Как правильно паять паяльником провода, радиоэлементы и детали
Пайка паяльником – это физико-химическая технологическая операция получения неразъемного соединения металлических деталей путем введения в зазор между ними металла с более низкой температурой плавления.
Паять паяльником на много проще чем, кажется на первый взгляд. Технология пайки паяльником успешно применялась египтянами еще 5 тысячелетий назад и с тех пор мало что ней изменилось.
Требования к технологическому процессу пайки и монтажу радиоэлементов изложены в ОСТ 107.460092.024-93 «Пайка электромонтажных соединений радиоэлектронных средств. Общие требования к типовым технологическим операциям».
Процесс пайки паяльником начинается с подготовки поверхностей деталей, подлежащих пайке. Для этого необходимо удалить с поверхностей следы грязи, при их наличии, и оксидную пленку. В зависимости от толщины пленки и формы поверхности, ее зачищают напильником или наждачной бумагой.
После подготовки поверхностей их необходимо покрыть слоем припоя, залудить. Для этого на поверхность наносится флюс и прикладывается жало паяльника с припоем.
Для лучшей передачи тепла от жала паяльника к детали нужно прикладывать жало так, чтобы площадь соприкосновения была максимальной. Срез жала паяльника с припоем должен быть параллелен поверхности детали.
Самое главное при пайке паяльником, это прогреть до температуры расплавленного припоя спаиваемые поверхности. При недостаточном прогреве пайка получится матовой низкой механической прочности. При перегреве припой не будет растекаться по поверхности спаиваемых деталей и пайка вообще не получится.
После выполнения выше описанной подготовки детали прикладываются друг к другу, и выполняется пайка электрическим паяльником.
Припой на жале горячего паяльника при ожидании пайки прокрывается окислами и остатками сгоревшего флюса. Перед пайкой жало необходимо очищать. Для очистки удобно использовать увлажненный кусок поролона любой плотности. Достаточно быстро провести жалом по поролону и вся грязь останется на нем.
Перед пайкой поверхности или провода, которые соединяются пайкой, в обязательном порядке должны быть облужены. Это гарантия качества паяного соединения и получения удовольствия от работы. Если Вы не имеете опыта работы с паяльником, то перед выполнением ответственных работ по пайке паяльником нужно сначала немного потренироваться.
Как залудить медные провода
Когда изоляция снята, нужно оценить состояние проводника. Как правило, в новых проводах, медные проводники не покрыты окислами и их можно облуживать без зачистки. Достаточно взять немного припоя на жало паяльника, коснуться ним канифоли и поводить жалом по поверхности проводника. Если поверхность проводника чистая, то припой тонким слоем растечется по ней.
Если припоя не хватило, то берется дополнительная порция с касанием канифоли. И так, пока весь проводник не будет полностью залужен. Удобнее провода лудить, положив на деревянную площадку, в качестве которой использую подставку для паяльника. Обычно на месте, где я всегда лужу, скапливается канифоль и процесс идет быстрее, можно захватывать больше припоя не касаясь, лишний раз жалом канифоли.
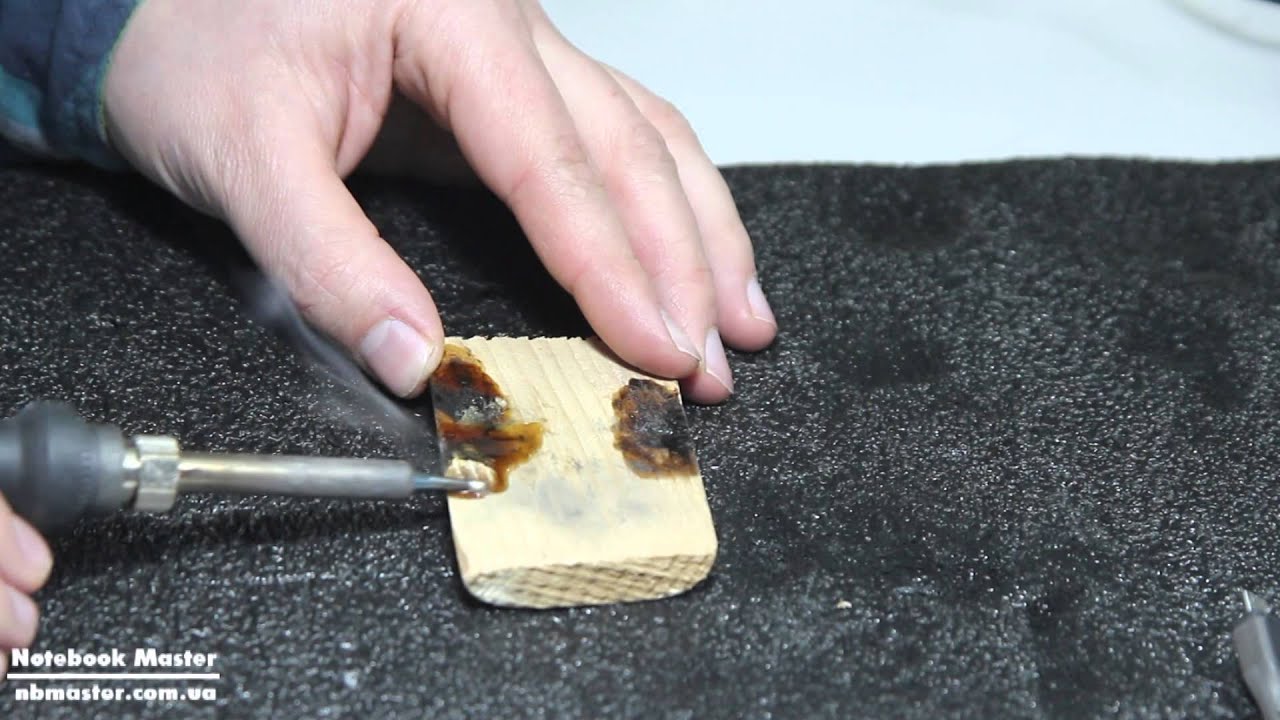
Иногда, вопреки ожиданиям, хотя проводник кажется без окислов, лудиться не хочет. Тогда я ложу его на таблетку аспирина и пару секунд прогреваю, а затем лужу на площадке. Лудится сразу без проблем. Даже медный провод с очевидным окислением, без предварительной механической зачистки, с аспирином сразу же порывается тонким слоем припоя.
Тогда я ложу его на таблетку аспирина и пару секунд прогреваю, а затем лужу на площадке. Лудится сразу без проблем. Даже медный провод с очевидным окислением, без предварительной механической зачистки, с аспирином сразу же порывается тонким слоем припоя.
Если Вам удалось паяльником залудить проводники, как на фото, то поздравляю с первой успешной работой по пайке.
С первого раза получить хорошую пайку паяльником сложно. Причин этому может быть несколько. Паяльник слишком нагрет для данного вида припоя, определить это можно по быстро образующейся темной пленке окислов на припое, который находится на жале паяльника. При чрезмерном нагреве жала паяльника, рабочая лопатка жала покрывается окислом черного цвета, и припой на жале не удерживается. Температура жала паяльника не достаточна. В этом случае пайка получается рыхлой и выглядит матовой.
Тут может помочь только применение регулятора температуры. Недостаточный прогрев провода при облуживании, бывает при малом количестве припоя на рабочей части жала. Площадь соприкосновения получается маленькой, и тепло плохо передается проводнику. Практиковаться нужно до тех пор, пока не получится залудить провода как на фото выше.
Площадь соприкосновения получается маленькой, и тепло плохо передается проводнику. Практиковаться нужно до тех пор, пока не получится залудить провода как на фото выше.
После лужения паяльником провода, на нем часто остаются излишки припоя виде наплывов. Для того, чтобы получился тонкий и равномерный слой нужно провод расположить вертикально, концом вниз, паяльник вертикально жалом вверх, и провести жалом по проводу. Припой тяжелый и весь перейдет на жало паяльника. Только перед этой операцией нужно удалить весь припой с жала, ударив ним легонько о подставку. Таким способом можно убирать излишки с места паек и на печатных платах.
Следующий этап тренировки это залудить паяльником многожильный медный провод, задача несколько сложнее, особенно если провод покрыт окислом. Снять оксидную пленку механическим способом затруднительно, нужно расплести проводники и зачистить каждые по отдельности. Когда я снял изоляцию с проводов термическим способом, то обнаружил, что верхний проводник весь порыт окислом, а нижний расплелся. Это, пожалуй, самый сложный случай для лужения. Но лудятся они с такой, же легкостью, как и одножильные.
Это, пожалуй, самый сложный случай для лужения. Но лудятся они с такой, же легкостью, как и одножильные.
Первое что необходимо это положить проводник на таблетку аспирина и прогревая паяльником подвигать, чтобы все проводники провода смочились составом аспирина (при нагревании аспирин плавится).
Далее лудите на площадке с канифолью, как описано выше, с той лишь разницей, что нужно прижимать провод жалом паяльника к площадке и в процессе облуживания провод вращать в одну сторону, чтобы проводники сплелись в единое целое.
Вот такими стали медные провода после лужения.
Из такого конца залуженного провода можно с помощью круглогубцев сформировать колечко, например для резьбового присоединения к контактам розетке, выключателя или патрона люстры или припаять к латунному контакту или печатной плате. Попробуйте сделать паяльником такую пайку.
Главное при соединении пайкой деталей, не сместить их относительно друг друга, пока не застыл припой.
Пайка паяльником любых деталей мало чем отличается от пайки проводов.
Как залудить очень тонкий медный проводник покрытый эмалью
Залудить паяльником тонкий проводник, с диаметром жили менее 0,2 мм изолированный эмалью, легко, если воспользоваться хлорвинилом. Изолирующие трубки и изоляция многих проводов делается из этого пластика. Нужно положить провод на изоляцию и легонько прижать жалом паяльника, затем протаскивать провод, каждый раз поворачивая. От нагрева хлорвинила выделяется хлор, который разрушает эмаль и провод легко залуживается.
Эта технология не заменима при пайке паяльником провода типа лицендрат, представляющий собой много тонких проволочек покрытых эмалью и свитых в один проводник.
С помощью таблетки аспирина тоже легко залудить паяльником эмалированный тонкий провод, точно также протягивается провод между таблеткой аспирина и жалом паяльника. На жале должно быть достаточное количество припоя и канифоли.
Пайка паяльником радиодеталей
При ремонте электроприборов часто приходится выпаивать из печатной платы и запаивать обратно радиоэлементы. Хотя операция эта не сложная, но все же требует соблюдения определенной технологии пайки.
Пайка паяльником резисторов, диодов, конденсаторов
Для того, чтобы выпаять из печатной платы двух выводной радиоэлемент, например резистор или диод, необходимо место его пайки разогреть паяльником до расплавления припоя и вытянуть вывод радиоэлемента из платы. Обычно вынимают вывод резистор из печатной платы, поддев его за вывод пинцетом, но пинцет часто соскальзывает, особенно если вывод радиоэлемента со стороны пайки загнут.
Для удобства работы губки пинцета нужно немного сточить, получившийся захват исключит соскальзывание губок пинцета.
Когда выполняют работы по демонтажу радиоэлементов, то всегда не хватает еще одной руки, нужно работать паяльником, пинцетом и еще удерживать печатную плату.
Третьей рукой мне служат настольные тески, с помощью которых свободный от деталей участок печатной платы можно зажать, и устанавливая тиски на любую боковую грань, ориентировать печатную плату в трех измерениях.
После выпаивания детали из платы, монтажные отверстия заплывают припоем. Освободить отверстие от припоя удобно зубочисткой, остро заточенной спичкой или деревянной палочкой.
Жалом паяльника расплавляется припой, зубочистка вводится в отверстие и вращается, паяльник убирают, после застывания припоя, зубочистка извлекается из отверстия.
Перед установкой для запайки нового радиоэлемента, необходимо в обязательном порядке убедиться в паяемости его выводов, особенно, если дата выпуска его не известна. Лучше всего просто залудить выводы паяльником и затем уже запаивать элемент. Тогда пайка получится надежной и от работы будет одно удовольствие, а не мучение.
Как паять паяльником SMD светодиоды и другие безвыводные компоненты
В настоящее время при изготовлении радиоэлектронных устройств широко применяются безвыводные компоненты SMD. Компоненты SMD не имеют традиционных медных проволочных выводов. Такие радиоэлементы соединяются с дорожками печатной платы путем пайки к ним контактных площадок, находящихся непосредственно на корпусе компонентов. Запаять такой компонент не сложно, так как имеется возможность припаять маломощным паяльником (10-12 Вт) последовательно каждый контакт по отдельности.
Запаять такой компонент не сложно, так как имеется возможность припаять маломощным паяльником (10-12 Вт) последовательно каждый контакт по отдельности.
Но при ремонте возникает необходимость выпаивать SMD компонент для их проверки или замены или выпаивать с ненужной печатной платы для использования как запчасти. В таком случае, чтобы не перегреть и не поломать компонент необходимо одновременно прогревать все его выводы.
Если приходится часто выпаивать SMD компоненты, то имеет смысл для паяльника сделать набор специальных жал, разветвляющихся на конце на два или три маленьких. С такими жалами выпаивать SMD компоненты будет легко без их повреждений, даже если они будут приклеены к печатной плате.
Но бывают ситуации, что маломощного паяльника под рукой нет, а в имеющемся мощном паяльнике, жало прикипело и вынуть его невозможно. Из такой ситуации тоже есть простой выход. Можно навить вокруг жала паяльника медный провод диаметром один миллиметр, как на фото. Сделать своеобразную насадку и с помощью нее успешно выпаивать SMD компоненты. Фотография демонстрирует, как я выпаивал SMD светодиоды при ремонте светодиодных ламп. Корпуса светодиодов очень нежные и практически не допускают даже небольших механических воздействий.
Фотография демонстрирует, как я выпаивал SMD светодиоды при ремонте светодиодных ламп. Корпуса светодиодов очень нежные и практически не допускают даже небольших механических воздействий.
В случае необходимости насадка легко снимается и можно пользоваться паяльником по прямому назначению. Ширину между концов насадки можно легко изменять, тем самым настраивая для пайки SMD компоненты разных размеров. Насадку можно использовать вместо маломощного паяльника, запаивая маленькие детали и припаивая тонкие проводники к светодиодным лентам.
Как паять паяльником светодиодную ленту
Технология пайки светодиодных лент мало чем отличается от пайки других деталей. Но из-за того, что основа печатной платы представляет собой тонкую и гибкую ленту, для исключения отслоения печатных дорожек время пайки должно быть сведено к минимуму.
В статье «Светодиодная лента – монтаж и установка» написана пошаговая инструкция по припайке к светодиодной ленте проводов, и как соединить в единое целое отрезки LED лент.
Как паять паяльником микросхемы
Выпаять резистор или диод простая задача, гораздо сложнее выпаять паяльником микросхему, выпаивать по очереди выводы возможно, только если их откусить от корпуса кусачками.
Но есть технология, позволяющая за минуту выпаять 24 выводную микросхему, с помощью заправленной медицинской иглы для инъекций. Игла выбирается с внутренним диаметром 0,6 мм, так как размер выводов микросхем обычно 0,5 мм. Конец ее заправляется под прямым углом и на конус, чтобы игла легче входила в отверстия печатной платы.
Далее все просто, смазываете выводы микросхемы со стороны пайки спирто канифольным флюсом, одеваете иглу по очереди на каждый вывод микросхемы, прогреваете жалом паяльника припой, при этом иглу нужно все время вращать в противоположные стороны и надавливать, иначе игла может сама припаяться к выводу.
После того, как игла вошла в плату, паяльник отводится, и игла с вращением медленно снимается с ножки. И так по очереди, пока все ножки не будут освобождены от припоя. Если вывод микросхемы загнут, то сначала расплавляется припой и одновременно одевается на вывод игла до упора и вывод выравнивается. На освобождение вывода иглой от припоя у меня уходит не более 2 секунд.
Если вывод микросхемы загнут, то сначала расплавляется припой и одновременно одевается на вывод игла до упора и вывод выравнивается. На освобождение вывода иглой от припоя у меня уходит не более 2 секунд.
После обработки всех ножек паяльником с иглой, микросхема легко извлекается, как будто и не была припаяна. Если одна из ножек не выпускает микросхему, то нужно ее обработать иглой и паяльником повторно.
Некоторые пользуются технологией пайки с применением медной оплетки от коаксиального провода, но такой метод имеет недостатки. Во-первых, требует большей сноровки, наличие оплетки, не каждая подойдет, полное удаление припоя. После выпайки с иглой, весь припой остается на контактных площадках и для запайки новой микросхемы, достаточно только прогреть места пайки, не добавляя припоя.
Как паять паяльником микросхемы
в корпусе SOIC для поверхностного монтажа
Сейчас при разработке электронных устройств широко применяются микросхемы в корпусе SOIC, предназначенные для поверхностного монтажа на печатную плату. При ремонте радиоаппаратуры иногда приходится такую микросхему заменять, для чего ее необходимо сначала выпаять, не оторвав печатные проводники.
При ремонте радиоаппаратуры иногда приходится такую микросхему заменять, для чего ее необходимо сначала выпаять, не оторвав печатные проводники.
При ремонте светодиодной лампы типа трубки, пришлось заменять вышедшую из строя в драйвере микросхему BP2808 в корпусе SOIC. Проще всего микросхемы в корпусах, предназначенных для пайки непосредственно к контактным дорожкам печатной платы выпаивать с помощью паяльной станции, которая нагревает место пайки, горячим воздухом.
К сожалению, у домашних мастеров нет такой возможности. Выпаять микросхему можно и без паяльной станции, с помощью отрезка тонкой стальной проволочки с небольшим крючком на конце. Стальную проволочку можно взять, развив пружинку, например, от шариковой ручки.
Вывод микросхемы у печатной платы зацепляется крючком с натягом, и место пайки прогревается жалом маломощного паяльника (10Вт). Как только припой расплавится, крючок пройдет между выводом и печатным проводником, вывод немного отогнется вверх и между печатным проводником и ним останется зазор. Такая операция проделывается с каждым выводом. В результате микросхема полностью освободится, и выводы останутся неповрежденными. В случае ошибочного диагноза микросхему можно будет использовать повторно.
Такая операция проделывается с каждым выводом. В результате микросхема полностью освободится, и выводы останутся неповрежденными. В случае ошибочного диагноза микросхему можно будет использовать повторно.
После удаления микросхемы с печатной платы, по печатным проводникам, где была запаяна микросхема, нужно пройтись жалом паяльника, чтобы разровнять и удалить лишний припой. Далее новая микросхема прикладывается к печатным проводникам, места пайки смазываются спирто-канифольным флюсом и ножки прогреваются паяльником. Ширина жала паяльника должна быть меньше шага между ножками микросхемы. При шаге 1,25 мм ширина рабочей части жала должна быть не более 1мм.
Как паять транзистор в корпусе DPAK (TO-252)
Чтобы заменить отказавший в контроллере транзистор, его сначала надо выпаять. Так как транзистор припаян всей металлической поверхностью корпуса непосредственно к медной фольге печатной платы, то для его извлечения нужно соблюдать определенную последовательность действий.
В первую очередь нужно отсоединить от печатных проводников выводы транзистора. Если транзистор точно неисправен, то самым простым способом отсоединения является перекусывание ножек бокорезами. В случае если необходимо выпаять транзистор с платы для повторного применения, то в таком случае нужно паяльником прогреть место пайки и как только припой станет жидким, тонким шилом приподнять ножку над платой.
Далее паяльник с максимально возможным количеством припоя на жале прикладывается к печатной плате в месте торчащего металлического основания транзистора и удерживается не более 5 секунд. Обычно за это время припой под транзистором успевает расплавиться, и транзистор легко удаляется пинцетом. Если за это время транзистор не поддался, нужно сделать минутную паузу и повторить попытку.
Припой на месте установки транзистора после его выпайки разглаживается паяльником таким образом, чтобы остался слой толщиной около 0,5 мм.
Запаять транзистор не представляет трудности. Транзистор устанавливается на плату, сначала запаиваются выводы. Затем транзистор с усилием прижимается к плате с одновременным прогревом жалом паяльника со стороны выступа металлического основания, как при выпаивании. Так только транзистор просядет от давления, значит, припой под ним расплавился, и паяльник можно убирать в сторону. Для пайки транзисторов в корпусе TO-252 необходим паяльник мощностью 40 Вт.
Транзистор устанавливается на плату, сначала запаиваются выводы. Затем транзистор с усилием прижимается к плате с одновременным прогревом жалом паяльника со стороны выступа металлического основания, как при выпаивании. Так только транзистор просядет от давления, значит, припой под ним расплавился, и паяльник можно убирать в сторону. Для пайки транзисторов в корпусе TO-252 необходим паяльник мощностью 40 Вт.
Как паять паяльником радиодетали с толстыми выводами
Более сложный случай, когда нужно выпаять микросхему у которой толщина выводов более 0,8 мм. Иголка тут не поможет, так как таких иголок для инъекций нет. Если получится найти тонкостенную трубочку из нержавеющей стали с соответствующим внутренним диаметром, то вышеописанная технология может быть применена.
Однако если требуется выпаять радиоэлемент, выводы которого закреплены в термопластичной пластмассе, например разъемы, катушки индуктивности, трансформаторы, то тут есть только один выход, использовать инструмент для отсоса припоя.
Отсос представляет собой металлическую трубку с наконечником из фторопласта. Внутри имеется подпружиненный поршень на штоке и спусковой механизм. По устройству напоминает ручной велосипедный насос. Поршень опускается вниз, при этом пружина сжимается. Когда нажимается спусковая кнопка, поршень освобождается и под действием пружины быстро перемещается в верхнее положение, увлекая за собой через наконечник воздух из атмосферы. Если приставить наконечник к расплавленному припою, то припой вместе с воздухом всосётся внутрь отсоса.
Для того, чтобы освободить вывод радиодетали от припоя, нужно паяльником расплавить припой вокруг вывода, быстро на вывод надеть наконечник отсоса, при этом убрать жало паяльника, и немедленно нажать спусковую кнопку. Припой весь удалится. Если с первого раза не получилось, операция повторяется.
С помощью отсоса можно выпаивать практически любые радиоэлементы, включая резисторы и микросхемы. Но с помощью иглы выпаивать микросхемы намного быстрее и гораздо легче, особенно если выводы ее загнуты.
Как паять паяльником конденсаторы
на материнской плате компьютера
Вздутие электролитических конденсаторов на материнской плате – наиболее часто встречающаяся причина ее нестабильной работы. Замена негодных конденсаторов новыми, не смотря на кажущуюся простоту, является весьма не простой и ответственной задачей, так как токоведущие дорожки очень тонкие и узкие и при неаккуратности их легко можно повредить жалом паяльника, а восстановить не всегда возможно. В дополнение на плате установлено множество бескорпусных элементов, которые тоже можно случайно разрушить, конденсаторы установлены зачастую плотными рядами или находятся между разъемами, и поэтому их сложно выпаивать, а впаивать на место еще сложнее.
Прежде, чем заняться пайкой паяльником, нужно провести подготовительные работы, вынуть из материнской платы все карты и отсоединить провода. Как вставлены разъемы проводников, идущих от кнопок и светодиодов, установленных в системном блоке, необходимо зарисовать, так как обычно они вставлены без ключей и если не запомнить, как они были вставлены ранее, придется долго разбираться. Затем откручиваются винты, которыми закреплена материнская плата к основанию системного блока, и плата извлекается из корпуса.
Затем откручиваются винты, которыми закреплена материнская плата к основанию системного блока, и плата извлекается из корпуса.
Так как электролитические конденсаторы являются массивными, то и паяльник понадобится 40 Вт. Перед пайкой жало паяльника нужно заправить таким образом, чтобы в торце оно было шириной около 3 мм, и на нем не было острых углов. Это необходимо для того, чтобы в случае соскальзывания жала паяльника не повредить токоведущие дорожки материнской платы.
Так как при пайке паяльником будут заняты обе руки, то материнскую плату необходимо будет зафиксировать в тисках таким образом, чтобы удобно было контролировать процесс пайки с двух ее сторон. Зажимать плату надо не сильно за край, свободный от элементов и проложить между губками тисков и платой картонные прокладки.
Теперь, когда все готово, можно приступать к выпайке неисправного конденсатора. Держите одной рукой конденсатор и прикасаетесь жалом паяльника к одному из его выводов. На жале должно быть достаточное количество припоя, чтобы он слился с припоем пайки ножки конденсатора. Одновременно с прогревом нужно легонько отводить в сторону конденсатор, чтобы ножка выходила из отверстия. Когда конденсатор начнет поддаваться, нужно вынуть его ножку не полностью, а только до ее утопления в плате. Далее такая же операция проводится со второй ножкой и затем опять с первой уже до выемки ее из печатной платы. Таким образом, за 2-3 приема конденсатор будет паяльником выпаян из платы.
Одновременно с прогревом нужно легонько отводить в сторону конденсатор, чтобы ножка выходила из отверстия. Когда конденсатор начнет поддаваться, нужно вынуть его ножку не полностью, а только до ее утопления в плате. Далее такая же операция проводится со второй ножкой и затем опять с первой уже до выемки ее из печатной платы. Таким образом, за 2-3 приема конденсатор будет паяльником выпаян из платы.
Как правило, из строя выходит группа конденсаторов, поэтому по такой технологии нужно выпаять их все. Если конденсаторы разных номиналов, то нужно запомнить места их установки.
Следующий шаг, это подготовка отверстий для пайки новых конденсаторов, нужно удалить из отверстий припой. Я делаю эту работу в два этапа. Сначала, разогрев паяльником припой в отверстиях делаю углубления остро заточенной деревяшкой, хорошо подходит зубочистка или спичка.
Далее в эти углубление вставляю стальную швейную иголку диаметром 0,5 мм, закрепленную в цанговый зажим и уже с противоположной стороны прогреваю отверстие паяльником. Как только припой в отверстии расплавится, проталкиваю в отверстие иголку, постоянно ее вращая. Паяльник отвожу в сторону, и, не прекращая вращать иголку, вынимаю ее. Отверстия освобождены от припоя, и можно запаивать новые конденсаторы.
Как только припой в отверстии расплавится, проталкиваю в отверстие иголку, постоянно ее вращая. Паяльник отвожу в сторону, и, не прекращая вращать иголку, вынимаю ее. Отверстия освобождены от припоя, и можно запаивать новые конденсаторы.
Перед установкой конденсаторов нужно подготовить их выводы, если используется ранее выпаянный конденсатор, то нужно выпрямить его выводы и освободить от излишков припоя. У новых конденсаторов, нужно залудить выводы, а укорачивать лучше после установки. При установке конденсаторов нужно соблюдать полярность, минусовой вывод обычно отмечен белой полосой сбоку на корпусе, а на печатной плате отмечен белым сектором, в дополнение, часто контактная площадка на плате имеет квадратную форму.
Бывает, что расстояние между выводами конденсатора не соответствует расстоянию отверстий на плате. В таком случае нужно заранее сформировать ножки у конденсатора, так как попасть ножками в отверстия на плате бывает очень не просто, из-за мешающих рядом расположенных деталей.
Сформировать ножки легко, если вставить конденсатор в отверстия ножками со стороны запайки выводов деталей. После такой формовки попасть ножками в отверстия печатной платы при установке конденсаторов будет легче.
Как удалить остатки флюса с печатной платы после пайки
После установки конденсатора на место желательно перед пайкой смазать его ножки спито-канифольным флюсом, тогда паять будет гораздо легче. По окончанию пайки паяльником нужно удалить с платы остатки канифоли.
Для этого любую небольшую кисточку смачивают в спирте и водят по застывшей канифоли до ее полного растворения, затем на это место накладывают кусочек хлопчатобумажной ткани и водят кисточкой по такни. Ткань впитает канифоль и плата будет чистой. Вот плата и отремонтирована, осталось установить ее в системный блок, подключить провода и проверить на работоспособность.
Как паять паяльником стальные и железные детали
Технологии пайки стальных и железных деталей паяльником мягкими припоями мало чем отличается от пайки меди и ее сплавов, за исключением типа применяемого флюса. Вместо канифоли используется один из активных хлористо-цинковых флюсов.
Вместо канифоли используется один из активных хлористо-цинковых флюсов.
Рассмотрим технологию пайки паяльником железа на примере. Имеется ржавый лист кровельного железа с глубокой коррозией.
Самым главным этапом в технологии для получения качественной пайки является подготовка поверхностей. Необходимо металлической щеткой и наждачной бумагой полностью удалить ржавчину. Если железо новое, то часто для предотвращения его от окисления поверхность металла покрывают защитным слоем масла или консерванта. В этом случае поверхность следует очистить от жира, протерев ее ветошью, смоченной в бензине. Вместо бензина для снятия масла и жира можно воспользоваться и моющими средствами для мытья посуды, например FAIRY.
Поверхность очищена от ржавчины, и можно приступать к ее лужению. Глубокие вкрапления ржавчины очистить не удалось, но они занимают не более оного процента поверхности и на качество лужения сильно не повлияют.
На подготовленную поверхность стальной детали кисточкой тонким слоем наносится хлористо-цинковый флюс.
Всего за пять минут работы, ржавая поверхность листа покрыта паяльником слоем припоя, больше ржаветь не будет никогда.
Если под рукой нет кислотного флюса, то его можно с успехом заменить так любимым мною, аспирином. Универсальный флюс, который практически в аптечке есть у каждого, если не в домашней, то в автомобильной аптечке точно.
На подготовленную к пайке поверхность нужно вместо кислотного флюса насыпать немного крошек от таблетки аспирина и далее лудить паяльником с таким же успехом, как и кислотным флюсом. Как видите, припой растекся отлично.
К стальной или железной детали к залуженному месту теперь хорошо припаяется медный или латунный провод. Будет крепко держаться, и обеспечиваться надежный электрический контакт.
Пайка трубок, радиаторов, теплообменников
Домашнему мастеру иногда приходится сталкиваться с устранением течи жидкостей и газов в металлических трубках, радиаторах и теплообменниках газовой колонки, автомобиля или в других изделиях.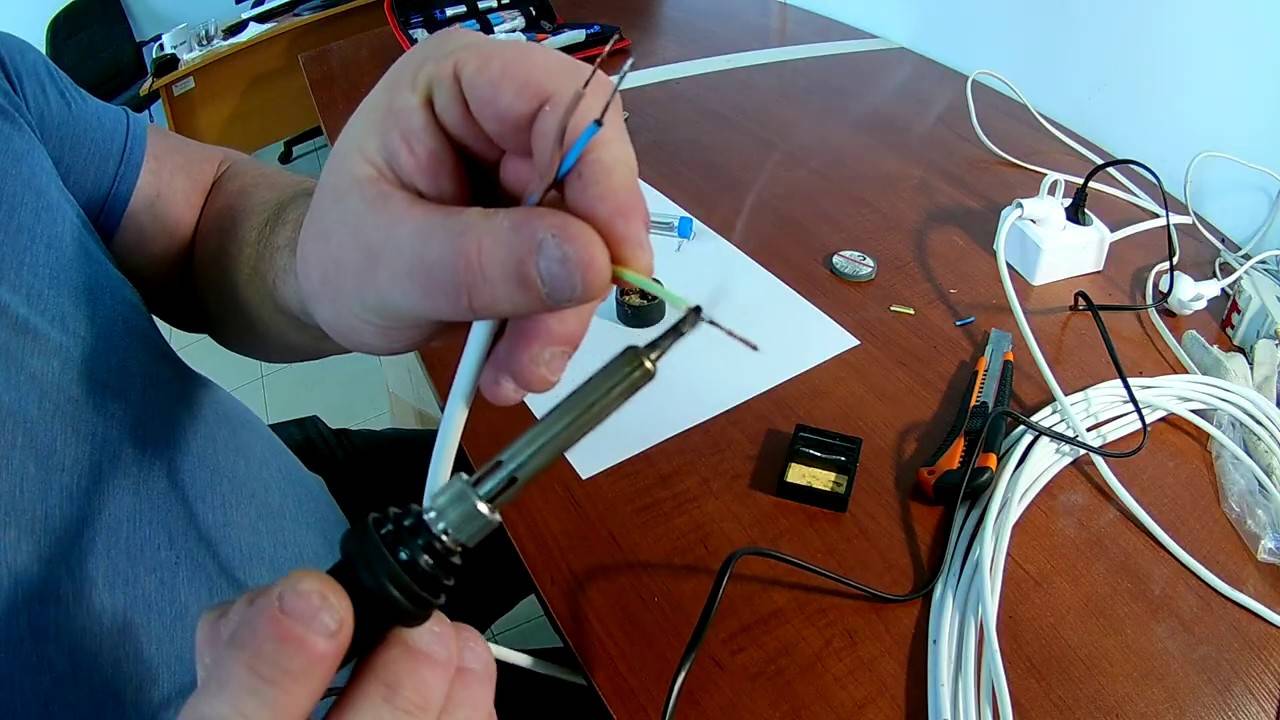 Во многих случаях, если детали сделаны из меди, латуни или железа, включая нержавеющую сталь, течь можно устранить с помощью паяльника и оловянно-свинцового припоя ПОС-61, по выше описанной технологии.
Во многих случаях, если детали сделаны из меди, латуни или железа, включая нержавеющую сталь, течь можно устранить с помощью паяльника и оловянно-свинцового припоя ПОС-61, по выше описанной технологии.
Но в связи с массивностью радиатора или теплообменника и возможности наличия в них жидкости, технология пайки имеет свои особенности. Подробно, на примере ремонта пайкой теплообменника газовой колонки, техпроцесс пайки рассмотрен в статье сайта «Ремонт теплообменника и медных трубок газовой колонки пайкой».
Ремонт железного кузова автомобиля пайкой
В давние времена, когда я ездил на советском автомобиле, технология пайки паяльником железа выручала при устранении коррозии кузова автомобиля. Если просто зачистить место, покрытое ржавчиной и нанести лакокрасочное покрытие, то через время ржавчина появится вновь. Покрыв зачищенное место паяльником тонким слоем припоя, ржавчина больше никогда не появится.
Приходилось паять паяльником и сквозные коррозионные дыры в порожках и зоне колесных арок кузова автомобиля. Для этого нужно зачистить поверхность вокруг дыры полоской в один сантиметр и паяльником залудить припоем. Из плотной бумаги вырезать выкройку будущей заплатки. Далее по выкройке из латуни толщиной 0,2-0,3 мм вырезать заплатку и зону, которая будет припаиваться залудить паяльником толстым слоем припоя. В случае необходимости заплатке придается нужная форма. Можно просто простучать заплатку, положив на толстую плотную резину. Края внешней стороны заплатки напильником свести на нет. Останется приложить заплатку на дырку в кузове и хорошо прогреть стоваттным паяльником по шву. Шпаклевка, грунтовка, окраска, и кузов будет как новый, при этом в отремонтированном месте ржаветь больше не будет никогда.
Для этого нужно зачистить поверхность вокруг дыры полоской в один сантиметр и паяльником залудить припоем. Из плотной бумаги вырезать выкройку будущей заплатки. Далее по выкройке из латуни толщиной 0,2-0,3 мм вырезать заплатку и зону, которая будет припаиваться залудить паяльником толстым слоем припоя. В случае необходимости заплатке придается нужная форма. Можно просто простучать заплатку, положив на толстую плотную резину. Края внешней стороны заплатки напильником свести на нет. Останется приложить заплатку на дырку в кузове и хорошо прогреть стоваттным паяльником по шву. Шпаклевка, грунтовка, окраска, и кузов будет как новый, при этом в отремонтированном месте ржаветь больше не будет никогда.
Эдуард 23.12.2012 Здравствуйте, Александр Николаевич. Подскажите как спаять два провода из нихрома, какой применить флюс? Спасибо. Александр Уважаемый Эдуард!
Лудится и паяется нихром, как и обыкновенное железо, хлористо-цинковым флюсом. Я лудил с помощью таблетки аспирина.

Но так как обычно нихром используется для нагревательных элементов, температура которых достигает несколько сотен градусов, то паять нихром оловянно-свинцовым припоем не всегда допустимо, так как припой при температуре около 200°С уже плавится.
Соединения нихрома с медными проводами при небольшом токе я выполняю, как описано на странице ремонта паяльника.
Можно соединить два проводника из нихрома между собой еще сваркой в порошке графита, насыпанной в фарфоровую емкость. С помощью такой установки я на работе свариваю термопары из тугоплавких материалов.
Как правильно паять провода: видео, технология, порядок пайки
Пайка проводов паяльником не представляет ничего сложного, поэтому с таким способом соединения медных жил может справится даже неопытный электрик. Далее мы расскажем, как правильно паять провода в распределительной коробке – месте, где выполняется разводка электропроводки по комнатам. Технология будет предоставлена пошагово, с картинками и видео примерами, чтобы Вам было более понятно, как спаивать два проводка между собой. Сразу же обращаем Ваше внимание на то, что мы будет рассказывать, как спаять жилы из меди. Это связано с тем, что алюминиевые проводники в домашних условиях уже практические не используются. Стандартами ГОСТ соединение разных цветных металлов (алюминиевых и медных проводников) рекомендуется обходить стороной, поэтому единственный безопасный вариант для частного дома и квартиры – спаивание медных жил кабеля.
Сразу же обращаем Ваше внимание на то, что мы будет рассказывать, как спаять жилы из меди. Это связано с тем, что алюминиевые проводники в домашних условиях уже практические не используются. Стандартами ГОСТ соединение разных цветных металлов (алюминиевых и медных проводников) рекомендуется обходить стороной, поэтому единственный безопасный вариант для частного дома и квартиры – спаивание медных жил кабеля.
Шаг 1 – Подготавливаем инструмент
Для начала Вам нужно подготовить паяльник к пайке проводов своими руками. Все, что требуется – тщательно очистить жало от остатков припоя либо других возможных загрязнений.
Для этого можете использовать обычный напильник. Помимо этого Вы должны подготовить припой и флюс, без которых не получится паять провода паяльником. Что касается припоя, для того, чтобы спаять жилы, можно использовать либо сплав олова и свинца, либо специальную нить, как показано на фото ниже.
Флюс необходим для того, чтобы во время пайки припой равномерно покрыл спаиваемые материалы. Помимо этого флюс избавляет медные жилы от оксидной пленки, которая значительно ухудшает надежность соединения. В качестве флюса Вы можете использовать либо канифоль, либо специальную паяльную кислоту. И тот и другой вариант пользуется популярностью у мастеров.
Помимо этого флюс избавляет медные жилы от оксидной пленки, которая значительно ухудшает надежность соединения. В качестве флюса Вы можете использовать либо канифоль, либо специальную паяльную кислоту. И тот и другой вариант пользуется популярностью у мастеров.
Еще один важный этап подготовки – создание подходящего рабочего места. У Вас должна быть рядом розетка и подставка для паяльника, чтобы технология пайки проводов своими руками была безопасной.
Кстати, Вы можете сделать паяльник своими руками, что не займет много времени и сил. Самодельный аппарат прослужит Вам довольно долго, в чем Вы сами сможете убедиться!
Шаг 2 – Выполняем лужение
Итак, если Вам нужно спаять два силовых провода между собой, то первым делом Вы должны снять полиэтиленовую изоляцию и залудить оголенные жилы, особенно если они очень тонкие. Многожильный проводник перед пайкой сначала скручивается, после чего обрабатывается флюсом, поверх которого наносится тонкий слой разогретого припоя. Обязательно перед тем, как паять, подготовьте жало паяльника – окуните его в флюс (в ту же канифоль, как показывается на фото), а после этого в олово, чтобы кончик был покрыт небольшим слоем припоя.
Обязательно перед тем, как паять, подготовьте жало паяльника – окуните его в флюс (в ту же канифоль, как показывается на фото), а после этого в олово, чтобы кончик был покрыт небольшим слоем припоя.
Лужение проводов для пайки выполнить довольно просто – сначала Вы должны положить оголенную жилу на канифоль, потом прогреть это место паяльником, чтобы проводок погрузился во флюс. После этого его нужно достать и равномерно со всех сторон обработать припоем. Чтобы хорошо нанести разогретый сплав олова и свинца на поверхность, в руках прокручивайте провод во время лужения. Если Вам необходимо соединить жилы в распределительной коробке, для удобства вместо канифоли можете использовать кислоту. Ее достаточно просто нанести кисточкой на поверхность, которую Вам нужно спаять.
Если жилы большого сечения (толстые), лужение выполняется аналогичным образом. Отличие лишь в том, что не нужно предварительно скручивать жилы, как у многопроволочного проводника.
После того, как Вы выполните лужение, можно переходить к процессу пайки. Сразу же обращаем Ваше внимание на то, что выполнять работы необходимо только при отключенном электричестве. Паять провода под напряжением категорически запрещается!
Сразу же обращаем Ваше внимание на то, что выполнять работы необходимо только при отключенном электричестве. Паять провода под напряжением категорически запрещается!
Шаг 3 – Спаиваем жилы
Ну и последнее, что осталось – спаять два подготовленных провода в распредкоробке. Все, что нужно – скрутить либо наложить жилы друг на друга и разогреть место соединения паяльником. Припой расплавится и после того, как застынет – надежно соединит электрические проводники. Советы по соединению проводов пайкой в распределительной коробке мы рассматривали отдельно.
Важный момент – во время пайки не двигайте жилы, иначе соединение будет не достаточно надежным.
Следует также отметить, что предварительное лужение можно и не выполнять, а просто скрутить проводки а распаечной коробке, обработать их флюсом и как следует пропаять. Однако так паять мы Вам не рекомендуем, потому что в этом случае соединение будет на порядок хуже.
Последний штрих – изоляция остывшей области.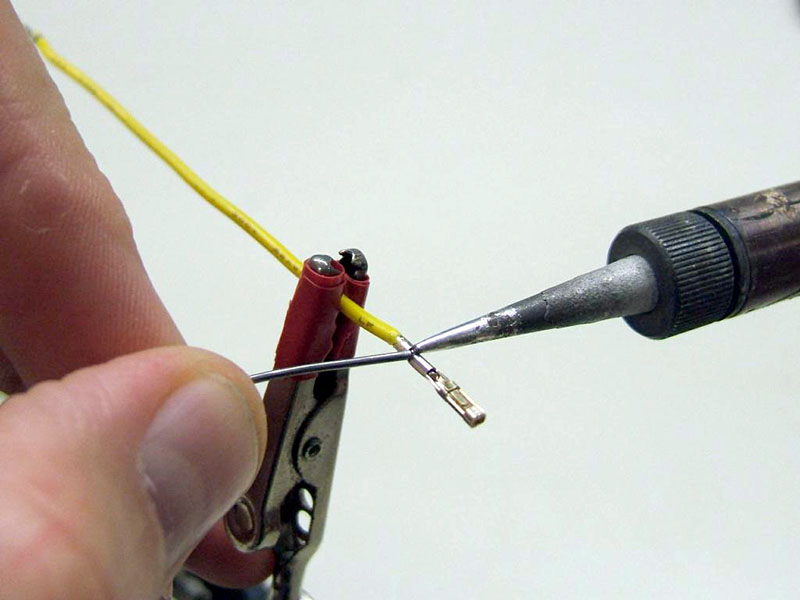 О том, как изолировать провода мы Вам рассказывали. Лучше всего по отдельности заизолировать каждую жилу изолентой, а поверх нее использовать термоусадочную трубку. На видео ниже Вы можете просмотреть подробно весь порядок пайки:
О том, как изолировать провода мы Вам рассказывали. Лучше всего по отдельности заизолировать каждую жилу изолентой, а поверх нее использовать термоусадочную трубку. На видео ниже Вы можете просмотреть подробно весь порядок пайки:
Учимся паять провода паяльником
Важно знать!
Выше мы рассказали, как правильно паять провода в распределительной коробке, однако такой порядок действий не подойдет, если Вам необходимо спаять контакты с диодной лентой либо вообще на плате (микросхеме). Итак, предоставляем краткий обзор возможных технологий пайки:
- Подключение светодиодной ленты. Если Вам нужно подключить LED ленту, а значит – спаять контакты от блока питания с выводами на ленте (медные кружочки), то сначала залудите жилы плюс и минус, потом обработайте кислотой выводы на ленте и капните на них расплавленный припой. Все, что останется – прижать провода к месту соединения и прогреть паяльником.
 Когда припой застынет, заизолируйте оголенную область, используя клеевой пистолет либо термоусадку.
Когда припой застынет, заизолируйте оголенную область, используя клеевой пистолет либо термоусадку. - Работа с платами. Если Вы решили паять провода на микросхеме, то тут уже технология пайки будет более ответственной. Чтобы припаять конденсатор, транзистор, резистор либо тот же светодиод, нужен паяльник мощностью от 5 до 20 Ватт. Более мощный аппарат может перегреть плату и тогда Ваши старания будут напрасны. Помимо этого жало должно быть очень тонким, т.к. излишки олова будут выступать перемычками, которые в свою очередь будут «коротить».
- Пайка наушников. Если Вы вдруг решили отремонтировать наушники со штекером 3.5, которые частенько ломаются в области разъема, то для начала посмотрите видео в интернете, на которых рассказывается, как научиться паять эмалированные тонкие провода с шелковой нитью внутри. Вкратце говоря – Вам придется счистить эмаль до меди, выполнить лужение и после этого только спаять штекер с проводками.
 Когда припой застынет, заизолируйте оголенную область, используя клеевой пистолет либо термоусадку.
Когда припой застынет, заизолируйте оголенную область, используя клеевой пистолет либо термоусадку.Видео урок по ремонту наушников с микрофоном и штекером 3. 5
5
На этом технология самостоятельной пайки заканчивается. Надеемся, что теперь Вы знаете, как правильно паять провода большого и маленького сечения в домашних условиях!
Как правильно паять провода медные и алюминиевые
Автор Alexey На чтение 6 мин. Просмотров 687 Опубликовано Обновлено
Паяное соединение считается одним из лучших по надёжности в электротехнике, а в радиотехнике пайка радиодеталей является незаменимой при их монтаже.
Пайкой называется соединение однородных и разнородных металлических деталей при помощи сплава металлов, называемого припоем, имеющим температуру плавления меньшую, чем спаиваемые конструкции.
Физика процессов пайки
Расплавленный припой ведёт себя как жидкость, одним из свойств которой является смачивание поверхности – то есть, распределение молекул по поверхности тонким слоем.
Молекулы припоя диффундируют в приповерхностном слое металла, который, в свою очередь, частично растворяется в припое. Важную роль при этом играет вид поверхности и её загрязнения, а также наличие оксидной плёнки. Если коротко, то спаять два провода – означает смочить их поверхности непрерывным слоем расплавленного припоя, который затвердев, обеспечит механическую прочность соединения и надёжный электрический контакт.
Поскольку в бытовой электропроводке используются медные проводники, то речь, в основном пойдёт о том, как спаять медь.
Процесс пайки медных проводов не так требователен к выбору припоя, флюса и температуры, поэтому научиться этому делу может любой желающий – необходимо обзавестись минимальным инвентарём и соблюдать правила безопасности.
Инструменты для пайки
Нагревательный прибор, при помощи которого разогревают припой и спаиваемые конструкции, называют паяльником.
Из сего состоит паяльникРазновидности распространённых в быту паяльников:
- электронагревательные.
Нагревательный элемент разогревает медное жало, окончание которого является рабочей поверхностью инструмента. Данный тип паяльника наиболее распространённый, поэтому, будет рассказано, как правильно паять провода, пользуясь именно этим инструментом, мощностью 60-100Вт, температурой жала до 300ºС;
Потоком горячего воздуха или открытым пламенем разогревается место пайки, к которому припой подаётся в виде присадочной проволоки.
В виду большой тепловой мощности данных инструментов, они применяются для пайки массивных деталей, на разогрев которых необходимо много тепла;
- молотковые.
Медное жало выполнено в виде массивного молотка, разогреваемого открытым пламенем или встроенным электронагревательным элементом.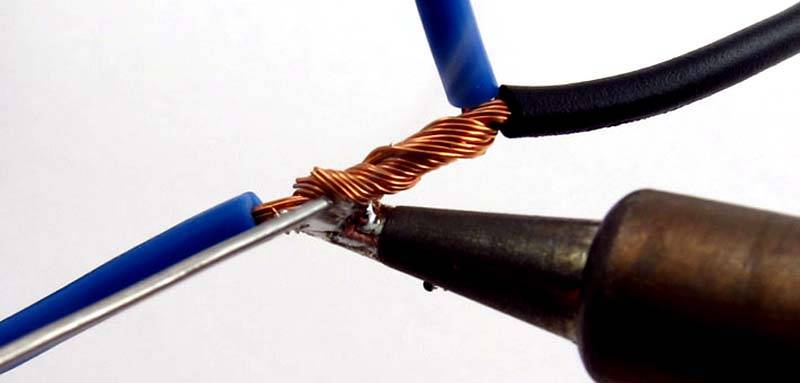
Молотковым паяльником можно паять без электричества. За счёт большой теплоемкости жала, при должной сноровке мастер может спаять все провода в распределительной коробке с одного разогрева.
Выбор расходных материалов
Нужно приобрести низкотемпературный оловянно-свинцовый припой типа ПОС. Число, идущее за аббревиатурой, означает процентный состав олова. Наибольшую популярность в радиоэлектронике и электротехнике имеет марка ПОС-61 (иностранный аналог Sn63Pb37) из-за совпадения температур начального и полного расплавления сплава (190ºС).
Припои других марок имеют диапазон температур, в котором сплав пребывает в специфическом эвтектическом состоянии и выглядит как кашица мелкозернистых гранул. Лёгких сдвиг деталей в данном температурном диапазоне значительно ухудшает качество пайки.
ПОС-61 не подвержен данному эффекту эвтектики и переходит из твёрдой фазы в жидкую и наоборот сразу после достижения температуры 190ºС, поэтому для новичков лучше всего использовать именно данную марку припоя, который продаётся в мотках в виде проволоки или трубки с канифолью. В качестве флюса для пайки медных проводов чаще всего применяют канифоль,
В качестве флюса для пайки медных проводов чаще всего применяют канифоль,
а также паяльную кислоту на основе хлористого цинка – о их роли речь пойдёт ниже.
Процесс лужения проводов
Очистка поверхностей перед пайкой является самым важным этапом данного процесса. Для начала нужно снять изоляцию с проводов и убедиться, что на них нет эмалированного покрытия или оксидной плёнки.
Зачистка медных проводовЗачистка поверхности проводника до металлического блеска при помощи ножа или мелко абразивной наждачной бумаги поможет в лужении – так называется процесс смачивания припоем места спайки. Для этого нужно разогретым кончиком жала коснуться канифоли – характерное шипение и кипение флюса будет свидетельствовать о нормальной температуре паяльника.
Лужение проводаНе мешкая, чтобы канифоль не испарилась нужно взять каплю припоя, прикоснувшись к отмотанному проводку ПОС-61. В данном случае флюс предотвращает окисление припоя. Вторая функция канифоли или паяльной кислоты состоит в разложении оксидной плёнки на поверхности металла.
Лужение лучше всего производить, прижав жалом паяльника провод к деревянной дощечке – газы, выделяющиеся при пиролизе дерева, также частично помогают, действуя как флюс.
Намного лучших результатов достигают, используя в качестве подложки таблетку аспирина. Ацетилсалициловая кислота, испаряясь, эффективно удаляет оксидный слой.
лужение скрутокНюансы лужения
Припой размазывают по поверхности провода, прокручивая его по оси. Если оголённый проводник подвёргся лужению не полностью, а канифоль перестала кипеть, то нужно повторно взять жалом флюс и ПОС при необходимости.
Пайка проводаЛужение многожильного провода происходит также, но его нужно прокручивать, чтобы жилы скручивались и не расплелись. Часто требуется залудить тонкие многожильные провода, покрытые эмалью. Поскольку зачистка при помощи ножа невозможна из-за тоненьких жил, удаление эмали производят химическим способом – для этого в качестве подложки берут кусок полихлорвиниловой изоляции.
Положив проводок на изоляцию, производят лужение – при нагревании ПВХ выделяет хлор, который разъедает эмаль, благодаря чему открывается необходимый для лужения доступ к поверхности металла.
как паять провода от процесса к процессуПроцесс пайки
Фактически, ответом на вопрос, как правильно паять, будет одно слово: лужение, так как спаять два луженных провода не составляет особого труда. Поскольку в электротехнике не рекомендуется паять сложенные внахлёст провода, то их перед пайкой скручивают.
скрутка многожильного проводаСкрутив два или больше луженых провода, снова берут канифоль, припой, и прикасаются к скрутке, дожидаясь, когда сплав полностью растечётся между жилами, заполнив пустоты и зазоры.
Спаенные медные многопроволочные проводаПосле этого, убрав паяльник, нужно дать спайке остыть, не подвергая её механическим воздействиям. Можно обработать скрутку нелуженых проводов кислотой и спаять их одновременно с лужением. Жало паяльника необходимо периодически очищать от нагара
Жало паяльника необходимо периодически очищать от нагара
и затачивать при выгорании, а также заново подвергать лужению.
Как паять алюминий?
Алюминиевые провода, присущие в старой электропроводке также можно спаять, и в теории данный процесс не отличается от описанного выше. Но на практике высокоактивный алюминий мгновенно окисляется при очистке, и оксидный слой препятствует лужению, поэтому залудить алюминиевый провод обычным способом не получится. Для данных целей применяют специальные флюсы и высокотемпературные припои.
При помощи наждачной бумаги уменьшают оксидный слой, тем самым помогая флюсу. Для лужения алюминиевых поверхностей применяют высокотемпературный паяльник или газовую горелку. Народный метод пайки алюминия состоит в добавлении в канифоль металлических опилок.
При помощи данного абразива, растирая смесь припоя и флюса, добиваются лужения, но данный процесс очень трудоемкий и не гарантирует качества.
 youtube.com/embed/qdbrQO4x9i0″ frameborder=»0″ allowfullscreen=»allowfullscreen»/>
youtube.com/embed/qdbrQO4x9i0″ frameborder=»0″ allowfullscreen=»allowfullscreen»/>Как припаять медный провод к стали? — Наше хобби
Правильная пайка жил обеспечивает надежное соединение проводов. При работе учитывают материал токопроводящих элементов, вид флюса и припоя, некоторые другие факторы. Человеку, работающему с электрическими сетями, нужно знать, как паять провода с соблюдением всех правил и норм. Ответственный подход к процедуре исключает возникновение аварий и травм.
Суть процесса пайки проводов
Так называется процесс соединения проводников путем нагревания. По прочности паяный шов уступает только сварному.
Токоведущие элементы совмещаются на уровне молекул и атомов. Расправленная присадка проникает в толщу проводника, образуя с ним единое целое.
Для получения хорошего результата требуются:
- Высокая температура. При нагреве припой расплавляется, приобретая нужную текучесть.
- Предварительное очищение соединяемых поверхностей. Грязевой или жировой слой препятствует проникновению припоя в толщу основного материала.
 Грязевой или жировой слой препятствует проникновению припоя в толщу основного материала.
Грязевой или жировой слой препятствует проникновению припоя в толщу основного материала.Принцип работы
Действие паяльника основывается на нагреве проводника из нихрома, намотанного на трубку, которая помещена в металлический кожух. Насадка инструмента снабжена жалом. Нихром раскаляется под влиянием проходящего через него тока, передавая тепло рабочим частям приспособления. Прибор нагревает и расплавляет припой, который в дальнейшем наносится на спаиваемые области.
Насадка инструмента снабжена жалом. Нихром раскаляется под влиянием проходящего через него тока, передавая тепло рабочим частям приспособления. Прибор нагревает и расплавляет припой, который в дальнейшем наносится на спаиваемые области.
Преимущества и недостатки
Паяние считается более эффективным в сравнении с другими способами скрепления кабелей.
Главными его преимуществами являются:
- Низкая стоимость. 1 упаковки флюса и припоя хватает для скрепления 1000 проводов.
- Простота. Научиться пользоваться паяльником может любой начинающий мастер.
- Прочность соединения. Клеммы, скрутки, обжимки не обеспечивают столь высокой надежности, как пайка.
- Возможность одновременного скрепления проводников разного сечения. Количество элементов в 1 точке достаточно велико.
- Отсутствие необходимости в применении дорогого или габаритного оборудования. Использовать переносное устройство проще.
Способ имеет и недостатки:
- Необходимость подключения паяльника к электрической сети. Работающие от аккумулятора устройства характеризуются недостаточной мощностью.
- Неразборное соединение. Отпаять провод, не повредив его, сложно. Требуется повторное расплавление припоя.
 Работающие от аккумулятора устройства характеризуются недостаточной мощностью.
Работающие от аккумулятора устройства характеризуются недостаточной мощностью.Критерии выбора паяльника
При покупке инструмента учитывают мощность, материал жала и рукоятки. Присутствующие в продаже паяльники требуют подготовки к работе. После подключения нужно дождаться выгорания технической смазки. Мощность выбирают, исходя из толщины спаиваемых проводов. Самые толстые кабели соединяют с помощью паяльника на 100 и более ватт. Для пайки тонких жил подойдет инструмент мощностью 25 Вт. Устройства отличаются типами нагревательных элементов, которые бывают нихромовыми или индукционными.
Рукоятки выполняются в классическом удлиненном формате или в виде пистолета.
Правила подготовки проводов к спаиванию
На первом этапе следуют таким рекомендациям:
- Не паяют элементы электропроводки, находящейся под напряжением. Это повышает риск короткого замыкания на корпус инструмента.
- Жилы тщательно очищают от резиновой оплетки кусачками и ножом. Длина очищаемого конца зависит от толщины и типа кабеля. При пайке слаботочных проводников снимают 1,5-2 см изоляции. При ремонте компактных электронных устройств достаточно удаления 2 мм оплетки.
- Перед пайкой провода скручивают. При наличии стойких загрязнений поверхности зачищают надфилем или ножом.
- Эмаль с проводов снимают пламенем зажигалки. Можно воспользоваться острым ножом.
 Это повышает риск короткого замыкания на корпус инструмента.
Это повышает риск короткого замыкания на корпус инструмента.Как припаять медный провод к металлу?
Уважаемые посетители!!!
Для проведения ремонта любой бытовой техники, мы непосредственно сталкиваемся с такой проблемой,- как самому припаять провода? В теме Вы ознакомитесь с материалами для паяния, с паянием меди с алюминием и паянием меди с железом.
Материалы для паяния
Чтобы разрешить такую проблему, необходимо иметь в наличии такие материалы и инструменты как:
- паяльник;
- паяльное олово;
- паяльная кислота;
- спирто-канифольный флюс;
- флюс для паяния алюминия;
- ортофосфорная кислота;
- пинцет;
- пассатижи;
- ножницы,
а так же другие приспособления для паяния. Изложенная тема здесь как бы простая, но охватывает более такой обширный диапазон,- к чему припаять и как припаять.
Изложенная тема здесь как бы простая, но охватывает более такой обширный диапазон,- к чему припаять и как припаять.
Как припаять медь-к алюминию
Как припаять, если металлы допустим имеют различные добавки других металлов,- то есть легированные металлы. Вопросы здесь могут возникнуть при ремонте бытовой техники. Как к примеру припаять медный провод к алюминиевому контакту где нет болтового зажима?
Медный провод перед паянием протравливается:
- паяльной кислотой;
- спирто-канифольным флюсом;
- канифолью.
Алюминий протравливается перед паянием,- флюсом для паяния алюминия.
Есть и другой вариант для пайки алюминия,- это нанесение медного купороса на поверхность алюминия, так называемое омеднение алюминиевой поверхности. Подробности такого способа омеднения, наглядно представлены на рисунке.
В этом примере необходимо учитывать, чтобы провод намотанный на щетину зубной щетки,- не соприкасался с поверхностью алюминия.
Как припаять медь-к железу
А как припаять допустим медный провод к поверхности железа, если в этом есть такая необходимость? Здесь как бы необходимо изменить поверхностный молекулярный слой железа, чтобы в последствии нанести слой олова. Протравить поверхность железа можно ортофосфорной кислотой.
Протравить поверхность железа можно ортофосфорной кислотой.
В этом примере необходимо соблюдать меры предосторожности,- во избежание попадания кислоты на поверхностные участки кожи Вашего тела. Протравить поверхность металла можно тампоном на палочке.
Такое соединение проделывается в крайних случаях, когда невозможно выполнить болтовое соединение. В ремонте бытовой техники возникают и такие приведенные потребности.
В своей практике, мы нуждаемся в различной необходимости, как припаять провода к:
- контактам динамика наушников;
- контактам первичной либо вторичной обмотки трансформатора;
- контактам платы;
- выведенным проводам обмотки статора электродвигателя;
- контактам выключателя настольной лампы;
- контактам разъема;
- светодиодной ленте
и далее. Считаю, что информация (из прочитанной технической литературы), которой я с Вами поделился, — пригодится Вам при ремонте какой-либо бытовой техники.
Многие могут спаивать провода и радиодетали, но не каждый паял металл. В этой статье я максимально коротко и с примерами изложу принцип пайки металла.
В этой статье я максимально коротко и с примерами изложу принцип пайки металла.
Введение
Начнём с общих представлений о пайке. Пайка это физико — химический процесс получения соединения в результате взаимодействия припоя и спаиваемого металла. Она имеет сходство со сваркой плавлением, но всё же между ними имеются различия. При сварке в месте шва свариваемые детали плавятся, а при пайке паяемый материал не плавится. Так же в отличие от сварки пайка осуществляется при температурах ниже плавления спаиваемого металла. Формирование шва при пайке происходит путём заполнения припоем зазора между соединяемыми деталями, т.е. процесс происходит за счёт смачивания и капиллярного эффекта.
Встаёт вопрос, зачем же пользоваться пайкой, если сварка лучше скрепляет детали. На это есть свои плюсы:
- Пайка более доступна, чем сварка.
- При пайке соединения получается разъёмными.
- Сварке не поддаются маленькие детали.
Пайка — достаточно прочное соединение, если соблюдать технологию.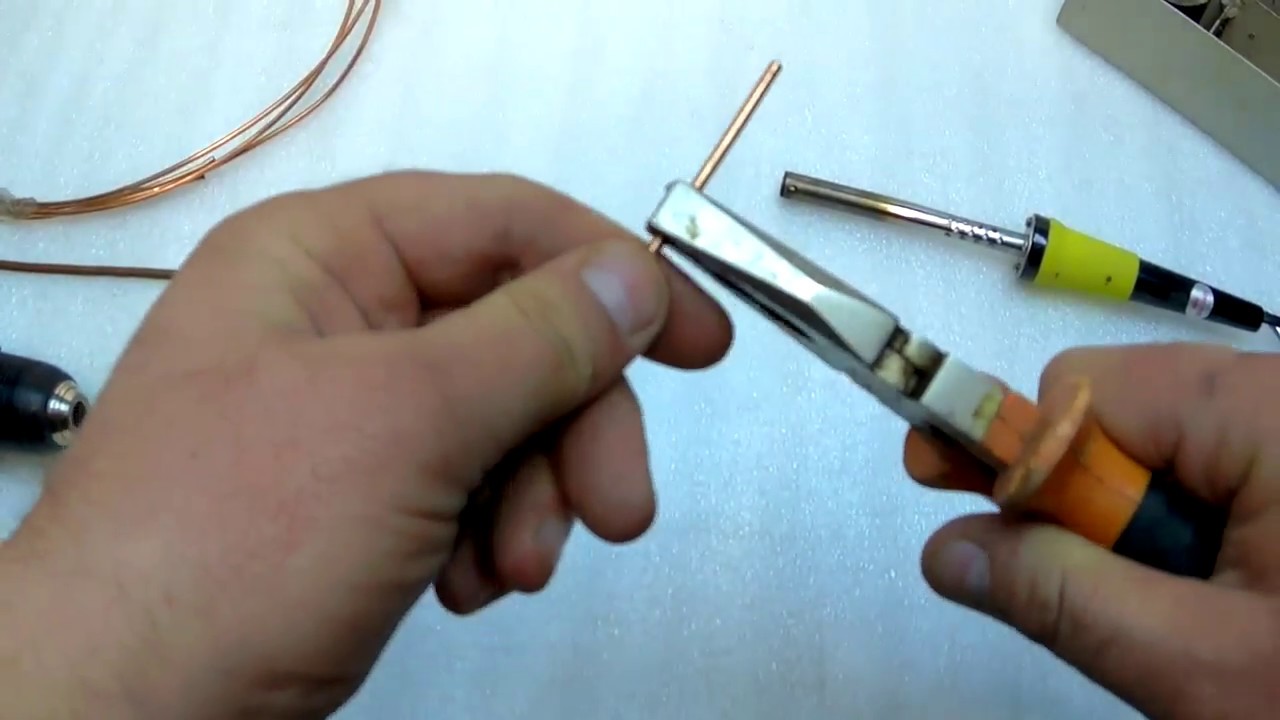
Оборудование
Для спаивания металла необходимо следующее основное оборудование:
♦ Паяльник. Мощность зависит от размера спаиваемых деталей. Для пайки небольших деталей (жесть, проволока, болтики) сойдёт паяльник ватт на 60, для более крупных — 100 ватт и выше. Я использую 2 паяльника — на 65 и 100 w, для домашних условий это вполне достаточно.
На том, как залудить паяльник я подробно останавливаться не буду, в интернете есть отдельные статьи про это. Скажу лишь основное:
— При первом включении паяльника ему нужно дать обгореть — выставить включённым его на улицу и подождать когда перестанет вонять и дымиться.
— Далее необходимо напильником зачистить жало до блеска, опустить кончик жала в канифоль, потом расплавить им олово.
— Олово должно равномерно покрыть жало. При нагреве жало будет выгорать, его нужно будет затачивать и заново лудить.
♦ Паяльная кислота и припой. Деревянная палочка используется для нанесения кислоты.
♦ Вспомогательные приспособления. К ним относятся напильник и наждак, необходимые для зачистки паяльника и деталей.
Так же паяльнику нужна подставка. Самое простое что можно использовать в качестве подставки — любой металлический предмет, с которого паяльник не будет скатываться.
Для удержания спаиваемых деталей используются различные инструменты, например тиски и плоскогубцы. Так же детали можно закрепить гвоздиками на доске.
Основы пайки
Давайте теперь разберемся, какие металлы легко поддаются пайке:
- Серебро
- Медь
- Латунь
- Цинк
- Никель
- Железо
- Нержавеющая сталь
Остальные металлы паяют при помощи специальных флюсов и другой технологии. В данной статье эта тема затрагиваться не будет.
С металлами разобрались, теперь приступаем к изучению процесса пайки:
- Зачищаем то место, где будет располагаться шов. Для этого я использую мини шлиф машинку.
- Обезжириваем место спайки, используя ацетон, бензин и т. д.
- Наносим на шов деревянной палочкой паяльную кислоту. Делаем это как можно ровнее, т.к. в дальнейшем ровно по этому место растечётся припой.
- С заранее залуженного паяльника удаляем окислы (если они имеются) и прикасаемся им к палочке припоя. Припой должен лечь на жало ровной каплей. Если этого не происходит, значит паяльник плохо залужен.
- Прикасаемся жалом к месту спайки. Нельзя ожидать, что при первом же прикосновении паяльника произойдет спайка. Для этого необходимо прогревать спаиваемые поверхности до температуры плавления припоя. Тепло от паяльника передается на спаиваемое место не сразу. Жесть, проволоки и другие тонкие части прогреваются довольно быстро, но не моментально. На прогрев толстых материалов нужно сравнительно много времени.
- Для спайки тонких частей надо довольно медленно вести паяльником, передвигая его дальше, когда припой растечется и зальет шов. При спайке толстых предметов приходится относительно долго держать паяльник на одном месте и ждать, пока прогреются спаиваемые поверхности и припой растечется по шву.
- Проведя паяльником на некоторое расстояние, двигают его немного назад, затем снова вперед и опять назад, до тех пор, пока припой не разольется ровной и чистой дорожкой. По мере израсходования припоя, его набирают с палочки. Набирать много припоя не следует, особенно, если спаиваемые поверхности ровно и плотно соединены; избыток припоя приведет к образованию натеков.
- По окончании пайки необходимо смыть остатки кислоты водой. Если кислота плохо смывается, используйте мыло. Не смытая кислота приведёт к окислению металла.
 д.
д.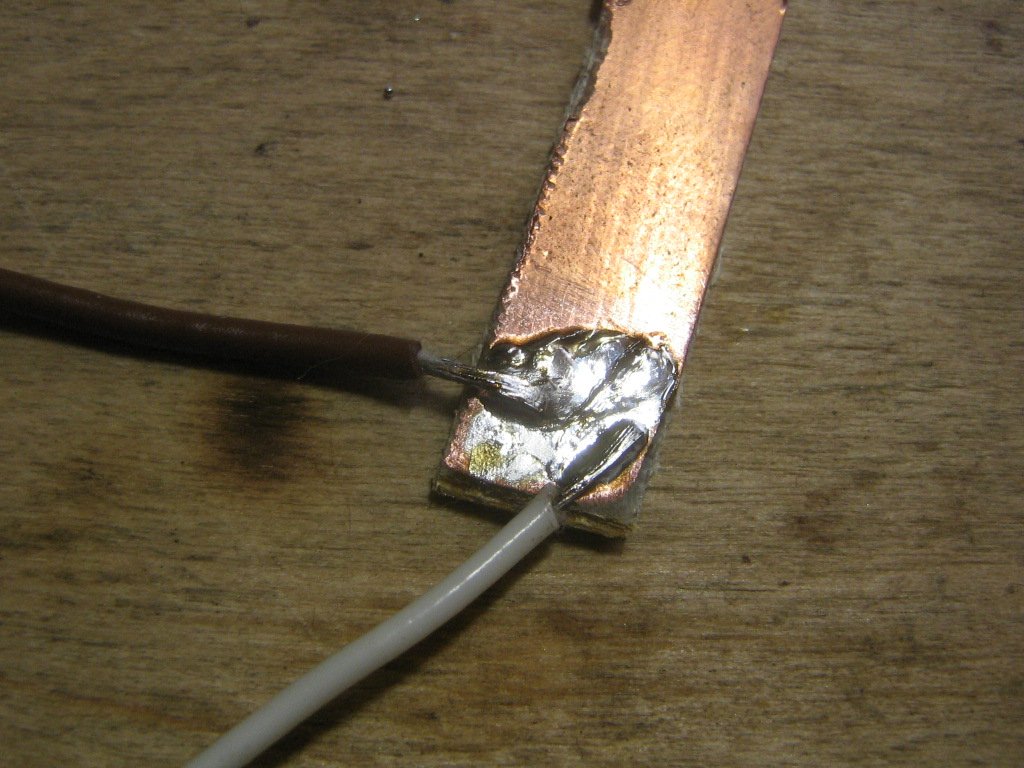
Нюансы пайки электропаяльником
Процесс имеет некоторые особенности, которые учитывают при подготовке к работам. При пайке стоит надевать респиратор, защищающий органы дыхания от вредных испарений. Работать нужно в хорошо проветриваемом помещении под вытяжным зонтом.
Распредкоробок с помощью тигля
Метод помогает легко спаять скрутки, расположенные в подрозетниках и коробах. Припой расплавляют в тигле емкостью 20-100 мл. Два провода погружают в расплав, после чего соединяют между собой. Для разогрева тигля используют газовую горелку. Некоторые мастера изготавливают самодельные устройства из мощных паяльников. Приборы работают в основном от промышленных электросетей напряжением 380 В.
Для разогрева тигля используют газовую горелку. Некоторые мастера изготавливают самодельные устройства из мощных паяльников. Приборы работают в основном от промышленных электросетей напряжением 380 В.
Многожильных проводов
Такой кабель состоит из большого числа тонких проволок, сплетенных в трос и покрытых изоляцией. Паять многожильный провод проще, чем цельный. Флюс и припой быстро проникают в пустоты между жилами. Главное — аккуратно скрутить и тщательно прогреть обрабатываемый участок.
Что нужно для пайки паяльником
Кроме самого паяльника нужны будут припои, канифоль или флюсы, желательно иметь подставку. Еще в процессе работы может потребоваться небольшой напильник и маленькие пассатижи.
Чаще всего приходится паять медные провода, например, на наушниках, при ремонте бытовой техники и т.д.
Канифоль и флюсы
Чтобы получить хорошее соединение проводов, необходимо их очистить от загрязнений, в том числе и от оксидной пленки. Если моно-жилы еще можно очистить вручную, то многожильные проводники нормально зачистить не удастся. Их обычно обрабатывают канифолью или флюсом — активными веществами, которые растворяют загрязнения, в том числе и оксидную пленку.
Их обычно обрабатывают канифолью или флюсом — активными веществами, которые растворяют загрязнения, в том числе и оксидную пленку.
И канифоль и флюсы работают неплохо, только флюсами пользоваться проще — можно окунуть кисточку в раствор и быстро обработать провода. В канифоль надо проводник положить, затем разогреть его паяльником, чтобы расплавленное вещество обволокло всю поверхность металла. Недостаток использования флюсов — если они остаются на проводах (а они остаются), постепенно разъедают прилегающую оболочку. Чтобы этого не случилось, все места пайки надо обработать — смыть остатки флюса спиртом.
Припои и флюсы для пайки паяльником медных проводов
Канифоль считается универсальным средством, а флюсы можно подбирать в зависимости от металла, который собираетесь паять. В случае с проводами это медь или алюминий. Для медных и алюминиевых проводов берут флюс ЛТИ-120 или буру. Очень неплохо работает самодельный флюс из канифоли и денатурированного спирта (1 к 5), кроме того его просто сделать своими руками. В спирт добавить канифоль (лучше пыль или очень мелкие ее кусочки) и встряхивать до растворения. Потом этим составом можно обрабатывать проводники и скрутки перед пайкой.
В спирт добавить канифоль (лучше пыль или очень мелкие ее кусочки) и встряхивать до растворения. Потом этим составом можно обрабатывать проводники и скрутки перед пайкой.
Припои для пайки паяльником медных проводов используют ПОС 60, ПОС 50 или ПОС 40 — оловянно-свинцовые. Для алюминия больше подходят составы на основе цинка. Наиболее распространенные — ЦО-12 и П250А(из олова и цинка), марки А (цинк и олово с добавлением меди), ЦА- 15 (цинк с алюминием).
Удобно пользоваться припоем с канифолью
Очень удобно пользоваться припоями, в состав которых входит канифоль (ПОС 61). В этом случае отпадает необходимость в предварительной обработке каждого проводника в канифоли отдельно. Но для качественной пайки паяльник надо иметь мощный — 80-100 Вт, который может быстро разогреть до необходимых температур место пайки.
Вспомогательные материалы
Для того чтобы нормально паять паяльником провода нужны еще:
Пошаговая технология пайки проводов
Инструкция для начинающих включает несколько выполняемых последовательно этапов:
- Подготовку проводников. Элементы очищают от изоляции и оксидного налета. Наждачной бумагой металл обрабатывают до блеска.
- Лужение. Паяльник нагревают до температуры плавления флюса. Жилу подносят к куску канифоли, продолжают нагрев. Очищенный конец провода должен полностью погрузиться в расплав. На обработанный проводник наносят припой. Состав равномерно растекается, покрывая поверхность тонким слоем. Таким способом обрабатывают все подлежащие пайке кабели.
- Складывают залуженные проводники, обеспечивая плотное прилегание. При пайке длинного участка делают скрутку. Жалом паяльника набирают припой, прижимают наконечник к обрабатываемому месту с небольшим усилием. Когда состав покроет всю область соединения, инструмент убирают. Провода удерживают в неподвижном состоянии до остывания.
 Элементы очищают от изоляции и оксидного налета. Наждачной бумагой металл обрабатывают до блеска.
Элементы очищают от изоляции и оксидного налета. Наждачной бумагой металл обрабатывают до блеска.Правила пайки медных проводов
Одним из лучших способов соединения медных проводов является пайка. Она обеспечивает высокую прочность и электропроводность. При этом пайку легче проводить, чем сварку, и она надежнее простой скрутки. Хотя в распределительных коробках провода часто соединяют с помощью самозажимных клемм типа WAGO, приемы пайки не помешает знать любому электрику.
Хотя в распределительных коробках провода часто соединяют с помощью самозажимных клемм типа WAGO, приемы пайки не помешает знать любому электрику.
Научиться паять медные провода можно за несколько минут, имея все необходимые материалы и приборы.
Суть процесса
Суть процесса пайки состоит в том, что металлы соединяются между собой при помощи сплава, имеющего температуру плавления ниже температуры плавления соединяемых веществ.
Во время пайки материалы подвергаются нагреванию до температуры плавления припоя. При этом обеспечивается очень сильная адгезия (прилипание) – свойство материалов сцепляться друг с другом на молекулярном уровне.
Однако не происходит плавление основных деталей и перемешивания их с материалом припоя, как происходит при сварке с использованием присадочного материала.
Паяльник и припой
Для пайки медных проводов традиционно используются паяльники. Существует несколько их видов, в том числе электрические и газовые. Пайка медных проводов осуществляется при помощи электрического паяльника с медным жалом. Этот инструмент представляет собой медный стержень, иногда с никелевым покрытием, который установлен в корпусе нагревательного элемента.
Этот инструмент представляет собой медный стержень, иногда с никелевым покрытием, который установлен в корпусе нагревательного элемента.
Нагревательный элемент работает от постоянного или переменного тока. Напряжение питания может варьироваться от 12 до 220 В. Для пайки медных проводов электропроводки в доме подходит самый обычный паяльник мощностью 60 Вт. Если надо спаять тонкие проводки электроприбора, то подойдет и менее мощный инструмент. Важно, чтобы он хорошо прогревал медный материал и расплавлял припой.
Чтобы обеспечить высокое качество пайки и прочность соединения, необходима неподвижность во время остывания расплавленного припоя. Провода можно держать руками, но удобнее использовать пинцет или зажимы.
Для пайки медных проводов применяют оловянно-свинцовый припой. Чаще всего это ПОС-61, но можно взять и ПОС-40. Маркировка указывает на состав – припой оловянно-свинцовый с содержанием олова 61%.
Припой обычно производится в прутках диаметром около 8 мм или в виде паяльной проволоки диаметром 2 мм. Нередко используют универсальный припой для пайки медных проводов, который выглядит как полая трубка из оловянно-свинцового сплава. Внутри такой трубки находится порошок из флюса.
Нередко используют универсальный припой для пайки медных проводов, который выглядит как полая трубка из оловянно-свинцового сплава. Внутри такой трубки находится порошок из флюса.
Применение флюса
Чтобы припой и материал проводов вступили во взаимодействие друг с другом, и соединение получилось качественным, провода необходимо очистить от оксидной пленки и только после этого паять их. Для очистки можно использовать наждачную бумагу, а для последующей обработки взять специальное вещество – флюс.
Флюс не только очистит медные провода, но и создаст тонкую защитную пленку, препятствующую окислению материала.
Допускается применять как твердый флюс – сосновую канифоль, так и жидкий – различные виды паяльных кислот или самодельный состав.
Иногда, чтобы правильно и крепко припаять медные провода друг к другу или к какому-либо металлическому предмету, пользуются только жидким флюсом. Приготовить его можно, растворив обычную сосновую канифоль в этиловом спирте.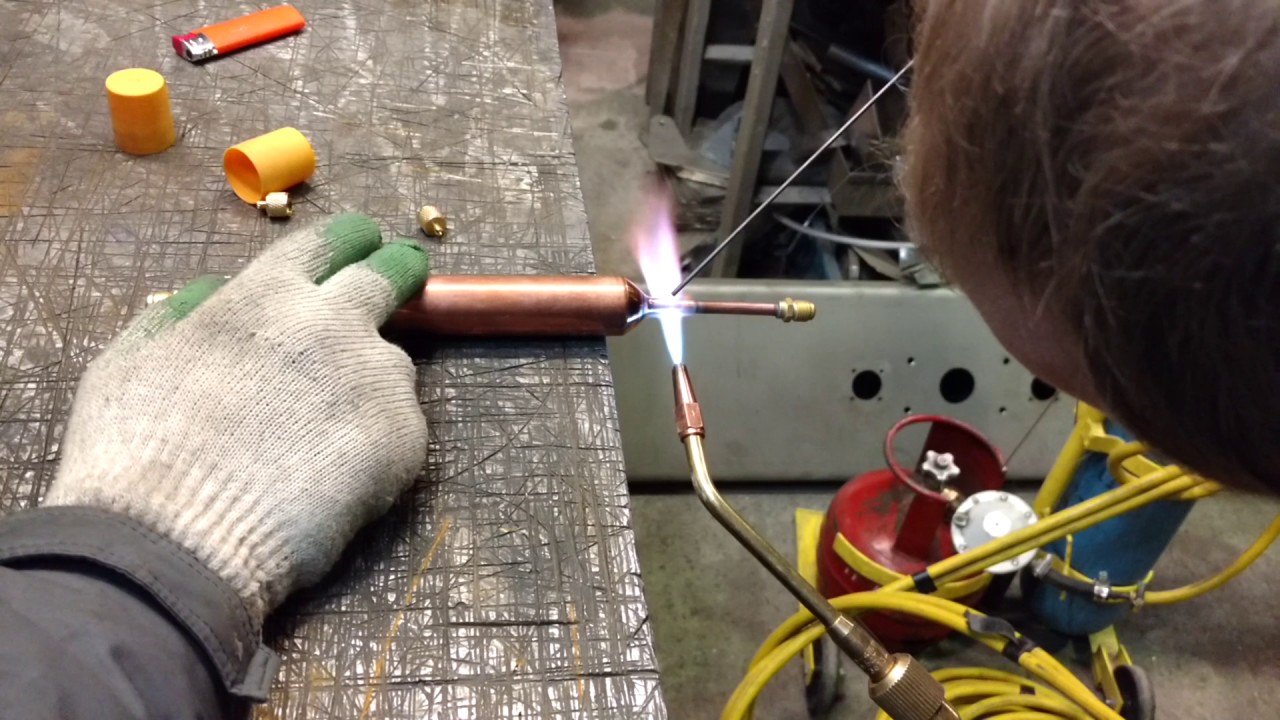 Паяльную кислоту готовят самостоятельно, растворив гранулы цинка в соляной кислоте в пропорции 412 грамм цинка на 1 литр кислоты. Но лучше все-таки купить готовый флюс, соответствующий всем стандартам качества, поскольку принесение кислотных составов для медных проводов нежелательно.
Паяльную кислоту готовят самостоятельно, растворив гранулы цинка в соляной кислоте в пропорции 412 грамм цинка на 1 литр кислоты. Но лучше все-таки купить готовый флюс, соответствующий всем стандартам качества, поскольку принесение кислотных составов для медных проводов нежелательно.
Как правильно паять
Чтобы надежно спаять провода из меди, нужно подготовить паяльник. Если перед работой не облудить жало, то припой будет не прилипать, а скатываться шариками со стержня. Так происходит, потому что жало покрыто слоем оксида меди и нагара, образовавшегося во время предыдущей пайки.
Подготовка паяльника
Некоторые специалисты для удобства работы точат жало плоским напильником, чтобы придать ему форму лопатки или плоской отвертки. Угол заточки должен быть 45-60 градусов.
Необгораемое жало (вечное) ни в коем случае точить нельзя, для него используют специальные губки.
Очищенное механическим способом жало нужно нагреть, а потом залудить. Для этого его покрывают флюсом.
Если флюс твердый (канифоль), достаточно просто погрузить в него наконечник. Канифоль расплавится и покроет разогретую поверхность. После этого паяльником нужно прикоснуться к прутку припоя и разогреть его. Расплавленный припой покроет жало, защитив его от дальнейшего окисления.
Процедуру лужения паяльника необходимо повторять по мере образования нагара на нем. Происходит это потому, что температура жала намного выше температуры плавления припоя, и со временем он начинает подгорать. Чтобы уменьшить вероятность возникновения такого явления, рекомендуется применять паяльник с регулировкой температуры.
Подготовка проводов
Соединяемые медные провода также нужно подготовить к пайке. Вначале снимают с концов изоляцию на расстоянии примерно 4 см, зачищают, скручивают между собой и проводят лужение. Медны провода можно залудить следующим образом:
- нагреть скрутку паяльником;
- покрыть флюсом;
- нанести небольшое количество припоя, распределяя его по поверхности провода.

Действия аналогичны тем, какие совершаются при лужении жала паяльника. Если предстоит пайка многожильных медных проводов, то необходимо обязательно запастись именно жидким флюсом, так как покрыть всю поверхность медных «волосков» расплавленной твердой канифолью будет очень трудно. Чтобы получить качественное соединение, нужно нагреть многожильный провод и затем опустить его в жидкий флюс, который смочит всю поверхность, предназначенную для пайки.
Далее пайка многожильных и одножильных медных проводов осуществляется одинаково. Два или более соединяемых проводника нагреваются вместе, и на них наносится припой. После нанесения его необходимо на время остывания обеспечить неподвижность соединения. Не допускается ускорять остывание путем его смачивания или обдува воздухом.
Соединение меди и алюминия
При соединении пайкой медных и алюминиевых проводов можно столкнуться со множеством трудностей, преодолеть которые возможно будет, только применив альтернативные методы соединений.
Дело в том, что как алюминий, так и медь покрываются на воздухе оксидной пленкой. И если сами по себе эти пленки никак не влияют на состояние проводника и даже обеспечивают довольно неплохую проводимость, то соединяясь вместе, они способствуют возникновению мощной химической реакции. Под действием влаги, содержащейся в воздухе, в месте контакта оксидов алюминия и меди начинается процесс электролиза, то есть образуется электрический ток из-за того, что ионы обоих материалов обладают разными электрическими потенциалами.
Метод пайки радиодеталей на плату
Монтаж элементов микросхемы выполняют так:
- Очищают выводы от оксидной пленки, лудят их. Сопоставляют места контакта, закрепляют пинцетом.
- Проводят жалом паяльника с припоем и флюсом по обрабатываемому месту. Убирают инструмент, удерживая спаянные детали в неподвижном состоянии.
- Удаляют пинцет после остывания припоя.
Воздействие высокой температуры должно быть кратковременным. При неудачных попытках контактным площадкам дают возможность остыть. При работе с диодами и светодиодами пинцет лучше устанавливать между корпусом и местом пайки: инструмент будет отводить лишнее тепло.
При неудачных попытках контактным площадкам дают возможность остыть. При работе с диодами и светодиодами пинцет лучше устанавливать между корпусом и местом пайки: инструмент будет отводить лишнее тепло.
Оборудование для пайки
С точки зрения техники, спайка проводов — это не самый простой способ подключения токоведущих жил. Для создания контакта необходимы инструменты и расходные материалы. Минимальный комплект для пайки включает:
- паяльник и подставка;
- припой;
- флюс.
Однако для более продвинутого и качественного соединения также могут пригодиться:
- паяльная паста;
- оплетка для удаления припоя.
Паяльник электрический
Классический паяльник состоит из 4 конструктивных элементов:
- кабель питания;
- рукоять;
- нагревательный элемент;
- жало.
Питающий кабель предназначен для передачи электроэнергии от розетки к нагревательному элементу. На его конце имеется стандартная штепсельная вилка. Нагревательный элемент выполнен из нихромовой проволоки. Он крепится в рукояти из дерева или пластика обычно при помощи винта. Тепло от нагревателя передается на медное жало паяльника. Выбран именно этот металл, так как он хорошо передает тепло к месту пайки. Медное жало периодически необходимо подтачивать напильником. Это придает ему требуемую форму. В современные паяльники часто устанавливают необгораемые жала. Они не меняют формы от длительной работы и не нуждаются в обработке напильником.
Нагревательный элемент выполнен из нихромовой проволоки. Он крепится в рукояти из дерева или пластика обычно при помощи винта. Тепло от нагревателя передается на медное жало паяльника. Выбран именно этот металл, так как он хорошо передает тепло к месту пайки. Медное жало периодически необходимо подтачивать напильником. Это придает ему требуемую форму. В современные паяльники часто устанавливают необгораемые жала. Они не меняют формы от длительной работы и не нуждаются в обработке напильником.
Припой оловянно-свинцовый
Припой представляет собой мягкую проволоку матового серебристого цвета диаметром 0,1-6 мм. Она выполнена из сплава олова и свинца. С советских времен популярностью пользуется припой марки ПОС-60. Он оптимально подходит для пайки медных проводов. В состав ПОС-60 входит 60% олова и 40% свинца.
Существуют и другие марки припоев (ПОС-10, ПОСК, ОЦ). Они отличаются химическим составом и физическими свойствами. Например, припой ПОС-60 плавится при температуре 183°C. Для работы с ним жало паяльника необходимо разогреть до температуры 200-240°C. Припой ПОС-15 плавится при 280°C. Паяльник придется разогреть до более высоких температур.
Для работы с ним жало паяльника необходимо разогреть до температуры 200-240°C. Припой ПОС-15 плавится при 280°C. Паяльник придется разогреть до более высоких температур.
Обратите внимание! Большинство продаваемых паяльников имеют правильную температуру для ПОС-60. Если требуется работать с другими припоями, то придется приобретать паяльную станцию. На ней возможно вручную регулировать температуру жала и поддерживать ее на заданном уровне.
Флюс для медных проводов
Без флюса не получится выполнить качественное соединение. Он предназначен для подготовки спаиваемых поверхностей к лужению припоем. Флюс растворяет жиры и оксидную пленку, которые всегда присутствуют на медных жилах.
Флюсы бывают 3 видов:
- твердые;
- жидкие;
- пастообразные.
Примером твердого флюса служит канифоль. Это хоть и устаревший, но по-прежнему востребованный расходный материал. Канифоль состоит из смол хвойных деревьев. В состав современных флюсов часто входят различные жиры и кислоты.
 Применяя их, возможно паять сталь и другие металлы.
Применяя их, возможно паять сталь и другие металлы.Жидкие флюсы выпускаются в виде баночек с кисточкой. Формат такой же, как у женского лака для ногтей. С помощью кисточки удобно наносить жидкий флюс на электропроводку или иное место пайки.
Пастообразные флюсы представляют смесь жидких и твердых. Нередко в состав входит вазелин и различные жиры. Такой флюс удобно наносить на место пайки при помощи зубочистки или спички. Также практикуется простое окунание зачищенного провода в смесь.
Важно! Самый главный критерий при выборе флюса — это его активность. От этого зависит надежность контакта. Для пайки меди оптимально подходит слабоактивная канифоль. Если применить для подобных проводов сильноактивные флюсы на основе соляной или ортофосфорной кислоты, то со временем место контакта начнет окисляться.
Паяльные пасты
Под паяльными пастами принято называть или пастообразные флюсы или готовый состав для пайки, в котором уже содержится припой. Использование данной смеси упрощает процесс пайки. В составе паяльных паст присутствует флюс и мелкодисперсный припой. Их соотношение подобрано оптимальным образом. Поэтому нет необходимости самостоятельно брать на жало нужное количество припоя и канифоли.
Использование данной смеси упрощает процесс пайки. В составе паяльных паст присутствует флюс и мелкодисперсный припой. Их соотношение подобрано оптимальным образом. Поэтому нет необходимости самостоятельно брать на жало нужное количество припоя и канифоли.
Паяльные пасты используются преимущественно для работы с smd радиодеталями. Обычно с их помощью не паяют проводку, но в теории это вполне возможно.
Правила безопасности
При работе с паяльником необходимо:
- Следить, чтобы жало не касалось провода питания самого инструмента и других электрических приборов. Неосторожное обращение с устройством способствует расплавлению кабелей с последующим коротким замыканием.
- Проверить состояние питающего провода, корпуса и вилки. Инструменты и приборы не должны иметь повреждений, способствующих поражению человека током.
- Класть паяльник на жаропрочную подставку. Горячий инструмент должен быть зафиксирован в держателях.
- Брать инструмент только за рукоятку, направлять жало от себя. Ручка не должна выскальзывать или нагреваться при работе.
 Ручка не должна выскальзывать или нагреваться при работе.
Ручка не должна выскальзывать или нагреваться при работе.Соединение меди и алюминия
При соединении пайкой медных и алюминиевых проводов можно столкнуться со множеством трудностей, преодолеть которые возможно будет, только применив альтернативные методы соединений.
Дело в том, что как алюминий, так и медь покрываются на воздухе оксидной пленкой. И если сами по себе эти пленки никак не влияют на состояние проводника и даже обеспечивают довольно неплохую проводимость, то соединяясь вместе, они способствуют возникновению мощной химической реакции. Под действием влаги, содержащейся в воздухе, в месте контакта оксидов алюминия и меди начинается процесс электролиза, то есть образуется электрический ток из-за того, что ионы обоих материалов обладают разными электрическими потенциалами.
Электрический ток является движением заряженных частиц – ионов и при их движении металлы в месте контакта разрушаются. При этом сильнее разрушается алюминий. Разрушение вызывает ухудшение контакта, а впоследствии увеличивается электрическое сопротивление соединения и оно нагревается.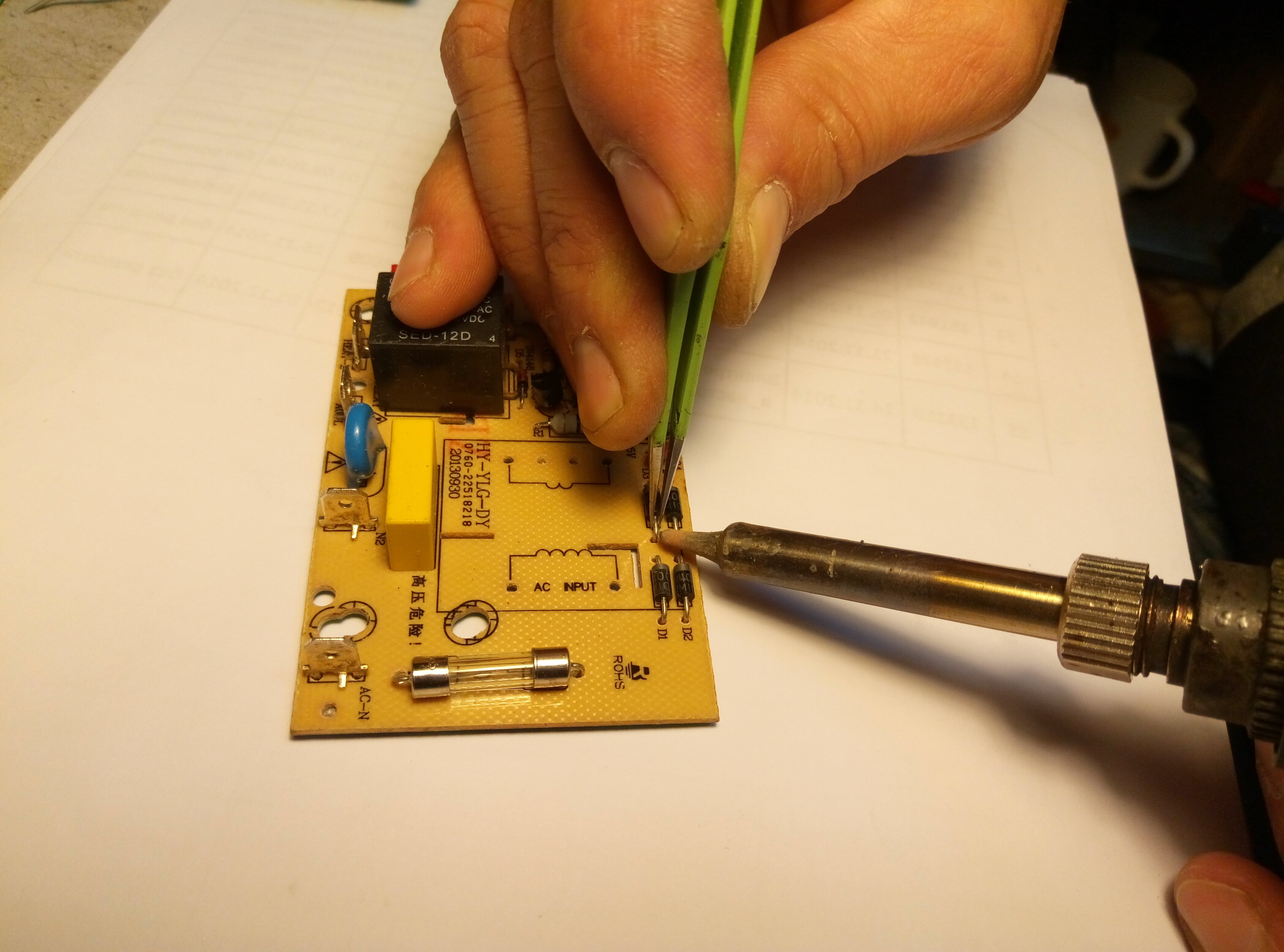 При сильной коррозии, когда непосредственный контакт между двумя материалами уже утрачен, возникает электрическая дуга, которая и довершает разрушение.
При сильной коррозии, когда непосредственный контакт между двумя материалами уже утрачен, возникает электрическая дуга, которая и довершает разрушение.
Соединять медь с алюминием рекомендуется только через третий, нейтральный материал. Чаще всего, для этого применяют стальные клеммники или зажимы.
Источник
Распространенные проблемы при пайке
При работе с паяльником могут возникать такие затруднения:
- Получение некачественного соединения. Проблема возникает при скреплении проводов из металлов, плохо поддающихся пайке. Реже спайка получается ненадежной из-за низкого качества припоя.
- Разбрызгивание припоя. Этому способствует перегрев жала паяльника.
- Невозможность расплавления припоя. Такая проблема свидетельствует о неправильном выборе мощности паяльника.
- Попадание в соединение полимерных частиц, наблюдающееся при работе в ненадлежащих условиях.
- Стекание олова с места пайки. Наблюдается при отказе от удаления оксидной пленки.

Исключить появление проблем помогает соблюдение правил пайки проводников, сделанных из того или иного металла.
Как правильно паять
Чтобы надежно спаять провода из меди, нужно подготовить паяльник. Если перед работой не облудить жало, то припой будет не прилипать, а скатываться шариками со стержня. Так происходит, потому что жало покрыто слоем оксида меди и нагара, образовавшегося во время предыдущей пайки.
Подготовка паяльника
Некоторые специалисты для удобства работы точат жало плоским напильником, чтобы придать ему форму лопатки или плоской отвертки. Угол заточки должен быть 45-60 градусов.
Необгораемое жало (вечное) ни в коем случае точить нельзя, для него используют специальные губки.
Очищенное механическим способом жало нужно нагреть, а потом залудить. Для этого его покрывают флюсом.
Если флюс твердый (канифоль), достаточно просто погрузить в него наконечник. Канифоль расплавится и покроет разогретую поверхность. После этого паяльником нужно прикоснуться к прутку припоя и разогреть его. Расплавленный припой покроет жало, защитив его от дальнейшего окисления.
Расплавленный припой покроет жало, защитив его от дальнейшего окисления.
Полное руководство по электронной пайке
Что такое пайка?
Пайка — это соединение двух металлических поверхностей механическим и электрическим способом с использованием металла, называемого припоем. Припой фиксирует соединение, поэтому оно не выйдет из строя из-за вибрации или других механических сил. Он также обеспечивает электрическую непрерывность, так что электронный сигнал может проходить через соединение без прерывания. Припой плавится с помощью паяльника.Флюс используется для очистки и подготовки поверхностей, что позволяет расплавленному припою течь (или «смачиваться») и связываться с металлическими поверхностями.
Ручная пайка — это процесс пайки одного соединения (называемого «паяным соединением») за раз, в отличие от более автоматизированных процессов пайки, таких как пайка волной припоя (для сквозных компонентов) или пайка оплавлением (для компонентов SMT).
При пайке электронного разъема в контактную точку (часто называемую «контактной площадкой») обычно требуется следующее:
- Паяльник, способный достигать точки плавления припоя.
- Проволочный припой, с флюсовым сердечником или без него.
- Флюс, если припой для проволоки не включает сердечник из флюса или если требуется дополнительный флюс.
Паяльник — это ручной инструмент, используемый для спайки двух металлических поверхностей вместе. В своей простейшей форме он состоит из металлического наконечника, нагревательного элемента, который доводит наконечник до температуры пайки, изолированной ручки, позволяющей надежно удерживать паяльник, и вилки для розетки или паяльной станции.
Работа жала паяльника заключается в передаче тепла от нагревательного элемента к предмету. Он имеет внутреннюю поверхность из меди, которая действует как эффективный и эффективный проводник тепла. Он также имеет железное покрытие для защиты мягкой, склонной к коррозии меди от флюса и припоя и хромоникелевое покрытие, чтобы флюс не смачивал наконечник.
Он также имеет железное покрытие для защиты мягкой, склонной к коррозии меди от флюса и припоя и хромоникелевое покрытие, чтобы флюс не смачивал наконечник.
Кроме того, существуют опции, которые обеспечивают лучший контроль над температурой паяльника и тепловым откликом (время, необходимое для повторного нагрева после пайки).К ним относятся жала паяльника, которые представляют собой металлические заглушки, которые упираются в нагревательный элемент, и другие, которые интегрированы с нагревательным элементом в картридже.
На нижнем уровне, наиболее подходящем для любителей, паяльник может подключаться непосредственно к электрической розетке, что не позволяет контролировать температуру паяльника. Просто включите или выключите. С паяльной станцией паяльник подключается к станции для лучшего контроля температуры и других функций, таких как запоминание заданной температуры, блокировка и т. Д.
Д.
Несмотря на то, что существует большое количество различных типов припоя, в основном вам нужно выбирать между свинцовым или бессвинцовым припоем, диаметром проволоки, сердечником из флюса или сплошной проволокой, а также типом флюса.
- Свинец или бессвинцовый — Припой, как правило, представляет собой комбинацию металлов, выбранных из соображений надежности и проводимости. Свинец, часто в сочетании с оловом, был основой электронной пайки с момента ее создания.Свинец имеет относительно низкую температуру плавления, легко смачивается и течет, что делает процесс быстрее, проще и надежнее. Из-за проблем, связанных с окружающей средой и здоровьем, возникла необходимость перейти на бессвинцовый припой, который часто представляет собой комбинацию олова и серебра. Бессвинцовые припои имеют более высокую температуру плавления и обычно требуют более активных или более концентрированных флюсов (более высокое содержание твердых веществ) для достижения тех же характеристик пайки, что и свинцовые припои. Для типичной ручной пайки, если все сделано правильно, надежность между свинцовым и бессвинцовым припоями должна быть примерно одинаковой.Для высокотехнологичной электроники, используемой в экстремальных условиях (например, аэрокосмической электроники), существуют опасения по поводу тенденции светлого олова в бессвинцовом припое кристаллизоваться и образовывать усы олова — тонкие проволоки олова, которые могут вырастать из паяных соединений.
Если вы ремонтируете или собираете электронику для использования в США, проще всего работать со свинцовым припоем, и он образует самые надежные паяные соединения. Более низкий нагрев также вызывает меньшую тепловую нагрузку на остальную часть печатной платы. Если конечный продукт отправляется за пределы США, особенно в Европу, вам следует подумать о бессвинцовой припое.Исключением может быть электроника высокой надежности, например, используемая в аэрокосмической отрасли. В этом случае ознакомьтесь со спецификациями и требованиями конечного пользователя электроники.
По-прежнему может потребоваться бессвинцовый припой, но могут быть исключения, позволяющие использовать свинцовый припой. - Диаметр припоя — Убедитесь, что вы не перепутали припой, предназначенный для сантехники, с припоем, предназначенным для электроники. Проволока для сантехники будет намного толще, диаметром 2 мм и больше.Паяльная проволока для электроники будет тоньше, от 1,5 мм до 1/2 мм или даже меньше. Подберите диаметр к размеру паяемых разъемов и контактов. Если диаметр проволочного припоя слишком мал, вы пройдете через слишком много припоя. Слишком большой, и может быть трудно маневрировать вокруг плотной печатной платы, что увеличивает вероятность термического напряжения или даже пайки других компонентов, не связанных с Ваш ремонт.
- Сердечник из флюса или сплошная проволока — Большинство припоев для проволоки поставляется с сердечником из флюса, поэтому флюс автоматически активируется и течет по области пайки, когда припой расплавляется. С ним удобнее и эффективнее работать. Можно использовать сплошную проволоку с добавлением флюса кистью, диспенсером для бутылок или диспенсером для ручек. Если не требуется очень специфический флюс, который недоступен в качестве припоя для проволоки, обычно рекомендуется припой для проволоки с флюсовым сердечником.
- Тип флюса — Флюс без очистки является хорошим выбором для пайки, когда следует избегать очистки. Легкие остатки можно оставить на доске или удалить с помощью средства для удаления флюса. Флюс, активированный канифолью (RA), обеспечивает отличную паяемость в самых разных областях применения.Лучше всего удалить остатки после пайки для эстетики и во избежание коррозии в будущем. Канифольный флюс (R) или слегка активированный канифольный флюс (RMA) обычно можно оставить на печатной плате после пайки, если только эстетика не является проблемой. Водорастворимый флюс (OA) — очень активный флюс, разработанный для легкого удаления деионизированной водой, как в периодической, так и в поточной системе. Его также можно удалить изопропиловым спиртом (IPA). Очень важно счистить остатки водорастворимого флюса, так как они вызывают сильную коррозию.
Вы также можете увидеть варианты «без галогена» или «без галогена». Эти классификации предназначены для компаний, которые реализуют экологические инициативы или должны соблюдать ограничения по галогенам из-за нормативных или потребительских ограничений. Галогены включают элементы хлора, фтора, йода, брома и астата. Они могут иметь такие компромиссы, как возможность очистки, поэтому, если вам не нужно исключать галогены из процесса, проще остановиться на стандартных флюсах, содержащих галогены.
 Для типичной ручной пайки, если все сделано правильно, надежность между свинцовым и бессвинцовым припоями должна быть примерно одинаковой.Для высокотехнологичной электроники, используемой в экстремальных условиях (например, аэрокосмической электроники), существуют опасения по поводу тенденции светлого олова в бессвинцовом припое кристаллизоваться и образовывать усы олова — тонкие проволоки олова, которые могут вырастать из паяных соединений.
Для типичной ручной пайки, если все сделано правильно, надежность между свинцовым и бессвинцовым припоями должна быть примерно одинаковой.Для высокотехнологичной электроники, используемой в экстремальных условиях (например, аэрокосмической электроники), существуют опасения по поводу тенденции светлого олова в бессвинцовом припое кристаллизоваться и образовывать усы олова — тонкие проволоки олова, которые могут вырастать из паяных соединений. По-прежнему может потребоваться бессвинцовый припой, но могут быть исключения, позволяющие использовать свинцовый припой.
По-прежнему может потребоваться бессвинцовый припой, но могут быть исключения, позволяющие использовать свинцовый припой. С ним удобнее и эффективнее работать. Можно использовать сплошную проволоку с добавлением флюса кистью, диспенсером для бутылок или диспенсером для ручек. Если не требуется очень специфический флюс, который недоступен в качестве припоя для проволоки, обычно рекомендуется припой для проволоки с флюсовым сердечником.
С ним удобнее и эффективнее работать. Можно использовать сплошную проволоку с добавлением флюса кистью, диспенсером для бутылок или диспенсером для ручек. Если не требуется очень специфический флюс, который недоступен в качестве припоя для проволоки, обычно рекомендуется припой для проволоки с флюсовым сердечником. Его также можно удалить изопропиловым спиртом (IPA). Очень важно счистить остатки водорастворимого флюса, так как они вызывают сильную коррозию.
Его также можно удалить изопропиловым спиртом (IPA). Очень важно счистить остатки водорастворимого флюса, так как они вызывают сильную коррозию.Какой припой использовать: свинец или бессвинцовый?
Если вы ремонтируете или собираете электронику для использования в США, проще всего работать со свинцовым припоем, и он образует самые надежные паяные соединения.Более низкий нагрев также вызывает меньшую тепловую нагрузку на остальную часть печатной платы. Если конечный продукт отправляется за пределы США, особенно в Европу, вам следует подумать о бессвинцовой припое. Исключением может быть электроника высокой надежности, например, используемая в аэрокосмической отрасли. В этом случае ознакомьтесь со спецификациями и требованиями конечного пользователя электроники. По-прежнему может потребоваться бессвинцовый припой, но могут быть исключения, позволяющие использовать свинцовый припой.
Если конечный продукт отправляется за пределы США, особенно в Европу, вам следует подумать о бессвинцовой припое. Исключением может быть электроника высокой надежности, например, используемая в аэрокосмической отрасли. В этом случае ознакомьтесь со спецификациями и требованиями конечного пользователя электроники. По-прежнему может потребоваться бессвинцовый припой, но могут быть исключения, позволяющие использовать свинцовый припой.
Что такое флюс?
Подумайте о флюсе и добавке для подготовки к процессу пайки.При соединении двух металлических поверхностей вместе припоем необходимо обеспечить хорошее металлургическое соединение, чтобы паяное соединение не рвалось, а электрическая целостность не зависела от механических, температурных и других нагрузок. Флюс удаляет любое окисление, которое может присутствовать, и слегка травит поверхность, способствуя смачиванию. «Смачивание» — это процесс растекания припоя по поверхности контактов и жала паяльника, который очень важен в процессе пайки.
Флюс без очистки — хороший выбор для пайки, когда следует избегать очистки.Легкие остатки можно оставить на доске или удалить с помощью средства для удаления флюса. Флюс, активированный канифолью (RA), обеспечивает отличную паяемость в самых разных областях применения. Лучше всего удалить остатки после пайки для эстетики и во избежание коррозии в будущем. Канифольный флюс (R) или слегка активированный канифольный флюс (RMA) обычно можно оставить на печатной плате после пайки, если только эстетика не является проблемой. Водорастворимый флюс (OA) — очень активный флюс, разработанный для легкого удаления деионизированной водой, как в периодической, так и в поточной системе.Его также можно удалить изопропиловым спиртом (IPA). Очень важно счистить остатки водорастворимого флюса, так как они вызывают сильную коррозию.
Вы также можете увидеть варианты «без галогенов» или «без галогенов». Эти классификации предназначены для компаний, которые реализуют экологические инициативы или должны соблюдать ограничения по галогенам из-за нормативных или потребительских ограничений. Галогены включают элементы хлора, фтора, йода, брома и астата. Они могут иметь такие компромиссы, как возможность очистки, поэтому, если вам не нужно исключать галогены из процесса, проще остановиться на стандартных флюсах, содержащих галогены.
Галогены включают элементы хлора, фтора, йода, брома и астата. Они могут иметь такие компромиссы, как возможность очистки, поэтому, если вам не нужно исключать галогены из процесса, проще остановиться на стандартных флюсах, содержащих галогены.
При пайке простого соединения, например двухпроводного или сквозного вывода, флюса в припое с флюсовым сердечником должно быть достаточно. Для более сложных методов пайки, таких как пайка с протягиванием нескольких выводов на компоненте для поверхностного монтажа, может потребоваться добавление дополнительного флюса. Поток активируется и потребляется, когда он изначально вытекает из сердечника. Если припой обрабатывать дальше, например, когда вы протягиваете несколько выводов, вы рискуете получить холодные соединения или перемычки без дополнительного флюса.Хотя кажется, что чем больше флюса, тем лучше, постарайтесь не наносить флюс чрезмерно. Необходимо удалить лишний флюс, особенно если он не активируется полностью при нагревании до полной температуры пайки.
Сопутствующие товары:
Как нанести дополнительный флюс?Flux можно наносить кислотной кистью или с помощью диспенсера для бутылочек с иглами или ручного диспенсера. Хотя кажется, что чем больше флюса, тем лучше, постарайтесь не наносить флюс чрезмерно. Необходимо удалить лишний флюс, особенно если он не активируется полностью при нагревании до полной температуры пайки.
Сопутствующие товары:
Как паять?- Убедитесь, что паяемые поверхности чистые.
- Включите паяльник и установите температуру выше точки плавления припоя. 600 ° — 650 ° F (316 ° — 343 ° C) — хорошее начало для припоя на основе свинца и 650 ° — 700 ° F (343 ° — 371 ° C) для бессвинцового припоя.
- Прижмите наконечник к проводу и контактной точке / контактной площадке в течение нескольких секунд. Идея состоит в том, чтобы довести оба до температуры пайки одновременно.
- Прикоснитесь проволокой припоя к выводу и контактной точке / площадке несколько раз, пока припой не потечет вокруг вывода и контакта.
- Осмотрите паяное соединение, чтобы убедиться, что зона контакта и вывод полностью покрыты. Если это сквозной вывод, отверстие следует заполнить, а паяное соединение образует небольшую пирамидальную форму.
- При необходимости обрежьте провод с помощью ножа для резки свинца. Не обрезайте паяное соединение, так как это может повредить соединение.
- При использовании флюса, активированного канифолью, водного флюса или если эстетический вид остатков флюса является проблемой, очистите область с помощью средства для удаления флюса.
Сопутствующие товары:
Насколько сильно нагревается паяльник? 600 ° — 650 ° F (316 ° — 343 ° C) — хорошее начало для припоя на основе свинца и 650 ° — 700 ° F (343 ° — 371 ° C) для бессвинцового припоя. Вам нужно, чтобы жало было достаточно горячим, чтобы расплавить эффективность припоя, но избыточное тепло может повредить компоненты, поскольку тепло распространяется по выводам, и это сократит срок службы жала паяльника.
Осмотрите паяное соединение, чтобы убедиться, что зона контакта и вывод полностью покрыты. На что следует обратить внимание:
- Если это провод со сквозным отверстием, то отверстие должно быть заполнено, а паяное соединение должно иметь небольшую пирамидальную форму.
- Если это паяное соединение для поверхностного монтажа, припой должен полностью покрывать контактную площадку и окружать вывод.
- После пайки провод не должен болтаться или покачиваться.
- Припой не должен перетекать или накапливаться на других контактных точках / площадках.
- При использовании припоя на основе свинца паяное соединение должно быть блестящим. К сожалению, бессвинцовые покрытия имеют более тусклый оттенок, поэтому блеск в этом случае не является хорошим показателем.
Цель состоит в том, чтобы согласовать форму и размер наконечника с контактной площадкой. Это позволяет максимально увеличить площадь контактной поверхности и максимально быстро нагреть провод и контактную поверхность.Если вы выберете слишком большой наконечник, у вас будет больший объем наконечника для нагрева, что замедлит рекуперацию тепла — время, необходимое для повторного нагрева наконечника после пайки соединения. Это также может повлиять на работу других компонентов и контактных площадок. Если вы выберете слишком маленький наконечник, у вас не будет достаточной площади поверхности наконечника, соприкасающейся ни с проводом, ни с областью контакта для эффективной передачи тепла. Это займет больше времени, что замедлит работу и может увеличить тепловую нагрузку на компонент.
Это позволяет максимально увеличить площадь контактной поверхности и максимально быстро нагреть провод и контактную поверхность.Если вы выберете слишком большой наконечник, у вас будет больший объем наконечника для нагрева, что замедлит рекуперацию тепла — время, необходимое для повторного нагрева наконечника после пайки соединения. Это также может повлиять на работу других компонентов и контактных площадок. Если вы выберете слишком маленький наконечник, у вас не будет достаточной площади поверхности наконечника, соприкасающейся ни с проводом, ни с областью контакта для эффективной передачи тепла. Это займет больше времени, что замедлит работу и может увеличить тепловую нагрузку на компонент.
Убедитесь, что вы используете паяльник и жала, предназначенные для пайки электронных плат. Наконечники, предназначенные для других применений, таких как витражи, сантехника или тяжелые электромонтажные работы, обычно намного больше, чем то, что подходит для электроники.
Жала паяльника бывают самых разных форм, чтобы облегчить разную геометрию печатных плат:
- Заостренный или конический — Конец жала паяльника входит либо в острие, либо в круглую плоскую поверхность. Размер определяется диаметром конца, поэтому он может варьироваться от 0.От 1 мм до 1 мм или больше. Эти наконечники обычно используются, когда требуется высокая точность, например, с очень тонкими безвыводными компонентами для поверхностного монтажа. Они могут быть длинными для большей досягаемости в плотной конструкции платы или иметь более короткий микровыступ, чтобы уменьшить количество металла наконечника, который необходимо нагреть. Это может улучшить рекуперацию тепла. Концы наконечников также можно согнуть, чтобы не мешать другим компонентам или областям контакта.
- Лезвие или нож — Наконечник лезвия обычно используется для плавной пайки, когда припой протягивается через несколько контактных площадок.Это обычное явление при пайке компонентов технологии поверхностного монтажа (SMT). Размер измеряется по длине лезвия и может составлять 6,3 мм (1/4 дюйма) или больше.
- Зубило или отвертка — Зубило позволяет нагревать большую площадь контакта, поэтому его можно использовать для пайки через сквозные отверстия. Длина может быть разной, а также может быть гнутой, как с коническим наконечником. Размер в основном определяется как длина плоского участка, но глубина или толщина кончика также могут варьироваться. Они могут быть настолько маленькими, что выглядят почти как острие, размером менее 1 мм и шириной от 5 до 6 мм.
- Bevel — Наконечник со скошенной кромкой имеет плоский овальный конец, расположенный под углом. Представьте себе металлический стержень, который представляет собой поперечное сечение под углом. Размер определяется диаметром стержня или вала, а иногда и углом скоса. Фаска может составлять от 1 мм до 4 мм или даже больше.
- Наконечники Flow — Наконечники Flow похожи по конструкции на скошенные, но вместо плоской поверхности это небольшое углубление или чашечка. Его также называют «мини-волнообразным наконечником», и он обычно используется для пайки волной, как объяснено выше.
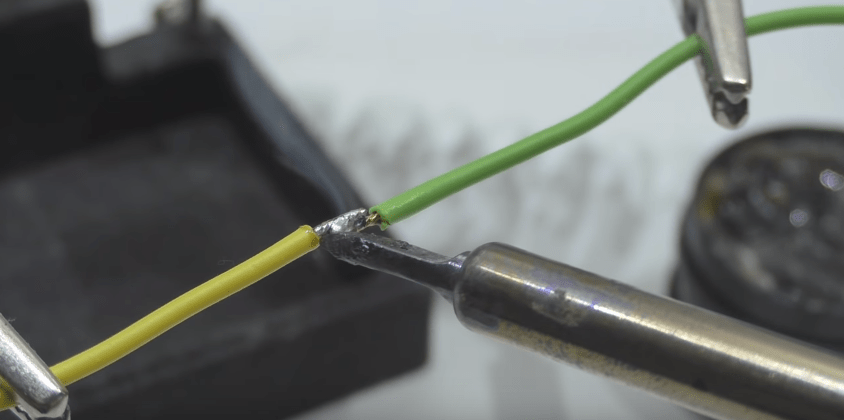 Размер определяется диаметром конца, поэтому он может варьироваться от 0.От 1 мм до 1 мм или больше. Эти наконечники обычно используются, когда требуется высокая точность, например, с очень тонкими безвыводными компонентами для поверхностного монтажа. Они могут быть длинными для большей досягаемости в плотной конструкции платы или иметь более короткий микровыступ, чтобы уменьшить количество металла наконечника, который необходимо нагреть. Это может улучшить рекуперацию тепла. Концы наконечников также можно согнуть, чтобы не мешать другим компонентам или областям контакта.
Размер определяется диаметром конца, поэтому он может варьироваться от 0.От 1 мм до 1 мм или больше. Эти наконечники обычно используются, когда требуется высокая точность, например, с очень тонкими безвыводными компонентами для поверхностного монтажа. Они могут быть длинными для большей досягаемости в плотной конструкции платы или иметь более короткий микровыступ, чтобы уменьшить количество металла наконечника, который необходимо нагреть. Это может улучшить рекуперацию тепла. Концы наконечников также можно согнуть, чтобы не мешать другим компонентам или областям контакта. Длина может быть разной, а также может быть гнутой, как с коническим наконечником. Размер в основном определяется как длина плоского участка, но глубина или толщина кончика также могут варьироваться. Они могут быть настолько маленькими, что выглядят почти как острие, размером менее 1 мм и шириной от 5 до 6 мм.
Длина может быть разной, а также может быть гнутой, как с коническим наконечником. Размер в основном определяется как длина плоского участка, но глубина или толщина кончика также могут варьироваться. Они могут быть настолько маленькими, что выглядят почти как острие, размером менее 1 мм и шириной от 5 до 6 мм.Сопутствующие товары:
Можно установить максимальную температуру нагрева для ускорения пайки?
В пайке, как и во всем остальном, главное — скорость.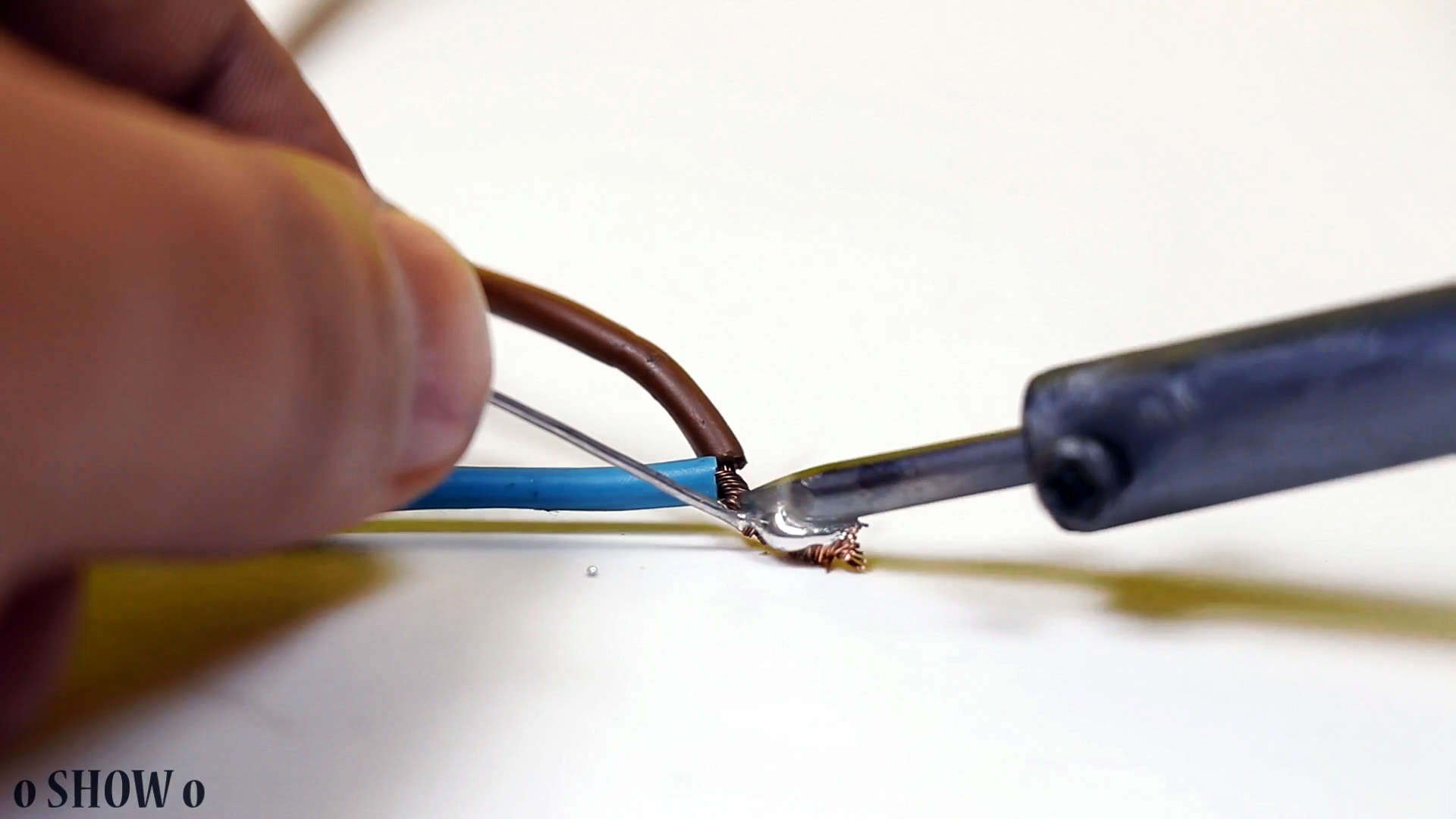 Операторы будут повышать температуру пайки, чтобы ускорить отвод тепла. Это позволяет им быстрее переходить от одного паяного соединения к другому. Уловка — чем выше температура, тем короче срок службы наконечника. Конечно, паяльные станции могут нагреваться до 900 ° F, но 750 ° F — это самый высокий уровень, который вам нужен для бессвинцового провода. Дополнительный нагрев также может вызывать излишнюю нагрузку на компоненты, увеличивая вероятность выхода печатной платы из строя в дальнейшем. Почему припой капает с жала?
Операторы будут повышать температуру пайки, чтобы ускорить отвод тепла. Это позволяет им быстрее переходить от одного паяного соединения к другому. Уловка — чем выше температура, тем короче срок службы наконечника. Конечно, паяльные станции могут нагреваться до 900 ° F, но 750 ° F — это самый высокий уровень, который вам нужен для бессвинцового провода. Дополнительный нагрев также может вызывать излишнюю нагрузку на компоненты, увеличивая вероятность выхода печатной платы из строя в дальнейшем. Почему припой капает с жала? Это признак того, что жало паяльника необходимо очистить, так что это «холодное» жало (хотя оно все еще очень горячее, так что не трогайте!). Когда флюс и окисление накапливаются со временем, тепло не передается так эффективно, и припой не смачивается и не течет по наконечнику должным образом. Припой будет плавиться, но просто стечь с кончика. Это затрудняет перемещение, чтобы припаять контактные участки так, как вам это может понадобиться.
Паяльные станции обычно поставляются с губкой и / или латунной площадкой «brillo». Цель состоит в том, чтобы удалить излишки флюса и припоя с наконечника. Если слишком много флюса накапливается и пригорает на жало паяльника, оно в конечном итоге отварится и станет непригодным для использования (но не обязательно безвозвратно). Если инструменты для чистки наконечников не используются должным образом, они могут принести больше вреда, чем пользы. Выбирая губку, убедитесь, что она сделана из натуральной целлюлозы (например, губки Plato).Синтетические губки плавятся на жало паяльника и могут сократить срок его службы. Используйте чистую деионизированную воду. Водопроводная вода может содержать минералы, которые могут накапливаться на наконечнике. Когда вы пропитаете губку, отожмите ее, чтобы она не промокла. Слишком много воды может увеличить термическое напряжение наконечника и замедлить восстановление наконечника.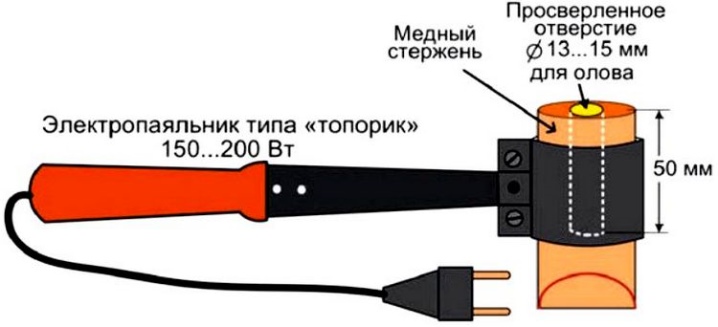
Когда жало паяльника почернело от запекания флюса и больше не смачивается должным образом, пришло время для чистки инструментов в крайнем случае. Тонировщик для наконечников (Plato # TT-95) представляет собой комбинацию бессвинцового припоя и очистителя.Пока паяльник нагревается до полной температуры, обваляйте его в растворителе для жала. По мере того, как вы скручиваете его, он должен измениться с черного на блестящий серебристый, так как запеченный флюс будет счищен. Затем сотрите с паяльного жала излишки красителя и залудите заново, используя проволочный припой. Не позволяйте названию ввести вас в заблуждение — «средство для чистки наконечников» не предназначено для того, чтобы оставлять их на наконечнике.
Также доступны полировальные стержни, которые используются для очистки наконечника от остатков флюса. Это следует использовать только в крайнем случае, потому что вы будете удалять железо вместе с пригоревшим флюсом.Как только на наконечнике появится точечная коррозия — настоящие дыры в утюге — пора заменить.
Сопутствующие товары:
Что лучше для чистки жала паяльника: латунная «губка» или губка?Как и все остальное, у каждого есть свои плюсы и минусы:
Латунный очиститель наконечников- Pro-Быстрый и простой в использовании, не требует пропитки водой и не подвергает жало паяльника термическому удару.
- Con — абразивен, хотя латунь на конце наконечника мягче железа.Он имеет больше склонности к царапинам на хромовом покрытии, что не позволяет припою намочить наконечник. Это может привести к появлению коррозии под покрытием и сокращению срока службы наконечника.
Не забудьте использовать проталкивающее средство для чистки наконечников из латуни. Протирание поверхности увеличивает вероятность разбрызгивания расплавленного припоя.
Целлюлозная губка- Pro — это эффективный и быстрый способ очистки наконечника. Они имеют разные отверстия или прорези, чтобы сделать это еще быстрее и проще, а также чтобы не разбрасывался расплавленный припой.
- Con — Охлаждает наконечник, поэтому требуется повторный нагрев наконечника. Это также может привести к термическому удару насадки, особенно если губка слишком пропитана. Это может сократить срок службы наконечника из-за микротрещин в металлическом покрытии.
 Сопутствующие товары: Следует ли счистить весь припой с жала паяльника после того, как я закончу пайку? Обычно перед тем, как положить паяльное жало обратно в держатель, принято протирать его.Это обнажит необработанное железо на рабочем конце наконечника, которое будет ржаветь на открытом воздухе. Добавьте в смесь остаточный флюс, и у вас будет преждевременно изъеденное паяльное жало. Перед тем, как сделать перерыв или остановиться на день, сотрите остатки флюса и припоя и повторно залудите, нанеся свежий припой на конец наконечника. Что я могу сделать, чтобы продлить срок службы паяльного жала?
Сопутствующие товары: Следует ли счистить весь припой с жала паяльника после того, как я закончу пайку? Обычно перед тем, как положить паяльное жало обратно в держатель, принято протирать его.Это обнажит необработанное железо на рабочем конце наконечника, которое будет ржаветь на открытом воздухе. Добавьте в смесь остаточный флюс, и у вас будет преждевременно изъеденное паяльное жало. Перед тем, как сделать перерыв или остановиться на день, сотрите остатки флюса и припоя и повторно залудите, нанеся свежий припой на конец наконечника. Что я могу сделать, чтобы продлить срок службы паяльного жала? С момента перехода от свинца к бессвинцовым припоям частой жалобой был короткий срок службы наконечников. Более высокий нагрев, необходимый для бессвинцовых припоев и флюса, в сочетании с большей активностью приводит к более быстрому выгоранию наконечника.Часто наконечники чернеют, припой просто стекает с конца наконечника. Его также называют «холодным наконечником», но старайтесь не прикасаться к нему голыми пальцами!
Жала паяльника имеют медный сердечник, который передает тепло от нагревательного элемента к рабочему концу (наконечнику жала). Поскольку медь очень мягкая и легко корродирует и изнашивается, для покрытия меди используются другие металлы, включая внешний слой железа. Хотя железо очень твердое, со временем оно все равно подвергнется коррозии.Кроме того, его можно покрыть флюсом и другими грунтами, которые могут вызвать обезвоживание. Коррозия и обезвоживание замедлят пайку и в конечном итоге потребуют утилизации жала. Хотя все наконечники будут выброшены в мусорное ведро, оператор может предпринять несколько шагов, чтобы продлить срок службы наконечников:
Поскольку медь очень мягкая и легко корродирует и изнашивается, для покрытия меди используются другие металлы, включая внешний слой железа. Хотя железо очень твердое, со временем оно все равно подвергнется коррозии.Кроме того, его можно покрыть флюсом и другими грунтами, которые могут вызвать обезвоживание. Коррозия и обезвоживание замедлят пайку и в конечном итоге потребуют утилизации жала. Хотя все наконечники будут выброшены в мусорное ведро, оператор может предпринять несколько шагов, чтобы продлить срок службы наконечников:
- Убавить огонь
- Правильно очистить наконечник
- Лужить жало паяльника
- Используйте специальные чистящие средства
Если оставить паяльную станцию более чем на 5 минут, выключите ее.Когда вы оставляете станцию включенной, жало остается при температуре пайки, что еще больше сокращает срок службы жала. Современное паяльное оборудование нагревается до температуры пайки за секунды, поэтому экономия времени не стоит сокращения срока службы жала.
Сопутствующие товары:
Когда следует выбрасывать старое паяльное жало?
Когда наконечник черный и становится влажным (припой не налипает на него), что называется «холодным наконечником», его обычно можно очистить и использовать снова. Как только появится точечная коррозия и видимая коррозия, пришло время заменить насадку.Снаружи жало паяльника покрыто железом поверх теплопроводящей меди. Это защищает мягкую, подверженную коррозии медь от резких флюсов. Как только флюс проходит через ямы через железное покрытие, наконечник быстро разъедается.
Как избежать коррозии печатной платы после завершения пайки?Остатки флюса могут вызвать рост дендритов и коррозию на сборках печатных плат, поэтому убедитесь, что вы используете передовые методы и чистите плату.Ведь заменены комплектующие и убран лишний припой…
- Тщательно очистите поверхность качественным средством для удаления флюса.
- Наклоните доску, чтобы очиститель и остатки стекали.
- При необходимости используйте щетку из конского волоса или безворсовую салфетку, чтобы аккуратно протереть печатную плату, а затем промойте.
- При использовании салфетки убедитесь, что она не оставляет волокон на печатной плате, что может вызвать проблемы в дальнейшем.

Это необязательный шаг для флюса без очистки, но все же хорошая идея для густонаселенных или высоковольтных плат.Это абсолютно необходимо, независимо от типа флюса, если после ремонта вы планируете нанести защитное покрытие.
Сопутствующие товары:
10 советов по хорошей пайке- Начните с чистой поверхности.
- Подберите размер припоя для проволоки к тому, что вы паяете.
- Подберите жало паяльника к тому, что вы паяете.
- Тщательно выбирайте припой и флюс.
- Следите за чистотой и лужением наконечника.
- Выберите температуру пайки, достаточно высокую для эффективного плавления припоя, но не слишком высокую.
- Удерживайте жало паяльника на выводе и контактной точке / контактной площадке, пока они оба не нагреются до температуры.
- Нанесите достаточно припоя, чтобы покрыть контактную площадку и окружить провод.
- При необходимости обрежьте выводы острым ножом для резки проводов и не задевайте паяное соединение.
- Очистите место пайки от остатков флюса с помощью качественного съемника флюса.

Сопутствующие товары:
На этом завершается наше полное руководство по электронной пайке. У вас остались вопросы о том, какие продукты для пайки лучше всего подходят для ваших задач? Свяжитесь с нами по телефону 678-819-1408 или отправьте нам сообщение здесь.
Что такое пайка? Полное руководство (значение, определение и типы)
Пайка — это процесс соединения, используемый для соединения различных типов металлов путем плавления припоя. Припой — это металлический сплав, обычно состоящий из олова и свинца, который плавится горячим утюгом. Утюг нагревается до температуры выше 600 градусов по Фаренгейту, а затем остывает, чтобы создать прочную электрическую связь.
Утюг нагревается до температуры выше 600 градусов по Фаренгейту, а затем остывает, чтобы создать прочную электрическую связь.
Содержание
Нажмите здесь, чтобы увидеть наши последние подкасты по технической инженерии на YouTube .Припой плавится за счет тепла от утюга, подключенного к контроллеру температуры. Он нагревается до температуры, превышающей его точку плавления, около 600 градусов по Фаренгейту, что затем вызывает его плавление, которое затем охлаждается, образуя паяное соединение.
Помимо создания прочных электрических соединений, припой можно удалить с помощью приспособления для удаления припоя.
Припой — это металлический сплав, используемый для создания прочных постоянных связей; например, соединение меди в печатных платах и соединения медных труб. Он также может поставляться двух разных типов и диаметров, бессвинцовый и бессвинцовый, а также от 0,032 до 0,062 дюйма. Внутри сердечника припоя находится флюс — материал, используемый для усиления и улучшения его механических свойств.
Присадочные металлы, используемые при пайке, когда-то были на основе свинца (свинцовый припой), однако, в соответствии с правилами, припои на основе свинца все чаще заменяются бессвинцовыми припоями, которые могут состоять из сурьмы, висмута, латуни, меди, индия, олова или серебра. .
Иногда в месте соединения появляются загрязнения, такие как масло, грязь или окисление, флюс помогает предотвратить окисление, а иногда может химически очистить металл. Используемый флюс канифольный флюс , который способствует механической прочности и электрическому контакту электрических соединений. Иногда также можно нанести «смачивающий агент» для уменьшения поверхностного натяжения.
Существует три типа пайки, в которых используются все более высокие температуры, которые, в свою очередь, обеспечивают все более прочное соединение:
- Пайка мягким припоем (90 ° C — 450 ° C) — Этот процесс имеет самую низкую температуру плавления присадочного металла среди всех типов пайки при температуре менее 400 ° C, эти присадочные металлы обычно представляют собой сплавы, часто содержащие свинец с температурами ликвидуса ниже 350 ° C. Из-за низких температур, используемых при пайке мягким припоем, он наименее термически нагружает компоненты, но не обеспечивает прочных соединений и, следовательно, непригоден для механических нагрузок. Он также не подходит для использования при высоких температурах, поскольку этот тип припоя теряет прочность и плавится.
- Твердая (серебряная) пайка (> 450 ° C) — Латунь или серебро являются связующим металлом, используемым в этом процессе, и для достижения температур, при которых паяются металлы, требуется паяльная лампа.
- Пайка (> 450 ° C) — В этом типе пайки используется металл с гораздо более высокой температурой плавления, чем при твердой и мягкой пайке. Однако, как и при твердой пайке, склеиваемый металл нагревается, а не плавится. Когда оба материала достаточно нагреются, вы можете поместить между ними припой, который плавится и действует как связующее.
 Из-за низких температур, используемых при пайке мягким припоем, он наименее термически нагружает компоненты, но не обеспечивает прочных соединений и, следовательно, непригоден для механических нагрузок. Он также не подходит для использования при высоких температурах, поскольку этот тип припоя теряет прочность и плавится.
Из-за низких температур, используемых при пайке мягким припоем, он наименее термически нагружает компоненты, но не обеспечивает прочных соединений и, следовательно, непригоден для механических нагрузок. Он также не подходит для использования при высоких температурах, поскольку этот тип припоя теряет прочность и плавится. Паяльник — это ручной инструмент , используемый для нагрева припоя , обычно от источника питания, при высоких температурах, превышающих точку плавления металлического сплава. Это позволяет припою течь между соединяемыми деталями.
Это позволяет припою течь между соединяемыми деталями.
Этот паяльный инструмент состоит из изолированной ручки и металлического металлического наконечника с подогревом. На хорошую пайку влияет чистота жала паяльника. Для поддержания чистоты пользователь будет держать паяльник и использовать влажную губку для очистки жала паяльника перед пайкой компонентов или выполнением паяных соединений.
Помимо паяльника, более старые присоски s являются важной частью паяльной установки.Если применяется чрезмерное количество припоя, эти небольшие инструменты используются для удаления припоя, оставляя только то, что нужно.
Паяльные пистолетыиспользуются там, где требуется больше тепла, поскольку утюги потребляют меньшую мощность. Этот инструмент используется для соединения витражей, легкого листового металла и тяжелых работ по пайке электроники. Когда вам нужно паять с перерывами, паяльник намного практичнее, так как он намного быстрее остывает.
Как удалить окисление с ваших наконечников для пайки
В этой статье мы рассмотрим несколько паяльных жалах и способы борьбы с окислением.
Паяльник может быть незаменимым инструментом в работе с электроникой. Новый или должным образом ухоженный паяльник очень эффективен в своей работе, позволяя быстро и легко припаять компоненты на место. Но иногда на поверхности жала паяльника накапливается окисление. Когда это происходит, паяльник перестает работать должным образом. Но приложив немного усилий, инструмент можно восстановить до полной функциональности. Давайте посмотрим на жала паяльника и как бороться с окислением.
Паяльное жало
В прошлом (и в некоторых очень дешевых инструментах сегодня) жала паяльника были изготовлены из меди. Наконечникам придавали форму опиливания или шлифования, гальваника не применялась. Медь с наконечника в конечном итоге растворилась в припое, оставив поверхность с ямками и эрозией. Это напрямую сказалось на производительности пайки.
Начиная с 1980-х годов, термоэффективный медный наконечник был покрыт железом. Это предотвратило растворение меди в припое, что обеспечило гораздо более длительный (и предсказуемый) срок службы наконечника.
Хотя железное покрытие наконечника отлично подходит для продления срока службы, оно может привести к окислению.
Что вызывает окисление в наконечниках для припоя?
Окисление наконечника припоя возникает, когда железное покрытие на наконечнике становится оксидом железа и является естественной частью используемых металлов. Окисление будет происходить при комнатной температуре, но гораздо медленнее. Теплота пайки резко ускоряет этот процесс.
Самым большим фактором, влияющим на характеристики наконечника при окислении, является потеря смачивающей способности.По мере того, как окисление накапливается на наконечнике, создается тепловой барьер для обезвоживания. Когда это происходит, припой будет иметь тенденцию комковаться на наконечнике, а не течь плавно.
Окисленный слой также влияет на теплопередачу между наконечником и изделием. Часто паяльник, который кажется недостаточно горячим, на самом деле страдает от окисления.
Удаление слабого окисления
У любого жала паяльника есть небольшое количество окисления, это часть естественного процесса металлизации железа. Но любой вид отложений повлияет на производительность пайки. Если у вас наблюдается снижение эффективности паяльника или заметное окисление, вам следует очистить жало, чтобы восстановить нормальную работу.
Но любой вид отложений повлияет на производительность пайки. Если у вас наблюдается снижение эффективности паяльника или заметное окисление, вам следует очистить жало, чтобы восстановить нормальную работу.
- Отрегулируйте температуру паяльника до обычного рабочего диапазона (около 300 ° C).
- Нанесите припой с флюсовой сердцевиной на окисленный наконечник. Тепло активирует флюс и запускает химическую реакцию, которая устранит окисление.
- Используйте латунную вату или специально разработанные чистящие средства для очистки наконечника.Инструмент для очистки начнет удалять окисление.
- Повторяйте описанные выше шаги, пока наконечник не станет чистым. На чистом наконечнике должен быть виден допуск для плавного стекания припоя. В случае легкого окисления повторите этот процесс три или четыре раза.
Если этот процесс не позволяет очистить наконечник должным образом или если наконечник сильно окислен, возможно, вам придется следовать инструкциям по сильному окислению.
Функциональная чистота
Вы можете заметить черные остатки флюса, особенно на наконечнике.Этот остаток не нужно удалять, так как он не повлияет отрицательно на процесс пайки. Фактически, вы можете повредить целостность наконечника в процессе, так что оставьте это.
Признаки повреждения жала
Повреждение металлического покрытия паяльного жала может привести к проблемам с производительностью пайки. Трещина или отверстие в покрытии позволит медной внутренней части наконечника контактировать с припоем. Когда это происходит, медь растворяется в припое, нарушая целостность наконечника.
В некоторых случаях медь растворяется настолько, что остается отверстие в наконечнике, а остальная часть металлического покрытия остается нетронутой. Осмотрите наконечник на предмет такого рода повреждений, и, если он обнаружен, наконечник или картридж следует вывести из эксплуатации и заменить.
После того, как вы проверите свой паяльный наконечник на предмет повреждений и почистите его, возможно, будет хорошей идеей избежать чрезмерного окисления, следуя нашим полезным советам.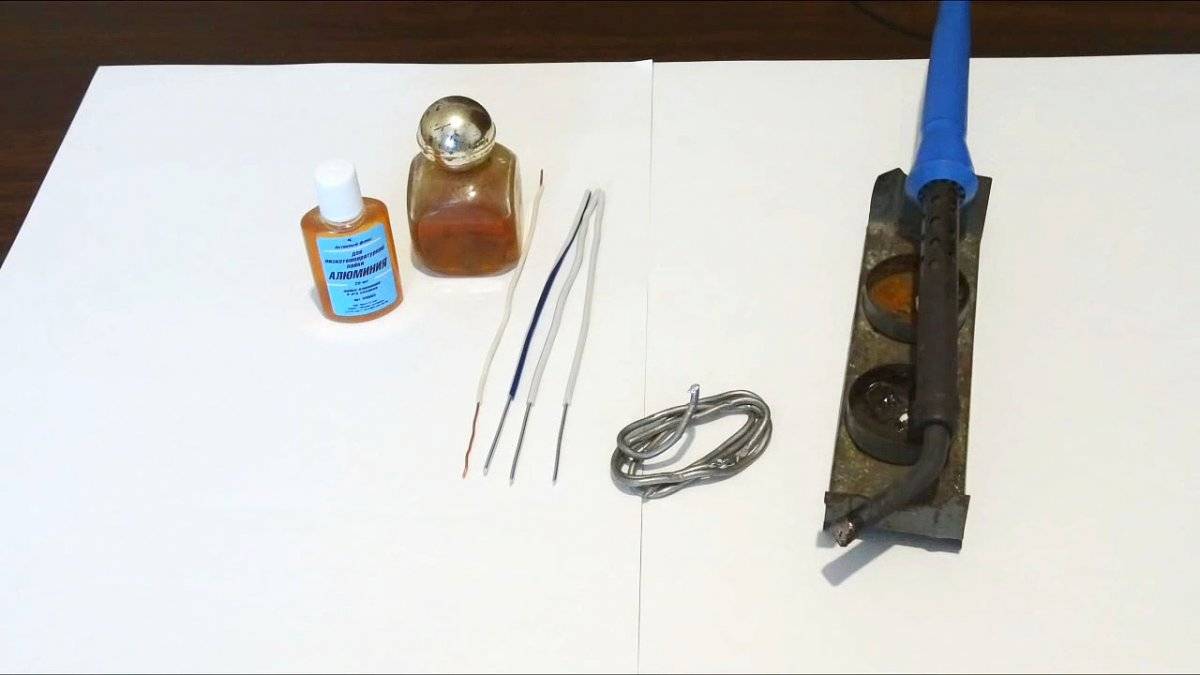
Советы по предотвращению окисления
Есть несколько способов уменьшить накопление окисления на наконечниках припоя.
Используйте защитный слой припоя. Самый простой способ предотвратить окисление припоя — это защитить его слоем припоя. Каждый раз, когда вы чистите паяльник и убираете его, наносите на жало свежий припой. Лучший припой для предотвращения окисления — это припой с большим количеством флюсового сердечника.
Держите наконечник в чистоте — Поддержание чистоты наконечника также является надежной стратегией для уменьшения окисления. Вы обнаружите, что для очистки наконечника эффективны и влажная губка, и средство для чистки проволоки.Некоторые припои лучше реагируют на один метод, чем на другой.
При очистке наконечника припоя влажной губкой обязательно дайте паяльнику вернуться к установленной температуре, прежде чем протирать его снова. Это позволит максимально эффективно очищать губку, сохраняя материал наконечника в текучем состоянии.
Избегайте излишнего нагрева — чрезмерное нагревание также может способствовать накоплению окисления на наконечнике припоя. Убедитесь, что вы используете правильную температуру для выбранного типа припоя и применения. Хранение паяльника при более высокой температуре, чем необходимо, может повредить рабочий продукт, а также сократить срок службы жала.
Для бессвинцового припоя обычно требуется более высокая температура, чем для припоя, содержащего свинец, поэтому обязательно проверяйте температуру при переходе от одного типа припоя к другому.
Сегодня на рынке представлены передовые системы пайки, в которых используется микропроцессорное управление для точного регулирования температуры жала. Эти системы используют датчик на наконечнике для управления потоком энергии. Конечным результатом является то, что наконечник сохраняет постоянную температуру, что продлевает срок службы и защищает работу.
Выключайте его, когда он не используется. Если вы знаете, что не будете паять какое-то время, выключите утюг. Естественный процесс окисления происходит гораздо медленнее при комнатной температуре. Также безопаснее держать утюг выключенным, когда он не используется.
Естественный процесс окисления происходит гораздо медленнее при комнатной температуре. Также безопаснее держать утюг выключенным, когда он не используется.
Существуют современные паяльники, в конструкции которых предусмотрена функция автоматического перехода в спящий режим. Эти инструменты автоматически отключают жало, когда оно не используется, продлевая срок его службы.
При правильной работе наконечник припоя может обеспечить долгий срок службы, прежде чем окисление станет проблемой. И как только это станет проблемой, правильная очистка с помощью подходящих средств может поддерживать паяльный инструмент в рабочем состоянии в течение длительного времени.У нас есть широкий выбор инструментов для пайки, демонтажа и восстановления с использованием технологии SmartHeat®. Свяжитесь с нами сегодня, чтобы узнать, как мы можем сделать ваши усилия по ручной пайке успешными.
Основные методы пайки — основы витражей
Основные принципы пайки:
1. Припой представляет собой сплав олово / свинец, за исключением бессвинцового припоя, который представляет собой сплав олово-медь.
Припой представляет собой сплав олово / свинец, за исключением бессвинцового припоя, который представляет собой сплав олово-медь.
- 3 основных типа припоя для витражей:
50/50 50% олова / 50% свинца — чаще всего используется в коробках и ламповых сборках
60/40 60% олова / 40% свинца — чаще всего используется в сборке из свинцовой и медной фольги
63/37 63% олова / 37% свинца — чаще всего используется для декоративной пайки
Чем выше отношение олова к свинцу, тем легче припой будет течь при более низких температурах.
2. Припой не прилипает только к стеклу, поэтому каждый кусок стекла необходимо обернуть медной фольгой.
3. Припой нужен флюс, чтобы плавно стекать и связываться с другими металлами (например, медная фольга или свинец).
ПРИМЕЧАНИЕ : Используйте только твердый припой. Никогда. не используйте кислотный или канифольный припой для витражей.
СОВЕТ : Работа с припоем создает риск отравления свинцом, если не соблюдаются определенные меры безопасности. Свинец не может всасываться через кожу — только при проглатывании или открытом порезе.Соблюдайте следующие основные правила безопасности: всегда хорошо мойте руки с мылом после работы со свинцом. Никогда не ешьте, не пейте и не курите во время работы. Всегда перевязывайте открытые порезы на руках и пальцах. Не подпускайте детей к рабочей зоне. Пайку следует производить в хорошо проветриваемом помещении — лучше всего на улице или в гараже. Если в помещении, откройте окно и включите вентилятор.
Свинец не может всасываться через кожу — только при проглатывании или открытом порезе.Соблюдайте следующие основные правила безопасности: всегда хорошо мойте руки с мылом после работы со свинцом. Никогда не ешьте, не пейте и не курите во время работы. Всегда перевязывайте открытые порезы на руках и пальцах. Не подпускайте детей к рабочей зоне. Пайку следует производить в хорошо проветриваемом помещении — лучше всего на улице или в гараже. Если в помещении, откройте окно и включите вентилятор.
Приступая к работе: После того, как все стеклянные части плотно прилегают друг к другу, можно приступать к фольге и пайке. Вам не нужно никакого промежутка между фольгированными деталями, но вы можете легко заполнить зазоры припоем до 1/8 дюйма.Очистите каждый кусок стекла от пыли шлифовального станка или режущего масла и оберните его медной фольгой. Соберите детали на плоской термостойкой поверхности.
Используя кисть для флюса, нанесите небольшое количество флюса на каждое соединение и «закрепите припой». При прихваточной пайке на каждое соединение наносится небольшое количество припоя, чтобы детали удерживались в одном месте.
При прихваточной пайке на каждое соединение наносится небольшое количество припоя, чтобы детали удерживались в одном месте.
Затем нанесите тонкий ровный слой флюса на все швы. Слишком много флюса будет разбрызгиваться и создавать небольшие ямки или пузыри в паяном шве.Слишком мало флюса приведет к образованию неровных швов припоя и непокрытой фольги.
Основные методы пайки: Нагрейте утюг до температуры, при которой используемый припой плавится до жидкого состояния (примерно 700 градусов). Не забывайте периодически протирать кончик утюга влажной губкой. Возьмите утюг так же, как держите нож; пальцы обвились вокруг ручки с одной стороны, большой — с другой. Кончик утюга должен быть обращен так, чтобы широкие плоские стороны были обращены из стороны в сторону, а тонкие стороны были обращены вверх и вниз.В другой руке удобно удерживать припой, свернув его примерно на 6 дюймов.
Если вы держите утюг в правой руке, проще всего работать справа налево. Если вы держите утюг в левой руке, работайте слева направо.
Начните пайку примерно на 1/4 дюйма от края детали. Здесь требуется небольшая координация. Подайте припой к плоской стороне наконечника и слегка прикоснитесь утюгом к шву медной фольги. Вы должны услышать немного шипеть и увидеть лужу припоя под наконечником утюга.Медленно и плавно перемещайте утюг по шву медной фольги, одновременно подавая припой на наконечник.
Следите за паяным швом. Если он плоский, притормозите и используйте больше припоя. Если он льется на ваш стакан, увеличьте скорость. Хорошая пайка требует терпения и практики — большинству людей нужно выполнить несколько проектов, чтобы понять это. Если вы планируете использовать U-образный канал для кромки вашей детали, оставьте около 1/4 дюйма шва из медной фольги на краю панели без припоя.Если вы просто лужите края, завершите швы до самого края.
Если вы недовольны тем, как выглядит ваш паяльный шов, не перебирайте его. Двигайтесь дальше и вернитесь к этому позже. Слишком высокая температура в одном месте может привести к разбиванию стекла.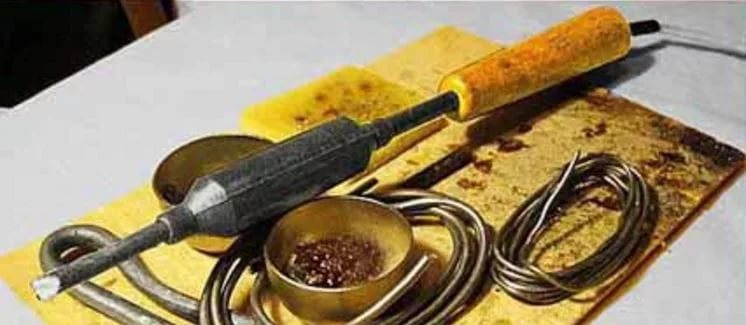 (Не говоря уже о том, чтобы вы разочаровались!) Помните, вы всегда можете повторно обработать флюс и снова обработать эти швы, как только они остынут.
(Не говоря уже о том, чтобы вы разочаровались!) Помните, вы всегда можете повторно обработать флюс и снова обработать эти швы, как только они остынут.
После того, как вы закончили одну сторону вашей детали, осторожно переверните ее. Обычно вы держите кусок за края ближе к центру.Переворачивание изделия сверху иногда может привести к изгибу изделия в центре.
Вторая сторона детали не требует прихваточной пайки. Просто нанесите небольшое количество флюса на швы и припаяйте, как вы это делали на первой стороне.
Обработка краев: Чтобы закончить обработку края, вы можете залудить внешние края или прикрепить U-образный швеллер.
1. Лужение вашей детали: Лужить готовую деталь очень просто. Вы просто должны убедиться, что все фольгированные края на передней и задней части вашей детали покрыты припоем.Наклоните кусок края и нанесите тонкий слой флюса. Удерживая деталь сверху, нанесите небольшое количество припоя на верхнюю часть детали. Требуется практика, чтобы маленькая бусинка оставалась наверху, а не сбрызгивалась по бокам.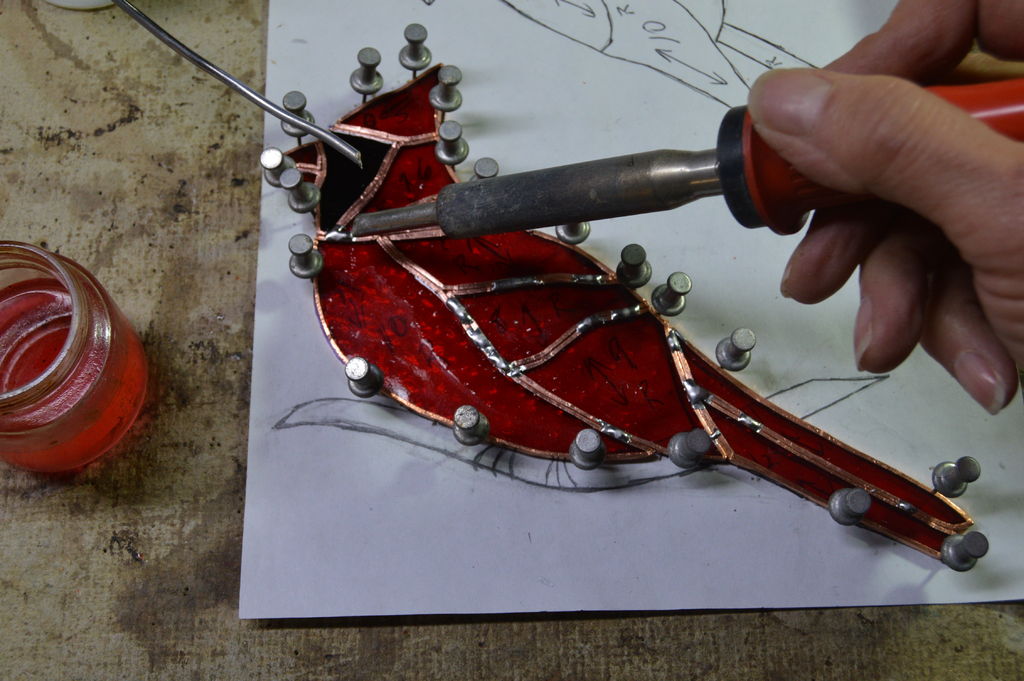 Помните — припой не будет прилипать к стеклу и обычно не к остывшему паяльному шву. Если ваш припой все-таки моросит, просто подождите, пока он остынет, и снимите из него морось ногтем или травильным ножом. Возможно, вам придется нагреть его сверху, если он застрял.Никогда не тяните и не отрывайте ее силой, так как это может порвать фольгу. Повторите процесс для каждого края и прикрепите кольца в припой в верхней части изделия. Если вы просто прикрепите кольца в любом месте наверху, они могут оказаться недостаточно надежными, чтобы выдержать вес вашего предмета. Этот метод больше всего подходит для ловли солнечных лучей и мелких предметов.
Помните — припой не будет прилипать к стеклу и обычно не к остывшему паяльному шву. Если ваш припой все-таки моросит, просто подождите, пока он остынет, и снимите из него морось ногтем или травильным ножом. Возможно, вам придется нагреть его сверху, если он застрял.Никогда не тяните и не отрывайте ее силой, так как это может порвать фольгу. Повторите процесс для каждого края и прикрепите кольца в припой в верхней части изделия. Если вы просто прикрепите кольца в любом месте наверху, они могут оказаться недостаточно надежными, чтобы выдержать вес вашего предмета. Этот метод больше всего подходит для ловли солнечных лучей и мелких предметов.
2. Пришел U-канал: Доступно много типов U-канала. Самые популярные типы — медь, цинк и свинец. Свинец чаще всего используется для круглых или нестандартных изделий.Медь и цинк чаще всего используются в квадратах и прямоугольниках. Цинк используется с черным патинированием и серебряными швами. Медь используется с патинированными медными или бронзовыми швами.
Первый шаг — убедиться, что любой шов, ведущий к краю панели, является плоским, по крайней мере, на 1/4 дюйма от края. Чтобы обрезать кромку, просто используйте пилу с мелкими зубьями и коробку для резки под углом и отрежьте небольшую часть (около 1 «) использовать для измерения. Положите витраж на плоскую поверхность в том направлении, в котором вы хотите, чтобы он висел.Переместите U-образный канал через правый край. Если он слишком плотный, используйте изогнутый конец ручки и откройте выступ. Сдвиньте небольшой кусок, использованный для измерения, в верхний правый угол вашего предмета. Переместите выступ с правой стороны вверх, пока два выступа не встретятся наверху. Осторожно снимите измерительный наконечник и сдвиньте его в правый нижний угол. С помощью маркера с фломастером отметьте сбоку, где встречаются два выступа внизу. Удалите боковую часть и обрежьте ее по своей отметке.Не забывайте учитывать ширину пильного диска. Слайд вернулся на правую сторону панели и проверил посадку. Повторите процедуру с левой стороной.
Повторите процедуру с левой стороной.
Чтобы установить верхнюю часть, снимите правую часть кольца и сдвиньте выступ для резки на верхний край. Он должен плотно прилегать к внутренней стороне подошвы. Открытые концы выступа должны быть вверху, а низ боковых выступов. Сдвиньте выступ на верхнюю правую сторону, пока он не встретится с верхним выступом. Отметьте, что подошла к внутреннему краю измерительного приближения.Отрежьте пришедшую и замените сверху. Сдвиньте правую сторону обратно и проверьте соответствие. Повторите процедуру для нижней части.
Припаять кольца в верхнюю часть боковины пришла. Заполните отверстия в U-образном канале припоем, нанося небольшое количество припоя за раз. Работать быстро — это сложно!
Как паять алюминий с помощью паяльника
Мне нравится создавать бесплатный контент, полный советов для моих читателей, вас. Я не принимаю платное спонсорство, мое мнение принадлежит мне, но если вы сочтете мои рекомендации полезными и в конечном итоге купите что-то, что вам нравится, по одной из моих ссылок, я мог бы заработать комиссию без каких-либо дополнительных затрат для вас. Узнать больше
Узнать большеПаять алюминий может быть непросто, если вы этого не делали раньше. Оксид алюминия сделает большинство ваших попыток тщетными. Но если у вас есть четкое представление о процессе, он становится действительно простым. Вот где я и подхожу. Но прежде чем мы перейдем к этому, давайте рассмотрим некоторые основы.
В этом посте мы рассмотрим:
Что такое пайка?
Пайка — это метод соединения двух металлических частей вместе. Паяльник плавит металл, который склеивает две металлические детали или определенные отмеченные области.Припой, соединяющий расплавленный металл, очень быстро остывает после удаления источника тепла и затвердевает, удерживая металлические детали на месте. Достаточно надежный клей для металла.
Относительно более мягкие металлы припаяны, чтобы удерживать их вместе. Обычно сваривают более твердые металлы. Вы также можете сделать свой паяльник именно для ваших конкретных задач.
Припой
Представляет собой смесь различных металлических элементов и используется для пайки. Раньше припой изготавливали из олова и свинца.В настоящее время чаще используются варианты без свинца. Паяльные проволоки обычно содержат олово, медь, серебро, висмут, цинк и кремний.
Раньше припой изготавливали из олова и свинца.В настоящее время чаще используются варианты без свинца. Паяльные проволоки обычно содержат олово, медь, серебро, висмут, цинк и кремний.
Припой имеет низкую температуру плавления и быстро затвердевает. Одним из ключевых требований к припоям является способность проводить электричество, поскольку пайка широко используется при создании цепей.
Флюс
Флюс важен для создания качественных паяных соединений. Припой не смачивает соединение должным образом, если есть покрытие из оксида металла. Важность флюса обусловлена его способностью предотвращать образование оксидов металлов.Типы флюсов, которые обычно используются в электронных припоях, обычно изготавливаются из канифоли. Вы можете получить сырую канифоль из сосны.
Пайка Алюминий
Это никогда не будет прежней традиционной пайкой. Будучи вторым по пластичности металлом в мире и обладающим высокой теплопроводностью, алюминиевые заготовки часто бывают довольно тонкими. Таким образом, хотя они обладают хорошей пластичностью, перегрев все равно сломает и / или деформирует их.
Таким образом, хотя они обладают хорошей пластичностью, перегрев все равно сломает и / или деформирует их.
Правильный инструмент
Перед началом очень важно убедиться, что у вас есть инструменты, необходимые для пайки алюминия.Поскольку алюминий имеет относительно низкую температуру плавления, около 660 ° C, вам понадобится припой с более низкой температурой плавления. Убедитесь, что ваш паяльник специально предназначен для соединения алюминия.
Еще одна важная вещь, которую вы должны иметь, — это флюс, предназначенный для пайки алюминия. Канифольные флюсы с этим просто не подействуют. Температура плавления флюса также должна быть такой же, как у паяльника.
Тип алюминия
Чистый алюминий можно паять, но, поскольку это твердый металл, с ним нелегко работать.Большинство изделий из алюминия — это алюминиевые сплавы. Большинство из них можно спаять одним и тем же методом. Однако есть несколько, которым потребуется профессиональная помощь.
Если ваш алюминиевый продукт отмечен буквой или цифрой, вам следует изучить спецификации и придерживаться их. Алюминиевые сплавы, содержащие 1 процент магния или 5 процентов кремния, относительно легче паять.
Сплавы, в которых их больше, будут иметь плохие характеристики смачивания флюсом.Если сплав имеет высокий процент меди и цинка, он будет иметь плохие характеристики пайки в результате быстрого проникновения припоя и потери свойств основного металла.
Работа с оксидом алюминия
Пайка алюминия может быть сложной задачей по сравнению с другими металлами. Вот почему вы все-таки здесь. В случае алюминиевых сплавов они покрываются слоем оксида алюминия в результате контакта с атмосферой.
Оксид алюминия нельзя паять, поэтому перед этим придется соскрести его.Кроме того, имейте в виду, что эти оксиды металлов довольно быстро реформируются при контакте с воздухом, поэтому пайку следует проводить как можно скорее.
Теперь, когда вы познакомились с основами, вы должны быть готовы приступить к пайке. Внимательно выполните следующие действия, чтобы убедиться, что вы делаете это правильно.
Внимательно выполните следующие действия, чтобы убедиться, что вы делаете это правильно.
Шаг 1. Нагрев утюга и меры безопасности
Чтобы нагреть паяльник до идеальной температуры, потребуется некоторое время. Я бы посоветовал вам держать под рукой влажную ткань или губку, чтобы очистить утюг от излишков припоя.Надевайте защитную маску, очки и перчатки, пока вы работаете.
Шаг 2: Удаление слоя оксида алюминия
Используйте стальную щетку, чтобы удалить слой оксида алюминия с алюминия. Если вы используете старый алюминий с сильным окислением, вам следует отшлифовать или протереть его ацетоном и изопропиловым спиртом.
Шаг 3: Нанесение флюса
После очистки деталей нанесите флюс на места, которые вы хотите соединить. Для нанесения можно использовать металлический инструмент или просто стержень припоя.Это остановит образование оксида алюминия, а также вытянет железный припой по длинной стороне соединения.
Шаг 4: Зажим / позиционирование
Это необходимо, если вы соединяете два куска алюминия вместе. Зажмите их в том положении, в котором вы хотите их соединить. Убедитесь, что между алюминиевыми кусками есть небольшой зазор при зажиме, чтобы припой для железа мог течь.
Шаг 5: Нагревание заготовки
Нагрев металла предотвратит легко растрескавшееся «холодное соединение».Нагрейте паяльником части деталей, прилегающие к стыку. Нагревание одной области может привести к перегреву флюса и припоя, поэтому старайтесь перемещать источник тепла медленно. Таким образом можно равномерно нагреть поверхность.
Шаг 6: Добавление припоя в стык и окончательная обработка
Нагрейте припой, пока он не станет мягким. Затем нанесите его на стык. Если он не прилипает к алюминию, вероятно, произошел реформирование оксидного слоя. Боюсь, вам придется снова чистить и чистить детали.Для высыхания припоя потребуется всего несколько секунд. После высыхания удалите остатки флюса ацетоном.
После высыхания удалите остатки флюса ацетоном.
Когда дело доходит до пайки алюминия, все дело в понимании процесса. Удалите слой оксида алюминия сверху стальной щеткой или шлифованием. Используйте подходящий паяльник, припой и флюс. Кроме того, используйте влажную ткань, чтобы удалить излишки припоя для хорошей отделки. Да, и всегда соблюдайте меры предосторожности.
Ну вот и все. Надеюсь, теперь вы поняли, как паять алюминий.Теперь в мастерскую, идем.
Как ухаживать за паяльными жалами
Руководство по уходу за паяльником Weller
Жало любого паяльника является наиболее важным элементом в работе инструмента. Если он не может выполнять свою функцию эффективной передачи тепла к точке подключения, сам паяльник будет ненадежным.Плохое обслуживание жала — одна из основных причин проблем с пайкой.
Жала паяльника со временем изнашиваются и, в конечном итоге, нуждаются в замене, но меры по уходу за жалами могут продлить их срок службы, сэкономить ваши деньги и улучшить результаты паяльных работ. Следуйте этим советам, чтобы воспользоваться преимуществами правильного ухода за жалами паяльника.
Использование высококачественного припоя
Одна из лучших профилактических мер, которые вы можете предпринять для защиты своих наконечников припоя, — это использование высококачественного припоя.Если вы используете некачественный припой, содержащий примеси, эти загрязнения могут накапливаться на наконечнике, мешать передаче тепла и затруднять пайку.
Покупка припоя у известных брендов — один из способов повысить уверенность в том, что продукт будет высокого качества. Вы также можете проверить качество припоя, нагревая его и наблюдая, насколько легко он плавится. Припой хорошего качества должен плавиться при ожидаемой температуре, тогда как припой низкого качества может расплавиться не полностью.Например, большинство припоев 60/40 (олово / свинец) должны легко плавиться при температуре около 460 градусов по Фаренгейту.
Если вы используете припой, содержащий свинец, внешний вид также даст вам представление о его качестве. Расплавленный свинцовый припой будет выглядеть блестящим, а некачественный продукт — более матовым. Качественный плавленый припой, не содержащий свинца, также имеет матовый вид.
Различные типы припоя действуют по-разному, поэтому важно проверить описание производителя, чтобы убедиться, что он работает должным образом.
Также важно выбрать правильный тип припоя для вашего проекта. Состав, который вам нужен, зависит от материала, который вы планируете паять, и от того, используете ли вы флюс, а также от проблем со здоровьем и безопасностью. Например, Закон США о безопасной питьевой воде требует, чтобы вы использовали припой, не содержащий свинца, на всех линиях, по которым будет проходить питьевая вода. Размер проекта определит диаметр припоя, который вам подходит.
Вам также следует позаботиться о том, чтобы использовать ровно столько припоя, сколько вам нужно.Избыток припоя может попасть в гнездо или основание и вызвать короткое замыкание и заклинивание переключателей.
Поддержание оптимальной температуры
Поддержание постоянной и максимально близкой к оптимальной температуре наконечников поможет продлить срок их службы.
При использовании большого количества паяльников температура жала при использовании естественным образом снижается. Чтобы компенсировать это, многие паяльщики нагревают больше, чем необходимо.Однако использование чрезмерных температур сокращает срок службы ваших насадок и может привести к неоптимальным результатам.
Паяльные станции с датчиком температуры могут помочь вам регулировать температуру, не повредив жала. Эти утюги могут определять, когда температура упала или поднялась за пределы предполагаемого диапазона, и автоматически регулирует ее. Некоторые паяльники имеют более точную регулировку температуры, чем другие. Время восстановления, то есть время, необходимое для возврата жала к желаемой температуре, также различается в зависимости от модели паяльника.
Температура, которую вы устанавливаете для утюга, также влияет на срок службы жала. Избегайте использования температур выше, чем вам необходимо, чтобы защитить ваши чаевые. Этот принцип также применим, когда вы не пользуетесь утюгом активно. Обязательно снижайте температуру до значения «холостой ход» или выключайте устройство, если не используете его в течение длительного времени. Некоторые утюги автоматически понижают температуру, когда они не используются.
Паяльники Weller обладают отличной температурной стабильностью.Например, утюг WEP70 Weller WE 1010 имеет температурную стабильность плюс-минус 10 градусов по Фаренгейту (± 6 градусов по Цельсию). Он также имеет режим ожидания и функцию автоматического снижения температуры, которая снижает температуру утюга в режиме ожидания.
Советы по очистке
Для ухода за оборудованием нужно уметь чистить жала паяльника. Содержание наконечников в чистоте имеет решающее значение для обеспечения их правильной работы, а также может продлить срок их службы.Их следует очищать до, во время и после использования. Вы можете сказать, что ваш наконечник чистый, когда он выглядит ярким и блестящим.
Перед пайкой используйте спирт и чистую ткань для удаления загрязнений, таких как жир, коррозия и окисление, с поверхности, подлежащей пайке.
Для очистки наконечников используйте латунную или нержавеющую вату. Латунная вата более мягкая и менее абразивная, а более твердая вата из нержавеющей стали имеет более длительный срок службы.
Металлическая вата эффективно удаляет грязь и другие загрязнения и позволяет избежать проблем, связанных с использованием влажной губки для очистки жала паяльника.Использование влажной губки уменьшит нагрев наконечника. Частое протирание влажной губкой вызывает повторяющиеся изменения температуры, в результате чего наконечник многократно расширяется и сжимается. Этот цикл вызывает усталость металла и, в конечном итоге, выход из строя наконечника.
Чистящая шерсть не снизит температуру наконечника. Чтобы удалить небольшое количество загрязнений с кончиков металлической ватой, аккуратно вотрите их в шерсть. Для более стойких остатков держите утюг крепче и прикладывайте большее давление, когда натираете его о шерсть.Меняйте мазки, чтобы удалить загрязнения со всех сторон и краев наконечника.
После очистки немедленно смочите наконечник свежим припоем, чтобы предотвратить окисление.
Для интенсивной очистки иногда можно использовать полировальную планку Weller WPB1 с холодным наконечником. Используйте это устройство только тогда, когда наконечник холодный, так как использование его с горячим наконечником может повредить наконечник.
Если наконечник окислился, промойте его несколько раз активированным канифолью припоем с флюсовой сердцевиной. Это должно удалить оксиды, если только вы не допустили чрезмерного роста окисления.После очистки покройте поверхность наконечника толстым слоем припоя.
Использование Flux
Когда многие металлы вступают в контакт с кислородом воздуха, они образуют оксидный слой. Этот слой окисления предотвращает достаточное смачивание соединения припоем и отрицательно влияет на качество паяного соединения.
Флюс — это вещество, удаляющее этот слой окисления. Флюс растворяет слой оксида металла, который испаряется, когда флюс достигает точки кипения.
Флюс может быть в виде пасты или может находиться в сердечнике паяльной проволоки, что позволяет ему работать, когда вы паяете деталь без дополнительных усилий.
Не погружайте насадки во флюс для их очистки, так как это вещество вызывает коррозию. Некоторые флюсы, называемые водорастворимыми флюсами, могут повредить наконечники при более высоких температурах. Многие паяльщики используют эти флюсы только при выполнении проектов, требующих пайки волной припоя, за которой сразу же следует полная очистка для удаления излишков флюса на печатной плате.Использование проволочного припоя и водорастворимого флюса для ремонта и доработки все равно ускорит выход из строя наконечника.
Другой тип флюса, флюс без очистки, предназначен только для пайки деталей, которые практически не требуют очистки. Это очень мягкое очищающее действие обычно недостаточно для удаления окисления с жала паяльника. Сильно окисленный наконечник будет легко обнаружить из-за «выгорания», которое представляет собой появление черного или коричневого налета.
Лужить ваши советы
Вам следует лужить свои наконечники до и после каждого сеанса пайки, а также между пайкой каждые два-три соединения.Вы должны держать свой наконечник в луженом состоянии все время, с первого раза, пока вы не выбросите его. Когда вы лужите жало, вы покрываете его тонким слоем припоя.
Лужение предотвращает окисление наконечников, создавая защитный слой между воздухом и утюгом. Очень важно держать наконечник в луженом состоянии, поскольку железо быстро окисляется. Окисление препятствует эффективной передаче тепла наконечником. Предотвращение окисления за счет лужения продлевает срок службы ваших наконечников.
Лужение наконечников также упрощает пайку.Это помогает припойному проводу лучше плавиться и течет, облегчая пайку. Покрытие создает тепловой мост между наконечником и паяемой деталью, что увеличивает эффективность теплопередачи.
Чтобы лужить наконечник, выполните следующие действия. Сначала очистите наконечник. Затем нанесите на жало свежий припой. Используйте небольшое количество — достаточно, чтобы полностью покрыть его. Кончик по-прежнему должен выглядеть блестящим.
Если вы только начинаете сеанс, начинайте пайку, как только закончите лужение жала.На протяжении всего проекта чистите и залуживайте наконечник после каждых нескольких стыков. Если вы лужите наконечник после завершения проекта, снова ненадолго протрите наконечник после лужения, затем выключите утюг и уберите его.
Повторная активация советов
Если наконечник окислится, он станет темным, и вы, возможно, не сможете его залудить. Чтобы решить эту проблему, вы можете использовать активатор наконечника, чтобы повторно активировать его или повторно смочить.
Чтобы реактивировать наконечник, окуните его в пастообразное вещество активатора и перемещайте, пока он снова не станет блестящим.Мелкодисперсные абразивы и добавки в активаторе разрушают и удаляют оксидный слой.
Как только наконечник станет почти чистым, снимите его с активатора и очистите, используя латунь или стальную мочалку. Затем немедленно залудите его заново. Промывка наконечника припоем путем повторного лужения удалит все оставшиеся загрязнения. Затем очистите его и снова залудите. После этого вы сможете без проблем пользоваться наконечником.
Высококачественный активатор наконечников Weller не содержит свинца и соответствует требованиям RoHS.Повторная активация наконечников с помощью этого продукта сохранит их в хорошем состоянии, упростит пайку и улучшит качество ваших результатов.
Наконечники для хранения
То, как вы храните жала паяльника, также может повлиять на их работу и срок службы. Соблюдение некоторых простых процедур при хранении подсказок поможет защитить их.
При хранении жала в течение более короткого периода времени, например, между паяными соединениями в одном сеансе пайки, храните его в утюге в надежном держателе.Следите за тем, чтобы он не оставался при рабочей температуре, так как это сократит срок службы наконечника. Вы можете хранить многие утюги Weller в режиме ожидания, что позволит им поддерживать более низкую температуру, но при этом они будут готовы к использованию.
Если вы храните свои наконечники в течение длительного периода, вы должны очистить и залудить их перед тем, как убирать их, чтобы предотвратить их окисление. После того, как они остынут, вы можете также захотеть хранить их в герметичном контейнере, например, в сумке или ящике, чтобы дополнительно защитить их от окисления, влажности и загрязнения.
При хранении наконечника в утюге ослабьте гайку или винт, удерживающий его на месте, прежде чем убирать утюг. Это предотвратит застревание наконечника — проблему, известную как заедание.
Замена жала паяльника
Weller стремится упростить снятие, замену и повторную установку жала паяльника. На то, чтобы научиться менять жало паяльника Weller, не нужно много времени. С нашей паяльной станцией WE 1010, например, вы можете вручную менять жала без каких-либо дополнительных инструментов.
Вставляя насадки, всегда проверяйте правильность их установки в стволе. Вы можете слегка ослабить винт или гайку, фиксирующую наконечник, чтобы он не заедал. Многие из наших моделей имеют футеровку из нержавеющей стали в отверстии для датчика в основании наконечника, чтобы наконечник не заедал за датчик.
Мы рекомендуем использовать оригинальные наконечники Weller для обеспечения оптимальной производительности и длительного срока службы. Мы предлагаем широкий спектр советов, чтобы вы могли найти идеальный инструмент для любой работы.Наши насадки точно соответствуют нашей однородной системе отопления, используют только самые качественные материалы и обеспечивают быструю и стабильную подачу тепла.
Подлинные наконечники Weller можно определить по «Знаку качества подлинного Weller», логотипу Weller и номерам деталей наконечников, выгравированным на наконечнике.
Советы по переработке
Когда вы используете высококачественные продукты и правильно ухаживаете за ними, они могут прослужить чрезвычайно долго.Однако со временем наконечники изнашиваются. Weller упрощает утилизацию ваших наконечников экологически чистым и экономичным способом. Мы даже отправим вам ваучер, который вы можете использовать для следующей покупки наконечников Weller, если вы отправите нам использованные наконечники для утилизации.
Вот как это работает. Просто запросите у нас бесплатную коробку для утилизации наконечников. После того, как вы заполните коробку, отправьте ее нам, чтобы мы могли переработать наконечники экологически ответственным способом. Принимаем любые подсказки от любого производителя. За каждую полную коробку, которую вы отправите нам, мы дадим вам ваучер на 75 долларов, который вы можете использовать для покупки чаевых Weller у участвующих дистрибьюторов.
Ожидайте выдающихся результатов с Weller Tools
Если вы последуете приведенному выше совету по уходу за паяльными жалами Weller, вы сможете продлить срок службы жала, сэкономить деньги и улучшить качество паяльных работ. Правильный уход за паяльным оборудованием начинается с использования лучшего оборудования и аксессуаров. Жала Weller и другое наше паяльное оборудование, такое как паяльная станция WE 1010, обеспечивает экономичную работу и высокое качество, повторяемость результатов.Чтобы узнать больше, изучите остальную часть нашего веб-сайта или веб-сайта дистрибьютора сегодня.
Как паять ювелирные изделия с помощью паяльника
Этот пост вдохновлен читательницей Пегги Барнетт, которая много лет назад прислала мне электронное письмо с вопросом, проводил ли я какое-либо исследование беспроводного (с питанием от бутана) Dremel Versatip. Промо-видео, безусловно, демонстрирует очень универсальный инструмент «6 в 1», который может применяться во многих областях, включая пайку.| припой, жидкий флюс, паяльник |
В то время я не проводил никаких исследований, и у меня нет инструмента.Что я знаю, так это то, что некоторые мастера любят пользоваться паяльниками. Другие предпочитают использовать фонарик. Последний, безусловно, предлагает более высокую температуру пайки. Итак, вот несколько справочных и обучающих видео, которые помогут вам решить, появятся ли паяльники в вашем будущем!
Основы пайки
В этом замечательном видео от Coldstart рассказывается об основах пайки электроники. Обратите внимание, что инструктор использует паяльную проволоку с канифольным сердечником, в состав которой входит флюс. Флюс необходим для очистки места соединения и облегчения плавного стекания расплавленного припоя.Паста или жидкий флюс не подходят для электроники.
Некоторые важные моменты, на которые следует обратить внимание:
- Лужение — Покрытие жала паяльника перед пайкой и в конце перед хранением защищает жало от окисления. В случае окисления утюг больше не будет работать.
- Wet Sponge — Не удаляйте излишки горячего припоя! Протрите наконечник влажной губкой, как это делают большинство людей.
- Третья рука — Действительно удобный инструмент, который поможет вам держать деталь, потому что она нагревается.Это не дорогой предмет, и его стоит использовать для других целей.
- Соединение горячего металла — Инструктор сначала нагревает соединяемый металл перед добавлением припоя. Это делает соединение более прочным, чем если бы вы делали холодный стык.
- Не используйте паяльник надолго (более часа) и не оставляйте его без присмотра.
- Очистите металл перед пайкой с помощью медицинского спирта, чтобы удалить жир и грязь.
- Помните, не все выдержит жару. Ближайшие драгоценные камни могут быть повреждены.
- Вентиляция рекомендуется из-за дыма.
Посмотрите видео с канала Crafts, где инструктор Коринн Брэдд демонстрирует и использует Dremel Versatip для очень быстрой и простой пайки замкнутых соединительных колец. Она делает холодный сустав, в результате чего сустав становится слабее. Так что сначала попробуйте предварительно нагреть металл.
Паять по одному кольцу за один раз довольно трудоемко.Так что использовать подходящий фонарик быстрее. Посмотрите это видео, где инструктор использует угольный блок, чтобы удерживать несколько прыжковых колец.
Как паять подвески и дужки
Любой, кто работал с витражами, знает об использовании медной ленты. Ванесса Спенсер из компании Stampington демонстрирует в этом видео, как припаять красивые стеклянные подвески и прикрепить проволочную скобу ручной работы. Вы, безусловно, можете использовать ту же технику, чтобы сделать свои собственные сломанные украшения из фарфора.
Удивительный кулон из проволоки Тэмми Хонаман с паяным дихроичным стеклом учебник по Fire Mountain Gems поистине вдохновляет!
Так ты бы скоро паял?
Перед тем, как отправиться:
Оригинальная публикация THE BEADING GEM
Советы по изготовлению ювелирных изделий — Советы по ювелирному бизнесу .