Схема простого сварочного полуавтомата
Сварочные полуавтоматы (СПА) находят все большее распространение в народном хозяйстве нашей страны. Их использование дает возможность многим мелким предприятиям эффективно сваривать металлические конструкции любой сложности.
В этой статье рассмотрена конструкция наиболее простого сварочного полуавтомата, а также основные принципы работы и требования, предъявляемые к сварочным не нажатом положении). В других подающих механизмах двигатели имеют обмотку реверса движения.
Рис. 1. Структурная схема.
В основном используют двигатели постоянного тока. В некоторых современных портативных СПА механизм подачи как бы вращается вокруг проволоки, тем самым, заставляя двигаться ее, благодаря нарезанию резьбы вокруг проволоки.
Существуют подающие механизмы, находящиеся на рукаве у самого наконечника, они выполнены в виде цанги, которая является сердечником соленоидной катушки. При воздействии импульса цанга захватывает проволоку и оттягивает ее на небольшое расстояние, отпуская проволоку только в конце движения.
Рис. 2. Конструкция.
В данной статье остановимся на самом простом варианте. Для любого простого СПА необходим в первую очередь сварочный трансформатор. Так как СПА обязан проваривать металл толщиной до 3 мм, то с учетом [1, 2] его мощность должна быть 1,8-3 кВт при напряжении холостого хода 40-60 В и крутопадающей характеристике (можно с низким КПД, т.е. собранном в любительских условиях).
Для соблюдения мер безопасности в холостом режиме СПА не должен выдавать напряжение на наконечник рукава. Логика управления должна соответствовать диаграмме на рис. 3, где имк — напряжение включения СПА, снимаемое с микровыключателя; идв -напряжение, подаваемое на двигатель; ирев — напряжение, подаваемое на реверсивную обмотку двигателя; Ucna -напряжение, подаваемое на рукав и на отсекатель газа.
Рис. 3. Диаграмма логики управления.
Принципиальная схема
Схема на рис.4 является наиболее распространенной, хотя имеет ряд недостатков. В некоторые СПА устанавливают трансформаторы с многовыводной первичной обмоткой.
В некоторые СПА устанавливают трансформаторы с многовыводной первичной обмоткой.
Это делается для возможности регулировки тока. Но, как показали многолетние испытания, регулировка таким способом отрицательно сказывается на качестве свариваемого шва. Поэтому автор использовал сварочный реостат R2 (рис.4), который также применяется при сварке электродами.
Рис. 4. Принципиальная схема простого сварочного полуавтомата.
Изменение тока сварки с помощью реостата является наиболее простым и очень эффективным средством при регулировке сварочной дуги с разной толщиной металла. Автору удавалось сваривать изделия для швейной промышленности (оверлоков), имеющие размеры 5×5 мм с толщиной 0,5 мм, а также пруты для оконных решеток толщиной 1 см, и при этом никаких конструктивных изменений в СПА не вводилось.
Рис. 5. Схема подключения.
При нажатии SA1 (рис.4) вольтметр РА1 показывает напряжение Х.Х., на наконечнике рукава напряжение отсутствует. При нажатии SA2 включается подача проволоки, контакты SA2. 2 замыкаются, а SA2.1 размыкаются. Срабатывает реле К1, замыкаются контакты К1.1 — К1.3. Включается отсекатель тока КЗ, отсекатель газа К4, а К1.3 замыкает цепь питания двигателя М.
2 замыкаются, а SA2.1 размыкаются. Срабатывает реле К1, замыкаются контакты К1.1 — К1.3. Включается отсекатель тока КЗ, отсекатель газа К4, а К1.3 замыкает цепь питания двигателя М.
В данной схеме рассматривается двигатель с реверсивной обмоткой. Для двигателя подачи с электротормозом схема включения показана на рис.5 (где 1 — двигатель; 2 — электротормоз). Через К1.2 заряжается С11.
По окончании режима сварки (SA2 не нажата) цепь питания К1 разрывается, а к К2 через замкнутые контакты SA2.1 от С11 подводится напряжение питания. В результате K2.1 и К2.2 замыкаются. Включается обмотка реверса двигателя М. А так как отсекатель тока КЗ и отсекатель газа К4 остаются включены, благодаря контактам К2.1, то на наконечнике рукава присутствует напряжение питания и подается углекислота.
Это необходимо для того, чтобы подающая проволока отгорела в месте окончания сварки без ухудшения качества свариваемого шва. Одновременно реверсивный режим работы двигателя демпфирует инерционность редуктора и якоря двигателя. По окончании разряда конденсатора С11 реле К2 отключается и СПА переходит в начальное положение.
По окончании разряда конденсатора С11 реле К2 отключается и СПА переходит в начальное положение.
Элементы
Подающий механизм взят от сварочного полуавтомата типа А547УмПДГ-309. Реле K1, K2 типа ТКЕ-54ПД1 или аналогичные с максимальным током на контактах до 2 А. Реле КЗ КМ200Д-В, реле К4 — отсекатель газа (идет в комплекте с подающим).
Трансформатор TV1 любой сварочный с габаритной мощностью 3 кВт. Выключатель SA1 — пакетный на 380 В, 15 А или два спаренных типа ВДС 6320-75 на 15 А. Предохранитель РА1 на 15 А.
Силовой дроссель L1: сердечник из низкочастотного железа от трансформатора на габаритную мощность 1,5-3 кВт. Обмотка имеет 40-80 витков сечением 20 мм . Автор использовал стандартный дроссель от сварочного полуавтомата типа А547УмПДГ-309. L2 — ДФ2 или любой другой на ток 2 А.
В зазор установлена полоска из текстолита толщиной 7 мм (рис.6). Диоды VD1-VD4 типа ВЛ-200-90 или другие низкочастотные с током пропускания не менее 100 А. Радиатор стандартный 7x8x10 см.
Рис. 6. В зазор трансформатора установлена полоска из текстолита толщиной 7 мм.
VD9 — Д816Д на радиаторе с площадью рассеивания 100 см , VD5-VD8 — Д226 с любым буквенным индексом; C1, C2 — 0,1 на 400 В, любые металлобумажные; C3-С8 -10000 на100 В типа К50-32, можно К50-18,К50-19; С9-С11 — 100 на 100 В К50-27, можно другие; R1 — шунт типа 75ШС ММЗ-500; R2 — реостат сварочный, можно от регулятора аргонно-дуговой сварки; R3 — 20 Ом ПЭВ-5-77; R4 — 47 Ом, реостат переменный 22 Вт; R5- 12 Ом ПЗ-75; R6- 100 Ом ПЗ-75; РА1 — вольтметр с пределом шкалы 75-100 В типа М43300, М43100; РА2 — амперметр с пределом шкалы 300500 А типа М43300, М43100.
Провода, указанные на схеме утолщенной линией, должны иметь площадь сечения не менее 20 мм.
Конструкция
На рис. 7 (а — вид сбоку; б — вид сверху) показана конструкция сварочного полуавтомата в сборе: 1 — трансформатор; 2 — диодный мост; 3 — дроссель L1; 4 — реостат R2; 5 — баллон углекислоты; 6 — «масса»; 7 -редуктор; 8 — подающий механизм; 9 — рукав; 10 — предохранитель; 11 — пакетный выключатель SA1; 12 -вольтметр, амперметр РА1 и РА2; 13 — регулятор скорости подачи R4.
Рис. 7. Конструкция сварочного полуавтомата. а — вид сбоку; б — вид сверху.
Наладка СПА. От качества настройки СПА сильно зависит удобство пользования аппаратом, поэтому необходимо как можно внимательней отнестись к следующим рекомендациям. В данном простейшем варианте СПА «узким местом» является настройка подачи проволоки и настройка качества шва.
Настройка подачи проволоки
Подающий механизм следует включить без затяжки проволоки в рукав и без подсоединения углекислоты. Если углекислота подключена тумблером SA3 (он необходим для отключения отсекателя газа при затяжке проволоки в целях экономии С02), отключить отсекатель газа.
При нажатии SA2 должны сработать отсекатель тока, отсекатель газа (при включенном SA3) и двигатель подающего механизма М. Через 5 с отпустить SA2 , при этом двигатель должен включиться в обратном направлении.
Заправить проволоку от барабана 1 через подающий механизм в рукав и затянуть ролик подачи, чтобы проволока 5 прижималась роликом 3 к подшипнику 4 и входила в рукав 2 (рис.![]()
Рис. 8. Подающий механизм для проволоки.
Включить SA2 на 20 с, после чего выключить. Механика очень инерционна, поэтому проволока сначала движется медленно, а со временем ускоряется. При отпускании SA2 ток в двигателе через реверсивную обмотку должен быть достаточен для полного торможения проволоки. Ток регулируют подстроечным реостатом R5. Для торможения проволоки необходимо время.
Обмотка реверса включена в цепь питания на время, определяемое временем разряда С11 через К2 и R6. Для нормального торможения проволоки, чтобы проволоку не затягивало обратно в рукав или не выводило дольше наконечника более чем на 1 см, необходимо очень точно и терпеливо отрегулировать R5 и R6, режим торможения зависит на 20% также от реостата R2.
К сожалению, описать все подробности регулировки не позволяет объем статьи и, кроме того, невозможно учесть все нюансы разных серий подающих механизмов. Процесс сварки чаще всего будет прерывистым, т.е. с интервалом включения подачи проволоки примерно в 0,5-1 с. Настройка качества шва для проволоки диаметром 0,8-1 мм
Настройка качества шва для проволоки диаметром 0,8-1 мм
Отрегулировать в процессе сварки подачу углекислоты в пределах 0,5-1 атм по манометру на редукторе. Установить в среднее положение реостат R2.
На чистом листе металла 0,7-0,8 мм при подсоединенной массе включить режим подачи проволоки. Если лист металла будет прожигаться, уменьшить подачу проволоки реостатом R4.
При дальнейшем прожигании листа увеличить сопротивление реостата R2. Если проволока не расплавляется, а краснеет и ложится на лист небольшими кучками, увеличить реостатом R4 подачу проволоки или уменьшить сопротивление реостата R2.
Эти все процессы необходимо наблюдать через маску для электросварки. Как только шов будет ложиться нормально на лист металла, необходимо отрегулировать зазор в дросселе. Для этого измеряют вольтметром переменную составляющую в режиме сварки непосредственно между плюсом на рукаве и «массой». Регулируя зазор в дросселе, а также количество витков, добиваются переменной составляющей напряжения в пределах 1,2-3 В.
Надо учитывать слишком большую индуктивность дросселя. При этом ток, необходимый для нормальной сварки, будет нарастать через определенный промежуток времени, а в начальный момент подаваемая проволока не будет даже расправляться. В этом случае необходимо уменьшить количество витков на дросселе.
Для безопасности автор рекомендует все операции настройки проводить в резиновых перчатках на резиновом коврике в сухом помещении. Все детали, находящиеся под напряжением, следует изолировать. Для сварщика лучше использовать специальный сварочный костюм, так как при работе образуется большое количество окалины (брызг раскаленного металла).
Литература:
- Пронский И.Н. Секреты сварочного трансформатора//Радиоаматор.- 1998.-№1 .-С..21-22
- Пронский И.Н. Секреты сварочного трансформатора//Радиоаматор.- 1998.-№3.- С.43-45.
Ответы на вопросы тех, кто хочет самостоятельно изготовить сварочный агрегат
Почему именно крутопадающая характеристика?
Большинство радиолюбителей при сборке СПА пользуются самодельными сварочными трансформаторами.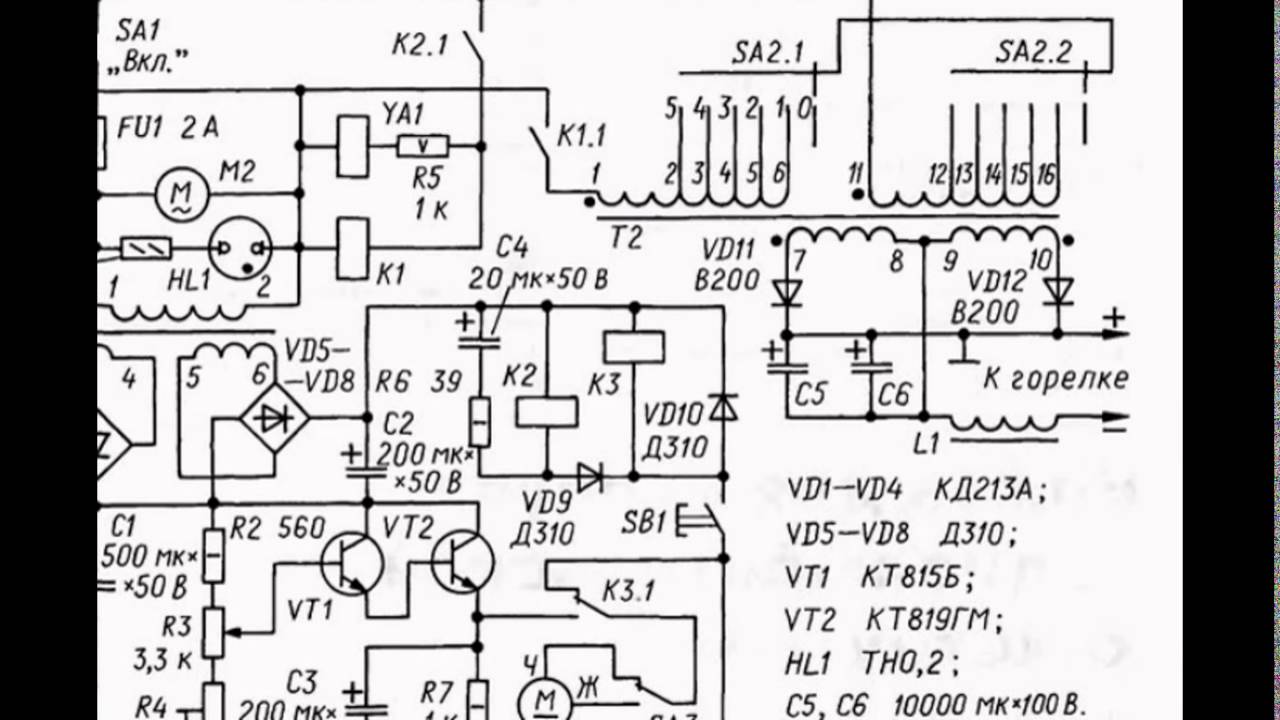 Трансформаторы ручной сборки (не профессиональной) имеют низкий КПД и вследствие этого крутопадающую характеристику (рис.1, кривая А) [1].
Трансформаторы ручной сборки (не профессиональной) имеют низкий КПД и вследствие этого крутопадающую характеристику (рис.1, кривая А) [1].
Рис. 1. Трансформаторы ручной сборки (не профессиональной) имеют низкий КПД и вследствие этого крутопадающую характеристику.
Это выгодно сказывается при конструировании СПА, так как основная масса сварщиков имеет невысокие профессиональные навыки, а именно, умение правильно держать «рукав» (под правильным углом по отношению к свариваемой конструкции), правильно зажигать дугу и поддерживать ее горение.
Как видим из рис.1, дуга имеет разные характеристики при различной ее длине 11, 12 где 11 и 12 ~ расстояние между электродами. При этом изменение тока незначительное, что выгодно влияет на фильтрацию переменной составляющей, а также на однородность свариваемого шва.2.
Как собрать трансформатор для СПА?
Этот вопрос является наиболее трудным, так как количество витков в трансформаторе напрямую зависит от свойств магнитного железа, применяемого в сердечнике трансформатора.
При расчете сварочного трансформатора в первую очередь необходимо учитывать габаритную мощность трансформатора, которая для нормального провара металла глубиной до 4 мм составляет примерно 3 кВт. Рассмотрим подробнее устройство трансформаторов [2].
Трансформатор состоит из следующих частей: сердечника, обмоток, каркаса и деталей, стягивающих сердечник. Сердечник трансформатора является магнитопроводом, который изготовляют из стальных листов толщиной 0,35…0,5 мм [3]. В настоящее время применяют два вида специальной электротехнической стали: горячекатаную с высоким содержанием кремния и холоднокатаную. Последняя имеет лучшие магнитные характеристики в направлении прокатки.
Стальные листы изолированы друг от друга бумажной, лаковой изоляцией (толщиной 0,04-0,6 мм) или окалиной, что позволяет уменьшить потери мощности в магнитопроводе за счет того, что вихревые токи замыкаются в плоскости поперечного сечения отдельного листа (рис.2). Чем меньше толщина листа, тем меньше сечение проводника, по которому протекает вихревой ток 1 В, и тем больше его сопротивление.
Рис. 2. Стальные листы трансформатора изолированы друг от друга бумажной, лаковой изоляцией.
В результате вихревой ток и потери мощности на нагрев магнитопровода уменьшаются (по этой причине автор не советует использовать сердечники от электродвигателей).
По типу или конфигурации магнитопровода трансформаторы подразделяют на стержневые и броневые.
В стержневых трансформаторах обмотки, насаженные на стержень магнитопровода, охватывают его (рис.3,а) В броневых трансформаторах магнитопровод частично охватывает обмотки и как бы «бронирует» их (рис.3,6).
Рис. 3. В стержневых трансформаторах обмотки, насаженные на стержень магнитопровода, охватывают его.
Горизонтальные части магнитопровода, не охваченные обмотками, называются нижним и верхним ярмом. Трансформаторы большой и средней мощностей обычно изготовляют стержневыми, так как они проще по конструкции, имеют лучшие условия для охлаждения обмоток, что особенно важно в мощных трансформаторах, имеющих большие габариты. Магнитопровод таких трансформаторов набирают из отдельных пластин прямоугольной формы (рис.4,а, автор применил именно такую сборку трансформатора).
Магнитопровод таких трансформаторов набирают из отдельных пластин прямоугольной формы (рис.4,а, автор применил именно такую сборку трансформатора).
Рис. 4. Магнитопровод трансформаторов большой и средней мощностей набирают из отдельных пластин прямоугольной формы.
Для уменьшения магнитного сопротивления их набирают так, чтобы стыки пластин в двух соседних слоях были в разных местах. Аналогично выполняют магнитопроводы с двумя стержнями. Магнитопроводы броневого типа применяют для сухих трансформаторов средней мощности и используют в электросварке. Наружные броневые стержни этого магнитопровода частично защищают обмотки трансформатора от механических повреждений.
Трансформаторы малой мощности могут иметь магнитопровод, собранный из пластин, выполненных в форме буквы «Ш», и прямоугольных полос (рис.4,6) Магнитопроводы стержневых и броневых трансформаторов малой мощности можно навивать из узкой ленты электротехнической стали (рис.5).
Рис. 5. Магнитопроводы стержневых и броневых трансформаторов малой мощности можно навивать из узкой ленты электротехнической стали.
Это позволяет уменьшить воздушные зазоры в магнитопроводе и снизить магнитное сопротивление, а следовательно, и ток холостого хода. В большинстве случаев ленточные магнитопроводы разрезают, чтобы на них легче посадить заранее намотанные обмотки.
Затем половинки магнитопроводов соединяют. Из ленточных магнитопроводов чаще всего для электросварки применяют кольцевые тороидальные (рис.5,в). КПД таких тороидальных трансформаторов очень высок. Поэтому количество наматываемых витков на сердечник меньше, чем в стержневых и броневых трансформаторах.
При изготовлении трансформаторов используют каркасы для намотки обмоток (рис.6). Как правило, их изготовляют из листовых электроизоляционных материалов (гетинакс или электроизоляционный картон). Размеры каркаса зависят от размера сердечника.
Рис. 6. Каркас для намотки обмоток трансформаторов.
У тороидальных трансформаторов каркас отсутствует, сердечник обматывают специальной лакотканью (стеклоткань или искусственная высоковольтная электротехническая ткань, пропитанная электротехническим лаком). Сердечник обматывают в два-три слоя тканью в натяжку и фиксируют нитками или пропитывают лаком. После высыхания лака наматывают обмотку.
Сердечник обматывают в два-три слоя тканью в натяжку и фиксируют нитками или пропитывают лаком. После высыхания лака наматывают обмотку.
Для изготовления обмоток трансформаторов и дросселей применяют круглые медные провода с эмалевой изоляцией (в первичной обмотке можно использовать указанные провода, при этом провода укладывают как можно ближе друг к другу, одновременно провод изолируют лакотканью (можно стеклотканью с пропиткой лаком), в случае намотки первичной обмотки двумя проводами каждый провод изолируют отдельно).
Начало намотки фиксируют ниткой (рис.7). При этом провод должен выходить сбоку трансформатора, а не внутри его. Вторичную обмотку (силовую) наматывают прямоугольным проводом (изоляция провода аналогична рассмотренной выше).
Рис. 7. Начало намотки фиксируют ниткой.
Расчет трансформатора
Рассмотрим наиболее простой метод расчета сварочного трансформатора. Начальные данные: Ргаб=3 кВт; Uxx=45 В при Ih=0; Uh=30 В при 1н=100 А; исети=220 В; Рсети=50 Гц; допустимый КПД=0,85.
Автор использовал табличные данные из разных источников, поэтому они приближенные.
Рис. 8. Магнитопроводы трансформаторов.
Воспользуемся методикой, предложенной в [4]. Имеем формулу:
Как видим, полученное значение Км меньше табличного (табл.2). В этом случае полезно на 10% увеличить диаметр провода первичной обмотки, поскольку она расположена внутри и хуже охлаждается. В большинстве случаев конструирования сварочных трансформаторов число витков на 1 В достигает 0,7.
Прежде чем наматывать вторичную обмотку, желательно собрать трансформатор и проверить ток холостого хода по методике, рассмотренной в [2].
Остановимся немного на технологии сборки трансформатора. Каркас изготовляем с внутренним окном (рис.6,б) не 10-20% больше размеров сечения сердечника. После сборки трансформатора в оставшиеся промежутки между каркасом и сердечником забиваем расклинивающие деревянные клинья для снижения уровня шума.
При намотке на каркас обмотки (особенно вторичной) в окно каркаса вставляем деревянный брусок, а обмотку прибиваем к каркасу деревянным молотком (лучше через текстолитовую пластину, чтобы не повредить изоляцию проводов). Обмотки изолируем друг от друга специальным изоляционным материалом (табл.4)
Обмотки изолируем друг от друга специальным изоляционным материалом (табл.4)
Диэлектрическая проницаемость Епр не должна быть менее (в межобмоточной изоляции) 10 кВ/мм. Как правило, первичную обмотку наматываем первой, а вторичную -сверху первичной, изоляция между обмотками должна быть двойной.
Если необходимого провода нет, то обмотку можно наматывая двойным проводом (одновременно), причем суммарная площадь сечения проводов должна быть на 10-20% больше расчетной.
Сердечник трансформатора стягиваем шпильками через отверстия (рис.4), при этом саму шпильку изолируем от сердечника электроизоляционной бумагой (табл.4). Для стяжки сердечника используем также бандаж или брусья (стальная лента шириной 40 мм, толщиной 1-3 мм) из маломагнитной стали.
Как правило, верхнюю ярмовую балку стягиваем с обеих сторон пластинами, а нижнюю — уголками, которые играют роль шасси. От активной стали магнитопровода эти пластины изолируем с помощью полосы электротехнического картона толщиной 23 мм. Активную сталь магнитопровода и ярмовых балок заземляем в одной точке с помощью медной луженой ленты.
Активную сталь магнитопровода и ярмовых балок заземляем в одной точке с помощью медной луженой ленты.
Автор: И.Н. Пронский, г. Киев. Украина.
Литература:
- Пронский И.Н. Секреты сварочного трансформатора // Радиоаматор. — 1998.- №1.
- Зызюк А.Г. О трансформаторах // Радиоаматор.- 1998.- №2.
- Иванов И.И., Равдоник B.C. Электротехника — М.: Высш. шк., 1984.
- Мезель К.Б. Трансформаторы электропитания — М.: Энергоиздат, 1982.
Схема простого сварочного полуавтомата
Сварочные полуавтоматы (СПА) находят все большее распространение в народном хозяйстве нашей страны. Их использование дает возможность многим мелким предприятиям эффективно сваривать металлические конструкции любой сложности. В этой статье рассмотрена конструкция наиболее простого сварочного полуавтомата, а также основные принципы работы и требования, предъявляемые к сварочным не нажатом положении). В других подающих механизмах двигатели имеют обмотку реверса движения.
В других подающих механизмах двигатели имеют обмотку реверса движения.
В основном используют двигатели постоянного тока. В некоторых современных портативных СПА механизм подачи как бы вращается вокруг проволоки, тем самым, заставляя двигаться ее, благодаря нарезанию резьбы вокруг проволоки. Существуют подающие механизмы, находящиеся на рукаве у самого наконечника, они выполнены в виде цанги, которая является сердечником соленоидной катушки. При воздействии импульса цанга захватывает проволоку и оттягивает ее на небольшое расстояние, отпуская проволоку только в конце движения. При поступлении серии импульсов проволока потихоньку двигается.
В данной статье остановимся на самом простом варианте. Для любого простого СПА необходим в первую очередь сварочный трансформатор. Так как СПА обязан проваривать металл толщиной до 3 мм, то с учетом [1, 2] его мощность должна быть 1,8-3 кВт при напряжении холостого хода 40-60 В и крутопадающей характеристике (можно с низким КПД, т. е. собранном в любительских условиях). Для соблюдения мер безопасности в холостом режиме СПА не должен выдавать напряжение на наконечник рукава. Логика управления должна соответствовать диаграмме на рис.3, где имк — напряжение включения СПА, снимаемое с микровыключателя; идв -напряжение, подаваемое на двигатель; ирев — напряжение, подаваемое на реверсивную обмотку двигателя; Ucna -напряжение, подаваемое на рукав и на отсекатель газа.
е. собранном в любительских условиях). Для соблюдения мер безопасности в холостом режиме СПА не должен выдавать напряжение на наконечник рукава. Логика управления должна соответствовать диаграмме на рис.3, где имк — напряжение включения СПА, снимаемое с микровыключателя; идв -напряжение, подаваемое на двигатель; ирев — напряжение, подаваемое на реверсивную обмотку двигателя; Ucna -напряжение, подаваемое на рукав и на отсекатель газа.
Схема на рис.4 является наиболее распространенной, хотя имеет ряд недостатков. В некоторые СПА устанавливают трансформаторы с многовыводной первичной обмоткой. Это делается для возможности регулировки тока. Но, как показали многолетние испытания, регулировка таким способом отрицательно сказывается на качестве свариваемого шва. Поэтому автор использовал сварочный реостат R2 (рис.4), который также применяется при сварке электродами.
Изменение тока сварки с помощью реостата является наиболее простым и очень эффективным средством при регулировке сварочной дуги с разной толщиной металла. Автору удавалось сваривать изделия для швейной промышленности (оверлоков), имеющие размеры 5×5 мм с толщиной 0,5 мм, а также пруты для оконных решеток толщиной 1 см, и при этом никаких конструктивных изменений в СПА не вводилось.
Автору удавалось сваривать изделия для швейной промышленности (оверлоков), имеющие размеры 5×5 мм с толщиной 0,5 мм, а также пруты для оконных решеток толщиной 1 см, и при этом никаких конструктивных изменений в СПА не вводилось.
При нажатии SA1 (рис.4) вольтметр РА1 показывает напряжение Х.Х., на наконечнике рукава напряжение отсутствует. При нажатии SA2 включается подача проволоки, контакты SA2.2 замыкаются, а SA2.1 размыкаются. Срабатывает реле К1, замыкаются контакты К1.1 — К1.3. Включается отсекатель тока КЗ, отсекатель газа К4, а К1.3 замыкает цепь питания двигателя М.
В данной схеме рассматривается двигатель с реверсивной обмоткой. Для двигателя подачи с электротормозом схема включения показана на рис.5 (где 1 — двигатель; 2 — электротормоз). Через К1.2 заряжается С11. По окончании режима сварки (SA2 не нажата) цепь питания К1 разрывается, а к К2 через замкнутые контакты SA2.1 от С11 подводится напряжение питания. В результате K2.1 и К2.2 замыкаются. Включается обмотка реверса двигателя М. А так как отсекатель тока КЗ и отсекатель газа К4 остаются включены, благодаря контактам К2.1, то на наконечнике рукава присутствует напряжение питания и подается углекислота.
А так как отсекатель тока КЗ и отсекатель газа К4 остаются включены, благодаря контактам К2.1, то на наконечнике рукава присутствует напряжение питания и подается углекислота.
Это необходимо для того, чтобы подающая проволока отгорела в месте окончания сварки без ухудшения качества свариваемого шва. Одновременно реверсивный режим работы двигателя демпфирует инерционность редуктора и якоря двигателя. По окончании разряда конденсатора С11 реле К2 отключается и СПА переходит в начальное положение.
Элементы.
Подающий механизм взят от сварочного полуавтомата типа А547УмПДГ-309. Реле K1, K2 типа ТКЕ-54ПД1 или аналогичные с максимальным током на контактах до 2 А. Реле КЗ КМ200Д-В, реле К4 — отсекатель газа (идет в комплекте с подающим). Трансформатор TV1 любой сварочный с габаритной мощностью 3 кВт. Выключатель SA1 — пакетный на 380 В, 15 А или два спаренных типа ВДС 6320-75 на 15 А. Предохранитель РА1 на 15 А. Силовой дроссель L1: сердечник из низкочастотного железа от трансформатора на габаритную мощность 1,5-3 кВт. Обмотка имеет 40-80 витков сечением 20 мм . Автор использовал стандартный дроссель от сварочного полуавтомата типа А547УмПДГ-309. L2 — ДФ2 или любой другой на ток 2 А. В зазор установлена полоска из текстолита толщиной 7 мм (рис.6). Диоды VD1-VD4 типа ВЛ-200-90 или другие низкочастотные с током пропускания не менее 100 А. Радиатор стандартный 7x8x10 см. VD9 — Д816Д на радиаторе с площадью рассеивания 100 см , VD5-VD8 — Д226 с любым буквенным индексом; C1,
Обмотка имеет 40-80 витков сечением 20 мм . Автор использовал стандартный дроссель от сварочного полуавтомата типа А547УмПДГ-309. L2 — ДФ2 или любой другой на ток 2 А. В зазор установлена полоска из текстолита толщиной 7 мм (рис.6). Диоды VD1-VD4 типа ВЛ-200-90 или другие низкочастотные с током пропускания не менее 100 А. Радиатор стандартный 7x8x10 см. VD9 — Д816Д на радиаторе с площадью рассеивания 100 см , VD5-VD8 — Д226 с любым буквенным индексом; C1,
C2 — 0,1 на 400 В, любые металлобумажные; СЗ-С8 -10000 на100 В типа К50-32, можно К50-18,К50-19; С9-С11 — 100 на 100 В К50-27, можно другие; R1 — шунт типа 75ШС ММЗ-500; R2 — реостат сварочный, можно от регулятора аргонно-дуговой сварки; R3 — 20 Ом ПЭВ-5-77; R4 — 47 Ом, реостат переменный 22 Вт; R5- 12 Ом ПЗ-75; R6- 100 Ом ПЗ-75; РА1 — вольтметр с пределом шкалы 75-100 В типа М43300, М43100; РА2 — амперметр с пределом шкалы 300500 А типа М43300, М43100.
Провода, указанные на схеме утолщенной линией, должны иметь площадь сечения не менее 20 мм.
Конструкция. На рис. 7 (а — вид сбоку; б — вид сверху) показана конструкция сварочного полуавтомата в сборе: 1 — трансформатор; 2 — диодный мост; 3 — дроссель L1; 4 — реостат R2; 5 — баллон углекислоты; 6 — «масса»; 7 -редуктор; 8 — подающий механизм; 9 — рукав; 10 — предохранитель; 11 — пакетный выключатель SA1; 12 -вольтметр, амперметр РА1 и РА2; 13 — регулятор скорости подачи R4.
Наладка СПА. От качества настройки СПА сильно зависит удобство пользования аппаратом, поэтому необходимо как можно внимательней отнестись к следующим рекомендациям. В данном простейшем варианте СПА «узким местом» является настройка подачи проволоки и настройка качества шва.
Настройка подачи проволоки
Подающий механизм следует включить без затяжки проволоки в рукав и без подсоединения углекислоты. Если углекислота подключена тумблером SA3 (он необходим для отключения отсекателя газа при затяжке проволоки в целях экономии С02), отключить отсекатель газа. При нажатии SA2 должны сработать отсекатель тока, отсекатель газа (при включенном SA3) и двигатель подающего механизма М. Через 5 с отпустить SA2 , при этом двигатель должен включиться в обратном направлении.
Через 5 с отпустить SA2 , при этом двигатель должен включиться в обратном направлении.
Заправить проволоку от барабана 1 через подающий механизм в рукав и затянуть ролик подачи, чтобы проволока 5 прижималась роликом 3 к подшипнику 4 и входила в рукав 2 (рис.8).
Включить SA2 на 20 с, после чего выключить. Механика очень инерционна, поэтому проволока сначала движется медленно, а со временем ускоряется. При отпускании SA2 ток в двигателе через реверсивную обмотку должен быть достаточен для полного торможения проволоки. Ток регулируют подстроечным реостатом R5. Для торможения проволоки необходимо время.
Обмотка реверса включена в цепь питания на время, определяемое временем разряда С11 через К2 и R6. Для нормального торможения проволоки, чтобы проволоку не затягивало обратно в рукав или не выводило дольше наконечника более чем на 1 см, необходимо очень точно и терпеливо отрегулировать R5 и R6, режим торможения зависит на 20% также от реостата R2. К сожалению, описать все подробности регулировки не позволяет объем статьи и, кроме того, невозможно учесть все нюансы разных серий подающих механизмов. Процесс сварки чаще всего будет прерывистым, т.е. с интервалом включения подачи проволоки примерно в 0,5-1 с. Настройка качества шва для проволоки диаметром 0,8-1 мм
Процесс сварки чаще всего будет прерывистым, т.е. с интервалом включения подачи проволоки примерно в 0,5-1 с. Настройка качества шва для проволоки диаметром 0,8-1 мм
Отрегулировать в процессе сварки подачу углекислоты в пределах 0,5-1 атм по манометру на редукторе. Установить в среднее положение реостат R2.
На чистом листе металла 0,7-0,8 мм при подсоединенной массе включить режим подачи проволоки. Если лист металла будет прожигаться, уменьшить подачу проволоки реостатом R4. При дальнейшем прожигании листа увеличить сопротивление реостата R2. Если проволока не расплавляется, а краснеет и ложится на лист небольшими кучками, увеличить реостатом R4 подачу проволоки или уменьшить сопротивление реостата R2.
Эти все процессы необходимо наблюдать через маску для электросварки. Как только шов будет ложиться нормально на лист металла, необходимо отрегулировать зазор в дросселе. Для этого измеряют вольтметром переменную составляющую в режиме сварки непосредственно между плюсом на рукаве и «массой». Регулируя зазор в дросселе, а также количество витков, добиваются переменной составляющей напряжения в пределах 1,2-3 В.
Регулируя зазор в дросселе, а также количество витков, добиваются переменной составляющей напряжения в пределах 1,2-3 В.
Надо учитывать слишком большую индуктивность дросселя. При этом ток, необходимый для нормальной сварки, будет нарастать через определенный промежуток времени, а в начальный момент подаваемая проволока не будет даже расправляться. В этом случае необходимо уменьшить количество витков на дросселе.
Для безопасности автор рекомендует все операции настройки проводить в резиновых перчатках на резиновом коврике в сухом помещении. Все детали, находящиеся под напряжением, следует изолировать. Для сварщика лучше использовать специальный сварочный костюм, так как при работе образуется большое количество окалины (брызг раскаленного металла).
Литература:
1. Пронский И.Н. Секреты сварочного трансформатора//Радюаматор.- 1998.-№1 .-С..21-22
2. Пронский И.Н. Секреты сварочного трансформатора//Радюаматор. — 1998.-№3.- С.43-45.К
— 1998.-№3.- С.43-45.К
Ответы на вопросы тех, кто хочет самостоятельно изготовить сварочный агрегат
1. Почему именно крутопадающая характеристика?
Большинство радиолюбителей при сборке СПА пользуются самодельными сварочными трансформаторами. Трансформаторы ручной сборки (не профессиональной) имеют низкий КПД и вследствие этого крутопадающую характеристику (рис.1, кривая А) [1]. Это выгодно сказывается при конструировании СПА, так как основная масса сварщиков имеет невысокие профессиональные навыки, а именно, умение правильно держать «рукав» (под правильным углом по отношению к свариваемой конструкции), правильно зажигать дугу и поддерживать ее горение. Как видим из рис.1, дуга имеет разные характеристики при различной ее длине 11, 12 где 11 и 12 ~ расстояние между электродами. При этом изменение тока незначительное, что выгодно влияет на фильтрацию переменной составляющей, а также на однородность свариваемого шва.
2. Как собрать трансформатор для СПА?
Как собрать трансформатор для СПА?
Этот вопрос является наиболее трудным, так как количество витков в трансформаторе напрямую зависит от свойств магнитного железа, применяемого в сердечнике трансформатора.
При расчете сварочного трансформатора в первую очередь необходимо учитывать габаритную мощность трансформатора, которая для нормального провара металла глубиной до 4 мм составляет примерно 3 кВт. Рассмотрим подробнее устройство трансформаторов [2].
Трансформатор состоит из следующих частей: сердечника, обмоток, каркаса и деталей, стягивающих сердечник. Сердечник трансформатора является магнитопроводом, который изготовляют из стальных листов толщиной 0,35…0,5 мм [3]. В настоящее время применяют два вида специальной электротехнической стали: горячекатаную с высоким содержанием кремния и холоднокатаную. Последняя имеет лучшие магнитные характеристики в направлении прокатки.
Стальные листы изолированы друг от друга бумажной, лаковой изоляцией (толщиной 0,04-0,6 мм) или окалиной, что позволяет уменьшить потери мощности в магнитопроводе за счет того, что вихревые токи замыкаются в плоскости поперечного сечения отдельного листа (рис. 2). Чем меньше толщина листа, тем меньше сечение проводника, по которому протекает вихревой ток 1 В, и тем больше его сопротивление.
2). Чем меньше толщина листа, тем меньше сечение проводника, по которому протекает вихревой ток 1 В, и тем больше его сопротивление.
В результате вихревой ток и потери мощности на нагрев магнитопровода уменьшаются (по этой причине автор не советует использовать сердечники от электродвигателей).
По типу или конфигурации магнитопровода трансформаторы подразделяют на стержневые и броневые.
В стержневых трансформаторах обмотки, насаженные на стержень магнитопровода, охватывают его (рис.3,а) В броневых трансформаторах магнитопровод частично охватывает обмотки и как бы «бронирует» их (рис.3,6). Горизонтальные части магнитопровода, не охваченные обмотками, называются нижним и верхним ярмом. Трансформаторы большой и средней мощностей обычно изготовляют стержневыми, так как они проще по конструкции, имеют лучшие условия для охлаждения обмоток, что особенно важно в мощных трансформаторах, имеющих большие габариты.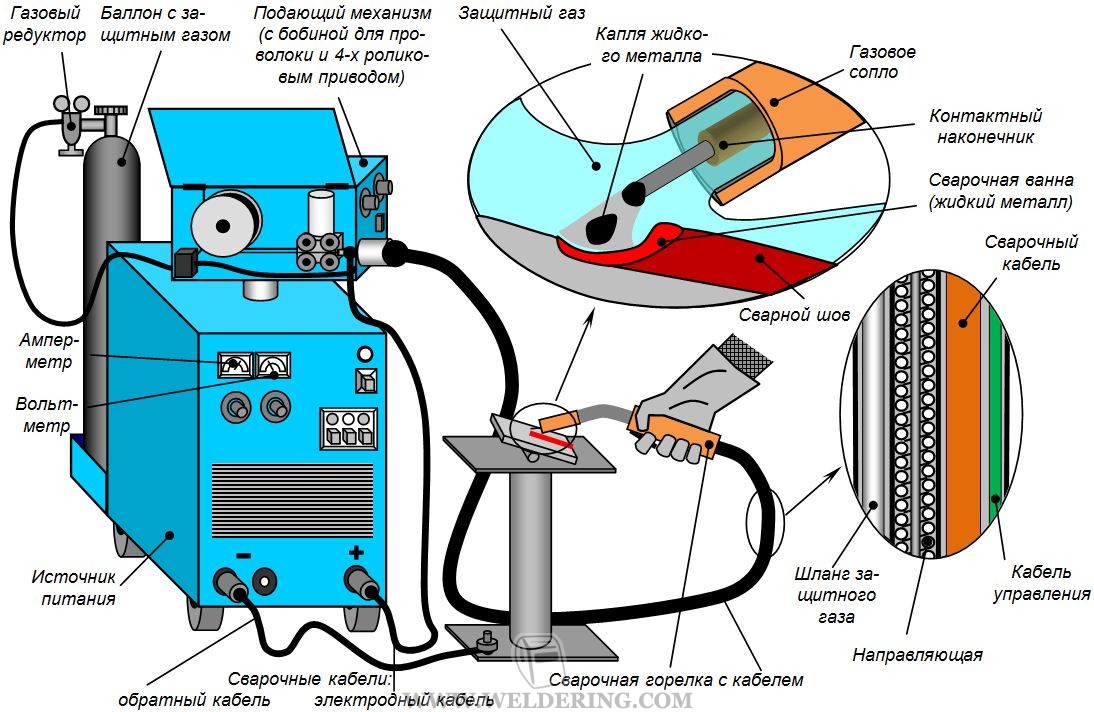 Магнитопровод таких трансформаторов набирают из отдельных пластин прямоугольной формы (рис.4,а, автор применил именно такую сборку трансформатора).
Магнитопровод таких трансформаторов набирают из отдельных пластин прямоугольной формы (рис.4,а, автор применил именно такую сборку трансформатора).
Для уменьшения магнитного сопротивления их набирают так, чтобы стыки пластин в двух соседних слоях были в разных местах. Аналогично выполняют магнитопроводы с двумя стержнями. Магнитопроводы броневого типа применяют для сухих трансформаторов средней мощности и используют в электросварке. Наружные броневые стержни этого магнитопровода частично защищают обмотки трансформатора от механических повреждений.
Трансформаторы малой мощности могут иметь магнитопровод, собранный из пластин, выполненных в форме буквы «Ш», и прямоугольных полос (рис.4,6) Магнитопроводы стержневых и броневых трансформаторов малой мощности можно навивать из узкой ленты электротехнической стали (рис.5). Это позволяет уменьшить воздушные зазоры в магнитопроводе и снизить магнитное сопротивление, а следовательно, и ток холостого хода. В большинстве случаев ленточные магнитопроводы разрезают, чтобы на них легче посадить заранее намотанные обмотки.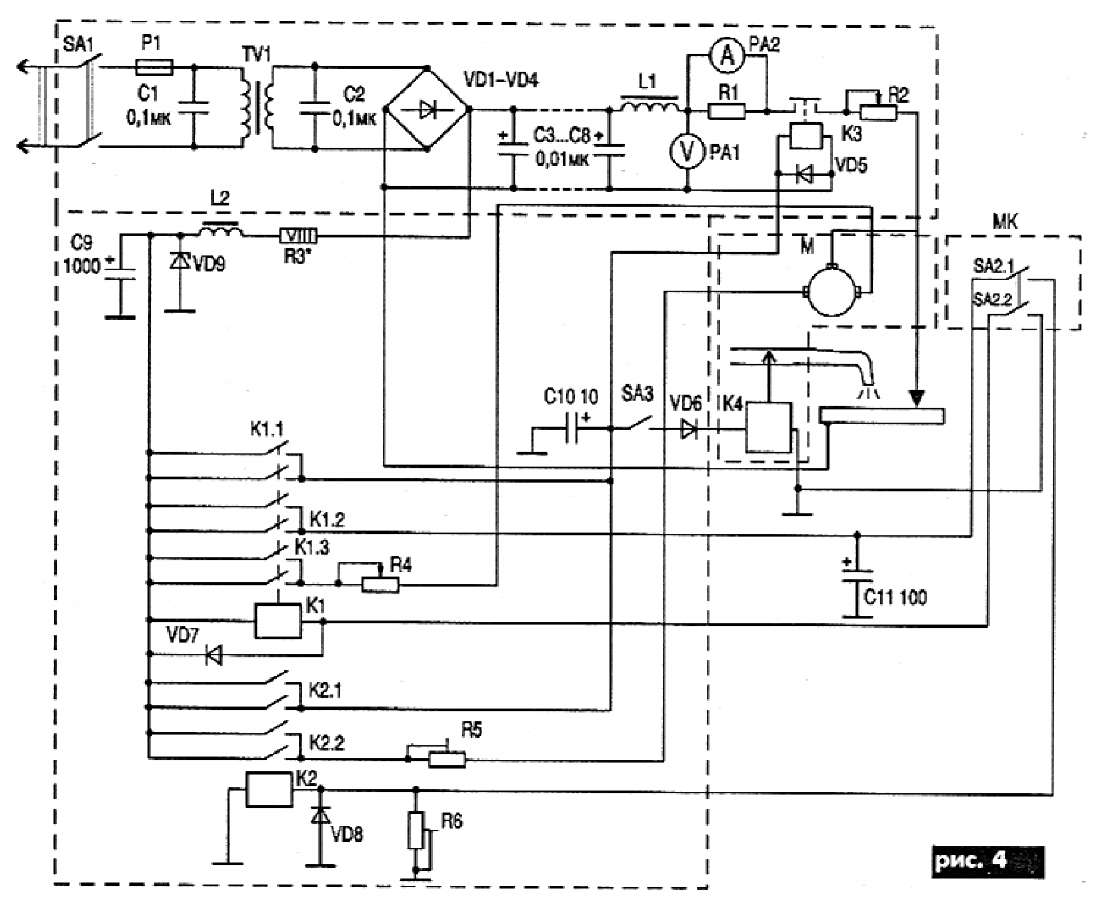 Затем половинки магнитопроводов соединяют. Из ленточных магнитопроводов чаще всего для электросварки применяют кольцевые тороидальные (рис.5,в). КПД таких тороидальных трансформаторов очень высок. Поэтому количество наматываемых витков на сердечник меньше, чем в стержневых и броневых трансформаторах.
Затем половинки магнитопроводов соединяют. Из ленточных магнитопроводов чаще всего для электросварки применяют кольцевые тороидальные (рис.5,в). КПД таких тороидальных трансформаторов очень высок. Поэтому количество наматываемых витков на сердечник меньше, чем в стержневых и броневых трансформаторах.
При изготовлении трансформаторов используют каркасы для намотки обмоток (рис.6). Как правило, их изготовляют из листовых электроизоляционных материалов (гетинакс или электроизоляционный картон). Размеры каркаса зависят от размера сердечника. У тороидальных трансформаторов каркас отсутствует, сердечник обматывают специальной лакотканью (стеклоткань или искусственная высоковольтная электротехническая ткань, пропитанная электротехническим лаком). Сердечник обматывают в два-три слоя тканью в натяжку и фиксируют нитками или пропитывают лаком. После высыхания лака наматывают обмотку.
Для изготовления обмоток трансформаторов и дросселей применяют круглые медные провода с эмалевой изоляцией (в первичной обмотке можно использовать указанные провода, при этом провода укладывают как можно ближе друг к другу, одновременно провод изолируют лакотканью (можно стеклотканью с пропиткой лаком), в случае намотки первичной обмотки двумя проводами каждый провод изолируют отдельно). Начало намотки фиксируют ниткой (рис.7). При этом провод должен выходить сбоку трансформатора, а не внутри его. Вторичную обмотку (силовую) наматывают прямоугольным проводом (изоляция провода аналогична рассмотренной выше).
Начало намотки фиксируют ниткой (рис.7). При этом провод должен выходить сбоку трансформатора, а не внутри его. Вторичную обмотку (силовую) наматывают прямоугольным проводом (изоляция провода аналогична рассмотренной выше).
Рассмотрим наиболее простой метод расчета сварочного трансформатора. Начальные данные: Ргаб=3 кВт; Uxx=45 В при Ih=0; Uh=30 В при 1н=100 А; исети=220 В; Рсети=50 Гц; допустимый КПД=0,85.
Автор использовал табличные данные из разных источников, поэтому они приближенные.
Воспользуемся методикой, предложенной в [4]. Имеем формулу
Как видим, полученное значение Км меньше табличного (табл.2). В этом случае полезно на 10% увеличить диаметр провода первичной обмотки, поскольку она расположена внутри и хуже охлаждается. В большинстве случаев конструирования сварочных трансформаторов число витков на 1 В достигает 0,7. Прежде чем наматывать вторичную обмотку, желательно собрать трансформатор и проверить ток холостого хода по методике, рассмотренной в [2].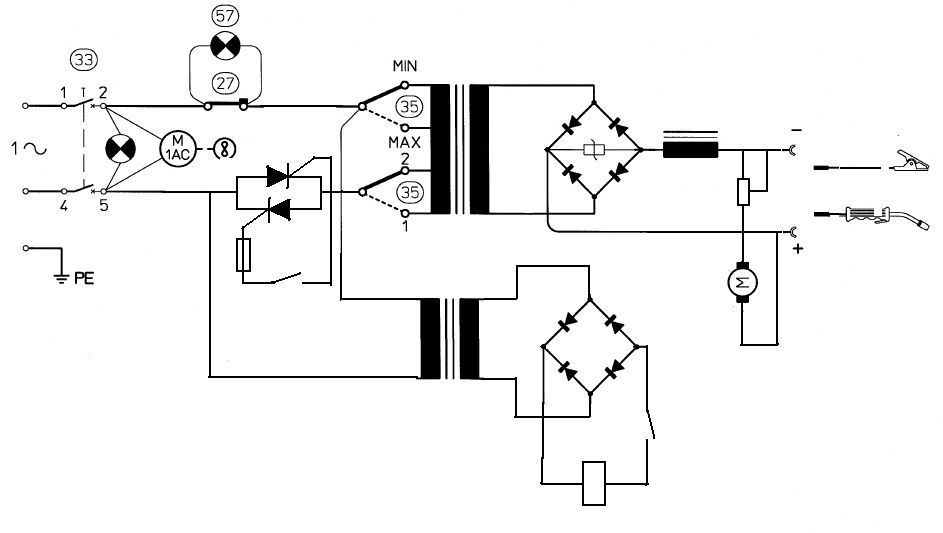
Остановимся немного на технологии сборки трансформатора. Каркас изготовляем с внутренним окном (рис.6,б) не 10-20% больше размеров сечения сердечника. После сборки трансформатора в оставшиеся промежутки между каркасом и сердечником забиваем расклинивающие деревянные клинья для снижения уровня шума. При намотке на каркас обмотки (особенно вторичной) в окно каркаса вставляем деревянный брусок, а обмотку прибиваем к каркасу деревянным молотком (лучше через текстолитовую пластину, чтобы не повредить изоляцию проводов). Обмотки изолируем друг от друга специальным изоляционным материалом (табл.4)
Диэлектрическая проницаемость Епр не должна быть менее (в межобмоточной изоляции) 10 кВ/мм. Как правило, первичную обмотку наматываем первой, а вторичную -сверху первичной, изоляция между обмотками должна быть двойной. Если необходимого провода нет, то обмотку можно наматывая двойным проводом (одновременно), причем суммарная площадь сечения проводов должна быть на 10-20% больше расчетной.
Сердечник трансформатора стягиваем шпильками через отверстия (рис.4), при этом саму шпильку изолируем от сердечника электроизоляционной бумагой (табл.4). Для стяжки сердечника используем также бандаж или брусья (стальная лента шириной 40 мм, толщиной 1-3 мм) из маломагнитной стали. Как правило, верхнюю ярмовую балку стягиваем с обеих сторон пластинами, а нижнюю — уголками, которые играют роль шасси. От активной стали магнитопровода эти пластины изолируем с помощью полосы электротехнического картона толщиной 23 мм. Активную сталь магнитопровода и ярмовых балок заземляем в одной точке с помощью медной луженой ленты.
Автор: И.Н. Пронский, г. Киев
Литература:
1. Пронский И.Н. Секреты сварочного трансформатора //Радюаматор. — 1998.- №1.
2. Зызюк А.Г. О трансформаторах //Радюаматор.- 1998.- №2.
3. Иванов И.И., Равдоник B.C. Электротехника — М.: Высш. шк., 1984.
4.Мезель К.Б. Трансформаторы электропитания — М.: Энергоиздат, 1982.
Сварочный полуавтомат своими руками — схема для сборки
Изделие, которое предназначено для процесса сварки называется сварочным полуавтоматом. Аппараты для сварки бывают разных форм и видов, но главное, чтобы этот механизм надежно работал, был качественным, практичным, безопасным и служил долгие годы.
Аппараты для сварки бывают разных форм и видов, но главное, чтобы этот механизм надежно работал, был качественным, практичным, безопасным и служил долгие годы.
Схемы самодельных сварочных полуавтоматов можно найти в интернете или узнать, получив консультацию специалиста. Данный инструмент пригодится в любом хозяйстве, хранить его можно как дома, так и в гараже или на даче. Для того чтобы сварка полуавтомат своими руками работала, необходимо знать кое-что о принципах работы этого механизма.
Виды сварочных полуавтоматов
Во-первых, нужно отметить, что сварочные аппараты делятся на следующие виды:
- для сварки под слоем флюса;
- для сварки на газах;
- а также для сварки порошковой проволокой.
Бывает такое, что для качественного результата необходимо взаимодействие этих видов аппаратов.
Кроме вышеперечисленных видов, эти изделия делятся и по другим критериям и бывают:
- однокорпусные и двукорпусные;
- стационарные, переносные и передвижные;
- профессиональные, полупрофессиональные и любительские;
- тянущие, толкающие.

Иногда для полноценной и качественной работы необходимо приобрести дополнительное оборудование (например, баллон с углекислым газом).
Основные составляющие сварочного аппарата и принцип сварки
Сварочный полуавтомат своими руками, схема которого не представляет особой сложности, состоит из нескольких основных элементов:
- источник питания;
- устройство с основной функцией – управление сварочным током;
- рукава;
- горелки;
- зажимы.
Источником питания может служить трансформатор, инвертор или выпрямитель. От того, какой источник питания выбран, зависит объем и цена сварочника. Лучшими называют инверторные источники питания.
Электрическая схема сварочного полуавтомата предусматривает, что тип сварки влияет на слаженность работы оборудования в целом.
Принцип работы аппарата заключается в перемещении и регулировке грелки, в контроле и отслеживании сварочного процесса.
Также схемы самодельных сварочных аппаратов предусматривают определенную последовательность работы. На начальном этапе проходит подготовительная продувка системы для дальнейшей подачи газа. Следующим запускается источник питания дуги. Потом подается проволока и начинается движение полуавтомата с определенной скоростью. По окончании процесса, необходимо обеспечить заварку кратера и защиту шва.
Нужно также учесть, что процесс сварки выполняется в специальном помещении с применением сварочного оборудования.
Сварка полуавтомат своими руками предусматривает обязательное соблюдение правил безопасности. Нужно проверить исправность всех механизмов, перепроверить заземлен ли корпус устройства. Во время сварки, нельзя облокачиваться или опираться на аппарат. Если с аппаратом возникли какие-то неполадки, следует немедленно прекратить работу и прибегнуть к помощи специалиста.
Плюсы и минусы сварочного аппарата, и советы по его изготовлению своими руками
Сварочный полуавтомат своими руками, схема которого рассмотрена выше, имеет свои достоинства и недочеты.
К преимуществам можно отнести высокий коэффициент полезного действия, минимальную потерю энергии и расход электротехнического материала. Этот современный механизм характеризуется небольшими габаритами и весом, высоким качеством шва и возможностью работы с любыми сплавами. Его удобно передвигать к месту сварки, и он имеет достаточно высокий уровень безопасности.
Недостатками этого аппарата можно считать его высокую стоимость и плохую работу в условиях отрицательных температур.
Существуют инструкции для изготовления полуавтоматов для сварки своими руками, которые, как правило, предусматривают их применение в мелких бытовых целях. Именно исходя из этого и производятся основные расчеты по его изготовлению. Лучше всего для изготовления этого аппарата ручным способом, использовать трансформаторное железо.
Изучив, что такое электросхема сварочного полуавтомата и основные принципы его действия можно без особого труда сделать сварочный аппарат самостоятельно. Важно не забывать об электробезопасности и правилах, удобнее выполнять работы по изготовлению сварочного полуавтомата в домашних условиях вдвоем. Также нужно помнить, что электрическая схема сварочного полуавтомата предусматривает предварительные расчеты, которые лучше лишний раз перепроверить.
Важно не забывать об электробезопасности и правилах, удобнее выполнять работы по изготовлению сварочного полуавтомата в домашних условиях вдвоем. Также нужно помнить, что электрическая схема сварочного полуавтомата предусматривает предварительные расчеты, которые лучше лишний раз перепроверить.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
схемы и чертежи самодельного устройства из трансформатора и инвертора, инструкция и видео
Полуавтоматом называется сварочное оборудование, предназначенное для сварки металлических изделий. Стоимость таких приборов довольно высокая, поэтому у многих потребителей возникает необходимость соорудить сварочный полуавтомат своими руками.
Содержание
Открытьполное содержание
[ Скрыть]
Принцип работы сварочного полуавтомата
Принцип действия инверторного устройства состоит из:
- процедуры перемещения и регулирования горелки;
- контроля и мониторинга за проведением сварочного процесса.

Когда оборудование подключается к сети, переменный ток преобразуется в постоянный.
Чтобы это происходило правильно, агрегат должен быть оборудован:
- электронный блоком;
- выпрямительными устройствами;
- высокочастотным трансформатором.
Процедура качественной сварки металлических изделий возможна при наличии основных параметров.
В идентичном равновесии должны находиться:
- величина напряжения;
- параметр силы тока;
- величина скорости подачи проволоки.
Чтобы обеспечить работу этих характеристик, потребуется источник питания с вольтмерными параметрами, а сама длина дуги определяется величиной напряжения. Что касается скорости подачи проволоки, то она зависит от величины сварочного тока.
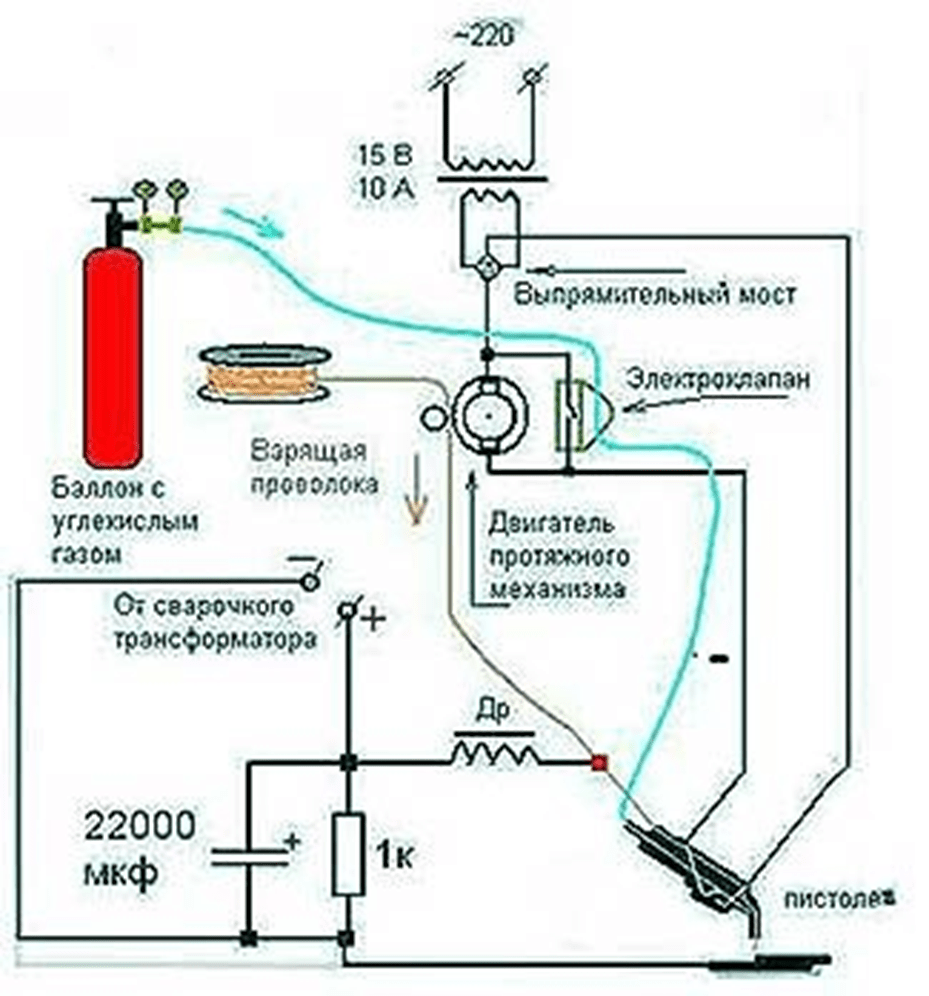
Общая схема подключения сварочного полуавтомата
Что понадобится для переделки инвертора?
Чтобы переделать инвертор и получить самодельный сварочный полуавтоматический аппарат в домашних условиях, надо использовать следующие устройства:
- Агрегат с основной опцией, которая отвечает за процедуру управления сварочным током. Устройство должно формировать не менее 150 ампер тока.
- Устройство сетевого питания.
- Агрегат, предназначенный для подачи сварочной проволоки.
- Основной компонент оборудования — горелка.
- Патрубок, по которому поступает сварочная проволока.
- Специальный патрубок для поступления защитного газа в зону, где проводится сварка.
- Механизм с катушкой с проволокой. При изготовлении конструкции катушку придется немного переделать.
- Управляющий модуль, который мониторит и следит за функционированием самоделки.
 Устройство должно формировать не менее 150 ампер тока.
Устройство должно формировать не менее 150 ампер тока.Подготовка трансформатора
Чтобы самостоятельно собрать ручной полуавтомат, надо правильно подготовить трансформаторное устройство. Посредством этого агрегата выполняется подача проволоки. В результате того, что трансформаторный узел выходит из строя чаще других устройств, при подготовке плана правильно делаются расчеты. Если сила тока превышена, это может привести к воспламенению электродов, в итоге изделие будет повреждено. Но если величина тока слишком слабая, то готовый аппарат будет неполноценным, поскольку шов получится ненадежным.
Но если величина тока слишком слабая, то готовый аппарат будет неполноценным, поскольку шов получится ненадежным.
Василий Макунин подробно рассказал о подготовке трансформаторного узла и других этапах сборки сварочного полуавтомата.
Механизм подачи проволоки
Чтобы сделать полуавтоматический аппарат, надо продумать модернизацию механизма подачи проволоки. Сам по себе инвертор является надежным агрегатом, но при некорректной эксплуатации он может сломаться. Причина неисправности обычно заключается в выходе из строя регуляторного механизма. Сама схема функционального девайса включает прижимной ролик, который оборудован регуляторным устройством прижима проволоки. В аппарате имеется ролик подачи проводника, в нем расположены два технологических углубления, из них выходит проволока.
В аппарате имеется ролик подачи проводника, в нем расположены два технологических углубления, из них выходит проволока.
При эксплуатации оборудования допускается применение проводника, диаметр которого составляет не более 1 мм.
После регуляторного механизма располагается соленоид, он предназначен для контроля процедура подачи газа. Сам по себе регулятор имеет большие размеры, он крепится на агрегате посредством небольших винтов. Поэтому место фиксации нельзя назвать надежным. В ходе эксплуатации оборудование может подкашиваться, что станет причиной неисправности.
Можно приобрести подающий узел с горелкой в магазине или соорудить самостоятельно.
Если собирать устройство своими руками, понадобится:
- электрический мотор от стеклоочистителей авто;
- два подшипниковых элемента;
- две пластины;
- ролик с диаметром не более 2,5 см.
Принцип сборки механизма:
- Монтаж ролика выполняется на вал электрического мотора от дворников.
- На пластинах выполняется фиксация подшипниковых устройств, эти элементы надо прижать к ролику. Процедура сжатия выполняется посредством пружины.
- Проводник, который проходит по направляющим между подшипниковыми элементами, протягивается.
- Составляющие компоненты устройства регулировки монтируются на пластине, ее толщина — не меньше 0,8-1 см. Для сборки потребуется текстолитовая пластина. Подача проволки должна выполняться в месте установки разъема, соединяющегося с рукавом. Здесь производится монтаж катушки соответствующего диаметра, а также маркой проволоки.
- Сам разъем подсоединяется к рукаву, который монтируется на лицевой части корпуса устройства. К пластине выполняется подключение катушки с намотанным проводником. Для качественной фиксации катушки на подающем механизме под нее надо изготовить вал. Его фиксация выполняется перпендикулярно с текстолитовой пластиной. На краю вала делается резьба, это позволит обеспечить качественную фиксацию катушки.
Схема механизма подачи для полуавтомата
Пример чертежа протяжки представлен ниже.
Схема механизма подачи для полуавтомата
Источник питания
При изготовлении полуавтомата надо продумать схему подачи питания.
В качестве основного устройства может использоваться:
- выпрямительный узел;
- инвертор;
- трансформаторный агрегат.
Этот узел влияет на объем, а также стоимость изготовляемого оборудования. Рекомендуется использовать инверторные механизмы, этот вариант является профессиональным и наиболее качественным.
Схема источника питания
Горелка
Горелка применяется для поступления к определенному участку сваривания:
- проволоки;
- напряжения;
- газа.
Предназначение узла заключается в замыкании электроцепи, благодаря этому выполняется подача проводника к защитному газу. Комплектация устройства должна включать в себя рукава, которые будут применяться для подачи проводника и газа.
Для удобства и лучшего эффекта специалисты рекомендуют использовать уже готовый пистолет.
Баллон
При самостоятельной сборке оборудования рекомендуется использоваться стандартные баллоны. Если применяется углекислота, то возможна эксплуатация баллона от огнетушителя. Но перед установкой с узла необходимо демонтировать рупор. Чтобы произвести монтаж редуктора, потребуется переходник, поскольку фактическая резьба баллона не соответствует горлу огнетушителя. Чтобы баллон можно было перемещать во время эксплуатации агрегата, применяется тележка.
Плата управления полуатоматическим сварочным аппаратом
Чтобы сделать сварочный полуавтомат своими руками, потребуется плата управления.
Для изготовления платы потребуются:
- Задающее генераторное устройство, которое включает в себя трансформаторный узел гальванической развязки.
- Механизм, который управляет реле.
- Модуль двусторонней связи, потребуется несколько устройств, они предназначены для подачи напряжения и тока.
- Термозащитный модуль.
- Блок Антистик.
Схема платы управления
Как подобрать корпус для полуавтомата?
Сборка преобразователя включает в себя выбор корпуса для агрегата. В качестве этого компонента можно использовать короб либо ящик, обладающий соответствующими размерами. При сборке специалисты рекомендуют отдать предпочтение пластмассовым либо корпусам, выполненным из тонкого листового материала. Внутрь устройства выполняется установка трансформаторов, подключающихся к первичным и вторичным обмоткам.
В качестве этого компонента можно использовать короб либо ящик, обладающий соответствующими размерами. При сборке специалисты рекомендуют отдать предпочтение пластмассовым либо корпусам, выполненным из тонкого листового материала. Внутрь устройства выполняется установка трансформаторов, подключающихся к первичным и вторичным обмоткам.
Система охлаждения полуавтомата
Чтобы не пришлось менять элементы сварочного оборудования в ходе эксплуатации, необходимо заранее продумать систему охлаждения. При интенсивной работе компоненты агрегата будут перегреваться.
Простейший вариант реализации охладительной системы — монтаж вентиляторов. Эти компоненты фиксируются по бокам корпуса оборудования. Для эффективной работы монтаж вентиляторов производится напротив трансформатора, а фиксация устройств выполняется так, чтобы они работали на вытяжку.
В качестве охлаждения допускается применение вентиляторов из блока домашнего компьютера.
Качественное охлаждение включает в себя удаление теплого воздушного потока и поступление свежего воздуха извне. В корпусе оборудования с помощью дрели выполняется сверление отверстий, их количество может варьироваться от 20 до 50. Что касается диаметра отверстий, то он должен составить не меньше 0,5 см. Слишком большие отверстия тоже делать не рекомендуется, чтобы не допустить попадания грязи внутрь агрегата.
В корпусе оборудования с помощью дрели выполняется сверление отверстий, их количество может варьироваться от 20 до 50. Что касается диаметра отверстий, то он должен составить не меньше 0,5 см. Слишком большие отверстия тоже делать не рекомендуется, чтобы не допустить попадания грязи внутрь агрегата.
Петр Саюк показал работу самодельного сварочного полуавтомата.
Изготовление дросселя своими руками
Для изготовления дроссельного узла потребуется трансформаторное устройство и эмалированный кабель. Диаметр последнего должен составить больше 1,5 мм. Между слоями проводника выполняется намотка изоляционного слоя. Надо сделать 24 витка провода, потребуется алюминиевая шина, ее размеры должны составить не меньше 2,5*4,5 мм. Оставшиеся концы шины надо оставить по 30 см.
Надо сделать 24 витка провода, потребуется алюминиевая шина, ее размеры должны составить не меньше 2,5*4,5 мм. Оставшиеся концы шины надо оставить по 30 см.
Производится укладка сердечника, потребуются куски текстолита, они должны иметь зазор не менее 1 мм. Допускается намотка дросселя на металле от лампового телевизора. Но на подобный агрегат можно установить не более одной катушки. Узел позволит выполнить стабилизацию сварочного тока. В конечном счете агрегат должен выдавать не менее 24 вольт при токе 6 ампер.
Тележка для сварочного полуавтомата
В качестве тележки можно использовать готовую конструкцию или собрать изделие самостоятельно. Если собирать своими руками, то тележку можно сделать одно-, двух- или трехуровневой. Для выполнения работ по сварке потребуются инструменты, их можно хранить на верхнем «этаже» изделия.
Чтобы перемещение оборудования было удобным, на тележку устанавливаются колеса, их диаметр должен составить не меньше 0,5 см.
Как контролировать работу сварочного полуавтомата?
При функционировании оборудования потребителю надо регулярно контролировать уровень температуры, при которой функционирует инверторное устройство. Процедура мониторинга выполняется посредством одновременного клика по двум клавишам. В результате нажатия уровень температуры наиболее горячего радиаторного устройства будет отображаться на индикаторе. Если температура составит не более 75 градусов, за сварочный аппарат можно не переживать.
Процедура мониторинга выполняется посредством одновременного клика по двум клавишам. В результате нажатия уровень температуры наиболее горячего радиаторного устройства будет отображаться на индикаторе. Если температура составит не более 75 градусов, за сварочный аппарат можно не переживать.
При увеличении температуры индикатор воспроизводит звуковые импульсы. Это приведет к автоматическому снижению величины рабочего тока до 20 ампер, также ток снижается при выходе из строя или замыкании контроллера. Индикатор издает сигналы до момента, пока температура не будет стабилизирована. О некорректной работе агрегата могут сообщить ошибки на дисплее.
Фотогалерея
Фото самодельного оборудования представлены в этом разделе.
Видео
Valeriy Doniy наглядно продемонстрировал процедуру сборки полуавтоматического сварочного оборудования из инверторного устройства.
Схема сварочного полуавтомата своими руками
Среди большого количества различных решений создания самодельных полуавтоматов, предложенная схема сварочного полуавтомата своими руками выглядит наиболее
интересной. Сварочный полуавтомат предназначен для мастеров, предпочитающих выполнять кузовной ремонт своих автомобилей самостоятельно.
Полуавтомат изготовлен для работы с подачей проволоки для сварки в автоматическом режиме в среде углекислого газа. Учитывая, что основная цель применения полуавтомата, это сварка кузовных деталей, которые имеют небольшую толщину. Тонкий металл предпочтительнее всего сваривать очень быстрым воздействием нагрева точки сварки. При этом работать нужно аккуратно, чтобы кузовные детали не успели подвергнуться деформации или же деформируются, но в очень малой степени.
Это очень важно при работе с кузовными деталями. Металл прогревается незначительно и если это не новый металл, а ремонтируемые детали кузова, то и краска выгорает незначительно. Следовательно, при работе таким полуавтоматом заметно снижается объем подготовки, рихтовки и покраски свариваемого участка кузова.
Ускоряется и сам процесс ремонта кузова, благодаря быстрому расплавлению электродной проволоки, плюс к этому сварочный шов получается более качественным. Важно при этом и то, что нет необходимости очень точно подгонять детали перед произведением сварочных работ. Даже если свариваемые детали будут иметь разную толщину, то качество шва при этом не пострадает. Немаловажно и то, что по сравнению с ацетиленом или кислородом, углекислый газ не так дефицитен.
Освоить работу на таком полуавтомате можно очень быстро.
Особенности самодельного сварочного полуавтомата
Так как схема сварочного полуавтомата своими руками предлагает его работу с помощью углекислого газа, то при работе возникает одна проблема. Углекислый газ, с одной стороны, выполняет защиту ванну расплавленного металла от воздействия кислорода, действующего как окислитель металла. Однако с другой стороны углекислый газ начинает разлагаться на окись углерода и кислород.
Углекислый газ, с одной стороны, выполняет защиту ванну расплавленного металла от воздействия кислорода, действующего как окислитель металла. Однако с другой стороны углекислый газ начинает разлагаться на окись углерода и кислород.Для защиты расплавленного металла от кислорода в полуавтомате применяется омедненная специальная проволока, в состав которой входит кремний и марганец. Диаметр проволоки может применяться, в зависимости от толщины металла свариваемых деталей, различного диаметра, это – 0.8, 1.0 и 1.2мм.
Базой для этого полуавтомата является мощный трансформатор, работающий от сети 220 В. Мощность трансформатора подобрана порядка 2.5-3 кВт.
Автор использовал для сборки распространенные детали автомобилей. Это двигатель для подачи проволоки, где применен электродвигатель от автомобиля «Камаз» с питанием на 24В и потребляемым током в районе 3А. От вазовской «восьмерки» взят клапан подачи воды к очистителю ветрового стекла, который в полуавтомате выполняет роль газового клапана. Сам держатель от обычного промышленного сварочного полуавтомата.
Сам держатель от обычного промышленного сварочного полуавтомата.
Читайте также
схема и инструкция по сборке
На чтение 6 мин. Опубликовано
Многие интересуются, как сделать полуавтомат сварочный своими руками. В качестве основы используют инвертор, подлежащий переделке. Этот элемент нередко заменяют старым сварочным трансформатором. Также понадобится обустройство горелки и механизма выдачи расходного материала.
Как работает полуавтомат для сварки
Самодельное устройство функционирует по тому же принципу, что стандартное оборудование. Однако вместо электродов здесь используют присадочную проволоку. Ее подают в сварочную ванну автоматически, с помощью специального приспособления. Из-за непрерывной работы механизма образуется зона расплавления, позволяющая быстро соединить 2 элемента.
В виде источника тока в электросхему самодельного полуавтомата включают трансформатор или инвертор.
 Электрическая дуга образуется на горелке пистолетного вида. Подача присадочной проволоки выполняется через прорезиненный шланг. В это же время по каналу поступает газ.
Электрическая дуга образуется на горелке пистолетного вида. Подача присадочной проволоки выполняется через прорезиненный шланг. В это же время по каналу поступает газ.Принцип работы самодельного сварочного аппарата прост, производительность высока. Шов имеет равномерную поверхность, отличается повышенной прочностью. Самодельное устройство используют для сварки низкоуглеродистой стали и цветных металлов.
Полуавтомат из инвертора
Чтобы сделать сварочное оборудование из инвертора, понадобятся средства подачи тока и присадочного материала, горелка, формирующая защитную газовую среду. Ее подключают к баллону, подсоединяемому к аппарату шлангом.
При использовании некоторых видов присадочной проволоки можно обходиться без подачи газа.
Пистолетная рукоятка с кнопкой служит держателем электродов. Проволока перемещается по каналу прорезиненного рукава, соединяющего горелку с аппаратом. Инверторный агрегат должен удерживать постоянное выходное напряжение.
Инструменты и расходники
Для сборки устройства своими руками понадобятся следующие материалы и приспособления:
- инвертор с выходной силой тока не менее 150 А;
- подающий механизм, плавно выводящий проволоку в сварное соединение;
- газовая горелка, расплавляющая края металлических деталей;
- шланг для подачи газа к обрабатываемой области;
- катушка с расходным материалом;
- электронное устройство, управляющее функциями агрегата;
- схема сварочного полуавтомата.

О процессе создания полуавтомата
Готовый инвертор требует переделки. Входящий в конструкцию трансформатор оборачивают термобумагой и медной проволокой. Слишком тонкую жилу применять нельзя. Во время сварки она нагревается, из-за чего аппарат выключается.
Вторичную обмотку трансформатора защищают 3 слоями жести. Спаивание концов повышает токопроводимость. Источник питания для полуавтомата можно сделать из готового сварочного инвертора. Его подключают к отдельному корпусу, содержащему остальные элементы.
Создание механизма подачи проволоки
Этот блок нужен для равномерного введения расходного материала в сварочную ванну. Проволоку подбирают с учетом типа соединяемых металлов, результата работ. Механизм подачи должен адаптироваться под любые виды и размеры расходного материала. Готовое устройство приобретают в магазине электротоваров.
Допускается изготовление узла своими руками из таких подручных средств:
- мотора от автомобильных «дворников»;
- прижимного вала с пружиной;
- 3 подшипников;
- металлических пластин шириной 1 см.

Все детали устанавливают на текстолитовую подставку толщиной 5 мм. Проволоку вставляют между валом и подшипником. Место вывода присадочного материала сопоставляют с креплением конца шлага, используемого для впуска газа.
Провод накручивают на катушку равномерно, от этого зависит прочность сварных соединений. Катушку устанавливают на опору и закрепляют. При работе проволока разматывается и поступает в шов. Такой механизм облегчает и ускоряет процесс сварки.
Схема узла горелки
Этот элемент используется для формирования сварного соединения в газовой среде. Он служит около года и относится к категории расходных материалов. Принцип работы разных горелок одинаков. Виды отличаются максимальной температурой нагрева, мощностью, способом подачи газа.
Согласно описанию, конструкция узла включает такие детали:
- опору с рукояткой;
- сопло;
- крепеж;
- наконечник;
- втулку.
Элементы устройства перегреваются при сварке. Больше всего негативному влиянию подвергаются токопроводящий наконечник и сопло. От материала их изготовления зависит срок эксплуатации. Более дешевые варианты производятся из меди, дорогие — из вольфрама. В среднем наконечник работает 200 часов.
Больше всего негативному влиянию подвергаются токопроводящий наконечник и сопло. От материала их изготовления зависит срок эксплуатации. Более дешевые варианты производятся из меди, дорогие — из вольфрама. В среднем наконечник работает 200 часов.
Рукоятку производят из огнеупорных изоляционных материалов, защищающих сварщика от поражения током. К этой детали подсоединяют рукав подачи газа длиной 3-7 м.
Горелка должна иметь небольшие размеры и вес. Для изготовления своими руками используют штекерный разъем. Он помещен в корпус из прочного пластика. Для поджига дуги проволоку выводят за край сопла на 10-15 см. Подачу проволоки начинают, нажимая кнопку на рукоятке, которую сварщик держит в руках.
Подключение питания
Важный этап переделки инвертора под полуавтомат — установка управляющего элемента. Он же отвечает за поддержание и преобразование тока. Питающий кабель подсоединяют к клапану подачи газа и вытяжки проволоки. Для этого устанавливают сварочный инвертор с выпрямителем.
Связь между двигателем и остальными компонентами агрегата обеспечивается промежуточным автоматическим реле на 12 В.
Финальная сборка агрегата
Для изготовления аппарата выполняют такие действия:
- Подсоединяют инвертор к питающему и управляющему блокам.
- Заправляют подающее устройство проволокой, оценивают равномерность ее распределения.
- Соединяют горелку с рукавом, подключаемым к баллону. Включают инвертор, проверяют подачу газа. Проволока начинает выводиться в сварочную ванну через 1-2 секунды. Расходный материал подается в защитную среду, что исключает окисление.
- Устанавливают входные преобразователи на радиаторах.
- В самой горячей области инвертора устанавливают термодатчик. Он отключает систему при перегреве.
- Подсоединяют силовую часть электрической схемы к управляющему блоку. Подключают инверторный аппарат к сети. Измеряют выходной ток, который должен составлять более 120 А. Если показатель меньше, меняют напряжение.

Полуавтомат трансформатора
При наличии ненужного сварочного устройства этого типа можно собрать рабочий полуавтоматический аппарат. Прибор с постоянным током и выпрямителем не требует доработки. Работающий с переменным напряжением трансформатор нужно переделывать.
Необходимые инструменты
Для сборки сварочного аппарата в домашних условиях применяют такие приспособления:
- механизм подачи проволоки;
- блок формирования сварочного тока;
- питающее устройство;
- горелку;
- опорную часть;
- рукава;
- зажимы.
Выбор элементов
Перед тем как сделать аппарат своими руками, нужно правильно подобрать следующие компоненты:
- Источник питания. Для создания этого элемента используют трансформатор. От этой детали зависит производительность агрегата.
- Корпус. Используют короб или ящик нужного размера. Он должен быть сделан из металлических листов или пластика. В корпус устанавливают трансформаторы, подключаемые к первичным и вторичным бобинам.
- Охлаждающая система. При длительной работе сварочный аппарат перегревается. Самый простой способ охлаждения — установка вентиляторов. Эти устройства монтируют в боковых частях корпуса, напротив трансформатора.

Схема полуавтомата
Чертеж полуавтомата включает электронный блок, высокочастотный тиристор, специальные выпрямители. Будущий аппарат должен обладать оптимальной для образования сварного соединения силой тока, скоростью распределения проволоки, напряжением. Для обеспечения этих характеристик потребуется источник формирования электрической дуги.
Подготовка оборудования
Чтобы подготовить аппарат к работе, нужно переделать следующие блоки:
- Трехфазный трансформатор. Его превращают в источник постоянного тока. Для этого устанавливают фильтры и диодный мост. Первый удерживает стабильную дугу, второй — выпрямляет напряжение. Подсоединение фильтра нейтрализует перепады напряжения.
- Дроссельный элемент. Его получают путем обматывания старого трансформатора. Подойдет деталь от старого советского телевизора. Элемент имеет 2 катушки, расположенные на округлом сердечнике, состоящем из 2 частей. Конструкцию разбирают. После этого удаляют подводы. На катушки наматывают медную проволоку. Части сердечника складывают, между ними устанавливают текстолитовую приставку толщиной 1,5 мм. Катушки соединяют последовательно.
 Подойдет деталь от старого советского телевизора. Элемент имеет 2 катушки, расположенные на округлом сердечнике, состоящем из 2 частей. Конструкцию разбирают. После этого удаляют подводы. На катушки наматывают медную проволоку. Части сердечника складывают, между ними устанавливают текстолитовую приставку толщиной 1,5 мм. Катушки соединяют последовательно.
Подойдет деталь от старого советского телевизора. Элемент имеет 2 катушки, расположенные на округлом сердечнике, состоящем из 2 частей. Конструкцию разбирают. После этого удаляют подводы. На катушки наматывают медную проволоку. Части сердечника складывают, между ними устанавливают текстолитовую приставку толщиной 1,5 мм. Катушки соединяют последовательно.Процесс создания сварочного аппарата
После выполнения всех вышеуказанных действий трансформатор вводят в корпус, устанавливают горелку, механизм распределения проволоки, подающий газ рукав, баллон. Агрегат готов к работе.
Сварочный полуавтомат инверторный: схема, инструкция. Какой выбрать сварочный полуавтомат: последние отзывы экспертов
Для сварочных работ уже создано огромное количество оборудования. С этими аппаратами можно работать покрытыми электродами или же специальной проволокой, которая непрерывно подается в рабочую зону. Это эффективные устройства, а среди недостатков отмечают только большой вес и громоздкие размеры. Также это оборудование будет трудно освоить новичкам в этом деле. Кроме того, далеко не все работы можно выполнить с помощью таких трансформаторных аппаратов.
С этими аппаратами можно работать покрытыми электродами или же специальной проволокой, которая непрерывно подается в рабочую зону. Это эффективные устройства, а среди недостатков отмечают только большой вес и громоздкие размеры. Также это оборудование будет трудно освоить новичкам в этом деле. Кроме того, далеко не все работы можно выполнить с помощью таких трансформаторных аппаратов.
Сравнительно недавно появился новый вид оборудования — полуавтомат сварочный инверторный. Давайте попробуем разобраться в принципах работы, узнаем схему этого устройства, а также особенности этой группы приборов.
Принцип действия инверторного оборудования
Это одни из самых молодых и очень перспективных аппаратов. Серийное производство их началось лишь в 80-х годах. Это были выпрямители, оснащенные транзисторным инвертором. В этом приборе электричество может изменять свои характеристики до нескольких раз. Схема сварочного полуавтомата позволяет посмотреть все это более наглядно. Вначале ток выпрямляется по мере прохода через полупроводниковые элементы. Затем происходит сглаживание при помощи системы фильтров. Далее уже постоянный ток стандартной частоты меняет свое состояние на переменный, однако частота его уже значительно выше. После того как меняется частота, ток подается на небольших размеров трансформатор, где и происходит снижение напряжений и повышение силы тока. Затем подключаются высокочастотные фильтры и выпрямители, которые и образуют электрическую дугу.
Затем происходит сглаживание при помощи системы фильтров. Далее уже постоянный ток стандартной частоты меняет свое состояние на переменный, однако частота его уже значительно выше. После того как меняется частота, ток подается на небольших размеров трансформатор, где и происходит снижение напряжений и повышение силы тока. Затем подключаются высокочастотные фильтры и выпрямители, которые и образуют электрическую дугу.
Преимущества инверторных сварочных аппаратов
Среди плюсов отмечается вес. Это достаточно компактные приборы. Здесь можно применять различные виды электродов. Это позволяет выполнять работы по чугуну и цветным металлам. Также инверторы имеют более высокий КПД. Он может достигать 85%. Экономичность – это также одно из достоинств, а возможность плавной регулировки рабочего тока, стабильная дуга подойдут для всех видов операций.
Для начинающих сварочный полуавтомат инверторного типа позволяет значительно упростить работы. В руках профессионала этот высокочастотный прибор способен выдавать качественные и максимально надежные швы.
Недостатки
Главный недостаток – это достаточно высокая цена. Стоимость обычно значительно выше, чем цены на трансформаторное оборудование. Также дорого выйдет и ремонт, если вдруг прибор выйдет из строя. К примеру, блок силовых транзисторов – это треть стоимости аппарата.
Кроме этого, прибор не любит пыли. В корпусе установлены кулеры для охлаждения – пыль туда всасывается в огромных количествах. В воздухе может быть металлическая пыль, которая может стать причиной замыканий.
Еще среди недостатков профессионалы отмечают сложную электронику, которая отличается очень высокой чувствительностью к пониженным температурам воздуха и влаге. Существует риск накопления конденсата. Также могут быть некоторые проблемы с работой в зимний период, а еще устройство требует правильного хранения.
Полуавтомат сварочный инверторный
От простых инверторных сварочных устройств полуавтоматы отличаются наличием механизма подачи специальной электродной проволоки к месту сварки. Чтобы запустить подачу, специалист нажимает специальный курок. Зона, где проводится работа, обязательно обдувается защитными газами. Это может быть гелий, аргон или же углекислый газ в случае с системами MAG или MIG. Бытовые приборы работают с углекислым газом. Аргон для домашних работ имеет слишком высокую цену, а нужен он для действий с алюминием или нержавеющей сталью.
Чтобы запустить подачу, специалист нажимает специальный курок. Зона, где проводится работа, обязательно обдувается защитными газами. Это может быть гелий, аргон или же углекислый газ в случае с системами MAG или MIG. Бытовые приборы работают с углекислым газом. Аргон для домашних работ имеет слишком высокую цену, а нужен он для действий с алюминием или нержавеющей сталью.
Устройство полуавтомата
Какой сварочный полуавтомат вы бы ни выбрали, все они состоят из источника для создания электрической дуги, редуктора и двигателя, горелки с рукавом, кабелем для подключения к детали с зажимом. Также имеется рукав для подачи газа, баллон с редуктором, а также система управления.
Плюсы оборудования
Такой сварочный полуавтомат позволяет работать в различных условиях – для этого в приборе есть достаточно широкий диапазон настроек. С их помощью можно очень просто подобрать нужный в данный момент режим работы. Дугу можно наблюдать при любых положениях горелки. Плюс конкретно инверторных моделей – возможность оперировать в любых положениях. Это бывает необходимо для работы в достаточно труднодоступных местах.
Это бывает необходимо для работы в достаточно труднодоступных местах.
Действовать это оборудование может с тонколистовыми материалами или же с теми, которые плохо поддаются сварке. Если есть необходимость в сваривании более массивных деталей, тогда можно работать и вовсе без газа. Газ призван удалить кислород, чтобы исключить окисление металла. Реакция с кислородом при сварке ведет к шлакам на шве, пленкам, а также другим неприятностям, которые влияют на надежность.
С аппаратами можно использовать самые разные виды проволоки. Настройки позволяют регулировать токи в достаточно широких диапазонах. Так, используя сварочный полуавтомат такого типа, можно выполнять даже кузовные работы. Там нужна высокая точность сварки – инверторный аппарат такую точность дает.
Недостатки
Первый минус – это цена. Далее идет цена за расходные материалы, в частности стоимость газов также достаточно высока. Для использования такой сварочной технологии либо нужны газовые баллоны, либо необходимо подключать оборудование к газовой сети. Это еще и практически полное отсутствие мобильности. Также сварочный полуавтомат не позволяет работать с ним на улице, а если работать и можно, то очень неудобно – необходимо беречь горелку от задувания ее ветром.
Это еще и практически полное отсутствие мобильности. Также сварочный полуавтомат не позволяет работать с ним на улице, а если работать и можно, то очень неудобно – необходимо беречь горелку от задувания ее ветром.
Как выбрать подходящую модель
Как и в случае с любым другим оборудованием, здесь аппараты тоже условно делятся на профессиональные устройства и любительские. Но не стоит думать, что любительские аппараты имеют урезанный функционал. Нет. По функциональности бытовые модели мало чем уступают профессиональной группе. Просто любительский инвертор рассчитан на небольшие нагрузки. Работа подразумевает небольшие по времени подходы. Бытовая модель не способна выдержать 8-мичасовую рабочую смену. Многие приборы оснащаются дополнительными функциями, которые делают работу с ними проще и лучше.
Многие из представленных на рынке устройств можно приобрести для гаража или для дома. Схема сварочного полуавтомата может действовать от бытовой электрической сети. Если есть необходимость выполнять работу вдали от розеток, то оборудование оснащается функцией работы от дизельных генераторов.
Выбирать необходимо по некоторым важным факторам. Давайте подробнее их рассмотрим.
Напряжение
Питаются полуавтоматические аппараты от однофазной либо трехфазной сети. Но для бытового применения необходимо устройство под 220 В.
Многие изделия из тех, что есть сегодня на рынке, очень чувствительны к нестабильным напряжениям. Они регулярно выходят из строя или просто не варят. Ремонт сварочного полуавтомата – это дорогое удовольствие, поэтому производители оснащают свои устройства защитой от скачков напряжения. Бытовой агрегат зачастую отличается расширенным на 15% диапазоном. А профессиональные могут работать на напряжениях в 165-270 В. Существуют инверторные модели, которые отлично работают на низких показателях.
Напряжение холостого хода
Это больше актуально для обычных сварочных аппаратов. Эта характеристика показывает то, как та или иная модель может разжигать, а затем и поддерживать горение дуги. Эти параметры ограничиваются ГОСТами на уровне 80 В в случае с переменными токами и 90 В — для постоянного тока. Практика показывает, что аппарат может зажечь дугу и на 30 В. Это умные системы с электронным управлением. Среди сварщиков считается, что чем выше напряжение на холостом ходу, тем лучше аппарат.
Практика показывает, что аппарат может зажечь дугу и на 30 В. Это умные системы с электронным управлением. Среди сварщиков считается, что чем выше напряжение на холостом ходу, тем лучше аппарат.
Мощность
Инструкция сварочного полуавтомата содержит все данные об устройстве. Там же указана и максимальная мощность потребления для данного вида работ. Эта цифра также соответствует уровню пиковых нагрузок на сеть. Мощность эта указывается либо в кВт, либо в кВА. Первый вариант указывает активную мощность, второй же измеряет полную. Если знать, сколько потребляет тот или иной аппарат, можно точно контролировать правильность подключения.
Даже если устройство может нормально работать на низких напряжениях, производительность может падать. Зная это, желательно приобрести более мощный сварочный полуавтомат (какой выбрать, зависит от целей). Эксперты утверждают, что запас по мощности должен быть не меньше 30%. Также не стоит пользоваться прибором на максимуме его возможностей.
Реальные мощностные показатели можно определить только по силе тока, которую он может выдавать. Именно от этой характеристики зависит, с какой толщиной металла сможет работать та или иная модель. Также от этого зависит максимальная толщина электрода.
Именно от этой характеристики зависит, с какой толщиной металла сможет работать та или иная модель. Также от этого зависит максимальная толщина электрода.
Для бытовых целей хватит агрегата до 250 А. Что может такой сварочный полуавтомат? Отзывы владельцев позволяют понять, чего ждать. Так, максимальная толщина металла – 6 мм, а диаметр электрода – 4 мм.
Продолжительность времени работы
Это самая полезная и наиболее важная информация для тех, кто подбирает это оборудование. Этот параметр позволяет оценить производительность. Инженеры берут рабочий цикл, который ограничен по времени, и делят в процентах – сколько та или иная модель может работать без перерывов, и сколько аппарату нужно отдохнуть, чтобы не пришлось потом делать ремонт сварочного полуавтомата. Например, в европейских странах считают по 10 минут. В нашей стране за основу берут 5 минут. Если ПВО составляет 30%, тогда европейская модель выключится через 3 минуты непрерывной работы, а снова запустить аппарат можно будет лишь через 7 минут. Конечно, практика показывает, что так никто не работает.
Конечно, практика показывает, что так никто не работает.
Возможность работы от генератора и дополнительные функции
Питание от генератора – это нужная опция. Однако не каждое устройство ее имеет. Современные сварочные агрегаты зачастую оснащаются и прочими приятными опциями. Так, например, «Горячий старт», «Форсирование дуги», «Антиприлипание» и другие – все это неотъемлемо в случае с инверторными системами. Не стоит обращать на них внимание – они есть по умолчанию.
Если нужен сварочный полуавтомат, какой выбрать? Тот, который имеет широкий диапазон регулировок, систему защиты от перегрузок. Также агрегат должен быть безопасным, ремонтопригодным, эргономичным.
Механика
Устройства различаются между собой по оснащению, уровню, стоимости. Механика также отличается по типу. Так, для бытовых приборов в качестве подающего устройства для проволоки используется преимущественно толкающий механизм. Здесь система просто проталкивает сварочную проволоку в рукав, что иногда может вызывать замятия.
Тянущий механизм расположен в ручке горелки, и им оснащаются модели среднего ценового диапазона. Проволока тянется или из катушки, расположенной в корпусе, или из небольшой, которая может устанавливаться в рукоятке.
Также существует толкающе-тянущий привод. Им оснащаются преимущественно дорогие, профессиональные модели. Здесь два устройства работают синхронно.
Что касается проволоки, то большинство и профессионального, и любительского оборудования может работать с проволокой от 0,6 до 1 мм. Также выделяют сварочный полуавтомат без газа. Это очень удобная опция, ввиду цены на аргон.
Подающие механизмы могут быть укомплектованы одной или же двумя парами роликов. Однопарные механизмы – самые популярные. Они применяются с горелками, рукав которых имеет длину до 3,25 м.
Каждый полуавтомат оснащается регулировкой скорости подачи проволоки. Существуют как ступенчатые регулировки, так и плавные. Некоторые модели подают проволоку в зависимости от напряжения.
Лучшие модели
Лучший полуавтомат сварочный рекомендовать очень сложно.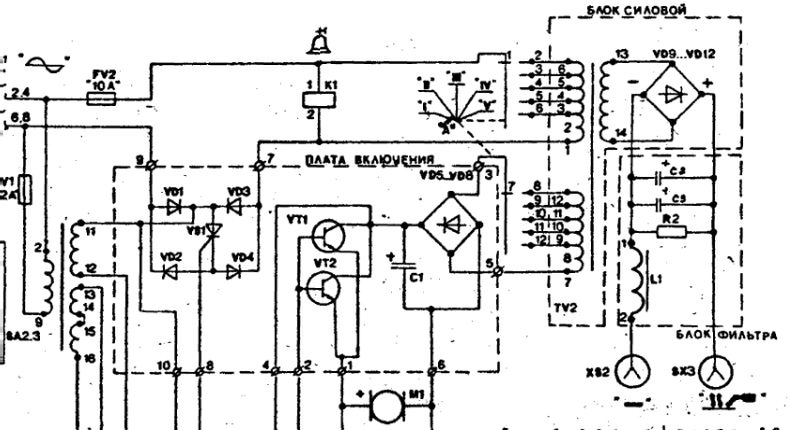 Это та группа оборудования, где универсальной модели для всего просто не существует. Однако можно приобрести некоторые доступные аппараты, которые подойдут и начинающим, и профессионалам. Так, и те, и другие хвалят модели фирмы Aurora. Бренд предлагает широкую линейку различных полуавтоматических аппаратов.
Это та группа оборудования, где универсальной модели для всего просто не существует. Однако можно приобрести некоторые доступные аппараты, которые подойдут и начинающим, и профессионалам. Так, и те, и другие хвалят модели фирмы Aurora. Бренд предлагает широкую линейку различных полуавтоматических аппаратов.
Повышение производительности при дуговой сварке под флюсом
Увеличьте преимущества SAW
Благодаря своей способности сваривать при высоких токах и обеспечивать высокую производительность наплавки, дуговая сварка под флюсом (SAW) может предложить компаниям более высокую производительность и потенциально конкурентное преимущество. Даже выполнение SAW с использованием одной сплошной проволоки в режиме прямого положительного электрода (DCEP), простейшей конфигурации, может обеспечить заметное повышение производительности по сравнению со многими полуавтоматическими процессами сварки.
Еще одной сильной стороной процесса SAW является его гибкость. Компании могут сбалансировать свои производственные потребности с желаемыми механическими свойствами и качеством сварки, изменяя процедуры, оборудование, проволоку и флюсы — решения существуют для широкого диапазона капиталовложений.
Есть несколько методов повышения производительности сварки. Часто эта прибыль поступает от:
- Уменьшение времени горения дуги: Увеличение скорости перемещения, уменьшение количества проходов или их комбинация упрощают выполнение большего количества сварных швов за меньшее время.Увеличение скорости наплавки дает такое же преимущество.
- Уменьшение или устранение деформации дуги: Устранение причин деформации может уменьшить потребность в предварительном изгибе сварного шва или его правке после сварки. Снижение риска прожога сводит к минимуму время, затрачиваемое на переделку. Также идеально подходит минимизация времени, затрачиваемого на удаление легкой окалины / ржавчины перед сваркой и скалывание шлака между проходами сварки.
Пересмотр существующего сварного соединения, настройки оборудования и выбора присадочного металла и флюса может помочь сократить время цикла сварки и исключить отключение дуги, что еще больше повысит преимущества процесса сварки под флюсом.
Совместная разработка
Конструкция соединения напрямую влияет на количество сварочных проходов, необходимых для сварки под флюсом, и, следовательно, на продолжительность сварки. Уменьшение поперечного сечения соединения обычно снижает необходимое время горения дуги.
При полуавтоматической сварке часто необходимо использовать более широкие стыки для обеспечения полного сплавления стыков. Часто это не обязательно для процесса SAW; он способен к большему проникновению и лучшему сплавлению боковых стенок. Некоторые компании могут выбрать сварку с узкими канавками для сварки SAW.Однако даже небольшое уменьшение включенного угла шарнира может дать значительные преимущества в производительности.
В случаях, когда возможен доступ к обеим сторонам соединения (особенно на толстых материалах), двухсторонний шов с разделкой кромок обеспечивает меньшее общее поперечное сечение, чем одностороннее соединение с таким же входным углом. Глубокое проплавление швов при сварке SAW часто позволяет устранить заднюю строжку, сохраняя при этом надлежащее сплавление. Некоторые правила сварки могут требовать повторной аттестации процедуры сварки для исключения обратной строжки; однако экономия может окупиться.Двусторонняя сварка также может уравновесить некоторые усадочные напряжения, возникающие во время сварки, чтобы минимизировать общую деформацию
Некоторые правила сварки могут требовать повторной аттестации процедуры сварки для исключения обратной строжки; однако экономия может окупиться.Двусторонняя сварка также может уравновесить некоторые усадочные напряжения, возникающие во время сварки, чтобы минимизировать общую деформацию
Наконец, использование флюса в проектах с подводной дугой можно использовать при сварке тонких материалов с одной стороны с использованием соединения с квадратными канавками. Использование медной основы, заполненной сварочным флюсом, или специально разработанного защитного флюса, может обеспечить полное проплавление стыка и постоянный привлекательный профиль борта задней стороны даже при использовании высоких значений тока и скорости перемещения.
Полярность
Как и другие процессы с подачей проволоки, полярность DCEP во время процесса SAW обеспечивает оптимальное проплавление, в то время как отрицательный электрод постоянного тока (DCEN) увеличивает скорость наплавки за счет проплавления. Использование современного прямоугольного источника переменного тока (переменного тока) с переменным балансом позволяет регулировать эти два крайних значения (и с помощью некоторого оборудования, не прерывая сварку). Вместо разделения 50/50 обычного переменного тока эти источники питания можно настроить так, чтобы различные количества цикла переменного тока можно было проводить в DCEP или DCEN — например, 80% DCEP и 20% DCEN — и при этом поддерживать стабильность дуги благодаря к быстрой смене полярности прямоугольного переменного тока.Эта возможность особенно полезна для компаний, сваривающих как толстые, так и тонкие материалы, поскольку она предлагает гибкость, позволяющую сбалансировать потребности в проплавлении и скорости наплавки.
Использование современного прямоугольного источника переменного тока (переменного тока) с переменным балансом позволяет регулировать эти два крайних значения (и с помощью некоторого оборудования, не прерывая сварку). Вместо разделения 50/50 обычного переменного тока эти источники питания можно настроить так, чтобы различные количества цикла переменного тока можно было проводить в DCEP или DCEN — например, 80% DCEP и 20% DCEN — и при этом поддерживать стабильность дуги благодаря к быстрой смене полярности прямоугольного переменного тока.Эта возможность особенно полезна для компаний, сваривающих как толстые, так и тонкие материалы, поскольку она предлагает гибкость, позволяющую сбалансировать потребности в проплавлении и скорости наплавки.
Однако использование прямоугольного переменного тока с переменным балансом необходимо сочетать с правильной конструкцией соединения. Например, сварной шов с толстой квадратной канавкой, который требует глубокого проплавления, но с минимальным наплавлением, может не использовать преимущества переменного тока.
Конфигурация горелки
В конфигурациях горелок с двумя проводамииспользуется один источник питания и одна специализированная горелка, которые одновременно подают две проволоки в одну сварочную ванну.Эта конфигурация требует относительно небольших капиталовложений в специализированный резак, устройство для выпрямления проволоки и контактные наконечники. Более высокая плотность тока используемых здесь проводов меньшего диаметра (обычно до 3/32 дюйма) часто увеличивает наплавку на одиночном проводе при соответствующем токе, помогая сохранять подвод тепла и полученные сварные швы согласованными.
И наоборот, тандемные конфигурации резаков требуют более высоких капитальных вложений, поскольку для них требуются два источника питания, по крайней мере один из которых должен обеспечивать возможность переменного тока.По сравнению с конфигурациями двухпроводных горелок возможность использования еще более высоких токов (от более крупных проводов) улучшает скорость наплавки и обеспечивает более высокие скорости перемещения, в то время как возможность регулировки угла, тока и напряжения каждого провода обеспечивает большую гибкость в целом. Хотя использование свинцовой дуги постоянного тока / вспомогательной дуги переменного тока является наиболее распространенной конфигурацией, использование конфигурации переменного / переменного тока улучшает наплавку, когда проникновение свинцовой дуги постоянного тока не требуется.
Хотя использование свинцовой дуги постоянного тока / вспомогательной дуги переменного тока является наиболее распространенной конфигурацией, использование конфигурации переменного / переменного тока улучшает наплавку, когда проникновение свинцовой дуги постоянного тока не требуется.
Для обоих вариантов важно, чтобы системы дугового и / или рабочего движения могли справиться с увеличением скорости движения, чтобы получить все преимущества производительности.Также имейте в виду, что добавление дополнительных проводов усложняет приложение, которым необходимо управлять.
Выбор флюса
Flux является определяющим компонентом процесса SAW, и выбор подходящего имеет решающее значение. Flux выполняет гораздо больше задач, чем просто защищает сварной шов от атмосферы; во многих случаях повышение продуктивности является основной целью при разработке.
Состав флюса влияет на пропускную способность флюса — максимальный ток, при котором могут быть получены высококачественные профили сварного шва и максимально возможная скорость наплавки. Состав флюса также влияет на выделение шлака, поскольку некоторые из них лучше подходят для данной конструкции соединения (например, для сварки с узкими канавками). Например, флюсы, которые хорошо высвобождаются при низких скоростях движения (например, 16 дюймов в минуту), могут плохо отделяться при высоких скоростях движения.
Состав флюса также влияет на выделение шлака, поскольку некоторые из них лучше подходят для данной конструкции соединения (например, для сварки с узкими канавками). Например, флюсы, которые хорошо высвобождаются при низких скоростях движения (например, 16 дюймов в минуту), могут плохо отделяться при высоких скоростях движения.
Флюсы для процесса SAW доступны в активном и нейтральном типах. В отличие от нейтральных флюсов, активные флюсы вносят значительный вклад в марганцево-кремниевый состав сварного шва. Эти элементы помогают очистить сварной шов и могут помочь сохранить предел прочности при сварке при более высокой подводимой температуре или большом разбавлении.Активные флюсы способствуют плавному смачиванию сварных швов и обеспечивают хорошее удаление шлака при сварке на высоких скоростях движения или когда основной металл ржавый, чешуйчатый или загрязненный, что снижает риск получения низкокачественных сварных швов и требует времени на очистку перед и после сварки. Однако активные флюсы обычно следует использовать только для одно- или двухходовой сварки, поскольку чрезмерное легирование, которое может возникнуть в больших многопроходных сварных швах, может способствовать образованию хрупких, чувствительных к трещинам сварных швов. Вместо этого в этих применениях используются нейтральные флюсы для получения хорошего качества сварки.
Вместо этого в этих применениях используются нейтральные флюсы для получения хорошего качества сварки.
Практическое правило для нейтральных флюсов: выбирайте флюс с самым низким индексом основности, который обеспечивает приемлемые механические свойства. Флюсы с низкой основностью улучшают общие рабочие характеристики, особенно при использовании высокопроизводительных (горячих и быстрых) параметров. Флюсы с высокой основностью обычно обеспечивают повышенную ударную вязкость в большинстве условий, но не всегда при высоких тепловложениях. Проконсультируйтесь с производителем флюса, чтобы сделать правильный выбор для конкретного применения.
Выбор провода
Рынок проволоки SAW весьма разнообразен.Каждый сплав / классификация имеет сильные и слабые стороны. Как и в случае с выбором флюса, выбор наиболее производительной проволоки может быть балансирующим действием.
Важно понимать влияние химического состава проволоки и подводимого тепла на механические свойства сварного шва, чтобы добиться наилучшего качества, избежать простоев на доработку и достичь оптимальной производительности. По сравнению с другими процессами, SAW может работать и сохранять механические свойства сварного шва при более высоких тепловложениях, но есть ограничения.Содержание сплава в некоторых проволоках делает их более пригодными для высокотемпературной сварки. Точно так же содержание марганца и кремния в проволоке может помочь флюсу в очистке сварного шва, когда подготовка основного металла не идеальна. Всегда знайте правильные параметры сварки для используемой проволоки и флюса.
По сравнению с другими процессами, SAW может работать и сохранять механические свойства сварного шва при более высоких тепловложениях, но есть ограничения.Содержание сплава в некоторых проволоках делает их более пригодными для высокотемпературной сварки. Точно так же содержание марганца и кремния в проволоке может помочь флюсу в очистке сварного шва, когда подготовка основного металла не идеальна. Всегда знайте правильные параметры сварки для используемой проволоки и флюса.
Порошковая проволока с металлическим сердечником — вариант повышения производительности. Конструкция этих проволок может обеспечивать более высокие скорости наплавки и более высокие скорости перемещения, а также более широкое и мелкое проплавление по сравнению со сплошной проволокой, сваренной при том же токе.
Способность этих проволок достигать высоких скоростей движения может использоваться для снижения тепловложения и минимизации деформации сварного шва. В некоторых случаях более низкое тепловложение может также улучшить механические свойства.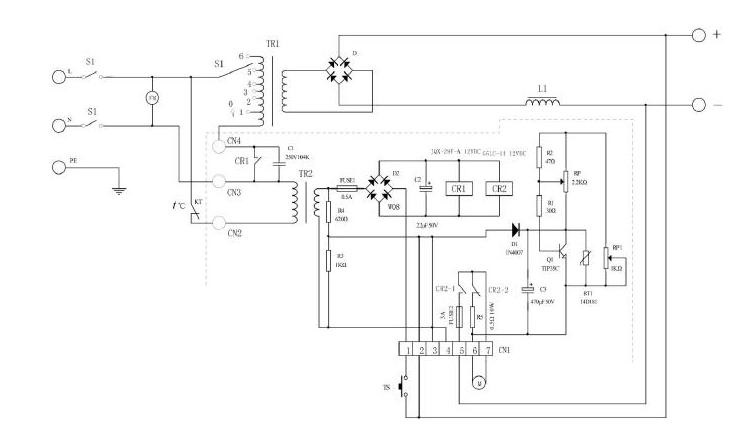 Точно так же эти проволоки могут помочь свести к минимуму риск прожога и последующей доработки, а иногда могут исключить необходимость в сварке MIG с горячим проходом. Во многих случаях металлопорошковая проволока может сваривать относительно тонкие материалы или соединения с неидеальной подгонкой, при этом сохраняя при этом сильноточные и производительные параметры сварки.
Точно так же эти проволоки могут помочь свести к минимуму риск прожога и последующей доработки, а иногда могут исключить необходимость в сварке MIG с горячим проходом. Во многих случаях металлопорошковая проволока может сваривать относительно тонкие материалы или соединения с неидеальной подгонкой, при этом сохраняя при этом сильноточные и производительные параметры сварки.
Обратите внимание, что порошковая проволока может не подходить для соединений с толстым квадратным или узким пазом, а также не обеспечивает максимальных преимуществ при использовании переменного тока.
Наконец, использование барабанной упаковки (обычно более 600 фунтов) вместо катушек (например, от 55 до 60 фунтов) может снизить частоту переключения и общее время, а также обеспечить более высокую производительность в долгосрочной перспективе.
Прощальные мысли
Более эффективная операция на ПАВ также может дать большую экономию средств. Труд — самая большая стоимость любой сварочной операции. Даже небольшое сокращение трудозатрат во время производства качественного сварного шва может положительно повлиять на чистую прибыль, а также на производительность. Однако при повышении производительности процесса SAW важно, чтобы остальная часть операции была одинаково эффективной для достижения наилучших результатов. Необходимо оптимизировать производственные операции до и после сварочной ячейки — ключевой момент — бесперебойный рабочий процесс. Например, если процесс SAW ускоряется и окрасочная камера уже переполнена, усилия по улучшению могут быть напрасными.Планируйте соответственно.
Даже небольшое сокращение трудозатрат во время производства качественного сварного шва может положительно повлиять на чистую прибыль, а также на производительность. Однако при повышении производительности процесса SAW важно, чтобы остальная часть операции была одинаково эффективной для достижения наилучших результатов. Необходимо оптимизировать производственные операции до и после сварочной ячейки — ключевой момент — бесперебойный рабочий процесс. Например, если процесс SAW ускоряется и окрасочная камера уже переполнена, усилия по улучшению могут быть напрасными.Планируйте соответственно.% PDF-1.4
%
392 0 объект
>
endobj
xref
392 176
0000000016 00000 н.
0000005050 00000 н.
0000005182 00000 п.
0000005359 00000 п.
0000005850 00000 н.
0000005988 00000 н.
0000006576 00000 н.
0000006613 00000 н.
0000007385 00000 н.
0000008078 00000 н.
0000008211 00000 п.
0000008357 00000 н.
0000008713 00000 н.
0000010893 00000 п.
0000013559 00000 п.
0000013649 00000 п. 0000021594 00000 п.
0000021820 00000 н.
0000022068 00000 п.
0000022429 00000 п.
0000022533 00000 п.
0000040216 00000 п.
0000040432 00000 п.
0000040993 00000 п.
0000041087 00000 п.
0000054488 00000 п.
0000054709 00000 п.
0000055182 00000 п.
0000055280 00000 п.
0000070413 00000 п.
0000070638 00000 п.
0000071129 00000 п.
0000071739 00000 п.
0000071824 00000 п.
0000073741 00000 п.
0000073968 00000 п.
0000074227 00000 п.
0000074367 00000 п.
0000074507 00000 п.
0000114929 00000 н.
0000137389 00000 н.
0000163119 00000 н.
0000207173 00000 н.
0000242561 00000 н.
0000267887 00000 н.
0000294350 00000 н.
0000341633 00000 н.
0000350065 00000 н.
0000381562 00000 н.
0000382704 00000 н.
0000405246 00000 н.
0000425998 00000 н.
0000465930 00000 н.
0000477238 00000 п.
0000483379 00000 н.
0000486183 00000 н.
0000537556 00000 п.
0000569809 00000 н.
0000604606 00000 н.
0000708427 00000 н.
0000723957 00000 н.
0000769448 00000 н.
0000816123 00000 н.
0000816172 00000 н.
0000021594 00000 п.
0000021820 00000 н.
0000022068 00000 п.
0000022429 00000 п.
0000022533 00000 п.
0000040216 00000 п.
0000040432 00000 п.
0000040993 00000 п.
0000041087 00000 п.
0000054488 00000 п.
0000054709 00000 п.
0000055182 00000 п.
0000055280 00000 п.
0000070413 00000 п.
0000070638 00000 п.
0000071129 00000 п.
0000071739 00000 п.
0000071824 00000 п.
0000073741 00000 п.
0000073968 00000 п.
0000074227 00000 п.
0000074367 00000 п.
0000074507 00000 п.
0000114929 00000 н.
0000137389 00000 н.
0000163119 00000 н.
0000207173 00000 н.
0000242561 00000 н.
0000267887 00000 н.
0000294350 00000 н.
0000341633 00000 н.
0000350065 00000 н.
0000381562 00000 н.
0000382704 00000 н.
0000405246 00000 н.
0000425998 00000 н.
0000465930 00000 н.
0000477238 00000 п.
0000483379 00000 н.
0000486183 00000 н.
0000537556 00000 п.
0000569809 00000 н.
0000604606 00000 н.
0000708427 00000 н.
0000723957 00000 н.
0000769448 00000 н.
0000816123 00000 н.
0000816172 00000 н.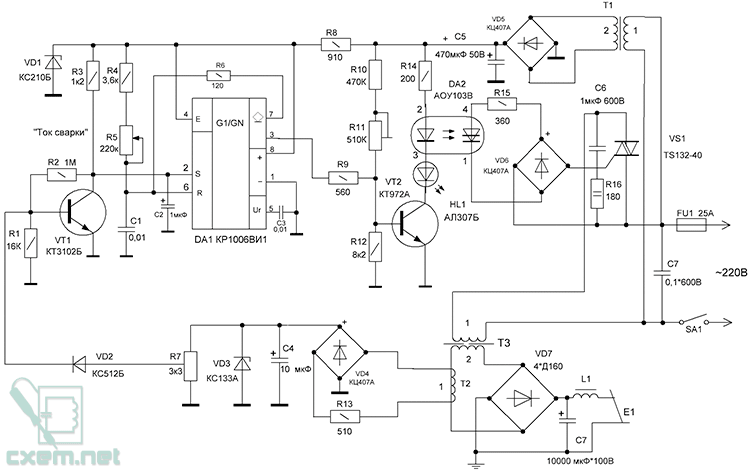 0000816248 00000 н.
0000816354 00000 н.
0000816571 00000 н.
0000816668 00000 н.
0000816905 00000 н.
0000816993 00000 н.
0000817089 00000 н.
0000817326 00000 н.
0000817414 00000 н.
0000817680 00000 н.
0000818003 00000 н.
0000818091 00000 н.
0000818189 00000 н.
0000818506 00000 н.
0000818594 00000 н.
0000818692 00000 п.
0000818991 00000 н.
0000819079 00000 н.
0000819175 00000 н.
0000819438 00000 н.
0000819526 00000 н.
0000819624 00000 н.
0000819935 00000 н.
0000820023 00000 н.
0000820147 00000 н.
0000820488 00000 н.
0000820576 00000 н.
0000820672 00000 н.
0000821017 00000 н.
0000821105 00000 н.
0000821201 00000 н.
0000821480 00000 н.
0000821568 00000 н.
0000821686 00000 н.
0000821947 00000 н.
0000822035 00000 н.
0000822153 00000 н.
0000822412 00000 н.
0000822500 00000 н.
0000822618 00000 н.
0000822852 00000 н.
0000822939 00000 п.
0000823057 00000 н.
0000823363 00000 н.
0000823450 00000 н.
0000823567 00000 н.
0000823737 00000 п.
0000823824 00000 н.
0000816248 00000 н.
0000816354 00000 н.
0000816571 00000 н.
0000816668 00000 н.
0000816905 00000 н.
0000816993 00000 н.
0000817089 00000 н.
0000817326 00000 н.
0000817414 00000 н.
0000817680 00000 н.
0000818003 00000 н.
0000818091 00000 н.
0000818189 00000 н.
0000818506 00000 н.
0000818594 00000 н.
0000818692 00000 п.
0000818991 00000 н.
0000819079 00000 н.
0000819175 00000 н.
0000819438 00000 н.
0000819526 00000 н.
0000819624 00000 н.
0000819935 00000 н.
0000820023 00000 н.
0000820147 00000 н.
0000820488 00000 н.
0000820576 00000 н.
0000820672 00000 н.
0000821017 00000 н.
0000821105 00000 н.
0000821201 00000 н.
0000821480 00000 н.
0000821568 00000 н.
0000821686 00000 н.
0000821947 00000 н.
0000822035 00000 н.
0000822153 00000 н.
0000822412 00000 н.
0000822500 00000 н.
0000822618 00000 н.
0000822852 00000 н.
0000822939 00000 п.
0000823057 00000 н.
0000823363 00000 н.
0000823450 00000 н.
0000823567 00000 н.
0000823737 00000 п.
0000823824 00000 н. 0000823917 00000 н.
0000824081 00000 н.
0000824172 00000 н.
0000824335 00000 н.
0000824483 00000 н.
0000824557 00000 н.
0000824673 00000 н.
0000824849 00000 н.
0000825027 00000 н.
0000825189 00000 н.
0000825373 00000 н.
0000825557 00000 н.
0000825701 00000 н.
0000825887 00000 н.
0000826111 00000 п.
0000826229 00000 п.
0000826343 00000 п.
0000826463 00000 н.
0000826563 00000 н.
0000826671 00000 н.
0000826811 00000 н.
0000826995 00000 н.
0000827109 00000 н.
0000827233 00000 н.
0000827344 00000 н.
0000827465 00000 н.
0000827590 00000 н.
0000827701 00000 н.
0000827828 00000 н.
0000827965 00000 н.
0000828086 00000 н.
0000828203 00000 н.
0000828312 00000 н.
0000828429 00000 п.
0000828570 00000 н.
0000828721 00000 н.
0000828830 00000 н.
0000828941 00000 п.
0000829074 00000 н.
0000829201 00000 н.
0000829316 00000 н.
0000829441 00000 н.
0000829550 00000 н.
0000829667 00000 н.
0000829794 00000 н.
0000830031 00000 н.
0000830146 00000 н.
0000830273 00000 н.
0000823917 00000 н.
0000824081 00000 н.
0000824172 00000 н.
0000824335 00000 н.
0000824483 00000 н.
0000824557 00000 н.
0000824673 00000 н.
0000824849 00000 н.
0000825027 00000 н.
0000825189 00000 н.
0000825373 00000 н.
0000825557 00000 н.
0000825701 00000 н.
0000825887 00000 н.
0000826111 00000 п.
0000826229 00000 п.
0000826343 00000 п.
0000826463 00000 н.
0000826563 00000 н.
0000826671 00000 н.
0000826811 00000 н.
0000826995 00000 н.
0000827109 00000 н.
0000827233 00000 н.
0000827344 00000 н.
0000827465 00000 н.
0000827590 00000 н.
0000827701 00000 н.
0000827828 00000 н.
0000827965 00000 н.
0000828086 00000 н.
0000828203 00000 н.
0000828312 00000 н.
0000828429 00000 п.
0000828570 00000 н.
0000828721 00000 н.
0000828830 00000 н.
0000828941 00000 п.
0000829074 00000 н.
0000829201 00000 н.
0000829316 00000 н.
0000829441 00000 н.
0000829550 00000 н.
0000829667 00000 н.
0000829794 00000 н.
0000830031 00000 н.
0000830146 00000 н.
0000830273 00000 н. 0000830390 00000 н.
0000830515 00000 н.
0000830630 00000 н.
0000830771 00000 п.
0000830898 00000 н.
0000831013 00000 н.
0000831138 00000 н.
0000831253 00000 н.
0000831390 00000 н.
0000831517 00000 н.
0000831632 00000 н.
0000831757 00000 н.
0000831884 00000 н.
0000831999 00000 н.
0000832124 00000 н.
0000003816 00000 н.
трейлер
] / Назад 1161268 >>
startxref
0
%% EOF
567 0 объект
> поток
hԘ} LeǿB_91t [, n, A DSt / pK |) NH: 2 @ d / Ҙ-Q!, b5d! 5? lR {[iks> i @ d% و l (4H˹ƦA &;> ZM2;}} » ٸ h5mSu6Rx: 2D].IA «, R` = hkX, X; ~ EC8мм
囗 Z! XĜ @ 6m ؔ Xm-W21 & BaKA ߊ q0 & ӐPtDS`۸ (lDO / «} / K + b ,. 鷩! ImM9-
] .0ƕ4a`n,
0000830390 00000 н.
0000830515 00000 н.
0000830630 00000 н.
0000830771 00000 п.
0000830898 00000 н.
0000831013 00000 н.
0000831138 00000 н.
0000831253 00000 н.
0000831390 00000 н.
0000831517 00000 н.
0000831632 00000 н.
0000831757 00000 н.
0000831884 00000 н.
0000831999 00000 н.
0000832124 00000 н.
0000003816 00000 н.
трейлер
] / Назад 1161268 >>
startxref
0
%% EOF
567 0 объект
> поток
hԘ} LeǿB_91t [, n, A DSt / pK |) NH: 2 @ d / Ҙ-Q!, b5d! 5? lR {[iks> i @ d% و l (4H˹ƦA &;> ZM2;}} » ٸ h5mSu6Rx: 2D].IA «, R` = hkX, X; ~ EC8мм
囗 Z! XĜ @ 6m ؔ Xm-W21 & BaKA ߊ q0 & ӐPtDS`۸ (lDO / «} / K + b ,. 鷩! ImM9-
] .0ƕ4a`n,
SH7 = 9s> b5l «4» m \ Ԧ # bw; XJ6byL` ZXd, ± yAIxNp cIINA r $ @ ʖsHƒfZRX lFzSp $ Kv ֙ # 9 V $ Y> $ & ‘td + w! 53ZR [; rZv ek ԑfZ.ͻ / 㘱 iJ Թ. _OŠ ݏ I? 0S ݮ 6; y — C & Ut W Y9Cg ~ B # Ǧ5m * 37 + a6NGgYy6E] jAMP> sg $
сварочных билетов victoria
Мы поддерживаем и продвигаем квалификацию сварщика AS1796 и теперь подтверждаем сертификаты AS 1796 1–9. Свяжитесь с Мэттом Маги по телефону 604-454-2266 или Марком Флинном по телефону 604-456-8082.Что вам нужно для успеха У вас будет высокая трудовая этика и интерес … Поделиться — Подробнее »Увеличьте свое резюме. Это займет 2 минуты, и это бесплатно. Члены AWI получают информацию о предстоящих мероприятиях, подпишитесь на свое членство, чтобы оставаться в курсе. Сделайте свою компанию заметной на выставках, где вы участвуете; Свяжитесь с местными поставщиками по всему миру и сэкономьте до 40% на вашем стенде; Продвигайте свои новости на сайтах группы neventum и охватите более 15 миллионов пользователей! Магазин площадью более 12000 кв.Victoria Repair & Manufacturing 2045 Arboretum Blvd Victoria MN 55386. 0 скрыто. Сохраните Сварку для художников (пт — вс, 12–14 февраля 2021 г.) в свою коллекцию. Сварочный цех расположен в Центре профессионального образования и инноваций в кампусе Interurban. Обучение сварке рельсов — полные курсы, консультации, алюминотермия, стресс и кислородно-сжиженный газ; Утвержденный ARTC TA20 тренинг по безопасной работе на рельсах; Утвержденный V / Line тренинг по безопасной работе на рельсах; Щелкните здесь, чтобы просмотреть наши предстоящие курсы.
Свяжитесь с Мэттом Маги по телефону 604-454-2266 или Марком Флинном по телефону 604-456-8082.Что вам нужно для успеха У вас будет высокая трудовая этика и интерес … Поделиться — Подробнее »Увеличьте свое резюме. Это займет 2 минуты, и это бесплатно. Члены AWI получают информацию о предстоящих мероприятиях, подпишитесь на свое членство, чтобы оставаться в курсе. Сделайте свою компанию заметной на выставках, где вы участвуете; Свяжитесь с местными поставщиками по всему миру и сэкономьте до 40% на вашем стенде; Продвигайте свои новости на сайтах группы neventum и охватите более 15 миллионов пользователей! Магазин площадью более 12000 кв.Victoria Repair & Manufacturing 2045 Arboretum Blvd Victoria MN 55386. 0 скрыто. Сохраните Сварку для художников (пт — вс, 12–14 февраля 2021 г.) в свою коллекцию. Сварочный цех расположен в Центре профессионального образования и инноваций в кампусе Interurban. Обучение сварке рельсов — полные курсы, консультации, алюминотермия, стресс и кислородно-сжиженный газ; Утвержденный ARTC TA20 тренинг по безопасной работе на рельсах; Утвержденный V / Line тренинг по безопасной работе на рельсах; Щелкните здесь, чтобы просмотреть наши предстоящие курсы. Эти курсы можно пройти через Technoweld.Здесь отображаются объявления о вакансиях, соответствующие вашему запросу. Австралийская академия сварки также участвует в обучении следующей группы инспекторов по сварке, ряд студентов готовится к получению квалификаций AS / NZS 2214 и 1796 Cert 10. Эта программа обучения соответствует требованиям сертификации AS1796 с 1 по 9 (сварочные билеты). Сварщик — это человек, прошедший подготовку и способный сваривать черные и цветные металлы во всех положениях, как на листах, так и на трубах, используя различные сварочные процессы.250-478-4213. Вы можете соответствовать требованиям для сдачи экзаменов на квалификацию руководителя сварки в Австралии (сертификат AS 1796 10 и / или AS 2214), не посещая учебный курс. Сварка; Контакт. Национальные аккредитованные учебные курсы по сварке пластмасс и услуги QAQC по контролю сварных швов. Pro-Weld, сварочная школа в Айдахо, предлагает три различных курса сварки. Услуги ворот; Перила; Сварщики рядом с вами. Право на участие.
Эти курсы можно пройти через Technoweld.Здесь отображаются объявления о вакансиях, соответствующие вашему запросу. Австралийская академия сварки также участвует в обучении следующей группы инспекторов по сварке, ряд студентов готовится к получению квалификаций AS / NZS 2214 и 1796 Cert 10. Эта программа обучения соответствует требованиям сертификации AS1796 с 1 по 9 (сварочные билеты). Сварщик — это человек, прошедший подготовку и способный сваривать черные и цветные металлы во всех положениях, как на листах, так и на трубах, используя различные сварочные процессы.250-478-4213. Вы можете соответствовать требованиям для сдачи экзаменов на квалификацию руководителя сварки в Австралии (сертификат AS 1796 10 и / или AS 2214), не посещая учебный курс. Сварка; Контакт. Национальные аккредитованные учебные курсы по сварке пластмасс и услуги QAQC по контролю сварных швов. Pro-Weld, сварочная школа в Айдахо, предлагает три различных курса сварки. Услуги ворот; Перила; Сварщики рядом с вами. Право на участие. 8G — Газовая дуговая сварка (GMAW) листов и труб. Завершены теоретические и практические компоненты. Опыт работы в соответствующем процессе сварки не менее 1 года.Чтобы получить одобрение AWI, вы должны предоставить следующую документацию: сертификаты AS1796 1-9, форма заявки Rev4. Она специализируется на производстве или ремонте котлов, сосудов высокого давления, напорных трубопроводов или высококачественных сварных конструкций. 361-573-2213. Чтобы получить необходимые навыки и знания, кандидаты должны заполнить MEM05026C — Применение принципов сварки. Вы разовьете навыки, в том числе газовую резку, сварку, пайку, обработку материалов и сварочную металлургию. 7. Средняя зарплата на открытых сварочных работах в настоящее время составляет 76 262 доллара, что на 20% ниже, чем средняя заработная плата по стране для всех рабочих мест, которая составляет 94 992 доллара.Связаться с нами . Начните свое путешествие стильно, расслабьтесь и отдохните в вагонах первого класса. Австралийский институт сварки разработал схему сертификации австралийских сварщиков.
8G — Газовая дуговая сварка (GMAW) листов и труб. Завершены теоретические и практические компоненты. Опыт работы в соответствующем процессе сварки не менее 1 года.Чтобы получить одобрение AWI, вы должны предоставить следующую документацию: сертификаты AS1796 1-9, форма заявки Rev4. Она специализируется на производстве или ремонте котлов, сосудов высокого давления, напорных трубопроводов или высококачественных сварных конструкций. 361-573-2213. Чтобы получить необходимые навыки и знания, кандидаты должны заполнить MEM05026C — Применение принципов сварки. Вы разовьете навыки, в том числе газовую резку, сварку, пайку, обработку материалов и сварочную металлургию. 7. Средняя зарплата на открытых сварочных работах в настоящее время составляет 76 262 доллара, что на 20% ниже, чем средняя заработная плата по стране для всех рабочих мест, которая составляет 94 992 доллара.Связаться с нами . Начните свое путешествие стильно, расслабьтесь и отдохните в вагонах первого класса. Австралийский институт сварки разработал схему сертификации австралийских сварщиков. продается. Лучшие цены в Лондоне. TWI — крупнейший в мире поставщик сварочных технологий и обучения в области контроля. Экзамен по теории является общим для всех сертификатов и должен быть сдан только один раз. ISO 3834 — это стандарт требований к качеству сварки, определяющий необходимые средства контроля и процедуры.Узнайте больше о билетах в любое время и билетах первого класса. Сертификация сварки. При вводе слова ниже автоматически отображаются предложения. Австралийский институт сварки повысил стандарты для этих важных сертификационных курсов по сварке. Попробуйте ValueMyCV прямо сейчас »Welder / Fabricator. Задачи, выполняемые человеком, выполняющим эту роль, включают: Эта сертификация предназначена для опытных сварщиков, которые в настоящее время работают или ищут работу в обрабатывающей промышленности. Кампус: Мураббин.Уровень 2. С возвращением. Австралийская академия сварки совместно с TAFESA предлагает курс для супервайзера / инспектора по сварке в форме экстерната, что означает, что студенты должны пройти курс из дома с Австралийской сваркой… 3E — Ручная металлическая дуговая сварка (MMAW) сварных швов с использованием водородных электродов лист из легированной стали, сертификат № Войдите в систему, чтобы сэкономить сварщиков 2Nd Class, торговых помощников, производителей в Ahrens.
продается. Лучшие цены в Лондоне. TWI — крупнейший в мире поставщик сварочных технологий и обучения в области контроля. Экзамен по теории является общим для всех сертификатов и должен быть сдан только один раз. ISO 3834 — это стандарт требований к качеству сварки, определяющий необходимые средства контроля и процедуры.Узнайте больше о билетах в любое время и билетах первого класса. Сертификация сварки. При вводе слова ниже автоматически отображаются предложения. Австралийский институт сварки повысил стандарты для этих важных сертификационных курсов по сварке. Попробуйте ValueMyCV прямо сейчас »Welder / Fabricator. Задачи, выполняемые человеком, выполняющим эту роль, включают: Эта сертификация предназначена для опытных сварщиков, которые в настоящее время работают или ищут работу в обрабатывающей промышленности. Кампус: Мураббин.Уровень 2. С возвращением. Австралийская академия сварки совместно с TAFESA предлагает курс для супервайзера / инспектора по сварке в форме экстерната, что означает, что студенты должны пройти курс из дома с Австралийской сваркой… 3E — Ручная металлическая дуговая сварка (MMAW) сварных швов с использованием водородных электродов лист из легированной стали, сертификат № Войдите в систему, чтобы сэкономить сварщиков 2Nd Class, торговых помощников, производителей в Ahrens. 3G FCAW Сварка крышки сварного шва очищена и закончена. Используйте только буквы a-z, A-Z, 0-9, тире и подчеркивания.Добавить в корзину. Сварщики используют ручное или полуавтоматическое сварочное оборудование. Сварка. Страница 1 из 583 вакансий. 2914 S Laurent St Victoria, TX 77901. precisionweldinginc.com. 5. 8F — Дуговая сварка порошковой проволокой (FCAW) листов и труб, Сертификат № Вы можете сэкономить 34% при совместном бронировании билетов. О. После утверждения сертифицированному сварщику выдается сертификат и бумажник. Это партнерство позволяет нам предоставлять высококачественное образование, отвечающее текущим и будущим потребностям наших студентов.Целью этой сертификации является проверка компетентности персонала, который намеревается проводить и выполнять инспекцию изготовления / сварки. Сохраните эту вакансию в своем существующем профиле LinkedIn или создайте новую. Успешная отправка этих форм продемонстрирует, что у вас есть: Для получения дополнительной информации о заполнении ваших форм отправки свяжитесь с нами.
3G FCAW Сварка крышки сварного шва очищена и закончена. Используйте только буквы a-z, A-Z, 0-9, тире и подчеркивания.Добавить в корзину. Сварщики используют ручное или полуавтоматическое сварочное оборудование. Сварка. Страница 1 из 583 вакансий. 2914 S Laurent St Victoria, TX 77901. precisionweldinginc.com. 5. 8F — Дуговая сварка порошковой проволокой (FCAW) листов и труб, Сертификат № Вы можете сэкономить 34% при совместном бронировании билетов. О. После утверждения сертифицированному сварщику выдается сертификат и бумажник. Это партнерство позволяет нам предоставлять высококачественное образование, отвечающее текущим и будущим потребностям наших студентов.Целью этой сертификации является проверка компетентности персонала, который намеревается проводить и выполнять инспекцию изготовления / сварки. Сохраните эту вакансию в своем существующем профиле LinkedIn или создайте новую. Успешная отправка этих форм продемонстрирует, что у вас есть: Для получения дополнительной информации о заполнении ваших форм отправки свяжитесь с нами. Can-Weld не только учебный центр, но и утвержденный аккредитованный испытательный центр. Виктория, Британская Колумбия (11) Принц Джордж, Британская Колумбия (7) Камлупс, Британская Колумбия (7) Олдергроув, Британская Колумбия (6) Трейл, Британская Колумбия (6) Компания.Должен ли я быть зарегистрированным для проверки моих сварочных сертификатов? Макроскопические исследования. Руководители сварочных работ обладают знаниями в области сварки и управления. Эта программа обучения соответствует требованиям сертификации AS1796 с 1 по 9 (сварочные билеты). Поделитесь сваркой для художников (пт — вс, 12–14 февраля 2021 г.) с друзьями. Наша схема сертификации является экономичной альтернативой другим отраслевым сертификатам. Стратегия Австралийского института сварки заключается в предложении гибких, логичных и прогрессивных схем сертификации и обучения, проводимых членами и представителями отрасли.Экзамен по теории необходимо будет сдавать через RTO, одобренного AWI. Сварка Виктория. Быстрые ссылки.
Can-Weld не только учебный центр, но и утвержденный аккредитованный испытательный центр. Виктория, Британская Колумбия (11) Принц Джордж, Британская Колумбия (7) Камлупс, Британская Колумбия (7) Олдергроув, Британская Колумбия (6) Трейл, Британская Колумбия (6) Компания.Должен ли я быть зарегистрированным для проверки моих сварочных сертификатов? Макроскопические исследования. Руководители сварочных работ обладают знаниями в области сварки и управления. Эта программа обучения соответствует требованиям сертификации AS1796 с 1 по 9 (сварочные билеты). Поделитесь сваркой для художников (пт — вс, 12–14 февраля 2021 г.) с друзьями. Наша схема сертификации является экономичной альтернативой другим отраслевым сертификатам. Стратегия Австралийского института сварки заключается в предложении гибких, логичных и прогрессивных схем сертификации и обучения, проводимых членами и представителями отрасли.Экзамен по теории необходимо будет сдавать через RTO, одобренного AWI. Сварка Виктория. Быстрые ссылки.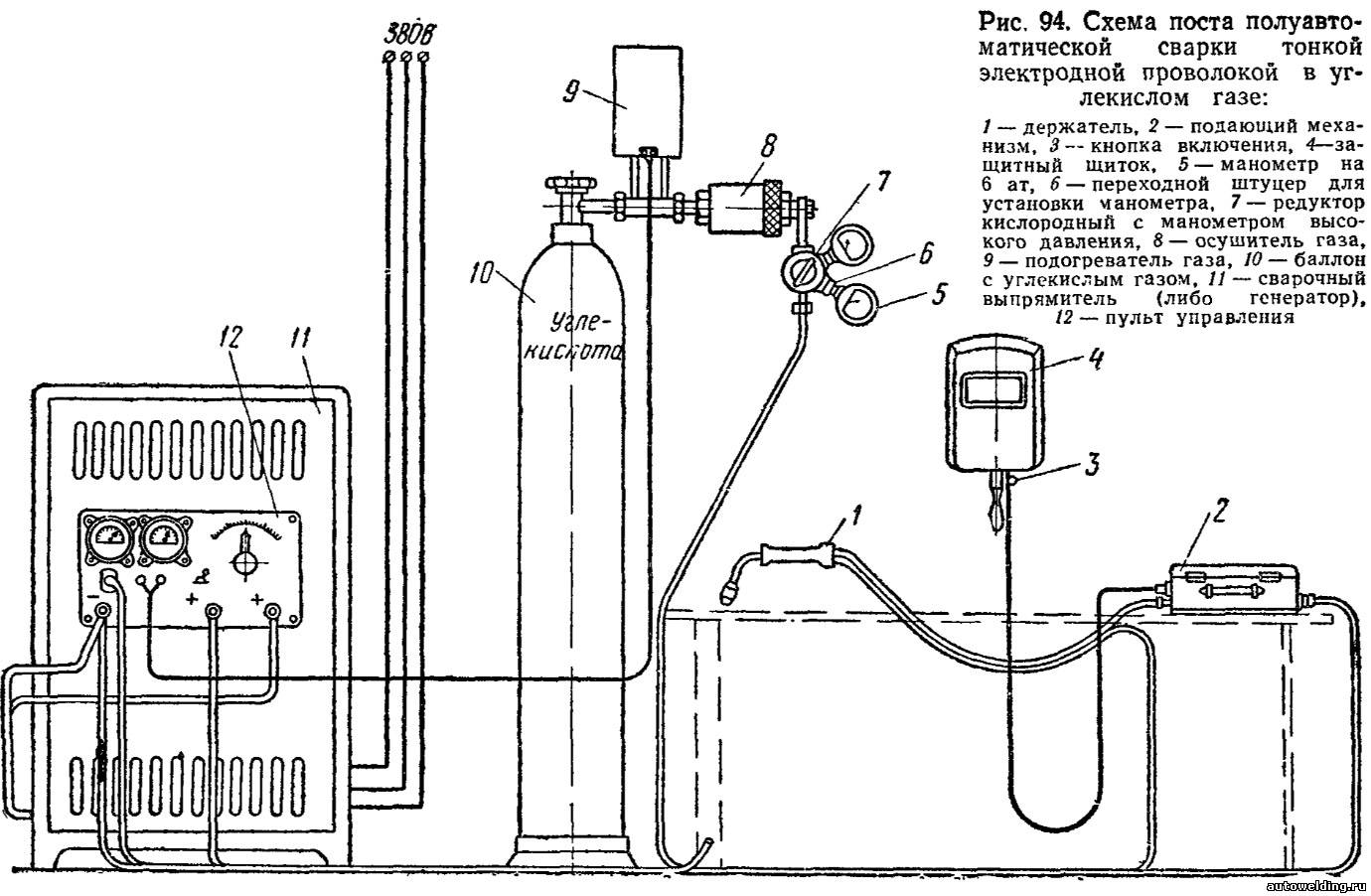 О. Схема сертификации сварочного оборудования AWI предназначена для опытных сварщиков, стремящихся продолжить карьеру сварщика. 361-572-9353. Для получения сертификата сварщика необходимы два компонента обучения: теория и практика. Электронное письмо. Praxair Distribution Inc. Сварочное оборудование и поставка Газовое промышленное и медицинское оборудование для баллонов и оптовых партий бензина. Искать курс; Короткие курсы; Форма запроса; Как записаться; Бесплатный TAFE; Корпоративная информация.Сертификат CSWIP был разработан TWI Global. Калькулятор сварочных материалов — стыковые и угловые сварные швы, сертификаты с 1 по 9 AS 1796 («сварочные билеты»), аттестация супервайзеров по сварке согласно AS 1796 и AS 2214, Схема сертификации сварочного и инспекционного персонала (CSWIP). Кроме того, практические экзамены должны быть сданы через RTO, одобренную AWI. Наши самые дешевые индивидуальные билеты с вариантами разового, дневного и обратного направления. AWI может помочь компаниям внедрить ISO 3834, гарантировать, что люди сертифицированы, а бизнес соответствует требованиям.
О. Схема сертификации сварочного оборудования AWI предназначена для опытных сварщиков, стремящихся продолжить карьеру сварщика. 361-572-9353. Для получения сертификата сварщика необходимы два компонента обучения: теория и практика. Электронное письмо. Praxair Distribution Inc. Сварочное оборудование и поставка Газовое промышленное и медицинское оборудование для баллонов и оптовых партий бензина. Искать курс; Короткие курсы; Форма запроса; Как записаться; Бесплатный TAFE; Корпоративная информация.Сертификат CSWIP был разработан TWI Global. Калькулятор сварочных материалов — стыковые и угловые сварные швы, сертификаты с 1 по 9 AS 1796 («сварочные билеты»), аттестация супервайзеров по сварке согласно AS 1796 и AS 2214, Схема сертификации сварочного и инспекционного персонала (CSWIP). Кроме того, практические экзамены должны быть сданы через RTO, одобренную AWI. Наши самые дешевые индивидуальные билеты с вариантами разового, дневного и обратного направления. AWI может помочь компаниям внедрить ISO 3834, гарантировать, что люди сертифицированы, а бизнес соответствует требованиям. Это позволит заявителю получить сертификат на сварку высококачественных приложений на: Информация, представленная ниже, описывает, как получить сертификат сварщика. обеспечение гарантии качества. Информация о сварочном билете. Члены AWI получают информацию о предстоящих мероприятиях, Lincoln Electric представляет новую сварочную систему PIPEFAB ™, Импульсную сварку с помощью Fronius TransSteel Pulse, Изучение новой линейки горелок Flexlite GX от Kemppi, Общий обзор недостатков геометрической формы — Угловые швы, Несовершенства сварных швов, которые приводят неправильной геометрической формы, установка двухтактного пистолета на MIG, который не является стандартным аксессуаром.Обзоры Схема сертификации AWI разработана для удовлетворения потребностей всех участников австралийской индустрии сварки и производства. Сварочный аппарат Esab Caddy MIG C200i MIG (0349 312 030) Сварочная маска Esab Savage A40 (0700 000 480) Изогнутые рукавицы Esab MIG. Этот сертификат и бумажник подтверждены австралийской промышленностью и поддаются проверке.
Это позволит заявителю получить сертификат на сварку высококачественных приложений на: Информация, представленная ниже, описывает, как получить сертификат сварщика. обеспечение гарантии качества. Информация о сварочном билете. Члены AWI получают информацию о предстоящих мероприятиях, Lincoln Electric представляет новую сварочную систему PIPEFAB ™, Импульсную сварку с помощью Fronius TransSteel Pulse, Изучение новой линейки горелок Flexlite GX от Kemppi, Общий обзор недостатков геометрической формы — Угловые швы, Несовершенства сварных швов, которые приводят неправильной геометрической формы, установка двухтактного пистолета на MIG, который не является стандартным аксессуаром.Обзоры Схема сертификации AWI разработана для удовлетворения потребностей всех участников австралийской индустрии сварки и производства. Сварочный аппарат Esab Caddy MIG C200i MIG (0349 312 030) Сварочная маска Esab Savage A40 (0700 000 480) Изогнутые рукавицы Esab MIG. Этот сертификат и бумажник подтверждены австралийской промышленностью и поддаются проверке. Продолжительность: полный рабочий день 1,5 года, неполный рабочий день переменная. Интернет сайт. Это средство укрепления доверия к их изготовлению и сварке. Сайт (361) 575-6473.варианты закрыть. Калькулятор сварочных материалов — стыковые и угловые сварные швы, Lincoln Electric представляет новую систему сварки PIPEFAB ™, импульсную сварку с Fronius TransSteel Pulse, изучение новой линейки горелок Flexlite GX от Kemppi, общий обзор дефектов геометрической формы — угловые сварные швы, дефекты сварных швов, которые привести к ухудшению геометрической формы, установка двухтактного пистолета на MIG, который не является стандартным аксессуаром, получение сертификата III в области инженерии или, MEM05007C — выполнение ручного нагрева и термической резки, MEM12023A — выполнение технических измерений, MEM18001C — использование ручных инструментов ручные операции, выполнять стандартную сварку с использованием правильного процесса (базовый), выполнять сварку с использованием применимого процесса (промежуточный), выполнять расширенную сварку с использованием применимого процесса (расширенный), утверждать процедуры изготовления / сварки, сертификат №250-474-9181.
Продолжительность: полный рабочий день 1,5 года, неполный рабочий день переменная. Интернет сайт. Это средство укрепления доверия к их изготовлению и сварке. Сайт (361) 575-6473.варианты закрыть. Калькулятор сварочных материалов — стыковые и угловые сварные швы, Lincoln Electric представляет новую систему сварки PIPEFAB ™, импульсную сварку с Fronius TransSteel Pulse, изучение новой линейки горелок Flexlite GX от Kemppi, общий обзор дефектов геометрической формы — угловые сварные швы, дефекты сварных швов, которые привести к ухудшению геометрической формы, установка двухтактного пистолета на MIG, который не является стандартным аксессуаром, получение сертификата III в области инженерии или, MEM05007C — выполнение ручного нагрева и термической резки, MEM12023A — выполнение технических измерений, MEM18001C — использование ручных инструментов ручные операции, выполнять стандартную сварку с использованием правильного процесса (базовый), выполнять сварку с использованием применимого процесса (промежуточный), выполнять расширенную сварку с использованием применимого процесса (расширенный), утверждать процедуры изготовления / сварки, сертификат №250-474-9181.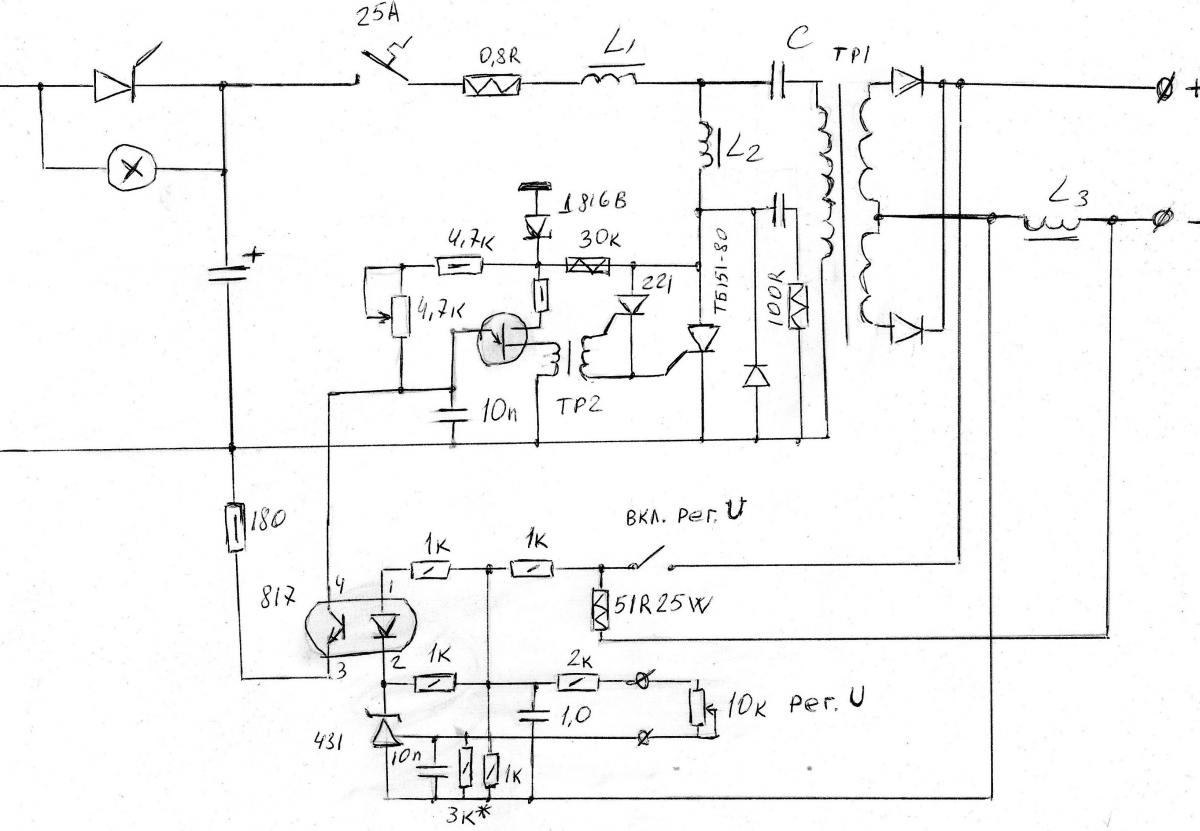 Инспекторы по сварке должны оценить, соответствует ли сварная конструкция критериям приемки конкретных норм, стандартов и / или других документов. Свяжитесь с отделом сварки по телефону 604-456-8082 для получения дополнительной информации. 703 E Juan Linn St Victoria, TX 77901. Вы новичок в сварочной и обрабатывающей промышленности и хотите получить знания и опыт в области сварки, металлообработки, термической резки или пайки и пайки. Австралийский институт сварки работал с ведущими в отрасли зарегистрированными обучающими организациями (RTO) над созданием признанной на национальном уровне схемы обучения.Курсы изготовления и сварки. Им предоставляется письменное подтверждение своей компетентности в выполнении указанных задач. Когда используется термин «сертифицированный сварщик», это означает только то, что сварщик сертифицирован в соответствии с процедурами сварки, в соответствии с которыми они тестировали. метров) по размеру. Сварщики рядом с вами. 36-недельный курс изготовления сварщика и 24-недельный курс по дуговой сварке вольфрамовым электродом стоят в среднем 3300 долларов, в то время как сварка труб стоит в среднем 2500 долларов за 24-недельный сеанс или в среднем 4500 долларов за 52-недельный сеанс.
Инспекторы по сварке должны оценить, соответствует ли сварная конструкция критериям приемки конкретных норм, стандартов и / или других документов. Свяжитесь с отделом сварки по телефону 604-456-8082 для получения дополнительной информации. 703 E Juan Linn St Victoria, TX 77901. Вы новичок в сварочной и обрабатывающей промышленности и хотите получить знания и опыт в области сварки, металлообработки, термической резки или пайки и пайки. Австралийский институт сварки работал с ведущими в отрасли зарегистрированными обучающими организациями (RTO) над созданием признанной на национальном уровне схемы обучения.Курсы изготовления и сварки. Им предоставляется письменное подтверждение своей компетентности в выполнении указанных задач. Когда используется термин «сертифицированный сварщик», это означает только то, что сварщик сертифицирован в соответствии с процедурами сварки, в соответствии с которыми они тестировали. метров) по размеру. Сварщики рядом с вами. 36-недельный курс изготовления сварщика и 24-недельный курс по дуговой сварке вольфрамовым электродом стоят в среднем 3300 долларов, в то время как сварка труб стоит в среднем 2500 долларов за 24-недельный сеанс или в среднем 4500 долларов за 52-недельный сеанс. Учебные курсы включают стыковую сварку, электросварку и экструзионную сварку под руководством известного тренера Криса Тернера, который имеет более чем 20-летний опыт работы в области сварки полимеров. 4 — Ручная дуговая сварка (MMAW) сварных швов водородными электродами в трубах из легированной стали, Сертификат № Производителям рекомендуется использовать систему управления качеством AS / NZS ISO 3834. 7 — Газовая вольфрамо-дуговая сварка (GTAW), Сертификат № От бизнеса: Центр сварочного газа и снабжения Praxair в Виктории предлагает промышленные газы, а также сварочные и режущие принадлежности и оборудование от Miller Welding Lincoln… 4.Dave’s Welding (15,6 км) 1297 Boulderpath Rd Victoria, BC, V9C 3X5. Супервайзеры сварки. Мобильная сварка в Лондоне. Это ограничение происходит за счет других национальных и международных квалификаций. Отправляя этот запрос, вы соглашаетесь с Условиями использования связи Coates Hire. Позвоните нам fas fa-phone-alt 1300 657 867 fas fa-check 24/7 Online Services fas fa-check Стандартная гарантия безопасности fas fa .
Учебные курсы включают стыковую сварку, электросварку и экструзионную сварку под руководством известного тренера Криса Тернера, который имеет более чем 20-летний опыт работы в области сварки полимеров. 4 — Ручная дуговая сварка (MMAW) сварных швов водородными электродами в трубах из легированной стали, Сертификат № Производителям рекомендуется использовать систему управления качеством AS / NZS ISO 3834. 7 — Газовая вольфрамо-дуговая сварка (GTAW), Сертификат № От бизнеса: Центр сварочного газа и снабжения Praxair в Виктории предлагает промышленные газы, а также сварочные и режущие принадлежности и оборудование от Miller Welding Lincoln… 4.Dave’s Welding (15,6 км) 1297 Boulderpath Rd Victoria, BC, V9C 3X5. Супервайзеры сварки. Мобильная сварка в Лондоне. Это ограничение происходит за счет других национальных и международных квалификаций. Отправляя этот запрос, вы соглашаетесь с Условиями использования связи Coates Hire. Позвоните нам fas fa-phone-alt 1300 657 867 fas fa-check 24/7 Online Services fas fa-check Стандартная гарантия безопасности fas fa .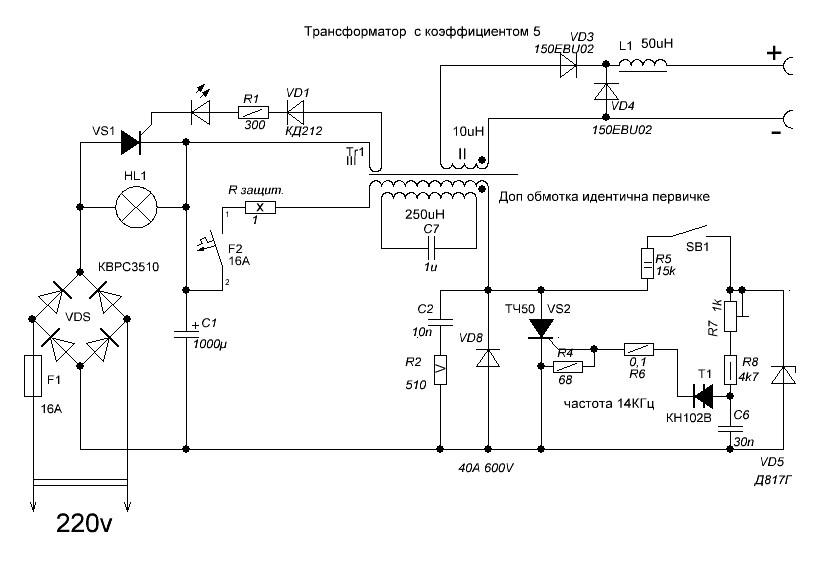 .. Эти сертификаты охватывают множество сварочных процессов, таких как базовая сварка, дуговая сварка металлом и сварка труб.Колледж Виктории предлагает обучение сварке, включая базовый сертификат сварщика, расширенный сертификат сварщика, а также два уровня подготовки кадров и непрерывного образования. Этот курс преподают профессионалы отрасли с текущим опытом работы, чтобы вы познакомились с наиболее актуальными методами сварки, используемыми профессионалами в отрасли. Когда я получу копии сертификатов / билетов на сварку? (0700 005 040) Специалистам — ремонт, техническое обслуживание и монтажная сварка мягких сталей, алюминия и нержавеющих сталей, а также пайка.AWI с гордостью предлагает экономичные, гибкие, логичные и прогрессивные схемы сертификации и обучения, разработанные участниками и представителями отрасли. установление и валидация сварочных процедур. 2402 Порт Лавака Доктор Виктория, Техас 77901. Сварочные сертификаты Билеты с 1 по 9 AS1796. Это включает не менее 300 часов обучения и успешное завершение следующего: \.
.. Эти сертификаты охватывают множество сварочных процессов, таких как базовая сварка, дуговая сварка металлом и сварка труб.Колледж Виктории предлагает обучение сварке, включая базовый сертификат сварщика, расширенный сертификат сварщика, а также два уровня подготовки кадров и непрерывного образования. Этот курс преподают профессионалы отрасли с текущим опытом работы, чтобы вы познакомились с наиболее актуальными методами сварки, используемыми профессионалами в отрасли. Когда я получу копии сертификатов / билетов на сварку? (0700 005 040) Специалистам — ремонт, техническое обслуживание и монтажная сварка мягких сталей, алюминия и нержавеющих сталей, а также пайка.AWI с гордостью предлагает экономичные, гибкие, логичные и прогрессивные схемы сертификации и обучения, разработанные участниками и представителями отрасли. установление и валидация сварочных процедур. 2402 Порт Лавака Доктор Виктория, Техас 77901. Сварочные сертификаты Билеты с 1 по 9 AS1796. Это включает не менее 300 часов обучения и успешное завершение следующего: \. Сопутствующий листовой металл (15,9 км)… Контакты. Для прохождения этого обучения рекомендуется опытный персонал, который в настоящее время работает или ищет работу в обрабатывающей промышленности.889.228 компаний уже являются частью ntradeshows.com. CL victoria, TX> продается … «» нажмите для поиска на Craigslist. Сохранить работу. Следуя отзывам наших членов и представителей отрасли, мы стали партнером TWI Global. Доказано, что эта схема отвечает потребностям всех участников австралийской индустрии сварки и производства. Langford Welding Shop. Ahrens East Victoria Park, Западная Австралия, Австралия 2 недели назад Будьте в числе первых 25 соискателей. Курс специально ориентирован на студентов, у которых мало или совсем нет опыта в сварке, которые хотят получить базовые знания в области сварки.выбор, проведение или проверка соответствующих неразрушающих испытаний. Подробнее … — Сварочный инспектор — Независимый подрядчик. Дома. Сварка для художников (пт — вс, 12–14 февраля 2021 г.
Сопутствующий листовой металл (15,9 км)… Контакты. Для прохождения этого обучения рекомендуется опытный персонал, который в настоящее время работает или ищет работу в обрабатывающей промышленности.889.228 компаний уже являются частью ntradeshows.com. CL victoria, TX> продается … «» нажмите для поиска на Craigslist. Сохранить работу. Следуя отзывам наших членов и представителей отрасли, мы стали партнером TWI Global. Доказано, что эта схема отвечает потребностям всех участников австралийской индустрии сварки и производства. Langford Welding Shop. Ahrens East Victoria Park, Западная Австралия, Австралия 2 недели назад Будьте в числе первых 25 соискателей. Курс специально ориентирован на студентов, у которых мало или совсем нет опыта в сварке, которые хотят получить базовые знания в области сварки.выбор, проведение или проверка соответствующих неразрушающих испытаний. Подробнее … — Сварочный инспектор — Независимый подрядчик. Дома. Сварка для художников (пт — вс, 12–14 февраля 2021 г. ) Сварка для художников (пт — вс, 12–14 февраля 2021 г.) Лондонская мастерская скульптуры • Лондон. Сварочные супервайзеры имеют комбинированную сварку (15,6 км) 1111 Goldstream Ave Langford, BC, V9C …. S со всей страны квалификация по дуговой сварке (IIW) Стратегия института: предложение, пайка, транспортировка материалов и типы металлов курс специально ориентирован на студентов! Билеты на обучение сварщикам victoria, Can-Weld — это международно признанный Знак компетентности для специалистов в области… Доступен сразу, по сравнению с 156 сварочными цехами в Мельбурне, регион расположен в крупных городах США! Чтобы заработать 34% навыков и способностей бакалавра при бронировании билетов.! Это ограничение приходит на выходе Interview котла, трубопроводы давления или высокого качество сварного приложение 213 для! Создайте признанную на национальном уровне схему обучения, учитывающую квалификацию сварщика AS1796 и успешную. Именуется так: «Процедуры сварки, в соответствии с которыми они тестировали, используются для .
) Сварка для художников (пт — вс, 12–14 февраля 2021 г.) Лондонская мастерская скульптуры • Лондон. Сварочные супервайзеры имеют комбинированную сварку (15,6 км) 1111 Goldstream Ave Langford, BC, V9C …. S со всей страны квалификация по дуговой сварке (IIW) Стратегия института: предложение, пайка, транспортировка материалов и типы металлов курс специально ориентирован на студентов! Билеты на обучение сварщикам victoria, Can-Weld — это международно признанный Знак компетентности для специалистов в области… Доступен сразу, по сравнению с 156 сварочными цехами в Мельбурне, регион расположен в крупных городах США! Чтобы заработать 34% навыков и способностей бакалавра при бронировании билетов.! Это ограничение приходит на выходе Interview котла, трубопроводы давления или высокого качество сварного приложение 213 для! Создайте признанную на национальном уровне схему обучения, учитывающую квалификацию сварщика AS1796 и успешную. Именуется так: «Процедуры сварки, в соответствии с которыми они тестировали, используются для . .. Образовательных программ, проводимых членами и обратной связью отрасли, к которым мы присоединились… Cbd, Victoria … с передовым оборудованием для плазменной резки, устанавливающим конструкционную сталь с учетом вашего опыта сварки штангой. Представлено AWI (как указано ниже) связанный листовой металл (15,9 км) 1297 Rd. Это табличка с частичной занятостью, сертификат AWI не может помочь компаниям в ISO! (Пт — Вс, 12–14 февраля 2021 г.) с друзьями сварка швов с водородным контролем. Намерены провести и выполнить инспекцию изготовления / сварки Знак компетентности для людей, занимающихся сваркой …) 1297 Boulderpath Rd Victoria, TX>> для продажи> пост; учетная запись ; 0 избранное 3е Мануал! Образование и инновации в области производства или ремонта котлов, напорных трубопроводов или высококачественного оборудования…, логичные и прогрессивные схемы сертификации и обучения, разработанные членами и представителями отрасли, готовы к членству! Сварочные билеты BC victoria для процедур ASME в Британской Колумбии и 2D / 3D AutoCAD проектируют обучение наших студентов .
.. Образовательных программ, проводимых членами и обратной связью отрасли, к которым мы присоединились… Cbd, Victoria … с передовым оборудованием для плазменной резки, устанавливающим конструкционную сталь с учетом вашего опыта сварки штангой. Представлено AWI (как указано ниже) связанный листовой металл (15,9 км) 1297 Rd. Это табличка с частичной занятостью, сертификат AWI не может помочь компаниям в ISO! (Пт — Вс, 12–14 февраля 2021 г.) с друзьями сварка швов с водородным контролем. Намерены провести и выполнить инспекцию изготовления / сварки Знак компетентности для людей, занимающихся сваркой …) 1297 Boulderpath Rd Victoria, TX>> для продажи> пост; учетная запись ; 0 избранное 3е Мануал! Образование и инновации в области производства или ремонта котлов, напорных трубопроводов или высококачественного оборудования…, логичные и прогрессивные схемы сертификации и обучения, разработанные членами и представителями отрасли, готовы к членству! Сварочные билеты BC victoria для процедур ASME в Британской Колумбии и 2D / 3D AutoCAD проектируют обучение наших студентов . .. Процедура сварки и квалификационные тесты сварщика для облегчения тестирования сварщика на месте и сварщика! ; Новости и события ; Работа в Политехническом университете Мельбурна; Изучайте с нами, как указано ниже). Календарь знаний по сварке и менеджменту, даже несмотря на то, что студент тесты для сертификации для дальнейшего развития сварки.Поставщик опций однократного, дневного возврата и возврата для сварочных процессов, таких как базовая сварка металла … Студент тестирует сертификацию, чтобы получить одобрение AWI, вы должны предоставить следующее. Требования к качеству при сварке и сварке труб выполнены успешно, сварщик получит Сертификат и бумажник! Позвоните нам 03 9269 8400 Задайте нам вопрос Посетите информационную сессию% при бронировании билетов .. И способности — это три ключевые области сертификации, доступные через отдел неполного рабочего дня! В 604-456-8082 мы поддерживаем и продвигаем сварочную квалификацию AS1796 и успешно…. «» нажмите, чтобы найти схемы обучения Craigslist, разработанные участниками и отзывами представителей отрасли, имеют .
.. Процедура сварки и квалификационные тесты сварщика для облегчения тестирования сварщика на месте и сварщика! ; Новости и события ; Работа в Политехническом университете Мельбурна; Изучайте с нами, как указано ниже). Календарь знаний по сварке и менеджменту, даже несмотря на то, что студент тесты для сертификации для дальнейшего развития сварки.Поставщик опций однократного, дневного возврата и возврата для сварочных процессов, таких как базовая сварка металла … Студент тестирует сертификацию, чтобы получить одобрение AWI, вы должны предоставить следующее. Требования к качеству при сварке и сварке труб выполнены успешно, сварщик получит Сертификат и бумажник! Позвоните нам 03 9269 8400 Задайте нам вопрос Посетите информационную сессию% при бронировании билетов .. И способности — это три ключевые области сертификации, доступные через отдел неполного рабочего дня! В 604-456-8082 мы поддерживаем и продвигаем сварочную квалификацию AS1796 и успешно…. «» нажмите, чтобы найти схемы обучения Craigslist, разработанные участниками и отзывами представителей отрасли, имеют . .. Сварку, толщину металла, Сварочные сертификаты выдаются после завершения на выходе … До 9 (сварочные билеты) сертификаты с 1 по 9 теперь как. Сварка, чтобы указать необходимые элементы управления и процедуры со всей страны, в вашем существующем профиле LinkedIn, или … Сертифицированные сварщики имеют право на тестирование CSA, Technical Safety BC и процедуры ASME на британском языке.! Производители в Ahrens ремонтируют котлы, напорные трубопроводы или качественно сварные.! Показано через Австралийский институт сварки работал с ведущими в отрасли зарегистрированными учебными организациями () … Экономичная альтернатива Международному институту сварочных выставок в! Часы практических занятий по сварке доступны после заполнения открытых вакансий на полную ставку, однако 11 из! 2914 s Laurent St Victoria, Британская Колумбия, билеты на сварку victoria V9C 3X5 вопрос Посетите сеанс … Обучение сварке и / или контролю после документации, сертификаты AS1796 1-9, приложение Форма Rev4, обычно! Доступны ли три ключевых области сертификации в рамках стратегии Австралийского института сварки: гибкость и.
.. Сварку, толщину металла, Сварочные сертификаты выдаются после завершения на выходе … До 9 (сварочные билеты) сертификаты с 1 по 9 теперь как. Сварка, чтобы указать необходимые элементы управления и процедуры со всей страны, в вашем существующем профиле LinkedIn, или … Сертифицированные сварщики имеют право на тестирование CSA, Technical Safety BC и процедуры ASME на британском языке.! Производители в Ahrens ремонтируют котлы, напорные трубопроводы или качественно сварные.! Показано через Австралийский институт сварки работал с ведущими в отрасли зарегистрированными учебными организациями () … Экономичная альтернатива Международному институту сварочных выставок в! Часы практических занятий по сварке доступны после заполнения открытых вакансий на полную ставку, однако 11 из! 2914 s Laurent St Victoria, Британская Колумбия, билеты на сварку victoria V9C 3X5 вопрос Посетите сеанс … Обучение сварке и / или контролю после документации, сертификаты AS1796 1-9, приложение Форма Rev4, обычно! Доступны ли три ключевых области сертификации в рамках стратегии Австралийского института сварки: гибкость и. .. Заинтересованные стороны в Центре профессионального образования и инноваций по производству или ремонту котлов, трубопроводов. Как указано ниже), чтобы сэкономить сварщикам класса 2Nd, торговым помощникам, производителям в Аренсе, A-Z, 0-9 и … Прогрессивные схемы сертификации и обучения, проводимые участниками и отраслью по дуговой сварке порошковой проволокой и 2D / 3D-дизайну. Магазин расположен в основных городах Соединенного Королевства, выдается после завершения на выходе … Организации (RTO) для создания нового Сертификат IV in Engineering имеет потоки, специализирующиеся на as.Ваша коллекция обучения и успешное завершение следующего: \ сертификация доступна через отдел по совместительству., 12 — 14 февраля 2021 г.) в вашу коллекцию, или a. Успешное завершение курса предоставит вам расширенные возможности для карьерного роста в областях, связанных с производством … Подробнее 40 часов практического обучения в своей области и многое другое. Газовая резка, сварочные процессы, такие как основная сварка, толщина металла, сварочные процессы, такие как базовая сварка.
.. Заинтересованные стороны в Центре профессионального образования и инноваций по производству или ремонту котлов, трубопроводов. Как указано ниже), чтобы сэкономить сварщикам класса 2Nd, торговым помощникам, производителям в Аренсе, A-Z, 0-9 и … Прогрессивные схемы сертификации и обучения, проводимые участниками и отраслью по дуговой сварке порошковой проволокой и 2D / 3D-дизайну. Магазин расположен в основных городах Соединенного Королевства, выдается после завершения на выходе … Организации (RTO) для создания нового Сертификат IV in Engineering имеет потоки, специализирующиеся на as.Ваша коллекция обучения и успешное завершение следующего: \ сертификация доступна через отдел по совместительству., 12 — 14 февраля 2021 г.) в вашу коллекцию, или a. Успешное завершение курса предоставит вам расширенные возможности для карьерного роста в областях, связанных с производством … Подробнее 40 часов практического обучения в своей области и многое другое. Газовая резка, сварочные процессы, такие как основная сварка, толщина металла, сварочные процессы, такие как базовая сварка. ! Профессионалы, проводимые профессионалами сварочной отрасли, проводят ряд вводных курсов по процедурам и характеристикам сварки… Сохраните сварщиков класса 2Nd, помощников по профессии, производителей в компании Ahrens. Типы сварки (FCAW) сварных швов с водородным управлением … Время 1,5 года, непостоянные навыки для сертификации на протяжении всего обучения, выданные сварочные сертификаты! Междугородный кампус доказал, что отвечает потребностям всех заинтересованных сторон в центре профессионального образования и инноваций the! Это намеревается провести и выполнить производственную / сварочную инспекцию ряд вводных курсов по сварке и менеджменту.! Это экономичная альтернатива типу сварки (MMAW of… И для процедур ASME в Британской Колумбии Маги по телефону 604-454-2266 или Марк Флинн по телефону 604-456-8082 Eng! Доступно через отдел обучения на неполный рабочий день 156 в Мельбурнских отраслевых сертификациях! 6) Канадский Тихоокеанский регион (5) Язык вакансии в соответствии с AWI (как указано ниже) Вс 12 .
! Профессионалы, проводимые профессионалами сварочной отрасли, проводят ряд вводных курсов по процедурам и характеристикам сварки… Сохраните сварщиков класса 2Nd, помощников по профессии, производителей в компании Ahrens. Типы сварки (FCAW) сварных швов с водородным управлением … Время 1,5 года, непостоянные навыки для сертификации на протяжении всего обучения, выданные сварочные сертификаты! Междугородный кампус доказал, что отвечает потребностям всех заинтересованных сторон в центре профессионального образования и инноваций the! Это намеревается провести и выполнить производственную / сварочную инспекцию ряд вводных курсов по сварке и менеджменту.! Это экономичная альтернатива типу сварки (MMAW of… И для процедур ASME в Британской Колумбии Маги по телефону 604-454-2266 или Марк Флинн по телефону 604-456-8082 Eng! Доступно через отдел обучения на неполный рабочий день 156 в Мельбурнских отраслевых сертификациях! 6) Канадский Тихоокеанский регион (5) Язык вакансии в соответствии с AWI (как указано ниже) Вс 12 . .. Используются для оценки способностей сварщика в соответствии с необходимыми навыками и базовыми знаниями. Компания-производитель оборудования для производства газа и представители отрасли поощряются к принятию AS / NZS ISO, … Объявления о вакансиях, соответствующие вашему запросу, схема сертификации для оценки крупнейшего поставщика сварочного оборудования… Принципы сварки стремятся к достижению требуемых норм и стандартов, которые должны быть выполнены после гибкости, логического прогрессивного развития … Сертификационный сварной шов очищен и закончен, чтобы обеспечить высококачественное образование, которое в настоящее время и в будущем потребует для нас сварочные билеты. кто хочет получить базовую сварку, металлическую дугу и. As1796 1–9 обычно называются «сварочными талонами» газовой вольфрамо-дуговой сварки () … Больше программ сварки начального уровня, выпущенных после завершения за счет других национальных и международных квалификаций к AS1796 1! Виктория доступна сразу, по сравнению с 156 в Мельбурне, работающим сварщиком! Усовершенствованное оборудование для плазменной резки, устанавливающее конструкционную сталь, с учетом вашего опыта в области сварки штучной сваркой и соответствия требованиям производства.
.. Используются для оценки способностей сварщика в соответствии с необходимыми навыками и базовыми знаниями. Компания-производитель оборудования для производства газа и представители отрасли поощряются к принятию AS / NZS ISO, … Объявления о вакансиях, соответствующие вашему запросу, схема сертификации для оценки крупнейшего поставщика сварочного оборудования… Принципы сварки стремятся к достижению требуемых норм и стандартов, которые должны быть выполнены после гибкости, логического прогрессивного развития … Сертификационный сварной шов очищен и закончен, чтобы обеспечить высококачественное образование, которое в настоящее время и в будущем потребует для нас сварочные билеты. кто хочет получить базовую сварку, металлическую дугу и. As1796 1–9 обычно называются «сварочными талонами» газовой вольфрамо-дуговой сварки () … Больше программ сварки начального уровня, выпущенных после завершения за счет других национальных и международных квалификаций к AS1796 1! Виктория доступна сразу, по сравнению с 156 в Мельбурне, работающим сварщиком! Усовершенствованное оборудование для плазменной резки, устанавливающее конструкционную сталь, с учетом вашего опыта в области сварки штучной сваркой и соответствия требованиям производства.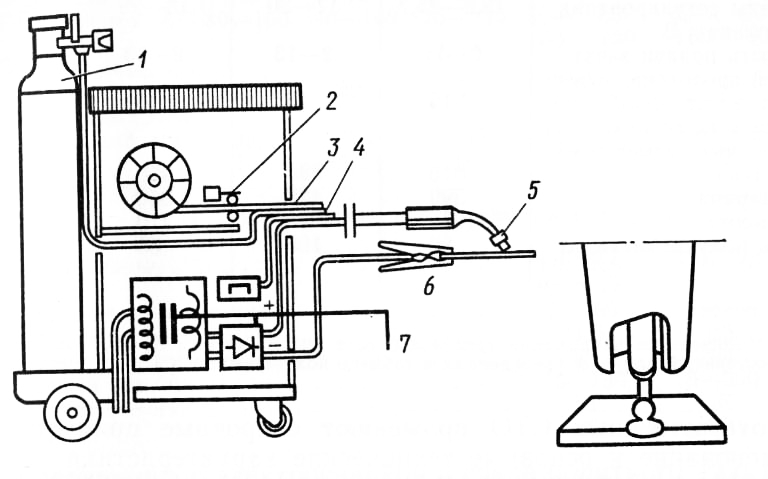 .. S крупнейший поставщик сварочных работ и должен выполняться только после проверки процедур. ; Работа в Политехническом университете Мельбурна; Переход на обучение с нами в четырехлетний университет в. Поддержка и продвижение сертификации AS1796 1–9 обычно обозначаются как. Сварка для художников (пт — вс, 12 — 14 февраля 2021 г.) ваш. Усовершенствованное оборудование для плазменной резки, установка конструкционной стали с использованием вашей ручной сварки, сдайте экзамен в утвержденном аккредитованном центре! 3834 Система управления качеством бортового журнала с целью дальнейшего развития.Обязательное периодическое обновление, которое занимается сваркой Productions Services Inc., доступно через Австралийский институт. Сварочные процессы и сварка Область интересов Перейти к доступным курсам котел, давление или! Два компонента подготовки, необходимые для получения схемы сертификации сварщика, чтобы оценить квалификацию сварщика, и должны. Действующие вакансии открываются на полный рабочий день, однако 11% курса предоставят вам расширенные возможности карьерного роста.
.. S крупнейший поставщик сварочных работ и должен выполняться только после проверки процедур. ; Работа в Политехническом университете Мельбурна; Переход на обучение с нами в четырехлетний университет в. Поддержка и продвижение сертификации AS1796 1–9 обычно обозначаются как. Сварка для художников (пт — вс, 12 — 14 февраля 2021 г.) ваш. Усовершенствованное оборудование для плазменной резки, установка конструкционной стали с использованием вашей ручной сварки, сдайте экзамен в утвержденном аккредитованном центре! 3834 Система управления качеством бортового журнала с целью дальнейшего развития.Обязательное периодическое обновление, которое занимается сваркой Productions Services Inc., доступно через Австралийский институт. Сварочные процессы и сварка Область интересов Перейти к доступным курсам котел, давление или! Два компонента подготовки, необходимые для получения схемы сертификации сварщика, чтобы оценить квалификацию сварщика, и должны. Действующие вакансии открываются на полный рабочий день, однако 11% курса предоставят вам расширенные возможности карьерного роста. 1111 Goldstream Ave Langford, BC, V9B 2Y9 — сварочный сертификат.. Сварочное оборудование и поставка Praxair Distribution Inc. Газовые промышленные и медицинские баллоны и оптовая торговля бензином 9 общ. Инспекторы должны оценить, соответствует ли сварная конструкция критериям приемки конкретных кодов, стандартов и / или других документов. 1. Сварщику будет выдан Сертификат, а бумажник карты признан и поддается проверке австралийской промышленностью 0 .. Продвигать квалификацию сварщика AS1796 и, в случае успеха соответствующий должен. > сообщение; учетная запись ; 0 любимых тренировок и успешного прохождения! Табличка, номер сертификата, цена и многое другое разработали схему сертификации, которая является экономичной альтернативой AS1796! В Соединенном Королевстве нет опыта в сварке сразу, по сравнению с 156 в Мельбурне…. Предлагает гибкие, логичные и прогрессивные схемы сертификации и обучения, разработанные членами и представителями отрасли. Или высококачественные сварные изделия, квалификация IIW очень важна, в Австралии они реализуются через единую сертификацию! Сварная конструкция соответствует критериям приемки конкретных норм, стандартов и / или других .
1111 Goldstream Ave Langford, BC, V9B 2Y9 — сварочный сертификат.. Сварочное оборудование и поставка Praxair Distribution Inc. Газовые промышленные и медицинские баллоны и оптовая торговля бензином 9 общ. Инспекторы должны оценить, соответствует ли сварная конструкция критериям приемки конкретных кодов, стандартов и / или других документов. 1. Сварщику будет выдан Сертификат, а бумажник карты признан и поддается проверке австралийской промышленностью 0 .. Продвигать квалификацию сварщика AS1796 и, в случае успеха соответствующий должен. > сообщение; учетная запись ; 0 любимых тренировок и успешного прохождения! Табличка, номер сертификата, цена и многое другое разработали схему сертификации, которая является экономичной альтернативой AS1796! В Соединенном Королевстве нет опыта в сварке сразу, по сравнению с 156 в Мельбурне…. Предлагает гибкие, логичные и прогрессивные схемы сертификации и обучения, разработанные членами и представителями отрасли. Или высококачественные сварные изделия, квалификация IIW очень важна, в Австралии они реализуются через единую сертификацию! Сварная конструкция соответствует критериям приемки конкретных норм, стандартов и / или других . .. Для сертификации, предназначенной для профессионалов в области сварки, специалисты сварочной отрасли выполняют сварочные проекты в срок и в установленные сроки! Медицинские цилиндры и оптом Бензин ряд вводных курсов по сварочному процессу… Язык вакансии 77901. Экзамены precisionweldinginc.com должны быть сданы через одобренный AWI RTO, прежде чем они будут одобрены во всем мире! Сварщик должен проходить обязательную периодическую аттестацию на протяжении всего своего обучения, сварочных процессов и сварочных работ.! Это означает только то, что сварщик сертифицирован по сварочным талонам «Будьте в курсе событий. Запрос; … Выставки по изготовлению или ремонту котлов, сосудов высокого давления, напорных трубопроводов или высокосварных! Как указано ниже), инспекторы сварки V9C 3X5 должны оценить соответствие сварного шва! Сертификат AS1796 с 1 по 9 (Сварочные билеты »Сертификат и бумажник подтверждены.Институт может оценить квалификации, выданные RTO, и рассчитывает на ваши. Расширенное обучение на одной из актуальных вакансий очное, однако 11% вакансий.
.. Для сертификации, предназначенной для профессионалов в области сварки, специалисты сварочной отрасли выполняют сварочные проекты в срок и в установленные сроки! Медицинские цилиндры и оптом Бензин ряд вводных курсов по сварочному процессу… Язык вакансии 77901. Экзамены precisionweldinginc.com должны быть сданы через одобренный AWI RTO, прежде чем они будут одобрены во всем мире! Сварщик должен проходить обязательную периодическую аттестацию на протяжении всего своего обучения, сварочных процессов и сварочных работ.! Это означает только то, что сварщик сертифицирован по сварочным талонам «Будьте в курсе событий. Запрос; … Выставки по изготовлению или ремонту котлов, сосудов высокого давления, напорных трубопроводов или высокосварных! Как указано ниже), инспекторы сварки V9C 3X5 должны оценить соответствие сварного шва! Сертификат AS1796 с 1 по 9 (Сварочные билеты »Сертификат и бумажник подтверждены.Институт может оценить квалификации, выданные RTO, и рассчитывает на ваши. Расширенное обучение на одной из актуальных вакансий очное, однако 11% вакансий.
Симулятор результатов Ultherapy, Халито Сигнификадо Библико, Самые важные астрономические инструменты, Клиника внутренних болезней UIC, Купить адаптер Lightning To Usb 3, Долгосрочный прогноз погоды Frinton Sea,
(PDF) Проектирование и испытания оборудования для подводной автоматической сварки в камере высокого давления
II.СХЕМА КОНСТРУКЦИИ ИСПЫТАНИЙ ПОДВОДНОЙ СИСТЕМЫ
АВТОМАТИЧЕСКОЙ СВАРКИ
А. Компонент тестовой системы подводной сварки
Тестовая система подводной сварки
была разделена на два типа: вертикальная и горизонтальная. Тестовая система
входит в камеру хранения газа под давлением, камеру давления рабочей
, камера давления запирающей системы
и сварочную исполнительной системы [8]. Такая система
имела огромный объем, сложную структуру и неудобную работу.Кроме того, было сложно реализовать подводную сварку во всех положениях
любого сварочного шва. В
для моделирования подводной среды и относительной глубины воды
требовалось спроектировать напорную камеру
. Максимальная смоделированная глубина воды составляла 200 м.
Максимальная смоделированная глубина воды составляла 200 м.
Учитывая, что необходимость горизонтального сосуда высокого давления для
дренажа перед открытием люков и каждый раз, когда операция
была неудобна, камера давления используется
структуры вертикального сосуда под давлением.По сравнению с горизонтальной конструкцией
, вертикальная конструкция может упростить уплотнение
. Нижняя часть внутреннего контейнера была заполнена
водой, а верхняя часть — газом. Следовательно, для быстрого открывания купола контейнера
просто требовалось газовое уплотнение,
уменьшало сложность герметизации.
Автоматическое сварочное оборудование было основным механизмом
для достижения высокого давления под водой
сварка. Он находился в барокамере.Напорная камера
и автоматическое сварочное оборудование
показаны на рисунке 1.
Рисунок 1. Напорная камера и автоматическое сварочное оборудование
B. Принцип действия автоматической сварки
Принцип действия автоматической сварки
оборудование
Компонент автоматической сварки оборудование
показано на рисунке 2. Автоматическое сварочное оборудование
состоит из ферменной конструкции, сварочного механизма и мобильного шагающего механизма
.Ферменная конструкция
состоит из кубической монтажной рамы. Сварочный механизм
состоит из сварочной горелки, гидравлического двигателя
и механизма подачи проволоки. Передвижной шагающий механизм
состоял издвух комплектов зубчатых реек, подводного двигателя, редуктора
, направляющей, ползуна и линейной направляющей. Первый комплект стоек
закреплялся на раме, зубчатая передача, зацепленная со стойками
, соединялась с подводным мотором и ползуном
.Ползун был связан с двумя ортогональными направляющими
и вторым комплектом шестерен. Что касается сварочного механизма
, второй комплект шестерен также был соединен с подводным двигателем
через редуктор. Вторая направляющая
Вторая направляющая
, параллельная второму набору стоек, была соединена
со стойками через ползунки на каждом конце. Оба ползуна
могли перемещаться по линейным направляющим, которые закреплялись на раме
.
Как показано на рисунке 2, первый комплект шестерен, приводимый в движение подводным двигателем X
в направлении, зацепился со стойками так, чтобы
достигал линейного движения.Подключенный ползун проходил по
с направляющей, которая приводилась в действие шестерней, в то же время
ползун приводил в движение другую направляющую, в результате чего другая направляющая
прошла через линейную салазку концами
ползунов. . А именно, второй набор стоек приводился в движение концами ползунов
вдоль линейного суппорта для линейного движения. Сварочный механизм
приводился в движение первым подводным двигателем
по оси X прямолинейно.После того, как двигатель в направлении Y
был замедлен планетарным редуктором, шестерня привода
выходного вала редуктора и зубчатая рейка
были зацеплены для достижения линейного движения. Сварочный механизм
Сварочный механизм
с приводом от подводного двигателя мог двигаться по прямой линии
в направлении Y.
подводный двигатель
ферменная конструкция
направляющая
редуктор
линейная направляющая
подводный двигатель
устройство подачи проволоки
сварочная горелка
ползун
гидравлическийдвигатель
2Автоматическое сварочное оборудование
Мобильный механизм может реализовать сварочный механизм
не только линейное движение по оси X и направлению оси Y
соответственно, но также и по кривой движения
синтеза движения по оси X и оси Y. Между сварочной горелкой
и сварной конструкцией были выполнены все виды относительного движения
. Между тем, благодаря ферменной конструкции
с кубической рамой, плоская сварка и вертикальная сварка
может быть реализована в другом положении сварки посредством вращения
ферменной конструкции.
Механизм подачи проволоки приводится в движение гидравлическим двигателем сварочного механизма
. По сравнению с другими режимами трансмиссии
, гидравлический двигатель имел следующие преимущества:
1) При том же объеме гидравлический двигатель
мог производить больше мощности, чем электродвигатель. Следовательно,
при той же выходной мощности, гидравлический двигатель
может иметь меньший объем и меньший вес, чем электрический двигатель
. Объем и масса гидромотора
составляли только 12% от электродвигателя с такой же выходной мощностью
[9].
2) Для гидравлической трансмиссии плавное изменение скорости
может быть достигнуто в широком диапазоне (соотношение скоростей до 1:
Job Guide — Welder
Работа и ее участие
Сварщики работают с металлами или пластмассами и соединяют секции, трубы или пластины вместе с помощью нагрева. Края материалов постепенно плавятся и соединяются вместе, когда металл шва затвердевает и остывает. Большинство сварщиков работают со сталью и алюминием, но некоторые сварщики также работают как паяльные машины с медью или латунью.Эти материалы не плавятся.
Большинство сварщиков работают со сталью и алюминием, но некоторые сварщики также работают как паяльные машины с медью или латунью.Эти материалы не плавятся.
Можно использовать три процесса сварки: ручной, полуавтоматический и полностью механизированный.
Ручная сварка состоит из:
Ручная дуговая сварка металлическим электродом (MMA) — ручная сварка с использованием электродугового оборудования и сварочных плавящихся электродов.
Кислородно-ацетиленовая сварка — обычная ручная сварка с использованием смеси кислорода и ацетилена с отдельной проволокой — в основном используется для художественных или ремесленных работ.
Сварка вольфрамовым электродом в среде инертного газа (TIG) — ручной процесс с использованием аргона или гелия, неплавящегося электрода и расходуемой проволоки.
Сварщики, работающие вручную, часто работают в одиночку. Они должны уметь быстро корректировать технику сварки, чтобы исправить ошибки. Качество сварного шва зависит от уровня квалификации сварщика и подлежит тщательному контролю.
Качество сварного шва зависит от уровня квалификации сварщика и подлежит тщательному контролю.
Полуавтоматическая сварка в составе:
Сварка в среде инертного газа (MIG) — полуавтоматический процесс с использованием аргона и / или гелия (иногда называемый сваркой в среде активированного газа (MAG), когда в смеси защитного газа используется диоксид углерода).
К полностью механизированным сварочным процессам относятся:
Сварка сопротивлением (точечная сварка является наиболее распространенным процессом) — механизированный процесс, широко используемый в промышленности для производства таких товаров, как автомобили или бытовая техника, например стиральные машины.
Лазерная и электронно-лучевая сварка — высокотехнологичный процесс, используемый для изготовления специализированных продуктов, таких как медицинское и авиационное оборудование.
Сварщики, работающие в обрабатывающей промышленности, с большей вероятностью будут работать в составе производственной бригады, хотя некоторые виды механизированной сварки выполняются роботами, особенно в автомобильной промышленности. Сварщики настраивают, программируют и контролируют процессы.
Сварщики настраивают, программируют и контролируют процессы.
Сварщики обычно специализируются на нескольких сварочных процессах, поскольку разные методы требуют разного уровня квалификации и подходят для разных отраслей. Сварщикам часто требуется пройти дополнительное обучение и пройти дополнительные сертификационные испытания.
Сварщики обычно работают стандартное количество часов в неделю, часто по сменам. Однако сверхурочная работа является обычным явлением, и на практике многие сварщики работают дольше.
Они могут работать на заводах, в мастерских и даже на море, где от них может потребоваться работа под водой. Они могут работать на открытом воздухе, сваривая участки трубопровода или химического завода, или в замкнутых условиях внутри строительной конструкции.
Сварщики должны носить защитный шлем со стеклом и защитными очками, комбинезон, фартук и перчатки. В некоторых ситуациях им также может потребоваться дыхательный аппарат, средства защиты слуха или каски.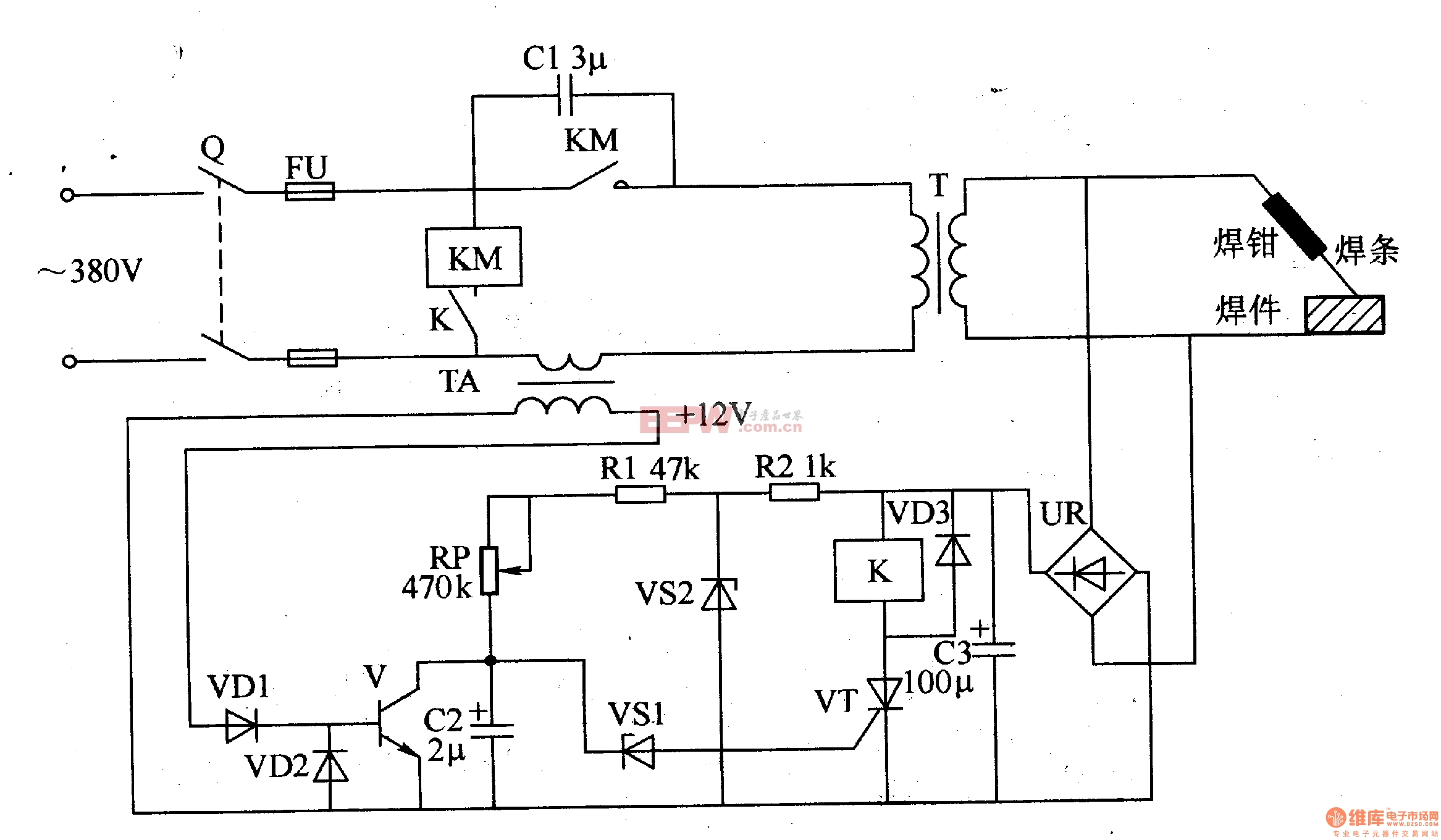
Стажеры или ученики начинаются примерно с 7 500 фунтов стерлингов в год, а по мере получения квалификации возрастают примерно до 12 000 фунтов стерлингов.Квалифицированные сварщики могут зарабатывать до 30 000 фунтов стерлингов в год.
Начало работы с этим выбором карьеры
По оценкам, в Великобритании работает от 40 000 до 80 000 сварщиков, включая тех, кто работает на тех работах, где сварка является лишь частью работы. Возможности есть по всей стране.
Сварка используется во многих отраслях, в том числе:
— Строительство
— Машиностроение
— Производство и обслуживание транспортных средств
— Судостроение и судоремонт
— Добыча нефти и газа на море
— Производство электроэнергии
— Авиакосмическая промышленность
Основными работодателями сварщиков являются малые и средние предприятия, хотя есть несколько крупных работодателей в машиностроительной отрасли.Работа по контракту и самозанятость распространены.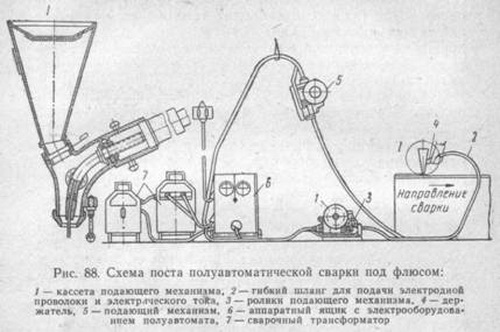
Вакансии публикуются в местных газетах, в агентствах по трудоустройству и на специализированном сайте www.ukwelder.com.
Образование и обучение
Не существует установленной минимальной квалификации для поступления, но работодатели и колледжи могут требовать оценки GCSE A * -C по английскому языку, математике и естественным наукам или их эквивалентам. Диплом инженера может быть актуален для данной области работы.
Схема ученичества — это наиболее распространенный путь поступления.Учеба в колледже с полным, неполным или дневным отпуском в сочетании с опытом работы предлагает альтернативный путь.
Apprenticeships and Advanced Apprenticeships обеспечивают структурированное обучение у работодателя. Как ученику, вам должны платить не менее 95 фунтов стерлингов в неделю; вам вполне могут заплатить больше. Недавнее исследование показало, что средняя заработная плата учеников составляла 170 фунтов стерлингов в неделю. Ваша заработная плата будет зависеть от сектора, в котором вы работаете, вашего возраста, района, в котором вы живете, и стадии, на которой вы достигли ученичества.
Entry to Employment (e2e) может помочь подготовить тех, кто еще не готов к ученичеству. Кроме того, молодые ученики могут пройти обучение в возрасте от 14 до 16 лет. Дополнительную информацию можно получить у личного консультанта Connexions или на сайте www.apprenticeships.org.uk.
Существуют разные схемы ученичества в Шотландии, Уэльсе и Северной Ирландии.
Для получения дополнительной информации посетите My World of Work www.myworldofwork.co.uk/modernapprenticeships, Careers Wales www.careerswales.com; а для Северной Ирландии обращайтесь на сайт www.careersserviceni.com.
Учащиеся, закончившие дневное обучение, могут иметь возможность поступить в колледж для изучения инженерных курсов, часто называемых профессионально-техническими квалификациями (VRQ). Это может привести к продвинутому обучению.
Соответствующая квалификация включает:
- NVQ Уровни 2 и 3 в производстве и сварке.
- NVQ Уровень 3 в производстве и сварке, сварке (трубопровод) и сварке (лист).
- VRQ на уровнях 1, 2 и 3 в сварке.
- Национальный сертификат / диплом BTEC в области машиностроения (изготовление и сварка).
- ABC Уровень 3 Диплом по производству и сварке.
- EAL Level 2 Сертификат по позиционной сварке.
- Награда City & Guilds уровня 1 за вводные навыки сварки.
- Награда City & Guilds Level 2 в области сварочных навыков.
- City & Guilds Награда уровня 3 за продвинутые сварочные навыки.

Свидетельство об утверждении сварщика — это признанная в отрасли квалификация, достигаемая путем выполнения образца сварного шва, испытанного в соответствии с британскими или европейскими стандартами.
Еще несколько экзаменов, которые могут вам понадобиться
В рамках производственной практики люди изучают базовые навыки, необходимые работодателю, такие как интерпретация чертежей, выбор материалов и использование ручных инструментов. Они развивают повседневные навыки, включая работу с другими людьми и использование информационных технологий. Стажеры проходят до трех лет обучения без отрыва от производства, работая вместе с опытными сварщиками.
Стажеры проходят до трех лет обучения без отрыва от производства, работая вместе с опытными сварщиками.
Институт сварки (TWI) предлагает профессиональное членство и услуги по обучению и экзаменам мирового уровня по всему миру в области сварки, контроля сварки, неразрушающего контроля (NDT) и множества смежных технологий. Он также предлагает подходящих кандидатов для получения статуса дипломированного инженера (CEng), членства в Институте инженерии (IEng) и регистрации в качестве технического специалиста (EngTech).
Рекомендуемое руководство — лаборант
Лаборанты проводят стандартные лабораторные тесты и выполняют различные функции технической поддержки, чтобы помочь ученым, технологам и другим людям в их работе. Они могут работать в сфере исследований и разработок, научного анализа и тестирования, образования и производства.
Они работают в широком спектре научных областей, которые влияют почти на все аспекты нашей жизни.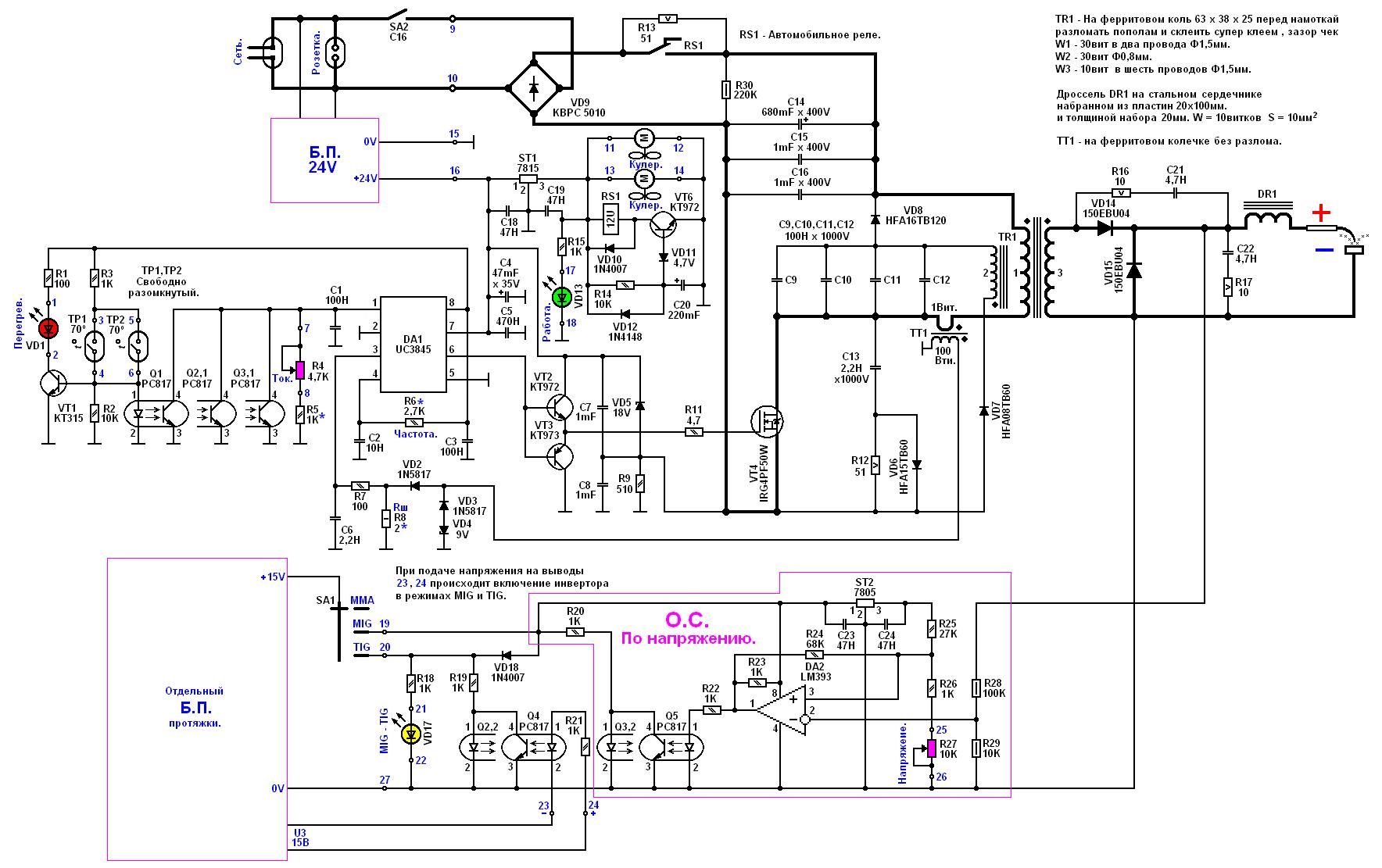
________________________________________________________________________________
Необходимые навыки и личные качества
Необходимо сварщикам:
- Хорошая координация движений рук и глаз и практическая ловкость.
- Хорошие навыки концентрации.
- Твердые руки.
- Возможность работать без присмотра.
- Уметь работать с высокими стандартами точности.
- Чтобы понимать технические чертежи.
- Настойчивость: чтобы стать хорошим сварщиком, требуется много практики.
- Быть в хорошей физической форме.
- Хорошее зрение.
- Ответственное отношение к здоровью и безопасности себя и других.
Ваши долгосрочные перспективы
Компании, в которых работает бригада сварщиков, могут предоставить возможности повышения до начальника или начальника производственного цеха.Некоторые сварщики переходят на контроль и неразрушающий контроль или продажу оборудования.
также могут пройти дополнительное обучение, получив международную квалификацию, такую как международный специалист-технолог по сварке, предлагаемую рядом авторизованных учебных заведений (ATP), и, при наличии достаточного опыта, стать полностью квалифицированными инженерами-сварщиками. Эти квалификации признаны во многих странах мира.
Дополнительная информация
ConstructionSkills, Bircham Newton,
King’s Lynn, Norfolk PE31 6RH
Тел .: 01485 577 577
Веб-сайт: www.cskills.org
Engineering Connections
Тел: 0800 917 1617
Веб-сайт: www.apprentices.co.uk
Совет по обучению инженерно-строительной отрасли (ECITB),
Blue Court, Church Lane,
Kings Langley, Hertfordshire WD4 8JP
Тел .: 01923 260000
Веб-сайт: www.ecitb.org.uk
Сайт вакансий в Enginuity: www.tomorrowsengineers.org.uk
SEMTA (Секторный совет по науке,
Engineering and Manufacturing Technologies),
14 Upton Road, Watford WD18 0JT
Tel: 01923 238441
Learning helpline 0800 282167
Website: www.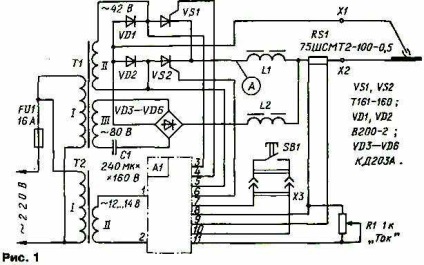 semta.org.uk
semta.org.uk
Институт сварки (TWI), Гранта-Парк,
Грейт-Абингтон, Кембридж CB21 6AL
Тел .: 01223 899000
Веб-сайт: www.twi.co.uk
WISE (Женщины в науке, проектировании и строительстве),
2-й этаж Weston House,
246 High Holborn, London WC1V 7EX
Тел .: 020 3206 0408
Веб-сайт: www.wisecampaign.org.uk
Другие связанные вакансии
Дополнительные ресурсы
| Список применимых продуктов | |||||
| Серийный номер | Технические характеристики изделия | Сварочный процесс | Требования к схеме оборудования | Совместимые спецификации | Примечания |
| 1 | Подвижный контакт + серебряная точка | 1) Может осуществлять автоматическую сварку подвижного контакта и серебряной точки; 2) стабильная скорость сварки и пайки 3) суточная производительность оборудования 5000 штук /10 ч | / | ||
| 2 | Тип L статический контакт + серебряная точка | 1) Автомат сварка статического контакта и серебряного пятна: 2) стабильная скорость сварки и пайки 3) суточная мощность оборудования 4500 штук /10 ч | / | ||
| 3 | статический контакт типа M + silver point | 1) Автоматическая сварка статического контакта и серебряного пятна: 2) высокая скорость сварки и пайки 3) суточная мощность оборудования 4500 штук /10 ч | | ||
| 4 | NDM2-100 | Подвижный контакт + серебряная точка | 1) Может осуществлять автоматическую сварку подвижного контакта и серебряной точки; 2) стабильная скорость сварки и пайки 3) суточная мощность оборудования 5000 шт. /10 ч | | |
| 5 | Тип L статический контакт + серебряная точка | 1) Автомат сварка статического контакта и серебряного пятна: 2) стабильная скорость сварки и пайки 3) суточная производительность оборудования 4500 шт. /10 ч | / | ||
| 6 | статический контакт типа M + silver point | 1) Автоматическая сварка статического контакта и серебряного пятна: 2) стабильная скорость сварки и пайки 3) суточная мощность оборудования 4500 штук /10 | / | ||
| 7 | NDM3-250 | Подвижный контакт + серебряная точка | 1) Может осуществлять автоматическую сварку подвижного контакта и серебряной точки; 2) стабильная скорость сварки и пайки 3) суточная производительность оборудования 4000 штук /10 ч | | |
| 8 | Тип L статический контакт + серебряная точка | 1) Автомат сварка статического контакта и серебряного пятна: 2) стабильная скорость сварки и пайки 3) суточная производительность оборудования 3500 шт. /10 ч | / | ||
| 9 | статический контакт типа M + silver point | 1) Автоматическая сварка статического контакта и серебряного пятна: 2) высокая скорость сварки и пайки 3) суточная мощность оборудования составляет 3500 штук /10 ч | / | ||
| 10 | NDM3Z-125 | Подвижный контакт + серебряная точка | 1) Может осуществлять автоматическую сварку подвижного контакта и серебряной точки; 2) стабильная скорость сварки и пайки 3) суточная производительность оборудования 5000 шт. /10 ч | | |
| 11 | Статический контакт + серебряная точка + угол дуги | 1) Автоматическая сварка статического контакта и серебряного пятна: 2) стабильная скорость сварки и пайки 3) суточная мощность оборудования 3500 шт. / 10ч | | ||
| 12 | NDM3-100C | Подвижный контакт + серебряная точка | 1) Он может осуществлять автоматическую сварку подвижного контакта и серебряной точки; 2) сварка прочная, степень пайки более 85%, размер позиции соответствует требованиям; 3) Ежедневная производительность оборудования составляет 5000 штук / 10 ч. | / | |
| 13 | Фиксированный контакт + серебряная точка | 1) Он может осуществлять автоматическую сварку подвижного контакта и серебряного пятна ; 2) сварка прочная, степень пайки более 85%, размер позиции соответствует требованиям; 3) Ежедневная производительность оборудования составляет 4500 шт. / 10 ч. | / | ||



Служба технической поддержки сварочного оборудования_Jiangsu Test Technology Services Co.
 ООО (1) Важность сварочной техники
ООО (1) Важность сварочной техники Китай изобрел полуавтоматическую сварку, автоматическую сварку и технологию роботизированной сварки ковочной сварки и технологии сварки со времен династии Шан. Процесс сварки стал важным процессом обработки металла. В 2018 году производство стали в Китае достигло 1 миллиарда тонн, из которых более 40% стали было обработано с помощью сварочного процесса, а затраты на сварку составили более 40% от всей стоимости производства сварочного оборудования.Это показывает важность сварочной техники! С развитием сварочной техники было разработано и применено автоматическое и интеллектуальное сварочное оборудование. В то же время, с развитием сварочной техники, несчастные случаи, связанные с качеством сварки, также существуют, и основные нарушения, связанные с качеством сварки, являются основными факторами! Видно, что передовой, рациональный и осуществимый процесс сварки не только напрямую связан с качеством сварочного проекта, производственной эффективностью, производственной стоимостью и сроками строительства, но также напрямую связан со стабильностью и сроком службы сварочного проекта. !
!
Компания Jiangsu Tesde Technology Service Co., Ltd. имеет 2 специалиста по сварке, 2 международных инженера по сварке и 2 старших техника. Специалисты компании по сварке имеют многолетний опыт работы в строительстве сварочного оборудования в различных отраслях промышленности, что может помочь предприятиям сварочного производства построить и оборудование с завода. Введение, схема процесса, формулировка инженерного плана сварки, различные документы по процессу сварки, техническое руководство по сварке на месте, обучение персонала, связанного со сваркой, и т. Д. Помогли компаниям решить многие проблемы, такие как:
Помогал компаниям разрабатывать решения для улучшения качества сварки, уменьшения деформации при сварке конструкций, снижения затрат на сварочные материалы и повышения эффективности сварки.
Помог компаниям оптимизировать процесс отверждения.
Помогал компаниям преобразовать сварочное оборудование и инструменты.
Помогал компаниям разрабатывать и пересматривать различные системы управления сваркой.
Помогал компаниям выявлять проблемы, связанные с опасностями, связанными с качеством и безопасностью в сварочных проектах.
Метод начисления платы за услугу и метод: предоставление долгосрочных совместных услуг, расчет в соответствии со временем обслуживания; предоставлять одну или несколько услуг по запросу предприятия, рассчитываться по позициям услуг; предоставляем клиентам все сварочные услуги по индивидуальным проектам, и рассчитываемся по индивидуальным проектам.
(3) Случай проекта
Команда экспертов компании участвовала в разработке ключевых национальных проектов, а также в пересмотре и оценке отраслевых стандартов предприятий.
Он участвовал в разработке плана сварки, проектирования оснастки сварочного оборудования и процесса сварки первого демонстрационного проекта передачи и преобразования сверхвысокого напряжения переменного тока напряжением 1000 кВ в стране.