ᐈ ГОСТ 30756-2001. Флюсы для электрошлаковых технологий. Общие технические условия
ГОСТ 30756-2001 Флюсы для электрошлаковых технологий. Общие технические условия
Получение качественных и ровных швов при сварке конструкционных сталей или низколегированных сплавов невозможно без использования специальных флюсов. ГОСТ 30756-2001 регламентирует общие технические характеристики плавленых флюсов разных типов, включая их химический состав и другие показатели.
Основное назначение флюса заключается в защите зоны сварки от воздуха, что позволяет обеспечить равномерное горение дуги, высокую прочность и герметичность шва.
Флюсы плавленого типа состоят только из шлакообразующих элементов.
Плавленый флюс получают путем соединения необходимых компонентов следующим образом:
- Измельчение изначального сырья до нужной фракции (в зависимости от типа флюса используется марганец, кварц, мел и другие материалы основы).
- Смешивание компонентов в нужных пропорциях.

- Плавка смеси до однородной массы в электрических или газовых печах.
- Измельчение оплавленной массы до нужного размера зерна.

Согласно ГОСТ 30756-2001, для получения хорошего шва при сварке электрошлаковым способом, рекомендуется использовать флюсы разного химического состава, которые будут пропускать ток и выделять тепло, необходимое для качественной сварки деталей.
ГОСТ 30756-2001
Группа В05
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ФЛЮСЫ ДЛЯ ЭЛЕКТРОШЛАКОВЫХ ТЕХНОЛОГИЙ
Общие технические условия
Fluxes for electroslag technologies.
General specifications
МКС 25.160.20
ОКП 08 2000
Дата введения 2005-07-01
Предисловие
1 РАЗРАБОТАН Украинским государственным научно-исследовательским институтом специальных сплавов и ферросплавов (УкрНИИспецсталь)
2 ВНЕСЕН Государственным комитетом стандартизации, метрологии и сертификации Украины
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол N 20 от 1 ноября 2001 г. ), зарегистрирован Бюро по стандартам МГС N 3947
), зарегистрирован Бюро по стандартам МГС N 3947
За принятие стандарта проголосовали:
4 Приказом Федерального агентства по техническому регулированию и метрологии от 9 декабря 2004 г. N 100-ст межгосударственный стандарт ГОСТ 30756-2001 введен в действие непосредственно в качестве национального стандарта Российской Федерации с 1 июля 2005 г.
5 ВВЕДЕН ВПЕРВЫЕ
1. Область применения
Настоящий стандарт распространяется на плавленые флюсы, применяемые для электрошлаковых технологий (электрошлакового переплава, литья, кокильного литья и других процессов), а также для выплавки сталей и сплавов в электропечах, предназначенные для нужд народного хозяйства и для экспорта.
2. Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 12.1.005-88 Система стандартов безопасности труда. Общие санитарно-гигиенические требования к воздуху рабочей зоны
ГОСТ 12. 1.007-76 Система стандартов безопасности труда. Вредные вещества. Классификация и общие требования безопасности
1.007-76 Система стандартов безопасности труда. Вредные вещества. Классификация и общие требования безопасности
ГОСТ 12.3.003-86 Система стандартов безопасности труда. Работы электросварочные. Требования безопасности
ГОСТ 2226-88 (ИСО 6590-1-83, ИСО 7023-83) Мешки бумажные. Технические условия
ГОСТ 3306-88 Сетки с квадратными ячейками из стальной рифленой проволоки. Технические условия
ГОСТ 3826-82 Сетки проволочные тканые с квадратными ячейками. Технические условия
ГОСТ 6613-86 Сетки проволочные тканые с квадратными ячейками. Технические условия
ГОСТ 14192-96 Маркировка грузов
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 21639.0-93 Флюсы для электрошлакового переплава. Общие требования к методам анализа
ГОСТ 21639.1-90 Флюсы для электрошлакового переплава. Методы определения содержания влаги
Методы определения содержания влаги
ГОСТ 21639.2-93 Флюсы для электрошлакового переплава. Методы определения окиси алюминия
ГОСТ 21639.3-93 Флюсы для электрошлакового переплава. Методы определения окиси кальция и окиси магния
ГОСТ 21639.4-93 Флюсы для электрошлакового переплава. Методы определения общего железа
ГОСТ 21639.5-93 Флюсы для электрошлакового переплава. Метод определения двуокиси титана
ГОСТ 21639.6-93 Флюсы для электрошлакового переплава. Метод определения фосфора
ГОСТ 21639.7-93 Флюсы для электрошлакового переплава. Методы определения фтористого кальция
ГОСТ 21639.8-93 Флюсы для электрошлакового переплава. Методы определения двуокиси кремния
ГОСТ 21639.9-93 Флюсы для электрошлакового переплава. Метод определения углерода
ГОСТ 21639.10-76 Флюсы для электрошлакового переплава. Метод определения серы
ГОСТ 21639.12-87 Флюсы для электрошлакового переплава. Методы определения закиси марганца
3.
 Классификация, основные параметры
Классификация, основные параметры3.1 Классификация
Флюсы для электрошлаковых технологий классифицируют:
АН — малофторидные или бесфторидные,
АНФ — фторидные,
ВГС — высокоглиноземистые сплавленные,
ВКС — высококремнистые сплавленные.
3.2 Марки
3.2.1 Флюсы для электрошлаковых технологий изготовляют следующих марок: АНФ-1, АНФ-1-1, АНФ-1-2, АНФ-1-3, АНФ-6, АНФ-6-1, АНФ-6-2, АНФ-6-3, АНФ-6-4, АНФ-6-5, АН-291, АН-295, АНФ-25, АНФ-28, АНФ-29, АНФ-32, АНФ-35, ВГС, ВКС.
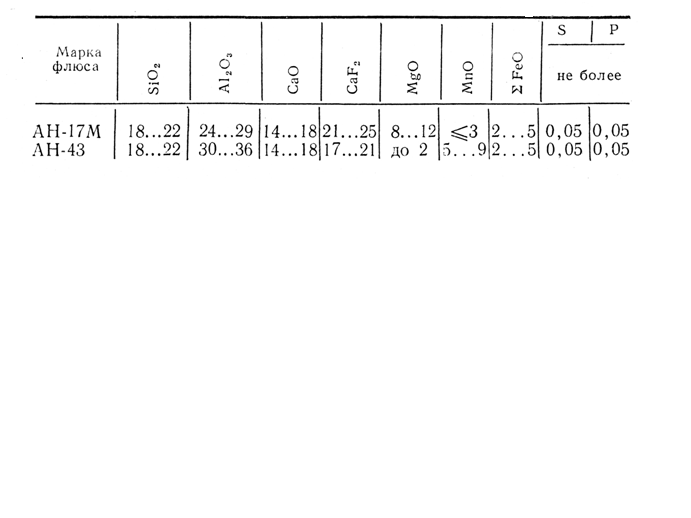
3.2.2 Химический состав флюсов должен соответствовать приведенному в таблице 1.
Таблица 1
Пример условного обозначения фторидного флюса марки АНФ-6-1:
Флюс АНФ-6-1 ГОСТ 30756-2001
4. Общие технические требования
4.1 Характеристики базового исполнения
4.1.1 Флюсы должны изготовляться в виде однородных зерен (гранул).
4.1.2 Загрязненность флюса инородными частицами (нерастворившимися частицами сырьевых материалов, футеровки, графита, кокса, металлическими частицами и др. ) допускается в пределах химического состава, приведенного в таблице 1.
) допускается в пределах химического состава, приведенного в таблице 1.
4.1.3 Размеры зерен флюса должны быть в пределах 0,2-20 мм. Количество зерен размером менее 0,2 мм не должно превышать 15%, а зерен размером более 20 мм — 3% от массы флюса.
4.2 Характеристики, согласованные изготовителем и потребителем
4.2.1 Массовая доля фосфора в флюсах марок АНФ-6 и АНФ-6-1 допускается не более 0,03%.
4.2.2 Массовая доля углерода — не более 0,03% в флюсах марок АНФ-1-1, АНФ-1-3, АНФ-6-1, АНФ-6-3. В этом случае к марке флюса добавляется цифра «0». Например: АНФ-6-1-0.
4.2.3 Массовую долю оксида титана определяют по требованию потребителя.
4.2.4 Влажность флюсов не должна превышать 3% от массы флюса, что обеспечивается технологией производства и определяется по требованию потребителя.
4.3 Маркировка
4.3.1 На каждый мешок крепят ярлык или наносят маркировку водостойкой краской с указанием:
— товарного знака или наименования и товарного знака предприятия-изготовителя;
— марки флюса;
— массы нетто;
— номера партии;
— обозначения настоящего стандарта;
— манипуляционного знака «Беречь от влаги».
Для контейнеров или другой тары крепление ярлыка или нанесение маркировки проводится по соглашению между изготовителем и потребителем.
4.3.2 Транспортная маркировка — по ГОСТ 14192 с нанесением основных, дополнительных, информационных надписей и манипуляционного знака «Беречь от влаги», выполняемых водостойкой краской на ярлыке, надежно прикрепленном у двери с внутренней стороны вагона при повагонной отгрузке. При отгрузке в транспортной таре каждое грузовое место должно иметь транспортную маркировку.
4.4 Упаковка
4.4.1 Флюс должен быть упакован в бумажные мешки по ГОСТ 2226. Масса нетто одного мешка должна быть от 20 до 50 кг. Взвешивание должно проводиться с погрешностью не более 1% от массы мешка.
4.4.2 По соглашению изготовителя с потребителем допускается упаковывание флюсов в специализированные контейнеры или другую тару, изготовленную по действующим нормативным документам, или отгрузка флюса насыпью в крытых вагонах при условии обеспечения сохранности флюса и его качества при транспортировании.
4.4.3 Флюсы, предназначенные для экспорта, упаковывают в соответствии с требованиями контракта.
5. Требования безопасности
5.1 Работа с флюсами при их сортировке, упаковке, транспортировании, контроле качества может сопровождаться выделением пыли, содержащей марганцевые, кремнистые, фтористые соединения. Флюсовая пыль относится к химически опасным и вредным производственным факторам. По характеру воздействия на организм человека флюсовая пыль является токсичной, раздражающей и сенсибилизирующей; пути проникновения в организм — через органы дыхания, кожные покровы и слизистые оболочки.
5.2 Для предупреждения профессиональных заболеваний, а также во избежание несчастных случаев при сортировке, упаковке, транспортировании, контроле качества флюсов необходимо выполнять требования ГОСТ 12.1.005, ГОСТ 12.1.007.
Концентрация вредных веществ в воздухе при работе с флюсами не должна превышать предельно допустимых концентраций (ПДК), приведенных в таблице 2.
Таблица 2
5.3 Работающие с флюсами должны быть обеспечены средствами индивидуальной защиты в соответствии с типовыми отраслевыми нормами, утвержденными в установленном порядке.
5.4 Определение вредных веществ в воздухе рабочей зоны проводится в соответствии с методическими указаниями, утвержденными Министерствами здравоохранения государств СНГ.
5.5 При применении флюсов для электрошлаковых технологий следует руководствоваться требованиями ГОСТ 12.3.003.
6. Правила приемки
6.1 Флюсы принимают партиями. Масса каждой партии должна быть не более 80 т. Партия должна состоять из флюса одной марки и оформляться одним документом о качестве, содержащим:
— товарный знак или наименование и товарный знак предприятия-изготовителя;
— марку флюса;
— номер партии;
— массу партии;
— результаты химического анализа;
— дату изготовления;
— обозначение настоящего стандарта.
6. 2 Для определения химического и гранулометрического состава от каждой партии флюса отбирают общую пробу массой не менее 8 кг, составляемую из точечных проб. Изготовитель проводит отбор точечных проб в процессе упаковки продукции. При упаковке в бумажные мешки отбирают одну точечную пробу от каждого десятого мешка; при упаковке в контейнеры — от каждого контейнера не менее четырех точечных проб, причем следует брать усредненные пробы при засыпке флюса в контейнер, пересекая полностью поток; при подаче флюса в бункер на движущихся средствах отбирают не менее четырех точечных проб за один час. Масса точечной пробы — от 0,05 до 0,30 кг.
2 Для определения химического и гранулометрического состава от каждой партии флюса отбирают общую пробу массой не менее 8 кг, составляемую из точечных проб. Изготовитель проводит отбор точечных проб в процессе упаковки продукции. При упаковке в бумажные мешки отбирают одну точечную пробу от каждого десятого мешка; при упаковке в контейнеры — от каждого контейнера не менее четырех точечных проб, причем следует брать усредненные пробы при засыпке флюса в контейнер, пересекая полностью поток; при подаче флюса в бункер на движущихся средствах отбирают не менее четырех точечных проб за один час. Масса точечной пробы — от 0,05 до 0,30 кг.
Отобранную общую пробу тщательно перемешивают, после чего доводят квартованием до массы не менее 2 кг, из которой после перемешивания отбирают 0,5 кг для определения химического состава и 1,5 кг — для определения гранулометрического состава.
6.3 При получении неудовлетворительных результатов по какому-либо показателю по нему проводят повторные испытания на удвоенной выборке, взятой от той же партии. Результаты повторных испытаний являются окончательными.
Результаты повторных испытаний являются окончательными.
7. Методы контроля
7.1 Химический состав флюсов определяют по ГОСТ 21639.0, ГОСТ 21639.2-ГОСТ 21639.10, ГОСТ 21639.12. Допускается применение других стандартизованных методов анализа, если их метрологические характеристики не уступают характеристикам вышеуказанных стандартов.
7.2 Гранулометрический состав флюсов определяют рассевом отобранной пробы через сито с размером сторон ячеек в свету 20 и 0,2 мм (N 20 по ГОСТ 3306 или ГОСТ 3826 и N 02 по ГОСТ 6613) с последующим взвешиванием остатка на крупном сите и просева под мелким ситом с погрешностью не более 0,1%.
Относительное количество зерен , %, не соответствующих по размеру, вычисляют по формуле , (1)
где — масса остатка на крупном сите или просева под мелким ситом, г;
— общая масса отобранной пробы, г.
7.3 Однородность зерен и загрязненность флюса инородными частицами контролируется визуальным осмотром навески.
7.4 Контроль содержания влаги во флюсах определяют согласно ГОСТ 21639.1.
8. Транспортирование и хранение
8.1 Флюс должен транспортироваться в крытых транспортных средствах любым видом транспорта в соответствии с правилами перевозки, погрузки и крепления грузов, действующими на соответствующем виде транспорта.
8.2 Флюс должен храниться в крытых неотапливаемых складских помещениях по группе хранения 3Ж3 ГОСТ 15150.
9 Гарантии изготовителя
9.1 Изготовитель гарантирует соответствие флюса требованиям настоящего стандарта при соблюдении условий транспортирования, хранения и эксплуатации.
9.2 Гарантийный срок хранения флюсов — 2 года со дня изготовления.
Флюсы сварочные плавленые. Технические условия
ГОСТ 9087-81
Группа B05
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ФЛЮСЫ СВАРОЧНЫЕ ПЛАВЛЕНЫЕ
Технические условия
Welding melted fluxes. Specifications
Specifications
ОКП 59 2951 1000
Дата введения 1982-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Академией наук УССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 26.05.81 N 2605
3. ВЗАМЕН ГОСТ 9087-69, ГОСТ 5.1929-73
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
________________
* На территории Российской Федерации действует ГОСТ 22974.14-90. — Примечание изготовителя базы данных.
5. Ограничение срока действия снято по протоколу N 4-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 4-94)
6. ИЗДАНИЕ (апрель 2002 г.) с Изменениями N 1, 2, утвержденными в июне 1988 г., июне 1990 г. (ИУС 10-88, 9-90)
Настоящий стандарт распространяется на плавленые флюсы, применяемые для автоматической и механизированной электродуговой сварки и наплавки стали, а также для электрошлаковой сварки стали, предназначенные для нужд народного хозяйства и экспорта.
(Измененная редакция, Изм. N 1).
1. МАРКИ
1.1. Плавленые флюсы изготовляют следующих марок: АН-348-А, АН-348-АМ, АН-348-В, АН-348-ВМ, ОСЦ-45, ОСЦ-45М, АН-8, АН-15М, АН-17М, АН-18, АН-20С, АН-20СМ, АН-20П, АН-22, АН-42, АН-26С, АН-26СП, АН-26П, АН-43, АН-47, АН-60, ФЦ-9, АН-65, ОСЦ-45П.
(Измененная редакция, Изм. N 1, 2).
1.2. Рекомендации по применению флюсов приведены в приложениях 1 и 2.
(Измененная редакция, Изм. N 1).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Флюсы должны изготовляться в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
(Измененная редакция, Изм. N 1).
2.2. Химический состав флюсов должен соответствовать табл.1.
Таблица 1
Марка флюса | Массовая доля, % | ||||
| Кремния (IV) оксид | Марганца (II) оксид | Кальция оксид | Магния оксид | Алюминия оксид |
АН-348-А | 40-44 | 31-38 | Не более 12 | Не более 7 | Не более 6 |
АН-348-АМ | 40-44 | 31-38 | Не более 12 | Не более 7 | Не более 6 |
АН-348-В, АН-348-ВМ | 40-44 | 30-34 | Не более 12 | Не более 7 | Не более 8 |
ОСЦ-45 | 37-44 | 37-44 | Не более 10 | Не более 3 | Не более 6 |
ОСЦ-45М | 38-44 | 38-44 | Не более 10 | Не более 3 | Не более 6 |
ОСЦ-45П | 38-44 | 38-47 | Не более 8 | Не более 2,5 | Не более 5 |
АН-8 | 33-36 | 21-26 | 4-7 | 5-8 | 11-15 |
АН-15М | 6-10 | Не более 0,9 | 29-33 | Не более 2 | 36-40 |
АН-17М | 18-22 | Не более 3,0 | 14-18 | 8-12 | 24-29 |
АН-18 | 17-21 | 2,5-5,0 | 14-18 | 7-10 | 14-18 |
АН-20С, АН-20СМ, АН-20П | 19-24 | Не более 0,5 | 3-9 | 9-13 | 27-32 |
АН-22 | 18-22 | 7,0-9,0 | 12-15 | 12-15 | 19-23 |
АН-26С, АН-26СП, АН-26П | 29-33 | 2,5-4,0 | 4-8 | 15-18 | 19-23 |
АН-42 | 30-34 | 14-19 | 12-18 | — | 13-18 |
АН-43 | 18-22 | 5,0-9,0 | 14-18 | Не более 2 | 30-36 |
АН-47 | 28-33 | 11,0-18,0 | 13-17 | 6-10 | 9-13 |
АН-60 | 42-46 | 36-41 | Не более 10 | Не более 3 | Не более 6 |
АН-65 | 38-42 | 22-28 | Не более 8 | 7-11 | Не более 5 |
ФЦ-9 | 38-41 | 38-41 | Не более 8 | Не более 3 | 10-13 |
Продолжение табл. 1
1
Марка флюса | Массовая доля, % | |||||||
| Кальций фтористый | (Калия+ | Титана (IV) оксид | Циркония (IV) оксид | Железо (III) оксид | Сера | Фосфор | Углерод |
|
|
|
|
|
| не более | ||
АН-348-А | 3-6 | — | — | — | 0,5-2,0 | 0,12 | 0,12 | — |
АН-348-АМ | 3-5 | — | — | — | 0,5-2,0 | 0,12 | 0,12 | — |
АН-348-В, АН-348-ВМ | 3-6 | — | 0,5-6,0 | — | 0,5-2,0 | 0,12 | 0,13 | — |
ОСЦ-45 | 5-9 | — | — | — | 0,5-2,0 | 0,12 | 0,14 | — |
ОСЦ-45М | 6-9 | — | — | — | 0,5-2,0 | 0,12 | 0,10 | — |
ОСЦ-45П | 6-9 | — | — | — | Не более 1,7 | 0,08 | 0,08 | — |
АН-8 | 13-19 | — | — | — | 1,5-3,5 | 0,10 | 0,12 | — |
АН-15М | 16-20 | Натрий фтористый 2,0-5,5 | — | — | Не более 0,8 | 0,07 | 0,05 | — |
АН-17М | 21-25 | — | — | — | 2,0-5,0 | 0,05 | 0,05 | — |
АН-18 | 19-23 | — | — | — | 13,5-16,5 | 0,05 | 0,5 | — |
АН-20С, АН-20СМ, АН-20П | 25-33 | 2,0-3,0 | — | — | Не более 0,8 | 0,06 | 0,03 | — |
АН-22 | 20-24 | 1,0-2,0 | — | — | Не более 1,0 | 0,05 | 0,05 | — |
АН-26С, АН-26СП, АН-26П | 20-24 | — | — | — | Не более 1,5 | 0,08 | 0,08 | 0,05 |
АН-42 | 14-20 | — | — | — | Не более 1,0 | 0,06 | 0,1 | — |
АН-43 | 17-21 | — | — | — | 2,0-5,0 | 0,05 | 0,05 | — |
АН-47 | 8-13 | — | 4,0-7,0 | 1,1-2,5 | 0,5-3,0 | 0,05 | 0,08 | — |
АН-60 | 5-9 | — | — | — | Не более 0,9 | 0,05 | 0,05 | — |
АН-65 | 8-12 | — | 4,0-7,0 | 4,0-7,0 | Не более 1,5 | 0,05 | 0,05 | — |
ФЦ-9 | 2-3 | — | — | — | Не более 1,5 | 0,10 | 0,10 | — |
Примечания:
1. По согласованию изготовителя с потребителем допускается изготовлять флюс марки АН-348-АМ с массовой долей фтористого кальция менее 3%.
По согласованию изготовителя с потребителем допускается изготовлять флюс марки АН-348-АМ с массовой долей фтористого кальция менее 3%.
2. Содержание оксидов железа в флюсах всех марок приведено в пересчете на железо (III) оксид.
2.3. Флюсы должны изготовляться в виде однородных зерен. Содержание инородных частиц (нерастворившихся частиц сырьевых материалов, футеровки, угля, графита, кокса, металлических частиц и др.) должно быть не более: 0,5% от массы флюса для марок АН-348-А, АН-348-АМ, АН-348-В, АН-348-ВМ, ОСЦ-45, ОСЦ-45П, ОСЦ-45М, АН-18; 0,3% — для марок АН-8, АН-15М, АН-17М, АН-20СМ, АН-20П, АН-22, АН-20С, АН-43, АН-47, АН-60, АН-65, ФЦ-9; 0,1% — для марок АН-26С, АН-26СП, АН-26П, АН-42.
2.4. Строение и цвет зерен флюса должны соответствовать указанным в табл.2.
Таблица 2
Марка флюса | Строение зерен | Цвет зерен |
АН-348-А | Стекловидное | От желтого до коричневого всех оттенков |
АН-348-В | От коричневого до темно-коричневого всех оттенков | |
ОСЦ-45 | От светло-серого и желтого до коричневого всех оттенков | |
АН-8 | От желтого до коричневого всех оттенков | |
АН-15М | От серого до светло-голубого и светло-зеленого всех оттенков | |
АН-17М | От зеленого и коричневого до черного всех оттенков | |
АН-18 | От темно-серого и темно-синего до черного всех оттенков | |
АН-20С | От белого до светло-серого и светло-голубого всех оттенков | |
АН-22 | От желтого до светло-коричневого всех оттенков | |
АН-26С | От серого до светло-зеленого всех оттенков | |
АН-42 | От темно-коричневого до желтого и зеленого всех оттенков | |
АН-43 | Пемзовидное | От зеленого и коричневого до черного всех оттенков |
АН-47 | От темно-коричневого до черного всех оттенков | |
ФЦ-9 | От светло-желтого до коричневого всех оттенков | |
АН-20П | От белого до светло-серого всех оттенков | |
АН-26П | От светло-серого до серого всех оттенков | |
ОСЦ-45П | От серого и светло-коричневого до коричневого всех оттенков | |
АН-60 | От светло-серого и светло-розового до желтого и светло-коричневого всех оттенков | |
АН-65 | От серого до черного всех оттенков | |
АН-26СП | Смесь стекловидных и пемзовидных зерен | От серого до светло-зеленого всех оттенков |
Примечания:
1. Для флюсов марок ОСЦ-45, ОСЦ-45М, ОСЦ-45П, АН-60, АН-65, АН-8, АН-17М, АН-18, АН-20С, АН-20СМ, АН-20П, АН-22, АН-26С, АН-42, АН-43, АН-47, АН-26П, АН-26СП, ФЦ-9 допускается наличие не более 3%, а для флюса марки АН-15М — не более 1% от массы флюса зерен с цветом, отличающимся от указанного.
Для флюсов марок ОСЦ-45, ОСЦ-45М, ОСЦ-45П, АН-60, АН-65, АН-8, АН-17М, АН-18, АН-20С, АН-20СМ, АН-20П, АН-22, АН-26С, АН-42, АН-43, АН-47, АН-26П, АН-26СП, ФЦ-9 допускается наличие не более 3%, а для флюса марки АН-15М — не более 1% от массы флюса зерен с цветом, отличающимся от указанного.
2. Для флюсов марок АН-348-А, АН-348-АМ не допускается наличие более 10% от массы флюса белых непрозрачных зерен.
3. Для флюсов марок АН-348-В, АН-348-ВМ не допускается наличие более 10% от массы флюса зерен с зеленоватым и стальным оттенком.
2.5. Размеры зерен флюса должны соответствовать приведенным в табл.3.
Таблица 3
Марка флюса | Размеры зерен, мм |
ОСЦ-45П, АН-20П, АН-60 | 0,35-4,00 |
АН-348-А, АН-348-В, ОСЦ-45, АН-18 |
|
АН-20С, АН-26П, АН-26СП, АН-42 | 0,25-2,80 |
АН-65 | 0,35-2,50 |
АН-8, АН-15М, АН-17М, АН-22, АН-26С, АН-43, АН-47 | 0,25-2,50 |
АН-348-АМ, АН-348-ВМ, ОСЦ-45М, АН-20СМ, ФЦ-9 | 0,25-1,60 |
Примечания:
1. Не допускается наличие во флюсе: зерен размером, превышающим соответственно 1,6; 2,5; 2,8; 4,0 мм, в количестве более 3% от его массы, зерен размером менее соответственно 0,25 и 0,35 мм — более 3% от его массы.
Не допускается наличие во флюсе: зерен размером, превышающим соответственно 1,6; 2,5; 2,8; 4,0 мм, в количестве более 3% от его массы, зерен размером менее соответственно 0,25 и 0,35 мм — более 3% от его массы.
2. По согласованию изготовителя с потребителем допускается изготовлять флюс с размером зерен менее 0,25 мм.
3. По согласованию изготовителя с потребителем допускается изготовлять флюс марки АН-348-А с размером зерен 0,35-2,80 мм, флюсы марок АН-17М и АН-43 с размером зерен 0,25-1,60 мм.
2.2-2.5. (Измененная редакция, Изм. N 1, 2).
2.6. Влажность флюсов марок ОСЦ-45П, АН-20С, АН-20П, АН-60, АН-65 не должна превышать 0,05%, марки АН-8 — 0,08%, остальных марок — 0,10% от массы флюса.
2.7. Насыпная плотность флюса должна соответствовать указанной в табл.5.
Таблица 5*
__________________
* Таблица 4 исключена.
Марка флюса | Насыпная плотность, г/см |
АН-348-А, АН-348-АМ, АН-348-В, АН-348-ВМ, АН-8, АН-15М, АН-20С, АН-20СМ, АН-22, АН-26С, ФЦ-9, ОСЦ-45, ОСЦ-45М | 1,3-1,8 |
АН-17М, АН-18, АН-43, АН-47 | 1,4-1,8 |
АН-20П, АН-26П, АН-60, АН-65 | 0,8-1,1 |
АН-26СП | 0,9-1,3 |
ОСЦ-45П | 1,0-1,3 |
2.6, 2.7. (Измененная редакция, Изм. N 1).
2.8. Флюсы, выплавляемые в электрических печах, перед упаковыванием должны подвергаться магнитной сепарации, за исключением флюса марки АН-60.
(Измененная редакция, Изм. N 1, 2).
2.9. Флюс марки АН-26СП допускается изготовлять смешиванием выплавленных отдельно флюсов марок АН-26С и АН-26П в соотношении 1:1 от массы флюса.
2.10. Флюсы марок АН-348-А, АН-348-АМ, АН-348-В, АН-348-ВМ, ОСЦ-45, АН-47 выплавляются в пламенных и электрических печах; флюсы остальных марок — в электрических печах.
При изготовлении флюсов марок АН-348-А, АН-348-АМ, АН-348-В, АН-348-ВМ, ОСЦ-45, АН-47 должны применяться окисные марганцевые концентраты 1-го сорта.
(Измененная редакция, Изм. N 1, 2).
3. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
3.1. Работа с флюсами при их сортировке, упаковке, транспортировании, контроле качества может сопровождаться выделением пыли, содержащей марганцевые, кремнистые, фтористые соединения. Флюсовая пыль относится к химически опасным и вредным производственным факторам. По характеру воздействия на организм человека флюсовая пыль является токсичной, раздражающей и сенсибилизирующей, пути проникновения в организм — через органы дыхания, кожные покровы и слизистые оболочки.
По характеру воздействия на организм человека флюсовая пыль является токсичной, раздражающей и сенсибилизирующей, пути проникновения в организм — через органы дыхания, кожные покровы и слизистые оболочки.
(Измененная редакция, Изм. N 1).
3.2. Для предупреждения профессиональных заболеваний, а также во избежание несчастных случаев при сортировке, упаковке, транспортировании, контроле качества флюсов необходимо выполнять требования ГОСТ 12.1.005, ГОСТ 12.1.007.
Концентрация вредных веществ в воздухе при работе с флюсами не должна превышать предельно допустимых концентраций (ПДК), приведенных в табл.6.
Таблица 6
Наименование вещества | Величина ПДК, мг /м | Класс опасности |
Марганец в сварочных аэрозолях при его содержании: |
|
|
до 20% | 0,2 | II |
от 20 до 30% | 0,1 | II |
Марганца оксиды (в пересчете на ): |
|
|
аэрозоль дезинтеграции | 0,3 | II |
Кремния диоксид аморфный в смеси с оксидами марганца в виде аэрозоля конденсации с содержанием каждого из них не более 10% | 1 | III |
Водород фтористый (в пересчете на ) | 0,5/0,1 | I |
Фтористоводородной кислоты соли (по ): |
|
|
а) фториды натрия, калия | 1/0,2 | II |
б) фториды алюминия, кальция, магния | 2,5/0,5 | III |
Примечания:
1. Если в графе «Величина ПДК» приведены два значения, то это означает, что в числителе максимальная, а в знаменателе — среднесменная ПДК.
Если в графе «Величина ПДК» приведены два значения, то это означает, что в числителе максимальная, а в знаменателе — среднесменная ПДК.
2. Для диоксида кремния приведена величина ПДК для общей массы аэрозоля.
(Измененная редакция, Изм. N 1, 2).
3.3. Работающие с флюсами должны быть обеспечены средствами индивидуальной защиты в соответствии с типовыми отраслевыми нормами, утвержденными в установленном порядке.
3.4. Определение вредных веществ в воздухе рабочей зоны проводится в соответствии с методическими указаниями, утвержденными Минздравом СССР.
3.5. При применении сварочных флюсов следует руководствоваться требованиями ГОСТ 12.3.003 и санитарными правилами при сварке, наплавке и резке металлов, утвержденных Минздравом СССР.
3.3-3.5. (Измененная редакция, Изм. N 1).
4. ПРАВИЛА ПРИЕМКИ
4.1. Флюсы принимают партиями. Партия должна состоять из флюса одной марки и оформляться одним документом о качестве, содержащим:
Флюсы принимают партиями. Партия должна состоять из флюса одной марки и оформляться одним документом о качестве, содержащим:
товарный знак или наименование и товарный знак предприятия-изготовителя;
марку флюса;
номер партии;
массу партии;
результаты химического анализа;
дату изготовления;
обозначение настоящего стандарта.
Масса партии должна быть не более 80 т.
4.2. От каждой партии флюса отбирают выборку массой не менее 10 кг, составляемую из точечных проб. Изготовитель проводит отбор точечных проб в процесс упаковки продукции. При упаковке флюса в бумажные мешки отбирают одну точечную пробу от каждого десятого мешка; при упаковке в контейнеры — от каждого контейнера не менее четырех точечных проб, причем следует брать усредненные пробы при засыпке флюса в контейнер, пересекая полностью поток; при подаче флюса в бункер на движущихся средствах отбирают не менее четырех точечных проб за 1 ч. Масса точечной пробы от 0,05 до 0,30 кг.
Масса точечной пробы от 0,05 до 0,30 кг.
4.1, 4.2. (Измененная редакция, Изм. N 1).
4.3. При получении неудовлетворительных результатов по одному из показателей по этому показателю проводят повторные испытания на удвоенной выборке, взятой от той же партии. Результаты повторных испытаний являются окончательными.
5. МЕТОДЫ ИСПЫТАНИЙ
5.1. Отбор проб
Отобранную выборку тщательно перемешивают, после чего доводят квартованием до массы не менее 2,5 кг, из которых после перемешивания отбирают 0,5 кг для определения химического состава и влажности. Оставшийся флюс квартуют, получая четыре порции — каждая массой не менее 0,5 кг, из которых две порции отбирают для двух параллельных определений насыпной плотности, третью порцию делят пополам, получая две порции по 250 г для определения гранулометрического состава, и от последней порции после квартования отбирают две навески по 100 г для контроля однородности.
5.2. Химический состав флюсов определяют по ГОСТ 22974.0 — ГОСТ 22974.13.
Допускается применение других методов анализа, если их метрологические характеристики не уступают характеристикам методов, включенных в вышеуказанные стандарты.
При возникновении разногласий в оценке качества флюса испытания проводят по ГОСТ 22974.0 — ГОСТ 22974.13.
5.1, 5.2. (Измененная редакция, Изм. N 1).
5.3. Гранулометрический состав флюсов определяют рассевом навески на приборе марки 029М, изготовленном по нормативно-технической документации, через соответствующие два сита диаметром 200 мм в течение (60±5) с и последующим взвешиванием остатка на крупном сите и просева под мелким ситом с погрешностью не более 0,1%. Относительное количество зерен (), не соответствующих по размеру требованиям табл.3, в процентах вычисляют по формуле
где — масса остатка на крупном сите или просева под мелким ситом, г;
— общая масса навески, г.
Для определения гранулометрического состава флюсов должны применяться сита с сеткам N 025, 0355 по ГОСТ 6613, N 1,6; 2,5 по ГОСТ 3826 или ГОСТ 6613 N 2,8; 4,0 по ГОСТ 3826.
(Измененная редакция, Изм. N 1, 2).
5.4. Однородность строения и цвет флюса контролируется визуальным осмотром навески при увеличении не менее чем в 2,5 раза. Частицы другого цвета, а также инородные частицы отбираются и взвешиваются. Результаты взвешивания выражают в процентах от массы навески.
5.5. Насыпную плотность флюса определяют наполнением мерного стеклянного цилиндра вместимостью 250 или 500 см, изготовленного по ГОСТ 1770 или другой нормативно-технической документации.
Наполнение цилиндра флюсом производится без уплотнения из химического стакана с носиком с высоты не более 2 см над верхней кромкой цилиндра. Флюс взвешивают с погрешностью до 1 г. Насыпную плотность (), г/см, вычисляют по формуле
где — масса флюса, заполнившего цилиндр, г;
— объем цилиндра, см.
5.6. Для определения влажности флюса навеску массой (100±5) г помещают в предварительно высушенную чашку и выдерживают при температуре (300±10) °С в сушильном шкафу (60±5) мин. После охлаждения в эксикаторе в течение (40±5) мин пробу взвешивают. Влажность флюса () в процентах вычисляют по формуле
где — исходная масса навески, г;
— конечная масса навески, г.
За окончательный результат анализа принимают среднее арифметическое результатов двух параллельных измерений, расхождение между которыми не должно превышать при влажности:
от 0,02 до 0,04 — 0,005 %;
св. 0,04 до 0,08 — 0,007 %;
св. 0,08 до 0,20 — 0,010%.
5.4-5.6. (Измененная редакция, Изм. N 1).
6. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
6.1. На каждый мешок или контейнер крепят ярлык или наносят маркировку водостойкой краской, на которых указывают:
товарный знак или наименование и товарный знак предприятия-изготовителя;
марку флюса;
массу нетто;
номер партии;
обозначение настоящего стандарта;
манипуляционный знак «Беречь от влаги».
6.2. Транспортная маркировка — по ГОСТ 14192 с нанесением основных, дополнительных, информационных надписей и манипуляционного знака «Беречь от влаги», выполняемых водостойкой краской на ярлыке, надежно прикрепленном у двери с внутренней стороны вагона при повагонной отгрузке. При отгрузке флюса в транспортной таре каждое грузовое место должно иметь транспортную маркировку.
6.3. Флюс должен быть упакован в бумажные мешки по ГОСТ 2226*. Масса нетто одного мешка от 20 до 50 кг. Взвешивание должно проводиться с погрешностью не более 1% от массы мешка.
________________
* На территории Российской Федерации документ не действует. Действует ГОСТ 2226-2013, здесь и далее по тексту. — Примечание изготовителя базы данных.
По согласованию изготовителя с потребителем допускается упаковывание флюсов в специализированные контейнеры, изготовленные по нормативно-технической документации, обеспечивающие сохранность флюса и его качество при транспортировании.
Флюсы, предназначенные для экспорта, упаковывают в соответствии с требованиями заказа-наряда внешнеторгового объединения.
6.4. Флюс должен транспортироваться в крытых транспортных средствах любым видом транспорта в соответствии с правилами перевозки, погрузки и крепления грузов, действующими на соответствующем виде транспорта.
6.5. Упаковка, транспортирование и хранение флюсов, отправляемых в районы Крайнего Севера или приравненные к ним, — по ГОСТ 15846* группа 146 — флюсы сварочные плавленые.
________________
* На территории Российской Федерации документ не действует. Действует ГОСТ 15846-2002. — Примечание изготовителя базы данных.
Допускается упаковывание флюсов в бумажные мешки по ГОСТ 2226 с полиэтиленовым вкладышем по ГОСТ 19360.
6.6. Флюс должен храниться в крытых неотапливаемых складских помещениях по группе хранения 3ЖЗ ГОСТ 15150.
Разд.6. (Измененная редакция, Изм. N 1).
7. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
7.1. Изготовитель гарантирует соответствие флюса требованиям настоящего стандарта при соблюдении условий транспортирования, хранения и эксплуатации.
7.2. Гарантийный срок хранения флюсов — 2 года со дня изготовления.
Разд.7. (Введен дополнительно, Изм. N 1).
ПРИЛОЖЕНИЕ 1
Рекомендуемое
Марка флюса | Назначение |
АН-348-А, АН-348-АМ, АН-348-В, АН-348-ВМ, ОСЦ-45, ОСЦ-45М, ОСЦ-45П, ФЦ-9, АН-60, АН-65 | Механизированная сварка и наплавка углеродистых низколегированных сталей углеродистой и низколегированной сварочной проволокой |
АН-8 | Электрошлаковая сварка углеродистых и низколегированных сталей и сварка низколегированных сталей углеродистой и низколегированной сварочной проволокой |
АН-20С, АН-20СМ, АН-20П, АН-15М, АН-18 | Дуговая автоматическая сварка и наплавка высоколегированных и среднелегированных сталей соответствующей сварочной проволокой |
АН-22 | Электрошлаковая сварка и дуговая автоматическая наплавка и сварка низколегированных и среднелегированных сталей соответствующей сварочной проволокой |
АН-26С, АН-26СП, АН-26П | Автоматическая и полуавтоматическая сварка нержавеющих коррозионно-стойких и жаропрочных сталей соответствующей сварочной проволокой |
АН-17М, АН-42, АН-43, АН-47 | Дуговая сварка и наплавка углеродистых низколегированных и среднелегированных сталей повышенной и высокой прочности соответствующей сварочной проволокой |
1. При надлежащем выборе технологии флюсы марок АН-8, АН-20С, АН-20СМ, АН-20П, АН-22, АН-26С, АН-26П, АН-15М, АН-17М, АН-18, АН-42, АН-43, АН-47, АН-65 могут применяться для сварки и наплавки иных типов стали в сочетании с соответствующими присадочными материалами.
При надлежащем выборе технологии флюсы марок АН-8, АН-20С, АН-20СМ, АН-20П, АН-22, АН-26С, АН-26П, АН-15М, АН-17М, АН-18, АН-42, АН-43, АН-47, АН-65 могут применяться для сварки и наплавки иных типов стали в сочетании с соответствующими присадочными материалами.
2. Стекловидный флюс с размером зерен не более 2,5 или 3,0 мм и пемзовидный флюс с размером зерен не более 4,0 мм предназначены для автоматической сварки проволокой диаметром не менее 3,0 мм.
3. Стекловидный флюс с размером зерен не более 1,6 мм предназначен для автоматической и полуавтоматической сварки проволокой диаметром не более 3,0 мм.
ПРИЛОЖЕНИЕ 2
Справочное
При влажности, превышающей допустимую, флюсы перед употреблением подвергают повторной термообработке согласно рекомендуемому режиму, приведенному в таблице.
Марка флюса | Рекомендуемый режим сушки | |
| Температура, °С | Время, ч, не более |
АН-348-А, АН-348-АМ, АН-348-В, АН-348-ВМ, ОСЦ-45, ОСЦ-45М | 300-400 | 1 |
ОСЦ-45П, АН-8, АН-17М, АН-18, АН-20С, АН-20СМ, АН-20П, АН-22, АН-26С, АН-42, АН-43, АН-47, АН-60, АН-65, ФЦ-9 | 400-450 | 2 |
АН-26П, АН-26СП | 500-600 | |
АН-15М | 650-800 | 1 |
Примечание. Допускается применение иных режимов сушки, обеспечивающих требуемую влажность и стабильность цвета зерен флюса.
Допускается применение иных режимов сушки, обеспечивающих требуемую влажность и стабильность цвета зерен флюса.
ПРИЛОЖЕНИЯ 1, 2. (Измененная редакция, Изм. N 1, 2).
ГОСТ на профлист как ориентир качества изделия для потребителя
ГОСТ на профлист: основные положения, требования и нормативы профилированных листов.
Широта применения материала и его распространенность обуславливает необходимость создания единых норм, которые будут регламентировать все нюансы. Сводом таких норм для профлиста является ГОСТ 24045—94.
Практически каждый строительный материал, который широко распространен на территории государства, имеет установленные нормативы касательно своих параметров. Это делается не только для обеспечения универсальности технических условий выпуска материала для всех производителей, но и для того, чтобы потенциальные покупатели могли руководствоваться общими правилами и определять, какой материал подходит под общепринятые стандарты. Одним из важных документов является ГОСТ на профлист, который мы рассмотрим в данной статье.
Одним из важных документов является ГОСТ на профлист, который мы рассмотрим в данной статье.
Что это за документ?
ГОСТ на профилированные листы, или ГОСТ 24045—94 «Профили листовые гнутые с трапециевидной гофрой для строительства» — это свод общих правил и требований, которые ставятся перед производителями при выпуске такой прокатной продукции, как профлисты. Документ является действительным с 1 сентября 1995 года и остается неизменным. В течение всего времени действия в него вносились поправки с учетом используемых технологий, однако нормативная база осталась прежней.
Данный стандарт распространяется на профилированные листы, которые выпускаются на профилегибочных станках и используются в строительстве. В свою очередь, ГОСТ 24045—94 базируется на других нормативных документах, которые определяют существенные условия и требования для производства, маркировки, хранения и транспортировки материала. На сегодняшний день в документе закреплено 19 технических регламентов, на основании которых нормы ГОСТа для профлистов являются обязательными к исполнению.
Какие существуют профилированные листы?
Раздел 3 указанного документа устанавливает виды и типы профилированных листов. Соответственно, все материалы классифицируются по наличию/отсутствию декоративно-защитного покрытия, своему назначению и материалу, который используется для производства готового гофролиста.
- По назначению выделяют три вида профилированных листов со следующими обозначениями: С — стеновые, НС — универсальные (используется для настила покрытий и создания стеновых ограждений), Н — для кровельных работ
- По используемому в основании материалу подразделяют четыре вида профилированных листов. Может использоваться или тонколистовой оцинкованный прокат, или тонколистовой прокат с алюмоцинковым покрытием, или прокат с алюмокремниевым покрытием, или тонколистовой прокат с электролитическим оцинкованным покрытием
- Также выделяют профилированные листы, в которых используется лакокрасочное декоративно-защитное покрытие, и которые выпускаются без такового
Какими должны быть стандартные размеры профлистов?
Необходимо отметить, что все профилированные листы подразделяются на множество видов, в зависимости от величины волны (гофры), используемой маркировки и других параметров. При этом размеры листа варьируются в зависимости от его вида. Рассмотрим наиболее важные требования, которые ставятся к гофролистам различных видов.
При этом размеры листа варьируются в зависимости от его вида. Рассмотрим наиболее важные требования, которые ставятся к гофролистам различных видов.
Длина профлистов
Выделена в отдельную категорию ГОСТа. Указываются следующие параметры:
- Для листов типа Н или НС мерная длина должна быть в пределах 3—12 метров, а кратная длина — не более 250 мм.
- Для листов типа НС и С мерная длина должна составлять 2.4—12 метров, а кратный показатель — не более 300 мм.
ГОСТом допускается отклонение от нормативов и выпуск профилированных листов любой длины по предварительному согласованию производителя и конечного потребителя.
Параметры профлистов типа Н
- Длина. Допускаются произвольные размеры, в зависимости от пожеланий заказчика или технических условий выпуска продукции производителем
- Высота волны. Данный параметр зависит от марки листа и может быть в пределах 57—114 мм.
- Установленная ширина одного профилированного листа находится в пределах 600—845 мм. Наибольшую ширину имеют листы с маркировкой Н60, наименьшая ширина у листов Н114.
- Толщина изделия. Профилированные листы могут иметь толщину 0.6—1.0 мм. Следует отметить, что толщина в 1 мм устанавливается только для листов с маркировкой Н114 и шириной 600 или 750 мм. Минимальная толщина — у листов с маркировкой Н57.
- Вес профилированных листов зависит от всех вышеперечисленных параметров. ГОСТом установлено, что 1 квадратный метр листов Н может иметь вес от 7.5 до 17.2 килограмм. Важно знать, как рассчитать вес профнастила, чтобы определить необходимое количество профлиста для конкретных целей строительства.
 Наибольшую ширину имеют листы с маркировкой Н60, наименьшая ширина у листов Н114.
Наибольшую ширину имеют листы с маркировкой Н60, наименьшая ширина у листов Н114.Параметры профлистов типа НС
В ГОСТе 24045—94 установлены следующие параметры для профлистов НС35 и НС44:
- Длина. Произвольная, как и в предыдущем случае
- Высота волны. Для данной марки установлены размеры гофры 35 и 44 мм.
- Ширина профилированного листа в обоих случаях одинаковая и составляет 1000 мм.
- Толщина изделий находится в пределах 0. 6—0.8 мм, причем наибольший размер доступен только для одного типоразмера НС35 и НС44
- Вес профилированных листов варьируется в пределах 6.4—9.4 кг, наибольший вес — у одного типоразмера гофролиста НС44
 6—0.8 мм, причем наибольший размер доступен только для одного типоразмера НС35 и НС44
6—0.8 мм, причем наибольший размер доступен только для одного типоразмера НС35 и НС44Параметры профлистов типа С
В ГОСТе указаны четыре основных вида данной марки — С10, С15, С18 и С21. Они имеют следующие параметры:
- Длина. Произвольная величина, как и в двух предыдущих случаях
- Высота волны для всех типоразмеров марки колеблется в пределах 10—21 мм.
- Ширина профилированных листов находится в диапазоне 800—1000 мм.
- Установленная толщина изделий — 0.4—1.0 мм.
- Вес квадратного метра гофролиста варьируется в пределах 4.4—10.3 кг.
Какого бы типа и размера ни был профлист, всегда при монтаже возникает необходимость его отрезать. Вопрос, чем резать профнастил, чтобы было аккуратно и быстро, является актуальным для многих строителей.
Если Вы решили произвести монтаж профнастила своими руками, то здесь можно ознакомиться с порядком работ.
Можно сделать вывод: существует большое разнообразие типоразмеров профилированных листов, которые в зависимости от параметров имеют разные характеристики. Выбор конкретного материала зависит от типа строительных работ.
Видео технологии производства профнастила
Видео принципиальной схемы изготовления профлиста.
Видео работы линии по производству кровельного профнастила С18 в соответствии с ГОСТ 24045—94.
(PDF) Снижение остаточных сварочных напряжений в перегородке активной зоны ядерного реактора ВВЭР-1000
100
5. ЗАКЛЮЧЕНИЕ
Таким образом, для обоснования продления ресурса сварного ПВИ ядерного реактора ВВЭР-1000 требуется
информации о НДС, в том числе RWS, и их перераспределение при последующей эксплуатации в условиях интенсивного облучения
.
Показано, что история RWS не оказывает значительного влияния на радиационное распухание сварных швов основной перегородки
.RWS уменьшаются в процессе эксплуатации из-за радиационной ползучести. Количественное соотношение
(5) получено для релаксации РВС в перегородке активной зоны ВВЭР-1000 при эксплуатации
.
6. ЛИТЕРАТУРА
1. Влияние облучения на эволюцию микроструктуры, свойств и остаточных напряжений
в зоне термического влияния сварных швов нержавеющей стали. ИНТЕРВЕЛД Проект: FIKS-CT-2000-00103.
2. Махненко О., Великкоиваненко Э., И.Мирзов. Перераспределение остаточных сварочных напряжений
в колонке ВВЭР-1000 в процессе эксплуатации. Автоматическая сварка (журнал The Paton Welding
). — 2014. — №11. — С. 1–7.
3. Электрошлаковая сварка и наплавка / Б.Патон. — М .: Машиностроение, 1980. — 511 с.
.
4. Основные положения по сварке и наплавке деталей и конструкций атомных
энергетических установок, перспективных и исследовательских ядерных реакторов и установок. — М .: Металлургия,
— М .: Металлургия,
1975. — 136 с.
5. Лычко И., Сущук-Слюсаренко И., Ющенко К. Особенности ЭШС толстых обширных стыков
из стали марки 18-8. Автоматическая сварка, №9, 1999, —
с. 61–65.
6. ГОСТ 30482-97. Межгосударственный стандарт. Электрошлаковая сварка. Требования к технологическому процессу
. Издательство стандартов, 2001.
7.А. Сорокин, Б. Марголин, И. Курсевич и др. Влияние облучения на механические
свойства материалов внутренних устройств ВВЭР. Вопросы материаловедения. — 2011. — №2 (66), с. 131–151, Санкт-Петербург.
8. Анализ влияния остаточных сварочных напряжений на распухание и напряженное состояние перегородки активной зоны ВВЭР-
1000 в процессе эксплуатации / О.А. Махненко, И.Мирзов, В.Порохонько. // Известия ТулГУ.
Технические науки. — 2015. — Выпуск 6, Т. 2. — С. 187–200.
9. Марголин Б.З., Мурашова А.И., Неустроев В.С. Анализ влияния вида напряженного состояния
на радиационное распухание и радиационную ползучесть аустенитных сталей. Сопротивление материалов, (2012)
Сопротивление материалов, (2012)
44: 227. DOI: 10.1007 / s11223-012-9376-3.
10. Марголин Б.З., Мурашова А.И., Неустроев В.С. Анализ влияния вида напряженного состояния
на радиационное распухание и радиационную ползучесть аустенитных сталей.Вопросы материаловедения
, №4 (68), 2011, — С. 124–139, Санкт-Петербург.
11. В. Пиштора, С. Вандлик, Д. Лауэрова, И. Андел. Дополнительные работы по оценке технического состояния
элементов реактора энергоблока №1 Южно-Украинской АЭС (этап №6) Оценка распухания перегородки
. // Отчет НИРИ Рез, 2011, 81 с.
12. Б. Марголин, В. Федорова, А. Сорокин и др. al. «Механизмы деградации материалов
под нейтронным облучением для внутренних устройств ВВЭР и методы оценки структурной целостности
» — Международная конференция «Структурная целостность и ресурс оборудования АЭС», 1-5
октября 2012 г., Киев, Украина.
Definición gumi | Diccionario inglés
gumtree
n
1 любое из различных деревьев, дающих жевательную резинку, например эвкалипт, сладкая камедь и кислая камедь, (иногда сокращается до) камедь
2 (также называется) камедь древесина эвкалипта
Неформально в очень неудобном положении; в затруднении
акароидная камедь , смола
n красная спирторастворимая смола, выделяющаяся из различных видов трав деревьев, в частности. Xanthorrhoea hastilis используется в лаках, для покрытия бумаги и т. Д. (Также называется) акроидная камедь
Xanthorrhoea hastilis используется в лаках, для покрытия бумаги и т. Д. (Также называется) акроидная камедь
(акароид C19, неясного происхождения (очевидно, не связанный с акаром))
синяя резинка
n
1 высокое быстрорастущее широко культивируемое австралийское миртовое дерево Eucalyptus globulus с ароматными листьями, содержащими лекарственное масло, корой, которая отслаивается в клочьях, и твердой древесиной.Молодые листья голубоватые
2 любое из нескольких других эвкалиптовых деревьев (см. Также) → резинка красная → 1
жевательная резинка
n
1 вид жевательной резинки, из которой можно надувать большие пузыри
глупая коммерческая поп-музыка, нацеленная на очень молодых
b (как модификатор)
хит для жевательной резинки
жевательная резинка
n препарат для жевания, обычно сделанный из ароматизированного и подслащенного чикла или таких заменителей, как поливинилацетат
Cow Gum
n Товарный знак бесцветный клей на основе раствора натурального каучука
затопленная камедь
n любое из различных эвкалиптов Австралии, особенно. Eucalyptus saligna (сиднейская синяя камедь), произрастающая во влажной почве
Eucalyptus saligna (сиднейская синяя камедь), произрастающая во влажной почве
ghost gum
n (Austral) эвкалиптовое дерево с белым стволом и ветвями
камедь [ 1 ]
n
1 любое из различных липких веществ, выделяемых некоторыми растениями, затвердевающих на воздухе и растворяющихся или образующих вязкие массы в воде
2 любой из различных продуктов, например клеи, изготовленные из таких экссудатов
3 любое липкое вещество, используемое в качестве клея; слизь; клей
4 (Н.З.) укороченный для → каури камедь
5 См. Жевательную резинку, жевательную резинку и жевательную резинку
6 (Chiefly Brit) мармелад
vb , жевательная резинка, мармелад
7 покрывать или покрывать, забивать или придавать жесткость резине или как бы ею
8 tr для склеивания или на месте резинки
9 intr для выделения или образования жевательной резинки (см. Также) →
gum up
Также) →
gum up
(C14: от старофранцузского gomme, от латинского gummi, от греческого kommi, от египетского kemai)
♦ безгл. прил.
♦ мармелад прил
десна [ 2 ]
n мясистая ткань, покрывающая челюстные кости вокруг оснований зубов (техническое название) десна Связанные настройки →
десна
(древнеанглийский goma jaw; родственник древнескандинавского gomr, средневерхненемецкого gume, литовского gomuris)
камедь [ 3 ]
n используется в мягкой присяге жевательной резинкой!
(C19: эвфемизм для Бога)
резинка соответствует
n другое название для →
акароидная камедь
камедь аммиачная
n другое название для →
аммиак 2
гуммиарабик
n гуммиарабик, выделяемый некоторыми деревьями акации, особенноАкация сенегальная: используется при производстве чернил, пищевых загустителей, пилюль, эмульгаторов и т. Д. (Также называется) акация, камедь акации
Д. (Также называется) акация, камедь акации
камедь бензоин
n другое название для →
бензоин
копатель жевательной резинки
n (Н.З.) Человек, который выкапывает окаменелую камедь каури на поле жевательной резинки
Копье камедора
n (Н.Z.) длинный стальной зонд, используемый землекопами, добывающими камедь каури
резинка резинка
n другое название для →
резина 1 →
1
gum elemi
n другое название для →
элеми
поле жевательной резинки
n (N.Z.) участок земли, содержащий захороненную окаменелую камедь каури
резиновый орех
n (Austral) контейнер для затвердевших семян камедного дерева Eucalyptus gummifera
камедь , камеди
n любое из нескольких американских желтоцветковых растений рода Grindelia, особенно. G. robusta с липкими цветочными головками: семейство сложноцветных (композиты)
G. robusta с липкими цветочными головками: семейство сложноцветных (композиты)
смола смола
n смесь смолы и смолы, полученной из различных растений и деревьев
См. Также →
бделлий →
gamboge
резинка вверх
vb tr, adv
1 для покрытия, промокания или придания жесткости резине
2 Неформальный, чтобы запутать; халтура (часто во фразе подделывать работы)
Камедь каури
n твердая смола из дерева каури, обычно обнаруживаемая в виде окаменелостей в почве, где когда-то росло вымершее дерево: используется в основном для изготовления лаков
красная резинка
n
1 любое из нескольких австралийских миртовых деревьев рода Eucalyptus, особенно.E. camaldulensis с красноватой древесиной
См. Также →
резинка синяя
2 твердая красная древесина этого дерева, используемая для изготовления железнодорожных шпал, столбов и т. Д.
Д.
3 другое название для → жевательная резинка
резиновая резинка
n любой вид рода Eucalyptus с гладкой белой корой, размеченной случайными узорами, созданными насекомыми-сверлящими деревом
Снежная резинка
n другое название для →
sallee
(назван так, потому что растет на большой высоте)
кислая камедь
n кукурузное дерево, Nyssa sylvatica, восточной части U.S., имеющий глянцевые листья, мягкую древесину и кислые пурпурные плоды, (также называемый) черная резинка, перец См. Также →
tupelo
Сравнить →
жевательная резинка
спиртовая камедь
n клей, изготовленный из камеди, растворенной в эфире, используемый для наклеивания накладной бороды и т. Д. На лицо
камедь с пятнами
n
1 австралийское эвкалиптовое дерево, Eucalyptus maculata
2 древесина этого дерева, используемая в судостроении, шпалах и т. Д.
Д.
сахарная камедь
n (Austral) небольшое эвкалиптовое дерево Eucalyptus cladocalyx с гладкой корой и бочкообразными плодами, выращенное для производства древесины и украшений. У него сладкие на вкус листья, которые часто съедает домашний скот.
сладкая жевательная резинка
n
1 Североамериканское дерево ликвидамбар, Liquidambar styraciflua, с колючими шаровидными гроздьями и ароматным соком: из дерева (так называемого атласного ореха) делают мебель.
Сравнить →
кислая резинка
2 сок этого дерева, (также называемый) резинка красная
водная камедь
n
1 любое из нескольких деревьев жевательной резинки, особенно.Nyssa biflora (или tupelo) из болотистых местностей Северной Америки: семейство Nyssaceae
2 любое из нескольких австралийских миртовых деревьев, особенно. Тристания лаурина, болотистая местность
Тристания лаурина, болотистая местность
белая камедь
n любое из различных австралийских эвкалиптов с белесой корой
Kako dresirati zmaja (serija romana)
Kako izdresirati zmaja je serija od dvanaest dječji knjige, napisao britanski autor Cressida Cowell.Knjige su smještene u izmišljenu Viking svijetu i usredotočite se na iskustva glavnog junaka Hiccupa dok svladava velike prepreke na svom putu Postati herojem, teškim putem. Knjige je objavio Dječje knjige Hodder u Velikoj Britaniji i po Little, Brown и društvo u SAD-u. Prva knjiga objavljena je 2003., a после 2015. Do 2015. serija je prodana u više od sedam milijuna primjeraka širom svijeta. [1]
Knjige su naknadno rađene u franšiza koji se sastoji od tri istoimena filma, nekoliko kratkih priča i an animirana televizijska serija sve proizveo DreamWorks animacija.
Knjige
Cowell je objavio dvanaest punih romana, koji se temelje na pustolovinama mladog Vikinga zvanog Hiccup Horrendous Haddock The Third. Prva knjiga objavljena je 2003., a zadnja knjiga objavljena 2015. Sve knjige imaju naslove temeljene na vodiču s uputama.
Prva knjiga objavljena je 2003., a zadnja knjiga objavljena 2015. Sve knjige imaju naslove temeljene na vodiču s uputama.
Povezane knjige
- Как тренировать свог Викинга , «Зубасти змай» (2006г.)
- Дэн Дредер- (2012)
- Nepotpuna knjiga o Zmajevi: Vodič za zmajeve vrste (2014, UK) / Kompletna knjiga o zmajevima: Vodič za zmajeve vrste (2014, NAS)
Povezana slikov
- Место: Viking koji je bio morski bolesnik (2000, UK) / Место: Pomorski viking (2000, NAS), objavljen na zvuku pod naslovom Pojavljen na zvuku pod naslovane Pojavljen na zvuku pod naslovane Kako biti vikinška 909
Dreamworks — это такой объект, 6 книг, читающий книгу на кино; ovo nije napisala Cressida Cowell.Они су:
- Kako pokrenuti zmajsku akademiju
- Какое бы то ни было свог змая
- Какое-нибудь три звезды
- Kako pratiti zmaja
- Как охранить свог змая
- Како изградити тврđаву змая [2]
Cowell je objavio dopunske izdvojene priče u sklopu serije: Dan Dreader-a je kratka pričena smaja год назад года назад [3] objavljen je u sklopu Svjetski dan knjige 2006.
, а за njega se tvrdi da ga je napisao zmaj Беззубик, превео Коуэлла. Оба су ова наслова объявлена у САД-у као ди свибня 2014 Како дресирати свог змая посебно изданье: с потпуно новим кратким причама! [4] броширано изданье везаных фильмов. Slikovnica, Štucanje morskog vikinga objavljena 2000. godine, ne smatra se dijelom serije unatoč tome što sadrži isti lik Hiccupa. Ilustrativni vodič za svijet zmajeva, naslovljen Nepotpuna knjiga o zmajevima , objavljen je u lipnju 2014.(u SAD-u je naslovljen Kompletna knjiga o zmajevima ). [5] [6] [7] Cowell citira škotskog Unutarnji Hebridi otoci i priče o Skandinavska Škotska kao inspiracije za knjigu. [8] [9]
Ликови и улога гласа
Pregled
Показатели (индикаторы) пописа
- Tamno siva ćelija ukazuje na to da lik nije bio u posjedu ili da još uvijek nije najavljena prisutnost lika u posjedu.
- A Glavni označava da je lik imao glavnu ulogu u svojstvu.
- A Podrška označava da se lik pojavio dva или više puta unutar svojstva.
- A Gost означава знак коди сэдном появио у свойству.
Главни
- Иккинг Ужасная пикша Тречи (u knjigama 1–12) главни е джунак кнджига. Svi su ga smatrali beskorisnim i slabim, uključujući i vlastitog oca. Nisu razumjeli njegov intelektualni sjaj.Neobičan je za Vikinga ne samo fizički, vrlo mršav sa svijetlocrvenom kosom, već i intelektualno, kao što misli prije nego što se ponaša i neobično je pametan. On je jedan od jedinih ljudi koji su ikad razumjeli i mogli govoriti Dragonese , jezik zmajeva. Hiccup je također bio vrlo dobar borac mačeva (jedinstven po tome što je bio ljevak) и najbolji Vikinški junak koji je Ikad živio. Inteligentan i tih momak, nasilnici su ga najviše izabrali, ali pokazuje im da je sposoban vođa.
- Bez zuba (u knjigama 1–12) je Hiccupov lovački zmaj koji se pojavljuje u svi knjige priča. Čini se da je zeleni zajednički or vrtni zmaj, iako Fishlegs šire lažnu priču da je gotovo izumrli, opakiji rođak pasmine Monstruozna noćna mora zvana Sanjarenje bez zuba a mojdežvé On je jedna od kraljevih izgubljenih stvari. U 11. knjizi otkriva se da je on mladi Seadragonus Giganticus Maximus.
- Riblje noge (u knjigama 1–12) je Hiccupov najbolji prijatelj i sporednilike u brojnim knjigama koji jealergičan na gmazove.Ima škilj, astmu, njegov je kućni ljubimac jedini Vegetarijanski zmaj na planeti, a na njega se gleda kao na wimpa, ali pokazao se prilično lukavim kad to treba. Također voli poeziju i želi biti bard u kasnijim knjigama. On nie Huligan po krvi, već siroče koje se kao beba ispralo na Berkove obale, a roditeljstvo mu je bilo tajna dok mu identityiteti njegove majke i oca nisu otkriveni u desetoj, oneosno dvanaestoj knjizi. На краю после того, как принесли пользу властям не-имена и поста бард.
- Camicazi (u knjigama 3–12) brbljav je, žestok i namjerno zbunjući mačevalac из племена женских ратниц познать као провальник бога, коджи йе спортни лик у бройним кнйигама. Vrlo je vješta u bijegovima i provalama. Izuzetno je ponosna što je pripadnica svog plemena, a ujedno je i nasljednica plemena. Na neki način, ona je komplementarna s štucanjem, jer, budući da ne razmišlja dobro pažljivo o situaciji, već samo uleti bez razmišljanja, pa je on povuče natrag, a da on povuče natrag, a ona ga zauzevrajjt mujer.
- Stoick Ogroman (u knjigama 1–12) je Hiccupov otac i voa Dlakavih huligana, njihovog plemena. Za razliku od sina, nevjerojatno je snažan i mišićav, ali prilično neinteligentan.Međutim, u knjizi je izvorno prikazan kao visok i mršav Štucanje: Pomorski viking . Posjedovao je два zmaja, Newtsbreath и Hookfang. Hookfang se spominje samo u prvoj knjizi, Newtsbreath se после того положить pojavljuje у другой knjizi. Kaže se da Stoick ima još jednog zmaja zvanog Bullheart koji se pojavljuje isključivo u devetoj knjizi.
- Snotface Snotlout (u knjigama 1-11), Hiccupov je toliko prezreni rođak. На мальтретира и шефуе остале око себе, посебно Рыбьеног и Иккинг Кодзима се обрача као «Иккинг Бескорисни и ньегов промашай приятеля». Врхунска е класа у «Башибаллу», «Продвинутый Рудеры» и «Свему осталом». Njegov je zmaj briljantna grimizna čudovišna noćna mora po imenu Vatrena glista, koja bi zbog svoje pasmine tehnički trebala pripadati Hiccupu (Као Поглавников грех) према древнем викиншком законе. Ubija se u napadu na kraju 11. knjige u pokušaju da pomogne Hiccupu da postane kralj divljeg zapada. Kasnije, Hiccup šutke oprašta Snotloutu zbog godina suparništva među njima. Nakon štucanja obavijestivši Vikinze o svojoj žrtvi, Vikinzi ga posthumno časte kao heroja.
- Valhallarama (u knjigama 1, 5, 10-12) je Hiccupova majka. Появляется се у само неколико книга, это всегда я и квестингу. Jednom je voljela Humungho Hotshot the Hero я поклонила му огрлику од рубинастог срча (за койю это испоставля да е жедна од изгубленых стран краля). Pojavljuje se u Knjizi 10 kako bi pomogla Hiccupu da postane kralj divljeg zapada.
- Gobber The Belch (u knjigama 1-12) Viking je zadužen za program inicijacije Vikinga (kasnije u Programu obuke gusara), au knjizi 5 opisan je kao «luđak koji drži sjekiru od šije uça poli nsta Коджим стэ се свадали «. Na početku prvih nekoliko knjiga drži lekcije u ekstremnim situacijama, poput oluje u knjizi 2. U kasnijim je knjigama isuzetno odan član Tvrtka Dragonmark (sljedbenici Hiccupa koji ćjadal postatig koji ćjadal postatig.
Викинзи
- Psi dišu Duhbrain (u knjigama 1-10) je Snotloutov prijatelj i pomoćni nasilnik. Obično ga viđaju prema naredbama Snotlouta, obično teškim i zamornim poslovima. Nije baš inteligentan i ne govori puno. Njegov zmaj je Gronckle po imenu Seaslug.
- Mogadon Mesoglava (u knjigama 1, 2, 5, 9, 10 i 12) je poglavar plemena Meathead, bliski susjedi Dlakavih huligana. Čovjek s lažnom nogom i okom na oku, dijeli ponekad zlobno rivalstvo sa Stoickom.
- Thuggory Meathead (u knjigama 1, 9-12) je Mogadonov sin i vrlo je sločan Snotloutu. Iako je krupan, mišićav, cijenjen i ima ogromnog srebrnog zmaja Monstruozne noćne more zvanog Ubojica, zalaže se za Štucanje i surauje s njim u prvoj knjizi. Kasnije, u Knjizi 10, postaje prvi član Hiccupove tvrtke Dragonmark (исключаю Валгаллараму коджа ю основала).
- Alvin izdajnik (u knjigama 2-3, 5, 8-12) je Hiccupov glavni neprijatelj i suparnik da postane kralj divljeg zapada. Nekad je bio poglavica izopćenog plemena u knjizi 2, a opet u knjigama 9–12. Главный антагонист у knjigama 2–3, 5, a pridružila mu se i Vještica Excellinor (njegova majka) у knjigama 8–12. Iako je fantastičan borac s mačevima, često gubi dijelove tijela poput sve kose, ruke, stopala, nosa i oka (kao rezultat susreta s štucanjem). Također je otac Fishlegovih od strane Termaganta.Potražuju ga Zmajevi čuvari.
- Norbert Nutjob (u knjigama 4, 7, 12) je poglavica histeričnog plemena i other Hiccupov glavni neprijatelj. Norbertov otac, Bigjob, jednom je otišao u Ameriku i dohvatio je krumpir, ali stucavica ga je uzela da izliječi Riblje noge od Vorpentitisa. Kao što mu ime govori, on je lud и koristi svoju divovsku sjekiru — jednu zlatnu i jednu crnu stranu — da odluči o svemu. Pojavljuje se u posljednjoj knjizi prerušen u Lutalicu, njegovo preživljavanje nikada nije objašnjeno.
- Humung Hotshot Junak (u knjigama 5, 8, 12) биологические зароблины на отоку Lava-Louts 15 лет. Izašao je u potragu za pronalaženjem vatrenog kamena za djeda Hiccupa, Starog naboranog, kako bi se mogao oženiti Hiccupovom majkom Valhallarama. Nije uspio, a nakon što se Valhallarama uda za Stoicka Prostranog, na kraju se oženi Tantrum O’UGerly, kćerkom UG Uglithuga u knjizi 8.
- Берта с великим boobijima (u knjigama 3–8, 11) voa je provalnika boga i majka Camicazija.Kao što joj ime govori, ona ima vrlo velike grudi i spominje se da su «ove grudi već prije ubijale i ubit će ponovno».
- Madguts Ubojica (u knjigama 5-7, 9) je poglavar ubojitog plemena. Zlobni, zastrašujući, gadno smrdljiv čovjek prekriven tetovažama lubanje и s «Mržnjom» на zglobovima ruku, smatra se jednim od najstrašnijih ljudi na Barbarskom arhipelagu. Također nikada ne govori (premda je u petoj knjizi razgovarao s Mogadonom Mesoglavom). Ima prikrivenog zmaja koji mu je ukrala Bertha i namjerava je ubiti, a kasnije pokušava legalno ubiti Stoicka i Berthu u sedmoj knjizi. Оба пута га заустави Иккинг. Camicazi ga navodno redovito grabi.
- Excellinor (u knjigama 8–12) je Alvinova majčina vještica. Она же чисто зло и жели Hikupov mač. Kaže se da se nikada nije dobro brinula za Alvina Izdajnika i da ga nikada nije ni voljela. Двадесет година био я затворен у стабло дрвета од страны УГ Углитуг. Njezino ime bilo je nepoznato do devete knjige. Ona je uzročnik Alvinovih bradavica i njima je pokrivena. Kao špijune za nju koristi vampirske špiragone.Na kraju posljednje knjige pada u duboku rupu u zemlji i ondje vjerojatno umire.
- Stari naborani (u knjigama 1–5, 7–9, 11, 12), otac je Valhallarame i djed Hiccupa. Old Wrinkly je proricatelj i liječnik plemena Dlakavi huligani i jedini pouzdani mislilac plemena. Između početka 9. knjige i kraja 11. knjige, nije poznato što je od njega došlo. Появляется се у дванаестой и последней кнзизи.
Змаеви
- Horrorcow (u knjigama 1–3, 5, 7, 9, 12) je Fishlegov lovni zmaj osnovne smeđe vrste. Названа е «Ужас» због ефекта и «Крава» йер ние опасна и пуно спава. Fishlegs sumnja da je Vegetarijanka. Tri je puta veća od Toothlessa i njegov je najbolji prijatelj zmaj. Вечерние серии проводов држечи, что престрашено за главу Fishlegs. Kad se tijekom Knjige 9 spusti s glave Fishlega, više se ne spominje do kraja posljednje knjige, objašnjavajući da je mrzila nasilje u ratu i tako se skrivala pod zemljom dok sve nije završilo.
- Vatrena glista (u knjigama 1–3, 5, 8-9) je Snotloutov potpuno neskroman i temperamentan zmaj.Ona je crvena Monstruozna noćna mora i neizmjerno ne voli Bezubog, često se podsmjehujući Dragoneseu, potičući ga i napadajući ga. Pridružuje se Pobuni zmajeva u 9. knjizi.
- Olujna muha (u knjigama 6–12,) je Camicazijev zmaj. Stormfly je Zmaj raspoloženja koji joj omogućuje promjenu boje ovisno o njezinu raspoloženju; kad se naljuti, postat će plavo-crna, a kad laže, postaje ljubičasta. Stormfly je neobičan po tome što govori na norveškom, ali ona je, kako je nazivaju Fishlegs, patološki lažljivac što pokazuje kako laže. Bezubi se zaljubi u Stormfly kad je upozna prvi put, a tijekom serije postoji mnogo scena u kojima dva zmaja suptilno koketiraju.
- Windwalker (u knjigama 5, 8-12) | Дэвид Холт]]) estoko je odan Hiccupu, čak i kroz zastrašujuće situacije. Njegova vrsta zmaja ulazi u fazu krizala. Непознано е это им се догана након тога.
- Wodensfang (u knjigama 9–12) drevni je smeđi zmaj, koji živi od vremena kad sam živio Hiccup Hordendous Haddock I.На je mudar zmaj, kojeg Hiccup Treći upoznaje dobivajući Krunu. Sposoban je razumjeti i govoriti (događa se u 11. knjizi) nordijski i pomaže Hiccupu u njegovoj potrazi da zaustavi pobunu. U jedanaestoj knjizi otkriva se da je on isuzetno drevni Seadragonus Giganticus Maximus.
- Strpljenje, nevinost i arogancija (u knjigama 10-12) je trokraki zmaj Smrtonosne sjene. Zna se kamuflirati. On je Zračni zmaj. Bio je jahaći zmaj Termaganta (majke Fishlegs-ove majke) и заклеить себе, что да çe čuvati Fishlegs-a dok je bio dijete i krenuo na more. Нжих су двойное поновно окупление у кнези 10 и на служено поста Фишлегов змай. Три главы имени поединка особенности.
- Žestok (u knjigama 8-12) je Seadragonus Gigantus Maximus koji je započeo i voa je Zmajeve pobune i neprestano pokušava progoniti štucanje. Биография Змаев брат Hiccup Horrendous Haddock The Second, я постоял krvni brat Hiccup Horrendous Haddock III на краю после того, как кнжиге, мало прайс ньегове смрти од отрованог mača Stormblade, koji mu je Alvinula majka.Njegova smrt je ono što finalizira mir između Vikinga i zmajeva.
Obiteljsko stablo huligana
+90 819 90 841 Prethodne generacije
obitelji HULIGANИкать Ужасные пикши Prvi 1. 000 година Huligana
obiteljske generacijeGrimbeard
Грозно [n 1]Chinhilda [n 2] Majka Grimler 9018 9 9177
Otac Grimler 91 0 Thugheart [n 3] Sychofanta 908ru9 908 [n 5] Hiccup Horrendous Haddock The Second [n 6] Žestok 33 8 8 7] 9 0841 Excellinor [n 8] Moody The Murderous Squidface Strašno Brenda Bigarms
ŠestiHenrik 91 9 000 909ms8
Šest pintiGadiola sutrašnjice Burly Sweet Glugga
9033 9088 864 Берта с великим boobijima Stoick The Vast Valhallarama [n 9] 908Beergya 908Begredi 909 000 Рыбьеногий безымянный Камикази Иккинг Ужасный Хэддок Тречи Аделаида Бильешке: - ^ Grimbeard the Ghastly, O, čuj njegovo ime i drhti, Uf. Hiccup Horrendous Haddock III, Nada i nasljednik plemena dlakavih huligana, Korisno, Šaptač zmajevima, Zmajeva marka, Nasljednik Grimbearda, grozni i pravi kralj divljeg zapada
Sadržaj parcele
Štucanje: Viking koji je bio morski bolesnik (2001)
Jadnoga malog štucanja more plaši i uskoro će otputovati na svoje prvo putovanje — sljedeći utorak. Njegov otac Stoick the Vast kaže da ne postoji prestrašeni Viking.Али štucanje će saznati другие. Hiccupova urnebesna priča pokazuje pravo značenje hrabrosti i užitke koji čekaju kad se čovjek suoči sa svojim strahom. [10] Яйга приказание прво появляющееся страшне Пикша Иккинг Третий и ньеговог ока Стоицкая пространог.
Kako izdresirati zmaja (2003)
Prva knjiga u nizu, koja slejedi Hiccupa dok snima zmaj kao obred prelaska i pokušava ga osposobiti tako da ga neće biti protjeran iz Berka, kakva je i njegova tradicija.Викинзи жив на отоку Берк.
Главни лик, Иккинг, sin je poglavice Vikinga koji živi na otoku Berk. Zmaj je neprestano napadao ovaj otok, zbog čega bitke nikad ne prestaju. Štucanje je u selu omraženo jer je slabe volje i slabog duha. Štucanje pokušava ubiti zmaja da bi ga prepoznali other Vikinzi. Predvođen Gobberom podrigivačem, štucanje uspije uloviti malog zmaja, kojeg naziva Bezubim, i pokušava ga dresirati vlastitim metodama, kada Kako izdresirati zmaja Utvrání jTijekom završnog dijela obreda prelaska, Bezubi vrijea friendog zmaja i dolazi do borbe između svih zmajeva. Budući da se to smatra neuspjehom u ispravnom uvježbavanju zmajeva, dječaci su prognani, dopušteno im je ostati jednu noć dok bjesni oluja. Tijekom oluje, tri morska zmaja isprana su na obali otoka, a jedan se čini prijetnjom Vikinzima. Štucanje je odabrano za pregovore sa zmajem, koji je pojeo jednog od ostalih zmajeva. Međutim, zmaj, koji sebe naziva Zelenom smrću, kaže da će pobiti sve Vikinge.Dok seoske starješine Prepiru oko načina napada na Zelenu smrt, štucanje, dječaci i njihovi zmajevi započinju borbu između zelene smrti i other morskog zmaja, Ljubičaste smrti i other morskog zmaja, Ljubičaste smrti i other morskog zmaja, Ljubičaste smrtii i other morskog zmaja, Ljubičaste smrtii i other morskog zmaja, Ljubičaste smrtii i other morskog zmaja, Ljubičaste smrtivooth, što goštoraštoraštá . Štucanje i Bezubi postaju heroji zbog svoje hrabrosti.Како бити гусар (2004)
Nastavak Kako izdresirati zmaja započinje tijekom lekcije iz borbe mačeva na moru tijekom oluje, ali štucanje je prilično loše u borbi s mačevima.Borba je prekinuta kad se čamac prevrne i isdubljen predmetom, lijesom, na kojem Hiccup vozi natrag na otok Berk. На плажи, которые открываются, да находятся на улице Гримберда Ghastlyja, najvećeg gusara svih времени и великог pradjeda Hiccupa. Ubrzo se lijes otvara i oni saznaju da se u njemu nalazi živi čovjek, zvan Alvin Izdajnik, koji svoj pravi identityitet skriva pod imenom Alvin siromašni, ali iskreni poljoprivrednik.
Alvin kaže Huliganima da su ga zatvorili u lijes i poslali na more «neki vrlo bezobrazni ljudi».Tvrdi da je otkrio lijes zakopan u Miroljubivoj zemlji, a nakon otvaranja postavljena je zamka koja mu je odsjekla desnu ruku. Također kaže Huliganima da je u lijesu pronašao zagonetku koja govori kako pronaći blago Grimbearda Ghastlyja i kartu koja prikazuje otok na kojem je blago pokopano.
Računaju da se blago nalazi na otoku Skullions, otoku na kojem žive zmajevi zvani Skullions, a koji iako je slojep, gluh i ne leti, ima izoštren njuh. Prema zagonetki, lovački zmaj nasljednika plemena Dlakavog huligana nanjušit će blago.Huligani putuju na Otok lubanja, gdje Snotlout pronalazi malu škrinju s blagom, zajedno s poznatim Grimbeardovim mačem, Stormbladeom. Međutim, Grimbeard je zarobio prsa s mirisom koji bi probudio sve Skullione на otoku i slojedi kratka, očajnička borba sa Skullionima, tijekom koje Hiccup iščaši desnu ruku. Nekoliko Lubanja je ubijeno, a Vikinzi bježe s blagom. Kad se približe Berku, Huligani se počinju boriti oko blaga, a dok se bore, u zasjedi im je grupa kanibalističkih Vikinga poznata kao Izopćenici.Элвин се открывается као поглавар изопченика и започинье нова битка. Brod se ubrzo zapali i potone. Svi ga napuštaju, penjući se na brod izopćenika kako bi nastavili bitku, ali Hiccup, Toothless, Fishlegs и Alvin zarobljeni su ispod prevrnutog broda i održavani na životu sa zračnim džepom.
Dok je zračni džep konačno uništen težinom prevrnutog broda, Беззубые проналазы подводну špilju ispunjenu zrakom. Kad stranka započne istraživati špilju, dolaze do vrata i nakon otvaranja pronalaze je ispunjenu planinama zlata i dragulja, pravim blagom Gimbearda Ghastlyja.Элвин с окречем према Hiccupu как би га убио коричне новостечену Stormblade, mač Grimbeard Ghastlyja. U borbi mačeva koja slejedi, Hiccup otkriva da je zapravo ljevoruk i otuda zašto nikada nije bio dobar u borbi mačeva. U borbi Элвин нагази на гомилу блага испод koje je skriven Monstruozni davitelj, stvorenje nalik hobotnici koje je Grimbeard тамо smjestio да чува свое благо. Конзумира Альвина, а како слиеди за Иккинг, Иккинг вара створенье да си убризга властьити отров. Живчани sustav stvorenja je uništen i oni bježe, ali Štucanje odlučuje da svijet nije spreman za blago i ostavlja ga iza sebe.
Ubrzo izlaze na površinu uz pomoć Toothlessa, a knjiga završava tako što se Hiccup, Toothless i Fishlegs vraćaju u selo i otkrivaju da su Huligani preživjeli i dobili bitkenilih izloop.
U epilogu nam Hiccup govori da je u tajnom odjeljku u dršci mača kojim se borio protiv Alvina pronašao после опоруку Grimbearda Ghastlyja. Ispada da je mač bio omiljeni Grimbeardov mač. Открытие се у Как украсть змаев мац да это мац зов Змаев мац, али Old Wrinkly ga naziva Endeavour.
Kako se govori Dragonese (2005)
U trećem dijelu, dok su štucanje i riblje noge na moru i uče lekciju o ukrcaju-neprijatelju-brodu, postaju izgubljeni. Riblje noge, bojeći se morskih pasa u vodama, slučajno se u magli ukrcaju na rimski brod. Fishlegs je uhvaćen, dok se Hiccup skriva i pokušava smisliti način da ga oslobodi i pobjegne. Hiccup čuje «djavo pametno» plan Debelog konzula i Tankog prefekta da nateraju Huligane i Provalnike boga da se međusobno bore, a zatim ukradu sve njihove zmajeve dok su okupirani.Štucanje je u stanju izazvati distrakciju i pobjeći s Fishlegsima, ali ne prije nego što izgubi polovicu svoje bilježnice «Как говорить по-драконски» и «Зуб без зуба».
Dječaci se vraćaju Berku nakon što su pali na satu. Hiccup te noći ne može spavati bez svog najboljeg prijatelja, Toothlessa.
Уютро, Хикап схвати да е кучи узео Нанодрагон с римског брода коджи и био прекривен медом и коджи е требао пожести Дебели Конзул. Nanodragon je, zapravo, veliki kralj Nanodragona i samoprozvani ‘živi kavez Nikolasa’, Ziggerastica.Kako mu je spasio život, Ziggerastica kaže Hiccupu da ga može nazvati i doći će.
Kasnije tijekom druge lekcije, štucanje i riblje noge otimaju loše odjeveni Rimljani pokušavajući izgledati poput provalnika boga da bi započeli krvnu osvetu. Otmičari odvode dječake u tvrđavu Sinister, bazu operacija Rimskog carstva u arhipelagu. Jednom tamo, Hiccup shvati da je Tanki Prefekt zapravo Элвин Издайник. Элвин би волио послати štucanje odmah i tamo, ali Debeli Konzul smatra da bi bila izvrsna zabava kad bi se vidjelo kako se barbarska djeca tuku na gladijatorskoj areni na Saturnov dan u subotu nekoliko tjedana.Рыбьеног и Иккинг затворени су заедно с младом женском наследником Бог-провальник по имени Камикази. Bez zubima je na kraju dopušteno da ostane s štucanjem. Nakon nekoliko neuspjelih pokušaja bijega, Hiccup poziva na Ziggerasticu i smišlja plan bijega na Saturnov dan u subotu.
Kada stigne dan festivala, banda se stavi na brod i uplovi u gladijatorsku arenu, gdje će se boriti protiv smrtonosnih morskih pasa, umjesto tradicionalne borbe na kopnu. Međutim, zbog Hiccupovog planiranja s kraljem nanodragona, čini se da Hiccup leti u zrak poput Nicolas Cagea i ‘отпуше’ кровь кавеза.Zapanjeni Debeli konzul daje mu svoj rimski stit, dok Tanki prefekt vraća Hiccupa natrag u svoju knjigu Kako govoriti Dragonese. Arena izbija u kaosu, a djeca bježe u rimskom balonu za promatranje. Элвин Успие Навучи Удику у Балон, Али Джека Су Дже у Станю Одвити и на Падне У Воде Заражене Морским Псима.
Летите кучи балоном, а затем сидите на берегу Стоик и Большегрудая Берта. Два племена се isplate i vrate svojim kućama. Ne znajući za štucanje, Alvin je na stranice svoje knjige podmetnuo Otrovni Vorpent i nekoga boli.Какое превосходство змаево проклетство (2006)
Ova je knjiga četvrta u nizu. Tijekom ekspedicije u lovu lukovima i strijelama na skijama, Hiccup pronalazi Fishlegs koji se čudno ponašaju kad uoče skupinu histeričara, Plemena zastrašujućih luačkih Vikingone, koji progji. Štucanje ispucava strijelu na poglavara Histerika (Познатог као Норберт Натджоб). Hiccup i Fishlegs bježe na skijama, a histerični iza leđa. Štucanje pada sa litice. У почтку Еднооо змай саблястог возача коди е извукао Иккупа и Рыбьеног на врх планине, одбия спасити Иккупа; али кад Иккинг истакне да че, ако га не спаси, Сморкалка Сморкала (коди се претодно врло лоше одно према Еднооком) постати поглаваром Племена, Еднооко ипак спашава Икчупа и он и Рыбные ножки у врачей.Štucanje je zabrinuto zbog Ribljih nogu i vodi ga da vidi Starog nabora. Old Wrinkly pregledava riblje noge i govori štucanju da riblje noge boluju od vorpentitisa, bolesti uzrokovane ubodom otrovnog vorpenta, a jedini lijek protiv ove bolesti je povće zvano Americi kr moumpože, ko.
Štucanje mu ne vjeruje, jer svi Vikinzi, osim Histeričara, vjeruju da je svijet ravan poput palačinke, NEMA mjesta poput Amerike. Old Wrinkly govori Hiccupu da je otac Norberta Nutjoba, Bigjob, zapravo otišao u Ameriku i sprijateljio se s Amerikancima, koje je nazvao «ljudima od perja», и vratio krumpir kako bi dokazao daein, что является одним из биологических правил.Međutim, napao га Je Doomfang. Старый морщинистый предшественник да би се krumpir mogao nalaziti na histeričnim teritorijima i kaže mu da ga mora vratiti prije deset sati sljedećeg jutra, inače će Fishlegs umrijeti. Hiccup pita svog oca poglavara Stoicka Ogromnog može li otići u Histeriju kako bi uzeo krumpir kako bi spasio život Fishlegsima, ali Stoick mu zabranjuje.Štucanje Stoicku laže da je prespavao u kući Snotlouta, ali umjesto toga odlazi po krumpir. Dovodi Camicazija i Toothlessa na put do Histerije, dok ih Jednooko vuče na saonicama.Dvoje djece ulaze kroz krov velike dvorane u kojoj histeričari slave Frejin dan u petak.
Spuste Camicazi kroz dimnjak, ali štucanje slučajno padne u ogroman lonac juhe od luka i otkrije ga Norbert Nutjob. Štucanje tjera Norberta da mu pokaže krumpir praveći se da ne vjeruje u krumpir. Норберт напокон открывает očuvano očevo tijelo, a u ruci Norbertova oca nalazi se staklena vitrina sa smrznutim krumpirom u kojoj je zaglavljena strelica. Štucanje pokušava nagovoriti Norberta da mu da krumpir, ali Norbert to odbija.Норберт се убрзо iznervira štucanjem i odlučuje hoće li štucanje umrijeti ili ne, bacajući svoju dvostranu sjekiru u zrak. Ako padne na crnu stranu, štucanje će umrijeti, ako padne na zlatnu stranu, živjet će. Štucanje vara hvatajući sjekiru baš kad se sprema sletjeti na crno. Norbertu smeta što je Hikap prevario i zaključava ga u kavez. Nakon što histeričari zaspu, Camicazi preuzme bravu Hiccupovog kaveza; oslobaajući ga (Bezubi je izvadio ključ kaveza iz Norbertova džepa, ali ga proguta i slučajno zapali tepih).Camicazi se spušta konopom i hvata krumpir, ali vidi Norbertovo otkucavanje stvari u staklenoj vitrini i uzima i to. Odjednom, sačuvano tijelo Norbertova oca pada na niz Squealera (vrsta zmaja koje Vikinzi koriste kao alarm), koji vrište probijući uši. Svi se histeričari iznenada probude.Hiccup, Camicazi i Toothless izlaze iz dvorane kroz dimnjak. Njih troje, zajedno s Jednookim okom, bježe u Hiccupovom čamcu, no napadne ih Doomfang koji živi pod zaleđenim morem zvanim «Gnjev Thora».Doomfang izbija iz leda i jezikom hvata krumpir i jede ga. Hiccup shvati da mu misija nije uspjela i pretpostavlja da je Doomfang imao Vorpentitis, jer je pokazivao simptome. Kad se vrati, shvati da su se Fishlegs samo prehladile, старый морщинистый pogriješio. Stoick viče na Old Wrinkyja jer je natjerao Hiccupa da krene u potragu za ničim i da ga je Norbert gotovo ubio. Иккинг изненада падне на исти кревет на кожу су ležale Fishlegs, a cijelo tijelo mu se ukočilo. Старый морщинистый ispituje štucavicu i objašnjava da je zapravo Hiccup taj koji ima Vorpentitis.Hiccup očajnički pokušava progovoriti, mrmljajući «Oot me!», Я показал показаты на стрелец на столу до ньега коя je dugo bila zabijena u krumpiru.
Fishlegs shvati da štucanje želi da ga upuca strijelom koja je natopljena sokovima krumpira. Fishlegs puca Hiccup na nogu, Иккинг se oporavi. В эпилоге Иккинг закапывает стрелу, которая спасла ему жизнь, и из семени на ее конце растет еще один картофель, которым покрывают остров картофелем, чтобы никто больше не умер от Ворпентита. В эпилоге Иккинг объясняет, что Роковой Клык, съевший картофель, поблагодарил Иккинга, последовав за его лодкой и помогая Иккингу в безвыходных ситуациях.Как повернуть сказку дракона (2007)
Пятая книга серии. История начинается с того, что дети выполняют пастушеские упражнения для своей программы обучения пиратов. Их отвлекает огромный пожар, катящийся по склону горы. Оказывается, что огонь — дело рук Истребителей, больших злых огненных драконов. В то время как большинство детей убегают на драконе Гоббера, Голиафе, прежде чем он будет убит Истребителями, Иккинг и Гоббер остаются защищаться. Иккинга и Gobber спасает таинственный человек в огнестойком костюме верхом на белом драконе, которого они сначала считают человеком из предательского племени Lava-Lout.
Вскоре этот человек оказывается Громадным Хотшотом, одним из величайших героев на планете. Хотя отец Иккинга, Стоик, начинает ревновать к Хотшоту, он нанимает его в качестве «телохранителя» Иккинга.После этого Хотшот спасает Иккинга от нескольких смертельных ситуаций, все из которых, как позже выясняется, были его собственными руками. Позже, ночью, Иккинг просыпается и видит, что Хотшот навис над ним со своими мечами, споря с самим собой, убивать Иккинга или нет. В конце концов он решает не делать этого, и Иккинг спрашивает его, что он делает.Хотшот начинает рассказывать Иккингу свою историю о том, как он влюбился в женщину викингов, но ее отец хотел, чтобы она вышла замуж за кого-то умного. Отец женщины послал Хотшота выполнить невыполнимое задание, чтобы найти и вернуть Огненный камень, и наградой стала рука женщины в браке. Хотшот отправился к вулкану, где был спрятан Файерстоун, но вскоре был схвачен Лавами. Через несколько недель он подружился с тюремщиком по имени Потрясающий Эл.
Он попросил Ужасного Ала принести половину рубинового сердца его любви, потому что она поклялась спасти его, если получит рубиновое сердце.Потрясающий Ал сказал Humongous, что он принесет рубиновое сердце своей возлюбленной, если он пообещал что-то для него сделать, исчез на пятнадцать лет и вернулся, чтобы сказать Humongous Hotshot, что его любовь выбросила сердце из окна и женилась на ком-то еще, кто уже вернул Файерстоун. Потрясающий Ал (который таинственным образом потерял руку, половину ноги, глаз и все свои волосы) сказал Хмонгусу, что он должен пообещать убить Иккинга, заявив, что Иккинг — Князь Тьмы и Дитя Дьявола, который посеет ужас по Архипелагу.После того, как Хотшот заканчивает свой рассказ, Иккинг выясняет, что женщина, о которой говорит Хамангус, — это собственная мать Иккинга, которая думала, что он мертв, и что «Потрясающий Эл» на самом деле ужасный злодей Элвин Коварный, как догадался Иккинг. Иккинг, Рыбьеног, Хотшот, Камикази, Белый дракон и Танцующий с ветром, верховой дракон Иккинга отправляются на остров Лава-Лаут, чтобы поместить огненный камень внутрь вулкана, чтобы остановить его от взрыва, и на них нападает Элвин верхом на истребителе. Элвин показывает, что первый акулий червь, которого он встретил, вырвал ему глаз, но он убил его и спрятался внутри.Однако после того, как он выбрался на берег, пасть мертвого акульего червя сомкнулась на его ноге, но он вырезал из его зубов новую. Вулкан извергается, и истребители вылупляются. Иккингу удается положить камень в вулкан. Но при контакте с лавой из огненного камня вылупляется огненный дракон, показывая, что на самом деле огненный камень является яйцом. Дракон съедает всех Истребителей, включая того, на котором сидит Элвин, проглатывает Элвина (опять же, Иккинг думает, что он мертв), и дракон ныряет обратно в лаву.Иккинг и его верховой дракон, Танцующий с ветром, бегут по острову подальше от лавы и падают в море. Отец Иккинга и другие спасают его, и все идет хорошо. В эпилоге Иккинг рассказывает, что Танцующий с ветром оказывается его верным летающим драконом.Руководство героя по смертоносным драконам (2007)
Шестая книга серии — единственная, в названии которой нет слова Kako .
Но его еще называют . Как НЕ отпраздновать день рождения .Его обложка названа только A Hero’s Guide to Deadly Dragons в честь содержательной книги Иккинга внутри этой книги. Иккинг потерялся в библиотечном лабиринте, а Драконы-бурильщики и Мэдгутс Убийцы рыщут, и все из-за книги! День рождения Иккинга не будет тем тихим событием, на которое он, возможно, надеялся. Эта книга содержит открытую карту Варварского архипелага, словарь драконьего языка сзади, профили драконов и «Беседы с Беззубиком».Иккинг просыпается утром, желая спокойного дня рождения.Затем он пытается убедить Беззубика съесть свой завтрак, состоящий из шпината и плавника. Беззубик отказывается, поэтому Иккинг в одиночку проходит в финал соревнования по кражам со взломом между болотными взломщиками и хулиганами. Когда Иккинг возвращается домой, он понимает, что Беззубик съел три четверти трона Стоика. В комнату входит Стоик, и он в плохом настроении, потому что он сделал ставку на Большогрудую Берту, что сможет доказать, что хулиганы к концу дня так же хороши во взломах, как и болотные взломщики, а также потому что Иккинг изучал драконов и писал о них в блокнотах.
Он устраивает истерику, но вспоминает, что Гоббер украл руководство «Как приручить дракона» из библиотеки Meathead под носом у Волосатого страшного библиотекаря. Стоик говорит Иккингу, что если Беззубик сделает еще одну такую вещь, он изгонит его, и уйдет, чтобы найти книгу.Беззубик виновато показывает, что он также сжег копию «Как приручить дракона». Камикази предлагает пойти в библиотеку Meathead, где, предположительно, может быть еще один экземпляр книги, и вернуться домой «к чаю».Иккинг, Камикази и Рыбьеног отправляются на Остров Забыть меня на Стелс-Драконе с большими сиськами, которую Берта украла у Мэдгатса Убийственного, вождя Убийственного Племени, для пари со Стоиком, чтобы посетить публичную библиотеку Митхеда. С помощью Stormfly, дракона Камикази, они находят копию «Как приручить дракона», хотя это второе издание. Волосатый страшный библиотекарь ловит их на краже книги и сражается с Камикази и Иккингом. Рыбьеног бросает книгу в Волосатого страшного библиотекаря.
Тем не менее, Stormfly в процессе нокаутирует и просыпается, не помня, кто она и как она попала внутрь. Библиотекарь, который падает на пол, полный красных горячих зудящих червей (черви попали в его штаны. , щекоча его) бежит к выходу, смеясь и крича. Шум привлекает драконов-бурильщиков, обитающих в Библиотеке.Иккинг находит книгу, написанную Иккингом Ужасным Хэддоком II под названием A Hero’s Guide to Deadly Dragons , которая была точно той же книгой, которую написал Иккинг третий, взятую у него ранее этим утром.Он вытаскивает книгу, полка открывается, обнажая дыру, заполненную ядовитыми пиффл-червями. Их единственный выход — пройти через дыру.
Иккинг забирает второе издание Kako izdresirati zmaja на остров Берк. Тем временем Мэдгутс выслеживает Скрытого Дракона, и он приводит его на остров Забыть меня. Они обнаруживают, что он попал на остров Берк, и отправляются туда. На острове Берк и Стоик, и Берта обнаруживают, что украденные вещи, которые они получили за пари, пропали.
Волосатый страшный библиотекарь прибывает и стреляет в Стоика из северного лука, но рукописная книга Иккинга спасает Стоику жизнь, а Иккинг, Рыбьеног и Камикази приходят с неба и раздавливают квартиру библиотекаря с помощью Скрытого дракона. Мэдгатс и Флюс прибывают за Скрытым Драконом и собираются убить Берту. Иккинг спасает ее, солгав Мэдгатсу, сказав ему, что Страшный Волосатый Библиотекарь вместо этого украл Скрытого Дракона, поэтому она раздавила Библиотекаря. Мэдгутс верит ему и забирает Библиотекаря.Иккинг убеждает Стоика, что книги полезны, а книги разблокированы по приказу Вещи.
В конце книги есть законченный Иккингом «Путеводитель героя по смертоносным драконам», а также словарь драконского диалекта и начало разговора с Беззубиком.Как оседлать бурю дракона (2008)
Это седьмая книга серии. История начинается на пляже у подножия Смертоносных гор. Мэдгутс Убийственный приглашает два племени, Богов-грабителей и Волосатых хулиганов, присоединиться к Убийственному Племени для участия в межплеменной гонке по плаванию.
Победитель может подать один запрос, который будет удовлетворен тремя вождями трех племен. Победителем заплыва по плаванию становится тот, кто вернулся последним мужчиной (или женщиной). Мэдгатс, Стоик и Большегрудая Берта отправились к воде медленнее, чем другие, более уверенные в том, что они выиграют гонку. Флюс и Мэдгутс смеются над тем фактом, что все грабители и хулиганы носят жир Крыльев-крыланов, чтобы согреться, и показывают им самое темное пурпурное масло из клыка плоти, которое они носят, которое на самом деле настолько горячее, что оттуда поднимается пар. Грудь Мадгута.А потом они говорят им, что у воды стоит горшок. Флюс уверяет двух Вождей, что они могут вернуться, потому что гонка не начнется, пока вы не начнете плавать. Два начальника понимают, что горшок пуст, а также понимают, что их обманом заставили вернуться на пляж через три минуты и двадцать две секунды, и они стали проигравшими в Гонке. Иккинг, Камикази и Рыбьеног с трудом плавают в дальних водах, хотя их охотничьи драконы пытаются помочь, особенно Рыбьеног, который должен плавать с повязками на рукавах. Они встречают Сморкала и Собачье дыхание, которые уничтожают нарукавные повязки Рыбьенога. Через некоторое время Камикази и Рыбьеног утаскивают под воду. Иккинга также утаскивают и вытаскивают на поверхность, понимая, что он и его друзья были захвачены Raptortongues. Их отвозят на корабль и связывают. Их охотничьи драконы тоже связаны.На корабле есть Мэдгутс, Норберт Чокнутый (начальник Истерики) и Флюс. Норберт попросил Мэдгатса взять Иккинга, Камикази и Рыбьенога на лодку, а взамен позволить ему отдохнуть на лодке несколько часов, прежде чем он продолжит гонку, став последним вернувшимся.После того, как Мэдгатс и Гамбойл уходят, Иккинг возвращает тикающую штуку, которую он украл у Норберта в более раннем приключении. Норберт пытается использовать тиканье, чтобы попасть в Америку. Норберт собирается убить Иккинга, Камикази и Рыбьенога Топором судьбы, но вынужден развязать троих, потому что не может прочитать тиканье. Иккинг и его друзья исследуют лодку и находят много интересных изобретений, которые были сделаны, например, Норбертом: машина, которая генерирует высокий шум, который испугает гигантских драконов, и летающую машину, которую члены экипажа испытывают каждый день, только врезаться в океан.
Иккинг обнаруживает, что на лодке есть рабы, которых зовут Северными странниками. Однажды он случайно попадает в Люк для рабов и встречает Беаркуба и его бабушку. Иккинг умоляет Странников не убивать его и обещает освободить их, но Норберт спасает его. Лодка достигает страны полярных змей, где бродят опасные драконы, называемые полярными змеями. Иккинг решает использовать Dragon-nip, чтобы заставить Истериков заснуть и сбежать вместе со Странниками. Иккинг наливает драконьей закуски в обед экипажа, заставляя их всех засыпать.После того, как все Странники в безопасности на аварийных лодках, Иккинг падает с лодки и приземляется на айсберг, и Полярные Змеи преследуют его в пещере. Иккинг случайно просыпает гигантского дракона, который также преследует Иккинга. Иккингу удается вернуться в лодку, и он использует машину, которая издает высокий звук, чтобы удержать монстра подальше, идентифицируя его как Левиафорган. Америка уже в поле зрения, но начинается буря, и Левиафорган из пещеры атакует корабль. Норберт и Иккинг сражаются на вершине корабля.Молния ударяет по топору Норберта, и он попадает в море, убивая Левиафорган. Иккинг падает с мачты, плывя вверх, ударяется головой о тонущий котел, что вскоре вызывает у него амнезию, а затем он теряет сознание. Его спасают Рыбьеног и Камикази. Вернувшись в Убийственные горы, Мэдгутс явно победитель и требует, чтобы Стоик и Большегрудая Берта были принесены в жертву Небесным драконам. Олд Ринкли объявляет, что Иккинг, Рыбьеног и Камикази еще не вернулись, и гонка должна продлиться три месяца, пять дней и шесть часов, поэтому им все равно придется ждать три месяца, прежде чем Мэдгутс будет объявлен победителем, а двое других Вожди будут временно заключены под стражу Мэдгутс.Камикази и Рыбьеног спасены Странниками. Эти двое также берут на борт Иккинга, и после лекарства бабушки Беаркуба Иккинг просыпается. Спустя долгое время тикающая штука стала тикать громче, потому что Старый Ринкли поставил на нее будильник. Оставалось всего шесть часов и они думали, что у Старого Ринкли действительно есть причина поднять тревогу, и все трое летят в Берк на летательном аппарате Норберта, который собрали Странники.
Машина работает хорошо, но когда они рядом с Берком, машина разбивается и врезается в океан.Иккинг и его друзья приходят как раз к срабатыванию будильника. Поскольку Иккинг вернулся последним, он требует, чтобы Мэдгатс спел песню о любви на следующем «Вещи», одетый как «красивая пастушка».Выясняется, что, в свою очередь, за свою жизнь Северные Странники вытатуировали Иккинга Невольничий знак, символ викинга, который теперь означает, что он технически раб. Тем не менее, он может спрятать Slavemark под своим шлемом, и теперь ему придется носить его вечно.
Как разбить сердце дракона (2009)
Это восьмая книга серии.Хулиганы, разыскивая Камикази (потерпевшего кораблекрушение во время шторма) на Восточном архипелаге (опасный участок Варварского архипелага), случайно врезают свой корабль в скалу, и корабль тонет на мелководье Пляжа Разбитое Сердце, преследуемый призраками пляж, принадлежащий злобным пиратам по имени Углитуги, вынуждая хулиганов разбить там лагерь.
Находясь на пляже, они находят таинственный объект и обнаруживают, что это трон, принадлежащий хулиганам, так как на нем изображен герб хулиганов.Среди ночи предводитель углитугов У.Г. и его люди обнаруживают хулиганов, разбудив их. У. Г. говорит им, что не хочет их убивать, но хочет поговорить с ними о странном событии: хулиган отправляет любовные письма дочери У. Г., Тантрам О’Уджерли, и объясняет, что если этот человек принадлежит к королевской крови , человек может попросить руки истерики в браке после того, как человек выполнит невыполнимое задание, и в противном случае человек будет убит. Иккинг понимает, что Рыбьеног — это тот, кто отправил письма, и спасает жизнь Рыбьеногу, говоря У.Г., что он сам написал письма.Затем У.Г. говорит ему невыполнимую задачу: дать им бочку меда, сделанного из меда, сделанного пчелами на Острове Берсерка, острове, населенном сумасшедшими лунатиками, которые любят кормить людей живыми дракону, известному как «Зверь» в плетеные корзины. Затем У.
Г. говорит Иккингу, что он должен вернуться в замок У.Г. в день летнего солнцестояния в пять часов утра с пятью горшками берсерковского меда.Вернувшись на маленький остров Берк, Стоик убеждает других хулиганов помочь Иккингу собрать мед.Тем временем Рыбьеног понимает, что он сам — Берсерк, после того, как сам сошёл с ума. И что он был брошен в море в кастрюле с лобстером, был усыновлен хулиганами и отправился в Берсерк на своем драконе ветряной оспы. Иккинг и Беззубик следуют за ним на Ветроходе.
На Берсерке Рыбьеног успешно собрал пять горшков с медом, но был схвачен Берсерком. Иккинг тоже. В Деревне Берсерков Иккинг и Рыбьеног встречаются с другими женихами Истерики, одним из которых является Громадно Хотшот Герой.Всех их нужно скормить «Зверю» ближе к вечеру. Иккинг понимает, что шеф-повар вождя берсерков на самом деле Элвин Вероломный (закованный в цепи). Элвин объясняет, что когда он был в Огненном Драконе в Книге 5, он использовал свой меч, чтобы вскрыть живот Дракона-Истребителя, на котором он ехал (потому что в желудке драконов много веселящего газа).
Огненный дракон разразился смехом, растопив нос Элвина, и Элвин выплыл в пузыре, который позже был сбит Берсерком.Затем Элвин упал с неба на шеф-повара Вождя Берсерков, убив его, и сохранил свою жизнь, согласившись стать новым шеф-поваром Вождя. Иккинг говорит Элвину, что может помочь ему сбежать, если покажет ему, где заключен Камикази (Иккинг уже знал, что она была заключена в тюрьму в Берсерке). Элвин соглашается, но пока они находятся в лесу, он толкает Иккинга в клетку на дереве, где он встречает ведьму, которая представляется как Хогтруд (и Иккинг представляет себя как Рыбьеног), которая помогает достать некоторые неприятные вещи из животика Беззубика.Затем ведьма находит Иккинга подозрительным и решает рассказать ему историю, и в конце истории они оба угадают имена друг друга, и тот, кто угадает, убьет другого.Затем ведьма рассказывает Иккингу, что у Гримборда Ужасного было трое детей: Тугхарт, Чаклхед и Иккинг Ужасная Пикша II. Гримборд пытался убить второго Иккинга, оставив его на склоне горы, расстроив его жену, которая ушла искать второго Иккинга.
Между тем, второй Иккинг был усыновлен драконами Гримлера и научился говорить по-драконски, но был найден хулиганами, и он и его приемный сводный брат-дракон, Seadragonus Giganticus Maximus по имени Furious, жили с Grimbeard.Однажды Иккинг захотел подать петицию для драконов с требованием свободы. Тем не менее, Thugheart обманом заставил Grimbeard подумать, что это была атака, и Grimbeard убил Иккинга, но вскоре он понимает, что Иккинг просто хотел мирной петиции, и сожалеет о своих действиях, закопал свои сокровища и оставил в своей лодке (Furious забрал второй труп Иккинга. ). Ведьма угадывает правильное имя Иккинга, и Иккинг догадывается, что ведьма — мать Элвина Предателя, и оба правы. Затем Иккинг сбегает, используя ключ, который был в животе Беззубика, чтобы открыть дверь в камеру, и спасает Камикази, и они возвращаются в Деревню Берсерков.Иккинг возвращается в клетку, когда начинается кормление «Чудовища». Элвин, удивленный тем, что Иккинг вернулся, выбирает Иккинга, которого сначала скармливает «Чудовищу». Иккинг понимает, что «Зверь» на самом деле Яростный. Поняв, что Иккинг является потомком мальчика, которого он любил, он дает клятву «крестить мое сердце и надеяться умереть» (это клятва, которую не может нарушить ни один дракон), если Иккинг освободит его. Клятва заключалась в том, что Furious поможет освободить заключенных на острове и никогда не причинит вреда людям. Иккинг понимает, что ключ, который у него есть, может освободить Форсаж, и они освобождают тринадцать женихов и вызывают хаос в деревне.Однако в ярости он обнаруживает, что у него только «половина сердца»; поэтому он может подчиняться части клятвы и игнорировать другую (очевидно, что Драконий Ярость выбрал первую часть). Он поджигает леса Берсерка и говорит Иккингу, что через год после того, как он покинет Архипелаг, он должен вернуться, чтобы уничтожить людей вместе с армией драконов. Иккинг, Камикази, Рыбьеног, Беззубик, Танцующий с ветром и ветрянка возвращаются в Берк вместе с медом.Тем временем Хамонгус приносит свои пять горшков меда в комнату У.
Г. и отправляется в медовый месяц с Тантрумом (потому что Хмонгус был тем, кого она любила).В эпилоге Иккинг рассказывает, что иногда ему снится, что он отец второго Иккинга, и видит его верхом на драконе, обещая, что он вернется.Как украсть меч дракона (2011)
Это девятая книга серии. Для Архипелага наступают тяжелые времена, и с тех пор, как леса Берсерка сгорели, мир словно проклят. Иккинга и других молодых воинов доставляют на остров, где их ждет «Школа боя на мечах Флэшберна». У детей есть 3 недели в школе, чтобы потренироваться в борьбе на мечах к Новому году; состоится соревнование по боям на мечах, победителем которого будет объявлен новый воин своего племени.Молодые люди должны подняться на скалу «Трудный путь», и на них нападает стая драконов разных видов, что является необычным поведением для драконов. Умный план Иккинга спасает многих из них. Но однажды в школе никого не найти. Что еще хуже, единственный человек, злая ведьма Экселлинор (Мать Элвина Предательского), вернулась в качестве ведьмы замка.
Она рассказывает всем, что драконы восстают в «Красной ярости» и возглавляются драконом Яростным, которого за год до этого освободили… Иккинг. Она говорит племенам, что соревнования по борьбе на мечах должны быть использованы, чтобы найти следующего короля Дикого Запада. Она рассказывает им пророчество о следующем короле: у него дракон без зубов, стрела из несуществующей земли, второй лучший меч Гримборда, тикающий предмет, прямоугольный щит, трон, корона. , и Драконий самоцвет. У Иккинга есть все это, кроме трона, хотя он знает, где он находится, короны и драгоценного камня дракона. Между тем, ведьма следит за тем, чтобы у ее сына Элвина не было соперников во время соревнований, используя такие методы, как заставить Стойка исчезнуть и поместить ежа в сапог Камикази (оставив ее хромать).Иккинг находит корону под школой Флэшберна вместе с драконом по имени Воденфанг, очень старым, древним драконом, которому Гримборд Ужасный велел охранять корону. Воденфанг говорит ему, что именно он дал первому Иккину Драконий самоцвет. Он возвращается в хижину, и ведьма нападает на него, но он был невосприимчив к ядовитому яду на ее когтях, покрывается ядом в борьбе и побеждает в соревновании, победив своего отца, оставив Элвина третьим. Иккинг объявляется победителем и говорит племенам, что хочет освободить всех драконов, чтобы вообще не было восстания.Он хочет отменить рабство как для людей, так и для драконов. Большинство племен соглашаются с этим, но затем, когда все выглядит так хорошо, Сморкала бросает камень ему в голову, сбивая шлем Иккинга, показывая, что у него есть Метка Раба. Поскольку у него есть Знак Раба, Иккинг автоматически становится рабом, лишенным права участвовать в соревнованиях, изгнанным из своего племени и никогда не сможет стать вождем, не говоря уже о короле. Стоик, отец Иккинга, также изгнан, потому что он знал, что Иккинг был «коротышкой», и, следовательно, не должен был быть частью их племени в первую очередь, а вместо этого должен был быть брошен в младенчестве.Рыбьеног, который также является коротышкой, был брошен, но в итоге оказался на Берке. Все должны повернуться спиной, за исключением Рыбьенога, который дает Иккингу свое ожерелье из клешней лобстера, единственное, что у Рыбьенога от его родителей. Элвин — новый король, и объявляет войну драконам. Приходит ярость, и начинается война. Только Танцующий с ветром и Беззубик остаются верными и уводят Иккинга в безопасное место. За ним следуют драконы, которые думают, что у него есть Драгоценность Дракона, единственное, что могло остановить драконов сейчас. В середине погони он падает без сознания на спину дракона и просыпается в безопасности в пещере, Иккинг теперь совсем один, изгой, изгнанник, без меча, без шлема, только Танцующий с ветром, Беззубик и Воденфанг рядом с ним, Иккинг в отчаянии, пока он не обнаружит, что у него действительно есть карта, чтобы найти Драгоценность Дракона (что проявляется в яде на его руках, когда он раскрывает секретную карту о воле Гримборода Ужасного), и торжествующе кричит: «Это еще не конец! Я вернусь! »Как захватить драгоценность дракона (2012)
Это десятая книга серии.
Восстание драконов началось. Сморкала — новый вождь племени хулиганов. Стоик был изгнан и получил Знак рабства. А у Элвина Предателя есть ВОСЕМЬ потерянных вещей короля, и он был провозглашен новым королем Дикого Запада … но что может сделать Иккинг, теперь совсем один и в изгнании, за которым охотятся и люди, и драконы? Сможет ли он найти Камень Дракона, последнюю и единственную надежду человечества? И если он это сделает, что он будет с этим делать?Книга начинается с Иккинга в изгнании. Его чуть не убила его мать Валлхалларама, в то время как он дезактивирует ловушки драконов и теряет карту для нее.Он отправляется в тюрьму для рабов под контролем Элвина Предательского, чтобы шпионить за Элвином. Там он находит и подружится со многими рабами, включая своего отца, который теперь прочесывает пляжи во время отлива в поисках Драгоценности Дракона. Элвин обнаруживает Иккинга и заставляет его искать Драгоценность Дракона в одиночку со смертельно вооруженной охраной. Смертельная тень нападает и хватает Иккинга, прежде чем он успевает найти драгоценность.
Дракон приводит его на холм, чтобы убить, но замечает, что у него есть ожерелье из когтей омара.Они (у дракона три головы: Высокомерие, Терпение и Невинность) говорят ему, что пообещали позаботиться о ребенке женщины-Берсерка, который должен был быть убит, дрейфуя через океан. Однако они потеряли ребенка из виду, и когда это случилось, он переместился к Берку и вырос, чтобы стать Рыбьеногом. Иккинг признает, что он не этот ребенок, и рассказывает им о судьбе Рыбьенога (который должен был быть затянут в яму в земле). Он идет в эту нору и втягивается в нее ее обитателем, большим драконом с глазом на каждом пальце.Его инстинкты дракона подсказывают ему, что с этим драконом нельзя спорить, поэтому Иккинг притворяется мертвым достаточно долго, чтобы дракон съел его по пояс, когда Иккинг наносит удар дракону в наиболее уязвимое место. Он решается уйти в лабиринт стеклянных стен этого существа из-за таинственного голоса и находит Рыбьеног. Он также находит Драгоценность Дракона. Затем они плывут к берегу и выходят, и Смертельная Тень подхватывает их, и все триумфально летят вдаль. Крессида Коуэлл советует читателям перестать читать там, если они хотят счастливой истории.Однако Валхалларама находит Иккинга и отводит его в тюрьму для рабов. Там она убеждает рабов и других присоединиться к Иккингу против Элвина, дав себе знак рабства и называя его вместо «метка дракона». Драконы наконец врываются в тюрьму, и люди бегут. Однако, когда Иккинг освобождает Беззубика и Воденклыка, он теряет Драгоценность Дракона Алвину. История заканчивается тем, что Иккинг счастливо воссоединяется со своими товарищами-людьми.Как предать героя дракона (2013)
Это одиннадцатая и предпоследняя книга в серии.Книга начинается с того, что У. Г. Углитуг пытается обманом заставить Друида-Стража короновать его королем, но Друид-Страж обнаруживает, что это уловка, и Драконы-Стражи завтрашнего дня убивают его с помощью «Воздушного забвения». В ожидании Валхалларамы (она собиралась забрать остальные вещи у Альвинов — команды Элвина — чтобы Иккинг стал королем), десять товарищей Драконьего Знака (Иккинг, Рыбьеног, Камикази, Беззубик, Воденсфанг, Грозовая муха, Танцующий с ветром, Невинность, Высокомерие и Терпение) слышит человеческий зов о помощи, а затем внезапно останавливается.
Вскоре они находят в реке Волчьи клыки, показывая им, почему он кричал. Тогда они видят, почему он остановился. Тысячи драконов Восстания Драконов спали на берегу реки. Потом они видят, кто этот человек … Сморкала. Все, кроме Иккинга, решают покинуть его, но Иккинг уговаривает их спасти его, случайно разбудив Свинка Сморкала. Свинья, в свою очередь, случайно будит ближайших драконов Восстания. Все они убегают от драконов Восстания (к которым присоединился дракон Яростный) в свое секретное убежище, скрываясь, пока Яростный и драконы ищут их.Тем не менее, Spydragons Элвина похищают Камикази, поэтому Сморкала отправляет их на спасательную миссию, чтобы спасти ее. При побеге от Alvinsmen Сморкала переодевается с Иккингом, чтобы отвлечься. Сморкала сбит и убит, и плач Иккинга прощает ему издевательства. и впоследствии хвалит его прекрасную работу, как молодого сильного викинга. Поэтому все думают, что Иккинг мертв, хотя он выжил, но его оставили без сознания на пляже.Как бороться с яростью дракона (2015)
Двенадцатая и последняя книга из серии «Как приручить дракона».
Иккинг просыпается на пляже у Героя Эндрю с Воденсфангом, Свиньяном … и амнезией, когда он ударился головой о мачту лодки в конце предыдущей книги. Воденклык пытается объяснить, кто такой Иккинг, но прежде чем они успевают, на них нападают акульи черви и вампир-шпион из предыдущей книги. Победив драконов, Иккинг берет лодку, которую выбросило на берег, и плывет в сторону Завтра. Рыбьеног, Камикази и Трехголовый смертоносный теневой дракон пытаются спасти Иккинга, но он атакует их, потому что не знает, кто они, а Воденфанг спит от ядовитого дротика.Как только Иккинг достигает Завтра, он попадает в плен к Драконам-Стражам завтрашнего дня, которые пытаются убить, выполняя Смерть от Воздушного забвения, но на полпути понимают, что они совершили ошибку и Иккинга нельзя убивать, и поэтому бросают его в болото. Иккинг выползает из болота и входит в замок Гримборода Ужасного как раз в тот момент, когда Друид-Хранитель собирается короновать Элвина королем. В этот момент Иккинг восстанавливает свою память и произносит речь, убеждая друида-хранителя вместо этого короновать его королем. Иккинг коронован и готовится вступить в бой с Яростным. Друид-хранитель рассказывает Иккингу секрет Драконьего Камня: он содержит двух крошечных драконов, несущих смертельный вирус, который может уничтожить драконий вид, если драгоценный камень треснет. Однако на камне Иккинга нет драконов, а это значит, что это подделка. Это означает, что Иккингу придется победить Яростного Дракона в одиночку. Иккинг едет на Танцующем с ветром в сопровождении Беззубика и Воденклыка в бой, и Ярость сбивает его со спины.Когда Форсаж готовится убить Иккинга, Иккинг вспоминает речь, которую Форсаж произнес в начале битвы, в которой он рассказывает о том, что Иккинг был новым Гримбордом и мог стать жестоким королем. В Furious рассказывается, как у Иккинга есть королевские вещи и ожерелье из лобстера, которое Рыбьеног подарил ему на удачу. Иккинг приходит к выводу, что ожерелье также принадлежало Гримберду, и заставляет Беззубика вскрыть ожерелье своими челюстями, обнажив настоящую Драконью Драгоценность. Иккинг угрожает Ярости драгоценным камнем и разговаривает с ним, достигая мирного соглашения. Как только соглашение достигнуто, Иккинг бросает драгоценный камень в море. Однако до того, как соглашение может быть достигнуто, Элвин и Ведьма нападают на Яростного, тем самым нарушая законы единоборства. Furious заставляет армию драконов атаковать, и вскоре начинается тотальная битва викингов против драконов. Тем временем Камикази и Рыбьеног захватывают и задерживают Элвина, который показывает, что он нашел ожерелье в гробнице Гримберда и подарил его принцессе, маскируясь под рыбака, что означает, что Элвин — отец Рыбьенога.Сказав это, Элвин готовится убить Рыбьенога до того, как вмешаются Стражи Дракона и убьют его раз и навсегда, дав ему «смерть воздушным забвением». Иккинг убеждает Яростного отменить атаку еще раз и снова собирается достичь мирного соглашения, когда Ведьма атакует Иккинга с помощью Грозового клинка. Неистовый вмешивается и убивает Ведьму, затем завершает договор и делает себя и Иккинг кровными братьями. Тем не менее, Грозовой клинок был отравлен, и Форсаж оставляет свое командование драконами Луне, своему заместителю, и уходит в море, чтобы умереть. Эпилог показывает, как Иккинг построил новое царство гармонии Завтра, где люди и драконы могли жить в мире, но также заставил людей приручить лошадей и ястребов, чтобы он мог выполнить свое обещание, в котором говорилось, что если люди не изменятся к тому времени, он умерли, драконы должны были бы впасть в спячку. Иккинг также проинструктировал Рыбьенога увековечить, что вся эта история — всего лишь миф. Сериал заканчивается так же, как и начался: «Когда я был мальчиком, были драконы …»Filmovi
DreamWorks animacija выпустила 26 марта 2010 года компьютерно-анимационную адаптацию фильма « Какое издание , режиссеры Криса Сандерса и Дина ДеБлуа, режиссеров Lilo & Stitch ».У фильма есть появление Джерарда Батлера в роли Стоика Обширного, отец Иккинга, Крейг Фергюсон в роли Пиздака Отрыжка и Джей Баручель в роли Иккинга. Фильм оказался ошеломляющим критиками и кассовым успехом, а также стал главной медийной франшизой для DreamWorks Animation, включая продолжение художественного фильма 2014 года: Kako dresirati zmaja 2 , sa Dean DeBlois usmjeravajući ga.
[11] Франшиза завершилась в 2019 году с Kako dresirati zmaja: Skriveni svijet с драконами, скрывающимися в Скрытом мире.Отличия от первой книги
Сюжет фильма практически полностью отличается от первой книги серии. Самым большим изменением является то, что у викингов в книге есть обычай захватывать и тренироваться в бою с драконами еще до начала истории — но в фильме они ведут ожесточенную войну с драконами и переключаются на тренировки только после шоу Иккинга. что это можно сделать. Кроме того, Беззубик полностью переосмыслен как раненый дракон Ночной Ярости, самая редкая, самая быстрая, самая мощная и умная порода, способная нести на спине людей-всадников в качестве летающего животного.В книгах Беззубик — это исключительно маленький и исключительно обычный дракон, который крайне непослушен, по сути сравнимый с ужасными ужасами из фильмов; В постановке говорилось, что изменения были внесены, чтобы добавить ощущение опасности усилиям Иккинга по обучению Беззубика, при этом Беззубик Ночной Ярости мог свободно откусить Иккингу конечности, если бы он захотел.
Однако Коуэлл заявила в своем блоге, что она одобряет, что фильм остается «верным духу и посланию книги». Коуэлл также объяснила, что, по ее мнению, адаптация требует изменения сюжета и персонажей. [12] Основным персонажем фильмов, которого нет в книгах, является Астрид, свирепая девушка-викинг и любовный интерес Иккинга. Как и Камикази, Астрид — высококвалифицированный воин и боец, близкий друг Иккинга. В короткометражном фильме « Дар ночной ярости » раскрывается, что смертоносного дракона Астрид зовут Грозовая муха, что является именем дракона Камикази в серии книг. Однако Камикази из племени болотных взломщиков, а в фильмах Астрид — хулиганка, как Иккинг.
Рыбьеног, который изображается как лучший друг Иккинга в серии романов, просто признан другом в фильмах (хотя он является одним из ближайших друзей Иккинга в телесериале). Его внешность тоже описывается совсем по-другому. В книгах он изображается худым, часто трусливым и болезненным мальчиком, которого пугают даже самые безобидные драконы.
В фильмах он полноват, хорошо осведомлен (особенно о драконах) и увлекается драконами, особенно если это новый вид.Как и Камикази, в книгах Рыбьеног формально происходит из другого племени (берсерков), но был принят племенем хулиганов, когда его бросили в младенчестве; фильмы не упоминают об этом.Сморкала в книгах, хотя и очень похож по характеру, никогда бы не подумал подружиться с Иккингом и фактически издевается над ним. В фильмах он друг Иккинга, хотя и не особенно близкий; он груб и агрессивен, но он знает и принимает, что Иккинг однажды станет главным (хотя в финальном фильме он утверждает, что он второй в очереди).В книгах он двоюродный брат Иккинга и возможный наследник племени хулиганов; Отчасти его враждебность к Иккингу связана с его желанием доказать, что он станет лучшим вождем. В книгах Сморкала изображает чудовищного кошмарного дракона по имени Огненный Червь. В фильмах у него также есть чудовищный кошмар, но его зовут Крюкоклык.
Название «Огненный червь» было передано целому виду маленьких и легковоспламеняющихся драконов в фильмах.
Как и в книгах, последний фильм франшизы заканчивается тем, что драконы скрываются, хотя это происходит после того, как Иккинг и его племя переезжают на новый остров, а не в конце жизни Иккинга. использовать драконов в качестве оружия, чтобы племя продолжало жить вместе со своими друзьями.Драконы перемещаются в «Скрытый мир», обширную подземную сеть пещер, где Беззубик — альфа всех драконов, в сопровождении его новообретенного друга, Светлой Ярости. Фильм заканчивается сценой «эпилога», в которой Иккинг рассказывает вступительные строки из первой книги, действие которой происходит через несколько лет после ухода драконов, когда женатые Иккинг и Астрид возвращаются на окраину Скрытого мира, чтобы представить свои дети драконов, Иккинг размышляет, летя с Беззубиком и его сыном (Астрид едет на Грозовой Мухе со своей дочерью, в то время как Светлая Ярость и детеныши летают вместе с Беззубиком), что драконы остаются под землей, пока человечество не будет готово жить с ними в мире.
Аудиоадаптации
Все двенадцать романов были записаны как аудиокниги и выпущены Hachette Audio, рассказанный актером Дэвидом Теннантом, [13] , который также играет голосом Шпителаута, отца Сморкала, в фильмах и в DreamWorks zmajevi .
Аудиокниги по романам были также выпущены на немецком языке, озвучены Бенедиктом Вебером и выпущены Arena Verlag GmbH, и в настоящее время доступны на Audible.com.
Как быть викингом был записан и выпущен Hachette Audio в 2014 году, рассказала Крессида Коуэлл. [14]
Vidi takoer
Номер ссылки
Vanjske poveznice
Как припаять алюминиевый провод к медному. Особенности пайки алюминия. Пайка алюминия с медным оловом и канифолью
Уплотнение
Флюс для пайки алюминия
Когда-то я думал, что пайка алюминия паяется на заводах, а не дома. Однако со временем это заблуждение развеялось.
Эта статья о том, как припаять алюминий в домашних условиях и как припаять алюминий.В школе тема алюминия ранее обсуждалась на уроках химии и физики о его свойствах, он имеет отличные электропроводящие свойства, теплопроводность, но его очень сложно паять. Сложность пайки связана с тем, что на очищенной поверхности моментально образуется оксидная пленка, очень устойчивая к различным агрессивным средам.
Как-то раньше встречал такую информацию, что пайка ведется припоем, состоящим из олова и цинка или олова и висмута.Однако практика показывает, что его вполне нормально паять обычными припоями ПОС 40 и ПОС 60. Как паять, не важно, главное как.
Механическая прочность такой пайки невелика, но в целом требуется не прочность, а электрическая проводимость соединения. Чем еще можно паять алюминий, кроме этих припоев, не скажу, не пробовал. Также можно паять свинцом, главное, чтобы мощности паяльника хватило и он нагрелся до достаточной температуры.
Паяльник
Как уже было сказано выше, алюминий имеет повышенную теплопроводность, недаром из него делают радиаторы охлаждения.
Поэтому для пайки крупных элементов мощность паяльника должна быть большой 100-200 Вт. Если, конечно, это два небольших провода, то возможно хватит мощности 60 — 100 Вт.Флюсы
Сейчас проблем с выбором средства нет, а раньше приходилось использовать аспирин, технический вазелин, солидол с оловянным алюминием.Для пайки алюминия в домашних условиях я выбрал два хороших флюса F-64 и FTBf-A, и флюс FIM также дает хорошие результаты. Это самое главное, пожалуй, чем лучше флюс, тем проще пайка.
Главное не нарваться на подделку, но этого хватит, покупаешь такой «Флюс для пайки алюминия», а он ни на что не годится. Кстати, на вопрос, чем еще можно лужить алюминий, есть такой флюс Ф-34, это можно сказать как раз по его составу — это аспирин.Также возможно лужение алюминия «паяльным жиром»
.Способы лужения
При хорошем флюсе процесс лужения и пайки не проблема … Другое дело, если под рукой нет, тут процесс становится более трудоемким.
Самое главное в процессе лужения — исключить контакт очищаемой поверхности с кислородом. Поэтому очищаемую поверхность густо смазывают или заливают флюсом, а при необходимости можно немного прогреть.Если продукт небольшой, например проволока, можно просто зачистить его прямо в растворе, налив его во что-нибудь.
К способу, как паять алюминий паяльником с раствором канифоли, делал примерно так. Поверхность предварительно очистили, смазали раствором и присыпали медной или железной опилкой. Затем, прижав кончиком паяльника (чем сильнее, тем лучше) и сняв оксид, он залужил его обычным припоем.
Иногда при необходимости для пайки двух проводов, например алюминия и меди, я использовал этот метод. Я скрутил два конца проволоки и сварил их токовым разрядом с помощью графитового сердечника от аккумулятора. Для такой «сварки» я использовал трансформатор на 6-12 вольт с током 3 ампера. Подключаем один конец провода от трансформатора к скрутке, а ко второму прикручиваем шток аккумулятора (можно щеткой от двигателя).
При прикосновении возникает дуга и концы спаяны в шарик.Так что паять алюминий в домашних условиях вполне возможно и это не такая уж сложная задача. Немного практики и все.
Пайка алюминия — сложный процесс в домашних условиях. Сложность обусловлена свойствами металла, которые затрудняют совмещение отдельных частей алюминия с другими веществами. Соединять алюминий необходимо по специально разработанным технологиям, обеспечивающим качественную пайку. Важен опыт мастера по пайке алюминиевых деталей.
Почему плохо паяется алюминий
Многие пробовали паять алюминий в домашних условиях и хорошо поняли: припой не хочет приставать к поверхности деталей. Это связано с образованием стабильной оксидной пленки на металле, которая имеет низкую адгезию к материалу припоя. Пайка алюминия в домашних условиях сводится к борьбе с защитной пленкой.
В минералогии оксид алюминия называется корундом. Он состоит из прозрачных кристаллов — драгоценных камней.
Корунд имеет разный цвет в зависимости от примесей: хром дает красноватый оттенок, сапфир — голубоватый.Оксидная пленка очень прочная и не поддается пайке. Его нужно удалить с поверхности, а затем припаять детали.Как удалить оксидную пленку
Пленку удаляют с поверхности металла несколькими способами, наиболее эффективными из которых являются химический и механический. Оба метода требуют для работы безвоздушной бескислородной среды.
Химический метод основан на нанесении цинка или меди на поверхность заготовки путем электролиза. На подготовленное для пайки место наносят медный купорос в виде концентрированного раствора.Присоедините отрицательную клемму аккумулятора или другого источника питания к чистому металлическому предмету. Один конец медного провода подключается к положительной клемме, другой погружается в раствор на алюминиевой поверхности. В результате электролиза медь или цинк осаждается тонким слоем на алюминии и прочно прилипает к нему. Теперь вы можете паять алюминий с оловом.
Для удаления оксидов используется масляная пленка. Для этого метода лучше взять синтетическое или трансформаторное масло с низким содержанием воды.Остальные масла следует хранить при температуре + 150… + 200 ° С, вода испарится. При более высоких температурах содержимое будет разбрызгиваться. На поверхность алюминиевой детали наносится обезвоженное масло. С помощью наждачной бумаги протрите алюминий под нанесенным слоем, чтобы удалить оксид.
Наждачная шкурка заменяется скальпелем, зубчатым наконечником паяльника или железной стружкой, полученной от опиленного ногтя. На масло выливается стружка и кончик паяльника растирается по поверхности, снимая оксидный слой.Массивную деталь желательно нагреть струей горячего воздуха. Припой опускают паяльником в каплю масла и растирают в месте пайки. Для лучшего прохождения процесса пайки добавляется канифоль или другой флюс.
Для пайки алюминиевых проводов созданы флюсы на основе ацетилсалициловой или ортофосфорной кислоты, солей борной или натриевой кислоты.
Канифоль применяется редко, в случае с алюминием она малоэффективна. Флюсы используются для пайки проводов, горшков и прочего.Флюсы для пайки алюминия
Флюсы высокоактивны, поэтому после пайки их необходимо смывать раствором воды и щелочи. Пищевая сода хорошо играет роль щелочи. После щелочи место соединения промывают чистой водой. Защищайте органы дыхания от попадания в них паров флюса. Они способны раздражать слизистые оболочки и попадать в кровоток. Наиболее распространенные требуется рассматривать отдельно.
Канифоль
Канифоль — самый востребованный из всех флюсов.Используется при соединении различных металлов. Работает на алюминии только при отсутствии воздуха, поэтому применяется редко. Больше времени тратится при работе с канифолью, меньше эффективность. Этот флюс не для профессионалов, пайку можно выполнять, но качество соединения невысокое.
Порошковый флюс
Алюминий паяется газовой горелкой с использованием порошковых флюсов.
Не рекомендуется добавлять в пламя кислород, это снижает эффективность флюса. Наиболее распространены флюсы:- Ф-34А;
- бура;
- ацетилсалициловая кислота;
- паяльный жир.
F-34A — активный флюс, содержащий 50% хлорида калия, 32% хлорида лития, 10% фторида натрия и 8% хлорида цинка. В составе используются припои, содержащие химические добавки. Он гигроскопичен и растворим в воде.
Бура — это порошок, плавящийся при 700 ° C, растворимый в воде, смытый водным раствором лимонной кислоты. Отличается невысокой стоимостью.
Ацетилсалициловая кислота встречается в форме таблеток аспирина. При нагревании паяльником выделяются вредные для здоровья человека пары, обжигающие нос, глаза и органы дыхания.
Паяльный жир состоит из парафинового воска, хлорида аммония и хлорида цинка, деионизированной воды. Паяет хорошо прогретые места, прошедшие процедуру лужения. После пайки алюминиевых деталей рекомендуется смыть оставшийся флюс, иначе он вызовет коррозию металла.
Жидкий флюс
На место пайки наносится тонкий слой жидкого флюса. При работе с паяльником быстро испаряется с выделением обжигающих паров. Флюс F-64 содержит фториды, тетраэтиламмоний, ингибиторы коррозии и дионизированную воду.Он хорошо разрушает оксидную пленку и помогает паять большие алюминиевые заготовки. Он используется для пайки меди, алюминия, оцинкованного железа и других металлов.
F-61 состоит из триэтаноламина, фторбората аммония и фторбората цинка. Применяется для лужения и пайки алюминиевых сплавов при температурах до 250 ° C. Castolin Alutin 51 L состоит из кадмия, свинца и 32% олова. Наиболее эффективно работает при температуре выше 160 ° С.
Любой из перечисленных флюсов позволяет паять алюминиевую ванну, алюминиевые заготовки разных размеров, соединять дюралюминиевые, дюралюминиевые (дюралюминиевые) заготовки пайкой.
Припой для пайки алюминия
Припой для пайки алюминия изготавливается на основе цинка или алюминия. В него добавляют добавки для достижения различных характеристик: для снижения температуры плавления, повышения прочности.
Их производят в Америке, Германии, Франции, России. Давайте посмотрим на некоторые из них.Castolin 192FBK на основе цинка (97%) и алюминия (2%) производится во Франции. Castolin производит припои 1827 и AluFlam-190, предназначенные для пайки меди и алюминия при 280 ° C.
Castolin 192FBK — трубчатый припой с флюсом в сердечнике. Выпускается в виде стержней, 100 г которых стоит 100-150 руб. Хорошо запаивает мелкие дыры и трещины.
Chemet Aluminium 13 — припой, используемый при сварке деталей при температуре 640 ° C и выше. В его основе — алюминий (87%) и кремний (13%). Температура плавления припоя около 600 ° С. Выпускается в виде стержней, которых 25 штук на 100 г. 100 г стоит 500 руб. Разновидность Chemet Aluminium 13-UF имеет полую структуру и содержит флюс в сердцевине.Его стоимость на 12 удочек массой 100 г — 700 рублей.
Алюминиевый припой также производится на отечественных предприятиях. Для пайки газовой горелкой используется марка 34А.
Плавится при температуре 525 ° С, хорошо спаивает сплавы АМц, АМ3М, АМг2. 100 г стоит 700 руб.Марка A состоит из 60% цинка, 36% олова и 2% меди. Плавится при 425 ° С. Выпускается в прутках массой 145 г. Стоимость одной удочки 400 руб.
SUPER A + производится в Новосибирске и является аналогом HTS-2000.Для использования с флюсом SUPER FA. Стоит 800 руб. на 100 г. В расплавленном состоянии он становится вязким, для его выравнивания придется использовать стальные инструменты.
Порошковая проволока
Порошковая проволока применяется при сварке алюминиевых деталей; он не подходит для пайки. Алюминий не сваривают порошковой газовой горелкой. Сваривать детали лучше электрическим аппаратом.
Какой паяльник подходит
Как паять, какой для этого нужен инструмент — все зависит от участка пайки.Алюминий и медь хорошо проводят тепло, поэтому нужен мощный паяльник. При площади детали 1000 см² мощность паяльника составляет 50-60 Вт. Часто припаивают две и более детали, и в этом случае мощность увеличивается до 100 Вт.
Для нагрева спая подойдет паяльник меньшей мощности. Наконечник выбирается широкий, с его помощью можно делать насечки для снятия пленки оксида алюминия.Требуется продумать, как паять алюминий паяльником. Это делается хорошо нагретым инструментом после снятия оксидной пленки и лужения, припой хорошо прилегает к луженой (луженой с использованием специальных припоев) области и подходит любой паяльник
Паяльники для алюминия
Вам нужно уметь паять газовой горелкой.Если площадь деталей большая, а мощности паяльника недостаточно, воспользуйтесь горелкой. Лучше использовать газовую горелку, так как пайка алюминия газовой горелкой имеет большой потенциал. Горелка быстро нагревает стык деталей почти до температуры плавления алюминия. На стык наносят флюс припоя, выравнивают жало паяльника и упрочняют. Место соединения необходимо промыть от остатков паяльной кислоты или другого флюса.
При работе с горелками необходимо соблюдать правила пожарной безопасности.
Рядом не должно быть легковоспламеняющихся жидкостей или материалов.Что лучше — сварка или пайка
Ответы на этот вопрос могут быть разными. Применение того или иного метода зависит от использования деталей после их соединения. Радиатор автомобиля лучше припаять. Этот способ дешевый и надежный. Емкости для молока и другие емкости для хранения продуктов лучше всего кипятить. Сварной шов получается более прочным, особенно на больших размерах. Часто бывает необходимо сваривать детали из алюминиевого сплава.Сварка силумина — практически единственный способ соединения, если не считать использования клея.
При желании можно неплохо заработать на сварке и пайке. Часто встречаются вопросы, как припаять алюминиевые трубки в холодильнике или отремонтировать раму велосипеда. В мастерских работа дорогая: пайка труб — 1000 руб. и больше. При подключении электрических проводов пайкой берут 15 руб. для каждого. Ремонт рамы велосипеда из алюминиевых сплавов припоями стоит 500 руб.
Ремонт сковороды обойдется в 100 руб.К этим суммам следует добавить затраты времени и денег на доставку продукции в мастерскую и обратно.Чтобы сэкономить деньги, вам нужно научиться паять самостоятельно. Для этого нужно приобрести газовую горелку в виде баллончика за 700-1000 рублей. и припаять. Вы можете узнать, как покрыть и зашить старый автомобильный радиатор.
Обычно пайку алюминия производят в промышленных цехах. В домашних условиях такая процедура довольно проблематична, ведь после чистки на поверхности металла практически сразу появляется оксидная пленка, что усложняет процесс.Однако не стоит огорчаться, есть еще несколько способов пайки алюминия своими руками, когда оксидная пленка, покрывающая деталь, разрушается сразу в момент пайки.
Характеристика алюминия как металла
Алюминий отличается высокими показателями электрической и теплопроводности, коррозионной и морозостойкости, а также пластичностью. Температура плавления этого металла составляет около 660 градусов по Цельсию.
В зависимости от степени очистки первичный алюминий бывает высокой или технической чистоты.Технический алюминий получают электролизом криолитоглиноземистых расплавов. Другой вид алюминия высокой чистоты образуется после дополнительной очистки технического алюминия. Основное различие между высокочистым и техническим алюминием связано с разницей в коррозионной стойкости металла в определенных средах. Естественно, что чем выше степень очистки алюминия, тем он дороже.
Важным свойством алюминия является его высокая электропроводность, по этому показателю он уступает только серебру, золоту и меди.Сочетание высокой электропроводности и низкой плотности делает алюминий серьезным конкурентом меди в области кабельно-проводниковой продукции. Продолжительный отжиг алюминия при 350 градусах улучшает проводимость металла, а автофреттинг ухудшается. Электропроводность алюминия достигает 60-65% от проводимости меди и увеличивается с уменьшением содержания примесей.
По теплопроводности алюминий уступает только меди и серебру, в три раза превышая теплопроводность низкоуглеродистой стали, что также можно увидеть в видеоролике о пайке алюминия.
Отражательная способность металла зависит от его чистоты. Коэффициент отражения фольги с содержанием алюминия 99,5% составляет 84%.Алюминий сам по себе является химически активным металлом. Однако на воздухе металл покрыт тонкой пленкой оксида алюминия — около микрона. Обладая химической инертностью и большой прочностью, он защищает материал от окисления и определяет высокий уровень его антикоррозионных свойств во многих средах. Оксидная пленка в алюминии высокой чистоты является сплошной, без пор и прочной адгезией к самому металлу.
Таким образом, алюминий высокой чистоты очень устойчив к неорганическим кислотам, щелочам, морской воде и воздуху. Адгезия алюминия к оксидной пленке в месте нахождения примесей заметно ухудшается, и эти места уязвимы для коррозии. Например, по отношению к неконцентрированной соляной кислоте стойкость технического и рафинированного алюминия отличается в 10 раз.
Применение алюминия и сплавов
Алюминий широко применяется в качестве конструкционного материала благодаря своим основным преимуществам — легкости, податливости штамповки, коррозионной стойкости, высокой теплопроводности, нетоксичности своих соединений.
В частности, эти характеристики сделали алюминий популярным в алюминиевой фольге, посуде и упаковке пищевых продуктов.Но металл в силу своей малой прочности применяется исключительно для ненагруженных элементов конструкций в тех случаях, когда на первый план выходят электрическая или теплопроводность, пластичность и коррозионная стойкость. Такой недостаток, как низкая прочность, компенсируется сплавлением алюминия с небольшим количеством магния и меди. Сплав называется дюралюминий.
Электропроводность алюминия можно сравнить с медью, но алюминий дешевле.Поэтому этот материал широко используется в электротехнике для производства проводов, их экранирования, а также для изготовления проводников в микросхемах в микроэлектронике. Внедрение алюминиевых сплавов в строительство снижает металлоемкость, увеличивает надежность и долговечность конструкций при эксплуатации в экстремальных условиях.
На современном этапе развития авиации алюминиевые сплавы являются основными конструкционными материалами.
Последнее изобретение — пеноалюминий, который еще называют «металлический поролон», ему пророчат большое будущее.Однако алюминий как электротехнический материал имеет одно неприятное свойство — сложность пайки алюминия из-за его прочной оксидной пленки.Особенности пайки алюминия
Проблемы, связанные с пайкой алюминия, можно объяснить тем, что поверхность этого материала покрыта тонкой, очень прочной и эластичной оксидной пленкой. При повседневном знакомстве с предметами из алюминия или его сплава у многих возникает неправильное представление о том, что, как и благородные металлы, алюминий не подвержен окислению в атмосфере.Оксидная пленка, как и большинство других оксидов, инертна и плохо смачивается расплавленным металлом; поэтому эту пленку необходимо удалить перед пайкой.
Удаление оксидной пленки
Оксид нельзя удалить механическими методами, потому что при контакте поверхности алюминия с водой или воздухом она сразу же снова покрывается оксидной пленкой.
Флюсы обычно не растворяют оксид. Именно поэтому пайка алюминия и изделий из него считается достаточно сложной задачей, а технология пайки алюминия во многом отличается от технологии пайки других металлов.Для механической очистки поверхности от оксида рекомендуется очищать металл под масляной пленкой, однако в этом случае масло должно быть полностью обезвожено, для чего рекомендуется некоторое время прогреть его в температура близкая к 150-200 градусам. Лучше всего использовать минеральные масла или вакуумные ВМ-4, ВМ-1.
Предлагается также способ очистки поверхности крупнозернистой железной опилкой, которую натирают по металлической поверхности под слоем канифоли или масла жало паяльника вместе с припоем.В этом случае опилки выполняют функцию абразива, при этом одновременно происходит сервисный процесс. Более надежная пайка алюминия может быть достигнута путем лужения металла поверх медного подслоя, который электролитически осаждается на поверхности материала.
Для тех же целей можно использовать подслой цинка, который наносится так же, как в рецепте хромирования алюминия. Оксидная пленка более надежно удаляется с помощью специальных активных флюсов. Хорошо комбинировать обработку поверхности активными флюсами.
Пайка канифолью
Чтобы припаять два алюминиевых провода, их сначала нужно залудить. Для этого покройте конец провода канифолью, поместите его на наждачную бумагу со средней зернистостью и прижмите к шлифовальной бумаге горячим луженым паяльником. Также для пайки можно использовать известный нам раствор канифоли в диэтиловом эфире. При этом паяльник не отрывается от проволоки и на луженый конец добавляется канифоль.
Проволока залужена отлично, но все манипуляции нужно повторять несколько раз.После этого пайка алюминия в домашних условиях идет в обычном режиме. Также хороший результат можно получить, если вместо канифоли взять минеральное масло для швейной машинки и точных механизмов или щелочное масло, которое предназначено для очистки оружия после выстрела.
Алюминий паяется хорошо нагретым паяльником. Для подключения тонкого алюминия необходимо, чтобы паяльник имел мощность 50 Вт, для металла толщиной около 1 миллиметра и более желательна мощность около 90 Вт.При пайке материала, имеющего толщину более 2 миллиметров, место пайки предварительно нужно прогреть паяльником.
Электрохимическая техника
Второй метод пайки алюминия заключается в том, что перед прямой пайкой поверхность (пластину или проволоку) необходимо сначала покрыть медью с помощью простейшей установки для гальваники. Однако вы можете сделать это проще. Очистите место пайки наждачной бумагой и аккуратно нанесите на него пару капель насыщенного медного купороса.
Далее подключите отрицательный полюс источника тока (выпрямитель, аккумулятор, аккумулятор фонарика) к алюминиевой части, а кусок медного провода толщиной 1–1,2 мм без изоляции, находящийся в специальном устройстве, к положительному полюсу. .
Медная проволока должна находиться в щетине зубной щетки таким образом, чтобы она не касалась поверхности во время трения щетины — процедура меднения детали.
Через определенное время в результате электролиза на поверхности алюминиевой детали осядет слой красной меди, которая после промывки и сушки традиционным способом с помощью паяльника лужится.Как вариант, при пайке алюминия своими руками вместо купоросного раствора можно использовать аккумуляторную кислоту соляную: нужно капнуть немного вещества в точку пайки и затем водить по контактной площадке медным диском. Медь выпадет в осадок быстрее, чем при первом варианте, но с кислотой нужно обращаться осторожно.
Чтобы кислота не разъедала лишний участок, его следует залить парафином или заклеить скотчем, обнажив нужный участок.Место пайки необходимо тщательно промыть водой. Таким образом можно будет производить надежную пайку алюминия и меди, при этом контактные площадки будут иметь аккуратную форму.
Пайка алюминия припоями
При пайке алюминия припоем основная задача заключается в первоначальном покрытии металлической поверхности слоем припоя и пайке деталей, покрытых припоем.
Луженые алюминиевые детали можно паять не только между собой, но и с деталями из других сплавов и металлов.Алюминий можно паять легкоплавкими припоями на основе цинка, олова или кадмия, а также тугоплавкими сплавами на основе алюминия. Легкоплавкие припои считаются удобными тем, что позволяют процесс пайки алюминия с оловом при низких температурах (150-400 градусов) и тем самым позволяют избежать значительного изменения исходных свойств алюминия.
Соединения алюминия, спаянные легкоплавкими припоями, особенно сплавами кадмия и олова, образуют пару, неустойчивую с точки зрения коррозии, и плохо сопротивляются коррозионным повреждениям.Самыми надежными считаются более тугоплавкие припои на основе алюминия, содержащие медь, цинк и кремний.
Самый простой из них — сплав алюминия с кремнием (11,7%). Еще более надежный результат дает легкоплавкий алюминиевый сплав с 28% Cu и 6% Si. Пайка производится обычным паяльником, его жало нагревается до температуры 350 градусов Цельсия с помощью флюса, представляющего собой смесь йодида лития и олеиновой кислоты.
Пайка алюминиевых сплавов
Используя припой 34А и флюс 34А, можно паять не только сам алюминий, но и некоторые сплавы.Сплавы АМц и Авиал легче всего припаять, а дюралюминий, В95, АК4 и литейные сплавы, имеющие более низкую температуру плавления, сложнее. Пайка сплава В95 и дюралюминия припоем 34А возможна исключительно для изготовления небольших изделий и с большой осторожностью во избежание прогорания или образования плавления металла в процессе пайки.
Из-за сильного нагрева при пайке сплав В95 и дюралюминий переходят в отожженное состояние, при этом наблюдаются потери не менее 30% прочности материала в зоне пайки, а также его прочности в случае перегорания металла. материал падает более чем наполовину.
При нагреве также необходимо учитывать риск коробления металла, поэтому паять нагруженные и крупногабаритные детали из сплава В95 и дюралюминия горелкой не будем. Также безопаснее и целесообразнее паять небольшие изделия из дюралюминия в печи, чем при помощи горелки, где можно более точно регулировать температуру пайки и тем самым избежать коробления и перегорания деталей.
Для удаления стабильного оксида Al2O3 обычно используют высокоактивные флюсы.Наибольшее распространение при пайке алюминия получили флюсы на основе алюминия, известные под индексами НИТИ-18 и 34А. При использовании флюса 34А стоит помнить, что он способен вызвать сильную коррозию металла, поэтому остатки флюса после пайки необходимо удалить.
Для этого паяемое изделие необходимо подвергнуть специальной обработке:
- Промыть кистями в горячей воде (температура 70-80 градусов) 15-20 минут;
- Промыть в холодной проточной воде еще 20-30 минут;
- Обрабатывать раствором хромового ангидрида;
- Прополоскать в холодной воде;
- Сушить при температуре около 80-120 градусов Цельсия в течение 20 минут — получаса.
Таким образом, для пайки этого металла необходимо запастись специальным оборудованием для пайки алюминия и выбрать один из способов пайки: пайка с механическим разрушением оксида или с химическим разрушением пленки.
Техника пайки алюминия
Нанесение флюса для пайки алюминия
Алюминий широко используется в качестве материала для самых разных конструкций. По прочности он лишь немного уступает стали.Алюминий намного проще обрабатывать, он обладает очень высокой электропроводностью и теплопроводностью.
Однако при принятии решения о том, как паять алюминий паяльником, возникает серьезная проблема, поскольку есть свои особенности и сложности. Дело в том, что обычные методы для алюминия не подходят.
Техника пайки алюминия
Трудности при пайке алюминия связаны с его способностью образовывать оксидные пленки буквально за доли секунды. Поэтому для этой операции паяльникам требуются специальные сменные жала или флюсы на основе ртути.
Хотя алюминиевые провода припаять относительно легко, неудобные плоские поверхности вызывают множество проблем. Чтобы их решить, необходимо провести тщательную подготовку к работе.
Пайку можно производить обычным паяльником с обычным припоем и канифолью.
Из-за высокой теплопроводности алюминия паяльник должен иметь повышенную мощность от 60 до 100 Вт. Если имеющийся паяльник не в состоянии прогреть большие детали, их дополнительно прогревают на электрической или газовой плите.Перед началом пайки стык тщательно зачищается напильником, крошащимся кирпичом или наждачной бумагой. После удаления толстой оксидной пленки с поверхности ее обезжиривают бензином или любым органическим растворителем. После этого место пайки смазывается флюсом. При этом паяльник погружается в канифоль. Появление легкой дымки говорит о готовности к работе. Вместо канифоли можно использовать нашатырный спирт. Таким образом очищается жало паяльника от посторонних оксидов металлов.
Дальнейшая процедура практически ничем не отличается от работы с обычными металлами. Очищенное жало паяльника окунают в припой и держат в нем до тех пор, пока он полностью не покроется пленкой. После этого небольшое количество припоя захватывается жалом, переносится на место пайки и разравнивается по всей поверхности, предварительно залуживая ее.
Затем наносится основное количество припоя для обеспечения прочной связи алюминия. Подождите, пока припой остынет, а затем протрите стык влажной тканью.Финальная чистка производится напильником или наждачной бумагой.Флюс для пайки алюминия
Флюс играет особую роль в процессе пайки алюминиевых деталей. Эффективно удаляет оксидные пленки и жир, находящиеся в воздухе. Кроме того, флюс защищает поверхности от окисления при пайке.
Флюс для пайки алюминия продается готовым, но его вполне можно приготовить самостоятельно. Для приготовления флюса: взять 30 г хлорида цинка, 10 г хлорида аммония и растворить в 60 миллилитрах воды.
Часто вместо флюса используется так называемая припойная жидкость или паяльная кислота. Его получают в результате реакции концентрированной соляной кислоты с металлическим цинком. Для этого кислоту наливают в стеклянную или фарфоровую посуду. Это действие нельзя проводить рядом с открытым пламенем из-за опасности взрыва выделяющегося водорода.
Цинк добавляют в кислоту небольшими порциями. В результате химической реакции образуется хлорид цинка. После того, как водород перестанет выделяться, посуду с образовавшимся веществом помещают в теплую воду.Готовую жидкость смешивают с нашатырным спиртом.При нормальном соблюдении технологии прочность сцепления выше, чем у многих металлов.
electric-220.ru
Как паять алюминий в домашних условиях: припой для пайки, методы, особенности
Пайка алюминиевых элементов в домашних условиях — очень проблемный процесс, которому способствует использование специальных материалов. Работа осложняется мгновенным появлением тонкой оксидной пленки в месте зачистки, которая мешает пайке.Дополнительную трудность создает сам материал, имеющий низкий температурный порог плавления (+660 ° C). Используя припой для пайки алюминия, специальные прочные флюсы и соблюдая технологию, можно самостоятельно паять практически любой предмет из алюминия.
Особенности и принципы пайки
Низкий температурный показатель плавления металла усложняет технологический процесс пайки, а также ремонта изделий своими руками.
Детали очень быстро теряют прочность при нагревании, а конструкции снижают устойчивость при температуре до 300 градусов. Легкоплавкие припои, состоящие из висмута, кадмия, индия, олова, плохо контактируют с алюминием и не обеспечивают достаточной прочности. В сочетании с цинком наблюдается отличная растворимость металла, что придает сварным соединениям высокую надежность.Перед началом пайки алюминиевые элементы хорошо очищаются от окислов и грязи. Для этого можно применять механическое воздействие кистями или использовать специальные флюсы из сильнодействующего состава.Перед самой процедурой необходимо обязательно залудить обрабатываемые участки. Оловянное покрытие защитит деталь от образования оксидов. Чтобы надежно паять алюминиевые изделия, необходимо правильно подобрать нагревательный инструмент с учетом объема обрабатываемого металла. Кроме того, надежность соединения зависит от того, какой сплав выбран, а также флюс для пайки алюминия.
Способы пайки
Пайка алюминиевых изделий осуществляется паяльником электрического типа, паяльной лампой или газовой горелкой.
Есть три способа пайки различных алюминиевых предметов:- канифолью;
- с использованием припоев;
- электрохимический метод.
С канифолью
Этот вариант пайки алюминиевых предметов, проводов, кабелей применяется для мелких деталей. Для этого очищенный участок электропровода покрывают канифолью и кладут на кусок наждачной бумаги со средней зернистостью. Сверху провод прижимают луженым наконечником нагретого паяльника.Это действие проводится несколько раз, после чего выполняется процедура пайки электрических проводов. Можно использовать раствор канифоли в диэтиловом эфире.
В этом случае конец паяльника не вычитается из луженого, а сверху добавляется канифоль. Для скручивания тонких алюминиевых проводов подойдет электрический паяльник мощностью около 50 Вт. При толщине алюминия около 1 мм потребуется паяльник на 100 Вт, а детали более 2 мм требуют предварительного нагрева стыка.
С использованием припоев
Этот метод является наиболее распространенным и применяется в электротехнике, при ремонте деталей автомобилей, а также других изделий.
Перед пайкой алюминия проводится предварительное покрытие герметизируемого места сплавом и последующее соединение луженых элементов. Предварительно луженые детали склеивают друг с другом, а также с другими сплавами и металлами.Пайка элементов может осуществляться легкосплавными припоями, содержащими олово, цинк и кадмий.Кроме того, активно используются огнеупорные материалы на основе алюминия. Почему используются составы из легких сплавов? Потому что они позволяют паять алюминиевое изделие при температуре до 400 градусов. Это не приводит к качественным изменениям свойств металла и сохраняет его прочность. Композиции с кадмием и оловом не обеспечивают достаточной надежности контакта и подвержены коррозионному воздействию. Огнеупорные материалы с цинком, медью и кремнием на основе алюминия лишены этих недостатков.
Электрохимический метод
Эта процедура требует установки для выполнения гальванического покрытия. С его помощью проводится омеднение поверхности изделия или проволоки.
При его отсутствии применяется самостоятельная обработка детали. Для этого на очищенное шлифовальной шкуркой место наносится несколько капель насыщенного раствора медного купороса. После этого к заготовке подключается отрицательный полюс автономного источника питания.Это может быть батарея, аккумулятор или любой электрический выпрямитель.К положительной клемме подключают зачищенный медный провод диаметром около 1 мм, расположенный в изолированной стойке. В процессе электролиза медь будет постепенно оседать на детали, после чего участок лужится, просушивается электрическим паяльником. После этого можно легко запаять луженое место.
Припои, материалы, флюсы
Пайка алюминия оловом производится с применением высокоактивных флюсов, а также хорошей очистки деталей деталей.Такие составы олова требуют дополнительного покрытия специальными составами, так как обладают невысокой прочностью и слабой защитой от коррозионных процессов.
Как паять алюминиевые элементы? Качественные паяные соединения достигаются при использовании припоев с кремнием, алюминием, цинком и медью.
Эти материалы выпускают как отечественные, так и многие зарубежные производители. Отечественные марки стержней представлены наиболее распространенными припоями ЦОП40, которые по ГОСТу содержат 60% олова и 40% цинка, а также 34А (алюминий — 66%, кремний — 6%, медь — 28%).Используемый цинк придает высокую прочность точке контакта и обеспечивает хорошую коррозионную стойкость. К импортным низкотемпературным сплавам с отличными характеристиками относится HTS-2000, обеспечивающий максимальное удобство использования.Эти сплавы используются для работы с крупногабаритными деталями (радиаторами, трубами) с высоким тепловыделением с помощью грелки или предметов из алюминиевых сплавов с достаточно высокотемпературным плавлением. Начинающие мастера по ремонту могут ознакомиться с процессом пайки, посмотрев обучающее видео.Это поможет избежать множества неприятных нюансов в процессе работы.
При пайке алюминия, помимо припоев, необходимо использовать специальные флюсы, содержащие фторборат аммония и цинка, а также триэтаноламин и другие элементы.
Наибольшей популярностью пользуется отечественный F64, обладающий повышенной химической активностью. Его можно использовать даже без предварительной очистки изделий от оксидной пленки. Кроме того, используется 34А, содержащий хлориды лития, калия и цинка, а также фторид натрия.Подготовка изделий
Надежность, а также отличное качество соединений обеспечивается не только правильной технологией, но и подготовительными работами. К ним относится обработка герметичных поверхностей. Необходимо удалить загрязнения и тонкие оксидные пленки.
Механическая обработка осуществляется наждачной бумагой, металлической щеткой, проволочной сеткой из нержавеющей стали или шлифовальной машинкой. Кроме того, для очистки используются различные кислотные растворы.
Для обезжиривания поверхностей используются растворители, а также бензин или ацетон.На зачищенном участке алюминия оксидная пленка появляется практически сразу, но ее толщина намного меньше исходной, что облегчает процесс пайки.
Нагревательные инструменты
Как паять алюминий в домашних условиях? Электрические паяльники используются для пайки малогабаритных алюминиевых изделий в домашних условиях. Они представляют собой универсальный инструмент, достаточно удобный для пайки проводов, ремонта трубок и других элементов. Для них требуется минимум рабочего пространства, а также наличие электрической сети.Ремонт крупногабаритных изделий и сварка производится газовой горелкой, использующей аргон, бутан, пропан. Для пайки алюминиевых предметов в домашних условиях можно использовать стандартную паяльную лампу.
При использовании газовых горелок необходимо постоянно контролировать их пламя, которое характеризует сбалансированную подачу кислорода и газов. При правильной газовой смеси огненный язык становится ярко-синим. Тусклый оттенок, а также небольшое пламя говорят об избытке кислорода.
Технологический процесс
Технология пайки алюминиевых предметов аналогична процессу соединения деталей из других металлических материалов.
Первым делом необходимо очистить и обезжирить места будущей пайки. Затем соединяемые элементы устанавливаются в рабочее положение для удобства обработки. На подготовленный участок наносится флюс, и, изначально холодное, изделие начинает нагреваться с помощью электрического паяльника или горелки. При повышении температуры начинает плавиться пруток припоя, который должен постоянно касаться поверхности элементов, контролируя процесс нагрева. Пайка алюминиевых элементов в домашних условиях электропаяльником производится в помещении с хорошей вентиляцией, так как при работе выделяются опасные соединения.Использование бесфлюсового припоя требует соблюдения некоторых нюансов. Чтобы оксидная пленка не мешала проникновению сплава на детали, конец планки совершает царапающие движения по области, где припаяны элементы. Это нарушает целостность оксида, и припой вступает в контакт с обрабатываемым металлом.
Разрушение оксидного слоя при пайке может быть выполнено другим способом. Для этого обрабатываемый участок царапают металлической щеткой или бруском из нержавеющей стали.
Для обеспечения максимальной прочности алюминиевых деталей в зоне пайки обрабатываемые участки предварительно покрываются лужением. Соблюдение технологии пайки элементов из алюминия гарантирует отличное качество стыка, а также его защиту от коррозии.
oxmetall.ru
Паяем алюминий
Бывают ситуации, когда необходимо паять алюминиевые изделия. Но из-за того, что оксидная пленка покрывает поверхность алюминия, припой к ней просто не прилипает.Специально для этого были разработаны припои и флюсы. Но мы постараемся справиться с этой задачей по старинке. Внимание! Работы следует проводить в хорошо проветриваемом помещении, желательно с активной вентиляцией, или на открытом воздухе. Для пайки алюминия нам понадобится машинное масло (используется для смазки швейных машин), небольшой кусочек наждачной бумаги, канифоль и обычный припой для пайки радиодеталей.
Паяльник нужен максимально мощный. Например, это. Его мощность 65 Вт.
Запаяем дно алюминиевой пивной банки. Перед работой жало паяльника необходимо выровнять напильником (удалить все раковины) и залудить.
Используйте кусок наждачной бумаги, чтобы очистить место пайки до блеска.
Налейте на это место немного масла.
Далее потрите масляное пятно наждачной бумагой.
Этим мы удаляем оксидную пленку, а масло не дает образоваться новой пленке. Паяльник к этому времени должен прогреться до рабочей температуры.Обмакните жало паяльника в канифоль, соберите как можно больше припоя, снова окуните его в канифоль и быстро начинайте тереть будущее без особых усилий. место пайки. При этом масло начинает обильно выгорать. Поэтому канифолью не жалеем. Если все было сделано правильно, то наш оловянный слой должен покрывать поверхность алюминия.
Иногда для достижения желаемого результата нужно повторить эту операцию несколько раз.
Медный провод очень легко припаять к луженому алюминию.
А теперь попробуем залудить и припаять алюминиевый провод. Снимаем с него утеплитель и чистим до блеска. Залить машинное масло на луженое дно банки.
Далее проволоку нужно смочить в масле и затереть наждачной бумагой.
Затем пробуем залудить проволоку прямо на дне банки. Если получилось, значит, все было сделано правильно. Если нет, снова работаем наждачной бумагой.
Провод тоже отлично припаян к алюминиевой банке.
Вместо машинного масла можно использовать оружейное масло.Если алюминиевая деталь имеет большие размеры, то, возможно, потребуется ее дополнительный нагрев. Например, на электроплите.
sdelaysam-svoimirukami.ru
Как припаять алюминий оловом своими руками
Как припаять алюминий в домашних условиях
Пайка соединений проводов припоем считается самым надежным методом соединения проводов и жил кабеля. Хорошо, если нужно припаять только медные провода, которые легко залуживаются припоем. Недаром в электронике все выводы элементов медные, луженые.
Пайка алюминия в домашних условиях
После того, как сплошные и многожильные жилы кабелей облучаются, их несложно соединить пайкой.
А как паять алюминий с оловом, если припой забракован оксидом алюминия. Как известно, алюминий покрыт тонким слоем оксида, который мгновенно образуется на алюминии при контакте с кислородом. Чтобы припой хорошо прилегал к алюминиевой проволоке, нужно удалить оксид алюминия, а затем олово.Для этого существуют в виде флюса: паяльная кислота, специальные флюсы для алюминия, смесь канифоли с ацетоном.Все эти преимущества разрушают или препятствуют образованию оксидной пленки на алюминии. После использования этого типа флюса процесс лужения алюминия упрощается.
Необходимые инструменты для пайки алюминия с оловом: электрический паяльник, острый нож, кусачки для проволоки, тонкий напильник для подготовки жала паяльника. Из материалов требуются: припой ПОС 61 или ПОС 50, флюс для пайки алюминия Ф-64 или аналогичный, губка.
Пайка алюминия оловом и флюсом Ф 64
Флюс Ф 64 предназначен для пайки алюминия.Техника пайки не сложная. Первым делом нужно снять изоляцию с проводов на 5 см.
Изоляцию снимают острым ножом под углом к проводу, чтобы не порезать его. Режущий алюминий легко ломается.Инструменты и материалы для пайки алюминиевой проволокой
Далее нужно хорошо очистить проволоку мелкой наждачной бумагой или острым ножом. После зачистки проволоки ее смачивают щеткой с плюсом и острым ножом продолжают зачищать проволоку, но уже под флюсом.Таким образом, пленка оксида алюминия с проволоки удаляется, предотвращая ее повторное окисление на воздухе. Затем нагретым паяльником с припоем начинают лужить провод с его конца.
Если начать лужить провод возле изоляции, то можно поджечь. В этом случае изоляционные свойства провода будут потеряны. Проволока лужится паяльником, двигаясь вперед-назад, при этом с алюминия снимается оксидная пленка. Точно сразу обмануть провод не получится.Поэтому на не луженые участки провода снова наносят флюс, а участки оставшейся оксидной пленки удаляют горячим паяльником с припоем и возвратно-поступательными движениями.
Таким образом, алюминиевая проволока полностью покрыта припоем. После лужения алюминиевую проволоку опускают в раствор соды (5 столовых ложек на 200 г воды) и смывают остатки флюса зубной щеткой. В составе флюса присутствуют активные кислоты, которые разъедают не только пленку, но и саму проволоку.Поэтому оставшийся флюс необходимо смыть. Полностью смыть его не получится, так как он частично остается под припоем и въедается в провод.
Но хотя бы частично смыть нужно. Медную проволоку с флюсом Ф 64 не подают, лучше использовать раствор канифоли и спирта (от 50% до 50%). Кисточкой нанесите жидкую канифоль на медную проволоку (предварительно зачистив ее) и подайте проволоку горячим паяльником, начиная с конца.Жало паяльника должно быть прямым и чистым. Оболочки на конце жала паяльника снимаются небольшим напильником.
А остатки пригоревшего припоя (шлака) стереть губкой или тряпкой. После лужения алюминиевой и медной проволоки их скручивают плоскогубцами, кисточкой наносят жидкую канифоль и запаивают стык, начиная также с торца.
Если соединить припоем алюминий без лужения, то со временем это соединение может разорваться.Соединение алюминия с медью представляет собой гальваническую пару, и когда через нее проходит ток, он нагревается и разрушает соединение.Таблица температурных режимов марок припоя
В результате место закрутки сильно нагревается и обугливается, что увеличивает пожароопасность. Оловянный припой нейтрален по отношению к алюминию, поэтому алюминиевые провода перед подключением к меди необходимо залудить. Для пайки алюминиевых проводов хорошо подходят припои ПОС 61 и ПОС 50 с низкой температурой плавления 190 — 210С.
Пайка алюминия медным оловом и канифолью
Пайка электрических проводов с паяльной кислотой запрещена ПУЭ. Это связано с тем, что эта кислота при пайке полностью не выгорает. В результате соединение проводов со временем подвергается коррозии под действием кислоты, образуются оксиды, которые нагреваются при протекании тока и могут вызвать возгорание изоляции.
К этим кислотным флюсам относятся специальные флюсы для пайки алюминия, в том числе F 64.Итак, как припаять алюминий с медью, чтобы соединение было качественным и прочным.По сложности метод лужения алюминия оловом и канифолью даже проще, чем лужение алюминия флюсом F 64. Но качество и надежность лужения канифоли будут высокими. При лужении алюминия в канифоли нужно сделать или выбрать низкую ванну для жидкой канифоли (60% канифоли и 40% спирта).
Флюсы для пайки алюминия
Ванна заполняется жидкой канифолью так, что в нее закапывается провод с изоляцией 5-10 мм. Очищенный от изоляции провод помещают в канифоль и острым ножом (удобно скальпелем) снимают оксидную пленку с алюминиевой проволоки, не удаляя ее из ванны.То есть под канифолью проволока защищена по всей длине со всех сторон. Под канифолью на очищенных местах алюминиевой проволоки не образуется пленка, так как нет контакта с кислородом.
Теперь берут прогретый паяльник с припоем мощностью не менее 60 Вт и опускают его на оголенный и бескислый провод, у самой поверхности канифоли, постепенно прокручивают и вытаскивают уже луженые участки провод.
Суть метода в том, что проволока лужится у самой поверхности жидкой канифоли.Чтобы очищенные от оксида участки проволоки не соприкасались с воздухом.Паяльник можно погружать в канифоль на 2-3 мм. Слегка облучив провод, приподнимите паяльник, чтобы он снова нагрелся. Да, вначале будет много дыма, поэтому лучше научиться паять на улице или в помещении с хорошей вентиляцией. После нескольких попыток вы выработаете собственную технику лужения и немного опыта.
Определитесь с положением паяльника, скорость лужения проволоки увеличится, то есть появится скилл, и количество дыма уменьшится.Зато проволока будет залужена отлично. Далее, как обычно, скручиваем провода и тоже припаиваем их небольшим количеством припоя.
Остатки канифоли на запаянной скрутке проволоки смываются щеткой со спиртом. Недостатком этого метода является невозможность пайки в труднодоступных местах. Для таких случаев лучше использовать другие методы безопасного соединения алюминия с медью.
electricavdome.
ruЧасто в радиолюбительской практике и даже в быту встает вопрос о пайке алюминия.Электрические провода, корпуса, негерметичные емкости — мало ли что. Но, к сожалению, алюминий и его сплавы паять не очень любят. Этот материал можно даже лужить (покрывать слоем припоя), и это проблема, а не только качественная пайка. Единственный выход, как принято считать, — это сварка, причем специальная сварка, например, аргонодуговая сварка. Тем не менее, алюминий по-прежнему можно паять, причем качественно, в домашних условиях и без использования специальных инструментов и технологий.
«Не спаян» — не совсем правильное утверждение. Скорее плохо припаян. Дело в том, что на воздухе алюминий практически мгновенно окисляется, покрываясь исключительно прочной оксидной пленкой, не покрытой никаким металлом. Но если эта пленка разрушается, то паять алюминий не сложнее, чем ту же медь. Другое дело, что оксид алюминия — очень прочное соединение. Вы, наверное, слышали о фрезах из корунда, который представляет собой оксид алюминия.
Этот оксидный слой с одной стороны надежно защищает алюминий от дальнейшего окисления и разрушения, а с другой — значительно усложняет процесс пайки.Причем разрушить его обычными нейтральными флюсами — той же канифолью — невозможно. Но если вы все же найдете такой флюс, то паять алюминий в домашних условиях можно легко.
Флюсы для пайки алюминия
Как упоминалось выше, пленка оксида алюминия чрезвычайно прочная, и ее очень трудно разрушить химическими методами. Тем не менее существует множество составов, позволяющих не только разрушить эту самую пленку, но и предотвратить появление нового оксидного слоя до завершения процесса пайки.При выборе того или иного флюса в первую очередь следует руководствоваться типом пайки — паяльником или горелкой. Неправильно подобранный состав либо не даст желаемого результата, если его не нагревать, либо просто выгорит в пламени, например, в газовой горелке.
Если вы собираетесь работать с легкоплавкими припоями и использовать паяльник, то есть смысл обратить внимание на флюс F-59A и ему подобные (F61A, F64 и др.
). Он обладает высокой активностью и отлично разрушает даже толстый слой оксидной пленки при относительно низкой температуре нагрева обычным паяльником.Но нельзя использовать для пайки горелкой и жаропрочных припоев. Если тому же F-59A удастся даже разрушить оксид, в процессе дальнейшего нагрева он просто выгорит, и по сути его задача не только удалить корунд, но и предотвратить окисление алюминия до конца срока службы. процесс пайки.
Для работы с высокотемпературными припоями потребуется что-то другое, например флюс F-34A (AF-4A, Castolin 190 Flux и др.)), выдерживающая температуру до 610 градусов.
Высокотемпературный флюс для алюминия
Почему не подходит для работы с паяльником? Поскольку нижний порог активности этого флюса составляет 520 градусов, его просто нельзя нагреть до нужной температуры паяльником, а значит и активировать.
Конечно, выбор мастера не ограничивается вышеперечисленными композициями.
Их очень много — как отечественных, так и импортных.Таким образом, у вас есть из чего выбирать, исходя как из стоимости, так и по доступности.Припои для алюминия
Паять алюминий можно как обычными свинцово-оловянными припоями, так и специальными, содержащими алюминий, цинк, серебро и другие металлы и даже неметаллы (например, кремний). POS-припои, как и специальные для алюминия, имеют разную температуру плавления, что необходимо учитывать как при работе с ними, так и при эксплуатации отремонтированного изделия.
Если вы решили паять посуду, контактирующую с пищевыми продуктами (канистра, колба, трубка для дистиллятора и т. Д.), то использовать свинецсодержащие припои нельзя. Придется выполнить высокотемпературную пайку с использованием, например, припоя 34А, содержащего медь, кремний и, конечно же, алюминий. Подойдет ЦОП-40, содержащий цинк.
Припой для пайки алюминия Алюминий-13
Другой вариант — пайка чистым оловом.
Он отлично подходит для ремонта кухонной утвари и имеет низкую температуру плавления, а это значит, что работу можно выполнять с помощью паяльника. Но при использовании олова следите за тем, чтобы точка пайки не сильно нагревалась во время работы изделия.Например, можно припаять дно чайника оловом (он соприкасается с водой и не нагревается выше 100 градусов), но клюв того же чайника отвалится после первого закипания.
Особого внимания заслуживают так называемые флюсовые, которые уже содержат специальный флюс (обычно в виде покрытия, но не обязательно). Бытует мнение, что для работы с ними флюс вообще не нужен и в принципе это так.Тем не менее, очень желательно защитить паяное соединение от окисления во время работы. Для этих целей подойдет любой пассивный флюс, выдерживающий температуру пайки. Идеальным решением здесь может стать обычное трансформаторное масло, которое используют электрики при пайке высоковольтных муфт.
Припой для алюминия с флюсовым покрытием
Среди недостатков порошковых сплавов можно отметить их более высокую стоимость, разовое использование (припой неиспользован, но после нагрева повторно его не использовать) и необходимость опыта работы с такими составами.
Выбор источника тепла
Тут выбор не очень большой:
- паяльник обыкновенный;
- открыть огонь.
Первый вариант подойдет, если не требуется особая механическая прочность стыка. Например, вам нужен надежный электрический контакт или какая-то деталь, не несущая большой механической нагрузки. Допустим, дырявая кружка, чтобы не текла. Второй вариант предполагает тот или иной тип горелки и использование тугоплавкого припоя.Он намного сложнее первого, но позволяет получить прочное механическое соединение, как говорится, веками.
Паять металл обычным паяльником
Как уже говорилось выше, паять алюминий легкоплавкими припоями можно с помощью обычного и привычного паяльника. Единственное условие — мощность инструмента должна быть достаточной для нагрева деталей, подлежащих пайке, до необходимой температуры.
Если вы умеете работать с паяльником, то с пайкой алюминия у вас не возникнет проблем (ну или почти никогда).
Вы очищаете детали, покрываете их соответствующим флюсом и припаиваете. Хорошая идея — добавить немного мелкого абразива в область пайки, смазанную флюсом, который поможет очистить припаянные поверхности от оксидной пленки.Если в вашем распоряжении нет паяльника достаточной мощности, то паяемые детали можно нагревать параллельно горелке (слегка) или даже пламенем газовой горелки.
Некоторым электрикам вообще удается паять алюминий «таким, какой он есть», и с точки зрения электрической прочности его паять хорошо.Вы также можете использовать этот метод при соединении, например, двух алюминиевых проводов. Для этого вам понадобится:
- любой абразивный порошок, например мелкий песок;
- обычное машинное масло (лучше оружейное).
Налейте абразив на ровную поверхность, капните масло, погрузите в состав зачищенную алюминиевую проволоку и, взяв припой на наконечник, «протрите» им эту проволоку. Абразив снимает оксид, масло предотвращает образование новой пленки, а припой на полдня надежно покрывает алюминий.
Единственный недостаток этого метода — малая механическая прочность соединения, поэтому перед окончательной пайкой проводов их необходимо скрутить после лужения. Электрическая прочность такой пачки отличная, поэтому если она не сломается механически, то прослужит десятилетия.
Применение газовой горелки
Если вы решили использовать для пайки алюминия тугоплавкие припои, то без открытого пламени не обойтись. В этом случае стоит обратить внимание на следующие нюансы:
- Пламя должно быть качественным — не курить, поддерживать постоянную температуру и размер горелки.
- Пайка открытым пламенем требует значительного опыта в поддержании оптимальной температуры нагрева, так как «температурный коридор» качественной пайки достаточно узок. Перегрев — потеря механической прочности или даже потек алюминия. Недогретый — тугоплавкий припой не плавится.
Для выполнения первого условия, например, огонь или пламя свечи не подходят — дымят.
Горелка газовой плиты? Он не дымит, но выдержать температуру нагрева паяемых деталей очень сложно даже профессионалу — малейшее движение по вертикали или горизонтали и температура «ушла».К тому же в руку газовую горелку взять нельзя, а значит, придется держать в руках детали, которые нужно паять. Если объект массивный, вы просто не сможете держать его в пламени в постоянном движении для поддержания нужной температуры, пытаясь при этом паять другой рукой. Ну раз уж нагревать будете снизу, то для нормальной пайки деталь придется перегреть (припаять нужно сверху), а значит, она легко расплавится.Тем не менее, по крайней мере, можно паять алюминий поверх газа, но только по крайней мере.
Идеально подойдет газовая горелка. Он компактен (в смысле самой горелки, а не емкости для нее), не дымит, мало весит. Но, к сожалению, получить его не всегда удается.
Самым простым выходом из ситуации может стать небольшая паяльная лампа. Чтобы было легче, только не заправляйте прибор бензином «под шею».
Перед тем, как приступить к пайке, лампу необходимо хорошенько прогреть, чтобы она не дымила.Будем считать, что горелка прогрета, а детали, подлежащие пайке, зачищены и плотно прижаты друг к другу в месте будущей пайки. Нанесите на детали соответствующий флюс (если вы используете флюсовый припой, используйте трансформаторное масло в качестве флюса) и начните нагрев. За температурой нагрева необходимо постоянно следить кусочком припоя, касаясь места будущей пайки.
Как только припой начнет плавиться, постарайтесь поддерживать постоянную температуру (это придет с практикой) и протрите припой куском припоя, полностью залуживая его.Как только лужение закончится, вы можете припаять той же деталью, используя ее в качестве электрода для сварки. Часто при пайке муфт электрики используют тугоплавкий припой только для лужения оболочки кабеля, а затем муфту припаивают обычным легкоплавким припоем.
Дело в том, что гильза сделана из свинца и просто не выдерживает тепла, необходимого для плавления тугоплавкого алюминиевого припоя.
Но если обе части, конечно, алюминиевые, то лучше паять и лужить тугоплавким припоем — стык деталей будет иметь высокую электрическую и механическую прочность.Как паять силумин
Прежде всего, давайте определим, что силумин — это сплав алюминия с кремнием и ничего больше. Например, сплав ЗАМ (цинк, алюминий, магний) — это совершенно другой материал. Если вы уверены, что держите в руках силуминовую деталь, то можете смело браться за пайку — силумин можно паять по той же технологии, что и алюминий. Другое дело, что силуминовые детали обычно работают при довольно высокой механической нагрузке. Материал и без того, мягко говоря, бедный в этом плане, да и то, если еще и паять…
Вы все еще хотите запаять лопнувший силумин кран? В принципе, это реально, но соседей снизу все же стоит пожалеть. Что касается сплава ЦАМ, который по внешнему виду очень похож на силумин, то качественно и прочно его спаять не удастся. Только «слюнявчик».
СЕРБСКИЙ-АНГЛИЙСКИЙ
- Стр. 5 и 6: Dzepni Srpsko-Engleski i Englesko-S
- Стр. 7 и 8: ПРЕДИСЛОВИЕ Славянские языки из
- Стр. 9: СЕРБО-ХОРВАТСКИЙ АЛФАВИТ N.B. In
- Страница 12 и 13: ag]: bagans f., Бадава из шкуры ягненка
- Страница 14 и 15: lj] bljutav, -tva, тошнота -tvo:
- Страница 16 и 17: vag] V, B . vaga: f., scale, balan
- Стр. 18 и 19: vis] 10 [vre visoko: нареч., high vi
- Стр. 20 и 21: gnus: m., horror gnusan, -sna, -sno
- Стр. 22 и 23: del] 14 [dom delo: n., Action, dee
- Стр. 24 и 25: duzan, -2na, -no: adj., Owing, ind
- Стр. 26 и 27: zak] 18 zakasniti : to be late zara
- Page 28 и 29: Изв] izviniti: to excuse, pardon,
- Page 30 and 31: jel] 22 fkal jelovina: f.. : m., лист, лист (of pape
- Page 38 и 39: mar] 30 [mi! mark: f., mark, stam
- Page 40 and 41: mok] 32 [mus mokrada: f., urine mo
- Стр. 42 и 43: nap] 34 [nez na pamet: adv., By he
- Page 44 and 45: nes] 36 [noc nesvestica, nevestnost
- Page 46 and 47: obm] obumna: f. , иллюзия, мошенничество,
- Страница 48 и 49: okr] okrenutise (okrenem, etc.): to
- Страница 50 и 51: otk] 42 [pak otkuda: adv., откуда
- Страница 52 и 53:
8/serbian-english/54″ title=»pla] 46 : pladanje n., payment : pl»> pla] 46: pladanje n., платеж: pl
- Page 56 и 57:
8/serbian-english/58″ title=»pol] 60 fpor. polagati (polazem) : «> pol] 60 фпор. polagati (polazem):
- Page 60 и 61:
 , conseq»> pos] 52 [pot: posledica f., Conceq
, conseq»> pos] 52 [pot: posledica f., Conceq - Page 62 и 63:
8/serbian-english/64″ title=»pre) 66 [pri prepreciti : to oppose»> pre) 66 [pri prepreciti: против
- Page 66 и 67:
8/serbian-english/68″ title=»psa] 60 [put : psalmopevac m., psal»> psa] 60 [put: psalmopevac m., Psal
- page 70 and 71:
 72 и 73:
72 и 73:8/serbian-english/74″ title=»if] 66 [rud rif : m., ell rkati (nf»> if] 66 [rud rif: m., ell rkati (nf
- Page 76 и 77:
8/serbian-english/78″ title=»sas] {sve sastaviti, -Ijati gether,»> sas] {sve sastaviti, -Ijati gether,
- Page 80 и 81:
 com/en/document/view/18 8/serbian-english/82″ title=»ski] 74 tsla skidati, skinuti (-iic»> ski] 74 tsla skidati, skinuti (-iic
com/en/document/view/18 8/serbian-english/82″ title=»ski] 74 tsla skidati, skinuti (-iic»> ski] 74 tsla skidati, skinuti (-iic - Page 84 и 85:
8/serbian-english/86″ title=»spo] 78 [srn sporazumeti se : to ag»> spo] 78 [srn sporazumeti se: to ag
- Page 88 and 89:
8/serbian-english/90″ title=»82 ftck tajanstvenost : I ! f., mys»> 82 ftck tajanstvenost: I! f., mys
- Страница 92 и 93:
 , toplica, «> вверху] 84 [tro: toplik m., toplica,
, toplica, «> вверху] 84 [tro: toplik m., toplica, - Page 94 и 95:
8/serbian-english/96″ title=»uza] 88 [ule nzar : m., rope-maker «> uza] 88 [уле нзар: м., канатник
- стр. 98 и 99:
8/serbian-english/100″ title=»u$t] 92 [hal : uStrojiti to castrat»> u $ t ] 92 [hal: uStrojiti to castrat
- Page 102 и 103:
hor] [cen horizonat: m.
, горизонт h - Стр. 104 и 105:
ad] 96 [ces I: i’-adorijo n., палатка
- Стр.106 и 107:
COT] 98 [Sam Cove & je: прил., человек
- Стр. 108 и 109:
81J] 100 [Гав филюка: {., Woodcoc
- Стр. 110 и 111:
Бюстгальтер) 102 [Ska Bra6: m., Brazza: B
- Стр. 113 и 114:
АНГЛИЙСКИЙ — СЕРБСКИЙ a: арт., Имеется
- Page 115 и 116:
 yumpu.com/en/document/view/18925998/serbian-english/115″ title=»acm] 107 [adu acme : n., vrh, m. ac»> acm] 107 [adu acme: n., Vrh, m. ac
yumpu.com/en/document/view/18925998/serbian-english/115″ title=»acm] 107 [adu acme : n., vrh, m. ac»> acm] 107 [adu acme: n., Vrh, m. ac - Страница 117 и 118:
соглашение: n., saglasnost, sloga,
- Page 119 и 120:
тоска: n., prituza, mnka samrtna
- Page 121 и 122:
art] 113 [ath artisan: n., zanatli
- Page 123 and 124 :
awa] 115 [ban await: v., Cekati aw
- стр. 125 и 126:
 , crkvenjak»> ea] 117 [bel beadle: m., Crkvenjak
, crkvenjak»> ea] 117 [bel beadle: m., Crkvenjak - стр. 127 и 128:
ig]: фанатизм n., Богорнольство, п.
- стр. 129 и 130:
og] 121 [bou: bog n., Bara, barust
- Page 131 и 132:
e] 123 [бриджи: n., SakAire,
- Стр. 133 и 134:
ur] 125 [cal bursar: n., Blagajnik
- Page 135 и 136:
cap] 127 [cas captain: n.
, Kapetan - Page 137 и 138 :
cen] 129 [cha centenarian: прил., S
- Page 139 и 140:
chi] 131 [cir вождь: n., G’.av
- Page 141 и 142:
cli] 133 [coa ‘климат: n., klima,
- стр. 143 и 144:
col] 135 [монета бесцветная: прил., b
- стр. 145 и 146:
кукуруза] 137 [соответствие: nost, f.
- Страница 147 и 148:
 yumpu.com/en/document/view/18925998/serbian-english/147″ title=»con] 139 [cott consist : v., sastoj»> con] 139 [cott contain: v., Sastoj
yumpu.com/en/document/view/18925998/serbian-english/147″ title=»con] 139 [cott consist : v., sastoj»> con] 139 [cott contain: v., Sastoj - Page 149 and 150:
cor] 141 [era>: соответствует v., (W
- Page 151 и 152:
cru] 143 [cut crush: v., GnjeSiti,
- Page 153 and 154:
dec] 145 [dem decayed: adj., Truo,
- Page 155 и 156:
diff] 147 [dis: трудность n., tesk
- Page 157 и 158:
 «> dom 149 [dro domestic (servant), n.
«> dom 149 [dro domestic (servant), n. - Page 159 and 160:
edi] 151 ferii edifice: n., zgrada
- стр. 161 и 162:
экв.] 153 [исключая равноденствие: n., rav, po
- стр. 163 и 164:
fai] 155 [справедливое вознаграждение: n., panadjur,
- стр. 165 и 166:
ель] 157 [foa fireman: n., vatroga
- Page 167 и 168:
для] lod [fri form: v.
, stvoriti, - Page 169 и 170:
gainsay: v., neli let i (necu): n.
- Стр. 171 и 172:
мрачно; прил., таман, -mna, -mno,:
- Страница 173 и 174:
: бакалейщик n., Бакалин, м. рябчик: сущ.
- Стр. 175 и 176:
ar] 167 thea -zla, -zlo; (строгий)
- стр. 177 и 178:
hel] 169 [bin: help v., pomodi (-m
- стр. 179 и 180:
horj 171 thun horrible: прил., uzas
- стр. 181 и 182:
невежественный человек: n., Neznalica, ne
- Page 183 и 184:
Imp] 175 [inc примесь: n., Necist
- Page 185 и 186:
Inf] 177 [ins infect ‘. V ., zarazit
- Page 187 and 188:
tat] 179 [irr i interior: adj., un
- page 189 and 190:
 yumpu.com/en/document/view/18925998/serbian-english/189″ title=»Joi] 181 [ket : joiner n., stolar, «> Joi] 181 [ket: столяр n., stolar,
yumpu.com/en/document/view/18925998/serbian-english/189″ title=»Joi] 181 [ket : joiner n., stolar, «> Joi] 181 [ket: столяр n., stolar, - Page 191 и 192:
lab] 183 [лат. Работник: n., Rstar,
- Page 193 и 194:
leg] 185 [разборчиво: прил., 6itak
- Page 195 и 196:
loc] 187 замок: v ., zakljucati, zatv
- Page 197 and 198:
man] 189 [mas mange: n., 5uga, f.
- Page 199 и 200:
 , mislen»> мужчин] 191 [млн умственных: прил., mislen
, mislen»> мужчин] 191 [млн умственных: прил., mislen - Page 201 и 202:
moo] 193 [mun moon: сущ., мес., м.
- стр. 203 и 204:
н. 208:
ope] 199 [наше открытие: n., Otvor,
- Page 209 и 210:
pac] 201 [par pact: n., Ugovor, m.
- Стр. 211 и 212:
pau] 203 [за пауперизм: n., Sirom
- Стр. 213 и 214:
 yumpu.com/en/document/view/18925998/serbian-english/213″ title=»pic] 205 [pla pickle : n., salamura»> pic] 205 [pla pickle: n., salamura
yumpu.com/en/document/view/18925998/serbian-english/213″ title=»pic] 205 [pla pickle : n., salamura»> pic] 205 [pla pickle: n., salamura - Стр. 215 и 216:
poc] 207 [pos: pcck-mark a, -o n.,
- Page 217 и 218:
pre] озабоченность: briga, f. preo
- Стр. 219 и 220:
pro] 211 [Purpose: n. f предл
- Стр. 221 и 222:
qua] 213 [ral kod; master, n., int
- Page 223 и 224:
 , ditalac, «> ea] 215 [красный читатель: n., ditalac,
, ditalac, «> ea] 215 [красный читатель: n., ditalac, - Page 225 и 226:
el] 217 [res relic: n., ostatak, m
- Стр. 227 и 228:
ic] 219 [rog ris: n., pirinac, или
- Page 229 и 230:
un] 221 I sal (-nem); прочь с, o
- Page 231 и 232:
sch] 223 [sec scholar: n., djak, u
- page 233 and 234:
ser] 225 [sha sergeant: n.
, podnar - Page 235 и 236:
sho] 227 [sll shortness: n., Krato
- Page 237 и 238:
ski] 229 [smo skirmish: n., Carka,
- Page 239 и 240:
sol] 231 [ су припой: n., spoj, pr
- стр. 241 и 242:
pi] 233 [sta: spitting n., Плюван
- Стр. 243 и 244:
ст] склон, п., стр., м. ; strmen
- Page 245 и 246:
 yumpu.com/en/document/view/18925998/serbian-english/245″ title=»stu] 237 [sue stucco : n., tuk, m. «> stu] 237 [sue stucco: n., tuk, m.
yumpu.com/en/document/view/18925998/serbian-english/245″ title=»stu] 237 [sue stucco : n., tuk, m. «> stu] 237 [sue stucco: n., tuk, m. - стр. 247 и 248:
supl 239 [swa: euperfieiality kost
- стр. 249 и 250:
tac] 241 [taciturn: прил.,
- стр. 251 и 252:
tha] 243 [tbo : n., za
- Page 253 and 254:
tim] 245 [toi rok, 6as, m. ; put, r
- Стр. 255 и 256:
 n., «> tox] 247 [trd: токсикология ra.n.,
n., «> tox] 247 [trd: токсикология ra.n., - Page 257 and 258:
tro] 249 [tur проблема: v., to be i
- Page 259 and 260:
unb] 251 фонд неизвестен znanja на m
- Страница 261 и 262:
унл] 253 разгружать: в., Истоварити;
- Стр. 263 и 264:
val] 255 fven камердинер: n., Sluga, m.
- Стр. 265 и 266:
vil] 257 [vol vile: adj.
, Mrzak, m - Стр. 267 и 268:
wan] 259 [wat want: v., Trebovati
- Стр. 269 и 270:
ср] 261 [где свадьба: прил., svadb
- стр. 271 и 272:
win] SflTJ [изношенная лебедка: n., vitao,
- стр. 273 и 274:
wri] 265 [браслет zee: n., manse
- стр. 275 и 276 :
Boh] 267 [Pet Bohemia: Ceska, f. B
- Стр. 278 и 279:
Mod, 01 (SI OCT ii Turn trtis mater
- Стр. 280:
UJG
- Сначала расположите все так, чтобы было удобно.
- Остерегайтесь шнуров питания. Паяльник очень любит пережигать свой провод … Прям мания с ним. А это чревато в лучшем случае ремонтом проводов, в худшем — коротким замыканием и возгоранием.
- Не оставляйте паяльник включенным даже на короткое время.Правило « ушел — выключил » должно выполняться по железной дороге.
- Правило второе — паяльник должен быть либо в руке, либо на надежной подставке … И не иначе! Ни в коем случае нельзя класть его на стол или на первое, что попадает на стол. Шнур мгновенно увлечет его за собой.
- Не забываем про вытяжку и вентиляцию … Если паяете, то хотя бы откройте окно, проветрите комнату, а лучше поставьте вентилятор (не менее 80мм от компьютера) или вытяжной колпак на корпус. Таблица.
- Сам паяльник
- Стенд специальный
- Припой
- Дополнительные инструменты
- 3-10 Вт. Это самые маломощные модели.Они предназначены для пайки самых маленьких и чувствительных микросхем.
- 20-40 Вт. Относятся к разряду «домочадцев» или радиолюбителей. С их помощью можно припаять как провод, так и транзистор или другую деталь.
- 60-100 Вт. Если паяемые провода очень толстые, этот тип подойдет. Часто используется автолюбителями или профессиональными механиками
- 100 Вт и более. Таким паяльником можно паять как толстый провод, так и поддон или даже радиатор автомобиля.Они используются только профессионалами и по понятным причинам не применимы в повседневной жизни.
- Кусачки. Откусывают провод, снимают изоляцию, при эксплуатации поддерживают деталь
- Напильник — для очистки нагревательной части паяльника
- Скальпель с пинцетом.Они помогут не обжечь пальцы при работе с мелкими деталями.
- Шип должен быть быстрым
- Если сразу припаять провода не получилось, дайте им остыть перед второй попыткой. Это вдвойне касается радиодеталей или микросхем.
- Наносить инструмент следует всей поверхностью, процесс будет максимально эффективным.
- Очистить рабочую поверхность от посторонних предметов
- Уберите из комнаты чрезмерно любопытных детей и животных
- Остерегайтесь шнура — если ударить его ногой или рукой, есть опасность ожога
- Если в комнате есть посторонние, предупредите их, что вы работаете с паяльником на
- Флюс — совсем немного.Если использовать слишком много, он может брызнуть вам на руку, а в худшем случае — прямо в глаза
- Каждый раз беру припой не больше 2 припоя … Если переборщить, то может капнуть на стол, руку или еще хуже — на распаянную микросхему.
- Если припоя недостаточно, он не сможет правильно скрепить детали и заполнить все зазоры.
- При недостаточном количестве флюса на жало место спайки получается неоднородным и неровным, что негативно сказывается на результате. Это можно нагретым инструментом, тогда канифоль испаряется еще до окончания пайки
- Когда канифоли слишком много, она может выплеснуться и коснуться соседних контактов или проводов, а в худшем случае — попасть вам на руку.
- … Если нужно подключить светодиодную ленту, то есть — припаять контакты от блока питания с выводами на ленте (медные кружочки), затем залудить проводники плюс и минус, затем обработать выводы на ленте. ленту с кислотой и капните на них расплавленный припой.Остается только прижать провода к месту соединения и прогреть их паяльником. Когда припой затвердеет, изолируйте открытую поверхность с помощью клеевого пистолета или термоусадки.
- Работа с досками. Если вы решили спаять провода на микросхеме, то технология пайки уже будет более ответственной. Чтобы припаять конденсатор, транзистор, резистор или такой же светодиод, вам понадобится паяльник мощностью от 5 до 20 Вт. Более мощный прибор может перегреть плату, и тогда ваши усилия будут напрасными.Кроме того, жало должно быть очень тонким, потому что излишки олова будут действовать как перемычки, которые, в свою очередь, «закоротят».
- Пайка наушников. Если вы вдруг решили отремонтировать наушники со штекером 3,5, которые часто ломаются в районе разъема, то сначала посмотрите видео в Интернете, в котором рассказывается, как научиться паять тонкие эмалевые провода с шелковой нитью внутри. Короче — эмаль нужно отклеить до меди, провести лужение и только потом припаять вилку к проводам.
 , а за njega se tvrdi da ga je napisao zmaj Беззубик, превео Коуэлла. Оба су ова наслова объявлена у САД-у као ди свибня 2014 Како дресирати свог змая посебно изданье: с потпуно новим кратким причама! [4] броширано изданье везаных фильмов. Slikovnica, Štucanje morskog vikinga objavljena 2000. godine, ne smatra se dijelom serije unatoč tome što sadrži isti lik Hiccupa. Ilustrativni vodič za svijet zmajeva, naslovljen Nepotpuna knjiga o zmajevima , objavljen je u lipnju 2014.(u SAD-u je naslovljen Kompletna knjiga o zmajevima ). [5] [6] [7]
, а за njega se tvrdi da ga je napisao zmaj Беззубик, превео Коуэлла. Оба су ова наслова объявлена у САД-у као ди свибня 2014 Како дресирати свог змая посебно изданье: с потпуно новим кратким причама! [4] броширано изданье везаных фильмов. Slikovnica, Štucanje morskog vikinga objavljena 2000. godine, ne smatra se dijelom serije unatoč tome što sadrži isti lik Hiccupa. Ilustrativni vodič za svijet zmajeva, naslovljen Nepotpuna knjiga o zmajevima , objavljen je u lipnju 2014.(u SAD-u je naslovljen Kompletna knjiga o zmajevima ). [5] [6] [7] 
 Čini se da je zeleni zajednički or vrtni zmaj, iako Fishlegs šire lažnu priču da je gotovo izumrli, opakiji rođak pasmine Monstruozna noćna mora zvana Sanjarenje bez zuba a mojdežvé On je jedna od kraljevih izgubljenih stvari. U 11. knjizi otkriva se da je on mladi Seadragonus Giganticus Maximus.
Čini se da je zeleni zajednički or vrtni zmaj, iako Fishlegs šire lažnu priču da je gotovo izumrli, opakiji rođak pasmine Monstruozna noćna mora zvana Sanjarenje bez zuba a mojdežvé On je jedna od kraljevih izgubljenih stvari. U 11. knjizi otkriva se da je on mladi Seadragonus Giganticus Maximus. Vrlo je vješta u bijegovima i provalama. Izuzetno je ponosna što je pripadnica svog plemena, a ujedno je i nasljednica plemena. Na neki način, ona je komplementarna s štucanjem, jer, budući da ne razmišlja dobro pažljivo o situaciji, već samo uleti bez razmišljanja, pa je on povuče natrag, a da on povuče natrag, a ona ga zauzevrajjt mujer.
Vrlo je vješta u bijegovima i provalama. Izuzetno je ponosna što je pripadnica svog plemena, a ujedno je i nasljednica plemena. Na neki način, ona je komplementarna s štucanjem, jer, budući da ne razmišlja dobro pažljivo o situaciji, već samo uleti bez razmišljanja, pa je on povuče natrag, a da on povuče natrag, a ona ga zauzevrajjt mujer. Врхунска е класа у «Башибаллу», «Продвинутый Рудеры» и «Свему осталом». Njegov je zmaj briljantna grimizna čudovišna noćna mora po imenu Vatrena glista, koja bi zbog svoje pasmine tehnički trebala pripadati Hiccupu (Као Поглавников грех) према древнем викиншком законе. Ubija se u napadu na kraju 11. knjige u pokušaju da pomogne Hiccupu da postane kralj divljeg zapada. Kasnije, Hiccup šutke oprašta Snotloutu zbog godina suparništva među njima. Nakon štucanja obavijestivši Vikinze o svojoj žrtvi, Vikinzi ga posthumno časte kao heroja.
Врхунска е класа у «Башибаллу», «Продвинутый Рудеры» и «Свему осталом». Njegov je zmaj briljantna grimizna čudovišna noćna mora po imenu Vatrena glista, koja bi zbog svoje pasmine tehnički trebala pripadati Hiccupu (Као Поглавников грех) према древнем викиншком законе. Ubija se u napadu na kraju 11. knjige u pokušaju da pomogne Hiccupu da postane kralj divljeg zapada. Kasnije, Hiccup šutke oprašta Snotloutu zbog godina suparništva među njima. Nakon štucanja obavijestivši Vikinze o svojoj žrtvi, Vikinzi ga posthumno časte kao heroja. Na početku prvih nekoliko knjiga drži lekcije u ekstremnim situacijama, poput oluje u knjizi 2. U kasnijim je knjigama isuzetno odan član Tvrtka Dragonmark (sljedbenici Hiccupa koji ćjadal postatig koji ćjadal postatig.
Na početku prvih nekoliko knjiga drži lekcije u ekstremnim situacijama, poput oluje u knjizi 2. U kasnijim je knjigama isuzetno odan član Tvrtka Dragonmark (sljedbenici Hiccupa koji ćjadal postatig koji ćjadal postatig.
 Оба пута га заустави Иккинг. Camicazi ga navodno redovito grabi.
Оба пута га заустави Иккинг. Camicazi ga navodno redovito grabi. Названа е «Ужас» због ефекта и «Крава» йер ние опасна и пуно спава. Fishlegs sumnja da je Vegetarijanka. Tri je puta veća od Toothlessa i njegov je najbolji prijatelj zmaj. Вечерние серии проводов држечи, что престрашено за главу Fishlegs. Kad se tijekom Knjige 9 spusti s glave Fishlega, više se ne spominje do kraja posljednje knjige, objašnjavajući da je mrzila nasilje u ratu i tako se skrivala pod zemljom dok sve nije završilo.
Названа е «Ужас» због ефекта и «Крава» йер ние опасна и пуно спава. Fishlegs sumnja da je Vegetarijanka. Tri je puta veća od Toothlessa i njegov je najbolji prijatelj zmaj. Вечерние серии проводов држечи, что престрашено за главу Fishlegs. Kad se tijekom Knjige 9 spusti s glave Fishlega, više se ne spominje do kraja posljednje knjige, objašnjavajući da je mrzila nasilje u ratu i tako se skrivala pod zemljom dok sve nije završilo. Bezubi se zaljubi u Stormfly kad je upozna prvi put, a tijekom serije postoji mnogo scena u kojima dva zmaja suptilno koketiraju.
Bezubi se zaljubi u Stormfly kad je upozna prvi put, a tijekom serije postoji mnogo scena u kojima dva zmaja suptilno koketiraju. Нжих су двойное поновно окупление у кнези 10 и на служено поста Фишлегов змай. Три главы имени поединка особенности.
Нжих су двойное поновно окупление у кнези 10 и на служено поста Фишлегов змай. Три главы имени поединка особенности. 000 година Huligana
000 година Huligana  Hiccup Horrendous Haddock III, Nada i nasljednik plemena dlakavih huligana, Korisno, Šaptač zmajevima, Zmajeva marka, Nasljednik Grimbearda, grozni i pravi kralj divljeg zapada
Hiccup Horrendous Haddock III, Nada i nasljednik plemena dlakavih huligana, Korisno, Šaptač zmajevima, Zmajeva marka, Nasljednik Grimbearda, grozni i pravi kralj divljeg zapada  Главни лик, Иккинг, sin je poglavice Vikinga koji živi na otoku Berk. Zmaj je neprestano napadao ovaj otok, zbog čega bitke nikad ne prestaju. Štucanje je u selu omraženo jer je slabe volje i slabog duha. Štucanje pokušava ubiti zmaja da bi ga prepoznali other Vikinzi. Predvođen Gobberom podrigivačem, štucanje uspije uloviti malog zmaja, kojeg naziva Bezubim, i pokušava ga dresirati vlastitim metodama, kada Kako izdresirati zmaja Utvrání jTijekom završnog dijela obreda prelaska, Bezubi vrijea friendog zmaja i dolazi do borbe između svih zmajeva. Budući da se to smatra neuspjehom u ispravnom uvježbavanju zmajeva, dječaci su prognani, dopušteno im je ostati jednu noć dok bjesni oluja. Tijekom oluje, tri morska zmaja isprana su na obali otoka, a jedan se čini prijetnjom Vikinzima. Štucanje je odabrano za pregovore sa zmajem, koji je pojeo jednog od ostalih zmajeva. Međutim, zmaj, koji sebe naziva Zelenom smrću, kaže da će pobiti sve Vikinge.Dok seoske starješine Prepiru oko načina napada na Zelenu smrt, štucanje, dječaci i njihovi zmajevi započinju borbu između zelene smrti i other morskog zmaja, Ljubičaste smrti i other morskog zmaja, Ljubičaste smrti i other morskog zmaja, Ljubičaste smrtii i other morskog zmaja, Ljubičaste smrtii i other morskog zmaja, Ljubičaste smrtii i other morskog zmaja, Ljubičaste smrtivooth, što goštoraštoraštá .
Главни лик, Иккинг, sin je poglavice Vikinga koji živi na otoku Berk. Zmaj je neprestano napadao ovaj otok, zbog čega bitke nikad ne prestaju. Štucanje je u selu omraženo jer je slabe volje i slabog duha. Štucanje pokušava ubiti zmaja da bi ga prepoznali other Vikinzi. Predvođen Gobberom podrigivačem, štucanje uspije uloviti malog zmaja, kojeg naziva Bezubim, i pokušava ga dresirati vlastitim metodama, kada Kako izdresirati zmaja Utvrání jTijekom završnog dijela obreda prelaska, Bezubi vrijea friendog zmaja i dolazi do borbe između svih zmajeva. Budući da se to smatra neuspjehom u ispravnom uvježbavanju zmajeva, dječaci su prognani, dopušteno im je ostati jednu noć dok bjesni oluja. Tijekom oluje, tri morska zmaja isprana su na obali otoka, a jedan se čini prijetnjom Vikinzima. Štucanje je odabrano za pregovore sa zmajem, koji je pojeo jednog od ostalih zmajeva. Međutim, zmaj, koji sebe naziva Zelenom smrću, kaže da će pobiti sve Vikinge.Dok seoske starješine Prepiru oko načina napada na Zelenu smrt, štucanje, dječaci i njihovi zmajevi započinju borbu između zelene smrti i other morskog zmaja, Ljubičaste smrti i other morskog zmaja, Ljubičaste smrti i other morskog zmaja, Ljubičaste smrtii i other morskog zmaja, Ljubičaste smrtii i other morskog zmaja, Ljubičaste smrtii i other morskog zmaja, Ljubičaste smrtivooth, što goštoraštoraštá . Štucanje i Bezubi postaju heroji zbog svoje hrabrosti.
Štucanje i Bezubi postaju heroji zbog svoje hrabrosti.


 Dječaci se vraćaju Berku nakon što su pali na satu. Hiccup te noći ne može spavati bez svog najboljeg prijatelja, Toothlessa.
Уютро, Хикап схвати да е кучи узео Нанодрагон с римског брода коджи и био прекривен медом и коджи е требао пожести Дебели Конзул. Nanodragon je, zapravo, veliki kralj Nanodragona i samoprozvani ‘živi kavez Nikolasa’, Ziggerastica.Kako mu je spasio život, Ziggerastica kaže Hiccupu da ga može nazvati i doći će.
Kasnije tijekom druge lekcije, štucanje i riblje noge otimaju loše odjeveni Rimljani pokušavajući izgledati poput provalnika boga da bi započeli krvnu osvetu. Otmičari odvode dječake u tvrđavu Sinister, bazu operacija Rimskog carstva u arhipelagu. Jednom tamo, Hiccup shvati da je Tanki Prefekt zapravo Элвин Издайник. Элвин би волио послати štucanje odmah i tamo, ali Debeli Konzul smatra da bi bila izvrsna zabava kad bi se vidjelo kako se barbarska djeca tuku na gladijatorskoj areni na Saturnov dan u subotu nekoliko tjedana.Рыбьеног и Иккинг затворени су заедно с младом женском наследником Бог-провальник по имени Камикази.
Dječaci se vraćaju Berku nakon što su pali na satu. Hiccup te noći ne može spavati bez svog najboljeg prijatelja, Toothlessa.
Уютро, Хикап схвати да е кучи узео Нанодрагон с римског брода коджи и био прекривен медом и коджи е требао пожести Дебели Конзул. Nanodragon je, zapravo, veliki kralj Nanodragona i samoprozvani ‘živi kavez Nikolasa’, Ziggerastica.Kako mu je spasio život, Ziggerastica kaže Hiccupu da ga može nazvati i doći će.
Kasnije tijekom druge lekcije, štucanje i riblje noge otimaju loše odjeveni Rimljani pokušavajući izgledati poput provalnika boga da bi započeli krvnu osvetu. Otmičari odvode dječake u tvrđavu Sinister, bazu operacija Rimskog carstva u arhipelagu. Jednom tamo, Hiccup shvati da je Tanki Prefekt zapravo Элвин Издайник. Элвин би волио послати štucanje odmah i tamo, ali Debeli Konzul smatra da bi bila izvrsna zabava kad bi se vidjelo kako se barbarska djeca tuku na gladijatorskoj areni na Saturnov dan u subotu nekoliko tjedana.Рыбьеног и Иккинг затворени су заедно с младом женском наследником Бог-провальник по имени Камикази. Bez zubima je na kraju dopušteno da ostane s štucanjem. Nakon nekoliko neuspjelih pokušaja bijega, Hiccup poziva na Ziggerasticu i smišlja plan bijega na Saturnov dan u subotu.
Kada stigne dan festivala, banda se stavi na brod i uplovi u gladijatorsku arenu, gdje će se boriti protiv smrtonosnih morskih pasa, umjesto tradicionalne borbe na kopnu. Međutim, zbog Hiccupovog planiranja s kraljem nanodragona, čini se da Hiccup leti u zrak poput Nicolas Cagea i ‘отпуше’ кровь кавеза.Zapanjeni Debeli konzul daje mu svoj rimski stit, dok Tanki prefekt vraća Hiccupa natrag u svoju knjigu Kako govoriti Dragonese. Arena izbija u kaosu, a djeca bježe u rimskom balonu za promatranje. Элвин Успие Навучи Удику у Балон, Али Джека Су Дже у Станю Одвити и на Падне У Воде Заражене Морским Псима.
Летите кучи балоном, а затем сидите на берегу Стоик и Большегрудая Берта. Два племена се isplate i vrate svojim kućama. Ne znajući za štucanje, Alvin je na stranice svoje knjige podmetnuo Otrovni Vorpent i nekoga boli.
Bez zubima je na kraju dopušteno da ostane s štucanjem. Nakon nekoliko neuspjelih pokušaja bijega, Hiccup poziva na Ziggerasticu i smišlja plan bijega na Saturnov dan u subotu.
Kada stigne dan festivala, banda se stavi na brod i uplovi u gladijatorsku arenu, gdje će se boriti protiv smrtonosnih morskih pasa, umjesto tradicionalne borbe na kopnu. Međutim, zbog Hiccupovog planiranja s kraljem nanodragona, čini se da Hiccup leti u zrak poput Nicolas Cagea i ‘отпуше’ кровь кавеза.Zapanjeni Debeli konzul daje mu svoj rimski stit, dok Tanki prefekt vraća Hiccupa natrag u svoju knjigu Kako govoriti Dragonese. Arena izbija u kaosu, a djeca bježe u rimskom balonu za promatranje. Элвин Успие Навучи Удику у Балон, Али Джека Су Дже у Станю Одвити и на Падне У Воде Заражене Морским Псима.
Летите кучи балоном, а затем сидите на берегу Стоик и Большегрудая Берта. Два племена се isplate i vrate svojim kućama. Ne znajući za štucanje, Alvin je na stranice svoje knjige podmetnuo Otrovni Vorpent i nekoga boli.
 Štucanje mu ne vjeruje, jer svi Vikinzi, osim Histeričara, vjeruju da je svijet ravan poput palačinke, NEMA mjesta poput Amerike. Old Wrinkly govori Hiccupu da je otac Norberta Nutjoba, Bigjob, zapravo otišao u Ameriku i sprijateljio se s Amerikancima, koje je nazvao «ljudima od perja», и vratio krumpir kako bi dokazao daein, что является одним из биологических правил.Međutim, napao га Je Doomfang. Старый морщинистый предшественник да би се krumpir mogao nalaziti na histeričnim teritorijima i kaže mu da ga mora vratiti prije deset sati sljedećeg jutra, inače će Fishlegs umrijeti. Hiccup pita svog oca poglavara Stoicka Ogromnog može li otići u Histeriju kako bi uzeo krumpir kako bi spasio život Fishlegsima, ali Stoick mu zabranjuje.
Štucanje mu ne vjeruje, jer svi Vikinzi, osim Histeričara, vjeruju da je svijet ravan poput palačinke, NEMA mjesta poput Amerike. Old Wrinkly govori Hiccupu da je otac Norberta Nutjoba, Bigjob, zapravo otišao u Ameriku i sprijateljio se s Amerikancima, koje je nazvao «ljudima od perja», и vratio krumpir kako bi dokazao daein, что является одним из биологических правил.Međutim, napao га Je Doomfang. Старый морщинистый предшественник да би се krumpir mogao nalaziti na histeričnim teritorijima i kaže mu da ga mora vratiti prije deset sati sljedećeg jutra, inače će Fishlegs umrijeti. Hiccup pita svog oca poglavara Stoicka Ogromnog može li otići u Histeriju kako bi uzeo krumpir kako bi spasio život Fishlegsima, ali Stoick mu zabranjuje. Spuste Camicazi kroz dimnjak, ali štucanje slučajno padne u ogroman lonac juhe od luka i otkrije ga Norbert Nutjob. Štucanje tjera Norberta da mu pokaže krumpir praveći se da ne vjeruje u krumpir. Норберт напокон открывает očuvano očevo tijelo, a u ruci Norbertova oca nalazi se staklena vitrina sa smrznutim krumpirom u kojoj je zaglavljena strelica. Štucanje pokušava nagovoriti Norberta da mu da krumpir, ali Norbert to odbija.Норберт се убрзо iznervira štucanjem i odlučuje hoće li štucanje umrijeti ili ne, bacajući svoju dvostranu sjekiru u zrak. Ako padne na crnu stranu, štucanje će umrijeti, ako padne na zlatnu stranu, živjet će. Štucanje vara hvatajući sjekiru baš kad se sprema sletjeti na crno. Norbertu smeta što je Hikap prevario i zaključava ga u kavez. Nakon što histeričari zaspu, Camicazi preuzme bravu Hiccupovog kaveza; oslobaajući ga (Bezubi je izvadio ključ kaveza iz Norbertova džepa, ali ga proguta i slučajno zapali tepih).Camicazi se spušta konopom i hvata krumpir, ali vidi Norbertovo otkucavanje stvari u staklenoj vitrini i uzima i to.
Spuste Camicazi kroz dimnjak, ali štucanje slučajno padne u ogroman lonac juhe od luka i otkrije ga Norbert Nutjob. Štucanje tjera Norberta da mu pokaže krumpir praveći se da ne vjeruje u krumpir. Норберт напокон открывает očuvano očevo tijelo, a u ruci Norbertova oca nalazi se staklena vitrina sa smrznutim krumpirom u kojoj je zaglavljena strelica. Štucanje pokušava nagovoriti Norberta da mu da krumpir, ali Norbert to odbija.Норберт се убрзо iznervira štucanjem i odlučuje hoće li štucanje umrijeti ili ne, bacajući svoju dvostranu sjekiru u zrak. Ako padne na crnu stranu, štucanje će umrijeti, ako padne na zlatnu stranu, živjet će. Štucanje vara hvatajući sjekiru baš kad se sprema sletjeti na crno. Norbertu smeta što je Hikap prevario i zaključava ga u kavez. Nakon što histeričari zaspu, Camicazi preuzme bravu Hiccupovog kaveza; oslobaajući ga (Bezubi je izvadio ključ kaveza iz Norbertova džepa, ali ga proguta i slučajno zapali tepih).Camicazi se spušta konopom i hvata krumpir, ali vidi Norbertovo otkucavanje stvari u staklenoj vitrini i uzima i to. Odjednom, sačuvano tijelo Norbertova oca pada na niz Squealera (vrsta zmaja koje Vikinzi koriste kao alarm), koji vrište probijući uši. Svi se histeričari iznenada probude.
Odjednom, sačuvano tijelo Norbertova oca pada na niz Squealera (vrsta zmaja koje Vikinzi koriste kao alarm), koji vrište probijući uši. Svi se histeričari iznenada probude. Fishlegs shvati da štucanje želi da ga upuca strijelom koja je natopljena sokovima krumpira. Fishlegs puca Hiccup na nogu, Иккинг se oporavi. В эпилоге Иккинг закапывает стрелу, которая спасла ему жизнь, и из семени на ее конце растет еще один картофель, которым покрывают остров картофелем, чтобы никто больше не умер от Ворпентита. В эпилоге Иккинг объясняет, что Роковой Клык, съевший картофель, поблагодарил Иккинга, последовав за его лодкой и помогая Иккингу в безвыходных ситуациях.
Fishlegs shvati da štucanje želi da ga upuca strijelom koja je natopljena sokovima krumpira. Fishlegs puca Hiccup na nogu, Иккинг se oporavi. В эпилоге Иккинг закапывает стрелу, которая спасла ему жизнь, и из семени на ее конце растет еще один картофель, которым покрывают остров картофелем, чтобы никто больше не умер от Ворпентита. В эпилоге Иккинг объясняет, что Роковой Клык, съевший картофель, поблагодарил Иккинга, последовав за его лодкой и помогая Иккингу в безвыходных ситуациях. Вскоре этот человек оказывается Громадным Хотшотом, одним из величайших героев на планете. Хотя отец Иккинга, Стоик, начинает ревновать к Хотшоту, он нанимает его в качестве «телохранителя» Иккинга.
Вскоре этот человек оказывается Громадным Хотшотом, одним из величайших героев на планете. Хотя отец Иккинга, Стоик, начинает ревновать к Хотшоту, он нанимает его в качестве «телохранителя» Иккинга. Он попросил Ужасного Ала принести половину рубинового сердца его любви, потому что она поклялась спасти его, если получит рубиновое сердце.Потрясающий Ал сказал Humongous, что он принесет рубиновое сердце своей возлюбленной, если он пообещал что-то для него сделать, исчез на пятнадцать лет и вернулся, чтобы сказать Humongous Hotshot, что его любовь выбросила сердце из окна и женилась на ком-то еще, кто уже вернул Файерстоун. Потрясающий Ал (который таинственным образом потерял руку, половину ноги, глаз и все свои волосы) сказал Хмонгусу, что он должен пообещать убить Иккинга, заявив, что Иккинг — Князь Тьмы и Дитя Дьявола, который посеет ужас по Архипелагу.После того, как Хотшот заканчивает свой рассказ, Иккинг выясняет, что женщина, о которой говорит Хамангус, — это собственная мать Иккинга, которая думала, что он мертв, и что «Потрясающий Эл» на самом деле ужасный злодей Элвин Коварный, как догадался Иккинг. Иккинг, Рыбьеног, Хотшот, Камикази, Белый дракон и Танцующий с ветром, верховой дракон Иккинга отправляются на остров Лава-Лаут, чтобы поместить огненный камень внутрь вулкана, чтобы остановить его от взрыва, и на них нападает Элвин верхом на истребителе.
Он попросил Ужасного Ала принести половину рубинового сердца его любви, потому что она поклялась спасти его, если получит рубиновое сердце.Потрясающий Ал сказал Humongous, что он принесет рубиновое сердце своей возлюбленной, если он пообещал что-то для него сделать, исчез на пятнадцать лет и вернулся, чтобы сказать Humongous Hotshot, что его любовь выбросила сердце из окна и женилась на ком-то еще, кто уже вернул Файерстоун. Потрясающий Ал (который таинственным образом потерял руку, половину ноги, глаз и все свои волосы) сказал Хмонгусу, что он должен пообещать убить Иккинга, заявив, что Иккинг — Князь Тьмы и Дитя Дьявола, который посеет ужас по Архипелагу.После того, как Хотшот заканчивает свой рассказ, Иккинг выясняет, что женщина, о которой говорит Хамангус, — это собственная мать Иккинга, которая думала, что он мертв, и что «Потрясающий Эл» на самом деле ужасный злодей Элвин Коварный, как догадался Иккинг. Иккинг, Рыбьеног, Хотшот, Камикази, Белый дракон и Танцующий с ветром, верховой дракон Иккинга отправляются на остров Лава-Лаут, чтобы поместить огненный камень внутрь вулкана, чтобы остановить его от взрыва, и на них нападает Элвин верхом на истребителе. Элвин показывает, что первый акулий червь, которого он встретил, вырвал ему глаз, но он убил его и спрятался внутри.Однако после того, как он выбрался на берег, пасть мертвого акульего червя сомкнулась на его ноге, но он вырезал из его зубов новую. Вулкан извергается, и истребители вылупляются. Иккингу удается положить камень в вулкан. Но при контакте с лавой из огненного камня вылупляется огненный дракон, показывая, что на самом деле огненный камень является яйцом. Дракон съедает всех Истребителей, включая того, на котором сидит Элвин, проглатывает Элвина (опять же, Иккинг думает, что он мертв), и дракон ныряет обратно в лаву.Иккинг и его верховой дракон, Танцующий с ветром, бегут по острову подальше от лавы и падают в море. Отец Иккинга и другие спасают его, и все идет хорошо. В эпилоге Иккинг рассказывает, что Танцующий с ветром оказывается его верным летающим драконом.
Элвин показывает, что первый акулий червь, которого он встретил, вырвал ему глаз, но он убил его и спрятался внутри.Однако после того, как он выбрался на берег, пасть мертвого акульего червя сомкнулась на его ноге, но он вырезал из его зубов новую. Вулкан извергается, и истребители вылупляются. Иккингу удается положить камень в вулкан. Но при контакте с лавой из огненного камня вылупляется огненный дракон, показывая, что на самом деле огненный камень является яйцом. Дракон съедает всех Истребителей, включая того, на котором сидит Элвин, проглатывает Элвина (опять же, Иккинг думает, что он мертв), и дракон ныряет обратно в лаву.Иккинг и его верховой дракон, Танцующий с ветром, бегут по острову подальше от лавы и падают в море. Отец Иккинга и другие спасают его, и все идет хорошо. В эпилоге Иккинг рассказывает, что Танцующий с ветром оказывается его верным летающим драконом. Но его еще называют . Как НЕ отпраздновать день рождения .Его обложка названа только A Hero’s Guide to Deadly Dragons в честь содержательной книги Иккинга внутри этой книги. Иккинг потерялся в библиотечном лабиринте, а Драконы-бурильщики и Мэдгутс Убийцы рыщут, и все из-за книги! День рождения Иккинга не будет тем тихим событием, на которое он, возможно, надеялся. Эта книга содержит открытую карту Варварского архипелага, словарь драконьего языка сзади, профили драконов и «Беседы с Беззубиком».
Но его еще называют . Как НЕ отпраздновать день рождения .Его обложка названа только A Hero’s Guide to Deadly Dragons в честь содержательной книги Иккинга внутри этой книги. Иккинг потерялся в библиотечном лабиринте, а Драконы-бурильщики и Мэдгутс Убийцы рыщут, и все из-за книги! День рождения Иккинга не будет тем тихим событием, на которое он, возможно, надеялся. Эта книга содержит открытую карту Варварского архипелага, словарь драконьего языка сзади, профили драконов и «Беседы с Беззубиком». Он устраивает истерику, но вспоминает, что Гоббер украл руководство «Как приручить дракона» из библиотеки Meathead под носом у Волосатого страшного библиотекаря. Стоик говорит Иккингу, что если Беззубик сделает еще одну такую вещь, он изгонит его, и уйдет, чтобы найти книгу.
Он устраивает истерику, но вспоминает, что Гоббер украл руководство «Как приручить дракона» из библиотеки Meathead под носом у Волосатого страшного библиотекаря. Стоик говорит Иккингу, что если Беззубик сделает еще одну такую вещь, он изгонит его, и уйдет, чтобы найти книгу. Тем не менее, Stormfly в процессе нокаутирует и просыпается, не помня, кто она и как она попала внутрь. Библиотекарь, который падает на пол, полный красных горячих зудящих червей (черви попали в его штаны. , щекоча его) бежит к выходу, смеясь и крича. Шум привлекает драконов-бурильщиков, обитающих в Библиотеке.
Тем не менее, Stormfly в процессе нокаутирует и просыпается, не помня, кто она и как она попала внутрь. Библиотекарь, который падает на пол, полный красных горячих зудящих червей (черви попали в его штаны. , щекоча его) бежит к выходу, смеясь и крича. Шум привлекает драконов-бурильщиков, обитающих в Библиотеке. Волосатый страшный библиотекарь прибывает и стреляет в Стоика из северного лука, но рукописная книга Иккинга спасает Стоику жизнь, а Иккинг, Рыбьеног и Камикази приходят с неба и раздавливают квартиру библиотекаря с помощью Скрытого дракона. Мэдгатс и Флюс прибывают за Скрытым Драконом и собираются убить Берту. Иккинг спасает ее, солгав Мэдгатсу, сказав ему, что Страшный Волосатый Библиотекарь вместо этого украл Скрытого Дракона, поэтому она раздавила Библиотекаря. Мэдгутс верит ему и забирает Библиотекаря.Иккинг убеждает Стоика, что книги полезны, а книги разблокированы по приказу Вещи.
В конце книги есть законченный Иккингом «Путеводитель героя по смертоносным драконам», а также словарь драконского диалекта и начало разговора с Беззубиком.
Волосатый страшный библиотекарь прибывает и стреляет в Стоика из северного лука, но рукописная книга Иккинга спасает Стоику жизнь, а Иккинг, Рыбьеног и Камикази приходят с неба и раздавливают квартиру библиотекаря с помощью Скрытого дракона. Мэдгатс и Флюс прибывают за Скрытым Драконом и собираются убить Берту. Иккинг спасает ее, солгав Мэдгатсу, сказав ему, что Страшный Волосатый Библиотекарь вместо этого украл Скрытого Дракона, поэтому она раздавила Библиотекаря. Мэдгутс верит ему и забирает Библиотекаря.Иккинг убеждает Стоика, что книги полезны, а книги разблокированы по приказу Вещи.
В конце книги есть законченный Иккингом «Путеводитель героя по смертоносным драконам», а также словарь драконского диалекта и начало разговора с Беззубиком. Победитель может подать один запрос, который будет удовлетворен тремя вождями трех племен. Победителем заплыва по плаванию становится тот, кто вернулся последним мужчиной (или женщиной). Мэдгатс, Стоик и Большегрудая Берта отправились к воде медленнее, чем другие, более уверенные в том, что они выиграют гонку. Флюс и Мэдгутс смеются над тем фактом, что все грабители и хулиганы носят жир Крыльев-крыланов, чтобы согреться, и показывают им самое темное пурпурное масло из клыка плоти, которое они носят, которое на самом деле настолько горячее, что оттуда поднимается пар. Грудь Мадгута.А потом они говорят им, что у воды стоит горшок. Флюс уверяет двух Вождей, что они могут вернуться, потому что гонка не начнется, пока вы не начнете плавать. Два начальника понимают, что горшок пуст, а также понимают, что их обманом заставили вернуться на пляж через три минуты и двадцать две секунды, и они стали проигравшими в Гонке. Иккинг, Камикази и Рыбьеног с трудом плавают в дальних водах, хотя их охотничьи драконы пытаются помочь, особенно Рыбьеног, который должен плавать с повязками на рукавах.
Победитель может подать один запрос, который будет удовлетворен тремя вождями трех племен. Победителем заплыва по плаванию становится тот, кто вернулся последним мужчиной (или женщиной). Мэдгатс, Стоик и Большегрудая Берта отправились к воде медленнее, чем другие, более уверенные в том, что они выиграют гонку. Флюс и Мэдгутс смеются над тем фактом, что все грабители и хулиганы носят жир Крыльев-крыланов, чтобы согреться, и показывают им самое темное пурпурное масло из клыка плоти, которое они носят, которое на самом деле настолько горячее, что оттуда поднимается пар. Грудь Мадгута.А потом они говорят им, что у воды стоит горшок. Флюс уверяет двух Вождей, что они могут вернуться, потому что гонка не начнется, пока вы не начнете плавать. Два начальника понимают, что горшок пуст, а также понимают, что их обманом заставили вернуться на пляж через три минуты и двадцать две секунды, и они стали проигравшими в Гонке. Иккинг, Камикази и Рыбьеног с трудом плавают в дальних водах, хотя их охотничьи драконы пытаются помочь, особенно Рыбьеног, который должен плавать с повязками на рукавах. Они встречают Сморкала и Собачье дыхание, которые уничтожают нарукавные повязки Рыбьенога. Через некоторое время Камикази и Рыбьеног утаскивают под воду. Иккинга также утаскивают и вытаскивают на поверхность, понимая, что он и его друзья были захвачены Raptortongues. Их отвозят на корабль и связывают. Их охотничьи драконы тоже связаны.
Они встречают Сморкала и Собачье дыхание, которые уничтожают нарукавные повязки Рыбьенога. Через некоторое время Камикази и Рыбьеног утаскивают под воду. Иккинга также утаскивают и вытаскивают на поверхность, понимая, что он и его друзья были захвачены Raptortongues. Их отвозят на корабль и связывают. Их охотничьи драконы тоже связаны. Иккинг обнаруживает, что на лодке есть рабы, которых зовут Северными странниками. Однажды он случайно попадает в Люк для рабов и встречает Беаркуба и его бабушку. Иккинг умоляет Странников не убивать его и обещает освободить их, но Норберт спасает его. Лодка достигает страны полярных змей, где бродят опасные драконы, называемые полярными змеями. Иккинг решает использовать Dragon-nip, чтобы заставить Истериков заснуть и сбежать вместе со Странниками. Иккинг наливает драконьей закуски в обед экипажа, заставляя их всех засыпать.После того, как все Странники в безопасности на аварийных лодках, Иккинг падает с лодки и приземляется на айсберг, и Полярные Змеи преследуют его в пещере. Иккинг случайно просыпает гигантского дракона, который также преследует Иккинга. Иккингу удается вернуться в лодку, и он использует машину, которая издает высокий звук, чтобы удержать монстра подальше, идентифицируя его как Левиафорган. Америка уже в поле зрения, но начинается буря, и Левиафорган из пещеры атакует корабль.
Иккинг обнаруживает, что на лодке есть рабы, которых зовут Северными странниками. Однажды он случайно попадает в Люк для рабов и встречает Беаркуба и его бабушку. Иккинг умоляет Странников не убивать его и обещает освободить их, но Норберт спасает его. Лодка достигает страны полярных змей, где бродят опасные драконы, называемые полярными змеями. Иккинг решает использовать Dragon-nip, чтобы заставить Истериков заснуть и сбежать вместе со Странниками. Иккинг наливает драконьей закуски в обед экипажа, заставляя их всех засыпать.После того, как все Странники в безопасности на аварийных лодках, Иккинг падает с лодки и приземляется на айсберг, и Полярные Змеи преследуют его в пещере. Иккинг случайно просыпает гигантского дракона, который также преследует Иккинга. Иккингу удается вернуться в лодку, и он использует машину, которая издает высокий звук, чтобы удержать монстра подальше, идентифицируя его как Левиафорган. Америка уже в поле зрения, но начинается буря, и Левиафорган из пещеры атакует корабль. Норберт и Иккинг сражаются на вершине корабля.Молния ударяет по топору Норберта, и он попадает в море, убивая Левиафорган. Иккинг падает с мачты, плывя вверх, ударяется головой о тонущий котел, что вскоре вызывает у него амнезию, а затем он теряет сознание. Его спасают Рыбьеног и Камикази. Вернувшись в Убийственные горы, Мэдгутс явно победитель и требует, чтобы Стоик и Большегрудая Берта были принесены в жертву Небесным драконам. Олд Ринкли объявляет, что Иккинг, Рыбьеног и Камикази еще не вернулись, и гонка должна продлиться три месяца, пять дней и шесть часов, поэтому им все равно придется ждать три месяца, прежде чем Мэдгутс будет объявлен победителем, а двое других Вожди будут временно заключены под стражу Мэдгутс.
Норберт и Иккинг сражаются на вершине корабля.Молния ударяет по топору Норберта, и он попадает в море, убивая Левиафорган. Иккинг падает с мачты, плывя вверх, ударяется головой о тонущий котел, что вскоре вызывает у него амнезию, а затем он теряет сознание. Его спасают Рыбьеног и Камикази. Вернувшись в Убийственные горы, Мэдгутс явно победитель и требует, чтобы Стоик и Большегрудая Берта были принесены в жертву Небесным драконам. Олд Ринкли объявляет, что Иккинг, Рыбьеног и Камикази еще не вернулись, и гонка должна продлиться три месяца, пять дней и шесть часов, поэтому им все равно придется ждать три месяца, прежде чем Мэдгутс будет объявлен победителем, а двое других Вожди будут временно заключены под стражу Мэдгутс. Машина работает хорошо, но когда они рядом с Берком, машина разбивается и врезается в океан.Иккинг и его друзья приходят как раз к срабатыванию будильника. Поскольку Иккинг вернулся последним, он требует, чтобы Мэдгатс спел песню о любви на следующем «Вещи», одетый как «красивая пастушка».
Машина работает хорошо, но когда они рядом с Берком, машина разбивается и врезается в океан.Иккинг и его друзья приходят как раз к срабатыванию будильника. Поскольку Иккинг вернулся последним, он требует, чтобы Мэдгатс спел песню о любви на следующем «Вещи», одетый как «красивая пастушка». Находясь на пляже, они находят таинственный объект и обнаруживают, что это трон, принадлежащий хулиганам, так как на нем изображен герб хулиганов.
Находясь на пляже, они находят таинственный объект и обнаруживают, что это трон, принадлежащий хулиганам, так как на нем изображен герб хулиганов. Г. говорит Иккингу, что он должен вернуться в замок У.Г. в день летнего солнцестояния в пять часов утра с пятью горшками берсерковского меда.
Г. говорит Иккингу, что он должен вернуться в замок У.Г. в день летнего солнцестояния в пять часов утра с пятью горшками берсерковского меда. Огненный дракон разразился смехом, растопив нос Элвина, и Элвин выплыл в пузыре, который позже был сбит Берсерком.Затем Элвин упал с неба на шеф-повара Вождя Берсерков, убив его, и сохранил свою жизнь, согласившись стать новым шеф-поваром Вождя. Иккинг говорит Элвину, что может помочь ему сбежать, если покажет ему, где заключен Камикази (Иккинг уже знал, что она была заключена в тюрьму в Берсерке). Элвин соглашается, но пока они находятся в лесу, он толкает Иккинга в клетку на дереве, где он встречает ведьму, которая представляется как Хогтруд (и Иккинг представляет себя как Рыбьеног), которая помогает достать некоторые неприятные вещи из животика Беззубика.Затем ведьма находит Иккинга подозрительным и решает рассказать ему историю, и в конце истории они оба угадают имена друг друга, и тот, кто угадает, убьет другого.
Огненный дракон разразился смехом, растопив нос Элвина, и Элвин выплыл в пузыре, который позже был сбит Берсерком.Затем Элвин упал с неба на шеф-повара Вождя Берсерков, убив его, и сохранил свою жизнь, согласившись стать новым шеф-поваром Вождя. Иккинг говорит Элвину, что может помочь ему сбежать, если покажет ему, где заключен Камикази (Иккинг уже знал, что она была заключена в тюрьму в Берсерке). Элвин соглашается, но пока они находятся в лесу, он толкает Иккинга в клетку на дереве, где он встречает ведьму, которая представляется как Хогтруд (и Иккинг представляет себя как Рыбьеног), которая помогает достать некоторые неприятные вещи из животика Беззубика.Затем ведьма находит Иккинга подозрительным и решает рассказать ему историю, и в конце истории они оба угадают имена друг друга, и тот, кто угадает, убьет другого. Между тем, второй Иккинг был усыновлен драконами Гримлера и научился говорить по-драконски, но был найден хулиганами, и он и его приемный сводный брат-дракон, Seadragonus Giganticus Maximus по имени Furious, жили с Grimbeard.Однажды Иккинг захотел подать петицию для драконов с требованием свободы. Тем не менее, Thugheart обманом заставил Grimbeard подумать, что это была атака, и Grimbeard убил Иккинга, но вскоре он понимает, что Иккинг просто хотел мирной петиции, и сожалеет о своих действиях, закопал свои сокровища и оставил в своей лодке (Furious забрал второй труп Иккинга. ). Ведьма угадывает правильное имя Иккинга, и Иккинг догадывается, что ведьма — мать Элвина Предателя, и оба правы. Затем Иккинг сбегает, используя ключ, который был в животе Беззубика, чтобы открыть дверь в камеру, и спасает Камикази, и они возвращаются в Деревню Берсерков.Иккинг возвращается в клетку, когда начинается кормление «Чудовища». Элвин, удивленный тем, что Иккинг вернулся, выбирает Иккинга, которого сначала скармливает «Чудовищу».
Между тем, второй Иккинг был усыновлен драконами Гримлера и научился говорить по-драконски, но был найден хулиганами, и он и его приемный сводный брат-дракон, Seadragonus Giganticus Maximus по имени Furious, жили с Grimbeard.Однажды Иккинг захотел подать петицию для драконов с требованием свободы. Тем не менее, Thugheart обманом заставил Grimbeard подумать, что это была атака, и Grimbeard убил Иккинга, но вскоре он понимает, что Иккинг просто хотел мирной петиции, и сожалеет о своих действиях, закопал свои сокровища и оставил в своей лодке (Furious забрал второй труп Иккинга. ). Ведьма угадывает правильное имя Иккинга, и Иккинг догадывается, что ведьма — мать Элвина Предателя, и оба правы. Затем Иккинг сбегает, используя ключ, который был в животе Беззубика, чтобы открыть дверь в камеру, и спасает Камикази, и они возвращаются в Деревню Берсерков.Иккинг возвращается в клетку, когда начинается кормление «Чудовища». Элвин, удивленный тем, что Иккинг вернулся, выбирает Иккинга, которого сначала скармливает «Чудовищу». Иккинг понимает, что «Зверь» на самом деле Яростный. Поняв, что Иккинг является потомком мальчика, которого он любил, он дает клятву «крестить мое сердце и надеяться умереть» (это клятва, которую не может нарушить ни один дракон), если Иккинг освободит его. Клятва заключалась в том, что Furious поможет освободить заключенных на острове и никогда не причинит вреда людям. Иккинг понимает, что ключ, который у него есть, может освободить Форсаж, и они освобождают тринадцать женихов и вызывают хаос в деревне.Однако в ярости он обнаруживает, что у него только «половина сердца»; поэтому он может подчиняться части клятвы и игнорировать другую (очевидно, что Драконий Ярость выбрал первую часть). Он поджигает леса Берсерка и говорит Иккингу, что через год после того, как он покинет Архипелаг, он должен вернуться, чтобы уничтожить людей вместе с армией драконов. Иккинг, Камикази, Рыбьеног, Беззубик, Танцующий с ветром и ветрянка возвращаются в Берк вместе с медом.
Иккинг понимает, что «Зверь» на самом деле Яростный. Поняв, что Иккинг является потомком мальчика, которого он любил, он дает клятву «крестить мое сердце и надеяться умереть» (это клятва, которую не может нарушить ни один дракон), если Иккинг освободит его. Клятва заключалась в том, что Furious поможет освободить заключенных на острове и никогда не причинит вреда людям. Иккинг понимает, что ключ, который у него есть, может освободить Форсаж, и они освобождают тринадцать женихов и вызывают хаос в деревне.Однако в ярости он обнаруживает, что у него только «половина сердца»; поэтому он может подчиняться части клятвы и игнорировать другую (очевидно, что Драконий Ярость выбрал первую часть). Он поджигает леса Берсерка и говорит Иккингу, что через год после того, как он покинет Архипелаг, он должен вернуться, чтобы уничтожить людей вместе с армией драконов. Иккинг, Камикази, Рыбьеног, Беззубик, Танцующий с ветром и ветрянка возвращаются в Берк вместе с медом. Г. и отправляется в медовый месяц с Тантрумом (потому что Хмонгус был тем, кого она любила).В эпилоге Иккинг рассказывает, что иногда ему снится, что он отец второго Иккинга, и видит его верхом на драконе, обещая, что он вернется.
Г. и отправляется в медовый месяц с Тантрумом (потому что Хмонгус был тем, кого она любила).В эпилоге Иккинг рассказывает, что иногда ему снится, что он отец второго Иккинга, и видит его верхом на драконе, обещая, что он вернется. Она рассказывает всем, что драконы восстают в «Красной ярости» и возглавляются драконом Яростным, которого за год до этого освободили… Иккинг. Она говорит племенам, что соревнования по борьбе на мечах должны быть использованы, чтобы найти следующего короля Дикого Запада. Она рассказывает им пророчество о следующем короле: у него дракон без зубов, стрела из несуществующей земли, второй лучший меч Гримборда, тикающий предмет, прямоугольный щит, трон, корона. , и Драконий самоцвет. У Иккинга есть все это, кроме трона, хотя он знает, где он находится, короны и драгоценного камня дракона. Между тем, ведьма следит за тем, чтобы у ее сына Элвина не было соперников во время соревнований, используя такие методы, как заставить Стойка исчезнуть и поместить ежа в сапог Камикази (оставив ее хромать).Иккинг находит корону под школой Флэшберна вместе с драконом по имени Воденфанг, очень старым, древним драконом, которому Гримборд Ужасный велел охранять корону. Воденфанг говорит ему, что именно он дал первому Иккину Драконий самоцвет.
Она рассказывает всем, что драконы восстают в «Красной ярости» и возглавляются драконом Яростным, которого за год до этого освободили… Иккинг. Она говорит племенам, что соревнования по борьбе на мечах должны быть использованы, чтобы найти следующего короля Дикого Запада. Она рассказывает им пророчество о следующем короле: у него дракон без зубов, стрела из несуществующей земли, второй лучший меч Гримборда, тикающий предмет, прямоугольный щит, трон, корона. , и Драконий самоцвет. У Иккинга есть все это, кроме трона, хотя он знает, где он находится, короны и драгоценного камня дракона. Между тем, ведьма следит за тем, чтобы у ее сына Элвина не было соперников во время соревнований, используя такие методы, как заставить Стойка исчезнуть и поместить ежа в сапог Камикази (оставив ее хромать).Иккинг находит корону под школой Флэшберна вместе с драконом по имени Воденфанг, очень старым, древним драконом, которому Гримборд Ужасный велел охранять корону. Воденфанг говорит ему, что именно он дал первому Иккину Драконий самоцвет. Он возвращается в хижину, и ведьма нападает на него, но он был невосприимчив к ядовитому яду на ее когтях, покрывается ядом в борьбе и побеждает в соревновании, победив своего отца, оставив Элвина третьим. Иккинг объявляется победителем и говорит племенам, что хочет освободить всех драконов, чтобы вообще не было восстания.Он хочет отменить рабство как для людей, так и для драконов. Большинство племен соглашаются с этим, но затем, когда все выглядит так хорошо, Сморкала бросает камень ему в голову, сбивая шлем Иккинга, показывая, что у него есть Метка Раба. Поскольку у него есть Знак Раба, Иккинг автоматически становится рабом, лишенным права участвовать в соревнованиях, изгнанным из своего племени и никогда не сможет стать вождем, не говоря уже о короле. Стоик, отец Иккинга, также изгнан, потому что он знал, что Иккинг был «коротышкой», и, следовательно, не должен был быть частью их племени в первую очередь, а вместо этого должен был быть брошен в младенчестве.Рыбьеног, который также является коротышкой, был брошен, но в итоге оказался на Берке.
Он возвращается в хижину, и ведьма нападает на него, но он был невосприимчив к ядовитому яду на ее когтях, покрывается ядом в борьбе и побеждает в соревновании, победив своего отца, оставив Элвина третьим. Иккинг объявляется победителем и говорит племенам, что хочет освободить всех драконов, чтобы вообще не было восстания.Он хочет отменить рабство как для людей, так и для драконов. Большинство племен соглашаются с этим, но затем, когда все выглядит так хорошо, Сморкала бросает камень ему в голову, сбивая шлем Иккинга, показывая, что у него есть Метка Раба. Поскольку у него есть Знак Раба, Иккинг автоматически становится рабом, лишенным права участвовать в соревнованиях, изгнанным из своего племени и никогда не сможет стать вождем, не говоря уже о короле. Стоик, отец Иккинга, также изгнан, потому что он знал, что Иккинг был «коротышкой», и, следовательно, не должен был быть частью их племени в первую очередь, а вместо этого должен был быть брошен в младенчестве.Рыбьеног, который также является коротышкой, был брошен, но в итоге оказался на Берке. Все должны повернуться спиной, за исключением Рыбьенога, который дает Иккингу свое ожерелье из клешней лобстера, единственное, что у Рыбьенога от его родителей. Элвин — новый король, и объявляет войну драконам. Приходит ярость, и начинается война. Только Танцующий с ветром и Беззубик остаются верными и уводят Иккинга в безопасное место. За ним следуют драконы, которые думают, что у него есть Драгоценность Дракона, единственное, что могло остановить драконов сейчас. В середине погони он падает без сознания на спину дракона и просыпается в безопасности в пещере, Иккинг теперь совсем один, изгой, изгнанник, без меча, без шлема, только Танцующий с ветром, Беззубик и Воденфанг рядом с ним, Иккинг в отчаянии, пока он не обнаружит, что у него действительно есть карта, чтобы найти Драгоценность Дракона (что проявляется в яде на его руках, когда он раскрывает секретную карту о воле Гримборода Ужасного), и торжествующе кричит: «Это еще не конец! Я вернусь! »
Все должны повернуться спиной, за исключением Рыбьенога, который дает Иккингу свое ожерелье из клешней лобстера, единственное, что у Рыбьенога от его родителей. Элвин — новый король, и объявляет войну драконам. Приходит ярость, и начинается война. Только Танцующий с ветром и Беззубик остаются верными и уводят Иккинга в безопасное место. За ним следуют драконы, которые думают, что у него есть Драгоценность Дракона, единственное, что могло остановить драконов сейчас. В середине погони он падает без сознания на спину дракона и просыпается в безопасности в пещере, Иккинг теперь совсем один, изгой, изгнанник, без меча, без шлема, только Танцующий с ветром, Беззубик и Воденфанг рядом с ним, Иккинг в отчаянии, пока он не обнаружит, что у него действительно есть карта, чтобы найти Драгоценность Дракона (что проявляется в яде на его руках, когда он раскрывает секретную карту о воле Гримборода Ужасного), и торжествующе кричит: «Это еще не конец! Я вернусь! » Восстание драконов началось. Сморкала — новый вождь племени хулиганов. Стоик был изгнан и получил Знак рабства. А у Элвина Предателя есть ВОСЕМЬ потерянных вещей короля, и он был провозглашен новым королем Дикого Запада … но что может сделать Иккинг, теперь совсем один и в изгнании, за которым охотятся и люди, и драконы? Сможет ли он найти Камень Дракона, последнюю и единственную надежду человечества? И если он это сделает, что он будет с этим делать?
Восстание драконов началось. Сморкала — новый вождь племени хулиганов. Стоик был изгнан и получил Знак рабства. А у Элвина Предателя есть ВОСЕМЬ потерянных вещей короля, и он был провозглашен новым королем Дикого Запада … но что может сделать Иккинг, теперь совсем один и в изгнании, за которым охотятся и люди, и драконы? Сможет ли он найти Камень Дракона, последнюю и единственную надежду человечества? И если он это сделает, что он будет с этим делать? Дракон приводит его на холм, чтобы убить, но замечает, что у него есть ожерелье из когтей омара.Они (у дракона три головы: Высокомерие, Терпение и Невинность) говорят ему, что пообещали позаботиться о ребенке женщины-Берсерка, который должен был быть убит, дрейфуя через океан. Однако они потеряли ребенка из виду, и когда это случилось, он переместился к Берку и вырос, чтобы стать Рыбьеногом. Иккинг признает, что он не этот ребенок, и рассказывает им о судьбе Рыбьенога (который должен был быть затянут в яму в земле). Он идет в эту нору и втягивается в нее ее обитателем, большим драконом с глазом на каждом пальце.Его инстинкты дракона подсказывают ему, что с этим драконом нельзя спорить, поэтому Иккинг притворяется мертвым достаточно долго, чтобы дракон съел его по пояс, когда Иккинг наносит удар дракону в наиболее уязвимое место. Он решается уйти в лабиринт стеклянных стен этого существа из-за таинственного голоса и находит Рыбьеног. Он также находит Драгоценность Дракона. Затем они плывут к берегу и выходят, и Смертельная Тень подхватывает их, и все триумфально летят вдаль.
Дракон приводит его на холм, чтобы убить, но замечает, что у него есть ожерелье из когтей омара.Они (у дракона три головы: Высокомерие, Терпение и Невинность) говорят ему, что пообещали позаботиться о ребенке женщины-Берсерка, который должен был быть убит, дрейфуя через океан. Однако они потеряли ребенка из виду, и когда это случилось, он переместился к Берку и вырос, чтобы стать Рыбьеногом. Иккинг признает, что он не этот ребенок, и рассказывает им о судьбе Рыбьенога (который должен был быть затянут в яму в земле). Он идет в эту нору и втягивается в нее ее обитателем, большим драконом с глазом на каждом пальце.Его инстинкты дракона подсказывают ему, что с этим драконом нельзя спорить, поэтому Иккинг притворяется мертвым достаточно долго, чтобы дракон съел его по пояс, когда Иккинг наносит удар дракону в наиболее уязвимое место. Он решается уйти в лабиринт стеклянных стен этого существа из-за таинственного голоса и находит Рыбьеног. Он также находит Драгоценность Дракона. Затем они плывут к берегу и выходят, и Смертельная Тень подхватывает их, и все триумфально летят вдаль. Крессида Коуэлл советует читателям перестать читать там, если они хотят счастливой истории.Однако Валхалларама находит Иккинга и отводит его в тюрьму для рабов. Там она убеждает рабов и других присоединиться к Иккингу против Элвина, дав себе знак рабства и называя его вместо «метка дракона». Драконы наконец врываются в тюрьму, и люди бегут. Однако, когда Иккинг освобождает Беззубика и Воденклыка, он теряет Драгоценность Дракона Алвину. История заканчивается тем, что Иккинг счастливо воссоединяется со своими товарищами-людьми.
Крессида Коуэлл советует читателям перестать читать там, если они хотят счастливой истории.Однако Валхалларама находит Иккинга и отводит его в тюрьму для рабов. Там она убеждает рабов и других присоединиться к Иккингу против Элвина, дав себе знак рабства и называя его вместо «метка дракона». Драконы наконец врываются в тюрьму, и люди бегут. Однако, когда Иккинг освобождает Беззубика и Воденклыка, он теряет Драгоценность Дракона Алвину. История заканчивается тем, что Иккинг счастливо воссоединяется со своими товарищами-людьми. Вскоре они находят в реке Волчьи клыки, показывая им, почему он кричал. Тогда они видят, почему он остановился. Тысячи драконов Восстания Драконов спали на берегу реки. Потом они видят, кто этот человек … Сморкала. Все, кроме Иккинга, решают покинуть его, но Иккинг уговаривает их спасти его, случайно разбудив Свинка Сморкала. Свинья, в свою очередь, случайно будит ближайших драконов Восстания. Все они убегают от драконов Восстания (к которым присоединился дракон Яростный) в свое секретное убежище, скрываясь, пока Яростный и драконы ищут их.Тем не менее, Spydragons Элвина похищают Камикази, поэтому Сморкала отправляет их на спасательную миссию, чтобы спасти ее. При побеге от Alvinsmen Сморкала переодевается с Иккингом, чтобы отвлечься. Сморкала сбит и убит, и плач Иккинга прощает ему издевательства. и впоследствии хвалит его прекрасную работу, как молодого сильного викинга. Поэтому все думают, что Иккинг мертв, хотя он выжил, но его оставили без сознания на пляже.
Вскоре они находят в реке Волчьи клыки, показывая им, почему он кричал. Тогда они видят, почему он остановился. Тысячи драконов Восстания Драконов спали на берегу реки. Потом они видят, кто этот человек … Сморкала. Все, кроме Иккинга, решают покинуть его, но Иккинг уговаривает их спасти его, случайно разбудив Свинка Сморкала. Свинья, в свою очередь, случайно будит ближайших драконов Восстания. Все они убегают от драконов Восстания (к которым присоединился дракон Яростный) в свое секретное убежище, скрываясь, пока Яростный и драконы ищут их.Тем не менее, Spydragons Элвина похищают Камикази, поэтому Сморкала отправляет их на спасательную миссию, чтобы спасти ее. При побеге от Alvinsmen Сморкала переодевается с Иккингом, чтобы отвлечься. Сморкала сбит и убит, и плач Иккинга прощает ему издевательства. и впоследствии хвалит его прекрасную работу, как молодого сильного викинга. Поэтому все думают, что Иккинг мертв, хотя он выжил, но его оставили без сознания на пляже. Иккинг просыпается на пляже у Героя Эндрю с Воденсфангом, Свиньяном … и амнезией, когда он ударился головой о мачту лодки в конце предыдущей книги. Воденклык пытается объяснить, кто такой Иккинг, но прежде чем они успевают, на них нападают акульи черви и вампир-шпион из предыдущей книги. Победив драконов, Иккинг берет лодку, которую выбросило на берег, и плывет в сторону Завтра. Рыбьеног, Камикази и Трехголовый смертоносный теневой дракон пытаются спасти Иккинга, но он атакует их, потому что не знает, кто они, а Воденфанг спит от ядовитого дротика.Как только Иккинг достигает Завтра, он попадает в плен к Драконам-Стражам завтрашнего дня, которые пытаются убить, выполняя Смерть от Воздушного забвения, но на полпути понимают, что они совершили ошибку и Иккинга нельзя убивать, и поэтому бросают его в болото. Иккинг выползает из болота и входит в замок Гримборода Ужасного как раз в тот момент, когда Друид-Хранитель собирается короновать Элвина королем. В этот момент Иккинг восстанавливает свою память и произносит речь, убеждая друида-хранителя вместо этого короновать его королем.
Иккинг просыпается на пляже у Героя Эндрю с Воденсфангом, Свиньяном … и амнезией, когда он ударился головой о мачту лодки в конце предыдущей книги. Воденклык пытается объяснить, кто такой Иккинг, но прежде чем они успевают, на них нападают акульи черви и вампир-шпион из предыдущей книги. Победив драконов, Иккинг берет лодку, которую выбросило на берег, и плывет в сторону Завтра. Рыбьеног, Камикази и Трехголовый смертоносный теневой дракон пытаются спасти Иккинга, но он атакует их, потому что не знает, кто они, а Воденфанг спит от ядовитого дротика.Как только Иккинг достигает Завтра, он попадает в плен к Драконам-Стражам завтрашнего дня, которые пытаются убить, выполняя Смерть от Воздушного забвения, но на полпути понимают, что они совершили ошибку и Иккинга нельзя убивать, и поэтому бросают его в болото. Иккинг выползает из болота и входит в замок Гримборода Ужасного как раз в тот момент, когда Друид-Хранитель собирается короновать Элвина королем. В этот момент Иккинг восстанавливает свою память и произносит речь, убеждая друида-хранителя вместо этого короновать его королем. Иккинг коронован и готовится вступить в бой с Яростным. Друид-хранитель рассказывает Иккингу секрет Драконьего Камня: он содержит двух крошечных драконов, несущих смертельный вирус, который может уничтожить драконий вид, если драгоценный камень треснет. Однако на камне Иккинга нет драконов, а это значит, что это подделка. Это означает, что Иккингу придется победить Яростного Дракона в одиночку. Иккинг едет на Танцующем с ветром в сопровождении Беззубика и Воденклыка в бой, и Ярость сбивает его со спины.Когда Форсаж готовится убить Иккинга, Иккинг вспоминает речь, которую Форсаж произнес в начале битвы, в которой он рассказывает о том, что Иккинг был новым Гримбордом и мог стать жестоким королем. В Furious рассказывается, как у Иккинга есть королевские вещи и ожерелье из лобстера, которое Рыбьеног подарил ему на удачу. Иккинг приходит к выводу, что ожерелье также принадлежало Гримберду, и заставляет Беззубика вскрыть ожерелье своими челюстями, обнажив настоящую Драконью Драгоценность. Иккинг угрожает Ярости драгоценным камнем и разговаривает с ним, достигая мирного соглашения.
Иккинг коронован и готовится вступить в бой с Яростным. Друид-хранитель рассказывает Иккингу секрет Драконьего Камня: он содержит двух крошечных драконов, несущих смертельный вирус, который может уничтожить драконий вид, если драгоценный камень треснет. Однако на камне Иккинга нет драконов, а это значит, что это подделка. Это означает, что Иккингу придется победить Яростного Дракона в одиночку. Иккинг едет на Танцующем с ветром в сопровождении Беззубика и Воденклыка в бой, и Ярость сбивает его со спины.Когда Форсаж готовится убить Иккинга, Иккинг вспоминает речь, которую Форсаж произнес в начале битвы, в которой он рассказывает о том, что Иккинг был новым Гримбордом и мог стать жестоким королем. В Furious рассказывается, как у Иккинга есть королевские вещи и ожерелье из лобстера, которое Рыбьеног подарил ему на удачу. Иккинг приходит к выводу, что ожерелье также принадлежало Гримберду, и заставляет Беззубика вскрыть ожерелье своими челюстями, обнажив настоящую Драконью Драгоценность. Иккинг угрожает Ярости драгоценным камнем и разговаривает с ним, достигая мирного соглашения. Как только соглашение достигнуто, Иккинг бросает драгоценный камень в море. Однако до того, как соглашение может быть достигнуто, Элвин и Ведьма нападают на Яростного, тем самым нарушая законы единоборства. Furious заставляет армию драконов атаковать, и вскоре начинается тотальная битва викингов против драконов. Тем временем Камикази и Рыбьеног захватывают и задерживают Элвина, который показывает, что он нашел ожерелье в гробнице Гримберда и подарил его принцессе, маскируясь под рыбака, что означает, что Элвин — отец Рыбьенога.Сказав это, Элвин готовится убить Рыбьенога до того, как вмешаются Стражи Дракона и убьют его раз и навсегда, дав ему «смерть воздушным забвением». Иккинг убеждает Яростного отменить атаку еще раз и снова собирается достичь мирного соглашения, когда Ведьма атакует Иккинга с помощью Грозового клинка. Неистовый вмешивается и убивает Ведьму, затем завершает договор и делает себя и Иккинг кровными братьями. Тем не менее, Грозовой клинок был отравлен, и Форсаж оставляет свое командование драконами Луне, своему заместителю, и уходит в море, чтобы умереть.
Как только соглашение достигнуто, Иккинг бросает драгоценный камень в море. Однако до того, как соглашение может быть достигнуто, Элвин и Ведьма нападают на Яростного, тем самым нарушая законы единоборства. Furious заставляет армию драконов атаковать, и вскоре начинается тотальная битва викингов против драконов. Тем временем Камикази и Рыбьеног захватывают и задерживают Элвина, который показывает, что он нашел ожерелье в гробнице Гримберда и подарил его принцессе, маскируясь под рыбака, что означает, что Элвин — отец Рыбьенога.Сказав это, Элвин готовится убить Рыбьенога до того, как вмешаются Стражи Дракона и убьют его раз и навсегда, дав ему «смерть воздушным забвением». Иккинг убеждает Яростного отменить атаку еще раз и снова собирается достичь мирного соглашения, когда Ведьма атакует Иккинга с помощью Грозового клинка. Неистовый вмешивается и убивает Ведьму, затем завершает договор и делает себя и Иккинг кровными братьями. Тем не менее, Грозовой клинок был отравлен, и Форсаж оставляет свое командование драконами Луне, своему заместителю, и уходит в море, чтобы умереть. Эпилог показывает, как Иккинг построил новое царство гармонии Завтра, где люди и драконы могли жить в мире, но также заставил людей приручить лошадей и ястребов, чтобы он мог выполнить свое обещание, в котором говорилось, что если люди не изменятся к тому времени, он умерли, драконы должны были бы впасть в спячку. Иккинг также проинструктировал Рыбьенога увековечить, что вся эта история — всего лишь миф. Сериал заканчивается так же, как и начался: «Когда я был мальчиком, были драконы …»
Эпилог показывает, как Иккинг построил новое царство гармонии Завтра, где люди и драконы могли жить в мире, но также заставил людей приручить лошадей и ястребов, чтобы он мог выполнить свое обещание, в котором говорилось, что если люди не изменятся к тому времени, он умерли, драконы должны были бы впасть в спячку. Иккинг также проинструктировал Рыбьенога увековечить, что вся эта история — всего лишь миф. Сериал заканчивается так же, как и начался: «Когда я был мальчиком, были драконы …» [11] Франшиза завершилась в 2019 году с Kako dresirati zmaja: Skriveni svijet с драконами, скрывающимися в Скрытом мире.
[11] Франшиза завершилась в 2019 году с Kako dresirati zmaja: Skriveni svijet с драконами, скрывающимися в Скрытом мире. Однако Коуэлл заявила в своем блоге, что она одобряет, что фильм остается «верным духу и посланию книги». Коуэлл также объяснила, что, по ее мнению, адаптация требует изменения сюжета и персонажей. [12]
Однако Коуэлл заявила в своем блоге, что она одобряет, что фильм остается «верным духу и посланию книги». Коуэлл также объяснила, что, по ее мнению, адаптация требует изменения сюжета и персонажей. [12]  В фильмах он полноват, хорошо осведомлен (особенно о драконах) и увлекается драконами, особенно если это новый вид.Как и Камикази, в книгах Рыбьеног формально происходит из другого племени (берсерков), но был принят племенем хулиганов, когда его бросили в младенчестве; фильмы не упоминают об этом.
В фильмах он полноват, хорошо осведомлен (особенно о драконах) и увлекается драконами, особенно если это новый вид.Как и Камикази, в книгах Рыбьеног формально происходит из другого племени (берсерков), но был принят племенем хулиганов, когда его бросили в младенчестве; фильмы не упоминают об этом.

 Эта статья о том, как припаять алюминий в домашних условиях и как припаять алюминий.
Эта статья о том, как припаять алюминий в домашних условиях и как припаять алюминий. Поэтому для пайки крупных элементов мощность паяльника должна быть большой 100-200 Вт. Если, конечно, это два небольших провода, то возможно хватит мощности 60 — 100 Вт.
Поэтому для пайки крупных элементов мощность паяльника должна быть большой 100-200 Вт. Если, конечно, это два небольших провода, то возможно хватит мощности 60 — 100 Вт.
 При прикосновении возникает дуга и концы спаяны в шарик.
При прикосновении возникает дуга и концы спаяны в шарик. Корунд имеет разный цвет в зависимости от примесей: хром дает красноватый оттенок, сапфир — голубоватый.Оксидная пленка очень прочная и не поддается пайке. Его нужно удалить с поверхности, а затем припаять детали.
Корунд имеет разный цвет в зависимости от примесей: хром дает красноватый оттенок, сапфир — голубоватый.Оксидная пленка очень прочная и не поддается пайке. Его нужно удалить с поверхности, а затем припаять детали.
 Канифоль применяется редко, в случае с алюминием она малоэффективна. Флюсы используются для пайки проводов, горшков и прочего.
Канифоль применяется редко, в случае с алюминием она малоэффективна. Флюсы используются для пайки проводов, горшков и прочего. Не рекомендуется добавлять в пламя кислород, это снижает эффективность флюса. Наиболее распространены флюсы:
Не рекомендуется добавлять в пламя кислород, это снижает эффективность флюса. Наиболее распространены флюсы:
 Их производят в Америке, Германии, Франции, России. Давайте посмотрим на некоторые из них.
Их производят в Америке, Германии, Франции, России. Давайте посмотрим на некоторые из них. Плавится при температуре 525 ° С, хорошо спаивает сплавы АМц, АМ3М, АМг2. 100 г стоит 700 руб.
Плавится при температуре 525 ° С, хорошо спаивает сплавы АМц, АМ3М, АМг2. 100 г стоит 700 руб. Для нагрева спая подойдет паяльник меньшей мощности. Наконечник выбирается широкий, с его помощью можно делать насечки для снятия пленки оксида алюминия.
Для нагрева спая подойдет паяльник меньшей мощности. Наконечник выбирается широкий, с его помощью можно делать насечки для снятия пленки оксида алюминия. Рядом не должно быть легковоспламеняющихся жидкостей или материалов.
Рядом не должно быть легковоспламеняющихся жидкостей или материалов. Ремонт сковороды обойдется в 100 руб.К этим суммам следует добавить затраты времени и денег на доставку продукции в мастерскую и обратно.
Ремонт сковороды обойдется в 100 руб.К этим суммам следует добавить затраты времени и денег на доставку продукции в мастерскую и обратно.
 Отражательная способность металла зависит от его чистоты. Коэффициент отражения фольги с содержанием алюминия 99,5% составляет 84%.
Отражательная способность металла зависит от его чистоты. Коэффициент отражения фольги с содержанием алюминия 99,5% составляет 84%. В частности, эти характеристики сделали алюминий популярным в алюминиевой фольге, посуде и упаковке пищевых продуктов.
В частности, эти характеристики сделали алюминий популярным в алюминиевой фольге, посуде и упаковке пищевых продуктов. Последнее изобретение — пеноалюминий, который еще называют «металлический поролон», ему пророчат большое будущее.Однако алюминий как электротехнический материал имеет одно неприятное свойство — сложность пайки алюминия из-за его прочной оксидной пленки.
Последнее изобретение — пеноалюминий, который еще называют «металлический поролон», ему пророчат большое будущее.Однако алюминий как электротехнический материал имеет одно неприятное свойство — сложность пайки алюминия из-за его прочной оксидной пленки. Флюсы обычно не растворяют оксид. Именно поэтому пайка алюминия и изделий из него считается достаточно сложной задачей, а технология пайки алюминия во многом отличается от технологии пайки других металлов.
Флюсы обычно не растворяют оксид. Именно поэтому пайка алюминия и изделий из него считается достаточно сложной задачей, а технология пайки алюминия во многом отличается от технологии пайки других металлов.

 Через определенное время в результате электролиза на поверхности алюминиевой детали осядет слой красной меди, которая после промывки и сушки традиционным способом с помощью паяльника лужится.
Через определенное время в результате электролиза на поверхности алюминиевой детали осядет слой красной меди, которая после промывки и сушки традиционным способом с помощью паяльника лужится.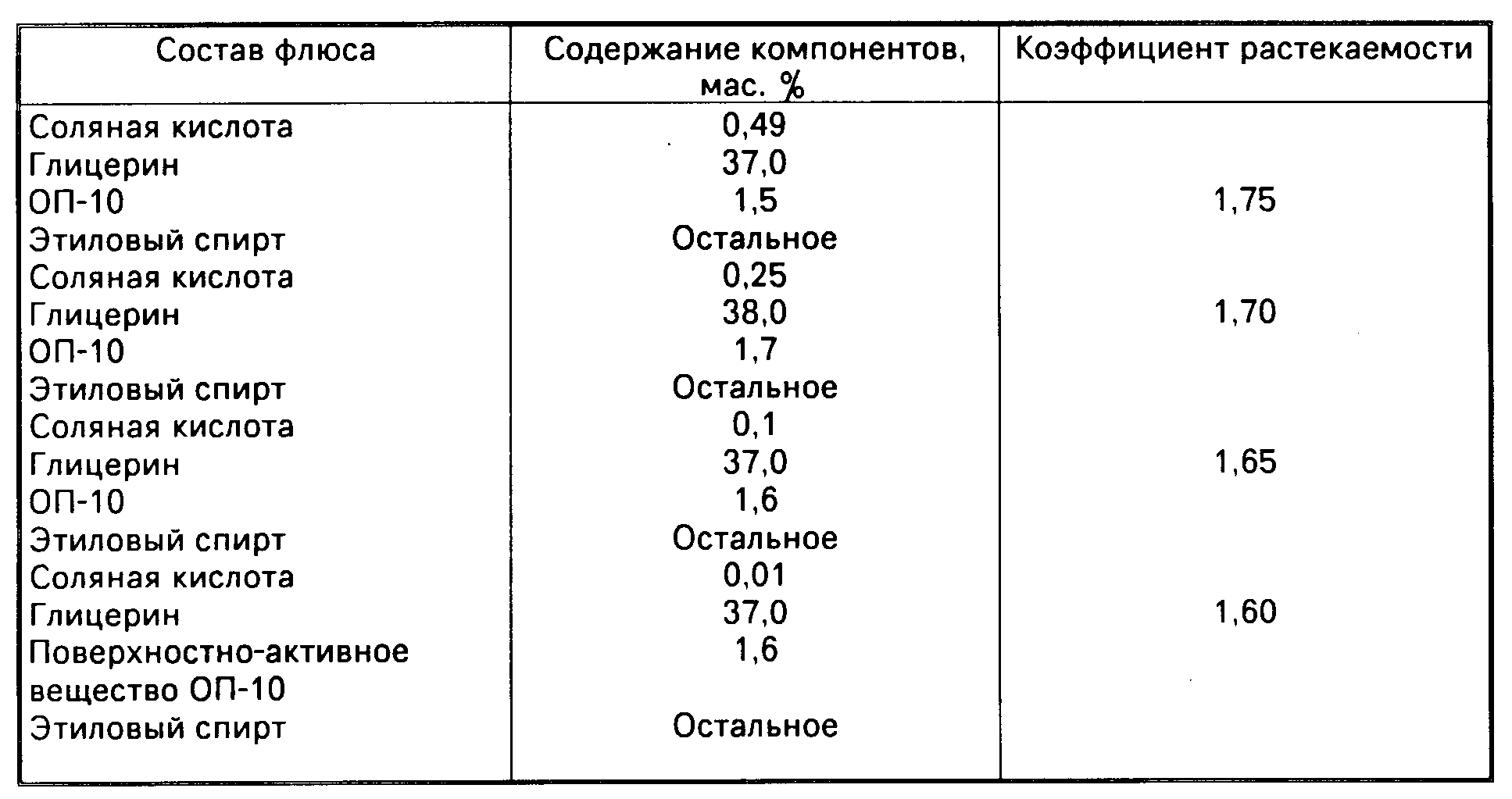 Луженые алюминиевые детали можно паять не только между собой, но и с деталями из других сплавов и металлов.
Луженые алюминиевые детали можно паять не только между собой, но и с деталями из других сплавов и металлов.


 Из-за высокой теплопроводности алюминия паяльник должен иметь повышенную мощность от 60 до 100 Вт. Если имеющийся паяльник не в состоянии прогреть большие детали, их дополнительно прогревают на электрической или газовой плите.
Из-за высокой теплопроводности алюминия паяльник должен иметь повышенную мощность от 60 до 100 Вт. Если имеющийся паяльник не в состоянии прогреть большие детали, их дополнительно прогревают на электрической или газовой плите. Затем наносится основное количество припоя для обеспечения прочной связи алюминия. Подождите, пока припой остынет, а затем протрите стык влажной тканью.Финальная чистка производится напильником или наждачной бумагой.
Затем наносится основное количество припоя для обеспечения прочной связи алюминия. Подождите, пока припой остынет, а затем протрите стык влажной тканью.Финальная чистка производится напильником или наждачной бумагой. Цинк добавляют в кислоту небольшими порциями. В результате химической реакции образуется хлорид цинка. После того, как водород перестанет выделяться, посуду с образовавшимся веществом помещают в теплую воду.Готовую жидкость смешивают с нашатырным спиртом.
Цинк добавляют в кислоту небольшими порциями. В результате химической реакции образуется хлорид цинка. После того, как водород перестанет выделяться, посуду с образовавшимся веществом помещают в теплую воду.Готовую жидкость смешивают с нашатырным спиртом. Детали очень быстро теряют прочность при нагревании, а конструкции снижают устойчивость при температуре до 300 градусов. Легкоплавкие припои, состоящие из висмута, кадмия, индия, олова, плохо контактируют с алюминием и не обеспечивают достаточной прочности. В сочетании с цинком наблюдается отличная растворимость металла, что придает сварным соединениям высокую надежность.
Детали очень быстро теряют прочность при нагревании, а конструкции снижают устойчивость при температуре до 300 градусов. Легкоплавкие припои, состоящие из висмута, кадмия, индия, олова, плохо контактируют с алюминием и не обеспечивают достаточной прочности. В сочетании с цинком наблюдается отличная растворимость металла, что придает сварным соединениям высокую надежность. Есть три способа пайки различных алюминиевых предметов:
Есть три способа пайки различных алюминиевых предметов: Перед пайкой алюминия проводится предварительное покрытие герметизируемого места сплавом и последующее соединение луженых элементов. Предварительно луженые детали склеивают друг с другом, а также с другими сплавами и металлами.
Перед пайкой алюминия проводится предварительное покрытие герметизируемого места сплавом и последующее соединение луженых элементов. Предварительно луженые детали склеивают друг с другом, а также с другими сплавами и металлами. При его отсутствии применяется самостоятельная обработка детали. Для этого на очищенное шлифовальной шкуркой место наносится несколько капель насыщенного раствора медного купороса. После этого к заготовке подключается отрицательный полюс автономного источника питания.
При его отсутствии применяется самостоятельная обработка детали. Для этого на очищенное шлифовальной шкуркой место наносится несколько капель насыщенного раствора медного купороса. После этого к заготовке подключается отрицательный полюс автономного источника питания. Эти материалы выпускают как отечественные, так и многие зарубежные производители. Отечественные марки стержней представлены наиболее распространенными припоями ЦОП40, которые по ГОСТу содержат 60% олова и 40% цинка, а также 34А (алюминий — 66%, кремний — 6%, медь — 28%).Используемый цинк придает высокую прочность точке контакта и обеспечивает хорошую коррозионную стойкость. К импортным низкотемпературным сплавам с отличными характеристиками относится HTS-2000, обеспечивающий максимальное удобство использования.
Эти материалы выпускают как отечественные, так и многие зарубежные производители. Отечественные марки стержней представлены наиболее распространенными припоями ЦОП40, которые по ГОСТу содержат 60% олова и 40% цинка, а также 34А (алюминий — 66%, кремний — 6%, медь — 28%).Используемый цинк придает высокую прочность точке контакта и обеспечивает хорошую коррозионную стойкость. К импортным низкотемпературным сплавам с отличными характеристиками относится HTS-2000, обеспечивающий максимальное удобство использования.
 Первым делом необходимо очистить и обезжирить места будущей пайки. Затем соединяемые элементы устанавливаются в рабочее положение для удобства обработки. На подготовленный участок наносится флюс, и, изначально холодное, изделие начинает нагреваться с помощью электрического паяльника или горелки. При повышении температуры начинает плавиться пруток припоя, который должен постоянно касаться поверхности элементов, контролируя процесс нагрева. Пайка алюминиевых элементов в домашних условиях электропаяльником производится в помещении с хорошей вентиляцией, так как при работе выделяются опасные соединения.
Первым делом необходимо очистить и обезжирить места будущей пайки. Затем соединяемые элементы устанавливаются в рабочее положение для удобства обработки. На подготовленный участок наносится флюс, и, изначально холодное, изделие начинает нагреваться с помощью электрического паяльника или горелки. При повышении температуры начинает плавиться пруток припоя, который должен постоянно касаться поверхности элементов, контролируя процесс нагрева. Пайка алюминиевых элементов в домашних условиях электропаяльником производится в помещении с хорошей вентиляцией, так как при работе выделяются опасные соединения.
 Перед работой жало паяльника необходимо выровнять напильником (удалить все раковины) и залудить.
Перед работой жало паяльника необходимо выровнять напильником (удалить все раковины) и залудить.  Залить машинное масло на луженое дно банки.
Залить машинное масло на луженое дно банки.  А как паять алюминий с оловом, если припой забракован оксидом алюминия. Как известно, алюминий покрыт тонким слоем оксида, который мгновенно образуется на алюминии при контакте с кислородом. Чтобы припой хорошо прилегал к алюминиевой проволоке, нужно удалить оксид алюминия, а затем олово.
А как паять алюминий с оловом, если припой забракован оксидом алюминия. Как известно, алюминий покрыт тонким слоем оксида, который мгновенно образуется на алюминии при контакте с кислородом. Чтобы припой хорошо прилегал к алюминиевой проволоке, нужно удалить оксид алюминия, а затем олово. Изоляцию снимают острым ножом под углом к проводу, чтобы не порезать его. Режущий алюминий легко ломается.
Изоляцию снимают острым ножом под углом к проводу, чтобы не порезать его. Режущий алюминий легко ломается.
 Если соединить припоем алюминий без лужения, то со временем это соединение может разорваться.Соединение алюминия с медью представляет собой гальваническую пару, и когда через нее проходит ток, он нагревается и разрушает соединение.
Если соединить припоем алюминий без лужения, то со временем это соединение может разорваться.Соединение алюминия с медью представляет собой гальваническую пару, и когда через нее проходит ток, он нагревается и разрушает соединение. К этим кислотным флюсам относятся специальные флюсы для пайки алюминия, в том числе F 64.
К этим кислотным флюсам относятся специальные флюсы для пайки алюминия, в том числе F 64. Суть метода в том, что проволока лужится у самой поверхности жидкой канифоли.Чтобы очищенные от оксида участки проволоки не соприкасались с воздухом.
Суть метода в том, что проволока лужится у самой поверхности жидкой канифоли.Чтобы очищенные от оксида участки проволоки не соприкасались с воздухом. ru
ru
 ). Он обладает высокой активностью и отлично разрушает даже толстый слой оксидной пленки при относительно низкой температуре нагрева обычным паяльником.
). Он обладает высокой активностью и отлично разрушает даже толстый слой оксидной пленки при относительно низкой температуре нагрева обычным паяльником. Их очень много — как отечественных, так и импортных.Таким образом, у вас есть из чего выбирать, исходя как из стоимости, так и по доступности.
Их очень много — как отечественных, так и импортных.Таким образом, у вас есть из чего выбирать, исходя как из стоимости, так и по доступности. Он отлично подходит для ремонта кухонной утвари и имеет низкую температуру плавления, а это значит, что работу можно выполнять с помощью паяльника. Но при использовании олова следите за тем, чтобы точка пайки не сильно нагревалась во время работы изделия.Например, можно припаять дно чайника оловом (он соприкасается с водой и не нагревается выше 100 градусов), но клюв того же чайника отвалится после первого закипания.
Он отлично подходит для ремонта кухонной утвари и имеет низкую температуру плавления, а это значит, что работу можно выполнять с помощью паяльника. Но при использовании олова следите за тем, чтобы точка пайки не сильно нагревалась во время работы изделия.Например, можно припаять дно чайника оловом (он соприкасается с водой и не нагревается выше 100 градусов), но клюв того же чайника отвалится после первого закипания.
 Вы очищаете детали, покрываете их соответствующим флюсом и припаиваете. Хорошая идея — добавить немного мелкого абразива в область пайки, смазанную флюсом, который поможет очистить припаянные поверхности от оксидной пленки.
Вы очищаете детали, покрываете их соответствующим флюсом и припаиваете. Хорошая идея — добавить немного мелкого абразива в область пайки, смазанную флюсом, который поможет очистить припаянные поверхности от оксидной пленки.
 Горелка газовой плиты? Он не дымит, но выдержать температуру нагрева паяемых деталей очень сложно даже профессионалу — малейшее движение по вертикали или горизонтали и температура «ушла».
Горелка газовой плиты? Он не дымит, но выдержать температуру нагрева паяемых деталей очень сложно даже профессионалу — малейшее движение по вертикали или горизонтали и температура «ушла». Перед тем, как приступить к пайке, лампу необходимо хорошенько прогреть, чтобы она не дымила.
Перед тем, как приступить к пайке, лампу необходимо хорошенько прогреть, чтобы она не дымила. Но если обе части, конечно, алюминиевые, то лучше паять и лужить тугоплавким припоем — стык деталей будет иметь высокую электрическую и механическую прочность.
Но если обе части, конечно, алюминиевые, то лучше паять и лужить тугоплавким припоем — стык деталей будет иметь высокую электрическую и механическую прочность. 5 и 6: Dzepni Srpsko-Engleski i Englesko-S
5 и 6: Dzepni Srpsko-Engleski i Englesko-S , иллюзия, мошенничество,
, иллюзия, мошенничество, , горизонт h
, горизонт h , Kapetan
, Kapetan , stvoriti,
, stvoriti, 179 и 180:
179 и 180: , podnar
, podnar , Mrzak, m
, Mrzak, m 278 и 279:
278 и 279:| Куча ( n. ) Большое количество или большое количество вещей, не помещенных в стопку. | ||
| Куча ( n. ) Куча или масса | ||
| Куча ( против т.) Собрать в большом количестве | ||
| Куча ( против т.) бросить или сложить в кучу | ||
| Куча ( v. т.) Сформировать или округлить в кучу, как при измерении | ||
| Курган ( n.) Шар или земной шар, являющиеся частью регалий императора или другого правителя.  Он окружен полосами, украшен драгоценными камнями и увенчан крестом Он окружен полосами, украшен драгоценными камнями и увенчан крестом | ||
| Курган ( n. ) Искусственный холм или возвышенность земли | ||
| Курган ( v. t.) укрепить или оградить насыпью. | ||
| Ворс ( № ) Волос | ||
| Ворс ( № ) Покрытие из волос или меха. | ||
| Куча ( n. ) Наконечник стрелы или копья. | ||
| Куча ( n. ) Большой столб или кусок дерева, заостренный и вбитый в землю, как на дне реки или в гавани, где земля мягкая, для поддержки здание, пирс или другое строение, или для формирования перемычки и т. д. | ||
| Свая ( n. ) Одна из обычных или второстепенных частей, имеющая форму клина, обычно размещенная по всей ширине конец самый верхний. | ||
| Свая ( v. т.) Для забивания свай в | ||
| Свая ( n. ) Масса вещей, сложенных вместе | ||
| Куча ( n.  ) Масса сформировано слоями ) Масса сформировано слоями | ||
| Свая ( n. ) Погребальная свая | ||
| Свая ( n. ) Большое здание или множество построек. | ||
| Свая ( n. ) То же, что Fagot, n., 2. | ||
| Свая ( n. ) Вертикальный ряд чередующихся дисков из двух разнородных металлов, таких как медь и цинк, уложенных между ними с дисками ткани или бумаги, смоченными кислотной водой, для создания тока. электричества | ||
| Куча ( n. ) Реверс монеты. Смотрите Реверс. | ||
| Свая ( v. т.) Укладывать или бросать в кучу или кучу | ||
| Свая ( v. т.) Застелить кучей | ||
| Сваи ( № пл.) Небольшие неприятные опухоли или припухлости вокруг ануса и нижней части прямой кишки, которые технически называются геморроем. См. Геморрой. [Иногда используется единственная свая.] | ||
| Изношенный ( a.  ) Со стертой грудой ) Со стертой грудой | ||
| Snow ( n. ) Судно с квадратным вооружением, отличное от брига только в том, что у нее есть мачта трипса рядом с кормой грот-мачты, на которой поднят большой трисель. | ||
| Снег ( n. ) Водянистые частицы, застывшие в воздухе в виде белых или прозрачных кристаллов или хлопьев, падают на землю, демонстрируя множество очень красивых и совершенных форм. | ||
| Снег ( n. ) Рис .: Что-то белое, как снег, как белый цвет (серебристый) в геральдике | ||
| Снег ( v. i.) Упасть в снег или как снег | ||
| Снежный ( т. т.) Разлетаться, как снег | ||
| Снежный снег ( a. ) Слепой слепнет от сияния снега. | ||
| Заснеженный ( a. ) Окутанный снегом или ограниченный им. | ||
| Снежный бульон ( n. ) Снег и вода смешанные, или снег только что растаял | ||
| Заснеженный ( a.  ) Сверху покрытый или покрытый снегом ) Сверху покрытый или покрытый снегом | ||
| Снег -белый ( а.) Белый как снег | ||
| Трехвучный ( № ) Старое название лучшего и самого дорогого вида бархата с тонким и толстым ворсом. | ||
| питчер холм | позиция в бейсбольной команде игрока, который бросает мяч, чтобы отбивающий пытался ударить, он играл все позиции, кроме питчера, у них левша на холме | |
| снежная овсянка снежинка снежинка Plectrophenax nivalis | белая арктическая овсянка | |
| мегапод курганная птица курган строитель кургана кустарниковая птица | крупноногая короткопалая австралийская короткокрылая птица растительность для инкубации яиц | |
| снежный гусь | синий гусь в фазе белого цвета | |
| снежный барс унций Panthera uncia | крупное животное из семейства кошачьих высокогорной центральной Азии с длинным густым белесым мехом | |
| ядерный реактор ctor, который использует контролируемое ядерное деление для выработки энергии | ||
| курган могильный холм курган | (археология) куча земли, помещенная над доисторическими гробницами | |
| автобусный драндулет куча | старый и старый автомобиль ненадежно, крылья упали с того старого автобуса | |
| кокс взорвать конфеты в нос снег C | названия улиц для кокаина | |
| жилище у озера свайное жилище | жилище, построенное на сваях в озере или рядом с ним , в частности, в доисторических деревнях | |
| насыпь холм | структура, состоящая из искусственной кучи или насыпи, обычно из земли или камней, они построили небольшие курганы, чтобы спрятаться за | |
| холм с насыпью насыпь питчера | (бейсбол) небольшое возвышение, на котором стоит кувшин | |
| ворс 908 20 | пряжа (как для ковра, бархата или вельвета), выступающая из переплетения, для получения однородного цвета и текстуры портные разрезают бархат с ворсом, идущим в том же направлении | |
| ворсчатый ворс ходул | столбик дерево, сталь или бетон, которые забиваются в землю, чтобы обеспечить поддержку конструкции | |
| сваебойный станок | машина, которая забивает сваи в землю | |
| шпунт шпунт сваи шпунт | шпунт ряд свай, забитых бок о бок для удержания земли или предотвращения просачивания | |
| сугроб сугроб | насыпь или куча снега | |
| снегоочиститель снегоуборщик | машина, которая убирает снег, зачерпывая его и с силой бросая ее через желоб. | |
| зимняя шина | автомобильная пневматическая шина с глубоким протектором для обеспечения сцепления в снег | |
| цепь противоскольжения цепь противоскольжения | цепь, прикрепленная к колесам для увеличения тяги на льду или снегу | |
| гальваническая свая свая гальваническая свая | батарея, состоящая из последовательно соединенных гальванических элементов, самая ранняя электрическая батарея, разработанная Volta | |
| пух ворс | тонкая мягкая густая шерсть (например, тонкая короткая шерсть крупного рогатого скота или оленя, овечья шерсть или подшерсток некоторых собак) | |
| снежная работа | длинное и сложное искажение | |
| снежный горошек сахарный горошек | зеленый горошек с плоскими съедобными стручками | |
| стейк тартар стейк тартар каннибал курган | говяжий фарш, смешанный с сырым яйцом и е. г. лук, каперсы и анчоусы, съеденные в сыром виде г. лук, каперсы и анчоусы, съеденные в сыром виде | |
| куча куча насыпь агломерат кумуляция кучевые облака | набор предметов, уложенных друг на друга | |
| компостная куча компостная куча | куча и растительность и другие органические остатки, которые разлагаются, превращаясь в компост | |
| линия снега | линия на горе, над которой вечный снег и лед | |
| куча мусора куча мусора куча мусора помойка куча мусора куча мусора куча мусора куча мусора | скопление мусора и выброшенных материалов | |
| холм холм холм холм гамак | небольшой естественный холм | |
| древние строители курганов | курганы Снежный C.П. Сноу Чарльз Перси Сноу Барон Сноу из Лестера | Английский писатель романов о моральных дилеммах в академических кругах (-) |
| чавыч чавычи ветер снегоед | теплый сухой ветер, дующий с восточных склонов Скалистые горы | |
| снег снегопад | осадки падают с облаков в виде кристаллов льда | |
| шквал снежный шквал | легкий кратковременный снегопад и порыв ветра (или что-то подобное), ему пришлось закрыть окно против шквалов, шквал куриных перьев | |
| ледяной кристалл снежный туман алмазная пыль пудрин ледяная игла морозный снег морозный туман | маленькие кристаллы льда | |
| снег-летом Love-in-a-mist Cerastium tomentosum | звездчатка с пушистыми серебристо-серыми листьями и довольно крупным белым цветком s | |
| фантомная орхидея снежная орхидея Eburophyton austinae | восково-белое почти безлистное растение со стеблями в гроздьях и кистями белых цветов, от северо-запада США до северной Калифорнии и на восток до Айдахо | |
| снежное растение Saarcodes | мясистое ярко-красное сапрофитное растение гор на западе Северной Америки, которое появляется ранней весной, когда на земле лежит снег | |
| снежная камедь призрачная камедь белый ясень Eucalyptus coriacea Eucalyptus pauciflora | дерево от маленького до среднего из Австралии и Тасмании с гладкой корой от белого до светло-серого цвета, с пятнами или полосами | |
| ледниковая лилия снежная лилия Erythronium grandiflorum | клыкастая лилия западной части Северной Америки с ярко-желтыми цветками | |
| карликовый -белый триллион снежный триллиум ранний ш акеобин | невысокий многолетний триллий с белыми цветками, произрастающий на юго-востоке США | |
| снежный горох сахарный горох | разновидность гороха, производящая горох с тонкими плоскими съедобными стручками | |
| Северный подмороженный слой Снежный гряд boreale | Североамериканское столонное многолетнее растение с белыми цветками, иногда используется как декоративное | |
| вечерний снег Linanthus dichotomus | маленький калифорнийский однолетник с белыми цветками | |
| снежно-горный снег-в- летний призрачный сорняк Euphorbia marginata | однолетний молочай западных Соединенных Штатов с эффектными белыми цветочными гроздьями и очень ядовитым молоком | |
| снежный гриб Tremella fuciformis | популярны в Китае, Японии и на Тайване, студенистые грибы, большинство из них сушеные | |
| свая пачка больших баксов мегабаксов больших денег | большая сумма денег (особенно в качестве заработной платы или прибыли), она заработала пачку, продавая недвижимость, они потопили мегабаксы в свой новый дом | |
| партия сделка стадо хорошая сделка отличная сделка шляпа куча партия масса беспорядок mickle мятный гора мука passel клюв куча много горшок совсем маленький плот прицел поворот spate stack кругленькая сумма wad vba | (часто за ним следует «из») большое количество или количество или размер, пачка писем, неприятности, много денег, он заработал монетный двор на фондовой бирже, увидеть остальных победителей в наша огромная куча фотографий, должно быть, дорого стоила, куча журналистов, куча денег | |
| ф тонн десятков куч лотов стопок набирает стопок загрузок плотов намоток пыжов унций штук штук плетей | большое количество или количество, завела много новых друзей, она скопила стопки газет |
медь, алюминий.
 Детали для пайки
Детали для пайкиКак правильно паять?
Перед тем как приступить к рассмотрению вопрос: «Как правильно паять?» Следует отметить одну вещь, но …
Пайка разная … Следует понимать, что есть большая разница в технике пайки здоровенного 2-ваттного резистора к обычной печатной плате и, например, микросхемы BGA к многослойной плате сотового телефона.
Если в первом случае можно обойтись простейшим электрическим паяльником мощностью 40 Вт, твердой канифолью и припоем, то во втором случае потребуется применение таких устройств, как термовоздушная станция, флюс без очистки, паяльная паста, трафареты и, возможно, нижний нагреватель плат.
Как видите, разница существенная.
В каждом конкретном случае нужно выбрать способ пайки, который больше всего подходит для конкретного типа монтажа … Так что для пайки микросхем в планарном корпусе лучше использовать пайку горячим воздухом, а для монтажа обычные оконечные резисторы, большие электролитические конденсаторы, стоит использовать контактную пайку электрическим паяльником.
Рассмотрим простейшие правила обычной пайки контактов.
Для начала начинающему радиолюбителю достаточно освоить обычную контактную пайку самым простым и дешевым электрическим паяльником с медным наконечником.
Для начала нужно подготовить минимальный набор для пайки и паяльный инструмент. О том, как подготовить электрический паяльник к работе, уже рассказывалось в статье о подготовке и уходе за паяльником.
Многие думают, что для пайки лучше использовать паяльник с неминующим наконечником.В отличие от меди негорючий наконечник не требует периодической заточки и лужения, так как на его поверхности не образуются углубления — раковины.
Прогоревшее паяльное жало
(для наглядности медное жало предварительно обработано напильником).
На фото видно, что край медного жала неровный, а образовавшиеся вмятины заполнены затвердевшим припоем.
Негорючее жало распространенных паяльников обычно коническое. Расплавленным припоем такое жало не смачивается, то есть с его помощью нельзя брать припой на жало. При работе с таким паяльником припой к месту пайки доставляется с помощью припоя из тонкой проволоки.
При работе с таким паяльником припой к месту пайки доставляется с помощью припоя из тонкой проволоки.
Понятно, что использовать припой по кускам или стержням при пайке паяльником с негорючим наконечником сложно и неудобно. Поэтому тем, кто хочет научиться паять, лучше начать практику с обычного электрического паяльника с медным жалом. Недостатки его использования легко компенсируются такими удобствами, как простота использования припоев любой конструкции (проволока, пруток, куск и т. Д.)), возможность изменять форму медного наконечника.
Электрический паяльник с медным наконечником удобен тем, что с его помощью можно легко дозировать количество припоя, которое необходимо подвести к точке пайки.
Чистота паяемых поверхностей.
Первое правило качественной пайки — чистота паяемых поверхностей. Даже у новых радиодеталей, купленных в магазине, провода покрыты окислами и грязью.Но с этими незначительными загрязнениями, как правило, справляется флюс, который используется в процессе пайки. Если видно, что выводы радиодеталей или медных проводов сильно загрязнены или покрыты оксидом (зеленоватым или темно-серым), то перед пайкой их необходимо очистить перочинным ножом или наждачной бумагой.
Если видно, что выводы радиодеталей или медных проводов сильно загрязнены или покрыты оксидом (зеленоватым или темно-серым), то перед пайкой их необходимо очистить перочинным ножом или наждачной бумагой.
Это особенно актуально, если при сборке электронного устройства используются радиодетали. На их выводах обычно образуется темный налет. Это оксид, который препятствует пайке.
Лужение.
Перед пайкой поверхность клемм необходимо лужить — покрыть тонким и ровным слоем припоя. Если вы обратите внимание на выводы новых радиодеталей, то в большинстве случаев заметите, что их выводы и контакты луженые. Пайка луженых выводов происходит быстрее и качественнее, так как не требуется предварительная подготовка выводов для пайки.
Для лужения медной проволоки Для начала снимают зазубрину с ее поверхности изоляции и очищают от загрязнений, если таковые имеются.Затем нужно обработать поверхность пайки флюсом. Если в качестве флюса используется кусковая канифоль, то медную проволоку можно надеть на кусок канифоли и прикоснуться к ней хорошо нагретым наконечником паяльника. Для начала нужно взять немного припоя на жало паяльника.
Для начала нужно взять немного припоя на жало паяльника.
Далее, двигаясь по проводу, распределяем расплавленный припой по поверхности проводника, стараясь максимально и равномерно прогреть сам проводник. При этом комовая канифоль плавится и начинает испаряться под действием температуры.На поверхности проводника должен образовываться ровный слой оловянно-свинцового припоя без комков и гранул.
Расплавленная канифоль помогает снизить поверхностное натяжение расплавленного припоя и улучшает смачиваемость паяных поверхностей. Благодаря флюсу (в данном случае канифоль) обеспечивает равномерное покрытие проводника тонким слоем припоя. Также флюс способствует удалению загрязнений и предотвращает окисление поверхности проводников при нагреве паяльником.
Прогрев жала паяльника до рабочей температуры.
Перед тем, как приступить к пайке, необходимо включить электрический паяльник и дождаться, пока его жало хорошо прогреется и температура не достигнет 180 — 240 0 С.
Так как у обычного паяльника нет индикации температуры жала, то о достаточном нагреве жала можно судить по закипанию канифоли.
Для проверки нужно ненадолго прикоснуться к кусочку канифоли раскаленным жалом.Если канифоль плохо плавится и медленно растекается по кончику паяльника, значит, она все равно недогрета. Если канифоль закипает и пар образуется обильно, то паяльник готов к работе.
В случае пайки переохлажденным паяльником припой будет иметь вид шлама, быстро затвердеет, а поверхность припаянного контакта будет иметь шероховатый вид с темно-серым оттенком. Такая пайка некачественная и быстро портится.
Качественный паяный контакт имеет характерный металлический блеск, а его поверхность гладкая и блестящая на солнце.
Также при пайке различных радиодеталей следует обращать внимание на площадь паяемых поверхностей. Чем больше площадь проводника, например медной дорожки на печатной плате, тем мощнее должен быть паяльник. При пайке происходит теплоотдача и, кроме самого места пайки, происходит еще и боковой нагрев радиодетали или печатной платы.
При пайке происходит теплоотдача и, кроме самого места пайки, происходит еще и боковой нагрев радиодетали или печатной платы.
Если от точки пайки происходит значительный теплоотвод, то паяльником малой мощности невозможно хорошо прогреть точку пайки и припой очень быстро остывает, превращаясь в рыхлое вещество.В этом случае необходимо либо нагревать паяемые поверхности подольше (что не всегда возможно или не приводит к желаемому результату), либо использовать более мощный паяльник.
Для пайки малогабаритных радиоэлементов и печатных плат с герметичной разводкой лучше использовать паяльник мощностью не более 25 Вт. Обычно в радиолюбительской практике используются паяльники мощностью 25-40 Вт при питании от сети переменного тока 220 вольт.При использовании электрического паяльника стоимостью регулярно проверяйте целостность изоляции шнура питания , так как в процессе работы нередки случаи его повреждения и случайного оплавления нагретыми частями паяльника.
При пайке или демонтаже радиокомпонента с печатной платы желательно следить за временем пайки и ни в коем случае не перегревать печатную плату и медные дорожки на ее поверхности свыше 280 0 С.
Если плата перегревается, она может деформироваться в точке нагрева, произойдет расслоение или набухание, отпечатанные дорожки отслоятся в точке нагрева.
Температуры выше 240-280 0 С критичны для большинства радиоэлементов. Перегрев радиодеталей при пайке может привести к поломке.
При пайке деталей очень важно их прочно закрепить. Если этого не сделать, любая вибрация или смещение ухудшат качество припоя, поскольку для затвердевания припоя требуется несколько секунд.
Чтобы произвести качественную пайку деталей «на весу» и избежать смещения или вибрации при остывании паяного контакта, можно использовать прибор, который в обиходе радиолюбителей называется « третья рука» ».
«Третьи руки»
Такое простое устройство позволит не только легко и без особых усилий паять детали, но и убережет от ожогов, которые можно получить, если во время пайки держать детали рукой.
«Третьи руки» на работе
Техника безопасности при пайке.
В процессе пайки довольно легко получить хоть и небольшой, но ожог. Чаще всего встречаются ожоги пальцев и кистей рук. Ожоги обычно возникают из-за спешки и плохой организации рабочего места.
Необходимо помнить, что в процессе пайки не стоит прикладывать больших усилий. к паяльнику. Прижимать их к печатной плате в надежде на быстрое оплавление контакта припоя нет смысла. Надо подождать, пока температура в точке пайки достигнет требуемой … В противном случае жало паяльника может соскользнуть с платы и случайно коснуться пальцами или ладонью горячего металла. Поверьте, ожоговые раны заживают очень долго!
Также стоит держать глаза подальше от места пайки.Нередко при перегреве отпечатанная дорожка на плате отслаивается с характерным вздутием, что приводит к разбрызгиванию мельчайших капелек расплавленного припоя. Если у вас есть защитные очки, то стоит их надеть. Как только будет получен достаточный опыт пайки, можно будет отказаться от очков.
Желательно производить пайку в хорошо проветриваемом помещении. Пары свинца и канифоли вредны для здоровья. Если нет возможности проветривать комнату, то стоит делать перерывы между работой.
И вот вы решили с головой окунуться в электронику, запаслись паяльником, купили припой и … Что дальше? Если худшее — плохое, то все представляют, как паять, но тонкости технологии не многим известны и приходят с опытом. Что ж, я ускорю этот плачевный процесс и расскажу вам пару хитростей.
Итак, про и вы, наверное, уже читали, так что будем танцевать от него. Помимо паяльника вам потребуются припой и флюс.Подробнее о них.
Припой.
Это особый сплав, плавящийся при температуре около 200 градусов. Наиболее распространен сплав 60/40, также известный как ПОС-61. Сплав, в котором 60% олова и 40% свинца. Температура его плавления 183-230 градусов. Обычно продается в виде проволоки, намотанной на катушки.
Для малогабаритной установки лучше брать ту, где диаметр проволоки меньше — ее легче дозировать. У меня есть две катушки, одна с припоем 0,3 мм, другая 0,6 мм. Ну есть еще полтора миллиметра, но почти не пользуюсь.Только если я буду массово паять массивные детали, где нужно много припоя.
У меня есть две катушки, одна с припоем 0,3 мм, другая 0,6 мм. Ну есть еще полтора миллиметра, но почти не пользуюсь.Только если я буду массово паять массивные детали, где нужно много припоя.
Лучше покупать импортный припой, к сожалению российский товар часто отстой. Может и качественный есть, но обычно шлак низкосортный попадался. Катушка припоя, как на картинке, должна стоить от 150-200 рублей, дороже, дешевле не желательно. Лучше один раз потратиться, но тогда иметь красивую и качественную пайку и не париться. А змеевика обычно хватает на год-полтора-два, это минимум.
Также полезно купить себе сплав Rose. Это тоже разновидность припоя, но температура плавления у него довольно смешная — где-то в районе 90-100 градусов. Этот сплав иногда бывает полезен при разборке, но об этом позже в отдельной статье.
Флюсы
В процессе пайки от нагрева детали окисляются и припой перестает их смачивать. Чтобы этого не происходило, используются флюсы — вещества, растворяющие оксидную пленку, способствующие пайке. Кстати, если кто не в курсе, процесс покрытия одного металла другим называется лужением. Я говорю банальные вещи? Ну ведь образовательная программа такая познавательная! 🙂
Кстати, если кто не в курсе, процесс покрытия одного металла другим называется лужением. Я говорю банальные вещи? Ну ведь образовательная программа такая познавательная! 🙂
Канифоль
Самый простой и популярный флюс. Это обычная очищенная сосновая смола. При пайке сначала берут немного припоя на наконечник, затем втыкают его в канифоль, чтобы собрать смолу на наконечнике, а затем быстро, пока смола не испарится, паяют. Метод не очень удобный, поэтому часто делают иначе.Берут обычный этиловый (медицинский) спирт и растворяют в нем измельченную канифоль до растворения. После этого этот раствор кисточкой наносится на детали, подлежащие пайке и пайке. Активность канифоли невысока, поэтому иногда ничего не выходит — детали не лужатся, но канифоль имеет одно огромное преимущество, которое иногда перекрывает все ее недостатки. Канифоль полностью пассивна. То есть его не нужно снимать с места пайки, так как он не окисляет и не восстанавливает металлы, являясь отличным диэлектриком. Поэтому самые важные рационы стараюсь составлять на спиртово-канифольном флюсе.
Поэтому самые важные рационы стараюсь составлять на спиртово-канифольном флюсе.
Один из моих любимых флюсов. Это жидкость красного цвета, содержит канифоль и ряд добавок. Паять им так же, как обычным спиртово-канифольным флюсом — намазать кистью по деталям и припаять. Но есть одна хитрость. В первоначальном варианте это жидкая инфекция, размазанная тонким слоем и моментально сохнет, в общем пользоваться ею не очень удобно. Я понял, как это побороть.
Сделал себе палитру флюсов — наклеил на небольшую группу кучу крышек от бутылок, залил в них разные флюсы и наклеил этот корпус на катушку припоя. Получилось очень удобно и компактно. Итак, налив в крышку, даю пару дней постоять. За это время он высохнет и загустеет до состояния жидкого меда. Теперь уже удобно размазывать острой зубочисткой именно там, где нужно. А если загустеет сверх меры, то либо добавьте в капельницу немного спирта, либо добавьте еще немного свежего флюса и размешайте.Производитель заявляет, что в полоскании нет необходимости. В принципе вроде бы он не активен. Но что-то смущает меня с добавками, которые в нем есть, поэтому всегда смываю. Смывается широкой кистью, смоченной спиртом. Или просто кисть под проточной водой из-под крана. Нет ничего плохого в том, чтобы промыть готовую доску водой, главное после этого хорошо просушить.
В принципе вроде бы он не активен. Но что-то смущает меня с добавками, которые в нем есть, поэтому всегда смываю. Смывается широкой кистью, смоченной спиртом. Или просто кисть под проточной водой из-под крана. Нет ничего плохого в том, чтобы промыть готовую доску водой, главное после этого хорошо просушить.
Канифоль гелевая
Отличная штука. Не так давно он появился в радиомагазинах и уже заслужил мою любовь и уважение.Это густая коричневая паста на основе канифоли, которую продают в шприцах. Отлично растекается прямо там, где это необходимо, не оставляет нагара на паяльнике, как у LTI-120. Легко смывается водой или спиртом, в общем рулез!
Смертельный активный флюс, легко смывается водой, не оставляет грязных липких следов и окислов. Но его нужно смыть. Тщательно смойте. Иначе через пару лет он может разъесть дорожки платы или ее остатки станут токопроводящими и на поверхности платы между дорожками появятся жуткие протечки, что крайне негативно скажется на работе схемы. .Я также не уверен в безопасности его паров. Вы можете использовать его пару раз, но он не улыбается мне все время. Но в целом это офигенный флюс, их паять одно удовольствие.
.Я также не уверен в безопасности его паров. Вы можете использовать его пару раз, но он не улыбается мне все время. Но в целом это офигенный флюс, их паять одно удовольствие.
Глицерин-салициловый флюс .
Это ФСГЛ. Если честно, понятия не имею, откуда эта хрень. Баллончик с этим флюсом у меня с детства (собственно, поэтому канифоль практически не паял) — отец украл с оборонного предприятия. Никогда не видел в свободной продаже.Он паяется так же энергично, как и глицерин-гидразин, но не содержит примесей, сомнительных с точки зрения токсичности. В нем 90% глицерина, 5% салициловой кислоты, 5% воды. Купить чтоль в аптеке салицилки и сделать самому? Уж больно бредовый рецепт. Один недостаток — его нужно смывать, он активен. Но слегка смывается водой.
F-34A
Адская кислотная смесь. При пайке имеет жуткий едкий выхлоп, которым я отравил половину нашей лаборатории.Паять этой гадостью можно только в противогазе и с мощным капюшоном, но это говно спаяет все, то, о чем другим флюсам даже в кошмаре не снилось. Это жижа на входе — ржавчина, оксиды, сталь, напыление, даже алюминий можно паять. Так что если вам нужно припаять к ржавому гвоздю, то бросьте эту херню, задержите дыхание и ЛЮДИ!
Это жижа на входе — ржавчина, оксиды, сталь, напыление, даже алюминий можно паять. Так что если вам нужно припаять к ржавому гвоздю, то бросьте эту херню, задержите дыхание и ЛЮДИ!
Импортные флюсы без очистки.
Если честно, то не пользовался. Говорят, классные, но ИМХО их просто так паять не рационально — они слишком дорогие, и в нашем городе тоже не продают, а сумку закажите мне.Скорее они предназначены для профессионального использования, например, для ремонта сотовых или пайки корпусов BGA (это когда ножки в виде массива шариков под корпусом микросхемы). Если интересно, то ищите информацию на форумах сотовых ремонтников, они знают об этом деле все.
Голландский флюс на основе конопли
Я понятия не имею, кто его производит и где продается, но я точно знаю, что это так! В этом я особенно убедился, покопавшись в диаграммах продуктов компании, где раньше работал.Их разработчики явно спаивают. Так как таких закиданных схемных решений еще не встречал.
Паяльник в руки и вперед !!!
Я вам рассказывал о флюсах, теперь собственно о процессе пайки.
Это не сложное дело. Для начала желательно детали облучить. Вы смачиваете их флюсом, зацепляете паяльником с небольшим количеством припоя и размазываете по поверхности. Торопиться не нужно, детали следует покрыть ровным тонким блестящим слоем.Выводы микросхем и радиодеталей лужить не нужно — они уже на заводе луженые.
Припой должен быть жидким, как вода. Если он комковатый, с ярко выраженной зернистостью и матовый, то причин две — неправильная температура паяльника или припой низкосортное говно … Если паяльник слишком холодный, то припой будет на грани в твердом и жидком состоянии он будет вязким и не смачивается. Если паяльник перегреть, то припой моментально покроется серой оксидной пленкой и тоже будет противно повозиться.Идеальная температура паяльника при пайке поз-40 ( 60/40 Alloy ), на мой взгляд, это порядок 240-300 градусов. У ST-96 достаточно установить регулятор на 2/3 вверх.
У ST-96 достаточно установить регулятор на 2/3 вверх.
Если паяете печатную плату, то дорожки тоже нужно залудить. Но делать это нужно осторожно. Продаваемый на просторах Родины текстолит тоже часто оказывается редким говном, и при нагревании фольга с него моментально отваливается.Поэтому долго греть доску нельзя — гусеницы отвалятся. Обычно я просто хорошо смазываю все дорожки флюсом и быстро протираю каждое плоское жало паяльника каплей припоя. В итоге у меня получились идеально луженые дорожки, с почти зеркальной поверхностью.
Есть народный способ быстрого лужения больших плит:
Для снятия припоя берется тесьма, это такая мочалка медная, продается мотками по 30 рублей за метр.Если не найдешь, можешь оторвать экранирующую оплетку от толстого коаксиального кабеля телевизора — та же чушь, только еще больше суеты. Плата правильно смазана флюсом, оплетка правильно пропитана припоем, а также полита флюсом. Затем эту хрень приклеивают паяльником на поверхность платы. Чтобы волокна оплетки не прилипали к дорожкам, лучше взять паяльник большего размера и массивнее.
Чтобы волокна оплетки не прилипали к дорожкам, лучше взять паяльник большего размера и массивнее.
Я способ в целом улучшил.
Взял старый мощный паяльник на 60Вт, обмотал этой тесьмой жало, пропитал сплавом Роуза и теперь лужица платы одним движением. Почему Роза? И им повозиться проще, паяльник при касании платы резко остывает, т.к. излучает тепло. Если смочить оплетку обычным припоем, то она сразу приваривается к плате отдельными ворсинками, а сплав Роза легко плавится и не прилипает.
Пайка транзисторов, диодов и микросхем.
Здесь хотелось бы особо обратить ваше внимание. Дело в том, что полупроводники от слишком высокой температуры разрушаются , поэтому существует риск перегрева микросхемы. Чтобы этого не произошло, желательно выставить паяльник на 230 градусов или около того … Это вполне терпимая температура, которую микросхема выдерживает длительное время. Можно паять и не торопиться. У обычных нерегулируемых паяльников температура жала составляет порядка 350-400 градусов , поэтому паять нужно быстро, одним касанием. Не более секунды на каждую ножку и сделайте перерыв не менее 10-15 секунд перед пайкой другой ножки. Также можно придерживать ножку металлическим пинцетом — он будет служить радиатором.
Не более секунды на каждую ножку и сделайте перерыв не менее 10-15 секунд перед пайкой другой ножки. Также можно придерживать ножку металлическим пинцетом — он будет служить радиатором.
Пайка проводов
Концы лучше перед пайкой залудить отдельно, а если провод припаян к печатной плате, то очень желательно просверлить отверстие в плате, завести с другой стороны, и только потом паять. В этом случае риск оторвать дрожки при рывке за провод сводится к нулю.
Пайка припоем.
Так обычно паяются микросхемы. Хватают по диагонали за крайние ножки, смазывают все флюсом, а затем, придерживая одной рукой паяльник, а другой тонкую проволоку припоя, быстро спаивают все ножки.
Паяльные провода в лаковой изоляции
Любой обмоточный провод, например, намотанный на трансформатор, покрывается тонким слоем лака. Чтобы припаять к нему, этот слой лака нужно снять.Как это сделать? Если проволока толстая, то ее можно немного обжечь огнем зажигалки, лак выгорит, а нагар счистить грубым картоном. Если провод тонкий, то либо аккуратно поскребите его скальпелем, держа скальпель строго перпендикулярно проводу, либо возьмите таблетку аспирина и надавите и проткните ею горячим наконечником паяльника по проводу на аспирине. При нагревании из аспирина будет выделяться вещество, которое сожрет изоляцию лака и очистит провод.Правда сильно будет вонять 🙂
Если провод тонкий, то либо аккуратно поскребите его скальпелем, держа скальпель строго перпендикулярно проводу, либо возьмите таблетку аспирина и надавите и проткните ею горячим наконечником паяльника по проводу на аспирине. При нагревании из аспирина будет выделяться вещество, которое сожрет изоляцию лака и очистит провод.Правда сильно будет вонять 🙂
Третьи руки
Рекомендую обзавестись такой хваткой. Чертовски удобная штука, позволяет при пайке держать какой-нибудь ктулху, концы из стороны в сторону не болтаются. Кстати, остерегайтесь подпружиненных проводов! При пайке может соскочить и бросить каплю припоя вам в лицо, сколько раз такое приходило мне в лицо и не помню, а могло быть в глаз! Так что соблюдайте меры безопасности!
Губка
Жало паяльника постепенно загрязняется и покрывается нагаром.Это нормально, обычно виноват флюс, горит тот же LTI-120 дай бог. Для очистки паяльника можно использовать специальную губку. Этот желтый мусор идет в комплекте с подставками для паяльника. Его необходимо смочить водой и отжать, оставив влажным. Кстати, губка постоянно сохнет, чтобы не промокать каждый раз, когда ее можно пропитать обычным медицинским глицерином. Тогда он вообще не высохнет! Удобно блин! Если губки нет, возьмите хлопчатобумажную ткань, положите ее в поднос для утюга и также смочите водой или глицерином.Наши установщики держали на столе обычное вафельное полотенце и протирали им паяльник.
Его необходимо смочить водой и отжать, оставив влажным. Кстати, губка постоянно сохнет, чтобы не промокать каждый раз, когда ее можно пропитать обычным медицинским глицерином. Тогда он вообще не высохнет! Удобно блин! Если губки нет, возьмите хлопчатобумажную ткань, положите ее в поднос для утюга и также смочите водой или глицерином.Наши установщики держали на столе обычное вафельное полотенце и протирали им паяльник.
Кстати, о технике безопасности.
 Шнур мгновенно увлечет его за собой.
Шнур мгновенно увлечет его за собой. Лучше один раз увидеть, чем сто раз прочитать:
Нет проблем! К вашим услугам куча видеороликов с You Tube по запросу «припаять» … Вы увидите, как это делают профессионалы. Смотри и учись!
Эта статья поможет вам узнать, как правильно паять паяльником, если вы раньше не держали его в руках. Паяльник — действительно необходимая вещь, если вы радиолюбитель, системный администратор, хотите самостоятельно починить бытовую электронику или хотите узнать что-то новое и полезное.
Важно понимать, что если вам уже нужно перепаять провода в бытовой технике или впаять материнскую плату в компьютер, прочитать одну статью явно будет недостаточно. Несмотря на кажущуюся простоту, работа с паяльником — это почти искусство, требующее внимательности, опыта и твердой руки. Прежде чем припаять что-нибудь для получения ценных проводов, стоит немного попрактиковаться в расходных материалах.
Прежде чем припаять что-нибудь для получения ценных проводов, стоит немного попрактиковаться в расходных материалах.
Принцип работы паяльника
Понять, как работает паяльник, несложно.Нагревательный элемент нагревается до высокой температуры ( 300 и выше градусов). Пайка — это процесс всасывания особого вещества (припоя). Он имеет более низкую температуру плавления, чем припой.
Паяльник плавит припой, заполняя все микропоры металла, взаимодействуя с ними на молекулярном уровне … При охлаждении он «прилипает» и образует прочное соединение между двумя частями провода.
Паяльник и необходимые для работы инструменты
Отвечая на вопрос «как паять паяльником», необходимо коснуться темы инструмента и расходных материалов, необходимых для пайки.Итак, чтобы паять правильно и качественно вам потребуется:
Паяльник
Существует множество самых разных моделей, необходимых для решения широкого круга технических проблем. Но главный критерий — мощность. По мощности они делятся на несколько типов:
Но главный критерий — мощность. По мощности они делятся на несколько типов:
Если вы планируете паять радиодетали, достаточно будет 25 ватный инструмент . Для пайки обычного провода мощности должно хватить, но для использования в быту стоит выбрать модель 35 Вт и выше.
Стенды часто продаются комплектами. Они не только защищают рабочий стол от пятен припоя, но и позволяют всегда контролировать положение инструмента.В работе он должен находиться на краю стола. Важно следить за шнуром питания.
Они не только защищают рабочий стол от пятен припоя, но и позволяют всегда контролировать положение инструмента.В работе он должен находиться на краю стола. Важно следить за шнуром питания.
Припой
В этом специальном легкоплавком сплаве, как правило, используются вещества:
Или любой другой металл с подходящей температурой плавления. Самые легкоплавкие имеют температуру плавления до 80 градусов, и самые стабильные — свыше 900.
Флюс
Это название особого вещества, которое действует как связующее звено между припоем и металлом провода.Он способствует адгезии (прилипанию) припоя, успешно защищает его от окисления и способствует обезжириванию. Самый популярный бренд — LTE 120.
При необходимости делается самостоятельно. Для этого достаточно растворить канифоль в спирте (примерно 60 на 40% ) и хорошо взболтать.
Дополнительный инструмент
Для того, чтобы удобно и безопасно паять паяльником, вам необходимо приобрести товар:
 Откусывают провод, снимают изоляцию, при эксплуатации поддерживают деталь
Откусывают провод, снимают изоляцию, при эксплуатации поддерживают детальНачало работы
Новый паяльник необходимо очистить и облучить. Должен быть включен в сеть на 15-20 минут. При этом заводская смазка часто начинает выгорать, да и сам инструмент может немного дымить, это не страшно.
После прогрева следует тщательно очистить рабочую поверхность напильником, а затем сразу окунуть ее в припой. Важно не дать ему окиситься.Теперь инструмент готов к использованию.
Важно, если наконечник вашего инструмента сделан из металлокерамики. Это не может быть подано. Для этого есть специальная влажная тряпка, которой нужно аккуратно протереть поверхность.
Как припаять провод: процесс
Очень важно подготовить поверхность. На нем не должно быть посторонних веществ, таких как жир, краска, лак, остатки изоляции. Успех любой работы зависит от чистоты. Если что-то есть, его нужно аккуратно очистить скальпелем и протереть, чтобы не осталось пыли.
Успех любой работы зависит от чистоты. Если что-то есть, его нужно аккуратно очистить скальпелем и протереть, чтобы не осталось пыли.
Затем вы берете немного припоя с наконечника и аккуратно припаиваете его в нужном месте. Это не слишком сложный процесс, но он требует «полной» руки, и с первого раза у вас вряд ли получится красивый и аккуратный шип.
При работе стоит помнить ряд правил:
Как надежнее припаять провода? Перед началом процедуры их следует перекрутить. После остывания их изолируют изолентой во избежание коротких замыканий в процессе эксплуатации.
Хорошая адгезия отличается блеском, ровным слоем и отсутствием трещин. Тогда он прослужит максимально долго, и проблем с устройством у вас не возникнет.
Техника безопасности
Как паять паяльником и не обгореть? Следует соблюдать меры безопасности. Работа паяльником — не лучшее время, чтобы попытать счастья с взломом системы безопасности. Вот несколько простых советов:
Соблюдая эти простые правила, вы избавите себя от крайне неприятных последствий. Если серьезно относиться к своей работе и не оставлять паяльную машину без присмотра, проблем возникнуть не должно.
Хорошо припаять провода
От того, как паяется провод, зависит дальнейшая работа всего устройства.Опытные мастера дают ряд советов по качественной и надежной пайке:
С опытом приходит способность нагреть паяльник до желаемой температуры и использовать ровно столько припоя, сколько необходимо. Соблюдая идеальный баланс, припой самостоятельно принимает нужную форму и правильно обхватывает контакты. Это именно то, к чему нам нужно стремиться.
Лучше всего использовать паяльники с терморегулятором. Тогда легко поддерживать нужную температуру, что положительно сказывается на процессе и результате работы.Паяльник без регулятора может быстро перегреться, а его жало может почернеть от окисления. Потом его нужно периодически выключать. Поддерживать нужную температуру очень сложно, да и пайка не качественная.
Тогда легко поддерживать нужную температуру, что положительно сказывается на процессе и результате работы.Паяльник без регулятора может быстро перегреться, а его жало может почернеть от окисления. Потом его нужно периодически выключать. Поддерживать нужную температуру очень сложно, да и пайка не качественная.
Как правильно паять паяльником?
Лучший способ научиться что-то делать — это практиковаться. Пайка — не исключение. Есть ряд упражнений, которые помогут вам освоить этот, безусловно, сложный, но полезный инструмент.
Возьмите оголенный или изолированный провод (для практики зачистки) и разрежьте его на 12 одинаковых частей. Чтобы они не были слишком маленькими, оптимальная длина 30-40 сантиметров (до обрезки).
После резки следует взять паяльник и сделать из этих заготовок куб, используя только паяльник и плоскогубцы. Это позволит вам почувствовать инструмент и привыкнуть к нему. Затем готовый остывший кубик нужно взять в ладонь и сжать в кулак. Работа удовлетворительна, если спайки сохранены. Этим можно заниматься, чтобы поддерживать навыки на высоком уровне, даже если вы опытный профессионал и уверены в себе.
Работа удовлетворительна, если спайки сохранены. Этим можно заниматься, чтобы поддерживать навыки на высоком уровне, даже если вы опытный профессионал и уверены в себе.
Второй способ обучения работе с паяльником требует тонкого провода и зачищенного кабеля. Его нужно обернуть вокруг провода, а затем аккуратно припаять с помощью паяльника и плоскогубцев. Практикуйтесь, пока не научитесь хорошо паять провода с первого раза. После этого стоит приступить к нормальной ответственной работе.
Регулярная практика позволит вам очень быстро добиться значительных успехов в пайке. Вскоре вы сможете самостоятельно ремонтировать радио, проводку (с осторожностью) или другую бытовую технику. Но перед этим стоит доверить это дело специалистам, чтобы не рисковать дорогими вещами.
Паять провода паяльником несложно, поэтому с таким способом соединения медных проводников сможет справиться даже неопытный электрик. Далее мы расскажем, как правильно припаять провода в распределительной коробке — месте, где проводится электропроводка в комнаты. Технология будет представлена поэтапно с изображениями и видео примерами, чтобы вам стало более понятно, как спаять два провода вместе. Сразу обращаем ваше внимание на то, что мы расскажем, как паять медные жилы. Это связано с тем, что алюминиевые проводники в домашних условиях уже практически не используются. Стандарты ГОСТ рекомендуют избегать соединения разных цветных металлов (алюминиевые и медные жилы), поэтому единственный безопасный вариант для частного дома и квартиры — это припаять медные жилы кабеля.
Технология будет представлена поэтапно с изображениями и видео примерами, чтобы вам стало более понятно, как спаять два провода вместе. Сразу обращаем ваше внимание на то, что мы расскажем, как паять медные жилы. Это связано с тем, что алюминиевые проводники в домашних условиях уже практически не используются. Стандарты ГОСТ рекомендуют избегать соединения разных цветных металлов (алюминиевые и медные жилы), поэтому единственный безопасный вариант для частного дома и квартиры — это припаять медные жилы кабеля.
Шаг 1 — подготовка инструмента
Для начала нужно подготовить паяльник для пайки проводов своими руками. Все, что требуется, — это тщательно очистить наконечник от остатков припоя или других возможных загрязнений.
Для этого можно использовать обычный файл. Кроме того, необходимо подготовить припой и флюс, без которых паяльником паять провода не получится. Что касается припоя, то для пайки проводов можно использовать либо оловянно-свинцовый сплав, либо специальную резьбу, как показано на фото ниже.
Флюс необходим для обеспечения равномерного покрытия припоем материалов, подлежащих пайке во время пайки. Кроме того, флюс удаляет оксидную пленку с медных проводников, что значительно снижает надежность соединения. В качестве флюса можно использовать канифоль или специальную кислоту для пайки. Оба варианта популярны у умельцев.
Еще один важный этап подготовки — создание подходящего рабочего места. Рядом у вас должна быть розетка и подставка для паяльника, чтобы технология пайки проводов своими руками была безопасной.
Кстати, можно, что не займет много времени и сил. Самодельное устройство прослужит вам долго, в этом вы сами убедитесь!
Шаг 2 — Выполнить лужение
Итак, если вам нужно спаять два провода питания между собой, то первое, что вам нужно сделать, это снять полиэтиленовую изоляцию и залудить оголенные жилы, особенно если они очень тонкие. Перед пайкой многожильный провод сначала скручивают, после чего обрабатывают флюсом, поверх которого наносят тонкий слой нагретого припоя. Обязательно подготовьте жало паяльника перед пайкой — окуните его во флюс (в ту же канифоль, что и на фото), а затем в олово, чтобы жало было покрыто небольшим слоем припоя.
Обязательно подготовьте жало паяльника перед пайкой — окуните его во флюс (в ту же канифоль, что и на фото), а затем в олово, чтобы жало было покрыто небольшим слоем припоя.
Под пайку выполнить достаточно просто — сначала нужно положить оголенный сердечник на канифоль, затем нагреть это место паяльником так, чтобы проводка была погружена во флюс. После этого нужно вытащить его и равномерно со всех сторон обработать припоем. Чтобы хорошо нанести нагретый оловянно-свинцовый сплав на поверхность, при лужении катите проволоку в руках.Если нужно соединить провода в распределительной коробке, для удобства вместо канифоли можно использовать кислоту. Нанести его кисточкой на поверхность, которую нужно припаять, довольно просто.
Если жилы большие (толстые), лужение производится таким же образом. Единственное отличие состоит в том, что не нужно предварительно скручивать жилы, как с многожильным проводом.
После того, как вы закончили лужение, можно переходить к процессу пайки. Сразу обращаем ваше внимание на то, что проводить работы нужно только при отключенном электричестве.Пайка проводов под напряжением строго запрещена!
Сразу обращаем ваше внимание на то, что проводить работы нужно только при отключенном электричестве.Пайка проводов под напряжением строго запрещена!
Шаг 3 — Пайка жил
Ну и последнее, что осталось припаять два подготовленных провода в распределительной коробке. Все, что нужно, это скрутить или наложить жилы друг на друга и прогреть место соединения паяльником. Припой расплавится и после застывания надежно соединит электрические проводники … Наконечники рассматривали отдельно.
Важный момент — не сдвигайте провода при пайке, иначе соединение будет недостаточно надежным.
Также следует учесть, что предварительное лужение можно не проводить, а просто скрутить провода в распределительной коробке, обработать флюсом и как следует припаять. Однако мы не рекомендуем паять так, потому что в этом случае соединение будет намного хуже.
Последний штрих — изоляция охлаждаемой зоны. Мы вам об этом говорили. Лучше всего отдельно изолировать каждую жилу изолентой, а поверх нее использовать термоусадочную трубку. . На видео ниже вы можете подробно просмотреть всю процедуру пайки:
. На видео ниже вы можете подробно просмотреть всю процедуру пайки:
Учимся паять провода паяльником
Важно знать!
Выше мы описали, как правильно припаять провода в распределительной коробке, но эта процедура не подойдет, если нужно припаять контакты к диодной ленте или даже на плате (микросхеме). Итак, краткий обзор возможных технологий пайки:
 Более мощный прибор может перегреть плату, и тогда ваши усилия будут напрасными.Кроме того, жало должно быть очень тонким, потому что излишки олова будут действовать как перемычки, которые, в свою очередь, «закоротят».
Более мощный прибор может перегреть плату, и тогда ваши усилия будут напрасными.Кроме того, жало должно быть очень тонким, потому что излишки олова будут действовать как перемычки, которые, в свою очередь, «закоротят». Один из самых надежных способов соединения проводов — пайка. Это процесс, при котором пространство между двумя проводниками заполняется расплавленным припоем. В этом случае температура плавления припоя должна быть ниже температуры плавления соединяемых металлов. В домашних условиях пайку чаще всего используют паяльником — небольшим устройством, работающим от электричества. Для нормальной работы мощность паяльника должна быть не менее 80-100 Вт.
Что понадобится для пайки паяльником
Кроме самого паяльника потребуются припои, канифоль или флюсы, желательно иметь подставку.Даже в процессе работы вам могут понадобиться небольшой напильник и маленькие плоскогубцы.
Канифоль и флюсы
Для получения хороших соединительных проводов необходимо их очистить от загрязнений, в том числе от оксидной пленки. Если одножильные жилы все еще можно очистить вручную, многожильные проводники не могут быть очищены обычным образом. Их обычно обрабатывают канифолью или флюсом — активными веществами, растворяющими загрязнения, в том числе оксидной пленкой.
И канифоль, и флюсы работают хорошо, проще использовать только флюсы — можно окунуть кисть в раствор и быстро обработать проволоку.В канифоль нужно положить проводник, затем нагреть его паяльником, чтобы расплавленное вещество охватило всю поверхность металла. Недостатком использования флюсов является то, что если они остаются на проводах (а остаются), они постепенно разъедают соседнюю оболочку. Чтобы этого не произошло, все точки пайки необходимо обработать — смыть остатки флюса спиртом.
Чтобы этого не произошло, все точки пайки необходимо обработать — смыть остатки флюса спиртом.
Канифоль считается универсальным средством, и флюсы можно подбирать в зависимости от металла, который вы собираетесь паять.В случае с проводами это медь или алюминий. Для медных и алюминиевых проводов возьмите флюс ЛТИ-120 или бура. Самодельный флюс из канифоли и денатурированного спирта (от 1 до 5) очень хорошо подойдет, к тому же его несложно сделать самому. Добавьте канифоль в спирт (желательно пыль или очень мелкие ее кусочки) и взболтайте до полного растворения. Затем этим составом можно обработать проводники и жилы перед пайкой.
В припоях для пайки паяльником медными проводами используют POS 60, POS 50 или POS 40 — оловянно-свинцовый.Для алюминия больше подходят составы на основе цинка. Наиболее распространены ЦО-12 и П250А (из олова и цинка) марки А (цинк и олово с добавкой меди), ЦА-15 (цинк с алюминием).
Очень удобно использовать припои, содержащие канифоль (поз. 61). В этом случае отпадает необходимость в предварительной обработке каждого жилы в канифоли. Но для качественной пайки паяльник должен быть мощным — 80-100 Вт, способным быстро нагреть точку пайки до необходимых температур.
61). В этом случае отпадает необходимость в предварительной обработке каждого жилы в канифоли. Но для качественной пайки паяльник должен быть мощным — 80-100 Вт, способным быстро нагреть точку пайки до необходимых температур.
Вспомогательные материалы
Для того, чтобы нормально паять провода паяльником нужно также:
Спирт может потребоваться для снятия флюса, изолента или термоусадочная трубка для изоляции разного диаметра … Вот и все материалы и инструменты, без которых пайка проводов паяльником невозможна.
Процесс пайки электрическим паяльником
Всю технологию пайки проводов паяльником можно разделить на несколько последовательных этапов.Все они повторяются в определенной последовательности:
Вот собственно и все. Таким же образом можно припаять два и более провода, можно припаять провод к какой-нибудь контактной площадке (например, при пайке наушников — можно припаять провод к штекеру или к колодке на наушниках) и т. Д.
Д.
После того, как вы закончили паять провода паяльником и они остыли, соединение необходимо заизолировать. Можно обмотать изолентой, можно надеть, а потом разогреть термоусадочную трубку.Когда дело доходит до электропроводки, обычно советуют сначала намотать несколько витков изоленты, а сверху надеть термоусаживаемую трубку для разогрева.
Отличия в технологии при использовании флюса
Если вместо канифоли использовать активный флюс, процесс лужения изменяется. Очищенный проводник смазывается составом, после чего прогревается паяльником с небольшим количеством припоя. Тогда все как описано.
Паяльные пряди с флюсом — быстрее и проще
Есть отличия при пайке скрутки флюсом.При этом каждый провод можно не лужить, а скрутить, потом обработать флюсом и сразу приступить к пайке. Проводники даже не нужно чистить — активные соединения разъедают оксидную пленку. Но вместо этого придется протирать места пайки спиртом — чтобы смыть остатки химически агрессивных веществ.
Особенности пайки многожильных проводов
Описанная выше технология пайки подходит для одноядерных жил. Если провод многожильный, есть нюансы: перед лужением проводку раскручивают, чтобы все можно было окунуть в канифоль.При нанесении припоя убедитесь, что каждый провод покрыт тонким слоем припоя. После остывания провода снова скручиваются в один жгут, затем можно паять паяльником как описано выше — окунуть жало в припой, нагреть точку пайки и нанести олово.
При лужении многожильных проводов нужно «распушить»
Можно ли припаять медную проволоку к алюминию
Соединение алюминия с другими химически активными металлами не может быть выполнено напрямую.Поскольку медь является реактивным материалом, медь и алюминий не связаны и не спаяны. Дело в слишком разной теплопроводности и разной проводимости. При прохождении тока алюминий больше нагревается и больше расширяется. Медь намного меньше нагревается и расширяется. Постоянное расширение / сжатие в той или иной степени приводит к тому, что даже самый хороший контакт выходит из строя, образуется непроводящая пленка, все перестает работать. Поэтому медь и алюминий не спаяны.
Поэтому медь и алюминий не спаяны.
При необходимости соединения медных и алюминиевых проводов выполняется болтовое соединение.Возьмите болт с подходящей гайкой и тремя шайбами. На концах соединяемых проводов формируются кольца по размеру болта. Берем болт, надеваем одну шайбу, потом проводник, другую шайбу — следующий проводник, сверху — третью шайбу и фиксируем все гайкой.
Есть несколько других способов соединения алюминиевых и медных проводов, но пайка не входит в их число. Вы можете прочитать о других способах, но болтовый метод самый простой и надежный.