Сварка стыков труб и трубопроводов: видео сварки неповоротных
Трубы из полиэтилена представляют собой достаточно новый, но в то же время очень востребованный материал, который применяется как в частном строительстве, так и при обустройстве промышленных объектов. Характеризируется полиэтилен высокими показателями устойчивости к различным воздействиям и средам, именно поэтому такая разновидность труб особенно актуальна для создания трубопровода с самым различным назначением. Однако, чтобы подобные системы смогли прослужить как можно дольше, потребуется качественная сварка стыков труб, которая может выполняться самыми различными способами.
Делаем сварку стыков труб
Как проходит соединение труб
В процессе обустройства трубопровода из ПНД-изделий могут использоваться следующие технологии соединения:
- Соединения разъемного типа, которое осуществляется посредством различных соединительных элементов.
- Соединения неразъемного типа, которые подразумевают сваривание швов (поворотных либо же неповоротных).


Подбирать оптимальный вид соединения необходимо исходя из условий, в которых предполагается эксплуатировать трубопровод. Если, к примеру, речь идет о магистралях, предполагающих транспортировку сред под значительным давлением, то лучше предпочесть сварку труб электромуфтовым способом либо встык. Такая технология сварки стыков труб позволит получить действительно высокопрочное, безопасное и долговечное соединение.
Если же речь идет о создании водопровода, по которому жидкость будет перемещаться естественным путем, то вполне можно ограничиться и разъемным типом соединения, проводимого значительно проще и быстрее.
Сварка стыков: возможные варианты
Чтобы соединение труб получилось более надежное и прочное, лучше всего воспользоваться сваркой, которая подойдет не только для ПНД, но и изделий из нержавеющей стали.
Сварка стыков ПНД труб может осуществляться следующими способами:
- осуществление соединения встык;
- выполнение соединения посредством электромуфты.
Основные особенности сварки встык
Сварка в стык полиэтиленовых труб может стать актуальной в том случае, когда диаметр изделия составляет более 50 мм. В процессе проведения такой процедуры потребуется специальное сварочное оборудование.
Подобная технология сварки подразумевает следующие процедуры:
- Для начала осуществляется подготовка стыков труб под сварку. После этого их концы надежно закрепляются в специальных фиксаторах, и к торцам подводится нагревающий агрегат.
- Как только пластик разогреется до нужного состояния, плиту можно будет убрать. Далее трубы очень осторожно присоединяются под нужным давлением в единое целое. После полного затвердевания шва можно будет снять фиксирующие элементы и извлечь из агрегата трубы.
В данном случае норма сварки стыков труб имеет свои определенные нюансы:
- Такая технология может применяться только для соединения труб и фитингов, которые имеют одинаковый диаметр.
- Подлежащие сварке изделия не должны иметь толщину стенок меньше, чем 5 мм.
- Диффузная сварка может выполняться только при условии, что температурный режим окружающей среды составляет от +15 до +45°С.

Сварка электромуфтовым способом: как ее выполняют?
При использовании такого типа сварки применяются особые электромуфты, благодаря чему имеется возможность обустраивать трубопроводы, которые способны справиться с давлением в 6 атмосфер.
Но в отличие от предыдущего метода, сварка электромуфтовым способом обойдется несколько дороже, что обуславливается применением для сварки труб ПНД накладных электромуфт. При этом время сварки стыка трубы также сокращается.
Данная процедура выполняется по следующей схеме:
- Для начала требуется очень тщательно зачистить торцы, которые будут подлежать сварке.
- Далее на стык закрепляется особый фитинг, представленный в виде муфты, имеющей закладные электронагреватели, которые способствуют нагреванию пластика до нужной температуры.
- Как только закрепление муфт будет выполнено, к ним подводится напряжение, что приводит к расплавлению пластика непосредственно в середине этих элементов. В результате удается получить крепкое монолитное соединение.
 В результате удается получить крепкое монолитное соединение.
В результате удается получить крепкое монолитное соединение.Стыки поворотные – что это такое?
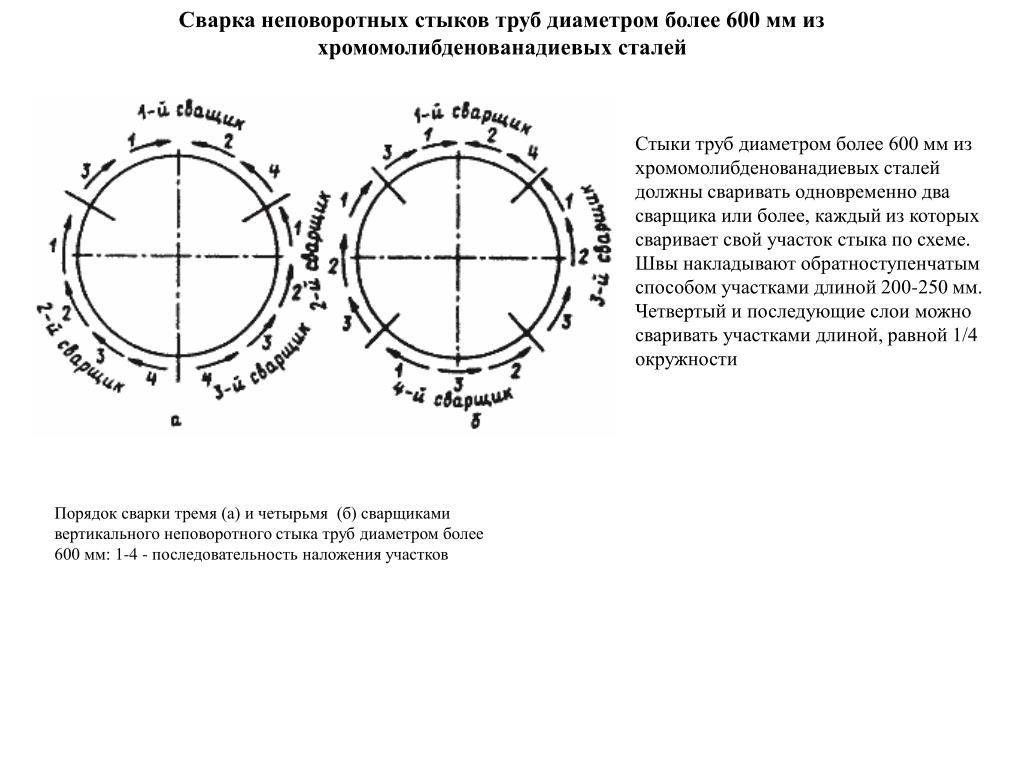
Сварка поворотных стыков труб представляет собой достаточно сложную процедуру, так как речь идет о шве, имеющем большую толщину. Наносится шов на первый слой посредством электродов в 2-4 мм, а вот для нанесения шва на второй слой используют уже более толстые электроды. Для получения более прочного соединения раздаточный слой заполняется особым сплавом.
Основным преимуществом такого типа соединения является его прочность и долговечность. Он сможет справиться даже с самым сильным напором жидкости.
Стыки неповоротные – как они выполняются?
Для соединения изделий из нержавеющей стали может использоваться и сварка неповоротных стыков труб в среде защитных газов, которая предполагает выполнение многослойного шва, как показано на фото. Благодаря такому способу можно получить очень прочный эффект, однако сварка должна выполняться исключительно профессиональными мастерами.
Какой бы вариант соединения стыков ни был выбран, перед его использованием потребуется учесть множество факторов – начиная от условий эксплуатации труб, и заканчивая их диаметром. Только правильно подобранный тип сварки позволит обеспечить эффективную и надежную работу всего трубопровода.
Презентация технологии «Стык-Сварка»
17 апреля 2014 года, в городе Киев, на базе ПАО «КЭМЗ «СВАРКА», успешно прошла презентация новой технологии сварки труб большого диаметра «Стык-Сварка». Участникам были представлены образцы оборудования, разработанного для прокладки магистральных трубопроводов и сама технология сварки.
На презентацию были приглашены потенциальные заказчики из России, Украины, представители предприятий, принимавших участие в разработке технологии, ученые и преподаватели по направлению сварки, пресса.
Вначале была продемонстрирована технология автоматической сварки неповоротных стыков труб с помощью сварочного комплекса, который включает:
- Две сварочные головки
- Программируемый блок управления
- Ручной пульт управления
- Направляющий пояс
- Укрытие сварщика
Во время демонстрации были задействованы две сварочных головки, которые выполняли сварку в разделку по наружной стороне трубы.
В качестве центратора использовался внутренний гидравлический самоходный центратор -ЦВРС-142. Он отлично показал себя в работе и был отмечен большинством гостей, которые заинтересовались данным оборудованием.
Отдельно подготовку кромки трубы демонстрировали на машине подготовки кромок типа МПК. Машина великолепно справилась с задачей и, в результате, была получена качественная кромка трубы.
Представители ПАО «КЭМЗ «Сварка» будут продолжать работу в данном направлении. Демонстрация технологии «Стык-Сварка» продолжается, потому все желающие могут с ней ознакомиться, предварительно договорившись о визите.
Технологии
АО УРАЛТЕРМОСВАР это передовое производство, использующее и разрабатывающее новые технологии сварки
Специалисты АО «Уралтермосвар» оказывают научно-техническую помощь в освоении или модернизации современных сварочных технологий:
- Полуавтоматическая сварка
- В подборе режимов и обучению на новых полуавтоматах АО «Уралтермосвар» для сварки вертикальных, потолочных, корневых швов, для сварки неповоротных стыков труб (корневой, заполняющие облицовочные проходы).
- В применении форсированной (короткой и сжатой) дуги для сварки с глубоким проплавлением металла в струйном режиме с целью увеличения скорости сварки и снижения затрат на механообработку после сварки, увеличения глубины проплавления при больших толщинах.
- В применении импульсной дуги для дозированного переноса электродного металла с целью облегчения формирование шва, уменьшения тепловложений и снижения деформации свариваемых изделий.

- В разработке креплений и привода подвесных сварочных головок на базе АДФ-1250 Урал производства АО «Уралтермосвар» на стационарных опорах, колоннах, порталах, для сварки и наплавки под слоем флюса, прямолинейных и кольцевых швов, в том числе внутри обечаек.
- Разработаем одно или двух дуговые сварочные трактора под конкретные задачи (сварка внутри балок коробчатого сечения, приварка различных ребер жесткости к ортотропным плитам и т.д.).
- Запитаем имеющиеся головки любых производителей от источников для автоматической сварки ВДУ-1250 Урал и ВДУ-500 Урал производства АО «Уралтермосвар».

- По установке сварочных агрегатов производства АО «Уралтермосвар» на тракторную и автомобильную технику как с приводом от вала отбора мощности, так и от отдельного приводного двигателя
- Изготовим и установим кузов-фургон на шасси Камаз 43118, Камаз 43114, Урал, лесопромышленного трактора Т-147 или проведем капитальный ремонт фургонов с заменой оборудования на новое
сварка поворотных и неповоротных труб в неповоротном положении
Главная / Техника сварки
Назад
Время на чтение: 2 мин
0
1186
Подготовительный этап зачастую является более важным, чем сама работа. Подготовка к свариванию несгибаемых (неповоротных) швов не является исключением.
Возьмите подходящий инструмент и очистите сварочное место от всего лишнего – мусора, ржавчины, остатков краски. Затем нарежьте заготовки, используя электроинструмент или термический метод, при этом их необходимо держать объединенными.
Исходя из габаритов наших труб, используются прихватки для фиксирования заготовок, которые походят на сварочный шов.
- Введение
- Как варить горизонтальный стык
- Как варить вертикальный стык
- Как варить стык под углом в 45 градусов
Правила техники безопасности
Приступая к соединению поворотных стыков труб или неповоротных аналогов, нужно знать, что работы такого типа имеют высокий уровень опасности. Поэтому необходимо выполнять определенные требования.
Соединение трубных изделий встык посредством газовой или электрической сварки необходимо выполнять на специально оборудованных площадках, которые имеют специальное оснащение, включая различные средства защиты от электрической дуги. Эти элементы распределяются так, чтобы присутствующие поблизости люди были полностью изолированы.
Для соединения трубных изделий, имеющих большое диаметральное сечение и вес свыше 20 кг, рекомендуется использовать специальные подъемники. Вход на площадку требуется освободить, его ширина не может быть менее 1 м. Рабочие температурные значения в помещении должны поддерживаться в пределах +160С. Обязательным условием считается наличие вентиляционной системы и свободное пространство.
Обязательным условием считается наличие вентиляционной системы и свободное пространство.
Согласно технологии осуществления работ, предполагающих использование сварочного оборудования, все металлические детали и элементы должны быть заземленными (про
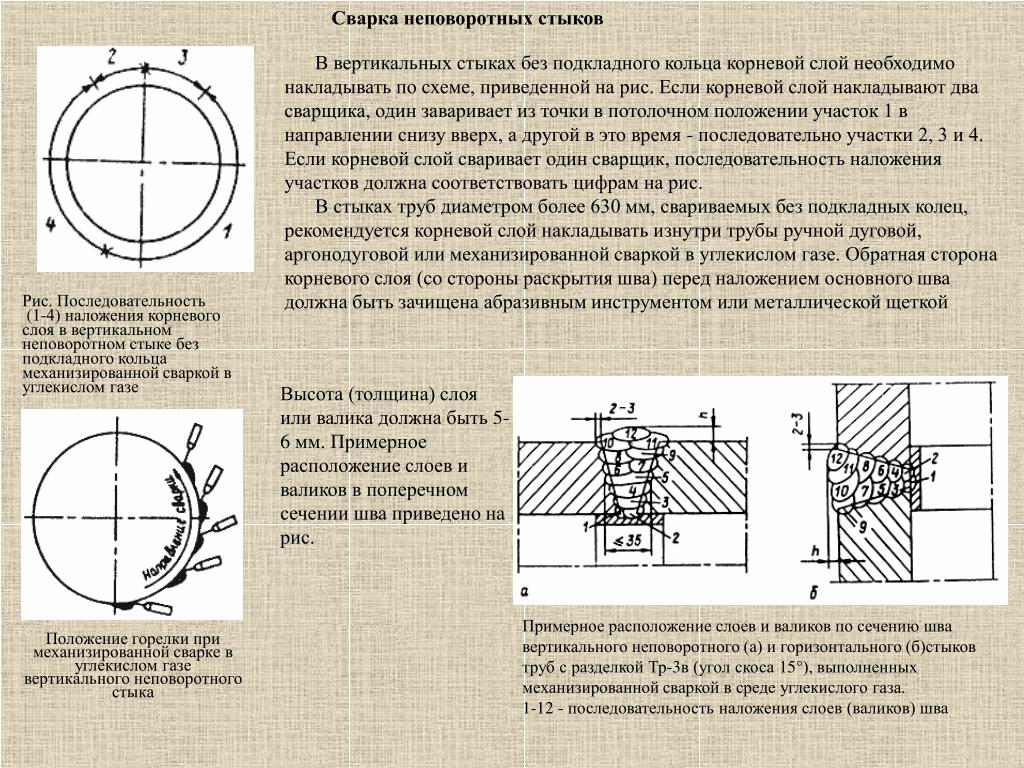
Вертикальное сваривание неповоротных стыков
Наложение швов по вертикали на не поворачивающиеся торцы свариваемых труб выполняется аналогично горизонтальному свариванию с одним различием: постоянная смена наклона электрода по отношению к периметру шва.
Процесс сварки предполагает выполнение таких шагов:
- Создается стык, получаемый в процессе сварки трубы, который относится к корневому валику.
- Формируется три валика, которые должны заполнить разделку.
- Создается замок, соединяющий начало и конец валика.
- Выполняется декоративный шов.
Первый шаг считается самым важным, так как в это время создается соединение, формирующее основу шва. Диапазон сварочного тока определяется толщиной металла и зазором между стыкующимися деталями. На первом этапе создается два основных валика.
На первом этапе создается два основных валика.
Для создания стыка на трубе захватывают основание каждой соединяемой кромки, в это же время формируется второй корневой слой и поправляется первый слой.
Формирование обратного валика с использованием электродов диаметром 3 мм выполняется только в тех случаях, если свариваемый стык должен быть высокого качества.
Для выполнения работы выбирают средний или минимальный диапазон тока, учитывая при этом следующее:
- Толщина металлической заготовки.
- Расстояние между кромками изделий.
- Толщина притупления.
Наклон электрода определяется направлением сварных проведений и зависит от проплавления первого слоя шва.
Длина дуги также зависит от степени проплавления:
- Короткая дуга используется в том случае, когда коренной валик недостаточно проплавлен.
- Средняя дуга — при хорошем проплавлении.
Скоростные показатели сварки во многом зависят от объема сварочной ванны.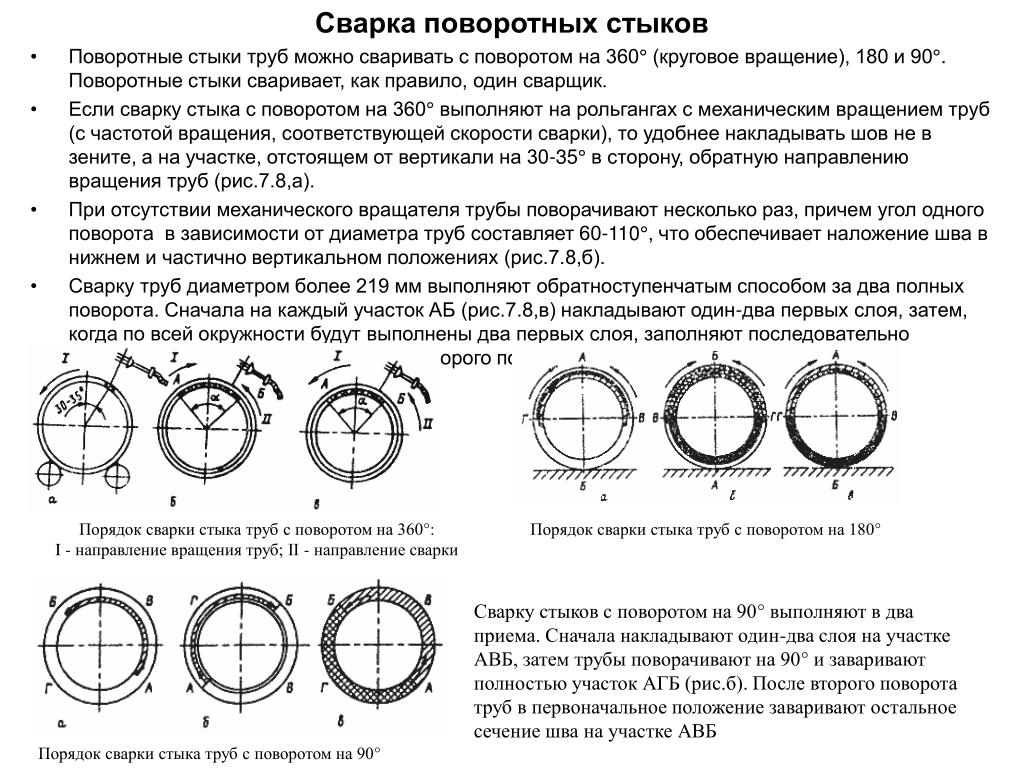 Валик большой высоты на стыках металлических деталей приводит к тому, что он на протяжении долгого времени не застывает. Это может стать причиной образования различных дефектов. Подбирая скорость сварки необходимо помнить, что только качественный сплав кромок обеспечивает нормальное состояние валика.
Валик большой высоты на стыках металлических деталей приводит к тому, что он на протяжении долгого времени не застывает. Это может стать причиной образования различных дефектов. Подбирая скорость сварки необходимо помнить, что только качественный сплав кромок обеспечивает нормальное состояние валика.
Обработку металла определенной толщины, а также выборку и подварку, рекомендуется выполнять электродами диаметром 4 мм. При этом наклон электрода должен быть отличным от угла наклона при работе с корневым валиком. Здесь следует применить метод, который называется «угол назад». Скорость в этом случае должна быть такой, чтобы валик оставался в норме.
Стандарты
Существует целый ассортимент отводов с разными углами – 45, 60, 90 и 180 О . Все они изготавливаются по ГОСТ 17375-2001 из различных марок сталей и отвечают всем требованиям надежности и прочности. Однако купить их бывает довольно непросто, особенно когда проживаешь в сельской местности и до крупных магазинов далековато.
Стандарты угловых отводов
ГОСТ 17375-2001 подразумевает использование стали более высокого качества, чем при изготовлении труб, но на таких диаметрах и для бытовых задач вполне достаточно и материала, из которого изготовлены трубы. Такой отвод трубы 90 градусов из стали переносит все нагрузки и служит не меньше самого основного трубопровода.
Угол по ГОСТ 17375-2001
Как быть в такой непростой ситуации и реально ли в домашних условиях из подручных материалов своими руками изготовить отвод поговорим в настоящей статье.
Правила заполнения заделки труб
Начинать заполнение заделки нужно с низа кромки, которая является площадкой. Это необходимо для выбора оптимального способа сварки. Валик горизонтального расположения следует выполнять в повышенном режиме. Также метод сварки определяется расположением шлака, «угол назад» или « под прямой угол».
Для получения валика необходимо усиление или «горбинка», образующаяся при сварке в положении снизу для создания полки, благодаря которой выполняется сварка следующего валика при повышенном режиме. Вторая обработка должна проводиться аккуратными движениями, придерживаясь нижнего края.
Вторая обработка должна проводиться аккуратными движениями, придерживаясь нижнего края.
Перед началом сварки третьего валика определяют уровень его полноты. При этом важно, чтобы разделка, незаполненная между соединительным швом и верхней кромкой, была не очень большой для четвертого валика и не очень узкой для двух валиков. Третий валик по верхнему краю должен иметь наименьшее значение ширины до верхней кромки. Оптимальный размер может совпадать с диаметром электрода.
Заполнение разделки проводится при формировании еще 3 валиков, которые позволяют заполнить основу сварного шва и укрепить стык. При проведении работ важно держать прямой угол, а разделку заполнять при высокой скорости сварки. Только так можно добиться прочного скрепления слоев между собой.
Выполнение замков
Этап выполнения замков предполагает окончательные работы по формированию валиков. При этом сварка каждого валика сопровождается заступом на основной шов величиной 2 мм. Готовый замок представляет исходную точку валика, со смещением по отношению к предыдущему слою на 5 мм.
Декоративный шов завершает сварку труб в неповоротном положении. Выполняя наплавку в горизонтальном положении, формируют узкие валики. Последний из них должен быть абсолютно плоским. Сваривание выполняется в высокоскоростном режиме.
При полном сваривании стыка должен учитываться весь периметр без обрыва. Допускается смещение замков относительно друг друга не больше, чем на 50 мм.
Многопроходной вид сварки поворотных и неповоротных труб, имеющих толстые стенки, предполагает спиралевидное ведение. В этом случае сокращается количество замков и, как следствие, уменьшается число дефектов. Сварку следует прекращать на расстоянии около 20 мм от начала валика, чтобы выровнять сварные швы по высоте. Больший валик можно подрубить, а также сточить.
Подрубить валик можно практическим способом, позволяющим снизить количество замков и выполнить более качественное соединение. Такой способ берет начало от кромки валика, которая подплавляется задержкой дуги. Затем делают заход на валик с действующей электродугой и переходят на следующий слой, учитывая предыдущий. В результате окончание одного слоя становится продолжение другого валика.
В результате окончание одного слоя становится продолжение другого валика.
Введение
Обязательно заземлите металлические части, такие как сварочный стол, трансформаторное основание и прочие неизолированные устройства.
Используйте электропровода и кабели с изолированным покрытием. После окончания сварки неповоротных стыков труб возьмите молоток и зубило и уберите весь оставшийся шлак. Затем, при необходимости, шов можно сгладить болгаркой.
На данный момент применяются 3 основных метода сваривания металлических неповоротных фрагментов, принципиально определяющих концепцию работы каждого из них:
- При горизонтальном положении;
- При вертикальном положении;
- Под углом в 45 градусов.
Выбирать конкретный метод сварки неповоротных стыков труб надо исходя из:
- толщины стенки;
- расположения трубопровода;
- угла размещения во время сварки.
Совмещение труб с помощью трехслойного шва применяется, если толщина составляет 12 мм. Каждый шов должен быть высотой не более 4 мм, а ширина валика шва – не более трёх диаметров проводника.
Каждый шов должен быть высотой не более 4 мм, а ширина валика шва – не более трёх диаметров проводника.
Как можно судить из названия, поворотные трубы можно провернуть в нужную сторону, благодаря чему сварочный процесс неповоротных стыков труб облегчается и не будет необходимости создавать комплексные швы (например, потолочные).
Горизонтальная наплавка
Сварка неповоротных стыковых труб горизонтального расположения считается достаточно сложной технологией. Выполнить такую работу может только профессиональный сварщик, имеющий определенные навыки и опыт. Наиболее трудным можно назвать постоянное регулирование электрода для изменения угла наклона.
Сварка выполняется в трех последовательных позициях:
- Потолочная.
- Вертикальная.
- Нижняя.
Каждый шов выполняется с индивидуальным значением величины тока. Потолочная позиция предусматривает сварку на высоком уровне мощности. Все этапы предполагают безотрывную сварку, в ее начале лучше всего использовать метод «углом назад», а завершать работу — «углом вперед».
Сварка труб под углом 45 градусов
Выполнение сварки трубных изделий, располагающихся под углом 450, имеет некоторые особенности. В частности речь идет о пространственном положении шва, учитывая определенный угол. Выполнять работы такого типа могут универсальные мастера, выполняющие различными навыками сварки. Первый валик создается посредством электрода под прямым углом.
Шов формируется при непрерывном заполнении второго слоя. После этого сразу переходят к проплавке первого слоя. Выполнив сварку с постоянным применением электрода, требуется провести фиксацию трубы для создания горизонтально и вертикально расположенных швов. В этом случае сварочный слой с лицевой стороны не является плоским, если сравнивать с остальными валиками.
Вертикальное соединение металлических труб посредством дуговой ручной сварки осуществляется аналогично сварке в горизонтальном положении. Отличительной особенность первого способа можно назвать использование метода, осуществление которого подразумевает применение поступательного движения электродов. Следовательно, требуется постоянно регулировать угол наклона электродов относительно шва, который проходит вдоль всего периметра свариваемого трубного изделия.
Следовательно, требуется постоянно регулировать угол наклона электродов относительно шва, который проходит вдоль всего периметра свариваемого трубного изделия.
Компьютерная программа в помощь
Еще хотелось бы рассмотреть способ разметки посредством компьютерной программы. Это сверхсложный способ для тех, кто не привык работать с компьютером. Он требует знание ПК, наличие программ для разверток и чертежей. Начинаем работу с исполнения чертежа с указанием размера окружности и уклона. Изготавливаем так называемый виртуальный шаблон.
После этого посредством принтера распечатываем изображение на листе бумаги. Чем больше диаметр трубы, тем больше будет страниц с разметкой. Ножницами вырезаем все части чертежа и при помощи скотча, склеиваем их. Готовый шаблон прикладывается к трубе, и по краю бумаги делаем разметку. Данный способ разметки считается одним из самых правильных. В случае если на компьютере нет таких программ, возможно воспользоваться интернетом. В сети возможно скачать лекало для разметки.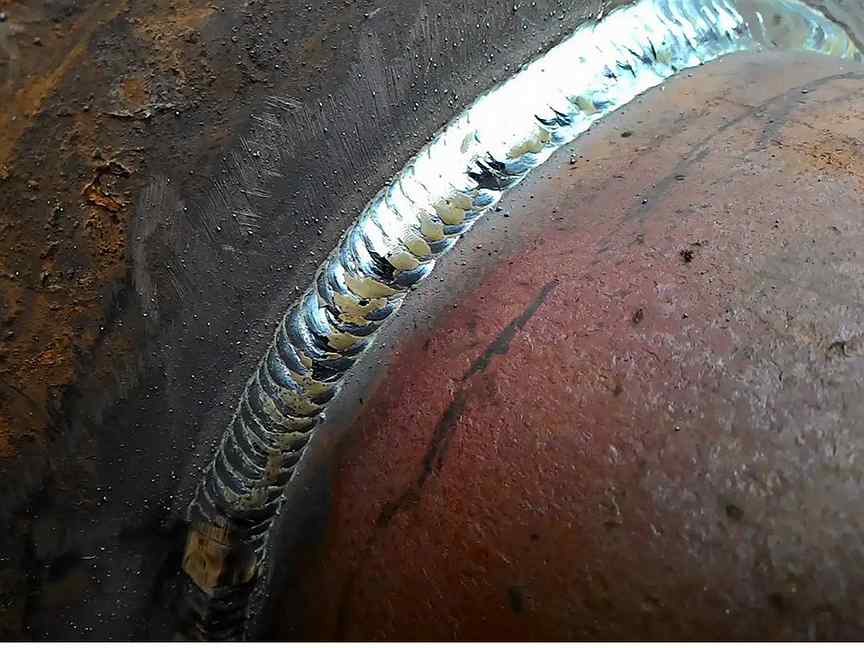 Его кроме этого нужно распечатать на принтере и вырезать. Готовое лекало обертываем около трубы и делаем разметку.
Его кроме этого нужно распечатать на принтере и вырезать. Готовое лекало обертываем около трубы и делаем разметку.
| Технические характеристики | 10ТМР | 40ТМР | ||||||
| Грузоподъемность |
|
| ||||||
| Диапазон диаметров | Номинальный диаметр трубы 6–96 дюймов | 24″ — 60″ | ||||||
| Водитель | Высота 40 x 60 x 36 дюймов | Доступны различные варианты сварочного позиционера 40TMR Video использует позиционер для сварки труб 60P | ||||||
| Натяжитель | Высота 40 x 55 x 36 дюймов | Ширина 94 дюйма, глубина 56-1/2 дюйма, высота 62 дюйма | ||||||
| Тяговое усилие | Одиночный привод: 3500 фунтов | Н/Д | ||||||
| Система драйверов | Двойной привод | Н/Д | ||||||
| Скорость вращения | 5–50 дюймов/мин (относится только к блоку привода) | 5–50 дюймов/мин | ||||||
| Требования к питанию | 480 В, 3 фазы | 12–120 дюймов/мин | ||||||
| Элементы выравнивания |
|
(+/-) 7-1/2″ (15″ поперечного хода) 30 дюймов (шпилька, шаг 3 дюйма) 8″ (гидравлический)
*в зависимости от диаметра трубы
| ||||||
| Создайте полностью автоматизированный сварочный модуль с помощью | Портативный сварочный манипулятор размером 4 x 5 футов Манипулятор колонной стрелы 6 x 6 футов Манипулятор колонной стрелы 9 x 9 футов Манипулятор колонной стрелы 12 x 12 футов Манипулятор колонной стрелы 16 x 16 футов | Сварочные позиционеры Портативный сварочный манипулятор размером 4 x 5 футов Манипулятор колонной стрелы 6 x 6 футов Манипулятор колонной стрелы 9 x 9 футов Манипулятор колонной стрелы 12 x 12 футов Манипулятор колонной стрелы 16 x 16 футов |
Автоматическая сварка, автоматические сварочные аппараты и системы: Polysoude
Готовые решения для автоматизированной сварки без дефектов
Изготовленное на заказ оборудование и автоматизированные сварочные системы POLYSOUDE известны своим техническим совершенством, они были приняты ведущими мировыми компаниями и современными производителями.
POLYSOUDE предлагает комплексные интегрированные системы, отвечающие всем вашим требованиям к автоматизации и работающие с самыми сложными приложениями:
- Сварка GTAW горячей/холодной проволокой, плазменная сварка и комбинации процессов
- Сварка сложных материалов, таких как титан, дуплекс, цирконий, алюминий и т. д.
- Толстостенная сварка в узкую разделку
- Комбинация заготовок всех видов и размеров, многоосевых манипуляторов и держателей горелок
Источники сварочного тока для автоматизированной сварки
Посмотреть наши продуктыПередовое оборудование для различных областей применения
Источник сварочного тока для автоматизированного применения состоит из нескольких интегрированных блоков, каждый из которых выполняет определенные функции:
 Приложения.Сегодня инверторные источники являются самыми современными, уступая только уникальному высокоэффективному транзисторному источнику питания POLYSOUDE PC-TR.
Приложения.Сегодня инверторные источники являются самыми современными, уступая только уникальному высокоэффективному транзисторному источнику питания POLYSOUDE PC-TR.- Программируемый блок управления, управляемый встроенным микроконтроллером или ПК.
- Интегрированная или внешняя система сбора данных.
Сварочные манипуляторы и периферийные устройства
Посмотреть наши продуктыИнтегрированные решения
Polysoude предлагает специальные решения, в которых сварочная горелка перемещается в нужное положение, а заготовка поддерживается с помощью сварочного манипулятора, такого как позиционер или вращатель. После выбора процесса сварки, наиболее подходящего для вашего применения и требований, Polysoude предлагает вам интегрированные автоматизированные сварочные системы с использованием первоклассных сварочных манипуляторов и периферийных устройств в сочетании с модульными электромеханическими компонентами в виде сварочных горелок, направляющих, механизмов подачи проволоки и т. д. Все идеально синхронизируется с помощью нашего специального управления сваркой с ЧПУ, что дает вам гарантию идеально воспроизводимого и отслеживаемого автоматизированного процесса сварки.
После выбора процесса сварки, наиболее подходящего для вашего применения и требований, Polysoude предлагает вам интегрированные автоматизированные сварочные системы с использованием первоклассных сварочных манипуляторов и периферийных устройств в сочетании с модульными электромеханическими компонентами в виде сварочных горелок, направляющих, механизмов подачи проволоки и т. д. Все идеально синхронизируется с помощью нашего специального управления сваркой с ЧПУ, что дает вам гарантию идеально воспроизводимого и отслеживаемого автоматизированного процесса сварки.
Электромеханические компоненты, датчики и видео
Посмотреть наши продуктыE ssential для производительности системы
Был разработан и постоянно совершенствуется широкий спектр электрических и механических совместимых компонентов для конкретных нужд автоматизированной сварки. Модульные компоненты готовы к взаимодействию с любым держателем сварочной горелки или манипулятором заготовки и образуют вместе с нашим ЧПУ-управлением сваркой интегрированную систему, гарантирующую идеально воспроизводимый и отслеживаемый автоматизированный процесс сварки.
Модульные компоненты готовы к взаимодействию с любым держателем сварочной горелки или манипулятором заготовки и образуют вместе с нашим ЧПУ-управлением сваркой интегрированную систему, гарантирующую идеально воспроизводимый и отслеживаемый автоматизированный процесс сварки.
Оборудование для сварки узких разделок
Посмотреть наши продуктыСварка TIG с узкой канавкой – важный процесс
POLYSOUDE предлагает обширную линейку сварочных горелок с узкой канавкой для всех толщин стенок до 300 мм и более.
Каждая горелка имеет диапазон, который позволяет использовать ее от максимальной толщины стенки (максимальная глубина погружения горелки в канавку) до завершения проходов по покрытию поверхности.
Необходимо изучить два основных подхода и их преимущества:
– Один валик стрингера на слой
– Один проход осциллятора на слой
Оборудование для плазменной сварки
Посмотреть наши продуктыУниверсальные решения для плазменной сварки
Как расширение TIG, плазменная дуговая сварка имеет гораздо более высокую плотность энергии дуги и более высокую скорость плазменного газа при прохождении плазмы через сужающее сопло.
Polysoude приобрела опыт в области плазменной сварки на протяжении многих лет и предлагает широкий спектр оборудования от орбитальных до решений для сварки швов.
Каждое оборудование может использоваться для различных целей и может сваривать наиболее распространенные металлы толщиной примерно до 10 мм.
Использование плазменной сварки дает множество преимуществ:
— Механическое сужение дуги соплом с водяным охлаждением: позволяет сваривать большую толщину при стандартной квадратной стыковой подготовке
— Повышенная скорость сварки до 500 мм/мин, в зависимости от материалов и толщина
 Уже более 50 лет компания POLYSOUDE предоставляет клиентам свой опыт в области автоматизированной сварки с использованием процессов GTAW с холодной проволокой, GTAW с горячей проволокой и процессов PLASMA. Этот длинный послужной список позволил нам разработать и усовершенствовать ряд «универсальных и модульных инструментов», теперь процесс сварки и характеристики соединения определяют характер «инструмента» для каждого применения. Независимо от того, требуется ли автоматическая или роботизированная установка, POLYSOUDE просто предложит вам лучшее. Каждая отрасль имеет разные критерии, когда дело доходит до сварки.Некоторые отдают приоритет производственной мощности, обеспечивая полную прослеживаемость параметров сварки и интеграцию данных через свою сеть. Обычно это относится к сборке мелких и средних деталей с высокой добавленной стоимостью. Конкретные области применения, такие как сварка в узкую разделку толстостенных деталей, например, в строительстве электростанций, требуют, чтобы оборудование всегда было надежным и требовало полного понимания процесса сварки в сложных условиях окружающей среды.
Уже более 50 лет компания POLYSOUDE предоставляет клиентам свой опыт в области автоматизированной сварки с использованием процессов GTAW с холодной проволокой, GTAW с горячей проволокой и процессов PLASMA. Этот длинный послужной список позволил нам разработать и усовершенствовать ряд «универсальных и модульных инструментов», теперь процесс сварки и характеристики соединения определяют характер «инструмента» для каждого применения. Независимо от того, требуется ли автоматическая или роботизированная установка, POLYSOUDE просто предложит вам лучшее. Каждая отрасль имеет разные критерии, когда дело доходит до сварки.Некоторые отдают приоритет производственной мощности, обеспечивая полную прослеживаемость параметров сварки и интеграцию данных через свою сеть. Обычно это относится к сборке мелких и средних деталей с высокой добавленной стоимостью. Конкретные области применения, такие как сварка в узкую разделку толстостенных деталей, например, в строительстве электростанций, требуют, чтобы оборудование всегда было надежным и требовало полного понимания процесса сварки в сложных условиях окружающей среды. Малейший дефект любой уникальной дорогостоящей детали может иметь серьезные последствия. Решения POLYSOUDE «под ключ» внедрены. Они состоят из:
Малейший дефект любой уникальной дорогостоящей детали может иметь серьезные последствия. Решения POLYSOUDE «под ключ» внедрены. Они состоят из:- Технические консультации
- Разработка и производство оборудования
- Разработка сварочных процедур
- Другие сопутствующие услуги, такие как обучение операторов и т. д.
Инструкции по установке труб из ХПВХ | FlowGuard Gold
FlowGuard Gold ® соединяется с помощью быстрого и легкого одноэтапного процесса сварки растворителем, который устраняет необходимость в использовании отдельного праймера. Местные правила определяют, какой метод является приемлемым в вашем регионе, но двухэтапный метод чаще используется в США. Эти указания представляют собой обзор инструкций, созданных Ассоциацией пластиковых труб и фитингов. Перед любой установкой ознакомьтесь с местными нормами и инструкциями, утвержденными производителем.
Перед любой установкой ознакомьтесь с местными нормами и инструкциями, утвержденными производителем.
Краткое руководство по установке FlowGuard Gold CPVC Английский
Инструкции по установке на испанском языке
Пошаговые инструкции
1. Отрезать трубу
FlowGuard Gold можно резать трещоточными фрезами*, дисковыми фрезами или пилой с мелкими зубьями. При разрезании ранее установленного FlowGuard Gold избегайте использования трещоточных фрез, так как это может нарушить целостность ремонта.Если на конце трубы видны какие-либо признаки повреждения трубы, отрежьте не менее 2 дюймов от видимого повреждения.
*Не используйте кусачки с храповым механизмом на ранее установленной трубе.
2. Подготовьте трубу и фитинги
(a) Удалите все заусенцы или опилки и срежьте фаску на конце трубы с помощью инструмента для снятия фаски. Если инструмент для снятия фаски недоступен, острый нож или напильник подходят, но не предпочтительны.
Чистой сухой тряпкой сотрите грязь и влагу с поверхностей соединения.
(b) Проверьте посадку трубы и фитинга, труба должна соприкасаться со стенкой раструба на 1/3–2/3 пути в раструб фитинга. Если на этом этапе труба полностью входит в фитинг, выбросьте фитинг.
Немедленно переходите к шагу 3, не проверяйте посадку нескольких фитингов одновременно, так как это может увеличить риск того, что установщик забудет сварить одно или несколько соединений.
3. Нанесите FlowGuard Gold One-Step Solvent Cement
Нанесите толстый равномерный слой одношагового клея на растворителе FlowGuard Gold на внешнюю сторону конца трубы.Затем тем же аппликатором без дополнительного цемента нанести тонкий слой внутрь гнезда фитинга. Не допускайте скопления излишков цемента в фитингах и узлах труб.
Большинство местных норм разрешают использование одноэтапных цементов на растворителях, всегда проверяйте требования местных норм. Обеспечьте надлежащее покрытие цементом трубы и фитинга. Слишком малое количество растворяющего клея может привести к образованию зазоров и путей утечки, а слишком большое количество растворяющего клея может скапливаться в фитингах и/или трубе, размягчая материал.Во избежание сухой посадки растворяющие цементы FlowGuard Gold поставляются со специально разработанным УФ-индикатором, который позволяет подрядчику или монтажнику проверять сварные соединения с использованием растворителя с помощью простого УФ-фонарика.
Слишком малое количество растворяющего клея может привести к образованию зазоров и путей утечки, а слишком большое количество растворяющего клея может скапливаться в фитингах и/или трубе, размягчая материал.Во избежание сухой посадки растворяющие цементы FlowGuard Gold поставляются со специально разработанным УФ-индикатором, который позволяет подрядчику или монтажнику проверять сварные соединения с использованием растворителя с помощью простого УФ-фонарика.
4. Соберите шарнир
.Сразу после нанесения клея на растворителе вставьте трубу FlowGuard Gold в фитинг, поворачивая трубу на ¼–½ оборота, чтобы обеспечить равномерное распределение цемента. Правильно выровняйте фитинг и удерживайте сборку в течение приблизительно 10 секунд, давая соединению схватиться.
5. Проверьте правильность установки
Вокруг шва должен быть виден ровный слой цемента. Если этот валик не виден, это может указывать на неправильное нанесение растворяющего клея. В этом случае разберите и переделайте соединение, чтобы обеспечить целостность системы.
В этом случае разберите и переделайте соединение, чтобы обеспечить целостность системы.
Сухая посадка крайне редка, и ее можно полностью избежать при правильном монтаже. Проверка наличия непрерывного валика растворяющего клея на фитинге является важным шагом для обеспечения целостности системы.
Напоминаем, что эти указания являются обобщением инструкций, разработанных Ассоциацией пластиковых труб и фитингов. Перед любой установкой проверьте правильность инструкций производителя и любых местных норм.
Что нужно и что нельзя делать при установке
- Не выполняйте предварительную сборку водопроводной системы без клея на растворителе, это увеличивает риск неудач при сухой посадке.
- Обеспечьте надлежащее покрытие клеем трубы и фитинга. Слишком малое количество растворяющего клея может привести к образованию зазоров и путей утечки, а слишком большое количество растворяющего клея может скапливаться в фитингах и/или трубе, размягчая материал.
- Сухая посадка крайне редка, и ее можно избежать при правильном монтаже. Всегда визуально осматривайте соединение, чтобы убедиться в наличии непрерывного слоя растворяющего клея на фитинге.
- Всегда оставляйте место для расширения и сжатия трубы.
- Не размещайте вешалки или ремни, которые ограничивают естественное движение трубы, вызванное расширением и сжатием.
- Не упирайте отводы или тройники в упор к неподвижным конструкциям (балкам, стойкам, стенам и т…).
- Никогда не используйте труборезы ножничного типа.
- При резке старой трубы используйте пилу с мелкими зубьями или дисковый резак. Не используйте фрезы с храповым механизмом на старой трубе.
- Никогда не устанавливайте водопроводные трубы в неизолированных местах, которые могут подвергаться замерзанию.
- Избегайте чрезмерной нагрузки на систему.
- Используйте только химически совместимые строительные материалы.

Обучающее видео по сварке растворителем
Расширение и сжатие
FlowGuard Gold CPVC расширяется примерно на 1 дюйм на каждые 50 футов прямой длины трубы при повышении температуры на 50°F. Расширение и сжатие в основном влияют на линии горячей воды, но могут повлиять и на линии холодной воды, если они установлены в необычно жарких или холодных условиях. При расширении и сжатии важно следовать нескольким рекомендациям, в том числе:
Расширение и сжатие в основном влияют на линии горячей воды, но могут повлиять и на линии холодной воды, если они установлены в необычно жарких или холодных условиях. При расширении и сжатии важно следовать нескольким рекомендациям, в том числе:
- Не подвергайте трубы или фитинги дополнительным нагрузкам в компенсационном контуре, смещении или изменении направления.
- Не ограничивайте естественное движение трубы в направлении расширения и сжатия.
- Всегда оставляйте достаточное расстояние между коленями и вешалками/ограничителями.
В большинстве случаев расширение и сужение можно компенсировать нормальным изменением направления. Для длинных прямых участков потребуются петли или смещения. При установке под плитой установите трубу так, чтобы она извивалась из стороны в сторону в траншее, чтобы обеспечить расширение и сжатие.
FlowGuard Gold Утвержденные производителем инструкции
Всегда обращайтесь к местным нормам и инструкциям производителя для конкретного производителя FlowGuard Gold, которого вы используете:
Альтернатива переборочному соединению для герметизации проходки трубы
Промышленность отказывается от традиционных переборочных соединений или муфтовых соединений и начинает использовать другие системы для защиты металлических труб, проходящих через противопожарные или водонепроницаемые перегородки. Вот почему.
Вот почему.
1. Увеличение веса на одно проникновение
Как неутвержденные, стандартные и традиционные соединения переборок, так и одобренные или сертифицированные соединения переборок, испытанные для использования в морских и морских сооружениях, имеют большой вес.
Принятые традиционные переборочные соединения часто представляют собой стальную трубу длиной 900 мм, прикрепленную через муфту с каждой стороны к тонкостенной металлической трубе, используемой для системы трубопроводов. В дополнение к весу трубы каждый штуцер переборки притягивает дополнительный вес:
- Толстостенная стальная труба длиной 900 мм
- 2 соединительных муфты (по одной с каждой стороны)
Одобренные переборочные соединения короче и толще, но все равно тяжелые.При экстраполяции увеличения веса на тысячи установок влияние веса становится значительным.
Узнайте больше о времени установки переборочных соединений в этом видео-сравнении или ознакомьтесь со сравнительным анализом уплотнений для металлических труб.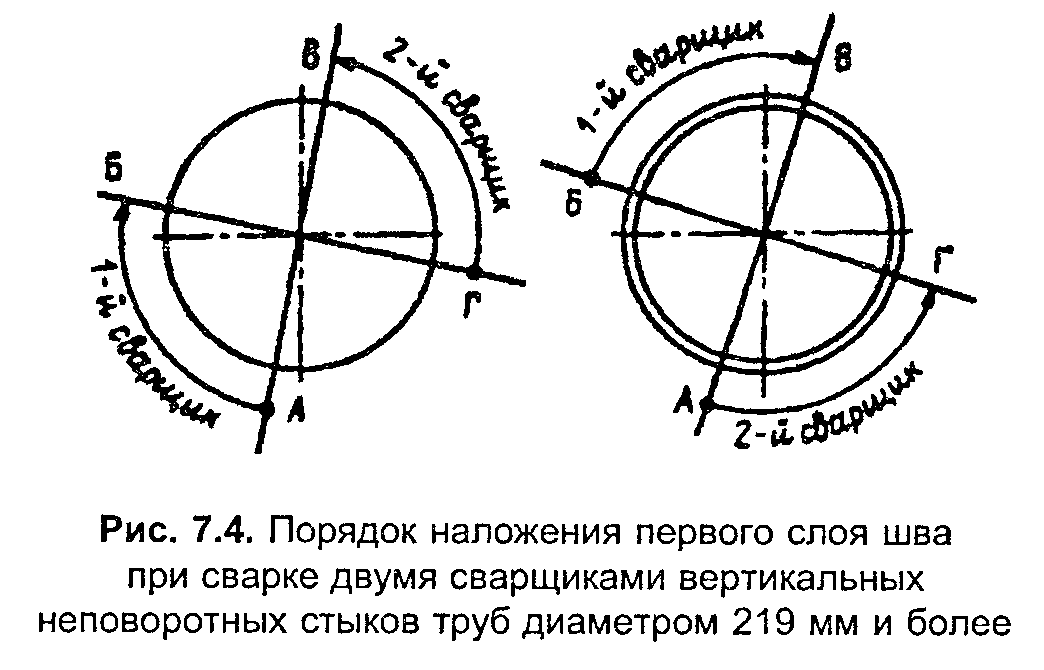
2. Длительный процесс установки
Из-за двустороннего характера переборочных соединений время установки в два раза превышает и без того значительное время, необходимое для одного соединения. Также может быть трудно получить доступ к обеим сторонам любой установки.
Для каждой стороны каждой проходки требуется несколько этапов установки:
- Приварите предварительно подготовленную стальную трубу длиной 900 мм (или одобренный более короткий переборочный штуцер), включая соединительные муфты.
— Многие верфи сами изготавливают соединительные соединения (штуцеры переборок) из подручных материалов, полагая, что это рентабельно, но требуемые человеко-часы более значительны, чем ожидалось.
— Удержание на месте и сварка большой стальной трубы длиной 900 мм обычно требует более дорогостоящей установки, выполняемой двумя людьми. - Разрежьте трубу. Удалите заусенцы и очистите шероховатые края.
- Очистите обрезанную трубу снаружи.
- Поместите накидную гайку и врезное кольцо на отрезанную трубу.
- Затяните накидные гайки, чтобы образовать уплотнение.
- Перейдите на другую сторону конструкции и повторите.

Когда вы включаете изготовление и повторную резку, очистку, сварку и перемещение с одной стороны каждой секции на другую, общее время установки увеличивается и становится дорогостоящей проблемой.
3. Негативное влияние на целостность и увеличение количества соединений
Выбор материала трубы имеет основополагающее значение для долговременной работы трубопроводной системы. Обрезка выбранной трубы и соединение ее с переборочным соединением ставит под угрозу целостность, качество и уровень производительности при каждом проходе.
Когда материал заменяется стальным ломом меньшей длины или более короткой длиной углеродистой стали, все положительные причины, по которым он был выбран, становятся неуместными.Переходные элементы создают точки напряжения и становятся очагами коррозии, разбросанными по всей системе трубопроводов.
Каждое соединение или стык является потенциально слабым местом в системе, создавая дополнительные полости и выступы внутри системы трубопроводов, где могут образовываться бактерии и возникать коррозия. Соединения являются местами риска подтеканий и утечек, а инородные тела могут создавать закупорки и зоны коррозии внутри трубы, что приводит к увеличению проблем с техническим обслуживанием и затратам на ремонт.
Что делать с расширением и сужением тепловых труб
Что такое тепловое расширение труб?
Для материалов естественно расширяться при нагревании и сжиматься при холоде, и трубы не застрахованы от законов природы. Тепловое расширение и сжатие трубопровода является одной из самых больших динамических сил, действующих на трубопроводы.
Поскольку по трубопроводным системам часто передаются горячие жидкости, необходимо тщательно учитывать тепловое расширение и связанные с этим напряжения, чтобы избежать проблем.Силы, создаваемые тепловым расширением, могут быть достаточно большими, чтобы вызвать изгиб и коробление трубы, повреждение насосов, клапанов, трубных хомутов и креплений и даже разрыв трубы или повреждение стальной или бетонной конструкции здания.
В этом блоге мы рассмотрим некоторые факторы, которые необходимо учитывать при работе с тепловым расширением труб, а также рассмотрим основы того, как рассчитать скорость теплового расширения в трубопроводных системах, что имеет решающее значение для разработки какие продукты необходимы для решения проблемы.
Но сначала вот видео, которое иллюстрирует, насколько значительным может быть тепловое расширение, а также некоторые способы борьбы с ним.
Что вызывает тепловое расширение?
Изменения температуры заставляют объект или вещество изменять форму, площадь или объем. Трубы обычно расширяются при нагревании и сжимаются при охлаждении. Это вызвано расширением молекулярной структуры из-за увеличения кинетической энергии при более высокой температуре, что заставляет молекулы больше двигаться.
Скорость теплового расширения обычно зависит от трех ключевых факторов:
- Материал трубы – разные материалы расширяются с разной скоростью. Таким образом, разные типы пластиковых труб (например, ПП, ПВХ, ПЭ и т. д.) и разные типы металлических труб (например, стальные, медные, железные) будут иметь разные коэффициенты расширения. Поэтому важно рассчитать скорость расширения для каждого отдельного типа устанавливаемой трубы.
- Длина трубы – чем длиннее длина трубы, тем больше она будет расширяться и сужаться.
- Минимальная и максимальная температура – диапазон температур, которым будет подвергаться труба, или, другими словами, разница между самой низкой и самой горячей температурой, которой будет подвергаться труба.
В приведенной ниже таблице приведен пример скорости расширения для 50-метровых труб при перепаде температур +50°. Как видите, пластиковые трубы обычно расширяются значительно больше, чем металлические. Например, полиэтиленовая труба длиной 50 м при перепаде температур +50° расширится на 500 мм.
Например, полиэтиленовая труба длиной 50 м при перепаде температур +50° расширится на 500 мм.
Проектирование систем трубопроводов с учетом теплового расширения
Крайне важно, чтобы расширение и сжатие трубопроводов рассматривались на этапе проектирования проекта, чтобы избежать возникновения серьезных проблем.
Такие проблемы, как извилистые трубы или нагрузка на соединения труб, могут в конечном итоге привести к утечкам или разрывам труб и всем связанным с этим повреждениям, которые может вызвать отказ.
Итак, каковы решения проблемы теплового расширения труб?
Расширение и сжатие трубы обычно можно компенсировать двумя способами:
- Естественным способом с использованием существующих изгибов или компенсационных петель
- Конструктивно, например, с помощью компенсаторов
Часто предпочтительнее компенсировать расширение естественным образом с помощью компенсационных петель, так как компенсационные швы создают значительные нагрузки на трубопроводную систему. Компенсационные петли компенсируют тепловые перемещения за счет установки секций трубопровода, которые проходят перпендикулярно системе трубопроводов. Хотя эти петли являются полужесткими, они допускают некоторое перемещение, тем самым снижая стрессовые нагрузки на анкерные точки в системе трубопроводов. Точка фиксации используется для обеспечения того, чтобы расширение было направлено на петлю расширения, где сила и движение контролируются.
Компенсационные петли компенсируют тепловые перемещения за счет установки секций трубопровода, которые проходят перпендикулярно системе трубопроводов. Хотя эти петли являются полужесткими, они допускают некоторое перемещение, тем самым снижая стрессовые нагрузки на анкерные точки в системе трубопроводов. Точка фиксации используется для обеспечения того, чтобы расширение было направлено на петлю расширения, где сила и движение контролируются.
Крепления для труб или «направляющие» между точкой крепления и компенсационным контуром только направляют трубу в правильном направлении.При использовании компенсационной петли важно расстояние между первым направляющим зажимом и петлей. Чем меньше расстояние, тем больше будет сила изгиба трубы. Эта сила передается на точку крепления.
Компенсационные петли могут занимать много места в системе трубопроводов, поэтому чаще всего используются в наружных системах. В более ограниченных пространствах можно сделать гибкие петли, в которых для каждой ветви петли используются гофрированные металлические шланги. Эти гибкие петли более компактны, чем петли для труб, но требуют структурных опор для предотвращения провисания.Такие петли обычно используются там, где требуется сейсмическая защита.
Использование компенсаторов для борьбы с тепловыми деформациями
Если нет места для компенсационной петли, следует использовать компенсатор, способный к осевому перемещению. Примером такого продукта могут быть компенсаторы.
При использовании компенсатора необходимо учитывать давление в трубе. Например, стандартная труба 200НБ с осевым сильфоном создает более 2.5 тонн силы. Труба остается выровненной, но в других местах действуют огромные усилия.
В результате создаваемых огромных сил хорошая точка крепления необходима для эффективной работы сильфонной системы. При неправильной поддержке и установке вдоль всей системы трубопроводов сильфонная система все равно может выйти из строя.
Соблюдение простых правил обеспечивает эффективную установку сильфонной системы с использованием первичных направляющих и анкеров.
Иногда конструкции могут быть перепроектированы и по-прежнему не будут работать, если не будут применены фундаментальные принципы.Дизайн должен быть простым и соответствовать основным правилам дизайна, упомянутым выше. Приведенный ниже дизайн представляет собой простое и эффективное решение.
Как Walraven может способствовать тепловому расширению трубопроводных систем?
Во-первых, и это самое главное, вы должны быть в состоянии рассчитать коэффициент теплового расширения для вашей системы трубопроводов, чтобы иметь возможность определить наилучшее решение для ваших нужд. Мы создали файл для загрузки, чтобы вы могли рассчитать скорость расширения вашей трубы.Он включает в себя метод расчета и некоторые примеры.
Загрузить информацию о расчете теплового расширения
Наша группа технической поддержки может помочь вам с расчетами, если это необходимо, и может разработать подходящую систему поддержки для установки.
У нас есть продукты, которые помогут вам в установке расширительных контуров и сильфонов, в том числе:
- Анкерные точки
- Комплекты точек крепления
- Консоли Fixpoint
- Направляющие опоры для направления бокового движения
- Пружинные подвески для любого вертикального перемещения
- Поворотные подвески
- Скользящие стремена
- Кронштейны для роликов
Вы можете обратиться за консультацией к нашей технической команде по электронной почте: [email protected] или по телефону 01295 753400.
В качестве одного из примеров того, как наша техническая команда спроектировала установку, в которой тепловое расширение труб было ключевым фактором, ознакомьтесь с нашим практическим примером установки мостового трубопровода.
Общественный колледж Северной Вирджинии: сварка (WEL)
Обучает кислородно-ацетиленовой сварке и резке, включая безопасность оборудования, процедуры сварки, пайки и пайки, а также процедуры резки.
Лекция 1 час.Лаборатория 3 часа. Всего 4 часа в неделю.
2 кредита
Знакомит с историей сварочных процессов. Охватывает типы оборудования и сборку узлов. Подчеркивает такие процедуры сварки, как плавление, неплавление и резка оксиацетиленом. Внедряет дуговую сварку и плазменно-дуговую резку. Делает акцент на процедурах использования инструментов и оборудования.
Лекция 1-2 часа. Лаборатория 2-3 часа.Всего 3-5 часов в неделю.
2-3 кредита
Изучение работы источников питания переменного и постоянного тока, сварочного тепла, полярности и электродов для использования при соединении различных сплавов в процессе SMAW. Охватывает сварные швы в различных типах соединений и различных положениях сварки. Особое внимание уделяется технике безопасности.
Лекция 1 час. Лаборатория 3 часа. Всего 4 часа в неделю.
2 кредита
Преподает электродуговую сварку, включая виды оборудования, выбор электродов, защитное оборудование и процедуры, а также принципы и методы сварки.
Лекция 1-2 часа. Лаборатория 3 часа. Всего 4-5 часов в неделю.
2-3 кредита
Обучает процессам дуговой сварки металлическим электродом, включая сварку напорных трубопроводов в горизонтальном, вертикальном и горизонтальном фиксированных положениях в соответствии с разделом IX кода ASME.
Лекция 2-3 часа. Лаборатория 3 часа. Всего 5-6 часов в неделю.
3-4 кредита
Обучение сварке напорных трубопроводов в горизонтальном, вертикальном и фиксированном положениях.
Лаборатория 9 часов в неделю.
3 кредита
Знакомит с практическими операциями по использованию дуговой сварки в среде инертного газа. Обсуждается оборудование, меры безопасности, методы сварки в различных положениях, технологические применения, а также ручная и полуавтоматическая сварка.
Обсуждается оборудование, меры безопасности, методы сварки в различных положениях, технологические применения, а также ручная и полуавтоматическая сварка.
Лекция 2 часа. Лаборатория 3-6 часов. Всего 5-8 часов в неделю.
3-4 кредита
Изучает технику и практику контроля сварных соединений методами разрушающего и неразрушающего контроля.Часть I II.
Лекция 2 часа. Лаборатория 3-6 часов. Всего 5-8 часов в неделю.
3-4 кредита
Изучает технику и практику контроля сварных соединений методами разрушающего и неразрушающего контроля. Часть II из II.
Лекция 2 часа. Лаборатория 3-6 часов. Всего 5-8 часов в неделю.
3-4 кредита
Изучает классификации сталей, способы термической обработки, свойства черных и цветных металлов. Обсуждаются методы и практика контроля сварных соединений, разрушающего/неразрушающего, визуально-магнитного и люминесцентного контроля.
Обсуждаются методы и практика контроля сварных соединений, разрушающего/неразрушающего, визуально-магнитного и люминесцентного контроля.
Лекция 2-3 часа. Лаборатория 1-2 часа. Всего 3-5 часов в неделю.
3-4 кредита
Обучает методам и практике инспекции и интерпретации тестов и измерений. Включает радиографические испытания соединений неограниченной толщины, сваренных в положениях 3G и 4G.
Лекция 2 часа. Лаборатория 3 часа. Всего 5 часов в неделю.
3 кредита
Обучает основам, необходимым для успешного черчения применительно к сварочной промышленности. Включает чтение чертежей, геометрические принципы черчения и рисования от руки, основные принципы орфографической проекции, подготовку чертежей и интерпретацию символов.
Лекция 2-3 часа в неделю.
2-3 кредита
Представляет полуавтоматические процессы сварки с упором на практическое применение. Включает изучение присадочных проволок, флюсов и газов.
Лекция 2 часа. Лаборатория 3-6 часов. Всего 5-8 часов в неделю.
3-4 кредита
Горелки MIG/MAG
1.Применимость
1.1 Все поставки и другие услуги, осуществляемые нами, и все платежи, осуществляемые в нашу пользу, регулируются исключительно настоящими Условиями доставки и оплаты. В тех случаях, когда применимые положения могут быть признаны отсутствующими, Общие условия поставки австрийской электротехнической и электронной промышленности применяются дополнительно; во всех остальных отношениях применяются австрийские законы и правила. Если какие-либо деловые условия Заказчика противоречат настоящим Общим условиям поставки и оплаты, мы будем связаны такими расхождениями только в том случае, если мы прямо признали их в письме или по телефаксу.
1.2 Принимая товар и/или услугу, Заказчик признает исключительную применимость наших Условий доставки и оплаты.
2. Предложения
2.1 Наши предложения не требуют участия и могут быть изменены, если в предложении прямо не упоминается период действия. Документы, относящиеся к нашим предложениям, такие как чертежи, иллюстрации, образцы и образцы, а также данные о размерах, весе, производительности и потреблении, содержат или представляют собой только приблизительные данные и не считаются специально согласованными характеристиками, если не указано иное.Мы оставляем за собой право вносить изменения по техническим причинам.
2.2 Мы сохраняем за собой права собственности и авторские права на все сметы расходов, чертежи и другие документы; они не могут быть раскрыты какой-либо третьей стороне или использованы для целей какой-либо третьей стороны.
3. Прием заказа; дополнительные соглашения
Принятие заказа и любые обязательства или дополнительные соглашения, принятые нашими сотрудниками, а также поправки и изменения любого рода не являются обязательными для нас до тех пор, пока мы не вышлем письменное подтверждение по почте, факсу или электронной почте.
4. Цена и условия оплаты; взаимозачет
4.1 Цены всегда указаны по прейскуранту, действующему на дату поставки. Это цены франко-завод (EXW), без учета упаковки, страховки, погрузки на заводе и налога на добавленную стоимость; упаковка обратно не принимается.
4.2 Платежи должны производиться наличными, без каких-либо вычетов и без комиссий, в течение 30 дней с даты выставления счета. Мы должны решить, какие претензии или частичные претензии Заказчика могут быть зачтены в счет таких платежей.
4.3 Если какие-либо изменения в исполнении заказа вызваны обстоятельствами, при которых риск ложится на Заказчика, то последний несет все связанные с этим дополнительные расходы.
4.4 Если срок платежа превышен, мы имеем право взимать проценты за просрочку платежа в размере десяти процентных пунктов выше применимой базовой ставки, объявленной Австрийским национальным банком, плюс затраты на взыскание, такие суммы составляют не менее 12% годовых. общей претензии.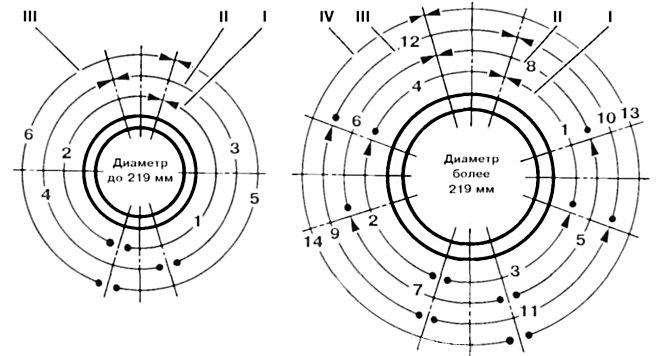 Это не предрешает каких-либо дальнейших последствий невыполнения платежа.
Это не предрешает каких-либо дальнейших последствий невыполнения платежа.
4.5 Недопустимо, чтобы Заказчик удерживал платежи или засчитывал их против оспариваемых нами встречных требований.
4.6 Если у Заказчика есть претензии к нам, мы имеем право в любое время зачесть их против наших собственных требований к Заказчику.
4.7 За услуги, выполняемые по контрактам на работу и материалы (установка, ремонт, техническое обслуживание и другие подобные работы), мы будем взимать почасовые ставки и цены на материалы, действующие на момент завершения, плюс наши применимые надбавки за любые сверхурочные, ночные- рабочее время, воскресенье и праздничные дни; время в пути и время ожидания считаются рабочим временем.Командировочные расходы, а также суточные и ночные расходы оплачиваются отдельно.
5. Производительность, доставка и настройки по умолчанию
5.1 Срок поставки начинается с момента отправки уведомления о подтверждении заказа, а период выполнения работ по установке, техническому обслуживанию или ремонту начинается с момента передачи оборудования. Однако ни в коем случае период поставки или исполнения не должен начинаться раньше, чем через 14 дней после того, как Заказчик предоставил нам документы (например,г. технические чертежи, планы и т. д.), разрешения или утверждения, за получение которых она несет ответственность, или после внесения согласованной предоплаты. Срок поставки или исполнения считается соблюденным, если мы уведомили Заказчика до этого срока о нашей готовности доставить или выполнить; в случаях, когда специальное соглашение обязывает нас отправить или доставить, срок поставки или исполнения считается соблюденным, если объект поставки или исполнения покинул наш завод до такого срока.
Однако ни в коем случае период поставки или исполнения не должен начинаться раньше, чем через 14 дней после того, как Заказчик предоставил нам документы (например,г. технические чертежи, планы и т. д.), разрешения или утверждения, за получение которых она несет ответственность, или после внесения согласованной предоплаты. Срок поставки или исполнения считается соблюденным, если мы уведомили Заказчика до этого срока о нашей готовности доставить или выполнить; в случаях, когда специальное соглашение обязывает нас отправить или доставить, срок поставки или исполнения считается соблюденным, если объект поставки или исполнения покинул наш завод до такого срока.
5.2 Сроки поставки или исполнения продлеваются на время любых непредвиденных препятствий, находящихся за пределами нашей сферы влияния, таких как простои, серьезные увольнения персонала, незаконные забастовки, задержки в поставках основного сырья или компонентов и т.п., а также обстоятельства, при которых заказчик несет риск, в той мере, в какой эти препятствия и/или обстоятельства имеют существенное значение для несоблюдения сроков. Препятствия и/или обстоятельства такого рода также аннулируют последствия невыполнения обязательств, за которые мы в противном случае несли бы ответственность, на время действия таких препятствий; любые договорные обязательства по штрафным санкциям, которые могли быть согласованы для конкретных случаев, полностью перестают применяться.О начале и окончании таких препятствий должно быть дано немедленное уведомление. Мы имеем право расторгнуть договор полностью или частично, если возникнут такие препятствия. В этом случае, если Заказчик не докажет грубую небрежность с нашей стороны, претензии Заказчика о возмещении убытков недопустимы.
Препятствия и/или обстоятельства такого рода также аннулируют последствия невыполнения обязательств, за которые мы в противном случае несли бы ответственность, на время действия таких препятствий; любые договорные обязательства по штрафным санкциям, которые могли быть согласованы для конкретных случаев, полностью перестают применяться.О начале и окончании таких препятствий должно быть дано немедленное уведомление. Мы имеем право расторгнуть договор полностью или частично, если возникнут такие препятствия. В этом случае, если Заказчик не докажет грубую небрежность с нашей стороны, претензии Заказчика о возмещении убытков недопустимы.
5.3 Если согласованные сроки поставки или выполнения или сроки, которые были продлены в соответствии с пунктом 5.2 выше, превышены более чем на четыре недели, Заказчик имеет право расторгнуть договор, предоставив нам как минимум 14 дополнительных дней. уведомлением, направленным нам заказным письмом.Если Заказчик не докажет грубую небрежность с нашей стороны, претензии Заказчика о возмещении убытков в этом случае не принимаются.
5.4 Если Заказчик несет убытки из-за задержки, за которую мы несем ответственность, то он имеет право на компенсацию в размере 0,5% за всю неделю — максимум до 5% — от стоимости этой части поставки. которые не могут быть использованы вовремя или по назначению в результате просрочки. За другие услуги компенсация составляет 5% от вознаграждения.Любые претензии о возмещении ущерба, выходящие за рамки вышеизложенного, недопустимы, равно как и претензии о возмещении ущерба в результате задержек со стороны наших поставщиков, если только не будет доказана грубая небрежность с нашей стороны.
5.5 В тех случаях, когда мы взяли на себя обязательство осуществлять отгрузку, мы должны решить способ и маршрут доставки. Товары всегда отправляются на риск и за счет Заказчика. Мы несем ответственность за ущерб только в том случае, если будет доказана грубая небрежность с нашей стороны. Мы оформляем транспортное/полное страхование только по заказу и за счет Заказчика.
5.6 Мы имеем право осуществлять частичные поставки.
5.7 Соблюдение нами срока поставки зависит от выполнения Заказчиком своих договорных обязательств по всем незавершенным, еще не завершенным деловым операциям.
5.8 Если отгрузка задерживается из-за обстоятельств, при которых риск ложится на Заказчика, то последний несет все связанные с этим дополнительные расходы, например, расходы на хранение на нашем заводе, но с минимальной ежемесячной оплатой 0.5% от суммы счета. В таком случае мы также имеем право предоставить Заказчику льготный период не более 14 дней, и если этот период истечет безрезультатно, мы будем иметь право по своему усмотрению либо принять альтернативные меры в отношении Товар(ы) должен быть доставлен(ы) и осуществлена доставка Заказчику в течение достаточно продолжительного периода времени, или расторжение договора и требование возмещения убытков за нарушение договора. В этом последнем случае мы имеем право, без предоставления каких-либо конкретных доказательств, потребовать 10% вознаграждения за предполагаемую поставку в качестве возмещения убытков. Если это надлежащим образом обосновано, мы также можем потребовать компенсацию за любой ущерб, превышающий эту сумму.
Если это надлежащим образом обосновано, мы также можем потребовать компенсацию за любой ущерб, превышающий эту сумму.
5.9 В случае товаров, заказанных по запросу или заказанных для производства без инструкций по отгрузке, поставка должна быть осуществлена в течение трех месяцев. Если этот срок не используется, то аналогично применяется пункт 5.8.
5.10 Для услуг, выполняемых по договорам на выполнение работ и материалов (4.7), Заказчик должен предоставить нам необходимое оборудование и вспомогательные материалы (напр.г. лебедки, рельсы, электричество и т. д.) своевременно и бесплатно, даже если установка включена в цену (4.1) или если для этого была оговорена фиксированная цена. Любые работы, которые должны быть выполнены Заказчиком перед установкой, т.е. строительные работы должны быть завершены до прибытия наших монтажников. Кроме того, Заказчик должен принять все меры предосторожности, необходимые для защиты людей и имущества. Мы не несем ответственности за вспомогательный персонал, оборудование и вспомогательные материалы, которые могут быть предоставлены в наше распоряжение, если с нашей стороны не будет доказана грубая небрежность.
6. Переход риска
6.1 Риск переходит к Заказчику, как только изделия, которые должны быть доставлены, или изделия, над которыми мы выполняли техническое обслуживание, ремонт или другие работы, покидают наш завод. То же самое относится и к частичным поставкам или в случаях, когда мы взяли на себя расходы по доставке или выполнили доставку, настройку, сборку, установку или другие подобные услуги. Если техническое обслуживание, ремонт или другие работы выполняются на территории Заказчика, то риск переходит к последнему, как только он получает уведомление о том, что соответствующие работы завершены.
6.2 В случае задержки отправки или доставки груза по причинам, за которые мы не несем ответственности, риск переходит к Заказчику, как только он получает уведомление о готовности груза к доставке.
7. Сохранение права собственности; расторжение
7.1 Мы сохраняем за собой право собственности на поставленный(е) товар(ы) до тех пор, пока наши претензии в отношении покупной цены и все другие претензии, которые мы имеем – на любых законных основаниях – к Заказчику, не будут полностью урегулированы.
7.2 Заказчику разрешается перепродавать доставленный товар, даже если он был соединен с другими товарами или подвергнут обработке, только в ходе обычной коммерческой деятельности своей компании. Однако это разрешение исключается, если возникающие в результате претензии переуступаются третьим лицам или являются предметом запрета уступки, или если Заказчик неплатежеспособен или не выполняет свои договорные обязательства. Никакие другие способы распоряжения не разрешены Заказчику.В случае ареста, конфискации или иного распоряжения третьими лицами Заказчик должен немедленно уведомить нас об этом. Наши юридические расходы, понесенные в связи с обеспечением соблюдения нашего права собственности, несет Заказчик.
7.3 Заказчик уже сейчас уступает нам свои требования и другие права от перепродажи, сдачи в аренду или лизинга поставленного предмета, даже если этот последний был соединен с другими предметами или подвергнут обработке; Заказчик должен сделать запись об этом в своих бухгалтерских книгах. Если доставленный предмет продается или передается третьему лицу для использования этим лицом вместе с другими предметами (независимо от того, был ли он соединен с какими-либо такими предметами или подвергнут обработке), то требование о взыскании долга может быть удовлетворено только назначены в пределах суммы покупной цены, причитающейся нам. Это не наносит ущерба любым дальнейшим требованиям о возмещении убытков.
Если доставленный предмет продается или передается третьему лицу для использования этим лицом вместе с другими предметами (независимо от того, был ли он соединен с какими-либо такими предметами или подвергнут обработке), то требование о взыскании долга может быть удовлетворено только назначены в пределах суммы покупной цены, причитающейся нам. Это не наносит ущерба любым дальнейшим требованиям о возмещении убытков.
7.4 Заказчик имеет право собирать требования и отстаивать другие права только в той мере, в какой он выполнил свои платежные обязательства перед нами и не является неплатежеспособным.7.5 Если Заказчик будет действовать вопреки условиям договора, в частности, задержав платеж или любое другое договорное обязательство и/или будучи неплатежеспособным, мы имеем право по своему усмотрению либо расторгнуть договора без предоставления отсрочки или, оставив договор в силе, забрать доставленный предмет или запретить его использование. Мы также имеем право продать возвращенный товар на открытом рынке; после вычета платы за обработку в размере 10% от выручки, полученной таким образом, оставшаяся часть будет вычтена из общей суммы наших непогашенных претензий к Заказчику.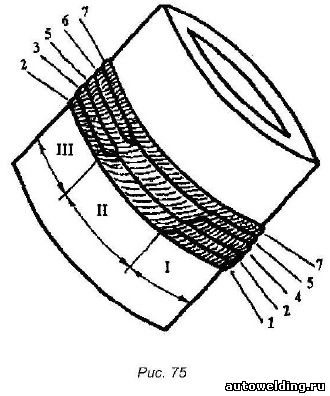 До возврата товара в случае расторжения договора мы взимаем с Заказчика плату за использование в размере 5% от первоначальной стоимости товара, если фактическое уменьшение его стоимости еще больше.
До возврата товара в случае расторжения договора мы взимаем с Заказчика плату за использование в размере 5% от первоначальной стоимости товара, если фактическое уменьшение его стоимости еще больше.
8. Гарантия
8.1 Мы не даем никаких гарантий в отношении обычных отклонений в размере, весе или качестве (или в соответствии со стандартами ÖNORM, EN или DIN), а также не даем никаких гарантий в отношении информации, предоставленной в отношении пригодности поставляемых изделий для данной цели. предполагаемой Заказчиком, или для любой другой конкретной цели.
8.2 Несмотря на то, что мы гарантируем правильность наших инструкций по обработке, руководств пользователя/эксплуатантов и консультационных услуг для клиентов, соблюдение законодательных или других правил при использовании поставленных изделий, а также тестирование этих изделий для предусмотренной цели остается исключительной ответственностью Заказчик. Мы будем нести ответственность за любые инструкции, отличающиеся от наших письменных инструкций по обработке и руководств пользователя/эксплуатации, только в том случае, если мы предварительно прямо подтвердили эти отклонения Заказчику в письменной форме, письмом, факсом или электронной почтой.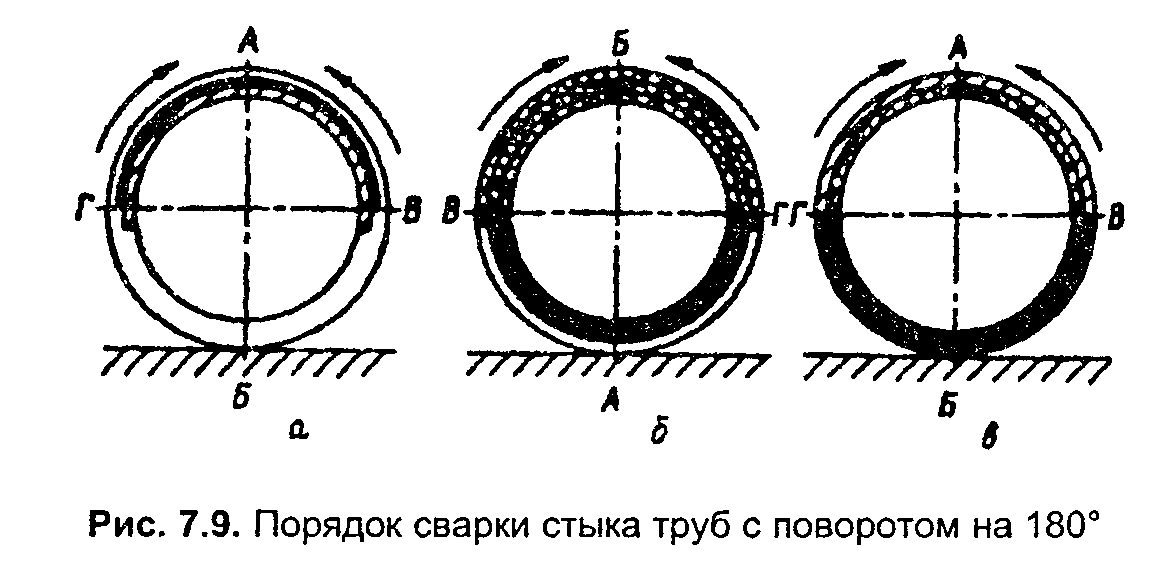
8.3 Поставляемые товары или услуги должны быть проверены Заказчиком сразу же после их получения. О любых дефектах необходимо сообщать нам немедленно после их обнаружения в письменном уведомлении, отправленном письмом, по факсу или электронной почте, с указанием номера и даты уведомления о подтверждении заказа, накладной или счета-фактуры, а также серийного номера и комиссии. числа. Если Заказчик не направляет это немедленное уведомление, он больше не может предъявлять какие-либо претензии по гарантии или требования о возмещении убытков из-за самого дефекта или из-за какого-либо заблуждения относительно того, были ли доставка или услуга свободны от дефектов.В уведомлении должно быть указано, какие поставленные товары или оказанные услуги затронуты дефектами, в чем конкретно заключаются дефекты и при каких сопутствующих обстоятельствах эти дефекты возникли. Каждый дефект должен быть точно описан. Любые расходы, которые мы понесем в результате необоснованных уведомлений или уведомлений, которые иным образом противоречат условиям использования, должны быть возмещены нам Заказчиком.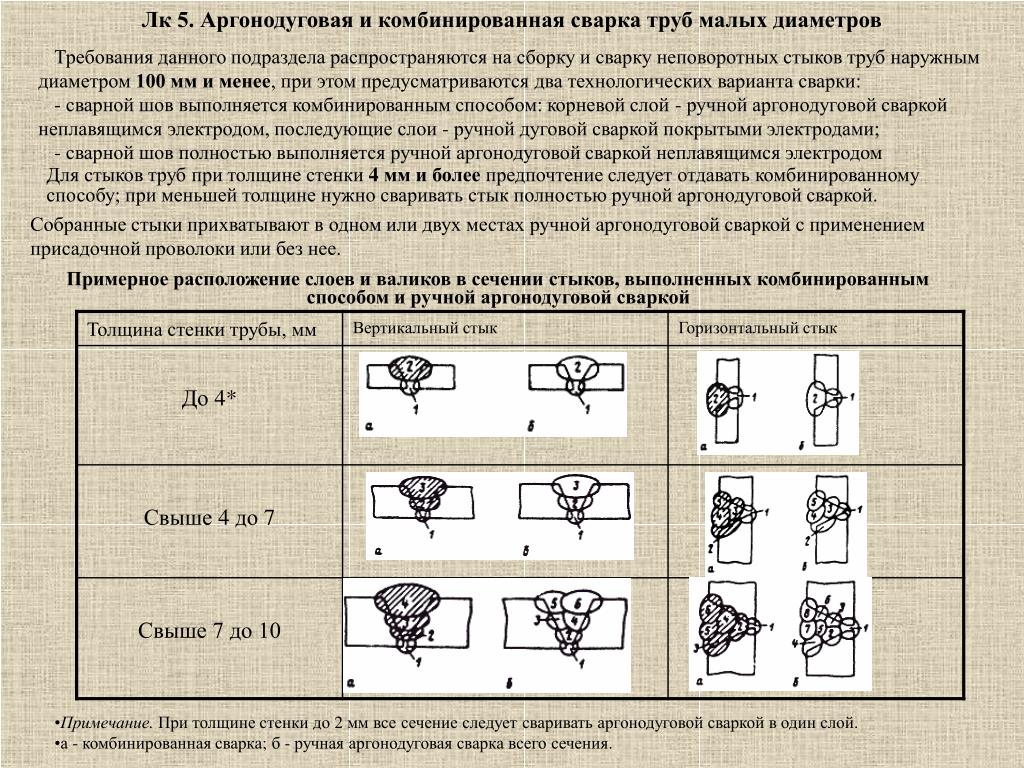
8.4 В случае корректирующих и профилактических работ наша гарантия ограничивается фактически оказанными услугами.Мы гарантируем правильное функционирование установки, машины, Программного обеспечения и т.п., компоненты которых не были поставлены нами, только если мы доказуемо взяли на себя обязательство – несмотря на предоставление определенных компонентов Заказчиком или третьими сторонами – произвести установку ( или машина и т. д.) в целом, и если рассматриваемая неисправность не связана с неверной или неполной информацией от Заказчика.
8.5 Если не оговорено иное, гарантийный срок составляет 24 месяца.Однако с начала 13-го месяца этого периода наша гарантия ограничивается предоставлением бесплатно предметов, необходимых для устранения дефектов; с этого момента любые претензии по гарантии, выходящие за рамки вышеизложенного, недопустимы. Это ограничение срока также применяется к поставке объектов, считающихся недвижимыми, и к работе над объектами, которые являются или считаются недвижимыми. Гарантийный срок начинает истекать с момента перехода риска в соответствии с пунктом 6.Заказчик всегда должен доказать, что дефекты, выявленные в течение гарантийного срока, уже существовали на момент перехода риска.
Гарантийный срок начинает истекать с момента перехода риска в соответствии с пунктом 6.Заказчик всегда должен доказать, что дефекты, выявленные в течение гарантийного срока, уже существовали на момент перехода риска.
8.6 В тех случаях, когда мы даем гарантию, мы по своему усмотрению и в течение разумного периода продолжительностью не менее 4 недель либо обмениваем дефектный товар или его дефектные компоненты на товар без дефектов или дефектов. — бесплатные компоненты, или устранить дефект(ы), или предоставить Заказчику разумную скидку в цене, или (если рассматриваемый дефект не является незначительным) расторгнуть договор.Гарантийный срок не продлевается при замене изделия или частей или компонентов, принадлежащих к изделию. Однако, если оставшаяся часть гарантийного срока, включая ту часть периода, в течение которой наша гарантия ограничивается бесплатным предоставлением необходимых материалов в соответствии с пунктом 8.5, длится менее двенадцати месяцев, то гарантийный срок на замененный товаров, частей или компонентов продлевается до двенадцати месяцев. Обмениваемые таким образом предметы, детали или компоненты становятся нашей собственностью.Мы не возмещаем затраты на любое фактическое или предпринятое устранение дефекта Заказчиком или любой третьей стороной.
Обмениваемые таким образом предметы, детали или компоненты становятся нашей собственностью.Мы не возмещаем затраты на любое фактическое или предпринятое устранение дефекта Заказчиком или любой третьей стороной.
8.7 В той мере, в какой это необходимо и может быть разумно ожидаемо от Заказчика, предмет поставки или исполнения или его дефектная(ые) часть(и) должны быть отправлены или отправлены нам немедленно по нашему запросу, в Риск и расходы стороны, в противном случае любые гарантийные обязательства с нашей стороны становятся недействительными.
8.8 Заказчик не имеет права задерживать оплату в связи с гарантийными претензиями или другими встречными претензиями, не признанными нами.
8.9 Гарантийные претензии со стороны Заказчика исключаются в случаях, когда инструкции по установке, эксплуатации и эксплуатации, предоставленные нами или запрошенные у нас Заказчиком, не были соблюдены, или когда пользователь не был (полностью) обязан соблюдать такие инструкции; если монтажные работы не были выполнены должным образом и в соответствии с применимыми стандартами, и в частности, если они не были выполнены лицензированными подрядчиками; если на объекте поставки или исполнения были проведены какие-либо ремонтные работы или другие работы без нашего согласия; если он эксплуатировался или использовался ненадлежащим образом, или эксплуатировался, несмотря на неисправность его защитных функций, или вывозился за пределы договорной территории без нашего согласия, или использовался вопреки нашим инструкциям или в целях, для которых он не предназначен; и, кроме того, если дефекты связаны с повреждением посторонними предметами, химическими воздействиями, перенапряжением, действиями третьих лиц или форс-мажорными обстоятельствами; то же самое относится и к естественному износу.
8.10 Наша гарантия также не действует в случаях, когда мы заключили контракт на выполнение заказов на ремонт, изменение или модификацию бывших в употреблении предметов или поставку таких предметов.
8.11. Наконец, все претензии по гарантии исключаются, если Заказчик устанавливает сторонние компоненты или запасные части в наши предметы поставки или услуги, предоставляемые нами, которые не были явно рекомендованы нами до этого.
8.12. В дополнение к правам Заказчика в соответствии с пунктом 8.6. в отношении поставки инверторов для фотоэлектрических систем действует гарантия в соответствии с условиями гарантии Fronius, доступными по адресу https://www.fronius.com/en/photovoltaics/products/all-products/solutions/fronius-service. -solutions/fronius-warranties/fronius-warranties.
9. Ущерб и ответственность за качество продукции
9.1 Мы несем неограниченную ответственность за ущерб любого рода только в том случае, если Заказчик докажет, что мы сами нанесли этот ущерб сознательно и преднамеренно или по грубой небрежности. Если Заказчик докажет, что мы причинили ущерб по обычной небрежности, наша обязанность по возмещению ущерба ограничивается фактически понесенным ущербом и, кроме того, максимальной общей суммой, не превышающей общую стоимость заказа. Кроме того, требования этого типа могут быть исполнены по закону только в том случае, если они заявлены в течение шести месяцев после того, как стало известно о соответствующем ущербе.
Если Заказчик докажет, что мы причинили ущерб по обычной небрежности, наша обязанность по возмещению ущерба ограничивается фактически понесенным ущербом и, кроме того, максимальной общей суммой, не превышающей общую стоимость заказа. Кроме того, требования этого типа могут быть исполнены по закону только в том случае, если они заявлены в течение шести месяцев после того, как стало известно о соответствующем ущербе.
9.2 В случае привлечения нас к ответственности третьей стороной, если мы произвели и поставили в соответствии с чертежами, проектами, моделями или другими документами, предоставленными Заказчиком, Заказчик должен возместить ущерб и защитить нас от ответственности.
9.3 При использовании поставляемых нами установок, машин и других изделий Заказчик обязан тщательно соблюдать все правила техники безопасности, технические правила, правила установки, инструкции по эксплуатации и руководства пользователя, и в особенности все правила, относящиеся к области электротехники. , и допускать к эксплуатации оборудования только авторизованный квалифицированный персонал.
, и допускать к эксплуатации оборудования только авторизованный квалифицированный персонал.
9.4. Любая ответственность за ущерб, вызванный установкой или использованием сторонних компонентов или запасных частей с нашими предметами поставки, которые не были подтверждены и явно рекомендованы нами, исключается.
10. Согласие на защиту данных
Клиент соглашается с тем, что Fronius International GmbH и ее дочерние компании могут собирать, обрабатывать и использовать личные данные (такие как имя, адрес, адрес электронной почты), если это применимо, также по заказу поставщика услуг с целью отправки информации о продуктах и услугах в любом виде (например, по почте, электронной почте, в информационном бюллетене и т. д.). Распространение информации посторонним лицам сверх установленного срока не допускается (исключаются юридические или судебные обязательства по предоставлению информации).Согласие может быть опротестовано в любое время в письменной форме, в информационном бюллетене также есть ссылка для отказа от подписки.
11. Заключительные положения
11.1 Местом исполнения поставок, других услуг и платежей, а также единственным местом юрисдикции является Вельс, Австрия. Тем не менее, мы также имеем право обратиться в суд против Заказчика в суде, обладающем «вещной» и территориальной юрисдикцией в соответствии с соответствующими правилами для коммерческого местожительства или места жительства Заказчика.
11.2 Заказчику известно, что в международной торговле общепринятой практикой является то, что соглашение о месте юрисдикции также может быть заключено официально действующим способом в результате молчаливого согласия или отсутствия реакции на подтверждающее деловое соглашение. письмо, такое как уведомление о подтверждении заказа, содержащее предварительно напечатанную ссылку на место юрисдикции. Заказчик знаком с этим коммерческим употреблением, особенно в сфере деятельности Fronius International GmbH, и регулярно соблюдает его.
11.3 Правовые споры, вытекающие из договора, регулируются австрийским законодательством и коммерческой практикой, преобладающей в месте исполнения. С другой стороны, Конвенция ООН о договорах международной купли-продажи товаров не применяется (Австрийский федеральный вестник 1988/96).
С другой стороны, Конвенция ООН о договорах международной купли-продажи товаров не применяется (Австрийский федеральный вестник 1988/96).
12. Специальные положения для программного обеспечения, поставляемого вместе с заказанными элементами, или программного обеспечения, поставляемого отдельно
Для программного обеспечения, поставляемого вместе с другими элементами, или для программного обеспечения, поставляемого отдельно (далее «программное обеспечение»), настоящие Условия поставки и оплаты применяются только в той мере, в какой они не отклоняются от следующих условий или условий, согласованных отдельно с Заказчиком.
12.1 Область применения
12.1.1 Все права интеллектуальной собственности, такие как авторские права, права на товарные знаки, права на дизайн, патентные права, права на полезные модели и ноу-хау, а также, в частности, незащищенные изобретения, коммерческий опыт, коммерческая тайна и т. п., независимые от время, когда они были раскрыты Заказчику, должны быть зарезервированы в любое время нами или нашими лицензиарами. Заказчик имеет право использовать программное обеспечение после оплаты оговоренной суммы исключительно в своих целях в соответствии с приобретенным количеством лицензий.По настоящему договору приобретается только разрешение на использование программного обеспечения. Распространение Заказчиком исключается в соответствии с законом об авторском праве. При возможном участии Заказчика в производстве программного обеспечения никакие права, кроме указанных в Разделе 12, не приобретаются. Заказчик может одновременно использовать программное обеспечение только на одном устройстве, какое именно — это его решение. Использование программного обеспечения представляет собой любое долгосрочное или даже любое временное дублирование (копирование) программного обеспечения, полностью или частично, путем сохранения, загрузки, запуска или отображения с целью исполнения программного обеспечения и обработки данные, содержащиеся в нем, аппаратными средствами.Он не имеет права копировать руководство пользователя.
Заказчик имеет право использовать программное обеспечение после оплаты оговоренной суммы исключительно в своих целях в соответствии с приобретенным количеством лицензий.По настоящему договору приобретается только разрешение на использование программного обеспечения. Распространение Заказчиком исключается в соответствии с законом об авторском праве. При возможном участии Заказчика в производстве программного обеспечения никакие права, кроме указанных в Разделе 12, не приобретаются. Заказчик может одновременно использовать программное обеспечение только на одном устройстве, какое именно — это его решение. Использование программного обеспечения представляет собой любое долгосрочное или даже любое временное дублирование (копирование) программного обеспечения, полностью или частично, путем сохранения, загрузки, запуска или отображения с целью исполнения программного обеспечения и обработки данные, содержащиеся в нем, аппаратными средствами.Он не имеет права копировать руководство пользователя.
12.1.2 Заказчику разрешается делать копии программного обеспечения для целей архивирования и защиты данных при условии, что в программном обеспечении или любых сопутствующих материалах (руководстве по эксплуатации, упаковке и т. д.) нет прямого запрета и что все авторские права и уведомления о праве собственности передаются в этих копиях без изменений. Не допускаются повторные переводы программного кода (декомпиляция) с нарушением правовых норм.
12.1.3. Если программное обеспечение оснащено технической защитой от копирования, Заказчику в случае повреждения будет предоставлена копия взамен после возврата носителя данных.
12.2 Дополнительные права
В случае наличия новой версии программного обеспечения Заказчик имеет право обменять поставленный пакет программного обеспечения на аналогичный пакет программного обеспечения новой версии по указанной нами цене обновления; под обменом понимается программный комплекс в целом, так как он был приобретен Заказчиком. При обмене разрешение Заказчика на использование обмениваемого программного комплекса прекращается. В таком случае Заказчик обязан немедленно и полностью уничтожить все копии, частичные копии и резервные копии, а также измененные или исправленные версии программного обеспечения и сделанные из него копии, частичные копии и резервные копии.
При обмене разрешение Заказчика на использование обмениваемого программного комплекса прекращается. В таком случае Заказчик обязан немедленно и полностью уничтожить все копии, частичные копии и резервные копии, а также измененные или исправленные версии программного обеспечения и сделанные из него копии, частичные копии и резервные копии.
12.3 Гарантия
12.3.1 Заказчик должен принять во внимание, что невозможно разработать программы программного обеспечения таким образом, чтобы они были свободны от дефектов для всех условий применения.
12.3.2 Мы гарантируем, что поставляемое программное обеспечение выполняет согласованные функции и обладает явно гарантированными свойствами. Требованием для любой гарантии является использование в соответствии с контрактом. Дефект, за который мы несем ответственность, считается существующим только в том случае, если программное обеспечение не работает в соответствии с самой последней версией соответствующего описания производительности/документации и если это может быть воспроизведено Заказчиком. Для тщательного изучения возможных дефектов Заказчик обязан оказать нам поддержку в устранении любых дефектов.
Для тщательного изучения возможных дефектов Заказчик обязан оказать нам поддержку в устранении любых дефектов.
12.3.3 Кроме того, мы гарантируем, что оригинальное программное обеспечение надлежащим образом записано на проверенный носитель данных. Исключение составляют ранее установленное программное обеспечение и сторонние программные продукты.
12.3.4 Дефекты программного обеспечения должны быть задокументированы пользователем, и мы должны быть уведомлены в письменной форме с немедленным вступлением в силу; в противном случае применяется 8.3.
12.3.5 Гарантийный срок всегда составляет двенадцать месяцев; период начинается с отправки пакета программного обеспечения.
12.3.6 Если пакет программного обеспечения непригоден для использования или имеет дефекты (12.3.2), мы обменяем его прежде всего на новый с тем же названием или на адекватное альтернативное решение. Если это также окажется непригодным для использования или неисправным, и если мы не в состоянии сделать его пригодным для использования с соответствующими усилиями в течение надлежащего времени, но, по крайней мере, в течение четырех недель, Заказчик может потребовать снижения цены или изменения . Затраты на устранение дефекта Заказчиком или третьим лицом нами не компенсируются.
Затраты на устранение дефекта Заказчиком или третьим лицом нами не компенсируются.
12.3.7 Сверх этого (12.3.6) мы не предоставляем гарантию, в частности, не в случае, если поставляемое программное обеспечение не отвечает особым требованиям Заказчика или пользователя, а также не для измененных или переработанных версий программного обеспечения (пункт 12.1.2), если Заказчик не сможет доказать, что дефекты не связаны с изменениями или доработками. Заказчик несет единоличную ответственность за выбор, установку и использование программного обеспечения, а также за ожидаемые результаты.
12.3.8 В случае необоснованного заявления о дефектах программного обеспечения мы имеем право взыскать с Заказчика любые понесенные расходы в соответствии с действующими расценками.
12.3.9 Смена конечного пользователя исключает любые претензии по гарантии
12.4 Компенсация
12.4.1 Все дальнейшие претензии Заказчика или третьих лиц, в частности претензии о возмещении ущерба любого рода, исключаются, если только пострадавшая сторона не сможет доказать, что ущерб был причинен нами умышленно или по грубой небрежности.