Механизация и автоматизация сварочных процессов
В этом разделе Вы найдете информацию о механизации сборочных операций, процесса сварки, вспомогательных операций, а также о сварочных станках и установках.
Изготовление сварных изделий связано с выполнением четырех основных этапов: заготовки деталей; сборки этих деталей под сварку; сварки изделия; контроля качества сварки и последующей обработки изделия.
Заготовка деталей (так же как и обработка сваренного изделия) выходит за рамки настоящего раздела.
Процессам сварки посвящены предыдущие разделы, контролю — следующий раздел. В данной разделе рассматриваются вопросы механизации сборки и сварки изделий, а также вопросы механизации некоторых вспомогательных операций.
Степень механизации сборочных и вспомогательных операций определяет технический уровень производства и достигает наивысшего развития в автоматических и поточных линиях.
Независимо от способа сварки и степени его механизации изделие перед сваркой необходимо собрать с необходимой точностью и установить в положение, удобное для сварки.
Обычно сварные изделия собирают в следующем порядке: сначала детали собирают в узлы, а потом их соединяют сваркой. При этом детали должны занимать определенное положение относительно друг друга.
В простейших случаях, когда сама форма деталей определяет их расположение и закрепление, это выполнить не трудно. В более сложных случаях изделия собирают по разметке; детали закрепляют короткими сварными швами (прихватками) и собранное изделие передают для окончательной сварки.
Кроме того, сборочно-сварочные приспособления могут предназначаться для предотвращения или уменьшения деформаций сварных узлов и изделий.
При различных типах производства сварных изделий применяют разнообразные конструкции сборочно-сварочных приспособлений. В единичном производстве обычно применяют универсальные сборочно-сварочные приспособления, пригодные для всей номенклатуры продукции.
В серийном производстве (в зависимости от количества изготовляемых однотипных изделий) используют как универсальные, так и специализированные сварочные приспособления.
В массовом производстве распространены сборочно-сварочные приспособления различных типов, начиная от простых быстродействующих приспособлений и кончая сложными автоматическими установками.
МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
ЭЛЕКТРОГАЗАСВАРЩИК
§ 57. Общие сведения
Одной из главных задач в сварочном производстве является замена ручного труда сварщиков механизированной и автоматизированной сваркой. Эта задача решается заменой ручной сварки механизированной для конструкций, где сложно использовать автоматическую сварку (короткие швы, сложное пространственное положение), широким ис — юльзованием робототехники, применением механизирован-
■ і v и автоматизированных сварочных установок с исполь-
■ іьанием усовершенствованных и новых сварочных процессов.
Вместе с тем трудоемкость сварки составляет примерно одну треть общей трудоемкости изготовления сварной конструкции. Поэтому дальнейшее сокращение времени на изготовление сварных конструкций наряду с механизацией и автоматизацией сварки предусматривается за счет комплексной механизации и автоматизации сварочного произ
водства, т. е. механизации и автоматизации всех производственных процессов, составляющих технологический цикл изготовления сварной конструкции.
е. механизации и автоматизации всех производственных процессов, составляющих технологический цикл изготовления сварной конструкции.
Эффективность механизации и автоматизации технологических процессов зависит от серийности изготовляемых на конкретном предприятии конструктивно и технологически подобных сварных конструкций.
В сварочном производстве различают следующие типы производства:
• мелкосерийное, характеризуемое широкой номенклатурой изготовляемых изделий и малым объемом выпуска изделий;
• серийное, характеризуемое ограниченной номенклатурой изделий, изготовляемых периодически повторяющимися партиями, и сравнительно большим объемом выпуска;
• крупносерийное производство, характеризующееся установившейся номенклатурой изделий, выпускаемых в больших количествах на протяжении длительного времени.
Строгих границ между типами производства нет.
Каждому типу производства соответствуют свои оптимальные технологические процессы, оборудование и организация производства. С увеличением серийности сварных конструкций возрастает степень механизации и автоматизации технологических процессов и операций, применяемых при их изготовлении.
С увеличением серийности сварных конструкций возрастает степень механизации и автоматизации технологических процессов и операций, применяемых при их изготовлении.
Техника безопасности при газовой сварке и резке
Техника безопасности при контактной сварке
При работе на контактных машинах возможны поражения электрическим током, ожоги нагретым металлом, брызгами и выплесками расплавленного металла, отравление испарениями металла и его покрытий в зоне сварки, а также травматизм от …
ТЕХНИКА БЕЗОПАСНОСТИ
§ 65. Техника безопасности при электрической сварке При электросварочных работах возможны следующие виды производственного травматизма: поражение электрическим током; поражение зрения и открытой поверхности кожи лучами электрической дуги; ожоги от капель …
Автоматизация сварочного производства — Энциклопедия по машиностроению XXL
Глава 16. МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
[c.138]
МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
[c.138]Что предусматривает комплексная механизация и автоматизация сварочного производства [c.145]
Необходимость повышения производительности труда ведет к увеличению уровня механизации и автоматизации сварочного производства, к его оснащению новыми сложными машинами и агрегатами, без которых сегодня немыслимо серийное производство многих видов продукции. Наглядный пример тому — сварочные автоматические линии Волжского автозавода. В сварочное производство активно внедряются роботы, что позволяет полностью автоматизировать цикл сварки деталей без участия рабочего-сварщика. [c.3]
Механизация и автоматизация сварочного производства…..369 [c.394]
Это в свою очередь открывает неограниченные возможности для подлинной автоматизации сварочного производства, для создания самого совершенного сварочного оборудования с программным управлением.
Следует иметь в виду, что подавляющее большинство вариантов наиболее распространенного способа дуговой сварки (наплавки) может быть выполнено с помощью несложного ручного или механизированного инструмента (каким, по существу, является сварочный полуавтомат), тогда как введение высокоавтоматизированных технологических комплексов сопряжено со значительными затратами. Поэтому для получения положительного экономического эффекта при автоматизации сварочного производства необходимо обеспечивать существенное повышение производительности труда при наиболее простых технических решениях. [c.12]
Высшей формой комплексной механизации и автоматизации сварочного производства является создание много номенклатурных заводов-автоматов, в которых на базе широкого применения вычислительной техники комплексно решаются проблемы, связанные с изготовлением продукции. К числу таких проблем относятся не только автоматическое изготовление и сборка изделия, но и автоматизация приема заказов, установление сроков поставки и стоимости выполнения заказов проектирование и организация производства, перемещение деталей между рабочими местами, складирование, ведение инструментального хозяйства, входной контроль, контроль качества продукции, утилизация отходов и т. д.
[c.36]
К числу таких проблем относятся не только автоматическое изготовление и сборка изделия, но и автоматизация приема заказов, установление сроков поставки и стоимости выполнения заказов проектирование и организация производства, перемещение деталей между рабочими местами, складирование, ведение инструментального хозяйства, входной контроль, контроль качества продукции, утилизация отходов и т. д.
[c.36]
ОБОРУДОВАНИЕ ДЛЯ КОМПЛЕКСНОЙ МЕХАНИЗАЦИИ И АВТОМАТИЗАЦИИ СВАРОЧНОГО ПРОИЗВОДСТВА
Из оборудования для комплексной механизации и автоматизации сварочного производства ниже рассмотрены комплексно-механизированные рабочие места и участки для сборки и сварки металлоконструкций, роботизированные рабочие места и участки, поточные и автоматические сборочно-сварочные линии. [c.92]
В книге описана технология дуговой сварки, наплавки и резки металлов. Рассмотрены сварочные материалы и оборудование приведены сведения о металлургических процессах и источниках питания сварочной дуги, а также сведения о механизации и автоматизации сварочного производства.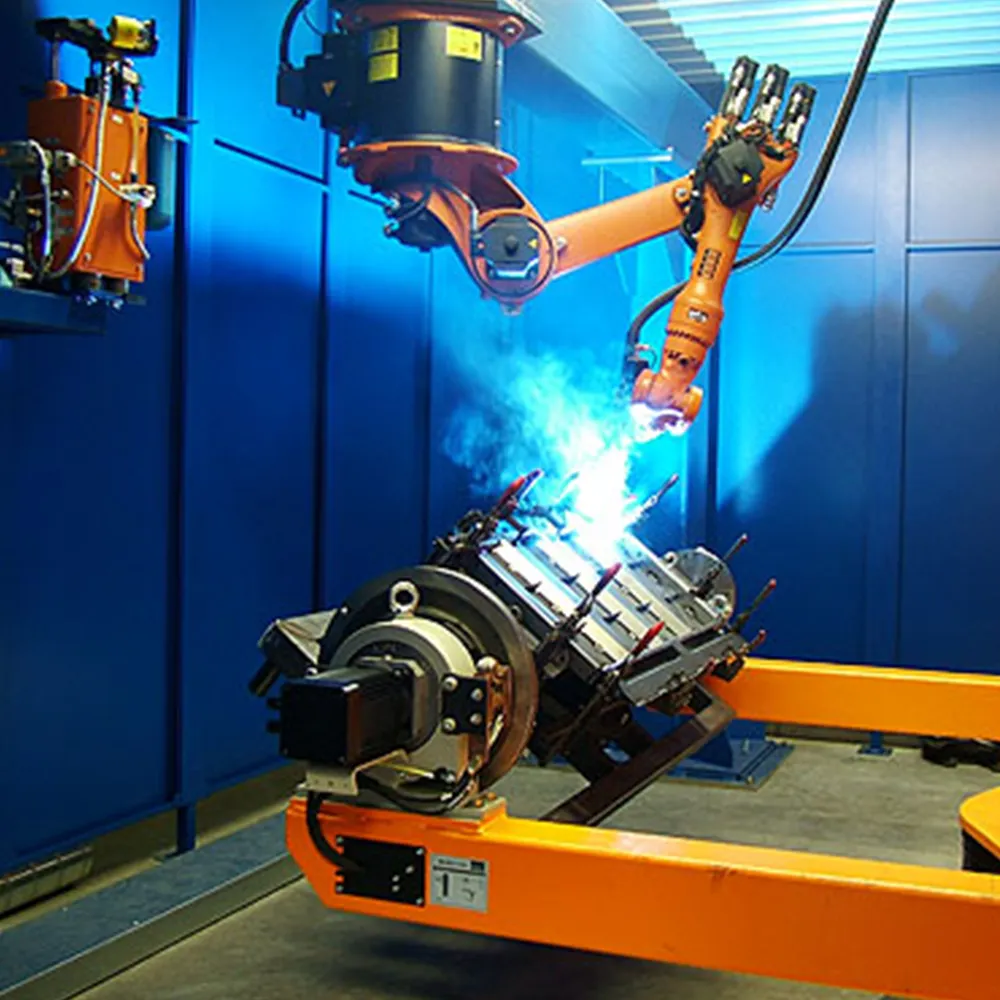 [c.2]
[c.2]
Шарова А. AI., Новиков В. А. Учет влияния толщины основного металла на чувствительность магнитографического контроля.— В сб. Механизация и автоматизация сварочного производства . Могилев, НТО Машпром, 1975. [c.252]
Шарова A. М., Новиков В. A. Повышение чувствительности магнитографического контроля сварных соединений.— В сб. Механизация и автоматизация сварочного производства . Могилев, НТО Машпром, 1975. [c.252]
В сб. Механизация и автоматизация сварочного производства . Могилев, НТО Машпром, 975. [c.253]
ОРГАНИЗАЦИЯ ТРУДА И РАБОЧЕГО МЕСТА. МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ СВАРОЧНОГО ПРОИЗВОДСТВА [c.250]
Механизация и автоматизация сварочного производства [c.256]
В этом разделе брошюры мы расскажем о путях автоматизации сварочного производства. [c.101]
Первым этапом автоматизации сварочного производства была разработка автоматов, работающих открытой дугой без применения флюса. Возможности такого способа сварки в смысле уве-
Возможности такого способа сварки в смысле уве-
Комплексная механизация и автоматизация сварочного производства достигаются в результате применения [c.313]
Каковы задачи механизации и автоматизации сварочного производства [c.324]
Кроме того, в повседневной работе инженера-технолога сварочной специальности встречаются такие производственные вопросы, требующие технико-экономического решения, как, например, выбор наиболее рациональных способов изготовления сварных изделий выбор сварочного оборудования и сборочно-сварочных приспособлений разработка технологического процесса производства сварных изделий и экономическая оценка различных его вариантов определение степени и уровня механизации и автоматизации сварочного производства определение коэффициента использования автоматической линии и выбор способов его повышения определение потребного количества рабочих, оборудования и материалов для выполнения заданной сварной продукции подсчет себестоимости ее изготовления рациональное размещение в цехе рабочих мест и оборудования поточной сборочно-сварочной линии и т. п.
[c.3]
п.
[c.3]
Современные пути механизации и автоматизации сварочного производства включают следующие главные направления, которые необходимо использовать в разработке проектов. [c.106]
Описанным выше главным направлениям механизации и автоматизации сварочного производства обычно сопутствует следующее направление. [c.110]
Агрегатирование средств механизации и автоматизации производства, благодаря достигаемому их сосредоточению, в большинстве случаев значительно облегчает решение задачи автоматизации управления производственным потоком, сокращает необходимые площади для размещения поточных линий и резко повышает их производительность. Примеры рациональных разработок агрегатного оборудования для производства отдельных видов сварной продукции в качестве типовых решений задачи комплексной механизации и автоматизации сварочного производства следует использовать при составлении проектов в стадиях проектное задание и технический проект .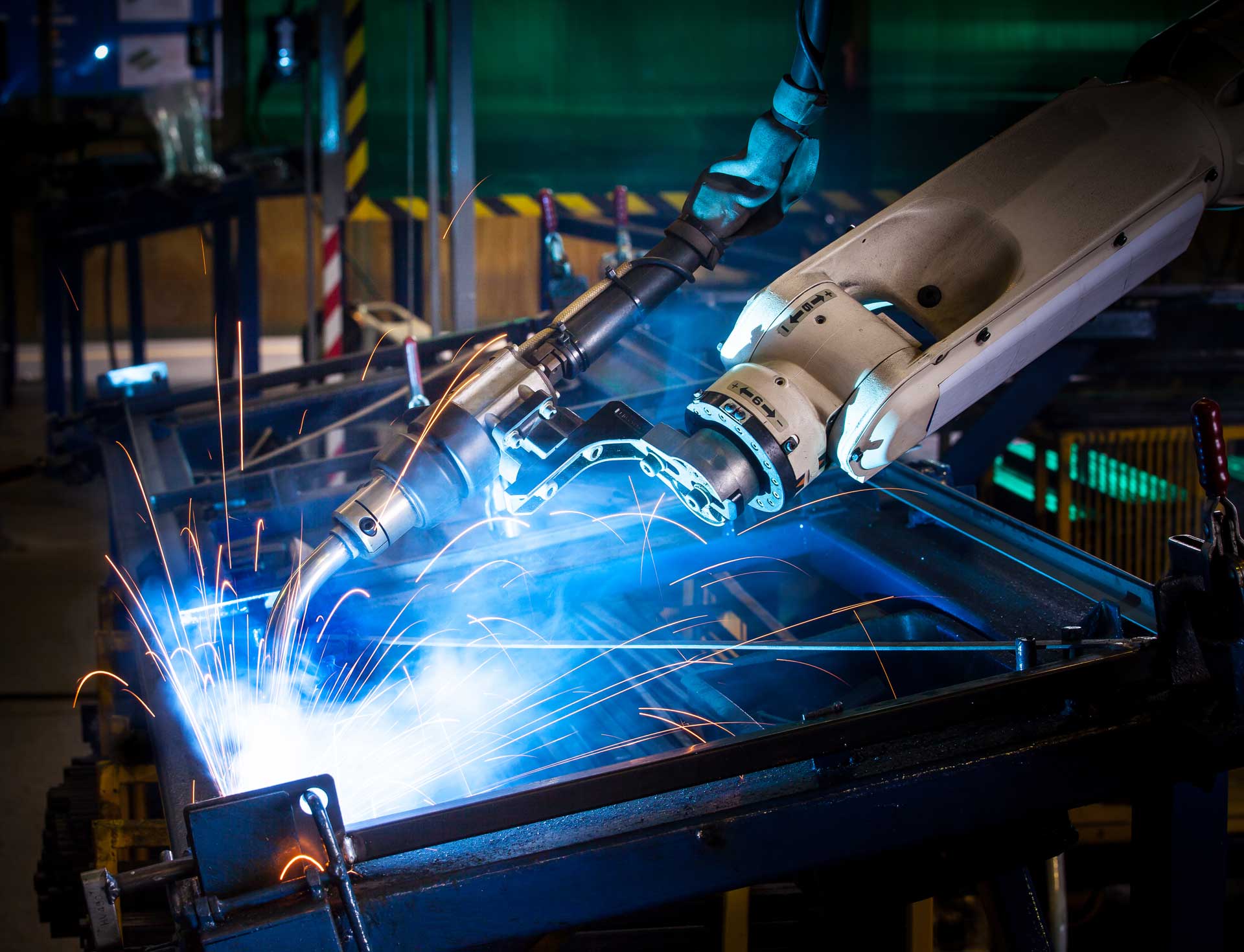 [c.110]
[c.110]
Какие технические и экономические задачи производства решает широкое применение механизации и автоматизации и в чем заключаются особенности и различия главных направлений механизации и автоматизации сварочного производства [c.163]
В книге изложены основы теории сварки (сущность, клас сификация, физико-химические процессы, деформации и напри-жения, свариваемость металлов), кратко описано устройство оборудования и аппаратуры для дуговой и газовой сварки, наплавки Н резки рассмотрены приемы выполнения различных сварных швов, приведены ведения о перспективных видах сварки, механизации и автоматизации сварочного производства. [c.2]
Данилко Б. М., Дьяченко В. И., Александров Б. И. Усталостная прочность соединений, выполненных сваркой трением. Тезисы докладов Республиканской научно-технической конференции Механнзацп , и автоматизация сварочного производства . Могилев, 1972. [c.345]
Дьяченко В. И., Данилко Б. М., Ларина Л. 11. Сварка трением с наложением ультразвуковых колебаний. Тезисы докладов Республиканской научно-технической конференции Механизация и автоматизация сварочного производства . Могилев, 1972.
[c.345]
И., Данилко Б. М., Ларина Л. 11. Сварка трением с наложением ультразвуковых колебаний. Тезисы докладов Республиканской научно-технической конференции Механизация и автоматизация сварочного производства . Могилев, 1972.
[c.345]
Непосредственное редгение общей задачи автоматизации сварочного производства затруднено многомерностью объектов. Выбор оптимального варианта стратегии управления сварочными процессами определяется типом технологического процесса и основными целями. Аппаратура и систры управления классифицируются по алгорф му управления, который определяет выбо альтернативной цели управления. При этом можно вьщелить следующие группы систем управления [1]. [c.17]
Комплексная механизация и автоматизация сварочного производства предполагает интеграцию как родственных, так и неродственных технологических процессов, совмещенных в едином комплексе электросварочного оборудования [4, 14]. Примерами совмещения родственных процессов могут служить контактная стыковая сварка и термообработка термоупрочняемых сталей и сплавов дуговая сварка под флюсом и наплавка многоэлектродная контактная точечная или щовная сварка и т. д. Примерами интеграции неродственных технологий являются, например стыковая сварка со срезкой грата автоматическая ориентация щва относительно горелки автоматическая сборка, в том числе с подогревом для плотной посадки деталей сварка и съем готовых изделий плазменная резка и автоматическая маркировка заготовок плазменномеханическая обработка тел вращения и др.
[c.31]
д. Примерами интеграции неродственных технологий являются, например стыковая сварка со срезкой грата автоматическая ориентация щва относительно горелки автоматическая сборка, в том числе с подогревом для плотной посадки деталей сварка и съем готовых изделий плазменная резка и автоматическая маркировка заготовок плазменномеханическая обработка тел вращения и др.
[c.31]
Настоящий учебник написан в соответствии с программой Контроль качества сварных соединений и конструкций , утвержденной Главным управлением кадров и учебных заведений Минмонтажспецстроя СССР. Содержание учитывает знания, полученные учащимися при изучении курсов физики, сварных конструкций, организации производства сварочно-монтажных работ, технологии и оборудовалия газопламенной обработки металлов, электрической сварки плавлением, автоматизации сварочного производства. [c.3]
Механизация и автоматизация являются основой дальнейшего технического развития современного производства вообще и в том числе сварочного.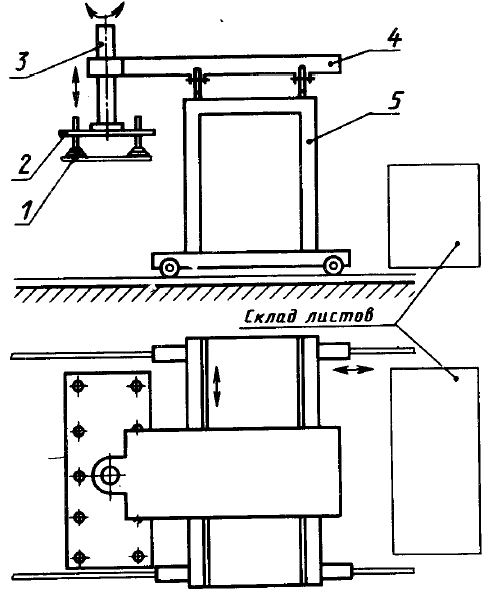 Однако механизация и автоматизация только самих процессов сварки и резки не решают полностью задачу механизации и автоматизации сварочного производства в целом на данном участке или предприятии. Необходима также механизация вспомогательных трудоемких, тяжелых, а иногда и вредных работ подготовки металла под сварку, транспортировки заготовок, перемещения изделия при сборке и сварке на стенде, зачистки швов и др. Некоторые из перечисленных видов работ выполняют с помощью различных механизмов общего или специального назначения грузоподъемных мостовых кранов, автопогрузчиков, электрокар, тельферов, кранов-укосин, лебедок, рельсовых тележек, роликоопор, кантователей, манипуляторов, шлакоуборочных столов и многих других.
[c.256]
Однако механизация и автоматизация только самих процессов сварки и резки не решают полностью задачу механизации и автоматизации сварочного производства в целом на данном участке или предприятии. Необходима также механизация вспомогательных трудоемких, тяжелых, а иногда и вредных работ подготовки металла под сварку, транспортировки заготовок, перемещения изделия при сборке и сварке на стенде, зачистки швов и др. Некоторые из перечисленных видов работ выполняют с помощью различных механизмов общего или специального назначения грузоподъемных мостовых кранов, автопогрузчиков, электрокар, тельферов, кранов-укосин, лебедок, рельсовых тележек, роликоопор, кантователей, манипуляторов, шлакоуборочных столов и многих других.
[c.256]
Наиболее перспективным средством автоматизации сварочного производства являются промыщленные роботы, состоящие из сварочного оборудования, сварочного манипулятора и устройства управления. Процесс автоматической дуговой сварки обеспечи-
[c. 99]
99]
Под механизацией и автоматизацией сварочного производства ПОН имаются [c.153]
Роль автоматической сварки приобретает еще большее значение в настоящее время в связи с поставленной XXI съездом партии задачей резкого подъема отечественной промышленности — машиностроения, судостроения, производства энергетического оборудования, станков, подвижного состава железных дорог, труб большого диаметра и других видов продукции. Повышение уровня механизации и автоматизации сварочного производства для успешного выполнения поставленной задачи возможно только при условии подготовки высококвалифицированных инженерно-техни-ческих и рабочих кадров, вооруженных знаниями теоретических основ автоматической сварки. [c.4]
Механизация и автоматизация сварочного производства
Механизация и автоматизация сварочного производства
СодержаниеВВЕДЕНИЕ
1. ТЕХНОЛОГИЧЕСКИЙ РАЗДЕЛ
1.1 Анализ технологических требований к сварной конструкции
1.
 2 Характеристика материала и оценка свариваемости
2 Характеристика материала и оценка свариваемости1.3 Обоснование способа сварки и выбор сварочных материалов
1.4 Расчет режимов сварки, подготовка деталей для сварки.
1.5 Выбор электротехнического оборудования
1.6 Разработка технологического процесса изготовления сварки балки.
2. КОНСТРУКТОРСКИЙ РАЗДЕЛ
2.1 Расчет и конструирование узла сборочно-сварочного приспособления
2.2 Описание работы спроектированного узла приспособления
ЗАКЛЮЧЕНИЕ
ЛИТЕРАТУРА ЛИТЕРАТУРА
1. Думов С.И. – «Технология электрической сварки плавлением » — М : Машиностроение, 1987г.
2. Козьяков А.Ф, Морозова Л.Л «Охрана труда в машиностроении» — М : Машиностроение, 1990г.
3. Куркин А.С «Сварочные конструкции» — М: Машиностроение, 1991г.
4. Китаев А.М «Сварочная книга сварщика » — М: Машиностроение, 1985г.
5. Рыморов К.С «механизация и автоматизация сварочного производства» — М: Машиностроение, 1990г.
6. Методическое пособие по курсовому проектированию, НМТ,2003
7. Нормативы на полуавтоматическую сварку в среде защитных газов – Москва, Экономика, 1989г.
Нормативы на полуавтоматическую сварку в среде защитных газов – Москва, Экономика, 1989г.
8. Николаев Г.А. и др. Расчет, проектирование и изготовление сварных конструкций. Учеб. пособие для машиностроит. вузов. М., 1971
9. Алешин Н.П., Щербинский В.Г. «Контроль качества сварочных работ». М.: Высш
Показать все
ая школа, 1986г.
10. Волченко В.Н. «Сварные конструкции». — М.: Машиностроение, 1986г.
11.«Сварные и паяные соединения». Учебное пособие/ С.А. Федоров, МАТИ, М, 1989.
12. Гитлевич А.Д Этингоф Л.А. Механизация, автоматизация сварочного производства. М. Машиностроение,1979.
13. Акулов А.И., Бельчук Г.А., Демянцевич А.П., Технология и оборудование сварки плавлением. – М. Машиностроение, 1977.
14. Теория сварочных процессов: Учебное пособие под ред. В,В. Фролова. – М. Высшая школа, 1988. 559 с.
15.Тюрик А.Ф. Конструирование сборочно-сварочных присособлений.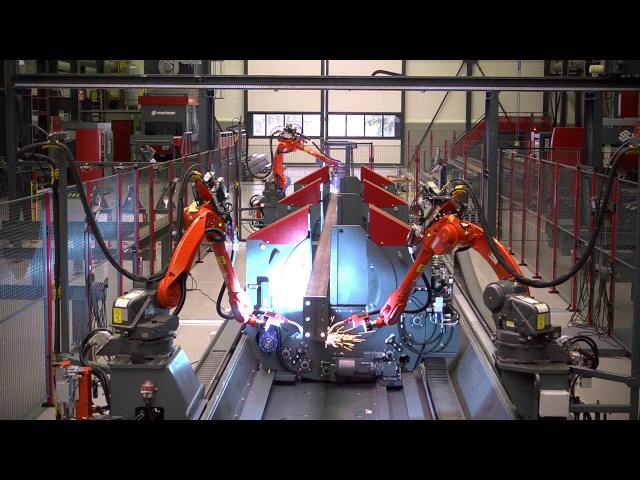
М.нто Машром 1974.
Скрыть
Автоматическая сварка
Подробности- Подробности
- Опубликовано 25.05.2012 15:50
- Просмотров: 23482
Страница 1 из 5
МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
Общие сведения одной из главных технических и социальных задач в сварочном производстве является замена ручного труда сварщиков механизированной и автоматизированной свар кой. Эта задача решается заменой ручной сварки механизированной для конструкций, где сложно использовать автоматическую сварку (короткие швы, сложное пространственное положение), широкого использования робототехники, применения механизированных и автоматизированных сварочных установок с использованием усовершенствованных и новых сварочных процессов. Вместе с тем трудоемкость сварки составляет примерно одну треть общей трудоемкости изготовления сварной конструкции. Поэтому дальнейшее сокращение времени изготовления сварных конструкций наряду с механизацией и автоматизацией сварки предусматривается за счет комплексной механизации и автоматизации сварочного производства, т. е. механизации и автоматизации всех производственных процессов, составляющих технологический цикл изготовления сварной конструкции (заготовительных, обрабатывающих, сборочно-сварочных, отделочных, контрольных). Эффективность механизации и автоматизации технологических процессов зависит от серийности изготовляемых на конкретном предприятии конструктивно и технологически подобных сварных конструкций. В машиностроении, в том числе сварочном производстве, различают следующие типы производства: мелкосерийное, характеризуемое широкой номенклатурой изготовляемых изделий и малым объемом выпуска изделий; серийное, характеризуемое ограниченной номенклатурой изделий, изготовляемых периодически повторяющимися партиями, и сравнительно большим объемом выпуска; крупносерийное производство, характеризующееся установившейся номенклатурой изделий, выпускаемых в больших количествах на протяжении всего года.
Поэтому дальнейшее сокращение времени изготовления сварных конструкций наряду с механизацией и автоматизацией сварки предусматривается за счет комплексной механизации и автоматизации сварочного производства, т. е. механизации и автоматизации всех производственных процессов, составляющих технологический цикл изготовления сварной конструкции (заготовительных, обрабатывающих, сборочно-сварочных, отделочных, контрольных). Эффективность механизации и автоматизации технологических процессов зависит от серийности изготовляемых на конкретном предприятии конструктивно и технологически подобных сварных конструкций. В машиностроении, в том числе сварочном производстве, различают следующие типы производства: мелкосерийное, характеризуемое широкой номенклатурой изготовляемых изделий и малым объемом выпуска изделий; серийное, характеризуемое ограниченной номенклатурой изделий, изготовляемых периодически повторяющимися партиями, и сравнительно большим объемом выпуска; крупносерийное производство, характеризующееся установившейся номенклатурой изделий, выпускаемых в больших количествах на протяжении всего года. Строгих границ между типами производства нет. Ориентировочные признаки серийности сварочного производства в зависимости от массы сварных узлов и их годового выпуска приведены в табл. 19. Каждому типу производства соответствуют свои оптимальные технологические процессы, оборудование и организация производства. С увеличением серийности сварных конструкций возрастает степень механизации и автоматизации технологических процессов и операций, применяемых при их изготовлении. § 41. Сборочные работы и их механизация Сборка под сварку — это технологическая операция, обеспечивающая подлежащим сварке деталям необходимое взаимное расположение с закреплением их специальными приспособлениями или прихватками. Сборку выполняют на плите, стеллаже, стенде или в специальном приспособлении, предназначенными для размещения и закрепления собираемого и свариваемого изделия. Сборочно-сварочная плита — опорное приспособление в виде горизонтальной металлической плиты с пазами; стеллаж — простейшее опорное приспособление с плоской горизонтальной поверхностью для размещения крупногабаритных изделий в цехе.
Строгих границ между типами производства нет. Ориентировочные признаки серийности сварочного производства в зависимости от массы сварных узлов и их годового выпуска приведены в табл. 19. Каждому типу производства соответствуют свои оптимальные технологические процессы, оборудование и организация производства. С увеличением серийности сварных конструкций возрастает степень механизации и автоматизации технологических процессов и операций, применяемых при их изготовлении. § 41. Сборочные работы и их механизация Сборка под сварку — это технологическая операция, обеспечивающая подлежащим сварке деталям необходимое взаимное расположение с закреплением их специальными приспособлениями или прихватками. Сборку выполняют на плите, стеллаже, стенде или в специальном приспособлении, предназначенными для размещения и закрепления собираемого и свариваемого изделия. Сборочно-сварочная плита — опорное приспособление в виде горизонтальной металлической плиты с пазами; стеллаж — простейшее опорное приспособление с плоской горизонтальной поверхностью для размещения крупногабаритных изделий в цехе. Сборочно-сварочные стенды — более сложные устройства для размещения деталей собираемых и свариваемых крупногабаритных изделий и фиксации их в нужном положении. Примерами сборочно-сварочных стендов могут служить электромагнитные стенды при изготовлении плоскостных секций судовых корпусов, резервуаров, вагонов и дру гих листовых конструкций. В условиях единичного производства расположение деталей в свариваемом узле задается разметкой, для их закрепления используют струбцины, планки, скобы с клиньями и другие простейшие универсальные приспособления. Использование специальных сборочных приспособлений-кондукторов позволяет повысить производительность труда и качество сборки. Сварочный кондуктор — приспособление для сборки и закрепления относительно друг друга свариваемых частей в определенном положении. Основой сборочного приспособления является жесткий каркас, несущий упоры, фиксаторы и прижимы (рис. 84). При сборке детали заводят в приспособление, укладывают по упорам и фиксаторам и закрепляют прижимами.
Сборочно-сварочные стенды — более сложные устройства для размещения деталей собираемых и свариваемых крупногабаритных изделий и фиксации их в нужном положении. Примерами сборочно-сварочных стендов могут служить электромагнитные стенды при изготовлении плоскостных секций судовых корпусов, резервуаров, вагонов и дру гих листовых конструкций. В условиях единичного производства расположение деталей в свариваемом узле задается разметкой, для их закрепления используют струбцины, планки, скобы с клиньями и другие простейшие универсальные приспособления. Использование специальных сборочных приспособлений-кондукторов позволяет повысить производительность труда и качество сборки. Сварочный кондуктор — приспособление для сборки и закрепления относительно друг друга свариваемых частей в определенном положении. Основой сборочного приспособления является жесткий каркас, несущий упоры, фиксаторы и прижимы (рис. 84). При сборке детали заводят в приспособление, укладывают по упорам и фиксаторам и закрепляют прижимами.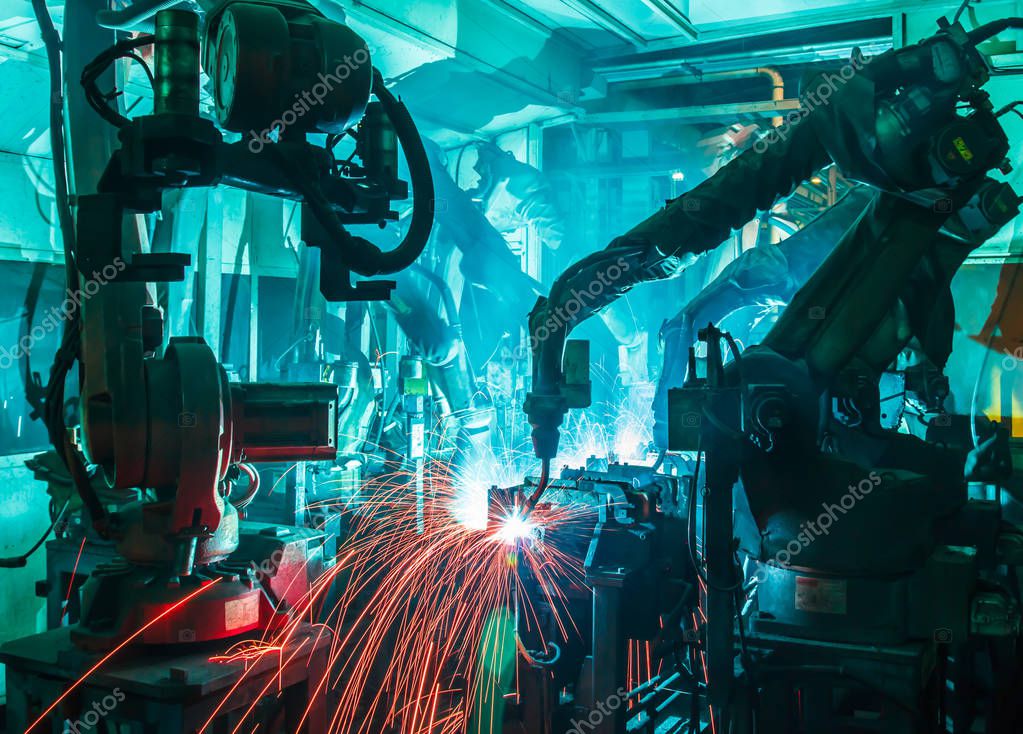 Применяют стягивающие и распорные прижимы с ручным и механическим приводом. Прижимы с ручным приводом (винтовые, рычажные, эксцентриковые) просты, но требуют непосредственного ручного труда сборщика (рис. 85). Использование пневматических, гидравлических, электромагнитных и вакуумных прижимов значительно сокращает вспомогательное время, особенно, если требуется зажать изделие в нескольких местах. Фиксацию собранных деталей для придания требуемой жесткости собранному узлу наиболее часто осуществляют на прихватке. Прихватки должны иметь ограниченное поперечное сечение и располагаться в местах, обеспечивающих их полную переварку при укладке основного шва. Последовательность выполнения сборочно-сварочных операций может быть различной: сварку выполняют после полного завершения сборки; сборку и сварку ведут попеременно, например при изготовлении конструкции наращиванием отдельных элементов; общей сборке и сварке конструкции предшествуют сборка и сварка узлов. Для удобства выполнения тех или иных швов изделие приходится устанавливать в различные положения.
Применяют стягивающие и распорные прижимы с ручным и механическим приводом. Прижимы с ручным приводом (винтовые, рычажные, эксцентриковые) просты, но требуют непосредственного ручного труда сборщика (рис. 85). Использование пневматических, гидравлических, электромагнитных и вакуумных прижимов значительно сокращает вспомогательное время, особенно, если требуется зажать изделие в нескольких местах. Фиксацию собранных деталей для придания требуемой жесткости собранному узлу наиболее часто осуществляют на прихватке. Прихватки должны иметь ограниченное поперечное сечение и располагаться в местах, обеспечивающих их полную переварку при укладке основного шва. Последовательность выполнения сборочно-сварочных операций может быть различной: сварку выполняют после полного завершения сборки; сборку и сварку ведут попеременно, например при изготовлении конструкции наращиванием отдельных элементов; общей сборке и сварке конструкции предшествуют сборка и сварка узлов. Для удобства выполнения тех или иных швов изделие приходится устанавливать в различные положения. Это осуществляется с помощью приспособлений — позиционеров, вращателей, кантователей, роликовых стендов, манипуляторов. Подобного рода приспособления (табл. 20) могут быть как установочные, предназначенные только для поворота изделия в положение, удобное для сварки того или иного шва, так и сварочные, обеспечивающие кроме установки изделия его вращение (перемещение) с заданной скоростью, равной скорости сварки. Позиционер — приспособление, предназначенное для установки изделия в удобное для сборки и сварки.
Это осуществляется с помощью приспособлений — позиционеров, вращателей, кантователей, роликовых стендов, манипуляторов. Подобного рода приспособления (табл. 20) могут быть как установочные, предназначенные только для поворота изделия в положение, удобное для сварки того или иного шва, так и сварочные, обеспечивающие кроме установки изделия его вращение (перемещение) с заданной скоростью, равной скорости сварки. Позиционер — приспособление, предназначенное для установки изделия в удобное для сборки и сварки.
Универсальные приспособления общего назначения (сборочные плиты, стеллажи, манипуляторы, кантователи, роликовые стенды) используют для сборки и сварки изделий широкой номенклатуры и различных размеров. Для изделий определенного типа, но разных размеров используют универсальные приспособления специального назначения, которые конструируют в индивидуальном порядке. Универсальные приспособления применяют в единичном и мелкосерийном производстве. Помимо универсальных и специальных приспособлений в мелкосерийном и единичном производстве применяют универсально-сборочные приспособления, представляющие собой набор различных конструктивных элементов — универсальные плиты с продольными и поперечными пазами, типовые сменные упоры, фиксаторы, штыри, прихваты, планки, крепежные детали и т. п. В условиях крупносерийного и массового производства используют специальные приспособления одноцелевого назначения для выполнения определенных операций при изготовлении конкретного изделия. С целью уменьшения сварочных деформаций напряжений при сборке применяют ряд мер. Эффективной мерой снижения остаточных деформаций является жесткое закрепление свариваемых деталей в специальных приспособлениях — кондукторах. Часто применяют дополнительную деформацию заготовок, которая должна быть противоположной ожидаемой сварочной деформации. Метод предварительного изгиба свариваемых деталей используют для борьбы с угловыми деформациями при сварке стыковых и нахлесточных соединений. При сварке листов небольшой ширины с V-образной разделкой кромок их располагают с предварительным выгибом в сторону, обратную ожидаемой деформации. Листы большой ширины можно укладывать с предварительным изгибом свариваемых кромок. С целью устранения деформаций при сварке тавровых и двутавровых балок применяют приспособления, которые изгибают балку в сторону, обратную ожидаемой деформации.
п. В условиях крупносерийного и массового производства используют специальные приспособления одноцелевого назначения для выполнения определенных операций при изготовлении конкретного изделия. С целью уменьшения сварочных деформаций напряжений при сборке применяют ряд мер. Эффективной мерой снижения остаточных деформаций является жесткое закрепление свариваемых деталей в специальных приспособлениях — кондукторах. Часто применяют дополнительную деформацию заготовок, которая должна быть противоположной ожидаемой сварочной деформации. Метод предварительного изгиба свариваемых деталей используют для борьбы с угловыми деформациями при сварке стыковых и нахлесточных соединений. При сварке листов небольшой ширины с V-образной разделкой кромок их располагают с предварительным выгибом в сторону, обратную ожидаемой деформации. Листы большой ширины можно укладывать с предварительным изгибом свариваемых кромок. С целью устранения деформаций при сварке тавровых и двутавровых балок применяют приспособления, которые изгибают балку в сторону, обратную ожидаемой деформации. Эффективной мерой предотвращения выпучивания стойки в двутавровых балках, вызванной сваркой поясных швов, является сборка с предварительным натяжением стенки. Для натяжения стенки используют сборочные стенды с домкратными устройствами.
Эффективной мерой предотвращения выпучивания стойки в двутавровых балках, вызванной сваркой поясных швов, является сборка с предварительным натяжением стенки. Для натяжения стенки используют сборочные стенды с домкратными устройствами.
Поточные механизированные и автоматизированные линии Поточная линия — комплекс оборудования, взаимно связанного и работающего согласованно с определенным заданным ритмом по единому технологическому процессу. В сборочно-сварочные механизированные поточные линии входит оборудование для выполнения сборки, сварки, а иногда и операций подготовки металла, его раскроя, контроля готовой продукции и т. д. Первая поточная линия с применением автоматической сварки под флюсом была создана в годы Великой Отечественной войны для производства корпусов танков Т-34. По признаку механизации и автоматизации различают несколько типов поточных линий: с частичной механизаций, при которой используется ручная и полуавтоматическая сварка, а остальные процессы производственного цикла — раскрой металла, резка, сборка, окраска и др.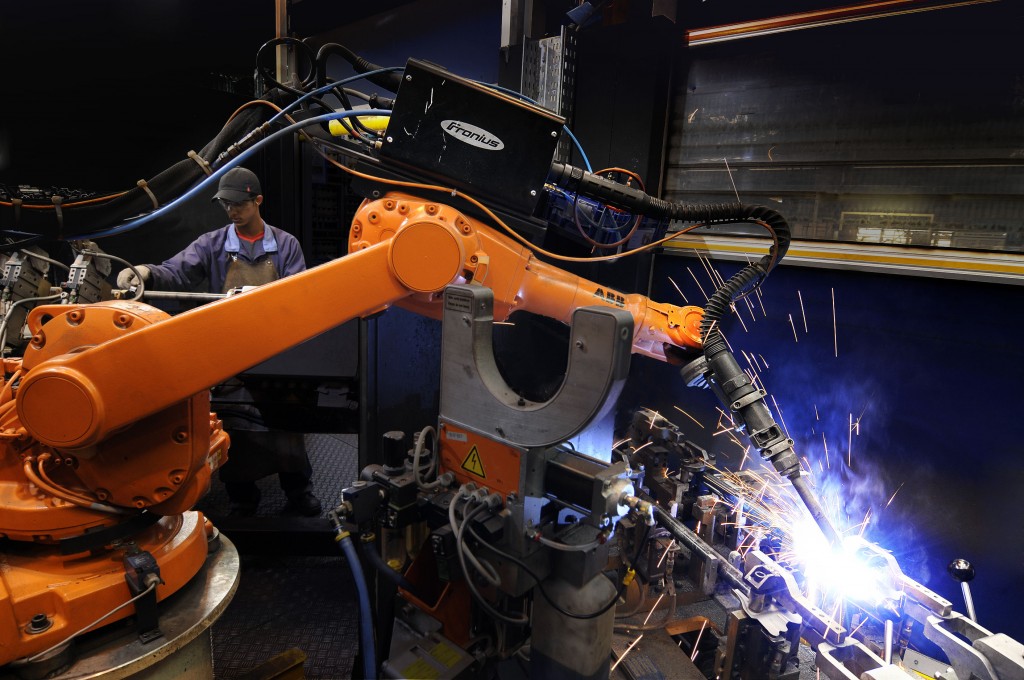 — выполняются вручную; с комплексной механизацией, когда механизированы несколько операций, например, применяется механизированная резка и полуавтоматическая сварка; с частичной автоматизацией, при которой основные процессы (резка, сварка) автоматизированы, а остальные работы (сборка, контроль качества, окраска) выполняются с применением механизированного инструмента и приспособлений; с комплексной автоматизацией—автоматические линии. Автоматические линии представляют собой комплекс машин, выполняющих в заданной технологической последовательности весь цикл операций по производству изделий, с общими для всей линии механизмами управления и автоматическими транспортными устройствами, перемещающими объект обработки от одной машины к другой. Примером автоматической линии могут служить сборочно-сварочные автоматические линии для производства сварных труб большого диаметра со спиральным швом, на которых с помощью автоматов под наблюдением небольшого количества операторов осуществляются все операции по изготовлению труб из стальной ленты.
— выполняются вручную; с комплексной механизацией, когда механизированы несколько операций, например, применяется механизированная резка и полуавтоматическая сварка; с частичной автоматизацией, при которой основные процессы (резка, сварка) автоматизированы, а остальные работы (сборка, контроль качества, окраска) выполняются с применением механизированного инструмента и приспособлений; с комплексной автоматизацией—автоматические линии. Автоматические линии представляют собой комплекс машин, выполняющих в заданной технологической последовательности весь цикл операций по производству изделий, с общими для всей линии механизмами управления и автоматическими транспортными устройствами, перемещающими объект обработки от одной машины к другой. Примером автоматической линии могут служить сборочно-сварочные автоматические линии для производства сварных труб большого диаметра со спиральным швом, на которых с помощью автоматов под наблюдением небольшого количества операторов осуществляются все операции по изготовлению труб из стальной ленты. В сварочном производстве используют сборочно-свароч ные линии с различной степенью механизации и автоматиза ции оборудования и применяемой оснастки с учетом массо вости, серийности и индивидуальности производства для многих видов сварных изделий — при сборке и сварке полотнищ, изготовлении обечаек, труб, сосудов, балок, решетчатых и комплексных конструкций, сварных заготовок для деталей машин. Мелкосерийное (единичное) производств о сварных конструкций является наиболее распространенным в промышленности и строительстве.
В сварочном производстве используют сборочно-свароч ные линии с различной степенью механизации и автоматиза ции оборудования и применяемой оснастки с учетом массо вости, серийности и индивидуальности производства для многих видов сварных изделий — при сборке и сварке полотнищ, изготовлении обечаек, труб, сосудов, балок, решетчатых и комплексных конструкций, сварных заготовок для деталей машин. Мелкосерийное (единичное) производств о сварных конструкций является наиболее распространенным в промышленности и строительстве.
Добавить комментарий
Автоматизация сварочных работ — презентация онлайн
1. Автоматизация сварочных работ
Высшей степенью механизации являетсяавтоматизация, при которой исключается участие
человека в выполнении вспомогательных приемов
и управлении машиной. Механизация или
автоматизация может быть частичной,
распространяющейся на отдельные операции
производственного процесса, и комплексной,
охватывающей ряд последовательных операций
по изготовлению детали или конструкции, в том
числе межоперационное транспортирование.

При осуществлении сварочных операций, в том числе при
механизированной сварке, выполняются вспомогательные приемы по
установке и кантованию изделий под сварку, зачистке кромок и швов, сбору
флюса, установке автомата в начале шва, отводу автомата или
перемещению изделия. Трудоемкость этих приемов составляет в среднем
35 % трудоемкости сварочных операций. Отсюда следует, что механизация
только самого процесса сварки не может обеспечить высокий уровень
механизации сварочного производства, поэтому необходима комплексная
механизация.
2. Оборудование для сварочных работ
Оборудование для механизации и автоматизации сварочныхпроцессов подразделяется на машины, полуавтоматы,
автоматы, а также механизированные, автоматизированные и
автоматические линии.
Оборудование для механизации и автоматизации сварочных
работ можно разделить на две группы:
оборудование для закрепления и перемещения свариваемых
изделий;
оборудование для установки и перемещения сварочной
аппаратуры относительно изделия и передвижения
сварщиков.

Приспособление должно обеспечивать возможность фиксации узла в
положении, удобном для сварки того или иного соединения, или его
перемещение в процессе сварки с заданной скоростью. В сварочной
практике распространено использование комбинированных сборочносварочных приспособлений, позволяющих производить сборку и сварку
в том же приспособлении, минуя прихватку.
3. Cварочные стенды
Представляют собой приспособления с одной неподвижной (чащегоризонтальной) базовой поверхностью с установленными крепежными
элементами, используются для сварки прямолинейных швов. Типичными
представителями являются электромагнитные стенды для сборки и
сварки крупногабаритных полотнищ с продольными и поперечными
швами широко распространенных в судостроении, вагоностроении,
резервуаростроении и других отраслях.
Стенд для сварки продольных швов
обечаек: 1 — основание; 2 — прижим; 3
— тяга; 4 — подкладка; 5 —
пневмоцилиндр; 6 — обечайка
Стенд для автоматической сварки
хребтовой балки с двутавром
Cварочные стенды
В сварных конструкциях сложных форм швы могут располагаться в
разных пространственных положениях.
 В этом случае от приспособления
В этом случае от приспособлениятребуется возможность перемещения изделия в положение для сварки
того или иного соединения в нем или вращение изделия с заданной
скоростью при автоматической сварке.
Стенд сборки и сварки каркаса
боковой стенки грузового вагона
Автоматические машины для сварки
продольных швов
5. Поворотные столы
Являются наиболее простым видом подвижных приспособлений ииспользуются для ручной или механизированной сварки
некрупных узлов.
Поворотный стол сварщика ССП0.06: 1 — планшайба; 2 —
поворотная колонка; 3—
основание; 4 — фрикцион; 5 —
поворотный диск
6. Манипуляторы
Наиболее сложный вид подвижных приспособлений, снабженныхспециальными приводами. Они позволяют осуществлять наклон
планшайбы с изделием в нужное положение и вращать их с
заданной скоростью при сварке.
Манипулятор: 1 — планшайба; 2
— привод; 3 — основание
7. Позиционеры
Предназначены для установки изделия в нужное положение ипозволяют поворачивать его вокруг горизонтальной и вертикальной
осей.
 В отличие от манипуляторов они не имеют рабочей скорости
В отличие от манипуляторов они не имеют рабочей скоростив процессе сварки.
8. Кантователи
Предназначены для установки изделий в удобное для сваркиположение путем поворота их вокруг горизонтальной оси. Во время
сварки они, как и позиционеры, неподвижны.
9. Вращатели
Предназначены для закрепленияизделия в постоянно заданном
положении и вращения его со
скоростью сварки при выполнении
кольцевых и круговых швов. Они
бывают с вертикальной,
горизонтальной или наклонной осью
вращения.
Схемы вращателей для сварки
кольцевых щвов: а — с
торцевыми планшайбами; б —
с раздельными стойками; в —
роликовый стенд; г — для
круговых швов; д — для
конических обечаек; е — для
длинных изделий
10. Приспособления для автоматической сварки
Для выполнения автоматическойсварки создаются сварочные установки,
включающие в себя помимо
приспособлений устройства для
крепления и перемещения сварочных
автоматов относительно изделия.
 Такие
Такиеустройства могут быть конструктивно
связанными с приспособлением или
выполнены раздельно.
Установки для автоматической сварки: а — портальные; б — консольные; в
— со смешенными направляющими; г — с совмещенными направляющими; 1 —
направляющие для автомата; 2 — приспособление
11. Поточные механизированные и автоматические линии
Поточной линией называют комплекс оборудования, взаимно связанного иработающего с определенным заданным ритмом по единому
технологическому процессу. Поточная механизированная сборочносварочная линия представляет собой комплекс оборудования,
расположенного в порядке последовательности выполнения
технологического процесса и обеспечивающего механизированное
выполнение всех операций по изготовлению сварного изделия.
12. Поточные механизированные и автоматические линии
По признаку механизации и автоматизации различают несколько типовпоточных линий:
с частичной механизацией, при которой используется ручная и
механизированная сварка, а остальные процессы производственного
цикла (раскрой металла, резка, сборка и др.
 ) выполняются вручную;
) выполняются вручную;с комплексной механизацией, когда механизированы несколько
операций, например применяются механизированная резка и сварка, а
также другие вспомогательные действия для их выполнения;
с частичной автоматизацией, при которой основные процессы
(сварка, резка) автоматизированы, а остальные работы (заготовка,
сборка и др.) выполняются с применением механизированного
инструмента и приспособлений с использованием ручного труда;
с комплексной автоматизацией.
13. Поточные механизированные и автоматические линии
Автоматическая сборочно-сварочная линияпредставляет собой комплекс оборудования,
выполняющего без непосредственного участия
человека в определенной технологической
последовательности и с определенным тактом
все операции технологического маршрута.
Особое значение в автоматизации сварочного
производства имеет оснащение его
оборудованием с программным управлением.
Например, на газорезательной машине
«Кристалл» с программным управлением
можно вырезать заготовки деталей из стальных
листов толщиной до 100 мм.
 Машина
Машинауправляется автоматически по заданной
программе.
Гитлевич, Арлен Давидович — Механизация и автоматизация сварочного производства [Текст] : [Учеб. пособие для техникумов]
Поиск по определенным полям
Чтобы сузить результаты поисковой выдачи, можно уточнить запрос, указав поля, по которым производить поиск. Список полей представлен выше. Например:
author:иванов
Можно искать по нескольким полям одновременно:author:иванов title:исследование
Логически операторы
По умолчанию используется оператор AND.
Оператор AND означает, что документ должен соответствовать всем элементам в группе:
исследование разработка
author:иванов title:разработка
оператор OR означает, что документ должен соответствовать одному из значений в группе:исследование OR разработка
author:иванов OR title:разработка
оператор NOT исключает документы, содержащие данный элемент:исследование NOT разработка
author:иванов NOT title:разработка
Тип поиска
При написании запроса можно указывать способ, по которому фраза будет искаться.
 Поддерживается четыре метода: поиск с учетом морфологии, без морфологии, поиск префикса, поиск фразы.
Поддерживается четыре метода: поиск с учетом морфологии, без морфологии, поиск префикса, поиск фразы. По-умолчанию, поиск производится с учетом морфологии.
Для поиска без морфологии, перед словами в фразе достаточно поставить знак «доллар»:
$исследование $развития
Для поиска префикса нужно поставить звездочку после запроса:исследование*
Для поиска фразы нужно заключить запрос в двойные кавычки:«исследование и разработка«
Поиск по синонимам
Для включения в результаты поиска синонимов слова нужно поставить решётку «#» перед словом или перед выражением в скобках.
В применении к одному слову для него будет найдено до трёх синонимов.
В применении к выражению в скобках к каждому слову будет добавлен синоним, если он был найден.

Не сочетается с поиском без морфологии, поиском по префиксу или поиском по фразе.
#исследование
Группировка
Для того, чтобы сгруппировать поисковые фразы нужно использовать скобки. Это позволяет управлять булевой логикой запроса.
Например, нужно составить запрос: найти документы у которых автор Иванов или Петров, и заглавие содержит слова исследование или разработка:
author:(иванов OR петров) title:(исследование OR разработка)
Приблизительный поиск слова
Для приблизительного поиска нужно поставить тильду «~» в конце слова из фразы. Например:
бром~
При поиске будут найдены такие слова, как «бром», «ром», «пром» и т.д.Можно дополнительно указать максимальное количество возможных правок: 0, 1 или 2.
 4 разработка По умолчанию, уровень равен 1. Допустимые значения — положительное вещественное число.
4 разработка По умолчанию, уровень равен 1. Допустимые значения — положительное вещественное число.Поиск в интервале
Для указания интервала, в котором должно находиться значение какого-то поля, следует указать в скобках граничные значения, разделенные оператором TO.
Будет произведена лексикографическая сортировка.
author:[Иванов TO Петров]
Будут возвращены результаты с автором, начиная от Иванова и заканчивая Петровым, Иванов и Петров будут включены в результат.author:{Иванов TO Петров}
Такой запрос вернёт результаты с автором, начиная от Иванова и заканчивая Петровым, но Иванов и Петров не будут включены в результат.Для того, чтобы включить значение в интервал, используйте квадратные скобки. Для исключения значения используйте фигурные скобки.

Механизированные сварочные процессы повышают безопасность и эффективность
Высокий спрос на сварщиков (Американское общество сварщиков упоминает прогнозируемую нехватку 375 000 сварщиков к 2023 году) означает, что отрасли, интенсивно использующие сварку, стремятся максимально повысить производительность своих сварочных бригад. Наиболее эффективный способ достижения этой цели — преобразование повторяющихся или объемных ручных сварных швов в механизированные сварочные процессы, которые обеспечивают значительно более высокую эффективность, а также более безопасную рабочую среду.
Рассмотрим типичные задачи — от подготовки стыка до очистки после сварки — связанные со сваркой трубы из нержавеющей стали, а также количество времени, затрачиваемого на выполнение каждой задачи. Благодаря автоматизации многие этапы процесса можно сократить, чтобы повысить эффективность, снизить риски безопасности и, в конечном итоге, повысить рентабельность инвестиций (ROI).
Даже при выполнении квалифицированными сварщиками ручная сварка сопряжена с определенными рисками.Близость к горелке, спутывание шлангов, неадекватное защитное снаряжение и давление для выполнения работы — все это может поставить под угрозу безопасность сварщика. Кроме того, загрязненный вольфрамовый электрод и несоответствие длины дуги или сварочной ванны из-за различий в технике сварки могут ухудшить качество сварки и в конечном итоге привести к отказу компонентов. Механизированный процесс сварки может помочь смягчить многие из этих проблем, постоянно воспроизводя высококачественные сварные швы с минимальным вмешательством оператора со стороны пользователя.
Преимущества процессов механизированной сварки Механизированный процесс сварки не исключает всех ручных сварочных работ. Подготовка материалов, выбор сварочных компонентов, выравнивание компонентов и контроль процесса по-прежнему требуют практических навыков. Однако механизированный процесс сварки повышает эффективность за счет:
Однако механизированный процесс сварки повышает эффективность за счет:
- Более быстрое выравнивание: Стандартные и нестандартные сварочные головки для орбитальной сварки труб обеспечивают двусторонний зажимной механизм для выравнивания труб или фитингов, устраняя необходимость в предварительной прихватке.
- Быстрая настройка: Контроллеры сварки могут быть запрограммированы с настройками для конкретной процедуры сварки — первичная и фоновая сила тока, время предварительной и последующей продувки, напряжение дуги, скорость движения, подача присадочной проволоки, задержка вращения при запуске сварного шва и спада тока в конце сварного шва. После того, как система запрограммирована на определенную процедуру сварки, эту программу можно вызвать в считанные секунды, чтобы начать процесс сварки.
- Оптимизированные сварные швы для неизменно высокого качества: Когда трубки выровнены по сварочной головке, оператор запускает процесс нажатием кнопки.
 Программа координирует все фазы процесса сварки, регулируя поток инертного газа, ток, скорость вращения и перекрытие сварных швов. Запрограммированный компьютерный контроллер гарантирует, что один и тот же тип орбитальной сварки выполняется последовательно снова и снова, чтобы максимизировать производительность и устранить вариативность и несогласованность ручной сварки. Стабильное качество сварного шва также может устранить необходимость в очистке и проверке после сварки, что приведет к дополнительному повышению производительности и снижению производственных затрат.
Программа координирует все фазы процесса сварки, регулируя поток инертного газа, ток, скорость вращения и перекрытие сварных швов. Запрограммированный компьютерный контроллер гарантирует, что один и тот же тип орбитальной сварки выполняется последовательно снова и снова, чтобы максимизировать производительность и устранить вариативность и несогласованность ручной сварки. Стабильное качество сварного шва также может устранить необходимость в очистке и проверке после сварки, что приведет к дополнительному повышению производительности и снижению производственных затрат.
 Программа координирует все фазы процесса сварки, регулируя поток инертного газа, ток, скорость вращения и перекрытие сварных швов. Запрограммированный компьютерный контроллер гарантирует, что один и тот же тип орбитальной сварки выполняется последовательно снова и снова, чтобы максимизировать производительность и устранить вариативность и несогласованность ручной сварки. Стабильное качество сварного шва также может устранить необходимость в очистке и проверке после сварки, что приведет к дополнительному повышению производительности и снижению производственных затрат.
Программа координирует все фазы процесса сварки, регулируя поток инертного газа, ток, скорость вращения и перекрытие сварных швов. Запрограммированный компьютерный контроллер гарантирует, что один и тот же тип орбитальной сварки выполняется последовательно снова и снова, чтобы максимизировать производительность и устранить вариативность и несогласованность ручной сварки. Стабильное качество сварного шва также может устранить необходимость в очистке и проверке после сварки, что приведет к дополнительному повышению производительности и снижению производственных затрат. Механизированный процесс сварки также способствует безопасности процесса. Исключение практических аспектов фактического процесса сварки снижает вероятность травмы сварщика. Сварочные головки (включая кабели, кожухи зажимов и ротор электрода) могут иметь жидкостное охлаждение, а их температура тщательно контролируется, чтобы избежать чрезмерного тепловыделения и обеспечить безопасную работу, особенно при сварке с большим рабочим циклом. Дополнительные системы технического зрения могут быть включены для обеспечения удаленного мониторинга и записи процессов орбитальной сварки в опасных средах.
Дополнительные системы технического зрения могут быть включены для обеспечения удаленного мониторинга и записи процессов орбитальной сварки в опасных средах.
Методы механизированной орбитальной сварки повысили эффективность и безопасность процессов сварки труб и труб. Исследования и разработки, сфокусированные на технологиях и методах орбитальной сварки, позволили создать широкий спектр источников питания, систем управления, сварочных головок и принадлежностей, которые помогли тысячам фирм по всему миру удовлетворить критические потребности в сварке, значительно повысив эффективность и безопасность.Ниже приведены лишь несколько примеров использования этих преимуществ.
Автоматическая сварка ежегодно экономит тысячи часов: Один производитель систем ультрафиолетовой обработки внедрил автоматизированный процесс, который сократил время сварки каждой трубки по типу трубной решетки с пяти минут до 22 секунд. Стабильное качество этих сварных швов также устраняет необходимость в последующей очистке шва. Ежегодно выполняя примерно 40 000 сварочных операций этого типа, экономия оценивается в 3 100 часов в год.
Стабильное качество этих сварных швов также устраняет необходимость в последующей очистке шва. Ежегодно выполняя примерно 40 000 сварочных операций этого типа, экономия оценивается в 3 100 часов в год.
Стабильное качество механизированных сварных швов значительно снижает процент брака: Производство большого количества различных жестких трубных узлов для пневматических и гидравлических систем высокого давления требует постоянного качества. Одна компания перешла на автоматизированный процесс автогенной сварки без присадочного металла с использованием встроенной системы водяного охлаждения в сварочной головке, чтобы обеспечить целевую производительность 4000 орбитальных сварных швов в день с минимальным вмешательством оператора.Сварные сборки были подвергнуты усталостным испытаниям, испытаниям под давлением и испытаниям на герметичность под водой, а стабильность механизированного процесса сварки достигла завидной скорости брака в три части на миллион (ppm).
Дистанционная сварка обеспечивает безопасность и минимальное время простоя: Одна атомная электростанция, расположенная в Соединенном Королевстве, адаптировала свою механизированную сварочную систему, чтобы сделать возможным ввод специальной заглушки в зону сварки для герметизации протекающих трубок подогревателя во время двухпроходная сварка выполняется присадочной проволокой.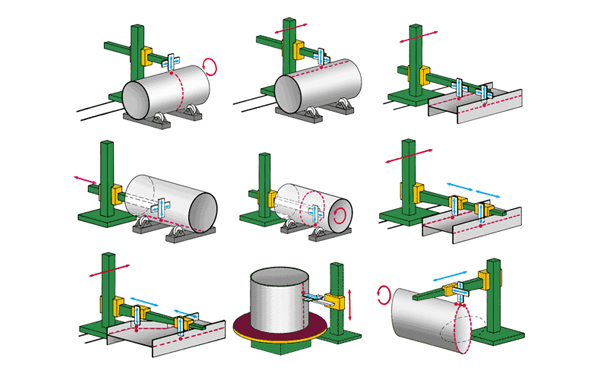 Сварочная головка включает в себя систему технического зрения с камерой высокого разрешения для наблюдения за процессом сварки и визуальной проверки после сварки. Система обеспечивает безопасное и методичное сварочное решение, сводящее к минимуму время простоя.
Сварочная головка включает в себя систему технического зрения с камерой высокого разрешения для наблюдения за процессом сварки и визуальной проверки после сварки. Система обеспечивает безопасное и методичное сварочное решение, сводящее к минимуму время простоя.
Механизированные сварочные процессы доказали свою ценность в повышении качества и эффективности сварки при сокращении количества необходимых операторов и устранении многих рисков, связанных с процессами ручной сварки.Более четырех десятилетий компания Arc Machines, Inc. стремится предоставлять высококачественные услуги по разработке, производству и инжинирингу продукции для орбитальной сварки, чтобы помочь клиентам достичь оптимальной производительности. Сварочные контроллеры, поддерживающие библиотеку из 1000 различных графиков сварки, сварочные головки с жидкостным охлаждением и взаимозаменяемыми компонентами для широкого спектра применений с высокой продолжительностью рабочего цикла и цифровые камеры с высокой разрешающей способностью обзора дуги — это лишь некоторые из инноваций, которые внедрила AMI в свои решения для орбитальной сварки.
Arc Machines, Inc. является лидером в области орбитальной сварки, имея людей, продукты и опыт, которые помогут вам добиться большей эффективности и безопасности в ваших сварочных процессах. По вопросам, касающимся продуктов, обращайтесь по адресу [email protected] . По вопросам обслуживания обращайтесь по телефону [email protected] . Arc Machines приветствует возможность обсудить ваши конкретные потребности. Свяжитесь с нами , чтобы договориться о встрече.
5 Тенденции автоматизации, влияющие на роботизированные сварочные системы и процессы
Американские производственные компании стали использовать системы автоматизации, такие как роботизированная сварка, чтобы оставаться конкурентоспособными на рынке, соответствовать спросу и работать более эффективно.
Самое лучшее в автоматизации и роботизированной сварке то, что это не означает конец американских производственных рабочих мест. Тенденции в области автоматизации со временем меняются и значительно развиваются, облегчая производственным работникам выполнение задач.
Тенденции в области автоматизации со временем меняются и значительно развиваются, облегчая производственным работникам выполнение задач.
Эти тенденции во многом влияют на роботизированную сварку.
Что такое роботизированная сварка?Роботизированная сварка — это автоматизированный процесс сварки, при котором два материала сливаются вместе посредством нагрева, смешивания и охлаждения с использованием механизированных программируемых инструментов.
Роботизированная сварка лучше всего подходит для промышленных и производственных предприятий с большими объемами повторяющихся сварочных процессов. Существует несколько типов сварочных процессов, которые можно выполнять с помощью сварочных роботов.
Некоторые из наиболее распространенных форм роботизированной сварки включают:
- Сварка сопротивлением
- Точечная сварка
- Дуговая сварка
- Сварка TIG
- Лазерная сварка
- Сварка МИГ
- Плазменная сварка
Роботизированная сварка предлагает различные преимущества, такие как повышенная эффективность, повышенная безопасность для производственных рабочих и меньшая потребность в ручной регулировке в процессе сварки.
Ваши производственные усилия могут существенно выиграть от использования сварочных роботов, которые помогут вам идти в ногу с тенденциями автоматизации.
5 тенденций автоматизации, влияющих на роботизированную сварку
Вот пять текущих тенденций в области автоматизации, которые влияют на роботизированную сварку.
1. Мониторинг производства
По мере того, как производители пытаются увеличить скорость производства, они обращаются к системам контроля производства. Эти системы обеспечивают более точные измерения, более эффективное управление процессами и повышение качества деталей.
Они также контролируют качество сварного шва и предоставляют информацию о нем. Это позволяет производителям управлять качеством продукции роботизированных сварочных аппаратов.
Системы мониторинга производства предлагают огромную экономию времени для руководителей производственных линий, что позволяет ускорить производственный процесс без ущерба для качества.
2. Достижения в области адаптивной сварки
Датчики были добавлены для адаптивной сварки, чтобы сделать роботов удобными для пользователя, большей гибкостью и скоростью.
Датчикидают роботам осязание и зрение, когда они движутся по сварному шву. Это облегчает им передачу более подробной информации, а не просто данных.
3. Практика разведки и добычи
Методы разведки и добычи должны правильно работать со сварочной ячейкой, чтобы гарантировать наличие нужного типа и количества деталей для сварочного применения.
Объединение предшествующих процессов и сварочных ячеек сокращает время обработки материалов, экономит площадь и ресурсы, а также обеспечивает бесперебойную работу всей операции.
4. Совместные технологии
Наличие человека-оператора и робота в непосредственной близости друг от друга обеспечивает безопасную и эффективную работу. Некоторые из новых тенденций сотрудничества между роботом и оператором включают команды жестов для создания определенного действия или программы.
5. Упрощенное программирование и эксплуатация систем робототехники
Правильное обучение робототехнике необходимо на производстве, особенно для программистов. Таким образом, они могут правильно программировать системы автоматизации в соответствии с тем, что производится.
Системы автоматизации робототехники изменились и стали более удобными для пользователя.
Многие системы теперь предлагают такие элементы, как автономное программирование, системы беспроводной связи и сенсорные технологии. Программистам потребуется глубокое понимание многих производственных сред, в которых роботизированная сварка используется в своих процессах.
Сотрудники и высококвалифицированные инженерыMarlin Steel используют системы автоматизации и роботизированной сварки для создания более долговечных и высококачественных продуктов для ваших нужд.
Свяжитесь с Marlin Steel, чтобы узнать больше об их превосходной продукции и узнать, какие индивидуальные решения лучше всего подходят для вас.
Сварочная автоматика | Производство и металлообработка
Как цифровая система, сварочная головка HELIX M85 от Lincoln Electric рассчитывает и контролирует время перемещения, скорость сварки и другие переменные, чтобы уменьшить сложную работу по настройке на передней панели. Направляющее кольцо можно установить или снять за секунды, оно также устраняет заедание и компенсирует тепловое расширение рабочей поверхности.
Доступные по цене предварительно смонтированные роботизированные сварочные ячейки Auto-Mate от Lincoln Electric идеально подходят для производителей и мастерских, которые впервые покупают средства автоматизации сварки. (первый вид)
Доступные по цене предварительно смонтированные роботизированные сварочные ячейки Auto-Mate от Lincoln Electric идеально подходят для производителей и мастерских, которые впервые покупают средства автоматизации сварки. (второй вид)
Доступные по цене предварительно смонтированные роботизированные сварочные ячейки Auto-Mate от Lincoln Electric идеально подходят для производителей и мастерских, которые впервые покупают средства автоматизации сварки. (третий вид)
(третий вид)
Мобильное приложение Weld Parameter Guide от Lincoln Electric предоставляет общие настройки сварки для процессов SMAW, GMAW / FCAW и GTAW на устройствах Apple® iOS и устройствах с поддержкой Android ™ для сварщиков, чтобы они могли найти правильные параметры сварки для своих проектов, процесса сварки, материала и толщина.
Каталог Lincoln Electric Equipment Catalog 2015 также доступен на iPad и устройствах Android с помощью мобильного приложения Lincoln Library®, где вы найдете оборудование для сварки MIG, TIG и многопроцессорное сварочное оборудование, системы плазменной резки, автоматизацию сварки, системы контроля дыма, решения для обучающих продуктов и т. Д. системы орбитальной сварки, аксессуары и сварочные приспособления.
TruLaser Robot 5020 от TRUMPF упрощает процесс лазерной сварки. Дополнительный автоматический поворотный столик дополнительно увеличивает производительность, поскольку оператор может настроить следующую деталь, пока лазер активен. Оператор всегда полностью защищен от лазерного луча и вращающегося устройства при загрузке и разгрузке деталей. Система вращается только тогда, когда внутренний датчик определяет, что зона полностью свободна и безопасна. (Фотографии любезно предоставлены TRUMPF) (первый вид)
Оператор всегда полностью защищен от лазерного луча и вращающегося устройства при загрузке и разгрузке деталей. Система вращается только тогда, когда внутренний датчик определяет, что зона полностью свободна и безопасна. (Фотографии любезно предоставлены TRUMPF) (первый вид)
TruLaser Robot 5020 от TRUMPF упрощает процесс лазерной сварки.Дополнительный автоматический поворотный столик дополнительно увеличивает производительность, поскольку оператор может настроить следующую деталь, пока лазер активен. Оператор всегда полностью защищен от лазерного луча и вращающегося устройства при загрузке и разгрузке деталей. Система вращается только тогда, когда внутренний датчик определяет, что зона полностью свободна и безопасна. (Фотографии любезно предоставлены TRUMPF) (второй вид)
Компактный лазерный искатель шва AccuFast от Yaskawa Motoman, установленный рядом со сварочной горелкой, обеспечивает преимущества бесконтактного видеодатчика по экономичной цене.
Новый быстрый 6-осевой робот для дуговой сварки MA1440 от Yaskawa Motoman повышает скорость сварки, имеет полезную нагрузку 6 кг и контурную конструкцию руки, которая снижает помехи за счет увеличения зоны движения робота на близком расстоянии, что делает его идеальным для сварки больших деталей и тянуться через приспособления.
Ось T может поворачивать резак на ± 210 градусов без помех от кабеля на новом 6-осевом роботе для дуговой сварки MA2010 с увеличенным радиусом действия от Yaskawa Motoman, который идеально подходит для деталей сельскохозяйственной и строительной техники благодаря большему радиусу действия.
Новый робот для дуговой сварки Motoman MA3120 — самая длинная рука робота, предназначенная для дуговой сварки. Он снижает потребность в направляющих и идеально подходит для рабочих участков с более крупными деталями, а также для доступа к деталям в труднодоступных местах или в местах с возможными помехами от приспособлений.
Новые компактные высокоскоростные роботы для точечной сварки MS165 и MS210 (показаны здесь) от Yaskawa Motoman в целом на 20 процентов быстрее, имеют меньший вес и конструкцию с уменьшенным профилем, что обеспечивает более высокую плотность роботов вокруг кузова автомобиля или меньшую рабочую ячейку для уровня 1. Приложения.
RobotWare 6 от ABB Robotics сокращает время настройки робота и реконфигурации системы, дает операторам более точный контроль над движением робота и позволяет интеграторам дополнительно оптимизировать конструкцию ячейки и производственные потоки без ущерба для управления движением и безопасности.
Компактный контроллер IRC5C от ABB Robotics отличается улучшенной панелью оператора и улучшенными кабелями для облегчения доступа и использования, с внешними разъемами для всех сигналов и встроенной расширяемой системой ввода-вывода на 16 входов и 16 выходов.
Платформа моделирования Virtual Welding Robotics от Fronius позволяет стажерам-роботам-сварщикам еще больше приблизиться к действию, не будучи ограниченными устройствами безопасности или отсутствием сварочного оборудования.
Гладкий, низкопрофильный робот-слайдер от MultiCam, по которому легко переступить, предлагает новый уровень функциональности и доступности для роботизированной сварки в суровых условиях. (первый вид)
Изящный низкопрофильный робот-слайдер от MultiCam легко переступает через него и предлагает новый уровень функциональности и доступности для роботизированной сварки в суровых условиях.(второй вид)
Вместо подачи различных проволок через систему смены резака или установки второго робота, автоматическая смена проволоки с помощью системы горелки Wire Select от SKS Welding Systems достигается за несколько секунд всего за четыре коротких шага: 1 — Обрезка, 2 — Втягивание, 3 — Подача, 4 — Отрезка. Горловина горелки обеспечивает хороший доступ к сварному шву.
Горловина горелки обеспечивает хороший доступ к сварному шву.
Сварка с двумя разными присадочными материалами на одном и том же компоненте за один проход и одну настройку с помощью системы горелки Wire Select от SKS Welding Systems обеспечивает высокую гибкость, экономию времени и средств при автоматизированной сварке.
В узлах конструкции автокресла, свариваемых JCI, показанный здесь фланцевый шов оставляет небольшой участок свободным для «носа» в выемке металлического пресса. Система горелки SKS Power Clutch находит исходную точку для движения сварочного робота по контуру шва на неплоской поверхности.
Новые роботизированные пистолеты MIG с воздушным охлаждением TOUGH GUN CA3 от Tregaskiss оснащены модернизированными шейными зажимами, которые повышают долговечность и постоянство зажимного усилия, а также дополнительными стандартными вариантами шейки для расширения диапазона центровых точек инструмента (TCP) и рабочих зон.
Новые роботизированные пистолеты MIG с воздушным охлаждением TOUGH GUN TA3 от Tregaskiss оснащены модернизированными шейными зажимами, которые повышают долговечность и постоянство зажимного усилия, а также дополнительными стандартными вариантами шейки для расширения диапазона центровых точек инструмента (TCP) и рабочих зон.
Станция очистки резака JetStream от ESAB очищает компоненты резака с использованием передового процесса, который продлевает срок службы расходных материалов, сохраняет центральную точку инструмента (TCP) и увеличивает время безотказной работы.
Системы круговой сварки для источников сварочного тока с цифровым управлением от Bug-O теперь могут передавать все цифровые управляющие сигналы на устройство подачи проволоки с непрерывным вращением для высокоэффективной сварки под флюсом, толстостенных сварных швов между соплом и сосудом. (первый вид)
Системы круговой сварки для источников сварочного тока с цифровым управлением от Bug-O теперь могут передавать все цифровые управляющие сигналы на устройство подачи проволоки с непрерывным вращением для высокоэффективной сварки под флюсом, толстостенных сварных швов между соплом и сосудом.(второй вид)
Общие сведения о сварке в стационарных автоматах — FABTECH USA
УГО ОКВУАГВУ, менеджер сегмента рынка в Трегаскисе, Виндзор, Онтарио, Канада; и Бернард, Бичер, Иллинойс,
Перепечатано с разрешения: The AWS Welding Journal
Этот процесс наиболее эффективен в сочетании с конкретными компонентами и используется на сварных швах, требующих повторяемости
Когда дело доходит до автоматизации процесса сварки, многие компании выбирают роботизированные сварочные системы из-за гибкости, которую они обеспечивают, и их способности достигать и сваривать несколько стыков. Эти системы предлагают преимущества скорости и точности и могут быть перепрограммированы для управления новыми проектами.
Эти системы предлагают преимущества скорости и точности и могут быть перепрограммированы для управления новыми проектами.
Но эти роботизированные системы подходят не для каждого приложения. В таких отраслях, как нефтегазовая, железнодорожная, производство металлоконструкций и судостроение, конфигурации соединений часто менее сложны и состоят из одной свариваемой детали, а не из полных сборок. В этом случае обычно предпочтительна сварка с фиксированной автоматизацией.
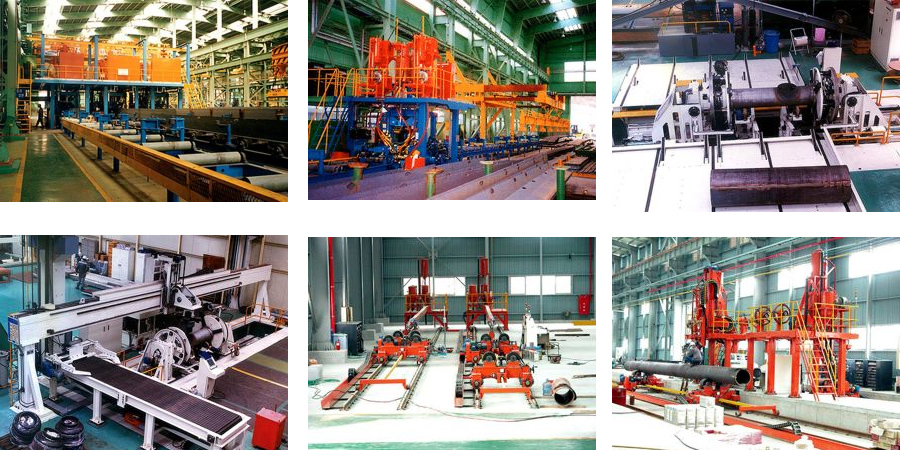
О стационарных автоматах сварки
Стационарная автоматическая сварка, иногда называемая жесткой автоматической сваркой, обычно используется для соединения труб, несущих балок, резервуаров и сосудов в цехе перед их перемещением на строительную площадку, где они будут введены в эксплуатацию — рис.1. Его также можно использовать для сварки стальных листов в общей обрабатывающей промышленности или при производстве водонагревателей и пропановых резервуаров.
Одним из общих факторов в этих применениях является необходимость в продольных или кольцевых (внутренний или внешний диаметр) сварных швах, которые требуют повторяемости, а не универсальности. Другие факторы, которые делают применение для стационарной автоматической сварки, включают следующее:
Другие факторы, которые делают применение для стационарной автоматической сварки, включают следующее:
- Большое количество аналогичных деталей с небольшим разнообразием,
- Крупные детали с очень длинными сварными швами или несколькими аналогичными сварными швами, и
- Крупные детали, которые сложно сварить вручную.
В некоторых случаях фиксированная автоматическая сварка может помочь компаниям достичь высоких производственных целей при относительно низких затратах. Одному оператору также легко контролировать и загружать детали, что делает это желательным с точки зрения рабочей силы — особенно с учетом нехватки квалифицированных сварщиков, с которыми сталкивается отрасль.
Стационарную автоматическую сварочную ячейку можно настроить двумя способами. Первый вариант требует инструментов, которые удерживают деталь на месте, в то время как фиксированная автоматическая сварочная горелка перемещается вдоль сварного шва посредством механизированного сварочного аппарата или гусеницы и каретки, которые удерживают пистолет на месте. Этот вариант подходит, например, для длинной несущей балки.
Этот вариант подходит, например, для длинной несущей балки.
Во втором сценарии сварочный пистолет может быть закреплен в одном месте с помощью инструмента, в то время как деталь, такая как труба, вращается на токарном станке или кольцевом приспособлении во время процесса сварки. На современном рынке есть оборудование, которое может вращать детали самых разных диаметров и веса.
Инструмент для стационарной автоматической сварки предлагает минимальную гибкость и может быть дорогостоящим для настройки новых деталей.Это особенно верно по сравнению с роботизированной сварочной системой, которую можно перепрограммировать для сочленения и сварки в разных положениях по осям X, Y и Z.
При инвестировании в инструменты для стационарной автоматической сварки важно, чтобы компании заранее определяли, какими будут их долгосрочные применения. Будут ли они продолжать сваривать прямые или круглые детали в обозримом будущем?
Как избежать ошибок в процессе
Очень важной частью стационарной автоматической сварочной системы является сварочный пистолет. Компании нередко используют самодельный подход к этому элементу оборудования, устанавливая полуавтоматический пистолет на место с различными компонентами, чтобы имитировать характеристики стационарного автоматического оружия. Иногда это делается для удобства, из-за большого количества полуавтоматического оружия в магазине или из-за предполагаемой экономии средств.
Компании нередко используют самодельный подход к этому элементу оборудования, устанавливая полуавтоматический пистолет на место с различными компонентами, чтобы имитировать характеристики стационарного автоматического оружия. Иногда это делается для удобства, из-за большого количества полуавтоматического оружия в магазине или из-за предполагаемой экономии средств.
К сожалению, сборка самодельного пистолета для этого процесса может занять много времени на установку и обслуживание, что отрицательно сказывается на производительности.Он также не оптимизирован для стационарной автоматической сварки. Качество может пострадать из-за сварных швов вне шва или других несоответствий, что приведет к переделкам, которые еще больше снизят производительность и увеличат затраты. Кроме того, если требуются запасные части, возможны изменения в сборке, поскольку она не предназначена для этого процесса. Опять же, это может привести к проблемам с качеством.
Вместо этого важно приобрести стационарный автоматический сварочный пистолет, предназначенный для данного процесса. Эти пистолеты имеют согласованные компоненты, которые могут быть получены от производителей, поэтому сварные швы можно повторить.Производители оружия также могут предоставить сервис и техническую поддержку.
Эти пистолеты имеют согласованные компоненты, которые могут быть получены от производителей, поэтому сварные швы можно повторить.Производители оружия также могут предоставить сервис и техническую поддержку.
Взгляд на выбор
Сварочные пистолетыдолжны быть указаны или настроены для применения в соответствии с доступным пространством, с учетом расстояния между горелкой и деталью и расстояния до механизма подачи проволоки. Эти факторы влияют на длину и изгиб или угол шеи, а также на выбор кабеля.
Шейкиобычно доступны на рынке различной длины, примерно от 4 до 12 дюймов.и с прямой шеей или с углами 22, 45 или 60 град. изгибы. Компаниям необходимо определить радиус действия, необходимый для достижения сварного шва, а также угол, необходимый для выполнения качественной сварки.
Длина кабеля варьируется от 3 футов до 25 футов. Более длинные кабели идеально подходят для подключения к механизму подачи проволоки, расположенному дальше от детали, в том числе на стреле. В других случаях компания может установить питатель непосредственно на инструмент или поблизости, и в этом случае беспроводной пистолет является вариантом для операций с воздушным охлаждением.Эти пистолеты подключаются непосредственно к механизму подачи проволоки через штырь питания и не требуют кабеля.
В других случаях компания может установить питатель непосредственно на инструмент или поблизости, и в этом случае беспроводной пистолет является вариантом для операций с воздушным охлаждением.Эти пистолеты подключаются непосредственно к механизму подачи проволоки через штырь питания и не требуют кабеля.
Горловины этих сварочных пистолетов отличаются особой прочностью, так как они имеют меньше внутренних каналов, чем пистолет с водяным охлаждением, и их охлаждение зависит от окружающего воздуха.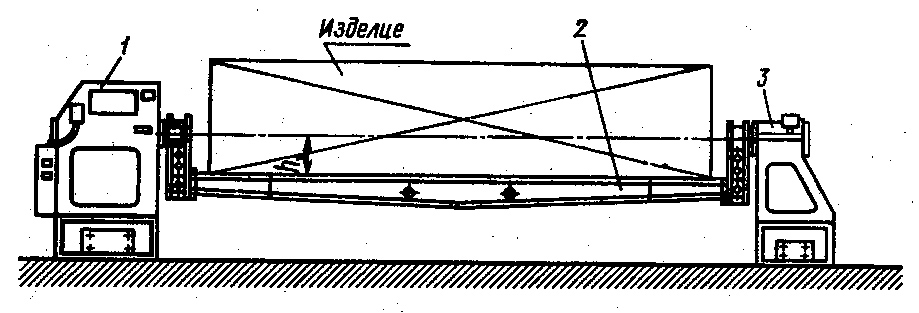 Они также более устойчивы к изгибу, а запасные части дешевле.
Они также более устойчивы к изгибу, а запасные части дешевле.
Для сварки с постоянным током и большей силой тока, требующих более длительных периодов сварки более толстого материала, лучшим выбором может быть пистолет с водяным охлаждением. Эти модели обычно доступны с силой тока от 450 до 600 А и имеют 100% рабочий цикл.
Другой вариант — гибридные сварочные горелкис водяным охлаждением. Эти стационарные автоматические сварочные пистолеты имеют прочную шейку, аналогичную модели с воздушным охлаждением, с водяными каналами, проходящими снаружи от нее. Эти каналы упрощают обслуживание сварочных пистолетов по сравнению со стандартными пистолетами с водяным охлаждением.
Дополнительные соображения
Наряду с выбором подходящих компонентов для стационарного автоматического сварочного пистолета также важно выбрать высококачественные расходные материалы — сопла, контактные наконечники и диффузоры газа.Это помогает минимизировать простои из-за частых переналадок и поддерживает производственные цели. Они также могут уменьшить проблемы с качеством, которые могут потребовать доработки позже в процессе сварки.
Они также могут уменьшить проблемы с качеством, которые могут потребовать доработки позже в процессе сварки.
Расходные материалы можно использовать с разными типами сварочных пистолетов, включая полуавтоматические и стационарные автоматические. Такая совместимость может упростить инвентаризацию и предотвратить ошибки при установке новых расходных материалов на сварочные горелки любого типа.
Рис. Стационарная автоматическая сварка обычно используется в цеху для соединения труб, несущих балок, резервуаров и сосудов перед их перемещением на строительную площадку, где они будут введены в эксплуатацию.
Роботизированная сварка: системы и руководство
Роботизированная сварка — это использование механизированных программируемых инструментов (роботов), которые полностью автоматизируют процесс сварки, выполняя сварку и перемещая деталь.
Такие процессы, как газовая дуговая сварка металлическим электродом, хотя часто и автоматизированы, не обязательно эквивалентны роботизированной сварке, поскольку иногда человек-оператор подготавливает материалы для сварки.
Этот процесс идеален для ситуаций, когда повторяется большое количество сварных швов, и их нужно выполнять быстро.Роботы используются в контролируемых средах, например, на заводе по сборке автомобилей. Роботы постоянно контролируются профессионалами-сварщиками для проверки целостности сварных швов и настройки оборудования по мере необходимости.
Автомобильная промышленность использует роботов Mig более 35 лет, используя более 100 000 роботов.
Стоимость каждой роботизированной ячейки составляет примерно от 60 до 75 тысяч долларов США для систем низкого уровня.
Системы среднего уровня стоят от 75 до 150 тысяч долларов, в то время как системы высшего класса стоят 150 тысяч долларов и более.
Как правило, рабочая ячейка будет стоить от 3 до 10 раз дороже робота.
Видео-демонстрация роботизированной сварки и резки
Обзор
Типы роботов
Роботизированная сварка обычно используется для контактной точечной и дуговой сварки в высокопроизводительных приложениях, таких как автомобильная промышленность.
Роботизированная сварка — относительно новое применение робототехники, хотя роботы были впервые представлены в промышленности США в 1960-х годах.
Использование роботов в сварке началось только в 1980-х годах, когда автомобильная промышленность начала широко использовать роботов для точечной сварки.
С тех пор как количество роботов, используемых в промышленности, так и количество их приложений значительно выросло.
Кэри и Хелцер предполагают, что по состоянию на 2005 год в промышленности Северной Америки используется более 120 000 роботов, причем примерно половина из них относится к сварке.
Рост роботизированной сварки в первую очередь ограничивается высокой стоимостью оборудования и, как следствие, необходимостью его использования только в высокопроизводительных приложениях.
Робот-дуговая сварка начала быстро расти и составляет около 20% промышленных роботов.
Производители роботов
Среди ведущих производителей роботизированной сварки:
- Линкольн Электрик
- ABB
- Адепт
- Seiko
- Кавасаки
Стоимость роботизированной сварочной ячейки начинается с 50 000 долларов США. Робот без сварочного оборудования может стоить всего 20 тысяч долларов.
Робот без сварочного оборудования может стоить всего 20 тысяч долларов.
История роботизированной сварки
Сборочная линия для роботизированной сварки
Первые работы по робототехнике можно проследить до 270 г. до н.э., в Древней Греции, до водяных часов с подвижными фигурами, созданных инженером-строителем Ктесибием.
За его работой последовали Фил Византийский (автор книги «Механическое собрание», 200 г. до н.э.), Герой Александрии (85 г. до н.э.) и Марк Витрувий (25 г. до н.э.).
Несколько сотен лет спустя арабы задокументировали (три Бану Муса, работающие на Калифу Багдада, 786-833 гг. Н.э.) и разработали
(Бадиас-Заман Исмаил бин ар-Раззаз аль-Джазари в книге «Наука о гениальные устройства », 1150–1220 гг. н.э.) греческие рисунки, которые можно было использовать в их собственных творениях.
Леонардо да Винчи тоже некоторое время занимался робототехникой, когда работал в семье Сфорца. К тому же времени, когда он написал «Тайную вечерю», он также участвовал в строительстве «Зала делле Ассе» в замке Сфорца, где он планировал поместить робота, похожего на человека, в виде рыцаря XV века.
К тому же времени, когда он написал «Тайную вечерю», он также участвовал в строительстве «Зала делле Ассе» в замке Сфорца, где он планировал поместить робота, похожего на человека, в виде рыцаря XV века.
Почему-то чертежи и чертежи так и не были найдены, хотя некоторые страницы его знаменитой книги «Атлантический кодекс» отсутствуют именно в том месте, где, по всей видимости, он готовил проект робота.
Никола ТеслаНикола Тесла сделал еще один выдающийся вклад в робототехнику на рубеже нашего века.Он думал об автоматизации и о том, как он мог бы ими управлять или «воплощать» в них интеллект. В то время один немецкий ученый (Герц) утверждал, что электромагнитное возбуждение порождает излучение того же типа, которое можно обнаружить вдали от возбуждения. Тесла подумывал использовать это для управления автоматом: появился термин «телеавтоматика». Своими словами:
… Но этот элемент я мог бы легко воплотить в нем, передав ему свой разум, свое понимание.
 Так появилось это изобретение, и возникло новое искусство, для которого было предложено название «телеавтоматика», что означает искусство управления движениями и операциями удаленных автоматов.
Так появилось это изобретение, и возникло новое искусство, для которого было предложено название «телеавтоматика», что означает искусство управления движениями и операциями удаленных автоматов.Технические вехи
- ’70: General Motors создает первую сборочную линию для сборки корпусов роботов с 24 роботами и индексирующей конвейерной системой.
- ’74: Электропривод
- ’74: Микропроцессорное управление
- ’82: декартова интерполяция
- ’82: компьютерные коммуникации
- ’82: Джойстик
- ’82: Программирование меню
- ’84: Vision Guidance
- ’86: Цифровые контуры управления
- ’86: приводы переменного тока
- ’90: Сеть
- ’91: Цифровое управление крутящим моментом
- ’94: полнодинамическая модель
- ’94: интерфейс Windows
- ’94: виртуальный робот
- ’94: ввод / вывод Fieldbus
- ’96: взаимодействующие роботы
- ’98: Обнаружение столкновений
- ’98: Идентификация груза
- ’98: Fast Pick & Place
Будущее роботизированных сварочных систем
Будущие усовершенствования роботизированных сварочных систем включают в себя возможности (производительность, меньшее количество ошибок), улучшенное удобство использования (более простое использование и программирование) и возможность подключения (больше способов подключения роботов).
- Более низкие цены
- Более высокая производительность
- Более сложные датчики
- Улучшенный оперативный контроль из систем управления производством
- Улучшенные инструменты моделирования и автономного программирования
- Лучшие удаленные услуги
- Повышенное качество
- Улучшения диагностики
- Снижение потребления энергии
- Поддержка более широкого спектра производственных процессов
- Регулятор силы как обычный элемент
- Эволюция легких конструкций
- Более сложное программное обеспечение
- Больше единообразия в языках программирования
- Лучшее управление движением и усилием
- Пониженный уровень шума
- Снижение затрат на техническое обслуживание
- Возможность замены больших роботов на меньшие единицы
Роботизированная дуговая сварка
Роботизированная дуговая сварка на автосборочном заводе
В целом оборудование для автоматической дуговой сварки разработано иначе, чем оборудование, используемое для ручной дуговой сварки. Автоматическая дуговая сварка обычно включает в себя высокие рабочие циклы, и сварочное оборудование должно работать в этих условиях. Кроме того, компоненты оборудования должны иметь необходимые функции и элементы управления для взаимодействия с основной системой управления.
Автоматическая дуговая сварка обычно включает в себя высокие рабочие циклы, и сварочное оборудование должно работать в этих условиях. Кроме того, компоненты оборудования должны иметь необходимые функции и элементы управления для взаимодействия с основной системой управления.
Для выполнения дуговой сварки требуется особый вид электроэнергии. Особая мощность обеспечивается сварочным аппаратом, также известным как источник питания. Во всех процессах дуговой сварки используется сварочный пистолет или горелка для передачи сварочного тока от сварочного кабеля к электроду.Они также обеспечивают защиту зоны сварки от атмосферы.
Сопло резака близко к дуге и постепенно собирает брызги. Очиститель горелки (обычно автоматический) часто используется в системах роботизированной дуговой сварки для удаления брызг. Для всех процессов производства дуги с непрерывной электродной проволокой требуется устройство подачи электродов для подачи плавящейся электродной проволоки в дугу.
Сварочные приспособления и манипуляторы заготовок удерживают и позиционируют детали для обеспечения точной сварки роботом. Производительность роботизированной сварочной ячейки повышается за счет наличия автоматически вращающегося или переключаемого приспособления, так что оператор может фиксировать один комплект деталей, пока робот сваривает другой.
Производительность роботизированной сварочной ячейки повышается за счет наличия автоматически вращающегося или переключаемого приспособления, так что оператор может фиксировать один комплект деталей, пока робот сваривает другой.
Чтобы гарантировать, что наконечник электрода и рама инструмента точно известны относительно друг друга, важен процесс калибровки TCP (Tool Center Point). Устройство автоматической калибровки TCP облегчает выполнение этой трудоемкой задачи.
Выбор газа
Есть несколько факторов, влияющих на выбор лучшего газа для роботизированных сварочных систем, в том числе:
- Химия недрагоценных металлов
- положение сварки
- толщина основного металла
- Чистота основного металла
- вид передачи металла
- совместимость
Выбор газа:
- Аргон / CO2 (> 82% аргона)
- Аргон / CO2 / 02 (> 90% аргона), который предпочтителен для перекрытия зазора из-за повышенной текучести лужи
- Аргон / Гелий / CO2 (> 70% аргона,> 25% гелия / баланс CO2) — предпочтительнее для никелевых сплавов и работы с нержавеющей сталью
Робот для точечной сварки
Автоматическая сварка предъявляет особые требования к оборудованию для контактной сварки. Часто оборудование должно быть специально спроектировано, а процедуры сварки должны соответствовать требованиям роботизированной сварки.
Часто оборудование должно быть специально спроектировано, а процедуры сварки должны соответствовать требованиям роботизированной сварки.
Самый распространенный тип роботов, используемых при точечной сварке, — это шестиосевой револьвер. Остальные типы или сферические и прямоугольные.
Сварочное тепло генерируется электрическим сопротивлением без использования расходуемых электродов, защитных газов или флюса.
Робот для точечной сварки — важнейший компонент роботизированной установки для точечной сварки. Доступны сварочные роботы различных размеров, в зависимости от грузоподъемности и вылета.Роботы также классифицируются по количеству осей. Пистолет для точечной сварки прикладывает соответствующее давление и ток к свариваемым листам. Доступны разные типы сварочных пистолетов, используемые для различных целей. Автоматический таймер сварки включает и отсчитывает продолжительность тока.
В процессе контактной сварки сварочные электроды подвергаются сильному нагреву и давлению. Со временем эти факторы начинают деформировать (грибовидно) электроды. Для восстановления формы электродов используется автоматическая протирочная машина.
Со временем эти факторы начинают деформировать (грибовидно) электроды. Для восстановления формы электродов используется автоматическая протирочная машина.
Поверхность должна быть чистой и гладкой для оптимизации прочности сцепления и требовать доступа к обеим сторонам шва.
Основы:
- Наиболее распространенное применение для роботизированной сварки
- Роботы запрограммированы следовать определенному пути
- Выполняет не менее 30 сварок в минуту
Роботизированные системы точечной сварки состоят из:
- Комплект для точечной сварки с роботом и контроллером
- узлов обмена
- Устройства защиты оператора
- Опорная рама
Компоненты
Основными компонентами роботов для дуговой сварки являются манипулятор или механический блок и контроллер, который действует как «мозг» робота.
Манипулятор — это то, что заставляет робота двигаться, и конструкцию этих систем можно разделить на несколько общих типов, таких как робот SCARA и робот с декартовой системой координат, которые используют разные системы координат для управления руками машины.
Промышленные роботы для сварки в автомобильном производстве
Приложения
Когда следует использовать роботов для сварки?
Процесс сварки, включающий повторяющиеся задачи на одинаковых деталях, может быть пригоден для автоматизации.Количество свариваемых изделий любого типа определяет, следует ли автоматизировать процесс.
Если детали обычно требуют регулировки для правильной стыковки, или если свариваемые соединения слишком широкие или находятся в разных положениях от детали к детали, автоматизация процедуры будет затруднена или невозможна. Роботы хорошо подходят для повторяющихся задач или аналогичных деталей, которые включают сварные швы более чем на одной оси или когда доступ к деталям затруднен.
Большинство производственных сварочных процессов можно использовать в автоматизированных приложениях.Самым популярным, используемым примерно в 80 процентах приложений, является процесс GMAW со сплошной проволокой. Этот процесс лучше всего подходит для большинства ситуаций с высокой производительностью, поскольку не требуется дополнительная очистка шва.
Наибольшее применение в автомобилестроении:
- работает 24 часа в сутки
- 2% простоя использование инвестиций
- Сокращение трудозатрат от 75% до 100%
- улучшает управление и планирование вывода
Робот на портале для сварки крупных деталей
Преимущества
- улучшенное качество
- снижение уровня переварки
- без очистки после сварки
- Повышение производительности оператора
- более высокая скорость наплавки, повышенная эффективность наплавки проволоки
- более высокая скорость перемещения резака
- Улучшенный внешний вид сварного шва
- пониженная квалификация оператора
- сокращение времени сварки, быстрее, чем у людей
- снижение общих затрат на сварку на фут
- переделка нижняя
- стабильное проплавление шва
- повышенная гибкость с перепрограммированием
- Амортизация стоимости оборудования при многосменной работе
- сокращение аварий
- можно использовать в опасной для человека среде
- меньше простоев в работе
Почему роботизированная сварка? Наиболее заметные преимущества автоматической сварки — это точность и производительность. Роботизированная сварка улучшает повторяемость сварных швов. После правильного программирования роботы будут каждый раз выполнять одни и те же сварные швы на заготовках с одинаковыми размерами и характеристиками.
Роботизированная сварка улучшает повторяемость сварных швов. После правильного программирования роботы будут каждый раз выполнять одни и те же сварные швы на заготовках с одинаковыми размерами и характеристиками.
Автоматизация перемещений резака снижает вероятность ошибки, что означает уменьшение брака и переделок. Роботизированная сварка также позволяет увеличить производительность. Робот не только работает быстрее, но и тот факт, что полностью оборудованный и оптимизированный роботизированный модуль может работать 24 часа в сутки, 365 дней в году без перерывов, делает его более эффективным, чем ручной сварочный модуль.
Еще одно преимущество автоматизированной сварки — снижение затрат на рабочую силу. Роботизированная сварка также снижает риск, убирая сварщика / оператора от опасных паров и расплавленного металла ближе к сварочной дуге.
Ограничения
Одна проблема при сварке с роботами заключается в том, что кабели и шланги, используемые для подачи тока, воздуха и т. Д., Имеют тенденцию ограничивать способность движения запястья робота.
Д., Имеют тенденцию ограничивать способность движения запястья робота.
Решением этой проблемы является вертлюг, который позволяет пропускать сжатый воздух, охлаждающую воду, электрический ток и сигналы внутри одного вращающегося блока.
Поворотный блок также позволяет программировать в автономном режиме, поскольку все кабели и шланги могут быть проложены по определенным путям манипулятора робота.
Другие ограничения роботизированной сварки:
- Сложное программирование конечным пользователем, не удобное для пользователя, только для специалистов
- Ограниченные API, что усложняет простое изменение
- Человеко-машинный интерфейс (HMI) не работает. Системы требуют настройки и обучения. Сложно настроить роботизированные сварочные системы.
- Проблемы с подключением, отсутствие стандартов взаимодействия
- Заменяет человеческий труд
- Технология устаревает
Обоснование затрат на роботизированную сварочную систему
Есть много причин, по которым роботизированная сварочная система может иметь смысл для вашей организации. К ним относятся:
К ним относятся:
- Нехватка квалифицированных сварщиков Технологические достижения
- обеспечивают быструю замену деталей и сменные гнезда инструментов или приспособления, позволяющие сваривать небольшие партии.
- снижение стоимости производства
- улучшение качества
- выгодные затраты по сравнению с полностью обремененными затратами на рабочую силу (оплата труда, строительные налоги, коммунальные услуги, транспорт)
- повышенная производительность
- надежность
- увеличение объема производства
- минимизировать вариативность сварки
- экономия присадочного металла (меньше при сварке)
- снижение затрат на обучение
- больше ответственности за счет программного обеспечения для мониторинга данных дуги
Советы по успеху
Следуйте этим советам, чтобы увеличить свои шансы на успех (и доход) от инвестиций в роботизированную сварочную систему:
- Оптимизация системы, включая поддержку программирования, выбор присадочного металла и защитного газа.
- Обратите внимание на конструкцию инструментов и будьте готовы инвестировать не меньше, чем вы вложили в робота.
- По возможности выполняйте сварку в горизонтальном или горизонтальном положении.
- Рассмотрите возможность подачи проволоки и газа, чтобы максимально увеличить время безотказной работы ячейки.
- Тщательно продумайте, кто будет эксплуатировать систему, так как вложения могут быть максимально увеличены с помощью полностью обученного оператора, обладающего навыками сварки.
- Работы по контролю размеров свариваемых деталей. Деталь, вырезанная лазером или прецизионной плазменной резкой, может быть сварена более экономично, поскольку сборка детали постоянна.

Обучение и сертификация
AWS D16.4 устанавливает требования к квалификации персонала для роботизированной дуговой сварки. Он описывает четыре уровня квалификации:
- Первый уровень должен обрабатываться работодателем, а не
как официальное признание AWS - Второй и третий уровни объединены в одну сертификацию
для оператора - Четвертый уровень — это сертификация для техника
Тестирование определит, соответствуют ли кандидаты на должность техника или оператора D16. 4 требования к производительности и демонстрации. Проходной балл составляет 75%. Кандидаты, не сдавшие экзамен, могут повторно подать заявку на прохождение неудавшейся части теста через 30 дней после получения результатов от AWS.
4 требования к производительности и демонстрации. Проходной балл составляет 75%. Кандидаты, не сдавшие экзамен, могут повторно подать заявку на прохождение неудавшейся части теста через 30 дней после получения результатов от AWS.
Нет ограничений на количество сдачей теста, однако каждый кандидат ограничен до 3 раз в год. Письменный тест и тест производительности необходимо сдать в течение 3 месяцев.
Сюда входит:
- Тест производительности по времени
- Охватывает практическую демонстрацию знаний и способностей с использованием роботизированной системы
- Состоит из ряда задач, включая испытательную пластину для сварки GMA, изготовленную по WPS (спецификации процедуры сварки).
- Тест производительности должен быть завершен и сдан за три месяца до или после письменного теста.
- Тест может быть проведен на работе, в учебном заведении или в школе сертифицированным руководителем тестирования CRAW-T.
- Должен уметь идентифицировать все используемое оборудование, а также устройства безопасности и проблемы (нельзя терять более 10 баллов при сдаче)
- Робот-программирование испытательного образца (20% оценки)
- Требуется техническое обслуживание горелки, механизма подачи проволоки и защитного газа (40% качества)
- Оценка качества сварного шва (40% от класса)
- Необходимо исправить для частичного переключения
- Продемонстрировать способность соблюдать технические условия сварки (WPS) и заводские чертежи. Weld будет оцениваться по размеру, расположению, внешнему виду и соответствию WPS .
- Письменный закрытый экзамен по книгам (2-часовой экзамен)
- Заявки на сертификацию в качестве оператора или техника CRAW должны получить оценку 75% или выше.
- Тест на общие знания, состоящий из 140 вопросов с несколькими вариантами ответов
- Письменный экзамен одинаков как для оператора, так и для технического специалиста
Сертификация уровня технического специалиста также позволяет этому лицу проводить практическую демонстрационную часть сертификационного испытания
 Weld будет оцениваться по размеру, расположению, внешнему виду и соответствию WPS
Weld будет оцениваться по размеру, расположению, внешнему виду и соответствию WPSТемы письменного экзамена
Оценка письменного теста для сертификации операторов и техников роботизированной дуговой сваркиСертификат оператора
Определение должности: оператор.В контексте сертифицированного AWS оператора роботизированной дуговой сварки это человек, способный справиться со всеми аспектами роботизированной ячейки для дуговой сварки. Эти аспекты подробно описаны в квалификациях D 16.4
Эти аспекты подробно описаны в квалификациях D 16.4
для лиц уровня 2 и 3 ».
Опыт и требования к образованию для сертификации оператора:
- Опыт работы в сварке не менее 4000 часов
- Хорошие механические способности
- Имеют годовой диплом по сварке или робототехнике
- Хорошие письменные и устные коммуникативные навыки
Рекомендации по обучению:
- Завершение курса производителя оригинального оборудования или эквивалента
Курс программирования робототехники - Общие сведения об использовании кулона для обучения
- Иметь инструкции по правильной эксплуатации инструментов и оборудования для поперечного сечения, таких как плазменная резка и ленточные пилы
- Иметь инструктаж по применяемым методам разрушающих испытаний,
, например, макротехническим испытаниям или испытаниям на изгиб - Имеют дополнительное образование по роботизированной дуговой сварке
дисциплины - Иметь базовый инструктаж по работе всего периферийного оборудования робота
- Иметь базовую инструкцию по безопасной и правильной эксплуатации
механической руки робота и схемы управления - Курс визуального контроля соответствующего продукта
Аттестация техника
Опыт и требования к образованию:
- Соответствует всем требованиям уровня 1, 2 и 3
- Иметь как минимум 5-летний опыт сварки во всех соответствующих процессах
- Имеют двухлетнюю степень младшего специалиста по сварке / робототехнике / электрике или эквивалентную
- Имеет текущий сертификат AWS CWI (сертифицированный инспектор по сварке).
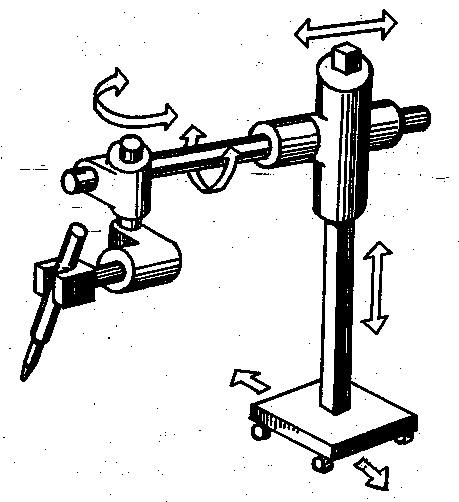
Рекомендации по обучению:
- Встречайте уровни 1, 2 и 3 с добавлением:
- Получить инструктаж по эксплуатации средств измерения качества, включая соответствующее компьютерное программное обеспечение для измерения поперечного сечения сварного шва.
- Ознакомьтесь с персональными компьютерами
Что такое автоматическая сварка? Сварочная автоматика подразделяется на две основные категории: полуавтоматический и полностью автоматический .При полуавтоматической сварке оператор вручную загружает деталь (детали) в сварочное приспособление. Полностью автоматическая сварка использует специальный станок или серию машин для загрузки заготовки, индексации детали или горелки в нужное положение и сварку, контроль качества, а затем выгрузку готовой продукции.Дополнительная «деталь на месте» и качество конечного продукта При необходимости в машину также могут быть встроены проверки. В зависимости от деталей конкретной операции оператор станка может или не может быть необходимым. Какие виды сварки наиболее подходят для автоматизации?Приложения, которые больше всего выигрывают от автоматизации, имеют одно или все из следующих трех основных требований:
Отличные кандидаты для автоматизации включают, помимо прочего, прецизионные устройства, такие как батареи, емкости конденсаторов, соленоиды, датчики, преобразователи и приборы, металлические сильфоны и уплотнения, релейные корпуса и корпуса, элементы лампочек, топливо фильтры, термосы, медицинские компоненты, ядерные устройства, трубопроводы к фитингам, сердечники трансформаторов, элементы клапанов и подушки безопасности составные части.Компании, которые производят ограниченное количество продуктов, могут извлечь выгоду из полуавтоматической системы, но не могут быть кандидатами для полностью автоматизированных сварочных систем. Преимущества автоматической сварки Преимущества хорошо спроектированных сварочных систем варьируются от улучшенного качества сварки до снижения переменных затрат на рабочую силу.
Планирование автоматизации сваркиПреимущества системной автоматизации сопровождаются некоторыми проблемами.Хотя этими факторами можно управлять, они должны быть признанным с самого начала проекта по автоматической сварке.
Стратегия проекта автоматической сваркиВо времена, когда качество и производительность являются лозунгами поставщиков, а клиенты требуют превосходной продукции, внедрение автоматизированной системы сварки может определить, останется ли компания конкурентоспособной.Используйте следующую стратегию и рекомендации чтобы избежать ошибок. Цели и детали проектаКаковы точные цели проекта? Что вы, , в частности, хотите улучшить, ускорить или иным образом изменить с помощью автоматизации сварки?
Поставщики средств автоматизации для сварки: Тщательно изучите поставщика средств автоматизации. Образцы сварных швов:Перед покупкой любой системы попросите поставщика предоставить вам образцы сварных швов с использованием стандартных деталей, если это возможно. Это покажет сварной шов возможное качество и скорость сварки. Результатом хорошо продуманного плана автоматизированной системы сварки является огромная экономия времени и денег.Преимущества достигаются за счет качества сварных швов, экономии рабочей силы, снижения затрат, простоты эксплуатации, воспроизводимости, надежности, брака и доработки сокращение и повышение производительности. Поскольку компании все чаще сталкиваются с проблемами роста затрат и глобальной конкуренции, это преимущества, которые современная производственная организация просто не может позволить себе игнорировать. Расчет стоимости автоматизированной системы сваркиСколько автоматизации вам нужно? Основные параметры:Заработная плата операторов и квалифицированных сварщиков несколько различается в зависимости от географического положения.Основные допущения, использованные при расчетах ниже приведены следующие: Количество рабочих часов в год: 2000 (40 часов в неделю x 50 недель в год) Стоимость ручного сварщика
Расходы на оператора
В таблице ниже приведен простой пример расчета рентабельности инвестиций, основанный только на затратах на оборудование и рабочую силу. Для полного анализа фактических затрат необходимо также учитывать следующее:
При достаточных производственных требованиях выбор автоматической сварки становится очевидным, основываясь только на уровне рабочей силы.В Обычный вопрос — насколько автоматизировать.— — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — |
 Затем контроллер сварки управляет горелкой / деталью.
движения и параметры сварки для обеспечения качественного и повторяемого шва. После завершения сварки оператор снимает
завершенная часть, и процесс начинается снова.
Затем контроллер сварки управляет горелкой / деталью.
движения и параметры сварки для обеспечения качественного и повторяемого шва. После завершения сварки оператор снимает
завершенная часть, и процесс начинается снова.
 Большинство
выдающимися преимуществами являются:
Большинство
выдающимися преимуществами являются: Полуавтоматическая система обычно имеет
как минимум вдвое больше, чем у квалифицированного сварщика. Полностью автоматическая система с достаточным количеством станций может работать в четыре раза быстрее.
скорость полуавтоматической системы или в восемь раз быстрее, чем у квалифицированного сварщика.
Полуавтоматическая система обычно имеет
как минимум вдвое больше, чем у квалифицированного сварщика. Полностью автоматическая система с достаточным количеством станций может работать в четыре раза быстрее.
скорость полуавтоматической системы или в восемь раз быстрее, чем у квалифицированного сварщика.
 Автоматизировать
части, которые все еще будут примерно в следующем году.
Автоматизировать
части, которые все еще будут примерно в следующем году. Обладают ли они навыками в области сварочных технологий и автоматизации? Спросите подходящую
Рекомендации.
Обладают ли они навыками в области сварочных технологий и автоматизации? Спросите подходящую
Рекомендации.
 00 / час)
00 / час) 00 / час = 30 000 $ / год
00 / час = 30 000 $ / год  США
США США
США  США
США США
США 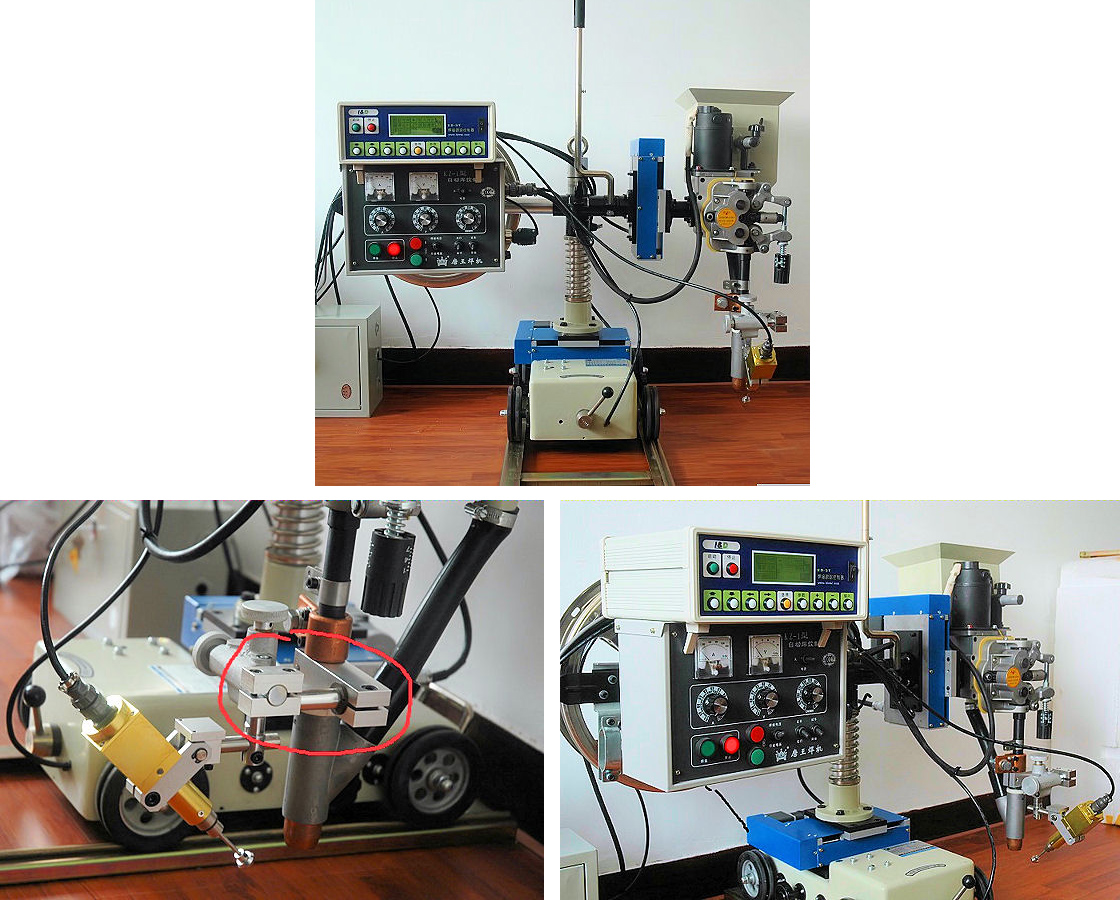 США
США 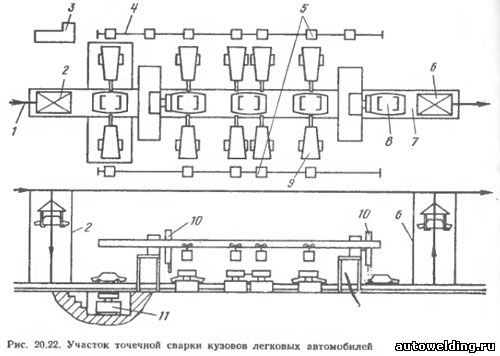 США
США Повышение эффективности сварки с помощью механизированной автоматизации
Для многих отраслей промышленности, таких как сосуды высокого давления и напорные затворы, механизированная автоматизация в виде сварочного манипулятора может быть наиболее эффективным подходом. Здесь мы видим манипулятор с подводной дугой Lincoln Electric Pantheon ™ S с Power Wave® AC / DC 1000® SD, который готовится к работе.
Здесь мы видим манипулятор с подводной дугой Lincoln Electric Pantheon ™ S с Power Wave® AC / DC 1000® SD, который готовится к работе.
Когда люди думают об автоматизации сварки, они обычно представляют себе какую-то роботизированную систему: роботизированный сварочный манипулятор, подключенный к источнику сварочного тока, и контроллер, выстроенный в ряд сотнями, использующий проволоку GMAW для сварки тысяч деталей автомобилей.
Хотя это, безусловно, верно в автомобильной и смежных отраслях промышленности, когда речь идет о нефти и газе (сосуды высокого давления и технологические трубопроводы), сваях, затворах, судостроении и некоторых применениях конструкционной стали, эффективность с большей вероятностью будет достигнута при использовании той или иной формы механизированной автоматизации, обычно в виде сварочного манипулятора (также известного как колонна и стрела), боковой балки или портальной системы.
В этих отраслях, когда мы думаем о сварочном манипуляторе, мы думаем о процессе дуговой сварки под флюсом (SAW). Сюда входит сверхмощный манипулятор, предназначенный для сварки окружных и длинных швов в цехе сосудов высокого давления, оснащенный одним или двумя источниками питания на 1000 ампер, рекуперацией магнитного потока и, возможно, поперечными направляющими с приводом.
Сюда входит сверхмощный манипулятор, предназначенный для сварки окружных и длинных швов в цехе сосудов высокого давления, оснащенный одним или двумя источниками питания на 1000 ампер, рекуперацией магнитного потока и, возможно, поперечными направляющими с приводом.
В то время как манипуляторы на ПАВ составляют значительную часть рынка, сейчас мы видим большее количество манипуляторов, настроенных для процессов открытой дугой, таких как GMAW, порошковая сварка и сварка порошковой проволокой.Эти системы также могут иметь такие опции, как передовые инверторные источники питания, элементы управления HMI и пистолеты с водяным охлаждением.
Некоторые системы могут работать как под сваркой SAW, так и с открытой дугой.
Жесткость и точность
Поддержание повторяемости процесса зависит от сварочного манипулятора, который обладает жесткостью и возможностью точного позиционирования и избегает нежелательных движений и зазоров, которые могут повлиять на стабильность сварного шва.
Например, доступны манипуляторы с линейными подшипниками и частотно-регулируемыми приводами (VFD), которые помогают поддерживать стабильность сварочной головки и постоянную скорость сварки при подъеме стрелы для сварки длинного шва.Ходовые тележки с приводом от частотно-регулируемого привода обеспечивают постоянную и повторяемую скорость движения, что позволяет выполнять сварку, пока весь манипулятор находится в движении. Платформа для тяжелого оборудования может нести системы управления, источники сварочного тока, систему рекуперации флюса и единственное падение мощности.
Опции манипулятора
Если сварочный манипулятор будет предназначен для сварки под флюсом, необходимо принять решение относительно источника питания, восстановления флюса, пользовательского интерфейса, поперечных салазок с приводом и отслеживания шва.
Стабильность любой системы имеет решающее значение для качественных сварных швов. Здесь мы видим манипулятор Lincoln Electric® Pantheon ™, который имеет линейные подшипники и частотно-регулируемые приводы (VFD) для стабилизации сварочной головки и поддержания постоянной скорости сварки при подъеме стрелы для сварки длинного шва.
Здесь мы видим манипулятор Lincoln Electric® Pantheon ™, который имеет линейные подшипники и частотно-регулируемые приводы (VFD) для стабилизации сварочной головки и поддержания постоянной скорости сварки при подъеме стрелы для сварки длинного шва.
Усовершенствованный инверторный источник питания может предложить несколько преимуществ по сравнению с системой на основе трансформатора. Возможность сварки в переменном режиме прямоугольной волны переменного тока обеспечивает повышенную скорость наплавки и контроль проплавления.Кроме того, возможности сбора данных на некоторых изделиях с вызовом памяти процедур и блокировкой могут помочь операторам выбрать правильную процедуру сварки для каждого приложения.
Восстановление флюса также важно. Флюс, который попадает на пол и не используется должным образом, тратится впустую, не говоря уже о времени, которое требуется оператору (и организации) для поддержания потока флюса в манипуляторе.
К счастью, доступны различные системы улавливания флюса, включая электрические и пневматические версии, устанавливаемые на бункер. Система подачи под давлением (из резервуара с флюсом под давлением на платформе оборудования) позволяет сварочной головке получить доступ к меньшему отверстию, что полезно для внутренних сварных швов на устройствах малого диаметра. Когда добавляется вакуумный поток, создается замкнутая система, предлагающая значительные улучшения как по времени, так и по эффективности использования потока.
Система подачи под давлением (из резервуара с флюсом под давлением на платформе оборудования) позволяет сварочной головке получить доступ к меньшему отверстию, что полезно для внутренних сварных швов на устройствах малого диаметра. Когда добавляется вакуумный поток, создается замкнутая система, предлагающая значительные улучшения как по времени, так и по эффективности использования потока.
Еще одним важным фактором эффективности оператора является пользовательский интерфейс. Проще говоря, как будет контролироваться система? Один из вариантов — это серия подвесок управления.Как минимум, у типичного сварочного манипулятора есть пульт управления для самого манипулятора, а также пульт для источника сварочного тока и, возможно, приводные поперечные суппорты. В некоторых случаях несколько подвесок могут стать громоздкими, если оператор настраивает сварной шов, когда манипулятор полностью выдвинут.
Другой вариант — человеко-машинный интерфейс (HMI), такой как Lincoln Electric MAXsa® HMI. Этот тип системы управления объединяет все пользовательские интерфейсы на одном экране, предлагая дополнительный контроль над процессом сварки.Кроме того, человеко-машинный интерфейс может упростить выбор процедуры сварки и контроль переменных, например расчет тепловложения.
Этот тип системы управления объединяет все пользовательские интерфейсы на одном экране, предлагая дополнительный контроль над процессом сварки.Кроме того, человеко-машинный интерфейс может упростить выбор процедуры сварки и контроль переменных, например расчет тепловложения.
В сочетании с системой камеры, HMI контролирует систему от уровня земли, в то время как манипулятор полностью выдвинутый и в воздухе на верхней части напорного трубопровода или сосуда высокого давления.
Последнее важное решение — контроль поперечных смещений и отслеживание швов. Ручной набор поперечных суппортов может быть рентабельным и долговечным, но это может увеличить объем работы оператора.Другой вариант — это поперечные слайды с приводом от тактильного датчика для отслеживания шва. Эти системы помогают расположить первый сварочный проход точно по средней линии стыка, способствуя полному проплавлению стыка (CJP) и уменьшая возможность дефектов неплавления.
Чтобы определить, какие варианты вам нужны, лучше всего сотрудничать со сварочной компанией, которая может сравнить различные компромиссы и определить и поставить систему, которая подходит для вашей компании.