Как изготовить ворота из профильной трубы своими руками — пошаговая инструкция с фото и видео
При возведении ограждения какого-либо участка своими руками неизбежно встаёт вопрос о том, из чего сделать ворота? Вариантов несколько, но заметное уменьшение трудоёмкости и материальных затрат даёт конструкция из профильной (квадратной) трубы. Она отлично согласуется как с металлическим, так и с деревянным забором.
Содержание
1 Профильная труба как материал. Плюсы и минусы
2 Подготовка к постройке. Расчёт размеров конструкции
2.1 Выбор профтрубы: какая лучше
2.2 Расчёт материала
2.3 Необходимые инструменты
3 Пошаговая инструкция по изготовлению ворот из профильной трубы своими руками
3.1 Вариант без сварки
4 Советы по отделке
4.1 Элементы ковки
5 Видео по теме: как сделать ворота из профильной трубы
Профильная труба как материал.
 Плюсы и минусы
Плюсы и минусыЧасто решение применить трубу профильного типа в сооружении ворот обосновано её главными преимуществами.
- Она имеет невысокую стоимость.
- Благодаря профильной конструкции изделия получаются не гнущимися.
- Прочность деталей также велика.
- В прямоугольную трубу удобно вкручивать саморезы.
- Такой материал выглядит эстетично.
- Заготовки имеют малый вес.
Эти плюсы перевешивают недостатки профильной трубы, а они тоже есть:
- подверженность коррозии при воздействии атмосферных осадков,
- появление перекосов внутри конструкции во время интенсивной эксплуатации в случае использования во время монтажа резьбовых соединений,
- описываемую трубу, впрочем, как и круглую, неудобно красить эмалью.
Если правильно смонтировать ворота из этого материала, соблюсти все нюансы, то указанные недостатки проявятся по минимуму, а изделие прослужит долго.
Подготовка к постройке. Расчёт размеров конструкции
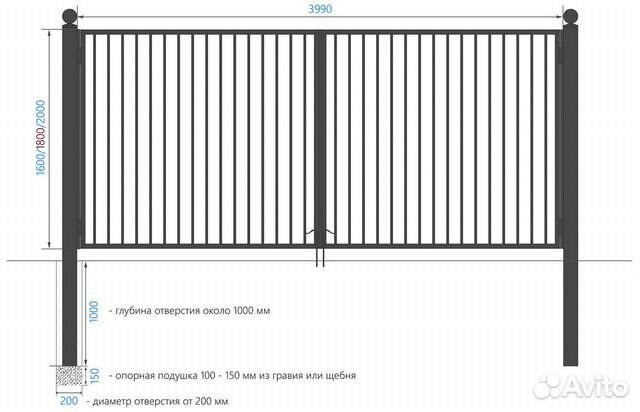
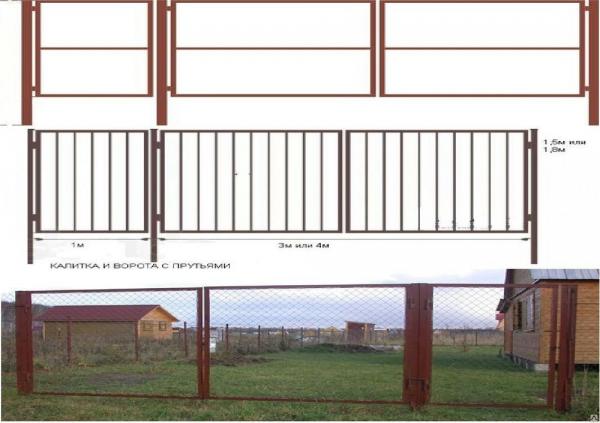
Габариты ворот должны соответствовать высоте ограждения и стандартной ширине въезда для автомобиля. Если забор на участке достигает в верхней точке, например, полтора метра, то и высота нашего изделия должна составлять столько же для эстетичности. Стандартная величина размера для заезда транспорта — три метра. Выходит, оптимальные габариты каждой створки 1,5 м х 1,5 м.
Если забор на участке достигает в верхней точке, например, полтора метра, то и высота нашего изделия должна составлять столько же для эстетичности. Стандартная величина размера для заезда транспорта — три метра. Выходит, оптимальные габариты каждой створки 1,5 м х 1,5 м.
Этот пример будем использовать в дальнейших расчётах. Перед началом вычисления размеров профиля и количества материалов нужно убедиться, что для будущей конструкции в ограде оставлен достаточный проём. Далее необходимо установить стойки для крепления створок нашего изделия.
Эти вертикали изготавливают из деревянных брусков с профилем 50 мм х 50 мм или металлических уголков 50 мм х 50 мм. Их прикрепляют к забору или заглубляют в землю и бетонируют. При монтаже стоек требуется соблюсти строгую вертикальность. Расстояние между ними должно быть равно ширине ворот плюс свободное пространство для петель. Последнее принимаем равным оптимально 1 см с каждой стороны.
В нашем примере расстояние между стойками составит L = 1,5 м + 1,5 м + 0,01 м + 0,01 м = 3,02 м.
Верхний и нижний шарнир прикрепляют к каждой створке, отступив от угла примерно по 20 см.
Выбор профтрубы: какая лучше
Перед подбором подходящих заготовок необходимо определиться с материалом прямоугольного проката. Последний выпускается с применением следующих видов стали:
- углеродистая (обычная),
- оцинкованная (с покрытием для защиты от коррозии),
- нержавеющая.
Последний вариант сразу отпадает, поскольку указанный материал слишком дорогой для любых стандартных ворот. Если бюджет запланирован минимальный, выбираем углеродистую сталь. Когда средств достаточно, лучше использовать оцинковку. В нашем примере будет фигурировать обычная сталь.
Профильные трубы разделяются ещё по способу их изготовления — бывают сварными горяче- или холоднокатаными, либо бесшовными. Последние также из-за высокой стоимости не берутся в расчёт. Для ворот обычно используют сварные и одновременно холоднокатаные (для мебельных каркасов), так как горячекатанные обладают низкой точностью.
В итоге нами будут использоваться заготовки из прямоугольной профильной трубы, сварной и холоднокатаной, изготовленной из простой углеродистой стали.
Пример заготовок профильной трубы квадратного сечения
Квадратный профиль для ворот подойдёт идеально, поскольку он дешевле, чем вытянутый прямоугольный, с ним легче работать. Размер стороны выбираем из следующих соображений.
Величина должна быть больше среднего диаметра применяемых саморезов (до 5 мм), тогда как к прочности заготовки никаких требований не предъявляется. Вместе с тем увеличение размеров приводит к излишнему весу конструкции. Поэтому достаточно взять профиль 10 мм х 10 мм.
А вот стенка должна иметь достаточную толщину для проварки электродами. Минимальный подходящий здесь размер 1,5 мм. Итог: для нашего примера берём прокат квадратного сечения 10 мм х 10 мм х 1,5 мм.
Расчёт материала
Возьмём для рассмотрения простейшую конструкцию ворот: квадраты с диагоналями. То есть каждая створка будет выглядеть как квадрат с двумя перекрещенными по центру диагоналями. Рассчитаем, сколько нужно материала для таких изделий. Периметр каждого прямоугольного элемента ворот в нашем примере равен L = 1,5 м + 1,5 м + 1,5 м + 1,5 м = 6 м. Ведь любая сторона створки составляет 1,5 м.
Рассчитаем, сколько нужно материала для таких изделий. Периметр каждого прямоугольного элемента ворот в нашем примере равен L = 1,5 м + 1,5 м + 1,5 м + 1,5 м = 6 м. Ведь любая сторона створки составляет 1,5 м.
Любая же диагональ этого элемента ворот является гипотенузой прямоугольного треугольника с катетами по 1,5 м. Длина гипотенузы по теореме Пифагора будет равняться корню из следующей суммы квадратов катетов: S = 1,52 + 1,52 = 2,25 + 2,25 = 4,5. Когда извлекаем корень из последнего числа, получаем окончательный результат: приближенно диагональ равна 2,12 м.
Рисунок изделия с размерами
У нас две створки ворот. В каждой теперь есть подсчитанный периметр и две вычисленные диагонали. Поэтому общую длину необходимых заготовок находим, как сумму периметра и диагоналей, помноженную на два. Lобщ = (6 м + 2,12 м + 2,12 м) х 2 = 10,24 м х 2 = 20,48 м. Принимаем с запасом Lобщ = 21 м.
Для усиления углов створок понадобятся ещё косынки — небольшие прямоугольные треугольники из листового металла. Они будут привариваться там, где диагонали стыкуются с горизонтальными и вертикальными профильными трубами. Размеры косынок одинаковы и стандартны: на каждый катет по 10 см вполне достаточно.
Они будут привариваться там, где диагонали стыкуются с горизонтальными и вертикальными профильными трубами. Размеры косынок одинаковы и стандартны: на каждый катет по 10 см вполне достаточно.
Материал этих элементов — обычная листовая сталь толщиной 2 мм. Их можно либо приобрести как есть, либо вырезать из листа. Лучше и проще такие детали купить уже готовыми с подходящими размерами, потому что у них будет соблюдена перпендикулярность при прямом угле.
Остаётся приготовить четыре шарнира. Подойдут простые садовые механизмы, открывающиеся по типу книжки, высотой оптимально — минимум 10 см. Общий список материалов получится таким:
- труба профильная 10 мм х 10 мм х 1,5 мм суммарной длиной 21 м,
- косынки 10 см х 10 см — 8 штук (по количеству углов створок) толщиной 2 мм,
- шарниры — 4 штуки.
Стоит подумать сразу, как будут фиксироваться закрытые ворота — навесным замком или простым засовом. В зависимости от этого нужно также приобрести соответствующие детали.
Если планируется использовать навесной замок, то покупаются два простых ушка и сам запирающий механизм с ключами. Ушки можно прикрутить и после монтажа ворот саморезами. То же самое касается засова — его легко приделать по окончании работ с помощью шурупов.
Необходимые инструменты
Предварительно посчитаем расход электродов. На 1 м шва уйдёт по стандартным нормам около 0,3 части одного расходника. Длина всех швов вычисляется так: для проварки косынки нужно заполнить две её стороны, то есть 20 см. А таких деталей 8 штук. Получаем 1,6 м. Накидываем на всё остальное 40 см. Получаем 2 метра шва. Значит, достаточно 0,6 электрода. Возьмём 2 штуки, чтобы хватило наверняка.
Для работы понадобятся следующие инструменты:
- сварочный аппарат,
- электроды в количестве 2 штук,
- угольник,
- болгарка,
- напильник.
При этом болгарка нужна для отрезания заготовок от проката, а напильник необходим для зачистки заусенцев.
Пошаговая инструкция по изготовлению ворот из профильной трубы своими руками
- Отрезаем все заготовки, согласно рассчитанным размерам: вертикали, горизонтали и диагонали. При этом нужно помнить, что ширина любой створки ворот на самом деле чуть больше каждой горизонтальной заготовки. А именно: больше на величину двух толщин вертикально установленного профиля (2 х 1 см). Поэтому длина горизонтальной заготовки корректируется: L = 1,5 м — 2 см = 1,48 м.
Резка деталей
- Раскладываем все полученные элементы на земле, распределяя их по типажу в отдельные стопки. Так легче и быстрее пойдёт дальнейшая работа.
- Начинаем варить первую створку. Укладываем её верхнюю горизонталь на бетонный пол. К последней приставляем вертикаль. Здесь необходимо соблюсти перпендикулярность. Для этого кладём поверх стыка косынку, выравниваем трубы по кромкам (катетам) этой детали и прихватываем начальным маленьким швом собранный угол.
- Проверяем перпендикулярность угольником.

- Переворачиваем элемент, провариваем полностью всё соединение.
- Теперь к вертикали приставляем нижнюю горизонталь. Аналогично накладываем косынку и повторяем операции из пунктов 3, 4 и 5.
- Далее устанавливаем вторую вертикаль. Привариваем её, накладывая косынки и подгоняя углы до соблюдения перпендикулярности, аналогично пунктам 3,4 и 5.
Прикладывание четвёртой стороны
- Квадрат готов, но он ещё хлипкий. Начинаем приваривать диагонали. Уложив недоделанную створку на бетонный пол (косынками вниз), накладываем сверху первую диагональ, отмечаем маркером её точные размеры (ориентируясь по готовым углам створки), отрезаем излишки болгаркой.
- Привариваем эту диагональ к косынкам и профилям, вставив её внутрь квадрата.
- Следующую подобную деталь размечаем так же, как в пункте 8, но ещё придётся разрезать её пополам там, где проходит первая, уже приваренная, диагональ.
- Привариваем половинки второй детали, чтобы получилось запланированное перекрещивание.
- С помощью сварки прикрепляем шарниры (петли), отступив по 20 см от верхнего и нижнего угла створки соответственно.
Приваривание петли
- Устанавливаем засов или ушки для навесного замка, с помощью сварки или саморезов. Ворота готовы.


Нужно помнить: когда прикрепляем петли, важно не перепутать их верх и низ. А также предварительно, перед сваркой, необходимо тщательно продумать, в какую сторону открываются ворота и соответствующие шарниры.
Вариант без сварки
В случае, когда решено соорудить ворота без применения сварочного аппарата (ведь он дорог, не у всех есть, да и не все умеют с ним обращаться) – нужно использовать болты с гайками. Для этого в списке инструментов заменяем оборудование для сварки на дрель.
В инструкции все сварочные операции заменяем на сверление отверстий и соединение деталей болтами с гайками. Выглядеть это будет так.
- Начальные операции до пункта 3 производим точно так же, как в предыдущей инструкции.
- Далее косынку тоже накладываем сверху угла. Затем приставляем под неё угольник. После этого просим помощника всё зафиксировать руками и сверлим отверстия сквозь косынку и профиль.
- На каждом катете косынки должно получиться по 2 дырки для одного отдельного профиля. Сразу вставляем болты и стягиваем соединения гайками. И так каждый раз.
- При монтаже диагоналей тоже сверлим отверстия в косынках, приставляя диагональные трубы, по одной дырке на косынку.
- В центре створки ворот, где происходит перекрещивание, скрепляем две профильные трубы с помощью болтов с гайками и тонких металлических планок. Ширина последних равна размеру профиля трубы (10 мм).
- Петли, как и ушки для навесного замка, прикручиваем к воротам саморезами.
Если диаметр резьбовых соединений принимаем минимально возможный для сохранения прочности конструкции — 6 мм, то количество крепежа подсчитываем по следующему принципу. На каждый угол понадобится 2 резьбовых комплекта для вертикали, 2 для горизонтали и 1 для диагонали.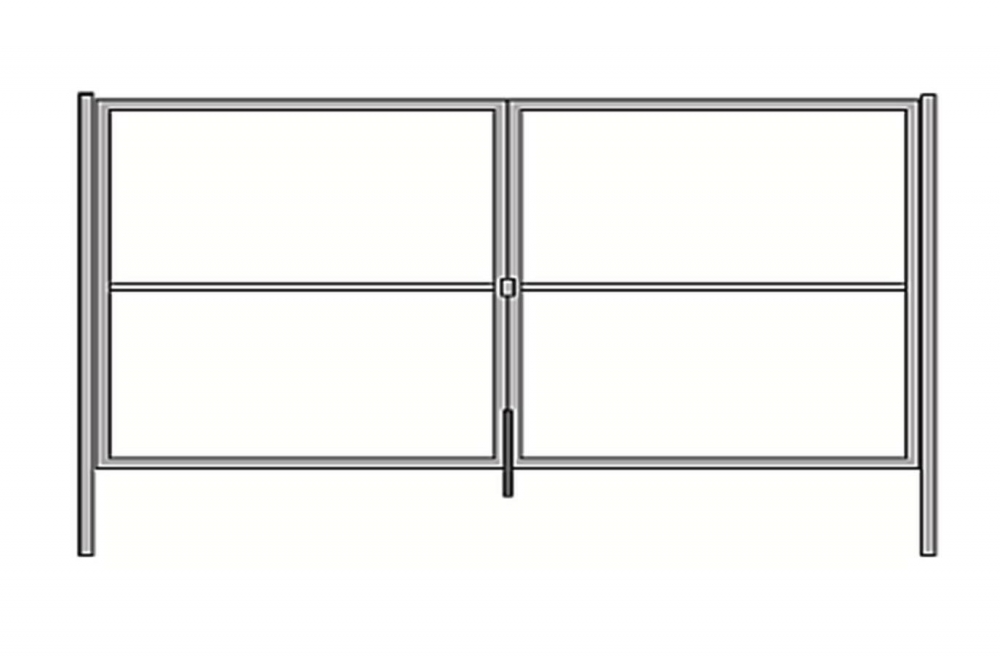 Всего углов 4 штуки. В центре створки, на перекрещивании, получится ещё 3 резьбовых соединения.
Всего углов 4 штуки. В центре створки, на перекрещивании, получится ещё 3 резьбовых соединения.
Получаем вот что. Общее число крепежей составит для одной створки N1 = (2 + 2 + 1) х 4 + 3 = 23 штуки. Для всего изделия количество комплектов равно N = 2 х ((2 + 2 + 1) х 4 + 3) = 2 х 23 = 46 болтов с гайками.
Необходимо помнить, что подобная конструкция не очень надёжна: резьбовые соединения быстро ржавеют под воздействием атмосферных осадков.
Советы по отделке
Сооружённую конструкцию нужно обязательно покрасить, чтобы минимизировать воздействие внешней среды. Но перед покрытием эмалью необходимо ворота прогрунтовать.
Используют обычный грунт по металлу и нитроэмаль для железных изделий. В качестве инструмента для нанесения покрытий применяют простую кисточку или миниатюрный валик.
Перед покрытием грунтовкой створки следует протереть тряпкой, смоченной в ацетоне или бензине, для обезжиривания.
Ворота и ограждения, выкрашенные до монтажа
Есть и другой вариант. Покупаем на блошином рынке аэрозоль — эмаль для нанесения на ржавые поверхности путём разбрызгивания и без грунтования. Затем просто обрабатываем этой аэрозолью наше изделие. При этом нужно соблюсти инструкцию, прописанную на баллоне.
Покупаем на блошином рынке аэрозоль — эмаль для нанесения на ржавые поверхности путём разбрызгивания и без грунтования. Затем просто обрабатываем этой аэрозолью наше изделие. При этом нужно соблюсти инструкцию, прописанную на баллоне.
Ворота можно покрасить как до подвешивания их к ограде, так и после — выбор за хозяином. Разница в том, что при обработке поверхностей после монтажа возможна случайная окраска соседних элементов.
Ворота с приделанными железными листами, окрашенные
Покрывать детали по отдельности перед сборкой створок не стоит: возможно, любую из заготовок позже придётся подрезать по месту, и тогда расход краски окажется слишком большим.
На сделанные ворота из профильной трубы можно также прикрепить саморезами оцинкованные листы профнастила, если забор имеет такой же вид. Либо есть вариант приделать железные листы и выкрасить всё изделие.
Элементы ковки
Когда есть желание сделать ворота красивым дизайнерским решением, достаточно добавить к ним элементы ковки: различные кольца, витые детали, узоры из прутков. Сделать самостоятельно такие заготовки невозможно.
Сделать самостоятельно такие заготовки невозможно.
Пример ворот с приваренными элементами ковки
Но их можно заказать в любой кузнице или купить в строительном гипермаркете, а затем приварить к своим воротам в запланированных местах.
Прикрепление к створкам кованных изделий является последней операцией перед покраской и навешиванием.
Видео по теме: как сделать ворота из профильной трубы
За воротами необходимо ухаживать ежегодно. Каждую весну надо проверять состояние сварочных швов, износ шарнирных элементов, сохранность лакокрасочного покрытия. При необходимости производить ремонт. Если сделать изделие с душой и аккуратно, не забывать следить за ним, то оно прослужит на вашем участке очень долго.
- Автор: Владимир Молотилов
- Распечатать
Живу в Тюмени, работал инженером в строительной отрасли, но по велению души — писатель. Поэтому с удовольствием пишу на строительно-ремонтные темы.
Поэтому с удовольствием пишу на строительно-ремонтные темы.
Оцените статью:
(0 голосов, среднее: 0 из 5)
Поделитесь с друзьями!
Интересное существо аксолотль: как растить амфибию в аквариуме? Забор из сетки рабицы своими руками
Просмотров: 1 318 Рубрика: Строительство и ремонт
Как изготовить ворота из профильной трубы своими руками — пошаговая инструкция с фото и видео
Сегодня на многих приусадебных загородных участках можно увидеть ворота, изготовленные из профильной трубы. Обычно многие владельцы загородных домов стараются самостоятельно изготовить ворота, которые будут отвечать их требованиям и параметрам. Давайте посмотрим, как можно своими руками сделать надёжные ворота, и какие для этого нужны будут инструменты.
- 6.1 Элементы ковки-как сделать
Профильная труба для устройства ворот-плюсы и минусы
Профильная труба имеет несколько видов сечения: прямоугольное, квадратное, круглое и овальное, а также может иметь различные параметры и обычно используется для изготовления прочных каркасов различных типов ворот. Труба может быть выполнена из прочной стали:
Труба может быть выполнена из прочной стали:
- Углеродистой;
- Нержавеющей;
- Оцинкованной.
В основном для изготовления распашных или откатных ворот используют прочную углеродистую или оцинкованную сталь. Нержавейка является более лёгким материалом и поэтому она не сможет выдерживать слишком большие весовые нагрузки.
Профильная труба для изготовления каркаса для ворот
Профильная труба отличается по способу производства:
- Сварная горячекатаная предназначена для изготовления сварных конструкций, которые не требуют сильной и большой нагрузки.
- Сварная холоднокатаная труба обычно используется в быту для изготовления различных каркасов.
- Бесшовная труба является более надёжной и качественной, так как наиболее слабым местом всех сварных изделий считается именно большой и грубый шов. Такие трубы очень пластичные и устойчивые к проявлению высокого вертикального давления. Поэтому она зачастую применяется для устройства ворот.

Для устройства прочных и надёжных распашных или откатных ворот отлично подойдёт недорогая по своей стоимости горячекатаная труба. Конструкция их достаточно простая и включает только каркас и створки. Именно каркас изготавливается из прочной трубы. Загородные ворота могут быть обычными распашными, подвесными или откатными и независимо от их типа на них можно устанавливать современную автоматическую систему для дистанционного открытия и закрытия пультом управления конструкции. Такие ворота будут прекрасно смотреться на приусадебном участке и надёжно защищать двор от посторонних глаз.
Практически каждый хозяин дома сможет самостоятельно изготовить ворота из профильной трубы, если умеет пользоваться сваркой, болгаркой, дрелью, а также умеет составлять чертежи. Также залогом надёжных ворот будет качественная профильная труба и фурнитура.
Стальная труба самым лучшим образом подходит для устройства загородных ворот, так как здесь предусматривается меньший расход материала, что существенно удешевляет всю воротную конструкцию.
Виды профильной трубы для изготовления ворот
Обшивка выполняется из таких материалов, как:
Изготовление распашных ворот
Рассмотрим, как сделать ворота из профнастила распашного типа. Основными преимуществами данного типа ворот являются:
- простота изготовления;
- дешевизна;
- надежность.
К недостаткам можно отнести:
- большая зона открывания ворот;
- сильное воздействие ветровых нагрузок.
Основным элементом ворот данного типа являются ребра жесткости. Распашная конструкция предусматривает подвешивание одной стороны створки на завесах. Вторая сторона свободно висит, и поэтому конструкция нуждается в усилении. Выполняется это с помощью трубы 40 х 20 мм.
Варианты ребер жесткости Источник moyaograda.ru
Смотрите также: Каталог компаний, что специализируются на малых формах
Варианты 1 и 2 самые бюджетные и подходят для ворот небольшой ширины. Применяются в регионах с небольшой ветровой нагрузкой.
Применяются в регионах с небольшой ветровой нагрузкой.
Варианты 3-5 – баланс между соотношением веса и надежности. Различные вариации предусматривают усиление конструкции шпингалетами, поддерживающими колесами, запирающими устройствами.
Вариант 6 – является идеальным для автоматически открывающихся ворот. Не требует дополнительных запорных и поддерживающих устройств.
Есть дополнительные варианты усиления конструкции с помощью уголков, либо профильной трубы в углах створок. Опытные специалисты подскажут оптимальный вариант для конкретного изделия.
Рассмотрим, как правильно сварить ворота. Для правильного изготовления необходим четкий чертеж с указанием размеров, габаритов от земли, необходимых зазоров. Далее:
- по чертежу с соблюдением углов 45° выпиливаются заготовки;
- для каркаса используется труба 60 х 30мм, для ворот небольшого размера используемых нечасто, например, на даче возможно применение профтрубы 40 х 20 мм;
- далее, заготовки каркаса и рёбер жёсткости раскладываются на ровной поверхности, проверяются правильность конструкции;
- все детали свариваются в единую конструкцию, для соблюдения правильной формы применяются угольники;
Здесь показано, как правильно сварить ворота из профильной трубы 40 20 своими руками Источник zabor-vorota-stolby. ru
ru
Смотрите также: Каталог компаний, что специализируются на заборах и ограждениях
- привариваются петли, задвижки, кронштейны для замков и дополнительных устройств;
- ворота привариваются к столбикам 100 х 100мм;
- вся конструкция зачищается, убирается ржавчина, окалина;
- ворота покрываются грунтовкой.
Далее производится подготовка места установки ворот. На этом этапе следует учитывать материал покрытия въезда. Если въездная дорога покрыта асфальтом, плиткой или бетоном, достаточно оставить зазор между створкой и землей в 5 см. Если въезд грунтовый, необходимо оставить зазор не менее 10 см. С учетом этого выкапываются ямы для установки столбов. Дальнейшая сборка производится в следующей последовательности:
- снимаются завесы со створками;
- столбы устанавливаются на глубину 1-1,5 метра и бетонируются;
- после затвердевания бетона навешиваются створки;
- окрашивается конструкция;
- к каркасу с помощью саморезов или заклёпок крепится профлист;
- врезается замок, устанавливаются ручки, шпингалеты.
Для надёжной фиксации шпингалетов в землю углубляются металлические трубки. Шпингалет должен углубляться в трубку не менее, чем на 10 см для предотвращения самопроизвольного открытия при сильном ветре.
Готовые ворота Источник stella-partner.ru
Подготовка к постройке: как рассчитать размеры будущей конструкции
Распашные ворота, несмотря на всю свою простоту, также требуют проведения определённых расчётов.
- Створки распашных ворот необходимо делать таким образом, чтобы автомобиль мог свободно в них проходить. Также следует учитывать площадь пространства, которую будет занимать створка при её открывании.
Чертеж распашных ворот из профиля
- Чертим эскиз ворот с указанием всех параметров и габаритов. Двери ворот должны свободно и легко входить в сваренную раму. На составленном чертеже должны быть обязательно указаны необходимые рёбра жёсткости, а также размеры металлических столбов под будущие опоры.
Откатные ворота из профильной трубы
- Чертёж должен выполняться со строгим и точным соблюдением масштабирования. По эскизу рассчитывается и точный расход профильной трубы и будущей обшивки. При этом если площадь створок получается слишком большой, то существенно увеличится их парусность. В данном случае сечение трубы необходимо увеличить.
 По эскизу рассчитывается и точный расход профильной трубы и будущей обшивки. При этом если площадь створок получается слишком большой, то существенно увеличится их парусность. В данном случае сечение трубы необходимо увеличить.
По эскизу рассчитывается и точный расход профильной трубы и будущей обшивки. При этом если площадь створок получается слишком большой, то существенно увеличится их парусность. В данном случае сечение трубы необходимо увеличить.Сварка ворот
Следующий этап – сварка. Ниже представлена схема расположения створок, калитки, опор.
Створки и калитку лучше сваривать на ровной поверхности, если есть специальный сварочный стол, то он будет лучшим вариантом.
Эти меры необходимы для избежания деформации всей конструкции. Сначала сварке подвергается внешняя рама.
Правильно будет сложить рамы на стол (для получения ровного прямоугольника), проверить углы, они должны быть 90 градусов, и диагонали также должны быть равными.
После этого сваривают внутреннюю раму, которую приваривают к внешней. Швы при этом не должны быть большими (не более 2 см).
Если створки ворот получаются больше 1 метра, то правильно будет установить вертикальную перекладину для укрепления конструкции. См. видео.
См. видео.
Видео:
Расположение внутренней рамы зависит от количества слоев обшивки: при односторонней – профильные трубы располагают ближе к одной из сторон каркаса, при двусторонней – расположение внутреннего каркаса должно быть между профильных труб внешней рамы.
Калитку делают аналогичным образом, без вертикальных укрепляющих труб, поскольку ее размер меньше размера ворот.
После проделанных работ необходимо зачистить и отшлифовать все швы.
Если обшивка ворот будет происходить с помощью профлиста, то тогда необходимо перед обшивкой сделать покраску каркаса, в других случаях (кованые ворота, из цельного металлического листа) покраска осуществляется после обшивки.
Красить ворота правильно после грунтовки.
Обшивка начинается с приваривания петель. Расположение петель должно быть ровным, сначала они крепятся к опорам, после – к каркасу. Обшивать ворота можно деревом, металлическими листами, с помощью профиля, ковки и пр.
Обшивать можно с двух сторон либо с одной – в зависимости от желания хозяина.
Какую профильную трубу выбрать, советы
Главное, правильно подобрать профильные трубы нужного сечения. Некоторые мастера делают неправильно и создают каркас из остатков металла (трубы). В результате этого ворота получаются тяжёлыми и сильно перекошенными. Вид у них будет непрезентабельный, и они буду плохо закрываться.
Из остатков рекомендуют делать только отделку, перемычки и молдинг. Квадратное или прямоугольное сечение является наиболее выгодным вариантом для изготовления перемычек на воротах. Обычно используют бесшовную трубу из углеродистой стали различных марок. Реже используется оцинковка или нержавейка. Нержавеющая сталь достаточно дорогая, поэтому ворота из неё будут очень дорого стоить. А вот калитку из неё сделать вполне можно. Цельные или бесшовные трубы могут легко выдержать большую нагрузку, поэтому каркас, прочные опорные столбы и рамные конструкции лучше всего делать именно из этого материала.
Изготовление калитки
Рассмотрим, как сварить калитку из профильной трубы своими руками. Для ее изготовления необходимо учитывать расположение. Калитка должна находиться на ровной местности, без ям, впадин и уклонов. Так же следует учитывать удобство использования. Располагаться она должна напротив входа в дом или напротив дорожки, ведущей к входу кратчайшим путем.
После выбора места установки калитки, выполняются замеры и чертеж изделия. Стандартный проем должен быть не менее 1 метра в ширину, высота – на уровне забора. Следует учитывать, что чем выше высота калитки, тем больший у нее вес, и тем большое воздействие она будет оказывать на опорные столбы и петли.
Схема изготовления калитки Источник dostup-zabor.ru
Для увеличения прочности конструкции рекомендуется приварить между столбами дополнительную перемычку. Если калитка будет высотой в районе 2 метров желательно приварить дополнительные ребра жесткости.
Основные этапы изготовления:
- Производится установка столбов. Для этого применяются профильные трубы 100 х 100 мм. Они заглубляются на 1-1,5 м и бетонируются.
- Изготавливается каркас калитки из профиля 60 х 30мм. Трубы очищаются и обрабатываются антикоррозийными средствами. Далее, согласно чертежа, производится нарезка труб необходимой длинны. Стыки на углах должны быть отпилены и сварены под углом 45°. Таким образом получается более эстетичная и надежная конструкция.
- Из трубы 40 х 20 мм вырезаются и привариваются дополнительные перемычки.
- К калитке привариваются завесы. Затем завесы с калиткой привариваются к опорным столбам.
- Все сварные швы шлифуются. Каркас калитки и столбы окрашиваются.
- Далее калитка обшивается профлистом. Крепится он с помощью кровельных саморезов или заклепок. Отверстия под заклепки необходимо предварительно просверливать.
- На готовую калитку крепится ручка и замок.
 Для этого применяются профильные трубы 100 х 100 мм. Они заглубляются на 1-1,5 м и бетонируются.
Для этого применяются профильные трубы 100 х 100 мм. Они заглубляются на 1-1,5 м и бетонируются.
Пример изготовления калитки Источник metabox.by
Советы по отделке
- Для защиты труб от коррозии их необходимо хорошо обработать специальной высококачественной грунтовкой. Затем можно приступать к окрашиванию самого каркаса.
- Профилированный и гофрированный лист продаётся уже окрашенным, поэтому не требует дополнительной обработки.
- При обивке каркаса деревом необходимо доски обработать средством от грибка и затем вскрыть их лаком или краской. Такая обработка существенно увеличит срок службы материалу.
 Затем можно приступать к окрашиванию самого каркаса.
Затем можно приступать к окрашиванию самого каркаса.Элементы ковки-как сделать
Элементами ковки можно легко украшать ворота. Для этого можно самостоятельно с помощью сварочного аппарата или паяльной лампы изготовить декоративные элементы (вензеля, завитушки и другие), а затем их аккуратно приварить их к металлической обшивке ворот.
Изготовление кованых элементов для ворот
А можно просто приобрести готовые кованые изделия в специализированной компании или на кузнице. Там профессиональные мастера сделают любой вид узоров по вашему эскизу и ворота приобретут свою индивидуальность.
Обшивка конструкции
Обшивку можно выполнить из различных материалов:
- поликарбонат;
- профнастил;
- деревянный брус;
- сталепрокатные листы.

От обшивочного материала, будет зависеть способ его монтажа:
- Профнастил можно крепить как с наружной, так и внутренней стороны конструкции. Ворота из такого материала можно украсить коваными элементами. В этом случае, профлисты нужно устанавливать снаружи. Крепежным материалом служат саморезы по металлу и заклепки.
- Установка сталепрокатных листов, требует применения сварочных работ. Без посторонней помощи здесь не справится, так как материал очень габаритный и тяжелый. Несомненно, такие ворота будут весьма прочными, но при установке петель, нужно учитывать, что им придется выдерживать большую нагрузку из-за веса конструкции.
- Листы поликарбоната устанавливаются практически так же, как и профнастил. Крепят при помощи саморезов или пресс-шайб.
- Деревянная обшивка менее практична по сравнению с металлом, так как дерево подвержено воздействию атмосферных явлений, насекомых и т.д. Чтобы такие ворота прослужили как можно дольше, нужно произвести обработку противогрибковым средством и специальной грунтовкой по дереву. Затем обшивку покрывают лаком или краской.
 Затем обшивку покрывают лаком или краской.
Затем обшивку покрывают лаком или краской.На фото изображены деревянные ворота на металлическом каркасе.
Ворота с деревянной обшивкой
Видео: как сварить ворота из профтрубы своими руками
Какой бы вид ворот вы ни выбрали, главное, чтобы они полностью отвечали вашим требованиям и были изготовлены по правильным и чётким чертежам. Если вы начинающий мастер, то лучше всего остановить свой выбор на распашных воротах, которые легки в изготовлении и достаточно надёжны. Откатные ворота имеют более сложную конструкцию, поэтому для того, чтобы их сделать придётся хорошо постараться.
- Автор: Елена Давыдова
- Распечатать
Оцените статью:
- 5
- 4
- 3
- 2
- 1
(4 голоса, среднее: 5 из 5)
Поделитесь с друзьями!
Откатные ворота
Откатные ворота также можно сделать самому. Откатные ворота делятся на подтипы: консольные, подвесные и откатные по рельсу.
Подвесные ограждения представляют собой прямоугольную конструкцию, которая может ограничивать проход или въезд по высоте.
ВАЖНО ЗНАТЬ: Сварная оцинкованная сетка в картах и рулонах
Схема таких ворот представлена ниже.
Откатные ворота подвесного типа состоят из обрешетки, двух каркасов: внутреннего и внешнего, перемычек, которые необходимы для крепления роликов.
Откатные врата по рельсу не имеют никаких ограничений по высоте, конструкция из профильных труб обходится дешевле подвесной, но также имеют свой недостаток: в холодное время могут возникнуть трудности с очищением рельса.
Сначала монтируется рельс, к нижней части каркаса створки крепятся ролики, также один ролик необходимо прикрепить к опоре сверху, он нужен для того, чтобы облегчить движение створки.
Ролик крепится к той опоре, в сторону которой ворота будут отъезжать.
Откатные консольные – являются наиболее удобными в использовании, но и наиболее сложными в исполнении.
Сделать своими руками их можно, но потребуется затратить больше усилий, чем на монтаж рельсовых или подвесных откатных ворот.
К нижней части полотна крепится направляющая, которая при движении не будет касаться земли и ограничиваться сверху.
Монтаж откатных консольных ворот см. на видео.
Видео:
Как изготовить ворота из профильной трубы своими руками — пошаговая инструкция с фото и видео
Как сделать ворота из профильной трубы своими руками – пошаговое руководство
Самый разумный способ защитить недвижимую собственность – земельный участок, частный загородный коттедж или любую другую, обособленную от имущества других лиц – оградить её забором, в котором предусмотрен проём для ворот. Ворота можно как приобрести или заказать у фирмы-производителя, так и собрать самостоятельно, в частности, из различных металлических изделий, что обеспечит конструкции необходимую прочность и защиту. Об изготовлении ворот из профильной трубы своими руками, методике и сложностях процесса будет рассказано ниже.
Преимущества профильной трубы
Перед началом работы логично задаться вопросом, почему именно ворота из профтрубы – лучший вариант.
Профильные трубы – это изделия с некруглой геометрией поперечного, то есть сделанного под прямым углом к продольной оси, сечения. Наиболее часто встречаются прямоугольный и квадратный профили, но возможны и другие варианты: овальный, треугольный или шестиугольный.
Продукция такого типа используется во многих сферах деятельности человека, например, при изготовлении каркасов изделий, мебели или ограждений.
Изготовить профильную трубу можно из любого сплава, но чаще всего используются стали различных видов:
- углеродистая сталь, независимо от марки,
- нержавеющая сталь, или просто нержавейка,
- оцинкованная сталь (прочитайте: «Виды профильных оцинкованных труб, их применение и сфера использования»).
С целью сварить ворота из профильных труб большинство мастеров приобретают продукцию из углеродистой стали или нержавейки, хотя и в этом вопросе ограничений нет, всё зависит от материальных возможностей хозяина и его предпочтений.
В соответствии с используемым методом производства, вся профильная продукция делится на две большие группы:
- Сварные трубы – для их изготовления тонким полоскам стали придают обусловленную форму, а свободные края сваривают.
- Бесшовные изделия – по качеству заметно превосходят продукцию первого типа, так как у них отсутствует самое уязвимое место – сварной шов. Эти трубы более пластичны, лучше переносят повышенные механические нагрузки, но и стоят дороже сварных аналогов. Вследствие этого для производства ворот или калиток их приобретают нечасто.

В свою очередь, сварные трубы подразделяются ещё на две группы:
- Горячекатаные – применяются для изготовления располагаемых на открытом воздухе и не требующих особой точности производства изделий, например, детских качелей.
- Холоднокатаные – их изготавливают с большей точностью, используется продукция для создания каркасов мебели.
Из написанного выше можно сделать вывод, что для изготовления ворот и калиток из профильной трубы идеальным решением будет покупка относительно недорогих, но прочных профильных горячекатаных изделий.
Порядок проведения работ
Перед тем, как создавать своими руками ворота из профильной трубы, необходимо ознакомиться с основными этапами процесса.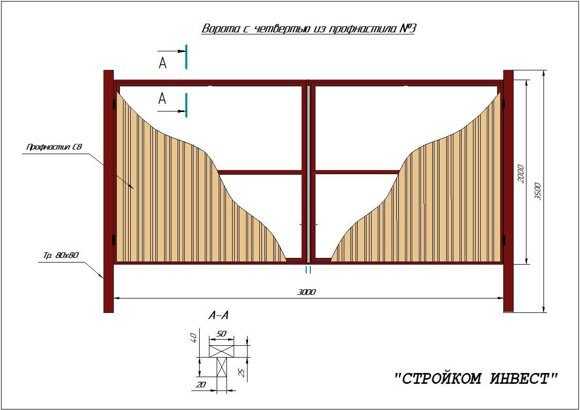
Их всего четыре:
- Проведение измерений.
- Изготовление схемы, эскиза или чертежа.
- Покупка необходимых материалов и инструментов.
- Собственно сборка ворот.
Размеры ворот
Если у собственника есть автомобиль, необходимо рассчитать ворота так, чтобы в них проезжала машина.
Идеальными в общем случае размерами будут следующие:
- длина конструкции – около 3 м,
- высота ворот – 1,5 м.
Если планируется изготовление чертежа ворот из профильной трубы с калиткой, необходимо предусмотреть и её размеры. Высоту можно не менять, а ширину необходимо сделать не менее 0,75 м, а если есть возможность, то больше (прочитайте: «Как сделать калитку из профильной трубы – монтаж своими руками»).
В случае, когда забор вокруг участка уже существует, габариты ворот подгоняются под характеристики ограждения:
высота как ворот, так и калитки принимается равной высоте всего забора, впрочем, если есть необходимость, её можно уменьшить на 0,2-0,4 м (про
Фотоотчет об изготовлении и установке ворот
Это один из вариантов того, как можно сделать ворота из профнастила своими руками. Технология не лучшая, но и не худшая: все функционирует без проблем на протяжении уже шести лет.
Технология не лучшая, но и не худшая: все функционирует без проблем на протяжении уже шести лет.
К установленным столбам 80-80 мм приварены петли, ответные части приварены на требуемом расстоянии на вертикальных частях стоек из трубы 40*40 мм — на правой и левой. Стойки навешиваем на петли на столбе, подкладываем между ними и столбами нужной толщины прослойку и фиксируем струбциной.
Навешиваем стойки на приваренные на столбах петли
Отмеряем требуемую высоту и обрезаем излишки, сверху к стойкам, не к столбам, привариваем поперечину из той же трубы 40*40 мм
Качество сварки на этом этапе неважно. Мы пока прихватываем детали, не заботясь о тщательности наложения шва — его потом доведем до нормы
Главное чтобы все было ровно и держалось вместе. Потому точками прихватываем в нескольких местах.
К стойкам воротин приварена поперечина
Точно также прихватываем трубу по низу.
Привариваем нижнюю трубу
Находим середину поперечных балок. От середины в обе стороны откладываем по 3 мм. Делаем четкие отметки. Замеряем расстояние между верхней и нижней балкой, отрезаем два отрезка, привариваем по отметкам (между двумя вертикальными трубами должен остаться зазор в 6 мм).
Делаем четкие отметки. Замеряем расстояние между верхней и нижней балкой, отрезаем два отрезка, привариваем по отметкам (между двумя вертикальными трубами должен остаться зазор в 6 мм).
По середине с зазором в 6 мм привариваем две вертикальные трубы
Замеряем расстояние между двумя стойками одной половины ворот. Они должны быть одинаковыми, но лучше измерять отдельно. Отрезаете трубы нужной длины и прихватываете их на нужной высоте. Если требуется больше поперечин — устанавливаете и их.
Приваренные поперечины для усиления жесткости
По отмеченному центру болгаркой вверху и внизу делаем сквозные пропилы, разделяя ворота на две половины. Так очень просто мы получили ворота, которые будут открываться и закрываться без особых проблем.
Разделенные половинки ворот
Каркас створок ворот готов. Его снимаем, укладываем на ровную горизонтальную поверхность и хорошо провариваем швы
Вот тут уже качество сварки важно, следим за наполненностью ванны, стараемся не прожечь дыры. Готовые швы зачищаем, грунтуем, красим
Готовые швы зачищаем, грунтуем, красим
Уложив створку на ровную горизонтальную поверхность провариваем все швы
Приступаем к сборке опоры для крепления профильного листа. Для уменьшения парусности его разрезали на две части, так что лист не цельный, а резаный. Для этого используем профилированную трубу 20*20 мм. Ее нарезаем на отрезки нужной длинны, так, чтобы можно было закрепить по внутреннему периметру.
Нарезаем трубу 20*20 мм и прикручиваем по внутреннему периметру
Выставляем их в одной плоскости с наружной частью — прикручиваться лист будет изнутри. Крепим на саморезы, предварительно просверлив отверстия требуемого диаметра.
Как крепить планки для профлиста
Так выглядит готовый каркас створки ворот
Готовый каркас красим — внутри светло-серой краской, снаружи — красно-коричневой, в тон окраске профнастила. Оставляем сохнуть.
Окрашенный каркас
Приступаем к монтажу профлиста на ворота. Его нарезают чуть меньшего размера, чем основная рама — по периметру на 2-3 мм должен быть отступ. Укладывают на подготовленные опоры и крепят изнутри по периметру на саморезы.
Укладывают на подготовленные опоры и крепят изнутри по периметру на саморезы.
Монтаж профлиста на ворота
Можно брать специальные, со шляпками и прокладками, но посадили на обычные.
Для экономии использовали обычные саморезы по металлу
Можно сказать, что ворота готовы.
Практически готовы
Осталось установить запоры. Можно, конечно врезать замок и ручку, но качество недорогих очень низкое, а брать дорогие — на данный момент непозволительная роскошь. Потому из остатков труб и арматуры сварены засовы. Они точно работают при любых условиях.
Самодельные засовы
Один (верхний) посажен на саморезы с ответной частью на створки, два нижних прикреплены к стойкам. В грунте в нужных местах пробурены небольшие лунки, в которых забетонированы отрезки круглых труб, диаметр которых больше диаметра стержня. Калитка сделана по той же методе, только в нее врезан замок.
Готовые ворота из профнастила своими руками
При такой технологии изготовления створки ворот гарантированно открываются и закрываются. Если и были некоторые перекосы при установке столбов, они учитываются. При пошаговом изложении весь процесс не выглядит сложным, да так оно и есть. Если варить все части отдельно, геометрия должна быть идеальной, да еще приходится следить за тем, чтобы трубу при сварке не повело. Несколько разных технологий изготовления ворот из профнастила смотрите в следующем разделе, где собраны видео уроки.
Если и были некоторые перекосы при установке столбов, они учитываются. При пошаговом изложении весь процесс не выглядит сложным, да так оно и есть. Если варить все части отдельно, геометрия должна быть идеальной, да еще приходится следить за тем, чтобы трубу при сварке не повело. Несколько разных технологий изготовления ворот из профнастила смотрите в следующем разделе, где собраны видео уроки.
Из профлиста можно сделать откатные ворота и оснастить их автоматикой.
Процесс выполнения работ
Перед тем как начать сооружение ворот своими руками из профильной трубы, необходимо определиться с их дизайном. Так, конструкция может выполняться по одному из следующих типов:
- ажурные;
- кованые;
- решетчатые;
- обшитые деревом, сайдингом или профлистом.
Если новичок решил самостоятельно сварить ворота, специалисты советуют остановить свой выбор на распашных. Их достаточно просто сделать, воспользовавшись заранее подготовленным проектом, материалом и специальным оборудованием.
Подготовка чертежей
Проект необходим для грамотного расчета объема материала и длины заготовок. При этом следует учитывать, что размер конструкции должен быть приемлем для частого использования автомобиля.
Таким образом, проем – не менее 3 м, а высота – более 1,6 м. В случае, если предполагается в конструкции калитка, то ее ширина должна составлять не менее 1 м, такое расстояние будет достаточным для входа-выхода человека с любой комплекцией.
В том случае, если новые ворота необходимо поставить на ранее возведенный забор, подготовить их эскиз все же следует. Делается это для того, чтобы тщательно продумать все детали будущей конструкции и выбрать для нее лучший вариант дизайна, который будет гармонично вписываться в общий вид приусадебного участка.
Обработка материала
Перед тем как начать собирать конструкцию, следует подготовить весь материал для будущих работ. Для этого профильные трубы необходимо тщательно осмотреть с целью выявления на них дефектов.
Если изъяны будут замечены, то части такого профиля лучше использовать для вспомогательных элементов, но не для опор и рамы. В случае, если на заготовках будут обнаружены коррозийные образования, профиль следует зачистить с помощью наждачной бумаги перед тем, как резать.
Детали, которые предназначены для отделки, готовятся отдельно. В зависимости от сложности композиции и опыта работы со сваркой, ее можно сделать самостоятельно, заказать у мастера, либо приобрести готовые ажурные мотивы в специализированных магазинах.
Установка опорной конструкции
После того как все необходимые предварительные работы выполнены, можно приступать непосредственно к возведению конструкции. Для начала следует произвести замеры согласно чертежу проекта и поставить разметку под 3 ямки. Такое количество лунок необходимо в случае, если в проекте предусмотрена калитка.
Для установки опоры для ворот вырываются ямки округлой формы, диаметр которых составляет не более 0,5 м, а глубина – до 1 м. Дно всех лунок засыпается песком либо щебнем и тщательно утрамбовывается. Затем в них устанавливаются опоры из профильных труб в строго вертикальной форме. Чтобы этого добиться, используют строительный уровень.
Дно всех лунок засыпается песком либо щебнем и тщательно утрамбовывается. Затем в них устанавливаются опоры из профильных труб в строго вертикальной форме. Чтобы этого добиться, используют строительный уровень.
После того, как столбы выровнены, ямки засыпаются щебнем, перемешанным с цементирующим раствором до заполнения. Таким образом, получается своеобразный фундамент под каркас ворот и, чтобы выполнять с ним дальнейшие действия, необходимо выждать время до его полного затвердения. Как правило, данный период длится неделю-две, в зависимости от погодных условий.
Сборка рамной конструкции
Пока фундамент под опоры застывает, можно заняться сваркой рамной конструкции для ворот. Чтобы она полностью соответствовала своему предназначению, необходимо соблюдать во время работы точность и аккуратность, то есть расстояния между отрезками должны оставаться неизменными, а сварочные швы выглядеть привлекательно – без громоздких наплывов.
После того как рама готова, к ней приделывают оставшиеся части конструкции с помощью сварки. Вешаются створки на предварительно зафиксированные на опоры петли, которые не должны скрипеть и заедать.
Вешаются створки на предварительно зафиксированные на опоры петли, которые не должны скрипеть и заедать.
Завершающим этапом в изготовлении ворот является удаление жира и масла с поверхности материала, его грунтовка и дальнейшая покраска. Обезжиривание каркаса проводится с помощью обычного растворителя, а к выбору грунтовки и краски следует подойти основательно, чтобы надолго сохранить привлекательный внешний вид конструкции.
Сварить крепкие ворота из профтрубы своими руками, особенно распашные, не будет сложно даже новичку. Главное в данном процессе – грамотно составить чертеж, сделать точные замеры, просчитать нужное количество материала и выполнить саму сварку деталей. Если опыт в таких работах полностью отсутствует, ее лучше доверить опытному мастеру, а установку провести уже самостоятельно.
Чертеж и его построение
Сделать ворота из труб своими руками невозможно без подробной разработки и последующего создания эскиза. На плане должны обозначаться следующие данные:
- толщина используемых труб;
- размеры готовой конструкции;
- промежуток между опорными столбами;
- замеры вспомогательных частей, дополняющих общую конструкцию.
Тщательно продуманный чертеж упростит подсчет материалов, которые понадобятся во время выполнения работы над созданием ворот. В последующем эскиз облегчит выполнение строительных, сварочных, отделочных работ. Если в планах автоматическое управление, на чертеже обязательно отмечается место, где оно будет расположено в будущем. Ворота-автоматы нуждаются в большем зазоре, выдерживаемом между створками и крепежом.
Не забываем составить чертёж
Конструкции створок
Даже в такую незамысловатую конструкцию, как створка ворот или калитка можно сделать по-разному, причем вариантов немало. В первую очередь различается расположение перемычек:
Каждый способ проверен и работает, обеспечивая достаточную степень жесткости.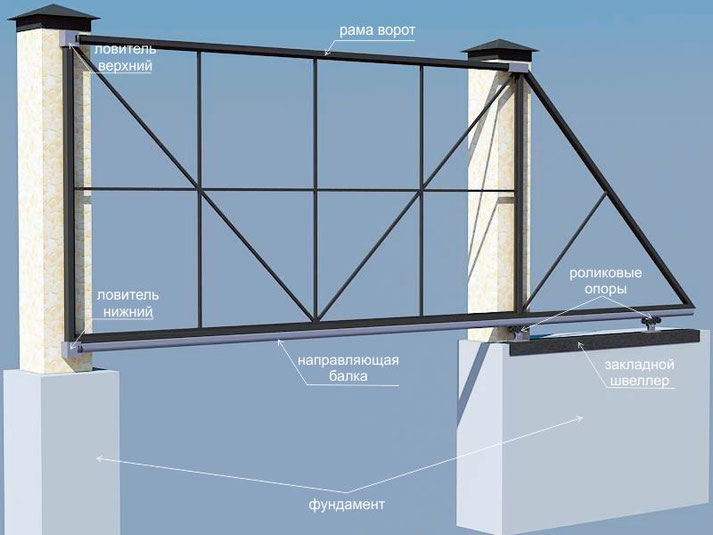 Тут выбираете то, что кажется вам более правильным или надежным.
Тут выбираете то, что кажется вам более правильным или надежным.
Конструкция ворот из металлопрофиля с укосинами
Есть разница в конструкции самих ворот — со стационарной рамой (верхней перекладиной) или без. С рамой ворота более стабильны, но тогда есть ограничения по высоте: не смогут заехать во двор высокие машины — грузовые или спецтехника. При грамотном усилении стоек (столбов) и нормально сделанных створках (с усилением по углам) ворота без рамы будут тоже надежны.
Конструкция ворот в верхней перекладиной и поперечными перемычками
При установке ворот с рамой расход металла больше — на длину перемычки, но при этом можно дополнительно столбы не усиливать: нагрузка на них меньше.
Крестообразные перемычки на воротинах из металлопрофиля
Чтобы удобнее было крепить профлист, по наружному (иногда, внутреннему, как на рисунке выше) периметру створок приваривают тонкостенный металлический профиль шириной 1 см. Это нужно учитывать при определении размеров заготовок под створки.
Чтобы сделать конструкцию как можно более жесткой, чтобы она не «гуляла» и не шумела при ветре, в углах делают усиление. И снова способов два. Первый — приварить вырезанные из листового металла уголки.
Усиление створок пластинами из металла
Второй — поставить короткие угловые укосины из той же трубы, что варили каркас створок.
Второй способ усиления створок ворот
Есть разница и во врем сборки: с местах стыков трубы соединяют под углом 45° или просто встык. Профессиональнее — под 45°, проще — встык. Некоторые способы сборки вообще не предусматривают возможности соединения под углом (если собирается цельными обе створки, и только навешенные на столбы они распиливаются на две части).
Разные способы стыковки труб
Еще одна тонкость, которая зависит от количества снега зимой. Как видите на фото, нижнюю планку створок поднимают на разную высоту от земли — где-то на несколько сантиметров, где-то на 20 см и выше. Зависит от высоты снежного покрова зимой: если навалит снега, а ворота от самой земли, вы их не откроете. Чтобы летом в этот зазор не лазила всякая живность, после схода снега на саморезы прикручивают планку, поздней осенью ее снова снимают.
Чтобы летом в этот зазор не лазила всякая живность, после схода снега на саморезы прикручивают планку, поздней осенью ее снова снимают.
На распашные ворота можно поставить автоматику. Тогда управлять ими можно с пульта и выходить под снег и дождь не нужно.
Для столбов берут обычно профильную сварную трубу 80*80 мм, с толщиной стенки 3 мм. Их вкапывают ниже глубины промерзания грунта, выставляют строго вертикально и заливают бетонным раствором. Работы по монтаже ворот начинают после того, как бетон набрал около 50% прочности. Если температура на улице не ниже +20°C, на это понадобится 5-6 дней, если холоднее — до двух недель.
Для створок используют профильную трубу разного сечения: в зависимости от силы ветров и пролета ворот: есть вариант 60*40 мм, есть 40*20 мм. Выбираете исходя из собственных условий. На перемычки берут или такую-же трубу или немного меньшего сечения, вплоть до 20*20 мм. Все эти трубы можно брать 2 мм толщиной стенки, можно 3 мм
Более толстые стоят дороже (продают на килограммы) — тяжелее они, но 3 мм металл варить проще, что для новичков в сварке важно
Материал для ворот берут тот же, что и для забора из профлиста. крепят его на такие же саморезы. Перед началом работ металл нужно подготовить: снять всю ржавчину (болгаркой с металлической щеткой), загрунтовать «Антиржавчиной» и покрасить. После высыхания можно приступать к работе.
крепят его на такие же саморезы. Перед началом работ металл нужно подготовить: снять всю ржавчину (болгаркой с металлической щеткой), загрунтовать «Антиржавчиной» и покрасить. После высыхания можно приступать к работе.
Конструкция и механизм
Все конструкции раздвижных систем являются достаточно простыми. Они состоят из следующих необходимых элементов:
- Щита.
- Рамы, скрытой в бетоне.
- Направляющих и роликовых систем.
- Электропривода.
Как правило, в верхней половине конструкции откатных ворот присутствуют специальные рамы, а на противоположной стороне – верхний и нижний ловители (расположение данных деталей может различаться в зависимости от модели). Что касается роликов, то они в подобных экземплярах располагаются на одинаковом расстоянии в двух местах всей конструкции.
Незамысловатый механизм, необходимый для передвижения створки, представляется электроприводом. Управлять им можно при помощи специальной кнопки или пульта дистанционного управления. Автоматические варианты являются более удобными и простыми в использовании, так как это ощутимо упрощает процесс открытия и закрытия полотна во время плохой погоды.
Автоматические варианты являются более удобными и простыми в использовании, так как это ощутимо упрощает процесс открытия и закрытия полотна во время плохой погоды.
Рассмотрим детально, какие комплектующие детали присутствуют в автоматических механизмах современных откатных ворот:
Двигатель. Благодаря этой детали привод осуществляет открытие и закрытие створки. Для облегченных и более внушительных по весу конструкций предусмотрена разная мощность привода, которая беспроблемно выдержит возложенную на нее тяжесть. Именно поэтому, приобретая мотор для откатных ворот, необходимо посоветоваться на тему мощности с профессионалом.
Редуктор. Профессионалы советуют покупать особые червячные варианты. Они обеспечат воротам долгий и беспроблемный срок службы
С такой деталью механизм ворот будет более прочным и износостойким.
- Электрические концевые переключатели. В данном случае лучше отдавать предпочтение магнитным деталям – они выполняют свои основные функции практически в любых климатических условиях.
- Блок управления. Этот составляющий элемент не имеет сложных и хитрых функций, но со стандартными операциями, позволяющими легко пользоваться механизмом, справляются без проблем.

Что касается необходимой фурнитуры, то к ней относятся следующие важные детали:
- Направляющий профиль. Без данной детали невозможно передвижение створки для открытия или закрытия.
- Зубчатая рейка. Специалисты рекомендуют приобретать для откатных ворот исключительно оцинкованные металлические рейки. Они устанавливаются вдоль воротины, но при этом между шестерней и рейкой должно оставаться расстояние в 1-1,5 мм.
- Роликовые каретки. Как правило, в наборе идут две штуки. Изготавливаются такие элементы из надежного металла или полимерных материалов.
- Поддерживающие ролики. Эти элементы устанавливаются в верхней части. Они необходимы для того, чтобы предотвратить раскачку ворот.
- Улавливатель. Данная деталь нужна для надежной нижней фиксации накатного концевого ролика. С помощью улавливателя створка фиксируется и разгружается.
 С помощью улавливателя створка фиксируется и разгружается.
С помощью улавливателя створка фиксируется и разгружается.- Улавливатели створки на верхнем участке.
- Концевой ролик. Этот элемент устанавливается вместе с направляющей и заглушкой из металла.
- Резиновые заглушки. Такие детали защищают направляющую балку от неблагоприятных погодных условий, загрязнений и прочих аналогичных проблем.
- Фотоэлементы (по-другому – датчики). Эти предметы необходимы для обеспечения безопасной работы всей откатной системы. Именно они не дают створкам закрываться в момент, когда неподалеку от них находится автотранспорт или любой другой объект. В зависимости от технических характеристик данные приспособления могут действовать на дальность от 10 до 20 и более метров.
- Подшипник. Для откатных систем подойдут такие типы подшипников:
- 301 (открытый).
- 60201 (закрытый при помощи металлической шайбы с одной стороны).
- 80301 (закрыт шайбой из металла с обеих сторон).
- 180301 (закрыт резиновыми заглушками с двух сторон).

- Специальная антивандальная конструкция (короб).
- Сигнальная лампа с ракетой и антенной. Такие элементы зачастую имеют режим мигания, чем привлекают к себе много внимания. Недорогие сигнальные лампы сегодня производят такие бренды как Came, DoorHan, AN-Motors, Nice.
- Дополнительная защита от снега.
- Щетка. Данная вставка необходима для обрамления калиточной панели. Как правило, она используется в комплексе с плоским порожком.
Для всех откатных систем существует два главных правила и принципа работы:
- Оптимальный баланс движущейся створки. Любые усилия при открытии и закрытии конструкции должна быть исключены.
- Верный набор элементов фурнитуры. Это касается как движущихся, так и статичных деталей.
Как сварить ворота и калитку из профтрубы своими руками
Ворота из профильной трубы
Изготовление красивых функциональных ворот – вопрос, актуальный для каждого владельца загородного дома. Несмотря на относительную простоту конструкции, хозяин может испытывать трудности с транспортировкой купленного изделия. Поэтому гораздо удобнее соорудить входную группу на месте и своими руками. Конструкция ворот состоит из каркаса и материала створок. Если полотно может быть разнообразным, то для рамки обычно берется профильная труба.
Поэтому гораздо удобнее соорудить входную группу на месте и своими руками. Конструкция ворот состоит из каркаса и материала створок. Если полотно может быть разнообразным, то для рамки обычно берется профильная труба.
Профтруба – материал достаточно легкий, конструкция из него не нуждается в обустройстве фундамента. Хозяин может ограничиться бетонированием труб-опор. Сборку ворот легко произвести своими руками. Прочные и надежные, они простоят не один десяток лет.
Для их изготовления понадобятся:
- Труба 50 х 50 мм для каркаса,
- Профтруба 100 х 100 мм под опоры,
- Трубы 40 х 20 мм для перемычек, повышающих жесткость и устойчивость всей конструкции,
- Профлисты для обшивки полотна,
- Саморезы для крепления,
- Грунтовка и краска по металлу,
- Замок, петли, вспомогательные материалы,
- Ролики, если делаются откатные ворота.
По форме сечения профильные трубы бывают овальные, квадратные и прямоугольные. Более удобен в работе 2-й и 3-й вариант материала. Квадратная и прямоугольная форма уменьшает металлоёмкость и делает общую стоимость ворот бюджетной.
Квадратная и прямоугольная форма уменьшает металлоёмкость и делает общую стоимость ворот бюджетной.
Как сварить калитку из профильной трубы
При создании калитки из металлопрофиля важно учитывать два момента:
- Удобный доступ к жилому зданию.
- Отсутствие впадин и ям под будущей калиткой. Ровная поверхность обеспечит чистый сухой проход без скопления воды и грязи.
Определившись с местоположением калитки, приступают к замерам и созданию набросков. Работы начинают вести от готового проёма. Стандартными размерами калитки являются 1 м для ширины и около 2 м – для высоты. Более высокую конструкцию создать можно, но с учетом негативного влияния тяжелой конструкции на замок и петли. Во избежание порчи этих элементов калитку рекомендуется оснастить верхней вставкой-перекладиной. Нагрузка на опорный столб уменьшится, и ограда прослужит дольше.
Далее занимаются строительными работами:
- Возведение опорных стоек. Использование профтруб позволяет получить идеально ровные стойки без перекосов. Чтобы они не проседали, глубине закладки отводят 1 – 1,5 м. Опоры заливают раствором и дожидаются застывания 10 суток.
- Изготовление каркаса. Мастера рекомендуют брать металлическую профилированную трубу сечением 60 х 30. При создании рамки дополнительно понадобятся болгарка и сварочный аппарат. До нарезки трубы очищают, обезжиривают и покрывают антикоррозионным составом. Затем трубы разрезают по отметинам, предусмотренным чертежом (с соблюдением угла 45°). С интервалом 30 см приваривают продольные детали размером 1,75 – 1,90 м и 2 – 3 м. Поперечники берут размером не менее 90 см. Они укрепляют каркас и делают его более оригинальным.
 Чтобы они не проседали, глубине закладки отводят 1 – 1,5 м. Опоры заливают раствором и дожидаются застывания 10 суток.
Чтобы они не проседали, глубине закладки отводят 1 – 1,5 м. Опоры заливают раствором и дожидаются застывания 10 суток.На готовый каркас прикрепляют навесы, ручку и пластину для будущего замка. Сварочные швы рамы зачищают и окрашивают. Прочность конструкции повышают, разместив внутри меньший каркас.
- Установка калитки. Эта работа производится при помощи саморезов или заклепок. Профилированные листы крепят или на каждой волне, или через одну. Профлист также прибывают к центру каркаса (место нахождения металлической перемычки). В проём калитку помещают на петли или полимерные завесы. Чтобы дверца открывалась только в одну сторону, напротив фиксируют ограничительный уголок. Зазоры и планки обшивают полотном и оценивают результат всей работы.
 В проём калитку помещают на петли или полимерные завесы. Чтобы дверца открывалась только в одну сторону, напротив фиксируют ограничительный уголок. Зазоры и планки обшивают полотном и оценивают результат всей работы.
В проём калитку помещают на петли или полимерные завесы. Чтобы дверца открывалась только в одну сторону, напротив фиксируют ограничительный уголок. Зазоры и планки обшивают полотном и оценивают результат всей работы.Как правильно сварить ворота из профильной трубы
Проще всего своими руками сварить распашные ворота из профтрубы.
- Строительные работы начинают с создания чертежа и подсчета необходимых материалов. Купленные трубы осматривают на пригодность. В случае выявления ржавчины ее зачищают болгаркой или наждачной бумагой. Дополнительно трубы обрабатывают бензином или растворителем.
- Трубы нарезают, соблюдая симметричность распашных ворот (обрезание проводят парно), и приступают к установке опор. Несущие части погружают в лунки размером 50 х 50 см и глубиной около 1 м. Устанавливают профтрубы строго вертикально, а заливают – бетоном, укрепляя конструкцию бутовым камнем. В теплых условиях раствор засыхает за 3 суток.
- При сваривании труб в единый каркас постоянно контролируют ровность углов конструкции и диагональ створчатых элементов. На этом этапе устанавливают кованые элементы и замки, украшающие входную группу и защищающие двор от вторжения незваных гостей. Работы завершают удалением остатков сварки и шлифовкой изделия.
 На этом этапе устанавливают кованые элементы и замки, украшающие входную группу и защищающие двор от вторжения незваных гостей. Работы завершают удалением остатков сварки и шлифовкой изделия.
На этом этапе устанавливают кованые элементы и замки, украшающие входную группу и защищающие двор от вторжения незваных гостей. Работы завершают удалением остатков сварки и шлифовкой изделия.Технология монтажа ограды
Сначала продумывают эскиз заборной секции с прорисовкой стыковочных узлов.
Эскиз можно составить самостоятельно либо поискать на тематических форумах в сети.
Материалы и инструменты, которые потребуются для изготовления забора из профильной трубы:
- Несущая труба сечением 50х50 мм при толщине стенок в 2,5-3 мм.
- Опорные столбики сечением 60х60 мм .
- Профиль 40х20 мм для обустройства прожилин.
- Материал для обрешетки секций.
- Болгарка.
- Сварочный аппарат.
- Струбица и кувалда
- Ножовка по металлу.
- Строительный уровень.
- Лопата или коловорот.
- Щебень и цементный раствор.
Технология изготовления ограждающей конструкции включает несколько этапов:
При заводском прокате нередко бывают отклонения в плоскости. Поэтому все заготовки перед применением необходимо выровнять. Затем каждую заготовку обрезают по намеченным размерам на фрагменты одинаковой длины и торцуют. Элементы несущих стоек распиливают с учетом их подземного крепления.
Поэтому все заготовки перед применением необходимо выровнять. Затем каждую заготовку обрезают по намеченным размерам на фрагменты одинаковой длины и торцуют. Элементы несущих стоек распиливают с учетом их подземного крепления.
Внимание: при работе с болгаркой не забудьте воспользоваться защитными очками, чтобы искры от входящего в металл диска, не повредили глаза. Наметив колышками место расположения будущего ограждения, через каждые 2 м бурят отверстия глубиной 1-1,5 м и диаметром в 0,1 м для установки опорных столбов
В районах с сильными порывистыми ветрами шаг опорных стоек желательно уменьшить до 1,5 метров. Каждую лунку наполняют на 1/3 мелким щебнем и по центру вертикально устанавливают профильную трубу, разворачивая ее широкой стороной перпендикулярно облицовке
Наметив колышками место расположения будущего ограждения, через каждые 2 м бурят отверстия глубиной 1-1,5 м и диаметром в 0,1 м для установки опорных столбов. В районах с сильными порывистыми ветрами шаг опорных стоек желательно уменьшить до 1,5 метров. Каждую лунку наполняют на 1/3 мелким щебнем и по центру вертикально устанавливают профильную трубу, разворачивая ее широкой стороной перпендикулярно облицовке.
Каждую лунку наполняют на 1/3 мелким щебнем и по центру вертикально устанавливают профильную трубу, разворачивая ее широкой стороной перпендикулярно облицовке.
Выставив вертикальность стойки по уровню, засыпают пустоты между столбом и стенками лунки щебнем и заливают цементным раствором
Совет: чтобы зафиксировать опору в нужном положении, на время застывания раствора необходимо соорудить растяжки.
По составленному эскизу с просчитанными размерами изготавливают каркас секций, собирая его из расположенных по периметру труб
На этом этапе важно предупредить смещение смежных заготовок, прижимая их с помощь струбиц. Чтобы пролет ограды был надежно зафиксирован, к опорным стойкам приваривают по 2 петли, вырезанные из листового металла
Видео: простой способ сварки профильных труб
К готовому каркасу приваривают тонкие трубы заполнения, при необходимости дополняя композицию декоративными элементами. Собранные пролеты приставляют к столбам, на которых уже приварены петли для фиксации. Убедившись, что вертикальные прутья строго перпендикулярны горизонталям и формируют идеально ровный ряд, соединяют элементы конструкции посредством сварки или болтов.
Убедившись, что вертикальные прутья строго перпендикулярны горизонталям и формируют идеально ровный ряд, соединяют элементы конструкции посредством сварки или болтов.
- Зачистка сварных швов
По завершении работ места сварки металлической поверхности зачищают от коррозии и обезжиривают. Чтобы придать конструкции более презентабельный вид и продлить срок ее службы, трубы можно окрасить масляной краской.
Правильно подобранная труба и соблюдение технологии монтажа является гарантией того, что забор получится надежным, и срок службы конструкции будет исчисляться десятилетиями.
- Волгоградский трубный завод (ВЭСТ-МД)
- Волгореченский трубный завод (Газпромтрубинвест)
- Ижорский трубный завод (ИТЗ)
- Королевский трубный завод (КТЗ)
- Челябинский завод изоляции труб (ЧЗИТ)
Добавить компанию
- Выполняем расчеты на прогиб трубы самостоятельно
- Особенности врезки в газовые трубы
- Борьба с конденсатом из вытяжных труб
- Способы устранения течи труб под давлением
- Как сделать грибок на трубу дымохода своими руками
ТрубСовет . ру Мы знаем о трубах все
ру Мы знаем о трубах все
2015–2017 TrubSovet.ru. Все права защищены
При копировании материалов с сайта, обязательно размещайте обратную ссылку на trubsovet.ru
Калитка с раздвижным механизмом
По глубочайшему заблуждению многие люди считают, что такой вид могут позволить себе только обеспеченные хозяева частного дома. Помимо того, что можно заказать такой вид к изготовлению, его можно сделать самостоятельно.
Роликовые направляющие можно как купить, так и создать своими руками. Но качество не у всех соответствует должному. Этот тип механизма считается самым удобным в эксплуатации.
Важным и главным моментом в создании забора являются точные характеристики расчетов. Из чего же делается калитка с раздвижным механизмом? Она изготавливается из рамы, роликовых направляющих и обшивочных листов.
Выполняя работу по изготовлению такого типа нужно ориентироваться следующему:
- Сделать расчеты веса и размерных характеристик изделия;
- Расчертив на бумаге схему, приобрести нужные материалы;
- Нанести разметку и распилить;
- Выполнить процесс сварки элементов;
- Произвести монтаж фурнитурных частей и обрешетки;
- Выполнить процесс грунтовки и окраски калитки из профильной трубы;
- Облагородить конструкцию обшивочным материалом;
- По желанию задекорировать коваными украшениями и установить управление пультом.

Еще на этапе создания чертежных заметок необходимо предусмотреть наличие бокового отступа, равного половине изделия. Для соблюдения баланса при работе раздвижного механизма нужно правильно просчитать вес конструкции. Нужно помнить, что первоначально нужно залить опоры строго по вертикали, а уж потом заниматься созданием фундамента. Согласно стандартам, глубина опор и фундаментной части должна быть равной метру. А длина фундаментной части не должна быть меньше половины ширины калитки из профильной трубы.
Принципом заготовки рамы является приваривание уголков по шахматному принципу, промежуток между которыми должен быть не меньше 30 сантиметров. Ролик монтируется в нижней части рамы, а уж после этого фиксируется обшивочный лист. Заключительным этапом является установка роликовых направляющих в фундаментной части. В конце работы с помощью строительного уровня производится проверка вертикали изделия.
Ворота из профильной трубы своими руками
Гаражные и входные ворота часто становятся объектом самостоятельного изготовления. Связано это и с достаточно простым устройством, и с доступностью материала, и с трудностью транспортировки готового изделия, особенно, когда загородный дом размещается далеко от дорожных трасс.
Связано это и с достаточно простым устройством, и с доступностью материала, и с трудностью транспортировки готового изделия, особенно, когда загородный дом размещается далеко от дорожных трасс.
Чертеж ворот
Материалы для сооружения
Конструкция ворот проста: она включает в себя каркас и материал створки. И если последний может быть разнообразным., то основой каркаса служит, как правило, профильная труба.
Она изготавливается из стали разных марок с термической обработкой и без нее. Качества изделия зависят как от состава исходного сырья, так и от способа получения:
- горячедеформированные;
- холоднодеформированные – отличаются высокими прочностными характеристиками;
- электросварные;
- электросварные холоднодеформированные – наиболее надежные и прочные, но отличаются более высокой стоимостью.
Основным отличием профильной трубы служит форма сечения: квадратная, прямоугольная (с прямыми углами и закругленными) и овальная.
 Изделия с квадратным и прямоугольным сечением значительно упрощают процесс монтажа и транспортировки. При этом такая форма значительно снижает металлоемкость, что в свою очередь уменьшает стоимость.
Изделия с квадратным и прямоугольным сечением значительно упрощают процесс монтажа и транспортировки. При этом такая форма значительно снижает металлоемкость, что в свою очередь уменьшает стоимость.В качестве обшивки створки применяются следующие материалы.
- Металлический лист – рекомендуется использовать оцинкованное железо, так как оно отличается более высокими антикоррозийными свойствами. Материал обеспечивает высокую механическую прочность, стойкость к температурным перепадам, но обладает большим весом, что затрудняет монтаж своими руками.
- Профнастил – продукт холодного проката из оцинкованной стали. Для изготовления ворот применяется несущий профнастил, с высотой от 45 до 160 мм. Материал имеет различную рельефную поверхность, может быть окрашен или покрыт слоем защитного полимера. На фото демонстрируется образец.
- Дерево – используется обычная обрезная доска, обработанная антисептической грунтовкой, окрашенная или покрытая лаком. Материал, конечно, обладает более высокими декоративными свойствами, но механическая его прочность значительно ниже.
 Материал, конечно, обладает более высокими декоративными свойствами, но механическая его прочность значительно ниже.
Материал, конечно, обладает более высокими декоративными свойствами, но механическая его прочность значительно ниже.Этап проектирования
Распашные одно- или двустворчатые ворота состоят из рамы и створы, последняя – из каркаса и обшивки. Несмотря на очевидную простоту конструкции перед изготовлением, особенно если это первая работа своими руками, рекомендуется не только замерить, но и сделать чертеж изделия.
- Замер – параметры входа в гараж или проема ворот должны соответствовать размерам автомобиля, и учитывать площадь, которую занимает распашная створка.
- Чертеж – на эскизе отражается размер рамы, и параметры створы, которая должна свободно входить в раму. Также на рисунке указывается наличие ребер жесткости, а если речь идет о внешних воротах, то и параметры столбов.
- Расчет материалов – по чертежу рассчитывается метраж профильной трубы и количество обшивки. При этом следует обращать внимание на площадь полученной двери: при большой ее величине парусность изделия будет сильно возрастать, что означает существенное повышение нагрузки на профиль, а, значит, и увеличение размеров сечения.

Изготовление ворот своими руками
Выполнение подобной работы возможно лишь в том случае, если наличествует опыт работы со сварочным аппаратом. Сам процесс достаточно прост.
- Профильная труба соответствующего сечения – 40*20, 50*50, 60*30, в зависимости от массы створки и парусности, очищается от грязи и ржавчины с помощью металлической щетки, обезжиривается и покрывается грунтовкой. Затем трубы можно покрасить.
- Согласно расчетам нарезаются фрагменты профильной трубы нужных размеров.
Если речь идет о внешних воротах, то на первом этапе изготавливаются опорные столбы для конструкции – кирпичные, бетонные или деревянные, на них устанавливаются стойки, к которым в свою очередь будут крепиться дверные петли.
- Рама сваривается по углам. При этом нужно следить за тем, чтобы каркас находился на одной плоскости. Рекомендуется разместить будущую раму на кирпичных столбиках одинакового уровня, а затем приступать к сварке. После окончания швы зашлифовываются. На фото представлен рабочий момент сварки.
- К раме привариваются опорные площадки для крепежа. Готовый каркас может быть закреплен на металлические закладные или анкерами к стенам.
- Для створки отрезаются необходимые фрагменты трубы. Рекомендуется разложить детали створки внутри каркасной рамы на временные опоры, чтобы добиться точного нахождения двери в плоскости рамы. Для свободного закрывания необходимо оставить зазор: со стороны установки петель его величина равна толщине половинок петель, а с других – 0,7 см.
- Створки свариваются, швы зашлифовываются. Для усиления рекомендуется монтаж дополнительных ребер жесткости из профиля меньшего сечения и металлических уголков.
- Нарезается обшивка – стальной лист, профнастил, с учетом того, что зазор между рамой и каркасом створки должен быть перекрыт. Металлическая обшивка крепится сваркой, деревянная – с помощью саморезов.
- Привариваются дверные петли – сначала на створку, а затем на раму ворот. Эта работа требует удержания двери в правильном положении, что своими руками сделать невозможно – требуется помощник.
 После окончания швы зашлифовываются. На фото представлен рабочий момент сварки.
После окончания швы зашлифовываются. На фото представлен рабочий момент сварки. Эта работа требует удержания двери в правильном положении, что своими руками сделать невозможно – требуется помощник.
Эта работа требует удержания двери в правильном положении, что своими руками сделать невозможно – требуется помощник.Как изготовить ворота из профильной трубы своими руками — пошаговая инструкция с фото и видео
Наличие функциональных и красивых ворот на даче просто необходимо для каждого владельца участка. Но на сегодняшний день на рынке представлено такое большое количество разнообразных материалов, из которых можно соорудить ворота, что в них можно легко запутаться. Конечно, можно пригласить специалистов, которые сделают всю работу за вас. Но если можно разобраться с этим самостоятельно, то зачем платить наёмным работникам? В последнее время очень часто можно встретить заборы из металла. Они имеют эстетичный внешний вид, отличаются функциональностью и прекрасно вписываются в любой дизайн. Давайте разберёмся, как своими руками возвести ворота из профильной трубы.
Плюсы и минусы ворот из профтрубы
Ворота, сделанные из металла, красиво смотрятся и пропускают через себя лучи солнца. Плюс ко всему они отлично справляются с функцией защиты территории от тех, кто хочет вломиться туда без приглашения.
Вариант изготовления простого забора из профильной трубы
В качестве сырья для возведения таких ворот часто выбирают низколегированную стальную профтрубу, сечение которой имеет квадратную или прямоугольную форму 4х4 или 5х5 сантиметров. Толщина стенок трубы должна быть 3 миллиметра.
Несомненными преимуществами данного вида ограды являются:
- Материал недорогостоящий. Его низкая себестоимость в сочетании с тем, что забор легко можно возвести самостоятельно существенно экономят бюджет.
- Конструкция из профтрубы является прочной и долговечной. Если ворота грамотно спроектировать и вовремя обрабатывать его антикоррозийными покрытиями, то прослужит оно вам не одно десятилетие.
- Профильную трубу можно скомбинировать с другими материалами. Профильная труба прекрасно сочетается с другими строительными материалами, благодаря чему можно создать оригинальный и стильный вход. Интересным сочетанием будет труба и кирпичная кладка. Помимо этого, каркас из профильных труб можно покрыть металлопрофилем.
 Профильная труба прекрасно сочетается с другими строительными материалами, благодаря чему можно создать оригинальный и стильный вход. Интересным сочетанием будет труба и кирпичная кладка. Помимо этого, каркас из профильных труб можно покрыть металлопрофилем.
Профильная труба прекрасно сочетается с другими строительными материалами, благодаря чему можно создать оригинальный и стильный вход. Интересным сочетанием будет труба и кирпичная кладка. Помимо этого, каркас из профильных труб можно покрыть металлопрофилем.К недостаткам такого входа можно отнести то, что это всё же открытая конструкция, которая не укроет вас от любопытствующих глаз. Хотя, если обшить такую конструкцию металлопрофилем или полупрозрачным поликарбонатом, то проблема решается.
Специалисты могут создать на таких воротах кованый орнамент и геометрические узоры.
Виды констукций
В зависимости от технологии изготовления ворота разделяют на сварные и модульные.
Сварные входные конструкции можно отнести к самым надёжным и наименее затратным вариантам. В данном случае монтируют, подгоняют и соединяют секции ворот непосредственно во время установки. Сварочные работы в этом случае, пожалуй, единственный сложный момент.
Вариант сварной конструкции
Специалисты советуют, для облегчения нагрузки на опоры и сварные швы, трубы, выполняющие роль лагов, должны иметь меньшее сечение.
Второй вариант ворот — это сборные конструкции. Их собирают из отдельных частей прямо на территории. Сварочные работы для такого забора не понадобятся. Секции забора и воро крепятся специальными хомутами.
Вариант модульной конструкции
Различные модели и дизайнерские решения, представленные на рынке, позволяют соорудить весьма достойное ограждение и ворота дачного участка.
Чертежи
В первую очередь необходимо создать эскиз секций ворот, на котором будут прорисованы секционные узлы. Его можно создавать не в масштабе просто от руки.
На основе эскизов создаются подробные чертежи входной конструкции, на которых необходимо указывать размеры будущего сооружения в целом и каждого его отдельного элемента. Количество необходимых материалов для строительства ограждения можно рассчитать с помощью подробного чертежа.
Вариант чертежа ворот с калиткой
Список сырья и инструментов
Чтобы возвести ворота из профильных труб, вам потребуется приобрести следующие материалы и инструменты:
- Несущие трубы, сечение которых равно 5х5 сантиметров, а толщина стен 2,5–3 миллиметра.
- Опорные столбы, сечение которых равно 6х6 сантиметров.
- Чтобы обустроить прожилины, понадобится профиль 4х3 сантиметра.
- Обрешёточный материал.
- Болгарка.
- Аппарат для сварочных работ.
- Струбица и молот.
- Ножовка для металла.
- Уровень.
- Лопата.
- Щебёнка.
- Раствор цемента.
Как сделать ворота из профильной трубы своими руками — пошаговые действия
Процесс строительства забора условно делится на следующие этапы:
- Сначала обрабатываются заготовки. Все трубы до начала работ, необходимо обследовать на предмет неровностей. Если таковые найдены, то их необходимо подровнять. Это нормально, т. к. заводские изделия частенько выпускаются с отклонениями в плоскостях. Далее, их необходимо обрезать до нужных размеров. Не забывайте о том, что несущие стойки необходимо распиливать, учитывая их подземное крепление.
- На следующем этапе подготавливается основание.
Бетонирование опор
Произведите разметку территории под будущие ворота. Используйте для этого колышки, выкопайте ямы, глубина которых равна 100–150 сантиметрам, а диаметр 10 сантиметров. В них устанавливаются опорные столбы.
- Дно ямы на треть засыпается мелкой щебёнкой. В центре установите опору из профильной трубы. Воспользуйтесь строительным уровнем, чтобы проконтролировать вертикальность опоры. Широкая сторона трубы должна быть перпендикулярна облицовке. Опору зафиксируйте растяжками на то время, пока бетонная смесь будет схватываться.
- Теперь можно приступать к изготовлению каркаса. Он изготавливается по уже подготовленному эскизу. Смежные заготовки прижимаются друг ко другу струбицами. Так, они не будут смещаться. Для надёжной фиксации пролётов секций, к опорам необходимо приварить по две петли, которые вырезаются из листового металла.
- Далее, пролёты необходимо заполнить.
Варианты кованых элементов
К скелету ограждения приварите тонкие трубы и декоративные элементы. Составленные секции необходимо приставить к опорным столбикам, с уже приваренными петлями для крепления. Убедитесь, что вертикальные пруты идут строго перпендикулярно горизонтальным. Соедините все части ограды при помощи сварки или болтами.
- Последний этап строительства — зачистка швов от сварки. После сварочных работ металлические поверхности необходимо зачищать от коррозии и обезжиривать. Для продления срока службы и придания большей привлекательность, поверхности труб можно покрасить, используя масляную краску.
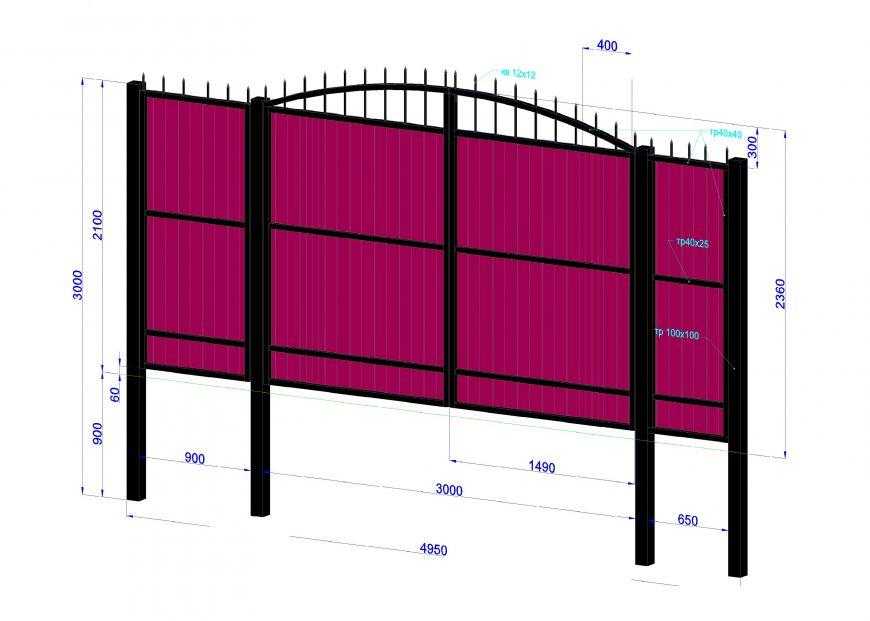 к. заводские изделия частенько выпускаются с отклонениями в плоскостях. Далее, их необходимо обрезать до нужных размеров. Не забывайте о том, что несущие стойки необходимо распиливать, учитывая их подземное крепление.
к. заводские изделия частенько выпускаются с отклонениями в плоскостях. Далее, их необходимо обрезать до нужных размеров. Не забывайте о том, что несущие стойки необходимо распиливать, учитывая их подземное крепление. Так, они не будут смещаться. Для надёжной фиксации пролётов секций, к опорам необходимо приварить по две петли, которые вырезаются из листового металла.
Так, они не будут смещаться. Для надёжной фиксации пролётов секций, к опорам необходимо приварить по две петли, которые вырезаются из листового металла.Выбираем материалы обшивки
Ворота, каркас которых сварен из профильной трубы, обычно обшивают профильным листом. Объяснить это можно несколькими причинами:
- Профлист не тяжёлый материал, поэтому забор из него не нуждается в основательном фундаменте. Достаточно забетонировать опорные столбы.
- Металлопрофиль — недорогостоящий материал.
- Имеет эстетичный и ухоженный вид.
- Легко монтируется.
- Долговечность — ещё один плюс материала.
 Достаточно забетонировать опорные столбы.
Достаточно забетонировать опорные столбы.В качестве обшивки можно использовать и сетку-рабицу или другим подходящим материалом.
Декорирование забора
Элементы декоративной ковки своими руками
Ажурные металлические кованные элементы всегда высоко оценивались, потому как каждый образец неповторим и прекрасен. Умение обрабатывать металл — это целое искусство, которое доступно не каждому. Заказать у мастера элементы декоративной ковки — достаточно дорогостоящее удовольствие. Создать такие элементы можно вполне своими руками. Тем более, если вы овладеете данным видом работ, то оно сможет превратиться в ваше новое хобби или даже прибыльный бизнес.
Выделяют холодную и горячую ковку. Первый вариант предусматривает нагрев металлических заготовок до девятисот градусов. Так сталь приобретает пластичность. Ударяя по ней кувалдой или молотком-ручником, она изгибается. Её можно сделать тоньше и изменить изначальное сечение прутков. Холодный вариант ковки — это изменение заготовок без их нагрева в основном. Для такого вида работ используют низкоуглеродистую сталь (в составе не более 0,25 процентов углерода). Она считается более податливой. Обрабатывают её специальными станками и приспособлениями.
Так сталь приобретает пластичность. Ударяя по ней кувалдой или молотком-ручником, она изгибается. Её можно сделать тоньше и изменить изначальное сечение прутков. Холодный вариант ковки — это изменение заготовок без их нагрева в основном. Для такого вида работ используют низкоуглеродистую сталь (в составе не более 0,25 процентов углерода). Она считается более податливой. Обрабатывают её специальными станками и приспособлениями.
Для создания кованых элементов помимо стали используют ещё медные и алюминиевые сплавы. Они мягкие и лёгкие, поэтому поддаются обработке обоих способов.
Горячая сварка осуществляется при помощи горна — специальной печки, которая из-за поддува может достигать очень высоких температур; наковальни; кувалды; клещей, которыми держат накалённую заготовку.
Изделия с особой формой делаются с помощью различных фасонных молотков, зубил для рубки металлических деталей и другие инструменты.
Холодная ковка предполагает использование гнутика, который необходим для создания изогнутых элементов; улитки, для загибания прутков в спираль; фонарика, с помощью которого создаётся такой элемент ковки, как «шишка»; волны, с помощью которой изготавливают волнообразные элементы; твистера, на котором заготовленный элемент закручивают в нужном направлении и станка для создания колец.
Помимо всего вышеперечисленного, необходимо обзавестись болгаркой по металлу и сварочным аппаратом, с помощью которого будут соединяться детали.
Процесс изготовлений ковки
Схема кованых ворот
Как уже говорилось ранее, для горячей ковки металл, чтобы его можно было обрабатывать, необходимо нагреть до температуры от 800 до 1200 градусов. Если температура будет ниже, то металлическая заготовка будет недостаточно пластичной, а при слишком высокой температуре изделие перестанет быть прочным и может сломаться.
Определение степени нагрева заготовки по цвету
- Вытяжка — деталь удлиняется, при этом становится тоньше. Во время растягивания элемента, кувалдой необходимо бить равномерно по всей площади участка, который вытягиваете. Таким образом, изготавливаются постепенно заостряющиеся на конце пики.
- Разгонка — по заготовке бьют с обеих сторон молотом. Таким образом, расплющиваются пики, которые имеют игольчатую форму и становятся листовидными.
- Рог наковальни используется для создания радиусно изогнутых элементов.

Для того чтобы элемент ковки сделать изогнутым, необходимо сделать следующие действия:
- Сначала идёт подготовка эскиза волюты. Его сначала рисуют на бумаге, а потом проволоку сгибают по бумажному рисунку.
- Проволока выпрямляется и по мерке отрубается пруток-заготовка.
- Кончик проволоки нагревается до девятисот градусов, край сгибается.
- Выполнение первого завитка происходит на крае рога наковальни или на её кромке.
- Всю длину заготовки нагревают и, используя спиральную оправку, изгибают её.
Для изготовления «шишки» или «фонарика» необходимо взять 2–4 тоненьких прутка, сварить кончики вместе, проковать в квадрат и зажать в тисках. Из другого конца делается жгут при помощи воротка. Конец нужно немножко раскрутить, разъединить прутки и несколько раз ударить по торцу, который таким образом, расширяется.
Холодный способ ковки предполагает такие же приёмы и способы, правда, без нагрева элементов.
Видео: как сварить ворота из профтрубы своими руками
 youtube.com/embed/49KrQdlknYk?feature=oembed&wmode=opaque» frameborder=»0″ allowfullscreen=»»/>
youtube.com/embed/49KrQdlknYk?feature=oembed&wmode=opaque» frameborder=»0″ allowfullscreen=»»/>Таким образом, изготовление ворот из профильной трубы не такое уж сложное дел, а результат может быть впечатляющим. Самое сложное, пожалуй, элементы ковки, которые необязательно изготавливать самостоятельно. Их можно приобрести в готовом виде и украсить конструкцию. Удачи!
- Автор: Ольга Морозова
- Распечатать
Здравствуйте. Меня зовут Ольга. Мне 27 лет. По образованию — журналист.
Оцените статью:
(1 голос, среднее: 5 из 5)
Поделитесь с друзьями!
Ворота из профильной трубы: материалы, чертеж, монтаж
Главная » Профильные » Изготовление и монтаж ворот из профильной трубы
На чтение 5 мин
Содержание
- Виды
- Материалы для изготовления
- Сборка и монтаж каркаса
Самостоятельно изготовленные ворота из профильной трубы являются отличной альтернативой готовым конструкциям, произведенным промышленным способом. Это обусловлено сложностью их доставки на участок, высокой ценой, ограниченным спектром размеров и дизайна. Для проектирования и сборки въездной группы достаточно набора бытовых инструментов и умения ими пользоваться. Кроме этого, творчески подойдя к делу, можно собрать сооружение любого размера, стиля и конфигурации.
Это обусловлено сложностью их доставки на участок, высокой ценой, ограниченным спектром размеров и дизайна. Для проектирования и сборки въездной группы достаточно набора бытовых инструментов и умения ими пользоваться. Кроме этого, творчески подойдя к делу, можно собрать сооружение любого размера, стиля и конфигурации.
Виды
Выбирая конфигурацию, размер и отделку полотен, необходимо учитывать такие факторы, как:
- тип грунта и глубина его промерзания;
- наличие подъездных путей;
- размер придомовой территории;
- расположение строений вблизи въезда;
- стиль оформления забора.
По способу открывания въездные конструкции подразделяются на следующие категории:
- Распашные. В таких сооружениях каркасы ворот из профильной трубы подвешиваются на петли, закрепленные на опорах. Изготавливаются в одностворчатом и двухстворчатом вариантах. Могут открываться в обе или только одну сторону. В условиях коттеджных и дачных поселков выбор делается в пользу поворачивающихся внутрь изделий.
- Откатные. В большинстве случаев изделия делаются одностворчатыми. Передвижение полотна осуществляется по нижнему рельсу, верхней направляющей или комбинированным способом. Откат производится мускульной силой или с помощью электромотора. Конструкции позволяют экономить полезную площадь на небольшом участке в условиях плотной застройки.
Существуют такие виды заполнения проемов полотен:
- Закрытые. Каркас обшивается материалом, закрывающим внутренний двор от посторонних взглядов.
- Полупрозрачные. Используются светопрозрачные панели, частично открывающие обзор изнутри и снаружи.
- Открытые. Проем заделывается решетками или прозрачными плитами. Часто их сочетают.
При оформлении ворот используются декоративные элементы, подсветка и отделывание художественной ковкой.
Материалы для изготовления
Для работы потребуются такие материалы:
- Профильные трубы. Они изготавливаются из нержавеющей, углеродистой и оцинкованной стали. По способу производства изделия подразделяются на бесшовные, сварные, горячекатаные и холоднокатаные. Лучшим выбором являются бесшовные оцинкованные секции. Металл этого типа отличается прочностью, долговечностью и пластичностью. Для опор используются профили 100х100 мм, каркаса — 50х50 мм, а перемычек — 30х30 см.
- Петли. Являются элементом конструкции, испытывающим самые сильные нагрузки. Рекомендуется приобретать детали из нержавейки, которая устойчива к коррозии, механическим нагрузкам и истиранию. Для каждой створки следует приобретать не менее 3 петель. Они должны быть прочными, с заранее изготовленными отверстиями для крепления. Это обусловлено тем, что во время сварки геометрия петель может быть нарушена.
- Саморезы, болты и гайки. Метизы предназначены для соединения деталей конструкции между собой, прикрепления отделки, обслуживающих и вспомогательных систем.
- Ролики и направляющие. Приобретаются или изготавливаются при монтаже откатных конструкций.
- Грунтовка и краска для металла. Нужна в том случае, когда для строительства используется углеродистая сталь без цинкового покрытия.
 По способу производства изделия подразделяются на бесшовные, сварные, горячекатаные и холоднокатаные. Лучшим выбором являются бесшовные оцинкованные секции. Металл этого типа отличается прочностью, долговечностью и пластичностью. Для опор используются профили 100х100 мм, каркаса — 50х50 мм, а перемычек — 30х30 см.
По способу производства изделия подразделяются на бесшовные, сварные, горячекатаные и холоднокатаные. Лучшим выбором являются бесшовные оцинкованные секции. Металл этого типа отличается прочностью, долговечностью и пластичностью. Для опор используются профили 100х100 мм, каркаса — 50х50 мм, а перемычек — 30х30 см. Нужна в том случае, когда для строительства используется углеродистая сталь без цинкового покрытия.
Нужна в том случае, когда для строительства используется углеродистая сталь без цинкового покрытия.Для сборки ворот необходимы такие инструменты и приспособления:
- стапель;
- масляный уровень;
- болгарка с дисками для резки и шлифования металла;
- электрическая дрель;
- шуруповерт;
- сварочный аппарат;
- рулетка;
- уголок;
- молоток;
- отвертка;
- малярная кисть и валик.
Перед началом сборки створок необходимо установить стойки. В ходе этого процесса могут возникнуть некоторые обстоятельства (усадка, смещения), которые внесут коррективы в проект строительства. Лучшим вариантом является бетонирование в земле асбестоцементной трубы. После этого в нее вставляется опора и заливается цементным раствором. Такое решение позволит избежать возникновения перекосов и отклонений опоры от вертикали.
 Эта конструкция предотвратит их наклон под действием веса створок.
Эта конструкция предотвратит их наклон под действием веса створок.Сборка и монтаж каркаса
Изготовление каркаса проводится после того, как опоры для него примут постоянное статичное положение, что даст окончательные и точные данные о размерах проема. Зная, как правильно сварить ворота из профильной трубы, следует начинать с изготовления стапеля. Сделать его можно из бруса или стального уголка. Рабочая поверхность должна быть ровной с перепадом по высоте не более 1%.
Монтаж каркаса проводится в такой последовательности:
- Нарезка заготовок. Делать это нужно болгаркой, постоянно контролируя положение круга. Разметку лучше делать мелом, который хорошо видно на темном фоне. Края звеньев следует сразу очистить от окалины и ржавчины. Соединять вертикальные и горизонтальные фрагменты можно под углами 45° или 90°. Во втором случае потребуется установка заглушек.
- Выкладывание заготовок по контуру прямоугольника. После проверки углов, вертикали и горизонтали створок проводится их фиксация прихватками.
- Сваривание прямоугольника по углам. Сделать это нужно по нескольким точкам, чтобы иметь возможность корректировки изделия, которое может повести от жара. После выравнивания рамы проводится окончательная сварка.
- Подгонка и установка укосин. На каждую створку крепится 1-2 такие детали. Они необходимы для придания воротам устойчивости к искривлению из-за воздействия силы тяжести. Необходимо добиться герметичности швов, чтобы внутрь конструкции не попала вода.
- Присоединение петель. Лучше это сделать с помощью болтов, чтобы изделие не деформировалось от высокой температуры.
- Стачивание окалины, полировка и окрашивание рамы.

В проекте следует отобразить:
- опоры с фундаментом;
- петли и способ их крепления;
- раму каркаса;
- укосины и поперечины;
- замковое устройство;
- верхние фиксаторы створок;
- облицовочный материал;
- система автоматического открывания и стопоры.

Продуманная схема позволяет точно рассчитать потребность в строительных материалах и крепежных приспособлениях.
Поделиться
Какой размер Стальной столб….. | Крупный рогатый скотСегодня
JavaScript отключен. Для лучшего опыта, пожалуйста, включите JavaScript в вашем браузере, прежде чем продолжить.
- Автор темы JSteim
- Дата начала
Help Support CattleToday:
JSteim
Активный член
- #1
Столбы из стальных труб какого размера использовать в качестве столбов ворот на трубчатых воротах от 10 до 16 футов 2 дюйма?
серовато-желтый
Известный член
- #2
Все наши подвешены на 4-дюймовых стойках. Я заметил, что 16-футовые ворота имеют тенденцию провисать внутри ворот, и это не имеет никакого отношения к диаметру столба.
JSteim
Активный член
- #3
дун»:odojm6mv сказал:
Наши все подвешены на 4-дюймовых столбах. Я заметил, что 16-футовые ворота имеют тенденцию провисать внутри ворот, и это не имеет никакого отношения к диаметру столба.
Нажмите, чтобы развернуть…
Я заметил то же самое с 8-дюймовыми деревянными столбами на других частях нашего забора. Я думаю попробовать 3 петли вместо двух, чтобы посмотреть, поможет ли это.
Ворота, о которых я спрашиваю, будут на загоне из сплошных панелей забора. Стойка ворот не будет иметь традиционной H-образной скобы, поэтому возникает вопрос о диаметре стойки трубы.
Зимородок
Известный член
- #4
Одна злобная корова в этом загоне, и вы можете пожалеть о 16-футовых трубчатых воротах.
серовато-коричневый
Известный член
- #5
JSteim»:2qmtoggl сказал:
дун»:2qmtoggl сказал:
Наши все подвешены на 4-дюймовых столбах. Я заметил, что 16-футовые ворота имеют тенденцию провисать внутри ворот, и это не имеет никакого отношения к диаметру столба.
Нажмите, чтобы развернуть…
Я заметил то же самое с 8-дюймовыми деревянными столбами на других частях нашего забора. Я думаю попробовать 3 петли вместо двух, чтобы посмотреть, поможет ли это.
Ворота, о которых я спрашиваю, будут на загоне из сплошных панелей забора. Стойка ворот не будет иметь традиционной H-образной скобы, поэтому возникает вопрос о диаметре стойки трубы.Нажмите, чтобы развернуть…

На него можно поставить десяток петель, все равно ворота со временем провиснут. Что я делал в прошлом (очень редко), так это протягивал растяжку от вершины столба примерно в 5 футах над воротами к низу на дальнем конце. Это помогло, но в итоге мне пришлось поставить талреп, чтобы компенсировать растяжение даже на 1/4 стального троса.
Одна вещь, которая поможет с провисанием, это поставить блок в дальнем конце, чтобы ворота опирались на него, когда они будут.
JSteim
Активный член
- #6
Зимородок —
12-футовые ворота на загонах 50×30. Ворота 16 футов находятся на ручке 85×100. Мысль состоит в том, что это должны быть области низкого давления.
Ворота 16 футов находятся на ручке 85×100. Мысль состоит в том, что это должны быть области низкого давления.
Для сортировочного прохода и трала у меня есть 10-футовые носовые ворота Priefert, которые довольно тяжелые.
Дун —
Блок под концом ворот сработает. Также, может быть, одно из тех колес, которые прикручиваются к концу.
Мне кажется, что большая часть провисания связана с тем, что верхняя петля немного поворачивается, когда ворота становятся на 90 градусов перпендикулярно стойке, что позволяет воротам провисать. Кажется, нет никакого способа затянуть шарнирный болт настолько, чтобы остановить это. Я подумал, что, возможно, третья петля, направленная вверх, могла бы поддерживать ворота достаточно, чтобы верхняя петля не имела никакого поворота. Дешево и достаточно быстро, чтобы попробовать в любом случае.
серовато-желтый
Известный член
- #7
JSteim»:30rlwgjk сказал:
Kingfisher —
12-футовые ворота на ручках 50×30. Ворота 16 футов находятся на ручке 85×100. Мысль состоит в том, что это должны быть области низкого давления.
Для сортировочного прохода и трала у меня есть 10-футовые носовые ворота Priefert, которые довольно тяжелые.Дун —
Блок под концом ворот сработает. Также, может быть, одно из тех колес, которые прикручиваются к концу.
Мне кажется, что большая часть провисания связана с тем, что верхняя петля немного поворачивается, когда ворота становятся на 90 градусов перпендикулярно стойке, что позволяет воротам провисать. Кажется, нет никакого способа затянуть шарнирный болт настолько, чтобы остановить это.Нажмите, чтобы развернуть…
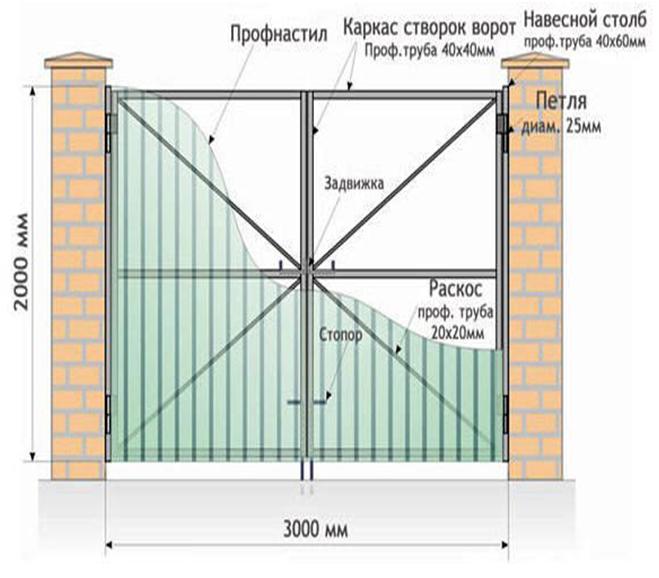 Я подумал, что, возможно, третья петля, направленная вверх, могла бы поддерживать ворота достаточно, чтобы верхняя петля не имела никакого поворота. Дешево и достаточно быстро, чтобы попробовать в любом случае.
Я подумал, что, возможно, третья петля, направленная вверх, могла бы поддерживать ворота достаточно, чтобы верхняя петля не имела никакого поворота. Дешево и достаточно быстро, чтобы попробовать в любом случае.Большинство моих петель приварены к стойке, поэтому они не поворачиваются. Те немногие, которые не являются; находятся в отверстиях, прорезанных в стойках и прихваченных прихватками.
фехтовальщик
Известный член
- #8
JSteim»:24dkv166 сказал:
Kingfisher —
12-футовые ворота на ручках 50×30.
Для сортировочного прохода и подметания у меня есть 10-футовые носовые ворота Priefert, которые довольно тяжелые.Дун —
Блок под торцом ворот сработает. Также, может быть, одно из тех колес, которые прикручиваются к концу.
Мне кажется, что большая часть провисания связана с тем, что верхняя петля немного поворачивается, когда ворота становятся на 90 градусов перпендикулярно стойке, что позволяет воротам провисать. Кажется, нет никакого способа затянуть шарнирный болт настолько, чтобы остановить это. Я подумал, что, возможно, третья петля, направленная вверх, могла бы поддерживать ворота достаточно, чтобы верхняя петля не имела никакого поворота. Дешево и достаточно быстро, чтобы попробовать в любом случае.Нажмите, чтобы развернуть…
 Ворота 16 футов находятся на ручке 85×100. Мысль состоит в том, что это должны быть области низкого давления.
Ворота 16 футов находятся на ручке 85×100. Мысль состоит в том, что это должны быть области низкого давления. Приварите прихваточным швом планку петли к раме ворот. Если у вас нет сварочного аппарата, используйте саморез. Все 16-футовые ворота, купленные в магазине, имеют тенденцию прогибаться внутри собственной рамы. Если ты не можешь с этим жить, Протяни стальной трос. Высокопрочная электрическая проволока для забора подойдет. Пройдите от верхнего угла со стороны петель к нижнему углу со стороны защелки. Наденьте поворотную пряжку на один конец.
Если у вас нет сварочного аппарата, используйте саморез. Все 16-футовые ворота, купленные в магазине, имеют тенденцию прогибаться внутри собственной рамы. Если ты не можешь с этим жить, Протяни стальной трос. Высокопрочная электрическая проволока для забора подойдет. Пройдите от верхнего угла со стороны петель к нижнему углу со стороны защелки. Наденьте поворотную пряжку на один конец.
Колеса на грязи — настоящая головная боль.
фехтовальщик
Известный член
- #9
Не очень хорошее фото, но вы можете видеть талреп вверху слева. Ворота также подвешены немного под прямым углом, чтобы компенсировать уклон земли.
Ворота также подвешены немного под прямым углом, чтобы компенсировать уклон земли.
midTN_Brangusman
Известный член
- #10
Мы используем 16-футовые ворота на всех наших пастбищах, а на конце используем воротное колесо, чтобы предотвратить провисание. Это хорошо сработало для нас.
га.прим
Известный член
- #11
16-футовые ворота Priefert Bull Gate не провисают. У меня пять 16-х и несколько покороче. 16-футовые стоят 200 долларов. Я бы не получил никакого другого вида.
фнфармс1
Известный член
- #12
Мы используем нефтепромысловую трубу диаметром 2 7/8 дюйма в течение многих лет. Несколько Н-образных раскосов, которые мой отец построил более 25 лет назад, только что заменил столб и проволоку, сохранил Н-образные раскосы, которые он построил.
Что касается ворот, если у вас есть сварщик, я бы не стал использовать купленные в магазине ворота, такие как priefert. намного тяжелее, чем любые ворота Priefert, которые я когда-либо видел.0004
га.прим
Известный член
- №13
16-футовые затворы Priefert Bull Gates весят 127 фунтов. Те 10-футовые носовые ворота, о которых он говорит, весят 199 фунтов. У меня есть два таких. Конечно, вы можете сварить что-то потяжелее, но я не понимаю, зачем вам это нужно. Покрашены порошковой краской, некоторые из них у меня лет 12-14, и ни пятнышка ржавчины на них, и краска даже не потускнела. Никаких провисаний или вмятин ни на одном из них. Я получил небольшой изгиб в верхней направляющей 12-футовой панели Premier, когда 1500-фунтовая корова попыталась перепрыгнуть через нее, но не смогла. Priefert — это высшее качество. Не знаю ни одного нефтяного месторождения в радиусе 500 миль отсюда. :лол2:
Никаких провисаний или вмятин ни на одном из них. Я получил небольшой изгиб в верхней направляющей 12-футовой панели Premier, когда 1500-фунтовая корова попыталась перепрыгнуть через нее, но не смогла. Priefert — это высшее качество. Не знаю ни одного нефтяного месторождения в радиусе 500 миль отсюда. :лол2:
фехтовальщик
Известный член
- №14
Ворота для быков Priefert, безусловно, превосходный продукт. Я, наверное, повесил их тысячи. 16-футовые футеры провиснут на дюйм или два. Их изготавливают из стали 16 калибра. Более чем достаточно для большинства работ. В местах с интенсивным движением я предпочитаю, по крайней мере, 12 калибр на воротах. Труба Schedule 40 лучше, если у вас есть стойка ворот, которая может с ней справиться.
Их изготавливают из стали 16 калибра. Более чем достаточно для большинства работ. В местах с интенсивным движением я предпочитаю, по крайней мере, 12 калибр на воротах. Труба Schedule 40 лучше, если у вас есть стойка ворот, которая может с ней справиться.
Где находится Джейштейн, вы не можете пойти на прогулку, не наткнувшись на кучу нефтепромысловых труб.
га.прим
Известный член
- №15
Я взял эти 127 фунтов с сайта Priefert. Это модель 2005 года, и на наклейке написано 153 фунта. Возможно, они их немного облегчили. Я был прав насчет 199 фунтов на 10-футовых носовых воротах.
Возможно, они их немного облегчили. Я был прав насчет 199 фунтов на 10-футовых носовых воротах.
Те же ворота, что и выше — я подвешиваю свои, используя креозотовые стойки и распорки из креозотовой доски —
Эти ворота не сдвинулись ни на дюйм с тех пор, как я установил их в 2005 или 2006 году.
га.прим
Известный член
- №16
фехтовальщик»:1i8d75d0 сказал:
Ворота Priefert, безусловно, являются превосходным продуктом.
Где находится Джейштейн, вы не можете пойти на прогулку, не наткнувшись на кучу нефтепромысловых труб.
Нажмите, чтобы развернуть…
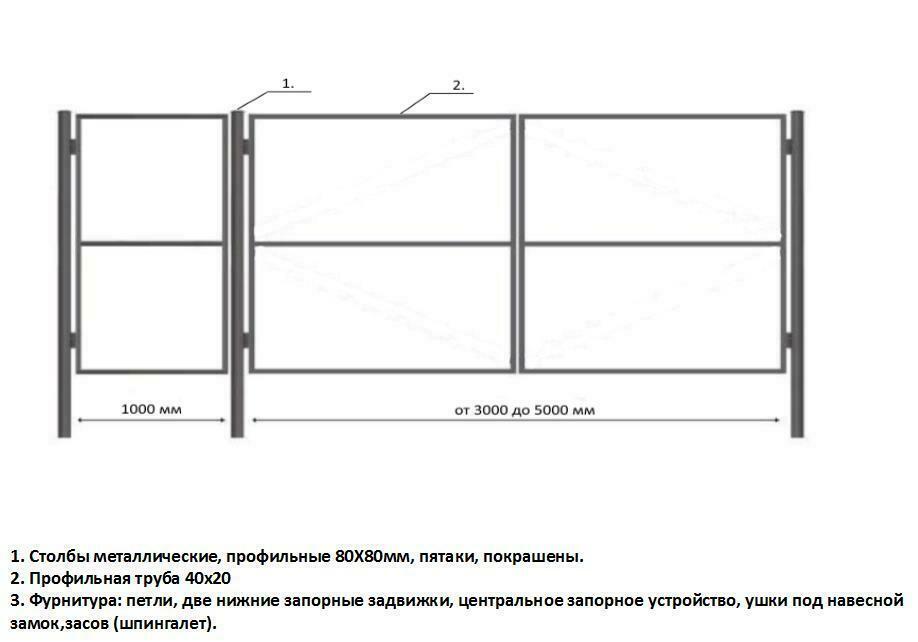 Я, наверное, повесил их тысячи. 16-футовые футеры провиснут на дюйм или два. Их изготавливают из стали 16 калибра. Более чем достаточно для большинства работ. В местах с интенсивным движением я предпочитаю, по крайней мере, 12 калибр на воротах. Труба Schedule 40 лучше, если у вас есть стойка ворот, которая может с ней справиться.
Я, наверное, повесил их тысячи. 16-футовые футеры провиснут на дюйм или два. Их изготавливают из стали 16 калибра. Более чем достаточно для большинства работ. В местах с интенсивным движением я предпочитаю, по крайней мере, 12 калибр на воротах. Труба Schedule 40 лучше, если у вас есть стойка ворот, которая может с ней справиться.Я уверен, что это очень хороший вариант для ворот и т. д., где вся эта труба легкодоступна.
фехтовальщик
Известный член
- # 17
Хорошая работа. :nod:
:nod:
Обратите внимание, у вас есть блок под ним, это имеет огромное значение.
ga.prime»:duj010vp сказал:
Я получил эти 127 фунтов с веб-сайта Priefert. Это модель 2005 года, и на наклейке написано 153 фунта. Возможно, они их немного облегчили. Я был прав насчет 199 фунтов на 10-футовых носовых воротах.
Те же ворота, что и выше — я подвешиваю свои, используя креозотовые стойки и распорки из креозотовой доски —
Эти ворота не сдвинулись ни на дюйм с тех пор, как я установил их в 2005 или 2006 году.
Нажмите, чтобы развернуть…
га.прим
Известный член
- # 18
Спасибо, фехтовальщик. Я положил этот кусок дерева под конец на случай, если какая-нибудь невинная душа перелезет через ворота, как я это делал, когда был молодым.
Делиться:
Фейсбук Твиттер Реддит Пинтерест Тамблер WhatsApp Эл. адрес Делиться Ссылка на сайт
Размер поста
- Кай ковбой
- Ответы
- 16
- просмотров
- 3К
snoopdog
Какого размера загон?
- грязь
- Ответы
- 19
- просмотров
- 8К
новатек
Стальная труба, квадратная заготовка и стальная труба
- HDRider
- Ответы
- 14
- просмотров
- 2К
J&D Cattle
Марка какого размера? Для телят
- Lrj505
- Ответы
- 4
- просмотров
- 1К
TexasBred
Энерджайзер какого размера для HT Fence
- lukem86
- Ответы
- 13
- просмотров
- 7К
розмарин4444
л
В пути
- Последнее: Ли ВанРосс
Кофейня
Ранняя зима?
- Последний: 1982vett
Кофейня
р
Лучшие помеси крупного рогатого скота для самостоятельного отела
- Последняя версия: rocfarm
Доска для начинающих
Daily Chuckle
- Последнее: Большой ручей
Кофейня
М
Подарите козленку теленка
- Последний: mml373
Демонстрационная доска
Верх
Металлическая труба — Бесшовная труба — Труба ERW
Труба из нержавеющей стали и труба из углеродистой стали являются наиболее распространенным типом стандартных труб, используемых сегодня. Они являются частью трубной продукции, которая изготавливается по различным спецификациям и стандартам. Трубы продаются по «номинальному размеру трубы» размерами от 1/8 до 72 дюймов. Двумя наиболее распространенными типами труб являются сварные трубы и бесшовные трубы. Оба доступны в углеродистой стали и нержавеющей стали. Сварная труба также называется трубой ERW (электросварка сопротивлением). Наиболее распространенная спецификация сварных труб из углеродистой стали — A53. Бесшовная труба изготавливается с помощью процесса, не требующего сварки. Наиболее распространенной спецификацией для бесшовных труб из углеродистой стали является A106B. Труба из нержавеющей стали изготовлена по спецификации A312. Трубы из нержавеющей стали также доступны как в бесшовном, так и в сварном исполнении. Наиболее распространенный нержавеющий материал — 316 и 304.
Они являются частью трубной продукции, которая изготавливается по различным спецификациям и стандартам. Трубы продаются по «номинальному размеру трубы» размерами от 1/8 до 72 дюймов. Двумя наиболее распространенными типами труб являются сварные трубы и бесшовные трубы. Оба доступны в углеродистой стали и нержавеющей стали. Сварная труба также называется трубой ERW (электросварка сопротивлением). Наиболее распространенная спецификация сварных труб из углеродистой стали — A53. Бесшовная труба изготавливается с помощью процесса, не требующего сварки. Наиболее распространенной спецификацией для бесшовных труб из углеродистой стали является A106B. Труба из нержавеющей стали изготовлена по спецификации A312. Трубы из нержавеющей стали также доступны как в бесшовном, так и в сварном исполнении. Наиболее распространенный нержавеющий материал — 316 и 304.
Купите стальную трубу онлайн, позвоните по телефону 281.516.8100 или отправьте электронное письмо по адресу [email protected]
Типы труб и трубных изделий
Существует шесть видов труб и трубных изделий.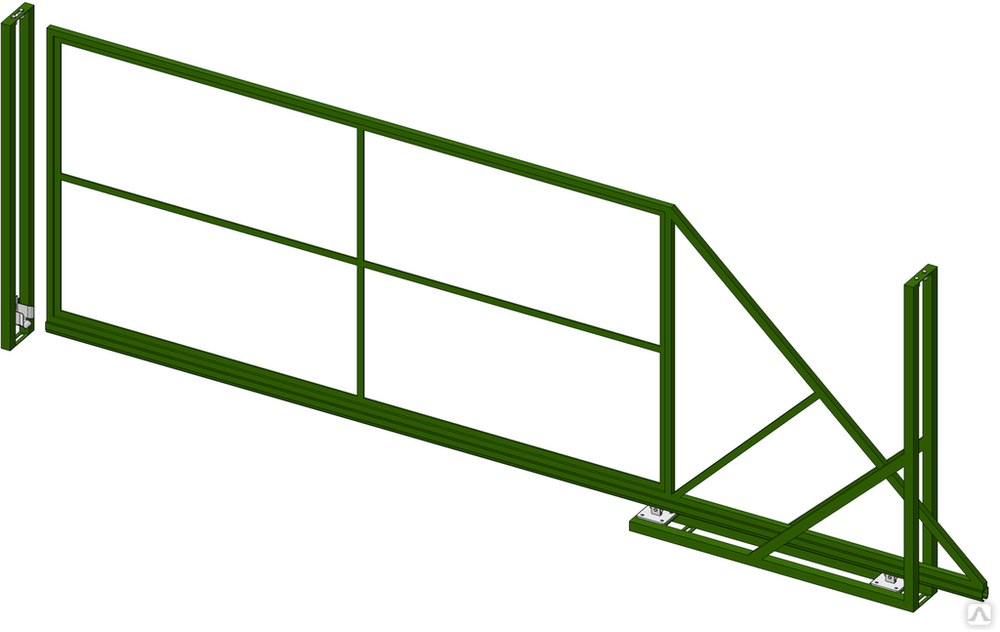
- Стандартная труба: Существует три различных типа стандартных металлических труб — сварные (труба ERW), бесшовная труба и оцинкованная труба. Они составляют 10% всей трубной продукции.
- Линейная труба: Используется в основном в нефтегазовой отрасли. Линейная труба включает ERW, FW, SAW и DSAW Pipe. Они производятся в соответствии со спецификацией API 5L и доступны в классах X42, X50, X60 и т. д. Они составляют 21% всей трубной продукции.
- Нефтяные трубы (OCTG): Сюда входят бурильные трубы, насосно-компрессорные трубы и обсадные трубы. Используется при бурении и заканчивании нефтяных и газовых скважин. OCTG производятся компаниями ERW и Seamless Manufacturing. OCTG составляют 35% всей трубной продукции.
- Напорная трубка: используется для промышленного применения и применения под давлением. Напорные трубки производятся с использованием бесшовного производства. Они составляют 2% всех трубных изделий.
- Механическая трубка: используется для механического и конструкционного применения и производится ERW и бесшовным производством. Они соответствуют спецификации ASTM. Механические НКТ составляют 17% всех трубных изделий.
- Конструкционная трубка: используется для поддержки или фиксации. Эта труба может быть круглой или квадратной формы и изготавливается на заводе ERW. Их используют для заборов, строительства и прочего. потребности в поддержке. Они составляют 15% всей трубной продукции.
 Они составляют 2% всех трубных изделий.
Они составляют 2% всех трубных изделий.Как измеряется труба?
Труба обычно определяется по «Номинальному размеру трубы» (NPS), а толщина стенки определяется «Графиком» (SCH). NPS является безразмерным обозначением и является показателем размера, но не фактическим размером. Это сбивает с толку многих людей, плохо знакомых с трубопроводной промышленностью. От NPS 1/8 до NPS 12 внешний диаметр определяется размерами трубы ANSI. Вообще говоря, размер трубы сортамента 40 до 12 дюймов в секунду примерно равен внутреннему диаметру трубы. Размер трубы 14 и выше менее запутан, так как 14 NPS соответствует наружному диаметру 14 дюймов.
Вообще говоря, размер трубы сортамента 40 до 12 дюймов в секунду примерно равен внутреннему диаметру трубы. Размер трубы 14 и выше менее запутан, так как 14 NPS соответствует наружному диаметру 14 дюймов.
ASME B 36.10 содержит более подробную информацию о размерах труб. Отраслевые нормы размера трубы также различаются для разных типов труб. Для стандартной трубы труба с наружным диаметром 4,5″ будет обозначаться как 4″ NPS, однако для линейной трубы и трубы нефтяного сортамента она будет обозначаться только как 4,5″. Толщина стенки также указывается по-разному. Для стандартной трубы используется таблица труб. для обозначения толщины стенки.Однако трубопроводная труба почти всегда указывается по толщине стенки, а нефтепромысловые трубы — по массе на фут.
Вес трубы
Вес трубы измеряется в фунтах на фут или килограммах на метр. Следует помнить, что вес трубы в таблице размеров труб ansi является «теоретическим», а не фактическим весом. Фактический вес зависит от допустимого размера трубы.
Формула для расчета веса стальной трубы;
W = [{OD-WT} x WT] x 10,69
W = вес линейного фута
OD = внешний диаметр
WT = толщина стенки
Производство труб
Стальные трубы подразделяются на две основные категории;
- Сварная труба
- Бесшовная труба
Существует четыре основных метода производства металлических труб:
- Сварка в печи (FW). Также называется непрерывной сваркой .
- Электросварка сопротивлением (ERW)
- Дуговая сварка под флюсом (SAW), также DSAW
- Бесшовный метод (SMLS)
Труба ERW производится размерами от 1/8 до 24 дюйма NPS. Сварная труба ERW изготавливается из плоского листового металла. Труба ERW сначала подвергается холодной штамповке в цилиндрическую форму, а затем сваривается в продольном направлении. как непрерывносварные, так и контактно-сварные трубы изготавливаются путем формовки рулонов рулонной стали в цилиндрические формы и сварки вдоль продольных швов. На рисунке ниже показан первый этап формирования полосок в цилиндрическую форму, а затем их сплавление вместе на втором этапе.
На рисунке ниже показан первый этап формирования полосок в цилиндрическую форму, а затем их сплавление вместе на втором этапе.
Существует множество способов использования электрического тока для сварки полосового проката. Это включает в себя вращающийся медный диск, фиксированные контакты из сплава Cu и индукционные катушки. Эти методы повышают температуру стальной кромки до 2600 градусов по Фаренгейту для эффективной сварки. Процесс прокатки оказывает такое сильное давление, что создается металлический сварной шов снаружи и внутри. Эти сварные швы затем удаляются в процессе отделки. Сварная труба подвергается термообработке, контролю и гидроиспытанию.
Труба ERW доступна в следующих общих спецификациях;
ASTM A53, A135, A252, A500, A795, API 5L и API 5CT.
Наиболее распространенными спецификациями для сварных труб являются A53 и API 5L.
Бесшовная труба Что такое бесшовное определение? или цельный смысл? мы получаем этот вопрос много. Бесшовные трубы производятся размерами от 1/8 до 36 дюймов. Бесшовные трубы не имеют продольных швов или сварных швов по сравнению с трубами ERW. Проще говоря, бесшовные трубы производятся путем прошивания сплошной круглой заготовки, оставляя после себя полую бесшовную трубу. Существует два основных метода производства бесшовных труб;
Бесшовные трубы производятся размерами от 1/8 до 36 дюймов. Бесшовные трубы не имеют продольных швов или сварных швов по сравнению с трубами ERW. Проще говоря, бесшовные трубы производятся путем прошивания сплошной круглой заготовки, оставляя после себя полую бесшовную трубу. Существует два основных метода производства бесшовных труб;
- Горячее прокалывание
- Метод экструзии
В процессе экструзии горячие металлические заготовки формуются в бесшовные трубы путем продавливания заготовок через экструзионные головки и формующую оправку. См. рисунок ниже;
Метод горячей ротационной прошивки является наиболее распространенным процессом производства бесшовных труб. В этом процессе горячие заготовки проталкиваются через вращающиеся тяжелые ролики над оправкой или прошивной оправкой. Прошивная пробка создает отверстие в бесшовных цилиндрических заготовках. На рисунке ниже показан процесс горячего вращения.
Бесшовная труба проходит различные отделочные операции, такие как правка, проверка, гидроиспытания и визуализация. Бесшовные трубы широко используются в напорных трубопроводах, строительстве, нефтехимии и нефтеперерабатывающих заводах. Бесшовные трубы доступны в следующих спецификациях;
Бесшовные трубы широко используются в напорных трубопроводах, строительстве, нефтехимии и нефтеперерабатывающих заводах. Бесшовные трубы доступны в следующих спецификациях;
ASTM A53, A106, A252, A333, A335, A501, A523, A589, API 5L и API 5CT. Наиболее распространенной бесшовной трубой является A106B.
Отделка концов бесшовных труб включает гладкие концы со скошенной или прямоугольной нарезкой. Бесшовные трубы из углеродистой стали доступны в черном, голом, оцинкованном или с эпоксидным покрытием.
Стальные трубы
Обычно стальные трубы поставляются длиной 21 фут. Он также доступен с одинарной произвольной длиной (SRL), которая может составлять от 17 футов до 24 футов. Двойная произвольная длина (DRL) относится к трубам длиной не менее 37 футов и до 44 футов.
Обработка конца стальной трубы
Существует пять распространенных типов отделки концов металлических труб;
- Резьбовые и муфтовые
- Резьбовой без муфты
- Обычный конец — квадратный вырез
- Скошенный для сварки — скос 30 градусов
- Конец с канавками — вырезанный или завальцованный для механического соединения
На приведенном ниже рисунке показаны различные варианты отделки концов стальных труб;
Муфты для сверхпрочных и двойных сверхпрочных труб имеют коническую резьбу и углубления для всех размеров. На изображении выше показано прямое резьбовое соединение и прямое резьбовое соединение с углублением.
На изображении выше показано прямое резьбовое соединение и прямое резьбовое соединение с углублением.
Идентификация и маркировка стальных труб
Доступны стальные трубы различной классификации, марки, веса, номера спецификации и т. д. Поэтому важно идентифицировать маркировку стальных труб. Стальная труба идентифицируется по трафаретной краске или штампованной маркировке на самой трубе или по прикрепленной к ней бирке.
Идентификация трубы согласно ASTM
На рисунке ниже показаны требования к маркировке в соответствии со спецификациями ASTM
Идентификация трубы в соответствии со спецификацией API
На рисунке ниже показана маркировка, необходимая в соответствии со спецификацией API.
Процессы отделки металлических труб
Наиболее распространенной отделкой металлических труб является лаковое покрытие, которое предотвращает коррозию и защищает трубу от атмосферных воздействий. Это также называется черной железной трубой. Помимо лака, существует четыре типа отделки металлических труб;
Это также называется черной железной трубой. Помимо лака, существует четыре типа отделки металлических труб;
- Чистый металл
- Только маринованные
- Маринованные и промасленные
- Оцинкованная труба
Цинкование предполагает использование цинкового покрытия в качестве расходуемого элемента для предотвращения коррозии. Цинк обычно наносится методом горячего погружения, когда трубу погружают в ванну с расплавленным раствором цинка. Стандартный вес цинка составляет 1,8 унции на квадратный фут. Оцинкованные трубы обеспечивают хорошую защиту трубы внутри и снаружи.
Покрытие стальной трубы и стальная труба с футеровкой
Коррозионная стойкость трубы также может быть повышена за счет антикоррозионного покрытия трубы. Такие покрытия обычно более долговечны по сравнению с лаковыми или оцинкованными покрытиями. Существует три основных типа антикоррозионного покрытия для стальных труб:
Металлическое покрытие
Неметаллическое покрытие
Обертывание труб
Материал стальных труб
- 9 0785 доступны в следующих классах материалов;
- А106Б/А53Б/АПИ 5Л-С42/АПИ 5Л Б
- Нержавеющая сталь 304
- Нержавеющая сталь 316
- Супер нержавеющая сталь A20
- Дуплексная нержавеющая сталь D2205
- Никелевый сплав A200
- Никелевый сплав A400
- Никелевый сплав A600
- Стальная труба продается по номинальному размеру трубы и спецификации. Важно упомянуть как
- A106 B — наиболее распространенная спецификация бесшовных труб. Большинство клиентов просто знают, что им нужна труба A106B, и это просто означает, что они хотят бесшовную трубу из углеродистой стали в соответствии с A106B. A106 НЕ является спецификацией для трубы из нержавеющей стали
- Размеры труб от 10 дюймов и больше НЕ соотносятся напрямую с номером спецификации. Например, SCH 40 и SCH 80 НЕ всегда означают Standard и Extra Heavy соответственно. Обратитесь к таблице труб, чтобы убедиться, что вы заказываете правильную толщину стенки .
- A53 класс B является наиболее распространенной спецификацией сварных труб. Это просто означает трубу, которая была произведена методом ВПВ.
- Сварная труба НЕ имеет сварного шва внутри или снаружи. Сварная труба изготовлена контактной электросваркой, шов снят в процессе производства
- Трубы размером менее 2 дюймов доступны в непрерывной сварной трубе, также известной как A53 класса A. Труба из нержавеющей стали
- доступна как в сварном, так и в бесшовном исполнении, а также из материалов класса 316 и 304. Другие марки нержавеющей стали также доступны, но менее распространены Труба из нержавеющей стали
- также очень распространена в спецификации 10, которая представляет собой тонкостенную трубу. Спецификации труб из нержавеющей стали
- обозначаются буквой «s» после номера спецификации, например Sch 10s, Sch 40s, Sch 80s.
- Спецификации труб из нержавеющей стали НЕ всегда коррелируют со спецификациями труб из углеродистой стали. Проверьте диаграмму трубопровода ansi для правильного определения номера спецификации и толщины стенки . Трубы
- в основном продаются SRL (одинарная случайная длина) или Double Random Length (DRL). SRL означает, что длина трубы обычно составляет от 17 до 24 футов. DRL обычно означает, что длина трубы будет от 37 до 44 футов.
- Большинство продаваемых труб имеют лакированное покрытие. Если вы хотите неизолированную трубу, пожалуйста, укажите при заказе
- По запросу может быть выполнено эпоксидное покрытие трубы.
- Наиболее распространенный тип конца трубы — гладкий или скошенный конец. Резьбовые концы также доступны по запросу
- Металлик Трубы. Основные продукты, с которыми очень легко работать. Материал отлично гнется, что позволяет придавать конструкции различные формы и размеры.
- Трубы асбестовые . Это сырье прочное, но достаточно хрупкое, что не всегда позволяет использовать его с другими веществами. Заборы из асбестоцементных труб чаще всего встречаются на промышленных предприятиях.
- Долговечность и прочность. Металлический каркас выдерживает значительные нагрузки, а при должном уходе не поддается коррозии. Конструкции хорошо противостоят внешним физическим нагрузкам, что намного лучше дерева.
- Трубы можно монтировать в пролетах любой длины. Это важно, поскольку позволяет возводить не только прочные, но и красивые конструкции по периметру территории.
- Ограждения легко восстановить, просто заменив сломанную часть или приварив дополнительный кусок стали. Изделия
- прекрасно сочетаются с другими материалами. Поэтому трубы часто дополняют металлическим профилем, камнем, ковкой и другими конструкциями. Иногда заборы формируют только из одной трубы, придавая им разную геометрию.
- Секционные ограждения. Данная конструкция состоит из нескольких секций, которые изготавливаются на заводах. Их монтаж предполагает установку профильной опорной трубы и подвешивание к ней перегородки. Этот вариант не всегда удобен, так как не отличается красотой и оригинальностью. Но все модули качественно защищены, что позволяет продлить срок службы металла в несколько раз. Выполнить такие сварочные работы в домашних условиях достаточно сложно и долго.
- Сварные ограждения. Получите их прямо на стройке. Для этого из профиля сваривается каркас, к которому затем крепятся декоративные элементы. Конструкции этого типа гораздо надежнее предыдущего варианта. Но при этом требуют более тщательной обработки защитными составами, чтобы исключить быстрое образование коррозии.
- Квадрат. Профильные трубы долговечны, но не всегда практичны. Квадраты хорошо стыкуются друг с другом, что придает этому типу особую популярность.
- Прямоугольный. Трубы этого типа наиболее популярны при строительстве заборов. Металлические профили имеют оптимальное соотношение прочности и стоимости.
- Круглый. Если брать во внимание прочностные характеристики, то такие изделия самые прочные и надежные. Они выдерживают нагрузки, которые не способна передать профильная конструкция. Из таких труб часто изготавливают винтовые опоры, дополненные специальной резьбой. Такая конструкция позволяет вкручивать шуруп в землю, не используя для фиксации бетон.
- Профнастил . Листы идеально подходят к профильным конструкциям. Монтаж их относительно прост и быстр. Поэтому такое сочетание очень распространено.
- Дерево. Просто украсьте рамы деревом. К трубе можно прикрепить как вертикальные простенки, так и продольные декоративные доски.
- Металлическая сетка. Изделие используется для создания простых и практичных заборов. Для соединения этих материалов может использоваться как точечная сварка, так и специальные саморезы. Такие конструкции часто бывают сборными, так как изготавливаются на заводах.
- Кованые изделия . Конструкции труб часто украшают ковкой, что придает им оригинальности. В ней используется гнутая фурнитура и декоративные элементы в виде цветов. Такие материалы требуют хороших навыков сварки, поэтому лучше доверить ее опытным специалистам.
- Сечение трубы зависит от высоты забора. При высоте забора 1,8-2,2 м лучше использовать профильные изделия сечением 8х8 см. Если вы решили использовать в качестве подставки круглые элементы, то оптимальный показатель – 6 см в диаметре. Для небольших заборов сечение труб может быть от 40х40 мм до 40х50 мм. Следует понимать, что тонкий каркас не выдержит тяжелой отделки и сильного ветра.
- Для получения прочной системы следует использовать элементы с толщиной стенки не менее 3 мм. Это значение увеличивается пропорционально нагрузке на ограждение.
- Если опорные столбы будут заглубляться в землю без бетонного фундамента, то их целесообразно вкапывать на глубину 0,8-1,2 м в зависимости от плотности и структуры грунта. Чем он мягче, тем глубже металл должен располагаться так, чтобы обеспечить оптимальную устойчивость к ветровым нагрузкам. Эту характеристику важно учитывать при подборе длины заготовки для стоек.
- Сечение продольной лаги немного меньше показателя для опорных столбов. Часто для классического забора нужна труба размером 40х20 или 40х25 мм. Увеличивать этот параметр желательно только тогда, когда расстояние между опорами превышает 2,5 – 3 м.
- Когда планируется установка ворот с забором, то для таких целей следует использовать толстые конструкции. Сечение для опоры под ворота должно быть не менее 10х10 см, а толщина должна превышать 4 мм. Но лучше всего заменить их прочными металлическими заготовками, которые прослужат намного дольше. Стоит понимать, что круглая трубка гораздо лучше подходит для решения подобных задач. Поэтому его используют в конструкции ворот.
- Дизайн и подбор материалов. Внешне каркасы для заборов представляют собой прямоугольники, сооруженные из нескольких профильных труб. Для того чтобы рассчитать количество материалов, необходимо измерить периметр, где будет располагаться забор. После этого вы определитесь с размерами полотен, и на основании этих данных сможете узнать необходимое количество изделий. Здесь важно учитывать еще и сечение каждого атрибута, что позволит выбрать нужный объем профилированной трубы.
- Маркировка по периметру . Этот процесс предполагает формирование плавных линий, по которым будет располагаться забор. Для этого можно использовать несколько колышков и нитки. Важно отметить, где столбы будут установлены в дальнейшем. Желательно учитывать их толщину, чтобы в дальнейшем резать ровные горизонтальные перемычки.
- Копание ям под столбы . В них можно сделать специальные отверстия, что исключит использование лопат. Если забор не длинный, можно сформировать для него небольшой фундамент. Это минимизирует риск загрязнения декоративного слоя во время дождя, а также укрепляет всю конструкцию. Для этого метода следует выкопать небольшую траншею по всему периметру.
- Установка стойки . Этот процесс предполагает укрепление крепи в котловане. Самый простой вариант – залить конструкцию бетоном. Если у вас нет возможности это сделать, то можно просто заделать столб щебнем и песком. Важно разместить опору строго вертикально, чтобы она не двигалась. В случае с бетоном целесообразно установить дополнительные распорки, которые не позволят металлу отклоняться от вертикали. После застывания смеси эти элементы удаляются.
- Установка перемычки . Они просто привариваются к столбам методом сварки. Если вы не умеете работать таким инструментом, то можете скрепить элементы саморезами по металлу. Но последний способ не особенно эффективен, так как сложно получить прочную конструкцию высокой прочности. Обратите внимание, что количество перемычек следует подбирать в зависимости от высоты забора. Если этот параметр превышает 1,5 м, то следует использовать 3 горизонтальные подвязки. В другом случае достаточно 2 элементов.
- Установка декоративного покрытия . Технология крепления зависит от материала, используемого для обшивки. Например, металлический профиль просто прикручивается специальными шурупами с уплотнительной резинкой на головке.
- Ворота
- Дайко
- Goodyear
- Континенталь
- Токио Руб
- Хатчинсон
- Моторкрафт
- Мейле
- Тойода Госей
- Мишимото
- Маккей
- Авто 7
- ACDelco
- Детали APA/URO
- Омикс-АДА
- Призрак
- Корона
- Нуфокс
- Тяньцзинь Пэнлин
- Сычуань Чуаньхуань
- Резиновый шланг Tianjin Dagang
- Шаньдун Мэйчен
- Гибкий
- Жесткий
- Моторное масло
- Трансмиссионная жидкость
- Тормозная жидкость
- Охлаждающая жидкость
- Жидкость гидроусилителя руля
- Жидкость для стеклоомывателя
- Другие
- Северная Америка (США, Канада и Мексика)
- Европа (Германия, Великобритания, Франция, Италия, Россия, Турция и др. )
- Азиатско-Тихоокеанский регион (Китай, Япония, Корея, Индия, Австралия, Индонезия, Таиланд, Филиппины, Малайзия и Вьетнам)
- Южная Америка (Бразилия, Аргентина, Колумбия и др.)
- Ближний Восток и Африка (Саудовская Аравия, ОАЭ, Египет, Нигерия и Южная Африка)
- Какова глобальная ( Северная Америка, Европа, Азиатско-Тихоокеанский регион, Южная Америка, Ближний Восток и Африка ) стоимость продаж, стоимость производства, стоимость потребления, импорт и экспорт продуктов для автомобильных гидравлических труб?
- Кто является ключевыми мировыми производителями в отрасли Автомобильные жидкостные трубы? Какова их операционная ситуация (производительность, производство, продажи, цена, себестоимость, брутто и выручка)?
- – С какими возможностями и угрозами на рынке Автомобильная жидкость для труб сталкиваются продавцы на мировом рынке Автомобильная жидкость для труб?
- Какое приложение/конечный пользователь или тип продукта могут искать перспективы постепенного роста? Какова доля рынка каждого типа и приложения?
- Какой целенаправленный подход и ограничения удерживают рынок Автомобильные жидкости для трубопроводов?
- Каковы различные каналы продаж, маркетинга и распределения в мировой отрасли?
- Что такое первичное сырье и производственное оборудование для автомобильных гидравлических труб, а также производственный процесс для автомобильных гидравлических труб?
- . Каковы основные рыночные тенденции, влияющие на рост рынка Автомобильные жидкости для трубопроводов?
- Экономическое влияние на отрасль производства автомобильных жидких трубопроводов и тенденцию развития отрасли автомобильных жидких трубопроводов.
- . Каковы рыночные возможности, рыночный риск и обзор рынка Автомобильная жидкость для труб?
- Каковы основные движущие силы, ограничения, возможности и проблемы рынка Автомобильная жидкость для труб и как они, как ожидается, повлияют на рынок?
- . Каков размер рынка Автомобильная жидкость для труб на региональном и страновом уровне?
- Статья
- 8 минут на чтение
- YAML
- Классический
Нержавеющая сталь представляет собой сплав на основе железа, содержащий не менее 16% хрома. Никель является еще одним важным легирующим элементом в трубах из нержавеющей стали. Трубы из нержавеющей стали обладают высокой устойчивостью к агрессивным средам и к окислению практически при любых температурах.
Никель является еще одним важным легирующим элементом в трубах из нержавеющей стали. Трубы из нержавеющей стали обладают высокой устойчивостью к агрессивным средам и к окислению практически при любых температурах.
Сварные и бесшовные трубы из нержавеющей стали используются по целому ряду причин, таких как устойчивость к коррозии, предварительная формовка при высокой температуре, чистый внешний вид и низкие затраты на техническое обслуживание. Наиболее важным аспектом для труб из нержавеющей стали являются присущие ей характеристики материала, которые позволяют создавать гораздо более тонкие стенки, такие как размер 5, размер 10, без ущерба для структурной целостности трубы. Использование сварки плавлением для соединения труб также устраняет необходимость в нарезании резьбы.
Труба из нержавеющей стали типа 304 в основном используется для общих коррозионно-стойких применений. он используется на химических заводах, нефтеперерабатывающих заводах, бумажных фабриках и в пищевой промышленности. Труба 304SS имеет максимальное содержание углерода 0,08%. Его не рекомендуется использовать в диапазоне температур от 800°F до 1650°F из-за выделения карбида на границах зерен. Тип 304L такой же, как 304, за исключением того, что он имеет максимальное содержание углерода 0,035%.
Труба 304SS имеет максимальное содержание углерода 0,08%. Его не рекомендуется использовать в диапазоне температур от 800°F до 1650°F из-за выделения карбида на границах зерен. Тип 304L такой же, как 304, за исключением того, что он имеет максимальное содержание углерода 0,035%.
Труба типа 316SS намного более устойчива к точечной коррозии, чем другие хромоникелевые сплавы, благодаря добавлению 2-3% молибдена. Это полезно в применениях с кислотами, рассолами, серной водой, морской водой и солями хологена. Труба из нержавеющей стали 316L, как и 304L, имеет максимальное содержание углерода 0,035%. Сварная труба из нержавеющей стали
изготовлена в соответствии со спецификациями ASTM A312 и A358. A312 является наиболее распространенной спецификацией для труб из нержавеющей стали. Сварная нержавеющая труба изготавливается от 1/8″ до 24″ NPS.
Бесшовная труба из нержавеющей стали изготовлена в соответствии со спецификациями ASTM A312 и A376. A312 также является наиболее распространенной спецификацией для бесшовных труб из нержавеющей стали. Бесшовные нержавеющие трубы изготавливаются размером от 1/8 до 14 дюймов, номинальный размер
Бесшовные нержавеющие трубы изготавливаются размером от 1/8 до 14 дюймов, номинальный размер
Стальная труба Страна происхождения
Стальная труба производится на заводах по всему миру и продается в разных странах. Некоторые из громких имен в трубной промышленности находятся в США. Steel, ArcelorMittal, Nippon Steel, Nucor Corp, Hyundai Steel, ThyssenKrup, Vallourec, Hebei Iron and Steel Group, Posco, Jiangsu Shagang, Ulma Piping, Shultz USA и Webco и т. д.
Вопросы и ответы Стальная труба
Компания Trupply продает широкий ассортимент сварных и бесшовных труб. Основываясь на нашем многолетнем опыте, ниже приведены основные вопросы или ключевые моменты, о которых спрашивают клиенты;
 A106 НЕ является спецификацией для трубы из нержавеющей стали
A106 НЕ является спецификацией для трубы из нержавеющей стали
калитка из профильной трубы, квадратное секционное ограждение из профиля и профтрубы
Обустройство любого частного участка предполагает возведение заборов. Эти конструкции изготавливаются из различных материалов, среди которых особое внимание следует уделить металлическим трубам. Продукция отличается небольшим весом и практичностью, что позволяет осуществлять монтаж даже самостоятельно. При покупке важно учитывать правила и тонкости выбора труб для забора. Это позволит создавать не только прочные, но и красивые конструкции, которые будут вписываться в тот или иной экстерьер.
Эти конструкции изготавливаются из различных материалов, среди которых особое внимание следует уделить металлическим трубам. Продукция отличается небольшим весом и практичностью, что позволяет осуществлять монтаж даже самостоятельно. При покупке важно учитывать правила и тонкости выбора труб для забора. Это позволит создавать не только прочные, но и красивые конструкции, которые будут вписываться в тот или иной экстерьер.
Особенности
Труба является одним из самых востребованных материалов при строительстве заборов, ограждений балконов, террас загородного дома. Может использоваться как основной и вспомогательный элемент. Очень часто из этого сырья делают опорные столбы. Для таких целей используют несколько материалов:
 Это сырье прочное, но достаточно хрупкое, что не всегда позволяет использовать его с другими веществами. Заборы из асбестоцементных труб чаще всего встречаются на промышленных предприятиях.
Это сырье прочное, но достаточно хрупкое, что не всегда позволяет использовать его с другими веществами. Заборы из асбестоцементных труб чаще всего встречаются на промышленных предприятиях.Некоторые специалисты могут дополнять заборы. Трубы ПВХ . Но этот продукт не является основным, так как предназначен для решения совсем других задач.
Конструкция заборной трубы практически не отличается от систем других веществ. Также есть опорные столбы, между которыми находится декоративный слой.
Может формироваться как из тех же труб, так и из других строительных материалов.
Заборы этого типа имеют ряд существенных преимуществ:
 Металлический каркас выдерживает значительные нагрузки, а при должном уходе не поддается коррозии. Конструкции хорошо противостоят внешним физическим нагрузкам, что намного лучше дерева.
Металлический каркас выдерживает значительные нагрузки, а при должном уходе не поддается коррозии. Конструкции хорошо противостоят внешним физическим нагрузкам, что намного лучше дерева. Одним из недостатков забора из труб является то, что материал не закрывает территорию. Если вам нужно защитить участок от посторонних глаз, придется обшить металл профилем или поликарбонатными листами. Это, в свою очередь, уже может сказаться на декоративном виде поверхности.
Если вам нужно защитить участок от посторонних глаз, придется обшить металл профилем или поликарбонатными листами. Это, в свою очередь, уже может сказаться на декоративном виде поверхности.
Типы и материалы
Ограждения в большинстве случаев изготавливаются из металлической трубы, имеющей определенный запас прочности. Условно эти конструкции можно разделить на несколько типов:

В зависимости от сечения трубы материалы для заборов бывают нескольких видов:
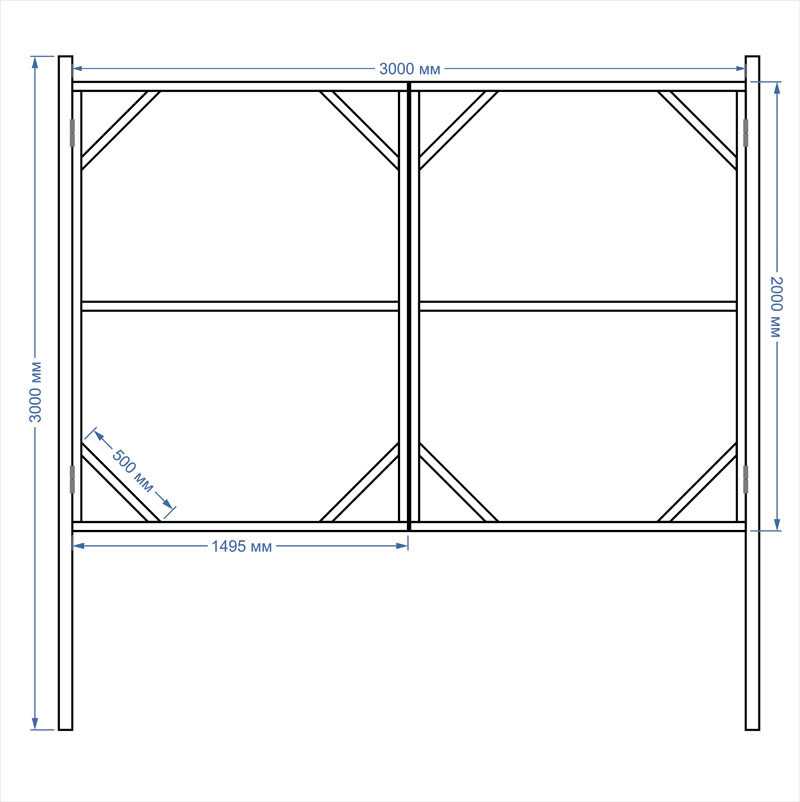 Трубы этого типа наиболее популярны при строительстве заборов. Металлические профили имеют оптимальное соотношение прочности и стоимости.
Трубы этого типа наиболее популярны при строительстве заборов. Металлические профили имеют оптимальное соотношение прочности и стоимости.Пластиковые конструкции применяют редко, так как материал не отличается особой прочностью и не выдерживает высоких нагрузок.
При изготовлении трубных ограждений также могут быть использованы несколько вспомогательных материалов:
 Листы идеально подходят к профильным конструкциям. Монтаж их относительно прост и быстр. Поэтому такое сочетание очень распространено.
Листы идеально подходят к профильным конструкциям. Монтаж их относительно прост и быстр. Поэтому такое сочетание очень распространено.
Какие размеры труб выбрать?
Заборы любого типа подвержены значительным нагрузкам, которые должен выдерживать каркас. Поэтому при выборе профтрубы важно учитывать этот фактор. Определить оптимальные размеры элементов конструкции можно, следуя простым рекомендациям:
 Это значение увеличивается пропорционально нагрузке на ограждение.
Это значение увеличивается пропорционально нагрузке на ограждение. Сечение для опоры под ворота должно быть не менее 10х10 см, а толщина должна превышать 4 мм. Но лучше всего заменить их прочными металлическими заготовками, которые прослужат намного дольше. Стоит понимать, что круглая трубка гораздо лучше подходит для решения подобных задач. Поэтому его используют в конструкции ворот.
Сечение для опоры под ворота должно быть не менее 10х10 см, а толщина должна превышать 4 мм. Но лучше всего заменить их прочными металлическими заготовками, которые прослужат намного дольше. Стоит понимать, что круглая трубка гораздо лучше подходит для решения подобных задач. Поэтому его используют в конструкции ворот.Делать заборы из полипропиленовых труб нежелательно. Материал плохо сваривается и не способен выдерживать перепады температур и высокие нагрузки.
Особенности монтажа заборной рамы
Установка металлического забора – относительно простой процесс, требующий лишь опыта работы со сварочными и другими сантехническими инструментами. Возведение каркаса данного типа можно разделить на несколько последовательных этапов:
Возведение каркаса данного типа можно разделить на несколько последовательных этапов:
 Желательно учитывать их толщину, чтобы в дальнейшем резать ровные горизонтальные перемычки.
Желательно учитывать их толщину, чтобы в дальнейшем резать ровные горизонтальные перемычки. После застывания смеси эти элементы удаляются.
После застывания смеси эти элементы удаляются. Технология крепления зависит от материала, используемого для обшивки. Например, металлический профиль просто прикручивается специальными шурупами с уплотнительной резинкой на головке.
Технология крепления зависит от материала, используемого для обшивки. Например, металлический профиль просто прикручивается специальными шурупами с уплотнительной резинкой на головке.Для защиты металла от коррозии желательно покрыть его несколькими слоями защитных красок.
Применяются как грунтовки, так и составы, предназначенные для внешних климатических условий.
Удачные примеры и варианты
Правильный подбор труб для забора позволит сделать этот забор не только надежным, но и красивым.
Хотя в статье упоминалось, что из пластиковых труб заборы не делают, тем не менее, кому-то удалось сделать из этого материала довольно привлекательный забор. Конечно, от крупных животных и злоумышленников это не спасет, но продемонстрирует умелые руки и творческий подход мастера и позволит определить начало частной собственности.
Металлические трубы для этого сварного забора подобраны в точном его стиле.
А в данном случае асбестовые трубы были окрашены в красный цвет, а сверху надеты металлические колпаки того же цвета. Последние подбираются под металлическую накладку на деревянном заборе, из которого и был построен сам забор. В итоге все получилось вполне прилично и интересно.
О том, как установить столб забора, смотрите в следующем видео.
Рынок автомобильных гидравлических труб в 2022 году: новые возможности роста, региональный анализ, углубленный качественный анализ, прогноз на 2022–2028 годы с данными о самых быстрорастущих странах | Отчет на 121 странице
Мировой рынок “ Рынок автомобильных гидропроводов Рост (состояние и перспективы) 2022-2028
По мере восстановления мировой экономики рост автомобильных гидропроводов в 2021 году существенно изменится по сравнению с предыдущим годом.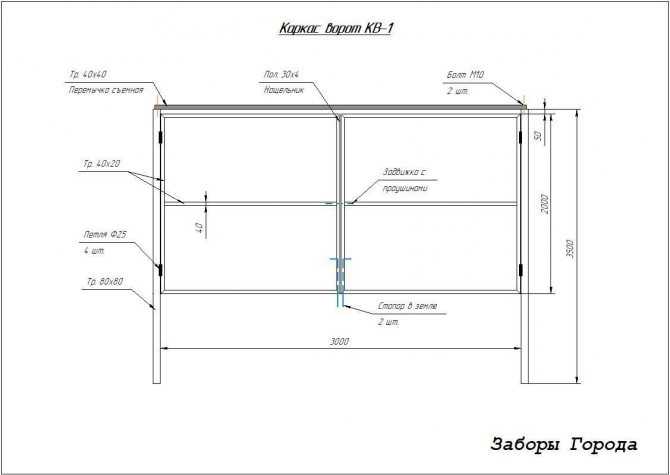 Согласно нашему последнему исследованию, объем мирового рынка автомобильных гидравлических трубок в 2022 году составит млн долларов США по сравнению с миллионами долларов США в 2021 году с изменением в % между 2021 и 2022 годами. Размер мирового рынка автомобильных гидравлических трубных продуктов достигнет миллионов долларов США в 2028 году растет в среднем на % за анализируемый период 2022–2028 гг.
Согласно нашему последнему исследованию, объем мирового рынка автомобильных гидравлических трубок в 2022 году составит млн долларов США по сравнению с миллионами долларов США в 2021 году с изменением в % между 2021 и 2022 годами. Размер мирового рынка автомобильных гидравлических трубных продуктов достигнет миллионов долларов США в 2028 году растет в среднем на % за анализируемый период 2022–2028 гг.
Ожидается, что в 2021 году объем рынка автомобильных жидких труб в США составит миллион долларов США, а среднегодовой темп роста составит примерно % в течение прогнозируемого периода 2022–2028 годов. Китай составляет % рынка для мирового рынка продуктов для автомобильных гидравлических труб, достигнув миллиона долларов США к 2028 году. Что касается европейского рынка автомобильных продуктов для гидравлических труб, прогнозируется, что Германия достигнет миллиона долларов США к 2028 году, отставая от среднегодового темпа роста в % в течение прогнозируемого периода. 2022-2028 гг. В Азиатско-Тихоокеанском регионе темпы роста других заметных рынков (Япония и Южная Корея) прогнозируются на уровне % и % соответственно в течение следующего 6-летнего периода.
Основные мировые игроки в области производства автомобильных жидких труб включают Gates, Dayco, Goodyear, Continental и т. д. С точки зрения выручки две крупнейшие компании в мире занимают почти % в 2021 году.
В этом отчете представлен всесторонний обзор, доли рынка и возможности роста рынка Автомобильная жидкость для труб по типу продукта, применению, ключевым игрокам, ключевым регионам и странам.
Получить образец отчета в формате PDF – https://www.precisionreports.co/enquiry/request-sample/21405889
Он также предоставляет точную информацию и новейший анализ, необходимые для разработки идеального бизнес-плана и определения правильного пути быстрого роста для всех участников отрасли. Обладая этой информацией, заинтересованные стороны будут более способны разрабатывать новые стратегии, которые сосредоточены на рыночных возможностях, которые принесут им пользу, делая их бизнес-начинания прибыльными в процессе.
Основными игроками, охваченными в отчете о рынке автомобильных жидких труб, являются:
Итоговый отчет добавит анализ влияния COVID-19 на эту отрасль.
ЧТОБЫ ПОНЯТЬ, КАК ВОЗДЕЙСТВИЕ COVID-19 ОХВАЧЕНО В ЭТОМ ОТЧЕТЕ – ЗАПРОСИТЕ ОБРАЗЕЦ
Рынок автомобильных гидропроводов – анализ конкуренции и сегментации:
и выручка игроков за период 2017-2022 гг. Отчет также включает описание компании, основной бизнес, представление продукта Автомобильные жидкости для труб, последние разработки и продажи Автомобильные жидкости для труб по регионам, типам, областям применения и каналам продаж.
Отчет о дальнейших исследованиях состояния развития рынка и будущих тенденций рынка Автомобильная жидкость для труб во всем мире. Кроме того, он разделяет рынок автомобильных гидравлических труб на сегменты по типам и по приложениям, чтобы полностью и глубоко исследовать и раскрывать профиль и перспективы рынка.
На основе типа продукта этот отчет отображает производство, выручку, цену, долю рынка и темпы роста каждого типа, в основном разделенные на:
На основе конечных пользователей/приложений в этом отчете основное внимание уделяется состоянию и перспективам основных приложений/конечных пользователей, потреблению (продажам), доле рынка и темпам роста для каждого приложения, включая:
Получить образец отчета о рынке продуктов для автомобильных гидравлических труб за 2022 год
Рынок продуктов для автомобильных гидравлических труб – региональный анализ:
Географически , этот отчет сегментирован по нескольким ключевым регионам с продажами, доходами, доля рынка и темпы роста автомобильных жидких труб в этих регионах с 2015 по 2027 год, охватывающих
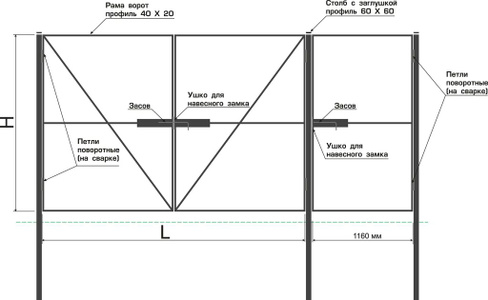 )
)Ответы на некоторые ключевые вопросы в этом отчете:
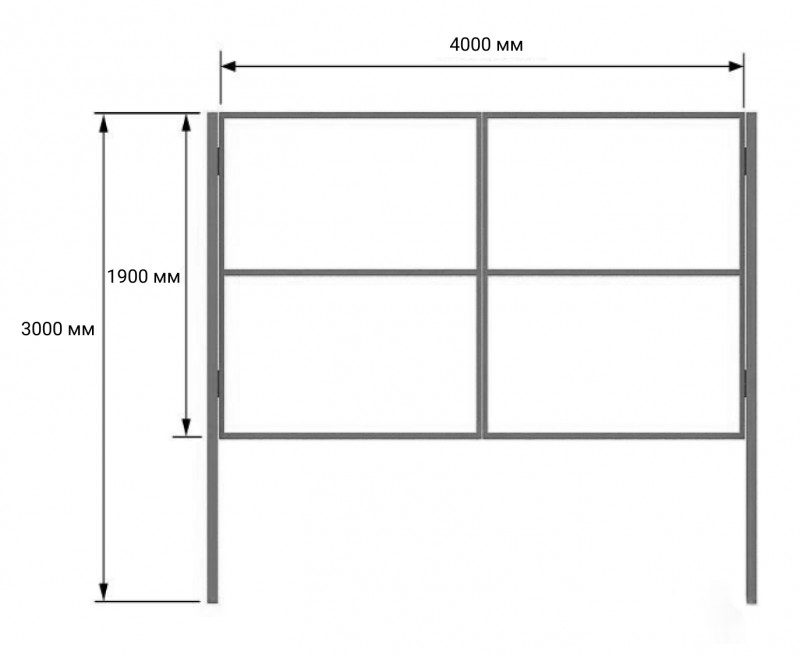 Каковы основные рыночные тенденции, влияющие на рост рынка Автомобильные жидкости для трубопроводов?
Каковы основные рыночные тенденции, влияющие на рост рынка Автомобильные жидкости для трубопроводов? Наши аналитики помогут вам получить индивидуальные данные для вашего отчета, которые могут быть изменены с точки зрения конкретного региона, приложения или любых статистических данных. Кроме того, мы всегда готовы выполнить исследование, которое триангулировано с вашими собственными данными, чтобы сделать исследование рынка более всесторонним с вашей точки зрения.
Запросите дополнительную информацию и поделитесь вопросами, если таковые имеются, перед покупкой в этом отчете по адресу: https://www.precisionreports.co/enquiry/pre-order-enquiry/21405889
Подробное оглавление глобального отчета об исследованиях рынка автомобильных гидравлических труб 2022
1 Содержание отчета
1.1 Введение в рынок
1.2 Годы рассмотрения
1.3 Цели исследования
1.4 Методология исследования рынка
1.5 Процесс исследования и источник данных
1.6 Экономические показатели
1.7 Учитываемая валюта
2 Краткий обзор
2.1 Обзор мирового рынка
2.1.1 Объем мирового рынка Автомобильные жидкости для труб в 2017-2028 гг. Сегмент трубной продукции по типу
2.2.1 Гибкая
2.2.2 Жесткая
2.3 Объем рынка автомобильной гидравлической трубы по типу
2.3.1 Автомобильная гидравлическая продукция Размер рынка CAGR по типу (2017 г. VS 2022 г. VS 2028 г.)
VS 2028 г.)
2.3.2 Размер мирового рынка автомобильных жидких труб Доля рынка по типу (2017-2022)
2.4 Автомобильные жидкие трубы Продукты сегмента по применению
2.4.1 Моторное масло
2.4.2 Трансмиссионная жидкость
2.4.3 Тормозная жидкость
2.4. 4 Охлаждающая жидкость
2.4.5 Жидкость для гидроусилителя руля
2.4.6 Жидкость для омывателя ветрового стекла
2.4.7 Другие
2.5 Объем рынка продуктов для автомобильных флюидов по приложениям
2.5.1 Объем рынка продуктов для автомобильных флюидов CAGR по приложениям (2017 г. VS 2022 г. VS 2028 г.) )
2.5.2 Размер мирового рынка Автомобильная жидкость Трубы Доля рынка по приложениям (2017-2022)
3 Объем рынка Автомобильная жидкость Трубы по игрокам
3.1 Объем рынка Автомобильные жидкости Трубы Доля рынка по игрокам
3.1.1 Глобальная Автомобильная жидкость Трубы Выручка от продуктов по игрокам (2020-2022 гг.)
3.1.2 Глобальная выручка от производства автомобильных флюидов Доля рынка по игрокам (2020-2022 гг. )
)
3.2 Глобальные продукты для автомобильных флюидов Ключевые игроки Головной офис и предлагаемые продукты
3.3 Анализ уровня концентрации рынка
3.3.1 Анализ конкурентной среды
3.3.2 Коэффициент концентрации (CR3, CR5 и CR10) и (2020-2022)
3.4 Новые продукты и потенциальные участники
3.5 Слияния и поглощения, расширение
4 Автомобильные жидкости Трубная продукция по регионам
4.1 Объем рынка автомобильной гидравлической продукции по регионам (2017–2022 гг.)
4.2 Рост размера рынка автомобильной гидравлической продукции в Северной и Южной Америке (2017–2022 гг.)
4.3 Рост размера рынка автомобильной гидравлической продукции в Азиатско-Тихоокеанском регионе (2017–2022 гг.)
4,4 Рост размера рынка Автомобильные жидкие трубы в Европе (2017-2022 гг.)
4,5 Ближний Восток и Африка Автомобильные жидкие трубы Продукты Рост размера рынка (2017-2022 гг.)
5 Америка
5,1 Америка Автомобильные жидкостные трубы Продукты Размер рынка по странам (2017-2017-2022 гг. ) 2022)
) 2022)
5.2 Объем рынка Автомобильные жидкостные трубы в Америке по типам (2017-2022)
5.30092 5.7 Бразилия
6 APAC
6.1 Объем рынка Автомобильная жидкость для труб в Азиатско-Тихоокеанском регионе по регионам (2017-2022 гг.) 2017–2022)
6,4 Китай
6,5 Япония
6,6 Корея
6,7 Юго-Восточная Азия
6,8 Индия
6,9 Австралия
7 Европа
7,1 Тип (2017-2022)
7.3 Объем рынка Автомобильные жидкостные трубы в Европе по приложениям (2017-2022)
7.4 Германия
7.5 Франция
7.6 Великобритания
7.7 Италия
7.8 Россия
8 Ближний Восток и Африка
8.1 Ближний Восток и Африка Автомобильные гидравлические трубы по регионам ( 2017-2022)
8.2 Ближний Восток и Африка Объем рынка Автомобильные масляные трубы по типам (2017-2022)
8.3 Ближний Восток и Африка Автомобильные масляные трубы Объем рынка по приложениям (2017-2022)
8.4 Египет
8.5 Южная Африка
8.6 Израиль
8.7 Турция
8.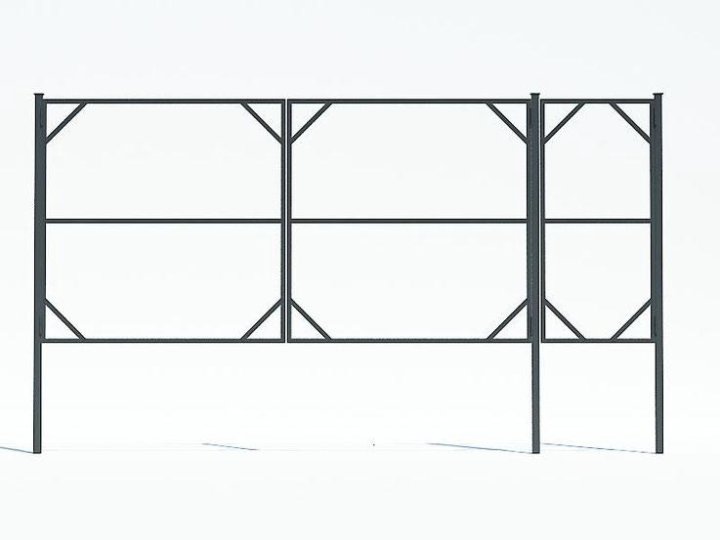 8 Страны Персидского залива
8 Страны Персидского залива
Глобальный прогноз производства автомобильных жидкостных труб по регионам (2023-2028 гг.)
10.1.1 Глобальный прогноз автомобильных жидкостных труб по регионам (2023-2028 гг.)
10.1.2 Америка Прогноз автомобильных жидкостных трубок
10.1.3 APAC Прогноз продуктов автомобильных жидкостных труб
10.1.4 Европа Автомобильные жидкостные продукты Прогноз
10.1.5 Ближний Восток и Африка Автомобильные жидкостные трубы Прогноз
10.2 Америка Автомобильные жидкостные трубы Прогноз продуктов по странам (2023-2028)
10.2 .1 США Прогноз рынка автомобильных гидравлических труб
10.2.2 Канада Прогноз рынка автомобильных гидравлических труб
10.2.3 Мексика Прогноз рынка автомобильных гидравлических труб
10.2.4 Бразилия Прогноз рынка автомобильных гидравлических труб
10.3 Прогноз развития рынка автомобильных гидравлических труб в Азиатско-Тихоокеанском регионе и регионе (2023-2028)
10.3.1 Прогноз рынка автомобильных гидравлических труб в Китае
10.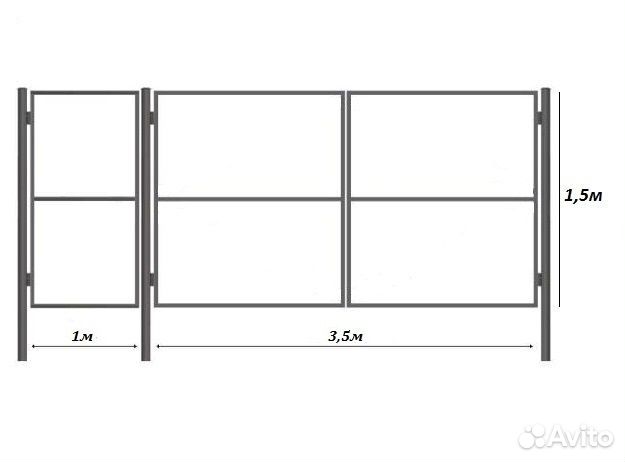 3.2 Прогноз рынка автомобильных гидравлических труб в Японии
3.2 Прогноз рынка автомобильных гидравлических труб в Японии
10.3.3 Прогноз рынка автомобильных гидравлических труб в Корее
10.3 .4 Юго-Восточная Азия Прогноз рынка автомобильных гидравлических труб
10.3.5 Индия Прогноз рынка автомобильных гидравлических труб
10.3.6 Австралия Прогноз рынка автомобильных гидравлических труб
10.4 Европа Автомобильные гидравлические продукты Прогноз по странам (2023-2028)
10.4.1 Германия Прогноз рынка автомобильных гидропроводов
10.4.2 Франция Прогноз рынка автомобильных гидропроводов
10.4.3 Великобритания Прогноз рынка автомобильных гидропроводов
10.4.4 Италия Прогноз рынка автомобильных гидропроводов
10.4.5 Россия Автомобиль Прогноз рынка автомобильных гидропроводов
10,5 Ближний Восток и Африка Автомобильные гидропроводы Прогноз по регионам (2023-2028)
10.5.1 Египет Прогноз рынка автомобильных гидропроводов
10.5.2 Южная Африка Прогноз рынка автомобильных гидропроводов
10.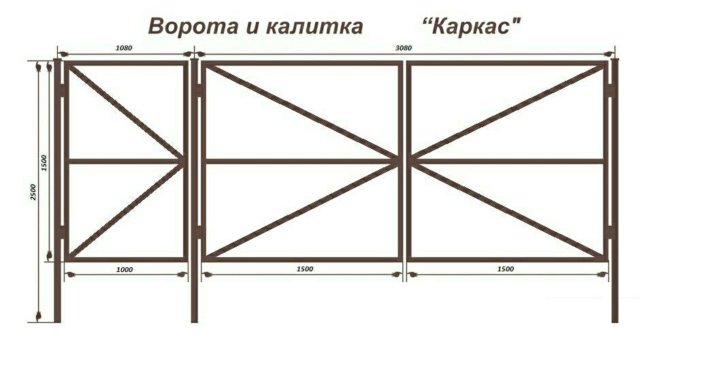 5.3 Прогноз рынка автомобильных гидравлических труб в Израиле
5.3 Прогноз рынка автомобильных гидравлических труб в Израиле
10.5.4 Турция Прогноз рынка автомобильных гидравлических труб
10.5.5 Страны Персидского залива Прогноз рынка автомобильных гидравлических труб
10.6 Глобальный прогноз автомобильных гидравлических труб по типам (2023-2028)
10.7 Глобальный прогноз продуктов для автомобильных гидравлических труб по применению (2023-2028)
11 Анализ ключевых игроков
11.1 Gates
11.1.1 Gates Информация о компании
11.1.2 Gates Автомобильные продукты для гидравлических труб Предлагаемый продукт
11.1.3 Доход, валовая прибыль и доля рынка продукции Gates для автомобильных гидравлических труб (2020–2022 гг.)
11.1.4 Обзор основного бизнеса Gates
11.1.5 Последние разработки Gates
11.2 Dayco
11.2.1 Информация о компании Dayco
11.2.2 Продукция для автомобильных гидравлических труб Dayco Предлагаемый продукт
11.2.3 Продукция для автомобильных гидравлических труб Dayco Выручка, валовая прибыль и доля рынка (2020–2022 гг. )
)
11.2.4 Обзор основного бизнеса Dayco
11.2.5 Последние разработки Dayco
11.3 Goodyear
11.3.1 Информация о компании Goodyear
11.3.2 Продукция Goodyear для автомобильных гидравлических труб Предлагаемый продукт
11.3.3 Продукция Goodyear для автомобильных гидравлических труб Выручка, валовая прибыль и доля рынка (2020-2022 гг.)
11.3.4 Обзор основного бизнеса Goodyear
11.3. 5 Последние разработки Goodyear
11.4 Continental
11.4.1 Информация о компании Continental
11.4.2 Продукция Continental для автомобильных гидравлических труб Предлагаемый продукт
11.4.3 Выручка, валовая прибыль и доля рынка продукции Continental для автомобильных гидравлических труб (2020–2022 гг.)
11.4.4 Основной бизнес-обзор Continental
11.4.5 Последние разработки Continental
11.5 Tokyo Rub
11.5.1 Tokyo Rub Информация о компании
11.5.2 Tokyo Rub Автомобильные гидравлические трубы Предлагаемый продукт
11.5.3 Tokyo Rub Автомобильные гидравлические трубы Продукция Доход , валовая прибыль и доля рынка (2020–2022 гг. )
)
11.5.4 Токио Руб. Обзор основного бизнеса
11.5.5 Токио Руб. Последние разработки
11.6 Hutchinson
11.6.1 Информация о компании Hutchinson
11.6.2 Продукция Hutchinson для автомобильных гидравлических труб Предлагаемый продукт
11.6.3 Выручка, валовая прибыль и доля рынка продукции для автомобильных гидравлических труб Hutchinson (2020–2022 гг.)
11.6.4 Обзор основного бизнеса Hutchinson
11.6.5 Последние разработки Hutchinson
11.7 Motorcraft
11.7.1 Информация о компании Motorcraft
11.7.7. Продукция для автомобильных гидравлических труб Motorcraft Предлагаемый продукт
11.7.3 Продукция для автомобильных гидравлических труб Motorcraft Выручка, валовая прибыль и доля рынка (2020–2022 гг.)
11.7.4 Обзор основного бизнеса Motorcraft
11.7.5 Последние разработки Motorcraft
11.8 Meyle
11.8.1 Информация о компании Meyle
11.8.2 Продукты Meyle для автомобильных гидравлических труб Предлагаемый продукт
11. 8.3 Meyle для автомобильных гидравлических труб Выручка, валовая прибыль и доля рынка (2020-2022)
8.3 Meyle для автомобильных гидравлических труб Выручка, валовая прибыль и доля рынка (2020-2022)
11.8.4 Основной бизнес-обзор Meyle
11.8.5 Meyle Последние разработки
11.9 Toyoda Gosei
11.9.1 Toyoda Gosei Информация о компании
11.9.2 Toyoda Gosei Автомобильные гидравлические трубы Предлагаемый продукт
11.9.3 Toyoda Gosei Автомобильные гидравлические трубы Выручка, валовая прибыль и доля рынка (2020 г.) -2022)
11.9.4 Toyoda Gosei Обзор основного бизнеса
11.9.5 Toyoda Gosei Последние разработки
11.10 Mishimoto
11.10.1 Информация о компании Mishimoto
11.10.2 Mishimoto Автомобильные трубы для жидкости Предлагаемая продукция
11.10.3 Mishimoto Revenue Автомобильные жидкости для труб Прибыль и доля рынка (2020–2022 гг.)
11.10.4 Обзор основного бизнеса Mishimoto
11.10.5 Последние разработки Mishimoto
11.11 MacKay
11.11.1 Информация о компании MacKay
11.11.2 Продукция MacKay для автомобильных гидравлических труб Предлагаемая продукция
11. 11.3 Выручка, валовая прибыль и доля рынка автомобильных гидравлических труб MacKay (2020–2022 гг.)
11.3 Выручка, валовая прибыль и доля рынка автомобильных гидравлических труб MacKay (2020–2022 гг.)
11.11.4 Обзор основного бизнеса MacKay
11.11.5 Последние разработки MacKay
11.12 Auto 7
11.12.1 Auto 7 Информация о компании
1 .2 Auto 7 Автомобильные гидравлические трубы Предлагаемый продукт
11.12.3 Auto 7 Автомобильные гидравлические трубы Выручка, валовая прибыль и доля рынка (2020-2022)
11.12.4 Auto 7 Основной обзор бизнеса
11.12.5 Auto 7 Последние разработки
11.13 ACDelco
11.13.1 Информация о компании ACDelco
11.13.2 Продукция для автомобильных гидравлических труб ACDelco Предлагаемый продукт
11.13.3 Продукция ACDelco для автомобильных гидравлических труб Выручка, валовая прибыль и доля рынка (2020–2022 гг.)
11.13.4 Основной бизнес-обзор ACDelco
11.13.5 Последние разработки ACDelco
11.14 Запчасти APA/URO
11.14.1 Запчасти APA/URO Информация о компании
11.14.2 Запчасти APA/URO Автомобильные гидравлические трубы Продукция Предлагаемый продукт
11. 14.3 APA/URO Запчасти Автомобильные гидравлические трубы Продукция Доход , валовая прибыль и доля рынка (2020–2022 гг.)
14.3 APA/URO Запчасти Автомобильные гидравлические трубы Продукция Доход , валовая прибыль и доля рынка (2020–2022 гг.)
11.14.4 Запчасти APA/URO Обзор основного бизнеса
11.14.5 Запчасти APA/URO Последние разработки
11.15 Omix-ADA
11.15.1 Omix-ADA Информация о компании
11.15.2 Omix-ADA Автомобильные гидравлические трубы Предлагаемая продукция
11.15 .3 Выручка, валовая прибыль и доля рынка продукции Omix-ADA для автомобильных гидравлических труб (2020–2022 гг.)
11.15.4 Обзор основного бизнеса Omix-ADA
11.15.5 Последние разработки Omix-ADA
11.16 Spectre
11.16.1 Информация о компании Spectre
11.16.2 Автомобильные жидкостные трубы Spectre Предлагаемый продукт
11.16.3 Выручка, валовая прибыль и доля рынка продукции Spectre для автомобильных гидравлических труб (2020–2022 гг.)
11.16.4 Обзор основного бизнеса Spectre
11.16.5 Последние разработки Spectre
11.17 Crown
11.17.1 Информация о компании Crown
11. 17.2 Продукция Crown для автомобильных гидравлических труб Предлагаемый продукт
17.2 Продукция Crown для автомобильных гидравлических труб Предлагаемый продукт
11.17.3 Продукция Crown для автомобильных гидравлических труб Выручка, валовая прибыль и доля рынка (2020–2022 гг.)
11.17.4 Обзор основного бизнеса Crown
11.17.5 Последние разработки Crown
11.18 Nufox
11.18.1 Информация о компании Nufox
11.18.2 Продукция для автомобильных гидравлических труб Nufox Предлагаемый продукт
11.18.3 Продукция для автомобильных гидравлических труб Nufox Выручка, валовая прибыль и доля рынка (2020–2022 гг.)
11.18.4 Обзор основного бизнеса Nufox
11.18.5 Nufox Latest Developments
11.19 Tianjin Pengling
11.19.1 Tianjin Pengling Информация о компании
11.19.2 Tianjin Pengling Автомобильные гидравлические трубы Предлагаемый продукт
11.19.3 Tianjin Pengling Автомобильные гидравлические трубы Доход и доля на рынке20 -2022)
11.19.4 Тяньцзинь Пэнлин Основной бизнес-обзор
11.19.5 Тяньцзинь Пэнлин Последние разработки
11. 20 Сычуань Чуаньхуань
20 Сычуань Чуаньхуань
11.20.1 Сычуань Чуаньхуань Информация о компании
11.20.2 Сычуань Чуаньхуань Автомобильная жидкостная труба Предлагаемый продукт Сычуань Чуаньхуань Труба
11.20.2 Продукция Выручка, валовая прибыль и доля рынка (2020-2022 гг.)
11.20.4 Сычуань Чуаньхуань Обзор основного бизнеса
11.20.5 Сычуань Чуаньхуань Последние разработки
11.21 Тяньцзинь Даган Резиновый шланг
11.21.1 Tianjin Dagang Rubberhose Информация о компании
11.21.2 Tianjin Dagang Rubberhose Автомобильные гидравлические трубы Предлагаемый продукт
11.21.3 Tianjin Dagang Rubberhose Автомобильные гидравлические трубы Выручка, валовая прибыль и доля рынка (2020-2022)
11.21.4 Tianjin Dagang Rubberhose Обзор основного бизнеса
11.21.5 Tianjin Dagang Rubberhose Последние разработки
11.22 Shandong Meichen
11.22.1 Shandong Meichen Информация о компании
11.22.2 Shandong Meichen Автомобильные гидравлические трубы Продукты Предлагаемый продукт
11. 22.3 Выручка, валовая прибыль и доля рынка автомобильных гидравлических труб Shandong Meichen (2020–2022 гг.) отчет (Цена 3660 долларов США за однопользовательскую лицензию) — https://www.precisionreports.co/purchase/21405889
22.3 Выручка, валовая прибыль и доля рынка автомобильных гидравлических труб Shandong Meichen (2020–2022 гг.) отчет (Цена 3660 долларов США за однопользовательскую лицензию) — https://www.precisionreports.co/purchase/21405889
О нас:
360 Research Reports — надежный источник рыночных отчетов, предоставить вам лидерство, необходимое вашему бизнесу. В 360 Research Reports наша цель — предоставить платформу для многих первоклассных исследовательских фирм по всему миру для публикации своих отчетов об исследованиях, а также помочь лицам, принимающим решения, найти наиболее подходящие решения для исследования рынка под одной крышей. Наша цель – предоставить наилучшее решение, которое точно соответствует требованиям заказчика. Это побуждает нас предоставлять вам специальные или синдицированные исследовательские отчеты.
Свяжитесь с нами:
Веб-сайт https://precisionreports.co
Электронная почта: [email protected]
Организация: Precision Reports
Телефон: +44 20 3239 8187/ +18042990 Распространяется прессой Express Wire
Чтобы просмотреть оригинальную версию на сайте Express Wire, посетите рынок автомобильных гидравлических труб в 2022 году: новые возможности роста, региональный анализ, углубленный качественный анализ, прогноз на 2022–2028 годы с данными о самых быстрорастущих странах | Отчет на 121 странице
Развертывание в базе данных SQL Azure — Azure Pipelines
Службы Azure DevOps | Azure DevOps Server 2022 — Azure DevOps Server 2019 | TFS 2018
Примечание
В Microsoft Team Foundation Server (TFS) 2018 и предыдущих версиях собрать и выпустить конвейеров называются определений , прогонов называются билды , служебных подключений называются конечными точками службы , этапы называются средами , и заданий называются этапами .
Вы можете автоматически развертывать обновления базы данных в базе данных SQL Azure после каждой успешной сборки.
DACPAC
Самый простой способ развернуть базу данных — создать пакет уровня данных или DACPAC. DACPAC можно использовать для упаковки и развертывания изменений схемы и данных. Вы можете создать DACPAC, используя Проект базы данных SQL в Visual Studio.
Чтобы развернуть DACPAC в базе данных SQL Azure, добавьте следующий фрагмент в файл azure-pipelines.yml.
— задача: SqlAzureDacpacDeployment@1
displayName: выполнить Azure SQL: DacpacTask
входы:
azureSubscription: '<подключение к службе Azure>'
ServerName: '<имя сервера базы данных>'
Имя базы данных: '<имя базы данных>'
SqlUsername: '<имя пользователя SQL>'
SqlPassword: '<пароль пользователя SQL>'
DacpacFile: '<Расположение файла Dacpac в $(Build.SourcesDirectory) после компиляции>'
г.YAML не поддерживается в TFS.
См. также сведения об аутентификации при использовании задачи развертывания базы данных SQL Azure.
Сценарии SQL
Вместо использования DACPAC вы также можете использовать сценарии SQL для развертывания базы данных. Вот простой пример сценария SQL, который создает пустую базу данных.
ИСПОЛЬЗОВАНИЕ [основной] ИДТИ ЕСЛИ НЕ СУЩЕСТВУЕТ (ВЫБЕРИТЕ имя ИЗ main.sys.databases, ГДЕ имя = N'DatabaseExample') СОЗДАТЬ БАЗУ ДАННЫХ [DatabaseExample] ИДТИ
Чтобы запускать сценарии SQL как часть конвейера, вам потребуются сценарии Azure PowerShell для создания и удаления правил брандмауэра в Azure. Без правил брандмауэра агент Azure Pipelines не может взаимодействовать с базой данных SQL Azure.
Следующий сценарий PowerShell создает правила брандмауэра. Вы можете зарегистрировать этот скрипт как SetAzureFirewallRule.ps1 в своем репозитории.
ARM
[CmdletBinding (DefaultParameterSetName = 'Нет')]
параметр
(
[Строка] [Параметр (обязательный = $true)] $ServerName,
[Строка] [Параметр (обязательный = $true)] $ResourceGroupName,
[Строка] $FirewallRuleName = "AzureWebAppFirewall"
)
$agentIP = (Новый объект net.webclient).downloadstring("https://api.ipify.org")
New-AzSqlServerFirewallRule -ResourceGroupName $ResourceGroupName -ServerName $ServerName -FirewallRuleName $FirewallRuleName -StartIPAddress $agentIp -EndIPAddress $agentIP
Классический
[CmdletBinding (DefaultParameterSetName = 'Нет')]
параметр
(
[Строка] [Параметр (обязательный = $true)] $ServerName,
[Строка] [Параметр (обязательный = $true)] $ResourceGroupName,
[Строка] $FirewallRuleName = "AzureWebAppFirewall"
)
$ErrorActionPreference = 'Стоп'
функция New-AzureSQLServerFirewallRule {
$agentIP = (Новый объект net. webclient).downloadstring("https://api.ipify.org")
New-AzureSqlDatabaseServerFirewallRule -StartIPAddress $agentIp -EndIPAddress $agentIp -FirewallRuleName $FirewallRuleName -ServerName $ServerName -ResourceGroupName $ResourceGroupName
}
функция Update-AzureSQLServerFirewallRule{
$agentIP= (Новый объект net.webclient).downloadstring("https://api.ipify.org")
Set-AzureSqlDatabaseServerFirewallRule -StartIPAddress $agentIp -EndIPAddress $agentIp -FirewallRuleName $FirewallRuleName -ServerName $ServerName -ResourceGroupName $ResourceGroupName
}
if ((Get-AzureSqlDatabaseServerFirewallRule -ServerName $ServerName -FirewallRuleName $FirewallRuleName -ResourceGroupName $ResourceGroupName -ErrorAction SilentlyContinue) -eq $null)
{
New-AzureSQLServerFirewallRule
}
еще
{
Обновление — AzureSQLServerFirewallRule
}
 webclient).downloadstring("https://api.ipify.org")
New-AzureSqlDatabaseServerFirewallRule -StartIPAddress $agentIp -EndIPAddress $agentIp -FirewallRuleName $FirewallRuleName -ServerName $ServerName -ResourceGroupName $ResourceGroupName
}
функция Update-AzureSQLServerFirewallRule{
$agentIP= (Новый объект net.webclient).downloadstring("https://api.ipify.org")
Set-AzureSqlDatabaseServerFirewallRule -StartIPAddress $agentIp -EndIPAddress $agentIp -FirewallRuleName $FirewallRuleName -ServerName $ServerName -ResourceGroupName $ResourceGroupName
}
if ((Get-AzureSqlDatabaseServerFirewallRule -ServerName $ServerName -FirewallRuleName $FirewallRuleName -ResourceGroupName $ResourceGroupName -ErrorAction SilentlyContinue) -eq $null)
{
New-AzureSQLServerFirewallRule
}
еще
{
Обновление — AzureSQLServerFirewallRule
}
webclient).downloadstring("https://api.ipify.org")
New-AzureSqlDatabaseServerFirewallRule -StartIPAddress $agentIp -EndIPAddress $agentIp -FirewallRuleName $FirewallRuleName -ServerName $ServerName -ResourceGroupName $ResourceGroupName
}
функция Update-AzureSQLServerFirewallRule{
$agentIP= (Новый объект net.webclient).downloadstring("https://api.ipify.org")
Set-AzureSqlDatabaseServerFirewallRule -StartIPAddress $agentIp -EndIPAddress $agentIp -FirewallRuleName $FirewallRuleName -ServerName $ServerName -ResourceGroupName $ResourceGroupName
}
if ((Get-AzureSqlDatabaseServerFirewallRule -ServerName $ServerName -FirewallRuleName $FirewallRuleName -ResourceGroupName $ResourceGroupName -ErrorAction SilentlyContinue) -eq $null)
{
New-AzureSQLServerFirewallRule
}
еще
{
Обновление — AzureSQLServerFirewallRule
}
Следующий сценарий PowerShell удаляет правила брандмауэра. Вы можете вернуть этот сценарий как RemoveAzureFirewallRule.ps1 в свой репозиторий.
ARM
[CmdletBinding (DefaultParameterSetName = 'Нет')] параметр ( [Строка] [Параметр (обязательный = $true)] $ServerName, [Строка] [Параметр (обязательный = $true)] $ResourceGroupName, [Строка] $FirewallRuleName = "AzureWebAppFirewall" ) Remove-AzSqlServerFirewallRule -ServerName $ServerName -FirewallRuleName $FirewallRuleName -ResourceGroupName $ResourceGroupName
Классический
[CmdletBinding (DefaultParameterSetName = 'Нет')]
параметр
(
[Строка] [Параметр (обязательный = $true)] $ServerName,
[Строка] [Параметр (обязательный = $true)] $ResourceGroupName,
[Строка] $FirewallRuleName = "AzureWebAppFirewall"
)
$ErrorActionPreference = 'Стоп'
if ((Get-AzureSqlDatabaseServerFirewallRule -ServerName $ServerName -FirewallRuleName $FirewallRuleName -ResourceGroupName $ResourceGroupName -ErrorAction SilentlyContinue))
{
Remove-AzureSqlDatabaseServerFirewallRule -FirewallRuleName $FirewallRuleName -ServerName $ServerName -ResourceGroupName $ResourceGroupName
}
- YAML
- Классический
Добавьте следующее в файл azure-pipelines. yml, чтобы запустить сценарий SQL.
yml, чтобы запустить сценарий SQL.
переменных:
AzureSubscription: '<Подключение к службе Azure>'
ServerName: '<имя сервера базы данных>'
ServerFqdn: '<полное доменное имя базы данных SQL>'
Имя базы данных: '<имя базы данных>'
AdminUser: '<имя пользователя SQL>'
AdminPassword: '<пароль пользователя SQL>'
SQLFile: '<Расположение файла SQL в $(Build.SourcesDirectory)>'
шаги:
- задача: AzurePowerShell@5
displayName: сценарий Azure PowerShell: FilePath
входы:
azureSubscription: '$(AzureSubscription)'
ScriptPath: '$(Build.SourcesDirectory)\scripts\SetAzureFirewallRule.ps1'
ScriptArguments: '-ServerName $(ServerName) -ResourceGroupName $(ResourceGroupName)'
azurePowerShellVersion: последняя версия
- задача: CmdLine@2
displayName: запустить Sqlcmd
входы:
имя файла: Sqlcmd
аргументы: '-S $(ServerFqdn) -U $(AdminUser) -P $(AdminPassword) -d $(DatabaseName) -i $(SQLFile)'
- задача: AzurePowerShell@5
displayName: сценарий Azure PowerShell: FilePath
входы:
azureSubscription: '$(AzureSubscription)'
ScriptPath: '$(Build. SourcesDirectory)\scripts\RemoveAzureFirewallRule.ps1'
ScriptArguments: '-ServerName $(ServerName) -ResourceGroupName $(ResourceGroupName)'
azurePowerShellVersion: последняя версия
г. SourcesDirectory)\scripts\RemoveAzureFirewallRule.ps1'
ScriptArguments: '-ServerName $(ServerName) -ResourceGroupName $(ResourceGroupName)'
azurePowerShellVersion: последняя версия
SourcesDirectory)\scripts\RemoveAzureFirewallRule.ps1'
ScriptArguments: '-ServerName $(ServerName) -ResourceGroupName $(ResourceGroupName)'
azurePowerShellVersion: последняя версия
YAML не поддерживается в TFS.
Подключение службы Azure
Задача Развертывание базы данных SQL Azure — это основной механизм развертывания базы данных в Azure. Для этой задачи, как и для других встроенных задач Azure, в качестве входных данных требуется подключение к службе Azure. В подключении к службе Azure хранятся учетные данные для подключения из Azure Pipelines или TFS к Azure.
Самый простой способ начать выполнение этой задачи — войти в систему как пользователь, владеющий как организацией Azure DevOps, так и подпиской Azure. В этом случае вам не придется вручную создавать сервисное подключение. В противном случае, чтобы узнать, как создать подключение к службе Azure, см. раздел Создание подключения к службе Azure.
Чтобы узнать, как создать подключение к службе Azure, см. раздел Создание подключения к службе Azure.
раздел Создание подключения к службе Azure.
Условное развертывание
Вы можете развернуть в своей базе данных Azure только определенные сборки.
- YAML
- Классический
Чтобы сделать это в YAML, вы можете использовать один из следующих методов:
- Выделите шаги развертывания в отдельное задание и добавьте условие в это задание.
- Добавьте условие к шагу.
В следующем примере показано, как использовать условия шага для развертывания только тех сборок, которые происходят из основной ветви.
— задача: SqlAzureDacpacDeployment@1
условие: и (успешно (), eq (переменные ['Build.SourceBranch'], 'refs/heads/main'))
входы:
azureSubscription: '<подключение к службе Azure>'
ServerName: '<имя сервера базы данных>'
Имя базы данных: '<имя базы данных>'
SqlUsername: '<имя пользователя SQL>'
SqlPassword: '<пароль пользователя SQL>'
DacpacFile: '<Расположение файла Dacpac в $(Build. SourcesDirectory) после компиляции>'
 SourcesDirectory) после компиляции>'
SourcesDirectory) после компиляции>'
Дополнительные сведения об условиях см. в разделе Указание условий.
YAML не поддерживается в TFS.
Дополнительные действия SQL
Развертывание SQL Azure Dacpac может не поддерживать все действия SQL Server что вы хотите исполнить. В этих случаях вы можете просто использовать PowerShell или сценарии командной строки для запуска нужных вам команд. В этом разделе показаны некоторые распространенные варианты использования средства SqlPackage.exe. В качестве предварительного условия для запуска этого инструмента вы должны использовать локальный агент и установить инструмент на своем агенте.
Примечание
Если вы запускаете SQLPackage из папки, в которой он установлен, вы должны добавить к пути префикс и и заключить его в двойные кавычки.
Базовый синтаксис
<Путь к SQLPackage.exe> <Аргументы к SQLPackage.exe>
Вы можете использовать любой из следующих сценариев SQL в зависимости от действия, которое вы хотите выполнить
Создает моментальный снимок базы данных (. dacpac) с работающего SQL-сервера или базы данных Microsoft Azure SQL.
dacpac) с работающего SQL-сервера или базы данных Microsoft Azure SQL.
Синтаксис команды:
SqlPackage.exe /TargetFile:"<Целевое расположение файла dacpac>" /Action:Extract /SourceServerName:".database.windows.net" /SourceDatabaseName:" " /SourceUser:" " /SourcePassword:" "
или
SqlPackage.exe /action:Extract /tf:"<Целевое расположение файла dacpac>" /SourceConnectionString:"Источник данных=имя_сервера;начальный каталог=имя_базы_данных;встроенная безопасность=SSPI;сохраняемая информация о безопасности=ложь;"
Пример:
SqlPackage.exe /TargetFile:"C:\temp\test.dacpac" /Action:Extract /SourceServerName:"DemoSqlServer.database.windows.net" /SourceDatabaseName: "Testdb" /SourceUser: "ajay" /SourcePassword: "SQLPassword"
Справка:
sqlpackage.exe /Action:Extract /?
Публикация
Инкрементально обновляет схему базы данных, чтобы она соответствовала схеме исходного файла . dacpac. Если база данных не существует на сервере, операция публикации создаст ее. В противном случае существующая база данных будет обновлена.
dacpac. Если база данных не существует на сервере, операция публикации создаст ее. В противном случае существующая база данных будет обновлена.
Синтаксис команды:
SqlPackage.exe /SourceFile:"<расположение файла Dacpac>" /Action:Publish /TargetServerName:".database.windows.net" /TargetDatabaseName:" " /TargetUser:" " /TargetPassword:" "
Пример:
SqlPackage.exe /SourceFile:"E:\dacpac\ajyadb.dacpac" /Action:Publish /TargetServerName:"DemoSqlServer.database.windows.net" /TargetDatabaseName: "Testdb4" /TargetUser: "ajay" /TargetPassword: "SQLPassword"
Справка:
sqlpackage.exe /Action:Publish /?
Экспорт
Экспортирует действующую базу данных, включая схему базы данных и пользовательские данные, из базы данных SQL Server или Microsoft Azure SQL в пакет BACPAC (файл .bacpac).
Синтаксис команды:
SqlPackage..database.windows.net" /SourceDatabaseName:" " /SourceUser:" " /SourcePassword:" "
 exe /TargetFile:"<Целевое расположение для файла bacpac>" /Action:Export /SourceServerName:"
exe /TargetFile:"<Целевое расположение для файла bacpac>" /Action:Export /SourceServerName:"Пример:
SqlPackage.exe /TargetFile:"C:\temp\test.bacpac" /Action:Export /SourceServerName:"DemoSqlServer.database.windows.net" /SourceDatabaseName: "Testdb" /SourceUser: "ajay" /SourcePassword: "SQLPassword"
Справка:
sqlpackage.exe /Action:Export /?
Import
Импортирует схему и данные таблицы из пакета BACPAC в новую пользовательскую базу данных в экземпляре SQL Server или Microsoft Azure SQL Database.
Синтаксис команды:
SqlPackage.exe /SourceFile:"<расположение файла Bacpac>" /Action:Import /TargetServerName:".database.windows.net" /TargetDatabaseName:" " /TargetUser:" " /TargetPassword:" "
Пример:
SqlPackage.
 exe /SourceFile:"C:\temp\test.bacpac" /Action:Import /TargetServerName:"DemoSqlServer.database.windows.net"
/TargetDatabaseName: "Testdb" /TargetUser: "ajay" /TargetPassword: "SQLPassword"
exe /SourceFile:"C:\temp\test.bacpac" /Action:Import /TargetServerName:"DemoSqlServer.database.windows.net"
/TargetDatabaseName: "Testdb" /TargetUser: "ajay" /TargetPassword: "SQLPassword"
Справка:
sqlpackage.exe /Action:Import /?
DeployReport
Создает XML-отчет об изменениях, которые будут сделаны в результате действия публикации.
Синтаксис команды:
SqlPackage.exe /SourceFile:"<расположение файла Dacpac>" /Action:DeployReport /TargetServerName:".database.windows.net" /TargetDatabaseName:" " /TargetUser:" " /TargetPassword:" " /OutputPath:"<Путь к выходному файлу XML для отчета о развертывании>"
Пример:
SqlPackage.exe /SourceFile: "E: \dacpac\ajyadb.dacpac" /Action:DeployReport /TargetServerName:"DemoSqlServer.database.windows.net" /TargetDatabaseName: "Testdb" /TargetUser: "ajay" /TargetPassword: "SQLPassword" /OutputPath: "C:\temp\deployReport.
 xml"
xml"
Справка:
sqlpackage.exe /Action:DeployReport /?
DriftReport
Создает XML-отчет об изменениях, внесенных в зарегистрированную базу данных с момента ее последней регистрации.
Синтаксис команды:
SqlPackage.exe /Action:DriftReport /TargetServerName:".database.windows.net" /TargetDatabaseName:" " /TargetUser:"<Имя пользователя>" /TargetPassword:"<Пароль>" /OutputPath:"<Путь к выходному файлу XML для отчета о смещении>"
Пример:
SqlPackage.exe /Action:DriftReport /TargetServerName:"DemoSqlServer.database.windows.net" /TargetDatabaseName:"Testdb" /TargetUser:"ajay" /TargetPassword:"SQLPassword" /OutputPath:"C:\temp\driftReport.xml"
Справка:
sqlpackage.exe /Action:DriftReport /?
Сценарий
Создает сценарий добавочного обновления Transact-SQL, который обновляет схему цели, чтобы она соответствовала схеме источника.
Синтаксис команды:
SqlPackage.exe /SourceFile:"<расположение файла Dacpac>" /Action:Script /TargetServerName:".database.windows.net" /TargetDatabaseName:" " /TargetUser:" " /TargetPassword:" " /OutputPath:"<путь к выходному файлу сценария SQL>"
Пример:
SqlPackage.exe /Action:Script /SourceFile:"E:\dacpac\ajyadb.dacpac" /TargetServerName:"DemoSqlServer.database.windows.net" /TargetDatabaseName: "Testdb" /TargetUser: "ajay" /TargetPassword: "SQLPassword" /OutputPath: "C:\temp\test.sql" /Variables:StagingDatabase="Значение переменной промежуточной базы данных"
Справка:
sqlpackage.exe /Action:Script /?
Расширение международного аэропорта Маската – технология аэропорта
Дальнейшее развитие международного аэропорта Маската включает модернизацию существующего терминала, строительство нового здания терминала и, в конечном итоге, грузового терминала.
Зал регистрации и зона выдачи багажа были расширены на 30%, чтобы повысить комфорт пассажиров.
Существующая взлетно-посадочная полоса модернизируется, чтобы сделать ее пригодной для таких самолетов, как Airbus 380.
Международный аэропорт Маската (бывший международный аэропорт Seeb) расположен примерно в 32 км к западу от Маската, столицы Султаната Оман. Аэропорт является узловым аэропортом для национального перевозчика Oman Air и воротами в Оман, улучшая сообщение с международными направлениями, такими как Персидский залив, Ближний Восток, Европа и Дальний Восток. Он управляется компанией по управлению аэропортами Омана (OAMC).
«В настоящее время аэропорт расширяется на 1,8 миллиарда долларов».
В 2013 году аэропорт обслужил 8,31 миллиона пассажиров и зарегистрировал 81 244 рейса воздушных судов. Грузооборот за год составил 102 040 тонн.
В настоящее время в аэропорту проводится реконструкция стоимостью 1,8 миллиарда долларов для увеличения пропускной способности. Первый этап расширения начался в декабре 2014 года. Первый этап включал новую взлетно-посадочную полосу, диспетчерскую вышку и здание гражданской авиации.
Первый этап расширения начался в декабре 2014 года. Первый этап включал новую взлетно-посадочную полосу, диспетчерскую вышку и здание гражданской авиации.
Особенности терминала международного аэропорта Маската
В аэропорту есть один пассажирский терминал и один грузовой терминал. В здании пассажирского терминала есть помещения для отправления и прибытия, магазины беспошлинной торговли и VIP-здание. Он имеет 58 стоек регистрации, десять иммиграционных стоек прибытия, шесть стоек вылета и эмиграции, три электронных выхода на посадку и вылет, 17 выходов на посадку при вылете и девять стоек трансфера.
Он также имеет три ленты конвейера для выдачи багажа и несколько рентгеновских аппаратов – четыре для предварительной регистрации, три для постэмиграционной, четыре для пересадки пассажиров и четыре для прибытия.
Расширение аэропорта Маската
Компания по управлению аэропортами Омана SAOC (OAMC), закрытое акционерное общество, принадлежащее правительству Султаната Оман, осуществляет план расширения аэропорта. Проект стоимостью 1,8 миллиарда долларов, согласно последним правительственным данным, включает в себя расширение существующего терминала и строительство нового терминала.
Проект стоимостью 1,8 миллиарда долларов, согласно последним правительственным данным, включает в себя расширение существующего терминала и строительство нового терминала.
«В 2013 году аэропорт обслужил 8,31 млн пассажиров».
Расширение будет осуществляться в четыре этапа. На первом этапе пассажиропоток существующего терминала будет увеличен до 12 млн пассажиров. На втором, третьем и четвертом этапах вместимость будет увеличена до 24, 36 и 48 миллионов пассажиров соответственно.
Оман Арабский банк, Европа Арабский банк и Арабский банк предоставили кредит в размере 410 миллионов долларов США для проекта расширения.
В рамках проекта в апреле 2009 года был построен причал, примыкающий к нынешнему терминалу. Это обеспечило дополнительные 17 000 м² площади для движения пассажиров и торговых площадей. Чтобы улучшить качество обслуживания пассажиров, существующий терминал был модернизирован на 1800 мест, прилавков с розничной продукцией и точек питания и напитков.
На первом этаже построен новый пирс с восемью новыми выходами на посадку автобусов. Теперь пирс может принять более 3000 пассажиров, по 160 мест у каждого из 21 выхода на посадку.
Строительство нового терминала
Строительство нового здания пассажирского терминала также является частью плана расширения. В здании будет 32 посадочных трапа, дополнительная взлетно-посадочная полоса и диспетчерская вышка.
Здание терминала имеет чистую площадь 334 995 м² и будет обслуживать 12 миллионов пассажиров в год. В нем будут торговые центры, рестораны, кафе, элегантные салоны и четырехзвездочный отель на 90 мест, последний предназначен для транзитных пассажиров. В дизайне терминала будут сочетаться современные и традиционные оманские мотивы.
Размер здания велик для такой вместимости, но, по словам инженеров-консультантов COWI, цель состоит в том, чтобы обеспечить высокий уровень комфорта в терминале. Маскат станет крупным транзитным аэропортом, поэтому для облегчения потока пассажиров требуется больше места.
Кроме того, в состав терминала войдет грузовой терминал мощностью 260 000 т грузов в год.
В новом терминале будет десять залов посадки на автобусы и 29 телетрапов.
Регистрация в международном аэропорту Маската
В 2008 году вместимость зала регистрации была увеличена на 30%, что позволило увеличить площадь на 800 м². Расширение добавило 20 стоек регистрации и соответствующие места для очереди и прохода в зале регистрации.
В сентябре 2008 г. была внедрена новая система электронной иммиграции для облегчения процесса регистрации пассажиров, имеющих удостоверения личности с гражданским статусом или карты резидента. Пассажиры-резиденты Омана и иностранные граждане, у которых есть эти карты, могут напрямую пройти к новым электронным воротам. Им не нужно проходить через иммиграционные стойки, чтобы поставить штамп в паспорте. Ворота помогли автоматизировать процесс въезда и выезда, а также сократить время ожидания путешественников.
Расширение включает в себя увеличение стоек регистрации до 86, удаленных стоянок для самолетов до 30, стоек вылета эмиграции до 31 и стоек прибытия иммигрантов до 56. на 30%. Расширение зала обеспечило дополнительную карусель выдачи, которая увеличила пропускную способность и время доставки багажа. Кроме того, пропускная способность одной из существующих багажных лент была увеличена вдвое.
на 30%. Расширение зала обеспечило дополнительную карусель выдачи, которая увеличила пропускную способность и время доставки багажа. Кроме того, пропускная способность одной из существующих багажных лент была увеличена вдвое.
Зал вылета в зоне общего доступа и зона ожидания перед рентгеном досмотра багажа расширяются на дополнительные 700 м², что обеспечивает пассажирам место в очереди для досмотра багажа.
Центр управления воздушным движением
Новый центр управления воздушным движением был открыт в аэропорту в рамках плана расширения в августе 2014 года. В отличие от предыдущей системы, в которой использовались четыре экрана, новая система имеет один 56-дюймовый экран, который помогает интегрировать все объекты.
Система, разработанная испанской компанией Indra, помогает авиадиспетчерам напрямую получать дополнительную информацию с самолета на экран радара, используя сеть безопасности.
Contractors
OAMC назначила совместное предприятие COWI, Copenhagen Airports и Larsen Architects главным консультантом по расширению аэропорта. ADPI, дочерняя компания Aeroports de Paris, была назначена консультантом по управлению проектом.
ADPI, дочерняя компания Aeroports de Paris, была назначена консультантом по управлению проектом.
Контракт на оперативную готовность и трансфер из аэропорта (ORAT) был заключен с аэропортом Мюнхена. Indra был подрядчиком систем управления воздушным движением, а Thales был подрядчиком навигационных средств. Подрядчиком строительства здания штаб-квартиры гражданской авиации является компания Towell Construction.
Слова по дноуглубительным работам и рекультивации почвы были заключены по контракту с Boskalis Westminister. Контракт на улучшение и укрепление почвы был заключен с Solitanche Pachy. Компания Desert Line Projects получила контракт на работы по укладке дорожного покрытия, установке водопропускных труб и строительстве каналов для сброса воды в вади.
Компания Raytheon заключила контракт на проектирование, поставку, установку и ввод в эксплуатацию нового радара. Galfar Engineering and Contracting заключила контракт на строительство каменной насыпи для новой взлетно-посадочной полосы и рулежной дорожки. Контракт на перенос водопроводных сетей и защитных ограждений был заключен с компанией Al Matar.
Контракт на перенос водопроводных сетей и защитных ограждений был заключен с компанией Al Matar.
Компания Ghafari Associates получила контракт на выполнение работ по проектированию и строительству работ по техническому обслуживанию, ремонту и капитальному ремонту ангаров и грузовых сооружений. Компания Al-Hatmy Engineering получила контракт на проектирование и шеф-монтаж объектов бортового питания.
Взлетно-посадочные полосы
В аэропорту две взлетно-посадочные полосы. Первая взлетно-посадочная полоса (20 февраля) имеет длину 750 м и заасфальтирована. Вторая взлетно-посадочная полоса (26.08) имеет длину 3160 м и асфальтовое покрытие.
Взлетно-посадочные полосы расширяются до 4000 м в длину и 60 м в ширину. Обе взлетно-посадочные полосы смогут принимать самолеты Airbus 380 после расширения. Первое расширение взлетно-посадочной полосы было завершено в декабре 2014 г.
Дорожная инфраструктура
В дополнение к высокоскоростным поездам для пригородных пассажирских перевозок, частью проекта также будет автомагистраль в аэропорт с тремя полосами движения в каждом направлении. Автостоянка предназначена для одновременного размещения до 8000 автомобилей.
Автостоянка предназначена для одновременного размещения до 8000 автомобилей.
«ВПП расширяются до 4000 м в длину и 60 м в ширину».
Во избежание затопления взлетно-посадочной полосы и дорог во время проливных дождей в стране на первом этапе площадка была поднята на три метра. Для этого на площадку было доставлено около 12 миллионов кубометров пустынного песка и щебня. Компания Larsen A&CE была архитектором проекта дренажа.
Чтобы защитить остальную территорию аэропорта и другие близлежащие жилые дома от наводнений, необходимо было построить три гигантских выхода или водопропускных труб к Оманскому заливу. Суммарная пропускная способность этих трех водопропускных труб составляет 500 м³ воды в секунду.
Строительство
В мае 2009 года совместному предприятию, принадлежащему Consolidated Contractors (CCC) из Греции и TAV Insat из Турции, был присужден контракт на сумму 1,8 миллиарда долларов на выполнение строительных работ в аэропорту.
«Аэропорт является хабом национального перевозчика Oman Air».
Контракт включает в себя будущее строительство новой взлетно-посадочной полосы, рулежной дорожки, стоянки перрона, обустройство территории и подъездных дорог к аэропорту, работы по благоустройству территории, электрические подстанции, холодильные установки, систему топливных гидрантов и все электромеханические работы.
Контракт на строительство новой башни УВД на сумму 141 миллион долларов был заключен с компанией Carillion Alawi. Контракт на строительство здания пассажирского терминала был заключен с совместным предприятием Bechtel-ENKA-Bahwan Engineering Company.
Средства технического обслуживания
Услуги по техническому обслуживанию линии наземного обслуживания предоставляются Oman Air.
Автостоянка в аэропорту
В аэропорту есть три основных автостоянки и одна затененная парковка премиум-класса. Первая автостоянка рассчитана на 608 автомобилей и расположена к востоку от входа в аэропорт. Номер два расположен напротив здания пассажирского терминала и может вместить до 288 автомобилей.