Электроды по алюминию – особенности сварки, фото, видео
Электроды по алюминию очень удобны в применении. С их помощью можно достаточно легко выполнять сварку деталей, изготовленных из алюминиевых сплавов. Осуществлять такие технологические операции стало возможным потому, что использование таких электродов позволяет разрушить прочную оксидную пленку, покрывающую поверхность изделий из алюминия и его сплавов.
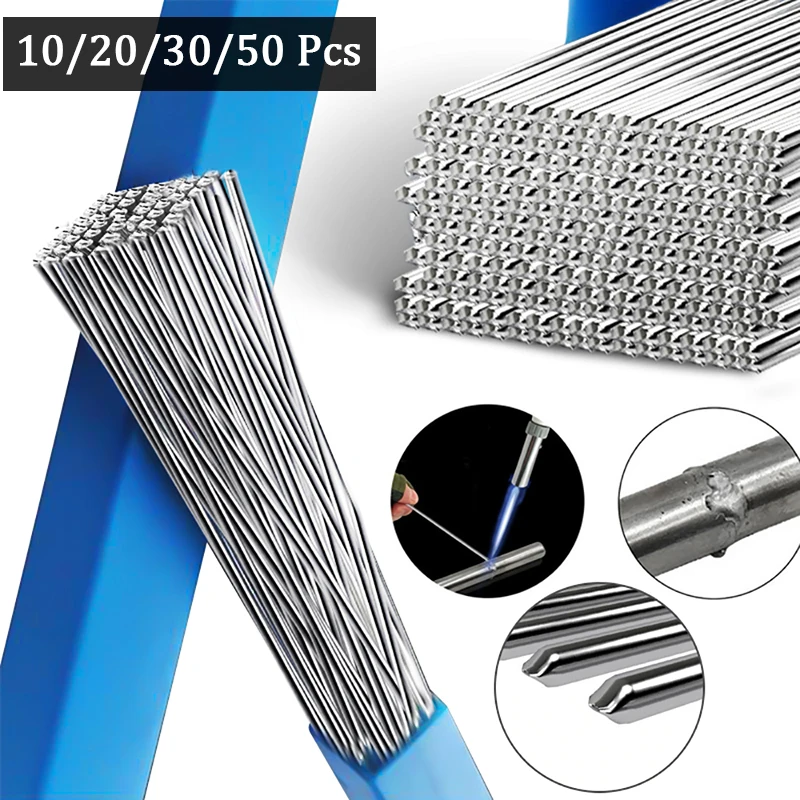
Алюминиевые прутки для сварки
Выполнение сварки алюминия
Наличие таких электродов — не единственное условие, которое необходимо соблюсти, чтобы получить качественное сварное соединение деталей, изготовленных из этого распространенного металла. Прежде всего, чтобы варить такие изделия, необходимо тщательно очистить их поверхности от различных загрязнений и окислов, а также подготовить их кромки: придать им оптимальный профиль.
Для очистки алюминиевых деталей и удаления с их поверхности жира используются органические растворители, а в производственных условиях для этого делают щелочные ванны.
Если есть необходимость в использовании щелочной ванны, то приготовить ее своими руками можно и в домашних условиях. Для этого необходимо смешать следующие компоненты:
- 1000 мл воды;
- 50 г кальцинированной соды;
- 50 г технического тринатрийфосфата;
- 30 г жидкого стекла.
Электроды для ручной сварки алюминия Kjellberg Finsterwalde CMA 512
Для того чтобы обработать алюминиевую деталь, полученный состав необходимо предварительно нагреть до температуры 65 градусов. Важно и время выдержки изделия из алюминия в таком растворе, которое составляет 5 минут.
Следующая операция, которую необходимо будет выполнить, — это очистка алюминия от оксидной пленки. Выполняется такая процедура при помощи специальных щеток, щетина которых состоит из тонкой (диаметр до 0,1 мм) стальной проволоки.
В предварительной подготовке нуждаются и электроды для сварки алюминия. Чтобы сварное соединение получилось более качественным, специалисты рекомендуют просушивать электроды перед использованием при температуре 200 градусов, для чего используются специальные печи. Такую просушку необходимо выполнять в течение 2 часов. После выполнения всех вышеуказанных процедур можно начинать варить алюминиевые детали, для чего может быть использован обычный инвертор.
Принцип сварки вольфрамовым электродом в среде защитного газа
Режимы для сварки выбирают следующие: постоянный ток, подключаемый с обратной полярностью, сила которого должна составлять 25–30 ампер на один миллиметр диаметра используемого электрода. Если к качеству и надежности получаемого соединения предъявляются повышенные требования, то детали лучше всего нагреть предварительно до 250–400 градусов. Важно, что чем больше толщина алюминиевых деталей, тем до более высокой температуры их необходимо нагревать.
Детали из алюминия нагревают перед сваркой для того, чтобы обеспечить хорошую проплавляемость зоны соединения и, соответственно, хорошее качество шва. Чтобы минимизировать риск коробления деталей из алюминия после сварки и избежать кристаллизационных дефектов готового соединения, необходимо обеспечить их медленное остывание после окончания процесса.
Если варить предполагается крупногабаритные детали, то их нагревают не целиком, а только те участки, которые находятся в зоне будущего сварного соединения. Когда сварка алюминиевых деталей завершена, выполняются следующие технологические операции:
- сварной шов очищается от образовавшейся корки шлака;
- не успевший остыть шов поливается горячей водой;
- выполняется обработка шва при помощи щетки с металлической щетиной.
Сварочный шов при использование электродов ОЗАНА-2
Способы сварки алюминия
Варить детали, изготовленные из алюминия и его сплавов, можно различными способами. Наиболее распространенными из них являются следующие.
Наиболее распространенными из них являются следующие.
В качестве электродов при выполнении такой сварки могут использоваться металлические или угольные стержни, которые и обеспечивают горение электрической дуги, нагрев и плавление кромок соединяемых частей. За счет введения в зону сварки алюминиевого прутка, поверхность которого покрыта специальным флюсом, обеспечивается формирование шва. При помощи такой дуговой сварки можно соединять детали небольшой толщины, а также устранять небольшой брак в алюминиевых отливках.
Таким методом можно варить встык алюминиевые детали, толщина которых превышает 4 мм. Для получения соединения данным методом применяются плавящиеся электроды и ток с обратной полярностью. Формирование сварного шва происходит под слоем специального флюса, который предварительно замешивают, перетирают через сито и прокаливают при температуре 300 градусов.
Режимы аргонодуговой сварки алюминия вольфрамовым электродом
Сварка, осуществляемая в среде газов — гелия и аргона, которые выполняют защитную функциюТакой технологический процесс, в котором также используется дуговой разряд, выполняется при помощи неплавящегося электрода, изготовленного из вольфрама. Благодаря использованию защитного газа дуга при такой сварке отличается исключительной стабильностью горения, поэтому применять данную технологию можно для соединения даже очень тонких деталей. Чтобы варить таким способом, могут использоваться автоматические или ручные аппараты. В первом случае применяется сварочная проволока, которая в зону сварки подается автоматически, во втором — неплавящиеся электроды для формирования дуги и присадочный материал из алюминия. Сварка по данной технологии может выполняться и на трехфазном токе, для этого должна использоваться погружаемая и импульсная дуга.
Сварка алюминия, при которой применяется плазменная дуга, питаемая переменным токомВ аппаратах, работающих по данной технологии, применяются вольфрамовые электроды (диаметр 0,8–1,5 мм), а защита дуги обеспечивается гелием или азотом.
Виды электродов
Для сварки алюминия, а также сплавов на его основе применяется несколько видов электродов. В частности, к ним относятся следующие.
Оптимальнее всего использовать такие электроды, чтобы варить сплавы, основу которых составляет алюминий, магний и марганец, а также детали из технического алюминия. Такие электроды очень критично относятся к условиям хранения по причине высокой гигроскопичности, поэтому они нуждаются в надежной защите от повышенной влажности.
Электроды ОК 96.20
Электроды по алюминию популярной торговой марки «ОЗАНА»Существует две модификации электродов данной марки, одна из которых («ОЗАНА-1») применяется для соединения или наплавки деталей, изготовленных из сплавов марки А0-А3, а вторая («ОЗАНА-2») — для работы с марками АЛ4, АЛ9, АЛ11 и др. Отличительными характеристиками таких электродов является не только их способность обеспечивать стабильность дуги и высокое качество формируемого шва, но также то, что с их помощью можно варить как горизонтальные, так и вертикальные швы.
Такими электродами сваривают детали из чистого алюминия, а также изделия из сплава на основе алюминия с кремнием.
Электроды марки «УАНА»Эти электроды используют для соединения деталей из сплавов алюминия, относящихся к литейной и деформируемой группе.
Электроды, изготавливаемые из вольфрама, которыми оснащают аппараты для сварки в среде защитных газов.Несмотря на все свои преимущества, такие электроды обладают одним значительным недостатком — зажигать дугу с ними достаточно сложно.
Вольфрамовые электроды Elitech WP
Электроды для сваривания алюминия выпускаются современной промышленностью в большом ассортименте и в достаточном количестве, но их стоимость находится на высоком уровне. Однако можно серьезно сэкономить на их приобретении, если изготовить такие электроды своими руками. Сделать это совсем несложно, если придерживаться следующего алгоритма действий:
- алюминиевую проволоку диаметром 3–4 мм порезать на куски длиной 250–350 мм;
- подготовить обмазку для электродов, в которую войдет сильно измельченный мел, смешанный с силикатным клеем;
- доведенную до пастообразного состояния смесь следует равномерным слоем (1–2 мм) нанести на подготовленную проволоку и просушить готовые электроды до полного затвердевания их обмазки.


С помощью электродов легко выполнять сварку деталей из алюминия. Значительно сэкономить на этом технологическом процессе позволит изготовление электродов своими руками.
Электроды по алюминию и особенности сварки алюминия электродами
Электроды по алюминию, представляющие собой металлические стержни, покрытые специальной обмазкой, очень редко используют на крупном производстве. С их помощью варят металл в домашних условиях, на небольших предприятиях или при выполнении сложных монтажных работ вне стен производственного цеха. При использовании таких электродов удается избавиться от оксидной пленки на поверхности алюминия, которая очень сильно затрудняет сварочные работы, выполняемые с деталями из данного металла.Шведские электроды Elga для сварки алюминия и его сплавов
Особенности сварочных работ с деталями из алюминия
Всем специалистам-сварщикам известно: варить алюминий непросто. Это объясняется наличием на поверхности деталей из этого металла тугоплавкой оксидной пленки. Важнейшими задачами, которые необходимо решить для того, чтобы сварка была выполнена качественно, являются тщательная очистка поверхностей соединяемых заготовок от загрязнений и удаление с них оксидной пленки.
Это объясняется наличием на поверхности деталей из этого металла тугоплавкой оксидной пленки. Важнейшими задачами, которые необходимо решить для того, чтобы сварка была выполнена качественно, являются тщательная очистка поверхностей соединяемых заготовок от загрязнений и удаление с них оксидной пленки.
Чтобы эффективно очистить и обезжирить поверхности алюминиевых деталей перед тем, как вы начнете выполнять сварочные работы, можно использовать органический растворитель (ацетон, РС-1, РС-2, уайт-спирит) либо щелочную ванну (в ней заготовки оставляют на несколько минут – не более 5). Выдержка в щелочной ванне является более эффективным способом очистки деталей из алюминия. Приготовить раствор для нее несложно даже в домашних условиях своими руками. Для этого потребуются:
- 1 л воды;
- 50 г карбоната натрия;
- 50 г технического тринатрийфосфата;
- 30 г жидкого стекла.
Пример очистки алюминиевой детали в щелочном растворе
Раствор, приготовленный в результате тщательного смешивания данных компонентов, надо нагреть до 65 градусов Цельсия.
 Только после этого можно помещать в него заготовки из алюминия.
Только после этого можно помещать в него заготовки из алюминия.После очистки деталей из алюминия и их обезжиривания надо решить еще одну важную задачу – удалить тугоплавкую оксидную пленку. Если этого не сделать, варить такие заготовки будет очень затруднительно, а полученное соединение будет обладать низким качеством и невысокой надежностью. Для удаления оксидной пленки в производственных и домашних условиях используют металлические щетки, напильники или шлифовальные машинки. После выполнения механической обработки поверхности соединяемых деталей второй раз обрабатывают растворителем.
Поверхность детали из алюминия, качественно подготовленная к сварке путем механической чистки
По окончании вышеперечисленных подготовительных работ можно приступать к сварке деталей из алюминия. Лучше всего делать это с помощью инвертора, используя специальные электроды для сварки алюминия. Их, чтобы получить стабильно горящую дугу и качественный сварочный шов, необходимо прогреть в печи, выдерживая температуру 200 градусов Цельсия. Продолжительность такого прогрева должна составлять порядка 2 часов.
Продолжительность такого прогрева должна составлять порядка 2 часов.
Чтобы варить алюминий, необходимо использовать источник постоянного тока и подключать его в обратной полярности. Используя определенные электроды для сварки алюминия, важно правильно выбирать силу сварочного тока: его величина должна составлять 25–30 А на один миллиметр их диаметра.
Прогрев алюминиевых заготовок газовой горелкой
Необходимо учитывать еще одну тонкость, которая позволяет получать надежные и качественные сварные соединения. Заключается эта тонкость в том, что место будущего соединения прогревают при помощи газовой горелки. Температура, до которой необходимо нагреть соединяемые детали из алюминия, зависит от их толщины. Чем этот показатель выше, тем интенсивнее следует прогревать заготовки из алюминия.
На качество сварного соединения деталей из алюминия влияет в том числе и скорость их охлаждения: она должна быть очень медленной. Такие технологические приемы позволяют хорошо проплавить металл даже при сварке на невысоких токах, избежать коробления соединяемых деталей и появления в месте их соединения кристаллизационных трещин.
Есть ряд обязательных действий, которые выполняют при сварке алюминия (их можно также изучить по видео).
- Перед сваркой, если предстоит варить детали значительной толщины, место соединения необходимо прогреть при помощи газовой горелки.
- Полученный сварной шов следует тщательно очистить от шлака.
- Очищенный сварной шов обдается горячей водой (это обеспечит его медленное остывание).
- После остывания шов тщательно очищается от остатков шлака металлической щеткой. Если не выполнить это требование, остатки шлака на сформированном соединении могут привести к образованию и развитию коррозии.
Виды и методы использования электродов по алюминию
Варить алюминий можно с помощью электродов различного типа – угольных, графитовых, вольфрамовых. На их выбор оказывает влияние ряд факторов. В первую очередь, это технология сварки, которую планируется использовать.
Эта технология предполагает использование в качестве электродов угольных стержней, а также металлических прутков со специальным покрытием, выполняющим роль присадочного материала. Такую сварку проводят на прямом токе обратной полярности. Особенно активно она используется при соединении алюминиевых деталей небольшой толщины, при исправлении брака, обнаруженного в отливках из алюминия. Для сварки с использованием данной технологии, как правило, пользуются инвертором.
Дуговая сварка, выполняемая по автоматической технологииТакая технология эффективна при соединении встык алюминиевых деталей, толщина сечения которых больше 4 мм. В качестве электродов используется алюминиевая проволока, а сам процесс выполняется под слоем флюса, обладающего невысокой электропроводностью. Основу такого флюса составляет карбоксиметилцеллюлоза, замешиваемая на обычной воде. После замешивания флюс перетирается через ячейки сита, а затем прогревается в течение 6 часов при высокой температуре – 300 градусов Цельсия.
После замешивания флюс перетирается через ячейки сита, а затем прогревается в течение 6 часов при высокой температуре – 300 градусов Цельсия.
Такая сварка, для которой применяется алюминиевая проволока, используется для соединения алюминиевых деталей, отличающихся небольшой толщиной. Для зажигания и поддержания в стабильном состоянии сварочной дуги при применении данной технологии необходимы вольфрамовые электроды. Выполняться такая сварка может и в ручном, и в автоматическом режимах, для чего используется погруженная или импульсная дуга. Сварочная дуга, создаваемая при помощи вольфрамового электрода, отличается высокой стабильностью, что дает возможность получать качественные и надежные соединения.
Плазменная сваркаТакая сварка характеризуется высокой скоростью выполнения и проходит с применением вольфрамовых электродов и присадочной алюминиевой проволоки. Для плазменной сварки необходим источник переменного тока. Диаметр вольфрамовых электродов, применяемых при этом, находится в интервале 0,8–1,5 мм. Защитным газом для такой сварки выступает аргон (в чистом виде или в смеси с гелием).
Для плазменной сварки необходим источник переменного тока. Диаметр вольфрамовых электродов, применяемых при этом, находится в интервале 0,8–1,5 мм. Защитным газом для такой сварки выступает аргон (в чистом виде или в смеси с гелием).
Небольшой обзор дорогих электродов для сварки алюминия и его сплавов от производителя Weldcap.
Популярные типы электродов для сварки алюминия
Среди большого разнообразия электродов, которые применяют для сварки деталей, выполненных из алюминия, есть ряд марок, которые пользуются наибольшей популярностью.
Щелочно-солевые электроды марки ОКНаиболее популярными моделями являются 96.10, 96.20, 96.50. Такими электродами рекомендуется варить технический алюминий, а также изделия из сплавов данного металла с марганцем и магнием. Электроды названных марок отличаются высокой гигроскопичностью, поэтому хранить их следует в помещениях с минимальным уровнем влажности.
Сварочные электроды ОК
Электроды марки ОЗАНАРаспространенными модификациями этих электродов для алюминия являются ОЗАНА-1 и ОЗАНА-2. Первые используют, если необходимо выполнить сварку или наплавку деталей из сплавов А0-А3, вторые – для сплавов АЛ4, АЛ9, АЛ11 и др.
Электроды ОЗАДля их изготовления используется проволока сварочная алюминиевая марок СвА 1,3,5,10. Применяются электроды данной марки для сварки деталей, которые изготовлены из чистого алюминия или выполнены из сплавов данного металла с кремнием.
Марки электродов по алюминию и их особенности
Электроды марки УАНАИх применяют для сварки заготовок из деформируемых и литейных сплавов алюминия.
Электроды ЭВЧЭто электроды из вольфрама, сварка с их использованием выполняется в защитной среде аргона. Изделия данной марки не в состоянии обеспечить качественного зажигания сварочной дуги, поэтому они не очень популярны у профессионалов.
На видео ниже вы можете ознакомиться с кратким обзором турецких электродов по алюминию Kobatek.

Как изготовить электроды по алюминию своими руками
Все марки электродов, которые используются для сварки деталей из алюминия, стоят недешево, поэтому у многих домашних умельцев возникает естественный вопрос: можно ли сделать их своими руками. В интернете есть много видео, наглядно демонстрирующих процесс изготовления самодельных электродов по алюминию. Кроме того, чтобы своими руками сделать электроды, применимые для сварки алюминия, вы можете воспользоваться следующей инструкцией.
- Алюминиевая проволока, диаметр которой составляет 3–4 мм, нарезается на куски длиной 25–30 см.
- Для приготовления обмазки электродов необходимо измельчить обычный мел и смешать полученный порошок с силикатным клеем – жидким стеклом. Смесь данных компонентов надо довести до однородной массы и обмазать ею прутки из алюминиевой проволоки.
- Обмазку из силикатного клея и измельченного мела наносят на поверхность алюминиевого прутка слоем толщиной 1,5–2 мм, затем полученный электрод сушат до полного затвердевания его поверхности.

Пользуясь этой несложной инструкцией, вы сможете сделать своими руками электроды для сварки заготовок из алюминия, а приведенное ниже видео на данную тему вам в этом поможет. Несмотря на простоту изготовления, самодельные электроды дают возможность выполнять сварку деталей из алюминия с высокой эффективностью, получать качественные и надежные соединения.
электроды для сварки алюминия : Электроды по алюминию UTP 48
Минималный заказ — 1 шт. (один электрод).Производитель: UTP Maintenance, Германия.
Стандарт: UTP 48
DIN 1732: S – AlSi12
Алюминиевые электроды UTP 48 со специальным покрытием для ковких и литых сплавов.
Ø 2,5 мм
Ø 3,2 мм
Ø 4,0 мм
Упаковка: герметичный металлический тубус 2 кг.
Описание и применение.
Сварка алюминия электродами — это реально !!! UTP 48 — специальные электроды для сварки и наплавки алюминия и его сплавов. Электроды для алюминия UTP 48 имеют исключительные сварочные характеристики. Гладкий ровный шов. Плотный наплавленный металл без пор. Возможна соединительная сварка пластин толщиной более 2 мм. Покрытие несколько гигроскопично и при надлежащем хранении хорошо сохраняется.
Область применения: идентична электродам AlSi-12 Lincoln Electric. (блоки и поршни двигателей, кузова и картеры автомобилей, коробки передач, корпуса, насосы, баки, литейные формы, лопасти, оконные рамы, лестницы, устранение дефектов литья и т.п.)
Химический состав наплавленного металла, %
Al Si
Основа 12
Особенности сварки.
Электроды UTP 48 позволяют производить сварку во всех пространственных положениях, кроме сверху-вниз, обратная полярность (электрод +). Массивные детали нагреть до 100-250°С. Перед сваркой необходимо тщательно подготовить свариваемые кромки, очистив их от загрязнения и оксидной пленки. Для очистки и обезжиривания применяют ацетон, авиационный бензин, уайт-спирит или иной подходящий растворитель.
Массивные детали нагреть до 100-250°С. Перед сваркой необходимо тщательно подготовить свариваемые кромки, очистив их от загрязнения и оксидной пленки. Для очистки и обезжиривания применяют ацетон, авиационный бензин, уайт-спирит или иной подходящий растворитель.
При необходимости разделываются кромки. Для сварки деталей толщинами до 4 мм, как правило, разделку кромок не производят; при больших толщинах изделия разделка необходима.
Для удаления оксидной пленки кромку детали на ширину 25 — 30 мм нужно зачистить наждачкой, напильником либо щеткой из нержавейки, имеющую проволоку диаметром не более 0,15 мм.
Сварка алюминия алюминиевым электродом имеет некоторые особенности. Плавление электрода по алюминию происходит в 2 — 3 раза быстрее, чем плавление электрода по сталям. Сварка, исходя из этого, должна производиться с существенно большей скоростью. Также, необходимо избегать поперечных движений электрода, которые применяют при сварке сталей. Сварочную дугу стараться выдерживать максимально короткой, при этом алюминиевый электрод держать перпендикулярно свариваемой поверхности.
После сварки шов обрабатывается металлической щеткой для удаления шлака, остатки которого в зазорах могут вызвать коррозионные процессы.
Электрод, ф х длина (мм) 2,5 х 350 3,2 х 350 4,0 х 350
Ток, А 50-70 80-100 90-130
Свариваемые материалы:
Алюминиевые сплавы с содержанием кремния, магния, меди.
G- AlSi12 № 3.2581
G- AlSi12(Cu) № 3.2583
G- AlSi10Mg (Cu) № 3.2383
G- AlSi10Mg № 3.2381
G- AlSi9Mg № 3.2373
УЗНАТЬ СТОИМОСТЬ: под ценой и надписью «Доступные варианты» находится окошко с диаметром электрода (в данный момент Ø 2,5 мм по цене 18,00 грн за 1 шт).
Нажимаете курсором мышки на значок «» справа от стрелки —-> и выбираете «кликом» необходимый Вам диаметр. Сверху автоматически появится цена.
Сверху автоматически появится цена.
Благодарим за покупку !
Купить электроды по алюминию UTP 48 Вы можете в сети магазинов «ЗВАРЮВАННЯ».
Электроды для сварки алюминия UTP 48 купить в г. Кривой Рог Вы можете в сети магазинов «ЗВАРЮВАННЯ»:
• магазин ЗВАРЮВАННЯ — ул. В. Матусевича (22-го партсъезда), д. 55, р-он ГосЦирка;
Тел.:(067) 379-07-77, (067) 569-35-66, (099) 047-64-46, (093) 610-90-26. Низкие цены. Гарантия от ведущих производителей. Доставка во все регионы Украины.
Покупка у официального дилера – гарантированный способ получить высокое качество и конкурентоспособные цены на сварочное оборудование, а также качественное гарантийное и послегарантийное обслуживание.
Электроды по алюминию купить. Электроды для сварки алюминия UTP 48 цена. Электроды по алюминию Кривой Рог. Электроды для алюминия Кривой Рог.
Электроды для алюминия Кривой Рог.
| Классификация: | |||||||||||||||||
| Описание: |
Алюминиевый электрод с 5% кремния в наплавленном металле для ручной дуговой сварки изделий из алюминия и алюминиевых сплавов (AlSi, AlCuSiMn, AlSiMg, AlZnMg идругих). |
||||||||||||||||
| Базовые материалы: |
DIN: G-AlSi6Cu4-AlMgSi1-G-AlSi5Mg-AlMgSi0.5-AlMg1SiCu-G-AlSi7Mg. |
||||||||||||||||
| Вид покрытия: | Специальное. | ||||||||||||||||
| Пространственные положения сварки: | Нижний стыковой шов, нижний угловой шов, горизонтальное. | ||||||||||||||||
| Род тока и полярность: | Постоянный ток обратной полярности. | ||||||||||||||||
| Сварочный ток: |
|
||||||||||||||||
| Химический состав наплавленного металла (%): |
|
||||||||||||||||
| Механические свойства металла шва: |
|
||||||||||||||||
| Упаковка: |
|
||||||||||||||||
| Инструкция сварки: | Почистить зону сварки. Масивные изделия (более 6 мм толщины) подогреть перед сваркой до (150 — 250)ºС. Варить короткой дугой, направляя электрод к зонe сварки под углом 90º. |
||||||||||||||||
| Внимание! | AL- электроды очень чувствительны к воздействию влаги. Открытые пачки хранить в сухом месте. При увлажнении покрытия — электроды сушить 3 часа при температуре + 100ºС. |
 50
50 ,шт
,штЭлектроды по алюминию – разновидности и их особенности
Наличие специальных электродов для сварки изделий из сплавов алюминия – не является единственным условием для соединения заготовок в единую деталь. Чтобы получить качественный сварной шов следует еще провести ряд подготовительных мер. В первую очередь следует хорошо подготовить кромки свариваемых деталей к сварке. Для этого кромкам нужно придать необходимый профиль (сточить кромку под угол примерно 45o), а также очистить их от окислов и обезжирить.
Для этого кромкам нужно придать необходимый профиль (сточить кромку под угол примерно 45o), а также очистить их от окислов и обезжирить.
Чтобы очистить кромки и произвести их обезжиривание, следует воспользоваться органическими растворителями, также подойдет и щелочной раствор. Обычно кромки обезжириваются ацетоном, растворителем «Уайт-спиритом», и щелочными растворами «РС-1», которые продаются практически во всех магазинах строительных товаров.
Щелочную ванну, если это необходимо, можно без особого труда приготовить своими силами, используя такие компоненты:
1. Вода – 1 литр.
2. Кальцинированная сода – 50 г.
3. Тринатрийфосфат технический – 50 г.
4. Стекло жидкое – 30 г.
Прежде чем произвести обработку свариваемых кромок, полученную эмульсию следует нагреть до температуры примерно 65?C и опустить в нее заготовку на 5 минут.
Затем следует очистить свариваемую кромку от окисления. Зачистка шва производится металлической щеткой из тонких (? 0,1мм) стальных проволочек. После тщательной зачистки, поверхность следует повторно обезжирить растворителем.
После тщательной зачистки, поверхность следует повторно обезжирить растворителем.
Способы сварки алюминия.
Соединять детали в единое целое с помощью сварки можно несколькими способами:
Дуговая ручная сварка.
Выполняется угольными стержнями либо специальными электродами с защитной обмазкой.
Сварка в среде газов.
Для этого используется специальная аппаратура, подающая в точку сварки проволоку и газ, выполняющий защиту кипящего металла от контакта с воздухом. Для этого способа используется азотный газ либо гелий.
При этом методе используется электрод из вольфрама, диаметр которого может быть 0,8 — 1,5 мм, А электрическая дуга защищается азотным газом либо гелием.
Плазменная сварка.
Следует остановиться более подробно на основных видах электродов, которые наиболее часто используются при сварке алюминия.
Угольный электрод.
Это круглый стержень, диаметр которого 6 — 25 мм и длиной 25 – 300 мм. Состоит их коксового угля с различными вяжущими добавками в виде смол или даже дегтя. Также в нем может содержаться металлический порошок или стружка.
Состоит их коксового угля с различными вяжущими добавками в виде смол или даже дегтя. Также в нем может содержаться металлический порошок или стружка.
С помощью угольных электродов можно производить не только сварку алюминия, но и производить резку, делать наплавку и подготавливать отверстия определенного диаметра. Их функциональная способность намного шире, чем у однотипных металлических электродов. Иными словами – угольные электроды отличаются от других аналогов своей универсальностью.
Отмечу что не стоит путать угольные электроды с графитированными электродами, поскольку графитированные электроды используются вовсе не для сварки, а для плавки металлов в электродуговых печах
Где используются.
1. Сварка любых видов сталей.
2. Сварка легких и тяжелых сплавов (бронза, чугун). В этом случае конец электрода должен быть заточен под углом 65o.
3. Для сварки практически любых цветных металлов. Для сварки, например, медных заготовок, конец электрода должен иметь угол, заточенный под 30o. Применение сварки, по сравнению с традиционной пайкой, позволяет соединять детали сварным швом, который является более прочным. При этом времени на соединение тратится на много меньше чем при пайке.
Применение сварки, по сравнению с традиционной пайкой, позволяет соединять детали сварным швом, который является более прочным. При этом времени на соединение тратится на много меньше чем при пайке.
Большим плюсом этих электродов заключается в том, что их выгорание происходить довольно медленно, поэтому сам стержень не прилипает при соприкосновении к свариваемой детали. Именно из-за этого свойства их рекомендуют использовать при практическом обучении будущих сварщиков.
Способ ведения сварки.
Сварка электродом из угля производится следующим способом. Кромки свариваемых деталей, при помощи угольного электрода, разогреваются до кипящего состояния. После этого в кипящую ванночку вводится алюминиевый прут или проволока, которая плавясь и соединяясь с кипящим метолом свариваемых заготовок, формируют качественный сварной шов.
Плавящиеся электроды для электродуговой сварки алюминия.
Такие электроды используются обычно в условиях, где не присутствует специальное оборудование для сварки именно алюминиевых сплавов.
Марки электродов.
ОЗА-1 — используется для сварки чистого алюминия, имеет минимальное количество примесей. При работе с этими электродами иногда требуется использовать алюминиевые флюсы.
ОЗА 2 – применяются для сварки кремния и алюминиевых сплавов. Не могут использоваться для наплавки, и в некоторых случаях также требуется добавка в виде алюминиевого флюса.
ОК96.10 – имеют щелочно-солевое покрытие. Рекомендуются для сварки технического алюминия, в котором отсутствуют какие-либо примеси. Довольно чувствительны к изменению напряжения, по этому, при его понижение, могут происходить частые прилипания электрода к поверхности свариваемого материала.
ОК96.20 – также покрыты щелочно-солевой обмазкой. Предназначаются для сварки деталей их сплавов алюминия, в состав которых входит магний с марганцем. Стержень электрода также имеет в своем составе определенный процент марганцевой добавки.
Выбор.
Плавкие электроды или специальные присадки, вводимые при сварке угольным электродом алюминиевых сплавов, должны подбираться именно под основной металл (алюминий). Но при этом рекомендуется, чтобы состав присадок или электродов был близок к составу свариваемого материала. Допустимо минимальное (примерно 0,0001%) присутствие элементов, которые могут улучшить качество сварного шва.
Но при этом рекомендуется, чтобы состав присадок или электродов был близок к составу свариваемого материала. Допустимо минимальное (примерно 0,0001%) присутствие элементов, которые могут улучшить качество сварного шва.
Обычно на упаковке, вместе с маркой электрода, указывается, для какого сплава и сорта металла они предназначены.
Электроды по алюминию Е4047 -ALSI5 /d-2.5 в мет. упак.2кг. тип тока DC. Lincoln Electiric
Уважаемые покупатели! Цены актуальны только для товаров в наличии!
Сварочный электрод — металлический или неметаллический стержень из электропроводного материала, предназначенный для подвода тока к свариваемому изделию. В настоящее время выпускается более двухсот различных марок электродов, причем более половины всего выпускаемого ассортимента составляют плавящиеся электроды для ручной дуговой сварки.
Сварочные электроды делятся на плавящиеся и неплавящиеся. Неплавящиеся электроды изготовляют из тугоплавких материалов, таких как вольфрам по ГОСТ 23949-80 «Электроды вольфрамовые сварочные неплавящиеся», синтетический графит или электротехнический уголь. Плавящиеся электроды изготовляют из сварочной проволоки, которая согласно ГОСТ 2246—70[5] разделяется на углеродистую, легированную и высоколегированную. Поверх металлического стержня методом опрессовки под давлением наносят слой защитного покрытия. Роль покрытия заключается в металлургической обработке сварочной ванны, защите её от атмосферного воздействия и обеспечении более устойчивого горения дуги.
Плавящиеся электроды изготовляют из сварочной проволоки, которая согласно ГОСТ 2246—70[5] разделяется на углеродистую, легированную и высоколегированную. Поверх металлического стержня методом опрессовки под давлением наносят слой защитного покрытия. Роль покрытия заключается в металлургической обработке сварочной ванны, защите её от атмосферного воздействия и обеспечении более устойчивого горения дуги.
Описание
можно купить поштучно.
Lincoln Electric (USA) предлагает электроды для самых разных задач сварки – от домашнего применения до высокотехнологичного производства. Электроды предназначаются для сварки многих материалов разной толщины в любых пространственных положениях. Они поставляются в разных видах упаковки, в том числе тубусах Linc Can™ и влагозащитной упаковке Sahara®.
Электрод E4043 (ALSI5) для сварки проката свариваемых алюминиевых сплавов таких как алюминий-кремниевые
Электроды RepTec AlSi5 разработаны для сварки алюминиевых пластин и лент при ремонтных работах.
Данные электроды для сварки на постоянном токе обеспечивают отличную смачиваемость свариваемых кромок и хорошее формирование сварного шва. Благодаря герметичной упаковке обеспечивается низкое содержание влаги в покрытии, что снижает вероятность образования пор в сварном шве. При хранении в негерметичной упаковке прокалка перед сваркой обязательна.
Применение: Сварка алюминиевых пластин, лент и профилей (деформируемых алюминиевых сплавов).
Тип: щелочно-солевой
Ток: постоянный +
Положения сварки
Классификация
Эту продукцию вы можете купить в нашем торговом зале «Всё для сварки», расположенном по адресу:
192238. Санкт-Петербург. ул. Фучика 19, лит.А. здание «Максимум», тел. +7(812) 449-09-49.
e-mail: [email protected]
www.svarkaspb.satom.ru
Обращаем Ваше внимание, на товар, которого нет в наличии, цены не актуальны!
Мы будем рады видеть Вас в нашем торговом зале!
Каким током варить алюминий электродом
Сваривание алюминия многие сварщики называют одним из самых сложных свариваний, потому что алюминий быстро расплавляется и чересчур эластичен. Однако были разработаны специальные электроды для сварки алюминия, которые позволяют Вам быть полностью уверенными в качестве сварочного шва и комфорте сварочного процесса.
Однако были разработаны специальные электроды для сварки алюминия, которые позволяют Вам быть полностью уверенными в качестве сварочного шва и комфорте сварочного процесса.
Это электроды ALUMIN-351N, которыми можно производить сваривание алюминия и были разработаны специально для этой цели. Чаще всего их используют для сваривания турбин, крышек, поршней, листов и других изделий из алюминия. Толщина изделий должна быть не менее 2 миллиметров. Это обусловлено тем, что электроды ALUMIN-351N производятся только диаметром 3,2 миллиметра.
Если же Вы собираетесь производить сваривание алюминия толщиной более 3 миллиметров, то Вам нужно сделать V—образную канавку, по которой Вам нужно производить сваривание. Воздушных зазор должен составлять от 1 до 3 миллиметров. Для сваривания электродами ALUMIN-351N нужно использовать постоянный ток обратной полярности. Электрод при сваривании нужно держать вертикально или же под небольшим углом к обрабатываемой детали.
Предпочтительным положением при сваривании является нижнее, однако Вы можете производить сваривание алюминия и в других пространственных положениях. При этом сварочная дуга должна быть короче, а сваривание тоже быстрее. Если же во время сваривания у Вас оборвалась сварочная дуга, то Вам нужно обязательно очистить шлаковую корку и продолжать производить сваривание. Следующий валик сварки должен перекрывать предыдущий, чтобы сваривание получилось максимально качественным. Перекрытие шва должно быть не более 1 сантиметра. После завершения сварочного шва Вам нужно очистить шов щеткой и смыть его водой.
Для того чтобы сварочные электроды ALUMIN-351N для сваривания алюминия могли служить Вам как можно дольше, Вам нужно хранить их в сухом месте, потому что они имеют свойство поглощения влаги большее, нежели у других видов электродов.
Шов, нанесенный сварочными электродами ALUMIN-351N, имеет удлинение 13%, а прочность на разрыв составляет 160 МРа. Электроды ALUMIN-351N бывают только диаметром 3,2 миллиметра, поэтому Вам нужно использовать для комфортного сваривания силу тока 70 – 110 Ампер.
Электроды ALUMIN-351N бывают только диаметром 3,2 миллиметра, поэтому Вам нужно использовать для комфортного сваривания силу тока 70 – 110 Ампер.
Электроды ALUMIN-351N имеют длину 350 миллиметров, а в одном пакете, в который их, как правило, упаковывают, общее количество составляет 82 шт. Вес пакета составляет 1,1 килограмма. Если до использования сварочные электроды ALUMIN-351N не были распакованы, то Вам совсем не обязательно производить прокалку электродов, потому что они упакованы в герметической упаковке. Если же упаковка была разгерметизирована, то Вам желательно прокалить электроды ALUMIN-351N.
Перед свариванием электродами ALUMIN-351N Вам нужно подогреть свариваемые детали до температуры 300 градусов по Цельсию. Подогретые детали перед свариванием будут лучше свариваться, поэтому лучше всего прислушаться к данной рекомендации завода-изготовителя.
Алюминий (алюминий) — электроды и сплавы
Алюминиевые стержневые электроды с флюсовым покрытием
Как ведущий мировой производитель электродов для дуговой сварки алюминия с покрытием из экструзионного флюса, Selectrode Industries специализируется на производстве электродов для всех кремниевых подшипников, а также электродов на основе марганца и чистого алюминия. Наша формула флюса известна своей наилучшей влагостойкостью в сочетании с необычайно хорошими характеристиками переноса дуги. Удаление шлака чрезвычайно простое, а наплавленный слой намного более плотный, чем у других типов продуктов.Уникальной особенностью нашего состава флюса является то, что его также можно использовать в качестве припоя для горелки.
Наша формула флюса известна своей наилучшей влагостойкостью в сочетании с необычайно хорошими характеристиками переноса дуги. Удаление шлака чрезвычайно простое, а наплавленный слой намного более плотный, чем у других типов продуктов.Уникальной особенностью нашего состава флюса является то, что его также можно использовать в качестве припоя для горелки.
И без того превосходный срок хранения нашего электрода значительно увеличивается, когда клиенты заказывают упаковку в нашей собственной цельной алюминиевой, бесшовной банке для открывания с вытяжным кольцом. Эта банка была разработана нами, чтобы гарантировать, что наш продукт может противостоять влагопоглощению, особенно при хранении в условиях очень высокой влажности. Эта концепция упаковки означает герметичное запечатывание с точки зрения защиты продукта.
Как настоящий производитель этих электродов, Selectrode Industries может предложить индивидуальные цвета флюса с достаточно низкими минимальными требованиями к производственной партии. В настоящее время мы обычно производим эти электроды следующих цветов: белый, синий, зеленый и желтый. Белый и синий являются стандартными товарами на складе, а желтый и зеленый требуют минимальных производственных затрат всего 500 фунтов. (225 кг.) Кроме того, мы будем заниматься разработкой других новых цветовых вариантов по запросу клиентов.
В настоящее время мы обычно производим эти электроды следующих цветов: белый, синий, зеленый и желтый. Белый и синий являются стандартными товарами на складе, а желтый и зеленый требуют минимальных производственных затрат всего 500 фунтов. (225 кг.) Кроме того, мы будем заниматься разработкой других новых цветовых вариантов по запросу клиентов.
Дополнительные уникальные алюминиевые сплавы для соединения
Наш очень широкий ассортимент алюминиевых сварочных электродов дополняется припоями для горелки, включая единственный в своем роде алюминиевый припой с флюсовым покрытием и уникальную группу низкотемпературных припоев для соединения алюминия с самим собой, а также соединения алюминия с медью, сталью, нержавеющей сталью. и т. д. Selectrode производит полный спектр дополнительных флюсов, особенно подходящих для каждого из этих припоев и припоев.
Алюминиевые сплавы Mig и Tig
Специализация на производстве больших объемов алюминиевых сплавов позволяет нам предлагать чрезвычайно конкурентоспособные цены на очень широкий спектр сплавов Mig и Tig. В настоящее время мы можем поставить следующие марки алюминия: 1100, 4043, 4047, 4943, 5183, 5356, 5554, 6056 и 6088. Доступные диаметры: 030 дюймов (0,8 мм), 035 дюймов (0,9 мм), 3/64 дюйма (1,2 мм), 1/16 дюйма (1,6 мм), 5/64 дюйма (2,0 мм), 3/32 дюйма (2,4 мм), 1/8 дюйма (3,2 мм), 5/32 дюйма ( 4,0 мм) и 3/16 дюйма (4,8 мм). Вес катушки: 1 фунт (0,5 кг), 3 фунта. (1,4 кг) и 15 фунтов. (7кг.)
В настоящее время мы можем поставить следующие марки алюминия: 1100, 4043, 4047, 4943, 5183, 5356, 5554, 6056 и 6088. Доступные диаметры: 030 дюймов (0,8 мм), 035 дюймов (0,9 мм), 3/64 дюйма (1,2 мм), 1/16 дюйма (1,6 мм), 5/64 дюйма (2,0 мм), 3/32 дюйма (2,4 мм), 1/8 дюйма (3,2 мм), 5/32 дюйма ( 4,0 мм) и 3/16 дюйма (4,8 мм). Вес катушки: 1 фунт (0,5 кг), 3 фунта. (1,4 кг) и 15 фунтов. (7кг.)
Выберите номер продукта из списка ниже, чтобы просмотреть спецификации или паспорт безопасности для этого продукта.
СохранитьСохранить
СохранитьСохранить
СохранитьСохранить
СохранитьСохранить
СохранитьСохранить
Алюминиевый электрод | AMERICAN ELEMENTS ®
РАЗДЕЛ 1.ИДЕНТИФИКАЦИЯ
Название продукта: Алюминиевый электрод
Номер продукта: Все применимые коды продуктов American Elements, например AL-M-02-ELEC , AL-M-03-ELEC , AL-M-04-ELEC , AL-M-05-ELEC
CAS #: 7429-90-5
Соответствующие установленные области применения вещества: Научные исследования и разработки
Информация о поставщике:
American Elements
10884 Weyburn Ave.
Лос-Анджелес, Калифорния
Тел .: +1 310-208-0551
Факс: +1 310-208-0351
Телефон экстренной связи:
Внутренний, Северная Америка: +1 800-424-9300
Международный: +1 703-527-3887
РАЗДЕЛ 2.ИДЕНТИФИКАЦИЯ ОПАСНОСТИ
Классификация вещества или смеси
Классификация в соответствии с Регламентом (ЕС) № 1272/2008
Вещество не классифицируется как опасное для здоровья или окружающей среды в соответствии с Регламентом CLP.
Классификация в соответствии с Директивой 67/548 / EEC или Директивой 1999/45 / EC
N / A
Информация об особых опасностях для человека и окружающей среды:
Данные отсутствуют
Опасности, не классифицированные иным образом
Данные отсутствуют
Элементы маркировки
Маркировка в соответствии с в соответствии с Регламентом (ЕС) № 1272/2008
Н / Д
Пиктограммы опасностей
Н / Д
Сигнальное слово
Н / Д
Краткие сведения об опасности
Н / Д
Классификация WHMIS
Не контролируется
Система классификации
Рейтинги HMIS (шкала 0- 4)
(Система идентификации опасных материалов)
ЗДОРОВЬЕ
ПОЖАР
РЕАКТИВНОСТЬ
0
0
0
Здоровье (острые эффекты) = 0
Воспламеняемость = 0
Физическая опасность = 0
Другие опасности
Результаты оценки PBT и vPvB
PBT :
НЕТ
vPvB:
НЕТ
РАЗДЕЛ 3.
 СОСТАВ / ИНФОРМАЦИЯ ОБ ИНГРЕДИЕНТАХ
СОСТАВ / ИНФОРМАЦИЯ ОБ ИНГРЕДИЕНТАХ Вещества
Номер CAS / Название вещества:
7429-90-5 Алюминий
Идентификационный номер (а):
Номер ЕС:
231-072-3
РАЗДЕЛ 4. ПЕРВАЯ ПОМОЩЬ
Описание мер первой помощи
Общие сведения
Никаких специальных мер не требуется.
При вдыхании:
В случае жалоб обратиться за медицинской помощью.
При попадании на кожу:
Обычно продукт не раздражает кожу.
При попадании в глаза:
Промыть открытый глаз под проточной водой в течение нескольких минут. Если симптомы не исчезнут, обратитесь к врачу.
При проглатывании:
Если симптомы не исчезнут, обратиться к врачу.
Информация для врача
Наиболее важные симптомы и воздействия, как острые, так и замедленные
Данные отсутствуют
Указание на необходимость немедленной медицинской помощи и специального лечения
Нет данных
РАЗДЕЛ 5. МЕРЫ ПОЖАРОТУШЕНИЯ
Средства пожаротушения
Подходящие средства пожаротушения
Порошок специальный для металлических огней. Не используйте воду.
Не используйте воду.
Средства пожаротушения непригодны из соображений безопасности
Вода
Особые опасности, исходящие от вещества или смеси
При пожаре могут образоваться следующие вещества:
Дым оксида металла
Рекомендации для пожарных
Защитное снаряжение:
Нет специальных мер требуется
РАЗДЕЛ 6. МЕРЫ ПРИ СЛУЧАЙНОМ ВЫБРОСЕ
Меры личной безопасности, защитное снаряжение и порядок действий в чрезвычайной ситуации
Не требуется.
Меры по защите окружающей среды:
Не допускайте попадания материала в окружающую среду без официального разрешения.
Не допускать попадания продукта в канализацию, канализацию или другие водоемы.
Не допускайте попадания материала в землю или почву.
Методы и материалы для локализации и очистки:
Подобрать механически.
Предотвращение вторичных опасностей:
Никаких специальных мер не требуется.
Ссылка на другие разделы.
См. Раздел 7 для получения информации о безопасном обращении.
См. Раздел 8 для получения информации о средствах индивидуальной защиты.
Информацию об утилизации см. В Разделе 13.
РАЗДЕЛ 7. ОБРАЩЕНИЕ И ХРАНЕНИЕ
Обращение
Меры предосторожности для безопасного обращения
Хранить контейнер плотно закрытым.
Хранить в сухом прохладном месте в плотно закрытой таре.
Информация о защите от взрывов и пожаров:
Никаких специальных мер не требуется.
Условия безопасного хранения с учетом несовместимости
Требования, предъявляемые к складским помещениям и таре:
Особых требований нет.
Информация о хранении в одном общем хранилище:
Не хранить вместе с кислотами.
Хранить вдали от окислителей.
Дополнительная информация об условиях хранения:
Держать емкость плотно закрытой.
Хранить в прохладном, сухом месте в хорошо закрытой таре.
Специальное конечное использование
Данные отсутствуют
РАЗДЕЛ 8. КОНТРОЛЬ ВОЗДЕЙСТВИЯ / ЛИЧНАЯ ЗАЩИТА
Дополнительная информация о конструкции технических систем:
Нет дополнительных данных; см. раздел 7.
раздел 7.
Параметры контроля
Компоненты с предельными значениями, требующие контроля на рабочем месте:
7429-90-5 Алюминий (100.0%)
PEL (США) Долгосрочная стоимость: 15 *; 15 ** мг / м 3
* Общая пыль; ** Вдыхаемая фракция
REL (США) Долгосрочное значение: 10 * 5 ** мг / м 3
* Общая пыль ** Вдыхаемая фракция
TLV (США) Долгосрочное значение: 1 * мг / м 3
как Al; * в виде вдыхаемой фракции
EL (Канада) Долгосрочное значение: 1,0 мг / м 3
металл и нерастворимые соединения, вдыхаемые
EV (Канада) Долгосрочное значение: 5 мг / м 3
алюминийсодержащий ( как алюминий)
Дополнительная информация:
Нет данных
Контроль воздействия
Средства индивидуальной защиты
Соблюдайте типичные защитные и гигиенические правила обращения с химическими веществами.
Поддерживайте эргономически соответствующую рабочую среду.
Дыхательное оборудование:
Не требуется.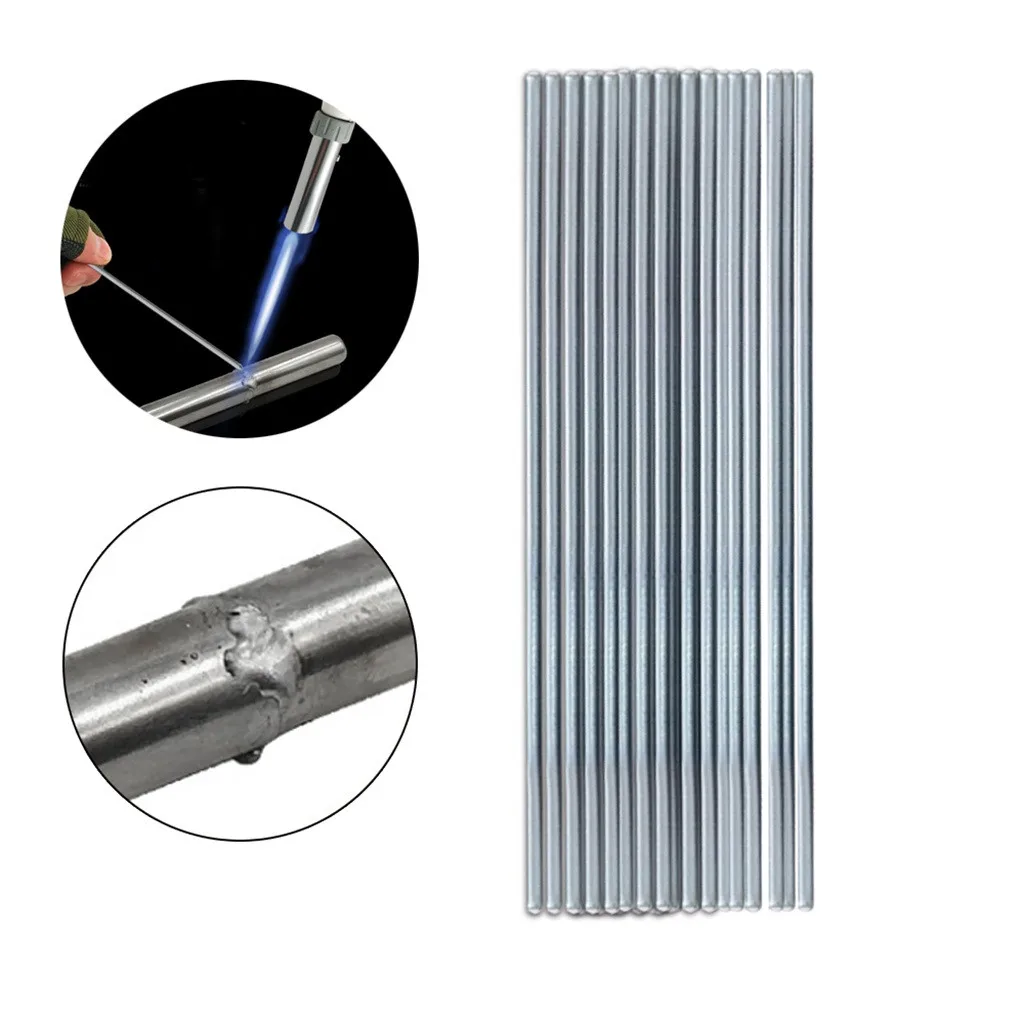
Защита рук:
Не требуется.
Время проницаемости материала перчаток (в минутах)
Данные отсутствуют
Защита глаз:
Защитные очки
Защита тела:
Защитная рабочая одежда
РАЗДЕЛ 9. ФИЗИКО-ХИМИЧЕСКИЕ СВОЙСТВА
Информация об основных физико-химических свойствах
Внешний вид :
Форма: Твердое вещество в различных формах
Цвет: Серебристый
Запах: Без запаха
Порог запаха: Данные отсутствуют.
pH: нет данных
Точка плавления / интервал плавления: 660,4 ° C (1221 ° F)
Точка кипения / интервал кипения: 2519 ° C (4566 ° F)
Температура сублимации / начало: данные отсутствуют
Воспламеняемость (твердое вещество, газ)
Нет данных.
Температура возгорания: Данные отсутствуют.
Температура разложения: Данные отсутствуют.
Самовоспламенение: Данные отсутствуют.
Взрывоопасность: данные отсутствуют.
Пределы взрываемости:
Нижняя: данные отсутствуют
Верхние: данные отсутствуют
Давление пара: нет данных
Плотность при 20 ° C (68 ° F): 2. 7 г / см 3 (22,532 фунта / галлон)
7 г / см 3 (22,532 фунта / галлон)
Относительная плотность
Данные отсутствуют.
Плотность пара
Н / Д
Скорость испарения
Н / Д
Растворимость в воде (H 2 O): Нерастворимый
Коэффициент распределения (н-октанол / вода): данные отсутствуют.
Вязкость:
Динамическая: нет данных
Кинематическая: нет
Другая информация
Данные отсутствуют
РАЗДЕЛ 10. СТАБИЛЬНОСТЬ И РЕАКЦИОННАЯ СПОСОБНОСТЬ
Реакционная способность
Данные отсутствуют
Химическая стабильность
Стабилен при рекомендуемых условиях хранения.
Термическое разложение / условия, которых следует избегать:
Разложение не произойдет при использовании и хранении в соответствии со спецификациями.
Возможность опасных реакций
Реагирует с сильными окислителями
Условия, которых следует избегать
Данные отсутствуют
Несовместимые материалы:
Кислоты
Окисляющие вещества
Опасные продукты разложения:
Дым оксида металла
РАЗДЕЛ 11.
 ТОКСИКОЛОГИЧЕСКАЯ ИНФОРМАЦИЯ
ТОКСИКОЛОГИЧЕСКАЯ ИНФОРМАЦИЯ Информация о токсикологии эффекты
Острая токсичность:
Эффекты неизвестны.
Значения LD / LC50, имеющие отношение к классификации:
Нет данных
Раздражение или разъедание кожи:
Может вызывать раздражение
Раздражение или разъедание глаз:
Может вызывать раздражение
Сенсибилизация:
Сенсибилизирующие эффекты неизвестны.
Мутагенность зародышевых клеток:
Эффекты неизвестны.
Канцерогенность:
ACGIH A4: Не классифицируется как канцероген для человека: Недостаточно данных для классификации агента с точки зрения его канцерогенности для людей и / или животных.
Репродуктивная токсичность:
Реестр токсического действия химических веществ (RTECS) содержит репродуктивные данные для этого вещества.
Специфическая системная токсичность, поражающая отдельные органы-мишени — многократное воздействие:
Эффекты неизвестны.
Специфическая системная токсичность, поражающая отдельные органы-мишени — однократное воздействие:
Эффекты неизвестны.
Опасность при вдыхании:
Воздействие неизвестно.
От подострой до хронической токсичности:
Реестр токсических эффектов химических веществ (RTECS) содержит данные о токсичности при многократных дозах
для этого вещества.
Дополнительная токсикологическая информация:
Насколько нам известно, острая и хроническая токсичность этого вещества полностью не изучена.
РАЗДЕЛ 12. ЭКОЛОГИЧЕСКАЯ ИНФОРМАЦИЯ
Токсичность
Водная токсичность:
Нет данных
Стойкость и разлагаемость
Нет данных
Биоаккумуляционный потенциал
Нет данных
Мобильность в почве
Нет данных
Дополнительная экологическая информация:
Не допускать попадание материала в окружающую среду без официальных разрешений.
Избегать попадания в окружающую среду.
Результаты оценки PBT и vPvB
PBT:
Нет данных
vPvB:
Нет данных
Другие побочные эффекты
Нет данных
РАЗДЕЛ 13.
СООБРАЖЕНИЯ ПО УТИЛИЗАЦИИ Методы обработки отходов
Рекомендация
Проконсультируйтесь с официальными правилами, чтобы обеспечить надлежащую утилизацию.
Неочищенная тара:
Рекомендация:
Утилизация должна производиться в соответствии с официальными предписаниями.
РАЗДЕЛ 14. ТРАНСПОРТНАЯ ИНФОРМАЦИЯ
Номер ООН
DOT, ADN, IMDG, IATA
НЕТ
Собственное транспортное наименование ООН
DOT, ADN, IMDG, IATA
НЕТ
Класс (ы) опасности при транспортировке
DOT, ADR, ADN, IMDG, IATA
Class
N / A
Группа упаковки
DOT, IMDG, IATA
N / A
Экологические опасности:
N / A
Особые меры предосторожности для пользователя
N / A
Транспортировка навалом в соответствии с согласно Приложению II к MARPOL73 / 78 и Кодексу IBC
Н / Д
Транспортировка / Дополнительная информация:
DOT
Морской загрязнитель (DOT):
Нет
РАЗДЕЛ 15.НОРМАТИВНАЯ ИНФОРМАЦИЯ.

Все компоненты этого продукта занесены в Канадский список отечественных веществ (DSL).
SARA Раздел 313 (списки конкретных токсичных химических веществ)
7429-90-5 Алюминий
Предложение штата Калифорния 65
Предложение 65 — Химические вещества, вызывающие рак
Вещество не указано в списке.
Prop 65 — Токсичность для развития
Вещество не указано.
Правило 65 — Токсичность для развития, женщины.
Вещество не указано.
Правило 65 — Токсичность для развития, мужчины.
Вещество не указано.
Информация об ограничении использования:
Для использования только технически квалифицированными специалистами.
Этот продукт подпадает под требования к отчетности раздела 313 Закона о чрезвычайном планировании и праве общества на информацию от 1986 года и 40CFR372.
Другие постановления, ограничения и запретительные постановления
Вещество, вызывающее очень большую озабоченность (SVHC) в соответствии с Регламентом REACH (EC) No.
 1907/2006.
1907/2006. Вещества нет в списке.
Должны соблюдаться условия ограничений согласно Статье 67 и Приложению XVII Регламента (ЕС) № 1907/2006 (REACH) для производства, размещения на рынке и использования.
Вещества нет в списке.
Приложение XIV Правил REACH (требуется разрешение на использование)
Вещество не указано.
REACH — Предварительно зарегистрированные вещества
Вещество внесено в список.
Оценка химической безопасности:
Оценка химической безопасности не проводилась.
РАЗДЕЛ 16. ПРОЧАЯ ИНФОРМАЦИЯ
Паспорт безопасности в соответствии с Регламентом (ЕС) № 1907/2006 (REACH). Вышеупомянутая информация считается правильной, но не претендует на исчерпывающий характер и должна использоваться только в качестве руководства. Информация в этом документе основана на текущем уровне наших знаний и применима к продукту с учетом соответствующих мер безопасности. Это не является гарантией свойств продукта. American Elements не несет ответственности за любой ущерб, возникший в результате обращения или контакта с вышеуказанным продуктом. Дополнительные условия продажи см. На обратной стороне счета-фактуры или упаковочного листа. АВТОРСКИЕ ПРАВА 1997-2021 AMERICAN ELEMENTS. ЛИЦЕНЗИОННЫМ ДАННЫМ РАЗРЕШЕНО ИЗГОТОВЛЕНИЕ НЕОГРАНИЧЕННЫХ КОПИЙ БУМАГИ ТОЛЬКО ДЛЯ ВНУТРЕННЕГО ИСПОЛЬЗОВАНИЯ.
Дополнительные условия продажи см. На обратной стороне счета-фактуры или упаковочного листа. АВТОРСКИЕ ПРАВА 1997-2021 AMERICAN ELEMENTS. ЛИЦЕНЗИОННЫМ ДАННЫМ РАЗРЕШЕНО ИЗГОТОВЛЕНИЕ НЕОГРАНИЧЕННЫХ КОПИЙ БУМАГИ ТОЛЬКО ДЛЯ ВНУТРЕННЕГО ИСПОЛЬЗОВАНИЯ.
Подача алюминиевого электрода
Подача алюминиевого электрода
Производительность оборудования GMAW, используемого для сварки алюминия, значительно влияет на возможность подачи электрода. Возникновение дуги или возгорание часто являются результатом недостатка вспомогательного оборудования.Такие недостатки можно объяснить неправильным сочетанием аксессуаров и плохим уходом или отсутствием профилактического обслуживания. Исправление этих недостатков часто значительно улучшает подачу электродов. Выше показаны важные вспомогательные компоненты, каждый из которых должен быть рекомендованным производителем для конкретного размера используемого электрода.
Функции и обслуживание вспомогательного оборудования:
Приводные ролики — В дополнение к правильным контурам приводных роликов U-типа необходимо поддерживать правильное давление приводных роликов. Чрезмерное давление приводных валков искажает электрод, увеличивая сопротивление трения через гильзу и контактный наконечник. Края U-образной канавки должны быть скошенными, а не острыми.
Чрезмерное давление приводных валков искажает электрод, увеличивая сопротивление трения через гильзу и контактный наконечник. Края U-образной канавки должны быть скошенными, а не острыми.
Пылезащитные чехлы — Использование пылезащитных чехлов и периодическая очистка футеровки от пыли и грязи увеличивает срок службы. Правильное хранение также важно для уменьшения загрязнения. AlcoTec рекомендует хранить электрод в контролируемой атмосфере с относительной влажностью ниже тридцати процентов, предпочтительно в шкафу с регулируемой температурой и влажностью.Пакеты с электродом никогда не следует оставлять на открытом воздухе или хранить в неотапливаемых помещениях. Электрод никогда не следует оставлять в оборудовании на ночь, если в оборудование не добавлены защитные средства, такие как продувка газом, резистивный нагреватель и т. Д.
Контактные наконечники — Правильный I.D. контактного наконечника имеет первостепенное значение. Если между электродом и контактным наконечником слишком большой зазор, возникнет дуга. Непрерывное горение дуги вызывает скопление частиц на внутреннем диаметре. поверхность наконечника, которая увеличивает силы сопротивления и вызывает ожоги из-за неустойчивой подачи.Удаление заусенцев и полировка новых контактных наконечников, а также повторная полировка или замена контактных наконечников при обнаружении неустойчивой подачи также улучшает общую производительность.
Непрерывное горение дуги вызывает скопление частиц на внутреннем диаметре. поверхность наконечника, которая увеличивает силы сопротивления и вызывает ожоги из-за неустойчивой подачи.Удаление заусенцев и полировка новых контактных наконечников, а также повторная полировка или замена контактных наконечников при обнаружении неустойчивой подачи также улучшает общую производительность.
Трубопровод — Гибкий трубопровод надлежащего размера с тефлоновой, нейлоновой или пластиковой прокладкой улучшает подачу электрода на большие расстояния, предотвращая истирание электрода. Плавная подача также обеспечивается неметаллическими соединительными фитингами, которые необходимо периодически проверять.
Обеспечение высокого качества сварных швов
Несмотря на то, что сварочное оборудование является прочным, повседневная работа требует регулярного технического обслуживания.Неисправное или неправильно обслуживаемое сварочное оборудование может привести к плохим сварочным работам. Тем не менее, при правильном выборе параметров сварки, правильном оборудовании и принадлежностях, эффективной программе профилактического обслуживания и приобретении электрода AlcoTec Almigweld можно достичь высокого качества сварных швов.
E4043, 1/8 дюйма x 1/2 фунта, алюминиевый электрод
E4043 Алюминий постоянного тока Специальные сварочные электроды «AluminArc» представляют собой высокопрочный сплав для дуговой и факельной сварки низколегированного алюминия.Отлично подходит для литого, кованого и экструдированного алюминия во всех положениях. Также может использоваться как припой для горелки. Типичные области применения включают кузовы грузовиков, погрузочные эстакады и доки, перила, лестницы, алмазную пластину, ирригационные трубопроводы, блоки двигателей, корпуса трансмиссии и железнодорожные крестовины.
Технические характеристики:
- Рекомендуемая полярность: обратный постоянный ток
- Диаметр: 3,175 мм (1/8 дюйма)
- Вес: 0,22 кг (1/2 фунта)
- Электрод алюминиевый для сварки алюминия и алюминиевых сплавов
- Работает при низких температурах со стабильной дугой
- Минимальное разбрызгивание и дымление
- Может использоваться как припой для горелки
- Применяется в кузовах грузовиков, погрузочных рампах, доках, алмазных плитах, оросительных трубопроводах, блоках двигателей, картере трансмиссии и т. Д.
 Д.
Д.Характеристики продукта:
ВЫСОКАЯ ПРОЧНОСТЬ:
- Эти сварочные стержни представляют собой высокопрочный сплав для дуговой и факельной сварки низколегированного алюминия.
ВСЕ ПОЛОЖЕНИЯ:
- Используйте эти стержни для литья, ковки и экструдированного алюминия во всех положениях. их также можно использовать в качестве припоя для горелок.
ЛЕГКАЯ ЧИСТКА:
- При использовании этих удилищ вы получите минимальное количество брызг и дыма, что делает уборку легкой.
Никель, диоксид кремния, диоксид титана
. Этот продукт может подвергнуть вас воздействию химических веществ, которые, как известно в штате Калифорния, вызывают рак и / или врожденные дефекты или другие нарушения репродуктивной функции. Щелкните здесь для получения дополнительной информации: https: // www.forneyind.com/california-proposition-65
Щелкните здесь для получения дополнительной информации: https: // www.forneyind.com/california-proposition-65
Категория продукта: Сварка> Stick
Огромный выбор алюминиевых электродов для нужд покупателей Выбор рекомендуемых поставщиков
Для правильного выполнения сварочных работ пользователям нужен правильный алюминиевый электрод . На Alibaba.com покупатели могут найти широкий выбор для любых сварочных работ. Есть варианты как для простого ремонта, так и для элементарных сварочных работ.Покупатели также могут найти специализированный алюминиевый электрод для конкретных применений. Есть варианты в виде различных материалов, таких как карбид вольфрама, алюминиевый сплав и углеродистая сталь. Потребители также могут заказать минимальное количество или купить оптом, чтобы удовлетворить более крупные потребности.Когда дело доходит до строительства и производства, сварка всегда является ключевым компонентом.
Пользователи, которые ищут алюминиевый электрод для легкой промышленности и прецизионной сварки, обнаружат, что на сайте Alibaba.com есть из чего выбрать. Некоторые производители предлагают материалы, предназначенные для косметической сварки. Они идеально подходят для создания красивых бусинок. Некоторые области применения включают автомобильную промышленность и легкие конструкции.Опять же, пользователи могут выбирать из множества материалов для выполнения проекта.
Покупатели должны выбрать подходящий алюминиевый электрод для каждого сварочного проекта и своего бюджета. Каждое приложение предъявляет определенные требования к прочности, внешнему виду и устойчивости.
 Каждый проект требует подходящего типа алюминиевого электрода . Использование неподходящих материалов может привести к катастрофическим результатам.Например, разновидности карбида вольфрама идеально подходят для нефтяной и горнодобывающей промышленности. Их твердость очень полезна для буровых установок, труб и другой арматуры.
Каждый проект требует подходящего типа алюминиевого электрода . Использование неподходящих материалов может привести к катастрофическим результатам.Например, разновидности карбида вольфрама идеально подходят для нефтяной и горнодобывающей промышленности. Их твердость очень полезна для буровых установок, труб и другой арматуры.  Вот почему Alabiba.com - это то место, где можно найти те, которые подходят под ваш проект. Будь то крупное строительство и горнодобывающая промышленность, или прецизионная сварка, есть варианты. Большой выбор различных материалов, производителей и даже минимальные количества заказа.
Вот почему Alabiba.com - это то место, где можно найти те, которые подходят под ваш проект. Будь то крупное строительство и горнодобывающая промышленность, или прецизионная сварка, есть варианты. Большой выбор различных материалов, производителей и даже минимальные количества заказа.Алюминиевый электрод Mgs 525, толщина: 2,6–3,2 мм, 38 рупий / кг
Алюминиевый электрод Mgs 525, толщина: 2,6–3,2 мм, 38 рупий / кг | ID: 17558693833Технические характеристики изделия
| Толщина | 2.От 6 до 3,2 мм |
| Размер | 5 мм, 3,15 мм |
| Длина | 350 мм |
| Состояние | Новый |
| Тип пакета | 9055et 9055et Водонепроницаемый и воздухонепроницаемый пакет5 ПрименениеДля соединения алюминия с флюсовым покрытием |
Описание продукта
MGS 525 Алюминиевый электрод.
Соединение и сборка алюминия с флюсовым покрытием
Дополнительная информация
| Условия оплаты | T / T (банковский перевод) |
Заинтересовал этот товар? Получите последнюю цену у продавца
Связаться с продавцом
Изображение продукта
О компании
Год основания 2015
Правовой статус компании с ограниченной ответственностью (Ltd./Pvt.Ltd.)
Характер BusinessImporter
Количество сотрудников До 10 человек
Годовой оборот до рупий 50 лакх
Участник IndiaMART с декабря 2016 г.
GST07AABCW6888Q1Z8
Основанная в 2015, компания Weld Delco Alloys Private Limited занимается оптовой торговлей и , импортируя из электродов для наплавки, электродов из нержавеющей стали и т. Д.Видео компании
Вернуться к началу 1 Есть потребность?
Получите лучшую цену
Есть потребность?
Получите лучшую цену
Электродные рычаги | Держатели электродов из меди / стали
Держатели электродов
Watteredge поставляет токоведущие стержни из алюминия и меди / стали, а также стандартные стальные рычаги с медными шинными трубками.
Наши изготовленные по индивидуальному заказу электродные рычаги изготавливаются для электродов диаметром 100-800 мм для печей сверхвысокого давления, электродуговых печей переменного тока, электродуговых печей постоянного тока и ковшовых печей.
Благодаря выдающейся конструкции и оптимальным материалам электродные рычаги Watteredge обеспечивают более низкие эксплуатационные расходы на электроэнергию, низкий расход графита, более высокую скорость процесса, простоту в обращении, оптимальную симметрию и максимальную эффективность.
Токоведущие стержни электрода из меди / сталиПлечи токопроводящих электродов — это проверенная временем конструкция, обеспечивающая эффективное охлаждение, а также снижение электрических потерь.Использование плеч, плакированных медью (медь и сталь), сочетает в себе высокую прочность стали и демонстрирует высокую проводимость и токонесущую способность меди.
Типичные марки меди и медных сплавов- C11000, Электролитическая медь с твердым пеком (ETP)
- C10100 и C10200, бескислородная медь (OFHC)
Преимущества медных / стальных электродных рычагов
- Для электродов диаметром 100-800 мм
- Низкие эксплуатационные расходы
- Минимальное время отключения
- Простота в обращении
- Оптимальная симметрия
- Наивысший уровень эффективности
Токопроводящие алюминиевые электродные рычаги
Доступны более легкие алюминиевые токопроводящие электроды, если требуется меньшая нагрузка на механическую систему.
Преимущество в весе алюминиевых электродных рычагов оптимально для модернизации существующих печей с меньшей потребностью в замене периферийных структурных компонентов.
Преимущества алюминиевых электродных рычагов- Для электродов диаметром 100-800 мм
- Экономия веса 30%
- Низкое электрическое сопротивление
- Лучшая динамика управления
- Более простое обслуживание
- Лучшая регулирующая способность
Изготовление стального плеча с изолированными медными шинопроводами.
Технические характеристики и характеристики держателя электрода
- Запасные части заменяемые — медь / сталь на алюминий
- Плечи для электродов 2-х размеров
- Простая зажимная система
- Устройство для измерения усилия зажима [патент EP03794958.3-2122]
- Оптимизированный расход охлаждающей воды по запросу клиента
- Возможен индивидуальный контроль температуры отдельных компонентов
- Устройство наведения электродов
- Распылительное кольцо с теплозащитным экраном и керамическим покрытием
- Устройство обдува для контактной службы
- Транспортный крюк (только для алюминия)
- Простая система крепления к стойке
- Контактная губка с оптимальным сроком службы [патент PCT / EP2005 / 000732)
- Легко заменяемая тросовая шпага
Watteredge обеспечивает изготовление направляющих колонн для электродуговых печей на заказ.