Как заварить катушку под просвет — Сварка трубопроводов
#1 afftagen
Отправлено 18 October 2013 18:07
Популярное сообщение!
Этот вопрос, с некоторой периодичностью, задают на нашем и не только форумах, а потому, чтобы не плодить однотипные ответы, я решился на создание этой, основанной на собственном скромном опыте и навыках, темы. В данном случае мы рассмотрим ручную дуговую сварку допускных катушек ручной дуговой сваркой электродами с основным покрытием. Не нужно бояться пробовать. Под просвет трубы варят не боги и не маги, а такие же смертные, как и мы с вами. Мандраж, который часто сопутствует сдаче допускных стыков не только наносит удар здоровью и душевному равновесию, но часто является основной причиной некрасивых результатов. Понятно, что это важно, это ваша репутация и хлеб, но всё же постарайтесь относиться к процессу максимально легко и несколько отстранённо.
Сейчас, как и во множестве других решающих моментов, нам нужна светлая голова и твёрдые руки.
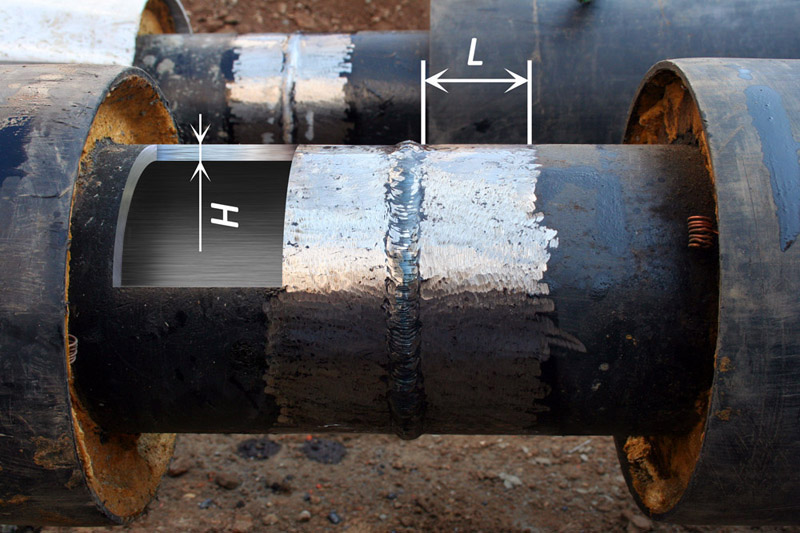
Катушки чистим от ржавчины, масла, задиров, заусенцев. Выводим притупление 1,5-2,5 мм (на толщине стенки 3 мм и меньше фаску не делаем). Выставляем зазор 2-3 мм (больше толщина стенки — шире зазор), обычно берётся толщина металлического стержня электрода, оббитый электрод зачастую и выступает в качестве зазорника. Выставляем ток 50-60 А (на выносном пульте инвертора Кемппи это троечка) и зажигаем дугу на какой-либо металлической поверхности, пробуем. Ток должен быть максимально малым и вместе с тем обеспечивать стабильное горение дуги. Важно выставить правильный ток. Попробуйте слегка, без усердия, прижать электрод к сварочной ванне – прилипать он не должен. В этом режиме и будем варить. Прихватываем катушки между собой с соблюдением технологических требований. Закрепляем заготовку в неповоротном вертикальном (или, если требуется, горизонтальном) положении будущего шва, обеспечив себе удобный доступ ко всей поверхности сварки.
Военная хитрость. Если над душой не стоит проверяющий, разверните катушку вниз самой длинной прихваткой, на ней вы разожжёте дугу и с неё же поведёте корень. В ином случае не мудрите.
Корень.
Определяем самую нижнюю точку трубы, запоминаем по какой-нибудь рядом прилипшей козявке или пятнышку и зажигаем дугу чуть дальше от этого места (10-30 мм). Господа сантехники! Не нужно зажигать и гасить электрод с тела трубы! Исключительно и обязательно с поверхности фаски , либо её внешнего края!
На потолке без лишних движений держим кончик электрода в зазоре, уводя понемногу вверх по мере сгорания (он словно сам продвигается). Ведите электрод чуть выше кромки формирующегося корня, чуть придавливая кончик электрода добиваемся горения дуги внутри трубы с формированием обратного валика, также следя за оплавлением обоих кромок: вы сразу заметите, если дуга бежит по одной, не оплавляя другую, на жаргоне сварщиков электроды “козырятся”, в этом случае останавливаемся и делаем “заход”.
Выводя на положение приблизительно 40 минут (представьте срез трубы как циферблат часов) начинаем “раскачивать” горящий кончик электрода приблизительно на полдиаметра от кромки к кромке, оплавляя их и получив едва заметное “окно”, через которое вы опять же контролируете формирование валика. Уточнение. На малых толщинах и диаметрах это окно лишь угадывается, ни к чему его разваливать в дыру. Держите кончик электрода без колебаний, меняя лишь позиционирование держака чтобы на максимально низком токе обеспечить горение дуги, “шустрите”.

Выводя на 50 минут желательно наклонить держатель от себя, обеспечив горение дуги непосредственно на край валика. В отличии от потолка, придавливать горящий кончик ни в коем случае не нужно и даже противопоказано, прожоги нам не нужны.
Прихватки по мере продвижения дуги лучше полностью срезать (с требуемой развальцовкой кромок). В этом случае вы получите максимально ровный обратный валик. Выходя с “захода” и на “заход” добивайтесь оплавление края, часто для этого нужно на долю секунды придержать электрод.
Заполнение, это просто. Зачищаем корень до чистого металла. Зажигаем дугу и ведём ванну, придерживая кончик электрода на краях для того чтобы оплавить кромки. В идеале, у нас получится в меру ровная вогнутая поверхность, которую можно обстучать от шлака или пробежаться болгаркой с дисковой щёткой, что лучше и быстрее. Иногда вам может показаться что проще сразу пройти облицовку шва, без заполнения. Здесь главное, не переоценить свои возможности. Да, LB позволяет набрать “жирную” ванну, но, при перегреве металла(который сам по себе недопустим) ванна может закипеть и выдать дюжину симпатичных пузырей, (“сыр”) которые в худшем случае останутся незамеченными, а значит, неисправленными.
 Также внимательно следите за стартовыми порами, часто появляющимися при зажигании дуги, особенно на ветру или холодном металле, зачищайте их болгаркой до полной вышлифовки. Также, целесообразно наложить дополнительный слой с потолка и на самом верху, не трогая вертикал.
Также внимательно следите за стартовыми порами, часто появляющимися при зажигании дуги, особенно на ветру или холодном металле, зачищайте их болгаркой до полной вышлифовки. Также, целесообразно наложить дополнительный слой с потолка и на самом верху, не трогая вертикал.Облицовка.
Облицовка всегда на виду, зачастую по внешнему слою судят о сварщике не только окружающие и начальство, но и не всегда компетентные представители техконтроля. Важно выдержать ровный, максимально гладкий шов (как яичко, говорят деды), некоторым образом это ваше лицо. Опять же, принимаем максимально удобное положение (катушку сложнее варить ещё и тем, что её не очень то удобно обнять, как обычную трубу небольшого диаметра, надёжно зафиксировав самого себя относительно стыка) максимально группируемся, используя доступную точку опоры, нас не должно болтать и потряхивать в мышечном напряжении. И забываем про весь окружающий мир, с этого момента ты робот. Выводить облицовочный слой нужно максимально размеренно, равными по частоте колебательными движениями, без резкого дёрганья и подрачивания, выписывания замысловатых фигулин и вывода дуги вверх по кромкам.

Обив шлак снимаем зачистным кругом «замки» (как правило, в месте зажигания электрода получаются небольшие утолщения), аккуратно их закругляя, и сбиваем брызги.
 Чистить околошовную зону допустимо только металлической щёткой. Также смотрим образовавшийся обратный валик. Радуемся полученному результату или делаем выводы.
Чистить околошовную зону допустимо только металлической щёткой. Также смотрим образовавшийся обратный валик. Радуемся полученному результату или делаем выводы.Очень рад буду, если уважаемые коллеги сварщики дополнят или поправят меня в комментариях. И напоследок, немаловажный совет новичкам. Без практики ничего не выйдет. Тренируйтесь. Варите катушки снова и снова. Научитесь чувствовать металл, его поведение при сварке, предугадывать все возможные нюансы. «Не получается только у тех, кто ничего не делает». Успеха!
- Наверх
- Вставить ник
#2 Рудольф Шнапс
Отправлено 18 October 2013 18:20
afftagen, и про приварку фланца к трубе, пожалуйста.
- Наверх
- Вставить ник
#3 ЛехаКолыма
Отправлено 18 October 2013 19:03
День добрый ,а по чему это зачищать околошовную зону допускается только металлической щеткой,в каком это руководящем документе указано?Шлифовальный круг чем не устраивает?
- Наверх
- Вставить ник
#4 Reankor 2002
Отправлено 18 October 2013 19:13
Тем что он оставляет вкрапления абразива на поверхности, и это архи плохо влияет на качество шва. ..
..
- Наверх
- Вставить ник
#5 svarnoi69
Отправлено 18 October 2013 19:14
ЛехаКолыма, во избежание попадания мех. и хим. составляющих зачистного круга в зону сварки
- Наверх
- Вставить ник
#6 afftagen
Отправлено 18 October 2013 19:17
День добрый ,а по чему это зачищать околошовную зону допускается только металлической щеткой,в каком это руководящем документе указано?Шлифовальный круг чем не устраивает?
Сейчас на каждом участке своя техкарта, зачастую требования в них различаются. Здесь скорее мои субъективные выводы. Шлифовальный круг истончает и так ослабленную околошовную зону, а излишне усердный монтажник может натворить делов похлеще подрезов.
Здесь скорее мои субъективные выводы. Шлифовальный круг истончает и так ослабленную околошовную зону, а излишне усердный монтажник может натворить делов похлеще подрезов.
- Наверх
- Вставить ник
#7 afftagen
Отправлено 18 October 2013 19:32
afftagen, и про приварку фланца к трубе, пожалуйста.
Накидных или воротниковых? Последние не особо регламентируются, приварка такая же, как обычного стыка, разве что зачастую нужно снимать внутреннюю фаску (15°) для совпадения внутреннего диаметра. В случае с накидными фланцами нужно дополнительно проваривать, какбэ это сказать, по внутренней поверхности. Такие требования были у нас, когда монтировали пожаротушение.
Такие требования были у нас, когда монтировали пожаротушение.
- Наверх
- Вставить ник
#8 ЛехаКолыма
Отправлено 18 October 2013 19:35
ЛехаКолыма, во избежание попадания мех. и хим. составляющих зачистного круга в зону сварки
Ну вообще-то зачистным кругом подготавливают и стык перед сваркой,(абразивная зачистка не допускается при сварке алюминиевых сплавов) даже при сварке высоко легированых сталей и сплавов так же применяют абразив (но только не каждый подходит).
- Наверх
- Вставить ник
#9 ЛехаКолыма
Отправлено 18 October 2013 19:37
Сейчас на каждом участке своя техкарта, зачастую требования в них различаются.
Здесь скорее мои субъективные выводы. Шлифовальный круг истончает и так ослабленную околошовную зону, а излишне усердный монтажник может натворить делов похлеще подрезов.
 Здесь скорее мои субъективные выводы. Шлифовальный круг истончает и так ослабленную околошовную зону, а излишне усердный монтажник может натворить делов похлеще подрезов.
Здесь скорее мои субъективные выводы. Шлифовальный круг истончает и так ослабленную околошовную зону, а излишне усердный монтажник может натворить делов похлеще подрезов.Но ведь при зачистке как раз абразивным кругом и делают плавный переход от шва к основному металлу,да и на обработку околошовной зоны должен быть запас по толщине?
- Наверх
- Вставить ник
#10 ЛехаКолыма
Отправлено 18 October 2013 19:41
И кто-му же при Визуальный контроль проводят только после зачистки околошовной зоны,даже если и перестарается слесарь сошлифовкой это будет заметно,если только деффектоскопист не пропустит
- Наверх
- Вставить ник
#11 afftagen
Отправлено 18 October 2013 19:44
ЛехаКолыма, ничего не могу сказать про запас по толщине, откуда он возмётся?
- Наверх
- Вставить ник
#12 Рудольф Шнапс
Отправлено 18 October 2013 19:48
afftagen, при заполнении разделки вы ведёте манипулирование дугой вперёд или дугой назад?
- Наверх
- Вставить ник
#13 ЛехаКолыма
Отправлено 18 October 2013 19:55
ЛехаКолыма, ничего не могу сказать про запас по толщине, откуда он возмётся?
Я имел в виду что для каждой трубы есть допуск по толщине.
- Наверх
- Вставить ник
#14 afftagen
Отправлено 18 October 2013 19:57
Рудольф Шнапс, оптимально, как не раз высказывались уважаемые форумчане, держать электрод перпендикулярно поверхности, но зачастую ведёшь дугу немного вперёд. При выходе наверх (нижнее положение шва) иногда дуга назад на большом токе, чтобы не допустить зашлакованности, но здесь важно не допустить перегрева с сопутствующим кипением ванны.
- Наверх
- Вставить ник
#15 afftagen
Отправлено 18 October 2013 20:06
ЛехаКолыма,
4.
 2.2 Усиления сварного соединения снаружи и изнутри трубы, а также прилегающей околошовной зоны должны быть зачищены шлифмашинкой с применением дисковых проволочных щеток до полного удаления шлака и брызг наплавленного металла.
2.2 Усиления сварного соединения снаружи и изнутри трубы, а также прилегающей околошовной зоны должны быть зачищены шлифмашинкой с применением дисковых проволочных щеток до полного удаления шлака и брызг наплавленного металла. СТО ГАЗПРОМ 2_2.2_115_2007 Сварка газопроводов.doc 2.61МБ 4008 скачиваний
- Наверх
- Вставить ник
#16 Рудольф Шнапс
Отправлено 18 October 2013 20:07
afftagen, по какой траектории движется кончик электрода при манипулировании??
- Наверх
- Вставить ник
#17 afftagen
Отправлено 18 October 2013 20:29
Рудольф Шнапс, я никаких восьмёрок не выписываю, максимально размеренные горизонтальные колебательные движения, придерживая по краям для оплавки (подрез недопустим). Всяко пробовал, оказалось чем проще, тем красивше. Кто-то упоминал, что музыкальный мотив мысленно проигрывает, я это только приветствую, чувство такта даёт размеренность, но использование музыкальных плееров недопустимо, дугу нужно не только видеть, но и слышать (в том числе нужно слышать происходящее вокруг для собственной безопасности).
Всяко пробовал, оказалось чем проще, тем красивше. Кто-то упоминал, что музыкальный мотив мысленно проигрывает, я это только приветствую, чувство такта даёт размеренность, но использование музыкальных плееров недопустимо, дугу нужно не только видеть, но и слышать (в том числе нужно слышать происходящее вокруг для собственной безопасности).
- Наверх
- Вставить ник
#18 ЛехаКолыма
Отправлено 18 October 2013 20:32
- Наверх
- Вставить ник
#19 Рудольф Шнапс
Отправлено 18 October 2013 20:39
afftagen, в книгах по сварке показаны столь причудливые способы манипулирования электродом, что даже сложно их запомнить. Вот и думаю, а они применяются на практике или же чисто теоретические.
Вот и думаю, а они применяются на практике или же чисто теоретические.
- Наверх
- Вставить ник
#20 Reankor 2002
Отправлено 18 October 2013 20:42
дугу нужно не только видеть, но и слышать
Да, обратный шов без ушей намного тяжелее заварить.
- Наверх
- Вставить ник
Каркас катушки сварочного трансформатора
Авторы патента:
Боленок Виталий Евдокимович (RU)
Беспалов Андрей Анатольевич (RU)
Исаев Вячеслав Васильевич (RU)
H01F27/30 — крепление между собой катушек, обмоток или их частей; крепление или монтаж катушек и обмоток на сердечнике, корпусе или иной опоре
B23K9 — Электродуговая сварка или резка (электрошлаковая сварка B23K 25/00; сварочные трансформаторы H01F; сварочные генераторы H02K)
Техническое решение относится к области электротехники, а именно электросварочному оборудованию, и может быть использовано во всех областях деятельности человека для проведения электросварочных работ. Каркас катушки выполнен из диэлектрического материала. Он состоит из двух симметричных элементов прямоугольной формы. Каждый элемент содержит замкнутый паз для размещения обмотки трансформатора, проходящий по внешней поверхности элемента. На одной из торцевых совмещаемых поверхностей каждого элемента расположены симметрично оси поверхности выступ и гнездо, выполненные с возможностью соединения со вторым симметричным элементом катушки. Каркас катушки содержит полость для размещения магнитопровода. 2 з.п. ф-лы.
Каркас катушки выполнен из диэлектрического материала. Он состоит из двух симметричных элементов прямоугольной формы. Каждый элемент содержит замкнутый паз для размещения обмотки трансформатора, проходящий по внешней поверхности элемента. На одной из торцевых совмещаемых поверхностей каждого элемента расположены симметрично оси поверхности выступ и гнездо, выполненные с возможностью соединения со вторым симметричным элементом катушки. Каркас катушки содержит полость для размещения магнитопровода. 2 з.п. ф-лы.
Техническое решение относится к области электротехники, а именно электросварочному оборудованию, и может быть использовано во всех областях деятельности человека для проведения электросварочных работ.
Известна (Зайцев В.И. Сварочный трансформатор. «Моделист-конструктор», 1979, 2, стр.11-14) катушка сварочного трансформатора, представляющая собой две обмотки, намотанные на отдельные картонные каркасы прямоугольной формы. В процессе работы каркасы размещают на магнитопроводе.
Недостатком известного каркаса катушки следует признать его механическую непрочность, значительный шум трансформатора в процессе работы и выгорание изоляции обмоток.
Известна также (Геворкян В.Г. Основы сварочного дела. М., «Высшая школа», 1971, стр.147-149) катушка сварочного трансформатора, содержащая два одеваемых на магнитопровод каркаса с первичной и вторичной обмотками, причем каркасы с намотками изолированы друг от друга пластиной, выполненной из диэлектрического материала. Известные сварочные трансформаторы состоят их П или Ш образных магнитопроводов и двух катушек, расположенных на магнитопроводе и представляющих собой диэлектрический каркас с обмоткой.
Особенностью подобных сварочных трансформаторов является их падающая вольт-амперная характеристика, обусловленная разнесением каркасов с обмотками в пространстве. Регулирование величины сварочного тока в процессе работы осуществляют путем введения в пространство между каркасами с намотанными обмотками магнитного шунта.
Первичная и вторичная катушки содержат самостоятельные каркасы, изготовленные из реактопластов или термопластов.
Недостатком известного каркаса катушки следует признать ее механическую непрочность, значительный шум трансформатора в процессе работы и выгорание изоляции обмоток. Кроме того, конструкция каждого из каркасов достаточно сложна и для изготовления его из полимерного материала необходимо применение пресс-форм, имеющих несколько (предпочтительно, 3) плоскости разъема. Это приводит к необходимости использования пресс-форм с высокой себестоимостью, содержащих пневматические, гидравлические или клиновидные устройства, обеспечивающие размыкание пресс-форм. Наличие этих устройств не только увеличивает стоимость пресс-форм, но и уменьшает срок их службы.
Кроме того, поскольку каркасы катушек различны по толщине, то для изготовления одного комплекта катушек необходимо использование двух различных по толщине каркасов, соответственно — использование двух сложных дорогостоящих пресс-форм. Также недостатком известной конструкции следует признать взаимное смещение каркасов с обмотками в процессе работы сварочного трансформатора в силу значительных магнитодинамических сил, возникающих при больших токах, сопровождающих процесс дуговой сварки. Указанное смещение обеспечивает повышенный износ катушек, в том числе, и выгорание изоляции обмоток, а также повышенный шум трансформатора.
Также недостатком известной конструкции следует признать взаимное смещение каркасов с обмотками в процессе работы сварочного трансформатора в силу значительных магнитодинамических сил, возникающих при больших токах, сопровождающих процесс дуговой сварки. Указанное смещение обеспечивает повышенный износ катушек, в том числе, и выгорание изоляции обмоток, а также повышенный шум трансформатора.
Техническая задача, решаемая посредством разработанного устройства, состоит в разработке катушки сварочного трансформатора нового типа.
Технический результат, получаемый при реализации разработанной катушки сварочного трансформатора, состоит в упрощении технологии изготовления катушки при одновременном уменьшении шума от работающего трансформатора и выгорании изоляции обмоток за счет ликвидации возможности взаимного смещения каркасов.
Для достижения указанного технического результата предложено использовать каркас сварочной катушки разработанной конструкции. Указанный каркас разработанной конструкции выполнен из диэлектрического материала и состоит из двух симметричных элементов прямоугольной формы, каждый из которых содержит замкнутый паз для размещения обмотки трансформатора, проходящий по внешней поверхности элемента, при этом на одной из торцевых совмещаемых поверхностей каждого элемента расположены симметрично оси поверхности выступ и гнездо, выполненные с возможностью соединения со вторым симметричным элементом катушки, причем каркас катушки содержит полость для размещения магнитопровода. Предпочтительно каркас выполнен из полимерного материала. Хотя возможно использование и других диэлектрических материалов. Преимущественно выступ и гнездо расположены на периферии совмещаемых поверхностей элементов.
Предпочтительно каркас выполнен из полимерного материала. Хотя возможно использование и других диэлектрических материалов. Преимущественно выступ и гнездо расположены на периферии совмещаемых поверхностей элементов.
В разработанной конструкции каркаса катушки сварочного трансформатора правая и левая половины имеют полную осевую симметрию. Предпочтительно, в нижней части каждого элемента каркаса катушки сварочного трансформатора выполнены выступ и гнездо, соответственно в верхней части этого элемента также выполнены выступ и гнездо, причем при совмещении этих плоскостей происходит совпадение выступа первого элемента с гнездом второго элемента и, соответственно, совпадение гнезда первого элемента с выступом второго элемента с образованием полного каркаса катушки сварочного трансформатора. Оба элемента отливают в одной пресс-форме, причем используемая пресс-форма имеет одну плоскость разъема, что значительно упрощает ее конструкцию со снижением себестоимости и увеличивает срок службы.
Поскольку каркас для обоих обмоток сварочного трансформатора является монолитным, смещение обмоток исключается, что приводит к исключению повышенного шума при работе при увеличении срока службы катушки трансформатора.
Для сварочного трансформатора с рабочим током от 160 до 315 ампер каркас катушки выполнен из термопласта-полиэтиленфторофталата.
Использование каркаса разработанной конструкции обеспечивает упрощение технологии изготовления катушки при одновременном уменьшении шума от работающего трансформатора и выгорании изоляции обмоток за счет ликвидации возможности взаимного смещения каркасов.
1. Каркас катушки сварочного трансформатора, выполненный из диэлектрического материала, отличающийся тем, что он состоит из двух симметричных элементов прямоугольной формы, каждый из которых содержит замкнутый паз для размещения обмотки трансформатора, проходящий по внешней поверхности элемента, при этом на одной из торцевых совмещаемых поверхностей каждого элемента расположены симметрично оси поверхности выступ и гнездо, выполненные с возможностью соединения со вторым симметричным элементом катушки, причем каркас катушки содержит полость для размещения магнитопровода.
2. Каркас по п.1, отличающийся тем, что он выполнен из полимерного материала.
3. Каркас по п.1, отличающийся тем, что выступ и гнездо расположены на периферии совмещаемых поверхностей.
Похожие патенты:
Сварочный трансформатор // 54255
Сварочный трансформатор // 65686
Заготовка для защитного щитка сварщика и защитный щиток для сварщика // 39487
Преобразователь постоянного напряжения сварочной дуги постоянного тока // 87379
Трансформатор машины контактной сварки // 59885
Выпрямитель для дуговой сварки // 106163
Резонансный источник питания сварочной дуги // 111792
Устройство полуавтоматической дуговой сварки в среде углекислого газа // 55318
Трехфазный регулятор напряжения // 51799
Мостовой инвертор напряжения с предотвращением одностороннего насыщения выходного трансформатора // 75805
Приставка к осциллографу для исследования вольт-амперных характеристик полупроводниковых приборов // 103005
Установка для вакуумной пропитки и сушки твердой изоляции высоковольтных вводов и активных частей трансформатора // 49392
Обмотка трансформатора (реактора) // 101262
Трансформатор (варианты) // 126190
Блок искрозащиты переменного тока // 142378
Анкер рельсового скрепления // 53294
Схема защиты для трансформаторов напряжения // 74014
Стабилизатор напряжения // 94356
Сварочный тиристорный выпрямитель // 44074
FastMig X — Kemppi
Источники питания
FastMig X 350 Power source Обеспечивает силу тока 350 А с ПВ 80 %. Возможность использования с генератором. Больше
Возможность использования с генератором. Больше
Технические спецификации
Загрузить
Код оборудования
6103350
Напряжение трехфазной сети, 50/60 Гц
400 В (-15…+20 %)
Предохранитель (с задержкой срабатывания)
35 A
Минимальная выходная мощность генератора
35 кВА
Выходной ток, ПВ 80 %
350 А (80 %)
Выходной ток, ПВ 100 %
330 А (100 %)
Напряжение холостого хода (сварка MMA)
U0 = 70–98 В Uср = 50 В
Напряжение холостого хода при сварке MIG/MAG
U0 = 80–98 В
Диапазон рабочих температур
-20…+40 °C
Габаритные размеры, ДхШхВ
590 × 230 × 430 мм
Класс защиты
IP23S
Стандарты
IEC 60974-1, IEC 60974-5, IEC 60974-10
FastMig X 450 Power source Обеспечивает силу тока 450 А с ПВ 60 %. Возможность использования с генератором. Больше
Технические спецификации
Загрузить
Код оборудования
6103450
Напряжение трехфазной сети, 50/60 Гц
400 В (-15…+20 %)
Предохранитель (с задержкой срабатывания)
35 A
Минимальная выходная мощность генератора
35 кВА
Выходной ток, ПВ 60 %
450 А (60 %)
Выходной ток, ПВ 100 %
350 А (100 %)
Напряжение холостого хода (сварка MMA)
U0 = 70–98 В Uср = 50 В
Напряжение холостого хода при сварке MIG/MAG
U0 = 80–98 В
Диапазон рабочих температур
-20. ..+40 °C
..+40 °C
Габаритные размеры, ДхШхВ
590 × 230 × 430 мм
Класс защиты
IP23S
Стандарты
IEC 60974-1, IEC 60974-5, IEC 60974-10
FastMig X 350 (400 V) MV Power source Универсальный и высокоэффективный источник питания FastMig X 350 (400 В) MV для сварки в сложных условиях. Больше
Технические спецификации
Загрузить
Код оборудования
6103353
Напряжение трехфазной сети, 50/60 Гц
220 В -10 % … 440 В +10 %
Предохранитель (с задержкой срабатывания)
35 A
Минимальная выходная мощность генератора
35 кВА
Выходной ток, ПВ 80 %
350 А (80 %)
Выходной ток, ПВ 100 %
330 А (100 %)
Напряжение холостого хода
U0 = 70–98 В Uср = 50 В
Диапазон рабочих температур
-20…+40 °C
Габаритные размеры, ДхШхВ
590 × 230 × 580 мм
Масса (без дополнительного оборудования)
49 кг
Масса (без дополнительного оборудования)
U0 = 80–98 В
Класс защиты
IP23S
Стандарты
IEC 60974-1, IEC 60974-5, IEC 60974-10
Механизмы подачи проволоки
WFX 200 Wire feeder Для катушек проволоки диаметром 200 мм. Прочный двойной пластиковый корпус с надежным механизмом подачи проволоки DuraTorque. Встроенная функция измерения напряжения дуги. Больше
Прочный двойной пластиковый корпус с надежным механизмом подачи проволоки DuraTorque. Встроенная функция измерения напряжения дуги. Больше
Технические спецификации
Загрузить
Код оборудования
6103520
Выходной ток, ПВ 60 %
520 А (60 %)
Выходной ток, ПВ 100 %
440 А (100 %)
Проволокоподающий механизм
4-роликовый
Разъем горелки
Euro
Диаметры присадочной проволоки (Ss)
0,6–1,6 мм
Диаметры присадочной проволоки (Al)
0,8–2,4 мм
Диаметры присадочной проволоки (Fe)
0,6–1,6 мм
Диаметры присадочной проволоки (порошковая проволока)
0,8–2,0 мм
Скорость подачи проволоки
1–25 м/мин
Программное обеспечение
WiseFusion WorkPack (21pcs)
Диапазон рабочих температур
-20…+40 °C
Габаритные размеры, ДхШхВ
510 × 200 × 310 мм
Класс защиты
IP23S
Стандарты
IEC 60974-5
Масса катушки проволоки (макс. )
)
5 кг
Масса (пустая)
9,4 кг
Диаметр катушки проволоки (макс.)
200 мм
WFX 300 Wire feeder Для катушек проволоки диаметром 200/300 мм. Прочный двойной пластиковый корпус с надежным механизмом подачи проволоки DuraTorque. Встроенная функция измерения напряжения дуги. Больше
Технические спецификации
Загрузить
Код оборудования
6103530
Выходной ток, ПВ 60 %
520 А (60 %)
Выходной ток, ПВ 100 %
440 А (100 %)
Проволокоподающий механизм
DuraTorque
Разъем горелки
Euro
Диаметры присадочной проволоки (Ss)
0,6–1,6 мм
Диаметры присадочной проволоки (Al)
0,8–2,4 мм
Диаметры присадочной проволоки (Fe)
0,6–1,6 мм
Диаметры присадочной проволоки (порошковая проволока)
0,8–2,0 мм
Скорость подачи проволоки
1–25 м/мин
Программное обеспечение
WiseFusion WorkPack (21pcs)
Диапазон рабочих температур
-20. ..+40 °C
..+40 °C
Габаритные размеры, ДхШхВ
625 × 243 × 476 мм
Класс защиты
IP23S
Стандарты
IEC 60974-5
Масса катушки проволоки (макс.)
20 кг
Масса (пустая)
12,5 кг
Диаметр катушки проволоки (макс.)
300 мм
WFX 200 P Fe Wire feeder Предназначен для сварки стальных труб с использованием катушек сварочной проволоки диаметром 200 мм. Прочный двойной пластиковый корпус с надежным механизмом подачи проволоки DuraTorque. Встроенная функция измерения напряжения дуги. Больше
Технические спецификации
Загрузить
Код оборудования
6103521
Выходной ток, ПВ 60 %
520 А (60 %)
Выходной ток, ПВ 100 %
440 А (100 %)
Проволокоподающий механизм
4-роликовый
Разъем горелки
Euro
Диаметры присадочной проволоки (Ss)
0,6–1,6 мм
Диаметры присадочной проволоки (Al)
0,8–2,4 мм
Диаметры присадочной проволоки (Fe)
0,6–1,6 мм
Диаметры присадочной проволоки (порошковая проволока)
0,8–2,0 мм
Скорость подачи проволоки
1–25 м/мин
Программное обеспечение
WiseFusion WiseRoot+ MatchLog Pipe Steel pack Fe (25pcs)
Диапазон рабочих температур
-20. ..+40 °C
..+40 °C
Габаритные размеры, ДхШхВ
510 × 200 × 310 мм
Класс защиты
IP23S
Стандарты
IEC 60974-5
Масса катушки проволоки (макс.)
5 кг
Масса (пустая)
9,4 кг
Диаметр катушки проволоки (макс.)
200 мм
WFX 200 P Ss Wire feeder Предназначен для сварки труб из нержавеющей стали с использованием катушек сварочной проволоки диаметром 200 мм. Прочный двойной пластиковый корпус с надежным механизмом подачи проволоки DuraTorque. Встроенная функция измерения напряжения дуги. Больше
Технические спецификации
Загрузить
Код оборудования
6103522
Выходной ток, ПВ 60 %
520 A
Выходной ток, ПВ 100 %
440 A
Проволокоподающий механизм
4-roll
Разъем горелки
Euro
Диаметры присадочной проволоки (Ss)
0.6 — 1.6 mm
Диаметры присадочной проволоки (Al)
0.9 — 2.4 mm
Диаметры присадочной проволоки (Fe)
0.6 — 1. 6 mm
6 mm
Диаметры присадочной проволоки (порошковая проволока)
0.8 — 2.0 mm
Скорость подачи проволоки
1 — 25 m/min
Программное обеспечение
WiseFusion WiseRoot+ MatchLog Pipe Stainless pack Ss (17pcs)
Диапазон рабочих температур
-20 … +40 °C
Класс защиты
IP23S
Масса катушки проволоки (макс.)
5 kg
Масса (пустая)
9.4 kg
Диаметр катушки проволоки (макс.)
200 mm
Габаритные размеры
510 × 200 × 310 mm
WFX 300 P Fe Wire feeder Предназначен для сварки стальных труб с использованием катушек сварочной проволоки диаметром 200/300 мм. Прочный двойной пластиковый корпус с мощным механизмом подачи проволоки GT04 с двумя моторами. Встроенная функция измерения напряжения дуги. Больше
Технические спецификации
Загрузить
Код оборудования
6103531
Выходной ток, ПВ 60 %
520 А (60 %)
Выходной ток, ПВ 100 %
440 А (100 %)
Проволокоподающий механизм
GT04
Разъем горелки
Euro
Диаметры присадочной проволоки (Ss)
0,6–2,0 мм
Диаметры присадочной проволоки (Al)
0,8–2,4 мм
Диаметры присадочной проволоки (Fe)
0,6–2,0 мм
Диаметры присадочной проволоки (порошковая проволока)
0,8–2,4 мм
Скорость подачи проволоки
0,5–25 м/мин
Программное обеспечение
WiseFusion WiseRoot+ MatchLog Pipe Steel pack Fe (25pcs)
Диапазон рабочих температур
-20. ..+40 °C
..+40 °C
Габаритные размеры, ДхШхВ
590 × 240 × 445 мм
Класс защиты
IP23S
Стандарты
IEC 60974-5
Масса катушки проволоки (макс.)
20 кг
Масса (пустая)
13,1 кг
Диаметр катушки проволоки (макс.)
300 мм
WFX 300 P Ss Wire feeder Предназначен для сварки труб из нержавеющей стали с использованием катушек сварочной проволоки диаметром 200/300 мм. Прочный двойной пластиковый корпус с мощным механизмом подачи проволоки GT04 с двумя моторами. Встроенная функция измерения напряжения дуги. Больше
Технические спецификации
Загрузить
Код оборудования
6103532
Выходной ток, ПВ 60 %
520 A
Выходной ток, ПВ 100 %
440 A
Проволокоподающий механизм
GT04
Разъем горелки
Euro
Диаметры присадочной проволоки (Ss)
0.6 — 2.0 mm
Диаметры присадочной проволоки (Al)
0.8 — 2.4 mm
Диаметры присадочной проволоки (Fe)
0. 6 — 2.0 mm
6 — 2.0 mm
Диаметры присадочной проволоки (порошковая проволока)
0.8 — 2.4 mm
Скорость подачи проволоки
1 — 25 m/min
Программное обеспечение
WiseFusion WiseRoot+ MatchLog Pipe Stainless pack Ss (17pcs)
Диапазон рабочих температур
-20 … +40 °C
Класс защиты
IP23S
Масса катушки проволоки (макс.)
20 kg
Масса катушки проволоки (макс.)
20 kg
Масса (пустая)
13.1 kg
Диаметр катушки проволоки (макс.)
300 mm
Диаметр катушки проволоки (макс.)
300 mm
Габаритные размеры
590 × 240 × 445 mm
WFX 200 AMC Wire feeder Предназначен для сварки высокопрочной стали и алюминия с использованием катушек сварочной проволоки диаметром 200 мм. Прочный двойной пластиковый корпус с надежным механизмом подачи проволоки DuraTorque. Встроенная функция измерения напряжения дуги. Совместимость с приложением ARC Mobile Control. Больше
Технические спецификации
Загрузить
Код оборудования
6103523
Выходной ток, ПВ 60 %
520 А (60 %)
Выходной ток, ПВ 100 %
440 А (100 %)
Проволокоподающий механизм
4-роликовый
Разъем горелки
Euro
Диаметры присадочной проволоки (Ss)
0,6–1,6 мм
Диаметры присадочной проволоки (Al)
0,8–2,4 мм
Диаметры присадочной проволоки (Fe)
0,6–1,6 мм
Диаметры присадочной проволоки (порошковая проволока)
0,8–2,0 мм
Скорость подачи проволоки
1–25 м/мин
Программное обеспечение
WiseFusion WisePenetration WiseThin+ MatchLog Steel Pack (14 pcs) Steel Pack for Wise thin+ (14 pcs) Stainless Pack (12 pcs) Aluminum Pack (12 pcs)
Диапазон рабочих температур
-20. ..+40 °C
..+40 °C
Габаритные размеры, ДхШхВ
510 × 200 × 310 мм
Класс защиты
IP23S
Стандарты
IEC 60974-5
Масса катушки проволоки (макс.)
5 кг
Масса (пустая)
9,4 кг
Диаметр катушки проволоки (макс.)
200 мм
WFX 300 AMC Wire feeder Предназначен для сварки высокопрочной стали и алюминия с использованием катушек сварочной проволоки диаметром 200/300 мм. Прочный двойной пластиковый корпус с надежным механизмом подачи проволоки DuraTorque. Встроенная функция измерения напряжения дуги. Совместимость с приложением ARC Mobile Control. Больше
Технические спецификации
Загрузить
Код оборудования
6103533
Выходные параметры
440 А (100 %)
Выходной ток, ПВ 60 %
520 А (60 %)
Проволокоподающий механизм
DuraTorque
Разъем горелки
Euro
Диаметры присадочной проволоки (Ss)
0,6–1,6 мм
Диаметры присадочной проволоки (Al)
0,8–2,4 мм
Диаметры присадочной проволоки (Fe)
0,6–1,6 мм
Диаметры присадочной проволоки (порошковая проволока)
0,8–2,0 мм
Скорость подачи проволоки
1–25 м/мин
Программное обеспечение
WiseFusion WisePenetration WiseThin+ MatchLog Steel Pack (12 pcs) Steel Pack for Wise thin+ (8 pcs) Stainless Pack (12 pcs) Aluminum Pack (12 pcs)
Диапазон рабочих температур
-20. ..+40 °C
..+40 °C
Габаритные размеры, ДхШхВ
625 × 243 × 476 мм
Класс защиты
IP23S
Стандарты
IEC 60974-5
Масса катушки проволоки (макс.)
20 кг
Масса (пустая)
12,5 кг
Диаметр катушки проволоки (макс.)
300 мм
Программное обеспечение
WiseFusion Это функция сварки, предназначенная для обеспечения стабильного качества шва во всех положениях благодаря автоматической регулировке длины дуги. Создает и поддерживает оптимальные характеристики короткого замыкания при использовании импульсной сварки MIG/MAG и сварки дугой со струйным переносом металла. Больше
Код оборудования
X5500001 (X5 FastMig)
X8500000 (X8 MIG Welder)
MSM40000 (MasterMig)
WiseRoot+ Оптимизированный процесс сварки короткой дугой для эффективной сварки корневого прохода. Великолепное качество сварных швов благодаря контролю напряжения дуги и точной регулировке времени переноса капли присадочного материала. Более высокая скорость сварки, чем при MMA-, TIG- или MIG/MAG-сварке короткой дугой. Больше
Больше
Технические спецификации
Загрузить
Код оборудования
X8500003 (X8 MIG Welder)
Код оборудования
9990418 (FastMig X) X8500003 (X8 MIG Welder)
WisePenetration Функция для обеспечения необходимого провара при сварке MIG/MAG. Обеспечивает стабильную мощность сварки независимо от расположения и расстояния между наконечником сварочной горелки и заготовкой. Больше
Технические спецификации
Загрузить
Код оборудования
9991000 (FastMig M, FastMigX) A7500001 (A7 MIG Welder)
WiseThin+ Оптимизированный процесс сварки короткой дугой подходит для работы с листовыми материалами, а также позиционной сварки листов большей толщины, даже при усилении широких швов и при сварке с переменным зазором. Образуется дуга, не создающая брызг, с точным цифровым управлением. Больше
Технические спецификации
Загрузить
Код оборудования
X5500004 (X5 FastMig)
X8500004 (X8 MIG Welder)
Код оборудования
9990419 (FastMig X) X8500004 (X8 MIG Welder)
| Automatic Production Line Customized Equipment List | |||
| Project Name: Automatic Production Line For 56L WM Drum | |||
| PARTS | Equipment | QTY | Demands |
| Common punch line | Automatic Loading | 1 | Compatible with 54\ 56L, reserve 64L material specification |
| Uncoiler Levellering Machine | 1 | ||
| Servo Feeder | 1 | ||
| Punching Machine | 1 | Compatible with 54\ 56L, reserve 64L die size | |
| 54L Stamping Die | 1 | New-Made | |
| Transfer Feeder Machine | 1 | Compatible with 54\ 56L two separated line | |
| Buckle riveting Extruded Processing Line | Three-axis Rolling Machine | 1 | Produce 54L |
| Extruded Flanging Machine | 1 | ||
| Flange&Tripod Preassemble Pressing Rivet Machine | 1 | ||
| Front&Back Flange Whirling Machine | 1 | ||
| Welding Processing Line | Welding Machine | 1 | Produce 54L Compatible & reserve 64L Production |
| Erikson Detector Machine | 1 | ||
| Flanging Machine | 1 | ||
| Front&Back Flange Whirling Machine | 1 | ||
| Drum&Tripod Assemble Machine | 1 | ||
| Tripod Preassemble&Flanging Machine | 1 | ||
| Tripod Fastening Tooling Machine | 1 | ||
| Fixed Twist Tool Gun | 2 | Desoutter / Atlas Welding Brand | |
| Common Testing | Dimensional Inspection Tool(Axial’s radial runout data) | 1 | Compatible with 54\ 56L, reserve 64L |
| Material: |
AISI430(1200R),thickness0. 5&0.6mm, Coil weight 800kg—1500kg 5&0.6mm, Coil weight 800kg—1500kg
|
||
| Cycle Time | Line cycle time ≦ 35 Seconds/piece, Production cycle time ≦ 45 Seconds/piece | ||
| Project Delivery Date | In August 2016 , the lead time is 5 months | ||
 Дуговая сварка круглого сечения TIG выполняется двумя отдельными станками, включая механизм намотки листов, механизм автоматической сварки и расположение склада для приема материала.
Дуговая сварка круглого сечения TIG выполняется двумя отдельными станками, включая механизм намотки листов, механизм автоматической сварки и расположение склада для приема материала. Функция ручного переключения должна быть установлена, когда необходимо переключить операцию. Когда требуемых ресурсов недостаточно, машина автоматически подает сигнал тревоги и останавливается.
Функция ручного переключения должна быть установлена, когда необходимо переключить операцию. Когда требуемых ресурсов недостаточно, машина автоматически подает сигнал тревоги и останавливается. д.
д. Если OEM или сделать
Если OEM или сделатьЛазерный станок позволяет выполнять соединение рулонов на линиях непрерывной обработки полосы
В систему можно интегрировать источник волоконного лазера
CHRISTIAN DORNSCHEIDT, JENS ARTEL и CAESAR SASSE
Мировой рынок стали находится под постоянным давлением. Инициативы по снижению затрат, такие как энергосбережение, сокращение численности персонала и сокращение количества запасных частей, сопровождаются необходимостью повышения доступности оборудования. Сохранение конкурентоспособности связано с необходимостью предлагать широкий ассортимент продукции, ориентированный на современные марки стали.
Старые машины для стыковой сварки оплавлением или обычные машины для лазерной сварки не могут надежно сваривать современные марки стали, так как содержание в них высоколегирующих элементов влияет на свариваемость материалов. Кроме того, сварочные аппараты на существующих линиях нуждаются в замене, так как количество запасных частей и собственного опыта сокращается.
Кроме того, сварочные аппараты на существующих линиях нуждаются в замене, так как количество запасных частей и собственного опыта сокращается.
В предыдущие десятилетия больше людей привлекалось к эксплуатации и обслуживанию оборудования, но теперь меры по контролю затрат сокращают количество задействованного персонала. Следовательно, необходимы простые в обслуживании машины с высокой эксплуатационной готовностью, которые работают автоматически и адаптивно с желаемыми производственными результатами. SMS group отреагировала на это изменение процесса и влияние цифровизации во всем мире новой разработкой сварочного аппарата.
В сварочном аппарате реализовано несколько цифровых решений для упрощения работы. Его функции позволяют сокращенному персоналу по эксплуатации и техническому обслуживанию выполнять профилактическое обслуживание с помощью долговременных архивов, в которые записываются все соответствующие данные. Документация по машине доступна в цифровом виде и взаимосвязана.
Недавно SMS group получила еще один заказ на аппарат для лазерной сварки X-Pro последнего поколения, поскольку компания SSAB (Хямеенлинна, Финляндия) решила модернизировать свою линию травления, включив в нее сварочный аппарат с волоконным лазером ( РИСУНОК 1 ). Компания убеждена в способности своей травильной линии сваривать высокопрочные материалы за короткое время цикла. Кроме того, его автоматически управляемый, надежный процесс и простая концепция обслуживания являются его преимуществами.
| Рис. обеспечивают высокую эффективность и доступность, а также безопасный, быстрый и полностью автоматизированный процесс даже для трудносвариваемых материалов.. |
Требования
Сварочный аппарат является не только важнейшим технологическим оборудованием на каждой линии обработки полосы, но также фактором времени начального цикла и одним из ключевых компонентов для максимально эффективного использования продукции. Если рулоны не соединены должным образом, весь процесс остановится: каждый обрыв полосы или остановка машины могут повлиять на операции на входе и выходе, что приведет к значительным финансовым последствиям.
Если рулоны не соединены должным образом, весь процесс остановится: каждый обрыв полосы или остановка машины могут повлиять на операции на входе и выходе, что приведет к значительным финансовым последствиям.
Сварной шов используется всего несколько минут — в самом конце линии его часто обрезают, но требования к сварному шву и надежному процессу сварки очень высоки. Весь процесс полностью автоматизирован, и последовательность действий для успешного соединения обоих концов полосы всегда одинакова. Что меняется, так это свариваемый материал в отношении качества стали, толщины полосы, ширины полосы и скачка толщины от одного рулона к другому.
Процесс сварки происходит каждые 3-5 мин. В линии травления/стане-тандеме сварной шов многократно изгибается с высоким натяжением (до 65 тонн), проходит более 1000 м по линии с высокой скоростью (до 1200 м/мин) и в конечном итоге прокатывается и значительно уменьшенной толщины с большими усилиями в пяти клетях (до 1800 тонн).
Правилом, а не исключением, на действующем металлургическом заводе является производство современных высокопрочных марок с высоким содержанием легирующих элементов. Эти марки имеют тенденцию к чрезмерному увеличению твердости в области сварного шва. Индукционная предварительная и последующая термообработка или даже дополнительная буферная проволока во время лазерной сварки являются обязательными для этих высокотехнологичных марок стали, чтобы улучшить пластичность сварного шва, чтобы обеспечить успешное производство без каких-либо разрывов сварного шва во время работы линии.
Эти марки имеют тенденцию к чрезмерному увеличению твердости в области сварного шва. Индукционная предварительная и последующая термообработка или даже дополнительная буферная проволока во время лазерной сварки являются обязательными для этих высокотехнологичных марок стали, чтобы улучшить пластичность сварного шва, чтобы обеспечить успешное производство без каких-либо разрывов сварного шва во время работы линии.
Еще одним важным требованием к станку является малое время цикла. Поскольку линии работают непрерывно, необходимые остановки для сварки должны быть как можно короче.
Процесс сварки
Процесс начинается с заправки хвостовой части выходящего рулона и прямой заправки входного рулона с помощью двух прижимных роликов, которые помещают оба конца рулонов для лазерной сварки в сварочный аппарат. Устройства центрирования полосы, расположенные на стороне входа и выхода, выравнивают по центру оба конца полосы. Во время центрирования полосы требуемые параметры сварки рассчитываются в программируемом логическом контроллере сварщика на основе анализа литья и толщины полосы, полученных из данных уровня 2. Толщина полосы проверяется при зажиме обоих концов полосы.
Толщина полосы проверяется при зажиме обоих концов полосы.
Двойные поперечные ножницы используются для одновременной обрезки обоих концов полосы для подготовки концов полосы к сварке. Отрезанный лом падает через ножницы сварочного аппарата на систему выгрузки лома, которая объединяется с ломом ножницы на конвейерной ленте. Контрольные сварные швы или образцы надрезов могут быть переданы оператору для проверки. В сочетании с процессом резки можно пробить отверстие для обнаружения сварного шва ( РИСУНОК 2 ).
| РИСУНОК 2. Металлографический разрез лазерно-сварного шва (мартенситная сталь с пределом прочности 1200 МПа) от образца с надрезом после прокатки; сварной шов прокатывали с полной силой без разгрузки стана при прохождении шва через 6 прокатных клетей. |
Подготовленные концы полосы выравнивают относительно друг друга по ширине и толщине для достижения желаемой геометрии сварного шва. Перед сваркой концов полосы камера измеряет положение и геометрию сварного шва. Сварочная головка с регулируемым положением гарантирует точное позиционирование шва на стыке. Если есть какие-либо отклонения в положении или геометрии из-за износа или неправильной центровки компонентов машины, сварочный узел перемещения адаптируется к новым условиям и автоматически регулирует положение сварочной головки в правильном положении. Таким образом, сварной шов всегда располагается точно на стыке, что предотвращает разрыв сварного шва. Кроме того, ремонт можно отложить до следующего планового останова на техническое обслуживание, так как некоторая несоосность может быть компенсирована сварочным устройством перемещения.
Перед сваркой концов полосы камера измеряет положение и геометрию сварного шва. Сварочная головка с регулируемым положением гарантирует точное позиционирование шва на стыке. Если есть какие-либо отклонения в положении или геометрии из-за износа или неправильной центровки компонентов машины, сварочный узел перемещения адаптируется к новым условиям и автоматически регулирует положение сварочной головки в правильном положении. Таким образом, сварной шов всегда располагается точно на стыке, что предотвращает разрыв сварного шва. Кроме того, ремонт можно отложить до следующего планового останова на техническое обслуживание, так как некоторая несоосность может быть компенсирована сварочным устройством перемещения.
В случае трудносвариваемого материала сварной шов подвергается индукционной термообработке (предварительной и последующей обработке) для получения однородного профиля твердости поперек сварного шва.
По завершении процесса сварки кромки удаляются с помощью бокового надреза, чтобы обеспечить надежное перемещение полосы и позволить ножницам для обрезки кромок, расположенным ниже по потоку, перейти в непрерывную полосу. Отрезки материала также можно использовать для проверки сварного шва.
Отрезки материала также можно использовать для проверки сварного шва.
Возможности сварочного аппарата
Основной целью при разработке сварочного аппарата была компактная конструкция с простыми требованиями для создания основы для реконструкции и замены старых машин для стыковой сварки оплавлением ( РИСУНОК 3 ). В следующих параграфах описываются возможности машины.
| РИСУНОК 3. Принципиальное представление процесса сварки, который включает пять основных этапов. |
Термическая обработка сварного шва. Одним из основных преимуществ машины является индукционная предварительная и последующая термообработка сварного шва ( РИСУНОК 4 ). Машина позволяет осуществлять индивидуальный процесс отжига закаленного сварного шва. Поскольку каждая комбинация материалов отличается, а диапазон возможных комбинаций материалов значительно увеличился, расстояния между индукционными нагревателями и швом, а также мощность могут быть переменными. Это означает, что время обработки и температура гибко регулируются наиболее подходящим образом для каждого шва.
Это означает, что время обработки и температура гибко регулируются наиболее подходящим образом для каждого шва.
| РИСУНОК 4. Система предварительного и последующего нагрева сварного шва со свободно выбираемыми начальными точками и температурами. |
Высокоэффективная глубокая термообработка с индукцией средней частоты обеспечивает тщательный нагрев материала в кратчайшие сроки, предотвращая тем самым повышение твердости сварного шва и последующий риск обрыва полосы ( РИСУНОК 5 ). Специальная конструкция индуктора значительно сокращает время удержания по сравнению с обычными системами. Это позволяет сваривать трудносвариваемые материалы, например, мартенситные или высокоуглеродистые/кремниевые.
РИСУНОК 5. Профиль пониженной твердости за счет последующего нагрева (справа) улучшает пластичность сварного шва. |
Обеспечение качества сварных швов. Встроенная автоматизированная система контроля качества сварного шва с двумя камерами оценивает весь процесс. Первая камера устанавливает сварочную головку на середину стыка, а вторая камера проверяет и оценивает качество сварного шва. Если все проходит проверку, система автоматически утверждает ( РИСУНОК 6 ).
| РИСУНОК 6. Система обеспечения качества сварочного аппарата обеспечивает автоматическое разъединение шва. |
Расчет параметров сварки. Сварочный аппарат регулируется автоматической адаптацией параметров сварки. С помощью этой системы можно сваривать новые пары материалов без длительных испытаний. Он использует данные уровня 2 для анализа литья и толщины для расчета углеродного эквивалента и имеет базу данных с подходящими параметрами сварки.
Благодаря автоматическому расчету параметров сварки для каждой отдельной комбинации материалов можно сваривать даже комбинации полос из неизвестных марок стали. Правильные параметры сварки для свариваемой комбинации определяются сразу и надежно, без необходимости тратить время на пробные сварные швы и длительный поиск в базах данных. Все, что требуется для расчета, — это геометрические данные полосы и анализ расплава двух стальных полос. Эти данные обычно хранятся в производственном компьютере и могут быть переданы в компьютер сварочного аппарата. Таким образом, пробные сварные швы на заводе-изготовителе или проблемы при сварке новых комбинаций материалов теперь остались в прошлом.
Минимальное время цикла. Еще одной желательной характеристикой станка является время цикла менее 60 с благодаря упрощенной конструкции процесса. Большинство движений машины выполняются линейно и контролируются по положению, поскольку энкодеры для всех движений обеспечивают безопасное и быстрое позиционирование машины.
Время замены кассеты верхнего и нижнего ножей машины в ножницах очень короткое — их можно заменить менее чем за 20 мин. Это результат продуманной конструкции машины, в которой нет необходимости в дополнительном оборудовании внутри машины для выполнения этой процедуры быстрой замены.
Выбираемый источник сварки. Благодаря модульной конструкции сварочного аппарата и, как следствие, разделению подготовки сварного шва и самого процесса сварки источник сварки можно легко заменить. Это позволяет использовать обычный лазерный источник на углекислом газе (CO 2 ) или твердотельный лазерный источник.
Подготовка сварного шва с выравниванием, чистовой разделкой и соединением двух концов полосы выполняется отдельными машинными модулями. Затем источник сварки перемещается с помощью сварочного устройства перемещения вдоль стыка между двумя концами полосы. При этом положение и скорость перемещения источника сварки можно регулировать индивидуально. Это выполняет важное условие для возможности использования других источников сварки в будущем. Кроме того, можно комбинировать различные способы сварки.
Это выполняет важное условие для возможности использования других источников сварки в будущем. Кроме того, можно комбинировать различные способы сварки.
Эта исключительная гибкость сварочного аппарата гарантирует, что, например, гибридную лазерную сварку для соединения полос из нержавеющей стали можно использовать без необходимости проведения серьезной модернизации.
Твердотельный лазер
В предыдущих проектах SMS group устанавливала мультикиловаттные CO-лазеры 2 мощностью 12 кВт (TRUMPF) или 8 кВт (Rofin-Sinar). Для этого последнего проекта компания впервые установит твердотельный лазер — волоконный лазер мощностью 10 кВт (IPG Photonics). По сравнению с обычным CO 2 лазер, лазерный луч генерируется в резонаторе с лазерно-активным волокном. Благодаря высокой эффективности настенной розетки и почти полному отсутствию энергопотребления в режиме ожидания эксплуатационные расходы снизятся до 90%.
С помощью твердотельного лазера можно сэкономить технологический газ (например, гелий) или даже избежать его использования, а также уменьшить затраты на техническое обслуживание. Отличительной особенностью системы является ее простая модульная структура, которая практически не требует технического обслуживания. Более того, твердотельные лазеры отличаются компактной конструкцией и малыми габаритами, а также гибким технологическим лазерным волокном, что позволяет сохранить простоту концепции предприятия.
Отличительной особенностью системы является ее простая модульная структура, которая практически не требует технического обслуживания. Более того, твердотельные лазеры отличаются компактной конструкцией и малыми габаритами, а также гибким технологическим лазерным волокном, что позволяет сохранить простоту концепции предприятия.
Твердотельный лазерный процесс является более грубым и турбулентным по сравнению с обычным лазерным источником CO 2 со стабильностью процесса, особенно при толщине более 3 мм. Появление брызг из-за различного факела паров плазмы хорошо известно и часто описывается в различных литературных источниках. Были предприняты определенные меры, чтобы избежать появления этих брызг на калибрах толщиной более 3 мм, чтобы обеспечить пригодность твердотельного применения для процесса обработки полосы.
Установки
Лазерный сварочный аппарат X-Pro для новой линии травления/стана-тандема на заводе Big River Steel (Оцеола, Арканзас) сваривает почти 1,5 миллиона тонн стальных полос в год ( РИСУНОК 7 ). Ввод в эксплуатацию состоялся в 2016 году. После процесса сварки материал, включая сварные соединения, будет не только протравлен, но и прокатан на пятиклетевом четырехвалковом стане-тандеме. Это означает, что полоса толщиной от 1,4 до 5,0 мм будет уменьшена до конечной толщины от 0,27 до 1,4 мм. Даже стали с высоким содержанием кремния будут производиться на этой линии и, следовательно, свариваться.
Ввод в эксплуатацию состоялся в 2016 году. После процесса сварки материал, включая сварные соединения, будет не только протравлен, но и прокатан на пятиклетевом четырехвалковом стане-тандеме. Это означает, что полоса толщиной от 1,4 до 5,0 мм будет уменьшена до конечной толщины от 0,27 до 1,4 мм. Даже стали с высоким содержанием кремния будут производиться на этой линии и, следовательно, свариваться.
| РИСУНОК 7. Лазерный сварочный аппарат X-Pro интегрирован в новую линию травления/стан-тандем холодной прокатки на заводе Big River Steel. |
Компания SSAB Europe заказала SMS group модернизацию входной секции линии непрерывного травления на своем заводе в Хямеенлинне, Финляндия. Данная модернизация значительно повысит эксплуатационную готовность линии и ее производительность, а также степень автоматизации и безопасности.
Установка сварочного аппарата для волоконного лазера X-Pro и высокопроизводительного правильно-натяжного станка позволит производить современные высокопрочные марки стали с высоким содержанием легирующих элементов. Конверсия, включая модификацию всего электрического и автоматизированного оборудования, будет осуществляться в два этапа и должна быть завершена к концу 2018 года. Благодаря новому оборудованию линия сможет перерабатывать материалы с пределом текучести до до 900 МПа. Дополнительным преимуществом будет более высокая производительность при более низких эксплуатационных расходах.
Конверсия, включая модификацию всего электрического и автоматизированного оборудования, будет осуществляться в два этапа и должна быть завершена к концу 2018 года. Благодаря новому оборудованию линия сможет перерабатывать материалы с пределом текучести до до 900 МПа. Дополнительным преимуществом будет более высокая производительность при более низких эксплуатационных расходах.
Важным элементом модернизации является лазерный сварочный аппарат X-Pro с твердотельным лазером. В 2015 году компания SSAB отправила SMS group трудносвариваемые высоколегированные листы собственного производства, которые были сварены на машине с использованием источника волоконного лазера.
Линия предназначена для полос толщиной от 1,5 до 6,5 мм и шириной от 650 до 1650 мм. В технологической секции полоса будет травиться в турбулентных травильных ваннах со скоростью до 180 м/мин, а максимальная скорость полосы, достигаемая на входной секции, составит 400 м/мин.
Линии обработки полосы сталкиваются с рядом проблем, когда речь идет о гибкой, экономичной и безопасной сварке современных марок стали. Лазерный сварочный аппарат X-Pro, который прост в обслуживании и легко интегрируется в существующие линии, способен производить трудносвариваемые полосовые материалы.
Лазерный сварочный аппарат X-Pro, который прост в обслуживании и легко интегрируется в существующие линии, способен производить трудносвариваемые полосовые материалы.
Сварочный аппарат предлагает несколько полезных функций, включая запатентованную индукционную термообработку, автоматический расчет параметров, систему обеспечения качества, малое время цикла и сменные лазерные источники. Одной из особых новых функций является интеграция современного твердотельного сварочного аппарата, что снижает эксплуатационные расходы.
ПОДТВЕРЖДЕНИЕ
X-Pro является зарегистрированным товарным знаком SMS group.
CHRISTIAN DORNSCHEIDT ([email protected] ), JENS ARTEL и CAESAR SASSE , все с группой SMS, Дюссель, Германия; www.sms-group.com .
ШТРЕКЕР | Конструкционная сталь, рулон к рулону | Машины для стыковой сварки проволоки
Горизонтальный Вертикальный
STRECKER предлагает широкий ассортимент машин для горизонтальной стыковой сварки конструкционной стали серий Standard и SS.
Ассортимент включает обычные машины для контактной стыковой сварки типов 1b и 2b, а также электрические машины для двойной стыковой сварки с автоматическим удалением заусенцев типов SS20-FPC, SS80-FPC и SS120-FPC. Сварочные аппараты STRECKER обеспечивают точные, воспроизводимые и прочные стыковые швы.
В зависимости от применения это ручные или пневматические устройства, или сварочные аппараты с полностью гидравлическими последовательностями движения.
Концы проволоки вставляются в зажимное устройство по исходному радиусу либо без выпрямления, либо с выпрямлением. В нашей серии SS положение центрального контакта концов проволоки определяется машиной. Качество реза не имеет значения. После начала процесса сварки два конца свариваются вместе под действием протекающего затем тока и приложенной силы осадки. При необходимости проводится предварительный нагрев для достижения оптимального температурного профиля.
Работа сварочных аппаратов STRECKER проста в освоении. Они отвечают самым высоким стандартам удобства и эргономики. Компактная и надежная конструкция станка с интуитивно понятным управлением для оператора предназначена для промышленного использования на производстве.
Они отвечают самым высоким стандартам удобства и эргономики. Компактная и надежная конструкция станка с интуитивно понятным управлением для оператора предназначена для промышленного использования на производстве.
Аппарат стандартной серии поставляется с одним комплектом зажимных губок для всего диапазона сварки.
Сварочные аппараты из нержавеющей стали предназначены для соединения проводов высочайшего качества с документально подтвержденной воспроизводимостью. Даже проволоки разного диаметра можно сваривать с минимальной зоной термического влияния. Заусенец удаляется в сварочном зажимном приспособлении и захватывается в машине. В результате получается однородное, очень тонкое соединение без пор и заусенцев. Серия SS оснащена нашей инновационной системой управления FullParameterControl (FPC) в стандартной комплектации. Полный рецепт сварки надежно и с точной воспроизводимостью хранится в контроллере. Все настройки машины производятся автоматически по выбранному рецепту без вмешательства оператора. В качестве опции качество сварочного процесса можно контролировать с помощью системы мониторинга параметров STRECKER.
Каждый день тысячи сварочных аппаратов STRECKER используются по всему миру для получения точных и воспроизводимых стыковых швов.
Подробнее…
Горизонтальный
1а
прочная конструкционная сталь | 1,5 — 9 мм Ø
1б
прочная конструкционная сталь | 4 — 14 мм Ø
2а
прочная конструкционная сталь | 3 — 16 мм Ø
2б
прочная конструкционная сталь | 5 — 18 мм Ø
3а
прочная конструкционная сталь | 8 — 18 мм Ø
3б
прочная конструкционная сталь | 8 — 20 мм Ø
СС20-ФПК
прочная конструкционная сталь | 4 — 14 мм Ø
СС80-ФПК
прочная конструкционная сталь | 6 — 23 мм Ø
СС120-ФПК
прочная конструкционная сталь | 8 — 30 мм Ø
От 5 до 30 мм Ø Вертикальные машины для стыковой сварки конструкционной стали STRECKER предлагает широкий ассортимент машин для вертикальной стыковой сварки конструкционной стали серий Standard и SS.
Ассортимент включает обычные машины контактной стыковой сварки типов 2b-вертикальный и 3b-вертикальный, а также электрические машины для двойной стыковой сварки с автоматическим удалением заусенцев типов SS80-FPC-вертикальный и SS120-FPC вертикальный. Сварочные аппараты STRECKER обеспечивают точные, воспроизводимые и прочные стыковые швы по радиусу рулона.
В зависимости от применения это устройства с ручным управлением или сварочные аппараты с полностью гидравлическими последовательностями движения.
Концы проволоки вставляются в зажимное устройство по первоначальному радиусу без выпрямления. В нашей серии SS положение центрального контакта концов проволоки определяется машиной. Качество реза не имеет значения. SS120-FPC-vertical опционально доступен с системой подачи проволоки диаметром до 30 мм и полуавтоматическим режимом для автономных процессов сварки без участия человека. После начала процесса сварки два конца свариваются вместе под действием протекающего затем тока и приложенной силы осадки. При необходимости проводится предварительный нагрев для достижения оптимального температурного профиля.
При необходимости проводится предварительный нагрев для достижения оптимального температурного профиля.
Работа сварочных аппаратов STRECKER проста в освоении. Они отвечают самым высоким стандартам удобства и эргономики. Компактная и надежная конструкция станка с интуитивно понятным управлением для оператора предназначена для промышленного использования на производстве.
Сварочные аппараты из нержавеющей стали предназначены для соединения проводов высочайшего качества с документально подтвержденной воспроизводимостью. Даже проволоки разного диаметра можно сваривать с минимальной зоной термического влияния. Заусенец удаляется в сварочном зажимном приспособлении и захватывается в машине. В результате получается однородное, очень тонкое соединение без пор и заусенцев. Серия SS оснащена нашей инновационной системой управления FullParameterControl (FPC) в стандартной комплектации. Полный рецепт сварки надежно и с точной воспроизводимостью хранится в контроллере. Все настройки машины производятся автоматически по выбранному рецепту без вмешательства оператора. Опционально качество сварочного процесса можно контролировать с помощью системы контроля параметров STRECKER.
Опционально качество сварочного процесса можно контролировать с помощью системы контроля параметров STRECKER.
Каждый день тысячи сварочных аппаратов STRECKER используются по всему миру для получения точных и воспроизводимых стыковых швов.
Подробнее…
Вертикальный
2б
прочная конструкционная сталь | 5 — 18 мм Ø
3б
прочная конструкционная сталь | 8 — 20 мм Ø
SS80-FPC-ВЕРТИКАЛЬ
прочная конструкционная сталь | 6 — 20 мм Ø
SS120-FPC-ВЕРТИКАЛЬ
прочная конструкционная сталь | 8 — 30 мм Ø
Внедрение соединения концов рулонов
Почти все штамповщики металла имеют простои в конце рулона стали. Время простоя линии между витками может варьироваться. Время простоя нередко превышает 20 минут. На линиях большой колеи, где погонный метраж рулона невелик, количество простоев может быть чрезмерным.
Pax Machine Works, Селина, Огайо, производит продукцию, которая вытягивается, глубоко вытягивается, вырубается, перфорируется, чеканится, экструдируется и тисняется. Его готовые детали продаются OEM-производителям и поставщикам запасных частей. Штамповщик работает с высокопрочными сталями от 0,09толщиной от 0 до 0,140 дюйма и шириной от 7 до 11 дюймов, хотя соединительный узел на концах рулона может работать с материалом шириной от 2 до 20 дюймов и толщиной от 0,030 до 0,156 дюйма.
Простой из-за простоя
Чтобы исключить повторную заправку резьбы под прессом, компания Pax внедрила соединение концов рулонов, чтобы увеличить количество деталей в час, сократить брак и свести к минимуму ручную обработку материала во время смены рулонов. На типичной линии без устройства для соединения концов рулонов процедура отвода хвоста рулона и заправки нового рулона требует значительного ручного вмешательства, что увеличивает время простоя и количество брака.
Во многих случаях конец рулона необходимо завинчивать медленно и вручную, чтобы убедиться, что матрица не повреждена застреванием деталей или аномалиями, связанными с концом рулона. Кроме того, ведущий конец рулона также необходимо подавать вручную, чтобы убедиться, что матрица не повреждена из-за неправильной подачи в процессе переключения.
Кроме того, ведущий конец рулона также необходимо подавать вручную, чтобы убедиться, что матрица не повреждена из-за неправильной подачи в процессе переключения.
Соединители концов рулонов используют газовую дуговую сварку вольфрамовым электродом (GTAW), газовую дуговую сварку металлическим электродом (GMAW), плазменную или лазерную сварку в зависимости от технических характеристик линии. Линия Pax для крупногабаритных изделий использует GTAW для уменьшения налипания, связанного с сварным соединением, и для устранения любых проблем, связанных с твердостью сварного шва по отношению к штамповочному инструменту. В некоторых случаях требуются испытания на растяжение, испытания на изгиб и испытания на твердость, чтобы убедиться, что сварной шов соответствует требованиям линии.
«Любой процесс, который позволяет нам производить детали с более высокой производительностью и качеством при меньших затратах, дает нам конкурентное преимущество», — сказал Джо Хамберг, инженер-менеджер завода Pax. «Установка для сварки рулонов сыграла неотъемлемую роль в снижении затрат (снижение доли брака), а также в повышении производительности (меньшее время простоя при замене рулонов), что позволяет нам быть более конкурентоспособными при размещении новых заказов».
«Установка для сварки рулонов сыграла неотъемлемую роль в снижении затрат (снижение доли брака), а также в повышении производительности (меньшее время простоя при замене рулонов), что позволяет нам быть более конкурентоспособными при размещении новых заказов».
Снижение вероятности повреждения штампа
Штамповщик был обеспокоен возможностью повреждения штампа сварным соединением. Чрезмерная твердость или толщина материала могут привести к повреждению направляющих пресса или оснастки. Если сварной шов слишком толстый, имеет прогары на конце соединения или если свариваемый материал не идеально ровный (передний конец совмещен с хвостовой частью), может произойти повреждение направляющих кромок пресса или замятие в матрице.
Если сварной шов слишком толстый, скопление материала также может повредить матрицу или пуансон. Эти опасения были устранены для Pax, когда оказалось, что физические свойства GTAW идентичны исходному материалу. В результате у Пакс не возникло никаких проблем, связанных с матрицей, в процессе соединения рулонов.
Соединение рулонов используется на штамповочных линиях по всему миру. В большинстве случаев сварной шов не оказывает негативного влияния на штамп. Для применений с высоким содержанием углерода (более 0,2 процента) может потребоваться отжиг зоны термического влияния сварного шва, чтобы предотвратить накопление твердости.
Для неуглеродистой стали или материалов с покрытием в технологической линии могут использоваться другие процессы сварки. Может потребоваться сварка с различными защитными газами, газовыми резервными стержнями, горелками с водяным охлаждением или другими вспомогательными устройствами, чтобы убедиться, что свойства сварки и после сварки максимально приближены к свойствам основного металла.
Рис. 1. Задняя полоса вытягивается из разматывателя и останавливается сразу за сварочным аппаратом конца рулона датчиком конца, обычно устанавливаемым перед выпрямителем. Детектор конца информирует сварщика конца, чтобы начать последовательность отвода хвоста. Полоска расположена, как показано на рис. 1.
Полоска расположена, как показано на рис. 1.
Более безопасная замена катушки
Подача хвостовой части через пресс и повторная заправка переднего конца часто выполняются через яму для петли, хотя в Pax это не так. Этот тип операций сопряжен со значительными рисками для безопасности, такими как падение, обращение с острым как бритва материалом, попадание деталей в матрицу и из нее, а также подача ведущего конца в кормушку в конце ямы.
Штамповщик устранил разрезание и удаление деталей во время отвода, что улучшило эргономику и безопасность оператора. Оператору больше не нужно вытягивать материал из пресса или резать материал в инструменте, что экономит время и делает процесс менее физически сложным. В некоторых случаях для приварки одного производственного размера к следующему запланированному циклу можно также использовать устройство для соединения рулонов, чтобы исключить повторное нарезание резьбы, которое обычно сопровождает смену продукта.
«До установки сварочных аппаратов работа с более длинными штампами и толстолистовым материалом была затруднена, потому что нам приходилось разбивать полосу на более мелкие части, чтобы снять ее с инструмента перед натягиванием следующего рулона», — сказал Хамберг. «После добавления сварочных аппаратов большинство движений тела было устранено».
«После добавления сварочных аппаратов большинство движений тела было устранено».
Меньше лома
Количество производимого лома зависит от длины детали, качества передней и задней части рулона, сложности детали и ее допуска. Компания Pax смогла уменьшить количество брака вокруг места сварки в процессе повторной нарезки хвостовой и передней части резьбы.
Экономия достигается за счет сокращения количества брака в конце рулонов и в начале нового рулона, включая брак, образующийся в результате потери установки и повторных испытаний деталей на соответствие спецификации. В некоторых приложениях со строгими допусками почти все детали в конце змеевика или в начале нового змеевика должны быть проверены, чтобы убедиться, что они соответствуют допускам, прежде чем линия сможет работать на полной скорости.
По словам компании Pax, после добавления устройства для соединения концов рулонов производительность увеличилась примерно на 33 процента, сократился объем брака и создана более безопасная рабочая среда.
Когда начинается заключительная последовательность, выходной прижимной валик закрывается, и оператор толкает полосу в концевой сварочный аппарат для обрезки хвостового лома. На автоматизированных линиях автоматически происходит толчковое движение прижимных роликов, а второй датчик конца останавливает материал в положении сдвига. Ножницы активируются оператором (или автоматически, если добавлена защита световой завесой), чтобы обрезать хвостовой лом и сбросить его через днище машины. Некоторые ремонтные мастерские добавляют тележку для отходов под сварочный аппарат для легкого извлечения деталей. При обрезке лома удаляется примерно от 10 до 15 дюймов полосы. На рис. 2 показана машина в конце этого цикла.
Вся эта последовательность занимает около 40 секунд с момента получения сварщиком сигнала от выпрямителя. Предполагается, что машина для выравнивания будет иметь достаточный контроль над материалом, чтобы найти его в пределах 1 метра от входа в сварочный аппарат конца рулона. Если эта последовательность автоматизирована, оператор может начать последовательность ведения-конца.
Если эта последовательность автоматизирована, оператор может начать последовательность ведения-конца.
Последовательность переднего конца начинается сразу же после того, как оператор правильно расположит полосу поверх задней полосы. При необходимости оператор включает систему компенсации развала, чтобы отцентрировать переднюю и заднюю кромки полосы. Как только полоса находится по центру, оператор активирует ножницы и обрезает передний конец (см. 9).0266 Рисунок 3 ).
Брак удаляется оператором. Затем станция резки и сварки указывает положение сварки (см. Рисунок 4 ). Сварочные зажимы активируются, и оператор перемещает горелку к началу полосы. На автоматизированном сварочном аппарате позиционирование начала сварки выполняется автоматически, а датчик конца автоматически начинает процесс сварки. Точно так же сварка автоматически останавливается в конце цикла. Вся эта последовательность занимает примерно 60 секунд
Рисунок 2
Процесс GTAW в этом приложении занимает от 45 до 100 секунд, в зависимости от толщины и ширины полосы. Как правило, можно ожидать скорости резака 10 дюймов в минуту (IPM). На скорость процесса сварки влияет множество переменных. Для широких применений более 28 дюймов две горелки могут вдвое сократить время сварки.
Как правило, можно ожидать скорости резака 10 дюймов в минуту (IPM). На скорость процесса сварки влияет множество переменных. Для широких применений более 28 дюймов две горелки могут вдвое сократить время сварки.
| Последовательность 1 — хвостовая часть | 40 сек. |
| Последовательность 2 — ведущий конец | 60 сек. |
| Последовательность 3 | 30-150 сек. |
| Общий машинный цикл — сварка | 130–250 сек. |
Эта диаграмма временного цикла не включает время оператора между идентифицированными процессами. Общее время зависит от навыков оператора. В данном случае это около 10 минут.
Дальнейшая автоматизация может сократить время цикла. Автоматизация последовательности вывода хвостовой части, включая обрезку хвостовой части, может сократить общее время цикла, равно как и автоматический запуск резака и выгрузка металлолома.
Индукционный процесс и конструкция катушки для сварки термопластов, армированных углеродным волокном
Индукционный процесс и конструкция катушки для сварки термопластов, армированных углеродным волокном
Информация
Авторы: Джон К. Джаковски, Роберт С. Гольдштейн, Валентин С. Немков
Местоположение/место проведения: SAMPE 14 Seattle, WA
Тема: Композиты из углеродного волокна
Загрузить полную статью
Реферат
Будучи бесконтактным и объемным, индукционный нагрев зарекомендовал себя как эффективный метод получения высокопрочных сварных соединений между компонентами из термопласта, армированного углеродным волокном (CFRT). С внедрением этой технологии связаны определенные проблемы из-за анизотропного характера CFRT. Описаны анизотропные электрические и тепловые свойства пластины CFRT. Свойства вводятся в программу FEA для электромагнитного и теплового моделирования. Программа используется для проектирования индукционной катушки с целью достижения равномерного распределения температуры в соединении внахлестку между двумя пластинами CFRT. Исследовано влияние частоты, ориентации материала и конструкции катушки.
Программа используется для проектирования индукционной катушки с целью достижения равномерного распределения температуры в соединении внахлестку между двумя пластинами CFRT. Исследовано влияние частоты, ориентации материала и конструкции катушки.
1. Введение
Индукция является признанным методом нагрева полимеров, армированных углеродным волокном. Индукция предлагает чистый, быстрый и эффективный метод нагрева, который хорошо интегрируется в линию массового производства. В то время как автоклав является ведущим методом термической обработки CFRT, индукция является новой альтернативой. Переменные магнитные поля используются для создания вихревых токов в нагрузке (в данном случае из углеродного волокна), что делает ее бесконтактной по своей природе и локализованной в месте приложения поля. В зависимости от электрических и магнитных свойств нагрузки и частоты переменного поля вихревые токи могут индуцироваться объемно для выделения тепла в объеме материала. Другие распространенные методы, такие как сопротивление, инфракрасное излучение или конвекция, нагревают поверхность материала, и для достижения желаемой температуры в глубине без перегрева поверхности требуется значительное время. Преимущества индукции и сравнение с другими известными методами нагрева описаны Da Costa et al. [1]. Основное внимание исследований в этом отчете предназначено для сварки внахлестку CFRT. Для сварки CFRT необходима температура поверхности соединения, превышающая температуру плавления полимерной матрицы, наряду с приложенным давлением. Индукцию также можно использовать для укладки/отверждения/уплотнения ленты, формирования, ремонта и обработки поверхности CFRT.
Преимущества индукции и сравнение с другими известными методами нагрева описаны Da Costa et al. [1]. Основное внимание исследований в этом отчете предназначено для сварки внахлестку CFRT. Для сварки CFRT необходима температура поверхности соединения, превышающая температуру плавления полимерной матрицы, наряду с приложенным давлением. Индукцию также можно использовать для укладки/отверждения/уплотнения ленты, формирования, ремонта и обработки поверхности CFRT.
Основным недостатком индукционной сварки является сложность обеспечения равномерной температуры на границе раздела сварных швов, особенно для больших геометрических размеров [2,3]. Конструкция катушки и параметры процесса не были хорошо изучены при использовании индукции для CFRT. Необходимо глубокое понимание технологии, чтобы учитывать множество эффектов и факторов, связанных с определением определенного теплового профиля.
Индукционный нагрев возможен для CFRT только при наличии замкнутых контуров для протекания вихревых токов. Ток, протекающий по углеродным волокнам, должен вернуться обратно по другому набору волокон. При наличии достаточной гальванической связи между волокнами за счет их соприкосновения создается токопроводящая петля. Это сценарий, используемый для примеров в этой статье, при условии, что углеродное волокно находится в тканой форме. Когда контакт с волокном недостаточен, единственный способ прохождения тока в замкнутом контуре — это протекание через пластик из-за емкостной связи углеродных волокон. Это может происходить только на высоких частотах (в диапазоне МГц для большинства полимеров). При этом может происходить дополнительное тепловыделение за счет диэлектрических потерь в полимере [4,5]. В нашем случае мы полностью пренебрегаем дополнительным нагревом, вносимым полимером, поскольку интересующий диапазон частот находится в диапазоне 0,01-2 МГц. Это предположение подтверждается выводами Rudolf et al. [6] и Миллер и соавт. [7]
Ток, протекающий по углеродным волокнам, должен вернуться обратно по другому набору волокон. При наличии достаточной гальванической связи между волокнами за счет их соприкосновения создается токопроводящая петля. Это сценарий, используемый для примеров в этой статье, при условии, что углеродное волокно находится в тканой форме. Когда контакт с волокном недостаточен, единственный способ прохождения тока в замкнутом контуре — это протекание через пластик из-за емкостной связи углеродных волокон. Это может происходить только на высоких частотах (в диапазоне МГц для большинства полимеров). При этом может происходить дополнительное тепловыделение за счет диэлектрических потерь в полимере [4,5]. В нашем случае мы полностью пренебрегаем дополнительным нагревом, вносимым полимером, поскольку интересующий диапазон частот находится в диапазоне 0,01-2 МГц. Это предположение подтверждается выводами Rudolf et al. [6] и Миллер и соавт. [7]
Металлическая сетка используется для обеспечения равномерного распределения тепла на стыке. Можно также использовать тонкую металлическую фольгу или слой магнитных частиц. При правильной конструкции змеевика и параметрах процесса вспомогательные нагревательные компоненты на границе стыка не нужны для равномерного нагрева большинства геометрий. Другой метод, облегчающий формирование сварного шва, — это применение термопластичной пленки на границе соединения внахлестку. Этот метод может снизить требуемую температуру и чувствительность к приложенному давлению или времени обработки. Термопласт с более низкой температурой может обеспечить соединение без структурной деформации основного материала. Однако при применении основных методов вставки не было обнаружено значительного преимущества в отношении прочности на межслойный сдвиг (ILSS). Сравнительная таблица предыдущих исследований широкого круга исследовательских групп показывает результаты различных методов и соответствующих им ILSS. [8] Это дополнительно подтверждается выводами Каретто [9].]
Можно также использовать тонкую металлическую фольгу или слой магнитных частиц. При правильной конструкции змеевика и параметрах процесса вспомогательные нагревательные компоненты на границе стыка не нужны для равномерного нагрева большинства геометрий. Другой метод, облегчающий формирование сварного шва, — это применение термопластичной пленки на границе соединения внахлестку. Этот метод может снизить требуемую температуру и чувствительность к приложенному давлению или времени обработки. Термопласт с более низкой температурой может обеспечить соединение без структурной деформации основного материала. Однако при применении основных методов вставки не было обнаружено значительного преимущества в отношении прочности на межслойный сдвиг (ILSS). Сравнительная таблица предыдущих исследований широкого круга исследовательских групп показывает результаты различных методов и соответствующих им ILSS. [8] Это дополнительно подтверждается выводами Каретто [9].]
Целью этой статьи является создание основы для понимания общих свойств и поведения нагрева CFRT с использованием метода индукции. Основные концепции индукционного нагрева используются для изучения реакции этого сложного материала и влияния правильной конструкции катушки на распределение тепла и параметры процесса. Основное применение – сварка соединения внахлестку. Более обширное изучение материалов и результаты экспериментов предполагается провести в дальнейших исследованиях.
Основные концепции индукционного нагрева используются для изучения реакции этого сложного материала и влияния правильной конструкции катушки на распределение тепла и параметры процесса. Основное применение – сварка соединения внахлестку. Более обширное изучение материалов и результаты экспериментов предполагается провести в дальнейших исследованиях.
2. Эксперимент
2.1 Свойства материала
Электрические и тепловые свойства CFRT необходимы для прогнозирования характеристик индукционного нагрева. Свойства этих материалов трудно охарактеризовать из-за их анизотропной природы. Однонаправленные слои в квазиизотропном ламинате еще больше усложняют это, поскольку свойства могут различаться во всех трех измерениях, и явление результирующего нагрева предсказать труднее. Для этого исследования было выбрано армирование тканью из тканого углеродного волокна, чтобы можно было сделать двумерные предположения. Удельное электрическое сопротивление в плоскости (параллельно волокнам) и по толщине (перпендикулярно волокнам) взято из исследования Рудольфа и др. [6] и показано в таблице 1. Материал представляет собой атласное углеродное волокно с 5 жгутами. полифениленсульфид, армированный тканью, 46% волокна по объему. Теплопроводность, удельная теплоемкость и плотность определяются по правилу смесей. Индивидуальные свойства материала и эквивалентные композитные свойства приведены в таблице 1.
[6] и показано в таблице 1. Материал представляет собой атласное углеродное волокно с 5 жгутами. полифениленсульфид, армированный тканью, 46% волокна по объему. Теплопроводность, удельная теплоемкость и плотность определяются по правилу смесей. Индивидуальные свойства материала и эквивалентные композитные свойства приведены в таблице 1.
Таблица 1: Эквивалентные свойства материалов, используемые в FEA. *Значения взяты из ссылки [4].
| Материал | Ориентация | Объемная доля* | К (Вт/м·К) | Кэкв (Вт/м·К) | Cp (Дж/кг·K) | Cpeq (0 Дж/кг·K) см3) | deq (г/см3) | ρ (Ом·м)* | |
|---|---|---|---|---|---|---|---|---|---|
| PPS | Параллельный | 0,54 | 0,29 | 5 | 1000,70 | 906,3 | 1,35 | 1,54 | 5.0E-04 |
| T300 carbon fiber | Parallel | 0.46 | 10.5 | 5 | 795.50 | 906. 3 3 | 1.76 | 1.54 | 5.0E-04 |
| Составной | Перпендикулярный | 1 | — | 0,5 | — | 906,3 | 3 |
2.2 Моделирование МКЭ
Надлежащая конструкция катушки проверяется для сварки двух панелей толщиной ⅛ дюйма (3,2 мм) и длиной 4 дюйма (101,6 мм) с нахлестом 1 дюйм (25,4 мм). Требуемая ширина образцов для соответствия стандартным критериям испытаний ILSS составляет 1 дюйм, но для двумерного анализа ширина панелей считается бесконечной. Электрические параметры относятся к 1-дюймовому сечению бесконечно широкой системы. Любыми краевыми эффектами тока в третьем измерении пренебрегают. Если ширина панели примерно в 6 раз меньше глубины проникновения (δ), то предположения, сделанные в отношении электрических параметров сечения в бесконечной системе, больше недействительны. Размеры образца, использованного для МКЭ, показаны на рисунке 1.
Поперечное сечение катушки смоделировано с помощью квадратной трубы 3/16 дюйма (4,8 мм) для всех случаев, кроме катушки с вертикальным контуром, ширина трубы которой составляет 2,2 дюйма (55,8 мм). Магнитный концентрирующий материал Ferrotron 559H включен во все случаи, и используется соединительный зазор 1/8 дюйма (3,2 мм).
Программное обеспечение электромагнитно-термической связи Flux 2D используется для прогнозирования теплового отклика соединения предлагаемых образцов для испытаний. Это программное обеспечение является полезным инструментом для изучения влияния частоты, ориентации волокна и конструкции змеевика на тепловой профиль сечения. Это надежный метод точности и эффективности разработки индукционного процесса и конструкции катушки [10,11]. Максимальная температура в композите была одинаковой для всех моделей и составляла 300 °C, учитывая, что температура плавления ПФС составляет около 280 °C. Если поверхность сварки внахлестку нагревается с такой же или большей скоростью, чем поверхность, общее время достижения температуры может быть уменьшено. По этой причине в моделях предусмотрено 5 секунд для достижения температуры 300 °C. В противном случае, если поверхность имеет более высокую температуру, чем интерфейс, потребуется более длительное время разгона, чтобы избежать перегрева поверхности. После 5-секундного нарастания максимальная температура поддерживается в течение 10 секунд (общее время нагрева 15 секунд) и, в некоторых случаях, 60 секунд (общее время нагрева 65 секунд), чтобы имитировать время, необходимое под давлением для полного сварного шва. . В реальном процессе к зоне сварки необходимо прикладывать равномерное давление, что требует прямого контакта внешних компонентов с испытательными образцами. Для принципиального сравнения другие окружающие компоненты не учитывались в результатах моделирования. Вместо этого ко всем поверхностям применялись условия потери тепла окружающей среды.
Если поверхность сварки внахлестку нагревается с такой же или большей скоростью, чем поверхность, общее время достижения температуры может быть уменьшено. По этой причине в моделях предусмотрено 5 секунд для достижения температуры 300 °C. В противном случае, если поверхность имеет более высокую температуру, чем интерфейс, потребуется более длительное время разгона, чтобы избежать перегрева поверхности. После 5-секундного нарастания максимальная температура поддерживается в течение 10 секунд (общее время нагрева 15 секунд) и, в некоторых случаях, 60 секунд (общее время нагрева 65 секунд), чтобы имитировать время, необходимое под давлением для полного сварного шва. . В реальном процессе к зоне сварки необходимо прикладывать равномерное давление, что требует прямого контакта внешних компонентов с испытательными образцами. Для принципиального сравнения другие окружающие компоненты не учитывались в результатах моделирования. Вместо этого ко всем поверхностям применялись условия потери тепла окружающей среды.
3. Результаты
3.1 Зависимость от частоты и глубина проникновения
Глубина проникновения — это параметр, описывающий глубину от поверхности нагрева, на которой существует большинство вихревых токов. Глубина проникновения зависит от электрических и магнитных свойств материала и частоты, как показано в уравнении 1. Магнитная проницаемость не является фактором для CFRT, поскольку и углерод, и термопласты немагнитны (µr = 1). Глубина проникновения (δ в м) становится функцией только удельного сопротивления (ρ в Ом·м) и частоты (f в Гц) в соответствии с упрощенным соотношением в уравнении 2, где k = 503
Принимая во внимание общую толщину в месте нахлеста сварки ¼ дюйма (6,35 мм), отношение этой толщины к глубине провара с частотой показано на рисунке 2 кривой, обозначенной как «панели 1/8». Применяется удельное сопротивление, указанное в таблице 1, для параллельной ориентации. Три других значения толщины панели также приведены для примера того, какой глубины нагрева ожидать при различных частотах. Когда отношение толщины к глубине проникновения (t/δ) увеличивается, при одностороннем нагреве возникает больший температурный градиент по глубине. Однако электрический КПД достигает максимума, когда t/δ достаточно велико. На рис. 3 показана зависимость электрического КПД от частоты для катушки в виде шпильки, показанной на рис. 4. КПД имеет тенденцию к выравниванию выше 1 МГц. Отношение частоты к эффективности будет сильно зависеть от конструкции катушки, такой как: тип катушки, размер трубки, расстояние между трубками, соединительный зазор и размещение концентратора. Например, влияние расстояния между трубками на эффективность шпилечной катушки показано на рисунке 3. Кривая, обозначенная «. 34 «Интервал» представляет собой случай, использованный в результатах на Рисунке 5. В этом примере, когда частота снижается ниже 2 МГц, градиент температуры от поверхности нагрева до поверхности соединения немного уменьшится, но эффективность резко упадет, и в конечном итоге точка может быть достигнута там, где не происходит значительного нагрева (в данном случае ниже 10 кГц).
Когда отношение толщины к глубине проникновения (t/δ) увеличивается, при одностороннем нагреве возникает больший температурный градиент по глубине. Однако электрический КПД достигает максимума, когда t/δ достаточно велико. На рис. 3 показана зависимость электрического КПД от частоты для катушки в виде шпильки, показанной на рис. 4. КПД имеет тенденцию к выравниванию выше 1 МГц. Отношение частоты к эффективности будет сильно зависеть от конструкции катушки, такой как: тип катушки, размер трубки, расстояние между трубками, соединительный зазор и размещение концентратора. Например, влияние расстояния между трубками на эффективность шпилечной катушки показано на рисунке 3. Кривая, обозначенная «. 34 «Интервал» представляет собой случай, использованный в результатах на Рисунке 5. В этом примере, когда частота снижается ниже 2 МГц, градиент температуры от поверхности нагрева до поверхности соединения немного уменьшится, но эффективность резко упадет, и в конечном итоге точка может быть достигнута там, где не происходит значительного нагрева (в данном случае ниже 10 кГц).
Нельзя сказать, что о сценариях с низкой эффективностью не может быть и речи. Если конструкция индукционной системы ограничена только односторонним нагревом, более низкая частота улучшит тепловую однородность сварного шва. Если тепловые характеристики более важны, чем энергопотребление, то для панелей толщиной 1/8 дюйма можно использовать частоты до 10 кГц. С точки зрения конструкции индукционного оборудования более желательны частоты ниже 1 МГц. Выше этого диапазона возникает повышенная сложность проектирования компонентов питания на высокие уровни напряжения, которые будут противостоять короткому замыканию или перегреву. Существует также проблема создания помех высокочастотным системам связи, которые могут нарушить правила FCC.

Катушка в виде односторонней шпильки рассматривается для анализа частоты и времени при температуре на тепловом профиле сварного шва. Пример катушки типа шпильки, примененной к соединению внахлестку, представлен на рисунке 4. Распределение температуры в образце CFRT сравнивается при 200 кГц (t/δ = 0,25), 2 МГц (t/δ = 0,8), и 10 МГц (t/δ = 1,8) на рис. 5. Температура слева показана после 5-секундного нарастания до максимальной температуры 300 °C. Температуры в центре и справа от рисунка после 10-секундной выдержки и 60-секундной выдержки соответственно при максимальной температуре. Глубина нагрева через соединение заметно больше на частоте 2 МГц по сравнению с 10 МГц в конце разгона, в то время как эффективность почти не изменилась (95,3% на 2 МГц, 98,7% на 10 МГц). При понижении частоты до 200 кГц глубина нагрева еще больше, но КПД снижается до 52,6%. Учитывая желаемое распределение температуры при сохранении приличной эффективности, частота 2 МГц является разумным выбором. После 60 секунд выдержки при максимальной температуре распределение тепла становится близким к равновесному, а температура на границе раздела достигает максимума в пределах 20 °C от мишени для частоты 2 МГц. Это означает, что температура поверхности должна превысить целевую температуру примерно на 20°C после 60-секундного удержания, чтобы достичь температуры 300°C на границе раздела.
После 60 секунд выдержки при максимальной температуре распределение тепла становится близким к равновесному, а температура на границе раздела достигает максимума в пределах 20 °C от мишени для частоты 2 МГц. Это означает, что температура поверхности должна превысить целевую температуру примерно на 20°C после 60-секундного удержания, чтобы достичь температуры 300°C на границе раздела.
Что касается времени обработки и небольшого превышения температуры поверхности шпильки, эта конструкция может быть не идеальной. Одним из основных преимуществ одностороннего обогрева является доступность. Могут быть случаи, когда нагрев с обеих сторон невозможен из-за помех машин или деталей. В этих случаях односторонний нагрев по-прежнему является практичным вариантом, однако следует ожидать, что время нагрева составляет порядка минут. Тем не менее, время процесса будет короче, чем при использовании многих альтернативных методов нагрева.
В этих случаях односторонний нагрев по-прежнему является практичным вариантом, однако следует ожидать, что время нагрева составляет порядка минут. Тем не менее, время процесса будет короче, чем при использовании многих альтернативных методов нагрева.
Ориентация материала
В материале должен быть непрерывный электрический путь, чтобы наблюдать нагрев с эффектом Джоуля. Чтобы проиллюстрировать разницу между удельным сопротивлением параллельной и перпендикулярной ориентаций, однонаправленные волокна представлены в геометрии испытательного образца. Принимая удельное электрическое сопротивление в направлении, параллельном волокнам, достигается эффективный нагрев. Плотность мощности, полученная в результате использования катушки в виде шпильки в этом направлении, показана на рисунке 6а. Когда сопротивление в перпендикулярном направлении применяется к той же ситуации, мощность не индуцируется, как показано на рисунке 6b. В действительности для полностью однонаправленного материала ток должен проходить через матричный материал от волокна к волокну в третьем измерении, которое не показано. Этот трехмерный эффект может снизить чистую эффективность нагрева или, если частота достаточно низкая, вообще предотвратит нагрев однонаправленного материала. В квазиизотропном материале с поперечными или угловыми слоями однонаправленной ленты этот эффект необходимо учитывать во всех трех измерениях, и чистые свойства нагрева будут различаться еще больше. Остальные двумерные модели основаны на предположении, что CFRT соткан и каждый отдельный слой имеет хороший электрический контакт между всеми волокнами.
Этот трехмерный эффект может снизить чистую эффективность нагрева или, если частота достаточно низкая, вообще предотвратит нагрев однонаправленного материала. В квазиизотропном материале с поперечными или угловыми слоями однонаправленной ленты этот эффект необходимо учитывать во всех трех измерениях, и чистые свойства нагрева будут различаться еще больше. Остальные двумерные модели основаны на предположении, что CFRT соткан и каждый отдельный слой имеет хороший электрический контакт между всеми волокнами.
Конструкция катушки
Для данной геометрии образца существует множество типов катушек, которые можно применять для создания различных путей вихревых токов в материале. Катушка каждого типа создает различный тепловой профиль в соединении и имеет разные электрические параметры. Конструкция катушки ограничена только необходимостью замыкания токовой петли от источника питания. Варианты дизайна почти безграничны, но большинство конструкций катушек можно разделить на общий «стиль» катушек.
Варианты дизайна почти безграничны, но большинство конструкций катушек можно разделить на общий «стиль» катушек.
Первоначально односторонний нагрев исследовался с помощью катушки типа шпильки. Существует обратная зависимость электрического КПД и однородности температуры по толщине при одностороннем нагреве. Двусторонний нагрев может быть более сложным для реализации из-за доступности, но для обеспечения равномерной температуры на границе стыка за короткий промежуток времени и поддержания низкого энергопотребления желателен двусторонний нагрев. Типы катушек, исследованные для двустороннего нагрева, представляют собой овал, поперечный поток и вертикальную петлю.
3.3.1 Двухоборотный овал
Рассматривается катушка, обернутая по ширине образцов CFRT (овальной формы). Катушка с кольцевым/продольным потоком будет создавать противоположное магнитное поле по обе стороны от сварного шва. Поле будет проникать в материал, выровненный параллельно тепловым поверхностям. Пример катушки овального типа, окружающей соединение внахлестку, представлен на рис. 7. При такой конфигурации ток не будет течь вдоль поверхности сварки, что видно из распределения плотности мощности на рис. 8а. Электрический КПД будет иметь тенденцию быть низким из-за компенсации индуцированных токов. Самые высокие температуры будут на поверхности материала с относительно крутым спуском к стыку. На рис. 8b показан большой градиент после 5-секундного нарастания. Удержание температуры очень полезно для выравнивания температуры вблизи стыка, как показано на рисунке 8c, после 10-секундного удержания. Ток должен возвращаться с одной панели на другую, перпендикулярно стыку с катушкой этого типа. Это может создать проблему для поддержания хорошего контакта между панелями, чтобы позволить току вернуться между ними. Локальный перегрев на концах образца будет проблемой из-за высокой плотности мощности тока, протекающего в трех направлениях.
7. При такой конфигурации ток не будет течь вдоль поверхности сварки, что видно из распределения плотности мощности на рис. 8а. Электрический КПД будет иметь тенденцию быть низким из-за компенсации индуцированных токов. Самые высокие температуры будут на поверхности материала с относительно крутым спуском к стыку. На рис. 8b показан большой градиент после 5-секундного нарастания. Удержание температуры очень полезно для выравнивания температуры вблизи стыка, как показано на рисунке 8c, после 10-секундного удержания. Ток должен возвращаться с одной панели на другую, перпендикулярно стыку с катушкой этого типа. Это может создать проблему для поддержания хорошего контакта между панелями, чтобы позволить току вернуться между ними. Локальный перегрев на концах образца будет проблемой из-за высокой плотности мощности тока, протекающего в трех направлениях.

3.3.2 Тип поперечного потока
Эта конструкция катушки похожа на катушку со шпилькой, но применяется к обеим сторонам образца для создания поперечного потока магнитного потока. Для изготовления этой катушки витки с каждой стороны должны быть намотаны в одном направлении. Пример катушки с поперечным магнитным потоком, примененной к соединению внахлестку, представлен на рисунке 9.. В этой конфигурации большая часть тока будет индуцироваться вблизи концов каждой панели перекрытия, а в центре тока не будет (рис. 10а). Магнитное поле будет проходить через образец перпендикулярно тепловым поверхностям. Тепловая картина для этого типа змеевика приведет к более холодной области в центре зоны сварки во время разгона (рис. 10b). После 10-секундной выдержки (рис. 10c) тепло распределяется гораздо более равномерно, центр сварного шва заполняется, а большая часть поверхности раздела достигает заданной температуры.

3.3.3 Двусторонняя вертикальная петля
Катушка в виде вертикальной петли индуцирует желаемый ток в одном направлении по ширине соединения внахлестку. Ток в нагревательной поверхности змеевика возвращается на заднюю сторону основного нагревательного стержня, что не сильно влияет на направление обратного тока в детали. Вихревой поток будет разделяться в конце ширины нагреваемого стыка и, естественно, вынужден возвращаться по обе стороны от перекрытия, создавая так называемый узор «бабочка». При наложении вертикальной петли с обеих сторон образца в одинаковой ориентации вихревые токи могут генерироваться равномерно по всей площади поперечного сечения перекрытия. Затем ток вынужден возвращаться по обе стороны от стыка, но более рассредоточенно (при условии, что длина панели достаточна). Обратный ток добавит некоторое количество тепла за пределами зоны сварки, но оно будет минимальным из-за малой силы тока. Пример двусторонней катушки в виде вертикальной петли, применяемой к соединению внахлестку, представлен на рисунке 11.
Обратный ток добавит некоторое количество тепла за пределами зоны сварки, но оно будет минимальным из-за малой силы тока. Пример двусторонней катушки в виде вертикальной петли, применяемой к соединению внахлестку, представлен на рисунке 11.
Зависимость КПД от частоты для этой конструкции катушки показана на Рисунке 12. Оптимальный КПД достигается при более низких частотах, чем в предыдущих конструкциях, поскольку гашение тока в зоне сварки не вызывает беспокойства. Частота не будет иметь такого большого влияния на распределение тепла, как в предыдущих конструкциях. КПД в этом случае выравнивается на частоте около 300 кГц, что относится к моделям на рис. 13. Из-за равномерности мощности по толщине перекрытия (рис. 13а) результирующая температура в зоне сварки имеет высокую степень однородности. после разгона (рис. 13б). Самые высокие температуры наблюдаются на поверхности сварного шва, поэтому удержание температуры фактически снижает однородность из-за проводимости по длине и поверхностных потерь (рис. 13с).
КПД в этом случае выравнивается на частоте около 300 кГц, что относится к моделям на рис. 13. Из-за равномерности мощности по толщине перекрытия (рис. 13а) результирующая температура в зоне сварки имеет высокую степень однородности. после разгона (рис. 13б). Самые высокие температуры наблюдаются на поверхности сварного шва, поэтому удержание температуры фактически снижает однородность из-за проводимости по длине и поверхностных потерь (рис. 13с).
3.4 Сравнительный обзор конструкций катушек
Температура вдоль 1-дюймовой поверхности сварки шпильки и овального витка показана на рис. 14. Для каждого витка существует три профиля: 5-секундное линейное изменение, 10-секундное удержание и 60-секундное удержание. Обе эти конструкции катушек имеют большой температурный градиент от поверхности к границе раздела после 5 секунд нагрева. Дополнительные 10 секунд удержания максимальной температуры оказывают существенное влияние на повышение температуры интерфейса и сглаживание распределения, особенно для катушки-шпильки. После 60 секунд выдержки распределение близко к равновесному, а максимальная температура находится в пределах 20 ºC от целевого значения для обеих катушек.
После 60 секунд выдержки распределение близко к равновесному, а максимальная температура находится в пределах 20 ºC от целевого значения для обеих катушек.
Температуры поверхности раздела для поперечного магнитного потока и вертикальной петлевой катушки показаны на рисунке 15. Распределение поперечного магнитного потока резко выравнивается после 10-секундного удержания и очень близко к заданной температуре. 300ºC достигается на интерфейсе всего за 3 дополнительных секунды удержания. Катушка с вертикальной петлей приводит к разнице в 25 ºC на длине 1 дюйм через 5 секунд. Центральные 60% длины выдерживают при температуре 300 ºC. Из рассмотренных катушек это единственная конструкция, в которой тепловая однородность снижается при дополнительном времени нахождения при температуре. Если доступность не является проблемой, двухсторонний вертикальный змеевик идеален для быстрого достижения однородности температуры в месте соединения.

Рабочие параметры основных конструкций катушек, которые обсуждались ранее, перечислены в Таблице 2. Указанные значения относятся к длине катушки 1 дюйм, не включая переходные секции или провода к источнику питания. По этой причине указанные значения мощности и напряжения ниже, чем для полной катушки. Значения мощности и напряжения указаны на дюйм ширины (см. рис. 1), если ширина всей системы превышает 6δ. Все значения взяты при условии достижения 300 ºC за 5 секунд.
Материал магнитного концентратора (Ferrotron 559H) был включен во все рассмотренные случаи из-за его преимуществ в отношении электрической эффективности и локализации тепла в зоне сварки. Преимущества и использование магнитного концентрирующего материала далее описаны Nemkov et al. [12] и Руффини и соавт. [13]. Для катушки-шпильки и катушки с вертикальной петлей параметры сравниваются с отсутствием магнитного концентратора при той же максимальной температуре образца 300 °С. Когда концентратор удаляется из шпильки, потребляемая мощность увеличивается на 25%. Хотя максимальная температура на стыке несколько повысилась. Это связано с тем, что распределение мощности расширяется без концентратора, поэтому для достижения той же общей максимальной температуры требуется больше энергии. Когда концентратор удаляется из катушки с вертикальным контуром, эффективность падает до 54,4%, что увеличивает общую потребляемую мощность на 86% и полную мощность более чем в десять раз; текущий является крупнейшим вкладчиком. Отсутствие концентратора на вертикальной петле делает конструкцию практически неосуществимой. Помимо повышенной производительности, которую дает концентратор, этот материал также обладает экранирующим эффектом, предотвращающим нагрев катушкой окружающих компонентов машины, что не рассматривается в данном исследовании.
[13]. Для катушки-шпильки и катушки с вертикальной петлей параметры сравниваются с отсутствием магнитного концентратора при той же максимальной температуре образца 300 °С. Когда концентратор удаляется из шпильки, потребляемая мощность увеличивается на 25%. Хотя максимальная температура на стыке несколько повысилась. Это связано с тем, что распределение мощности расширяется без концентратора, поэтому для достижения той же общей максимальной температуры требуется больше энергии. Когда концентратор удаляется из катушки с вертикальным контуром, эффективность падает до 54,4%, что увеличивает общую потребляемую мощность на 86% и полную мощность более чем в десять раз; текущий является крупнейшим вкладчиком. Отсутствие концентратора на вертикальной петле делает конструкцию практически неосуществимой. Помимо повышенной производительности, которую дает концентратор, этот материал также обладает экранирующим эффектом, предотвращающим нагрев катушкой окружающих компонентов машины, что не рассматривается в данном исследовании.
Схема с наибольшей эффективностью, не превышающей 2 МГц, представляет собой двусторонний вертикальный цикл на 98,2%. Максимальная температура поддерживается почти на всей площади перекрытия, поэтому требуемая мощность больше, чем у других стилей катушек. По мере увеличения частоты эффективность приближается к 100% для всех конструкций. Недостаток заключается в том, что от поверхности к границе раздела будет существовать больший температурный градиент, что приведет к увеличению времени обработки для достижения достаточной однородности температуры сварного шва.
Таблица 2: Электрические параметры катушек различных типов
| Катушка | Концентратор | Частота (кГц) | Суммарная мощность (Вт) | Частичная мощность (Вт) | Эффективность (%) | 7 50 50 50 В тока катушки U/in (эфф.) (Рамки)Полная мощность (кВА) | Макс. температура (C) | Макс. температура на стыке (C) | Время нагрева (сек) | ||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Шпилька | да | 2000 | 193. 7 7 | 184.6 | 95.3 | 22.3 | 48.4 | 1.1 | 300 | 185 | 5 |
| Hairpin | no | 2000 | 242.4 | 229.6 | 94.7 | 19.6 | 110 | 2.2 | 300 | 203 | 5 |
| Шпилька | да | 200 | 399,6 | 210,2 | 52,6 | 21 | 403,8 | 8,5 | 300 | 195 | 3 |
| Hairpin | yes | 10000 | 125.9 | 124.3 | 98.7 | 32.2 | 18.3 | 0.6 | 300 | 125 | 5 |
| Соленоид | да | 2000 | 215,7 | 168,4 | 78,1 | 63,6 | 78,5 | 5,0 | 300 | 102 | 5 |
| Transverse Flux | yes | 2000 | 304. 5 5 | 290.7 | 95.5 | 36.3 | 40.1 | 1.5 | 300 | 273 | 5 |
| 2-сторонняя вертикальная петля | да | 300 | 804,7 | 790,6 | 98,2 | 18,8 | 189 | 3,6 | 300 | 300 | 5 |
| 2-Sided Vertical Loop | no | 300 | 1494.1 | 812.2 | 54.4 | 20.1 | 1870 | 37.6 | 300 | 300 | 5 |
4. Выводы
Надлежащий процесс и конструкция инструмента были проверены для индукционной сварки соединения внахлест CFRT. Тканая CFRT была выбрана для простоты исследования, позволяющей делать двумерные предположения. Программное обеспечение FEA Flux 2D использовалось для изучения влияния ориентации материала, частоты, конструкции катушки и использования магнитного концентратора. Целевыми результатами были равномерная температура на границе соединения внахлестку, не превышающая 300 ºC. Также учитывался электрический КПД и, следовательно, потребность в энергии. Джоулев нагрев был единственным источником, рассматриваемым в этом исследовании, на основе чистых свойств материала ПФС, армированного тканым углеродным волокном. Окружающие компоненты, такие как устройства подачи давления, не учитывались.
Целевыми результатами были равномерная температура на границе соединения внахлестку, не превышающая 300 ºC. Также учитывался электрический КПД и, следовательно, потребность в энергии. Джоулев нагрев был единственным источником, рассматриваемым в этом исследовании, на основе чистых свойств материала ПФС, армированного тканым углеродным волокном. Окружающие компоненты, такие как устройства подачи давления, не учитывались.
Интенсивность и распределение нагрева зависят от конструкции змеевика, частоты и структуры/ориентации материала. Регулировка частоты повлияет на распределение температуры и электрические параметры. В конечном счете, для каждой конструкции катушки можно найти оптимальную частоту, которая обеспечивает достаточный электрический КПД, не слишком жертвуя тепловым градиентом сварного шва.
Из основных исследованных типов катушек двухсторонняя катушка с вертикальным контуром и концентратором показала наилучшие характеристики для быстрого достижения термической однородности сварного шва с высоким электрическим КПД. Хорошая однородность может быть достигнута в стыке за 5 секунд (или меньше с добавленной мощностью). Достаточная тепловая однородность может быть достигнута с другими типами змеевиков после выдержки при температуре, позволяющей теплу проходить через материал. Односторонняя катушка исследовалась методом шпильки. Эта катушка обеспечивала равномерную температуру после 60-секундного удержания, но целевая температура должна была быть немного превышена. Другие односторонние катушки не исследовались, но могут дать дополнительные преимущества. Обогрев с одной стороны проще всего реализовать и в некоторых случаях может быть единственным вариантом.
Хорошая однородность может быть достигнута в стыке за 5 секунд (или меньше с добавленной мощностью). Достаточная тепловая однородность может быть достигнута с другими типами змеевиков после выдержки при температуре, позволяющей теплу проходить через материал. Односторонняя катушка исследовалась методом шпильки. Эта катушка обеспечивала равномерную температуру после 60-секундного удержания, но целевая температура должна была быть немного превышена. Другие односторонние катушки не исследовались, но могут дать дополнительные преимущества. Обогрев с одной стороны проще всего реализовать и в некоторых случаях может быть единственным вариантом.
Было показано, что индукция представляет собой весьма разнообразную технологию. Для большинства приложений доступно множество вариантов. При правильном понимании критерии нагрева для сварки могут быть соблюдены для большинства применений CFRT. Самым сложным аспектом индукции является определение наилучшего сочетания конструкции катушки, частоты и мощности. Это все то, для чего программное обеспечение FEA является отличным инструментом.
Это все то, для чего программное обеспечение FEA является отличным инструментом.
Планируется провести более обширные исследования возможности индукционной сварки внахлест CFRT с использованием как моделирования, так и экспериментальных исследований. Будут изучены методы описания полностью анизотропных свойств и прогнозирования тепловых характеристик квазиизотропного материала.
Ссылки
[1] Да Коста А.П., Ботельо Э.К., Коста М.Л., Нарита Н.Е., Тарпани Дж.Р., Обзор технологий сварки термопластичных композитов в аэрокосмических применениях, Бразилия, Журнал аэрокосмических технологий и менеджмента, том. 4, № 3, 255-265, 2012 г.
[2] Ageorges C., Ye L., Hou M., Достижения в области методов соединения термопластичных матричных композитов: обзор, Австралия, Композиты: Часть A, Vol. 32, 839-857, 2001 г.
[3] Yousefpour A., Hojjati M., Immarigeon J.P., Соединение плавлением/сварка термопластичных композитов, Канада, Журнал термопластичных композитных материалов, Vol. 17, 303-341, 2004 г.
17, 303-341, 2004 г.
[4] Финк Б.К., Маккалоу Р.Л., Гиллеспи мл. Дж.В., Индукционный нагрев композитов из углеродного волокна: модель распределения электрического потенциала, Управление исследований оружия и материалов, АРЛ, Делавэрский университет, США. 1999 г.
[5] Финк Б.К., Маккалоу Р.Л., Гиллеспи-младший Дж.В., Локальная теория нагрева термопластичных композитов с поперечными слоями из углеродного волокна с помощью магнитной индукции. Центр композитных материалов, Делавэрский университет, США. СКК-Отчет. 90-37, 1990.
[6] Рудольф Р., Митчанг П., Нейцель М., Индукционный нагрев непрерывных термопластов, армированных углеродным волокном, Institute fur Verbundwerkstoffe GmbH, Германия, Композиты: Часть A, Vol. 31, 1191-1202, 2000
[7] Миллер А.К. и др., Природа индукционного нагрева в графитово-волокнистых полимерно-матричных композитных материалах, журнал SAMPE Vol. 26, № 4, 37-54, 1990 г.
[8] Ахмед Т.Дж., Ставров Д., Берси Х.Е.Н., Бёкерс А., Индукционная сварка термопластичных композитов – обзор, Нидерланды, Композиты: Часть A, Том. 37, 1638-1651, 2006
37, 1638-1651, 2006
[9] Каретто Ф., Изучение процесса «индукционной сварки», применяемого к композитам с термопластичной матрицей, ENEA, Италия, EAI; 103-111, 2011 г.
[10] Гольдштейн Р.К., Немков В., Джаковски Дж., Виртуальное прототипирование индукционной термообработки, 25-я конференция Общества термообработки ASM (Индианаполис, Индиана), 2009 г.
[11] Немков В.С., Гольдштейн Р.К., Практическое использование компьютерного моделирования для перспективного проектирования индукционных катушек и технологических процессов, Швеция, 5-я конференция ASM по термообработке и инженерии поверхностей в Европе, 2000 г.
[12] Немков В., Управление магнитным потоком в индукционных установках, Италия, Международная конференция по нагреву электромагнитными источниками, 2013 г.
[13] Руффини Р.Т., Немков В.С., Гольдштейн Р.К., Влияние регуляторов магнитного потока на системы индукционного нагрева, Компьютерное моделирование и практика, 21-я конференция Общества термообработки ASM (Индианаполис, Индиана), 2001 г.
Если у вас есть дополнительные вопросы, требуется обслуживание или вам просто нужна общая информация, мы здесь, чтобы помочь.
Наша компетентная служба поддержки клиентов доступна в рабочее время, чтобы ответить на ваши вопросы, касающиеся продукта Fluxtrol, ценообразования, заказа и другой информации. Если у вас есть технические вопросы об индукционном нагреве, свойствах материалов, наших инженерных и образовательных услугах, свяжитесь с нашими специалистами по телефону, электронной или обычной почте.
Флюкстрол Инк.
1388 Атлантический бульвар,
Оберн-Хиллз, Мичиган 48326
Телефон: +1-800-224-5522
За пределами США: 1-248-393-2000
ФАКС: +1-248-393-0277
Похожие темы
- Индукционный процесс и конструкция катушки для сварки термопластов, армированных углеродным волокном
- Передовая практика проектирования и производства индукторов для термообработки
Свяжитесь с нами
Имя
Фамилия
Электронная почта
Компания
Должность
Страна
Сообщение
сварка из рулонного архива — Руководство AHSS
Сварка в твердом теле
Высокочастотная сварка (ВЧС) является основной технологией сварки для производства сварных стальных труб методом холодной штамповки. Сварные трубы обычно изготавливаются из плоского листового материала путем непрерывного проката и процесса высокочастотной индукционной сварки. Трубы широко используются в автомобильной промышленности, в том числе в конструкциях сидений, поперечинах, боковых ударопрочных конструкциях, бамперах, подрамниках, продольных рычагах и поворотных балках. Сварную трубу можно рассматривать как стальной лист, имеющий форму замкнутого поперечного сечения.
Сварные трубы обычно изготавливаются из плоского листового материала путем непрерывного проката и процесса высокочастотной индукционной сварки. Трубы широко используются в автомобильной промышленности, в том числе в конструкциях сидений, поперечинах, боковых ударопрочных конструкциях, бамперах, подрамниках, продольных рычагах и поворотных балках. Сварную трубу можно рассматривать как стальной лист, имеющий форму замкнутого поперечного сечения.
Две особенности отличают сварную трубу от исходного листового материала:
- Деформационное упрочнение, происходящее в процессе формовки труб.
- Свойства и металлургия сварного шва отличаются от таковых у БМ в трубчатом сечении.
Хорошая свариваемость является одним из условий успешной сварки ВЧ. Большинство сталей DP применимы в качестве исходного материала для производства труб из высокопрочной стали методом непрерывной прокатки и процесса HFIW. Качество и характеристики сварного шва зависят от фактических характеристик стального листа (таких как химический состав, микроструктура и прочность) и организации процесса производства труб. В табл. 1 приведены некоторые характеристики ВЧ сварных швов труб из стали ДП 280/600.
В табл. 1 приведены некоторые характеристики ВЧ сварных швов труб из стали ДП 280/600.
Таблица 1: Данные испытаний на поперечное растяжение трубы HFIW DP 280/600. Р-1
Для DP 280/600 твердость зоны сварки превышает твердость основного металла (BM) (рис. 1). При переходе от ЗТВ к БМ имеется ограниченная или отсутствующая мягкая зона. Несуществующая мягкая зона дает ВЧ сварной шов, более прочный, чем ВМ (табл. 1). Это важное свойство при формовании, когда стенки трубы и сварной шов подвергаются поперечному удлинению, например, при радиальном расширении и гидроформовке.
Рис. 1: Твердость сварного шва ВЧ в трубе DP 280/600. Р-1
На рисунках 2 и 3 приведены дополнительные примеры распределения твердости по ВЧ сварным швам различных материалов по сравнению с мягкой сталью.
Рис. 2. Изменение твердости при индукционной сварке для различных типов стали. М-1
М-1
Рис. 3: Изменение твердости при индукционной сварке DP 350/600 с мягкой сталью. Д-1
Безопасная практика
Здоровье и безопасность сварщиков, обслуживающего персонала и других лиц, участвующих в сварочных работах, необходимо учитывать при установлении методов работы. Проектирование, строительство, установка, эксплуатация и техническое обслуживание оборудования, органов управления, источников питания и инструментов должны соответствовать требованиям Министерства труда США в отношении стандартов безопасности и гигиены труда для общепромышленных предприятий (29).) CFR часть 1910, подраздел Q.1.
ВЧ-источник также должен соответствовать требованиям Федеральной комиссии по связи (FCC), изложенным в Разделе 47, часть 15, в отношении радиочастотных излучений от промышленных, научных и медицинских источников. Ответственность за соблюдение стандартов FCC берет на себя производитель источника питания и не представляет проблемы для конечного пользователя оборудования, если источник питания установлен в соответствии с рекомендациями производителя. Необходимо ознакомиться с информационными руководствами, предоставленными производителями оборудования, и строго соблюдать рекомендации по технике безопасности. Также необходимо соблюдать государственные, местные и корпоративные правила техники безопасности. Документ Американского общества сварщиков (AWS) «Безопасность при сварке, резке и смежных процессах», ANSI Z49..1: 2012 посвящен безопасным методам работы в сварочной отрасли.
Необходимо ознакомиться с информационными руководствами, предоставленными производителями оборудования, и строго соблюдать рекомендации по технике безопасности. Также необходимо соблюдать государственные, местные и корпоративные правила техники безопасности. Документ Американского общества сварщиков (AWS) «Безопасность при сварке, резке и смежных процессах», ANSI Z49..1: 2012 посвящен безопасным методам работы в сварочной отрасли.
Напряжения, создаваемые ВЧ источниками питания с твердотельными инверторными источниками питания (до 3000 В), и напряжения, создаваемые ламповыми генераторами (до 30 000 В), могут быть смертельными. Необходимо соблюдать надлежащую осторожность и меры предосторожности для предотвращения травм при работе с ВЧ-генераторами и связанными с ними системами управления.
Современные источники питания оснащены защитными блокировками на люках и устройствами автоматического защитного заземления, предотвращающими работу оборудования при открытых люках. Запрещается эксплуатировать оборудование со снятыми панелями или кожухами высокого напряжения или с отключенными блокировками и заземляющими устройствами.
ВЧ-токи сложнее заземлить, чем низкочастотные токи, и линии заземления должны быть как можно короче, чтобы свести к минимуму индуктивное реактивное сопротивление. Все провода между источником питания и контактами или индукционной катушкой должны быть полностью заключены в изолированную или заземленную конструкцию и сконструированы таким образом, чтобы свести к минимуму электромагнитные помехи (ЭМП). Кроме того, следует позаботиться о том, чтобы ВЧ-магнитное поле вокруг катушки и проводов не вызывало индукционный нагрев соседних компонентов металлической мельницы.
Зона сварки должна быть защищена таким образом, чтобы обслуживающий персонал не мог прикасаться к открытым контактам или индукционным катушкам, когда эти устройства находятся под напряжением. Повреждения персонала в результате прямого контакта с высокочастотным напряжением, особенно в верхнем диапазоне сварочных частот, могут привести к тяжелым локальным повреждениям тканей.
Сварка твердого тела
- Основы и принципы ВЧ сварки
- Преимущества и недостатки
- Индукционная шовная сварка труб и трубопроводов
- Контактная шовная сварка труб и трубопроводов
Основы и принципы ВЧ сварки
Процессы высокочастотной (ВЧ) сварки основаны на свойствах ВЧ-электричества и теплопроводности, которые определяют распределение тепла в заготовках. Контактная ВЧ-сварка и высокочастотная индукционная сварка применяются для сварки изделий из рулонной, плоской или трубчатой заготовки с постоянной симметрией стыка по всей длине шва. На рис. 1 показаны основные конструкции соединений, используемые при ВЧ сварке. На рис. 1 (А) и (В) показаны сварные швы встык; Рисунок 1 (C) представляет собой сварной шов, выполненный с помощью оправки или задней/внутренней планки. Рисунок 1 (D) представляет собой конструкцию стыкового соединения полосового металла; а на рис. 1 (Е) показано Т-образное соединение. На рисунках 1 (F) и (G) показаны примеры конструкций соединений спиральных труб и труб со спиральными ребрами. На рис. 1 (J) показано стыковое соединение трубы встык, на котором показано размещение змеевика. На рис. 4.L-6 (K) показано стыковое соединение прутка.
Контактная ВЧ-сварка и высокочастотная индукционная сварка применяются для сварки изделий из рулонной, плоской или трубчатой заготовки с постоянной симметрией стыка по всей длине шва. На рис. 1 показаны основные конструкции соединений, используемые при ВЧ сварке. На рис. 1 (А) и (В) показаны сварные швы встык; Рисунок 1 (C) представляет собой сварной шов, выполненный с помощью оправки или задней/внутренней планки. Рисунок 1 (D) представляет собой конструкцию стыкового соединения полосового металла; а на рис. 1 (Е) показано Т-образное соединение. На рисунках 1 (F) и (G) показаны примеры конструкций соединений спиральных труб и труб со спиральными ребрами. На рис. 1 (J) показано стыковое соединение трубы встык, на котором показано размещение змеевика. На рис. 4.L-6 (K) показано стыковое соединение прутка.
Рисунок 1. Основные конструкции соединений для ВЧ сварки труб, труб, листов и сортового проката.
ВЧ-ток в металлических проводниках имеет тенденцию течь по поверхности металла на относительно небольшой глубине, которая становится меньше по мере увеличения электрической частоты источника питания. Обычно это называют скин-эффектом. Глубина проникновения электрического тока в поверхность проводника также является функцией удельного электрического сопротивления и магнитной проницаемости, значения которых зависят от температуры. Таким образом, глубина проникновения также является функцией температуры материала. У большинства металлов удельное электрическое сопротивление увеличивается с температурой; по мере увеличения температуры зоны сварки увеличивается и глубина проплавления. Например, удельное сопротивление низкоуглеродистой стали увеличивается в пять раз при переходе от комнатной температуры к температуре сварки. Металлы, обладающие магнитными свойствами при комнатной температуре, теряют магнитные свойства выше температуры Кюри. Когда это происходит, глубина проникновения резко увеличивается в той части металла, которая находится выше температуры Кюри, в то время как в металле, температура которого ниже температуры Кюри, она остается намного меньше. Когда эти эффекты объединяются в стали, нагретой с частотой 400 кГц, глубина проникновения тока составляет 0,05 мм (0,002 дюйма) при комнатной температуре и 0,8 мм (0,03 дюйма) при 800 °C (1470 °F).
Обычно это называют скин-эффектом. Глубина проникновения электрического тока в поверхность проводника также является функцией удельного электрического сопротивления и магнитной проницаемости, значения которых зависят от температуры. Таким образом, глубина проникновения также является функцией температуры материала. У большинства металлов удельное электрическое сопротивление увеличивается с температурой; по мере увеличения температуры зоны сварки увеличивается и глубина проплавления. Например, удельное сопротивление низкоуглеродистой стали увеличивается в пять раз при переходе от комнатной температуры к температуре сварки. Металлы, обладающие магнитными свойствами при комнатной температуре, теряют магнитные свойства выше температуры Кюри. Когда это происходит, глубина проникновения резко увеличивается в той части металла, которая находится выше температуры Кюри, в то время как в металле, температура которого ниже температуры Кюри, она остается намного меньше. Когда эти эффекты объединяются в стали, нагретой с частотой 400 кГц, глубина проникновения тока составляет 0,05 мм (0,002 дюйма) при комнатной температуре и 0,8 мм (0,03 дюйма) при 800 °C (1470 °F). ). Глубина проникновения тока для некоторых металлов в зависимости от частоты показана на рис. 2.9.0007
). Глубина проникновения тока для некоторых металлов в зависимости от частоты показана на рис. 2.9.0007
Рисунок 2: Влияние частоты на глубину проникновения в различные металлы при выбранных температурах.
Вторым важным физическим эффектом, регулирующим процесс ВЧ сварки, является теплопроводность тепла, генерируемого электрическими токами в заготовке. Управление теплопроводностью и глубиной проплавления обеспечивает управление глубиной нагрева металла. Поскольку теплопроводность является процессом, зависящим от времени, глубина, на которую будет проходить тепло, зависит от скорости сварки и длины пути электрического тока в заготовке. Если путь тока укоротить или увеличить скорость сварки, тепло, выделяемое электрическим током в заготовке, будет более концентрированным и интенсивным. Однако если удлинить путь тока или уменьшить скорость сварки, тепло, выделяемое электрическим током, будет рассеянным и менее интенсивным. Эффект теплопроводности особенно важен при сварке металлов с высокой теплопроводностью, таких как Cu или Al. Сварка этих материалов невозможна, если путь тока слишком длинный или скорость сварки слишком низкая. Изменение электрической частоты ВЧ тока может компенсировать изменения скорости сварки или длины пути сварки, а выбор частоты, скорости сварки и длины пути может адаптировать форму ЗТВ для оптимизации свойств металла шва. для конкретного приложения. А-11, А-15
Сварка этих материалов невозможна, если путь тока слишком длинный или скорость сварки слишком низкая. Изменение электрической частоты ВЧ тока может компенсировать изменения скорости сварки или длины пути сварки, а выбор частоты, скорости сварки и длины пути может адаптировать форму ЗТВ для оптимизации свойств металла шва. для конкретного приложения. А-11, А-15
Преимущества/недостатки ВЧ сварки
Можно сваривать широкий спектр обычно используемых металлов, включая низкоуглеродистые и легированные стали, ферритные и аустенитные нержавеющие стали, а также многие сплавы алюминия, меди, титана и никеля.
Поскольку концентрированный ВЧ-ток нагревает лишь небольшой объем металла на границе раздела сварных швов, этот процесс может производить сварные швы с очень высокой скоростью сварки и с высокой энергоэффективностью. ВЧ сварку можно выполнять при гораздо более низком токе и меньшей мощности, чем это требуется для низкочастотной сварки или сварки сопротивлением на постоянном токе. Сварные швы производятся с очень узкой и контролируемой ЗТВ и без лишних литых структур. Это часто устраняет необходимость в послесварочной термообработке (PWHT).
Сварные швы производятся с очень узкой и контролируемой ЗТВ и без лишних литых структур. Это часто устраняет необходимость в послесварочной термообработке (PWHT).
Окисление и обесцвечивание металла и деформация заготовки минимальны. Обесцвечивание можно дополнительно уменьшить за счет выбора частоты сварки. Максимальные скорости обычно ограничиваются механическими соображениями обработки материалов, формовки и резки. Минимальные скорости ограничиваются свойствами материала, чрезмерной теплопроводностью, при которой тепло рассеивается из зоны сварки до достижения достаточной температуры, а также требованиями к качеству сварки. Высокая скорость процесса также может стать недостатком, если настройки процесса неверны, так как брак может образовываться с очень высокой скоростью.
Принимая во внимание высокую скорость обработки и высокую стоимость оборудования, необходимого для ВЧ сварки, важно понимать количество необходимого продукта для экономического обоснования.
Подгонка соединяемых поверхностей и способ их соединения важны для получения высококачественных сварных швов. Однако ВЧ-сварка в этом отношении гораздо более терпима, чем некоторые другие процессы.
Однако ВЧ-сварка в этом отношении гораздо более терпима, чем некоторые другие процессы.
практически не используется, но его можно вводить в зону сварки в потоке инертного газа. Защита зоны сварки инертным газом обычно требуется только при соединении высокореактивных металлов, таких как титан, или некоторых марок нержавеющей стали. А-11, А-15
Индукционная шовная сварка труб и трубопроводов
Сварка труб и насосно-компрессорных труб с непрерывным швом является преобладающим применением индукционной сварки ВЧ. Труба или труба формируется из металлической полосы в непрерывном прокатном стане и поступает в зону сварки со слегка раздвинутыми свариваемыми кромками. В зоне сварки открытые кромки трубы или трубки соединяются вместе набором кузнечных прижимных роликов в форме буквы V до тех пор, пока края не соприкоснутся в вершине буквы V, где образуется сварной шов. Точка сварки находится в центре кузнечных валков, которые прикладывают давление, необходимое для получения кованого сварного шва.
Индукционная катушка, обычно изготовленная из медной трубки или медного листа с присоединенными трубками водяного охлаждения, окружает трубку (заготовку) на расстоянии, равном одному-двум диаметрам трубки перед точкой сварки. Это расстояние, измеренное от точки сварки до края ближайшей индукционной катушки, называется длиной V-образного сечения. Индукционная катушка индуцирует окружной ток в трубчатой ленте, которая замыкается, проходя по кромке V-образного сечения через точку сварки и обратно к части трубы под индукционной катушкой. Это показано на рис. 3.9.0007
Рисунок 3: ВЧ-индукционная сварка трубы.
ВЧ-ток протекает вдоль кромки V-образного шва за счет эффекта близости (см. Основы), а кромки прогреваются сопротивлением на небольшую глубину за счет скин-эффекта.
Геометрия V-образного сварного шва такова, что его длина обычно составляет от полутора до двух диаметров трубы. Прилагаемый угол V-образного сечения обычно составляет от 3 до 7 градусов. Если этот угол слишком мал, может возникнуть дуга между кромками, и будет трудно удерживать точку сварки в фиксированном месте. Если клиновидный угол слишком большой, эффект близости будет ослаблен, что приведет к рассеянному нагреву клиновидных кромок, и кромки могут изгибаться. Наилучший угол V зависит от характеристик конструкции оснастки и свариваемого металла. Различия в длине V-образного сечения и угле V-образного сечения приведут к изменению качества сварного шва.
Если этот угол слишком мал, может возникнуть дуга между кромками, и будет трудно удерживать точку сварки в фиксированном месте. Если клиновидный угол слишком большой, эффект близости будет ослаблен, что приведет к рассеянному нагреву клиновидных кромок, и кромки могут изгибаться. Наилучший угол V зависит от характеристик конструкции оснастки и свариваемого металла. Различия в длине V-образного сечения и угле V-образного сечения приведут к изменению качества сварного шва.
Скорость сварки и уровень мощности регулируются таким образом, чтобы две кромки находились при температуре сварки или ковки, когда они достигают точки сварки. Кузнечные валки прижимают горячие кромки друг к другу, прикладывая усилие осадки для завершения сварки. Горячий металл, содержащий примеси, с привалочных поверхностей стыка выдавливается из сварного шва в обе стороны, внутрь и наружу трубы. Высаженный металл обычно обрезается заподлицо с BM снаружи трубы, а иногда обрезается изнутри, в зависимости от области применения производимой трубы. А-11, А-15
А-11, А-15
Процесс контактной сварки ВЧ обеспечивает еще один способ сварки непрерывных швов в трубах и трубопроводах. Процесс в основном такой же, как описанный выше для индукционной сварки, и показан на рис. 4. Основное отличие состоит в том, что скользящие контакты размещаются на трубе рядом с несваренными кромками на V-образной длине. При контактном процессе длина V-образного сечения обычно короче, чем при индукционном процессе. Это связано с тем, что контактные наконечники обычно могут быть размещены в пределах ковочных валков, где индукционная катушка должна располагаться достаточно позади кузнечных валков, чтобы кузнечные валки не нагревались индукционным образом магнитным полем индукционной катушки. Из-за более коротких V-образных длин, достижимых с помощью контактного процесса, импедер часто не требуется, особенно для труб большого диаметра, где импеданс пути тока внутри трубки имеет значительное индуктивное сопротивление.
Рис. 4. Соединение трубного шва с помощью HFRW с помощью скользящих контактов. Примечание: V-образная длина простирается от точки сварки до скользящих контактов.
4. Соединение трубного шва с помощью HFRW с помощью скользящих контактов. Примечание: V-образная длина простирается от точки сварки до скользящих контактов.
Импедер, изготовленный из магнитного материала, такого как феррит, обычно требуется поместить внутрь трубки. Импедер располагают так, чтобы он выступал примерно на 1,5–3 мм (от 1/16 до 1/8 дюйма) за вершину V-образного сечения и на эквивалент одного–двух диаметров заготовки перед индукционной катушкой. Целью импедера является увеличение индуктивного сопротивления пути тока вокруг внутренней стенки заготовки. Это уменьшает ток, который в противном случае протекал бы внутри трубки и вызывал неприемлемую потерю эффективности. Импедер также уменьшает длину магнитного пути между индукционной катушкой и трубкой, дополнительно повышая эффективность передачи энергии к точке сварки. Импедер необходимо охлаждать, чтобы его температура не превышала температуру Кюри, когда он становится немагнитным. Для феррита температура Кюри обычно составляет от 170 до 340°C (от 340 до 650°F). А-11, А-15
А-11, А-15
Наверх
- Основы и принципы ВЧ сварки
- Преимущества и недостатки
- Индукционная шовная сварка труб и трубопроводов
- Контактная шовная сварка труб и трубопроводов
Сварка на тележке, катушка зажигания касается?
рккаргай
Новый член
- #1
Я устанавливал меньшее сиденье в карт напрокат для своего GF и сломал один из монтажных кронштейнов сиденья, отдав его другу в пятницу утром, чтобы сварить.
Я потерял пару генераторов и катушек в прошлом при сварке автомобилей (каркас безопасности, выхлоп). Нужно ли снимать катушку/зажигание с клона перед привариванием кронштейна?
Хусиер16
Новый член
- #2
Я бы перестраховывался.
рккаргай
Новый член
- #3
Хорошо. Доступ приличный, так что снять крышку и катушку будет не лишним.
быстрый79
Новый член
- #4
Не проще ли будет просто вытащить двигатель?
рккаргай
Новый член
- #5
Это вертикальный спринт-карт, так что не совсем так, просто пара разных удлинителей для доступа к болтам нижней крышки.
tboddy25
Участник
- #6
У меня никогда не было проблем, я сварил на них несколько шасси с двигателями
Карт43
Участник
- #7
Ничего страшного, сварить. Если ваш сварочный аппарат заземлен в хорошем чистом месте на шасси, ток не будет поступать на двигатель. Я не понимаю, как снять катушку будет проще, чем двигатель, сбросить бабочки, отсоединить топливную магистраль, отцепить тахометр, снять двигатель.
Джек Берроуз
член
- #8
Убедитесь, что заземление близко к месту сварки.
рккаргай
Новый член
- #9
10:4, так как мне все равно нужно шлифовать порошковую краску вдали от зоны сварки, я просто зажимаю землю там. Я буду использовать сварочный аппарат TIG, так что он должен быть чистым.
плоский1
Дог 89
- #10
TIG с высокой частотой? Я мог бы быть немного более обеспокоен, любые мониторы данных, такие как mycron id un hook
, вы всегда можете отцепить штекерный провод и отключиться от выключателя.
британские гонки
Новый член
- #11
согласен с плоским верхом на TIG
молодые двигатели
Участник
- #12
Я всегда слышал это о машинах.. Я просто удостоверяюсь, что моя земля находится между моим сварным швом и электроникой.. никаких проблем в течение многих лет..
галстук-бабочка
Участник
- №13
, если вы возьмете положительный кабель аккумулятора, свободный b4, и приварите к автомобилям, он может испортить генератор или любую другую электронику, компьютер или что-то подобное, никогда не было проблем с этим.
рккаргай
Новый член
- №14
Обновляю, загрунтовал покрытие вдали от места сварки, загрунтовал там и заварил треснувшую опору без проблем.
британские гонки
Новый член
- №15
я думаю, что это редко случается (сварка вредит электронике) но я не буду рисковать
Роки23
Новый член
- №16
Видно, как он стирает коренные подшипники в больших двигателях и стирает ECM
М.Д.рейсинг
Новый участник
- # 17
Мне нравится насаживать щенка прямо на эту чистую ось. Чёрт, пытаясь пробиться через всю эту краску. Научите эти подшипники, кто в доме хозяин.
Фриземан
Поддержка сайта
- # 18
Керамические шарики обладают хорошим сопротивлением.