Виды, свойства и особенности электродов для сварки
Для ручной дуговой сварки применяют плавящиеся и неплавящиеся электроды. Сварочный электрод – это стержень, изготовленный из материала, обладающего электропроводимостью. Когда по электроду движется электрический ток – происходит электродуговая сварка. Виды электродов.
Сегодня существуют огромное количество наименований различных электродов, предназначенных для ручной сварки. Всего их более двух сотен. Большая часть – это плавящиеся электроды. Они изготавливаются из сварочной проволоки, которая подразделяется на:
- Легированную
- Высоколегированную
- Углеродистую
Свойства электродов
Покрытие электрода состоит из газообразующих, раскисляющих, легирующих, шлакообразующих, стабилизирующих и связующих компонентов.
Главным требованием для всех видов электродов является стабильное горение дуги и формирование хорошего шва. Недопустима реакция компонентов покрытия, которая может привести к образованию паров в швах.
Сварочные электроды марки ОЗС
Такие электроды сегодня являются одними из наиболее известных и востребованных. Они применяются для сварки конструкций из углеродистых, низколегированных и стойких к атмосферной коррозии сталей. Эти электроды обеспечивают красивый ровный шов и могут работать с окисленной поверхностью. При работе с этим типом электродов выделается малое количество дыма и ядовитых весществ.
Сварка происходит в различных пространственных положениях при помощи переменного тока или постоянного тока обратной полярности. С помощью электродов ОЗС получают сварочный шов с низким содержанием водорода, обладающий высокой стойкостью к атмосферной коррозии.
Сварочные электроды ОЗС также применяются для сварки тавровых соединений, когда необходимо получить вогнутый шов без подрезов.
Технологические особенности электродов ОЗС
Сварка электродами ОЗС проводится на короткой и предельно короткой длине дуги, после обязательной прокалки при температуре 250-300 градусов в течение часа.
Все статьи →
Виды и применение сварочных электродов | ООО Кирелис
Электроды МЭЗ Магнитогорский Источник фото Яндекс-КартинкиЭлектроды МЭЗ Магнитогорский Источник фото Яндекс-Картинки
Получение аккуратного сварочного шва возможно только в том случае, когда мастер знаком с особенностями сварочных работ. Одним из важнейших условий является выбор правильного электрода, поскольку для каждого вида сварки непременно нужен свой определенный электрод, как как подходящий для всего пока ещё не создан.
Разновидности электродов для сварки
Типы сварочных электродов Источник фото Яндекс-Картинки
Типы сварочных электродов Источник фото Яндекс-Картинки
Электроды являются основным действующим составляющим при проведении варочных работ. Электродом называется стержень, проводящий ток через себя от сварочного аппарата непосредственно к месту, где плавится металл. Он изготавливается из различных видов металлов. Также они отличаются между собой по размерам. Есть несколько разновидностей электродов для сварки:
Также они отличаются между собой по размерам. Есть несколько разновидностей электродов для сварки:
Классификация электродов для сварки Источник фото Яндекс-Картинки
1. Неплавящиеся стержни, которые производятся из графита, либо угля.
Электроды плавящиеся и неплавящиеся Источник фото Яндекс-Картинки
2. Плавящиеся стержни, которые изготавливаются из легированных, высоколегированных и углеродистых разновидностей стали, меди, чугуна и прочих металлов. На них наносится особое покрытие, выполняющее пару задач при плавке металлов. Оно несёт в себе защитную функцию от газов, наполняющих сварочную ванну, а также стабилизирует электрическую дугу.
Варианты, покрытые щелочью, намного лучше способствуют образованию и поддержанию стабильности дуги.
Во время сварки осуществляются определенные действия. Края металлических частей плавятся под воздействием тепла, производимого электрической дугой, и представляющее собой поток ионов между анодом и катодом. Процесс ионизации происходит вследствие короткого замыкания между полюсами.
Края металлических частей плавятся под воздействием тепла, производимого электрической дугой, и представляющее собой поток ионов между анодом и катодом. Процесс ионизации происходит вследствие короткого замыкания между полюсами.
Схема ручной дуговой сварки плавящимся электродом Источник фото Яндекс-Картинки
Сварка может производится одним или более электродами, которые формируют ещё одну дугу. Данное действие носит название сварки трёхфазной дугой.
Маркировка и выбор сварочного электрода
При работе с различными материалами требуется использование подходящих электродов, обладающими различной температурой плавления. Поэтому к выбору электродов необходимо подходить со знанием и ответственностью.
Источник фото Яндекс-Картинки
Существуют электроды, которые не поддаются классификации. Изделия же, используемые для сварки, обозначаются комбинациями букв и цифр относительно ГОСТ. Например,
Изделия же, используемые для сварки, обозначаются комбинациями букв и цифр относительно ГОСТ. Например,
• «Э» значит электрод
• Цифры показывают минимальное время сопротивления разрыву
• «А» предполагает использование наплавляемого материала более высокой вязкости
• «Н» характеризует продукты, которые возможно использовать для наплавления на несколько вдов поверхностей
• «У» обозначаются стержни, используемые при плавке продуктов из углеродистой стали
• «Т» обозначаются стержни, подходящие для изделий из легированных теплоустойчивых сталей
Также при маркировке электрода обязательно отмечается какие химические соединения содержатся в составе наплавки:
• «Х» — хром
• «М» — молибден
• «Б» — ниобий
• «Ф» — ванадий
Проволока, используемая для изготовления электродов, также подлежит маркировке:
Сварочная проволока для сварки Источник фото ЯндексСварочная проволока для сварки Источник фото Яндекс
• Св – сварочный тип
• Цифры, расположенные за буквами, характеризуют уровень углерода в металле
• Последовательность букв описывает количество легирующих веществ
• А последующие цифры обозначают их количество внутри стержня
Состав проволоки и деталей из стали необходимо подбирать соответственно друг другу.
Электроды, у которых покрытия различаются по составу, используются для разных изделий. Покрытия обозначаются:
• Б – основные. Применяются при сварке постоянным током обратной полярности.
• А – кислые. Имеют большую скорость плавки.
• Р – рутиловые. Используются для сварки постоянным током в любом положении.
• Ц – целлюлозные. Применяются для различных работ, когда важны скорость и качество.
• П – прочие. Повышают качество соединений.
• С – специальные. Предназначены для работы под водой.
Все электроды, объединенные по типу покрытия, подходят для конкретных условий работы. Рутиловое признано универсальным и главным видом покрытия. Они обеспечивают защиту на основании окисления сплавов, добавления легирующих веществ и производству облака защиты из газа. При соблюдении всех перечисленных действий на выходе получаются качественные и аккуратные швы.
Электроды с рутиловым покрытием Источник фото Яндекс
Но не стоит выбирать электрод основываясь лишь на его маркировку. Особое внимание необходимо уделить характеристикам изделия, определенным согласно техническим стандартам.
Особое внимание необходимо уделить характеристикам изделия, определенным согласно техническим стандартам.
Закончу статью тем, что если вам нужны электроды оптом, в розницу со склада 24 часа в сутки и семь дней в неделю, можете купить на Котельнической 15В Люберцы. ООО Кирелис.
Вольфрамовые электроды: виды, состав, применение
Вольфрамовые электроды: виды, состав, применениеВольфрамовые электроды — это прутки (без обмазки) изготовленные из чистого вольфрама. Данный вид электродов получил широчайшее применение в аргонодуговой сварке TIG/WIG.
Существует три основных типа вольфрамовых электродов: для работы на постоянном и переменном токе, а также универсальные электроды. Основная область применения неплавящихся электродов (вольфрамовых), это энергетика, авиационная и пищевая промышленность.
Для чего предназначены вольфрамовые электроды
Основное применение вольфрамовые электроды нашли в аргонодуговой сварке, в защитной среде инертного газа — аргон.
На вид, такие электроды представляют собой чистые, без электродной обмазки стержни, предназначенные для формирования дуги. Сварочная дуга, в аргонодуговой сварке, образуется между вольфрамовым электродом и свариваемой заготовкой. При помощи вольфрамовых электродов можно осуществлять сварку самых разных металлов и конструкций, в том числе трубчатых.
Как известно, вольфрам — это очень тугоплавкий металл. Поэтому и электроды для аргонодуговой сварки имеют такие же характеристики, они отличаются большой твёрдостью, даже под воздействием самых высоких температур, свыше 3000 °С.
Виды вольфрамовых электродов и их обозначения
Вольфрамовые электроды имеют обозначение в виде буквы W — вольфрам, которая стоит первой в маркировке электродов. В зависимости от состава, существуют различные виды вольфрамовых электродов.
Самыми ходовыми считаются следующие марки:
Вольфрамовые электроды WP — применяются исключительно для сварки на переменном токе. Не содержат в своём составе легирующих присадок, и отлично подходят для сварки алюминиевых сплавов. Электроды данной марки отличаются стабильной дугой и имеют зелёный цвет маркировки на конце.
Не содержат в своём составе легирующих присадок, и отлично подходят для сварки алюминиевых сплавов. Электроды данной марки отличаются стабильной дугой и имеют зелёный цвет маркировки на конце.
Вольфрамовые электроды WL — это универсальная марка вольфрамовых электродов. Варить данными электродами можно как на постоянном, так и на переменном токе. Помимо чистого вольфрама, в электродах этой марки содержится небольшое количество присадок в виде оксида лантана La2O3. Основное применение вольфрамовых электродов WL, это сварка магниевых сплавов, титана, никеля, алюминия, меди и высоколегированных сталей.
Вольфрамовые электроды WC-20 — также являются универсальными электродами, для сварки цветного и черного метала на переменном и постоянном токе. В качестве присадочного материала содержат в своём составе оксид церия CeO2, благодаря чему электроды отличаются стабильной дугой, даже на низких параметрах сварочного тока. Имеют серый цвет маркировки на конце.
Вольфрамовые электроды WY-20 — используются для сварки на постоянном токе. Основное применение, это сварка цветных металлов и углеродистых сталей. Имеют тёмно-синий цвет маркировки на конце, а из особенностей, следует выделить отличную износостойкость.
Самое большое месторождения вольфрама находится в Китае, поэтому Китайская народная республика, является главным экспортёром вольфрамовых электродов по всему миру. И даже если на упаковке с электродами указан европейский производитель, в 90% случаев, вольфрамовые электроды были изготовлены в Поднебесной.
Поделиться в соцсетях
виды держателей электродов и применение
Это тот инструмент, с которым у сварщика существует постоянный контакт. От того, насколько он будет удобен и надежен, зависит не только производительность сварки, но и его безопасность. Держатели электродов для сварочных аппаратов бывают разных типов, выбор их не очевиден и требует понимания вопроса. В этой статье можно ознакомиться с видами держателей, требованиями, предъявляемыми к ним, и найти рекомендации по выбору держателя под свои задачи.
В этой статье можно ознакомиться с видами держателей, требованиями, предъявляемыми к ним, и найти рекомендации по выбору держателя под свои задачи.1 / 1
Требования к сварочным держателям
При всей простоте устройства, держатель должен удовлетворять целому ряду требований:
- отличаться простотой и удобством в эксплуатации;
- иметь рифленую, удлиненную, теплоизолированную рукоять;
- быть устойчивым к большому количеству замен электродов;
- иметь прочный корпус;
- иметь зажимы, выполненные из электропроводных материалов.
Желательно, чтобы держатель обеспечивал надежное крепление электрода под разными углами и не терял контакта при поджоге дуги. Еще один очень важный аспект при выборе держателя, это обеспечение им надежного электрического контакта между держателем и подводящим кабелем. Несоблюдение этих требований создает переходное сопротивление, результатом которого будет нагрев держателя, плавление изоляции, окисление и подгорание контактов.
Несоблюдение этих требований создает переходное сопротивление, результатом которого будет нагрев держателя, плавление изоляции, окисление и подгорание контактов.
Разновидности держателей
Чаще говорят о том, какого вида сварочный держатель, чем об их разновидностях. Тем не менее, раз уж такое деление существует, то и вам будет полезно знать о нем. Принято выделять следующие разновидности (группы) держателей:
- держатели открытого типа;
- с винтовым зажимом;
- закрытого типа.
Типичным и самым распространенным представителем является держатель открытого типа. Главные его характеристики: дешевизна и простота. Простота выражается в том, что он не требует обучения для работы. Это то, что называется: «на интуитивно понятном уровне». Электрод может быть установлен под различным углом, а снятие огарка и установка нового электрода занимает минимальное время.
Устройства с винтовым зажимом немного сложнее, имеют особенности в эксплуатации, но они обладают неоспоримым преимуществом: электрод держится намного надежнее.
И последние, устройства закрытого типа — намного дороже за счет особой конструкции с полностью изолированным зажимным устройством. Как правило, это изделия известных фирм, которые специализируются на этих изделиях и гарантируют их высокие эксплуатационные качества.
На что обратить внимание при выборе
Для того чтобы правильно выбрать держатель, вам необходимо знать только одну величину: максимальный диаметр электродов, которые вы собираетесь вставлять в этот инструмент. Из этого параметра автоматически вытекают еще два: максимальная сила тока и диаметр кабеля, подводящего электроэнергию.
Все остальные параметры будут зависеть только от ваших личных предпочтений.
Виды держателей для сварки
После знакомства с основами классификации и подходом к выбору таких изделий, не будет лишним более детально рассмотреть их различные конструкции. После этого вы уже будете готовы к тому, чтобы совершить правильный и осознанный выбор электродержателя для собственных нужд.
После этого вы уже будете готовы к тому, чтобы совершить правильный и осознанный выбор электродержателя для собственных нужд.
Держатель в виде «трезубца»
Этот «ископаемый» вид проще встретить в музее, чем в продаже. Тем не менее, это достаточно распространенный вид, используемый для ручной сварки. Его широкое распространение поддерживается огромным количеством мелких предприятий и целой армией гаражно-дачных умельцев.
Делается он просто. Три прутка свариваются вместе таким образом, что между ними можно вставить электрод. Контакт обеспечивается пружинящими свойствами металлических прутков. Наряду с дешевизной и простотой, эта модель имеет серьезные недостатки:
- очень неудобна в работе;
- извлечение огарка временами превращается в проблему;
- практически полное отсутствие электроизоляции токоведущих частей.
Ввиду примитивной конструкции и отсутствия изоляции не рекомендуется использовать такой тип самодельных устройств для профессионального применения.
Держатель клещевого типа
Фирменный держатель для сварки такого типа имеет глубокие канавки и мощную прижимную пружину. Для установки электрода необходимо нажать на рычаг на рукоятке, вставить электрод под нужным углом (как правило, это 0°, 45° или 90°) и отпустить рычаг. От качество применяемых материалов зависит долговечность держателя и удобство работы с ним.
Держак с зажимным винтом
Идея проста и понятна. Устройство может быть изготовлено самостоятельно. Такое приспособление имеет отверстие, в которое вставляется электрод. Для фиксации электрода применяется винт. Это одно из самых надежных креплений, да и работать с ним очень легко. Не представляет трудностей и удаление огарков. Однако, появляется необходимость носить с собой инструмент для закручивания винта. Кроме того, эта конструкция отнимает немало времени при замене электродов.
Преимущества конструкции используются, а недостатки нивелируются в фирменных промышленных образцах. Фирменный держатель для сварки делают с полностью изолированной ручкой и головкой. Электрод вставляется в головку одним движением и фиксируется поворотом рукоятки. Качество применяемых материалов не дает перегреваться при постоянной работе с максимальной нагрузкой в течение трёх с половиной минут.
Фирменный держатель для сварки делают с полностью изолированной ручкой и головкой. Электрод вставляется в головку одним движением и фиксируется поворотом рукоятки. Качество применяемых материалов не дает перегреваться при постоянной работе с максимальной нагрузкой в течение трёх с половиной минут.
Зажимные механизмы выполняются из латуни, а их форма позволяет вставлять электроды под любым углом. Все токопроводящие части тщательнейшим образом изолированы, что соответствует самым строгим стандартам техники безопасности. Такие универсальные изделия рассчитываются на широкий диапазон применяемых электродов.
Электрод – типы, определение, применение
Что такое электрод в химии?
Электрод представляет собой тип электронного проводника, обычно из металлов, частично погруженных в раствор электролита, который передает или принимает электроны из среды в аккумуляторной батарее, твердом, газовом или вакуумном. Электроды обычно используются в электрохимических элементах, полупроводниках, таких как диоды, и различных типах медицинских устройств. При электролизе гальванических элементов электрическая энергия внешних источников используется для осуществления химического превращения или окислительно-восстановительной реакции.Отрицательный электрод, на котором происходит окисление, называется анодом, а положительный электрод, на котором происходит восстановление, в химии или химической науке называется катодом.
Электроды обычно используются в электрохимических элементах, полупроводниках, таких как диоды, и различных типах медицинских устройств. При электролизе гальванических элементов электрическая энергия внешних источников используется для осуществления химического превращения или окислительно-восстановительной реакции.Отрицательный электрод, на котором происходит окисление, называется анодом, а положительный электрод, на котором происходит восстановление, в химии или химической науке называется катодом.
Типы электродов
Ионы с током разряжаются на электроде химического раствора. В водном растворе, когда отрицательные ионы трудно выводятся из-за высокого потенциала осаждения и осаждаются гидроксильные ионы. Когда положительные ионы трудно разряжаются, из раствора выделяются ионы водорода.По реактивности электроды бывают двух типов
- Инертные электроды
- Реакционные электроды
Инертные электроды
Эти электроды не участвуют в реакции электролиза, но помогают переносить электроны с катода на анод. Платина (Pt) и золото являются примерами таких типов электродов. Когда сульфат меди (CuSO 4 ) подвергается электролизу между платиновым электродом, металлическая медь осаждается на катоде, получая два электрона и ион гидроксила (OH — ), оседающий на аноде.Из-за высокого потенциала осаждения сульфат-ионы (SO 4 -2 ) не будут выделяться на аноде.
Платина (Pt) и золото являются примерами таких типов электродов. Когда сульфат меди (CuSO 4 ) подвергается электролизу между платиновым электродом, металлическая медь осаждается на катоде, получая два электрона и ион гидроксила (OH — ), оседающий на аноде.Из-за высокого потенциала осаждения сульфат-ионы (SO 4 -2 ) не будут выделяться на аноде.
Реактивные электроды
Они участвуют в реакциях электролиза либо внося ионы в раствор, либо принимая из раствора выброшенные ионы. Когда раствор сульфата меди подвергается электролизу между двумя медными электродами, медь, как обычно, осаждается на катоде, но эквивалентное количество меди растворяется. Анод и процесс используются для очистки чистой меди от ее нечистой формы.
Электрод в электрохимической ячейке
Электрохимические элементы представляют собой устройство, которое вырабатывает электрическую энергию в результате химической реакции элемента или использует электрическую энергию для проведения химической реакции. Электрохимическая ячейка в основном двух типов,
Электрохимическая ячейка в основном двух типов,
- Основная ячейка
- Вторичная ячейка
Что такое первичная ячейка?
Первичная ячейка — это устройство, в котором электроды, такие как катод и анод, фиксированы, и реакция ячейки не может быть обращена вспять.Когда элемент заряжается, анод становится положительным, а катод становится положительным, а при разряде он работает как первичный элемент, где анод отрицателен, а катод является положительным электродом.
Что такое вторичная ячейка?
Аккумуляторная батарея вторичного типа представляет собой химический элемент, в котором химические реакции являются обратимыми. Литий-ионные батареи являются примерами вторичных перезаряжаемых химических элементов.
Использование электродов
- Различные типы электродов, такие как золотые, платиновые, медные, серебряные, используются для определения электропроводности во время электролиза.
- Стеклянный электрод используется для измерения шкалы рН раствора.

- Батарейки устройства содержат различные электроды в зависимости от типа. Например, свинцово-кислотные батареи содержат свинцовые электроды, угольно-цинковые батареи содержат цинковые и угольные электроды, литий-полимерные батареи содержат твердые литий-полимерные электроды.
- Электрод также используется в сварке, мембранный катод и ЭКГ, ЭСТ, ЭЭГ и дефибриллятор в биохимических исследованиях.

Сварочные электроды — узнайте о их типах и использовании
Металлическая проволока, покрытая составом, аналогичным составу соединяемого металла, определяется как сварочный электрод. Несколько факторов, которые следует учитывать, прежде чем выбрать правильный электрод для любого проекта.
Электрод для дуговой сварки / SMAW является расходуемым, поскольку он становится частью сварного шва. Он относится к электродам TIG как к неплавящимся, поскольку они не становятся частью сварного шва при плавлении. Электрод для сварки MIG представляет собой проволоку с регулярной подачей, называемую проволокой MIG.
Выбор сварочного электрода во многом зависит от прочности сварного шва, легко чистится. лучшее качество валика и минимальное разбрызгивание.
Сварочные электроды необходимо хранить в защищенном от влаги месте и осторожно вынимать из упаковки во избежание повреждений, тщательно следуя указаниям.
Почему сварочные электроды покрыты?Когда расплавленный металл подвергается воздействию окружающей среды, он поглощает кислород и азот, которые оказывают неблагоприятное воздействие и становятся хрупкими.Шлаковый покров должен покрывать расплавленный/затвердевающий металл сварного шва, чтобы защитить его от атмосферы, а покрытие электрода обеспечивает нам эту защиту.
Состав покрытия сварочных электродов определяет их полезность и, следовательно, состав наплавленного металла шва и технические характеристики.
Они основывают рецептуру покрытий сварочных электродов на установленных принципах металлургии, физики и химии.
Покрытие предназначено для защиты от повреждений, стабилизации дуги, улучшения сварки следующими способами.
- Минимальное разбрызгивание в зоне сварки
- Гладкая поверхность металла шва и ровные кромки
- Стабильная и гладкая сварочная дуга
- Прочное и прочное покрытие
- Легкое удаление шлака
- Лучшая скорость наплавки
- Контроль провара сварка
Мы можем классифицировать электроды для дуговой сварки на электроды с тонким покрытием/без покрытия и электроды с толстым покрытием/экранированием. Покрытые электроды являются своего рода популярным типом присадочного материала в процессе дуговой сварки.
Состав покрытия электрода определяет полезность электрода, а характеристики напыленного материала определяют выбор электрода. Категория используемого электрода во многом зависит от особых свойств требуемого наплавленного металла.
Эти свойства включают коррозионную стойкость, высокую износостойкость, пластичность, тип свариваемого основного металла, положение сварного шва (горизонтальное, вертикальное, потолочное), вид тока и полярность.
Сварочная промышленность приняла классификацию сварочных прутков серии номеров , установленную Американским обществом сварщиков (AWS).
Система идентификации электрода для дуговой сварки стали принята следующей.
- E- Эта буква E указывает на электрод для дуговой сварки.
- Первые две или три цифры указывают на предел прочности на растяжение в тысячах фунтов на квадратный дюйм наплавленного материала при попытке разорвать его на части.
- 3-я или 4-я цифра – указывает положение сварного шва. Если 0, то классификация не используется, 1 — для каждого положения, 2 — для плоского и горизонтального положения, 3 — только для плоского положения.
- 4-я цифра – указывает тип покрытия и тип электропитания, AC/DC, прямой или обратной полярности.
- Номер E6010 – теперь он указывает на стержень для дуговой сварки с пределом прочности при растяжении 60 000 фунтов на квадратный дюйм, может использоваться во всех положениях и на постоянном токе с краткой полярностью.

| digit | накрытие | ||||||||
| 0 | * | * | 9 | 1 | 1 | Celloulose Coillose | AC, DCRP, DCSP | ||
| 2 | Titania натрий | AC, DCSP | |||||||
| 3 | 9 | 9 | 9 | AC, DCSP, DCRP | |||||
| 4 | Железный порошок Titania | AC, DCSP, DCRP | |||||||
| 5 | Водород натрия | DCRP | 6 | Низкий водородный калий | AC, DCRP | AC, DCRP | |||
| 7 | Железный порошок оксид железа | AC, DCSP | |||||||
| 8 | железо водород | ac, dcrp, dcsp |
Когда мы находим четвертую или последнюю цифру как ноль, о типе покрытия и токе можно судить только по третьей цифре.
Его классификация идет следующим образом:
- E – Эта буква обозначает электрод для дуговой сварки.
- Первые 3 цифры обозначают тип нержавеющей стали американского чугуна и стали.
- Последние 2 цифры обозначают положение и ток, используемые при сварке.
- В примере с номером E-308-16 предлагается нержавеющая сталь типа 308 для каждого положения, с переменным током или постоянным током обратной полярности.
Система обозначения твердой углеродистой стали без покрытия, предназначенной для электродов для дуги под флюсом, следующая.
- Буква E в качестве префикса, используемого для обозначения электрода. За ним следует буква, обозначающая количество марганца: H — высокое, M — среднее и L — низкое содержание марганца. За ним следует число, указывающее среднее количество углерода в сотых долях процента. Состав этих проволок идентичен проволоке, используемой в спецификации для дуговой сварки металлическим электродом в среде защитного газа.
 Состав этих проволок идентичен проволоке, используемой в спецификации для дуговой сварки металлическим электродом в среде защитного газа.
Состав этих проволок идентичен проволоке, используемой в спецификации для дуговой сварки металлическим электродом в среде защитного газа.- Спецификации Американского общества сварщиков для электродной проволоки, используемой для дуговой сварки под флюсом, включают электроды из мягкой стали без покрытия и флюсы для дуговой сварки под флюсом. Это показывает как состав проволоки, так и химический состав наплавленного металла в зависимости от используемого флюса. В спецификации указан состав электродной проволоки. Когда эти электроды используются с надлежащей процедурой при дуговой сварке под флюсом, наплавленный металл шва будет соответствовать механическим свойствам, необходимым в соответствии со спецификацией.
- Присадочный стержень для кислородно-газовой сварки имеет префиксную букву R, за которой следует буква G, указывающая на то, что электрод используется для газовой сварки. За ними следуют 2 цифры: 45, 60 и 65, которые обозначают приблизительную прочность на растяжение в 1000 фунтов на квадратный дюйм.

- В присадочном материале категории цветных металлов используется префикс букв E, R и RB, который следует за химическим символом основного металла проволоки. Если в проволоке используется более одного сплава одного и того же металла, мы можем добавить номер суффикса.
- Спецификации AWS наиболее широко используются для классификации неизолированных сварочных прутков и проволоки. Существуют военные спецификации типа MIL-E, MIL-R.
Важным признаком сплошного сварочного электрода, как проволоки, так и стержней, является их состав, соответствующий заданным техническим условиям. Спецификация включает пределы состава и механические свойства, необходимые в процессе сварки.
Одножильные проволоки с медным покрытием иногда отслаиваются от меди, что может вызвать проблемы с механизмом подающего ролика из-за закупоривания вкладыша или контактного наконечника.Желательно светлое медное покрытие, чтобы на электродной проволоке не было грязи и пыли.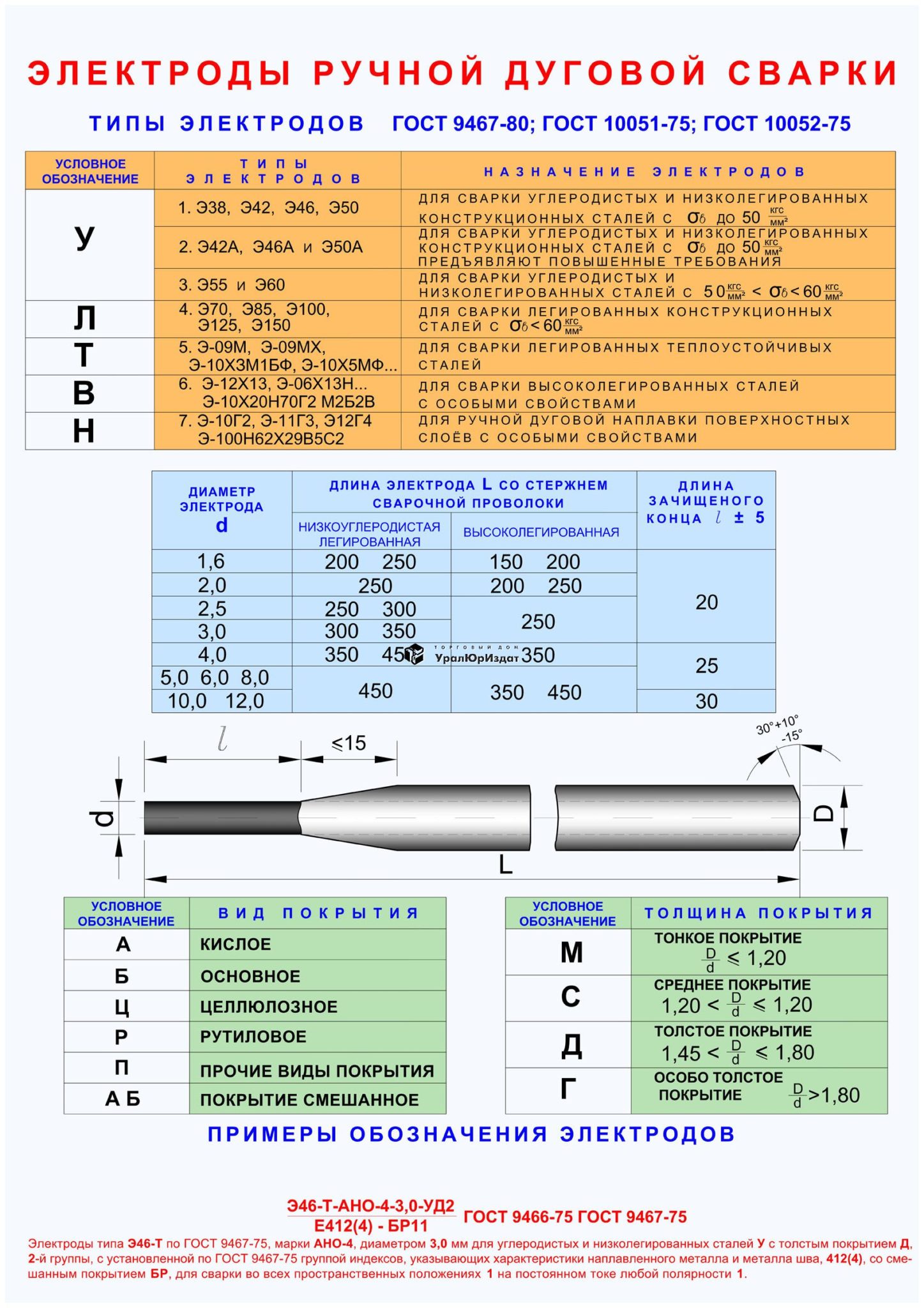 Используйте белую чистящую салфетку, чтобы очистить проволочный электрод по всей длине, чтобы предотвратить засорение вкладыша грязью и пылью. Это может уменьшить ток срабатывания и привести к неустойчивой сварке.
Используйте белую чистящую салфетку, чтобы очистить проволочный электрод по всей длине, чтобы предотвратить засорение вкладыша грязью и пылью. Это может уменьшить ток срабатывания и привести к неустойчивой сварке.
Прочность проволоки проверяется машиной, и после прохождения через пистолеты требуется более высокая прочность проволоки. Рекомендуемая минимальная прочность на растяжение необходимой проволоки составляет 140 000 фунтов на квадратный дюйм.
Проволочный электрод непрерывного действия доступен в различных упаковках.Очень маленькая катушка, используемая в шпульных пистолетах, и катушка среднего размера для мелкозернистой дуговой сварки металлическим газом. Они доступны в виде катушек для размещения в сварочном оборудовании. Также доступны большие катушки на многие сотни фунтов. Они поставляются в барабанах, в которых проволока укладывается в круглый сосуд и подключается к автоматическому механизму подачи проволоки.
Покрытия для сварочных электродовСварочные прутки Покрытия для низкоуглеродистой и низкоуглеродистой стали содержат от шести до двенадцати компонентов, включая:
- Целлюлоза – Целлюлоза распадается, образуя газовый экран, который защищает дугу, окружая ее.

- Карбонаты металлов – Создает восстановительную атмосферу и регулирует основность шлака.
- Диоксид титана – способствует образованию высокотекучего и быстро застывающего шлака и обеспечивает ионизацию сварочной дуги.
- Ферромарганец и ферросилиций – Это покрытие способствует раскислению расплавленного металла, а также дополняет содержание марганца и кремния в наплавленном металле.
- Камедь и глина – Помогает придать эластичность пластиковому материалу и придать прочность покрытиям.
- Минеральный силикат – способствует образованию шлака и придает покрытию прочность.
- Фторид кальция – производит защитный газ для защиты дуги, обеспечения текучести, регулирования основности шлака и растворимости оксидов металлов.

- Легирующие металлы, такие как никель, хром и молибден – Обеспечивает легирование наплавленного металла.
- Марганец или окись железа – помогает стабилизировать дугу и регулировать текучесть и свойства шлака.
- Железный порошок – увеличивает производительность и обеспечивает дополнительный металл в зоне сварки.
Они следующие:
- Натриевая целлюлоза (EXX10) – Этот тип электрода состоит из целлюлозного материала в виде переработанного низколегированного сплава с 30% бумаги и древесной муки.образует газовую защиту. Восстановитель углекислый газ и водород, которые создают дугу копания для глубокого проникновения. Разбрызгивание является самым высоким по сравнению с другими электродами с шероховатым наплавом. Он предлагает чрезвычайно хорошие механические свойства даже после старения. Это один из первых разработанных электродов, широко используемый при сварке трубопроводов в сельской местности. Он обычно используется с постоянным током с обратной полярностью, когда электрод положительный.
 Он предлагает чрезвычайно хорошие механические свойства даже после старения. Это один из первых разработанных электродов, широко используемый при сварке трубопроводов в сельской местности. Он обычно используется с постоянным током с обратной полярностью, когда электрод положительный.
Он предлагает чрезвычайно хорошие механические свойства даже после старения. Это один из первых разработанных электродов, широко используемый при сварке трубопроводов в сельской местности. Он обычно используется с постоянным током с обратной полярностью, когда электрод положительный.- Целлюлозный калий (EXX11) – Он имеет характеристики, аналогичные целлюлозному натриевому электроду, за исключением того, что здесь используется больше калия, чем натрия.Он ионизирует дугу, что делает ее пригодной для сварки переменным током. Результат аналогичен натриевой целлюлозе по действию дуги, проплавлению и результатам сварки. В E6010 и E6011 добавляется небольшое количество железного порошка для стабилизации дуги и повышения скорости наплавки.
- Рутил-натрий (EXX12) – Если содержание титана или диоксида рутила высокое по отношению к другим компонентам, электрод выглядит привлекательно для пользователя. Этот электрод обеспечивает тихую дугу, низкий уровень разбрызгивания и контролируемый шлак.Поверхность сварного шва выглядит гладкой, но с меньшим проникновением и немного худшими свойствами металла, чем при использовании целлюлозных электродов. Этот электрод обеспечивает высокую скорость наплавки и низкое напряжение дуги, что делает его пригодным для переменного или постоянного тока с отрицательным электродом.
 Этот электрод обеспечивает тихую дугу, низкий уровень разбрызгивания и контролируемый шлак.Поверхность сварного шва выглядит гладкой, но с меньшим проникновением и немного худшими свойствами металла, чем при использовании целлюлозных электродов. Этот электрод обеспечивает высокую скорость наплавки и низкое напряжение дуги, что делает его пригодным для переменного или постоянного тока с отрицательным электродом.
Этот электрод обеспечивает тихую дугу, низкий уровень разбрызгивания и контролируемый шлак.Поверхность сварного шва выглядит гладкой, но с меньшим проникновением и немного худшими свойствами металла, чем при использовании целлюлозных электродов. Этот электрод обеспечивает высокую скорость наплавки и низкое напряжение дуги, что делает его пригодным для переменного или постоянного тока с отрицательным электродом.- Рутил-калий (EXX13) – Это покрытие электрода действует очень похоже на рутил-натрий, за исключением того, что здесь для дуговой ионизации используется калий. Этот тип покрытия обеспечивает очень тихую и плавную дугу, которую можно использовать с подходящим для переменного тока.Он может использоваться с постоянным током любой полярности.
- Рутиловый железный порошок (EXXX4) – Покрытие очень близко к рутиловому покрытию, за исключением включенного в него железного порошка. При содержании железа 25-40% получается электрод EXX14, а 50% или более порошка железа составляют электрод EXX24. Меньший процент содержания железа делает его подходящим для всех позиций. Более высокий процент железа делает его подходящим для плоского положения с горизонтальными угловыми швами.Скорость осаждения увеличивается в обоих случаях в зависимости от доли содержания железа.
 Меньший процент содержания железа делает его подходящим для всех позиций. Более высокий процент железа делает его подходящим для плоского положения с горизонтальными угловыми швами.Скорость осаждения увеличивается в обоих случаях в зависимости от доли содержания железа.
Меньший процент содержания железа делает его подходящим для всех позиций. Более высокий процент железа делает его подходящим для плоского положения с горизонтальными угловыми швами.Скорость осаждения увеличивается в обоих случаях в зависимости от доли содержания железа.- Натрий с низким содержанием водорода (EXXX5) – Покрытие с высоким содержанием карбоната кальция или фторида кальция называется известково-ферритным, низководородным или электродом основного типа. Для обеспечения минимально возможного содержания водорода в атмосфере дуги в покрытии не должно быть целлюлозы, глин, асбеста и других минералов. Покрытия обжигаются при более высокой температуре и обладают превосходными свойствами металла сварного шва.Они обеспечивают самую высокую пластичность, среднее и умеренное проникновение при средней скорости осаждения. Они должны храниться в контролируемых условиях и могут использоваться с постоянным током с положительным электродом.
- Калий с низким содержанием водорода (EXXX6) – Характеристики этих сварочных электродов с покрытием аналогичны электродам с низким содержанием водорода, за исключением замены натрия калием для дуговой ионизации. Электрод используется с переменным током и может использоваться с положительным электродом постоянного тока.Здесь дуга более плавная, но проплавление двух электродов остается одинаковым.
 Электрод используется с переменным током и может использоваться с положительным электродом постоянного тока.Здесь дуга более плавная, но проплавление двух электродов остается одинаковым.
Электрод используется с переменным током и может использоваться с положительным электродом постоянного тока.Здесь дуга более плавная, но проплавление двух электродов остается одинаковым.- Низководородный калий (EXX6) – Покрытие электрода здесь остается таким же, как и в предыдущем, но к электроду добавляется железный порошок в соотношении 35-40%, чтобы электрод получил название EXX18.
- Порошок железа с низким содержанием водорода (EXX28) – Этот сварочный электрод имеет характеристики, аналогичные EXX18, но содержит 50% или более железного порошка в покрытии.Это полезно в горизонтальном положении и делает горизонтальную угловую сварку. Здесь скорость осаждения лучше, чем у EXX18. В электродах из более высоких сплавов используются покрытия с низким содержанием водорода. Мы можем добавить определенный металл в покрытия, чтобы сделать тип сплава электродов, где суффиксные буквы используются для обозначения состава металла сварного шва. Электроды с низким содержанием водорода используются для сварки нержавеющей стали.
 Электроды с низким содержанием водорода используются для сварки нержавеющей стали.
Электроды с низким содержанием водорода используются для сварки нержавеющей стали.- Окись железа, натрий (EXX20) – Высокое содержание железа в покрытиях приводит к образованию нагара, который приводит к образованию большого количества шлака и даже трудно поддается контролю.Это покрытие обеспечивает более быстрое наплавление со средним проникновением и низким уровнем разбрызгивания, а также очень гладкую поверхность при сварке. Эти электроды подходят для горизонтального положения и делают горизонтальные угловые швы. Эти электроды можно использовать с переменным или постоянным током с любой полярностью.
- Электроды с оксидом железа (EXX27) – Характеристики этих электродов совпадают с электродами натриевого типа с оксидом железа, но они содержат 50% или более мощности железа. Этот символ улучшит скорость осаждения и может использоваться с переменным постоянным током любой полярности.
Обязательно держать электроды сухими, так как влага может разрушить характеристики их покрытий и привести к чрезмерному разбрызгиванию. Это может вызвать пористость и развитие трещин в зоне сварки. Если электроды находились во влажной среде более 2–3 часов, рекомендуется сушить их в подходящей печи в течение как минимум 2 часов при температуре 500 градусов по Фаренгейту.
Это может вызвать пористость и развитие трещин в зоне сварки. Если электроды находились во влажной среде более 2–3 часов, рекомендуется сушить их в подходящей печи в течение как минимум 2 часов при температуре 500 градусов по Фаренгейту.
После извлечения из духовки их следует хранить во влагонепроницаемом контейнере.Никогда не сгибайте электрод, так как это может повредить покрытие и оголить жилу. Мы не должны использовать электрод с оголенной проволокой для сварки. Электроды с индексом R имеют более высокую влагостойкость.
Типы электродов Неизолированные электроды Эти неизолированные электроды состоят из проволочных составов для этих конкретных применений. Никаких дополнительных покрытий, кроме тех, которые требуются при волочении проволоки. Покрытия для волочения проволоки имеют небольшой стабилизирующий эффект на дугу, но не имеют особых последствий.Эти неизолированные электроды используются для сварки марганцевой стали и других показаний, где использование электрода с покрытием нежелательно.
Всегда существует определенный состав сварочных электродов со светлым покрытием.
Они нанесли легкое покрытие на поверхность путем окунания, мытья, чистки кистью, распылением, вытиранием и вращением. Эти покрытия означали: улучшить поток дуги. E45 — это система идентификации электродов, представленная в этой серии.
Эти покрытия выполняют следующие функции:
- Восстанавливает/растворяет оксид, фосфор и оксид как примеси.
- Изменяет поверхностное натяжение расплавленного металла. Это делает шарики электрода меньшего размера и более частыми. Он делает движение расплавленного металла плавным и равномерным.
- Повышает стабильность дуги за счет легкоионизируемых материалов, введенных в каскад дуги.
- Легкие покрытия образуют шлак, который является тонким, в отличие от шлака типа экранированного дугового электрода.

Эти электроды имеют определенный состав и покрытие, наносимое методом экструзии и окунанием, и изготавливаются трех основных типов.
- С целлюлозным покрытием
- С минеральным покрытием
- С комбинацией минералов и целлюлозы
Целлюлозное покрытие состояло из растворимого хлопка/любой другой формы целлюлозы с добавлением небольшого количества натрия, калия, титана и некоторых других добавок минералы.Целлюлозные покрытия защищают расплавленный металл с газовой частью вокруг дуги и зоны сварки.
Минеральные покрытия включают силикат натрия, металлоксидную глину и другие неорганические вещества и их комбинации. Эти электроды образуют шлаковые отложения.
Дуговые электроды с толстым покрытием или экранированные электроды используются для сварки чугуна, стали и твердых поверхностей.
Назначение экранированной дуги Электроды с толстым покрытием Назначение покрытий электродов состоит в том, чтобы создать газовую защиту вокруг дуги, которая, в свою очередь, предотвращает загрязнение кислородом и азотом зоны металла сварного шва.
Кислород может соединяться с расплавленным металлом, удаляя сплавы и, в свою очередь, вызывая пористость.
Азот имеет такие негативные последствия, как хрупкость, низкая прочность, низкая пластичность и даже плохая устойчивость к коррозии.
Они уменьшают количество примесей, таких как сера, оксиды и фосфор, поскольку они ухудшают качество наплавленного металла.
Они стабилизируют дугу, устраняют большие колебания напряжения, тем самым значительно уменьшая разбрызгивание.
Расплавленный металл на концах электродов распадается на мелкие мелкие частицы за счет снижения поверхностного натяжения расплавленного металла.Они уменьшают давление притяжения между расплавленным металлом и электродом для достижения лучших результатов.
Силикаты в покрытии способствуют образованию шлака над расплавленным металлом. Шлак затвердевает медленно, поэтому основной металл успевает остыть и затвердеть. Медленное затвердевание устраняет риск захвата газа и поплавковых примесей на поверхности. Медленное охлаждение оказывает эффект отжига на сварочный нагар.
Медленное охлаждение оказывает эффект отжига на сварочный нагар.
Внешний вид и характеристики могут быть изменены путем включения в покрытия легирующих материалов.Шлак будет производить металлы сварного шва более высокого качества при более высокой скорости.
Вольфрамовые электродыЭто нерасходные материалы, неправильные электроды для вольфрамового инертного газа (TIG) или GTAW.
Эти электроды можно отличить по окрашенным концевым меткам, как показано ниже:
- Зеленый – чистый вольфрам
- Желтый – 1% тория
- Красный – 2% тория
- Коричневый – 0,3-0,5% циркония
1. Чистый вольфрам 9006 – It5% чистоты и используется для менее ответственных операций сварки. Имеют низкую пропускную способность по току и низкую стойкость к примесям и загрязнениям.
2. Торированные вольфрамовые электроды – Они доступны с 1% и 2% тория и отмечены как превосходящие электроды из чистого вольфрама из-за лучшего наведения дуги, лучшего выхода электронов, лучшей стабильности дуги, высокой пропускной способности по току, лучшей устойчивости к загрязнению. , и лучше более длительный срок службы.
, и лучше более длительный срок службы.
3.Циркониевые электроды – Вольфрамовый электрод с содержанием циркония 0,3-0,5% по быстродействию относится к разряду электродов из чистого вольфрама и электродов из торированного вольфрама. Немногочисленные показания в сети переменного тока работают лучше, чем другие.
После шлифовки легированного вольфрама до точки образуется более тонкая дуга. Если электроды не заземлены должным образом, они должны работать с максимальным током и только с приемлемой стабильностью дуги. Заостренный вольфрамовый электрод трудно обслуживать, если используется оборудование постоянного тока, а зажигание дуги касанием является практикой.Мы должны накладывать высокочастотный ток на обычный сварочный ток, чтобы сохранить форму электрода и уменьшить включение электродов в сварной шов. Сплавы тория и циркония обеспечивают лучшее сохранение формы даже при использовании практики касания.
Вылет сварочного электрода за пределы газового баллона зависит от типа свариваемого соединения. Удлинение на 3,2 мм используется для стыковых соединений тонколистового металла, а удлинение на 6,4–12,7 мм может потребоваться для угловых швов.Вольфрамовый электрод необходимо слегка наклонить и осторожно добавить присадочный металл, чтобы избежать контакта с электродом. Если загрязнение произошло, электрод необходимо снять, заново заточить и установить заново.
Удлинение на 3,2 мм используется для стыковых соединений тонколистового металла, а удлинение на 6,4–12,7 мм может потребоваться для угловых швов.Вольфрамовый электрод необходимо слегка наклонить и осторожно добавить присадочный металл, чтобы избежать контакта с электродом. Если загрязнение произошло, электрод необходимо снять, заново заточить и установить заново.
При использовании определенного типа сварочного электрода всегда рекомендуется следовать инструкциям производителя. Электроды для дуговой сварки постоянным током предназначены для обратной полярности, т.е.Электрод положительный или для прямой полярности означает отрицательный электрод или и то, и другое. Но обратите внимание на то, что многие, но не все электроды постоянного тока можно использовать с переменным током. Постоянный ток является предпочтительным выбором для покрытых, цветных, неизолированных электродов и электродов из легированной стали. Рекомендации производителя могут включать в себя в зависимости от типа основного металла, поправку на неправильную посадку и т. д.
Рекомендации производителя могут включать в себя в зависимости от типа основного металла, поправку на неправильную посадку и т. д.
Прямая полярность обычно обеспечивает меньшее проплавление по сравнению с электродами обратной полярности, но обеспечивает большую скорость сварки.Лучшее проплавление может быть достигнуто при использовании любого типа за счет надлежащей сварочной атмосферы и манипулирования дугой.
Электроды для дуговой сварки на переменном токеПеременный ток более предпочтителен при сварке в труднодоступных местах и при сварке толстых профилей, так как он уменьшает дуновение дуги. Дуговой удар имеет тенденцию вызывать шлаковые включения, пузыри и несплавление при сварке. Они имеют покрытые электроды с постоянным или переменным током.
AC используется в процессах сварки атомарным водородом и угольной дугой, где используются 2 угольных электрода.Это обеспечивает равномерную скорость сварки и расход электрода. В угольной дуге, когда рекомендуется один электрод, тогда предпочтительнее использовать постоянный ток прямой полярности, и здесь потребление электрода происходит медленнее.
В угольной дуге, когда рекомендуется один электрод, тогда предпочтительнее использовать постоянный ток прямой полярности, и здесь потребление электрода происходит медленнее.
На стабильность дуги влияет наличие оксида или других элементов в покрытиях. Состав и однородность неизолированных электродов играют важную роль в контроле стабильности дуги.Толстые или тонкие покрытия на электродах не компенсируют последствия дефектной проволоки.
Оксид алюминия, кремний, диоксид кремния, сульфат железа не стабилизируют дугу, в то время как оксид железа, оксид кальция, оксид марганца помогают стабилизировать дугу.
Избыток серы и фосфора 0,04% ухудшит основной металл сварного шва, так как они переходят от электрода к расплавленному металлу с минимальными потерями. Фосфор вызывает хрупкость, рост зерна и хладноломкость сварного шва.Эти дефекты увеличиваются пропорционально содержанию углерода в стали. Сера, в свою очередь, действует как шлак, нарушает целостность металла шва и приводит к горячему укорочению. Сера особенно вредна для электродов из голой и малоуглеродистой стали с небольшим содержанием марганца, что способствует образованию прочного и прочного сварного шва.
Сера, в свою очередь, действует как шлак, нарушает целостность металла шва и приводит к горячему укорочению. Сера особенно вредна для электродов из голой и малоуглеродистой стали с небольшим содержанием марганца, что способствует образованию прочного и прочного сварного шва.
Если термическая обработка сердечника проволоки неравномерна, электрод будет иметь худший сварной шов по сравнению с электродом того же состава, но подвергнутым надлежащей термообработке.
Скорость наплавки сварочных электродовСварочные электроды имеют разную скорость наплавки в зависимости от состава покрытия. Электрод с более высоким содержанием железа имеет лучшую скорость осаждения. В Соединенных Штатах процент силы железа в покрытии находится в диапазоне 10-50%. Это основано на формуле, в которой количество железного порошка в покрытии зависит от веса покрытия.
Проценты определяются спецификациями Американского общества сварщиков.Европейский метод расчета мощности железа основан на сравнении массы наплавленного металла с массой стержневой проволоки без покрытия, израсходованной в процессе.
Это 2 типа неплавящихся электродов.
- Угольный электрод доступен в качестве электрода без наполнителя металла для дуговой резки и сварки. Он состоит из угольно-графитового стержня, который может иметь или не иметь покрытия из меди или другого материала.
- Вольфрамовый электрод представляет собой металлический электрод без наполнителя, изготовленный из вольфрама и используемый для дуговой сварки или резки.
AWS не классифицирует угольные сварочные электроды, но указывает военную спецификацию, как указано в MIL-E-17777C. Электроды для резки и сварки угольно-графитовых электродов без покрытия и с медным покрытием
Существует система классификации, основанная на трех сортах: обычная, без покрытия и с медным покрытием.Он демонстрирует информацию о диаметре, информацию о длине, требование допуска на размер, выборку, тестирование и обеспечение качества. Сюда относятся сварка угольной дугой, двойная угольная дуга, углеродная резка, строжка, воздушная угольная дуговая резка.
Сюда относятся сварка угольной дугой, двойная угольная дуга, углеродная резка, строжка, воздушная угольная дуговая резка.
При сварке электродом используются следующие переменные:
1. Размер – Обычно доступны следующие размеры: 1/16, 5/64, 3/32 (самый распространенный), 1/8, 3/18, 7/32 и 5/16 дюймов.Сердечник используемого электрода оказывается уже свариваемого материала.
2. Материал – Сварочные электроды изготавливаются из мягкой стали, не содержащей железа, высокоуглеродистой стали, чугуна и специального сплава.
3. Прочность – Прочность сварного шва на растяжение должна быть выше, чем у свариваемого металла. Материал электрода также должен быть прочнее.
4. Положение сварки – Различные электроды, используемые для каждого положения сварки: горизонтальное, плоское и т. д.
5. Силовая смесь железа – Железный порошок, присутствующий во флюсе, повышает доступность расплавленного металла для сварного шва, поскольку тепло превращает порошок в сталь.
6. Обозначение мягкой дуги – это для более тонкого металла и не имеет статуса идеальной посадки при сварке.
Самые популярные электроды для дуговой сваркиОни следующие:
E6013 и E6012 – Спецификация сварочного прутка предназначена для сварки тонких металлов и соединений, которые трудно соединить друг с другом.
E6011 – Этот тип электрода необходим для жирных, грязных, пыльных и ржавых поверхностей. Он универсален, так как работает с полярностью переменного и постоянного тока. Он может образовывать небольшой шлак, и его не нужно помещать в электродную печь.
E6010 – Имеет аналогичные характеристики, за исключением того, что работает только с постоянным током.
E76018 и E7016 – Железный порошок добавляется во флюс для создания прочного сварного шва. Это создает лужу, которая может вызвать затруднения у новичков.
Читайте также:
Сварочная проволока
Объяснение классификаций AWS
Заключительные словаСварочные электроды или сварочные прутки изготавливаются из материалов и по составу аналогичны свариваемому металлу. Выбор сварочной проволоки зависит от множества факторов для каждого проекта.
Выбор электрода зависит от простоты очистки, качества сварного шва, прочности сварного шва и минимального разбрызгивания.Электрод для дуговой сварки и сварочная проволока MIG являются расходными материалами, поскольку они становятся частью процесса сварки.
Электроды для сварки TIG неплавящиеся, так как они не плавятся и не становятся частью сварного шва.
Пожалуйста, найдите несколько минут, чтобы оставить свои комментарии в поле для комментариев.
Сварочные электроды – узнайте о их типах и использовании
Сварочные электроды – узнайте о их типах и использовании
Сварочные электроды используются во всех видах производственных работ, от автомобилей до строительства и так далее.Сварочный стержень имеет внешнее флюсовое покрытие, которое защищает металл от повреждений, стабилизирует дугу и улучшает сварной шов. При соединении двух кусков металла вместе электроды используются для создания электрической дуги. Два металла нагреваются и плавятся, образуя более прочную связь.
В зависимости от процесса сварки электрод бывает плавящимся или неплавящимся. Его нужно очень тщательно выбирать для работы. Различные типы сварочных электродов обладают определенными свойствами.
Давайте рассмотрим типы сварочных электродов.
6013 Электроды
Это самый распространенный тип сварочной проволоки, доступный на рынке. Его прочность на растяжение составляет 60 000 фунтов. он сильный и может выполнять большинство сварочных проектов. Они создают мягкую дугу на конце, помогая сварщикам формовать металлический лист. Электрод 6013 идеально подходит для небольших сварочных работ. Он подходит для работы с более тонкими металлическими листами, обеспечивая проникновение на средней дистанции.
Его прочность на растяжение составляет 60 000 фунтов. он сильный и может выполнять большинство сварочных проектов. Они создают мягкую дугу на конце, помогая сварщикам формовать металлический лист. Электрод 6013 идеально подходит для небольших сварочных работ. Он подходит для работы с более тонкими металлическими листами, обеспечивая проникновение на средней дистанции.
Третья цифра 1 означает, что электрод можно использовать во всех положениях сварки. Последние две цифры также означают, что он имеет высокое титано-калиевое покрытие, что делает его совместимым практически со всеми типами блоков питания и токами. Сварочная проволока обладает высокой универсальностью, так как может использоваться с разными видами токов.
Сварочные электроды Tata Agrico 6013 изготовлены из высококачественной стальной проволоки. Они обещают низкий уровень разлива и дымовыделения, а также потребляют минимальное количество электроэнергии.Можно сказать, что электроды 6013 — лучший друг сварщика.
7018 Электроды
Сварочный стержень 7018 имеет покрытие с очень низким содержанием влаги, что снижает уровень водорода, препятствуя его чрезмерному проникновению в сварной шов. Благодаря низкому содержанию водорода в этих сварочных электродах они обеспечивают гладкие, но высококачественные сварные швы, устойчивые к растрескиванию при среднем и низком проплавлении.
Они могут выдерживать давление в 70 000 фунтов на квадратный кубический дюйм.Третья цифра означает, что его можно применять во всех положениях сварки. Последние две цифры означают, что электрод покрыт железным порошком с низким содержанием водорода. Они могут работать как при переменном, так и при постоянном + токе.
Сварочные электроды7018 должны храниться в защищенном от влаги месте. Воздействие влаги сокращает срок службы этих стержней.
6011 и 6010
И сварочная проволока 6011, и сварочная проволока 6010 могут выдерживать давление 60 000 фунтов. Их можно использовать для всех положений сварки.
Их можно использовать для всех положений сварки.
Модель 6011 имеет очень высокий уровень содержания калия в целлюлозе, что делает ее совместимой как с переменным, так и с постоянным током +. Его можно использовать для работы с более крупными сварочными аппаратами. Сварочные электроды 6011 лучше всего подходят для глубокого проплавления, что делает их пригодными для работы с грязными и корродированными металлами. Они идеально подходят для сварочных ремонтных работ.
Сварочный стержень 6010 имеет покрытие из целлюлозы с высоким содержанием натрия, что означает, что его можно использовать только с постоянным током +.Это также может обеспечить глубокое проникновение и может работать с грязными и корродированными металлами.
Tata Agrico — универсальное решение для всех ваших сварочных задач. Мы предлагаем самые лучшие из высококачественных электродов из мягкой стали. Эти продукты, отмеченные знаком ISI Grade, гарантируют высокую производительность и долгий срок службы.
Типы сварочных электродов — Мастер сварки
Вам интересно узнать о различных сварочных электродах? Тогда эта статья точно для вас.В этой статье вы получите глубокие знания о сварочном электроде, типах сварочных электродов и многом другом. И так, чего же ты ждешь? Давайте начнем.
Что такое сварочный электрод?
Сварщику нужен электрод, чтобы генерировать электрический ток для дуговой сварки. При сварке электрический ток проводится через электрод, который используется для соединения основных металлов. Когда вы держите кончик электрода рядом с основным металлом, электрический ток переходит от кончика электрода к основному металлу.Основное назначение электродов, используемых при сварке, — создание электрической дуги. Эти электроды могут быть положительно заряженными анодами или отрицательно заряженными катодами.
Факторы, которые необходимо учитывать перед выбором сварочных электродов:
- Электродный стержень должен иметь большую прочность на растяжение, чем основной металл.
- Необходимо учитывать конструкцию соединения, форму, характеристики основных металлов и положения сварки.

Типы сварочных электродов
В основном, в зависимости от процесса, существует два типа сварочных электродов:
- Плавящиеся электроды
- Неплавящиеся электроды
1.Расходуемые электроды
Расходуемые электроды имеют низкую температуру плавления. Эти типы сварочных электродов предпочтительнее использовать при сварке в среде инертного газа (MIG). Для изготовления расходуемых электродов используются такие материалы, как мягкая сталь и никелевая сталь. Единственная предосторожность, которую вы должны принять, — это замена расходуемых электродов через регулярные промежутки времени. Единственным недостатком использования таких электродов является то, что они не имеют большого количества промышленных применений, но в то же время просты в эксплуатации и обслуживании.
Расходуемые электроды подразделяются на:
- Электроды без покрытия
- Электроды с покрытием
(i) Электроды без покрытия
Электроды без покрытия – это электроды без какого-либо покрытия, которые в основном используются в тех случаях, когда нет необходимости в электроде с покрытием.
(ii) Электроды с покрытием
Электроды с покрытием классифицируются в соответствии с коэффициентом покрытия. Коэффициент покрытия – это отношение диаметра электрода к диаметру жилы.
Итак, следующие подтипы электродов с покрытием:
- Электроды с легким покрытием с коэффициентом покрытия 1,25. Легкое покрытие, нанесенное на электроды, помогает удалить примеси, такие как оксиды и фосфор. Легкое покрытие также способствует повышению стабильности дуги.
- Электроды со средним покрытием с коэффициентом покрытия 1,45.
- Электроды с защитной дугой или электроды с толстым покрытием с коэффициентом покрытия от 1,6 до 2,2. Эти электроды имеют правильный и четко определенный состав.Электроды с толстым покрытием бывают трех типов: электроды с целлюлозным покрытием, электроды с минеральным покрытием и электроды с покрытием как из целлюлозы, так и с минеральным покрытием.
Читайте также:
2.
 Неплавящиеся электроды
Неплавящиеся электродыЭти типы сварочных электродов также называются тугоплавкими. Есть еще два подтипа неплавящихся электродов:
- Углеродные или графитовые электроды: Он состоит из углерода и графита и в основном используется для резки и дуговой сварки.
- Вольфрамовые электроды: В основном он состоит из вольфрама, как следует из самого названия, и представляет собой электрод без наполнителя.
Как следует из названия, эти типы сварочных электродов не расходуются в течение всего процесса сварки или, правильнее сказать, не плавятся во время сварки. Но практически, за счет процессов парообразования и окисления, происходящих при сварке, несколько уменьшается длина электрода.Неплавящиеся электроды имеют высокую температуру плавления и не могут заполнить зазор в заготовке. Неплавящиеся электроды изготавливаются из таких материалов, как чистый вольфрам, графит или углерод с медным покрытием. Температура плавления углерода составляет 3350 градусов Цельсия, а вольфрама — 3422 градуса Цельсия. Неплавящиеся электроды используются при сварке вольфрамовым электродом в среде инертного газа (TIG) и сварке угольной дугой.
Неплавящиеся электроды используются при сварке вольфрамовым электродом в среде инертного газа (TIG) и сварке угольной дугой.
Важные характеристики неплавящихся электродов:
- При использовании неплавящихся электродов необходимо использовать защитные газы.Защитные газы являются инертными газами, и причина их использования заключается в защите зоны сварки от кислорода и окружающей атмосферы.
- Неплавящиеся электроды обычно изготавливаются в виде катода, а заготовки — в виде анода.
Классификация сварочных электродов
Эта классификация основана на практическом подходе к использованию и выбору сварочных электродов. Американское общество сварщиков классифицировало электроды в различных форматах для правильного понимания различных электродов и их удобной идентификации.
Предположим, мы рассматриваем электрод с именем E6018-X
- Здесь E указывает, что это электрод.
- Две последовательные цифры после буквы E обозначают прочность электрода на растяжение. Эта прочность на растяжение измеряется в фунтах на квадратный дюйм, и эта прочность в 1000 раз превышает заданное число. Это означает, что здесь предел прочности на разрыв данного электрода составляет 60 000 фунтов на квадратный дюйм.
- Здесь 1 указывает положение сварки. Положение сварки обозначено цифрами 1, 2 и 4.
 Эта прочность на растяжение измеряется в фунтах на квадратный дюйм, и эта прочность в 1000 раз превышает заданное число. Это означает, что здесь предел прочности на разрыв данного электрода составляет 60 000 фунтов на квадратный дюйм.
Эта прочность на растяжение измеряется в фунтах на квадратный дюйм, и эта прочность в 1000 раз превышает заданное число. Это означает, что здесь предел прочности на разрыв данного электрода составляет 60 000 фунтов на квадратный дюйм.1 указывает плоское, горизонтальное, вертикальное положение.
2 указывает на плоское горизонтальное положение.
4 указывает плоское, горизонтальное положение вертикально вниз.
- Цифра 8 дает информацию о типе покрытия и используемом токе. Это также говорит о проникновении электрода, т.е. электрод может проникать глубоко, низко, средне.
- Знак X в E6018-X сообщает нам о дополнительных характеристиках электрода.Здесь не всегда упоминается термин X. Он используется только тогда, когда электрод имеет некоторые дополнительные функции. Эта классификация применима к электродам с покрытием из мягкой стали. Если вы рассматриваете другие типы электродов, классификация будет такой же, но может отличаться только характеристика, обозначенная буквой X.
- Некоторые дополнительные свойства, обозначенные буквой Х:
 Если вы рассматриваете другие типы электродов, классификация будет такой же, но может отличаться только характеристика, обозначенная буквой X.
Если вы рассматриваете другие типы электродов, классификация будет такой же, но может отличаться только характеристика, обозначенная буквой X.-1: Указывает на то, что электрод более пластичен и обладает повышенной ударной вязкостью.
-M: Удобен для военных применений и имеет низкое содержание влаги.
-h5 , -H8,-h26 : Все представляют максимальный предел диффузионного водорода, измеренный в миллиметрах на 100 грамм. Например, -h5 = 4 мл на 100 граммов.
Меры предосторожности при обращении со сварочными электродами:
- Электроды всегда должны быть сухими.
- Так как влага разрушает покрытие электродов и очень вредна для электродов. Таким образом, как только электроды высохнут, вы должны хранить сварочные электроды в сухом месте.Доступны различные контейнеры, которые обеспечивают отсутствие влаги.
- И последнее, но не менее важное: никогда не сгибайте электроды, так как сгибание может повредить покрытие электрода.

Короче говоря, прочитав эту статью, вы должны получить четкую информацию о различных типах сварочных электродов, своей системе классификации сварочных электродов и т. д. Надеюсь, эта статья поможет вам. Поделитесь этими знаниями по максимуму, потому что делиться — значит заботиться.
Типы сварочных электродов и их применение
Являетесь ли вы разнорабочим, который занимается сваркой всего несколько раз в год, или профессиональным преобразователем, который занимается сваркой каждый день, одно можно сказать наверняка: сварка требует большого мастерства.Поэтому важно знать несколько типов сварочных электродов и их использование.
Эти шесть различных типов сварочных электродов являются наиболее широко используемыми и популярными в сварочной промышленности. Электроды 6010 обеспечивают глубокое проплавление, 6011 можно использовать с переменным или постоянным током, 6012 представляет собой сварочный пруток общего назначения, 6013 создает мягкую дугу с небольшим разбрызгиванием воды, 7018 в основном используется для сварки из углерода с низким и средним содержанием сталь , а особенностью сварочного прутка 7024 является высокое содержание железного порошка.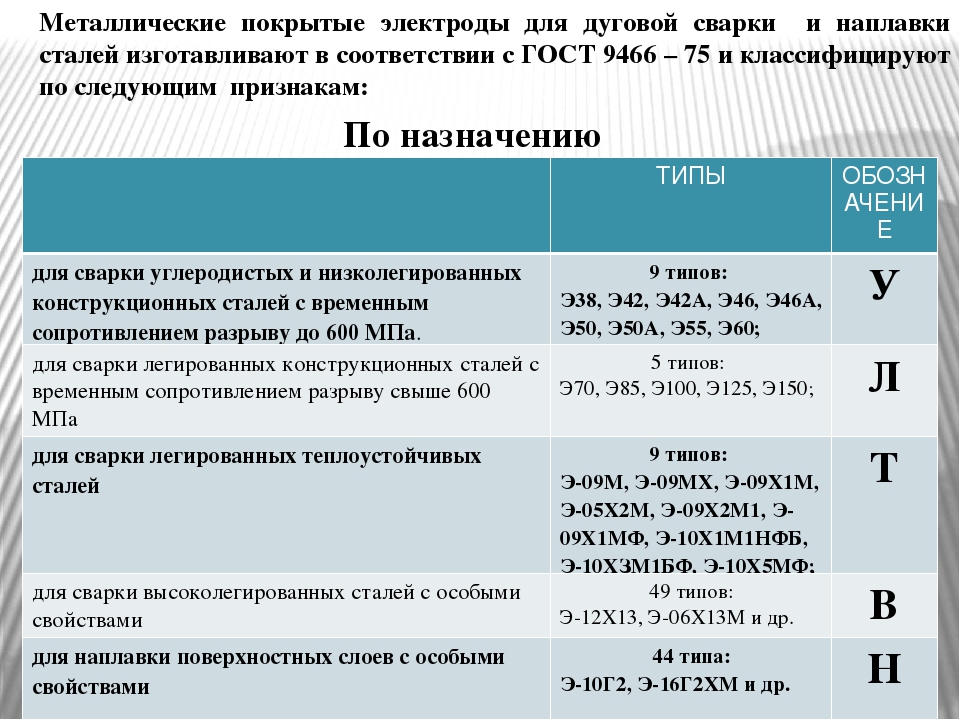
Эти металлические стержни, также называемые сварочными электродами, сплавляются для соединения двух или более частей. Вы должны быть знакомы со сварочными стержнями, так как выбор неправильного сварного шва может ослабить сварной шов.
В следующей статье мы рассмотрим различные типы сварочных электродов и объясним конкретные задачи, для которых они были разработаны.
Типы сварочных стержней из мягкой стали и их применение
| мягких стальных сварочных стержней | |||
| 6010 | |||
| 6010 | сварка трубопроводов и верфи (глубокое проникновение) | ||
| чередующийся или прямой ток | |||
| 6012 | Общее использование | ||
| 60148 | 6013 | 6013 | Умеренное проникновение сварки |
| 7018 | |||
| 7018 | 7018 | 7014 | 7024 |
| Высокоскоростные плоские или горизонтальные сварные швы |
Сварщики должны использовать различные материалы для создания неразъемных сварных швов. Однако знакомы ли вы с различными типами сварочных электродов?
Однако знакомы ли вы с различными типами сварочных электродов?
Выбор электродов зависит от типа основного металла, толщины металла и тока, который вы используете для сварки.
Сколько типов сварочных электродов? Электроды классифицируются как расходуемые и нерасходуемые. Сварщики дуговой сварки и сварщики MIG используют одноразовые электроды, а сварщики TIG используют неплавящиеся электроды.
В отличие от неплавящихся электродов, плавящиеся электроды вплавляются в основной металл.
Сварщики используют электроды для создания дуги, которая создает сварочную ванну и сплавляет два основных металла. Электрод представляет собой тонкую металлическую проволоку различных диаметров, длин и покрытий. При сварке MIG электрод представляет собой катушку проволоки, которую аппарат MIG подает в сварочную горелку. Однако электроды, используемые для сварки SMAW и TIG, аналогичны электродам длинного сына.
Без подачи питания на аппарат сварщик держит электрод TIG или SMAW во время процесса сварки.
Говоря о типах сварочных электродов, некоторые электроды подходят для нескольких металлов и токов. Однако важно изучить, какие типы электродов предназначены для конкретных металлов и ситуаций.
Какие существуют типы сварочных электродов?Если ваша основная цель не сварка TIG, рассмотрите возможность использования плавящегося электрода.
Однако исключением является использование сварочного аппарата с угольным электродом. Углеродные электроды неплавящиеся и комплектуются углеграфитом.
Нерасходуемые электродыНеплавящиеся электроды включают угольные электроды и вольфрамовые электроды. Вольфрамовые стержни для сварки TIG более распространены, чем углеродные стержни, в промышленности и домашнем хозяйстве.
Электроды угольные Дуговая сварка углеродом (CAW) — более старая и менее распространенная форма сварки. Хотя CAW все еще используется сегодня, это процесс, который вы вряд ли увидите в сварочном цехе или дома.
The American Welding Company (AWS) больше не содержит спецификаций CAW.
Вооруженные силы США продолжают использовать ТСА для нагрева и резки металла. В отличие от стандартной дуговой сварки, CAW использует два неплавящихся угольных электрода.
Угольные электроды создают большую дугу, которую гораздо труднее контролировать, чем дуги от других процессов.
Гигантская дуга хороша для нагрева металлов и вырезания отверстий или каналов в металле, но не предназначена для детальной сварки тонкого металла.
Вольфрамовые электроды Вольфрамовые электродыявляются наиболее популярными неплавящимися электродами и используются с вольфрамовыми сварочными аппаратами в среде инертного газа (TIG).
Вольфрамовые электроды изготавливаются из чистого вольфрама или комбинации вольфрама и тория или вольфрама и циркония.
Электроды из чистого вольфрама подходят для небольших работ с тонкими металлами, не требующими большой силы тока.
Вольфрамовые/циркониевые электроды хорошо работают с более тяжелыми металлами, но не так долговечны, как вольфрамовые/ториевые электроды.
Говоря о типах сварочных стержней, вольфрамовый / торий является наиболее распространенной формой вольфрамового электрода и создает самые мощные сварные швы с высокой силой тока.
В следующей таблице показаны четыре типа вольфрамовых электродов и способы их идентификации по цвету:
| Electrode | Цвет классификации |
| Green | 3 |
| 1% Thatium | Yellow |
| 2% Торий | Red |
| 0,3% – 5 % циркония | Коричневый |
Тип плавящегося электрода является наиболее распространенным электродом и использует как сварочные аппараты MIG (металлический инертный газ), так и защитный металлический электрод (SMAW, также называемый полосовой сваркой и дуговой сваркой).
В отличие от неплавящихся электродов, расходуемые материалы растворяются в процессе сварки.
В электродах MIGиспользуется тонкая проволока, которую аппарат MIG автоматически подает в сварочный пистолет.
Роботизированные сварочные аппараты MIG считаются полностью автоматическими, а машины, управляемые людьми-сварщиками, называются полуавтоматическими сварочными аппаратами.
Поскольку в установках MIG для защиты сварного шва используется защитный газ, проволока MIG не покрыта флюсом.
Сварочный аппарат Forney Easy Weld 261 MIG — мой выбор номер один, поскольку он предлагает идеальное соотношение цены и качества.
Сварочные аппараты для дуговой сварки используют электроды или плавящиеся стержни для получения стабильных сварных швов без образования защитного газа. Плавящиеся электроды для дуговой сварки классифицируются как неизолированные электроды или штучные электроды.
Неизолированные электроды не покрыты флюсом для защиты сварочной ванны и обычно используются для сварки марганцевой стали.
Стержневые электроды являются предпочтительным стержнем для оборудования для дуговой сварки и делятся на три группы
- Электроды со слабым покрытием
- Электроды со средним покрытием
- Электроды с толстым покрытием или электроды с экранированной дугой
- Электроды со слабым покрытием
Как следует из названия, электроды со слабым покрытием имеют тонкий слой флюса.Хотя флюс не создает надежного защитного газа, он защищает сварочную ванну от таких загрязнителей, как фосфор, сера и оксиды.
Легкое покрытие также стабилизирует дугу и образует меньше шлака, чем стержни со средним или толстым покрытием.
Стержни со слабым покрытием имеют покрытие фактор из 1,25 и не подходят для сильно загрязненных металлов, требующих защитного флюса.
Электроды со средним покрытием Большинство любителей и опытных сварщиков часто используют электроды со средним покрытием, такие как стержни с низким содержанием водорода.
Некоторые из наиболее распространенных применений стержней со средним покрытием — морское бурение, строительство мостов, строительство коммерческих зданий и сварка труб.
С коэффициентом покрытия 1,45 электроды со средним покрытием отличаются легко удаляемым шлаком, исключительным контролем дуги и возможностью сварки в любом положении.
Электроды с толстым покрытиемЭлектроды с толстым покрытием содержат наибольшее количество флюса и имеют коэффициент покрытия 1.6-2.2. Когда покрытие воспламеняется в сварочной ванне, оно создает эффективный защитный газ для защиты сварного шва.
Палочки изготовлены из трех материалов, включая целлюлозу, минералы и комбинацию целлюлозы и минералов.
Руководство по наименованию сварочных электродов Говоря о типах сварочных электродов, Американское общество сварщиков (AWS) разработало буквенно-цифровую систему обозначения сварочных электродов. Это основная система идентификации сварочных электродов не только в США, но и в других странах.
Это основная система идентификации сварочных электродов не только в США, но и в других странах.
Как следует из названия, этот буквенно-цифровой метод состоит из букв и цифр, обычно выгравированных на каждой стороне сварочного стержня.
Вы найдете такие термины, как E6010, E7018 и т. д. Вот как работает метод именования:
Основная буква «Е» в начале названия означает электрод. Следующие два числа относятся к минимальной прочности сварного шва на растяжение, которая измеряется в фунтах на квадратный дюйм (psi).
Например, число 60 в E6010 означает, что стержень создаст валик с минимальной прочностью 60 000 фунтов на квадратный дюйм.Проще говоря; Полученный сварной шов может выдержать усилие в 60 000 фунтов, необходимое для его разрыва.
Третье значение указывает количество положений, в которых можно использовать сварочный электрод. Обратите внимание, что существует четыре основных положения сварки: плоское, горизонтальное, вертикальное и сверху.
Например, 1 означает, что планку можно использовать во всех положениях, а 2 означает, что ее можно использовать только в плоском или горизонтальном положении.
Последняя цифра указывает на тип покрытия и род сварочного тока (А.C., DC или оба), которые можно использовать со стержнем. Теперь, когда вы знаете, в чем заключается система наименования, рассмотрим типы электродов для сварки.
Типы сварочных прутков 6010 Очень популярны электроды6010. Они используются для обеспечения глубокого проплавления, формы сварки, которая требует очень высокой плотности мощности до 1 мегаватта на квадратный сантиметр .
Имея это в виду, электроды E6010 в основном используются для сварки труб и таких применений, как верфи, водонапорные башни, сталелитейные заводы, строительство в полевых условиях и стальные резервуары для хранения.
Однако важно отметить, что их можно использовать только со сварочными аппаратами, использующими постоянный ток (DC).
Кроме того, они имеют чрезвычайно узкую дугу, что затрудняет обращение с ними, особенно для сварщиков-любителей.
6011Отличительной особенностью электродов 6011 является то, что они могут использоваться как с питанием переменного, так и постоянного тока .
Это очень удобно, так как вы можете легко переключаться с одного типа потока на другой, чтобы увидеть, какой из них работает лучше всего.
Что касается типов сварочных электродов, этот тип сварочных электродов может выдерживать усилие 60 000 фунтов на квадратный дюйм без разрушения. Как и электроды 6010, электроды 6011 обеспечивают глубокое проникновение.
Это делает его лучшим электродом для сварки более толстых материалов. Это также объясняет, почему электроды 6011 используются для прикладной сварки с использованием окрашенных, грязных и жирных поверхностей.
Недостатком этого электрода является то, что он создает плоские валики сварного шва и оставляет волны и несколько шероховатую поверхность.
Это может быть проблемой, когда вам нужна эстетическая отделка.
60126012 — это универсальный сварочный пруток с отличными шунтирующими свойствами, особенно при использовании с настройками ниже среднего.
Также известно, что этот электрод обеспечивает хорошую стабильную дугу и работает при высоких токах с минимальным разбрызгиванием. Лучше всего то, что он поддерживает как источники питания переменного, так и постоянного тока.
Другими словами, электроды 6012 имеют два основных ограничения. Во-первых, они лучше всего подходят для неглубокого или тонкого проникновения. Во-вторых, когда они тают, образуются густые отходы; Поэтому требуют дополнительной очистки после сварки.
Типичными областями применения этого типа сварочной проволоки являются сборка открытых соединений, ремонтные работы, некритические сварные швы и сварные швы листового металла из окисленной углеродистой стали.
6013 Еще один популярный электрод, создающий ровную дугу с небольшим разбрызгиванием. Часто используемый для сварки с умеренным проплавлением, 6013 имеет легко удаляемый шлак.
Часто используемый для сварки с умеренным проплавлением, 6013 имеет легко удаляемый шлак.
Также важно отметить, что он совместим как с переменным, так и с постоянным током.
Этот тип электрода используется в тех случаях, когда требуются короткие или нерегулярные сварочные работы из-за этих свойств . Поскольку он создает довольно стабильную и гладкую арку, он идеально подходит для приложений, требующих изменения положения.
Эти применения включают сварку листового металла, ремонт и строительство судов, а также сварку переработанных или изношенных поверхностей из мягкой стали.Электроды 6013 также используются в общем и легком производстве.
7018 7018 является одним из лучших многоцелевых сварочных электродов и в основном используется для сварки низко- и среднеуглеродистой стали. Как мы выяснили ранее, этот электрод предназначен для создания гораздо более прочного сварного шва, который может выдерживать давление до 70 000 фунтов на квадратный дюйм.
Еще одной важной особенностью сварочной проволоки 7018 является то, что она обычно покрыта соединением железа с низким содержанием водорода.
Этот состав испаряется и защищает сварной шов от влаги и загрязнения воздуха.
Этот сварочный электрод можно использовать с источниками питания переменного и постоянного тока во всех четырех положениях. Благодаря этим свойствам 7018 хорошо зарекомендовал себя в сварке конструкций.
Означает тип сварки, необходимый на электростанциях, электростанциях, заводах и мостах.
7024Главной особенностью этого сварочного электрода является высокое содержание железного порошка.Это важная особенность, которая значительно увеличивает скорость наплавки, что упрощает сварку.
Что означают цифры на электродах? Цифровая система классификации электродов поначалу может показаться запутанной, но как только вы поймете, что означают цифры, покупка электронов станет проще простого.
Система AWS показывает давление, которое может выдержать стержень, правильное положение для сварки, состав потока и ток, используемый стержнем .Наиболее часто для сварки используются стержни 7018, 7014, 6013, 6011 и 6010.
На примере стержня 7018 вы можете использовать первые два числа для определения прочности стержня на растяжение.
Цифры обозначают количество фунтов на квадратный дюйм (psi), которое может выдержать сварной шов.
Если умножить 70 на 1000, то можно увидеть, что сварной шов выдерживает давление 70 000 фунтов на квадратный дюйм.
Третья цифра на электроде указывает оптимальное положение для сварки.Используются только 1, 2 и 4.
номер 1 означает, что электроды можно использовать в любом положении . Число 2 означает плоское горизонтальное положение, а число 4 означает положение вверху или вертикальное положение вверху или внизу .
Для стержня 7018 это означает, что стержень можно заменить во всех позициях . Последнее число представляет расход и ток, которые будут использоваться.
Цифра 8 означает, что батончик изготовлен из порошка калия железа с низким содержанием калия.Это также означает, что правильным электродным током является переменный ток, постоянный ток- и постоянный ток +.
Покрытие электрода состоит из различных материалов. В следующей таблице показан состав различных электродов и соответствующие токи.
| NUM | Материал | Текущий | 8 | Низкий калийный порошок калия | AC, DC +, DC- |
| Оксид железа, порошок калия | А.C Titanium | AC, DC +, DC- | |
| Высокий калий в титане | AC, DC + | ||
| 2 | Высокое содержание натрия и диоксида титана | AC DC | |
| 1 | Богатые калием целлюлозы | A. C., DC+, DC- C., DC+, DC- | |
| 0 | Высокое содержание натрия целлюлозы | D.C.+ |
Числовая классификация электрода содержит много информации. Однако, если вы не уверены в электроде, проверьте упаковку.
Производители электродов размещают на упаковке подробные спецификации, которые должны ответить на все ваши вопросы.
Перед началом сварки проверьте технические характеристики перед установкой сварочного аппарата.
В большинстве инструкций также рассказывается, какие металлы подходят для электрода и как регулировать силу тока на вашем станке.
Обращение с электродами и их хранениеПри покупке электродов вы знаете несколько вещей. Электроды являются хрупкими компонентами, и с ними следует обращаться осторожно.
Хотя электроды имеют металлические сердечники, электроды могут погнуться или сломаться в зависимости от типа металла.
Стержни, которые не являются структурно неповрежденными при использовании, не образуют полезных сварных швов. Флюс защищает ванну для пайки и необходим для получения стабильного припоя.
Флюс защищает ванну для пайки и необходим для получения стабильного припоя.
Батончики поставляются упакованными в герметичный контейнер при покупке и начинают разрушаться, если оставить их без защиты более чем на несколько часов.
При выборе электрода для припоя не забудьте хранить оставшиеся стержни в герметичном контейнере.
В зависимости от состава стержня флюс будет разрушаться под воздействием влаги. Флюс превратится в мокрую массу, если он поглотит слишком много водорода или кислорода.
Трудно избежать влажности при работе на улице. Постарайтесь свести к минимуму контакт электрода с воздухом, открывая колпачок стержня непосредственно перед сваркой.
Инструкции по выбору лучшего типа сварочной проволоки.Даже если вы знакомы с различными типами сварочных электродов, вам может быть сложно выбрать конкретное применение. Вот некоторые другие факторы, которые следует учитывать:
Основной металл Следует учитывать состав основного металла. Ваша главная цель — найти сварочный стержень, который очень похож на основной металл.
Ваша главная цель — найти сварочный стержень, который очень похож на основной металл.
Это увеличивает вероятность создания прочного и стабильного сварного шва. Если вы не знаете, как настроить основной металл, помните о следующих соображениях:
Внешний вид металликВы работаете со сломанной частью металла или компонента? Если да, то проверьте текстуру. Шероховатая или зернистая поверхность означает, что это расплавленный металлический материал.
Магнитные и немагнитныеОпределение того, является ли материал магнитным или немагнитным, является еще одним отличием от основного металла.Если он магнитный, есть большая вероятность, что это легированная сталь или углеродистая сталь.
Если он не магнитный, то основным металлом может быть аустенитная нержавеющая сталь, марганцевая сталь или цветной сплав, такой как латунь, алюминий, титан или медь.
Искровой Вы также должны проверить вид искры, которую создает основной металл, когда он ударяется о шлифовальный станок. Эмпирическое правило здесь заключается в том, что чем больше факелов в искре, тем выше содержание углерода в основном металле.
Эмпирическое правило здесь заключается в том, что чем больше факелов в искре, тем выше содержание углерода в основном металле.
Если долото ударит по мягкому металлу, такому как алюминий, останутся следы от укусов. Однако, если он ударит по более твердым металлам, таким как чугун или углеродистая сталь, он отскочит.
Прочность на растяжениеТакже важно, чтобы предел прочности на растяжение сварочного электрода соответствовал прочности основного металла. Невыполнение этого требования может привести к образованию трещин между другими неоднородностями сварного шва.
Чтобы определить предел прочности электрода на растяжение, все, что вам нужно сделать, это проверить первые две цифры.
Например, , стержень 6011 означает, что он создает сварной шов с минимальной прочностью на растяжение 60 000 фунтов на квадратный дюйм, а затем хорошо работает со сталью с соответствующей прочностью на растяжение.
Хотя некоторые сварочные электроды переменного и постоянного тока совместимы, другие поддерживают только один из этих источников питания.
Проверьте четвертую цифру своего имени, чтобы определить тип валюты, с которой можно использовать электрод.
Это значение указывает не только на тип покрытия, но и на соответствующий сварочный ток. Вот простая таблица, которая поможет вам:
Использование домашней духовки для ухода за велосипедами не является оптимальным вариантом, поскольку духовка слишком горячая, а батончики нагреваются до 500-700 градусов примерно за 100-30 минут.
Сколько ампер у стержня 7018?Сколько ампер у стержня 7018? Сварочный пруток 7018 используется при токах до 225 ампер. Но имейте в виду, что усилитель стержня 7018 чередуется между производителями, поэтому вам нужно найти правильное решение.
Стержень 7018 представляет собой мягкий стержень, покрытый флюсом на основе железа с низким содержанием водорода, который испаряется для предотвращения загрязнения чугуна воздухом и влагой.
Может использоваться только для обычной сварки древесины.
Какая сварочная проволока лучше всего подходит для вертикальной сварки?Какая сварочная проволока лучше всего подходит для вертикальной сварки? Первый вариант — это слитки 7018, потому что в них мало железа. Старый металл создает лужу, которая может быть холодной и с меньшей вероятностью упадет с работы во время увлажнения, а также есть более быстрая волна.
Очень важно принять правильное решение для вашего сварного шва, особенно для правильного сварного шва.
Стержни 7024, 7018 и 6010 могут показаться хорошим выбором при выборе наилучшего стержня для надлежащей сварки.
Лучшим вариантом должны быть стержни 7018, так как они подходят для обычной сварки стали.
стержни 6010 требуют большего мастерства, чем стержни 7018 для вертикальной сварки. И столбцы 7024 не обладают такими же свойствами заполнения, как столбцы 7018.
Однако рекомендуется проверить кабели 7018 на правильность пайки. 3), чтобы получить определенное количество волков на общее количество километров.
3), чтобы получить определенное количество волков на общее количество километров.
Толщина углового или сварного соединения может быть определена, потому что длина, вероятно, будет умножена на 0,7, когда минимальная круглая часть будет правильной.
Активное воздействие определяется по высоте наиболее протяженных равнобедренных частей, вписанных в валик сварного шва без вмешательства.
Горло, которое зависит от заполнения в мире, — это решение, принятое на линии, определяемой превосходным металлом потовой части.
Является ли мир выпуклых листьев и мощи первопричиной, чтобы найти правильный способ определить правильную эффективность.
Стоит ли оставить номер 7018?Нужно ли нагревать 7018? Лучший ответ — нет. Батончик 7018, однако, представляет собой батончик с низкой ножкой, что означает, что он не снижает влажность вашей пищи. Если вы работаете в стране с относительно высокой влажностью, рекомендуется держать 7018 в тепле.
Платы7018 изготавливаются производителем и изготавливаются в определенных условиях, обеспечивающих полноту сборки.Однако после вскрытия упаковки окружающая среда помогает включиться в полноводную реку.
Если ваш сварочный цех принадлежит вам, использование регулятора напряжения 110 В, чтобы убедиться, что ваш 7018 остается сухим, может быть правильным решением.
В данном случае важно не повредить металл, а нагреть, мировые трубы должны отводить от них влагу.
Типы сварки Прутки – Часто задаваемые вопросыВот несколько распространенных вопросов о сварочных электродах:
Какая самая маленькая сварочная проволока? При обсуждении типов сварочных прутков Наименьшее увядание — очередь 6012. Эти задачи будут касаться привязки ссылок между ссылками. Они также используются для получения высококачественных сварных швов с высокой текучестью. Другие удилища в мире, имеющие размеры 6012, — это удилища 6013, 7014, 7024 и 7018. Все они имеют разные характеристики, которые привели их к разработке разных проектов.
Эти задачи будут касаться привязки ссылок между ссылками. Они также используются для получения высококачественных сварных швов с высокой текучестью. Другие удилища в мире, имеющие размеры 6012, — это удилища 6013, 7014, 7024 и 7018. Все они имеют разные характеристики, которые привели их к разработке разных проектов.
Срок годности различных типов сварочных электродов истекает?
Срок годности сварочных электродов истек? Да! Вопрос о том, убрать ли сварочный пруток из вида несколько месяцев назад или тридцатилетней давности, не может быть хорошим.Это зависит не от того, сколько лет стеблю, а от того, сколько влаги он использовал.
Вот почему очень важно и важно держать штифт сухим, а его стирание равносильно тому, чтобы дать ему истечь.
Очень важно знать, как можно работать с вашими электродами, чтобы улучшить собственную жизнь и избежать возможности использования хищных проводов.
Мы будем относительно уверены, что некоторые из причин подходят для выполнения чего-то другого, и сумма денег, которая пойдет на решение, будет зависеть от того, с какой проблемой они могут справиться.
Перед началом сварочных работ необходимо определить правильный тип сварочного электрода. Каждый из этих электродов назван в соответствии с рядом атрибутов, которыми он обладает.
При сварке каждый металл по-разному реагирует на дугу. Существует бесчисленное множество типов электродов. Однако, если вы будете следовать рекомендациям производителя, у вас не должно возникнуть проблем с пайкой неизвестным электродом.
Итак, когда у вас есть стержни, которые вы хотите использовать в новом проекте, запустите сварочный аппарат и начертите дугу.
Связанные обзоры сварки и руководство покупателя:
ЗАРПЛАТА ПОДВОДНЫХ СВАРЩИКОВ (2021)
Топ-10 лучших сварщиков TIG 2021
Лучший сварочный аппарат TIG для алюминия 2021
ЛУЧШИЕ СВАРОЧНЫЕ ШЛЕМЫ ДЛЯ MIG 2021
ЛУЧШИЕ БЮДЖЕТНЫЕ СВАРОЧНЫЕ ШЛЕМЫ ДО 100 ДОЛЛАРОВ США
Лучшая сварочная маска 2021 года
Лучшая сварочная маска с автоматическим затемнением
Сварка MIG по сравнению со сваркой TIG
Виды сварки
Лучшие сварочные каски для начинающих 2021
СВАРКА TIG НЕРЖАВЕЮЩАЯ СТАЛЬ (2021)
электродов: что это такое? (и типы используемых электродов)
Что такое электроды?
Электроды определяются как твердый электрический проводник, через который электрический ток входит или выходит из электролитической ячейки. Он преобразует ионные потенциалы в электронные. Различные типы электродов, используемых для биологических измерений, зависят от анатомических локализаций, из которых измеряются биоэлектрические сигналы. Биоэлектрические электроды регистрируют такие сигналы, как ЭКГ, ЭЭГ, ЭМГ и т. д.
Он преобразует ионные потенциалы в электронные. Различные типы электродов, используемых для биологических измерений, зависят от анатомических локализаций, из которых измеряются биоэлектрические сигналы. Биоэлектрические электроды регистрируют такие сигналы, как ЭКГ, ЭЭГ, ЭМГ и т. д.
Существует три основных типа электродов:
- Микроэлектроды
- Игольчатые электроды
- Электроды на поверхности тела
Микроэлектроды
Микроэлектрод измеряет электрический потенциал от клетка.У него кончики очень маленького диаметра, которые могут проникать глубоко в клетку, не повреждая клетку человека. Функции микроэлектродов заключаются в регистрации потенциала для введения лекарственных средств.
Обычно, когда микроэлектрод находится внутри ячейки, электрод сравнения находится вне ячейки. Он имеет высокое сопротивление в диапазоне мегаом из-за их небольшого размера. Два типа микроэлектрода:
- Металлический микроэлектрод
- Неметаллический (микропипетка)
Металлический микроэлектрод
Вольфрамовая нить или проволока из нержавеющей стали, образующие тонкую структуру, образуют наконечник микроэлектрода. Эта техника электропойнтинга. Изоляционный материал покрывает весь электрод в целях безопасности.
Эта техника электропойнтинга. Изоляционный материал покрывает весь электрод в целях безопасности.
Для снижения импеданса проводится небольшая электролитическая обработка. Для измерения биоэлектрических потенциалов требуется два электрода. Результирующий потенциал напряжения представляет собой разницу между потенциалами микроэлектрода и электрода сравнения. Полная сумма трех потенциалов выглядит следующим образом.
Где,
E A – потенциал металлический электрод-электролит на конце микроэлектрода.
EB – электрод сравнения-электролитный потенциал.
E C – Переменный потенциал клеточной мембраны.
Неметаллический микроэлектрод (микропипетка)
В этом электроде используется неметаллический материал для измерения потенциала одной ячейки. Он состоит из стеклянной микропипетки диаметром 1 микрометр. Используется микропипетка, заполненная раствором электролита, совместимым с клеточными жидкостями. Стержень микропипетки имеет тонкую гибкую проволоку из хлористого серебра, нержавеющей стали или вольфрама. Один конец микропипетки крепится к жесткой опоре, а другой свободный конец упирается в ячейку. Генерируемое потенциальное напряжение выглядит следующим образом.
Один конец микропипетки крепится к жесткой опоре, а другой свободный конец упирается в ячейку. Генерируемое потенциальное напряжение выглядит следующим образом.
E A – потенциальное напряжение между металлической проволокой и электролитом, залитым внутри микропипетки.
E B – потенциал между электродом сравнения и внеклеточной жидкостью.
E C – переменный потенциал клеточной мембраны.
E D – потенциал на кончике из-за наличия электролитов внутри пипетки и ячейки.
Электроды глубинные и игольчатые
Когда электрод приближается к биоэлектрическому генератору, он проникает в кожу. Поэтому электрод должен быть острым для проникновения, чтобы получить и записать биоэлектрические события.
Глубинные электроды
Глубинный электрод исследует электрическую активность нейронов на поверхности головного мозга. Этот тип электрода состоит из пучка проводов из сплава платины и иридия с тефлоновой изоляцией.
Для удобства введения электродов в мозг конец поддерживающей проволоки имеет закругленную форму.Количество отдельных электродов образует электродную решетку или пучок. В пучке электродов конец каждого отдельного провода имеет отдельный электрод.
Применение глубинных электродов
Применение глубинных электродов включает:
- Для введения лекарств в мозг.
- Для измерения напряжения кислорода.
Игольчатые электроды
Игольчатый электрод регистрирует потенциал действия периферических нервов. Он напоминает медицинский шприц.На одном конце короткий изолированный провод согнут. Отогнутая часть проходит через просвет иглы. Эта установка входит в мышцы. Теперь игла извлечена. Согнутая проволока остается внутри мышцы. Два типа игольчатых электродов, а именно
Монополярный электрод: в этом типе используется один электрод сравнения, размещаемый на коже.
Биполярный электрод: Этот тип имеет один электрод сравнения и один активный электрод.
Применение игольчатых электродов
Игольчатые электроды в основном используются для измерения сигналов ЭЭГ и ЭМГ.
Тип электрода — обзор
Плоские пластины с литыми сетками
Наиболее распространенным типом электрода является плоская пластина. Он используется на отрицательной стороне для всех типов аккумуляторов. Это также наиболее часто используемая конструкция положительного электрода. Приложение включает в себя практически все автомобильные аккумуляторы, а также отмеченную часть тяговых и стационарных аккумуляторов. Конструкция положительной плоской пластины также используется для всех аккумуляторов с абсорбирующим стекломатом (AGM).
Традиционный метод изготовления сеток для плоских пластин заключается в прерывистом литье под действием силы тяжести в книжных формах.За последние десятилетия было разработано несколько конструкций сетки. Изображение отрицательной сетки с горизонтальным и вертикальным поперечным сечением, используемой для промышленных аккумуляторов, показано на рисунке 2. Сеть проволок сетки должна быть спроектирована так, чтобы обеспечить оптимальную механическую поддержку гранулам активного материала (это термин, используемый для активного материала, удерживаемого в промежутках между стержнями сетки), и, кроме того, должна быть достаточная электропроводность. Сетки для отрицательных и положительных плоских пластин обычно одинаковы, но положительные часто толще и тяжелее, чтобы обеспечить резерв на коррозию.
Сеть проволок сетки должна быть спроектирована так, чтобы обеспечить оптимальную механическую поддержку гранулам активного материала (это термин, используемый для активного материала, удерживаемого в промежутках между стержнями сетки), и, кроме того, должна быть достаточная электропроводность. Сетки для отрицательных и положительных плоских пластин обычно одинаковы, но положительные часто толще и тяжелее, чтобы обеспечить резерв на коррозию.
Рис. 2. Литая отрицательная сетка, используемая для промышленных аккумуляторов.
Минимизация сопротивления электрода полезна для оптимизации высокоскоростных характеристик и уменьшения нежелательного эффекта неоднородного распределения тока по пластине электрода. При более низких скоростях разряда сопротивление поляризации, например, реакции переноса заряда и перенапряжения концентрации, ограничивают использование активных материалов. Однако при более высоких скоростях разряда значительное влияние оказывают омические потери в системе токосъемников.
Структуру сетки можно оптимизировать, пропустив больше проводов к выступу, соединяющему пластину с верхней планкой и клеммой. Кроме того, путь от наконечника к активному материалу должен быть минимальным. Этого можно добиться, переместив выступ от внешней части верхней рамы ближе к центру. Оптимизация конструкции сети за счет эффективного расположения проводов сети и экономичного выбора поперечных сечений была полезным способом улучшить энергетические характеристики при высоких скоростях разряда.
Как положительный, так и отрицательный активный материал являются проводниками и действуют как носители тока к ближайшему элементу сети. По мере разряда и образования непроводящего сульфата свинца сопротивление пластин увеличивается. При больших размерах гранул среднее расстояние от активного материала до проводящих элементов сетки больше. Это приводит к снижению использования, особенно при более высоких плотностях тока, и иллюстрирует важность проектирования сети для оптимизации использования. Были предприняты различные попытки улучшить проводимость активных материалов.Это включает добавление графита/углерода, стеклянных чешуек, покрытых диоксидом олова, или оксидов титана в фазе Магнели. Альтернативой является использование гранул меньшего размера, но это будет означать больший вес и более высокую стоимость.
Были предприняты различные попытки улучшить проводимость активных материалов.Это включает добавление графита/углерода, стеклянных чешуек, покрытых диоксидом олова, или оксидов титана в фазе Магнели. Альтернативой является использование гранул меньшего размера, но это будет означать больший вес и более высокую стоимость.
В целях сокращения затрат на техническое обслуживание для автомобильных аккумуляторов было введено низкое содержание сурьмы (<2%). Этот сплав сложнее отливать, чем сплав с высоким содержанием сурьмы, из-за его большого диапазона замерзания. Благодаря улучшению процесса литья и использованию некоторых добавок, в частности селена, в качестве измельчителя зерна, такие проблемы исчезли.Решетки также стали мягче, но проблемы с обращением можно решить за счет оптимизации процесса обработки пластин.
Стратегия с низким содержанием сурьмы была компромиссом, когда все еще присутствует некоторое количество сурьмы, что помогает поддерживать положительную пластину в хорошем состоянии. Однако количество сурьмы, отложившейся на поверхности отрицательной пластины, может быть заметно уменьшено, что приведет к меньшим потерям воды. Следующим шагом для автомобильных аккумуляторов стало появление так называемых гибридных аккумуляторов, в которых для отрицательной сетки используется свинцово-кальциевый сплав.
Однако количество сурьмы, отложившейся на поверхности отрицательной пластины, может быть заметно уменьшено, что приведет к меньшим потерям воды. Следующим шагом для автомобильных аккумуляторов стало появление так называемых гибридных аккумуляторов, в которых для отрицательной сетки используется свинцово-кальциевый сплав.
Последним шагом была замена малой сурьмы на свинцово-кальциевую с положительной стороны. Это изменение сопровождалось другими конструктивными оптимизациями, которые позволили по-прежнему достигать приемлемых показателей цикличности для автомобильных приложений. В настоящее время залитые аккумуляторы с кальциевыми сплавами для обоих электродов используются многими производителями аккумуляторов для своих необслуживаемых автомобильных аккумуляторов. Для тяжелых условий эксплуатации, например, в грузовых автомобилях, по-прежнему предпочтительна конструкция с положительной решеткой из сплавов с низким содержанием сурьмы.
Решетки для стационарных аккумуляторов также изготавливаются из сплавов с низким содержанием сурьмы или кальция, и даже для циклических применений наблюдается переход к сплавам с низким содержанием сурьмы. В батареях VRLA, будь то автомобильные, резервные или велосипедные, обычно используются свинцово-кальциевые сетчатые сплавы. Благодаря добавлению олова эти сплавы стали более устойчивыми к коррозии. Олово также оказывает благотворное влияние на электрохимическое поведение положительных пластин. Это помогает противостоять пассивации на границе раздела сетки/активного материала и повышает производительность перезарядки.Свинцово-кальциевые сплавы с меньшим содержанием олова используются только с отрицательной стороны. Сегодня содержание олова около 1% или даже выше является обычным явлением для сплавов с положительной свинцово-кальциевой сеткой.
В батареях VRLA, будь то автомобильные, резервные или велосипедные, обычно используются свинцово-кальциевые сетчатые сплавы. Благодаря добавлению олова эти сплавы стали более устойчивыми к коррозии. Олово также оказывает благотворное влияние на электрохимическое поведение положительных пластин. Это помогает противостоять пассивации на границе раздела сетки/активного материала и повышает производительность перезарядки.Свинцово-кальциевые сплавы с меньшим содержанием олова используются только с отрицательной стороны. Сегодня содержание олова около 1% или даже выше является обычным явлением для сплавов с положительной свинцово-кальциевой сеткой.
В течение последних нескольких лет были разработаны исключительно коррозионностойкие сплавы с положительной решеткой, которые состоят из довольно низкого содержания кальция, некоторые из них с добавлением серебра. Тем не менее, очень низкое содержание кальция приводит к образованию мягких сеток, которые очень медленно затвердевают и требуют искусственного старения при более высоких температурах для получения адекватных механических свойств для склеивания и последующей обработки. Такие сплавы могут вызвать серьезные проблемы с приклеиванием пасты, потому что сетка должна подвергаться некоторой коррозии в процессе склеивания/отверждения, чтобы паста могла прилипнуть к сетке. Некоторые производители аккумуляторов уже используют обработку для коррозии поверхности сетки, например, с помощью пропарочных камер или других чрезвычайных мер.
Такие сплавы могут вызвать серьезные проблемы с приклеиванием пасты, потому что сетка должна подвергаться некоторой коррозии в процессе склеивания/отверждения, чтобы паста могла прилипнуть к сетке. Некоторые производители аккумуляторов уже используют обработку для коррозии поверхности сетки, например, с помощью пропарочных камер или других чрезвычайных мер.
Чистый свинец, используемый для производства активных материалов, должен иметь очень высокую чистоту с низким содержанием элементов, увеличивающих выделение водорода на отрицательном электроде.Это особенно важно для аккумуляторов с клапанным регулированием. Из чистого свинца порошок чрезвычайно мелких частиц изготавливается либо в шаровой мельнице, где материал обрабатывается с высокой силой истирания, либо в тигельном процессе Бартона, где мелкие частицы образуются из расплавленного свинца. В обоих процессах большая часть свинца (около 75%) окисляется до оксида свинца. Около 25% все еще представляет собой металлический свинец и называется остаточным или свободным свинцом. Хотя порошок не полностью окислен, его обычно называют оксидом свинца.
Хотя порошок не полностью окислен, его обычно называют оксидом свинца.
Затем этот материал смешивают с разбавленной серной кислотой для образования пасты, которая используется для покрытия решеток. После этого наклеенные пластины проходят процесс отверждения. Отвержденные пластины в основном состоят из основных сульфатов свинца (трехосновного сульфата свинца (3BS) или четырехосновного сульфата свинца (4BS)) и некоторого количества оксида свинца. Обычно содержание свободного свинца на этом этапе снижается до небольшого процента. Наконец, есть преобразование в двуокись свинца на положительной стороне и губчатый свинец на отрицательной стороне путем образования резервуара или контейнера.На рис. 3 показано изображение сформированной положительной пластины, используемой в некоторых типах стационарных батарей. Проволоки сетки встроены в темно-коричневый или черный диоксид свинца в качестве активного материала.
Рис. 3. Плоская положительная пластина со сформированным активным материалом.
Для автомобильных применений были разработаны довольно тонкие пластины из-за растущих требований к высокой производительности холодного пуска. Аналогичная разработка была сделана для стационарных батарей, используемых в источниках бесперебойного питания (ИБП), где также требуется высокая мощность разряда.В обоих случаях необходимы относительно тонкие сетки, и они должны иметь низкую скорость коррозии. Напротив, конструкции с толстыми пластинами все еще используются для стационарных применений с более низкой скоростью разряда или некоторых циклических режимов, а также для различных тяговых услуг. В настоящее время многие тяговые батареи с положительными плоскими пластинами имеют конструкцию VRLA, либо AGM, либо гелевые. Благодаря постоянному совершенствованию в течение нескольких лет такие батареи VRLA с положительными плоскими пластинами имеют удивительно хорошие циклические характеристики.
Для мощных приложений следует использовать тонкие пластины и активные материалы с большой пористостью. Как правило, это приводит к снижению производительности при езде на велосипеде. Благодаря многочисленным усилиям по исследованиям и разработкам аккумуляторов VRLA сегодня можно достичь довольно хороших характеристик цикличности даже с более тонкими пластинами и более высокой пористостью.
Как правило, это приводит к снижению производительности при езде на велосипеде. Благодаря многочисленным усилиям по исследованиям и разработкам аккумуляторов VRLA сегодня можно достичь довольно хороших характеристик цикличности даже с более тонкими пластинами и более высокой пористостью.
Расширители являются важным компонентом отрицательной пластины. В негативную пасту добавляют органические наполнители, чтобы способствовать развитию мелкокристаллического губчатого свинца при формировании и сохранить эту структуру с большой площадью поверхности, предотвращая укрупнение кристаллов при циклировании.Действительно, без достаточного количества органического расширителя происходит постепенное уменьшение площади поверхности по БЭТ, что приводит к снижению производительности высокоскоростного разряда. На самом деле, органический расширитель не может полностью предотвратить укрупнение кристаллов, а лишь может замедлить этот процесс.
Существует вредное воздействие в условиях эксплуатации при высоких температурах, что снижает производительность отрицательных электродов, и это связано с неблагоприятным воздействием высокой температуры на органический вспенивающий материал. Это проблема современных автомобильных аккумуляторов, когда они устанавливаются близко к двигателю, так что аккумулятору передается значительное количество тепла. Это, вкупе с эксплуатацией автомобиля в зонах с жарким климатом, может привести к очень высоким температурам внутри аккумуляторной батареи.
Это проблема современных автомобильных аккумуляторов, когда они устанавливаются близко к двигателю, так что аккумулятору передается значительное количество тепла. Это, вкупе с эксплуатацией автомобиля в зонах с жарким климатом, может привести к очень высоким температурам внутри аккумуляторной батареи.
Как правило, в материале отрицательной пластины содержится около 0,3 мас.% органического расширителя. Для приложений, которые включают более высокие температуры, полезно увеличить эту часть. Вредное воздействие высоких температур уже является проблемой во время формирования и делает необходимым ограничение температуры формирования до максимума 60 °C.
Применение органических наполнителей восходит к тому времени, когда в качестве разделителей использовались тонкие деревянные листы. Позже в негативную пасту добавляли древесную муку или опилки. Сегодня в основном используются производные лигнинов, такие как лигносульфокислота или лигносульфонат. Они также основаны на древесине, но имеют лучшую спецификацию, чем необработанный материал.