Электроды для сварки проводов: угольные и графитовые
Главная » Сварка » Сварочные Материалы
Сварочные Материалы
Автор admin На чтение 3 мин. Просмотров 4.1k. Опубликовано
Среди нескольких способов соединения проводов наиболее прочным является их сваривание между собой. Когда заходит речь о сварке проводов, то подразумевается работа с медными проводами, так как алюминий сейчас стараются вообще не использовать.
Для работы используют сварочные инверторы, которые являются универсальными аппаратами, позволяющими регулировать величину сварочного тока в зависимости от диаметра электрода и условий работы. Электроды для сварки проводов используют графитовые или угольные.
Сварка медных проводов электродом обеспечивает соединению следующие преимущества:
- Более прочный контакт между проводами.

- Сопротивление проводов, по которым будет протекать электроток, в месте сварки будет минимальным.
- Обеспечивается наилучший контакт между проводами.
- Безопасность соединения, исходящая из его надежности.
Содержание
- Электроды для сварки медных проводов
- Графитовые электроды
- Угольные электроды
- Технология сваривания проводов
Электроды для сварки медных проводов
Почему для сварки подходят графитовые или угольные электроды? Дело в том, что температура их плавления составляет более 3800 градусов, тогда как у меди данный показатель равен 1080 градусов. Это дает возможность использовать такие электроды многократно.
Также можно отметить еще некоторые преимущества данного типа электродов:
- Их можно приобрести повсеместно, в любом строительном магазине.
- В процессе работы материал электрода, который не является металлом, не прилипает к металлическим проводам.
- Графит и уголь очень быстро нагреваются до температуры, при которой легко плавится медный провод.
- 5-10 А считаются достаточной силой тока для получения устойчивой электрической дуги.

При выполнении работы рекомендуется устанавливать сварочный ток таким, чтобы он соответствовал диаметру используемого электрода.
Графитовые электроды
Электроды из графита легко отличить от других видов электродов. Они имеют темно-серый окрас с металлическим отблеском. Изготавливаются электроды из кристаллического углерода, который обладает повышенной стойкостью к окислению.
Сварка медных проводов графитовым электродом является наиболее востребованной.
Графит обеспечивает создание устойчивого к коррозии и термостойкого соединения. Электроды являются очень экономичными и долговечными. Помимо этого, графитовые электроды не имеют склонности к образованию трещин в процессе использования.
Стоимость их невелика, что повышает их популярность у населения.
Угольные электроды
Электроды имеют черную поверхность и состоят из электротехнического угля. Концы электродов обычно затачиваются под различными углами. Даже при малом сварочном токе на конце угольного электрода создается очень высокая температура. Это свойство используют в тех случаях, когда сварить провода другим электродом затруднительно. Но это же накладывает на сварщика дополнительную ответственность, так как слишком высокая температура может привести к оплавлению изоляции проводов.
Концы электродов обычно затачиваются под различными углами. Даже при малом сварочном токе на конце угольного электрода создается очень высокая температура. Это свойство используют в тех случаях, когда сварить провода другим электродом затруднительно. Но это же накладывает на сварщика дополнительную ответственность, так как слишком высокая температура может привести к оплавлению изоляции проводов.
Сварка проводов угольным электродом имеет свои особенности:
- Полученные соединения обладают невысокой пластичностью и склонны к окислению, а само место сварки может иметь пустоты.
- «Массу» аппарата следует подключать к электроду. В противном случае электрод сильно греется, обладает большим расходом, а качество сварного соединения ухудшается.
- Работать угольными электродами следует только после значительной практики, так как работа в значительной степени отличается от сварки обычным электродом.
Технология сваривания проводов
Процесс сваривания медных проводов производится в следующей последовательности:
- Провода очищаются от изоляционного слоя на длину около 5 см.
- Оголенные жилы скручиваются плоскогубцами между собой.
- На скрутку, ближе к изоляции, устанавливается медный зажим. Он необходим для отвода тепла от медных проводов и сохранения целостности изоляции.
- Туда же, на скрутку (при использовании графитового электрода) цепляется «масса» сварочного инвертора.
- Сварочный инвертор подключается к сети.
- Держатель с электродом подносится к концу скрутки.
- Производится расплавление меди с образованием на конце скрутки небольшого медного шарика. Время проведения работы ограничено 2 секундами. Если продолжить сварку более длительное время, то это может привести к расплавлению изоляционного слоя проводов.
- После остывания место сварки изолируется.

Таким способом быстро и надежно соединяют медные провода. Полученные соединения во много раз превышают по своей надежности паяные или просто скрученные соединения.
Графитовые и угольные электроды для сварки медных проводов
Все чаще монтаж электропроводки не обходится без угольного электрода для сварки медных проводов. Такой способ – альтернатива спаиванию медных скруток, для которого необходимо использование флюса и припоя. Как и у пайки, задача сварки заключается в обеспечении надежного контакта между проводами, которого невозможно добиться их обычным скручиванием, ведь на медной поверхности со временем обязательно появится пленка окисления. Правда, после сваривания неразъемное соединение скрутки получается не по всей ее поверхности, как при спаивании, а только на кончике, который оплавляется в течение 1-2 секунд, однако и такой контакт предотвращает перегрев кабелей при повышении нагрузки.
Такой способ – альтернатива спаиванию медных скруток, для которого необходимо использование флюса и припоя. Как и у пайки, задача сварки заключается в обеспечении надежного контакта между проводами, которого невозможно добиться их обычным скручиванием, ведь на медной поверхности со временем обязательно появится пленка окисления. Правда, после сваривания неразъемное соединение скрутки получается не по всей ее поверхности, как при спаивании, а только на кончике, который оплавляется в течение 1-2 секунд, однако и такой контакт предотвращает перегрев кабелей при повышении нагрузки.
Благодаря своим техническим характеристикам графитовые электроды медленнее расходуются, легко режутся, не растрескиваются при сварке.
Как правило, сварка проводов ведется в распределительных коробках. Расположены они довольно высоко, поэтому для работы нужно использовать переносное сварочное оборудование. Существуют промышленные аппараты для этой цели, использование которых целесообразно на профессиональном уровне.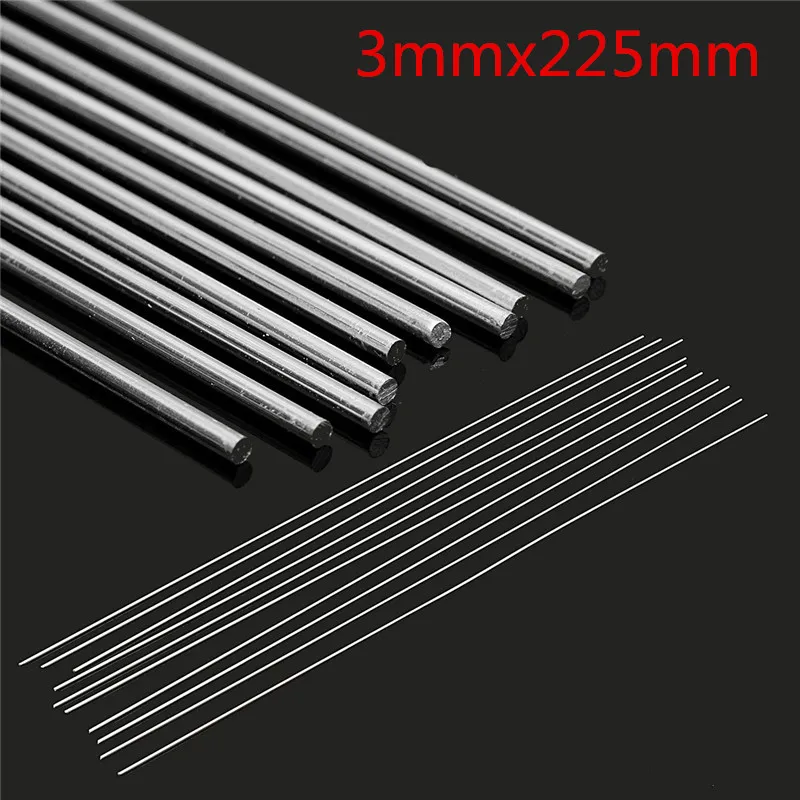 Можно изготовить самодельный сварочный трансформатор, однако для сварки отлично подходят инверторные аппараты, которые сегодня есть у многих. Они мобильны и к тому же обладают возможностью настройки нужного тока сварки.
Можно изготовить самодельный сварочный трансформатор, однако для сварки отлично подходят инверторные аппараты, которые сегодня есть у многих. Они мобильны и к тому же обладают возможностью настройки нужного тока сварки.
Виды электродов для сварки медных проводов
Классификация электродов для сварки.
Сварка меди должна осуществляться специализированными электродами. Об угольном уже упоминалось. Кроме него, существуют графитовые электроды. Нужно сказать, что в этом качестве могут выступать угольные щетки коллекторных двигателей, стержни элементов питания и подобные им изделия. Они полноценно заменяют электроды из магазина, разве что на них нет омеднения, но для этих приспособлений придется сконструировать более удобные держатели. Самодельные зажимы типа «крокодил» и для электрода, и для подключения массы не будут так громоздки, как штатные, поэтому ими гораздо легче пользоваться при работе в распределительных коробках. Конечно же, необходимо позаботиться и о надежной изоляции их ручек.
Угольные и графитовые электроды обладают сходством в главном: и у тех, и у других температура плавления более чем в 3 раза превышает температуру плавления меди. Благодаря этому обстоятельству их расход при монтаже электропроводки крайне низок. В то же время электроды нагреваются до высоких температур практически мгновенно, поэтому существует опасность перегрева свариваемого материала, что может привести к нарушению изоляции в кабелях. Все эти факторы необходимо учитывать сварщику, чтобы быть достаточно расторопным при выполнении работы, ведь нескольких мгновений хватит и для того, чтобы надежно скрепить скрутку, и для того, чтобы привести в негодность часть проводки.
Вернуться к оглавлению
Различия угольных и графитовых электродов
Сварка угольным электродом с подачей присадочного металла в дугу: а — «левый» способ; б — «правый» способ.
Несмотря на схожесть угольных и графитовых стержней в области применения, характеристики их несколько различаются:
- Первое различие – цена. Графитовые изделия более доступны.
- Если стержни из угля абсолютно черные, то электроды из графита обладают темно-серым цветом с металлическим отливом.
- Сварка угольным электродом требует от сварщика определенного опыта, так как этот стержень создает дугу очень высокой температуры, которая может стать причиной разрушения скрутки. В то же время высокие температурные значения достигаются при минимальном токе, поэтому электроды из угля пригодятся обладателям слабых трансформаторных устройств.
- Владельцам инверторных аппаратов, оснащенных регуляторами силы тока, лучше использовать графитовые стержни. Они менее требовательны к квалификации мастера. Кроме того, сварное соединение после их использования отличается лучшим качеством, большей прочностью, повышенной сопротивляемостью к окислению, нежели после сварки углем.
 Графитовые изделия более доступны.
Графитовые изделия более доступны.Вернуться к оглавлению
Регулирование тока сварки
Что касается регулировки силы тока, то сварка проводов осуществляется в диапазоне от 30 до 120 А (в этих пределах работают практически все инверторные сварочные аппараты). В любом случае точный ток сварки придется подбирать опытным путем, так как:
В любом случае точный ток сварки придется подбирать опытным путем, так как:
Технология сварки медных скруток угольным электродом.
- Каждому инвертору присущи свои особенности.
- Напряжение сети может отличаться от 220 В.
- Химический состав медных проводов разных производителей может отличаться.
К тому же сварщику не помешает потренироваться, чтобы работа велась как можно быстрее и качественнее.
Тем не менее следует знать о значениях силы тока, при которых ведется соединение проводов различных сечений:
- При сваривании 2-х проводков диаметром 1,5 мм2 инвертор настраивается на 70 А.
- 3 провода такого же сечения варятся при токе от 80 до 90 А.
- Ток для сварки 3-х проводков диаметром 2,5 квадрата – 80-100 А.
- 4 провода по 2,5 мм2 свариваются с выставленной на аппарате силой тока от 100 до 120 А.
Вернуться к оглавлению
Как сваривать скрутки?
Чтобы предотвратить возможное оплавление изоляции кабеля, к основанию скрутки необходимо прикрепить металлический радиатор.
Правила техники безопасности при сварочных работах.
Процесс сваривания скрутки предваряет подготовительный этап, во время которого провода освобождаются от оболочек и изоляции. Длина оголенных сердечников должна быть не менее 10 см, тогда скрутка получится не короче 5 см.
Скручивая проводки, необходимо добиться, чтобы они как можно плотнее прилегали друг к другу. Также нужно следить за тем, чтобы их торцы в результате оказались на одном уровне, иначе какой-нибудь из проводков окажется вне сварного соединения. При необходимости конец скрутки откусывается бокорезами.
Вблизи радиатора к скрутке прикрепляется зажим «массы», после чего к кончику проводков подносится электрод. Время контакта не должно превышать 2 секунд. После его прерывания на скрутке получается небольшой наплыв сферической формы. Таким же образом свариваются остальные скрутки.
Таким же образом свариваются остальные скрутки.
Вернуться к оглавлению
Техника безопасности
При работе необходимо соблюдать меры безопасности:
- Линия, на которой ведется сварка медных проводов, должна быть обесточена.
- Обязательно применение средств защиты (перчаток, спецодежды, спецобуви, маски).
- Место проведения работ должно быть очищено от предметов, которые могут загореться.
В распределительной коробке находятся как минимум 2 скрутки. Не стоит торопиться со сваркой следующей.
Чтобы не получить ожог, лучше дождаться, когда первая остынет.
После сваривания скрутки следует изолировать. Это можно сделать изолентой или термоусадочной трубкой. Последняя надевается на провода и подогревается феном. В результате трубка плотно облегает жилы проводки, создавая вокруг них надежную оболочку.
Сварка медных проводов своими руками
Что такое соединение электропроводки, известно любому мужчине. Каждый хоть раз в жизни сталкивался с выполнением такой работы, как сварка медных проводов своими руками. И все прекрасно знают, что какой бы способ ни применялся для того, чтобы соединить провода, они всегда будут очень слабым участком в проводке.
Каждый хоть раз в жизни сталкивался с выполнением такой работы, как сварка медных проводов своими руками. И все прекрасно знают, что какой бы способ ни применялся для того, чтобы соединить провода, они всегда будут очень слабым участком в проводке.
Сварка проводов – самый надёжный способ их соединения
Самым надёжным способом, который применяется для крепления проводов из меди между собой, считается сварка. При помощи ее добиваются долговечности соединения. Проводка служит десятки лет. Есть специальный аппарат для сварки медных проводов. С помощью него работа будет выполнена качественно и быстро.
Специфика того, как работает трансформатор для сварки медных проводов, заключается в непостоянности его нагрузки. Данный аппарат можно как купить, так и сделать своими руками. Трудностей это не вызовет.
Да и сама работа по спаиванию проводов не доставит проблем даже начинающему электрику. Достаточно иметь лишь желание и аппарат для сварки медных проводов. Поэтому многие стремятся выполнять такие электротехнические работы самостоятельно, не прибегая к услугам специалистов.
Каждый предпочитает, чтобы проводка в его доме была достаточно надёжной. Говоря о качестве проводки, следует учитывать, что для его повышения требуется только медь. По этой причине сварка медных проводов своими руками стала очень популярной в последнее время. Она имеет множество преимуществ. К ним относятся такие:
- Механическая надёжность сварного соединения достаточно высока.
- Электрический контакт, обеспеченный сваркой, можно считать самым надёжным.
При соединении проводки с помощью такого прибора, как трансформатор для сварки медных проводов, заметно улучшается соприкосновение контактов, так как образуется монолитное соединение.
Процесс сваривания, технология
Много времени процесс сваривания не займёт. Он проходит достаточно быстро. Но у любого, кто решит выполнить эту работу самостоятельно, должны присутствовать такие качества, как внимательность и аккуратность. Помимо этого, нужно иметь, как аппарат для проведения сварочных работ, так и электрод для сварки медных проводов.
Технология сварки заключается в следующем. Первоначально готовим электропроводку, снимая с концов проводов изоляцию. Размер этого снятия должен быть не менее 6 см. После того как проводки оголены, делаем их плотную скрутку и подрезаем, чтобы добиться полного выравнивания.
Теперь можно приступать непосредственно к процессу сваривания аппаратом. Результатом его будет монолитный шарик небольших размеров. После остывания следует спаянную скрутку изолировать.
Электроды, необходимые для сварки
Для спаивания проводки необходим электрод для сварки медных проводов. Многообразия в их выборе нет. Существует всего два вида. Это угольные и графитовые электроды. Сварка графитовым электродом наиболее востребована.
Популярность этих электродов вызывает небольшая стоимость. К тому же, графит создаёт такое термостойкое соединение, которое устойчиво к коррозии. А в процессе использования они не образуют трещин. Из-за этого сварка медных проводов графитовым электродом набирает всё больше поклонников.
Задавшись целью отремонтировать проводку, примите к сведению, что электрод лучше взять неметаллический. Ведь он имеет большой ряд преимуществ.
- Достаточно невысокая стоимость и возможность приобретения в любом из магазинов строительных материалов.
- Нагрев до температуры плавления медного провода происходит очень быстро.
- Материал, который не является металлом, не будет в процессе работы прилипать к проводам.
Электроды, изготовленные из графита, очень легко отличить от угольных. Окраска у них тёмно-серая, имеющая металлический отблеск.
Большим плюсом этих электродов является то, что у них стойкость к окислению повышена за счёт применения для их изготовления кристаллического углерода, который обладает именно такими свойствами.
Применяя такой процесс, как сварка медных проводов графитовым электродом, вы сможете обеспечить свой дом качественной проводкой на долгие годы.
Но не стоит забывать о том, что при сварке проводов из меди опасность во время работы нисколько не меньше, чем при обычной сварке. Поэтому обязательны как сварочные рукавицы, так и сварочная маска. Меры противопожарной безопасности тоже должны соблюдаться.
Поэтому обязательны как сварочные рукавицы, так и сварочная маска. Меры противопожарной безопасности тоже должны соблюдаться.
Если вы не нашли специальных графитовых или угольных электродов, можно использовать стержень от пришедшей в негодность батарейки. При этом самым оптимальным режимом для сварки будет тот, при котором отсутствует прилипание электрода к месту сварки, а дуга устойчива.
Это можно достигнуть опытным путём, начав работу. Приобретая аппарат для сварки, который будет использоваться только для спаивания проводов, не стремитесь к большой мощности. Она вам будет не нужна.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Электрод для сварки медных проводов в Украине. Цены на Электрод для сварки медных проводов на Prom.ua
Работает
Электроды UTP-39 для сварки меди и медно-никелевых сплавов
Доставка по Украине
2 990 грн
Купить
ТОВ Экспловелд-Б
Работает
Электроды для сварки Пионер d 3мм 1кг
Доставка по Украине
250 грн
Купить
Elmart
Работает
Электроды для сварки Пионер d 3мм 5 кг
Доставка из г. Харьков
Харьков
490 грн
Купить
Elmart
Работает
Электроды для сварки Окта d 4мм 5кг
Доставка по Украине
350 грн
Купить
Elmart
Работает
Электроды для сварки АНО-21 Окта d 4×450мм 5 кг
Доставка по Украине
350 грн
Купить
Elmart
Работает
Электрод медный для точечной сварки XIANGHUI, 2,5мм*50мм
Доставка по Украине
205.2 — 349.92 грн
от 4 продавцов
216 грн
205.20 грн
Купить
GIPERCENTER Dnepr — весы, торговое и складское оборудование
Работает
Угольные электроды омедненные
На складе
Доставка по Украине
от 45 грн
Купить
ТОВ Экспловелд-Б
Работает
Электрод медный для точечной сварки XIANGHUI, 2,5мм*50мм, цена за 1шт
На складе
Доставка по Украине
260.82 — 289.8 грн
от 10 продавцов
289.80 грн
Купить
Интернет-магазин Insert. com.ua
com.ua
Работает
Жало для точкового зварювання XIANGHUI, 2,5мм * 50мм, ціна за 1шт
Доставка по Украине
257.6 — 289.8 грн
от 4 продавцов
289.80 грн
Купить
Фортеця
Работает
Электрод медный для точечной сварки XIANGHUI, 2,5мм*50мм
Доставка из г. Одесса
356.45 грн
Купить
ТОВ «ТІМ Україна»
Работает
Электроды для колец 8×16 Ø 16 GYS 049574
Доставка по Украине
270.6 — 272.58 грн
от 2 продавцов
270.60 грн
Купить
WSEDLASTO — Продажа оборудования в Украине
Работает
Электроды для заклепок 3×4,5 Ø 16 GYS 049604
Доставка по Украине
295.2 — 297.36 грн
от 2 продавцов
295.20 грн
Купить
WSEDLASTO — Продажа оборудования в Украине
Работает
Электрод медный для точечной сварки XIANGHUI, 2,5мм*50мм
Доставка из г. Днепр
по 267 грн
от 2 продавцов
267 грн
Купить
Интернет-магазин «Proinstal»
Работает
Медный электрод для контактной сварки МТ-603 1шт.
Доставка по Украине
450 грн
Купить
СВАРМАСТЕР
Работает
Угольные электроды ABIARC — D 4,0 х 305 мм — Binzel
Доставка по Украине
854 грн
Купить
ТОВ «Київзварювання»
Смотрите также
Работает
Угольные электроды ABIARC — D 5,0 х 305 мм — Binzel
Доставка по Украине
854 грн
Купить
ТОВ «Київзварювання»
Работает
Угольные электроды ABIARC — D 6,5 х 305 мм — Binzel
Доставка по Украине
898 грн
Купить
ТОВ «Київзварювання»
Работает
Угольные электроды ABIARC — D 8,0 х 305 мм — Binzel
Доставка по Украине
1 074 грн
Купить
ТОВ «Київзварювання»
Работает
Угольные электроды ABIARC — D 9,5 х 305 мм — Binzel
Доставка по Украине
1 139 грн
Купить
ТОВ «Київзварювання»
Работает
Электрод медный для контактной сварки 150 мм 5 шт 802608
Доставка по Украине
272 грн
Купить
ЕВРОСТО
Работает
Угольные электроды ABIARC — D 9,5 х 430 мм — Binzel
Доставка по Украине
4 425 грн
Купить
ТОВ «Київзварювання»
Работает
Угольные электроды ABIARC — D 13,0 х 355 мм — Binzel
Доставка по Украине
3 023 грн
Купить
ТОВ «Київзварювання»
Работает
Угольные электроды ABIARC — D 13,0 х 430 мм- Binzel
Доставка по Украине
5 587 грн
Купить
ТОВ «Київзварювання»
Работает
Угольные электроды ABIARC — D 16,0 х 430 мм- Binzel
Доставка по Украине
8 106 грн
Купить
ТОВ «Київзварювання»
Работает
Угольные электроды ABIARC -D 19,0 х 430 мм- Binzel
Доставка по Украине
10 363 грн
Купить
ТОВ «Київзварювання»
Работает
Электроды для сварки меди UTP 39 ф4,0 (цена за 1кг, упаковка 7кг) (для медно-никелевых сплавов)
На складе в г. Запорожье
Запорожье
Доставка по Украине
1 218 грн/упаковка
Купить
«Аргон» Все для сварки
Работает
Электрод медный для точечной сварки XIANGHUI, 2,5мм*50мм, цена за 1шт
Доставка из г. Одесса
289.80 грн
Купить
НОУТКОМПЛЕКТ — гаджеты и аксессуары
Работает
Угольные электроды ABIARC с медным покрытием D 5,0 х 305 мм
Доставка по Украине
77 грн
Купить
Сварочные технологии
Работает
Угольные электроды ABIARC с медным покрытием D 8,0 х 305 мм
Доставка по Украине
77 грн
Купить
Сварочные технологии
Сварка медных проводов: технология, аппарты для сварки
Содержание
- Технология сварки проводов из меди
- Особенности сварки медных проводов
- Аппараты для сварки медных проводов
- Как выбрать аппарат
- Трансформаторы
- Инверторы
- Можно ли сделать устройство для сварки из подручных материалов
- Электроды для сварки медных проводов
- Как сварить медные провода
- Меры безопасности
Необходимость сварки медных проводов связана с повышением надёжности электросетей. Это долговечный, прочный тип соединения и поэтому востребован в различных сферах производства. Технология доступна для освоения новичками, требует применения относительно несложного оборудования.
Это долговечный, прочный тип соединения и поэтому востребован в различных сферах производства. Технология доступна для освоения новичками, требует применения относительно несложного оборудования.
Технология сварки проводов из меди
Соединение проводов возможно выполнить двумя способами:
- контактным, заварить скрутку;
- выполнить сварку.
Конкретные варианты выбираются на основе требований к качеству соединения, особенностей эксплуатации проводки, электрических характеристик, а также наличия подходящего оборудования.
Сваривание выполняется на постоянном или переменном токах при напряжениях от 12 до 36 В. Используется оборудование, позволяющее выполнить точную регулировку по току, чтобы подобрать параметры под конкретные условия проведения работ, параметры заготовки.
Выгодно использование инверторов, которые обладают достаточной мощностью (до 1,5 кВт) и диапазоном регулировки силы тока в интервале 30–120 А.
В качестве держателя проводников к кабелям, идущим от инвертора, присоединяют специальные пассатижи или зажимы. При этом пассатижи соединяются с массой устройства, а зажимы — с плюсовым выходом.
При этом пассатижи соединяются с массой устройства, а зажимы — с плюсовым выходом.
Кроме функции крепления, пассатижи также выполняют роль теплоотвода. Поэтому перегрев меди, появление раковин или других видов дефектов исключено. Изоляция токопроводящих жил при нагреве также не пострадает и сохранит все свойства.
Для точечной сварки допускается применение трансформаторов, мощность которых не превышает 500 Вт. Напряжение выбирается в пределах от 12 до 36 В. Технология заключается в кратковременном контакте скрутки (1–2 с), закреплённой на контактном проводнике, с массой (держателем), подключённой к источнику тока.
Особенности сварки медных проводов
Сварка медных проводов имеет следующие особенности:
- применяются только графитовые электроды;
- длина зачистки изоляции должна составлять более 50 мм;
- процесс сваривания должен быть кратковременным, чтобы не расплавить жилу и не нарушить изоляционный материал;
- при работе важно пользоваться средствами защиты от ожогов и поражения током;
- подходящие режимы определяются экспериментально, поэтому заранее рекомендуется потренироваться на отдельных участках проводников.

Аппараты для сварки медных проводов
Сваривание проводников из меди выполняется аппаратами с напряжением до 20 В. Применяется инверторное или трансформаторное оборудование, позволяющее зажигать небольшую дугу.
Как выбрать аппарат
Выбор аппаратов для сваривания проводников из меди проводится на основе следующих критериев:
- максимального сварочного тока;
- мощности;
- габаритов, веса;
- наличия предустановленных режимов работы.
В качестве источника питания для электродов может использоваться оборудование:
- трансформаторы;
- инверторы.
Трансформаторы
Для сваривания медной проводки достаточно использование регулируемых трансформаторов по току (нагрузка не менее 400 А), так как требуется кратковременный разогрев до +10800С. Работы нужно выполнять при подключении с прямой полярностью, так как при таких условиях обеспечивается стабильное горение дуги.
Понижающие трансформаторы применяют для сваривания любых типов медной проводки, включая проведение работ в распределительной коробке. Сварочник допускается использовать только для соединения обесточенной проводки.
Сварка проводится сварочным током, подобранным в конкретных технических условиях. Важна возможность выполнять тонкую подстройку электрических параметров.
Инверторы
Сваривание проводов инвертором выгодно, так как он имеет компактные размеры, оптимальные предустановки параметров по току и напряжению, удобные регулировки. В отличие от трансформаторов, имеют компактные размеры.
Технология использования инвертора аналогична применению трансформатора. При выборе стоит учитывать наличие регулировок по току в диапазоне 40–200 А. Он позволяет упростить поджиг дуг, так как количество наводок и помех через источник тока минимально.
Инвертор для сваркиИнверторный способ сварки подходит для новичков, так как он достаточно прост в реализации.

Можно ли сделать устройство для сварки из подручных материалов
Сварочные аппараты отличаются простой конструкцией. Поэтому не обязательно приобретать готовые сборки, особенно для проведения разовых работ.
Аппараты для сварки медных проводов конструктивно состоят из трансформатора, приборов контроля, регуляторов, зажима, массы.
В качестве основы необходимо использовать трансформатор. Можно взять готовый либо самостоятельно намотать, при условии наличия соответствующего оборудования и навыков. Число витков и сечение провода выбирается расчётным путём на основе входных и выходных параметров.
Основные требования к характеристикам трансформатора:
- понижающий трансформатор;
- диапазон выходных напряжений от 12 до 48 В;
- регулирование силы тока в пределах 40–150 А.
Прибор для сварки можно усовершенствовать, добавив функцию варки на напряжении переменного типа. Для этого потребуется установить диодный мост. С его помощью горение дуги станет стабильным.
С его помощью горение дуги станет стабильным.
Снаружи трансформатор следует защитить корпусом от попадания внутрь посторонних предметов, а также от поражения током оператора. К трансформатору следует подключить два провода: для держателя и для подключения массы. В качестве держателя рекомендуется использовать специальные зажимы, а в качестве массы — массивные пассатижи.
Электроды для сварки медных проводов
Для сваривания медных проводников можно использовать следующие электроды:
- угольный;
- графитовый.
Угольный электрод обладает рядом следующих особенностей:
- температура, при которой наступает расплавление, составляет +38000С;
- работы выполняются на постоянном токе при прямой полярности;
- относительно невысокий КПД дуги;
- допустимо выполнение работ с присадками, без присадок, с подачей их прямо на линию формирования шва;
- угольный электрод для сварки при высоком нагреве свариваемых конструкций расходуется быстро;
- между электродами и поверхностью кабелей создаётся высокотемпературная дуга даже при низких токовых величинах.

Процесс сваривания графитовым электродом имеет следующие особенности:
- в течение процесса сварки электрод остаётся целым;
- повышается сопротивляемость меди к окислительным процессам;
- допустимо применение не омеднённых электродов, для этого достаточно скрутить жилы, зажать их держателем и выполнить стандартную процедуру сварки;
- сварное соединение надёжно, но для этого жилы должны быть скручены плотно, а лишние концы правильно обрезаны для плотного прилегания материала.
Как сварить медные провода
Поэтапная сварка проводов своими руками в домашних условиях:
- Снимается изоляция не менее 10 см.
- Делается скрутка.
- Присоединяется масса к проводнику от трансформатора или инвертора.
- Включается питание инвертора.
- Подводится электрод к точке сварки скрутки до такого расстояния, при котором будет сформирована стабильная дуга.
- Выдерживается дуга в течение 1–2 с.
- Отводится электрод к другой скрутке, если делается сварка многожильных проводов.
- Выключается инвертор.
- Выжидается определённое время для остывания проводов.
- Оголённые контакты скрутки изолируются термоусадочной трубкой или изолентой.

Сварить медь с алюминием сложно, так как невозможно точно контролировать состав сварного шва. При содержании меди более 12% сплав становится хрупким и ненадёжным. Особенности процесса сваривания:
- используется постоянный ток, полярность подключения прямая;
- в качестве присадки используются алюминиевые прутки;
- сила тока выбирается в пределах от 500 до 550 А, а напряжение — 50 до 60 В;
- применяются графитовые электроды.
Меры безопасности
При сварке скруток медных проводов важно соблюдать следующие меры безопасности:
- требуется выполнять заземление оборудования, находящегося под током;
- запрещено использовать провода для электродов без качественной изоляции;
- эксплуатация сварочного оборудования проводится в стандартных режимах, не противоречащих заявленным требованиям изготовителя.

Графитовые электроды для сварки медных проводов в Владивостоке: 158-товаров: бесплатная доставка, скидка-48% [перейти]
Партнерская программаПомощь
Владивосток
Каталог
Каталог Товаров
Одежда и обувь
Одежда и обувь
Стройматериалы
Стройматериалы
Здоровье и красота
Здоровье и красота
Текстиль и кожа
Текстиль и кожа
Детские товары
Детские товары
Продукты и напитки
Продукты и напитки
Электротехника
Электротехника
Дом и сад
Дом и сад
Сельское хозяйство
Сельское хозяйство
Мебель и интерьер
Мебель и интерьер
Вода, газ и тепло
Вода, газ и тепло
Все категории
ВходИзбранное
Графитовые электроды для сварки медных проводов
 regmarkets.ru/listpreview/idata2/10/0e/100effa6829c3f05ebc11eb1155a8367.jpg»>
regmarkets.ru/listpreview/idata2/10/0e/100effa6829c3f05ebc11eb1155a8367.jpg»>975
1250
Электроды угольные омедненные, д.6.0-8.0-12.0 мм упаковка 15 шт / электрод графитовый медный с воздушной дугой
В МАГАЗИНЕще цены и похожие товары
1 560
3032
Электроды угольные омедненные GWC CARBON д.8,0 мм упаковка 50 шт / электрод графитовый медный с воздушной дугой
В МАГАЗИНЕще цены и похожие товары
 regmarkets.ru/listpreview/idata2/10/0e/100effa6829c3f05ebc11eb1155a8367.jpg»>
regmarkets.ru/listpreview/idata2/10/0e/100effa6829c3f05ebc11eb1155a8367.jpg»>975
1250
Электроды угольные омедненные, д.6.0-8.0-10.0 мм упаковка 15 шт / электрод графитовый медный с воздушной дугой
В МАГАЗИНЕще цены и похожие товары
Электроды угольные омедненные GWC CARBON д.6,5 мм упаковка 50 шт / электрод графитовый / медный электрод
ПОДРОБНЕЕЕще цены и похожие товары
 mds.yandex.net/get-mpic/5251502/img_id7767041953713577994.jpeg/300×300″>
mds.yandex.net/get-mpic/5251502/img_id7767041953713577994.jpeg/300×300″>Электроды угольные омедненные GWC CARBON д.8,0 мм упаковка 50 шт / электрод графитовый / медный электрод / электроды с воздушной дугой
ПОДРОБНЕЕЕще цены и похожие товары
 regmarkets.ru/listpreview/images3/f9/7c/f97c89e0a9e6f087c94d6ff245e799f4.jpg»>
regmarkets.ru/listpreview/images3/f9/7c/f97c89e0a9e6f087c94d6ff245e799f4.jpg»>Электроды угольные омедненные GWC CARBON д.8,0 мм упаковка 50 шт / электрод графитовый / медный электрод / электроды с воздушной дугой
ПОДРОБНЕЕЕще цены и похожие товары
Электроды угольные омедненные, д.6.0-8.0-12.0 мм упаковка 15 шт / электрод графитовый / медный электрод / электроды с воздушной дугой
ПОДРОБНЕЕЕще цены и похожие товары
Электроды угольные омедненные GWC CARBON д.6,5 мм упаковка 50 шт / электрод графитовый / медный электрод
ПОДРОБНЕЕЕще цены и похожие товары
Электроды для ручной дуговой сварки МР-3 ПК СЕТ, диаметр 2,5 мм, тубус 1,5кг тип электрода: для ручной дуговой сварки, назначение: углеродистая сталь, диаметр электрода: 2.50 мм
ПОДРОБНЕЕЕще цены и похожие товары
2 страница из 6
Проволока bercoweld® из меди и медных сплавов для пайки и сварки
Индивидуальный продукт для любого применения
Мы разработали сварочные аппараты berco серии ® для пайки и сварки меди и медных сплавов. Наш комплексный ассортимент проволочных электродов для пайки и сварки предлагает подходящий продукт для любого применения.
Наш комплексный ассортимент проволочных электродов для пайки и сварки предлагает подходящий продукт для любого применения.
berco сварка ® проволока для пайки и сварки в настоящее время включает более 20 сплавов следующих групп материалов:
- Низколегированные медные сплавы
- Оловянные бронзы
- Алюминиевые бронзы
- Медно-никелевые сплавы
- Специальные сплавы
Преимущества проволоки
berco Weld® для пайки и сварки Проволока berco Weld ® для пайки и сварки предлагает значительные преимущества. Автомобильная промышленность убедительно продемонстрировала, как оцинкованные листы можно соединять медной проволокой без необходимости дорогостоящей доработки. Здесь так называемые заказные заготовки, изготовленные на заказ детали из тонких листов разного качества, спаиваются лазером, твердой или высокотемпературной berco сварной шов ® . Последующая обработка и цинкование стыкового шва больше не требуются, но защита от коррозии сохраняется. Это обеспечивает огромную экономию средств и энергии. Краткий обзор преимуществ пайки медными сплавами:
Последующая обработка и цинкование стыкового шва больше не требуются, но защита от коррозии сохраняется. Это обеспечивает огромную экономию средств и энергии. Краткий обзор преимуществ пайки медными сплавами:
- Оптимальное перекрытие зазора
- Низкие температуры сварки
- Низкое энергопотребление
- Низкое проникновение тепла снижает деформацию основного материала
- Гальванизация соединения не требуется
В цифрах работа с медной проволокой для пайки может привести к экономии до 30 процентов производственных затрат по сравнению с обычной стальной проволокой. Аналогичным образом мы можем посмотреть на спрос на энергию: потенциал экономии здесь составляет до 20 %. В условиях роста цен на энергоносители, в частности в связи с предстоящим налогообложением выбросов CO 2 , эта область приобретает особое значение.
berco Weld ® проволока для пайки и сварки доступна во всех распространенных исполнениях: катушки (пластиковые или проволочные корзины), бочки, стержни и кольца. По запросу стержни также доступны в рельефном исполнении — даже в самых маленьких партиях и из специальных сплавов в соответствии с требованиями заказчика.
По запросу стержни также доступны в рельефном исполнении — даже в самых маленьких партиях и из специальных сплавов в соответствии с требованиями заказчика.
Инновационный контейнер для кровати поможет вам еще больше повысить производительность. Если вы выберете berco Weld ® из инновационного блока Bedrabox, большой объем заполнения и непрерывная скорость подачи проволоки означают, что трудоемкая работа по замене катушек больше не требуется. Таким образом, время простоя в производстве может быть значительно сокращено.
Наши приложения
Автомобильная промышленность
Закрыть
Автомобильная промышленность
Строительство железнодорожных путей
Закрыть
Строительство железнодорожных путей
Судостроение
Закрыть
Судостроение
Сельскохозяйственная техника
Закрыть
Сельскохозяйственная техника
Промышленность
Закрыть
Промышленность
Строительство
Закрыть
Строительство
Специальное применение
3D-печать с использованием
berco Weld® проволока для пайки и пайки 3D-печать, также известная как аддитивное производство, предлагает беспрецедентные возможности и большой потенциал экономии. Это позволяет индивидуальное и гибкое производство компонентов с совершенно новыми формами и функциями без потери материала, как в классических производственных процессах.
Это позволяет индивидуальное и гибкое производство компонентов с совершенно новыми формами и функциями без потери материала, как в классических производственных процессах.
Наши высоколегированные алюминиевые бронзы особенно подходят для 3D-печати и обладают проверенными преимуществами коррозионной стойкости и высокой твердости основного материала:
Благодаря нашему собственному литейному цеху и многолетнему опыту в разработке новых материалов на основе меди мы также можем в любое время разработать новые материалы, далекие от существующего ассортимента продукции.
У вас остались вопросы? Воспользуйтесь нашим конфигуратором проводов!
Найдите нужный провод с помощью нашего нового искателя сплава
Быстро и легко преобразуйте различные единицы измерения с помощью нашего инструмента преобразования единиц измерения
Наши достижения
- berco сварка A8
- berco сварка S2
- berco сварка S3
berco сварка ® A8 идеально подходит для пайки твердым припоем и сварки оцинкованных сталей. Очень хорошая коррозионная и износостойкость. Предварительный нагрев рекомендуется для больших заготовок.
Очень хорошая коррозионная и износостойкость. Предварительный нагрев рекомендуется для больших заготовок.
К сплаву
berco Weld® S2С проволочным электродом berco Weld ® S2 процессы сварки и пайки в автомобилестроении значительно оптимизированы. Медная проволока для припоя предлагает еще лучшие функциональные возможности, такие как оптимизированные свойства потока, лучшее перекрытие зазоров и более высокая скорость обработки.
Этот наполнитель был специально разработан для использования на листах с покрытием для автомобильной промышленности. Хорошая текучесть сварочной ванны, отсутствие склонности к образованию пор или брызг — это лишь некоторые из преимуществ. Подходит для сварки медных и медных сплавов, а также нелегированных и низколегированных сталей и чугуна.
К сплаву
berco приварной ® S3 berco приварной ® S3 используется для оцинкованных панелей корпусов в автомобильной промышленности, клапанов и корпусов переключателей, покрытий на низколегированных сталях.
К сплаву
Обзор нашей продукции
berco Weld®Низколегированные медные сплавы
berco Weld® K3 (SF-Cu)- Провод бескислородный специальный медный
- Соединение серого чугуна и стали, медные соединения
К сплаву
berco Weld® K5 (CSSM)- Медная проволока, легированная оловом
- Особенно подходит для наплавки и сварки соединений на меди
- Возможен серый чугун и сталь, оцинкованный листовой металл
К сплаву
berco Weld®K9 (CuAg/W)- Медно-серебряный материал
- Особенно подходит для наплавки и сварки соединений на меди
- Предварительный нагрев до 450 градусов Цельсия для больших заготовок
bercoweld® K9
berco Weld® S2 (COMAS)- Специально разработанный материал с пониженным содержанием кремния для пайки оцинкованных листов
- Текучесть лучше, чем у berco Weld ® S3
К сплаву
berco Weld® S3 (CuSi3Mn)- Оцинкованные панели кузова в автомобильной промышленности
- Покрытия на низколегированных сталях, электромагнитных клапанах, распределительных шкафах
К сплаву
Оловянные бронзы
berco Weld® B6 (Bl66)- Ремонт крупных деталей из меди или бронзы, пайка в печи, электромагнитные клапаны, теплообменники, направляющие, подшипниковые втулки
К сплаву
berco Weld® B8 (Bl80)- Ремонт бронз, печная пайка, электромагнитные клапаны
- Также подходит для оцинкованного листового металла, направляющих и подшипниковых втулок
К сплаву
berco Weld® B10 (BS100)- Специально разработанный сплав для оцинкованных листов в автомобильной промышленности
К сплаву
berco Weld® B12 (B130)- Сварка всех видов медных материалов
- Применение подшипниковых втулок и направляющих
- Самая высокая твердость для бронзы
К сплаву
berco Weld® BS60 (BS60)- Специально разработанный сплав для оцинкованных листов в автомобильной промышленности
К сплаву
Алюминиевые бронзы
berco Weld® A300 (MAXAL300)- Высокопрочный сплав
- Искробезопасный
- Морская вода, износостойкий и стойкий к истиранию
- Устойчив к кавитации и эрозии
- Наплавка и сварка алюминиевых бронз
- Специально для судовых гребных винтов, направляющих планок, дорожек качения, корпусов клапанов
К сплаву
berco Weld® A35 (AlBz35)- Высокопрочный сплав
- Устойчив к морской воде, износу и истиранию
- Устойчив к кавитации и эрозии
- Наплавка и сварка алюминиевых бронз
- Специально для судовых гребных винтов, направляющих, дорожек качения, корпусов клапанов
К сплаву
berco Weld® A52 (AlBz5Ni2)- Специально разработанный сплав для соединения оцинкованного листового металла и ферритных сталей
- Электромагнитные клапаны, судостроение, контейнеростроение, вагоностроение
К сплаву
berco Weld® A8 (AlBz8)- Стандартный сплав для оцинкованных листов и ферритных сталей
- Электромагнитные клапаны, наплавка и сварка алюминиевых бронз
К сплаву
berco Weld® A822 (AlBz8MNF)- Стойкость к морской воде и коррозии
- Наплавка и сварка алюминиевых бронз
- Электромагнитные клапаны, судостроение, серый чугун, оцинкованная сталь, рабочие поверхности, детали подшипников, фитинги, корпуса насосов
К сплаву
berco Weld® A10 (AlBz10Fe)- Стойкость к морской воде и коррозии
- Наплавка и сварка алюминиевых бронз
- Также подходит для оцинкованного листового металла, электромагнитных клапанов, судостроения, рабочих поверхностей, корпусов подшипников
К сплаву
berco Weld® A922 (AlBz9Ni)- Стойкость к морской воде и коррозии
- Наплавка и сварка алюминиевых бронз
- Электромагнитные клапаны, судостроение, серый чугун, оцинкованная сталь, рабочие поверхности, детали подшипников, фитинги, корпуса насосов
К сплаву
Медно-никелевые сплавы
berco Weld® N10 (CuNi10Fe)- Особенно подходит для соединений и покрытий материалов CuNi с содержанием до 30 %
- Ni коррозионностойкий
- Судостроение, трубопроводы, химическая промышленность
К сплаву
berco Weld® N30 (CuNi30Fe)- Особенно подходит для соединений и покрытий материалов CuNi с содержанием Ni до 30 %
- Коррозионностойкий
- Судостроение, трубопроводная, химическая промышленность
- Еще более высокая устойчивость к любым типам атак
К сплаву
Специальные сплавы
berco сварка K1 (E-Cu58)- Кислородсодержащий медный сплав
- Специально для наплавки и сварки соединений на меди
К сплаву
berco Weld® K2 (OF-Cu)- Бескислородный медный сплав
- Специально для наплавки и сварки соединений на меди, пайки в печи, фигурных контактных площадок
К сплаву
berco Weld® M122 (CuMn12Ni2)- Специальный сплав для электромагнитных клапанов
- Также подходит для оцинкованного листового металла
К сплаву
berco Weld® Ms83 (CuZn17)- Проволочный электрод из медного сплава для сварки MIG и TIG
- Подходит для тандемной пайки
К сплаву
Найдите подходящую проволоку для пайки и сварки с помощью нашего нового искателя сплавов
Быстро и легко преобразуйте различные единицы измерения с помощью нашего инструмента для преобразования единиц измерения
У вас остались вопросы? Воспользуйтесь нашим конфигуратором проводов!
Расчет рабочей длины
В следующих таблицах приведен пример расчета рабочей длины для сварного шва berco ® из сплавов S3 и A8.
| Катушка 15 кг | Катушка 15 кг | Катушка 15 кг | Катушка 15 кг | 200 кг барабан/катушка | 200 кг барабан/катушка | 200 кг барабан/катушка | |
| Диаметр | 0,8 мм | 1 мм | 1,2 мм | 1,6 мм | 1 мм | 1,2 мм | 1,6 мм |
| Длина провода | Длина провода | Длина провода | Длина провода | Длина провода | Длина провода | Длина провода | |
| S3 (плотность: 8,5 г/м³) | 3 515 м | 2 248 м | 1 564 м | 878 м | 29 974 м | 20 814 м | 11 709 м |
| A8 (Плотность: 7,7 г/м³) | 3 877 м | 2482 м | 1 723 м | 969 м | 33 088 м | 22 978 м | 12 925 м |
Обзор сплавов в формате PDF Презентация подразделения bedraWELDING bedraWELDING аксессуары Обзор катушек
Пожалуйста, свяжитесь с нами
Ulrike Ogorzelski
Директор по продажам Welding Copper Europe
bedra Германия
Тим Джозеф
Директор по продажам Welding North America
bedra USA
Gini Xia
Помощник директора по продажам Welding Asia bedra Китай
Наш информационный бюллетень
Подпишитесь на нашу новостную рассылку сейчас, чтобы всегда получать последние новости по электронной почте.
У вас есть вопросы о нашей продукции?
Воспользуйтесь нашим конфигуратором проводов!
Пожалуйста, выберите Проволока для электроэрозионной обработкиПроволока для сварки и пайкиЭлектронная проволокаЯкорная проволокаПроволока сопротивленияСпециальная проволока
Закрыть
Искать
Цена металла
К обзору
News
- NewsКалькулятор сравнения стоимости EDM
Сравните провода EDM и определите свою экономию
- НовостиПриглашение на Wire 2022
Назначить встречу на Wire 2022 с продавцом bedra
- Кнопка провода
- Искатель сплава
- Калькулятор сравнения стоимости электроэрозионной обработки
- Цена металла
- Обзор катушки
- Медиацентр
- Часто задаваемые вопросы
Продукты
- bedraEDM
- Кровать СВАРКА
- Проволока для пайки и сварки медная
- Проволока для пайки и сварки алюминия
- Кровать WELDING Принадлежности
- кроватьELAS
- Сплавы от А до Я
- кровать Вьетнам
RWMA Class Copper Alloys and Copper- Aluminum Oxide Alloys
RWMA Copper Alloys
| Material CDA # | RWMA Class | Composition | Density gr/cc | Density lb/in3 | Rockwell Hardness | Теплопроводность | Электропроводность | Предел прочности при растяжении | Предел текучести 0,2% |
|---|---|---|---|---|---|---|---|---|---|
| www. |  resistanceweldsupplies.com resistanceweldsupplies.com | ||||||||
| С11000 | — | Чистая медь | 8,94 | 0,323 | 34 Ф | 229 БТЕ/ч·фут·F | 100% МАКО | 40 000 фунтов на кв. дюйм | — |
| С15000 | 1 | Cu/Zr | 8,89 | 0,321 | 70 Б | 212 БТЕ/ч·фут·F | 90% МАКО | 66 000 фунтов на кв. дюйм | 56 000 фунтов на кв. дюйм |
| С16200 | 1 | Cu/Cd | 8,89 | 0,321 | 70 Б | 198 БТЕ/ч·фут·F | 90% МАКО | 65 000 фунтов на кв. дюйм | 54 000 фунтов на кв. дюйм |
| С18200 | 2 | Cu/Cr | 8,89 | 0,321 | 83 Б | 187 БТЕ/ч·фут·F | 85% МАКО | 75 000 фунтов на кв. дюйм дюйм | 70 000 фунтов на кв. дюйм |
| С18150 | 2 | Cu/Cr/Zr | 8,89 | 0,321 | 82 Б | 187 БТЕ/ч·фут·F | 74% МАКО | 81 000 фунтов на кв. дюйм | 72 000 фунтов на кв. дюйм |
| С18000 | 3 | Cu/Ni/Si/Cr | 8,71 | 0,315 | 94 Б | 125 БТЕ/ч·фут·F | 48% МАКО | 100 000 фунтов на кв. дюйм | 75 000 фунтов на кв. дюйм |
| С17510 | 3 | Cu/Ni/Be | 8,75 | 0,316 | 100 Б | 113 БТЕ/ч·фут·F | 48% МАКО | 110 000 фунтов на кв. дюйм | 95 000 фунтов на кв. дюйм |
| С17200 | 4 | Cu/Be | 8,25 | 0,298 | 38 С | 75 БТЕ/ч·фут·F | 22% МАКО | 170 000 фунтов на кв. дюйм дюйм | 150 000 фунтов на кв. дюйм |
| С15725 | 20 | Cu / AL₂O₃ | 8,86 | 0,32 | 73 Б | 199 БТЕ/ч·фут·F | 87% МАКО | 75 000 фунтов на кв. дюйм | 69,000 фунтов на кв. дюйм |
| С15760 | 20 | Cu / AL₂O₃ | 8,81 | 0,318 | 82 Б | 186 БТЕ/ч·фут·F | 78% МАКО | 83 000 фунтов на кв. дюйм | 79 000 фунтов на кв. дюйм |
Запросить PDF-файл для загрузки
RWMA Class 1
ZIRCONIUM-COPPER , подходит для сварки алюминиевых и магниевых сплавов, материалов с покрытием, латуни и бронзы.
Класс 1: сплав превосходит чистую медь в качестве электродного материала и рекомендуется в качестве материала общего назначения для контактной сварки. Его можно использовать для электродов для точечной сварки, колес для шовной сварки и компонентов сварочных приспособлений. Он не поддается термической обработке.
Его можно использовать для электродов для точечной сварки, колес для шовной сварки и компонентов сварочных приспособлений. Он не поддается термической обработке.
Также известен как: Tuffaloy 88, CMW 28, CuZr и CuCd.
RWMA Класс 2
ХРОМ-МЕДЬ , подходит для сварки холоднокатаных и горячекатаных сталей, нержавеющей стали, латуни и бронзы с низкой проводимостью.
Класс 2: Сплав представляет собой превосходный электродный материал для контактной сварки, рекомендуемый для высокопроизводительных операций. Он используется для сварочных электродов, штампов для рельефной сварки, валов и подшипников для шовной сварки, штампов для оплавлением и стыковой сварки, а также токонесущих структурных компонентов. Доступны формы для использования в качестве кронштейнов сварочных пистолетов, сварочных плит и структурных элементов вторичного контура. Он поддается термической обработке.
ЦИРКОНИЙ-ХРОМ-МЕДЬ подходит для сварки оцинкованной стали и другой стали с металлическим покрытием. Это специально термообработанный сплав, который соответствует минимальным характеристикам электропроводности и твердости сплава класса 2.
Это специально термообработанный сплав, который соответствует минимальным характеристикам электропроводности и твердости сплава класса 2.
Также известен как: CMW 3, CMW 328, Mallory 3, Tuffaloy 77 и Tuffaloy Z, CuCr и CuCrZr.
RWMA Класс 3
БЕРИЛЛИЙ-НИКЕЛЬ-МЕДЬ и НИКЕЛЬ-МЕДЬ подходят для сварки сталей с высоким электрическим сопротивлением, таких как нержавеющая сталь.
Класс 3: Сплав рекомендуется для штампов для рельефной сварки, а также для штампов для оплавлением и стыковой сварки. Обладая более высокой прочностью, он также используется на сильно токонесущих деталях, таких как хвостовики электродов и сверхпрочные электрододержатели. Он поддается термической обработке.
Также известен как: CMW 100, CMW 353, Mallory 100, Tuffaloy 55, Tuffaloy 55A, CuNiSiCr и CuNiBe.
RWMA Класс 4
БЕРИЛЛИЕВАЯ МЕДЬ имеет чрезвычайно высокую твердость и рекомендуется для штампов для рельефной, оплавление и стыковой сварки. Он имеет более низкую проводимость, чем сплав класса 3, но он более твердый и износостойкий. Это следует учитывать, когда есть опасения по поводу плотности высокого давления и сильного износа, но где нагрев из-за его низкой проводимости не является чрезмерным.
Он имеет более низкую проводимость, чем сплав класса 3, но он более твердый и износостойкий. Это следует учитывать, когда есть опасения по поводу плотности высокого давления и сильного износа, но где нагрев из-за его низкой проводимости не является чрезмерным.
Часто используется в виде вставок, накладок штампов и втулок для шовной сварки. Он доступен в отожженном состоянии, которое легче подвергается механической обработке, а затем подвергается термообработке.
Также известен как: Tuffaloy 44, CMW 73 и CuBe.
RWMA Класс 20
ОКСИДА МЕДИ-АЛЮМИНИЯ обладает исключительной устойчивостью к деформации при сварке и настоятельно рекомендуется для наплавки при сварке сталей с покрытием и оцинкованных сталей. Он обеспечивает стабильный пуск и, как правило, дольше, чем другие материалы крышки, если параметры сварки не контролируются тщательно.
Также известен как: Elkaloy 20 и CuAL₂O₃
Прямоугольный стержень — класс 1, 2 и 3
| РАЗМЕР | ВЕС |
|---|---|
| 1/4″ x 1/2″ | 0,48 фунта/фут |
| 1/4″ x 3/4″ | 0,73 фунта/фут |
| 1/4″ x 1″ | 0,96 фунта/фут |
| 1/4″ x 1 1/4″ | 1,20 фунта/фут |
| 1/4″ x 1 1/2″ | 1,44 фунта/фут |
| 1/4″ x 2″ | 1,92 фунта/фут |
| 3/8″ x 5/8″ | 0,90 фунт/фут |
| 3/8″ x 3/4″ | 1,08 фунта/фут |
| 3/8″ x 1″ | 1,44 фунта/фут |
| 3/8″ x 1 1/2″ | 2,16 фунта/фут |
| 3/8″ x 2″ | 2,88 фунта/фут |
| 1/2″ x 3/4″ | 1,44 фунта/фут |
| 1/2″ x 1″ | 1,92 фунта/фут |
| 1/2″ x 1 1/4″ | 2,40 фунта/фут |
| 1/2″ x 1 1/2″ | 2,88 фунта/фут |
| 1/2″ x 2″ | 3,84 фунта/фут |
| 1/2″ x 2 1/2″ | 4,83 фунта/фут |
| 1/2″ x 3″ | 5,81 фунт/фут |
| 5/8″ x 3/4″ | 1,80 фунт/фут |
| 5/8″ x 1″ | 2,40 фунта/фут |
| 5/8″ x 1 1/2″ | 3,60 фунта/фут |
| 5/8″ x 2″ | 4,85 фунта/фут |
| 5/8″ x 3″ | 7,27 фунта/фут |
| 5/8″ x 4″ | 9,60 фунтов/фут |
| 3/4″ x 1″ | 2,88 фунта/фут |
| 3/4″ x 1 1/4″ | 3,64 фунта/фут |
| 3/4″ x 1 1/2″ | 4,32 фунта/фут |
| 3/4″ x 2″ | 5,72 фунта/фут |
| 3/4″ x 2 1/4″ | 6,48 фунта/фут |
| 3/4″ x 2 1/2″ | 7,20 фунт/фут |
| 3/4″ x 3″ | 8,64 фунта/фут |
| 1″ x 1 1/4″ | 4,85 фунта/фут |
| 1″ x 1 1/2″ | 5,76 фунта/фут |
| 1 x 2 дюйма | 7,68 фунта/фут |
| 1″ x 2 1/2″ | 9,70 фунт/фут |
| 1″ x 2 3/4″ | 10,56 фунт/фут |
| 1 x 3 дюйма | 11,55 фунтов/фут |
| 1 1/4″ x 1 1/2″ | 7,25 фунта/фут |
| 1 1/4″ x 1 3/4″ | 8,40 фунт/фут |
| 1 1/4″ x 2″ | 9,60 фунтов/фут |
| 1 1/4″ x 2 1/2″ | 12,06 фунт/фут |
| 1 1/2″ x 1 3/4″ | 10,09 фунт/фут |
| 1 1/2″ x 2″ | 11,60 фунт/фут |
| 1 1/2″ x 3″ | 17,28 фунт/фут |
| 2″ x 3 1/4″ | 25,15 фунтов/фут |
| 2″ x 3 3/4″ | 29,05 фунтов/фут |
Круглый пруток — классы 1, 2 и 3
| РАЗМЕР | ВЕС |
|---|---|
| 1/8″ | 0,05 фунта/фут |
| 3/16 дюйма | 0,11 фунт/фут |
| 1/4″ | 0,19 фунт/фут |
| 5/16″ | 0,30 фунт/фут |
| 3/8″ | 0,43 фунта/фут |
| 1/2 дюйма | 0,76 фунта/фут |
| 9/16″ | 0,96 фунта/фут |
| 5/8″ | 1,18 фунта/фут |
| 3/4″ | 1,70 фунт/фут |
| 7/8″ | 2,32 фунта/фут |
| 1″ | 3,03 фунта/фут |
| 1 1/8″ | 3,84 фунта/фут |
| 1 1/4″ | 4,74 фунта/фут |
| 1 3/8″ | 5,74 фунта/фут |
| 1 1/2 дюйма | 6,82 фунта/фут |
| 1 5/8″ | 7,97 фунта/фут |
| 1 3/4″ | 9,28 фунта/фут |
| 2 дюйма | 12,12 фунт/фут |
| 2 1/8″ | 13,62 фунта/фут |
| 2 1/4″ | 15,4 фунта/фут |
| 2 1/2 дюйма | 18,97 фунт/фут |
| 2 3/4″ | 23,00 фунта/фут |
| 3 дюйма | 27,15 фунтов/фут |
| 3 1/4″ | 32,05 фунта/фут |
| 3 1/2 дюйма | 37,18 фунт/фут |
Шестигранник — класс 1, 2 и 3
| РАЗМЕР | ВЕС |
|---|---|
| 3/8″ | 0,47 фунта/фут |
| 1/2 дюйма | 0,85 фунта/фут |
| 5/8″ | 1,31 фунт/фут |
| 3/4″ | 2,18 фунта/фут |
| 7/8″ | 2,56 фунта/фут |
| 1″ | 3,35 фунта/фут |
| 1 1/8″ | 4,24 фунта/фут |
| 1 1/4″ | 5,25 фунта/фут |
| 1 1/2 дюйма | 7,55 фунтов/фут |
Квадратный стержень — класс 1, 2 и 3
| РАЗМЕР | ВЕС |
|---|---|
| 1/4″ x 1/4″ | 0,24 фунта/фут |
| 3/8″ x 3/8″ | 0,54 фунта/фут |
| 1/2″ x 1/2″ | 0,96 фунта/фут |
| 5/8″ x 5/8″ | 1,56 фунта/фут |
| 3/4″ x 3/4″ | 2,16 фунта/фут |
| 1 x 1 дюйм | 3,84 фунта/фут |
| 1 1/4″ x 1 1/4″ | 6,00 фунтов/фут |
| 1 1/2″ x 1 1/2″ | 8,64 фунта/фут |
| 1 3/4″ x 1 3/4″ | 11,83 фунта/фут |
| 2 x 2 дюйма | 15,46 фунт/фут |
Различные типы проволоки для сварки MIG: что нужно знать
Проволока для сварки MIG состоит из намотанного на катушку электрода, который подается через «пистолет» для сварки MIG и нагревается для плавления металла и соединения заготовок. Звучит достаточно просто, верно?
Звучит достаточно просто, верно?
Ну, это не так просто. Существует множество различных типов сварочной проволоки MIG, и в этой статье мы расскажем о некоторых различиях между ними, о том, что следует учитывать при выборе сварочной проволоки, и о важности выбора высококачественной проволоки.
Проволока для сварки MIG с флюсовой сердцевиной и сплошная проволока для сварки MIGСуществует два основных типа проволоки для сварки MIG — проволока для сварки MIG с флюсом и сплошная.
Порошковая проволока представляет собой металлический электрод, который содержит «флюсовую смесь» внутри электрода. Когда проволока плавится и вступает в реакцию со сварочной дугой, образуется газ, защищающий сварной шов от кислорода, который может вызвать дефекты сварного шва. Это означает, что для этого типа проволоки не требуется защитный газ, хотя в некоторых случаях защитный газ может использоваться вместе с проволокой с флюсовой сердцевиной для еще большей защиты.
Напротив, сплошные проволочные электроды — это именно то, на что они похожи — большие катушки сплошной металлической проволоки, не содержащие флюса. Это означает, что они должны использоваться с защитным газом. Наиболее распространенным защитным газом является 75% аргона и 25% углекислого газа. Сварочная горелка подает постоянный поток газа из баллона, который окружает электрод и область сварки, чтобы предотвратить окисление и дефекты сварного шва.
В зависимости от области применения оба типа проволоки для сварки MIG (сплошная и с флюсовым сердечником) могут быть изготовлены из различных материалов, включая алюминий, нержавеющую сталь, медь и серебро, и это лишь некоторые из них.
Что следует учитывать при выборе проволоки для сварки MIG Хотите знать, на что следует обратить внимание при выборе проволоки для сварки MIG? Ни один из типов не превосходит другой — скорее, правильный выбор зависит от вашей ситуации и предпочтений. Вот несколько моментов, о которых следует помнить, выбирая сварочную проволоку для сварки MIG.
- Требуемая чистота сварного шва – Как правило, сплошные сварочные проволоки MIG, используемые в защитных газах, обеспечивают более чистый сварной шов с гораздо меньшим разбрызгиванием по сравнению с порошковой проволокой. Брызги не обязательно влияют на качество сварного шва, но могут потребоваться дополнительная шлифовка, полировка и отделка для их удаления перед покраской или другой подобной подготовкой поверхности, поэтому в таких ситуациях чаще используется сплошная проволока.
- Материал заготовки – Для разных материалов используются разные типы проволоки. Проволока ER70S-3 часто используется для чистой, не содержащей масла и ржавчины мягкой стали, а ER70S-6 содержит раскислитель и используется для мягкой стали, загрязненной коррозией или прокатной окалиной.
- Окружающая среда — В очень ветреных или сложных условиях окружающей среды лучше использовать проволоку с флюсовым сердечником. Газ, используемый для защиты сплошной сварочной проволоки MIG, может быть унесен ветром во время сварки в ветреную погоду, поэтому, если не используется ветрозащитный экран, это приводит к ухудшению качества сварного шва. Поскольку порошковая проволока содержит газы, выделяющиеся при ее нагреве, металл в этих условиях экранируется более эффективно.
- Толщина проволоки – Как правило, для более толстых заготовок рекомендуется более толстая проволока. Проволока диаметром 0,35 дюйма является стандартной для большинства сварных швов, но ее может не хватить для очень толстых кусков металла. Для создания прочного сварного шва может потребоваться несколько проходов.
- Мощность сварочного аппарата – тесно связана с толщиной проволоки. Чем выше напряжение и мощность сварочного аппарата MIG, тем большую толщину он может обрабатывать. Использование более толстой проволоки не рекомендуется для маломощных аппаратов для сварки MIG. Более низкая общая сила тока и выходная мощность могут привести к неправильному расплавлению заготовок и созданию качественного сварного шва. Всегда сверяйтесь с инструкциями производителя, чтобы узнать максимальную рекомендуемую толщину проволоки.
 Поскольку порошковая проволока содержит газы, выделяющиеся при ее нагреве, металл в этих условиях экранируется более эффективно.
Поскольку порошковая проволока содержит газы, выделяющиеся при ее нагреве, металл в этих условиях экранируется более эффективно.
Независимо от того, какой тип проволоки для сварки MIG вы покупаете, вы всегда должны инвестировать в высококачественную проволоку. По сравнению со сварочной проволокой более низкого качества, качественная проволока для сварки MIG более щадящая, может обеспечить более надежный сварной шов даже в далеко не идеальных условиях и по-прежнему составляет лишь часть общих затрат на сварку.
Нужна помощь в поиске подходящей проволоки для сварки MIG? Свяжитесь с Vern Lewis Welding SupplyVern Lewis Welding Supply предлагает широкий ассортимент сварочной проволоки MIG и газов для сварки MIG. Свариваете ли вы сталь, алюминий, медь или любой другой материал, мы можем предоставить вам сварочную проволоку и газы, необходимые для выполнения работы.
Нужна помощь в выборе подходящих продуктов? Свяжитесь с нами для получения дополнительной информации о вашей работе и вашей ситуации, и наша команда экспертов будет рада помочь.
Похожие посты
Интересные факты о сварке – 7 уникальных фактов, которые могут вас удивить