Как варить угольными электродами — Сварка Профи
Сварка угольным электродом
Угольные электроды для сварки применяются реже, чем аналоговые со стальным плавящимся стержнем. Но они в некоторых ситуациях просто незаменимы.
К тому же с помощью угольного электрода можно проводить большой спектр работ: сварка, резка, плавка. Плюс им обрабатываются практически все виды современных металлов, от тугоплавких и тяжелых, до легких и пористых.
Но вначале необходимо разобраться, что собой представляет угольный электрод.
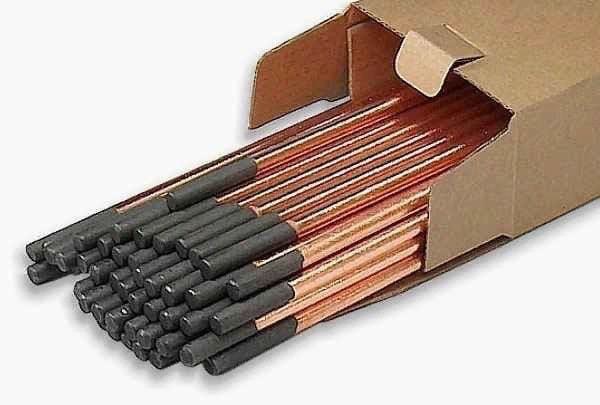
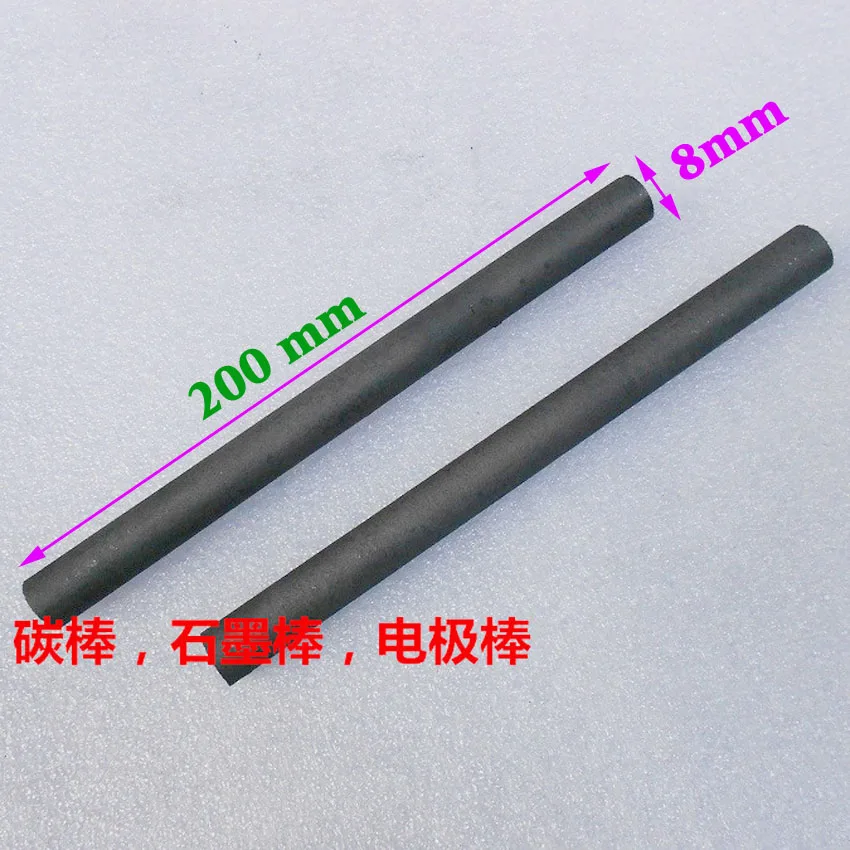
Это стержень, в основе которого лежит уголь (кокс), плюс несколько добавок: в качестве связующего применяется смола, в качестве упрочняющего элемента металлический порошок. Размеры угольного электрода варьируются по диаметру от 1,5 до 25 мм, по длине от 25 до 300 мм.
Обратите внимание
Процесс производства очень прост: изготовление смеси компонентов, формовка и сушка. Может возникнуть вопрос, почему такой большой разброс длины.
К примеру, если свариваемые детали расположены в неудобном месте, то применение длинного стержня решает возникшую проблему.
Содержание
- 1 Виды угольных электродов
- 2 Режим сварки
- 3 Особенности сварки
Виды угольных электродов
Сегодня производители предлагают пять видов, которые отличаются друг от друга формой сечения.
- Круглые. Применение неограниченно. Диаметр стержня – 3,2-19 мм.
- Круглые бесконечные. Свое название получили за самый малый расход, то есть, это самые экономичные сварочные электроды этой категории. Диаметр – 8-25 мм. Обычно для проведения сварки применяется специальная машинка.
- Плоские. Сечение стержней прямоугольное (иногда квадратное) размером 8-25 мм. В основном используются для заделки дефектов на поверхностях стальных отливок.
- Полукруглые. Сечение – 10-19 мм. На сегодняшний день это самые востребованные электроды, с помощью которых можно решить любые проблемы, связанные с резкой металлических заготовок.
 При сварке шов получается необходимой формы. При формировании кромок им равных нет.
При сварке шов получается необходимой формы. При формировании кромок им равных нет. - Полые. Редко используются. Отличительная черта – с их помощью можно сформировать U-образную канавку. Диаметр стержня: 5-13 мм.
 При сварке шов получается необходимой формы. При формировании кромок им равных нет.
При сварке шов получается необходимой формы. При формировании кромок им равных нет.Чтобы увеличить прочностные характеристики расходников, в технологии их производства стал использоваться метод напыления на электроды медного порошка. Второй метод – электролитический.
Это, когда в ванну с электролитов помещают и сам стержень, и медный порошок. Здесь под действием электрического поля медь оседает на плоскости расходника. То есть, получился подвид, который называется – электроды угольные омедненные.
По типу разделения он точно такой же, как и обычные угольные электроды.
Режим сварки
 То есть, минус присоединяется к электроду, плюс к металлической заготовке.
То есть, минус присоединяется к электроду, плюс к металлической заготовке.Получается так, что для сварки металлов с помощью угольного электрода потребуется присадочный элемент. Правда, не всегда. К примеру, по отбортовке тонких металлических заготовок или при некоторых вариантах сварки угловых стыков.
Это и выгоднее, и удобнее.
Необходимо добавить, что производительность сварочных работ при соединении листов толщиною 1-3 мм с использованием угольных электродов без применения присадочного материала в разы выше, чем при сварке обычными неугольными электродами.
Но тут есть один момент. При сварке две заготовки соединяются между собой путем расплавления самого металла. И такой шов очень прочным назвать нельзя. Поэтому данный вид сваривания лучше всего использовать для сборки неответственных конструкций.
Существует достаточно большая линейка присадочных материалов, которая применяется в этом виде сварки. Все будет зависеть от марки свариваемого металла. К примеру, для сварки меди лучше всего использовать бронзовый присадочный материал.
К примеру, для сварки меди лучше всего использовать бронзовый присадочный материал.
Очень важен и показатель сечения присадочной проволоки или пластины. Если оно будет большое, то есть вероятность, что сварочный шов будет не проварен, при небольшом сечении может произойти пережог. Поэтому выбор сечение производится в соответствии с толщиною соединяемых заготовок. Вот некоторые соотношения:
| Толщина свариваемых заготовок, мм | Диаметр присадочного прутка, мм |
| 1,5 | 1,5 |
| 2 | |
| 2,5-4 | 3 |
| 4-8 | 5 |
| 8-15 | 8 |
| Больше 15 | 10 |
Конечно, качество шва будет зависеть от того, какой силой тока производится сварка угольным стержнем. Зависимость в нижней таблице.
| Толщина свариваемых заготовок, мм | Сварочный ток, А |
| 2 | 160-200 |
| 3 | 210-260 |
| 4 | 240-280 |
| 5 | 260-300 |
| 6 | 300-350 |
| 7 | 300-360 |
Сварочный режим также зависит и от диаметра используемого электрода. Зависимость в таблице ниже.
Зависимость в таблице ниже.
| Толщина свариваемых заготовок, мм | Диаметр угольного электрода, мм |
| 2-5 | 15 |
| 5-10 | 18 |
| 10-15 | 25 |
Особенности сварки
Существует два вида сварки.
- Правый. Это когда электрод перемещается слева направо, а присадка за ним следом.
- Левый. Стержень движется справа налево, а присадка перед ним.
Самое удивительное, что правая сварка угольным стержнем эффективнее в плане использования тепловой энергии в зоне сварки. При этом удобнее варить детали большой толщины. Да и скорость процесса больше на 20-25%. Но на практике чаще всего применяется именно левая технология.
И другие особенности.
- Электрическая дуга очень чувствительна к различным внешним воздействиям: к ветру, к потокам разных газов, к магнитному влиянию и так далее.
- КПД этого вида сварки ниже, чем у процессов, где используются металлические плавящиеся электроды.
- Плавку угольными стержнями провести невозможно, потому что температура плавления и температура их кипения практически одинаковы: Тпл=3800С, Ткип=4200С.

Использование угольных электродов для сварки медных проводов – один из основных вариантов применения. Особенно ими производится соединение электрических медных шин в трансформаторных подстанциях.
Как показала практика, другие способы малоэффективны. В домашних же мастерских угольные электроды используются в основном для резки металлов. То есть, это происходит чаще, чем сваривание.
Все дело в условии и возможностях мастерской.
Поделись с друзьями
1
1
Источник: https://svarkalegko.com/materials/ugolnyj-elektrod.html
Сварка и строжка угольным электродом
Время чтения: ≈5 минут
Сварка угольными электродами — редко применяющаяся технология. Все дело в узкой сфере применения. Угольный электрод не плавится во время сварки, поэтому его можно использовать только при работе с цветными металлами или чугуном. Но это не значит, что угольные электроды не нужно рассматривать.
Все дело в узкой сфере применения. Угольный электрод не плавится во время сварки, поэтому его можно использовать только при работе с цветными металлами или чугуном. Но это не значит, что угольные электроды не нужно рассматривать.
Ведь с их помощью можно выполнить строжку. Строжка — это метод разрезания металлов, когда резка осуществляется не на всей глубине детали. В этой статье мы напомним вам, как варить металл угольным электродом и расскажем, как с его помощью выполнить строжку.
Сварка угольным электродом
Как мы уже писали выше, сварка угольным стержнем применяется редко. Но она хорошо зарекомендовала себя при работе с цветными металлами, низкоуглеродистой сталью и чугуном толщиной до 3 миллиметров. Также угольные электроды иногда используются для пайки медных проводов.
Учитывайте, что угольный электрод является неплавящимся. Т.е., во время сварки он сам не плавится и не смешивается с основным металлом. У него есть медное покрытие, которое лишь немного испаряется в процессе работы. Поэтому сам стержень практически не меняется в размерах. Ведь расход очень незначительный.
Поэтому сам стержень практически не меняется в размерах. Ведь расход очень незначительный.
За счет чего образуется шов? За счет самого металла, с которым вы работаете. Кромки плавятся под воздействием дуги и заполняют стык между двумя деталями. Иногда можно использовать присадочную проволоку, если зазор слишком большой.
Технология
Подготовьте металл к сварке. Зачистите все поверхности, при необходимости отшлифуйте. Затем настройте силу тока. Сила тока зависит от диметра электрода. Для электрода диаметром 4 миллиметра оптимальная сила тока — 150-200А. Увеличивайте силу тока, если используете электроды большего диаметра.
Также рекомендуем установить прямой ток и прямую полярность. Так дуга будет гореть стабильнее, а электрод будет расходоваться еще экономнее.
Чтобы улучшить качество шва и стабилизировать дугу можно использовать флюсы. Как пастообразные, так и порошковые. В их составе должны быть ионизирующиеся вещества.
Нанесите флюс на кромки и равномерно распределите.
Важно
Вставьте электрод в держак и зажгите дугу. Это можно сделать, постучав стержнем о кромки. Затем сформируйте сварочную ванну. Видимая часть электрода должна составлять не более 7 сантиметров. Ведите дугу равномерно, следите за плавлением металла и формированием шва.
Возможна ли сварка угольным электродом в домашних условиях? В целом, да. Но у вас не получится использовать самодельный аппарат для сварки. Ведь сварочник для работы с угольными электродами должен обладать большим диапазоном настройки тока. А самодельные аппараты зачастую имеют более простой функционал.
Строжка угольным электродом
Строжка с применением угольного электрода (она же воздушно-дуговая строжка) — метод резки металла, суть которого заключается в применении сжатого воздуха. Электрическая дуга плавит металл, а струя сжатого воздуха, направленная в сварочную зону, выдувает его. Так образуется рез.
Строжка угольным электродомможет применяться для реза любых металлов. Но зачастую такую технологию применяют для резки нержавейки, чугуна, никеля, алюминия и меди.
Технология
Далее мы расскажем о технологии выполнения воздушно-дуговой резки. Вы можете попробовать выполнить такую резку в домашних условиях. Но не забывайте соблюдать технику безопасности.
Итак, перед началом работ проверьте сварочное оборудование, убедитесь в его исправности. Не забывайте о подготовке металла. Зачистите поверхность, на ней не должно быть грязи или следов масла. Затем настройте режим сварки, а именно силу тока.
Не устанавливайте слишком большую силу тока, поскольку медное покрытие электрода быстро испарится, и вы не сможете равномерно расплавить металл.
Также подготовьте баллон со сжатых воздухом. Настройте его давление. Мы рекомендуем давление в 4-6 бар. Вставьте угольный стержень в держак.
Его выступающая часть должна составлять не менее 10 сантиметров. Затем откройте подачу сжатого воздуха и зажгите дугу. Это можно сделать методом постукивания электродом о поверхность металла. Как только вы зажжете дугу и сформируете сварочную ванну, направьте сжатый воздух в зону сварки.
Следите, чтобы плавление металла и его выдувание было равномерным.
Вместо заключения
Строжка угольным электродом или сварка с его помощью — дело непростое и редко применимое, но все же заслуживающее внимания.
Вероятно, вы не будете использовать эту технологию повсеместно, но обучившись сможете лучше выполнять всю остальную работу. Ведь при сварке или строжке угольным электродом необходимо учитывать множество нюансов.
Так что эти знания могут пригодиться вам и при выполнении любых других сварочных работ.
Источник: https://svarkaed.ru/svarka/vidy-i-sposoby-svarki/svarka-i-strozhka-ugolnym-elektrodom.html
Угольный электрод для чего используется, применение для пайки медных проводов и тонкого металла
Угольный электрод – вещь сугубо специализированная. Он не может похвастаться повсеместной популярностью и востребованностью среди мастеров сварочного дела, как, например, электроды с металлическими стержнями.
 youtube.com/embed/H90wVcc7ZDE?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/H90wVcc7ZDE?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Но в некоторых случаях без угольного расходника не обойтись. Давайте разбираться, в чем его фишки, как он устроен, и для чего применяется угольный электрод.
Внутреннее устройство угольного электрода
Это расходники чаще с круглым сечением, диаметр которого может быть самым разным – от 5-ти до 25 мм. Длина угольников также разнообразна: от 25-ти до 300 мм. Виды с самой большой длиной используются для сварки в труднодоступных местах.
По форме они выпускаются в нескольких вариантах: с круглым, полукруглым, прямоугольной и полой формой сечения. Чаще применяются круглые и полукруглые расходники – с ними сварочный шов отвечает всем требованиям технических стандартов.
У прямоугольных стержней свои задачи: они отлично справляются с ремонтом самого разного рода дефектов стальных поверхностей. Что касается полых расходников, то их фишка – способность формировать в месте сварочного шва канавку в виде буквы U.
Что касается полых расходников, то их фишка – способность формировать в месте сварочного шва канавку в виде буквы U.
Совет
Технология производства включает в себя отдельные этапы. Сначала формируется смесь, затем из нее формируются стержни. Третьим самым важным технологическим этапом является специальная термическая обработка вновь сформированных стержней. Именно от термического этапа производства зависит качество расходников.
Технологическая схема производства угольных электродов.
Иногда путают две разновидности специализированных стержней: угольные и графитовые электроды. Путать их не нужно, это разные расходники как по своему составу, так и по сфере применения.
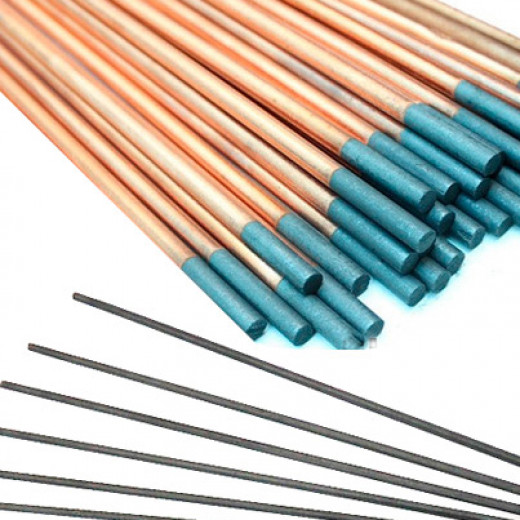
Есть еще один вид угольных электродов – так называемые омедненные. Это стержни, покрытые медным напылением. Это делает их более прочными при сохранении всех остальных характеристик в том же виде.
Где применяются?
Главная отличительная особенность угольных расходников – их универсальность. Область применения – разнообразнейшая: от резки металлов до наплавки и сварки. Заготовки могут быть какой угодно формы, сортамент соединяемых деталей намного шире, чем у электродов с металлическими стержнями.
Область применения – разнообразнейшая: от резки металлов до наплавки и сварки. Заготовки могут быть какой угодно формы, сортамент соединяемых деталей намного шире, чем у электродов с металлическими стержнями.
Природа металлов также допускается практически любая:
Сталь
Могут быть сплавы любого направления: нержавеющая сталь, сплавы с низким содержанием углерода, низколегированные или высоколегированнее марки и т.д.
Чугун и бронза
Вполне по силам угольному электроду. Здесь есть технический нюанс: его конец нужно заточить под углом 65°.
Цветные металлы
Здесь тоже нужна заточка кончика расходника, угол в данном случае 30°. Понимающие и опытные сварщики предпочитают для сварки капризных цветных металлов угольные модели, а не традиционную пайку. Делается это из-за более высокого качества соединения – его прочности прежде всего.
Дополнительным преимуществом является экономия времени: сварка угольным электродом требует намного меньше, чем на манипуляции паяльником и припоем с кислотой.
Угольный электрод чаще применятся в промышленных сварочных работах на автоматическом оборудовании. Особенность – редкое подключение переменного тока. Дело в том, что дуга в данном случае весьма неустойчива, причем ее трудно нивелировать.
Частичная стабилизация дуги может быть достигнута разве что флюсовыми пастами, нанесёнными вдоль линии шва или реза.
Главный источник питания – постоянный ток с подключением прямой полярности, когда плюсовой полюс приходится на заготовке, а минусовой – на угольном стержне. Сила тока нужна не бог весть какая, чтобы сформировать дугу длиной, к примеру, в пять сантиметров, вполне хватит 5 А.
Сварка с помощью угольного электрода.
Если же полярность подключена неправильно – по обратному типу, электрод сразу же целиком перегреется – по всей длине, в результате чего угольная масса выгорает и снижается качество сварочного процесса.
Значительным преимуществом угольных расходников – отсутствие весьма неприятного явления в сварке – прилипания стержня к свариваемой поверхности заготовки. Это происходит благодаря низкой скорости выгорания массы расходника.
Это происходит благодаря низкой скорости выгорания массы расходника.
Прилипание не происходит даже при нарушениях технологии сварки, что при других методах мгновенно приводит к этой беде. Поэтому угольные электроды являются любимым методом в начальных стадиях обучения сварочному делу.
Научившись работе с данными электродами, можно приступить к методам сварки посложнее, чтобы освоить навыки избегания прилипания электродов.
Как варить угольными электродами: особенности
Прежде всего нужно знать и помнить, что они относятся к неплавким расходникам. Это означает, что по ходу процесса они выполняют роль лишь электрического проводника, но не принимают участия в формировании сварочной ванны в отличие от своих металлических собратьев.
Здесь уже упоминалось, что при данном способе можно использовать лишь постоянный ток прямой полярности без каких-либо вариантов.
Варка проходит с помощью присадочных материалов двумя способами:
- справа налево, где в общем расположении деталей впереди всегда находится присадка;
- слева направо с присадкой, которая идет по след электрода.
Если вид работы специальный и, к примеру, заключается в отбортовке металлических заготовок с тонкими краями, угольники можно использовать без присадки. В таком случае производительность сварки станет значительно выше. При одном, правда, условии: толщина соединяемых листов не должны превышать 3-х мм.
Угольные электроды в домашних мастерских
Схема сварки медной проволоки.
Для работы с ними кустарным образом вполне подойдет традиционный электродуговой сварочный аппарат. Одна из преимущественных сторон – очень скромная сила тока для создания электрической дуги благодаря низкой теплопроводности: вполне хватает 3 – 5 А.
Электрическая угольная дуга может быть протянута на длину до 50-ти мм, ее очень легко и комфортно вести вдоль будущего шва из-за медленного испарения электрода во время сварки и отсутствия эффекта прилипания.
Учиться сварке с угольными электродами на примерах соединения проводов, металлических заготовок с тонкими краями и т.д. – чудесная возможность освоить все навыки быстро и эффективно.
Важный совет: заниматься этим видом сварки нужно только в закрытых помещениях. Дело в том, что дуга в таких технологиях может потухнуть при малейшем дуновении ветра, не говоря уж о газовых потоках, магнитных полях и других факторах внешней среды.
Обратите внимание
Лучше всего заточить электрод с обоих концов: в этом случае не нужно будет тратить лишнего времени не перестановку расходника в держателе. Кроме того, снизится риск перегрева расходника при сварке.
А с заточенными концами держатель может разворачиваться на 180° при перегреве одного конца, чтобы продолжать работу другим концом. Это позволит в том числе сэкономить на расходных материалах.
В качестве присадочных материалов самым лучшим вариантом являются прутки из бронзового сплава. Они бывают с разными диаметрами, которые нужно подбирать, исходя из толщины соединяемых металлических заготовок, которая используется в расчетах по специальной формуле.
Еще одним видом работ, в которых используются угольники, является резка металлов.
Сварка угольными электродами алюминия
Алюминий и его сплавы – одни из самых сложных и капризных металлов для сварочных работ. Угольникам алюминий по силам.
У данного металла низкая плотность в сочетании с высокой теплопроводностью и стойкостью к коррозийным явлениям. Плавится алюминий при низкий температурах – всего 660°С. Трудностью является его интенсивное взаимодействие с кислородом, в результате чего заготовки покрываются оксидной пленкой в виде окиси алюминия.
Если к «оксидной» проблеме добавить высокий риск образования пор и трещин в сварочном шве, то сложится полный комплект «алюминиевых» сварочных проблем. Угольные расходники могут справиться с этим комплектом неприятностей.
Именно поэтому данные электроды имеют широкое применение в специализированных цехах электролиза для сварки алюминиевых шин. Чаще применяют швы встык на подкладке из графита.
Что же касается неприятности в виде оксидной пленки, то с ней без проблем справляются флюсовые смеси, которые добавляются прямо на кромки сварочного шва. Флюс в данном случае – однородная мелкодисперсная смесь.
Источник: https://tutsvarka.ru/vidy/ugolnyj-elektrod
Сварка угольным электродом в домашних условиях
Главная » Статьи » Сварка угольным электродом в домашних условиях
Канал «Николай Чернак» рассказал об интересной самоделке: аппарат для нагрева, пайки и сварки угольным стержнем.
На видео показано, как он устроен, он будет разобран и наглядно представлен, также процесс сварки в домашних условиях. Мастер расскажет, как его делал и несколько его возможностей.
Температура плавления для угольных электродов 3800 °С и кипения 4200 °С, в связи с этим трудно заметить процесс плавления, а наблюдается медленное испарение.
Многое для сварки в этом китайском магазине. Кэшбэк (возврат с покупок): до 90%.
Важно
Таким аппаратом можно разогревать мелкие детали, железные, из меди, латуни и других материалов, проводящих ток. Можно закаливать мелкие инструменты: отвертки, зубила. Напаивать мелкие резцы, пластины. Паять можно свинцом, латунью. И осуществлять сварку медные скрутки. В случае, если на аккумуляторе сгорит плюсовая или минусовая клемма, удастся полностью восстановить стержнем клемму.
Можно закаливать мелкие инструменты: отвертки, зубила. Напаивать мелкие резцы, пластины. Паять можно свинцом, латунью. И осуществлять сварку медные скрутки. В случае, если на аккумуляторе сгорит плюсовая или минусовая клемма, удастся полностью восстановить стержнем клемму.
Ну а сейчас посмотрим устройство. За основу этого аппарата взят трансформатор от микроволновки. Первичная обмотка на 220 В, она обычно в микроволновке, не выводит из строя, поэтому оставлена родная. Вторичная высоковольтная обмотка на 2000 В была удалена. Не стал вырубать, просто в местах сварки разрезал, разобрал сердечник, удалил вторичную обмотку.
На шаблоне, то есть на деревяшке, намотал вторичку, намотал 8 В. Рекомендуется от 6 В до 9 В. Шина медь 4×5 мм, витки не подсчитывались, сечение 20 квадратных миллиметров (допустимо в 2 раза меньше, и мотать через окна алюминием). Позднее замерим напряжение на вторичной обмотке.
Замотал тряпочной изолентой, предварительно лаком. Назад сжал в тисках, и с одной только стороны, проварил на зад полуавтоматом. Нельзя варить внутри, потому, что если проварится с двух сторон, трансформатор будет греться, т.к. получится короткозамкнутый ток. По трансформатору все.
Нельзя варить внутри, потому, что если проварится с двух сторон, трансформатор будет греться, т.к. получится короткозамкнутый ток. По трансформатору все.
Корпус подобрал готовый. Делал в домашних условиях одну единственную крышку охлаждения. Поставил переключатель. Провода не длинные, где-то метра 2. Подставка взята готовая с предохранителя высоковольтных линий.
В этом аппарате необходимы два держателя. Первый – угольного стержня. Второй – массы. В данном случае с зажимом. Сейчас разберем, и отдельно, по каждому, немного поговорим.
Провода взяты медные, резиновые, на конце залужены свинцовым припоем. Диаметр 4 мм.
Держатель массы. Выточена деревянная колодка. Просверлены диаметром 6 мм сквозные отверстия.
Далее с 5 минуты на видео.
Далее восстановление клемм батареи с помощью данного станка для сварки угольным электродом.
С аргоном тут.
izobreteniya.net
Сварка нержавеющей стали угольным или графитовым электродом
Сварка угольным электродом выполняется дугой прямого воздействия, то есть дуга проходит между свариваемым металлом и электродом. Сварка угольными электродами сопровождается, как правило, испарением самого электрода.
Сам процесс сваривания происходит постоянным током при прямой полярности. Вследствие того, что температура кипения и плавления электродов из угля имеет разницу примерно в 400 градусов.
При сварке угольными электродами процесс ведется без присадочного материала. Иногда он может проводиться и с присадочным материалом.
Совет
Также сварку Вы можете проводить сваривание, предварительно уложив присадочный материал в разделку кромок. Сваривание без присадочного материала заключается в том, что происходит оплавление дугой кромок деталей будущего изделия.
Сварку металлов с использованием подачи присадочного материала можно выполнять правым и левым способом.

Сварочный ток подбирают на основании толщины и вида покрытия электродов. Также в этом случае важно брать во внимание толщину свариваемых листов или деталей. В наше время сваривание графитовыми электродами достаточно распространено, однако многие профессиональные сварщики решают использовать другие электроды для сварки нержавеющей стали.
Все-таки многие используют угольные или графитовые электроды и с их помощью без проблем исправляют дефекты литья материала или готового изделия. Такую особенность многие профессиональные сварщики оценивают по достоинству, ведь не каждым видом электродов можно без проблем исправить дефекты литья или механические повреждения.
Если сварка нержавейки происходит внахлест, то качество сварки только поднимается. Многие профессиональные сварщики сваривают нержавейку стык в стык. Они это делают из эстетических соображений или по желанию заказчика.
Никто не должен осуждать кого-то, если тот человек сваривает металла тем или иным способом. Разумеется, для более высокого качества и прочности сварного шва нужно сваривать внахлест.
Разумеется, для более высокого качества и прочности сварного шва нужно сваривать внахлест.
Однако если Вы профессиональный сварщик, то Вам уже можно производить сваривание стык в стык, потому что только профессионал может качественно сварить при таком сложном стыке деталей изделия.
Нержавеющая сталь очень востребована, поэтому если Вы хотите превратиться из новичка-сварщика в профессионала, Вам нужно обязательно научиться варить нержавейку. Без такого полезного умения Ваши услуги будут не сильно востребованы, ведь нержавейка применяется во многих отраслях производства.
Обратите внимание
Для более комфортного обучения Вам нужно сразу купить качественные электроды, которые будут обеспечивать высокую скорость работы и долговечность изделия.
Для того чтобы купить по выгодным ценам электроды Вам нужно перейти на страницу нашего сайта «Контакты».
Там Вы увидите ссылки на сайты заводов изготовителей наших партнеров, которые известны высоким качеством продукции и самыми выгодными ценами в России.

elektrod-3g.ru
В чем заключается сварочный процесс угольным электродом?
Сварка угольным электродом представляет некую сложность в процессе соединения двух деталей из-за чугунного состава.
Частой причиной неравномерного шва является большое содержание углерода, который формирует качество данного материала.
Чтобы избежать некачественной работы, следует на начальном этапе грамотно подобрать марку электродов и определиться с мощным режимом сварочного инвертора.
Свойства сварки чугунных изделий
Чугун обладает высокими литейными свойствами и является широко применимым материалом в сфере отопительной системы.
Сваривание угольным электродом чугуна на первых порах может показаться сложным процессом, так как помимо положительных качеств чугун имеет склонность к деформациям, коррозиям и низкой прочности.
Чугунные трубы тонкого металла или другие изделия тонкого зернистого металла, обладающие серым цветом, поддаются спайке легче и быстрей, по сравнению с чугунными изделиями более темного цвета или крупнозернистого тонкого металла.
Сварочному процессу в домашних условиях не может подвергаться чугун, который в целях защиты от коррозий был подвержен промасливанию или химической обработке.
По химическим и физическим качествам чугуна его можно отнести к сплаву, который обладает ограниченными сварочными свойствами из-за тонкого металла. Учитывая данный фактор, сварка угольным электродом чугунных изделий дома потребует выполнения таких правил:
При разогреве чугуна до определенной температуры он преобразуется в жидкое текучее состояние, поэтому его спайка совершается в горизонтальном положении.
В процессе испарения углерода в зоне сварочного соединения проявляются поры.
Обладая низкой прочностью под давлением газа, металл склонен к внутренней диффузии, что со временем приводит к трещинам.
При нагреве чугуна он способен к окислению с дальнейшим преобразованием с тугоплавкими окисями, температура плавки которых превышает плавку чугуна.
Главной сложностью в процессе сварки считается возникновение холодных трещин, что может произойти при электро или дуговой сварке. Выбрав соответствующий рабочий режим инвертора, можно избежать трудностей при работе.

Технологические нормы сварочного процесса
К технологическим нормам, которые действуют целенаправленно на устранение трещин, относятся:
Контроль над перегревом чугуна в процессе сварки, что обуславливает применение электродов тонкого металла, сварочное действие низким импульсом или с интервалом.
Снижение мощности подачи, возникшей в процессе усадки шва или наплавке, получаемой при проковке расплавленного состояния с уменьшением объема верхней наплавки чугуна.
Способность поддержки максимального количества жидкого металла с одновременным препятствием вытечки его за ванну. При больших объемах жидкого материала стоит воспользоваться графитовыми ваннами.
Если действовать без нагрева тонкого чугунного полотна, качество итогового шва будет розниться от первичного.
Это стоит учесть в период эксплуатации заготовок.
 Это стоит учесть в период эксплуатации заготовок.
Это стоит учесть в период эксплуатации заготовок.Подготовка к работе
На первоначальном этапе всегда требуется предварительная подготовка соединяемых изделий с обработкой торцевых краев.Края деталей нужно заострить наточенным зубилом или с помощью наждака. В период проведения обработки стоит придерживаться таких правил:
Сварка плавящимся электродом должна проводиться строго по краям свариваемых частей.
На дефектные участки рекомендуется напаивать заплатку, как на пробоины. При сварочном ремонте в домашних условиях пробоину по краям стоит заточить и убрать все заусеницы на детали.
Далее из металлического плотного листа вырезают квадрат с размерами, покрывающими деформацию.
Для снижения мощности давления, которое возникает на поверхности тонкого металла в период сварочного воздействия в домашних условиях, необходимо квадрат из стали обработать под углом 30 градусов, чтобы при накладке сваривание было в
Режимы сварки для графитовых электродов
Факел угольной дуги постоянного тока под действием магнитных сил и потока воздуха отклоняется, затрудняя ведение процесса сварки. С целью получения устойчивой дуги применяют катушку, состоящую из 6—10 витков. Катушку изготовляют обычно из меди. Один конец катушки зажимается в электрододержатель, в другой конец вставляется и закрепляется электрод (фиг. 67). Более совершенный электрододержатель показан на фиг. 67, б. У него катушка изготовляется из медной трубки, через которую проходит вода.
С целью получения устойчивой дуги применяют катушку, состоящую из 6—10 витков. Катушку изготовляют обычно из меди. Один конец катушки зажимается в электрододержатель, в другой конец вставляется и закрепляется электрод (фиг. 67). Более совершенный электрододержатель показан на фиг. 67, б. У него катушка изготовляется из медной трубки, через которую проходит вода.
Угольным электродом без присадочного металла осуществляют сварку материала толщиной 1—3 мм (фиг. 68, а). При сварке металла большей толщины в шов предварительно укладывается присадочный металл в виде круглого прутка или полоски, который, расплавляясь вместе с основным металлом, образует шов (фиг. 68, б).
Материал толщиной 0,3—1 мм сваривается следующим способом. Присадочный пруток с ионизирующим покрытием подается левой рукой сварщика под углом 20—30° к месту сварки. Дуга направляется на конец прутка и, расплавляя его, дает плотный, ровный шов, без прожогов. Дуга при этом горит достаточно устойчиво, чему способствует ионизирующее покрытие. Схема сварки тонколистового металла показана на фиг. 69.
Схема сварки тонколистового металла показана на фиг. 69.
Табл. 59.Режимы сварки для графитовых электродов
При сварке угольным электродом сила сварочного тока подбирается в зависимости от диаметра электрода и толщины свариваемого материала. В табл. 59 даны режимы сварки для графитовых электродов. Величина силы тока при сварке различи ных видов соединений отличается незначительно и легко коррек- » тируется.
Для сварки предпочтительно применять не угольные, а графитовые электроды. Графитовые электроды имеют хорошую электропроводность и более стойки против сгорания на воздухе.
Конец электрода должен быть заточен под углом 60—70°. В целях уменьшения нагрева электрод выставляется на небольшую, удобную для работы длину.
Угольный электрод применяют для резки металла, разделки металла в шихту, отрезки прибылей и литников, а также для воздушно-электродуговой резки.
Методика сварки нержавеющей стали графитовыми или угольными электродами
- Меню
- Каталог товаров
- Назад
- Каталог товаров
- Отопительное оборудование
- Электростанции
- Назад
- Электростанции
- Бензиновые генераторы
- Дизельные генераторы
- Сварочные генераторы
- Газовые генераторы
| Ориенткарбонграфит
Графитовый электрод — это не что иное, как острый графитовый стержень, взятый из сваи, к которому прилагается опорный проводник тока, медная трубка и на разумном расстоянии пластиковая ручка, трубка из ПВХ. Ручка должна располагаться достаточно далеко, чтобы не нагреться настолько, чтобы смягчить ее. В любом случае ясно, что ПВХ — худший пластик, который можно использовать для этого, но он был там.
Ручка должна располагаться достаточно далеко, чтобы не нагреться настолько, чтобы смягчить ее. В любом случае ясно, что ПВХ — худший пластик, который можно использовать для этого, но он был там.
Это сварочный аппарат для листового металла практически любого металла.Он не требует ввода материала и практически не допускает его, если только это не очень тонкие стержни. Речь идет не об электродуговой сварке. Что плавит металл, так это графитовый наконечник, который вскоре становится ярко-белым. Током нагревается графит, а не металл Графитовый электрод , потому что первый имеет гораздо большее сопротивление и рассеивает большую часть мощности. Очень важно, чтобы графитовый наконечник был острым по двум причинам:
Чем мельче точка контакта между материалом и наконечником, тем больше сопротивление току и больше достигаемая температура.Если он слишком толстый, тепло легко передается от жала к паяльнику, и большая его часть рассеивается, не достигая необходимой температуры. Паяльник работает только в том случае, если он концентрирует большую часть мощности в месте пайки. Для этого нужно все продумать.
Паяльник работает только в том случае, если он концентрирует большую часть мощности в месте пайки. Для этого нужно все продумать.
По правде говоря, это было сделано за 10 минут, больше ничего не пришло в голову, это было довольно хорошо. Способ удержания Графитовый электрод был идеей друга и интересен своей простотой.Он заключается в том, чтобы сделать два надреза на краю трубки, разделив ее в продольном направлении на 4 более или менее равные части. Два из них удаляются, а в трубке остается два выступа. Каждый из них затягивается плоскогубцами, чтобы придать ему круглую форму, и он адаптируется к штанге, а затем приближается друг к другу. Вы ищете большую латунную гайку, которая фиксируется на месте и без стержня; вы с силой поворачиваете гайку, продевая резьбу в меди. Затем откройте, поставьте планку и проделайте то же самое еще раз и идеально подойдет.Эта система позволяет быстро менять штангу, регулировать ее положение и обеспечивать хороший электрический контакт.
Графитовый электрод в основном используется в электродуговых печах. В настоящее время они являются единственными доступными продуктами, которые обладают высокими уровнями электропроводности и способностью выдерживать чрезвычайно высокие уровни тепла, выделяемого в ДСП. Графитовые электроды также используются для рафинирования стали в печах-ковшах и в других плавильных процессах. Графитовые электроды делятся на 4 типа: графитовые электроды RP, графитовые электроды HP, графитовые электроды SHP, графитовые электроды UHP.
Диаметр и длина для всех марок:
Диаметр мм | Длина мм | |||||
Номинальный диаметр | Фактический диаметр | Номинальная длина | Резерв | |||
мм | дюймов | Макс | Мин. | мм | S стандарт | Короткая |
200 | 8 | 205 | 200 | 1800 | ± 100 | -275 |
250 | 10 | 256 | 251 | 1800 | ||
300 | 12 | 307 | 302 | 1800/2000 | ||
350 | 14 | 357 | 352 | 1800/2000 | ||
400 | 16 | 409 | 403 | 1800/2000 | ||
450 | 18 | 460 | 454 | 2100/2400 | ||
500 | 20 | 511 | 505 | 2100/2400 | ||
550 | 22 | 562 | 556 | 2100/2400 | ||
600 | 24 | 613 | 607 | 2400/2700 | ||
650 | 26 | 663 | 657 | 2400/2700 | ||
700 | 28 | 714 | 708 | 2500/2700 | ||

Размер электрода и ниппеля при обработке :
Применимо | Диаметр. мм | Код МЭК | Ниппель | Розетка | ||
Большой диаметр. мм | Длина мм | Малый Диаметр. мм | Глубина гнезда мм | |||
UHP SHP HP RP | 250 | 155T3N | 155. | 220,00 | 147,14 | 116.00 |
300 | 177T3N | 177.16 | 270,90 | 168,73 | 141,50 | |
350 | 215T3N | 215.90 | 304,80 | 207,47 | 158,40 | |
400 | 215T3N | 215. | 304,80 | 207,47 | 158,40 | |
400 | 241T3N | 241.30 | 338,70 | 232,87 | 175,30 | |
450 | 241T3N | 241.30 | 338,70 | 232,87 | 175,30 | |
450 | 273T3N | 273. | 355,60 | 264,62 | 183,80 | |
500 | 273T3N | 273.05 | 355,60 | 264,62 | 183,80 | |
500 | 298T3N | 298.45 | 372,60 | 290,02 | 192,20 | |
550 | 298T3N | 298. | 372,60 | 290,02 | 192,20 | |
UHP SHP HP RP | 200 | 122T4N | 122.24 | 177,80 | 115,92 | 94,90 |
250 | 152T4N | 152.40 | 190,50 | 146,08 | 101,30 | |
300 | 177T4N | 177. | 215,90 | 171,48 | 114,00 | |
350 | 203T4N | 203.20 | 254,00 | 196,88 | 133.00 | |
400 | 222T4N | 222.25 | 304,80 | 215,93 | 158,40 | |
400 | 222T4L | 222. | 355,60 | 215,93 | 183,80 | |
450 | 241T4N | 241.30 | 304,80 | 234,98 | 158,40 | |
450 | 241T4L | 241.30 | 355,60 | 234,98 | 183,80 | |
500 | 269T4N | 269. | 355,60 | 263,56 | 183,80 | |
500 | 269T4L | 269.88 | 457,20 | 263,56 | 234,60 | |
550 | 298T4N | 298.45 | 355,60 | 292,13 | 183,80 | |
550 | 298T4L | 298. | 457,20 | 292,13 | 234,60 | |
600 | 317T4N | 317.50 | 355,60 | 311,18 | 183,80 | |
600 | 317T4L | 317.50 | 457,20 | 311,18 | 234,60 | |
650 | 355T4N | 355. | 457,20 | 349,28 | 234,60 | |
650 | 355T4L | 355.60 | 558,8 | 349,28 | 285,40 | |
700 | 374T4N | 374.65 | 457,20 | 368,33 | 234,60 | |
700 | 374T4L | 374. | 558,80 | 368,33 | 285,40 | |

 57
57 90
90 45
45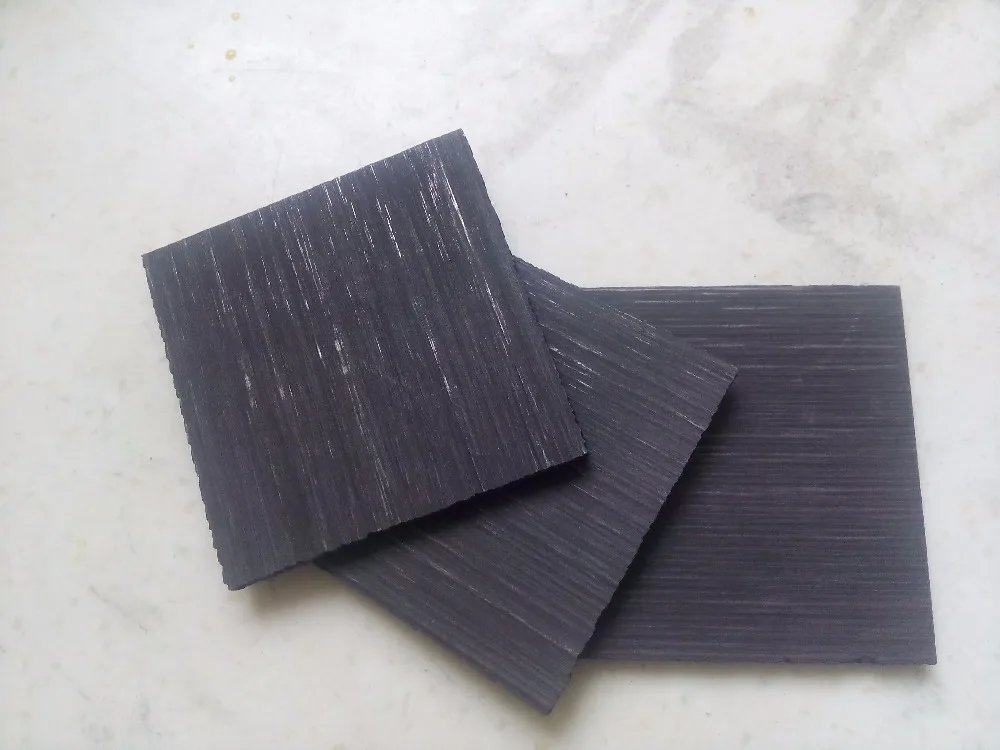 80
80 25
25 45
45 60
60 65
65Сварка графита по наилучшей цене — Выгодные предложения по сварке графита от мировых продавцов сварки графитом
Отличные новости !!! Вы попали в нужное место для сварки графита.К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене. Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, поскольку эта лучшая сварка графита в кратчайшие сроки станет одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели сварку графита на AliExpress.Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в сварке графита и думаете о выборе аналогичного продукта, AliExpress — отличное место для сравнения цен и продавцов.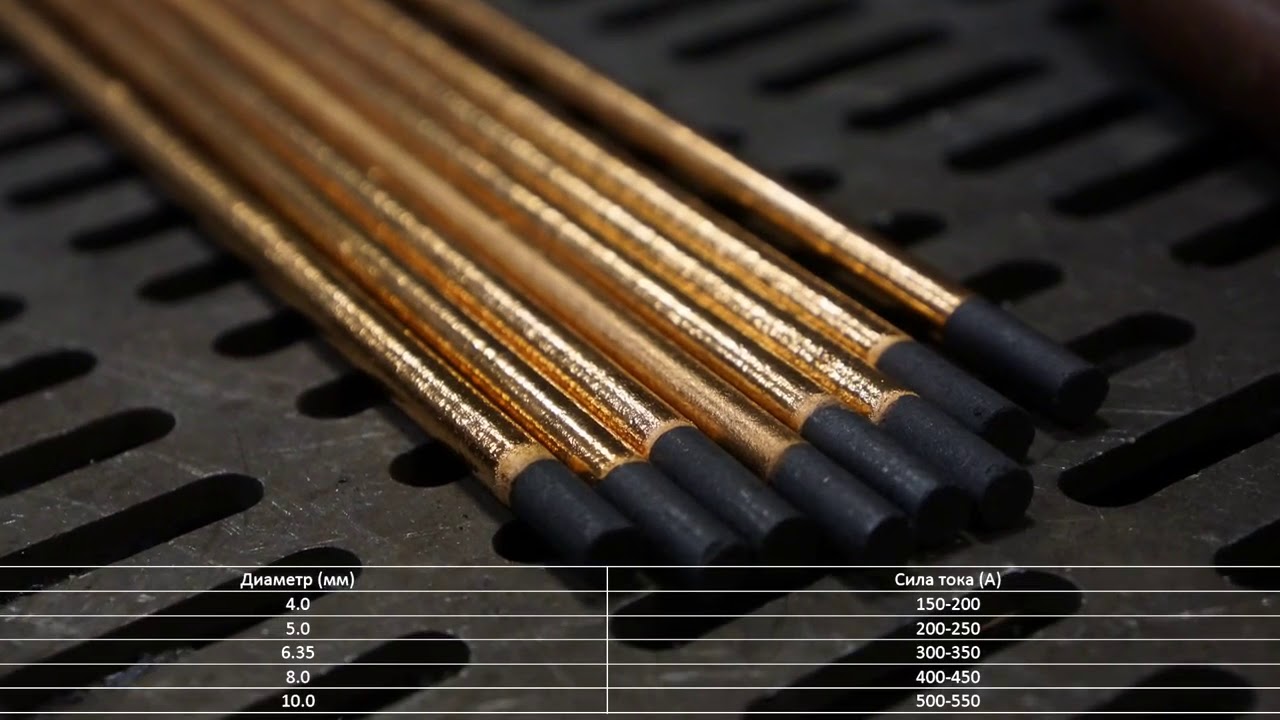 Мы поможем вам решить, стоит ли доплачивать за высококлассную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь.А если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца.Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз.
Мы поможем вам решить, стоит ли доплачивать за высококлассную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь.А если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца.Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет.Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести сварку графита по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы.На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
Начните самый лучший шоппинг прямо здесь.
My Business — Технические характеристики
ТЕХНИЧЕСКАЯ ДИАГРАММА ГРАФИТОВЫХ ЭЛЕКТРОДОВ
(стандартная диаграмма)
Товар 9003 | 0 90030RP Класс Ø от 100 до 500 мм IP Класс Ø 100 до 500 мм | |||||||
Электрод Сопротивление ≯Ниппель | мкОм | 9. | 8,0 | 7.0 | 6,5 | |||
Электрод Прочность на изгиб ≯ Ниппель | 000 000 | 000 МПа4-9,8 | 8,0 13,0 | 9,8 10,0 | ||||
Электрод Модуль упругости ≯ Ниппель | GP3 | 12,0 | 12,0 16,0 5000 | 9123 9123 16,0 9129 14,0 |||||
Электрод Объемная плотность ≯ Ниппель | 000 g52 | 1.58 | 1.60 4 | 1.70 96200050003|||||
Электрод ≯ Ниппель 03
03 2.9 2,7 1,4 | ||||||||
ASH | % | 0. | 0,3 | 0,3 | 0,3 | 0,3 |
 0
0  68
68 2,4
2,2
 5
5 Деталь
Единица
RP
Класс
Ø 100 до 500 мм
4 IP
4 IP
4 IP Ø 100 до 500 мм
HP
Класс
Ø 100 до 500 мм
SHP
Класс
UHP
Марка
Ø от 100 до 500 мм
Электрод
Сопротивление ≯ Ниппель
мкОм
8. 5
5
8,5
7,5
7,0
6,5
6 .024
6,5
5,5
Электрод
Прочность на изгиб ≯ Ниппель
13,0
10,0
13,0
10,0
14,0 00050003
14,0
10,5
16,0
Электрод
Модуль упругости ≯ Ниппель
GPa23
43
14,0
12,0
14,0
12,0
14,0 0004
14,0 0004
14,0
14,0
14,0
18,0
Электрод
Насыпная плотность ≯
Ниппель
53
1. 69
69
1.62
1.70
1.63
1.72
1,65
1,72
Электрод
CTE ≯ Ниппель
10091 9
2,8
2,7
2,5
2,4
2,2
1,5
1,4
ASH
%
0. 5
5
0,3
0,3
0,3
0,3
Сварка на ECVV.com
| Экспортные рынки: | Северная Америка, Южная Америка, Восточная Европа, Юго-Восточная Азия, Африка, Океания, Средний Восток, Восточная Азия, Западная Европа |
|---|---|
| Место происхождения: | Шаньдун в Китае |
| Детали упаковки: | Деревянный корпус со стальной обвязкой, закрепленной снаружи |
Технические характеристики
Сварочный графитовый электрод
1. Плотность: ≥1,6 г / м3
Плотность: ≥1,6 г / м3
2. резистентность: ≤19 мкм
3.Прочность на сжатие: ≥36 МПа
4. прочность на изгиб: ≥17 МПа
5. тепловое расширение: ≤3,00
6. содержание золы: ≤0,50%
7. размер частиц: 0,2-2,0 мм
8.Размер: диаметр 6 мм, 8 мм, длина 10 мм, 305 мм, 350 мм ИЛИ в соответствии с вашими требованиями
Вкратце, мы в основном производим углеродные прутки двух типов: с медным покрытием и без него.Он может быть круглым или плоским. Размеры соответствуют вашим требованиям.
Эта серия продуктов широко используется в судостроении, производстве сосудов высокого давления для котлов, литье, производстве стали, аккумуляторных емкостях в легкой механике и химическом производстве. Высокое качество и низкая цена сэкономят ваше время и деньги.
Инструкции:
1. Электроды должны храниться в сухой среде, при воздействии влаги необходимо просушить перед использованием.
2. При использовании постоянного тока электроды соединяются с анодом, а задача — с катодом.
3. Поддержание постоянного рабочего давления воздуха 0,5-0,6 МПа.
4. Дуга между электродами и заданием составляет 3 мм, электроды выходят зажимом около 100 мм.
5. Электроды и дегустатор должны иметь угол наклона и касательную.
6. Поддерживайте аэрацию во время использования, работайте в соответствии с лимитом работы.
Графитовый электрод мощностью
л.с. — проводящий материал в дуговой плавке
Описание
Графитовый электрод ВД — токопроводящий элемент для выплавки стали в электродуговых печах.Он изготавливается из нефтяного кокса, игольчатого кокса, угольного пека и производится с помощью ряда строгих производственных процессов. Сильноточные линии проходят через отверстие для графитового электрода внутри корпуса печи. Это высвободит электрическую энергию в дуговой печи для нагрева печи.
Это высвободит электрическую энергию в дуговой печи для нагрева печи.
Спрос на электроды большего диаметра возрастает по мере увеличения размеров печи EAF. В последние годы все большую популярность приобретают графитовые электроды диаметром 500 или 600 мм.
Характеристика
- Антиокислительная обработка для долгой жизни.
- Высокая чистота, высокая плотность, высокая химическая стабильность.
- Высокая точность обработки, хорошая обработка поверхности.
- Высокая механическая прочность, низкое электрическое сопротивление.
- Устойчив к растрескиванию и растрескиванию.
- Высокая стойкость к окислению и термическому удару.
Приложение
Графитовые электроды широко используются для производства легированных сталей, металлов и других неметаллических материалов и др.
- Электродуговая печь постоянного тока.
- Электродуговая печь переменного тока.
- Печь с флюсом.
Графитовый электрод для печи с флюсом
Графитовый электрод для дуговой печи переменного тока
Графитовый электрод для дуговой печи постоянного тока
Спецификация
| Диаметр | Сопротивление (≤, мкОм · м) | Плотность (≥, г / см 3 ) | Прочность на изгиб (≥, МПа) | Модуль упругости (≤, ГПа) | Зольность (≤,%) | CTE (100 ° C — 600 ° C) (≤, 10 -6 / ° C) | Токовая нагрузка (А) | Плотность тока (А / см 2 ) | |
|---|---|---|---|---|---|---|---|---|---|
| дюймов | мм | ||||||||
| 8 | 200 | 6. 5 5 | 1,62 | 10,5 | 12 | 0,3 | 2,4 | 5500–9000 | 18–25 |
| 9 | 225 | 6,5 | 1,62 | 10,5 | 12 | 0,3 | 2,4 | 6500–10000 | 18–25 |
| 10 | 250 | 6.5 | 1,62 | 10,5 | 12 | 0,3 | 2,4 | 8000–13000 | 18–25 |
| 12 | 300 | 6,5 | 1,62 | 10,5 | 12 | 0,3 | 2,4 | 13000–17400 | 17–24 |
| 14 | 350 | 6. 5 5 | 1,62 | 10,5 | 12 | 0,3 | 2,4 | 17400–24000 | 17–24 |
| 16 | 400 | 6,5 | 1,62 | 10,5 | 12 | 0,3 | 2,4 | 21000–31000 | 16–24 |
| 18 | 450 | 6.5 | 1,60 | 9,8 | 12 | 0,3 | 2,4 | 25000–40000 | 15–24 |
| 20 | 500 | 6,5 | 1,60 | 9,8 | 12 | 0,3 | 2,4 | 30000–48000 | 15–24 |
| 22 | 550 | 6. 5 5 | 1,60 | 9,8 | 12 | 0,3 | 2,4 | 37000–57000 | 15–23 |
| 24 | 600 | 6,5 | 1,60 | 9,8 | 12 | 0,3 | 2,4 | 44000–67000 | 15–23 |
| Диаметр (мм) | Длина (мм) | ||||||
|---|---|---|---|---|---|---|---|
| Номинальный диаметр | Фактический диаметр | Номинальная длина | Допуск | Короткая | |||
| (дюйм) | (мм) | (макс.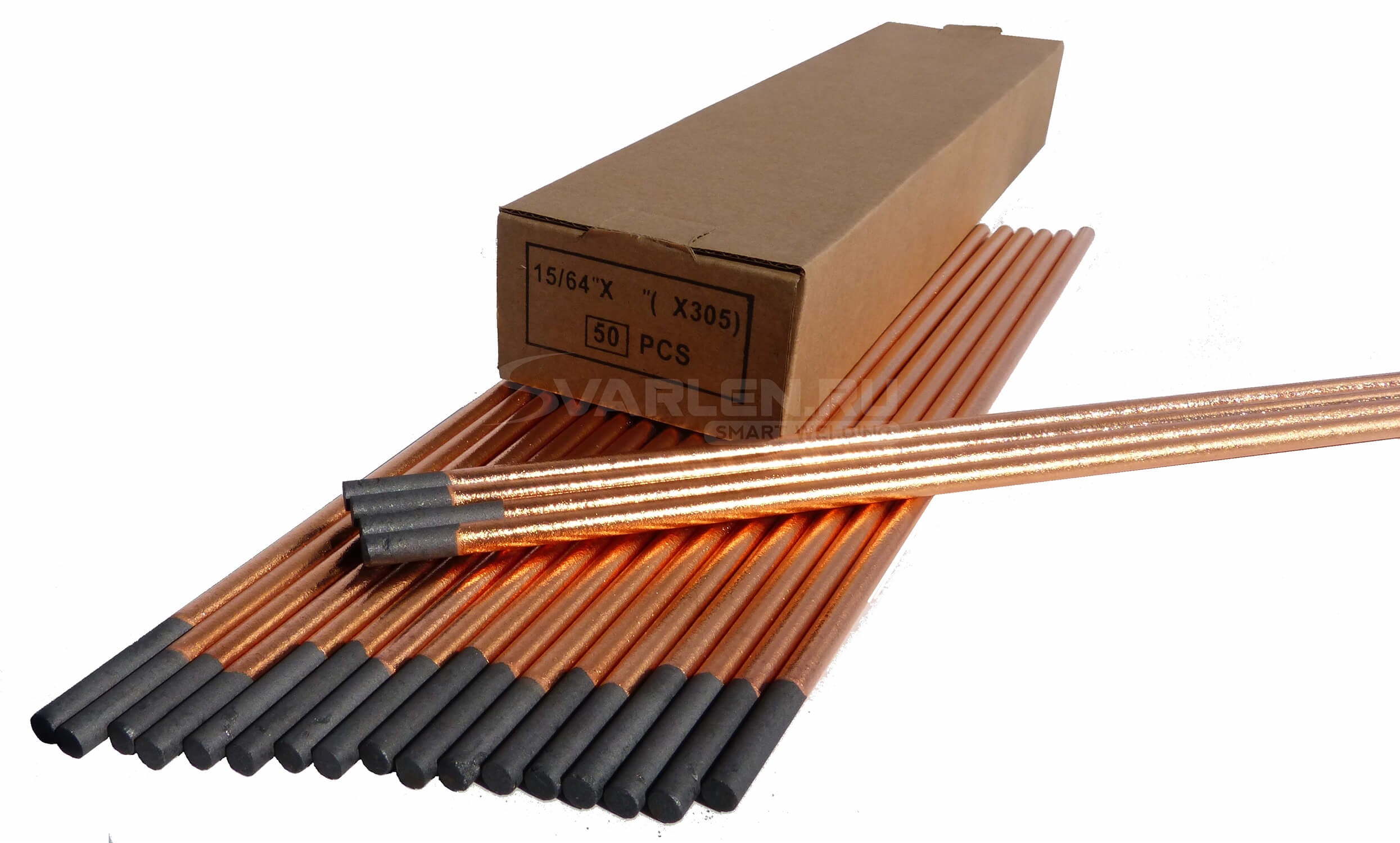 ) ) | (мин.) | (грубое пятно) | |||
| 8 | 200 | 205 | 200 | 197 | 1600 | ± 100 | –275 |
| 9 | 225 | 230 | 225 | 222 | 1600 | ||
| 10 | 250 | 256 | 251 | 248 | 1600/1800 | ||
| 12 | 300 | 307 | 302 | 299 | 1600/1800 | ||
| 14 | 350 | 357 | 352 | 349 | 1600/1800 | ||
| 16 | 400 | 409 | 403 | 400 | 1600/1800/2000/2200 | ||
| 18 | 450 | 460 | 454 | 451 | 1600/1800/2000/2200 | ||
| 20 | 500 | 511 | 505 | 502 | 1800/2000/2200/2400 | ||
| 22 | 550 | 562 | 556 | 553 | 1800/2000/2200/2400 | ||
| 24 | 600 | 613 | 607 | 604 | 2000/2200/2400 | ||
Качество поверхности
- На поверхности электрода должно быть менее двух дефектов или отверстий, максимальный размер которых указан в таблице ниже.
- На поверхности электрода не должно быть поперечной трещины. Длина продольной трещины должна составлять менее 5% окружности электрода, а ширина — от 0,3 до 1,0 мм.
- Ширина черной области на поверхности электрода должна быть меньше 1/10 окружности электрода, а длина — меньше 1/3 длины электрода.
| Размер дефекта по спецификации | Номинальный диаметр графитового электрода (мм) | |
|---|---|---|
| 300–400 | 450–600 | |
| Диаметр (мм) | 20–40 (<20 мм должно быть незначительным) | 30–50 (<30 мм должно быть незначительным) |
| Глубина (мм) | 5–10 (<5 мм должно быть незначительным) | 10–15 (<10 мм должно быть незначительным) |