Электроды с рутиловым покрытием
Большую часть покрытия (50 % и более) составляет шлакообразующий компонент – рутил TiO2, кроме него вводят карбонаты СаСО3,MgСО3 и алюмосиликаты (каолин, полевой шпат и др.).
В качестве газообразующих применяют минеральные (СаСО3) и органические вещества (целлюлоза). В качестве раскислителя и легирующего компонента применяют Fe–Mn , в некоторые вводят железный порошок (покрытия РЖ).
Составы рутиловых покрытий приведены в таблице
Наименование | ОЗС-4 | ОЗС-12 |
Рутиловый концентрат TiO2 | 45 | 41 |
Ильменитовый концентрат FeOTiO2 | — | 10 |
Тальк 3MgO4SiO2H2O | 10 | — |
Слюда мусковит K2O3Al2O36SiO22H2O | 18 | 22 |
Мрамор CaCO3 | 10 | 12 |
Целлюлоза [C6(H2O)5]n | 3 | 2 |
| Ферромарганец Fe-Mn | 14 | 13 |
Сухая шихта | 100 % | 100 % |
Жидкое стекло Na2O nSiO2 mH2O | 23 % | 30 % |
Сварочная проволока | Св-08-Э | Св-08-Э |
Коэффициент покрытия Кп | 0,4 | 0,4 |
При
плавлении покрытия образуется кислый
шлак (см. табл. 4)
табл. 4)
Кк
Шлак рутиловых покрытий содержит большое количество SiO2, что вызывает окисление железа и марганца
(SiO2)+2[Fe]=2[FeO]+[Si] (SiO2)+2[Mn]=2(MnO)+[Si]
Газовая фаза по составу занимает промежуточное положение между газовыми фазами кислых и основных покрытий (см. табл. 3)
Достоинство электродов с рутиловым покрытием:
Низкая токсичность покрытия, малое выделение вредных газов в процессе сварки, т.к. в покрытии отсутствует СаF2 и вдвое меньше Fe-Mn, чем в кислых покрытиях.
Высокая стабильность горения дуги, возможность сварки на переменном токе, т.к. в покрытии нет СаF2 , а рутил TiO2 и мрамор СаСО3 повышают стабильность горения дуги.
Рутиловые покрытия обеспечивают мелкокапельный перенос металла и меньшее разбрызгивание.

При плавлении дают «короткий» шлак, что улучшает сварку в потолочном, положении. Однако при сварке в вертикальном и потолочном положениях требуется техника выполнения сварки «с отрывом».

1 – «длинный» шлак
2 – «короткий» шлак
Обеспечивают лучшее растекание жидкого металла и хорошее формирование шва с плавным переходом к основному металлу, что уменьшает концентрацию напряжений.
Отличаются легкой отделимостью шлаковой корки, особенно электроды АНО-3, АНО-4.
В отличие от кислых покрытий рутиловые меньше окисляют сварочную ванну, она лучше раскислена, по составу соответствует полуспокойной стали (содержание кислорода в шве 0,08-0,09 %). Механические свойства металла шва выше, чем при сварке кислыми покрытиями.
В отличие от основных покрытий рутиловые менее чувствительны к увлажнению, окалине, ржавчине, влаге, органическим загрязнениям и удлинению дуги (с точки зрения образования пор).
При введение железного порошка дают более высокий коэффициент наплавки: АНО-1 до 15 г/Ач, АНО-20 до 14,5 г/Ач, АНО-19 до 13 г/Ач.

Недостатки электродов с рутиловым покрытием:
В отличие от кислых рутиловые покрытия содержат более дорогие, дефицитные компоненты.
В отличие от основных рутиловые покрытия сильнее окисляет железо и особенно легирующие элементы, поэтому для сварки средне- и высоколегированных сталей эти покрытия не применяют.
Кислый шлак рутиловых покрытий загрязняет шов включениями SiO2, что снижает пластичность и ударную вязкость.
Кислый шлак не обеспечивает десульфурации, дает повышенное содержание серы в шве, пониженную стойкость против горячих трещин по сравнению с основным покрытием.
Кислый шлак не обеспечивает дефосфорацию, дает повышенное содержание фосфора в шве и склонность к хладноломкости, в отличие от основных покрытий.
Наличие в покрытии целлюлозы ограничивает температуру прокалки 200 – 240 оС, влага недостаточно удаляется из покрытия, в шве повышенное содержание водорода (0,2-0,3 г/см3), низкая стойкость против холодных трещин при сварке бейнитных и других сталей, чувствительных к водороду.
Электроды с рутиловым покрытием не следует применять для сварки конструкций, работающих при высоких температурах, вследствие повышенной чувствительности сварных швов к деформационному старению и низкой длительной пластичности. В условиях ползучести сварные швы, выполненные рутиловыми электродами имеют повышенную склонность к растрескиванию.
Электроды с рутиловым покрытием применяются для сварки и наплавки
ответственных конструкций из
низкоуглеродистых и некоторых
низколегированных сталей с пределом
прочности до 460 МПа. Поэтому электроды
с рутиловым покрытием относятся к типу
Э-46.
Для сварки ответственных судовых конструкций Морским Регистром допускаются электроды АНО-4 и ОЗС-17Н, а Речным Регистром – электроды ОЗС-4, ОЗС-12 и ОЗС-17Н.
Рутиловые электроды с большим количеством железного порошка можно использовать для сварки среднеуглеродистых сталей без опасения образования горячих трещин в швах. Электроды ОЗС-12 допускают сварку вертикальных швов сверху — вниз.
Электроды НЭ-1, НЭ-2, ОЗС-17Н, АНГ-1 применяются для сварки наклонным электродом, а не гравитационной сварки (ГОСТ 2601-84).
Схема сварки наклонным электродом:
1 – шов,
2 – сварочная дуга,
3 – электрод,
4 – обойма,
5 — штанга
Сварочные электроды. Типы и покрытия сварочных электродов. | Гвозди, саморезы
Существуют два способа изготовления электродов – путем погружения и с помощью опрессовки в экструдерных камерах. Сегодня, в производстве сварочных электродов применяется только метот опрессовки.
Сегодня, в производстве сварочных электродов применяется только метот опрессовки.
Ручная дуговая сварка стержневыми электродами не требует больших вложений, а область их применения достаточно широка. Технология дуговой электросварки дает высокое качество сварного шва и используется для сваривания большого количества различных металлов и сплавов.
При работе с электродами для сварки может использоваться постоянный или переменный ток. Однако при переменном синусоидальном токе свариваются не все типы покрытий электродов, например основные электроды — с чисто основным покрытием.
Для получения определенного типа соединения при определенной толщине основного металла требуются различные силы тока. Допустимая нагрузка по току ограничена в зависимости от длины и диаметра электрода. Поэтому выпускаются сварочные электроды различные по длине и диаметру в соответствии со стандартом DIN EN 759. При увеличении диаметра основного стержня электрода увеличивается допустимая сила сварочного тока.
При увеличении диаметра основного стержня электрода увеличивается допустимая сила сварочного тока.
Существует несколько типов покрытий стержневых электродов согласно DIN EN 499 для сваривания нелегированных сталей:
- A — кислое
- С — целлюлозное
- R — рутиловое
- RR — толстое рутиловое
- RC — рутилово-целлюлозное
- RA — рутилово-кислое
- RB — рутиловое основное
- B — основное
Для сваривания легированных и высоколегированных сталей такого разнообразия покрытий электродов нет. Для сваривания нержавеющих сталей (DIN EN 1600) существуют электроды с основным и рутиловым покрытиями. Для сваривания жаропрочных сталей (DIN EN 1599), к этим двум типам добавляются смешанные рутилово-основные типы, которые не имеют специальных обозначений. Электроды для сварки высокопрочных сталей (DIN EN 757) производятся только с основным покрытием.
Определяющее воздействие на стабильность электрической дуги, переход материала покрытия при сваривании и вязкость шлака и сварочной ванны имеют толщина и состав покрытия электрода.
a целлюлозный тип. Электроды с таким покрытием с успехом применяются при вертикальной сварке сверху вниз, благодаря отсутствию опережающего выделения шлака.
b рутиловый тип. По большей части он состоит из диоксида титана в форме минерального рутила или ильменита. Также, рутиловые электроды могут состоять из искусственного диоксида титана. Переход материала электрода происходит в виде мелких и средних капель. Расплавление происходит спокойно, с довольно небольшим количеством брызг. Рисунок шва получается очень тонким, шлак хорошо удаляется. Рутиловые электроды с большим содержанием минерального рутила отличаются легкостью повторного зажигания.
В группу рутиловых электродов вместе с чисто рутиловыми типами, входят смешанные рутиловые сварочные электроды. В рутилово-целлюлозном типе часть рутила заменена целлюлозой, которая при сварке сгорает, благодаря чему образуется меньше шлака.
 Такое свойство электрода хорошо подходит для сваривания вертикальных швов. Это относится и к рутилово-основному покрытию, которое несколько тоньше RR-покрытия.
Такое свойство электрода хорошо подходит для сваривания вертикальных швов. Это относится и к рутилово-основному покрытию, которое несколько тоньше RR-покрытия.c кислый тип. Такое покрытие в основном состоит из железной и марганцевой руды и выделяет в атмосферу дуги большие объемы кислорода. Благодаря проникновению в металл сварочного шва, кислород уменьшает его поверхностное натяжение. Перенос метериала происходит в форме мелких капель и возникает жидкий метал. Из-за этого такой тип электродов не может применяться в стесненных условиях. Недостатком чисто кислотного вида электрода является очень высокая температура дуги — скорость сварки увеличивается, но и повышается вероятность появления подрезов.
d основной тип. Большая доля покрытия состоит из основных оксидов кальция и магния. К ним добавляют плавиковый шпат, который служит разбавителем шлака. Однако, в больших долях плавиковый шпат ухудшает сварные качества при использовании переменного тока и не подходит при сваривании с переменным синусоидальным током.
 Существуют смешанные типы такого рода покрытий с уменьшенным содержанием шпата. Их можно использовать при переменном токе.
Существуют смешанные типы такого рода покрытий с уменьшенным содержанием шпата. Их можно использовать при переменном токе.Перенос материала происходит в форме средних и крупных капель. Проявляется вязкотекучесть сварочной ванны, вследствии чего получаются более выпуклые и грубые наплавленные валики. Возможно использование электрода для сварки в любых положениях.
Покрытия основного типа хорошо впитывают влагу, поэтому хранить их следует в сухих помещениях и перед сваркой влажные электроды необходимо просушить. Однако, при работе сухими электродами металл сварочного шва характеризуется низким содержанием кислорода.
Существуют также типы электродов с повышенным выводом – более 160% (у электродов с нормальным выводом эта цифра составляет не более 105%). Такие электроды именуются высокопроизводительными электродами с железным порошком в покрытии. Высокая производительность достигается благодаря наносимому поверх покрытия железному порошку.
Благодаря своим высокопроизводительным качествам, использование таких электродов в большинстве случаев более экономично, чем использование номальных электродов. Однако область их применения обычно ограничена горизонтальными и вертикальными позициями.
Однако область их применения обычно ограничена горизонтальными и вертикальными позициями.
Сварочный электрод — Википедия. Что такое Сварочный электрод
Сварочные электроды марки ESAB OK 48.00Сва́рочный электро́д — металлический или неметаллический стержень из электропроводного материала, предназначенный для подвода тока к свариваемому изделию. В настоящее время выпускается более двухсот различных марок электродов[1][2][3], причем более половины всего выпускаемого ассортимента составляют плавящиеся электроды для ручной дуговой сварки[1].
Сварочные электроды делятся на плавящиеся и неплавящиеся. Неплавящиеся электроды изготовляют из тугоплавких материалов, таких как вольфрам по ГОСТ 23949-80[4] «Электроды вольфрамовые сварочные неплавящиеся», синтетический графит или электротехнический уголь. Плавящиеся электроды изготавливают из сварочной проволоки, которая согласно ГОСТ 2246—70[5] разделяется на углеродистую, легированную и высоколегированную[6]. Поверх металлического стержня методом опрессовки под давлением наносят слой защитного покрытия. Роль покрытия заключается в металлургической обработке сварочной ванны, защите её от атмосферного воздействия и обеспечении более устойчивого горения дуги.
Поверх металлического стержня методом опрессовки под давлением наносят слой защитного покрытия. Роль покрытия заключается в металлургической обработке сварочной ванны, защите её от атмосферного воздействия и обеспечении более устойчивого горения дуги.
История
История сварочных электродов неразрывно связана с историей развития сварки и сварочных технологий. Впервые электрод был использован в экспериментах, связанных с исследованием свойств электрической дуги (в 1802 профессором В.В. Петровым). В 1882 году русский изобретатель Николай Николаевич Бенардос предложил использовать электрическую дугу, горящую между угольным электродом и металлической деталью, с целью соединения металлических кромок[7].
Почти одновременно с Н. Н. Бенардосом работал другой крупнейший российский изобретатель — Николай Гавриилович Славянов, много сделавший для развития дуговой сварки. Он критически оценил изобретение Бенардоса и внес в него существенные усовершенствования, касающиеся в первую очередь металлургии сварки. Николай Гавриилович заменил неплавящийся угольный электрод металлическим плавящимся электродом-стержнем, сходным по химическому составу со свариваемым металлом. Другим важным достижением Славянова считается использование расплавленного металлургического флюса, защищающего сварочную ванну от окисления, выгорания металла и накопления в сварном соединении вредных примесей серы и фосфора[7][8].
Николай Гавриилович заменил неплавящийся угольный электрод металлическим плавящимся электродом-стержнем, сходным по химическому составу со свариваемым металлом. Другим важным достижением Славянова считается использование расплавленного металлургического флюса, защищающего сварочную ванну от окисления, выгорания металла и накопления в сварном соединении вредных примесей серы и фосфора[7][8].
В 1904 году швед Оскар Кьельберг основал в Гётеборге фирму «ESAB». Деятельность предприятия была связана с применением сварки в судостроении. В результате собственных исследований и наблюдений О. Кьельберг изобрел технологию сварки покрытыми плавящимися электродами. Покрытие стабилизировало горение электрической дуги и защищало зону дуговой сварки. В 1906 году им был получен патент «Процесс электрической сварки и электроды для этих целей»[9]. Именно использование покрытых плавящихся электродов дало повод к развитию и использованию сварочных технологий в различных отраслях производства.
В 1911 году англичанин А. Строменгер существенно улучшил электродное покрытие. Предложенное им покрытие состояло из асбестового шнура, пропитанного силикатом натрия. Этот шнур наматывался на металлический стержень. Поверх этого покрытия ещё наматывалась тонкая алюминиевая проволока. Такая структура электродного покрытия обеспечивала защиту сварочной ванны и металла сварного шва от атмосферного воздуха за счет образования шлака. Алюминий использовался в качестве раскислителя и обеспечивал удаление кислорода. Под названием «Квази-арк» эти электроды распространились по Европе и Америке[10].
В октябре 1914 года С. Джонсу был выдан британский патент на метод получения электрода, покрытие которого наносилось методом опрессовки. Металлический стержень проталкивался через фильеру одновременно с
Рутиловые электроды что это такое
Особенности применения и марки сварочных рутиловых электродов
Качество сварочных работ будет зависеть от опыта сотрудника и качества оборудования. Посредством инверторов получаются ровные швы и можно быстро закончить домашние работы. Но все может пойти не так из-за неправильного подбора электродов. Некачественный расходный материал тормозит сварку и негативно влияет на качественные показатели соединений. Хорошее решение — рутиловые электроды.
Посредством инверторов получаются ровные швы и можно быстро закончить домашние работы. Но все может пойти не так из-за неправильного подбора электродов. Некачественный расходный материал тормозит сварку и негативно влияет на качественные показатели соединений. Хорошее решение — рутиловые электроды.Особенности электродов
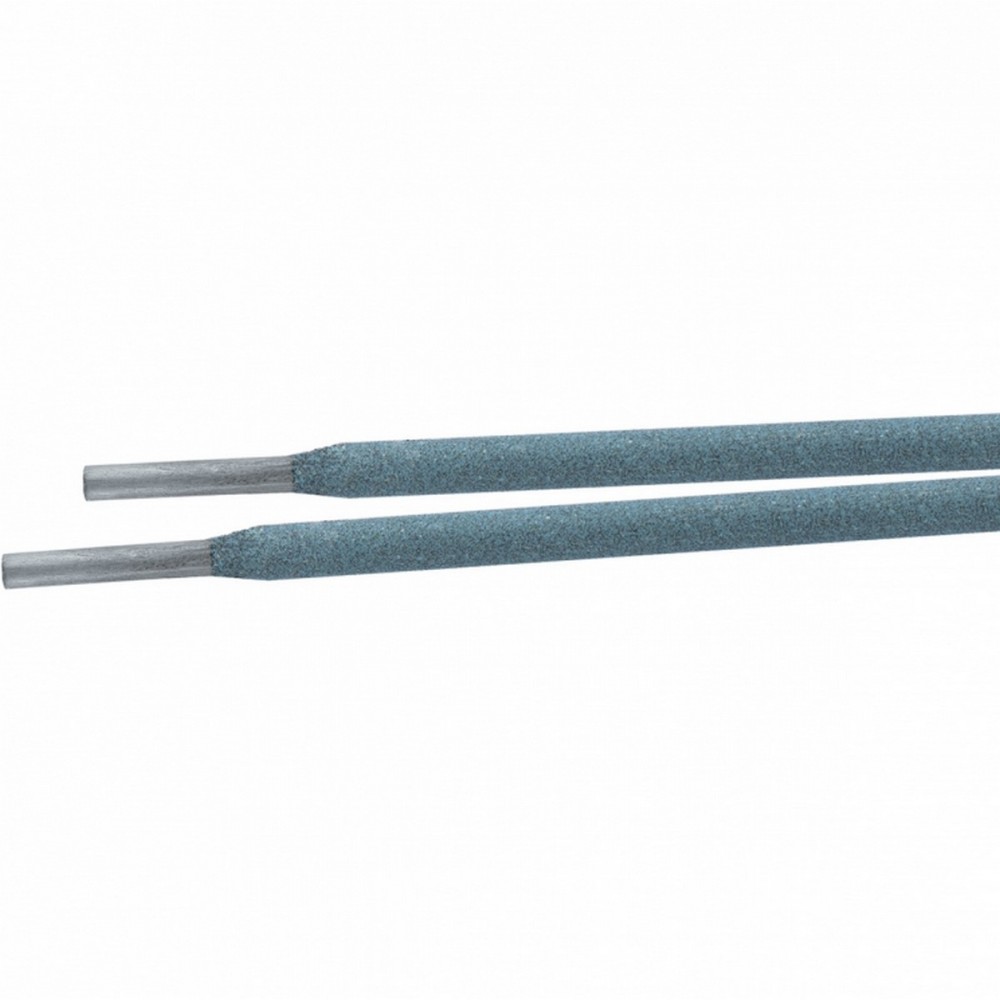
В состав сварочных рутиловых электродов входит металлический стержень, являющийся присадкой, и покрытие, которое защищает сварочную ванну от контактов с окружающей средой. Такие материалы предназначаются для ручной электродуговой сварки. Источник тока может иметь как постоянное, так и переменное напряжение. Главное отличие от других типов — применение рутила, который является природной обмазкой, обеспечивающей сварочной ванне должную протекцию. Двуокись титана используется для получения рутилового концентрата, что положительно влияет на работу.
Преимущества и недостатки материала
Электроды этого типа имеют ряд сильных сторон по сравнению с элементами, в основании которых находится кислотная составляющая. Преимуществами таких проводников являются:
Преимуществами таких проводников являются:
- Оксид титана менее токсичен для дыхательных путей человека.
- Незначительное время розжига (в том числе и первичного).
- Нагар, возникнувший после завершения работы, — полупроводник, значит, чтобы продолжить работу, скол не нужен.
- Создаются швы с мелкочешуйчатыми рисунками.
- Стабильное поддержание горения электрической дуги.
- Выполнять действия можно в любом пространственном положении.
- Способность сохранения дуги и проведения варки даже во влажных условиях, что позволяет качественно ремонтировать водопроводы и резервуары.
- Незначительные траты металла при разбрызгивании.
- Стойкость получаемых швов к разрывам и изломам.
- Обмазка не соединяется с кислородным шаром, что предотвращает образование пор.
- Простота удаления шлака.
Есть некоторые нюансы, которые делают невозможным использование расходных материалов этого типа в тех или иных ситуациях.

Минусы рутиловых электродов:
- Подходят далеко не всем материалам. Ассортимент металлов, подвергаемых обработке, незначительный, существуют некоторые ограничения относительно эксплуатации. Так, высокоуглеродистая сталь не может свариваться с их помощью.
- Резкое повышение силы тока может существенно ухудшить качество получаемых швов, поэтому нужно постоянно следить за номинальными показателями.
- Перед началом работ обязательно проводятся просушка и прокалка.
Свойства и характеристики
Рутиловое покрытие для сварочных электродов имеет практически однородный состав из рутила, декстрина, шпата полевого, магнезита и ферромарганца. Количество рутила — не менее 45%, полевого шпата — 25%. Основание стержней — проволока Св-08 с производной Св-08А. Сталь — спокойная, отлично взаимодействует с металлами, относящимися к низкоуглеродистым и малолегированным. В процессе плавления исключаются горячие трещины и другие дефекты. Работы проводят плавно, расплавленные капли с легкостью переносятся на основной металл.
Количество рутила — не менее 45%, полевого шпата — 25%. Основание стержней — проволока Св-08 с производной Св-08А. Сталь — спокойная, отлично взаимодействует с металлами, относящимися к низкоуглеродистым и малолегированным. В процессе плавления исключаются горячие трещины и другие дефекты. Работы проводят плавно, расплавленные капли с легкостью переносятся на основной металл.
На этикетках рутил обозначается буквой «Р». В отдельных случаях добавляют букву «Ц» (покрытие в качестве элемента состава содержит целлюлозу).
У расходников оптимальные характеристики для качественных соединений. Твердость присадки после полноценного застывания составит 58 HRC. Термостойкость сохраняется при максимальной температуре 550 градусов Цельсия.
Продукция выпускается в упаковках, вес которых 1−5 кг, что удобно как для бытовых работ, так и для сварки в больших масштабах. Диаметр изделий — от 2 до 5 мм. Промежуточные значения предоставляют возможность точного выбора в соответствии с толщиной обрабатываемых материалов и типа будущих работ. Главное требование — проведение обязательной просушки обмазки при температуре 200 градусов для легкого взаимодействия с расходным материалом. Обработать изделия нужно на протяжении суток после просушки.
Главное требование — проведение обязательной просушки обмазки при температуре 200 градусов для легкого взаимодействия с расходным материалом. Обработать изделия нужно на протяжении суток после просушки.
Сфера применения
Рутиловые электроды широко применяются, если в работе задействованы трансформаторы, инверторы и генераторы. Показывают отличные характеристики как на переменном, так и на постоянном напряжении. Обрели популярность благодаря универсальности относительно положений в пространстве.Электрода этого типа применяются с низкоуглеродистыми сталями, но если возникла необходимость срочной работы, то могут использоваться на иных цветных материалах, проводящих ток. Эффективно соединяют трубы, часто покупаются предприятиями нефтегазовой промышленности при создании не только газопроводов, но и газораспределительных систем. Не менее эффективно с их помощью варить и водопроводы. Ремонтируя заполненные трубы, следует учесть, что слив не сможет полностью высушить отдаленные места, капли воды будут сбегать в область горения, поэтому дугу следует постоянно поддерживать.
Не менее эффективно с их помощью варить и водопроводы. Ремонтируя заполненные трубы, следует учесть, что слив не сможет полностью высушить отдаленные места, капли воды будут сбегать в область горения, поэтому дугу следует постоянно поддерживать.
Рутиловыми электродами рекомендуется пользоваться для восстановления компонентов, подверженных быстрому стиранию. Малое количество разбрызгиваний позволяет экономить материал, если нужно наплавить значительную толщину. Мелкочешуйным швам требуется менее продолжительная обработка.
Рабочие режимы
Перед сварочным процессом обязательно проводят просушку для сокращения количества брызг и быстрого избавления от скопления шлака после тушения дуги. Режим варки выбирается исходя из толщины изделий и положения проведения швов. Можно варить постоянным током при прямой полярности, но подойдут и устройства инверторного типа с обратными показателями.
Расходные материалы отличаются универсальностью, их посредством можно соединять конструкционные стали, трубы, восстанавливать стертые элементы. Органические составляющие наносят меньший вред здоровью рабочего, если сравнивать их с другими типами покрытия электродов для ручной дуговой сварки. Известные марки электродов с рутиловым покрытием — ОЗС-6, МР-3, ОЗС-4, АНО, ЗРС-1 и ЗРС-2.
SMAW, основы электродов для наплавки
Вам понадобится книга, в которой будут содержаться все важные знания, касающиеся электродов для дуговой сварки в экранированном металле (SMAW) и наплавки. Одно можно сказать наверняка: эти расходные материалы не подходят всем под одну гребенку. Они имеют различные покрытия из материала, относятся к разным категориям, служат разным целям и даже требуют специального хранения и ухода. Понимание этих основ работы с электродами SMAW и наплавкой имеет огромное значение для вашего конечного результата.
Покрытия электродов из углеродистой стали
Стальные электроды делятся на три категории в зависимости от состава покрытия: целлюлозные, рутиловые и основные.
Целлюлозные электроды, такие как E6010 и E6011, в основном состоят из древесной массы (целлюлозы), которая генерирует водород для создания дуговой дуги с глубоким проникновением. Ведущая дуга привлекательна для ремонта сельскохозяйственной техники и других применений с загрязненными поверхностями, а также с V-образными канавками, связанными с соединениями труб с открытым корнем.Чтобы контролировать сварочную ванну с помощью копающей / ведущей дуги, используйте технику «взбивания и паузы» с электродами E6010.
Рутиловый электрод, такой как E6013 и E7014, имеет покрытие, состоящее из диоксида титана (TiO2), диоксида кремния (SiO2), порошка железа и карбоната кальция (CaCO3). Электроды E7014 имеют повышенный уровень железа, поэтому они могут работать при более высоких токах и обеспечивать более высокую скорость наплавки. Рутиловые электроды запускаются легко, не требуют особых манипуляций и создают мягкую дугу с легким проникновением.Говорят, что они привлекательны для сварщиков, но при этом производят больше брызг.
Основные электроды имеют покрытие, состоящее из CaCO3, плавикового шпата (CaF2), ферромарганца и порошка железа. Слово «базовый» относится к pH покрытия. E7018 — самый популярный основной электрод, который обеспечивает дугу со средней глубиной выемки / напора и средним проплавлением. Базовые покрытия также имеют низкие уровни поглощения водорода и влаги, которые необходимы для критических сварных швов, поскольку молекулы водорода могут проникать в металл шва и вызывать растрескивание, когда они расширяются и пытаются уйти.В результате эту категорию электродов обычно называют с низким содержанием водорода.
Электроды с низким содержанием водорода также могут иметь дополнительные обозначения, при этом E7018 h5R становится все более распространенным. H5 указывает менее 4 мл диффундирующего водорода на 100 г наплавленного сварного шва, когда электроды испытывают в состоянии поставки, как правило, в герметично закрытых упаковках из фольги или контейнерах. R указывает на влагостойкость. Электроды h5R будут поглощать менее 0,4 процента влаги после девяти часов воздействия при температуре от 80 до 85 градусов F и относительной влажности от 80 до 85 процентов.
Чтобы обозначение h5R сохранялось более девяти часов, обязательно храните открытые контейнеры при температуре от 225 до 300 градусов по Фаренгейту. При необходимости восстановите их, выпекая в течение одного часа при 700 градусах F. Кроме того, храните и запекайте электроды с низким содержанием водорода отдельно.
Не только смешивание электродов в стержневой печи может вызвать загрязнение, но и разные типы покрытий несут и требуют разного содержания влаги для надлежащей работы. Например, целлюлозным электродам требуется определенное количество влаги для создания расчетной силы дуги; поэтому смешивание основного и целлюлозного электродов в печи будет вредным для обоих.
Электрод E7018 также может иметь обозначение -1, что означает, что он обеспечивает обещанные ударные свойства с V-образным надрезом по Шарпи при -50 градусов по Фаренгейту по сравнению с -20 градусов по Фаренгейту для электродов без -1. Эти электроды обеспечивают исключительную вязкость при низких температурах. Примечание. Электрод E7018-1 можно использовать вместо электрода E7018, но обратное неверно.
Покрытия электродов из нержавеющей стали
Покрытия электродов из нержавеющей стали также делятся на три категории: EXXX-15, EXXX-16 и EXXX-17.-15 после основного сплава указывает на известковое основное покрытие, которое содержит значительное количество известняка и плавикового шпата, образуя быстро замерзающий шлак, который облегчает сварку в вертикальном и верхнем положениях. Бусинка умеренно волнистая, слегка выпуклая; Последнее свойство может обеспечить необходимый запас прочности в сильно нагруженных суставах.
Известковые базовые покрытия обеспечивают оптимальные механические свойства. Эти электроды обычно предназначены для сварки материалов супераустенитных и очень высоконикелевых марок в криогенных применениях, таких как резервуары для СПГ и системы сжатого газа.
К сожалению, электроды на основе извести имеют худшую свариваемость из-за шаровидного переноса металла, что затрудняет управление лужей. Использование легкой техники взбивания — возможно, шага вперед на 1/8 дюйма и паузы — поможет создать лужу. Известковые основы также требуют удаления шлака — всегда требующего измельчения — и могут работать только на положительном электроде постоянного тока (DCEP).
A -16 указывает на основное покрытие рутилового типа, которое содержит преобладающее количество рутила, среднее количество известняка и ограниченное количество плавикового шпата.Имея возможность выбора, большинство операторов предпочитают использовать электрод -16. Он обеспечивает стабильную, плавную дугу с переносом струи и выпуклый плоский профиль валика с мелкими волнами и хорошим сплавлением боковых стенок. Он также производит небольшое количество мелких брызг и шлака, который обычно самораспускается.
Электроды -17 содержат больше кремния, чем электроды -16, что дает более плавную сварочную ванну, которая лучше всего подходит для сварки в плоском положении. Возможна вертикальная сварка и сварка над головой, но они требуют большего мастерства оператора, чем электрод с известковой основой, поскольку шлак не замерзает так быстро.Эти электроды работают на DCEP или переменном токе (AC).
Электроды из нержавеющей стали обычно не проявляют водородного растрескивания, но могут возникнуть пористость, избыточное разбрызгивание и плохое отделение шлака, если покрытие впитывает влагу. Обязательно храните электроды из нержавеющей стали при температуре 300 градусов по Фаренгейту. Если вы не используете их слишком долго, вы можете восстановить электроды, запекая их при температуре от 600 до 800 градусов по Фаренгейту в течение одного-шести часов.
Неопровержимые факты о наплавке
Не путайте наплавку с процессом соединения.Наплавка — это процесс нанесения на основной материал более твердого или более твердого металла. Электроды для наплавки делятся на три категории: на основе железа, никеля и кобальта, которые затем легируются карбидообразующими элементами, такими как хром, вольфрам, молибден и другими элементами. Обычно они не имеют специальной классификации AWS, за исключением стандартного диапазона 1, 6, 12 и 21 кобальтового сплава.
В отличие от соединительных электродов, электроды для наплавки представляют собой набор запатентованных составов сплавов, предназначенных для удовлетворения конкретных потребностей.Их производят тремя способами: трубчатый стержень, заполненный смесью сплава и затем погруженный в покрытие, или с нанесенным на него покрытием; стержень из углеродистой стали, покрытый смесью сплавов и раскислителей; или литой кобальтовый стержень с нанесенным на него покрытием.
Электроды для наплавки, особенно трубчатой конструкции, не предназначены для прокалывания. Они требуют более низких параметров для меньшего разбавления и большей эффективности наплавки. Одна из распространенных ошибок трубчатых электродов — это вдавливание электрода в заготовку, что приводит к ее перегреву.Помните, что электроды для наплавки работают иначе, чем электрод E7018 SMAW. Они имеют более шаровидный перенос и требуют большей длины дуги.
Электроды для твердосплавной наплавки при нанесении с использованием стрингера или переплетенного валика образуют рисунок перекрестного растрескивания (перекрестного контроля) из-за карбидов, которые образуются в матрице сварочной ванны во время затвердевания. Это нормально. Исключение составляют случаи, когда электрод разработан специально для отложений без трещин.
Халинсон Кампос — руководитель проекта по присадочным металлам в ESAB Welding & Cutting Products; Мартин Дено (Martin Denault) — разработчик приложений и CWI в Exaton, бренде ESAB; Ричард Кук — старший менеджер по продукции Stoody Co., бренд ESAB, 2800 Airport Road, Denton, TX 76207, 800-372-2123.
PPT — Как рутил и ильменит используются для изготовления сварочных электродов Презентация PowerPoint
Как рутил и ильменит используются для изготовления сварочных электродов
Определение рутила и ильменита • Рутил и ильменит в основном являются тяжелыми минералами найдены в виде россыпных месторождений полезных ископаемых на поверхности морских берегов и берегов рек. • Они в основном используются в промышленных целях, таких как производство металлического титана, в качестве красителей, керамических и стеклянных изделий http: // vvmineral-mining.blogspot.in
Определение рутила и ильменита • Ильменит в основном используется для изготовления покрышек с белыми стенками, глазурованной бумаги, пластика, набивных тканей, напольных материалов, таких как линолеум, фармацевтических препаратов, мыла, порошков для лица и других косметических продуктов. используется для автомобильных красок, солнцезащитных кремов, пластмасс, бумаги и текстиля, а также для растущего числа продуктов питания и косметики http://vvmineral-mining.blogspot.in
Рутил и ильменит http: // vvmineral-mining .blogspot.in Обогащенный концентрат ильменита используется для производства сварочных электродов из рутила. Основное промышленное применение рутила — производство диоксида титана или синтетического рутила и покрытие сварочных стержней
Однако ильменитовые покрытия считаются менее качественными № для рутиловых покрытий на сварочных электродах • Хотя ильменит значительно дешевле рутила, рутиловые электроды предпочтительнее сварочных электродов из ильменита http: // vvmineralmining.blogspot.in/
Ведущие производители рутила и илмейта в Индии • VV Mineral — одна из ведущих компаний, занимающихся добычей тяжелых полезных ископаемых. • VV Mineral — семейный бизнес, основанный г-ном С. Вайкундараджаном, основателем, председателем И управляющий директор, VV Group • Будучи крупнейшим горнодобывающим предприятием Индии, производителем и экспортером Garnet VV Mineral был удостоен звания «Экспортер граната номер один» в нашей стране http://vvmineralblog.wordpress.com/
О компании VV Mineral VV Mineral — крупнейшая горнодобывающая компания Индии, производитель и экспортер граната и ильменита.На глобальном уровне VVM готова подняться выше второй позиции. VVM — первый частный экспортер ильменита в Индии. Основанная в 1989 году, компания достигла значительной доли рынка в Европе, Ближнем Востоке, Восточной Азии, Австралии и США. В.В. Mineral — это семейный бизнес, основанный г-ном С. Вайкундараджаном, основателем, председателем и управляющим директором VV Group. Чтобы узнать больше о V. V. Mineral, посетите наш веб-сайт: http://www.vvmineral.com/about.htm
Посетите наши блоги http: // vvmineralmining.blogspot.in http://vvmineralblog.wordpress.com http://vvmineral.wordpress.com http://vvmineralmining.wordpress.com
Следуйте за нами на https://www.facebook.com/people / Shiva-Rajan / 1000081
Благодарю вас 9000chable Manitile
Électroble .fr
Электрод рутиловый брачный — Manutan.frMIG5514335
266675
ложь
https: // www.manutan.fr/fr/maf/electrode-rutile-brochable
[ { «catentry_id»: «10569524», «seo_url»: «https://www.manutan.fr/Product2_11701_11604_10569524_-2_266675___», «displaySKUContextData»: «ложь», «buyable»: «true», «AttributesLabels»: { «7000000000002302569»: «Модель» , «7000000000002301934»: «Ø (мм)» , «7000000000002301899»: «Техника донье» }, «Атрибуты»: { «Modèle_ELECTRODES RUTILES»: «5» , «Ø (мм) _2 мм»: «7» , «Données technologies_LOT DE 13»: «8» }, «AttributesValues»: { «7000000000002302569»: «ПРАВИЛА ЭЛЕКТРОДОВ» , «7000000000002301934»: «2 мм» , «7000000000002301899»: «LOT DE 13» }, «ItemImage»: «/ img / S / GRP / ST / AIG6767235.jpg «, «ItemImage467»: «/img/S/GRP/ST/AIG6767235.jpg», «ItemThumbnailImage»: «/img/S/GRP/ST/AIG6767235.jpg» , «ItemAngleThumbnail»: { «изображение_1»: «/wcsstore//img/S/GRP/IC/AIG6767235.jpg» }, «ItemAngleThumbnailShortDesc»: { «изображение_1»: «/img/S/GRP/IC/AIG6767235.jpg» }, «ItemAngleFullImage»: { «image_1»: «/ wcsstore // img / S / GRP / ST / AIG6767235.jpg » } }, { «catentry_id»: «10569527», «seo_url»: «https://www.manutan.fr/Product2_11701_11604_10569527_-2_266675___», «displaySKUContextData»: «ложь», «buyable»: «true», «AttributesLabels»: { «7000000000002302569»: «Модель» , «7000000000002301934»: «Ø (мм)» , «7000000000002301899»: «Техника донье» }, «Атрибуты»: { «Modèle_ELECTRODES INOX»: «5» , «Ø (мм) _3.2 мм «:» 6 » , «Données technologies_LOT DE 9»: «8» }, «AttributesValues»: { «7000000000002302569»: «ЭЛЕКТРОДЫ INOX» , «7000000000002301934»: «3,2 мм» , «7000000000002301899»: «LOT DE 9» }, «ItemImage»: «/img/S/GRP/ST/AIG6767236.jpg», «ItemImage467»: «/img/S/GRP/ST/AIG6767236.jpg», «ItemThumbnailImage»: «/ img / S / GRP / ST / AIG6767236.jpg » , «ItemAngleThumbnail»: { «image_1»: «/wcsstore//img/S/GRP/IC/AIG6767236.jpg» }, «ItemAngleThumbnailShortDesc»: { «изображение_1»: «/img/S/GRP/IC/AIG6767236.jpg» }, «ItemAngleFullImage»: { «image_1»: «/wcsstore//img/S/GRP/ST/AIG6767236.jpg» } } ]
Комментарий choisir son éléctrode enrobée — Багет рутиловый
D’après un document SAF, voici un tableau qui permet de choisir son électrode enrobée rutile.
Pour choisir une électrode basique, inoxydable, pour aciers alliés, INCONEL, se rérer aux autres tableaux на сайте.
Комментарий для выбора электрода с рутиловой кислотой SAF:
Один электрод с рутиловой кислотой или целлюлозой, выбранный в соответствии с 3 критериями:
Les position de soudage, l’aspect du cordon, la productivité (taux de dépô Positions Les de sépôt) 9013 peuvent être: toujours à plat, en général à plat, toutes позиции, ou en général verticale Desndante
| Аспект кордона | Productivité | Position de soudage | Особые характеристики | |
| SAFER G 48 N | Правильно | Normale | Всего позиций | Peu sensible à la propreté et à la preparation des pièces |
| БЕЗОПАСНЫЙ G 53 | Правильно | Normale | Все позиции (адаптированные к SAFER G 53 en verticale Desndante) | Par rapport à SAFER G 48 N: fusion plus douce, moins bien en verticale Desndante, плюс разумная à la propreté и à la preparation des стыков. |
| БЕЗОПАСНЫЙ G 47 N | Très bon | Normale | Surtout à plat. Pas Pour Verticale Desndante | Utilisable en automatique manuel, très facile d’emploi. |
| SAFER GTi | Très bon | Normale | Всего позиций | Peu de fumées, bonne résilience, idéale pour soudage de tube en toutes position, consillée surtout aux bons soudeurs. |
| SAFER L 51 | Très bon | Normale | Surtout Verticale Desndante | Вертикаль нисходящего типа. |
| SAFER GF 160 | Отлично | Excellente | Toujours на плате | Электроды на высоком уровне. |
| SAFER GF 180 | Отлично | Excellente | Toujours на плате | Электроды на высоком уровне. Fusion extrêmement douce, laitier Parfaitement autodétachable et cordon de très bel аспект. |
| AFLEX C 44 | Correct à très bon |
Электроды ACIER — Рутил — Электроды в комплекте — Электроды MMA — Аксессуары и расходные материалы MMA
210 Электроды ACIER типа рутил GY38 — D 1,6 мм — L 300 мм
Soudages des ACIERS courants
Диаметр электрода: 1,6 мм
Диаметр электрода: 1,5 мм
Puissance de soudage à регулятор: 40АAmorçage et réamorçage faciles.
Bonne soudabilité en toutes position.
Multipositions
Cordons plats à légèrement, bombés, and décrassage easy.(Ветвь электродной двери — du poste de soudure)
Марка: GYS
110 Электроды ACIER для рутила GY38 — D 4 мм — L 350 мм
Soudages des ACIERS courants
Диаметр электрода: 4 мм
Диаметр электрода: + 8 мм
Эффективность обработки: 150 — 160АAmorçage et réamorçage faciles.
Bonne soudabilité en toutes position.
Multipositions
Cordons plats à légèrement, bombés, and décrassage easy.(Ветвь электродной двери — du poste de soudure)
Марка: GYS
165 Электроды ACIER для рутила GY38 — D 3,2 мм — L 350 мм
Soudages des ACIERS courants
Диаметр электрода: 3,2 мм
Диаметр основания: 5-8 мм
Puissance de soudage à регулятор: 115АAmorçage et réamorçage faciles.
Bonne soudabilité en toutes position.
Multipositions
Cordons plats à légèrement, bombés, and décrassage easy.(Ветвь электродной двери — du poste de soudure)
Марка: GYS
230 Электроды ACIER типа рутил GY38 — D 2,5 мм — L 350 мм
Soudages des ACIERS courants
Диаметр электрода: 2,5 мм
Диаметр электрода: 2,5 à 6 мм
Puissance de регулятор мощности: 80AmpAmorçage et réamorçage faciles.
Bonne soudabilité en toutes position.
Multipositions
Cordons plats à légèrement, bombés, and décrassage easy.(Ветвь электродной двери — du poste de soudure)
Марка: GYS
355 Электроды ACIER рутилового типа GY38 — D 2 мм — L 350 мм
Soudages des ACIERS courants
Диаметр электрода: 2 мм
Диаметр электрода: 1,5 — 3 мм
Толщина жидкости: 55АAmorçage et réamorçage faciles.
Bonne soudabilité en toutes position.
Multipositions
Cordons plats à légèrement, bombés, and décrassage easy.(Ветвь электродной двери — du poste de soudure)
Марка: GYS
47 Электроды ACIER для рутила GY38 — D 4 мм — L 350 мм
Soudages des ACIERS courants
Диаметр электрода: 4 мм
Диаметр электрода: + 8 мм
Эффективность подачи жидкости: 150 — 160АAmorçage et réamorçage faciles.
Bonne soudabilité en toutes position.
Multipositions
Cordons plats à légèrement, bombés, and décrassage easy.(Ветвь электродной двери — du poste de soudure)
Марка: GYS
70 Электроды ACIER для рутила GY38 — D 3,2 мм — L 350 мм
Soudages des ACIERS courants
Диаметр электрода: 3,2 мм
Диаметр основания: 5-8 мм
Puissance de soudage à регулятор: 115АAmorçage et réamorçage faciles.
Bonne soudabilité en toutes position.
Multipositions
Cordons plats à légèrement, bombés, and décrassage easy.(Ветвь электродной двери — du poste de soudure)
Марка: GYS
110 Электроды ACIER рутилового типа GY38 — D 2,5 мм — L 350 мм
Soudages des ACIERS courants
Диаметр электрода: 2,5 мм
Epaisseur à souder: 2,5 à 6 мм
Puissance de регулятор мощности: 80AmpAmorçage et réamorçage faciles.
Bonne soudabilité en toutes position.
Multipositions
Cordons plats à légèrement, bombés, and décrassage easy.(Ветвь электродной двери — du poste de soudure)
Марка: GYS
155 Электроды ACIER для рутила GY38 — D 2 мм — L 350 мм
Soudages des ACIERS courants
Диаметр электрода: 2 мм
Диаметр электрода: 1,5 — 3 мм
Размер инструмента: 55АAmorçage et réamorçage faciles.
Bonne soudabilité en toutes position.
Multipositions
Cordons plats à légèrement, bombés, and décrassage easy.(Ветвь электродной двери — du poste de soudure)
Марка: GYS
Электроды Selectarc
1-RUTILES ET CELLULOSIQUES48SP EN 499 E42 0 RC 1151 AWS A5.1 E601354 AWS A5.1 E601355 EN 499 E42 0 RR 12D6 AWS A5.1 E6013160 AWS A5.1 E7024180 AWS A5.1 E7024C6010 AWS A5.1 E6010C8010 AWS A5.5 E8010-GGalva46 AWS A5.1 E6013RRB7 EN 499 E38 A2 RB5.563 AWS E8013-G
2-БАЗОВЫЕ ОТКАЗЫВАЕМЫЕ СОЮЗНИКИB56 AWS A5.1 E7018-1B7016Sp AWS A5.1 E7016B7028 AWS A5.1 E7028B7018S AWS A5.1 E7018-1
3-БАЗОВЫЙ УСТОЙЧИВЫЙ A AW563 E AWS A5.5 E8018-B2B68 AWS A5.5 E9018-B3B69 AWS A5.5 E8018-B6B609 AWS A5.5 E8016-B8
4-BASIQUES HAUTE LIMITE ELASTIQUEB70 AWS A5.5 E10018-GB72 AWS A5.5 E9018-GB73 AWS A5.5 E9018-D1B75Cu AWS A5.5 E8018-W2B77 AWS A5.5 E11018-M
5-ОСНОВНАЯ СОПРОТИВЛЕНИЕ A FROIDB81 AWS A5.5 E8018-C3
AWS A5.5 E8018-C1B84 AWS A5.5 E8018-C26-ACIERS INOXYDABLES20 / 10BC AWS A5.4 E308L-16Inox 308B AWS A5.4 E308L-15308HR AWS A5.4 E308L-26Inox 308HB AWS A5.4 Eno308 AWS A5.4 E347-1720 / 10MBC AWS A5.4 E316L-16Inox 316L AWS A5.4 E316L-17316VD AWS A5.4 E316L-16Inox 316B AWS A5.4 E316L-15316HR AWS A5.4 E316L-26Inox 318 AWS A5.4 E318-1724 / 12S AWS A5.4 E309L-16309HR AWS A5.4 E309L-2624 / 12Mo AWS A5.4 E309MoL-17307R AWS A5.4 ~ E307-16307B AWS A5.4 ~ E307-1518 / 8Mn AWS A5. 4 ~ E307-26Inox 308Mo AWS A5.4 E308Mo-1729/9 AWS A5.4 E312-16Inox 312HR AWS A5.4 ~ E312-2625 / 20R AWS A5.4 ~ E310-1625 / 20B AWS A5.4 E310-15Inox 310H AWS A5.4 E310H-15Inox 253MA EN 1600 E22 12 B 42Inox 2133Mn EN 1600 Z21 33 Mn B 42Inox 25 / 35H EN 1600 Z25 35 Nb HB 42Inox 2209 AWS A5.4 E2209-17Inox 2209B AWS A5.4 E2209-15Inox 2509Mo AWS A5.4 E25 9 4 NLB 42Inox 385 AWS A5.4 E385-16Inox 383 AWS A5.4 E383-16Inox 410B AWS A5.4 E410-15Inox 13/4 AWS A5.4 E410NiMo-15Inox 17 / 4Mo EN 1600 Z16 5 1 B 42
7-FONTESFonte Ni AWS A5 .15 E Ni-CIFonte Ni2 AWS A5.15 E Ni-CIFonte Ni3 AWS A5.15 E Ni-CIFerro-Ni AWS A5.15 E NiFe-CIBметалл-NiFe AWS A5.15 E NiFe-CIFeNi / Cu AWS A5.15 E NiFe-CIFonte NiCu AWS A5.15 ENiCu-BFonte NiFe2 AWS A5.15 E NiFe-CIFonte Fe AWS A5.15 E StFonte Fe2 AWS A5.15 E StFonte Fe3 AWS A5.15 E CI-BFonte Fe4 / F DIN 8573 G FeC-1
8-ОСНОВНОЙ НИКЕЛЬB90 AWS A5.11 E NiCrFe-3B91 AWS A5.11 E NiCrMo-3B94 AWS A5.11 E NiCrFe-2B96 AWS A5.11 E NiCrMo-6Ni82 EN 14172 E-Ni6082Ni182 AWS A5.11 E NiCrFe-3Ni190 AWS A7.11 E NiCu AWS A5.11 E NiCrMo-4Ni617 EN 14172 E-Ni6617Ni625 AWS A5.11 E NiCrMo-3Ni-A AWS A5.11 E NiCrFe-2NiTi3 AWS A5.11 E Ni-1
9-NON FERREUSESAl 105 AWS A5.3 E4043Al112 AWS A5.3 E4047Cu110 AWS A5.6 ~ ECuCu114 AWS A5.6 E CuSn-ACu115 AWS A5.6 E CuSn-CCu116 AWS A5.6 E CuAl-A2Cu118 AWS A5.6 E CuMnNiAlCuNi 9.62 AWS A5.6 10-ПЕРЕЗАРЯДКАHB25 DIN 8555 E 1-UM- 250HB300B DIN 8555 E 1-UM-300-PHB40 DIN 8555 E 1-UM-400HB60 DIN 8555 E 2-UM-60HB40HT DIN 8555 E 3-UM-40-PTHB48HT DIN 8555 E 3-UM-50-THB56HT DIN 8555 E 3-UM-55-STHB450HT DIN 8555 E 3-UM-45-THB600HT DIN 8555 E 3-UM-60-STHB50Co DIN 8555 E 3-UM-50-CRTZHB Mar50 DIN 8555 E 3-UM-350-THBC62 DIN 8555 E 4-UM-60-STHB61B DIN 8555 E 6-UM-60-SHB61R DIN 8555 E 6-UM-60-SHMn DIN 8555 E 7-UM-250-KPHBMnCr DIN 8555 E 7-UM-250-KPRHB14Mn DIN 8555 E 7-UM-250-KPHB Кавит DIN 8555 E 7- UM-250-KPRHB63 DIN 8555 E 10-UM-60-GRPZHBA DIN 8555 E 10-UM-60-GRZHB64S DIN 8555 E 10-UM-60-GRHB65 DIN 8555 E 10-UM-65-GHB66 DIN 8555 E 10- UM-65-GHB68 DIN 8555 E 10-UM-65-GRCo1 AWS A5.13 E CoCr-CCo6 AWS A5.13 E CoCr-ACo12 AWS A5.13 E CoCr-BCo21S AWS A5.13 E CoCr-ECo25 DIN 8555 E 20-UM-250-CKTZB92 AWS A5.11 E NiCrMo-5B92Co DIN 8555 E 23-UM-250-CKNTZHB95CoB DIN 8555 E23-UM-200-CKPTZHRT60HRT63HRT68HRT60WC DIN 8555 E 21-UM-62-G
11-DIVERSDCSCut100GougTherm200B-Fonte-1 8573 G Fonte Fonte 4/1 8573 G 1
FSH WELDING FRANCE: www.fsh-welding.com — [email protected]
selectarc48SP
Электрод Rutilo-CellulosiqueSpciale устанавливает позиции
www.fsh-welding.com
Классификация
AWS A5.1: E6013 EN 499: E 42 0 RC 11ISO 2560-A: E 42 0 RC 11
Область применения
Электрод рутиловый универсальный. Приложения trs варьируются во всех позициях, в которые входят verticaledescendant. Amorage fasile, trs faible tachable, laitier auto dtachable, arc vif sansprojection, trs bonne pntration, peu sensible la propret et aux pices mal prpares (peinture, graisse, rouille). Hautes caractristiques mcaniques.Области применения: промышленные предприятия, складские помещения, serrureries, charpentes, travaux publics, matriels Agricoles, travaux de maintenance ..
Nuances daciers soudablesAciers de construction dusage gnral, Tubes aciers, Tles navalesDsignation-EN S185 S355 L210 L360 9000 BASTM A285, класс C, A414, класс C, D, E, F
A442, класс 55, 60 A515, класс 55, 60, 65
Анализ типа du Mtal Dpos (%)
C Si Mn PS
FSH WELDING FRANCE : www.fsh-welding.com — [email protected]
selectarc51
Электрод RutileUniverselle
www.fsh-welding.com
Классификация
AWS A5.1: E6013 EN 499: E 42 0 RC 11ISO 2560- A: E 42 0 RC 11
Proprits & Applications
Универсальные электроды. Приложения варьируются в зависимости от позиций, легко сочетаются и упрощаются. Удобная парфюмерия в одежде из воды и тренажера напряжения видео.Области применения: металлические конструкции, водохранилища, резервуары, ремесленные изделия, ремонтные мастерские.
Nuances daciers soudablesAciers de construction dusage gnral, Tubes aciers, Tles navalesDsignation-EN S185 S355 L210 L360
P235 P355Tles navales Qualit A et BASTM A285 grade C A414 grade C, D, E, F
класс C, D, E, F класс 55, 60, 65Анализируемый тип du Mtal Dpos (%)
C Si Mn PS 65
0C> 47 -20C> 28
Интенсивность Moyennes и условия dEmploi
Электрод xL (мм) 1,6×300 2 , 0x300 2,5×350 3,2×350 3,2×450 4,0×350 4,0×450 5,0×450 Интенсивность (A) 30 50 70110110140140170
инд.05
1G / PA 2F / PB 2G / PC 3G / PF 3G / PG 4G / PE
= — ~ 40V
FSH WELDING FRANCE: www.fsh-welding.com — [email protected]
selectarc54
Внешний вид электрода RutileBel
www.fsh-welding.com
Классификация
AWS A5.1: E6013 EN 499: E 42 0 RR 12ISO 2560-A: E 42 0 RR 12
Ресурсы и приложения
Электроды для нанесения покрытий, удобные для всех операций — особенно рекомендуемые для заливки, под углом и в вертикальном положении по методу Монтанте — Fusion douce et rapide -peu de processes — laitier auto-dtachable — bel aspect du cordon — emploi courant en сооружениямкано-суды, частные заводы, морские пехотинцы, складские помещения…
Nuances daciers soudablesAciers de construction dusage gnral, Tubes aciers, Tles navalesDsignation-EN S185 S355 L210 L360
P235 P355Tles navales Qualit A et BASTM A285 grade C A414 grade
, A
класс C, D, E, F 60 A515, класс 55, 60, 65Тип анализа du Mtal Dpos (%)
C Si Mn PS 64
0C> 47-20C> 28
Intensits Moyennes & Condition dEmploi
Электрод xL (мм) 2, 0x300 2,5×350 3,2×350 3,2×450 4,0×350 4,0×450 5,0×450 Интенсивность (A) 55 70115115150150180
инд.05
1G / PA 2F / PB 2G / PC 3G / PF 4G / PE
= — ~ 45V
FSH WELDING FRANCE: www.fsh-welding.com — [email protected]
selectarc55
Электрод Рутиловая глазурь trs pais
www.fsh-welding.com
Классификация
AWS A5.1: E6013 EN 499: E 42 0 руб. 12ISO 2560-A: E 42 0 руб.
Электрод для нанесения покрытий на пластину, предназначенную для нанесения на пластину, и на угол, чтобы покрыть поверхность кордона.Кордон вогнутый под углом, слияние trs douce et laitier auto-dtachable.supporte la surintensit, использование frquente en pas de finition.
Nuances daciers soudablesAciers de construction dusage gnral, Tubes aciers, Tles navalesDsignation-EN S185 S355 L210 L360
P235 P355Tles navales Qualit A et BASTM A285 grade C A414 grade C, D, E, F
класс C, D, E, F класс 55, 60, 65Анализируемый тип du Mtal Dpos (%)
C Si Mn PS 64
0C> 47-20C> 28
Интенсивность Moyennes и условия dEmploi
Электрод xL (мм) 2,0×300 2 , 5×350 3,2×350 3,2×450 4,0×450 5,0×450 Интенсивность (A) 70
135180250
экз.05
1G / PA 2F / PB 2G / PC 3G / PF 4G / PE
= — ~ 45V
FSH WELDING FRANCE: www.fsh-welding.com — [email protected]
selectarcD6
Электрод РутилDescendante
www.fsh-welding.com
Классификация
AWS A5.1: E6013 EN 499: E 42 0 RC 11ISO 2560-A: E 42 0 RC 11
Применение
Электрод рутиловый universelle spcialement labore pour le soudage en position verticale par la mthodedescendante.Bonne pntration, cordon rgulier et lgrement выпуклая плита, laitier auto — dtachableen position verticale Desndante. Destine предлагает конструкции, которые могут быть выполнены в большинстве декораций, которые выполняются в нижнем положении, используются в других областях, в том числе и в универсальном. Применения: сложные конструкции, строительные работы и дентритиены, шарпенты, проходы по охране окружающей среды …
строительных материалов , Tles navales, Tles navales, Обозначение-EN S185 S355 L210 L360
P235 P355 Тип du Mtal Dpos (%)
C Si Mn PS 70
0C> 50 -20C> 30
Интенсивность Moyennes и условия dEmploi
Электрод xL (мм) 2,0×300 2,5×350 3,2×350 4,0×350 Интенсивность ( А) 60 80130170
экз.