Сварочный электрод Ресанта МР-3 Ф4.0 (1 кг) 71/6/24
Сварочные электроды Ресанта предназначены для ручной дуговой сварки стальных конструкций переменным или постоянным током. Данные электроды могут применяться как в быту, так и для сварки ответственных конструкций из углеродистой стали с массовой долей углерода до 0,25%. Сварка возможна в различных пространственных положениях, кроме сварки на спуск. Электроды относятся к высококачественным электродам типа МР-3 с рутиловым покрытием и изготовлены в соответствии с требованиям ГОСТ.
Электрод представляет собой металлический стержень из электропроводного материала, предназначенный для подвода тока к свариваемому изделию.
Плавящиеся электроды РЕСАНТА изготовляют из сварочной проволоки Св-08А, ГОСТ 2246-70. Поверх металлического стержня методом опрессовки под давлением наносят слой защитного рутилового покрытия. Роль покрытия заключается в металлургической обработке сварочной ванны, защите от атмосферного воздействия и обеспечении более устойчивого горения дуги.
Самым главным преимуществом электродов РЕСАНТА является рутиловое покрытие. При работе с черными и низколегированными металлами — именно рутиловое покрытие формирует шов, характерный для спокойной или полуспокойной стали. После застывания в металле практически не образуется трещин. Речь идет не о дефектах шва, которые видно невооруженным глазом — скорее о микротрещинах в толще металла, которые скрытым образом снижают прочность и являются своеобразной губкой для проникновения влаги. Название покрытию дал природный минерал «рутил». Более половины объема этого вещества составляет двуокись титана.
Преимущества рутиловой обмазки:
- При работе в режиме сварки переменным током — дуга стабильна, как при постоянном токе;
- Самый низкий процент разбрызгивания при сварке. По этому показателю электроды с рутилом приближаются к сварке в среде инертных газов;
- Можно производить сварочные работы на мокрой поверхности, практически без потери свойства шва;
- Допускается коррозийный слой на соединяющихся поверхностях, но не более 30%;
- Возможна сварка металлов, покрытых грунтовкой малой толщины;
- Повышение щелочности шлака, что способствует улучшению ударной вязкости шва;
- Практически отсутствуют так называемые горячие трещины;
- Допустимо превышать рекомендуемый диаметр электродов при сварке тонких металлов;
- Швы, сваренные рутилом — обладают высоким усталостной прочностью;
- При кратковременном увеличении длины дуги, качество шва не меняется.

- Сгораемые газы не токсичны.

Однако одно из свойств делает этот материал незаменимым. В случаях, когда невозможно произвести механическую обработку шва, применяются электроды с рутиловой обмазкой. Благодаря двуокиси титана, переход поверхности шва к поверхности свариваемого металла более плавный, в сравнении с другими типами покрытия. Поэтому механическая обработка зачастую не требуется.
Эксплуатационные свойства шва, полученного при использовании рутиловых электродов:
- В условиях низких температур (в том числе отрицательных) устойчивость к динамическим нагрузкам сохраняется, что дает возможность применять электроды в условиях крайнего севера;
- Выдерживают продолжительные статические нагрузки. Это свойство используется при изготовлении емкостей высокого давления;
- Способность переносить ударные нагрузки нашла применение в станкостроении и производстве корпусов крупных судов.
Применение электродов:
Электродами МР-3 Ресанта выполняют сварку с использованием источника постоянного, либо переменного тока, обеспечивающего напряжение ХХ (холостого хода) не меньше, чем 50 В (у сварочных аппаратов Ресанта это min 75В).
Преимущества электродов:
- Легкое зажигание сварочной электрической дуги и обеспечение последующего ее устойчивого горения;
- Позволяют легко формировать шов;
- Низкое разбрызгивание металла;
- Шлаковая корка хорошо отделяется от шва;
- Простое повторное зажигание;
- Высокая производительность и качество сварки;
- Обмазка не сыпется при сгибании электродов дугой;
- Работа с плохо очищенными от загрязнений и окислов поверхностями;
- Работа с ржавыми поверхностями.
Сварочные электроды для ручной дуговой сварки.
Array ( [ID] => 1179 [NAME] => Сварочные электроды [DESCRIPTION] =>
Сварочные электроды Русэлком.
Завод «РУСЭЛКОМ» осуществляет поставку расходных материалов для сварочного производства, в том числе штучных покрытых электродов для ручной дуговой сварки, произведенных фирмой BRIDGE BRAND, которые по своим сварочным характеристикам не уступают, а зачастую и превосходят продукцию известных мировых брэндов.
В ассортименте – электроды для сварки и наплавки различных видов материалов:
Электроды J421 с титановым покрытием для углеродистой стали обладают отличной свариваемостью, используются для сварки сталей легкой текстуры, где необходим узкий аккуратный шов.
Электроды J506 с низководородным покрытием подходят для сварки сталей с высокой устойчивостью к атмосферным влияниям и других стойких к коррозии сталей.
Электроды A002 используются для сварки конструкций из крайне низкоуглеродистой стали Cr19Ni10, а также используются для выполнения сварных соединений по антикоррозионной стали 06Cr18Ni11Ti
Электроды А022 с кальциево-титановым покрытием предназначены для экстра-малоуглеродистой стали Cr18Ni12Mo.
Электроды А102 имеют хромоникелевый стержень и титаново-кальциевое покрытие. Используются для сварки нержавеющих сталей 06Cr19Ni10 и 06Cr18Ni11Ti с предельной температурой по эксплуатации изделия 300 °С.
Электроды D322 используют для наплавки металла, который в дальнейшем будет подвержен абразивному износу.
Электроды Z208 предназначены для ремонтной наплавки металла, а также для заварки дефектов литья металла. Еще с помощью электродов Z208 возможно производить сваривание чугуна со сталью.
Электроды Ø 2,0 / 2,5 / 3,2 / 4,0 / 5,0 мм поставляются упаковках завода-изготовителя, весом 2 кг, 2,5 кг и 5 кг.
[PICTURE] => Array ( [SRC] => /upload/iblock/e19/svarochnye-elektrody.jpeg ) [BANNER] => Array ( [PICTURE] => Array ( [ID] => ) [URL] => ) ) 1Стержневые электроды для сварки ММА — EWM AG
При выборе стержневых электродов следует принимать во внимание свойства материалов и технические вопросы сварки.
Краткий обзор
Универсальный стандартный электрод, капельный переход осуществляется каплями малого и среднего диаметра, хорошие механические свойства, положения сварки PA, PB, PC, PE, PF (PG частично)Рутилово-основной
Используется как универсальный электрод для достижения высоких показателей вязкости. Повышенные требования к навыкам сварщика и доработке шва
Применяется для достижения улучшенных механических свойств, капельный переход осуществляется каплями от среднего до крупного размера, плохо отделяющийся шлак, возможно применение в любых положениях, соблюдать время сушки электрода, если он подвергся воздействию влаги
Рутилово-целлюлозный
Применяется в качестве альтернативы рутиловым электродам для надежной сварки в положении PG, незначительное количество шлака, повышенные требования к навыкам сварщика и доработке шва
Преимущественно используются для заварки корневых слоев в трубных соединениях (сварка трубопроводов) в положении PG, хорошие механические свойства, практически без шлака
Выбор с точки зрения технологии сварки
У каждого типа электродов есть особые сварочные характеристики, поэтому их используют для решения конкретных специальных задач.
Электрод с целлюлозным покрытием (C)
Из-за хорошей пригодности к сварке вертикальных швов (поз. PG) электрод с целлюлозным покрытием (C) используют при сварке круглых швов труб большого диаметра. При этом предпочтительной сферой применения является прокладка трубопроводов. По сравнению с вертикальной сваркой снизу вверх (PF) здесь уже для корневого слоя можно использовать относительно толстые электроды (4 мм). Это обеспечивает экономическую выгоду. Особенное преимущество рутилово-кислого смешанного типа (RA) заключается в отведении шлака в узких швах, в которых компактный шлак зажимается и с трудом отделяется. Шлак типа RA отличается пористостью и под ударами молотка распадается на маленькие кусочки, которые потом можно легко убрать.
Рутиловый электрод (R, RR)
Особые свойства рутилового электрода (R, RR), а именно хорошая способность к повторному зажиганию, простота удаления шлака и хороший внешний вид шва определяют сферы его применения. Это сварка прихватками, а также сварка угловых швов таврового соединения и верхних слоев, когда требуется полное удаление шлака и хороший внешний вид шва.
Это сварка прихватками, а также сварка угловых швов таврового соединения и верхних слоев, когда требуется полное удаление шлака и хороший внешний вид шва.
Рутилово-целлюлозный тип (RC)
Рутилово-целлюлозный тип (RC) можно использовать во всех позициях, включая вертикальный шов сверху вниз. Поэтому он универсален, особенно в условиях монтажа. В этой связи вариант с толстым покрытием, соответствующий более серьезным требованиям к внешнему виду шва, используется в универсальных целях, в первую очередь, на небольших предприятиях.
Рутилово-основной электрод (RB)
Рутилово-основной электрод (RB) благодаря более тонкому покрытию и особенной характеристике хорошо подходит для сварки корневых слоев, а также сварки в позиции PF. Предпочтительной сферой применения является прокладка трубопроводов малого и среднего диаметра.
Основной электрод (B)
Основной электрод (B) пригоден для сварки во всех позициях. Специальные типы подходят даже для сварки вертикальных швов сверху вниз. В любом случае, внешний вид шва несколько хуже по сравнению с другими типами. Однако внутренние характеристики свариваемого материала достаточно хороши. Из всех типов основные электроды обладают лучшими характеристиками вязкости и наилучшей стойкостью к образованию трещин в свариваемом материале. В этой связи они используются там, где имеются сложные условия, связанные с пригодностью основных материалов к сварке, например, при сварке сталей, ограниченно пригодных к сварке или большой толщины. Кроме того, они подходят для сварки в ситуациях, в которых требуется большая вязкость соединения, например, в строительных конструкциях, которые впоследствии будут подвергаться воздействию низких температур. Благодаря низкому содержанию водорода этот тип хорошо подходит для сварки высокопрочных сталей.
В любом случае, внешний вид шва несколько хуже по сравнению с другими типами. Однако внутренние характеристики свариваемого материала достаточно хороши. Из всех типов основные электроды обладают лучшими характеристиками вязкости и наилучшей стойкостью к образованию трещин в свариваемом материале. В этой связи они используются там, где имеются сложные условия, связанные с пригодностью основных материалов к сварке, например, при сварке сталей, ограниченно пригодных к сварке или большой толщины. Кроме того, они подходят для сварки в ситуациях, в которых требуется большая вязкость соединения, например, в строительных конструкциях, которые впоследствии будут подвергаться воздействию низких температур. Благодаря низкому содержанию водорода этот тип хорошо подходит для сварки высокопрочных сталей.
Выбор с точки зрения свойств материалов
Характеристики прочности и вязкости наплавленного металла, как правило, должны соответствовать основному материалу. Для облегчения выбора электродов с этой точки зрения в полном обозначении стержневого электрода по EN ISO 2560-A содержатся сведения о минимальном пределе текучести, пределе прочности при растяжении и вязкости наплавленного металла и о некоторых сварочных свойствах.
Например, краткое обозначение E 46 3 B 42 H5 значит следующее: стержневой электрод для ручной сварки (E) с пределом текучести мин. 460 Н/мм2, пределом прочности при растяжении 530-680 Н/мм2 и минимальным удлинением 20 % (46). Энергия удара 47 Дж достигается при температуре до -30 °C (3). На электрод нанесено основное покрытие (B). После этого следуют необязательные сведения о выходе и виде применяемого тока. Электрод в данном примере имеет выход от 105 до 125 % и может использоваться только с постоянным током (4) во всех позициях кроме вертикального шва сверху вниз (2). Содержание водорода в наплавленном металле составляет менее 5 мл/100 г/наплавленного металла (H5). Если наплавляемый металл содержит другие легирующие компоненты кроме марганца, они указываются перед обозначением типа покрытия вместе с обозначением химических элементов и, возможно, с числовым обозначением содержания в процентах (напр. 1Ni).
Низкое содержание водорода важно при сварке сталей, в которых под действием водорода могут образовываться трещины, например, высокопрочных сталей. Соответствующие сведения содержатся в обозначении содержания водорода.
Соответствующие сведения содержатся в обозначении содержания водорода.
Схожие системы обозначений имеются также для высокопрочных (EN ISO 18275), жаростойких (EN ISO 3580-A) и нержавеющих электродов (EN ISO 3581-A). У жаростойких и нержавеющих электродов помимо характеристик прочности у наплавляемых металлов и основных материалов должны совпадать свойства жаростойкости и коррозии. Таким образом, наплавляемый металл должен быть по возможности таким же, как и основной материал, или несколько более высоколегированным.
Стержневые электроды в магазине
Загрузить справочник по сварочным расходным материалам
Электрод сварочный LB 52U ø3,2 5,0 кг – Мастер Сварщик
Описание
Низководородный сварочный электрод LB-52U (ЛБ-52У) предназначен для усиления обратной стороны сварного шва. Использование данного электрода позволяет получить отличный наплавленный металл шва и аккуратный корневой чешуйчатый валик без дефектов при сварке с одной стороны соединения. LB-52U обеспечивает намного лучшую стабилизацию дуги и проплавление, чем другие низководородные электроды.
LB-52U обеспечивает намного лучшую стабилизацию дуги и проплавление, чем другие низководородные электроды.
Электроды LB-52U (ЛБ 52У) предназначены для сварки труб из сталей прочностных классов до К54 включительно и от К55 до К60 включительно. Электроды LB 52U аттестованы НАКС (Национальной Ассоциацией Контроля Сварки) и рекомендованы ВНИИСТом для использования при строительстве и ремонте магистральных трубопроводов.
Эффект и достоинства сварочных электродов LB-52U (ЛБ-52У):
- Великолепная работоспособность и свариваемость в любых положениях!
- Стабильная дуга и наименьшее разбрызгивание. Обеспечивается стабильная дуга в режиме как низкого, так и высокого тока и наименьшее разбрызгивание. В частности, при сварке первого слоя фиксированной трубы обеспечивается стабильная сварка во всех положениях.
- Красивый внешний вид валика подварочного шва. За счет оптимальной эластичности шлака во всех положениях обеспечивается красивый валик, широкий угол под разделку кромки.
- Сварочный электрод, таким образом, является «по существу» идеальным при сварке на месте.
- Высокая стойкость к растрескиванию и прекрасные механические свойства. Низкая диффузия водорода и высокая стойкость к растрескиванию сварочного шва. Проявляется также высокая ударная вязкость при низких температурах.
- Ударная вязкость по Шарпи в режиме -40°С составляет около 100 Дж/см². Успешные результаты применения в мировом масштабе.

Рекомендации по использованию
| Диаметр электрода LB-52U, мм | Для сварки труб класса до К54 (до 530 Н/мм2) включительно | Для сварки труб класса от К55 до К60 (до 580 Н/мм²) включительно |
| 2.6 | корневой, заполняющий и облицовочный слои сварочного шва | корневой слой сварочного шва |
| 3.2 | корневой, подварочный, заполняющий и облицовочный слои сварочного шва | корневой и подварочный слои сварочного шва |
| 4.0 | подварочный, заполняющий и облицовочный слои сварочного шва | подварочный слой сварочного шва |
Применение электродов LB-52U (ЛБ 52У) позволяет получить отличный наплавленный металл шва и аккуратный корневой чешуйчатый валик без дефектов при сварке с одной стороны соединения. LB-52U обеспечивает высокую ударную вязкость, и его часто используют для сварки труб, морских конструкций и сооружений типа резервуаров, которые необходимо сваривать только с одной стороны. ЛБ-52У обеспечивает намного лучшую стабилизацию дуги и проплавление, чем другие аналогичные электроды.
LB-52U обеспечивает высокую ударную вязкость, и его часто используют для сварки труб, морских конструкций и сооружений типа резервуаров, которые необходимо сваривать только с одной стороны. ЛБ-52У обеспечивает намного лучшую стабилизацию дуги и проплавление, чем другие аналогичные электроды.
Прокалка осуществляется при 300–350°С в течение 0.5-1 часа.
Химический состав (%)
| Ø, мм | C< | Si | Mn | P | S | Ni* | Cr* | Mo* | V* |
| 2.6 | 0.06 | 0.52 | 1.00 | 0.011 | 0.005 | 0.01 | 0.03 | 0.01 | следы |
| 3.2 | 0.06 | 0.51 | 1.02 | 0.011 | 0.006 | 0.01 | 0.02 | 0.01 | следы |
| 4.0 | 0.06 | 0.49 | 1.01 | 0.013 | 0.004 | 0.01 | 0.03 | 0.01 | следы |
* Эти элементы специально не добавлялись.
Механические свойства сварочного электрода ЛБ-52У
| Содержание диффузионного водорода, мл/100 г | Ударная вязкость, Дж/см² |
| 1.6 | 130 |
| Диаметр, мм | Предел текучести, Н/мм² | Предел прочности, Н/мм² | Удлинение, % |
| 2.6 | 441 | 546 | 31 |
| 3.2 | 446 | 540 | 34 |
| 4.0 | 455 | 530 | 35 |
Стандарты и одобрения для LB-52-U
| Классификация | Одобрения регистров | |||||
| JIS | AWS | LRS | ABS | DNV | NKK | BV |
| Z3211 D4316 | A5.1 E7016 | 3. 3Y(h25) | 3h20. 3Y | 3Yh20 | KMW53h20 | 3. 3YHH |
Размеры электродов и сила тока при сварке
| Диаметр, ∅ мм | 2. 6 6 | 3.2 | 4.0 | 5.0 | |
| Длинна, мм | 350 | 350/400 | 400 | 400 | |
| Ток, А | F | 60~90 | 90~130 | 130~180 | 180~240 |
| V&OH | 50~80 | 80~120 | 110~170 | 150~200 | |
| OSW | 30~80 | 60~110 | 90~140 | 130~180 | |
Примечание:AC, DCEP или DCEN, однако DCEN только в случае прохода при сварке корня шва.
Электроды для сварки OERLIKON
Цена от: 264 р.
Есть в наличии
Цена по запросу
Есть в наличии
Цена по запросу
Есть в наличии
Цена по запросу
Есть в наличии
Цена по запросу
Есть в наличии
Цена по запросу
Есть в наличии
Цена по запросу
Есть в наличии
Цена по запросу
Есть в наличии
Цена по запросу
Есть в наличии
Цена по запросу
Есть в наличии
Цена по запросу
Есть в наличии
Цена по запросу
Есть в наличии
ТОП 25 крупнейших производителей электродов для сварки
Содержание статьи
Электроды для сварки выбирают по массе параметров, но опытные сварщики знают, что далеко не самую последнюю роль играет имя производителя. Специалисты доверяют только проверенным компаниям, особенно, когда идет речь о самых сложных и ответственных работах. Чтобы облегчить выбор электродов для сварки, представляем рейтинг крупнейших производителей, продукция которых представлена в магазине «ОКРЕП» и доступна по ссылке https://okrep.ru/e-lektrody/.
Магазин поставляет продукцию по всей территории России, отличается высоким уровнем сервиса, скоростью работы и реализует только ту продукцию, качество которой подтверждено соответствующими сертификатами. Благодаря обширным складским резервам отгрузка и доставка осуществляется максимально оперативно. Электроды для сварки представлены в широчайшем ассортименте, поэтому пользователи смогут найти необходимый в каждом конкретном случае вариант. Компания доверяет только самым надежным производителям, на них и остановимся.
ТОП 10 российских производителей
НПП «Сварка Евразии»
Компания НПП «Сварка Евразии» выпускает электроды под торговой маркой «СпецЭлектрод» и является настоящим лидером отечественного производства электродов. Компания основана более 70 лет назад и сегодня производит электроды для сварки, резки и наплавки разных металлов и сплавов для конструкций разного назначения. Производитель может похвастаться полным технологическим циклом производства, начиная от подготовки сырья и заканчивая выпуском готовых электродов. Ассортимент выпускаемых электродов насчитывает около 190 марок – один из самых высоких показателей среди компаний на постсоветском пространстве. На внутреннем рынке страны производителю принадлежит доля более 30%. Продукция пользуется спросом и в странах ближайшего зарубежья.
Компания основана более 70 лет назад и сегодня производит электроды для сварки, резки и наплавки разных металлов и сплавов для конструкций разного назначения. Производитель может похвастаться полным технологическим циклом производства, начиная от подготовки сырья и заканчивая выпуском готовых электродов. Ассортимент выпускаемых электродов насчитывает около 190 марок – один из самых высоких показателей среди компаний на постсоветском пространстве. На внутреннем рынке страны производителю принадлежит доля более 30%. Продукция пользуется спросом и в странах ближайшего зарубежья.
ЗАО «Электродный завод»
История предприятия начинается в 1944 году, и с тех пор оно всегда играло важнейшую роль в развитии промышленности страны. Сегодня это ведущий отечественный производитель электродов, продукция которого используется на машиностроительных, металлургических, судостроительных, горнодобывающих предприятиях. Качество электродов ЗАО «ЭЛЗ» подтверждается соответствием требованиям самых строгих стандартов. Компания использует систему менеджмента качества ISO 9001:2008. Несмотря на то, что электроды компании хорошо известны отечественным сварщикам и пользуются высоким спросом, производитель не перестает предлагать новые разработки.
Компания использует систему менеджмента качества ISO 9001:2008. Несмотря на то, что электроды компании хорошо известны отечественным сварщикам и пользуются высоким спросом, производитель не перестает предлагать новые разработки.
ООО «НПО Спецэлектрод»
Предприятие специализируется на разработке и производстве сварочных электродов для сварки разного рода конструкций из стали, цветных металлов и сплавов. На данный момент волгодонская компания выпускает десятки различных марок электродов. Оборудование позволяет производить электроды высочайшего качества диаметром от 1,6 до 6 мм. Кроме того, компания располагает большой лабораторией, где производятся опытные партии продукции, разрабатываются новые марки. По желанию заказчика могут быть разработаны и выпущены электроды с конкретными заранее заданными характеристиками. За годы деятельности компания разработала и выпустила более 50 новых марок электродов, которые сегодня пользуются высоким спросом.
ОАО «Лосиновский электродный завод»
Эта компания также относится к числу лидеров отечественного производства сварочных электродов. Работает уже более 60 лет, активно развивается, и сегодня ее доля на внутреннем рынке страны превышает 20%. Производство оснащено современным надежным оборудованием, что позволяет производить качественную продукцию. Специалисты компании постоянно трудятся над разработкой новых марок электродов, и многие из тех, что появились тут, сегодня активно используются в разных сферах промышленности и в народном хозяйстве.
ОАО «Пензенские электроды»
Завод функционирует с 1963 года, осуществляет поставки сварочных электродов во все регионы России. Высокую популярность среди отечественных сварщиков данные электроды получили благодаря отличному соотношению цены и качества. Сегодня компания уже вышла за пределы российского рынка и поставляет продукцию в страны ближайшего зарубежья.
ООО «Зеленоградский электродный завод»
Это относительно молодое предприятие, свою историю ведет с 2000 года, но с тех пор успело отлично себя зарекомендовать. Среди главных преимуществ производителя высокое качество и широчайший ассортимент выпускаемой продукции, поэтому сварочные электроды компании мгновенно стали пользоваться спросом во всех регионах России.
Среди главных преимуществ производителя высокое качество и широчайший ассортимент выпускаемой продукции, поэтому сварочные электроды компании мгновенно стали пользоваться спросом во всех регионах России.
ООО «Сычевский электродный завод»
Компания выпускает электроды общего и специального назначения, предназначенные для работы с разными сплавами и металлами. Производством освоено более 40 различных марок электродов, для изготовления которых используется современное оборудование. По согласованию с заказчиком возможен выпуск партии электродов с необходимыми параметрами. Вся продукция проходит строгий контроль качества перед отправкой в торговые сети.
ЗАО «КОМЗ-Экспорт»
Молодая компания из Каменск-Шахтинска, основанная в 1999 году, сегодня хорошо известна под торговой маркой TIGARBO. Среди прочей продукции предприятие выпускает сварочные электроды разных марок, которые отвечают требованиям мировых стандартов. Ассортимент электродов постоянно увеличивается, поставки осуществляются практически во все регионы страны.
ООО «Новооскольский электродный завод»
Компания попала в список лучших, так как за последние годы продемонстрировала быстрые темпы роста производства. Благодаря политике модернизации было обновлено все оборудование, и сегодня электроды изготавливаются на швейцарском оборудовании, что позволяет говорить о высоком качестве выпускаемой продукции. На данный момент производитель взял курс на расширение ассортимента, поэтому вводит в производство новые марки электродов.
ООО «Ротекс»
Краснодарский завод занимается выпуском сварочных электродов чуть больше 15 лет, за это время освоил производство электродов для работы с разными видами стали, чугуна и алюминиевых сплавов. Продукция отвечает высоким мировым стандартам качества, так как производство ведется на современном оборудовании. Компания сотрудничает с научно-исследовательскими центрами, которые разрабатывают для нее новые марки электродов.
ТОП 6 мировых производителей
Esab
Шведская компания Esab была основана более века назад, в 1904 году, а ее создателем стал О. Челльберг, известный как изобретатель покрытого электрода. Сегодня компания носит звание мирового лидера по производству оборудования и материалов для сварки. В состав компании входит 30 промышленных предприятий, расположенных в разных странах, а продукция широко представлена на всех континентах. Мирового признания компания добилась за счет постоянного внедрения инноваций и высочайшего качества выпускаемой продукции.
Челльберг, известный как изобретатель покрытого электрода. Сегодня компания носит звание мирового лидера по производству оборудования и материалов для сварки. В состав компании входит 30 промышленных предприятий, расположенных в разных странах, а продукция широко представлена на всех континентах. Мирового признания компания добилась за счет постоянного внедрения инноваций и высочайшего качества выпускаемой продукции.
В ассортименте производителя присутствуют электроды для сварки самых разных металлов и сплавов: для легированных и нелегированных сталей, алюминиевых сплавов и т.д. Выбрать наиболее подходящий электрод среди десятков разных вариантов будет несложно. Наибольшее распространение у нас получили электроды OK 53.70 для сваривания ответственных конструкций из легированных низкоуглеродистых сталей и OK 74.70 для сваривания высокопрочных легированных сталей.
Kobe Steel
Эта компания считается одной из ведущих в сфере черной металлургии в Японии. Основана в 1911 году, сегодня выпускает широкий спектр продукции под торговой маркой Kobelco. С середины прошлого века компания прочно удерживает мировое лидерство в сфере производства сварочных материалов для алюминиевых сплавов, сталей и других многокомпонентных сплавов. Качество выпускаемой продукции и позволило компании добиться признания по всему миру. Несмотря на то, что ассортимент производимых электродов включает десятки разных вариантов, на отечественном рынке особой популярностью пользуются электроды LB 52U, которые идеально подходят для сварки нефтегазопроводов высокого давления и использовались для постройки крупнейших объектов.
Основана в 1911 году, сегодня выпускает широкий спектр продукции под торговой маркой Kobelco. С середины прошлого века компания прочно удерживает мировое лидерство в сфере производства сварочных материалов для алюминиевых сплавов, сталей и других многокомпонентных сплавов. Качество выпускаемой продукции и позволило компании добиться признания по всему миру. Несмотря на то, что ассортимент производимых электродов включает десятки разных вариантов, на отечественном рынке особой популярностью пользуются электроды LB 52U, которые идеально подходят для сварки нефтегазопроводов высокого давления и использовались для постройки крупнейших объектов.
Klöckner & Co SE
Немецкая компания, специализирующаяся на производстве стали. Основана в 1906 году, сегодня включает в себя производства, находящиеся в разных странах Европы. Среди всего прочего выпускает расходные элемент для сварки. Производитель постоянно следит за качеством выпускаемой продукции, совершенствует ее, поэтому завоевал доверие по всему миру. Отечественными сварщиками часто используются электроды компании Kessel 5520 и Phoenix K 50 R.
Отечественными сварщиками часто используются электроды компании Kessel 5520 и Phoenix K 50 R.
Capilla
Еще одна немецкая компания, которая может похвастаться 50-летним опытом в сфере производства электродов. Ассортимент включает электроды для сварки алюминиевых сплавов, чугуна и стали, медных сплавов и прочих составов. Подкупает производитель и высочайшим качеством выпускаемой продукции, поэтому специалисты в 40 странах мира выбирают для сварки электроды Capilla.
S.I.A. «RESANTA»
Известный латвийский производитель начал свою деятельность в Риге в 1993 году. Сегодня электроды под торговой маркой «Ресанта» очень хорошо известны отечественному покупателю и завоевали его доверие. Особенно привлекает отличное соотношение цены и качества. Последнее неоднократно было подтверждено престижными наградами на крупных международных выставках. Электроды компании предназначены для сварки стальных конструкций различного назначения.
Lincoln Electric
Сегодня американская компания Lincoln Electric известна как крупный производитель продуктов для сварки и резки. В распоряжении компании более 40 предприятий, расположенных в Северной Америке, а также торговые представительства в 160 странах мира, в т.ч. и в России. Началась история производства еще в 1895 году, когда основатель Джон Ч. Линкольн начал выпускать электродвигатели. Производство электродов – это основное направление деятельности компании, поэтому в ассортименте можно найти электроды для сварки разных видов стали, чугуна, алюминиевых, никилиевых и медных сплавов. Продукция широко представлена на отечественном рынке.
ТОП 5 белорусских и украинских производителей
ООО «Ватра»
Белорусские производители электродов также интересны отечественным сварщикам, так как отлично сбалансированы по соотношению цены и качества. Одно из ведущих предприятий сферы на белорусском рынке – ООО «Ватра». Работает оно с 1992 года, и с тех пор успело освоить производство широчайшей гаммы сварочных электродов и некоторых сопутствующих материалов. Сотрудничество с ведущими институтами электросварки Украины и России позволило наладить максимально профессиональное производство. Сегодня электроды компании повсеместно используются в промышленности и народном хозяйстве Белоруссии, а также экспортируются в соседние страны.
Работает оно с 1992 года, и с тех пор успело освоить производство широчайшей гаммы сварочных электродов и некоторых сопутствующих материалов. Сотрудничество с ведущими институтами электросварки Украины и России позволило наладить максимально профессиональное производство. Сегодня электроды компании повсеместно используются в промышленности и народном хозяйстве Белоруссии, а также экспортируются в соседние страны.
ООО «Светлогорский завод сварочных электродов»
Это предприятие считается одним из лидеров сферы и ежемесячно производит около 1600 тонн продукции, использует современное оборудование. Обороты производства постоянно увеличиваются, так как растет спрос на продукцию как на белорусском рынке, так и на за рубежом. Электроды производятся под торговыми марками «Монолит», «Континент», «Стандарт» и «Арсенал».
ООО «Оливер»
Компания прошла путь от небольшой фирмы, созданной в 1993 году, до крупнейшего предприятия отрасли. Сегодня тут производятся электроды для сварки разного рода конструкций из чугуна, высоко- и низколегированных сталей, а также наплавочные электроды. Количество различных марок уже доходит до сотни, при этом компания постоянно вводит в производство новые типы электродов. Представительства предприятия работают не только во всех областных центрах Белоруссии, но и в России.
ПАО «ПлазмаТек»
Крупнейший украинский производитель сварочных электродов производит свыше 2000 тонн продукции в месяц, которая пользуется спросом не только на внутреннем рынке, но и в России, Белоруссии, Польше, Латвии, Чехии и некоторых других странах. Тут используются инновационные технологии, строгий контроль качества, что и позволило компании стать известным производителем электродов, которые применяются в машиностроении, металлургии, строительными и сельскохозяйственными предприятиями, а также частными покупателями.
ОЗСО им. Е.О. Патона
Известное далеко за пределами Украины предприятие работает с 1959 года и сегодня выпускает широкий спектр сварочного оборудования и сопутствующих товаров. Продукция производителя – это своеобразный знак качества, ведь мощнейший конструкторский отдел постоянно работает над совершенствованием производимых продуктов. Среди прочей продукции выпускаются и электроды огромного количества марок, завод принимает заказы на изготовления электродов любых необходимых марок.
Среди прочей продукции выпускаются и электроды огромного количества марок, завод принимает заказы на изготовления электродов любых необходимых марок.
ТОП 4 китайских производителя
Golden Bridge
Ни для кого не секрет, что китайская продукция заполонила весь мир, и сварочные электроды не исключение. Доверять безымянным компаниям не стоит – лучше пользоваться проверенной продукцией. Крупнейший китайский производитель электродов – компания Golden Bridge. Компания использует современное оборудование, осуществляет жесткий контроль качества, поэтому электроды более 200 различных марок используются во всех странах мира. Предприятие прошло сертификацию по ISO 9001:2000.
ELKRAFT
Сварочное оборудование и сопутствующие продукты под данной торговой маркой производится компанией Changzhou Yangzi River Welding Materials, которая существует с 1958 года. На данный момент продукция экспортируется в страны Европы, в США и Россию, где она пользуется большим спросом, ведь отличается высоким качеством и приемлемой ценой.
Goldspark
Это китайское предприятие выпускает продукцию широкого ассортимента, в т.ч. и электроды, предназначенные для сварки ответственных и бытовых конструкций из стали и чугуна. Продукция достаточно широко представлена на отечественном рынке.
Jasic
Компания Chengdu Jasic Technology специализируется преимущественно на производстве сварочного оборудования, но в небольшом ассортименте выпускает и сварочные электроды. Продукция поставляется в разные уголки мира, ее можно найти в продаже и на отечественном рынке.
Статья написана для сайта remstroiblog.ru.
Сварочные электроды | Электроды от Электродгруп | Производство электродов МР, УОНИ, ОЗС, АНО,
В XIX веке российский ученый Николай Николаевич Бенардос, изучая возможности электрической дуги, выполнил соединение металлических элементов. На ранних этапах была необходимость сваривания простые стали, но с появлением новых разновидностей сталей появлялась необходимость расширять и перечень электродов для сваривания различных видов стали. Так Николаем Гаврииловичем Славяновым в конце XIX века, было проведено много исследований направленные на применение плавящегося электрода-стержня, сходного по химическому составу со свариваемым металлом.
Так Николаем Гаврииловичем Славяновым в конце XIX века, было проведено много исследований направленные на применение плавящегося электрода-стержня, сходного по химическому составу со свариваемым металлом.
В настоящее время применяется огромное количество сварочных электродов для сваривания соответствующих марок стали.
Виды сварочных электродов для стали
Сварочные электроды для углеродистой стали
Наиболее широко применяются сварочные электроды для углеродистой стали, так как повсеместно используется именно углеродистые стали. В этой группе электродов производители выпускают огромное многообразие марок электродов соответствующих разновидностям углеродистых сталей. Производители стремятся улучшить свойства сварочных электродов, и в случае если это удается, появляется новая марка электродов с улучшенными качествами какого-то параметра. Достигается это либо за счет улучшения технологического процесса производства либо за счет химической рецептуры покрытия.
Самыми распространенными по количеству производства и потребления, обеспечивающие продуктивную работу и надежный результат, являются марки УОНИ, МР, ОЗС и АНО. Электроды этих марок обеспечивают отличную свариваемость: не допускают образования горячих трещин, перегрева в зоне сварки, вскипания ванны и разбрызгивания. Каждая из этих марок определена своими особенностями:
— электроды для сварки УОНИ 13/55 и УОНИ 13/45 характеризуются низким уровнем разбрызгивания металла и хорошую отделимость шлаковой корки;
— электроды для сварки МР-3С и МР-3 высоким уровнем сварочно-технологических свойств: проста в работе, хорошее отделение шлаковой корки, легкое повторное зажигание дуги, минимальное разбрызгивание металла, сварка на предельно низких токах с источником питания от бытовой электросети, минимальные требования к квалификации сварщика и к сварочному оборудованию, достаточно экономичны;
— электроды для сварки ОЗС-12, ОЗС-6 и ОЗС-4 возможностью использования по окисленной поверхности, позволяют создавать швы с высоким товарным видом и самоотделяемой шлаковой коркой;
— электроды для сварки АНО-21 значительно облегчает сварку углеродистых сталей за счет легкого повторного зажигания дуги, хорошего отделения шлаковой корки, минимального разбрызгивания металла.
Марки сварочных электродов для углеродистых сталей УОНИ 13/45, УОНИ 13/55, АНО-21, ОЗС-4, ОЗС-6, ОЗС-12, МР-3, МР-3С
Сварочные электроды для малоуглеродистой стали
Малоуглеродистая сталь достаточно проста в работе и хорошо свариваема за счет малого количества различных примесей, но и она имеет определенные индивидуальные особенности.
В работе с низкоуглеродистыми сталями, предпочтительнее использовать электроды для сварки с рутиловым покрытием, оптимальным вариантом являются электроды для сварки АНО-4. Они предотвращают возникновение пор и горячих трещин, а также способствуют отличному формированию металла шва. Еще одна отлично зарекомендовавшая себя марка сварочных электродов для малоуглеродистых сталей – это электроды для сварки АНО-6, с ильменитовым покрытием. Она достаточно легка в работе и обеспечивают образование прочного шва с превосходными внешними характеристиками.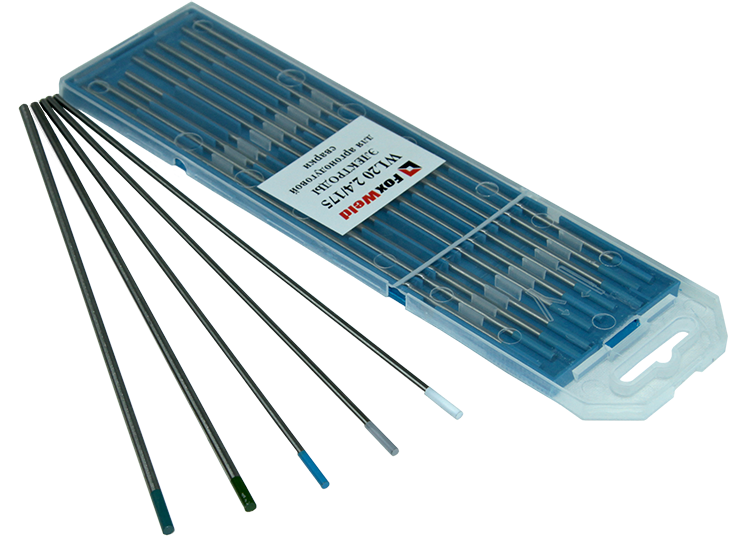
Марки сварочных электродов для малоуглеродистой стали АНО-4, АНО-6
Сварочные электроды для низколегированной стали
Низколегированные стали нашли широкое применение в различных отраслях, благодаря универсальным механическим свойствам и экономичности. Они имеют ряд особенностей в отличие от других сталей. Низколегированные стали достаточно чувствительны к тепловому воздействию, поэтому при сварке, следует избегать перегрева.
В работе с низколегированными сталями отлично зарекомендовали себя электроды для сварки УОНИ 13/45 и УОНИ 13/55 с основным покрытием, которые позволяют обеспечить формирование сварочного шва с пониженным содержанием водорода, что в свою очередь способствует повышенной прочности соединения и отсутствию каких-либо внешних дефектов. Также для низколегированных сталей используют электроды для сварки ОЗС-4 и ОЗС-6, с рутиловым покрытием, которые имеют оптимальный уровень производительности наплавки, обладают возможностью сварки по окисленной поверхности и обеспечивают стабильное и мощное горение.
Марки сварочных электродов для низколегированной стали УОНИ 13/45, УОНИ 13/55, ОЗС-4, ОЗС-6
Электроды для легированных сталей
Легированная сталь в зависимости от содержания и набора легирующих компонентов, по назначению разделяется на конструкционные стали и стали с особыми свойствами используемые в различных средах. Поэтому при сварке к ним предъявляются особые требования.
Для работы с легированными теплоустойчивыми сталями специально разработаны электроды ТМЛ-1У. Электродам этой марки характерно стабильное и мощное горение дуги, а также хорошее отделение шлаковой корки. Подобными характеристиками обладают электроды ТМЛ-3У. При использовании этой электродов необходимо осуществлять прокалку материала до 400°С. Электроды ТМЛ-5, также предназначены для работы с легированными теплоустойчивыми сталями, позволяют осуществлять работу без последующей термообработки. Сварка осуществляется на короткой и сверхкороткой дуге, что позволяет избежать перегрева и возникновения различных дефектов сварки.
Сварка осуществляется на короткой и сверхкороткой дуге, что позволяет избежать перегрева и возникновения различных дефектов сварки.
Сварочные электроды для нержавеющей стали
Нержавеющая сталь широко используется во всех отраслях. Из нержавеющей стали выпускают приборы, оборудование, посуду, монеты, трубопроводы и многое другое. Основными требованиями к сварочным электродам для нержавейки являются образование прочного, стойкого к разрыву и воздействию негативных сред сварного шва, который в свою очередь должен максимально соответствовать характеристикам свариваемых сталей. Для обеспечения этих требований стержни сварочных электродов выполняются из хромоникелевого сплава, отличающегося хорошими антикоррозийными свойствами и устойчивостью к образованию трещин.
В работе с нержавеющими сталями используют электроды для сварки ОЗЛ-6 которые образует шов из жаростойкого металла, способного выдерживать температурную нагрузку вплоть до 1000°С, с устойчивостью к межкристаллитной коррозии. В случае если нет воздействия повышенных температур в процессе эксплуатации изделия, используют электроды для сварки ЦЛ-11 обеспечивающие стойкость к межкристаллитной коррозии.
В случае если нет воздействия повышенных температур в процессе эксплуатации изделия, используют электроды для сварки ЦЛ-11 обеспечивающие стойкость к межкристаллитной коррозии.
Марки сварочных электродов для нержавеющей стали ОЗЛ-6, ЦЛ-11
Сварочные электроды для высоколегированной стали
Высоколегированные стали используются в конструкциях и оборудованиях с повышенным требованием к жаростойкости, склонности к образованию коррозии с защитой от химического и механического воздействия и других параметров. Высоколегированной сталью принято считать сплавы, состав легирующих компонентов в которых составляет не менее 10-ти процентов. Сварка материалов, состоящих из сплавов с высоким содержанием легирующих компонентов, требует внимательного подбора электродов для сварки, так как возможно появление карбидации и межкристаллитной коррозии. Кроме того, высоколегированные стали очень чувствительны к перегреву и сварочные работы необходимо проводить на короткой дуге.
Представленные на нашем сайте электроды для высоколегированных сталей ОЗЛ-6 позволяют осуществлять работу на короткой дуге и ограничивают возникновение карбидации. Шов полученный при помощи сварочных электродов ОЗЛ-6, обладает повышенной жаростойкостью и может выдерживать температуры до 1000 градусов по Цельсию. Электроды ЦЛ-11 также обладают идеальными свойствами для работы с высоколегированными сталями. Получаемый шов обладает повышенной коррозийной устойчивостью, прочен и имеет привлекательный товарный вид. Это обеспечивается благодаря низкому содержанию газов и различных вредных примесей.
Марки сварочных электродов для высоколегированной стали ОЗЛ-6, ЦЛ-11
Сварочные электроды по чугуну
Продукции из чугуна характерна низкая прочность и практически отсутствие пластичности. Понижение механической прочности чугунных изделий из-за термического влияния представляет основную трудность при сварочных работах. Поэтому при сваривании и наплавки изделий из чугуна необходимо учитывать эту специфику.
Поэтому при сваривании и наплавки изделий из чугуна необходимо учитывать эту специфику.
Для работы с изделиями из чугуна широко используются электроды для сварки ОЗЧ-2, медная основа которых с содержанием железного порошка, придает особую прочность, сохраняя вязкость и пластические свойства.
Марки сварочных электродов по чугуну ОЗЧ-2
Сварочные электроды для наплавки
При обработке металлов, широко используется метод наплавки. Этот метод широко применяется в случаях необходимости восстановления и устранения повреждений, последствий износа или для обработки, связанной с приданию металлической поверхности дополнительных физико-химических свойств. Наплавка осуществляется при помощи электродов специального назначения.
Электроды для сварки Т-590 достаточно широко применяется для восстановительных работ с деталями, подверженными повышенному износу. Применение электродов Т-590 позволяет устранить и предотвратить последующее абразивное изнашивание рабочей поверхности. Они достаточно экономичны и легки в работе, а также обеспечивают долговечный и качественный результат.
Они достаточно экономичны и легки в работе, а также обеспечивают долговечный и качественный результат.
Марки сварочных электродов для наплавки Т-590
Кроме перечисленных видов сварочных электродов для различных сталей существует еще огромное множество узко-специализирующихся разновидностей. Все они создаются для максимального удовлетворения постоянно меняющегося спроса вследствие совершенствования качества готовой продукции. Нашей задачей является максимальное обеспечение качественными электродами соответствующих современным требованиям, поэтому мы постоянно следим за новыми разработками и производим их внедрение.
Подробно познакомиться с выпускаемыми сварочными электродами для различных сталей можно здесь сварочные электродыУрок 3 — Покрытые электроды для сварки низкоуглеродистой стали
Урок 3 — Покрытые электроды для сварки низкоуглеродистой стали © АВТОРСКИЕ ПРАВА 2000 УРОК ГРУППЫ ЭСАБ, ИНК. III 3,4
ВЫБОР ПРАВИЛЬНОЙ СТАЛЬНОЙ СТАЛИ С ПОКРЫТИЕМ
ЭЛЕКТРОД Многие
факторы необходимо учитывать при выборе подходящего электрода для конкретного применения.Следует учитывать следующие моменты:
тип
базы
Металл — мягкая сварка
стали или низкоуглеродистых сталей (содержание углерода ниже
0,30%) с электродами с покрытием из низкоуглеродистой стали не представляет проблем при растяжении.
прочность обеспокоена, так как растяжение
прочность металла шва обычно превышает предел прочности
основного металла. Однако важен химический состав основного металла. Сварные швы
сделано на свободной механической обработке
стали с относительно высоким содержанием серы будут пористыми, если они не будут сварены.
с электродом с низким содержанием водорода
например E7018.Иногда некондиционная сталь или мягкая
стали сомнительных
анализа встречаются. В этом случае один из типов с низким содержанием водорода будет
быть лучшим выбором.
III 3,4
ВЫБОР ПРАВИЛЬНОЙ СТАЛЬНОЙ СТАЛИ С ПОКРЫТИЕМ
ЭЛЕКТРОД Многие
факторы необходимо учитывать при выборе подходящего электрода для конкретного применения.Следует учитывать следующие моменты:
тип
базы
Металл — мягкая сварка
стали или низкоуглеродистых сталей (содержание углерода ниже
0,30%) с электродами с покрытием из низкоуглеродистой стали не представляет проблем при растяжении.
прочность обеспокоена, так как растяжение
прочность металла шва обычно превышает предел прочности
основного металла. Однако важен химический состав основного металла. Сварные швы
сделано на свободной механической обработке
стали с относительно высоким содержанием серы будут пористыми, если они не будут сварены.
с электродом с низким содержанием водорода
например E7018.Иногда некондиционная сталь или мягкая
стали сомнительных
анализа встречаются. В этом случае один из типов с низким содержанием водорода будет
быть лучшим выбором. б) Должность
из
Сварной шов — положение сварного шва
определит, будет ли электрод во всех положениях
либо следует использовать электрод плоского и горизонтального типа. Более высокие сварочные токи,
и поэтому,
при плоской или горизонтальной сварке возможны более высокие скорости наплавки. В любое время
возможно, работа должна быть позиционирована
как для простоты сварки, так и для достижения наилучшего качества сварки
скорость.в) Доступен
Оборудование — Электрод
выбор будет зависеть от того, идет ли сварка на переменном или постоянном токе
машины доступны. Если доступны оба тока, рассмотрите эти общие
факты. 1. Для
самое глубокое проникновение, используйте обратную полярность постоянного тока (положительный электрод).
2. Для меньшего проникновения
и более высокая скорость осаждения, используйте прямую полярность постоянного тока (электрод
Отрицательный). 3. Для
свобода дуги, используйте переменный ток. г) пластина
Толщина — при сварке
листовой металл, электроды с низким проникновением должны
быть выбранным.
б) Должность
из
Сварной шов — положение сварного шва
определит, будет ли электрод во всех положениях
либо следует использовать электрод плоского и горизонтального типа. Более высокие сварочные токи,
и поэтому,
при плоской или горизонтальной сварке возможны более высокие скорости наплавки. В любое время
возможно, работа должна быть позиционирована
как для простоты сварки, так и для достижения наилучшего качества сварки
скорость.в) Доступен
Оборудование — Электрод
выбор будет зависеть от того, идет ли сварка на переменном или постоянном токе
машины доступны. Если доступны оба тока, рассмотрите эти общие
факты. 1. Для
самое глубокое проникновение, используйте обратную полярность постоянного тока (положительный электрод).
2. Для меньшего проникновения
и более высокая скорость осаждения, используйте прямую полярность постоянного тока (электрод
Отрицательный). 3. Для
свобода дуги, используйте переменный ток. г) пластина
Толщина — при сварке
листовой металл, электроды с низким проникновением должны
быть выбранным. Для более тяжелой пластины может потребоваться электрод с глубоким проникновением.
Очень тяжелый
пластина может потребовать глубоко проникающего электрода для начального или корневого прохода, и
более высокое осаждение
тип для успешных пасов. д) Подгонка
— Некоторые электроды больше подходят для перекрытия зазоров, чем другие.
между свариваемыми элементами. Этот
называется «плохая установка», и некоторые производители электродов
производить электроды, специально разработанные для этой цели.
е) Сварка
Расходы —
Основными факторами, влияющими на затраты на сварку, являются труд и
накладные расходы, скорость наплавки, эффективность
используемого электрода и стоимости электро-
Для более тяжелой пластины может потребоваться электрод с глубоким проникновением.
Очень тяжелый
пластина может потребовать глубоко проникающего электрода для начального или корневого прохода, и
более высокое осаждение
тип для успешных пасов. д) Подгонка
— Некоторые электроды больше подходят для перекрытия зазоров, чем другие.
между свариваемыми элементами. Этот
называется «плохая установка», и некоторые производители электродов
производить электроды, специально разработанные для этой цели.
е) Сварка
Расходы —
Основными факторами, влияющими на затраты на сварку, являются труд и
накладные расходы, скорость наплавки, эффективность
используемого электрода и стоимости электро-Этот сайт использует файлы cookie для повышения производительности.Если ваш браузер не принимает файлы cookie, вы не можете просматривать этот сайт.
Настройка вашего браузера для приема файлов cookie
Существует множество причин, по которым cookie не может быть установлен правильно. Ниже приведены наиболее частые причины:
Ниже приведены наиболее частые причины:
- В вашем браузере отключены файлы cookie. Вам необходимо сбросить настройки своего браузера, чтобы он принимал файлы cookie, или чтобы спросить вас, хотите ли вы принимать файлы cookie.
- Ваш браузер спрашивает вас, хотите ли вы принимать файлы cookie, и вы отказались.Чтобы принять файлы cookie с этого сайта, используйте кнопку «Назад» и примите файлы cookie.
- Ваш браузер не поддерживает файлы cookie. Если вы подозреваете это, попробуйте другой браузер.
- Дата на вашем компьютере в прошлом. Если часы вашего компьютера показывают дату до 1 января 1970 г., браузер автоматически забудет файл cookie. Чтобы исправить это, установите правильное время и дату на своем компьютере.
- Вы установили приложение, которое отслеживает или блокирует установку файлов cookie.Вы должны отключить приложение при входе в систему или проконсультироваться с системным администратором.

Почему этому сайту требуются файлы cookie?
Этот сайт использует файлы cookie для повышения производительности, запоминая, что вы вошли в систему, когда переходите со страницы на страницу. Чтобы предоставить доступ без файлов cookie потребует, чтобы сайт создавал новый сеанс для каждой посещаемой страницы, что замедляет работу системы до неприемлемого уровня.
Что сохраняется в файле cookie?
Этот сайт не хранит ничего, кроме автоматически сгенерированного идентификатора сеанса в cookie; никакая другая информация не фиксируется.
Как правило, в файлах cookie может храниться только информация, которую вы предоставляете, или выбор, который вы делаете при посещении веб-сайта. Например, сайт
не может определить ваше имя электронной почты, пока вы не введете его. Разрешение веб-сайту создавать файлы cookie не дает этому или любому другому сайту доступа к
остальной части вашего компьютера, и только сайт, который создал файл cookie, может его прочитать.
Welding Tech: стержневые электроды для углеродистой стали
Электрод, выбранный для использования при любой дуговой сварке защитным металлом (SMAW, или сварка штучной сваркой) углеродистой и низколегированной стали, обычно указывается в технических условиях сварки (WPS).Процесс, связанный с правильным выбором, включает множество соображений, которые мы рассмотрим здесь. Понимание каждого шага может помочь убедиться, что используется правильный электрод. Если сварной шов вышел из строя, рассмотрение этих соображений может помочь определить причину.
Прочность на растяжение
Когда дело доходит до выбора присадочного металла для сварки углеродистой стали, обычно первым делом для инженера-сварщика (или того, кто пишет WPS), является попытка сопоставить прочность электрода с основной или основной металл.
Практическое правило — выбирать металл сварного шва с пределом прочности на растяжение немного выше, чем у основного металла. Для этого необходимо знать марку основного металла. Как только марка известна, ее можно сопоставить со спецификациями, прилагаемыми к присадочному металлу.
Для этого необходимо знать марку основного металла. Как только марка известна, ее можно сопоставить со спецификациями, прилагаемыми к присадочному металлу.
Например, указанный минимальный предел прочности на разрыв для стали CSA G40.21 350W составляет 450 МПа. Минимальная прочность на разрыв металла шва, выполненного с использованием электрода из углеродистой стали E49XX или электрода из низколегированной стали E49XX-X, составляет 490 МПа.Таким образом, оба электрода подходят для этого типа стали.
Углеродный эквивалент
В зависимости от марки свариваемой стали может существовать риск водородного растрескивания в металле сварного шва или в зоне термического влияния сварного шва. Присутствие водорода в стали делает сталь хрупкой и склонной к растрескиванию после завершения сварки. Чем выше прочность стали, тем больше она подвержена растрескиванию.
Чтобы предотвратить растрескивание, инженер-сварщик обычно рассматривает так называемый углеродный эквивалент (CE) стали, которая будет свариваться. Различные нормы и стандарты предоставляют формулы для расчета CE основного металла на основе его химического состава. Химический состав можно найти в стандарте, по которому была изготовлена сталь. В стандарте будет таблица, в которой указаны количества различных легирующих элементов, таких как углерод, марганец, кремнезем, никель, хром и ванадий, содержащихся в стали. Вводя процентное соотношение каждого элемента в уравнение, вы получаете число.
Различные нормы и стандарты предоставляют формулы для расчета CE основного металла на основе его химического состава. Химический состав можно найти в стандарте, по которому была изготовлена сталь. В стандарте будет таблица, в которой указаны количества различных легирующих элементов, таких как углерод, марганец, кремнезем, никель, хром и ванадий, содержащихся в стали. Вводя процентное соотношение каждого элемента в уравнение, вы получаете число.
Исследования показали, что если число, полученное вами в результате вычислений, больше 0.40, то сталь содержит достаточно углерода и других легирующих элементов, поэтому она может быть подвержена водородному растрескиванию.
Обычно, чтобы избежать этого дефекта, используется электрод с основным покрытием. Последние две цифры в обозначении электрода будут 16 или 18. Покрытие на этих электродах предназначено для ограничения количества водорода, который жидкий сварочный металл поглощает во время сварки.
Также может потребоваться предварительный нагрев основного металла перед началом сварки, чтобы снизить скорость охлаждения зоны сварки и позволить водороду, который попадает в сварочную ванну, диффундировать из стали в воздух. В некоторых случаях применения высокопрочных сталей может также потребоваться поддерживать температуру предварительного нагрева в течение определенного времени после завершения сварки, прежде чем сборке позволят медленно остыть до комнатной температуры.
В некоторых случаях применения высокопрочных сталей может также потребоваться поддерживать температуру предварительного нагрева в течение определенного времени после завершения сварки, прежде чем сборке позволят медленно остыть до комнатной температуры.
Сварочное положение
Следующее, что необходимо учесть, — это то, в каком положении при сварке будут выполняться соединения. Если заготовка небольшая и с ней легко манипулировать на верстаке, то можно использовать электрод, предназначенный для выполнения сварных швов в плоском или горизонтальном положении.Это может быть выгодно для скорости наплавки металла шва, поскольку сварщик может работать быстрее.
Если заготовка большая или это узел, который нельзя перемещать и который требует вертикальных или потолочных сварных швов, то электрод должен быть предназначен для использования во всех положениях. Это означает, что предпоследняя цифра в его обозначении — 1. Например, электрод E4918 наплавит металл шва с минимальным пределом прочности на растяжение 490 МПа и предназначен для использования во всех положениях сварки (1). Цифра 8 означает, что он имеет основное покрытие или покрытие с низким содержанием водорода.
Цифра 8 означает, что он имеет основное покрытие или покрытие с низким содержанием водорода.
Погодостойкая сталь
Некоторые марки стали известны как погодостойкие стали. Они содержат небольшое количество меди и предназначены для использования без какого-либо защитного покрытия. Они поступают в эксплуатацию неокрашенными и предназначены для использования таким образом, потому что медь заставляет оксидный слой, образующийся на их поверхности, прилипать к поверхности и предотвращать дальнейшее окисление.
Электроды для сварки атмосферостойкой стали могут потребоваться для выполнения сварных швов, аналогичных коррозионной стойкости и эксплуатационному цвету основного металла.Стандарты, такие как CSA W59, определяют требуемый электрод. Стандарт также допускает использование различных электродов, если соответствие цвета не имеет значения и необходимо согласовать только коррозионную стойкость.
Обозначения высокопрочной стали
Для сварки высокопрочных сталей обозначение электрода должно состоять из четырех или пяти цифр, превышающих стандартные четыре или пять цифр, которые имеет электрод из простой углеродистой стали. Обычный электрод из углеродистой стали отформатирован, как в предыдущем примере 4918.Электроды из высокопрочной стали имеют суффиксы, такие как -A1, -B2H, -NI3, -D1 и -D2. Эти суффиксы указывают на конкретный химический состав и применимость электродов. При сварке высокопрочной стали с пределом прочности на растяжение более 550 МПа важно обращать внимание на суффикс, потому что он говорит вам, можно ли использовать электрод для данной области применения, например, если сварная сборка будет подвергаться термообработке после сварки.
Обычный электрод из углеродистой стали отформатирован, как в предыдущем примере 4918.Электроды из высокопрочной стали имеют суффиксы, такие как -A1, -B2H, -NI3, -D1 и -D2. Эти суффиксы указывают на конкретный химический состав и применимость электродов. При сварке высокопрочной стали с пределом прочности на растяжение более 550 МПа важно обращать внимание на суффикс, потому что он говорит вам, можно ли использовать электрод для данной области применения, например, если сварная сборка будет подвергаться термообработке после сварки.
Например, много лет назад я преподавал в компании, которая занималась ремонтом крупных деталей оборудования.Я упоминал, что конкретный электрод, E5518-B9, содержит ванадий и не должен использоваться, когда сборка будет подвергаться термообработке после сварки, поскольку ванадий в металле сварного шва, который подвергается термообработке после сварки, приведет к тому, что металл сварного шва станет хрупким и легко ломаются.
Когда я это сказал, два человека в дальнем конце комнаты быстро вышли из класса. Вскоре они вернулись с коробкой электродов. Они отметили, что время от времени, когда они отправляли отремонтированное оборудование обратно в эксплуатацию, сварные швы сразу выходили из строя.Электроды, которые они принесли, действительно были ванадиевыми.
Вскоре они вернулись с коробкой электродов. Они отметили, что время от времени, когда они отправляли отремонтированное оборудование обратно в эксплуатацию, сварные швы сразу выходили из строя.Электроды, которые они принесли, действительно были ванадиевыми.
Суть дела заключалась в том, что отделу закупок сказали купить электроды класса E5518, но это все, что им сказали. Целью закупки было купить самые дешевые электроды с учетом предоставленных спецификаций. Поэтому, когда электроды, содержащие ванадий, время от времени продавались в то время, когда у них была заявка на заполнение электродов, они покупали электроды E5518-B9. Большинство других типов электродов E5518, например -B1, -B2, -B3, -B3L, -B6, -C1, -C2 и -D3, не содержат ванадий, и их покупка не составит проблем.Вот почему сбои сварных швов случались не всегда, а лишь изредка. Проблема заключалась в том, что при покупке не было предоставлено достаточно информации для покупки правильных электродов.
Это хорошее напоминание о том, что прежде, чем кто-то сварит неправильным электродом и произойдет сбой, всегда возникает серия ошибок. Это цепочка событий, которая приводит к отказу, и если одно звено разорвано, отказа можно избежать. Несколько более прочных электродов могут отвечать одинаковым требованиям к прочности, свариваемости и водороду, и каждый из них будет иметь определенный химический состав, который придает ему разные свойства, разработанные для конкретных применений.
Тот, кто определяет электроды для работы, должен учитывать процедуру сварки, которая будет использоваться, и конечное использование конечного сварного продукта. Все это необходимо хорошо понять, прежде чем выбирать правильный электрод, чтобы избежать проблем при запуске производства и вводе деталей в эксплуатацию.
Кен Торн, инженер по сварке, Канадское бюро сварки, [email protected].
CWB Group, 800-844-6790, www.cwbgroup.org
тепла — Почему при дуговой сварке плавится только кончик электрода?
Существует несколько процессов сварки, при которых тепло выделяется разными способами.Я думаю, что сварка TIG концептуально проще для понимания, чем сварка электродом или сварка MIG. Объяснение поможет понять другие процессы сварки, поэтому я начну объяснять сварку TIG.
Объяснение поможет понять другие процессы сварки, поэтому я начну объяснять сварку TIG.
При сварке TIG (газовая дуговая сварка вольфрамовым электродом или GTAW) источник сварочного тока подключается к ручной горелке с вольфрамовым наконечником. Отрицательный электрод подключен к горелке. Положительный электрод подключается к свариваемой детали.
Дуга создается цепью в источнике питания, называемой устройством зажигания дуги, которая создает высокочастотный импульс высокого напряжения между вольфрамовым наконечником и заготовкой.У дуги достаточно энергии, чтобы оторвать электроны от защитного газа и создать путь для ионов, которые проводят электричество от вольфрамового наконечника к заготовке. Для сварки вольфрамовым электродом обычно используется аргон, поскольку он дешев, легко ионизируется и тяжелее воздуха, поэтому не пропускает кислород.
Когда путь иона завершен, источник питания определяет падение напряжения между электродами. Когда между электродом и заготовкой нет ионизированного пути, разница между вольфрамовым и рабочим электродами может составлять 50 В или более. После зажигания дуги напряжение между электродами упадет примерно до 10 В в зависимости от размера зазора. В этот момент источник питания включает сварочный ток. Сварка TIG выполняется с использованием источника постоянного тока.
Дуга поддерживается за счет резистивного нагрева защитного газа. Ионизированный газ действует как резистор, где тепло зависит от напряжения на зазоре и тока через него. Сильный ток через ионизированный газ рассеивает столько тепла, что газ остается достаточно горячим, чтобы оставаться плазмой и продолжать проводить.
Однако тепло распределяется по дуге неравномерно. В этой конфигурации, которую я только что описал, электроны фактически вылетают из вольфрамового наконечника и ударяются о заготовку. Это приводит к тому, что тепло фокусируется на заготовке. Если бы я поменял полярность электродов и подключил отрицательный полюс к заготовке, а положительный — к горелке, у меня был бы противоположный эффект. Я все равно получу дугу и много тепла, но тепло будет сосредоточено на наконечнике, а не на детали, которую я пытаюсь сварить. В результате наконечник плавится в шар и падает. Вольфрам используется для наконечника, так как он имеет самую высокую температуру плавления среди всех металлов. При сварке TIG вы не хотите, чтобы электрод плавился и становился частью сварного шва, но при других типах сварки, которые вы делаете.
В результате наконечник плавится в шар и падает. Вольфрам используется для наконечника, так как он имеет самую высокую температуру плавления среди всех металлов. При сварке TIG вы не хотите, чтобы электрод плавился и становился частью сварного шва, но при других типах сварки, которые вы делаете.
При сварке MIG (газовая дуговая сварка или GMAW) это именно то, что вам нужно. При сварке MIG электрод представляет собой токопроводящую проволоку, которая подается с катушки с проволокой на высокой скорости. Проволока плавится и становится частью сварного шва.Полярность меняется на противоположную: провод — положительный, а деталь — отрицательный. Вам не нужен дуговой стартер с MIG.
Когда вы нажимаете спусковой крючок горелки mig, механизм подачи проволоки начинает выталкивать проволоку. Когда проволока касается изделия, она действует как резистор и нагревается. Чем длиннее вылет провода, тем большее сопротивление он будет иметь, и это приведет к разному падению напряжения на нем.
Из-за высокого тока, протекающего через провод, он плавится и снова сгорает.Это создает небольшой зазор между изделием и проводом, где имеется достаточное напряжение для ионизации. Это создает дугу. Не вдаваясь в подробности различных процессов MIG (короткое замыкание, капельное и распыление), этот процесс по сути повторяется. Провод входит в контакт. Нагревается и тает обратно. Зажигает дугу, затем снова вступает в контакт. И т. Д.
Сварочные электроды до… | Американская ассоциация гальванизаторов
Дома » Сварочные электроды перед цинкованием
Автор Алана Фосса
Какие сварочные электроды рекомендуются для арматуры, ремонта котлов или изготовления?
Выбор подходящего сварочного материала имеет решающее значение для длительного ремонта котлов, изготовления оборудования, используемого для поддержки операций горячего цинкования (подвесные приспособления, стойки и корзины), а также перед цинкованием для уменьшения толщины покрытия на сварных швах. Расплавленный цинк очень агрессивен по отношению к стали и сварочным материалам, поэтому выбор неправильного материала может вызвать эрозию сварного шва в течение нескольких недель и привести к чрезмерному и дорогостоящему ремонту. Чтобы предотвратить быстрое разрушение или коррозию сварочного материала, необходимо использовать сварочные стержни, которые не будут быстро поглощаться цинком, а вместо этого будут корродировать с такой же скоростью, что и основной металл.
Расплавленный цинк очень агрессивен по отношению к стали и сварочным материалам, поэтому выбор неправильного материала может вызвать эрозию сварного шва в течение нескольких недель и привести к чрезмерному и дорогостоящему ремонту. Чтобы предотвратить быстрое разрушение или коррозию сварочного материала, необходимо использовать сварочные стержни, которые не будут быстро поглощаться цинком, а вместо этого будут корродировать с такой же скоростью, что и основной металл.
Двадцать пять лет назад AGA оценило коррозионную стойкость различных сварочных материалов к расплавленному цинку и составило список из шести материалов, рекомендуемых для ремонта котлов и изготовления приспособлений или стоек. К сожалению, некоторые из ранее испытанных сварочных материалов сегодня больше не производятся. Чтобы обновить существующий список, в 2017 году после консультации с Lincoln Electric был протестирован новый набор сварочных электродов (, рис. 1, ). Сфера применения была расширена за пределы стержней для электродной сварки (SMAW) и проволоки для порошковой сварки (FCAW), и теперь включает электрод для дуговой сварки под флюсом (SAW) для более быстрой наплавки.Эти материалы были погружены в котел для цинкования расплавленного цинка, и некоторые из них были удалены через 1, 3 и 6 месяцев испытаний. Обновленный список рекомендуемых сварочных материалов в Таблица 1 включает новые сварочные материалы из обновленного исследования, которые показали потерю веса, аналогичную несварному контрольному образцу или основному металлу. Как правило, было установлено, что сварочные материалы с содержанием кремния менее 0,25% имеют тенденцию хорошо работать при контакте с расплавленным цинком.
1, ). Сфера применения была расширена за пределы стержней для электродной сварки (SMAW) и проволоки для порошковой сварки (FCAW), и теперь включает электрод для дуговой сварки под флюсом (SAW) для более быстрой наплавки.Эти материалы были погружены в котел для цинкования расплавленного цинка, и некоторые из них были удалены через 1, 3 и 6 месяцев испытаний. Обновленный список рекомендуемых сварочных материалов в Таблица 1 включает новые сварочные материалы из обновленного исследования, которые показали потерю веса, аналогичную несварному контрольному образцу или основному металлу. Как правило, было установлено, что сварочные материалы с содержанием кремния менее 0,25% имеют тенденцию хорошо работать при контакте с расплавленным цинком.
ТАБЛИЦА 1: РЕКОМЕНДУЕМЫЕ СВАРОЧНЫЕ МАТЕРИАЛЫ ДЛЯ РЕМОНТА ЧАЙНИКОВ, СООТВЕТСТВИЙ, СТОЙК И КОРЗИН (ОБНОВЛЕНО в 2017 г.)
| Сварочный процесс | Электрод Lincoln для электросварки | AWS Обозначение | Кремний (% по массе) |
|---|---|---|---|
| SMAW | Jetweld 2 Jetweld 2 | 0. 22-0,26% 22-0,26% 0,10-0,18% | |
| SAW | L60-860 | F6A2-EL12 | 0,24% |
| FCAW | * NR-203 NiC + | E71T8-K2 E71T-8J E71T-8 E70T-7 | 0,06% 0,22-0,26000% 0,22-0,26% .12-013% |
| * Сварочная проволока потеряна до изготовления во время исследования; перед использованием рекомендуется использовать тестовую пластину. | |||
Таблица 1 также может использоваться для определения сварочных материалов, которые подходят для использования во время производства, когда сварка выполняется перед горячим цинкованием. Когда выбранный материал сварочного стержня является более реактивным, чем окружающая сталь, можно ожидать другого внешнего вида сварного шва, который часто становится более тусклым, грубым и толстым (, рис. 2, ).Однако последние результаты исследования сварочного стержня показывают, что содержание кремния (% Si) в сварочном материале не обязательно соответствует модели реакционной способности цинкования, показанной кривой Санделина. Хотя кривая Санделина является полезной диаграммой для определения реакционной способности стали, подлежащей горячему цинкованию, она может оказаться бесполезным показателем при попытке сопоставить реактивность сварочного материала с реакционной способностью основного металла для достижения аналогичной толщины покрытия и внешнего вида. Если вы не уверены, сварочные материалы, перечисленные в Таблице 1 , могут быть использованы для уменьшения толщины покрытия на сварных швах, что приведет к более однородному внешнему виду в целом.
2, ).Однако последние результаты исследования сварочного стержня показывают, что содержание кремния (% Si) в сварочном материале не обязательно соответствует модели реакционной способности цинкования, показанной кривой Санделина. Хотя кривая Санделина является полезной диаграммой для определения реакционной способности стали, подлежащей горячему цинкованию, она может оказаться бесполезным показателем при попытке сопоставить реактивность сварочного материала с реакционной способностью основного металла для достижения аналогичной толщины покрытия и внешнего вида. Если вы не уверены, сварочные материалы, перечисленные в Таблице 1 , могут быть использованы для уменьшения толщины покрытия на сварных швах, что приведет к более однородному внешнему виду в целом.
Для получения более подробной информации и объяснения метода испытаний и результатов см. Примечание по цинкованию, озаглавленное «Сварочные электроды, устойчивые к воздействию расплавленного цинка».
© Американская ассоциация гальванизаторов, 2021 г. Приведенный здесь материал был разработан для предоставления точной и достоверной информации о стали, оцинкованной горячим способом после изготовления. Этот материал предоставляет только общую информацию и не предназначен для замены компетентной профессиональной экспертизы и проверки на пригодность и применимость.Информация, представленная здесь, не предназначена для представления или гарантии со стороны AGA. Любой, кто использует эту информацию, принимает на себя всю ответственность, связанную с таким использованием.
Приведенный здесь материал был разработан для предоставления точной и достоверной информации о стали, оцинкованной горячим способом после изготовления. Этот материал предоставляет только общую информацию и не предназначен для замены компетентной профессиональной экспертизы и проверки на пригодность и применимость.Информация, представленная здесь, не предназначена для представления или гарантии со стороны AGA. Любой, кто использует эту информацию, принимает на себя всю ответственность, связанную с таким использованием.
Был ли этот ответ полезным? ДА | НЕТ
3 важных критерия при выборе электрода для орбитальной сварки TIG
Выбор правильных электродов при сварке TIG имеет первостепенное значение.Что касается параметров, которые необходимо учитывать при орбитальной сварке TIG, следующие три параметра помогут вам сделать правильный выбор.
На рынке доступны электроды из различных материалов:
Выбор будет производиться по типу сварочного тока: переменный или постоянный. Переменный ток (AC) в основном используется для сварки алюминия. Полярность между трубкой (массой) и электродом поочередно меняется, так что электроны бегают вперед и назад между трубкой и электродом, что приводит к разрушению слоя оксида алюминия, который вызывает сопротивление и предотвращает сплавление.
Постоянный ток (DC) — самый популярный, им оснащены все наши сварочные блоки питания. Полярность выставлена, обычно трубка (масса) заряжена положительно, а электрод — отрицательно. Электроны притягиваются трубкой и переходят от электрода к трубке. Этот процесс используется для большинства свариваемых металлов.
Некоторые машины оснащены переменным и постоянным током, поэтому они могут работать в обоих направлениях. Материал электрода будет выбран в соответствии с используемым током.
Размер электрода в первую очередь зависит от оборудования, используемого для сварки. Ручной резак будет иметь длину 100 мм или 200 мм и будет разрезаться и затачиваться по мере продвижения.
Вот некоторые размеры электродов в зависимости от наших машин:
Сварочные головки Closed (SATFX) и Microfit (SXMF): размер электрода зависит от диаметра свариваемой трубы и типа сварочной головки.
Для ручных горелок (SATM), открытых сварочных головок (SATO) и сборных аппаратов (SX): всегда 50 мм с длинным диффузором и 22 мм с коротким диффузором.
Диаметр зависит от сварочного тока.
При силе тока до 100 ампер можно сваривать диаметром 1,6 мм: все, что выше, представляет собой риск повреждения электрода и включений вольфрама в сварочной ванне, что является серьезным недостатком.
Для 80 ампер и выше вы можете использовать электрод диаметром 2,4 мм: если вы используете этот электрод на токах менее 80 ампер, дуга не будет стабильной, потому что у нее «слишком много места» и она не направляется. .
.
Дополнительную информацию см. В стандарте ISO 6848.
Стандартная длина варьируется от 100 мм до 200 мм, диаметр электродов от 0,25 мм до 10 мм (от 0,01 до 0,25 дюйма) .
AXXAIR предлагает предварительно заточенные и предварительно нарезанные электроды длиной 50 мм для открытых сварочных головок и длиной от 15 мм до 59 мм для закрытых сварочных головок. Дополнительно мы работаем с тремя разными диаметрами: 1 мм для закрытых головок Microfit (SMFX), 1.6 мм и 2,4 мм для открытых сварочных головок (SATO), закрытых головок (SATF), сборных машин (SX) и сварки труб с трубными решетками (SATP).
Диаметр электрода / грузоподъемность
Диапазон токов на диаметр электрода:
Как видите, выбор вольфрамового электрода зависит от основного материала, типа используемого тока, а также от сварочного тока.
Для получения дополнительной информации см. Стандарт NF EN 26848 или ANSI / AWS A5. 12-92.
12-92.
Критерий 3: Геометрия и состояние поверхности электродов
Иногда от закупочной цены зависит выбор вольфрамовых электродов. Это важный параметр, который иногда игнорируется, для функционирования процесса орбитальной сварки TIG, чтобы гарантировать повторяемость сварных швов.
Пользователи автоматизированных систем TIG обычно используют:
— Электроды заострены в направлении оси: канавки должны быть продольными, чтобы избежать подвижности дуги и потенциального отрыва частиц вольфрама.В идеале заточка будет производиться параллельно продольной оси электрода. Шлифовка также должна привести к хорошей чистоте поверхности с максимальной шероховатостью RA 0,8.
— Очищенные электроды помогают избежать загрязнения поверхности. Согласно стандарту ISO 6848 : «Поверхность электродов не должна иметь загрязнений, нежелательных покрытий, инородных тел, сколов, трещин, отслаивания и других дефектов. На корпусе электрода не должно быть включений инородных тел или любых других дефектов, которые могут отрицательно повлияет на использование электрода «.Если электрод окислился (потемнел или приобрел голубоватый цвет), надлежащая сварка больше не гарантируется. В этом случае говорят, что он загрязнен, и в этом случае он может загрязнить сварочную ванну. Он загрязняется, например, если сварка начата без газа или с нечистым газом, если выступ сварочной ванны прилипает или если к ней прикасались во время сварки. В таком случае ничего не остается, кроме как менять электрод, затачивать его было бы бесполезно.
На корпусе электрода не должно быть включений инородных тел или любых других дефектов, которые могут отрицательно повлияет на использование электрода «.Если электрод окислился (потемнел или приобрел голубоватый цвет), надлежащая сварка больше не гарантируется. В этом случае говорят, что он загрязнен, и в этом случае он может загрязнить сварочную ванну. Он загрязняется, например, если сварка начата без газа или с нечистым газом, если выступ сварочной ванны прилипает или если к ней прикасались во время сварки. В таком случае ничего не остается, кроме как менять электрод, затачивать его было бы бесполезно.
>> типы электродов, используемых при орбитальной сварке TIG
Эти тщательно разработанные условия обеспечат лучшую проводимость между электродом и электродными клещами и лучшую передачу электрической дуги.
Хотите узнать больше о технологиях орбитальной сварки и о том, как с надеть электрод?
Не раздумывайте, скачайте наш справочник
 Маленький
размеры
хорошо
подходит
за
сварка
тонкий
материалы
куда
слабый нагрев
ввод
требуется.
Особенно
полезный
за
сварка
куда
бедные
снаряжать
(широкий
пробелы)
условия
существовать.
Маленький
размеры
хорошо
подходит
за
сварка
тонкий
материалы
куда
слабый нагрев
ввод
требуется.
Особенно
полезный
за
сварка
куда
бедные
снаряжать
(широкий
пробелы)
условия
существовать.
 электрод со стабильными характеристиками дуги и глубоким проплавлением. Использовать на
Сварочный ток переменного или постоянного тока с обратной полярностью.Быстрое замораживание или быстрое
затвердевание металла шва облегчает сварку в вертикальном или
верхние позиции.
электрод со стабильными характеристиками дуги и глубоким проплавлением. Использовать на
Сварочный ток переменного или постоянного тока с обратной полярностью.Быстрое замораживание или быстрое
затвердевание металла шва облегчает сварку в вертикальном или
верхние позиции.  Этот
электрод обеспечивает хорошую стабильность дуги, низкий уровень разбрызгивания и средний
к низкому проникновению. Может использоваться на переменном или постоянном токе (прямом или обратном
полярность).
Этот
электрод обеспечивает хорошую стабильность дуги, низкий уровень разбрызгивания и средний
к низкому проникновению. Может использоваться на переменном или постоянном токе (прямом или обратном
полярность).  18″>
21,70
18″>
21,70 Предел прочности при растяжении 70 000 фунтов на квадратный дюйм) сварки
требования.
Предел прочности при растяжении 70 000 фунтов на квадратный дюйм) сварки
требования. 


 Первый действительно AC-DC высокосплавный сплав с минеральным покрытием, который может
использоваться кем угодно, независимо от предыдущего опыта сварки. Начальство
сочетание прочности на разрыв и удлинения вместе с дугой, поэтому
ионизированный, вы не можете его замкнуть.
Первый действительно AC-DC высокосплавный сплав с минеральным покрытием, который может
использоваться кем угодно, независимо от предыдущего опыта сварки. Начальство
сочетание прочности на разрыв и удлинения вместе с дугой, поэтому
ионизированный, вы не можете его замкнуть.  На постоянном токе используйте обратную или прямую полярность.
На постоянном токе используйте обратную или прямую полярность. 
 Покрытие с компьютерным управлением обеспечивает сварные швы, которые представляют собой
оптимальное соотношение между прочностью на разрыв и обрабатываемостью.
Покрытие с компьютерным управлением обеспечивает сварные швы, которые представляют собой
оптимальное соотношение между прочностью на разрыв и обрабатываемостью. 