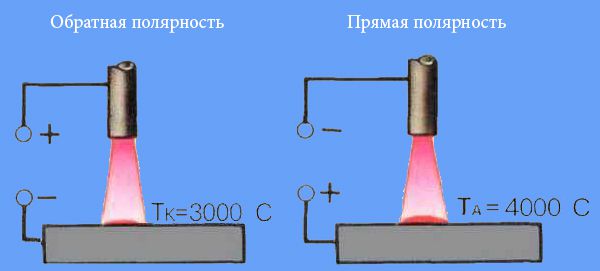
Ее эффективность рассчитывается с учетом количества теплоты, вводимой в металл за единицу времен. Тепловая мощность – это часть общей дуговой тепловой мощности, из которой определенная доля тепла уходит непроизводительно:
- на теплоотвод в изделии;
- излучение;
- на прогрев разбрызгивающихся капель.
Технология сварочных работ дугой
Преимущество сварочных работ дугой явны. Сварка отличается по признакам:
- по среде, где находится дуговой разряд;
- по типу тока;
- по типу электродов.
Для ремонта кузовов автомобилей широко используется дуговая сварка полуавтоматом в защитной среде газа. Для частного пользования наиболее доступной является дуговая ручная сварка. Она делается плавящимися электродами на переменном или постоянном токах. Это хороший шанс сварить в не заводской обстановке большую часть видов металлов.
Размер между поверхностью основного изделия и дном кратера является глубиной провара или проплавления. Глубина зависит:
Глубина зависит:
- величины сварочного тока;
- от скорости передвижения дуги.
Если размер дуги сварки не больше, чем размер стержня электрода, то эта дуга называется нормальной или короткой. Она гарантирует великолепное качество шва. Дугу, которая имеет большую длину, считают длинной. Очень большое наращивание размера дуги приводит к ухудшению качества сварки. Влияние магнитного поля создает отклонение дуги от заданного направления. Это называется электромагнитным дутьем.
Электрод во время процесса передвигается вдоль и поперек сварочного шва в направлении оси, дабы сохранить заданный размер дуги. Ускоренное перемещение электрода приводит к образованию узкого, неровного и неплотного шва. При медленном передвижении есть опасность пережога материала.
Сварочные швы по форме бывают:
- тавровыми;
- нахлесточными;
- стыковыми;
- угловыми.
По длине швы разделяются на сплошные и прерывистые. По пространственному расположению имеют такие разновидности:
- вертикальные;
- потолочные;
- нижние;
- горизонтальные.
Источники питания: трансформатор для сварки, выпрямитель, генератор – при внешнем показателе имеют связь величины нагрузочного тока с напряжением на зажимах выхода. Вольтамперный показатель дуги – это соотношение между напряжением в статическом режиме и током дуги. Внешние показатели сварочных генераторов считаются падающими.
На размеры и форму шва также влияют вид электротока и его полярность. То есть, постоянный ток обратной полярности обеспечивает гораздо большую глубину плавления, чем постоянный ток с прямой полярностью, это объясняется разными количествами тепла, появляющимися на аноде с катодом. От повышения скорости процесса сварки глубина и ширина шва провара снижаются.
- Автор: Виталий Данилович Орлов
stanok.guru
Прямая и обратная полярность при сварке инвертором
Сварку металлов постоянным током можно проводить двумя режимами: с прямой полярностью и обратной. Прямая полярность при сварке – это когда к электроду подключается минус, к металлической заготовке плюс. При сварке током обратной полярности все наоборот, то есть, к стержню подключается плюс, к изделию минус.
Прямая полярность при сварке – это когда к электроду подключается минус, к металлической заготовке плюс. При сварке током обратной полярности все наоборот, то есть, к стержню подключается плюс, к изделию минус.
Зачем все это нужно
При сварке постоянным током на кончике электрода образуется термическое пятно, которое обладает высокой температурой. В зависимости от того, какой полюс подключен к электроду, будет зависеть и температура на его кончике, а соответственно будет зависеть режим сварочного процесса. К примеру, если подключен к расходнику плюс, то на его конце образуется анодное пятно, температура которого равна 3900С. Если минус, то получается катодное пятно с температурой 3200С. Разница существенная.
Что это дает.
- При сварке током прямой полярности основная температурная нагрузка ложится на металлическую заготовку. То есть, она разогревается сильнее, что позволяет углубить корень сварочного шва.
- При сварке током обратной полярности концентрация температуры происходит на кончике электрода. То есть, основной металл при этом нагревается меньше. Поэтому этот режим в основном используют при соединении заготовок с небольшой толщиной.
 То есть, основной металл при этом нагревается меньше. Поэтому этот режим в основном используют при соединении заготовок с небольшой толщиной.
То есть, основной металл при этом нагревается меньше. Поэтому этот режим в основном используют при соединении заготовок с небольшой толщиной.Необходимо добавить, что режим обратной полярности применяют также при стыковке высокоуглеродистых и легированных сталей, нержавейки. То есть, тех видов металлов, которые чувствительны к перегреву.
Внимание! Так как на анодном и катодном пятне температура разная, то от правильного подключения сварочного аппарата будет зависеть расход самого электрода. То есть, обратная полярность при сварке инвертором – это перерасход электродов.
В процессе сварки постоянным током необходимо добиться того, чтобы металл заготовок прогрелся хорошо, практически до состояния расплавленного. То есть, должна образоваться сварочная ванна. Именно прямая и обратная полярность режима сваривания влияет на качественное состояние ванны.
- Если сила тока будут большой, а значит, и температура нагрева также будет высокой, то металл разогреется до такого состояния, что электрическая дуга будут просто его отталкивать. Ни о каком соединении здесь уже говорить не придется.
- Если ток будут, наоборот, слишком мал, то металл не разогреется до необходимого состояния. И это тоже минус.
 Ни о каком соединении здесь уже говорить не придется.
Ни о каком соединении здесь уже говорить не придется.При прямой полярности внутри ванны будет создана среда, которой легко руководить электродом. Она растекается, поэтому одно движение стержня создает направленность сварного шва. При этом легко контролируется глубина сваривания.
Кстати, скорость движения электрода напрямую влияет на качество конечного результата. Чем скорость выше, тем меньше тепла поступает в зону сварки, тем меньше прогревается основной металл заготовок. Уменьшая скорость, увеличивается температура внутри сварочной ванны. То есть, металл хорошо прогревается. Поэтому опытные сварщики выставляют на инверторе ток больше необходимого. А вот качество сварного шва контролируют именно скоростью перемещения электрода.
Что касается самих электродов, то выбор полярности обусловлен материалом, из которого он изготовлен, или видом обмазки.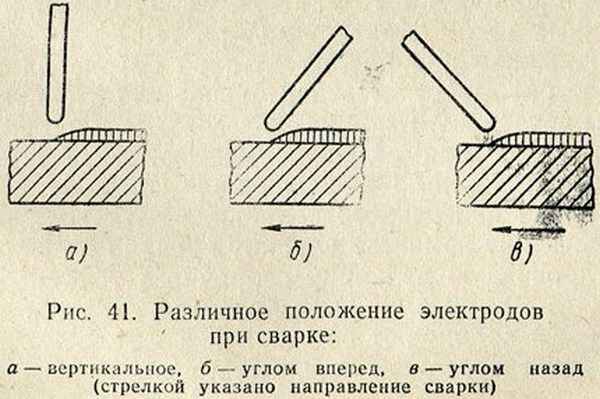 К примеру, использование обратной полярности при сварке постоянным током, в которой применяется угольный электрод, приводит к быстрому расходу сварных стержней. Потому что при высоких температурах угольный электрод начинает разрушаться. Поэтому этот вид используется только при режиме прямой полярности. Чистый металлический стержень без покрытия, наоборот, хорошо заполняет сварочный шов при обратной полярности.
К примеру, использование обратной полярности при сварке постоянным током, в которой применяется угольный электрод, приводит к быстрому расходу сварных стержней. Потому что при высоких температурах угольный электрод начинает разрушаться. Поэтому этот вид используется только при режиме прямой полярности. Чистый металлический стержень без покрытия, наоборот, хорошо заполняет сварочный шов при обратной полярности.
Глубина и ширина сварочного шва также зависит от используемого режима. Чем выше ток, тем происходит увеличение провара. То есть, увеличивается глубина сварного шва. Все дело в погонной энергии на дуге. По сути, это количество тепловой энергии, проходящей через единицу длины сварочного шва. Но увеличивать ток до бесконечности нельзя, даже в независимости от толщины свариваемых металлических заготовок. Потому что тепловая энергия создает давление на расплавленный металл, что вызывает его вытеснение. Конечный результат такой электросварки при повышенном токе – прожог сварочной ванны. Если говорить о влиянии прямой и обратной полярности при сварке инвертором, то большую глубину проплавки может обеспечить режим обратной полярности.
Если говорить о влиянии прямой и обратной полярности при сварке инвертором, то большую глубину проплавки может обеспечить режим обратной полярности.
Некоторые особенности сваривания при прямой полярности
Что такое прямая полярность определено. Указаны некоторые качества сварных швов при проведении процесса соединения в режиме прямой полярности. Но остались некоторые тонкие моменты.
- В сварочную ванну металл от электродов или присадочных материалов переносится большими каплями. Это, во-первых, большой разбрызг металла. Во-вторых, увеличение коэффициента проплавления.
- При таком режиме электрическая дуга нестабильна.
- С одной стороны снижение глубины провара, с противоположной снижение внедрения углерода в массу металла заготовки.
- Правильный нагрев металла.
- Меньший нагрев стержня электрода или присадочной проволоки, что позволяет сварщику использовать токи с более высоким значением.
- При некоторых сварочных материалах наблюдается увеличение коэффициента наплавки. К примеру, при использовании плавящихся электродов в инертных и некоторых активных газах. Или при применении присадочных материалов, которые наносятся под флюсами некоторых типов, например, марки ОСЦ-45.
- Кстати, прямая полярность влияет и на состав материала, оказавшегося в шве между двумя металлическими заготовками. Обычно в металле практически отсутствует углерод, но зато в большом количестве присутствует кремний и марганец.
 К примеру, при использовании плавящихся электродов в инертных и некоторых активных газах. Или при применении присадочных материалов, которые наносятся под флюсами некоторых типов, например, марки ОСЦ-45.
К примеру, при использовании плавящихся электродов в инертных и некоторых активных газах. Или при применении присадочных материалов, которые наносятся под флюсами некоторых типов, например, марки ОСЦ-45.Особенности сварки током обратной полярности
Сваривание тонких заготовок – процесс с повышенной трудностью, потому что постоянно присутствует опасность появления прожогов. Поэтому их соединяют режимом обратной полярности. Но есть и другие методы, чтобы снизить опасность.
- Снизить потенциал тока, чтобы уменьшить температуру на заготовке.
- Сварку лучше проводить прерывистым швом. К примеру, сделать небольшой участок в начале, затем переместиться в центр, после начать стыковку с противоположной стороны, далее начать варить промежуточные участки. В общем, схему можно менять. Таким способом можно избежать коробления металла, особенно если длина стыка больше 20 см. Чем больше сваренных отрезков, чем короче каждый участок, тем меньше процент коробления металла.
- Очень тонкие металлические заготовки сваривают с периодическим прерыванием электрической дуги. То есть, электрод выдергивается из зоны сварки, затем тут же быстро снова поджигается, и процесс продолжается.
- Если проводится сварка внахлест, то две заготовки должны быть герметично прижиматься друг к другу. Небольшой воздушный зазор приводит к прожогу верхней детали. Для создания плотного прилегания нужно использовать струбцины или любой груз.
- При стыковочном соединении заготовок лучше минимизировать зазор межу деталями, а идеально, чтобы зазора не было бы вообще.
- Для сварки очень тонких заготовок с неровными кромками под стык необходимо уложить материал, который бы хорошо забирал на себя тепло процесса. Обычно для этого используют медную пластину. Можно и стальную. В данном случае, чем больше толщина вспомогательного слоя, тем лучше.
- Можно провести отбортовку кромок свариваемых изделий. Угол отбортовки — 180°.
 В общем, схему можно менять. Таким способом можно избежать коробления металла, особенно если длина стыка больше 20 см. Чем больше сваренных отрезков, чем короче каждый участок, тем меньше процент коробления металла.
В общем, схему можно менять. Таким способом можно избежать коробления металла, особенно если длина стыка больше 20 см. Чем больше сваренных отрезков, чем короче каждый участок, тем меньше процент коробления металла. Можно и стальную. В данном случае, чем больше толщина вспомогательного слоя, тем лучше.
Можно и стальную. В данном случае, чем больше толщина вспомогательного слоя, тем лучше.Специалисты же рекомендуют, перед тем как начать сварку тонких заготовок обратной полярностью, лучше немного потренироваться на дефектном листе металла. Лучше потратите время на тренировку, чем латать дыры от прожога.
Поделись с друзьями
0
0
0
0
svarkalegko.com
Полярность сварочных электродов:как определить прямую и обратную полярность?
Главная » Сварка » Сварочные Материалы
Сварочные Материалы
Автор admin На чтение 3 мин.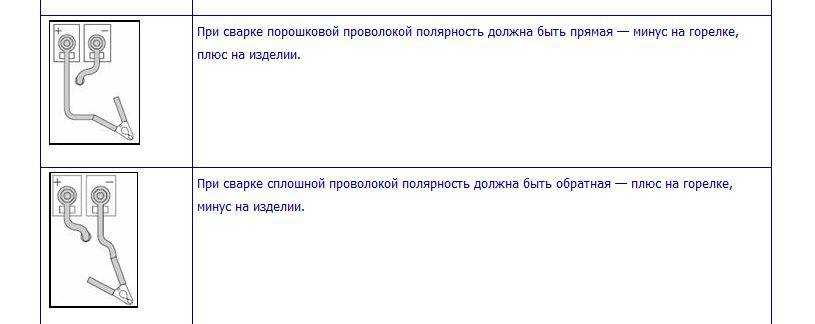 Просмотров 6.8k. Опубликовано
Просмотров 6.8k. Опубликовано
Электродуговая сварка может осуществляться при помощи оборудования, вырабатывающего постоянный или переменный ток. Если работа на переменном токе не имеет нюансов в вопросе правильного подключения массы и держателя электрода, то при сварке на постоянном токе полярность сварочных электродов имеет большое значение.
Содержание
- Общие понятия
- Сварка на прямой полярности
- Сварка на обратной полярности
- Определение необходимой полярности
Общие понятия
В зависимости от того какой полюс сварочного автомата подключен к держателю, определяется тип и особенности режима сварки:
- Сварка на прямой полярности предполагает подключение положительного полюса к соединяемым заготовкам (массе), и отрицательного к держателю электрода.
- Для выполнения работ при обратной полярности полюса меняются местами (плюс на держатель, минус на массу).
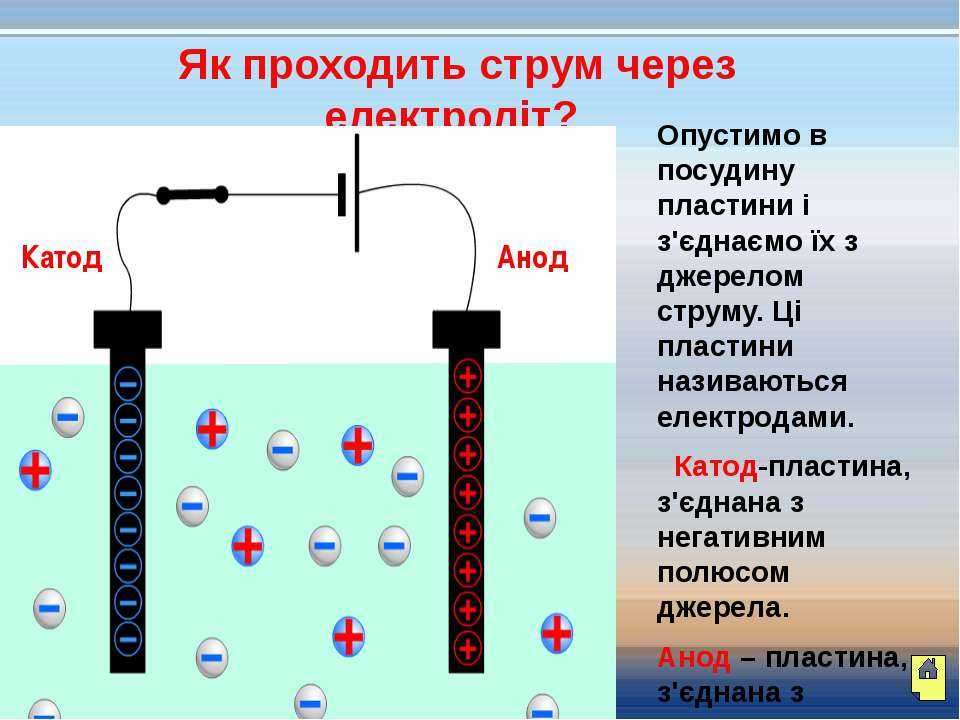
Несмотря на то, какая полярность электродов применяется, сварка на постоянном токе имеет общие особенности по сравнению с применением переменного напряжения:
- Благодаря тому, что направление движение электронов постоянное, при сварке не происходит чрезмерного разбрызгивания расплавленного металла. Именно поэтому сам шов получается более качественным, аккуратным.
- Полярность подключения электродов играет большую роль потому, что положительный и отрицательный элементы нагреваются по разному, а это оказывает влияние не только на глубину провара, но и количество переносимого с плавящегося электрода металла.
- В любом случае необходимо обеспечить качественный контакт провода с обрабатываемой деталью, только так можно обеспечить устойчивость и надежность сварочной дуги.
Сварка на прямой полярности
При таком способе подключения электродов большему нагреву подвергается заготовка, а не электрод. Такой режим характеризуется выделением значительно большего количества тепла.
Поэтому сварка на прямой полярности рекомендована для выполнения следующих операций:
- Резка металла любым типом электродов.
- Сварка заготовок значительной толщины.
- Работа с металлами, имеющими более высокую температуру плавления.
Именно в этих случаях требуется разогрев обрабатываемых деталей до более высоких температур, для выполнения этих работ требуется значительное тепловыделение.
Сварка на обратной полярности
В данном случае большему разогреву подвергается электрод, поэтому на заготовку передается меньшее количество тепловой энергии.
Благодаря этому электроды обратной полярности позволяют выполнять работы в более мягком (деликатном) режиме.
Это актуально во многих случаях, например, сварка нержавеющей или тонкой листовой стали, сплавов, чувствительных к тепловому воздействию.
Так же такое подключение используется для работ в среде защитных газов или под флюсом.
Определение необходимой полярности
О том, как определить полярность электродов при сварке, существует множество споров, при этом каждая сторона приводит правильные, казалось бы доводы. Противники указанной выше версии ссылаются на учебники по технологии сварочного производства, изданные еще в середине прошлого века, считая, что сведения указанные в них наиболее правильные.
Противники указанной выше версии ссылаются на учебники по технологии сварочного производства, изданные еще в середине прошлого века, считая, что сведения указанные в них наиболее правильные.
Но стоит учитывать то, что с тех пор произошло существенное усовершенствование сварочной техники и расходных материалов. Поэтому основываться на рекомендациях, касающихся устаревших технологий, все-таки не стоит. Наиболее правильным считается именно описанный выше выбор полярности.
Существует еще одна группа сварщиков, считающих, что любые работы лучше (вернее удобней) выполнять исключительно на обратной полярности. Это связано в первую очередь с тем, что в таком режиме электроды меньше липнут и отсутствует риск прожига металла. Но появление инверторной сварочной техники решило и эту проблему.
Стоит обращать внимание и на тип электродов. Существуют марки, которые могут применяться только при прямой или обратной полярности, нарушение рекомендаций производителя может не только усложнить процесс сварки, но и сделать ее невозможной в принципе.

На сегодняшний день производители уже предлагают электроды, способные работать при любом напряжении и различной полярности.
Правильный выбор полярности подключения электродов способствует упрощению сварочного процесса и повышению качества шва.
AC/DC: что такое полярность тока
Вы знаете, что означают надписи AC (переменный ток) и DC (постоянный ток) на сварочных аппаратах и электродах? По сути эти термины описывают полярность электрического тока, который вырабатывается источником питания и направляется к рабочему изделию через электрод. Выбор правильной полярности для той или иной марки электродов оказывает существенное влияние на прочность и качество соединений – поэтому не забывайте проверить надпись на упаковке! Чтобы лишний раз убедиться, Вы можете сделать две пробные попытки с разной полярностью на краю рабочего изделия.
В обиходе используются термины «прямая» и «обратная» полярность или «электрод-отрицательная» и «электрод-положительная» полярность. Последнее звучит более наглядно и поэтому здесь мы будем использовать именно эти обозначения.
Полярность обусловлена тем, что электрический контур имеет отрицательный и положительный полюсы. Постоянный ток (DC) все время движется в одном направлении, из-за чего его полярность всегда одинакова. Переменный ток (AC) половину времени движется в одном направлении и половину – в другом. Таким образом, при частоте 60 Герц полярность тока меняется 120 раз в секунду.
Сварщик должен хорошо понимать, что такое полярность и какое влияние она оказывает на процесс сварки. С некоторыми исключениями электрод-положительная (обратная) полярность обеспечивает более глубокое проплавление. Электрод-отрицательная (прямая) полярность имеет более высокую производительность расплавления электрода и, как следствие, производительность наплавки. На это могут влиять химические вещества в покрытии. Электроды из углеродистой стали с покрытием целлюлозного типа, например, Fleetweld 5P или Fleetweld 5P+, обычно рекомендуют использовать с положительной полярностью. Некоторые типы электродов для сварки в среде защитных газов пригодны для сварки с обоими типами полярности.
Электроды из углеродистой стали с покрытием целлюлозного типа, например, Fleetweld 5P или Fleetweld 5P+, обычно рекомендуют использовать с положительной полярностью. Некоторые типы электродов для сварки в среде защитных газов пригодны для сварки с обоими типами полярности.
Применение сварочных аппаратов трансформаторного типа породило необходимость в электродах, пригодных для сварки с любой полярностью из-за постоянных смен направления переменного тока. Хотя переменный ток сам по себе не имеет полярности, если электроды для сварки на переменном токе использовать с постоянным, они покажут более низкие результаты. Поэтому производители электродов обычно указывают наиболее подходящую полярность на покрытии и упаковке электродов.
Чтобы обеспечить необходимое проплавление, однородную форму шва и высокие сварочные характеристики, обязательно нужно использовать подходящую полярность. Неправильная полярность вызовет недостаточное проплавление, непостоянную форму шва, избыточное разбрызгивание, сложности с контролем дуги, перегрев и быстрое сгорание электрода.
На большинстве аппаратов четко обозначены контакты или подробно описано, как их настроить на определенную полярность. Например, некоторые аппараты имеют переключатель полярности, а на других для этого нужно сменить кабельные разъемы. Если Вы не уверены, какая в данный момент используется полярность, есть два несложных способа это выяснить. Первый – это сварка угольным электродом для постоянного тока, который будет нормально работать только при прямой полярности. Второй – сварка электродом Fleetweld 5P, который показывает намного лучшие результаты с обратной полярностью.
Проверка полярности:
А: Определение полярности с помощью угольного электрода
1. Проведите очистку основного металла и расположите его горизонтально.
2. Заострите кончики двух угольных электродов на шлифовальном диске, чтобы они имели одинаковую форму в плавным скосом, начинающимся в 5–7.5 см от кончика электрода.
3. Вставьте один электрод в электрододержатель возле начала скоса.
4. Настройте силу сварочного тока 135–150А.
5. Выберите интересующую Вас полярность.
6. Подожгите дугу (не забывайте о маске) и некоторое время подождите. Увеличьте длину дуги, чтобы было удобнее наблюдать действие дуги.
7. Понаблюдайте за дугой. При электрод-отрицательной (прямой) полярности дуга имеет коническую форму и отличается высокой стабильностью, легкой управляемостью и однородностью.
При электрод-положительной (обратной) полярности дугой достаточно сложно управлять. Она будет оставлять черные отложения углерода на основном металле.
8. Смените полярность. Подожгите дугу вторым электродом и подождите такое же время. Понаблюдайте за дугой.
9. Сравните кончики двух электродов. При прямой полярностью электрод сгорает равномерно, сохраняя свою форму. При обратной полярности электрод быстро сгорает и принимает плоскую форму.
Б. Определение полярности с помощью металлического электрода (E6010)
1. Проведите очистку основного металла и расположите его горизонтально.
2. Настройте силу сварочного тока 130–145 А (для электродов диаметром 4 мм).
3. Выберите одну из полярностей.
4. Подожгите дугу. Начните сварку, соблюдая стандартную длину дуги и угол наклона электрода.
5. Прислушайтесь к звуку дуги. При подходящей полярности, нормальной длине дуги и силе тока, дуга будет издавать равномерный «треск».
Неправильная полярность при нормальной длине дуги и силе тока вызовет нерегулярный «хруст» и «хлопки» и нестабильность дуги. См. выше, как ведет себя дуга и как выглядит шов при использовании металлического электрода с правильной и неправильной полярностью.
7. Смените полярность и создайте второй шов.
8. Проведите чистку швов и внимательно их осмотрите. При неправильной, прямой полярности шов будет иметь отрицательные характеристики, перечисленные в Уроке 1.6.
9. Повторите несколько раз, пока Вы не научитесь быстро определять текущую полярность.
В чем разница между положительным и отрицательным электродами, анодом и катодом: основы аккумуляторов
Тема 15 минут чтения
Последнее обновление: 13 июня 2022 г.
Аноды, катоды, положительные и отрицательные электроды: определение терминов
Значительные разработки были сделаны в области перезаряжаемых батарей (иногда называемых вторичными элементами), и большую часть этой работы можно отнести к разработке электромобилей . Эта работа помогла в 2019 г.Нобелевская премия по химии присуждается за разработку литий-ионных аккумуляторов. Следовательно, термины «анод», «катод», «положительный» и «отрицательный» получили все большее распространение.
В статьях о новых аккумуляторных электродах часто используются названия анод и катод без указания, разряжается аккумулятор или заряжается. Термины анод, катод, положительный и отрицательный не являются синонимами, иногда их можно перепутать, что может привести к ошибкам.
Цель этой статьи — прояснить и четко определить эти различные термины.
- Анод – это электрод, на котором происходит реакция окисления (потеря электронов для электроактивных частиц).
- Катод — это электрод, на котором происходит реакция восстановления (приобретение электронов для электроактивных частиц).
- В батарее на одном и том же электроде могут происходить обе реакции, независимо от того, разряжается батарея или заряжается.
- При наименовании электродов лучше ссылаться на положительный электрод и отрицательный электрод.
- Положительный электрод — это электрод с более высоким потенциалом, чем отрицательный электрод.
- Во время разряда положительный электрод является катодом, а отрицательный электрод — анодом.
- Во время зарядки положительный электрод является анодом, а отрицательный электрод — катодом.
Реакции окисления и восстановления
- Реакция окисления – это электрохимическая реакция, в результате которой образуются электроны. Электрохимическая реакция, происходящая на отрицательном полюсе цинкового электрода никель-цинковой батареи при разряде: 9- \to LiCoO_2}$
– реакция восстановления.
Редукция — это приобретение электронов.
Анод, катод- Анод – это электрод, на котором протекает реакция окисления. Потенциал анода, через который протекает ток, выше его равновесного потенциала: $E_\text a(I)>E_{I=0}$ (рис. 1).
- Катод – это электрод, на котором протекает реакция восстановления. Потенциал катода, через который протекает ток, ниже его равновесного потенциала: $E_\text c(I)
Рисунок 1: $ (e_ {i \ neq 0} -e_ {i = 0}) \; i> 0 $
Положительные и отрицательные электродыThe Два два электроды батарейки или аккумулятора имеют разные потенциалы. Электрод с более высоким потенциалом называется положительным, электрод с более низким потенциалом — отрицательным. Электродвижущая сила, ЭДС в В, батареи представляет собой разницу между потенциалами положительного и отрицательного электродов, когда батарея не работает.
+$ → положительный электрод является анодом. 9-$ → отрицательный электрод является катодом.
Рис. 3. Разряд/заряд вторичной батареи, представленной в виде гальванического элемента, с электронами и направлением тока.
Заключение
При нормальном использовании аккумуляторной батареи потенциал положительного электрода как при разрядке, так и при перезарядке остается выше, чем потенциал отрицательного электрода. С другой стороны, роль каждого электрода меняется во время цикла разрядки/зарядки.
- Во время разряда положительным является катод, отрицательным — анод.
- Во время заряда плюс является анодом, минус катодом.
Тексты, описывающие аноды или катоды аккумуляторов, безусловно, имплицитно рассматривают случай разряда. Давайте без колебаний напишем, перефразируя Резерфорда, имплицитное есть не что иное, как плохое явное.
Узнайте больше о потенциостатах и амплификаторах аккумуляторовЧтобы узнать больше о потенциостатах BioLogic, которые используются в исследованиях аккумуляторов и тестировании аккумуляторов, а также в других областях, представляющих интерес, щелкните нашу страницу обзора потенциостатов и страницу обзора тестирования аккумуляторов/циклов аккумуляторов.
Узнайте больше о кривых цикла работы батареиМожет быть интересна следующая статья «Как читать кривые цикла работы батареи»
батарея анод катод положительный отрицательный электрод
Дальнейшее чтение…
- chevron_right
Сопутствующие товары
- chevron_right
Циркулятор аккумуляторов серии BCS-800
Серия BCS-800 представляет собой модульную систему циклирования аккумуляторов, предназначенную для удовлетворения потребностей каждого уровня производственно-сбытовой цепочки аккумуляторов, от исследований и разработок до пилотного производства, от производственных испытаний до контроля качества. Состоящие из трех основных продуктов (BCS-805, 810 и 815), эти передовые аккумуляторные циклеры предлагают 8 независимых каналов с максимальным током ±150 мА, ±1,5 А и ±15 А соответственно на канал.
физическая химия – положительный или отрицательный анод/катод в электролитическом/гальваническом элементе
спросил
Изменено 2 года, 2 месяца назад
Просмотрено 575 тысяч раз
$\begingroup$
В гальваническом элементе анод считается отрицательным, а катод считается положительным. Это кажется разумным, поскольку анод является источником электронов, а катод — местом, куда текут электроны.
Однако в электролитической ячейке анод считается положительным, а катод теперь отрицательным. Однако реакция все еще похожа, в результате чего электроны от анода текут к положительному выводу батареи, а электроны от батареи текут к катоду.
Так почему знак катода и анода меняется при рассмотрении электролизера?
- физико-химия
- электрохимия
$\endgroup$
$\begingroup$
Анод – это электрод, на котором протекает реакция окисления
\begin{align} \ce{Красный -> Бык + e-} \end{align}
имеет место, когда катод является электродом, на котором протекает реакция восстановления
\begin{align} \ce{Бык + e- -> Красный} \end{align}
. Вот как определяются катод и анод.
Гальванический элемент
Так вот, в гальваническом элементе реакция протекает без помощи внешнего потенциала. Поскольку на аноде идет реакция окисления, в результате которой образуются электроны, в ходе реакции накапливается отрицательный заряд до тех пор, пока не будет достигнуто электрохимическое равновесие. Таким образом, анод отрицательный.
На катоде, с другой стороны, происходит реакция восстановления, которая потребляет электроны (оставляя положительные (металлические) ионы на электроде) и, таким образом, приводит к накоплению положительного заряда в ходе реакции до электрохимического достигается равновесие. Таким образом, катод положительный.
Электролитическая ячейка
В электролитической ячейке вы прикладываете внешний потенциал, чтобы заставить реакцию идти в противоположном направлении. Теперь рассуждения обратные. На отрицательном электроде, где вы создали высокий электронный потенциал с помощью внешнего источника напряжения, электроны «выталкиваются» из электрода, тем самым уменьшая окисленные частицы $\ce{Ox}$, поскольку уровень энергии электронов внутри электрода (Ферми уровень) выше энергетического уровня НСМО $\ce{Ox}$, и электроны могут понизить свою энергию, занимая эту орбиталь — у вас, так сказать, очень реактивные электроны. Таким образом, отрицательный электрод будет тем, где будет происходить реакция восстановления, и, следовательно, это будет катод.
На положительном электроде, где вы создали низкий электронный потенциал с помощью внешнего источника напряжения, электроны «всасываются» в электрод, оставляя после себя восстановленные частицы $\ce{Red}$, поскольку уровень энергии электронов внутри электрода (Ферми Уровень) ниже энергетического уровня ВЗМО $\ce{Red}$. Таким образом, положительный электрод будет тем, где будет происходить реакция окисления, и, следовательно, это анод.
Сказка об электронах и водопадах
Поскольку существует некоторая путаница в отношении принципов, на которых работает электролиз, я попытаюсь объяснить это с помощью метафоры. Электроны перетекают из области с высоким потенциалом в область с низким потенциалом подобно тому, как вода падает с водопада или течет по наклонной плоскости. Причина та же: вода и электроны могут таким образом понизить свою энергию. Теперь внешний источник напряжения действует как две большие реки, соединенные с водопадами: одна на большой высоте, которая ведет к водопаду — это будет отрицательный полюс, а другая на низкой высоте, которая ведет от водопада — это будет плюс. столб. Электроды будут похожи на точки реки незадолго до или после водопадов на этой картинке: катод подобен краю водопада, где вода падает, а анод — точке, куда вода падает.
Хорошо, что происходит при реакции электролиза? На катоде у вас есть ситуация на большой высоте. Так электроны текут к «краю своего водопада». Они хотят «упасть», потому что за их спиной река тянется к краю, оказывая какое-то «давление». Но куда они могут упасть? Другой электрод отделен от них раствором и обычно диафрагмой. Но есть молекулы $\ce{Ox}$ с пустыми состояниями, которые энергетически ниже состояния электрода. Эти пустые состояния подобны небольшим прудам, лежащим на более низкой высоте, куда может упасть немного воды из реки. Таким образом, каждый раз, когда такая молекула $\ce{Ox}$ приближается к электроду, электрон пользуется возможностью прыгнуть к ней и превратить ее в $\ce{Red}$. Но это не означает, что электроду внезапно не хватает одного электрона, потому что река немедленно заменяет «вытолкнутый» электрон. И источник напряжения (источник реки) не может исчерпать электроны, потому что он получает свои электроны из розетки.
Теперь анод: На аноде у вас ситуация с малой высотой. Так что здесь река лежит ниже всего остального. Теперь вы можете представить ВЗМО-состояния молекул $\ce{Red}$ в виде небольших барьерных озер, лежащих на большей высоте, чем наша река. Когда молекула $\ce{Red}$ приближается к электроду, это как будто кто-то открывает шлюз плотины барьерного озера. Электроны перетекают из ВЗМО в электрод, создавая молекулу $\ce{Ox}$. Но электроны не остаются, так сказать, в электроде, их уносит река. И поскольку река представляет собой такое обширное образование (много воды) и обычно впадает в океан, добавление небольшого количества «воды» не сильно меняет реку. Он остается прежним, неизменным, так что каждый раз, когда открывается шлюз, вода из барьерного озера падает на одно и то же расстояние.
$\endgroup$
9
$\begingroup$
Электрод, на котором происходит окисление, называется анодом, а электрод, на котором происходит восстановление, называется катодом. -} $, а в 9- \длинная правая стрелка\; Бык }$.
Реакции восстановления и окисления всегда связаны друг с другом, поэтому один электрод действует как источник электронов, а другой — как приемник. В гальваническом элементе общая реакция протекает самопроизвольно, и ток течет от анода к катоду. С другой стороны, в электролитической ячейке мы управляем реакцией неспонтанно, применяя внешний потенциал (например, используя источник питания).
Я думаю, что это изображение должно прояснить работу обоих типов клеток, процессы, происходящие на каждом электроде, и соглашение о знаках.
Хотя он иллюстрирует специфическую реакцию, вы можете распространить его на другие системы.
Источником изображения является Электролиз I в Chemistry.LibreTexts.
$\endgroup$
0
$\begingroup$
Я не эксперт и не ученый, но из того, что я читаю во всех этих объяснениях, и того, что я замечаю на иллюстрации, становится очевидным. .. по крайней мере, для меня… что, как мне кажется, может прояснить полярность переключение между гальваническим элементом и электролитическим элементом для этого пользователя.
Как установлено и понятно, источник электронов и перенос ионов течет от отрицательного полюса (анод) и принимается положительным полюсом (катодом) (намеренно используя самые основные термины) анод здесь отрицательный, потому что поток исходит ИЗ электролита в лампочку, для которой, если бы клеммы лампочки были помечены, они соответствовали бы электролиту в другой ячейке, так как сила, исходящая от лампочки, толкает поток к катоду ячейки, и катод ячейки вытягивается из колбы.
В электролитической ячейке «электролит» берет на себя роль лампочки гальванической ячейки, так как электроны ПОСЫЛАЮТСЯ К нему из источника питания, и сам по себе не является ИСТОЧНИКОМ потока, но ПОДЛЕЖИТ К силе от источника потока.
ТАК так же, как анод гальванического элемента посылает на лампочку, а электролит помечен как нагрузка гальванического элемента, и передает свою поступающую отрицательную силу от источника тока, и это проталкивает электролит подобно потоку ИЗ лампочка.
Может быть проще, если вы заметите, что ИСТОЧНИК питания НЕ является электролитом и технически черный вывод источника питания является ИСТИННЫМ анодом (Передача), а красная сторона ИСТИННЫМ Катодом (Прием), но при идентификации реактивное вещество погружено/окружено электролитическим веществом, анод отдает свои ионы, которые затем присоединяются к катоду, который их получает.
Поэтому метки в электролитической ячейке указывают не на «источник потока», а на реакцию вовлеченных веществ из-за силы/потока, воздействующей на них от источника питания, но не являющегося источником питания, и поэтому не должен быть маркирован как АС один… и вариантов их маркировки всего два, и так как он не может быть изменен в источнике питания, он может быть изменен только в месте контакта с электролитом!
По крайней мере, это то, что я понял, просмотрев комментарии и иллюстрации.
Я искренне надеюсь, что это поможет прояснить причину смены меток для этого пользователя и любых других, которые борются с концепцией существования из-за того, что источник тока должен быть помечен как — Анод и + Катод. .. заставляя объект ток играет против, несмотря на их полюса и из-за направления потока.
$\endgroup$
$\begingroup$
Знаки (+) и (-) относятся к потоку электронов в источнике питания. В гальваническом (гальваническом) элементе сама ячейка является источником питания. В электролитической ячейке ячейка подключена к внешнему источнику питания. Таким образом, в то время как обозначение анода и катода напрямую связано с направлением потока электронов в ячейке, то, как (+) и (-) относятся к аноду и катоду, зависит от того, идет ли реакция к равновесию или нет (в случае перезаряжаемых батарей, независимо от того, разряжаете вы батарею или заряжаете ее). В зависимости от направления реакции меняются метки анода и катода, а метки (+) и (-) остаются прежними.
Пример иллюстрирует это. Вот две свинцово-кислотные батареи, соединенные вместе таким образом, что заряженная заряжает разряженную:
Обозначения (+) и (-) относятся к направлению движения электронов, если они разряжаются (конечно, разряженные батареи). аккумулятор дальше разряжаться не может, так что экспериментально не скажешь). Метки анода и катода относятся к конкретной ситуации. Поэтому, если вы подключите источник питания с более высоким напряжением к заряженной батарее вместо разряженной батареи, вы будете заряжать ее дальше. Это обратит химическую реакцию в этой батарее, и метки анода и катода придется поменять местами.
В другом сценарии вы можете взять две 12-вольтовые батареи и соединить их последовательно (соедините (+) одной с (-) другой). Это даст вам 24-вольтовую батарею, и если вы подключите к ней потребитель, катод будет (+), а анод будет (-) для них обоих.
Для свинцово-кислотных аккумуляторов знаки (+) и (-) никогда не меняются, поэтому можно постоянно маркировать электроды. В концентрационной ячейке (+) и (-) зависят от концентрации окислительно-восстановительных соединений в двух половинных ячейках, поэтому вы не можете пометить их «постоянным маркером».
$\endgroup$
$\begingroup$
Анод – это электрод, на котором протекает полуреакция окисления.
В гальваническом элементе реакция идет самопроизвольно, внешний потенциал не приложен, и когда материал анода окисляется, анод становится отрицательным электродом. В электролитической ячейке именно внешний потенциал запускает реакцию, анод — это электрод, на котором происходит реакция окисления, следовательно, на этот раз это электрод с положительным потенциалом.
$\endgroup$
1
$\begingroup$
Я просто добавляю хороший мнемонический инструмент, как запомнить соглашение об именах:
Анод = анабазис (от греческого ana = «вверх», bainein = «шагать или маршировать»), электроны будут двигаться вверх от электрод к проволоке = окисление .
Ксенофонт, Анабасис, «Марш вверх по стране»
Катод = катабазис (путешествие вниз), электроны будут двигаться вниз от провода к электроду = восстановление
Термины анабазис/катабазис применяются и в других областях. Например. анабатические/катабатические процессы в синоптической метеорологии – это процессы, связанные с восходящей/нисходящей конвекцией воздуха, как на фронте, так и на тыле холодного фронта 2-го рода.
$\endgroup$
4
электрохимия — Почему электродный потенциал катода положительный?
спросил
Изменено 1 месяц назад
Просмотрено 3к раз
$\begingroup$
Потенциал электрода — это разность потенциалов между электродом и окружающим электролитом.
Если потенциал катода положительный, это означает, что потенциал электрода больше, чем потенциал электролита, а это означает, что электроны будут течь из электролита к катоду.
Разве не должно быть наоборот? разве электроны не должны течь от катода к электролиту, что означает, что потенциал электрода должен быть отрицательным?
Точно так же мы можем сказать, что электродный потенциал для анода положителен.
Кто-нибудь может указать на ошибки в этом рассуждении?
- электрохимия
$\endgroup$
6
$\begingroup$
Я думаю, что источником вашей путаницы являются названия катода и анода. Анод и катоды не имеют никакого отношения к электростатическому знаку. Они связаны с процессами.
Катод, независимо от того, является ли он электростатически положительным ИЛИ отрицательным, представляет собой электрод, на котором происходит восстановление.
Анод, независимо от того, является ли он электростатически положительным ИЛИ отрицательным, представляет собой электрод, на котором происходит окисление.
Надеюсь, это проясняет ваше замешательство по поводу знаков.
Потенциал электрода — это разность потенциалов между электродом и окружающим электролитом.
Это не электродный потенциал, а скорее межфазная разность потенциалов.
Мэтью хотел уточнить это дальше: «Потенциал электрода НЕ является разностью потенциалов между электродом и окружающим электролитом». Я думаю, что это несбывшаяся мечта электрохимика найти абсолютную разность потенциалов, то есть мы погружаем медный электрод в раствор меди и измеряем разность потенциалов между ними. Я думаю, что можно импровизировать то, что говорит Путник. Электродные потенциалы в таблице , которые обычно встречаются, не являются разностью потенциалов металлов и их растворов. Причина в том, что измерить такую гипотетическую конструкцию невозможно.
$\endgroup$
3
$\begingroup$
Потенциал электрода равен , а НЕ разности потенциалов между электродом и окружающим электролитом.
Потенциал электрода условно представляет собой относительный потенциал эталонного эталонного водородного электрода (СТЭ) с условно присвоенным потенциалом 0 В.
Тогда «абсолютный» потенциал СТЭ относительно потенциала свободных электронов оценивается как 4,44 л/мин 0,02 В}$.
Катоды более отрицательные, чем аноды в гальванических элементах, и более положительные, чем аноды в гальванических элементах. Но более положительное не означает положительное, а более отрицательное не означает отрицательное. Условие маркировки положительных и отрицательных контактов ячейки достаточно для повседневной жизни, но ничего не говорит о знаке электродных потенциалов (либо относительно свободного электрона в вакууме, либо относительно SHE).
Потенциалы электродов могут быть положительными + отрицательными, или обоими положительными или обоими отрицательными относительно SHE. Они всегда положительны относительно свободного электрона.
$\endgroup$
11
$\begingroup$
Вопрос: Почему электродный потенциал для катода положительный?
Так как вопрос не был направлен к какой ячейке, ответ не всегда положительный:
Как пояснил М. Фарук, катод находится там, где в ячейке происходит восстановление. Таким образом, в гальванической ячейке она положительна, так как происходит реакция восстановления $\ce{Y+ + e- -> Y}$. Необходимые для этого электроны исходили от анода. Однако в электролитической ячейке электроны из внешнего источника (например, батареи) текут к отрицательному концу, где происходит реакция восстановления $\ce{M+ + e- -> M}$. Таким образом, катод здесь отрицательный.
Редактировать: Я согласен с комментарием Poutnik ниже. Соответственно, может быть лучше сказать, что катоды более отрицательные, чем аноды в гальванических элементах, и более положительные, чем аноды в гальванических элементах. Поскольку более положительное не означает положительное, а более отрицательное не означает отрицательное. Условие маркировки положительных и отрицательных контактов клеток достаточно хорошо для повседневной жизни, но оно ничего не говорит о знаке электродных потенциалов ни по отношению к свободному электрону, ни к SHE (например, соответствующий потенциал реакции восстановления полуклетки может нести положительный или отрицательный знак, основанный на соответствующей реакции).
$\endgroup$
4
$\begingroup$
Я думаю, что ACchem отлично объясняет значение катода и анода. (Это связано с происходящим процессом, а не с электростатическим потенциалом).
Анод всегда дает электроны (окисление).
Катод всегда принимает электроны (восстановление).
Положительный электрод – это электрод с высоким уровнем er потенциал, чем отрицательный электрод. Поскольку все потенциалы определены относительно теоретического стандартного электрода (см. ответ Путника), это обозначение может соответствовать или не соответствовать фактическому знаку потенциала.
Когда реакция протекает самопроизвольно (гальванический элемент), отрицательный электрод является анодом. Электроны текут от отрицательного электрода к положительному электроду.
Когда реакция должна управляться внешним источником энергии (электролитической ячейкой), отрицательный электрод является катодом. Электроны вынуждены в отрицательный электрод от положительного электрода.
$\endgroup$
Твой ответ
Зарегистрируйтесь или войдите в систему
Зарегистрируйтесь с помощью Google
Зарегистрироваться через Facebook
Зарегистрируйтесь, используя адрес электронной почты и пароль
Опубликовать как гость
Электронная почта
Требуется, но не отображается
Опубликовать как гость
Электронная почта
Требуется, но не отображается
Нажимая «Опубликовать свой ответ», вы соглашаетесь с нашими условиями обслуживания, политикой конфиденциальности и политикой использования файлов cookie
.17.2: Электролиз — Химия LibreTexts
- Последнее обновление
- Сохранить как PDF
- Идентификатор страницы
- 49549
- Эд Витц, Джон В. Мур, Джастин Шорб, Ксавьер Прат-Ресина, Тим Вендорф и Адам Хан
- Электронная библиотека химического образования (ChemEd DL)
Типичный электролизер можно изготовить, как показано на рисунке \(\PageIndex{1}\). Два электрических проводника ( электродов ) погружают в электролизуемую жидкость. Эти электроды часто изготавливаются из инертного материала, такого как нержавеющая сталь, платина или графит. Электролизуемая жидкость должна быть способна проводить электричество, поэтому обычно это водный раствор электролита или расплавленное ионное соединение. Электроды подключаются проводами к батарее или другому источнику постоянного тока. Этот источник тока можно рассматривать как «электронный насос», который забирает электроны с одного электрода и выталкивает их на другой электрод. Электрод, с которого удаляются электроны, становится положительно заряженным, а электрод, к которому они поступают, имеет избыток электронов и отрицательный заряд.
Отрицательно заряженный электрод будет притягивать к себе положительные ионы (катионы) из раствора. Он может отдавать часть своих избыточных электронов таким катионам или другим веществам в электролизуемой жидкости. Следовательно, этот электрод фактически является восстановителем. В любом электрохимическом элементе (электролитическом или гальваническом) электрод, на котором происходит восстановление , называется катодом .
Положительный электрод, с другой стороны, будет притягивать к себе отрицательные ионы (анионы). Этот электрод может принимать электроны от этих отрицательных ионов или других частиц в растворе и, следовательно, ведет себя как окислитель. В любой электрохимической ячейке анод — это электрод, на котором происходит окисление . Простой способ запомнить, какой электрод есть какой, состоит в том, что анод и окисление начинаются с гласных, а катод и восстановление начинаются с согласных.
На следующем видео показан этот процесс, происходящий в нейтральном водном растворе с присутствием некоторого количества электролитов.
В качестве примера того, как электролиз может вызвать химическую реакцию, предположим, что мы пропускаем постоянный электрический ток через 1 M 9{-}(водн.) \rightarrow \text{H}_2(g) + \text{Cl}_2(g) + \text{2H}_2\text{O}(l) \nonumber \]
Чистая реакция в уравнении \ref{3} представляет собой обратную спонтанную комбинацию \(\ce{h3(g)}\) с C\(\ce{Cl2(g)}\) с образованием \ (\ce{HCl(водн.)}\). Такой результат справедлив для электролиза вообще: электрический ток, подаваемый извне, вызывает несамопроизвольную химическую реакцию.
Хотя электролиз всегда обращает спонтанную окислительно-восстановительную реакцию, результат данного электролиза не всегда может быть той реакцией, которую мы хотим. Например, в водном растворе вблизи анода и катода всегда находится очень много молекул воды. Эти молекулы воды могут отдавать электроны аноду или принимать электроны от катода точно так же, как анионы или катионы. Следовательно, электролиз может окислять и/или восстанавливать воду вместо того, чтобы вызывать реакцию растворенного электролита. {–}}\) на аноде в соответствии с полууравнениями 9{-}\метка{8} \]
Общее уравнение можно получить, умножив уравнение \(\ref{7 }\ ) на 2, добавив его к уравнению \(\ref{8}\) и объединив H + с OH – , чтобы получить Н 2 О:
\[\text{2H}_2\text{O}(l) \rightarrow \text{2H}_2(g) + \text{O}_2(g) \nonumber \]
В следующем видео показан электролиз воды с использованием серной кислоты в качестве мостика для переноса заряда. После завершения электролиза идентичность образовавшихся газов проверяют с помощью испытаний на сжигание щепы.
Таким образом, этот электролиз обращает самопроизвольную комбинацию H 2 и O 2 с образованием H 2 O. При обсуждении окислительно-восстановительных реакций мы упоминаем несколько окислителей, таких как достаточно сильные, чтобы окислить H 2 O. В то же время мы описываем восстановители, достаточно сильные для восстановления H 2 O, такие как щелочные металлы и более тяжелые щелочноземельные металлы. Как правило, такие вещества не могут быть получены электролизом водных растворов, поскольку H 9{–}}\).
Следовательно, мы ожидаем, что O 2 , а не Cl 2 , будет получен электролизом 1 M HCl, что противоречит уравнению \(\ref{1}\). Оказывается, O 2 образуется более медленнее , чем Cl 2 , причем последний выделяется из раствора раньше, чем H 2 O успевает окислиться. По этой причине таблицу 1 в разделе «Окислительно-восстановительные пары» не всегда можно использовать для предсказания того, что произойдет при электролизе.
Эта страница под названием 17.2: Электролиз распространяется под лицензией CC BY-NC-SA 4.0, авторами, ремиксами и/или кураторами являются Эд Витц, Джон В. Мур, Джастин Шорб, Ксавье Прат-Ресина, Тим Вендорф, и Адам Хан.
- Наверх
- Была ли эта статья полезной?
- Тип изделия
- Раздел или страница
- Автор
- ХимПРАЙМ
- Лицензия
- СС BY-NC-SA
- Версия лицензии
- 4,0
- Показать страницу Содержание
- нет на странице
- Теги
- анод
- катод
- электрод
- Электролиз
BU-104b: Блоки для сборки аккумуляторов — Университет аккумуляторов
Электрохимический аккумулятор состоит из катода, анода и электролита, которые действуют как катализатор. При зарядке на границе катод/электролит образуется скопление положительных ионов. Это приводит к тому, что электроны движутся к катоду, создавая потенциал напряжения между катодом и анодом. Высвобождение происходит за счет прохождения тока от положительного катода через внешнюю нагрузку и обратно к отрицательному аноду. При зарядке ток течет в другом направлении.
Батарея имеет два отдельных канала; один представляет собой электрическую цепь, по которой текут электроны, питая нагрузку, а другой представляет собой путь, по которому ионы движутся между электродами через сепаратор, действующий как изолятор для электронов. Ионы — это атомы, которые потеряли или приобрели электроны и стали электрически заряженными. Сепаратор электрически изолирует электроды, но позволяет ионам двигаться.
Анод и катод Электрод батареи, испускающий электроны во время разряда, называется анод ; электродом, поглощающим электроны, является катод .
Анод аккумулятора всегда отрицательный, а катод положительный. Это, по-видимому, нарушает соглашение, поскольку анод является клеммой, через которую протекает ток. Электронная лампа, диод или заряжаемая батарея следуют этому порядку; однако при отключении питания от батареи при разрядке анод становится отрицательным. Поскольку батарея представляет собой электрическое накопительное устройство, обеспечивающее энергию, анод батареи всегда отрицательный.
Анод литий-ионных аккумуляторов — углерод (см. BU-204: Как работают литиевые батареи?), но с литий-металлическими батареями порядок обратный. Здесь катод — углерод, а анод — металлический литий. (См. BU-212: Аккумуляторы будущего.) За некоторыми исключениями, литий-металлические аккумуляторы не подлежат перезарядке.
Катод батареи положительный, а анод отрицательный.
В таблицах 2a, b, c и d приведен состав вторичных батарей на основе свинца, никеля и лития, включая первичные щелочные батареи.
| Свинцово-кислотный | Катод (положительный) | Анод (отрицательный) | Электролит |
|---|---|---|---|
| Материал | Двуокись свинца (шоколадно-коричневый) | Серый свинец (губчатый при формировании) | Серная кислота |
| Полная зарядка | Оксид свинца (PbO 2 ), электроны добавлены к положительной пластине | Свинец (Pb), электроны удалены с пластины 908:45 | Сильная серная кислота |
| Выписан | Свинец превращается в сульфат свинца на отрицательном электроде, электроны перемещаются от положительной пластины к отрицательной. | Слабая серная кислота (водоподобная) | |
NiMH, NiCd | Катод (положительный) | Анод (отрицательный) | Электролит |
|---|---|---|---|
| Material | Nickel Oxyhydroxide | NiMH: hydrogen-absorbing alloy NiCd: Cadmium | Potassium Hydroxide |
| Lithium-ion | Cathode (positive) on aluminum foil | Anode (negative) on copper foil | Electrolyte |
|---|---|---|---|
| Material | Оксиды металлов, полученные из кобальта, никеля, марганца, железа, алюминия | На основе углерода | Соль лития в органическом растворителе |
| Полный заряд | Оксид металла с интеркаляционной структурой | ||
| Разряженный | Ионы лития возвращаются к положительному электроду | В основном углерод |
| Alkaline | Cathode (positive) | Anode (negative) | Electrolyte |
|---|---|---|---|
| Material | Manganese dioxide | Zinc | Aqueous alkaline |
Ионный поток становится возможным благодаря активатору, называемому электролитом. В залитой аккумуляторной системе электролит свободно перемещается между вставленными электродами; в герметичной ячейке электролит обычно добавляют в сепаратор в увлажненном виде. Сепаратор отделяет анод от катода, образуя изолятор для электронов, но пропуская ионы. (См. BU-306: Сепаратор и BU-307: Электролит)
Аккумуляторы в портативном мире
Материал по Battery University основан на незаменимом новом 4-м издании « Аккумуляторы в портативном мире — Справочник по перезаряжаемым батареям для не инженеров », которое можно заказать на Amazon. .ком.
α-Na2Ni2Fe(PO4)3: материал двойного положительного/отрицательного электрода для натрий-ионных аккумуляторов
У вас не включен JavaScript. Пожалуйста, включите JavaScript чтобы получить доступ ко всем функциям сайта или получить доступ к нашему страница без JavaScript.
Выпуск 10, 2015 г.
Из журнала:
Дальтон Транзакции
α-Na
2 Ni 2 Fe(PO 4 ) 3 : материал двойного положительного/отрицательного электрода для натрий-ионных аккумуляторов† р.
Эссели* a Я. Белхаруак* a ЧАС.
Бен Яхья* a Р.
Шамун, и Б.
Ораеча, б Б.
Эль Бали, c К.
Бузиан, д Х. Л.
Чжоу и а также
З.
Чжоу и
Принадлежности автора
* Соответствующие авторы
и Катарский исследовательский институт окружающей среды и энергетики, Катарский фонд, P. O. Box 5825, Доха, Катар
Электронная почта: [email protected], [email protected], [email protected]
б Departamento de Física de la Materia Condensada, Universidad del País Vasco, P.O. Box 644, Бильбао, Испания
в Лаборатория твердого минерального сырья и аналитической химии «LCSMA», Химический факультет, Факультет естественных наук, Университет Мохамеда I, П.О. Box 717, 60050 Уджда, Марокко
д Pôle Energies Renouvelables et Etudes Pétrolières, Международный университет Рабата, 11000 – Сале-эль-Джадида, Технополис, Марокко
и Институт химии новых энергетических материалов, Нанкайский университет, Тяньцзинь 300071, Китай
Аннотация
57 Fe Мессбауэровский спектр указывает на то, что катион Fe 3+ распределен по двум кристаллографическим позициям, что указывает на наличие статистического беспорядка Ni 2+ /Fe 3 +5 статистического беспорядка. Магнитная восприимчивость соответствует поведению Кюри-Вейсса выше 100 К, при этом θ = -114,3 К указывает на наличие преобладающих антиферромагнитных взаимодействий. Электрохимические испытания показывают, что при первом разряде до 1 В против NA + /NA в клетке натриевой клетки, один NA + Ион может быть вставлен в α-NA 2 NI 9 2 2 NI 9 2 22022022011102. 11102201102202202202202202201102201102201102201102201102201102201102201109 2 . ) 3 структура. Это привело к образованию новой фазы Na 3 Ni 2 Fe(PO 4 ) 3 , которая оказалась перспективным материалом для положительного электрода для натриевых батарей. . Когда α-Na 2 NI 2 FE (PO 4 ) 3 . Это соответствует интеркалированию более семи атомов натрия на формульную единицу, что указывает на поведение конверсионного типа с образованием металлических Fe и Ni. При циклировании в диапазоне напряжений 0,03–3 В vs. Na + /Na, при 20 °C, при токах 50, 100, 200 и 400 мА g -1 , обратимые емкости 238, 196, 153 и 115 мА ч г -1 соответственно.Варианты загрузки Пожалуйста, подождите…
Дополнительные файлы
- Дополнительная информация PDF (568 КБ)
- Данные о кристаллической структуре СИФ (679K)
Информация о артикуле
- ДОИ
- https://doi. org/10.1039/C5DT00021A
- Тип изделия
- Бумага
- Отправлено
- 04 января 2015 г.
- Принято
- 23 января 2015 г.
- Впервые опубликовано
- 26 января 2015 г.
Скачать цитату
Dalton Trans. , 2015, 44 , 4526-4532
BibTexEndNoteMEDLINEProCiteReferenceManagerRefWorksRIS
Доступна авторская версия
Скачать авторскую версию (PDF)
Разрешения
Запросить разрешения
Социальная деятельность
Получение данных из CrossRef.