изготовление значков, изготовление табличек, сувенирка из металла (044) 221-45-13
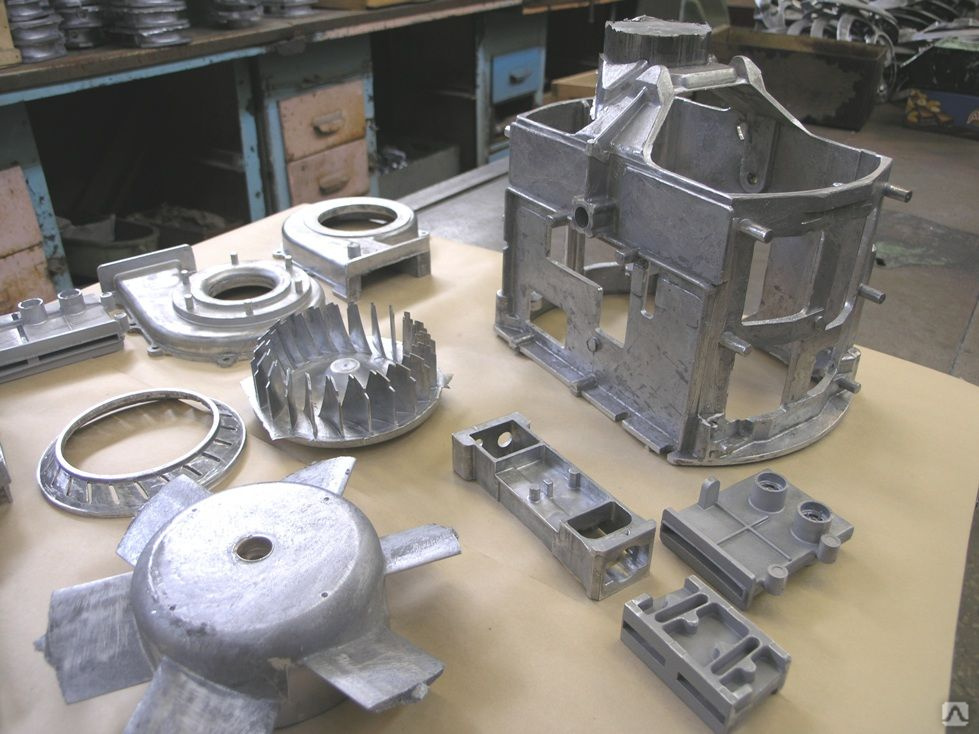
Художественное (объёмное) литье. Наиболее распространенный, известный с давних времен как “восковой”
способ литья — литье по выплавляемым моделям. Отличие от промышленного
заключается в применении более качественных восковых составов для
получения тонких художественных элементов, а также в способе изготовления
оснастки (мастер модели). Художественное литьё по выплавливаемым
моделям, как правило, используется для изготовления металлических
букв, дверных ручек, фурнитуры, элементов декора, небольших скульптур,
призов, а также небольших вывесок.
Формовочные материалы и смеси. Решающую роль в качестве художественного литья а именно поверхности
отливки, играет применение высококачественных формовочных песков.
Смесь для формовки, как правило, должна иметь повышенную сырую прочность
пластичность и текучесть. Смеси для формовки должны содержать полужирные
и жирные мелкозернистые пески. В зависимости от вида формовки применяются две смеси — формовочная смесь для сухих форм и смесь для сырых форм. Для стержней применяют специальную стержневую смесь. Смесь для формовки всырую приготовляют следующим образом. Крупные куски выбитой из опок горелой смеси нужно измельчить, просеять для отделения пыли и добавить в нее; для освежения песок и глину. Смесь перемешивают в сухом виде в бегунах, затем ее увлажняют и еще раз перемешивают. После этого смесь просеивают или разрыхляют в дезинтеграторе. Приготовленную смесь выдерживают перед употреблением 1,5-2 часа для равномерного распределения влаги. Формы статуй, бюстов и т. п. готовят из кусков.  Формовочная смесь
для таких форм должна иметь значительную прочность. Газопроницаемость
таких смесей обычно низкая. К вспомогательным формовочным материалам
относятся припылы и разделительные пески. Формовочная смесь
для таких форм должна иметь значительную прочность. Газопроницаемость
таких смесей обычно низкая. К вспомогательным формовочным материалам
относятся припылы и разделительные пески.Отливки художественных изделий должны иметь безукоризненно чистоту поверхности,. поэтому поверхности формы перед сборкой припыливают различными припылами: формы тонкостенного художественного литья -древесноугольным порошком тонкого помола; толстостенное архитектурное литье — чаще всего размолотым графитом. Формы можно изготовить по самому изделию только для простых отливок и без соблюдения точных размеров. Обычно формовку производят по копии изделия (модель отливки), изготовляемой из дерева, металла, гипса, воска и т. п. Модели: Модель художественной отливки должна быть прочной, в противном
случае она может, разрушиться или изменить свои размеры при уплотнении
вокруг нее формовочной смеси.  п. Деревянные модели применяются
редко. Наилучший материал для крупных моделей — гипс. Основными
материалами для скульптуры в. большинстве случаев являются пластилин,
воск или глина, однако они не отличаются достаточной прочностью.
Поэтому по художественным оригиналам обычно делают гипсовые модели.
Кроме гипса, изредка применяют также цемент и пластмассу. п. Деревянные модели применяются
редко. Наилучший материал для крупных моделей — гипс. Основными
материалами для скульптуры в. большинстве случаев являются пластилин,
воск или глина, однако они не отличаются достаточной прочностью.
Поэтому по художественным оригиналам обычно делают гипсовые модели.
Кроме гипса, изредка применяют также цемент и пластмассу.Литейные формы: Сырые формы изготовляют: по целой модели, по разъемной модели,
по модели с отъемными частями, с подрезкой, по специальной подмодельной
плите, с верхним болваном, со стержнями, по модельным плитам для
ажурного литья, с фальшивой опокой. Формовка по целой модели является
наиболее простой. Форма, как правило, изготовляется в двух опоках
на гладкой подмодельной плите по металлической модели. Формовка
художественных изделий по разъемной модели и по модели с отъемными
частями ничем не отличается от обычной формовки. стержень делают в полости самой формы или в полости пустотелой модели. Таким образом, изготовление формы и стержня осуществляется самим формовщиком. Большинство сложных художественных изделий не имеет отверстий в полость отливки. Следовательно, у стержней, образующих эти пустоты, нет знаков, а у стержневых ящиков нет больших отверстий в стенках, через которые можно было бы набивать стержневую смесь. Поэтому изготовление стержней для форм отливок с глухими полостями производят прессованием в закрытых стержневых ящиках.  Формовка ажурных моделей имеет свои особенности. Отливки ажурных изделий тонкостенны и отличаются мелким и сложным рельефом поверхности.  Литейные формы должны соответсвовать следующим правлилам:
Формы ажурных отливок обычно набивают с подчеканкой; снятую модель
хорошо очищают от приставших частиц песка и, припылив древесно-угольным
порошком, укладывают обратно на место в форму. При этом мельчайшие
частицы древесно-угольной пыли, осевшие на сырых стенках формы,
входят в мельчайшие углубления модели. Необходимо учитывать следующие правила формовки:
При производстве художественных отливок часто приходится отливать небольшое количество пустотелых изделий, у оград точность внутренних размеров не имеет значения. В этом случае изготовлять стержневые ящики невыгодно, а стержни делают непосредственно в полости самой формы. Стержень в полости формы изготовляют следующим образом:
Поверхность стержня после отделения кусков подрезают на толщину
стенки отливки. Затем, поверхность стержня также примачивают, припыливают
и помещают в сушку. Некоторые способы защиты поверхностей формы художественных изделий от пригара:
Хорошо просушенные и остывшие стержни и части форм перед сборкой
обметают от излишка копоти мягкой щеткой. Затем устанавливают нижнюю
опоку на таганы или песок и в ней по знакам в порядке набивки укладывают
отдельные куски формы. Стержень укладывают по знакам прутков и каркасной
трубки Трубку каркаса в том месте, где, она выходит из стержня и
у знаков, слегка обмазывают глиной. |

 Воск топится и вытекает из оболочки. Остается оболочка (форма),
в которую, после закрепления ее в опоке, заливается метал.
Воск топится и вытекает из оболочки. Остается оболочка (форма),
в которую, после закрепления ее в опоке, заливается метал.
 Кроме того, модель должна иметь чистую,
плотную и гладкую поверхность. Все рельефные рисунки на поверхности,
модели должны иметь четкие грани и выступы с соблюдением формовочных
уклонов. Модели для художественного литья в зависимости от сложности
отливок и способов изготовления форм могут быть цельными, разъемными,
с отъемными частями и знаками для пустотелых отливок. К лучшим материалам
для изготовления мелких и сложных моделей относятся латунь и бронза.
Модели из латуни и бронзы хорошо сохраняют чеканку и гравировку.
Кроме того, эти модели можно паять, что позволяет изготовлять сложные
модели по частям — после окончательной отделки собирать и припаивать
отдельные части к основному корпусу модели.
Кроме того, модель должна иметь чистую,
плотную и гладкую поверхность. Все рельефные рисунки на поверхности,
модели должны иметь четкие грани и выступы с соблюдением формовочных
уклонов. Модели для художественного литья в зависимости от сложности
отливок и способов изготовления форм могут быть цельными, разъемными,
с отъемными частями и знаками для пустотелых отливок. К лучшим материалам
для изготовления мелких и сложных моделей относятся латунь и бронза.
Модели из латуни и бронзы хорошо сохраняют чеканку и гравировку.
Кроме того, эти модели можно паять, что позволяет изготовлять сложные
модели по частям — после окончательной отделки собирать и припаивать
отдельные части к основному корпусу модели.
 Последнее в
свою очередь зависит от температуры металла. Чем выше температура
заливаемого металла, тем больше его способность оплавлять стенки
формы, т. е. увеличивать пригар песка в отливке. Поэтому формы
должны быть достаточно огнеупорны.
Последнее в
свою очередь зависит от температуры металла. Чем выше температура
заливаемого металла, тем больше его способность оплавлять стенки
формы, т. е. увеличивать пригар песка в отливке. Поэтому формы
должны быть достаточно огнеупорны. Каждый из кусков отделяют один от другого слоем ликоподия
или древесноугольного порошка Наружную поверхность кусков подрезают
в виде болванов с пологими стенками для того, чтобы с них удобно
было снимать набитую нижнюю опоку. Кроме того, на поверхности кусков
для закрепления положения их в форме вырезают знаки в виде продолговатых
углублений. По модели с набитыми кусками после их припыливания набивают
нижнюю опоку и переворачивают ее вместе с фальшивой опокой. Фальшивую
опоку снимают, а на нижнюю опоку с моделью набивают верхнюю опоку
с литником. Перевернув обе опоки, снимают нижнюю опоку так, чтобы
модель с прилегающими к ее поверхности кусками осталась на верхней
опоке. Прилегающие к модели куски снимают в обратном порядке, т.
е сначала третий, затем второй и первый Куски снимают с модели с
помощью плоской иглы в таком направлении, чтобы образовавшийся на
них отпечаток модели не мог получить повреждений при удалении куска.
Каждый из кусков отделяют один от другого слоем ликоподия
или древесноугольного порошка Наружную поверхность кусков подрезают
в виде болванов с пологими стенками для того, чтобы с них удобно
было снимать набитую нижнюю опоку. Кроме того, на поверхности кусков
для закрепления положения их в форме вырезают знаки в виде продолговатых
углублений. По модели с набитыми кусками после их припыливания набивают
нижнюю опоку и переворачивают ее вместе с фальшивой опокой. Фальшивую
опоку снимают, а на нижнюю опоку с моделью набивают верхнюю опоку
с литником. Перевернув обе опоки, снимают нижнюю опоку так, чтобы
модель с прилегающими к ее поверхности кусками осталась на верхней
опоке. Прилегающие к модели куски снимают в обратном порядке, т.
е сначала третий, затем второй и первый Куски снимают с модели с
помощью плоской иглы в таком направлении, чтобы образовавшийся на
них отпечаток модели не мог получить повреждений при удалении куска. Снятые с модели куски отделывают и согласно их знаку укладывают
на соответствующее место в форме Во избежание выпадения или смещения
при дальнейших операциях куски укрепляют в форме шпильками. Таким
образом, получают в нижней опоке полный отпечаток поверхности модели,
составленной из отдельных кусков Части формы с укрепленными кусками
сушат, так как набивку кусков производят из недостаточно газопроницаемой
жирной формовочной смеси.
Снятые с модели куски отделывают и согласно их знаку укладывают
на соответствующее место в форме Во избежание выпадения или смещения
при дальнейших операциях куски укрепляют в форме шпильками. Таким
образом, получают в нижней опоке полный отпечаток поверхности модели,
составленной из отдельных кусков Части формы с укрепленными кусками
сушат, так как набивку кусков производят из недостаточно газопроницаемой
жирной формовочной смеси.
 Затем смесь уплотняют прессованием
и накрывают несколько раз припыленной верхней опокой. Нижнюю опоку
изготовляют так же, как и стержни, в закрытом стержневом ящике.
Затем смесь уплотняют прессованием
и накрывают несколько раз припыленной верхней опокой. Нижнюю опоку
изготовляют так же, как и стержни, в закрытом стержневом ящике. Потом куски отнимают
от стержня так же, как они отнимались от модели при удалении ее
из формы.
Потом куски отнимают
от стержня так же, как они отнимались от модели при удалении ее
из формы. Архитектурные
отливки имеют преимущественно большие размеры и значительную толщину
стенок, кроме того, их обычно выпускают большими партиями. Это дает
возможность применять машинную формовку и изготовлять специальные
металлические модели. Для архитектурного литья применяются шаблонная
формовка и ряд других известных способов формовки.
Архитектурные
отливки имеют преимущественно большие размеры и значительную толщину
стенок, кроме того, их обычно выпускают большими партиями. Это дает
возможность применять машинную формовку и изготовлять специальные
металлические модели. Для архитектурного литья применяются шаблонная
формовка и ряд других известных способов формовки. Формы, заливаемые всырую, покрывают слоем сажи и
в течение нескольких минут их нужно подкоптить на огне из смолистых
щепок.
Формы, заливаемые всырую, покрывают слоем сажи и
в течение нескольких минут их нужно подкоптить на огне из смолистых
щепок. После установки стержней на
нижнюю опоку надевают собранную верхнюю опоку. Формы небольших художественных
отливок, заливаемых всухую, обычно заливают в вертикальном положении
для лучшего заполнения их полости, а до заливки их устанавливают
и зажимают в пресс. Заливка, выбивка, очистка отливок осуществляются
обычным способом.
После установки стержней на
нижнюю опоку надевают собранную верхнюю опоку. Формы небольших художественных
отливок, заливаемых всухую, обычно заливают в вертикальном положении
для лучшего заполнения их полости, а до заливки их устанавливают
и зажимают в пресс. Заливка, выбивка, очистка отливок осуществляются
обычным способом.

Литье в песок + глина в домашних условиях
Процесс формовки закончился. И форма пригодна для литья. Убираем модель, продуваем песчинки, которые могут попасть в отливку и собираем форму на место, где будет проходить заливка.
Для получения качественной отливки необходима литейная форма, изготовленная из ингредиентов, подобранных под разлив определенного металла. Формовочная смесь для литья должна обладать определенной влажностью. При малой влажности форма склонна к осыпаемости, что затрудняет формовку.
Свойства формовочных смесей характеризует твердость. Она зависит от равномерности и степени уплотнения. Уплотнение формы сверх нормы провоцирует появление таких дефектов как:
Литье в песчано-глинистую форму
Высокая прочность формы и стержня не позволяет изменять геометрию отливки. Чтобы ее получить применяются специальные связующие материалы.
Литье латуни в гипсовые формы – Справочник металлиста
Гипс полугидрат CaSO4в смеси с полуангидридом веществаγCaSO4используется для отливок из цветныхсплавов, а так же для изготовлениямоделей и модельных плит, для небольшихотливок изготавливают смесь из 20% гипса,80% асбеста + воды. Механизм образованияпрочности – гидратация (чем большеасбеста, тем меньше берут воды).
Длятонкостенных отливок с тонким рельефоми чистой поверхностью рекомендуютвместо асбеста мелкозернистый порошоккварца, такая смесь более прочная, чемцементная и имеет низкую газопроницаемость,поэтому ее проплавляют в автоклавахпри давлении 2 МПА в течение 8 часов,после чего сушат 10-20 часов. Для повышениягипсовых смесей в них можно вводить ПАВ– это позволит, при вспенивании гипсовогошликера, повышение количества газовыхпузырьков, что при исследуемомзатвердевании смеси способствуетгазопроницаемости.
Такая гипсовая формаобладает микропористостью и высокойгазопроницаемостью, что позволяетполучать в ней отливки из сплавов,выделяющихпри затвердевании повышенноеколичество газов.
Химические процессы при твердении гипсовых смесей
Твердениесистемыгипс — вода
Послеперемешивания гипсовой смеси (ее основойявляются безводный сульфат кальция,полуводный гипс и полуангидрид)с водой образуется твердый гидратированныйсульфат кальция в соответствиис уравнением
2 (CaSO4)• Н2О+ ЗН2О= 2 (CaSO4• 2Н2О). (14)
(14)
Время твердения гипса зависит от маркигипса, количества воды, от температурыводы, от дисперсности гипса. При маломсодержании воды смесь плохо заливается,быстро твердеет, выделяет повышенноеколичество тепла, с одновременнымувеличением количества объема. Времятвердения гипса с повышением температурыводы увеличивается, поэтому следуетиспользовать холодную воду.
Технологическиесвойства
гипсовыхсмесей
Придостаточномколичестве воды гипсоваясмесь кашеобразна, достаточно текуча,медленно твердеет и не имеет склонностик увеличению объема. После твердениясмеси и нагрева формы перед заливкойвозникает усадка, которая может вызватьрастрескивание гипсовых форм. Чем большеводы содержит полуводный гипс,тем больше его усадка при нагревании.
Дляснижения усадки в гипсовую смесьвводят повышенное количество пылевидногокварца, минимальное количествогипса и добавки, вызывающие расширениегипса.
Прочностьвысушенных гипсовых смесейувеличивается при снижении содержанияводы и пылевидного кварца. Смесигипса с кварцевым заполнителемотносительномалоупруги, поэтому формы, изготовленныеиз них, деформируются незначительно.Кварцевые смеси требуютменьшего количества воды, чем асбестовые,так как меньше ее поглощают. Линейнаяусадка таких смесей также меньше,чем асбестовых смесей.
Достоинства гипсовых смесей:
— Удовлетворительная прочность
— легкая выбиваемость
Недостатки:
— недостаточная термостойкость
— ограниченная область применения
— наличие усадки смеси и возможноерастрескивание форм. Для снижениярастрескивания вводят пылевидный кварци снижают количество гипса.
Литье в этилсиликатные формы
Керамическиеформы применяются при изготовленииточных отливок по выплавляемыммоделям или по Шоу-процессу. Формовочнаясмесь имеет кашеобразную консистенциюи состоит из твердого керамическогокомпонента и жидкого связующего.
Для керамических форм используютсяследующие огнеупорные наполнители:
- пылевидный кварц(маршалит) ПК1, ПК2, ПК3.
 Для керамических форм ПК2, ПК3.
Для керамических форм ПК2, ПК3. - электрокорунд. Используется для тугоплавких Ме и сплавов на основе Mg.
- цирконовая мука
- двуокись титана. Применяется для высоколегированных сталей и других сплавов с основным характером оксидов.
 Для керамических форм ПК2, ПК3.
Для керамических форм ПК2, ПК3.Чаще всего для керамическихформ применяется кремнезем SiO2в виде пылевидного кварца (маршалита).Как уже отмечалось выше, кварц вследствиеизменения его кристаллическихмодификаций отличаетсярезким изменением объема при нагреваниии плавится при температуре 1550°С.
Кроме кварца при изготовлении керамическихформ используют:
Глинозем
А12О3— искусственный корунд— применяется в виде порошка и крошки,температура плавления 2045° Qпринагреве не происходит существенныхобъемныхизменений.
Силиманит
А12О3• SiO2— природный силикаталюминия — пригоден для точного литьяиз цветных сплавов; плавится притемпературе 1545° С.
Муллит
ЗА12О3• 2SiO2— силикат алюминия, получаемыйискусственно из каолина; плавится притемпературе 1810°С.
Циркон
ZrSiO4— силикат циркония; температура плавлениядо 2430° С.
Молохит
представляетсобой обожженный каолин, который, кромеSiO2иА12О3,содержит оксиды титана, железаи щелочных металлов.
В качестве жидкого связующегоприменяют:
Алкозоли,
или
гидрозоли
SiO2,которые являютсяколлоидными растворами некоторыхорганических соединений кремния. Срединих наиболее важный
тетра-этилортосиликат,
химическаяформула которогоSiO4(C2H5)4.Связь отдельных зереннаполнителя обеспечивается за счетпленокгеля, образующегося под действиемводы и кислого гидролизованногокатализатора.
Гетеросилоксаны
представляютсобой алюмосиликатныеэфиры, которые под действием влаги,содержащейся в воздухе,гидролитически расщепляются на коллоидныерастворы соединений алюминияи кремния. Образующийся гель послеобжига связывает зерна керамики вформе прочных алюмосиликатов.
-Хлор-этоксититанат
применяетсяв растворебензола в качестве связующего формдля сплавов из титана и других металловс высокой реакционной способностью.
Аминоалкилсиликат
и
основнойнитраталюминия
применяютсяв виде спиртовыхрастворов, гидролиз и гелеобразованиекоторых вызываются аммиаком.
Кашеобразнаяформовочная смесь в несколькослоев наносится на модель, присыпаетсякерамической крошкой и сушится. Послеизвлечения или выплавлениямодели образуется керамическая форма.Сушка производится медленно приповышении температуры нагрева на120° С в течение нескольких часов.
Послеудаления остатков углеродистых соединенийи упрочнения силикатного геля формыпоследовательно обжигают притемпературах 400, 600, 800, 1000° С втечение 6—8 ч. Заливку форм металломпроизводятсразу после обжига, пока онине впитали влагу из воздуха.
Как ужеуказывалось, в кварцевых материалахпри охлаждении происходит обратнаяперекристаллизация, которая можетвызватьрастрескивание форм.
Литье меди
Медь — один из первых металлов, освоенных человечеством.
Медь
Благодаря низкой температуре плавления и высокой пластичности она не теряет своей популярности уже пятое тысячелетие. Красный металл широко используется как в промышленности, так и в домашних условиях для изготовления украшений, поделок и деталей путем литья из меди.
В промышленных условиях используются такие технологии, как
Литье меди
- Литье меди в формы
- Порошковая металлургия
- Гальваническое нанесение покрытия
- Горячий и холодный прокат
- Штамповка из листов
- Волочение проволоки
- Механическая обработка
Они требуют сложного и дорогого профессионального оборудования, высокой квалификации персонала и сопровождаются высокими энергозатратами.
Проволочное волочение меди
В домашних условиях небольшой мастерской применяются простые технологии, во многом повторяющие приемы работы мастеров медного века. Это медное литье и волочение проволоки, а также ковка и чеканка. Несмотря на простоту и древность технологических приемов, домашние мастера достигают высокого качества изделий. Достаточная точность литья обеспечивается тщательным изготовлением формы.
Несмотря на простоту и древность технологических приемов, домашние мастера достигают высокого качества изделий. Достаточная точность литья обеспечивается тщательным изготовлением формы.
Характеристики меди
Медь — это металл с относительно низкой температурой плавления (1083С), плотностью 8 г/см3 и высокой пластичностью. Она встречается в природе в виде самородков.
Благодаря этим качествам она стала первым металлом, освоенным человечеством. Археологи находят инструменты и оружие, в захоронениях, датируемых III тысячелетием до н.э.
Скорее всего, человечество освоило медное литье еще раньше, в конце каменного века.
Основные свойства металлов подгруппы меди
Латинское название металла- Cuprum связывают с названием острова Кипр, известного античного центра производства бронзовых изделий. Сплавы на основе меди — бронза и латунь обладают высокой прочностью и меньше подвержены окислению. Бронза широко применялась как основной металл человечества вплоть до освоения массовых технологий производства стали.

Медь обладает отличной электро- и теплопроводностью. Это обуславливает ее широкое использование в электротехнике и теплотехнике.
Кроме того, медь обладает выраженными бактерицидными свойствами.
Оборудование для плавки и литья меди
Для литья меди в домашних условиях не требуется особо сложного или дорого оборудования. Приобрести его или изготовить самостоятельно вполне по плечу домашнему мастеру.
Потребуется
- Тигли — цилиндрические открытые сосуды.
Примеры графитовых тигелей
- Стальные щипцы для снятия и постановки тигля в печь.
- Муфельная печь или газовая горелка.
- Стальной крюк для снятия корки из окислов с поверхности расплава.
- Форма для литья.
Прежде всего, нужно расплавить медь. Чем лучше будет измельчено исходное сырье, тем быстрее произойдет расплав. Плавление будет происходить в тигле из керамики или огнеупорной глины.
Муфельная печь должна быть оборудована термометром и застекленным оконцем для визуального контроля.
Электронная система регулировки и поддержания температуры сделает медное литье проще и обеспечит лучшее качество отливки.
Формы для медного литья делается на основе модели. В зависимости от выбранной технологии формы бывают одноразовые (из специально отформованной в опалубке смеси) и многоразовые — стальные кокили. В последнее время получили распространение формы из высокотемпературного силикона.
В домашних условиях чаще применяют одноразовые формы. Модель изготовляют из воска или специальных сортов пластилина. Модель полностью повторяет пространственную конфигурацию будущего изделия. При заливке в форму горячего расплава воск плавится и вытесняется металлом, занимающим его место и повторяющим все детали рельефа формы. Такая форма называется выплавляемой.
Выжигаемая форма для литья меди
Существуют также выжигаемые формы. В них применяется модель, сделанная из горючего материала, например папье-маше. Модель в этом случае сгорает при заливке высокотемпературного расплава, продукты сгорания в виде газов выходят через заливное отверстие.
В них применяется модель, сделанная из горючего материала, например папье-маше. Модель в этом случае сгорает при заливке высокотемпературного расплава, продукты сгорания в виде газов выходят через заливное отверстие.
Особенности литья латуни
Человечеству известно множество металлов и сплавов на их основе. Одним из известнейших является латунь. Это соединение на основе меди, к которой добавляются сторонние цветные металлы.
Из этого материала изготавливаются различные детали, элементы для электрооборудования. Литье латуни позволяет делать из неё заготовки различной формы, размера.
Проводить его можно на предприятии или в домашних условиях.
Литье латуни
Подготовительные работы
Прежде чем начинать изготавливать отливку нужно подготовиться к проведению основных работ. Изначально нужно разработать эскиз будущего изделия, зарисовать его на бумаге.
По готовому чертежу сделать форму для заливания расплавленного сплава. Она изготавливается из глины и кварцевого песка. Существуют многоразовые, одноразовые формы.
Существуют многоразовые, одноразовые формы.
Первые изготавливать труднее, но они могут применятся при серийном изготовлении изделий из металлических сплавов.
После изготовления детали из латуни потребуется дополнительная обработка для устранения дефектов, возникающих при литье. Для этого поверхности отливки подвергается химической обработке. С помощью активнодействующих растворов с поверхности заготовок удаляются дефекты.
Поверхность отливки
Проведение работ
Чтобы расплавить латунь в домашних условиях, сделать качественную отливку, необходимо точно следовать технологическому процессу, не менять этапы местами. Проведение работ:
- Тигель заполняется измельченными расходными материалами. Желательно, чтобы их размер был как можно мельче. От этого будет зависеть скорость процесса плавки.
- Щипцами ёмкость помещается в печь. Нагревательные элементы включаются.
- Тигель разогревается до тех пор, пока все куски металла не расплавятся.
- Тигель вынимается из печи. На поверхности расплавленной латуни будет находиться плёнка, которую нужно убрать металлическим прутиком.
- Останется перелить расплавленный сплав в форму, подождать остывания.
 На поверхности расплавленной латуни будет находиться плёнка, которую нужно убрать металлическим прутиком.
На поверхности расплавленной латуни будет находиться плёнка, которую нужно убрать металлическим прутиком.Если форма одноразовая, нужно разбить её молотком или разломать любым инструментом. Многоразовые конструкции разъединяются.
При литье нужно учитывать правила техники безопасности:
- Надевать защитные перчатки и одежду, изготовленную из жаропрочных материалов.
- Защитные очки уберегут глаза от испарений, капель расплавленного металла.
- Помещение должно проветриваться. Пары, концентрирующиеся во время плавления металлов, могут навредить здоровью
- Исключить контакт нагревательных элементов с легковоспламеняющимися жидкостями, материалами, веществами.
Соблюдая правила техники безопасности можно обезопасить себя от получения травм.
Литье латуни — технологический процесс, который можно повторить в домашних условиях. Для этого нужно подготовить оборудование, собрать самодельную печь, сделать формы, поэтапно выполнить плавку, отливку.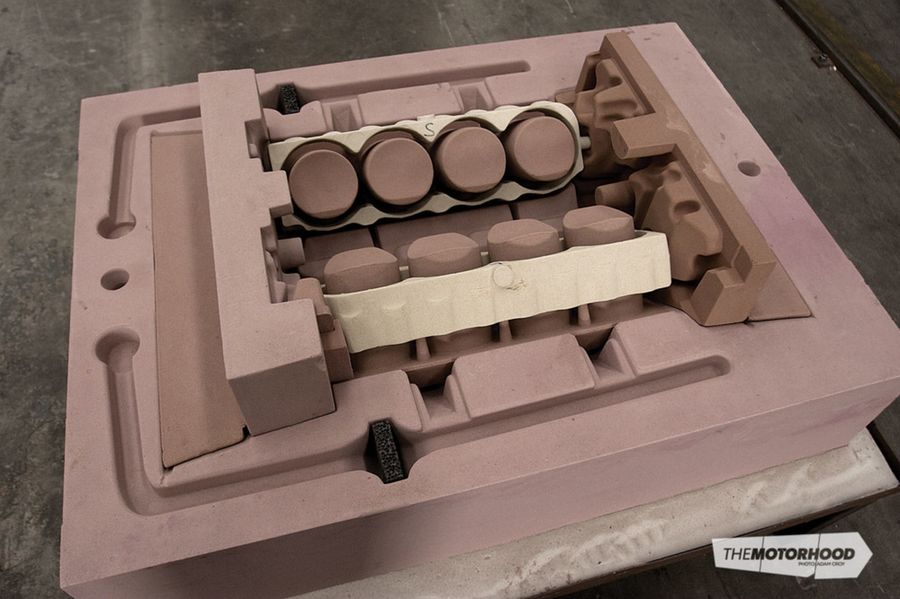 Дать остыть расплавленному металлу и провести дополнительную обработку готового изделия.
Дать остыть расплавленному металлу и провести дополнительную обработку готового изделия.
( 1 оценка, среднее 5 из 5 )
Виды и состав смесей
К формовочным смесям для литья предъявляются следующие требования:
- механическая прочность;
- теплопроводность;
- газовая проницаемость;
- огнестойкость;
- теплоемкость.
Формовочные и стержневые смеси обладают одинаковыми свойствами. Но к стержням предъявляются более высокие требования, потому что на него расплавленный металл оказывает более сильное давление.
Состав различных смесей
Формовочные смеси делятся на три типа:
- единые;
- облицовочные;
- наполнительные.
Единая смесь предназначается для наполнения всего объема литейной формы. В полном объеме используется при машинной формовке при выпуске отливок в большом количестве. Для ее приготовления используется большой объем еще неиспользовавшихся материалов.
Облицовочная смесь предназначена для получения слоя формы, контактирующего непосредственно с расплавом. Его толщина зависит от типа смеси и тяжести отливки и составляет 20-100 мм. Для того чтобы дополнить оставшийся объем используется наполнительная смесь.
Состав формовочной смеси напрямую зависит от формы и метода ее изготовления. Формирование песчано-глинистых форм происходит двумя способами, в результате которых получаются сухие и сырые формы. Для их податливости при формировании в смесь вводятся сгорающие наполнители – торф или древесные опилки. В состав подсушиваемых форм кроме глины и песка закладываются крепитель, измельченный асбест и барда.
Кроме них используются:
- быстро отверждающиеся;
- самостоятельно отверждающиеся;
- твердеющие при химическом преобразовании;
- жидкостекольные составы.
В быстро отверждающихся смесях связкой выступает жидкое стекло. Если для сушки жидкого стекла необходима теплая продувка, то в данном случае отвердение происходит за счет феррохромового шлака.
Классификация формовочных смесей
Самостоятельно отверждающиеся составы в первоначальном состоянии жидкие. Затем в них вводятся ПАВ и песочный наполнитель. Такой состав сохраняет текучесть не более 10 минут. Поэтому они приготавливаются на формовочных участках.
Химически отверждающиеся смеси имеют малый срок жизни. В следствие чего в смесь добавляется едкий натр.
Жидкостекольные разновидности после формирования подвергаются сушке продуванием углекислым газом. В процессе сушки протекают химические реакции: образование кремниевой кислоты и углекислого натрия.
Температура плавления цветных металлов значительно ниже, чем у сталей и чугунов. Из-за чего формовочные смеси имеют меньшую огнеупорность. Для литья бронзы и медных сплавов формовочные составы готовят при использовании глинистого песка П класса. Такие наполнители как борная кислота, серный цвет или фтористая присадка используются для литья алюминия. Они препятствуют активному окислению расплава.
Литье латуни в гипсовые формы
Гипс полугидрат CaSO4в смеси с полуангидридом веществаγCaSO4используется для отливок из цветныхсплавов, а так же для изготовлениямоделей и модельных плит, для небольшихотливок изготавливают смесь из 20% гипса,80% асбеста + воды. Механизм образованияпрочности – гидратация (чем большеасбеста, тем меньше берут воды).
Механизм образованияпрочности – гидратация (чем большеасбеста, тем меньше берут воды).
Длятонкостенных отливок с тонким рельефоми чистой поверхностью рекомендуютвместо асбеста мелкозернистый порошоккварца, такая смесь более прочная, чемцементная и имеет низкую газопроницаемость,поэтому ее проплавляют в автоклавахпри давлении 2 МПА в течение 8 часов,после чего сушат 10-20 часов. Для повышениягипсовых смесей в них можно вводить ПАВ– это позволит, при вспенивании гипсовогошликера, повышение количества газовыхпузырьков, что при исследуемомзатвердевании смеси способствуетгазопроницаемости.
Такая гипсовая формаобладает микропористостью и высокойгазопроницаемостью, что позволяетполучать в ней отливки из сплавов,выделяющихпри затвердевании повышенноеколичество газов.
Технология литья в песчаные формы
Определения литья в землю
Определим, какими терминами называют литейную технологию заливки металла в формы на основе песка
. Аналогичными считаются формулировки:
— Литье в песчаные формы, смеси;
— Литье в песчано-глинистые формы, смеси;
— Литье в землю.
Все эти термины обозначают одну и туже технологию литья. Применение далее любого из названий, будем считать аналогами.
Литье в песчаные формы – метод литья металлов и сплавов, при котором расплавленный металл заливается в форму сделанную из плотно утрамбованного песка. Для связи песчинок между собой, песок смешивают с глиной, водой и другими связующими материалами.
Более 70% всех металлических отливок производится с помощью процесса литья в песчаные формы.
Основные этапы
Есть шесть шагов в этом процессе:
Поместить модель в опоку с песком, чтобы создать форму.
-В необходимых местах присоединяются литниковая система и выпоры.
-Удалить из опоки модель и соединить полуформы.
-Заполнить полость формы расплавленным металлом.
-Выдержать застывающий металл в опоках согласно технологии.
-Выбить отливку и освободить от литников и выпоров.
По чертежам и литейным технологиям, разработанных технологом или конструктором, опытный модельщик изготавливает модель детали из дерева, металла или пластмассы или пенополистирола.
Металл в процессе охлаждения даёт усадку, и кристаллизация может быть неоднородной из-за неравномерного охлаждения. Таким образом, модель должна быть чуть больше, чем готовая отливка, с применением, так называемого, коэффициента усадки металла. Различные усадочные коэффициенты используются для различных металлов. Модели в процессе формовки оставляют в песке полости-отпечатки в форме, в которые помещают стержень из песка. Такие стержни иногда усиливается проволочной арматурой, которые используются для создания полостей, которые не могут быть сформированы основной моделью, например, внутренние проходы клапанов или места охлаждения в блоках двигателей.
Литниковая система для входа металла в полости формы представляют собой направляющую и включает воронку, литники, которые поддерживают хороший напор жидкого металла, для более равномерного заполнения полости формы. Газ и пар, образующихся при литье выходят через проницаемые пески или через стояки, которые изготавливаются либо в самой модели, или в виде отдельных частей.
Опоки для формовочных материалов
Для формовки используют две или несколько опок. Опоки изготавливаются в виде ящиков, которые могут быть соединены друг с другом и скреплены между собой. Модель утапливается в нижней части опоки вплоть до её самого широкого поперечного сечения. Затем монтируется верхняя часть модели. К нижней части опоки зажимами прикрепляется верхняя и туда добавляется и утрамбовывается формовочная смесь таким образом чтобы она полностью закрывала модель. В необходимых местах устанавливаются литники и выпора. Затем опока половинится и из неё вынимается модель, деревянные литники и выпора.
Для управления кристаллизацией структуры металла, в форму можно поставить металлические пластины, холодильники. Соответственно быстрое локальное охлаждения образует более детальную структуру металла в этих местах. В черной отливке эффект аналогичен закалке металла в кузнице. В других металлах, холодильники могут быть использованы для управления направленной кристаллизации отливки. При управлении способом охлаждения литья можно предотвратить внутренние пустоты или пористость внутри литья.
При управлении способом охлаждения литья можно предотвратить внутренние пустоты или пористость внутри литья.
Производство
Для получения полостей в отливке, например, для охлаждающей жидкости в блоке двигателя и головок цилиндров используются стержни. Обычно стержни для литья ставятся в форму после удаления модели. После сушки опоку с формой устанавливают на литейный плац для заполнения расплавленным металлом, обычно сталь, бронза, латунь, алюминий, магний и цинк. После заполнения жидким металлом опоки не трогают до охлаждения отливки. После выбивки отливки, стержни удаляются из литья. Металл литников и прибылей любым способом должен быть отделен от отливки. Различные термические обработки могут быть использованы для снятия напряжений от первоначального охлаждения и добавить твёрдости в случае закалки в воде или масле. Поверхность литья может быть дополнительно упрочена дробеструйной обработкой, которая добавляет устойчивости к растрескиванию, растягивает и разглаживает шероховатую поверхность.
Чтобы было возможным удалить модель не нарушая целостности формовочной смеси все части модели должны быть предварительно рассчитаны технологом и иметь знаковые части для установки стержней. Небольшой уклон должен использоваться на поверхностях, перпендикулярных линии разъема, для того, чтобы была возможность удалить модель из формы. Это требование также распространяется на стержни, так как они должны быть удалены из полостей, которые они образуют. Выпора и стояки должны быть расположены так, чтобы обеспечить оптимальный поток металла в форму и газов из неё для того, чтобы избежать недолива литья.
Способы литья в землю
Различают два способа литья в песчаные формы, первый с использованием «сырого» песка, так называемые сырые формы, а второй метод — жидкостекольный.
Сырые формы
Мокрый песок, используются, чтобы сделать форму в опоке. Название произошло от того, что мокрым песком пользуются в процессе формования. «Сырой песок» – это смесь:
«Сырой песок» – это смесь:
-кремнеземистый песок (SiO2), или хромистые пески (FeCr2O), или циркониевый песок (ZrSiO4), от 75 до 85%, и другие составляющие, включая графит, глину от 5 до 11%, воды от 2 до 4%, других неорганических элементов от 3 до 5%, антрацит до 1%.
Есть много формовочных смесей с глиной, но все они различны по пластичным свойствам смеси, качеству поверхности, а также возможностью применения в литье расплавленного металла в отношении пропускной способности для выхода газов. Графит, как правило, содержится в соотношении не более 5%, он частично сгорает при соприкосновении с расплавленным металлом с образованием и выделением органических газов. Сырые смеси как правило для литья цветных металлов не используются, так как сырые формы приводят к сильному окислению, особенно медного и бронзового литья. Сырые песчаные формы для литья алюминия не используют. Для алюминиевого литья используют более качественные формовочные смеси. Выбор песка для формовки зависит от температуры заливки металла. Температура заливки меди, стали и чугуна выше других металлов, поэтому, глина от воздействия высокой температуры далее не регенерируется. Для заливки чугуна и стали на основе железа как правило, работают с кварцевым песком – он относительно недорог по сравнению с другими песками. Так как глина выгорает, в новую порцию песчаной смеси добавляют новую порцию глины и некоторую часть старого песка. Кремний является нежелательным в песке, т.к. зерна кварцевого песка имеют тенденцию взрываться при воздействии высокой температуры во время заливки формы. Эти частицы находятся во взвешенном состоянии в воздухе, что может привести к силикозу у рабочих. В литейном цехе имеется активная вентиляция для сбора пыли. Мелкие древесные опилки (древесная мука) добавляется, чтобы создать место, при ее выгорании, для зерен песка, когда они расширяются без деформации формы.
Температура заливки меди, стали и чугуна выше других металлов, поэтому, глина от воздействия высокой температуры далее не регенерируется. Для заливки чугуна и стали на основе железа как правило, работают с кварцевым песком – он относительно недорог по сравнению с другими песками. Так как глина выгорает, в новую порцию песчаной смеси добавляют новую порцию глины и некоторую часть старого песка. Кремний является нежелательным в песке, т.к. зерна кварцевого песка имеют тенденцию взрываться при воздействии высокой температуры во время заливки формы. Эти частицы находятся во взвешенном состоянии в воздухе, что может привести к силикозу у рабочих. В литейном цехе имеется активная вентиляция для сбора пыли. Мелкие древесные опилки (древесная мука) добавляется, чтобы создать место, при ее выгорании, для зерен песка, когда они расширяются без деформации формы.
Технология ЖСС (жидко-стекольная смесь)
Эта технология состоит в следующем:
в состав формовочной смеси входит прокаленный песок без глины, затем его в специальной емкости перемешивают с жидким стеклом и перемешанной массой заливают модель. Залитую форму накалывают для последующего подвода углекислоты. Опоку накрывают колпаком и подают газ СО2. После чего залитый формовочный состав ЖСС приобретает твердость.
Залитую форму накалывают для последующего подвода углекислоты. Опоку накрывают колпаком и подают газ СО2. После чего залитый формовочный состав ЖСС приобретает твердость.
В обоих методах, песчаная смесь остается вокруг модельной оснастки, образуя полости формы для заливки металла. Формовка жидкостекольными смесями позволяет получить две полуформы, которые после затвердевания собирают. Модель удаляется, образуя полость формы. Эту полость заливают жидким металлом. После того, как металл остыл отливки очищают от формовочного состава. Форма из ЖСС полностью разрушается при извлечении отливки.
Точность литья напрямую связана с типом формовочной смеси и формовки. Сырые формы создают на поверхности отливки повышенную шероховатость. Поэтому литье в землю можно сразу отличить от литья по ЖСС и ХТС. Литье в формы из мелкого песка значительно чище и менее шероховато. Технология ЖСС позволяет изготавливать отливки с гладкой поверхности, особенно при использовании пластиковых моделей. В отдельных случаях, например при литье корпусных деталей, можно обойтись даже без механической обработки на больших поверхностях – это позволяет отливать крупногабаритные чугунные блоки цилиндров. Остатки пригоревшей к отливке формовочной смеси удаляются дробеструйной обработкой.
Остатки пригоревшей к отливке формовочной смеси удаляются дробеструйной обработкой.
С 1950 года, частично автоматизированные литейные процессы литья были переработаны для полностью автоматизированных производственных линий.
Использование органических и неорганических связующих, которые укрепляют формы для литья химически связывают песок. Этот тип формовки получил свое название от того, что он не требует просушки, как другие виды песчаной формовки. Литье в ХТС является более точным, чем литье в землю. Размеры форм ХТС меньше, чем при литье в песчаные смеси, но дороже. Таким образом, ХТС используется реже, в тех случаях, когда требуется более качественное литье. Наше предприятие готово поставлять вам отливки по ХТС.
Формы из холодно твердеющей смеси, требуют быстрой формовки, в отличие от песчано-глинистых смесей, т.к. они содержат быстро твердеющие жидкие смолы, ускорители затвердевания и катализаторы. Вместо трамбовки смеси (как при литье в землю), формовочную смесь ХТС заливают в опоку и дожидаются, когда смола затвердеет. Обычно затвердевание происходит при комнатной температуре в течение 20 минут. Литье в ХТС значительно улучшает качество необработанных поверхностей стальной отливки по сравнению с другими технологиями литья в песчаных формах. Обычно для изготовления модельной оснастки по ХТС используют дерево, металл или пластик МДФ. Чаще других формовка холодно твердеющими смесями применяется при литье меди, литье алюминия, углеродистой стали, жаропрочной и нержавеющей стали, а также легированного чугуна, так как значительно снижает вероятность образования литейного брака.
Вместо трамбовки смеси (как при литье в землю), формовочную смесь ХТС заливают в опоку и дожидаются, когда смола затвердеет. Обычно затвердевание происходит при комнатной температуре в течение 20 минут. Литье в ХТС значительно улучшает качество необработанных поверхностей стальной отливки по сравнению с другими технологиями литья в песчаных формах. Обычно для изготовления модельной оснастки по ХТС используют дерево, металл или пластик МДФ. Чаще других формовка холодно твердеющими смесями применяется при литье меди, литье алюминия, углеродистой стали, жаропрочной и нержавеющей стали, а также легированного чугуна, так как значительно снижает вероятность образования литейного брака.
Код ФККО 35700000000 | Отходы литья металлов
В соответствии с ФККО с последней редакцией от 29 марта 2021 г. N 149 на 2021 год:
Наименование:
Отходы литья металлов
Иерархия: Подтип
Расшифровка кода:
3 57 000 00 00 0
3
Номер блока ФККО
- 3 — Промышленность в сфере обработки
57 000 00
35701000000
Отходы плавки черных металлов
35701100000
Отходы плавки чугуна
35701111214
шлак плавки чугуна
35701112204
шлак плавки высококремнистого чугуна (ферросилида) при его литье
35701121204
шлак плавки чугуна в вагранках
35701200000
Отходы плавки стали при литье стали
35701211204
шлак плавки стали при литье стали
35701221203
шлак при электрошлаковом литье стали с применением флюса на основе плавикового шпата и глинозема
35702000000
Отходы плавки цветных металлов
35702100000
Отходы плавки свинца, цинка и олова при их литье
35702115204
шлак плавки баббита свинцового при его литье
35702121203
шлак плавки цинка при литье цинка
35702200000
Отходы плавки магния при литье магния
35702211204
осадок печей плавки магния и магниевых сплавов
35702300000
Отходы плавки алюминия при литье алюминия
35702311203
шлак плавки алюминия при литье алюминия
35702312204
шлак плавки алюминия при литье алюминия малоопасный
35702400000
Отходы плавки меди и сплавов на ее основе при их литье
35702411204
шлак плавки меди при литье меди
35702421203
шлак плавки бронзы при литье бронзы
35702422204
шлак плавки бронзы при литье бронзы малоопасный
35702431204
шлак плавки латуни при литье латуни
35702451213
отходы сортировки шлака плавки медных сплавов при литье медных сплавов
35702500000
Отходы плавки никеля и никелевых сплавов при их литье
35702551214
отходы сортировки шлака плавки никеля при литье никеля
35702831202
шлак плавки бериллия, содержащий бериллий в количестве более 20%
35703000000
Прочие отходы плавки черных и цветных металлов
35703111204
шлаки плавки черных и цветных металлов в смеси
35704111423
пыль газоочистки при дроблении и сортировке шлаков плавки медных и никелевых сплавов
35705111204
отходы изготовления стержней и стержневой смеси на основе песка при литье металлов
35705112394
отходы этилсиликатной суспензии при изготовлении литейных форм
35705113404
отсев глины при изготовлении формовочной смеси для литья металлов
35705511404
отходы регенерации песка из брака литейных стержней
35705911404
глина формовочная, утратившая потребительские свойства
35710000000
Отходы литья черных металлов (отходы плавки черных металлов см. группу 3 57 010 00 00 0)
группу 3 57 010 00 00 0)
35710100000
Отходы подготовки сырья и материалов для литья черных металлов
35710191394
отходы зачистки емкостей приготовления меловой суспензии
35715000000
Отходы литейных форм от литья черных металлов
35715001494
песок формовочный горелый отработанный малоопасный
35715002294
керамические формы от литья черных металлов отработанные
35715011495
песок формовочный горелый отработанный практически неопасный
35715111514
гипсовые формы для литья черных металлов отработанные
35716111204
отходы модельной массы на основе воска при литье черных металлов
35719000000
Отходы газоочистки при литье черных металлов
35719121334
отходы мокрой очистки газов от вагранок
35719122393
отходы мокрой очистки газов печей электрошлакового переплава и флюсоплавильных установок от пыли и фтористых соединений известковым молоком
35719131424
пыль очистки газов плавильных печей при литье черных металлов, содержащая преимущественно соединения кальция и железа
35719132425
пыль очистки газов при литье черных металлов, содержащая преимущественно диоксид кремния
35719133424
пыль очистки газов электродуговых плавильных печей при литье черных металлов, содержащая преимущественно соединения железа и диоксид кремния
35719229494
отходы зачистки пылеулавливающего оборудования вагранок
35719511424
пыль формовочной земли
35719811603
ткань фильтровальная из синтетических волокон, отработанная при очистке выбросов плавильных печей при литье черных металлов
35720000000
Отходы литья свинца, цинка и олова (отходы плавки цветных металлов см. группу 3 57 020 00 00 0)
группу 3 57 020 00 00 0)
35721000000
Отходы литья цинка
35722000000
Отходы литья свинца
35722900000
Отходы газоочистки при литье свинца
35722911403
фильтрующая загрузка древесная газоочистки при литье свинца
35723000000
Отходы литья олова
35730000000
Отходы литья алюминия (отходы плавки цветных металлов см. группу 3 57 020 00 00 0)
35735000000
Отходы литейных форм от литья алюминия
35735111494
песок формовочный горелый от литья алюминия отработанный
35735112494
стержни на основе песка, отработанные при литье алюминия
35736111514
тигли литейные графитовые, отработанные при литье алюминия
35738121333
отходы зачистки приямков машин литья алюминия под давлением
35740000000
Отходы литья меди и сплавов на ее основе (отходы плавки цветных металлов см. группу 3 57 020 00 00 0)
35745000000
Отходы литейных форм от литья меди и сплавов на ее основе
35745111494
песок формовочный горелый от литья бронзы отработанный
35745151494
песок формовочный горелый от литья медных сплавов отработанный
35745211294
керамические формы от литья бронзы отработанные
35745231294
керамические формы от литья латуни отработанные
35749000000
Отходы газоочистки при литье меди и сплавов на ее основе
35749111423
пыль очистки газов плавильных печей при литье бронзы
35750000000
Отходы литья никеля (отходы плавки цветных металлов см. группу 3 57 020 00 00 0)
группу 3 57 020 00 00 0)
35759000000
Отходы газоочистки при литье никеля
35759111424
пыль очистки газов плавильных печей при литье никеля
35780000000
Отходы литья черных и цветных металлов прочие
35783000000
Отходы газоочистки при литье черных и цветных металлов
35783151423
отходы очистки аспирационной системы при литье цветных металлов, содержащие соединения алюминия, цинка и меди
35783152325
отходы мокрой очистки газов при литье черных и цветных металлов, содержащие преимущественно диоксид кремния
35784000000
Отходы компонентов формовочных смесей
35784111324
отходы жидкого стекла при изготовлении формовочных смесей
35785000000
Отходы литейных форм от литья черных и цветных металлов
35785111204
гипсовые формы от литья цветных металлов, загрязненные цинком и медью
35785112514
графитовая оснастка от литья цветных металлов отработанная
35785211204
отходы модельной массы на основе воска при литье черных и цветных металлов
35785221203
парафино-стеариновая масса, отработанная при литье цветных металлов
35785231304
отходы модельной массы на основе парафина при литье черных и/или цветных металлов
35786111513
тигли литейные карбидкремниевые, отработанные при литье цветных металлов
35789100000
Отходы очистки отливок из черных, цветных металлов и их сплавов
35789111495
отходы очистки отливок из черных и цветных металлов с преимущественным содержанием диоксида кремния
35789121203
расплав бифторида калия, отработанный при очистке отливок из черных, цветных металлов и их сплавов от формовочной смеси на основе песка
35789131104
раствор на основе гидроксида натрия, отработанный при очистке отливок из черных металлов
35790000000
Отходы литья прочих цветных металлов (отходы плавки цветных металлов см. группу 3 57 020 00 00 0)
группу 3 57 020 00 00 0)
Формовка художественных изделий с подрезкой или методом вдавливания модели
Автор статьи С.А. Медведчук на примере изготовления литейной формы отливки “канделябр” раскрывает тонкости «формовки с подрезкой».
В основном художественные изделия встречаются со сложным разъемом, когда края формуемой модели, имеющей сложный рельеф, не полностью прилегают к плоской подмодельной плите. При формовке по такой модели нижней полуформы, в полость между моделью и подмодельной плитой попадает формовочная смесь, что препятствует извлечению модели из формы без повреждения стенок формы.
Существует два способа изготовления формы: с подрезкой и методом вдавливания модели в форму. Рассмотрим формовку с подрезкой на примере изготовления литейной формы отливки “канделябр”. Он состоит из четырех элементов: подставки, фигуры, тарелочки и чашечки под свечи. Подставка и тарелочки имеют сложный разъем, но они устойчиво устанавливаются на подмодельную плиту. Что же касается фигуры и чашечек — они имеют округлую форму, поэтому их установить на плите в нужном положении сложно. В этом случае применяется метод вдавливания модели в форму.
Что же касается фигуры и чашечек — они имеют округлую форму, поэтому их установить на плите в нужном положении сложно. В этом случае применяется метод вдавливания модели в форму.
Процесс изготовления формы
Модели подставки и тарелочек устанавливают на подмодельную плиту, припыливают алюминиевой пудрой и накрывают нижней опокой. На модели наносят слой облицовочной смеси, затем наполнительную смесь и уплотняют её. Излишки формовочной смеси срезают линейкой. Заформованную опоку переворачивают на 180° и выполняют подрезку формовочной смеси по контуру модели гладилкой или ланцетом так, чтобы модель могла беспрепятственно удаляться из нижней полуформы. Модели слегка расталкивают и приподнимают, определяя этим точность подрезки формы. Если форма где-то нарушилась, дополнительно срезают смесь, и модель устанавливают на место. Образованная поверхность тщательно заглаживается. Разъем формы будет уже не плоский, а фасонный.
Рис. 1
Фигура канделябра изготавливается методом вдавливания модели в форму. Модель устанавливают на плоскость полуформы и по контуру модели разрыхляют смесь. При наличии более выпуклых частей модели следует выбрать излишки смеси в форме для обеспечения вдавливания модели. Затем устанавливают модель и при помощи деревянного молотка легкими ударами вдавливают ее в формовочную смесь на требуемую глубину. Вокруг модели смесь уплотняют и подрезают (Рис.1).
Модель устанавливают на плоскость полуформы и по контуру модели разрыхляют смесь. При наличии более выпуклых частей модели следует выбрать излишки смеси в форме для обеспечения вдавливания модели. Затем устанавливают модель и при помощи деревянного молотка легкими ударами вдавливают ее в формовочную смесь на требуемую глубину. Вокруг модели смесь уплотняют и подрезают (Рис.1).
Рис. 2
В обоих случаях подрезку смеси делают в виде углублений с пологими стенками так, чтобы смесь из них в виде болванов в верхней полуформе могла свободно извлекаться при разъеме формы. При изготовлении канделябра были использованы оба способа в одной форме, рационально расположив модели. Таким образом получили нижнюю полуформу. Припылив нижнюю полуформу с моделями алюминиевой пудрой, устанавливают опоку верха, стояки и производят изготовление верхней полуформы (Рис. 2 и Рис. 3).
Рис. 3
Удаляют стояки и счищают излишки земли линейкой (Рис. 4).
Рис. 4
Снимают верхнюю полуформу, удаляют из нижней полуформы модели и исправляют дефекты формы. Следующий этап подчеканка формы. Обе полуформы опрыскивают насыщенным сахарным сиропом из распылителя (Рис. 5) и припыливают маршалитом, а поверх маршалита тонким слоем алюминиевой пудры (Рис. 6).
Следующий этап подчеканка формы. Обе полуформы опрыскивают насыщенным сахарным сиропом из распылителя (Рис. 5) и припыливают маршалитом, а поверх маршалита тонким слоем алюминиевой пудры (Рис. 6).
Рис. 5
Маршалит служит для получения четкого отпечатка модели в форме и чистой поверхности отливки, а алюминиевая пудра препятствует налипанию формовочной смеси к модели и слипанию смеси верхней и нижней полуформы при прочеканке. Чтобы обеспечить равномерный слой припыла, маршалит и алюминиевую пудру засыпают в мешочки и методом встряхивания наносят их на полуформы. Затем форма должна протряхнуть в течение часа для равномерной пропитки верхнего слоя сиропом. В это время обычно производится подготовка к формовке или изготовление других форм.
Рис. 6
Готовность полуформы к подчеканке определяется обычно путем придавливания поверхности полуформы пальцем. Припыл должен вдавиться в формовочную смесь, не прилипнув к пальцу. Затем в нижнюю полуформу устанавливают предварительно хорошо очищенную модель (при необходимости элементы литниковой системы), накрывают ее верхней полуформой и производят подчеканку формы (Рис. 7).
7).
Рис. 7
Следует обратить особое внимание на правильность установки модели в форме. Установка модели в ином положении, чем она была ранее, приводит к смятию болванчиков и искажению поверхности полости формы. Чтобы исключить это на краю модели делают метку и перед первым удалением ее из формы отмечают положение этой метки на поверхности разъема формы.
Рис. 8
Подчеканку производят следующим образом: в верхнюю полуформу устанавливают стояки, рыхлят верхний слой смеси и вновь уплотняют ее. Удаляют стояки, срезают лишний слой формовочной смеси, делают вентиляционные наколы и гладилкой вырезают чаши. Затем форму переворачивают, рыхлят верхний слой смеси нижней полуформы и вновь уплотняют ее, срезают излишки смеси, делают вентиляционные наколы и переворачивают форму в исходное положение. Литниковая чаша заглаживается и красится краской ГП либо припыливается графитом и заглаживается (Рис. 8).
Рис. 9
Осторожно снимают верхнюю полуформу. Небрежность при снятии может привести к срыву болванчиков. Ручкой гладилки осторожно расталкивают модели и удаляют их из формы. После отделки поверхности обеих полуформ прорезают питатели ланцетом либо V-образно изогнутой полоской жести и красят краской ГП. В верхней полуформе делают наколы (Рис. 9 и Рис. 10).
Ручкой гладилки осторожно расталкивают модели и удаляют их из формы. После отделки поверхности обеих полуформ прорезают питатели ланцетом либо V-образно изогнутой полоской жести и красят краской ГП. В верхней полуформе делают наколы (Рис. 9 и Рис. 10).
Рис. 10
Сушка форм и стержней в производственных условиях производится в сушильных камерах, что требует дополнительных площадей и больших энергетических затрат (газ, электроэнергия). Мы применяем более простую конструкцию сушки. Она состоит из проволочного каркаса Ø6 мм. и закрепленной на нем керамической плитке, на которой намотана спираль Ø0,8 мм (Рис. 11).
Рис. 11: Конструкция сушилки форм
С двух сторон от сушки устанавливают обе полуформы, щели закрывают жестью и включают сушку. Этот метод сушки эффективен при единичном и мелкосерийном производстве. Степень высыхания полуформ определяется по их внешней стороне (Рис. 12).
Рис. 12: Сушка формы
Высушенные полуформы продувают сжатым воздухом, при необходимости устанавливают стержни, и собирают. Перед заливкой полуформы скрепляют шпильками через отверстия в ручках опок.
Перед заливкой полуформы скрепляют шпильками через отверстия в ручках опок.
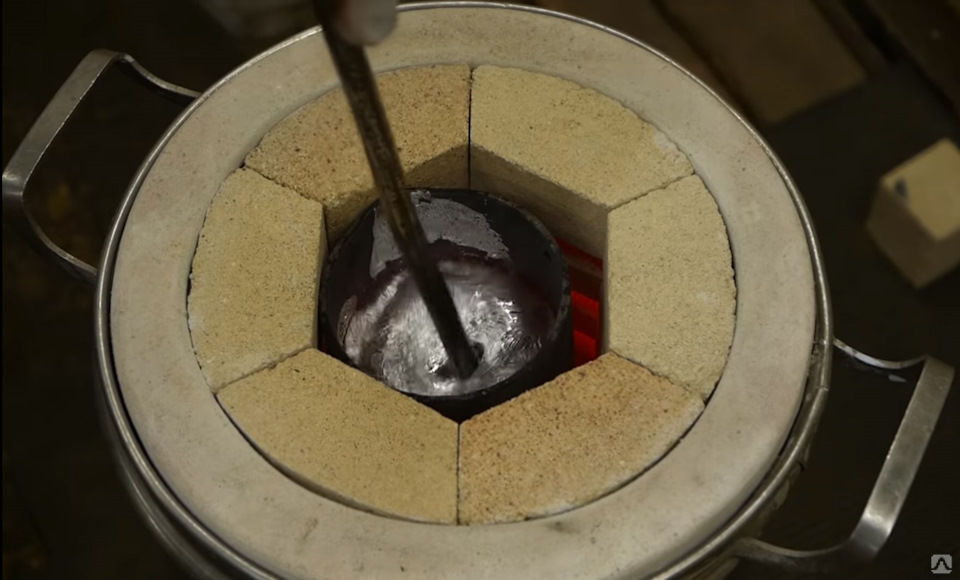
Рис. 13: Заливка формы
Плавка бронзы (латуни) производится в муфельной печи в сварном стальном тигле. Заливка форм производится непосредственно из тигля (Рис. 13).
Рис. 14: Выбивка формы
Рис. 15: Отливки
Рис. 16: Готовое изделие
Формовка с фальшивой опокой
При серийном производстве отливок изготовление литейных форм способом подрезки не выгодно, так как требует высокой квалификации формовщиков и значительных затрат времени. Поэтому, при серийном изготовлении художественных отливок со сложным разъемом, применяют формовку по фальшивым опокам. Фальшивыми эти опоки называются потому, что они не принимают участия в процессе заливки форм, а используются как фасонные подмодельные плиты для изготовления полуформ верха или низа.
Фальшивые опоки изготавливаются из той же формовочной смеси, что и сами формы, но с более высокой степенью уплотнения. При необходимости изготовления большого количества форм по одной и той же фальшивой опоке, их изготавливают из гипса.
Для изготовления фальшивой опоки модель укладывают на подмодельную плиту, накрывают ее опокой, выбранной для фальшивой опоки, засыпают формовочной смесью и уплотняют. Линейкой срезают излишки формовочной смеси и переворачивают на 180°. По периметру модели срезают излишек формовочной смеси и заглаживают плоскость разъема. Фальшивая опока готова. Теперь ее можно применять, как фасонную подмодельную плиту для изготовления полуформ.
Фальшивая опока удобна для изготовления малых серий отливок, однако она не долговечна.
Рис. 17: Канделябр
Поэтому при изготовлении более 20-ти комплектов отливок целесообразно применять гипсовые фасонные подмодельные плиты. Изготовление их происходит следующим образом. Фальшивую опоку из формовочной смеси сушат, устанавливают на место модели, предварительно покрытые разделительным составом (стеарин, воск и т.д.). По периметру фальшивой опоки устанавливают рамку и заливают гипс. При переходе жидкого гипса в твердую фазу он начинает греться. В это время фальшивую опоку и гипсовую заготовку разделяют. Из гипсовой плиты аккуратно удаляют модель, зачищают разъем, исправляют дефекты. Гипсовая фасонная подмодельная плита готова.
В это время фальшивую опоку и гипсовую заготовку разделяют. Из гипсовой плиты аккуратно удаляют модель, зачищают разъем, исправляют дефекты. Гипсовая фасонная подмодельная плита готова.
Об авторе
Увеличить изображение
Сергей Адамович Медведчук — начальник техбюро ПАО «Сталь», г. Луганск (Украина), т. (моб.): +38 (050) 367-38-40; e-mail: [email protected]
Художественное литье — Технарь
Способы изготовления художественных отливок многообразны, наиболее распространенным остается способ художественного литья по выплавляемым моделям, известный с древних времен (восковой), отличие от промышленного способа ЛВМ заключается в применении более качественных восковых составов для получения тонких художественных элементов, а также в способе изготовления оснастки (по мастер модели).
Данные способ применяется при изготовлении художественных изделий из драгоценных металлов, а также работ не большого размера.
При литье более крупных художественных изделий, таких как монументальное литье, литье оград, статуй, бюстов и т.д. выполняются преимущественно «в кусках», что требует высокой квалификации формовщиков, качественных формовочных материалов, четкого контроля состава смесей.
Формовочные материалы и смеси
Решающую роль в качестве художественного литья (поверхности отливки) играет применение высококачественных формовочных песков. Смесь для кусковой формовки, как правило, должна иметь повышенную сырую прочность пластичность и текучесть. Смеси для кусковой формовки должны содержать полужирные и жирные мелкозернистые пески. В зависимости от сложности модели и способа приготовления формы содержание глины в смеси может быть 12-25%. Смеси для крупных и сложных отливок обычно содержат до 25% глины.
В зависимости от вида формовки применяются две смеси — формовочная смесь для сухих форм и смесь для сырых форм. Для стержней применяют специальную стержневую смесь. Смесь для формовки всырую приготовляют следующим образом. Крупные куски выбитой из опок горелой смеси нужно измельчить, просеять для отделения пыли и добавить в нее; для освежения песок и глину. Смесь перемешивают в сухом виде в бегунах, затем ее увлажняют и еще раз перемешивают. .После этого смесь просеивают или разрыхляют в дезинтеграторе. Приготовленную смесь выдерживают перед употреблением 1,5-2 часа для равномерного распределения влаги.
Для стержней применяют специальную стержневую смесь. Смесь для формовки всырую приготовляют следующим образом. Крупные куски выбитой из опок горелой смеси нужно измельчить, просеять для отделения пыли и добавить в нее; для освежения песок и глину. Смесь перемешивают в сухом виде в бегунах, затем ее увлажняют и еще раз перемешивают. .После этого смесь просеивают или разрыхляют в дезинтеграторе. Приготовленную смесь выдерживают перед употреблением 1,5-2 часа для равномерного распределения влаги.
Формы статуй, бюстов и т. п. готовят из кусков. Формовочная смесь для таких форм должна иметь значительную прочность. Газопроницаемость таких смесей обычно низкая.
К вспомогательным формовочным материалам относятся припылы и разделительные пески.
Отливки художественных изделий должны иметь безукоризненно чистоту поверхности,. поэтому поверхности формы перед сборкой припыливают различными припылами: формы тонкостенного художественного литья — древесноугольным порошком тонкого помола; толстостенное архитектурное литье — чаще всего размолотым графитом.
Модели
Формы можно изготовить по самому изделию только для простых отливок и без соблюдения точных размеров. Обычно формовку производят по копии изделия (модель отливки), изготовляемой из дерева, металла, гипса, воска и т. п.
Модель художественной отливки должна быть прочной, в противном случае она может, разрушиться или изменить свои размеры при уплотнении вокруг нее формовочной смеси. Кроме того, модель должна иметь чистую, плотную и гладкую поверхность. Все рельефные рисунки на поверхности, модели должны иметь четкие грани и выступы с соблюдением формовочных уклонов.
Модели для художественного литья в зависимости от сложности отливок и способов изготовления форм могут быть цельными, разъемными, с отъемными частями и знаками для пустотелых отливок.
К лучшим материалам для изготовления мелких и сложных моделей относятся латунь и бронза. Модели из латуни и бронзы хорошо воспринимают, и сохраняют чеканку и гравировку. Кроме того, эти модели можно паять, что позволяет изготовлять сложные модели по частям — после окончательной отделки собирать и припаивать отдельные части к основному корпусу модели.
Кроме того, эти модели можно паять, что позволяет изготовлять сложные модели по частям — после окончательной отделки собирать и припаивать отдельные части к основному корпусу модели.
Чугун является самым дешевым и достаточно прочным материалом для моделей. Чугун трудно обрабатывается вручную, поэтому он применяется, для крупных и простых моделей решеток, поручней, постаментов, больших скульптурных групп, колонн и т. п. Деревянные модели применяются редко.
Наилучший материал для крупных моделей — гипс.
Основными материалами для скульптуры в. большинстве случаев являются пластилин, воск или глина, однако они не отличаются достаточной прочностью. Поэтому по художественным оригиналам обычно делают гипсовые модели. Для этого покрывают оригинал тонкий слоем жира, кладут в глиняную фальшивую опоку — «постель». Затем на поверхность оригинала наносят гипсовую оболочку отдельными кусками, так чтобы они прилегали друг к другу и могли быть сняты с оригинала без его повреждения. Отделенную от оригинала и составленную вновь гипсовую оболочку предварительно смазывают жиром и используют как форму для гипсовой модели.
Отделенную от оригинала и составленную вновь гипсовую оболочку предварительно смазывают жиром и используют как форму для гипсовой модели.
Кроме гипса, изредка применяют также цемент и пластмассу. Литейные формы.
Сырые формы изготовляют: по целой модели, по разъемной модели, по модели с отъемными частями, с подрезкой, по специальной подмодельной плите, с верхним болваном, со стержнями, по модельным плитам для ажурного литья, с фальшивой опокой.
Формовка по целой модели является наиболее простой. Форма, как правило, изготовляется в двух опоках на гладкой подмодельной плите по металлической модели.
Формовка художественных изделий по разъемной модели и по модели с отъемными частями ничем не отличается от обычной формовки. Формовка с подрезкой довольно часто применяется при изготовлении художественных изделий. Каждую часть изделия отливают отдельно.
Верхний болван в формах для увеличения его прочности укрепляют специальными каркасами, обмазанными огнеупорной глиной. Формовка со стержнями имеет свои особенности, так отделить процесс набивки формы от процесса набивки стержня часто невозможно так как стержень делают в полости самой формы или в полости пустотелой модели. Таким образом, изготовление формы и стержня осуществляется самим формовщиком.
Формовка со стержнями имеет свои особенности, так отделить процесс набивки формы от процесса набивки стержня часто невозможно так как стержень делают в полости самой формы или в полости пустотелой модели. Таким образом, изготовление формы и стержня осуществляется самим формовщиком.
Большинство сложных художественных изделий не имеет отверстий в полость отливки. Следовательно, у стержней, образующих эти пустоты, нет знаков, а у стержневых ящиков нет больших отверстий в стенках, через которые можно было бы набивать стержневую смесь. Поэтому изготовление стержней для форм отливок с глухими полостями производят прессованием в закрытых стержневых ящиках. Излишек смеси срезают вровень с краями ящика и укладывают подогнанный по знакам и смазанный белой глиной каркас (трубка и припаянные прутки). На каркас накладывают слой стержневой смеси и придают ему примерно форму второй половины ящика. Окончательное уплотнение смеси осуществляется припыленной верхней частью ящика После заливки прутки срубают и расчеканивают, а через трубку высыпа. ют горелый песок.
ют горелый песок.
В случае наличия разрезной пустотелой металлической модели в ней, как в стержневом ящике, изготовляют стержень обычным порядком.
Формовка по модельным плитам ничем не отличается от обычной формовки по плитам. Модельные плиты художественных изделий также делятся на односторонние и двухсторонние. По способу приготовления различают монолитные и сборные модельные плиты.
Формовка ажурных моделей имеет свои особенности. Отливки ажурных изделий тонкостенны и отличаются мелким и сложным рельефом поверхности.
Литейные формы для таких отливок должны удовлетворять следующим требованиям.
- Для получения в форме хорошего отпечатка сложного и мелкого рельефа ажурной модели поверхность полости такой формы должна быть прочной и пластичной. Ажур в виде сквозных отверстий в стенках отливок образуется болванчиками различной величины и формы. Прочность их зависит от плотности набивки формы и прочности материалов, идущих на ее изготовление.
- Металл, заливаемый в форму, протекает по узким извилистым канатам между болванчиками, стержнями и стенками формы. Он быстро остывает и может не заполнить всей формы, поэтому заливку форм производят быстрее обычного. Одновременно необходимо, чтобы из формы были быстро удалены газы; для этого форма должна быть достаточно газопроницаемой.
- Нормальное заполнение формы металлом зависит не только от метода подвода металла к отливке, но и от его жидкотекучести. Последняя в свою очередь зависит от температуры металла. Чем выше температура заливаемого металла, тем больше его способность оплавлять стенки формы, т. е. увеличивать пригар песка в отливке. Поэтому формы должны быть достаточно огнеупорны.

Формы ажурных отливок обычно набивают с подчеканкой; снятую модель хорошо очищают от приставших частиц песка и, припылив древесно-угольным порошком, укладывают обратно на место в форму. При этом мельчайшие частицы древесно-угольной пыли, осевшие на сырых стенках формы, входят в мельчайшие углубления модели.
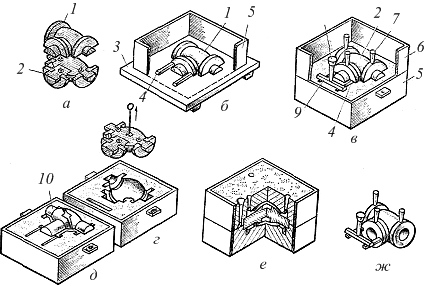
Формовка в кусках применяется для наиболее сложных моделей художественных отливок. Часто на таких моделях, на боковых поверхностях имеются впадины, выступы и рисунки, затрудняющие снятие с них всей формы без повреждения. Отдельные куски, из формовочной смеси повышенной прочности. Каждый из кусков отделяют один от другого слоем ликоподия или древесноугольного порошка Наружную поверхность кусков подрезают в виде болванов с пологими стенками для того, чтобы с них удобно было снимать набитую нижнюю опоку. Кроме того, на поверхности кусков для закрепления положения их в форме вырезают знаки в виде продолговатых углублений. По модели с набитыми кусками после их припыливания набивают нижнюю опоку и переворачивают ее вместе с фальшивой опокой. Фальшивую опоку снимают, а на нижнюю опоку с моделью набивают верхнюю опоку с литником. Перевернув обе опоки, снимают нижнюю опоку так, чтобы модель с прилегающими к ее поверхности кусками осталась на верхней опоке. Прилегающие к модели куски снимают в обратном порядке, т. е сначала третий, затем второй и первый Куски снимают с модели с помощью плоской иглы в таком направлении, чтобы образовавшийся на них отпечаток модели не мог получить повреждений при удалении куска. Снятые с модели куски отделывают и согласно их знаку укладывают на соответствующее место в форме Во избежание выпадения или смещения при дальнейших операциях куски укрепляют в форме шпильками. Таким образом, получают в нижней опоке полный отпечаток поверхности модели, составленной из отдельных кусков Части формы с укрепленными кусками сушат, так как набивку кусков производят из недостаточно газопроницаемой жирной формовочной смеси.
Прилегающие к модели куски снимают в обратном порядке, т. е сначала третий, затем второй и первый Куски снимают с модели с помощью плоской иглы в таком направлении, чтобы образовавшийся на них отпечаток модели не мог получить повреждений при удалении куска. Снятые с модели куски отделывают и согласно их знаку укладывают на соответствующее место в форме Во избежание выпадения или смещения при дальнейших операциях куски укрепляют в форме шпильками. Таким образом, получают в нижней опоке полный отпечаток поверхности модели, составленной из отдельных кусков Части формы с укрепленными кусками сушат, так как набивку кусков производят из недостаточно газопроницаемой жирной формовочной смеси.
Формы более сложных изделий могут иметь несколько десятков кусков, располагающихся вокруг всей поверхности модели.
Формовка бюстов отличается тем, что приходится набивать большое количество кусков. Правильное деление сложной поверхности модели на части и набивки на них соответствующих кусков представляют основную сложность формовки. При этом необходимо помнить следующие правила:
При этом необходимо помнить следующие правила:
- надо укладывать модель на фальшивую опоку так, чтобы наиболее неровная поверхность с выступами и поднутрениями была сверху;
- надо стремиться сосредоточить побольше кусков в одной нижней опоке и по возможности уменьшить их число в верхней;
- набивку кусков следует начинать снизу, постепенно набивая места поднутрения модели;
- для каждого из кусков нужно отделять, возможно- большую часть поверхности модели;
- число кусков в форме следует стремиться делать, возможно, меньше.
При производстве художественных отливок часто приходится отливать небольшое количество пустотелых изделий, у оград точность внутренних размеров не имеет значения. В этом случае изготовлять стержневые ящики невыгодно, а стержни делают непосредственно в полости самой формы.
Стержень в полости формы изготовляют следующим образом.
- Полость набитой нижней опоки с уложенными, но незакрепленными кусками припыливают и набивают стержневой смесью и осторожно уплотняют руками, чтобы не повредить поверхности формы.
- По длине стержня подгоняют железный каркас-трубку и, смазав его поверхность белой глиной, укладывают на стержневую смесь так, чтобы концы каркаса опирались на стенки формы.
- На каркас накладывают снова стержневую смесь и подрезают ее по конфигурации полости верхней опоки. Затем смесь уплотняют прессованием и накрывают несколько раз припыленной верхней опокой. Нижнюю опоку изготовляют так же, как и стержни, в закрытом стержневом ящике.
- С уплотненной таким образом поверхности стержня после снятия верхней опоки формовщик осторожно ланцетом снимает слой смеси, равный желаемой толщине стенки отливки. Подрезанную поверхность стержня заглаживают, смачивают и припыливают.
- Затем на поверхность разъема нижней опоки накладывают деревянную рамку, высота которой немного больше высоты подрезаемого стержня, и набивают наполнительной смесью. Над стержнем в смеси заформовывают чугунную сушильную плиту. На этой плите стержень помещают, потом сушат.
- Нижнюю опоку вместе с рамкой переворачивают и снимают так, чтобы куски и стержень остались на смеси в рамке. Потом куски отнимают от стержня так же, как они отнимались от модели при удалении ее из формы.
 Потом куски отнимают от стержня так же, как они отнимались от модели при удалении ее из формы.
Потом куски отнимают от стержня так же, как они отнимались от модели при удалении ее из формы.Поверхность стержня после отделения кусков подрезают на толщину стенки отливки. Затем поверхность стержня также примачивают, припыливают и помещают в сушку.
Формовка по разборной модели отличается тем, что для удаления модели из формы разделяют по частям не форму, а модель. Это дает то преимущество, что при отсутствии кусков формовку можно производить обычной формовочной смесью а формы заливать всырую.
Формовка по разборной модели может быть еще усовершенствована установкой модели на протяжной плите, смонтированной на машине с поворотным столом. В этом случае формовку по модели производят в обычном порядке. Модель удаляют из формы по частям с обратной стороны плиты через особые вырезы.
Формовка архитектурного -литья отличается от формовки художественных отливок тем, что позволяет применять различные способы. Архитектурные отливки имеют преимущественно большие размеры и значительную толщину стенок, кроме того, их обычно выпускают большими партиями. Это дает возможность применять машинную формовку и изготовлять специальные металлические модели. Для архитектурного литья применяются шаблонная формовка и ряд других известных способов формовки.
Архитектурные отливки имеют преимущественно большие размеры и значительную толщину стенок, кроме того, их обычно выпускают большими партиями. Это дает возможность применять машинную формовку и изготовлять специальные металлические модели. Для архитектурного литья применяются шаблонная формовка и ряд других известных способов формовки.
Последующие операции: одним из основных требований, предъявляемых к отливке художественных изделий, является отсутствие на их поверхности пригара и раковин.
Существуют два способа защиты поверхностей формы художественных изделий от пригара.
- Нанесение на поверхность стенок формы тонкого слоя сажи в процессе сушки. Для этого в сжигаемое топливо добавляют смолистые корни осинового дерева. Мельчайшие частички сажи осаждаясь на стенках формы, не закрывают ее рисунка, а предохраняют их от оплавления зерен песка. Формы, заливаемые всырую, покрывают слоем сажи и в течение нескольких минут их нужно подкоптить на костре из смолистых щепок.
- Для защиты стенок форм более грубого архитектурного литья окрашивают внутреннюю поверхность форм слоем формовочных чернил, в состав которых входят вода, графит, каменноугольная и древесноугольная пыль и небольшой процент связующих веществ для увеличения клейкости чернил. Слой чернил наносят на поверхность формы кистью или распылителем. После окраски форму сушат.

Хорошо просушенные и остывшие стержни и части форм перед сборкой обметают от излишка копоти мягкой щеткой. Затем устанавливают нижнюю опоку на таганы или песок и в ней по знакам в порядке набивки укладывают отдельные куски формы. Стержень укладывают по знакам прутков и каркасной трубки
Трубку каркаса в том месте, где, она выходит из стержня и у знаков, слегка обмазывают глиной. После установки стержней на нижнюю опоку надевают собранную верхнюю опоку. Формы небольших художественных отливок, заливаемых всухую, обычно заливают в вертикальном положении для лучшего заполнения их полости, а до заливки их устанавливают и зажимают в пресс.
Заливка, выбивка, очистка отливок осуществляются обычными способами.
Для удобства изготовления литейных форм художественные изделия обычно отливают не целиком, а отдельными частями. Отдельно отлитые части имеют на поверхности следы от литников и выпоров и нуждаются в механической обработке. После обработки их соединяют, образуя целые изделия. Кроме того, при механической обработке восстанавливается мелкий рисунок на поверхности отливки.
Процесс обработки художественных отливок состоит из нескольких операций: отжига, механической обработки поверхности, чеканки, сборки и окраски изделий.
Чугунные тонкостенные отливки после выбивки обычно имеют твердую (закаленную) поверхность, трудно поддающуюся точной механической обработке, поэтому их подвергают отжигу. Для этой цели отливки помещают в железный ящик и засыпают древесным углем с примесью песка; ящик герметически закупоривают, замазывают глиной и отжигают в печах при температуре 800° в течение 2-2,5 час. в зависимости от толщины стенок отливок.
в зависимости от толщины стенок отливок.
После отжига отливки поступают в механическую обработку, в процессе которой зачищают следы литников, выпоров, заливов. Отдельные части соединяют в одно целое. Швы, получившиеся на отливке по разъему формы отдельных ее частей, тщательно зачищают; все отверстия заделывают. Далее изделие поступает на чеканку, где восстанавливаются мельчайшие линии, складки и другие детали поверхности, утраченные во время отливки.
Заключительной операцией является покрытие чугунных художественных отливок слоем краски. Обработанную и хорошо очищенную от пыли отливку покрывают тонким слоем краски, в состав которой входят голландская сажа и олифа. Окрашенную отливку сушат до появления легкого дымка. Остывшую отливку снова окрашивают и сушат. Неправильности при окраске и сушке снижают качество отливки.
Например, при окраске толстым слоем закрываются мелкие детали поверхности отливки. Недостаточная сушка придает отливке излишний блеск вместо матового тона. Перегрев при сушке сжигает слой краски. Иногда применяется покрытие слоем какого-либо нержавеющего металла гальванизацией.
Недостаточная сушка придает отливке излишний блеск вместо матового тона. Перегрев при сушке сжигает слой краски. Иногда применяется покрытие слоем какого-либо нержавеющего металла гальванизацией.
Метки: егэзноЛитейные формылитьеметалла гальванизациеймеханической обработки поверхностиМодели из латуниотжигапомощьсборкисложные моделиХудожественное литьечеканкиэкзамен
Литейный завод по производству бронзовых песчаников | LB Foundry
Литейный завод по производству бронзовых песчаников | LB FoundryПерейти к навигации Перейти к содержанию
- Отливки в песчаные формы
- Алюминиевые отливки в песчаные формы»
- 319 Алюминиевый сплав»
- 356 алюминиевый сплав»
- 535 Алмаг Алюминий»
- Отливки из латуни»
- Красная латунь»
- Бессвинцовая латунь»
- Желтая латунь»
- Бронзовые отливки в песчаные формы»
- Марганцевая бронза»
- Алюминий Бронза»
- Кремниевая бронза»
- Цветное литье»
- Алюминиевые отливки в песчаные формы»
- Возможности
- Формовка из зеленого песка»
- Молдинг воздушной системы»
- Внутренняя обработка»
- Качество»
- Материалы»
- Преобразование сварных деталей»
- Дополнительные услуги
- Инструменты и помощь по проектированию»
- обслуживаемых отраслей
- О нас
- Преимущества литья в песчаные формы»
- Свяжитесь с нами
- Дизайн литья
- Галерея
- Часто задаваемые вопросы
- Запрос предложений
Компания Leitelt Brothers Inc. имеет большой опыт заливки бронзовых отливок в песчаные формы . Благодаря более чем вековому опыту, наши бронзовые отливки в песчаные формы известны своим качеством и мастерством. Мы специализируемся на производственных заказах весом от 1 унции до 350 фунтов.
имеет большой опыт заливки бронзовых отливок в песчаные формы . Благодаря более чем вековому опыту, наши бронзовые отливки в песчаные формы известны своим качеством и мастерством. Мы специализируемся на производственных заказах весом от 1 унции до 350 фунтов.
Бронзовые сплавы обычно состоят из 80-90% меди (Cu) и 5-15% олова (Sn) с другими элементами, такими как цинк (Zn), свинец (Pb) и железо (Fe), составляющих баланс. Марганцевая бронза и белая марганцевая бронза являются исключениями из правил, обычно они содержат от 55 до 65% Cu, от 20 до 25% Zn, от 1 до 5% марганца, от 1 до 5% Fe (железо), а остальное составляют Al (алюминий). .
Литейный завод по бронзе
Сплавы из оловянной бронзы и кремниевой бронзы, которые мы отливаем:
- C92200 (Navy M)
- C93700 (80-10-10)
- C87500 (кремниевая бронза)
Мы также заливаем Алюминий Бронзовые сплавы:
- C95300 (415 B)
- С95400 (415 С)
- С95500 (415 Д)
Специальные сплавы доступны по запросу.
Нажмите, чтобы увеличить следующий образец работы по литью в бронзовые пески.
Механические свойства бронзовых отливок в песчаные формы
| Сплав | Прочность на растяжение (KSI) мин/тип | Устойчивость к урожайности (KSI) MIN/Тип | Элнгация (KSI) MIN/Тип | (KSI) MIN/Тип | BRINELL) MIN/Тип | . Вырезать YB-100 |
|---|---|---|---|---|---|---|
| C95300 | 65/75 | 27/27 | 20/28 | 140 | 55 | |
| С95400 | 75/85 | 30/35 | 18/12 | 170 | 60 | |
| С92600 | 40/44 | 18/20 | 20/30 | 65-80 | 40 | |
| С93700 | 25/35 | 18/12 | 8/20 | 55-70 | 80 | |
| С87500 | 60/67 | 24/30 | 16/21 | 120-135 | 50 |
Химический состав бронзовых отливок в песчаные формы
| Сплав | CU. | СН. | ПБ. | ЗН. | N1% | FE% | AL% | Other% |
|---|---|---|---|---|---|---|---|---|
| C95300 | 89 | — | — | — | — | 1 | 10 | — |
| С95400 | 85 | — | — | — | — | 4 | 11 | — |
| С92600 | 10 | — | 2 | — | — | — | — | |
| С93700 | 80 | 10 | 10 | — | .7 макс | — | — | — |
| С87500 | 82 | — | .5 макс | 14 | — | — | — | — |
 «> 87
«> 87Типичные области применения бронзовых отливок
| Сплав | Применение |
|---|---|
| C95300 | Шестерни, кулачки и детали горных машин |
| С95400 | Низкоскоростные червячные передачи с большой нагрузкой |
| С92600 | Подшипники для тяжелых условий эксплуатации, поршни насосов и гайки |
| С93700 | Высокоскоростные втулки, кислотостойкие к сульфитной жидкости |
| С87500 | Коррозионная пайка и сварка |
Марганцевая бронза
Компания Leitelt Brothers разрабатывает и производит отливки из марганцевой бронзы в песчаные формы.
Подробнее »
Алюминий Бронза
Leitelt Brothers производит высококачественные отливки из алюминиевой бронзы в песчаные формы.
Подробнее »
Кремниевая бронза
Leitelt Brothers разрабатывает и производит высококачественные отливки из кремниевой бронзы в песчаные формы.
Подробнее »
Нажмите здесь, чтобы отправить запрос на коммерческое предложение
или позвоните нам сегодня по телефону 773-721-1186
Литье латуни в песчаные формы Бронзовые отливки в песчаные формы Литейная обработка
Литье латунных песчаных форм Бронзовые отливки в песчаные формы Литейная обработка
| ||||||||||||||||||||||||||||||||||||||||||||||||
|
| |||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||

 jpg»>
jpg»> Наша цель — помочь вашей компании в разработке и производстве наиболее эффективного и экономичного литья из латуни или бронзы, которое не только оправдает, но и превзойдет ваши ожидания. Вашей компании не нужно тратить время и ресурсы на планирование производства отливок из латуни/бронзы в песчаные формы от литейного цеха до механического цеха. HFM предоставляет полный спектр услуг, которые оптимизируют процесс литья латуни и бронзы в песчаные формы и процесс механической обработки — мы работаем в одном месте!
Наша цель — помочь вашей компании в разработке и производстве наиболее эффективного и экономичного литья из латуни или бронзы, которое не только оправдает, но и превзойдет ваши ожидания. Вашей компании не нужно тратить время и ресурсы на планирование производства отливок из латуни/бронзы в песчаные формы от литейного цеха до механического цеха. HFM предоставляет полный спектр услуг, которые оптимизируют процесс литья латуни и бронзы в песчаные формы и процесс механической обработки — мы работаем в одном месте! «>
«> jpg»>
jpg»>Что такое бронза для литья в песчаные формы | Процесс | Области применения
Литье в песчаные формы из бронзы — популярный производственный процесс, в котором для производства высококачественных изделий используется природный или синтетический песок и бронза или бронзовые сплавы. Процесс включает в себя ряд шагов, требующих мастерства, подкрепленного многолетним опытом.
Процесс включает в себя ряд шагов, требующих мастерства, подкрепленного многолетним опытом.
В общем, литье в песчаные формы является надежным и надежным методом литья, на который полагаются веками.
Что такое бронза для литья в песчаные формы?
Бронза для литья в песчаные формы — это бронзовый выход, когда человек использует для создания известный метод литья в песчаные формы. Процесс литья в песчаные формы является одним из старейших и наиболее используемых методов изготовления изделий из металла. Он используется с 1818 года.
Характеристики
Литье в песчаные формы — это универсальный, недорогой, простой и рентабельный метод. Помимо этого, он также позволяет создавать сложные формы и большие детали. Он также имеет относительно более короткое время выполнения заказа по сравнению с другими методами металлообработки. Наконец, литье в песчаные формы позволяет перерабатывать отходы, а не выбрасывать их.
Литье в песчаные формы бронзы и бронзовых сплавов используется в различных отраслях промышленности и в различных областях. В этой статье мы обсудим более конкретные детали приложений в следующем разделе.
В этой статье мы обсудим более конкретные детали приложений в следующем разделе.
Бронза для литья в песчаные формы Основные области применения
Литье в песчаные формы из бронзы подходит для широкого круга проектов и отраслей промышленности, таких как:
- Химическая, нефтехимическая, нефтегазовая, тяжелая, морская и водоочистная промышленность;
- Части и компоненты аппаратных средств
- Машины, аэрокосмическая промышленность, тяжелое оборудование и гидравлическое оборудование.
Типы литья бронзы в песчаные формы
Существует три основных типа литья бронзы в песчаные формы. В этом разделе подробно описаны эти типы и их применение.
- Алюминиевая бронза . Алюминиевая бронза обычно состоит из 9-12% алюминия и 4-6% железа и никеля. Остальное чистая бронза. Этот материал отличается коррозионной и износостойкостью, высокой прочностью и ударной вязкостью.
Он используется в химической, нефтехимической, нефтегазовой, тяжелой промышленности, судостроении и водоочистке. Он также идеально подходит для соединителей, гаек, крепежных изделий, скобяных изделий, насосов, компонентов клапанов, кулачков и валов, шестерен, подшипников скольжения, направляющих станков и изнашиваемых деталей.
Он также идеально подходит для соединителей, гаек, крепежных изделий, скобяных изделий, насосов, компонентов клапанов, кулачков и валов, шестерен, подшипников скольжения, направляющих станков и изнашиваемых деталей.
- Марганцевая и белая марганцевая бронза. Эти два типа сплавов состоят из 55-65% меди, 20-25% цинка, 1-5% марганца и 1-5% железа. Они популярны благодаря своей устойчивости к коррозии, высокой прочности, высокому износу и хорошим механическим свойствам.
Эти сплавы обычно используются для навинчивающихся гаек, тихоходных тяжелонагруженных подшипников, зубчатых колес, кулачков, гребных винтов, деталей машин, заменяющих сталь или ковкое железо, декоративного литья и морского оборудования.
- Кремниевая бронза . Кремниевая бронза представляет собой бронзовый сплав, состоящий из 96% бронзы и 4% кремния и других элементов. Из-за устойчивости к коррозии, прочности и легкой обрабатываемости и литья. Кремниевая бронза лучше всего используется для шарикоподшипников, сепараторов подшипников, дорожек качения, прокладок, шестерен и деталей клапанов. Он также используется для машиностроения, аэрокосмической промышленности, тяжелого оборудования и гидравлического оборудования.
 Он также используется для машиностроения, аэрокосмической промышленности, тяжелого оборудования и гидравлического оборудования.
Он также используется для машиностроения, аэрокосмической промышленности, тяжелого оборудования и гидравлического оборудования.Процесс литья бронзы в песчаные формы
Для создания изделий из бронзы методом литья в песчаные формы большинство литейных заводов используют следующие шаги:
Шаг №1. Используя воск или глину, рабочий создает оригинальную форму для изделия.
Шаг №2. В зависимости от формы и размера продукта модель разрезается на более удобные части. Этот шаг может быть необходим для некоторых продуктов, но может быть пропущен для других.
Шаг №3. После того, как исходная модель была разделена на более удобные части, следующим шагом будет покрытие частей суспензией. Суспензия должна быть изготовлена из материалов, которые легко удаляются с исходной модели.
Шаг №4. После высыхания суспензии форму отделяют и извлекают исходные детали. Затем форму снова собирают для следующего шага.
Шаг № 5. Затем в форму заливается бронзовая мастер-модель.
Шаг №6. Нежелательные линии и метки удаляются для достижения более гладкой поверхности и бесшовной подгонки отдельных деталей.
Шаг №7. Затем отдельные детали прессуются в большие песчаные блоки для литья, где второй блок надевается на первый и прессуется.
Шаг №8. После разделения блоков и удаления мастер-модели.
Шаг №9. Вентиляционные отверстия прорезаны в песке, поэтому бронза свободно и равномерно течет в форму. Это также позволяет выходить горячим газам.
Шаг №10. Шлам или песок помещают в центр больших кусков, чтобы сократить использование бронзы.
Шаг №11. Блоки снова собраны и скреплены ремнями.
Шаг №12. Внутрь заливается расплавленная бронза. Требуемая температура литья бронзы составляет около 1700 ° F, это температура плавления бронзы.
Шаг №13. Металл должен некоторое время остыть и затвердеть. После этого куски удаляются из песка. На этом этапе может потребоваться использование долота, молотка и напильника.
Шаг №14. После обработки детали можно скрепить штифтами или болтами, чтобы создать готовый продукт.
Бронзовую мастер-модель обычно можно использовать до двадцати раз, прежде чем она начнет терять свои детали.
Литейный завод и поставщик бронзы для литья в песчаные формы
Компания JC Casting является ведущим производителем и поставщиком бронзового литья в песчаные формы с местными и международными сделками. Они предоставляют широкий спектр услуг и материалов для удовлетворения всех ваших потребностей в металлообработке. Такие как проектирование, литье, литье, механическая обработка и термообработка, легированная сталь, углеродистая сталь, нержавеющая сталь и алюминий.
Помимо материалов и услуг, которые они предлагают, компания JC Casting известна следующим:
- Гарантия качества. С JC Casting будьте уверены, что только лучшие материалы и самые квалифицированные рабочие удовлетворят ваши потребности.
 С JC Casting будьте уверены, что только лучшие материалы и самые квалифицированные рабочие удовлетворят ваши потребности.
С JC Casting будьте уверены, что только лучшие материалы и самые квалифицированные рабочие удовлетворят ваши потребности.- Различные сплавы. JC Casting предлагает самый широкий выбор сплавов.
- Быстрая доставка. JC Casting работает точно, но они также работают быстро и эффективно, чтобы доставить готовую продукцию.
- Более низкая стоимость. JC Casting на данный момент является одной из самых доступных компаний в отрасли. Они достигают этого, думая нестандартно, чтобы создавать более инновационные и более эффективные отливки. Бюджет никогда не беспокоит JC Casting.
Заключение
Литье бронзы в песчаные формы — это процесс, требующий бронзы и песка для производства высококачественных изделий. Свяжитесь с JC Casting или просмотрите наш веб-сайт для получения дополнительной информации обо всем, что нужно знать о бронзовом литье в песчаные формы. Напишите нам: [email protected]
Напишите нам: [email protected]
Похожие сообщения
Литейный песок — Описание материала — Руководство пользователя по отходам и побочным продуктам в дорожном строительстве
| [ Асфальтобетон ] | [ Текучее заполнение ] |
| ЛИТЕЙНЫЙ ПЕСК | Описание материала |
ПРОИСХОЖДЕНИЕ
Литейный песок состоит в основном из чистого, однородного по размеру, высококачественного кварцевого песка или озерного песка, который связан для формирования форм для отливок черных (железо и сталь) и цветных (медь, алюминий, латунь) металлов. Хотя эти пески являются чистыми до использования, после литья они могут содержать металлургическую промышленность (черная металлургия), на которую приходится примерно 95 процентов литейного песка, используемого для литья. Автомобильная промышленность и ее поставщики запчастей являются основными производителями литейного песка.
Автомобильная промышленность и ее поставщики запчастей являются основными производителями литейного песка.
Наиболее распространенным процессом литья, используемым в литейной промышленности, является система литья в песчаные формы. Практически все формы для литья в песчаные формы для отливок черных металлов относятся к типу сырых песчаных форм. Зеленый песок состоит из высококачественного кварцевого песка, около 10 процентов бентонитовой глины (в качестве связующего вещества), от 2 до 5 процентов воды и около 5 процентов морского угля (углеродистая добавка в форму для улучшения качества отливки). Тип отливаемого металла определяет, какие добавки и какая градация песка используется. Зеленый песок, используемый в процессе, составляет более 90 процентов используемых формовочных материалов. (1)
В дополнение к формам из сырого песка также используются химически связанные системы литья в песчаные формы. Эти системы включают использование одного или нескольких органических связующих (обычно запатентованных) в сочетании с катализаторами и различными процедурами отверждения/схватывания. Литейный песок составляет около 97 процентов этой смеси. Химически связанные системы чаще всего используются для «стержней» (используемых для изготовления полостей, которые нецелесообразно создавать с помощью обычных операций формования) и для форм для отливок цветных металлов.
Литейный песок составляет около 97 процентов этой смеси. Химически связанные системы чаще всего используются для «стержней» (используемых для изготовления полостей, которые нецелесообразно создавать с помощью обычных операций формования) и для форм для отливок цветных металлов.
Годовое образование отходов литейного производства (включая пыль и отработанный литейный песок) в США оценивается в диапазоне от 9 до 13,6 миллионов метрических тонн (от 10 до 15 миллионов тонн). (2) Обычно на каждую тонну произведенного чугунного или стального литья требуется около 1 тонны формовочного песка.
Дополнительную информацию о производстве и использовании отработанного формовочного песка в строительных материалах можно получить по адресу:
Американское общество литейщиков, Inc.
505 State Street
Des Plaines, Illinois 60016-8399
ТЕКУЩИЕ ВАРИАНТЫ УПРАВЛЕНИЯ
Переработка
В типичных литейных процессах песок из сплющенных форм или стержней может быть восстановлен и использован повторно. Упрощенная диаграмма, изображающая поток песка в типичной системе формования сырого песка, представлена на рисунке 7-1. Обычно добавляют немного нового песка и связующего, чтобы сохранить качество отливки и компенсировать потери песка во время обычных операций. (3)
Упрощенная диаграмма, изображающая поток песка в типичной системе формования сырого песка, представлена на рисунке 7-1. Обычно добавляют немного нового песка и связующего, чтобы сохранить качество отливки и компенсировать потери песка во время обычных операций. (3)
Рис. 7-1. Упрощенная схема системы пресс-форм из сырого песка.
Доступно мало информации о количестве формовочного песка, используемого для целей, отличных от регенерации на заводе, но отработанный формовочный песок использовался в качестве заменителя мелкого заполнителя в строительстве и в качестве сырья для обжига при производстве портландцемента.
Утилизация
Большая часть отработанного литейного песка, полученного в результате операций с сырым песком, вывозится на свалки, а иногда используется в качестве дополнительного покрытия на свалках.
ИСТОЧНИКИ РЫНКА
Литейный песок можно получить непосредственно на литейных заводах, большинство из которых расположены в штатах Среднего Запада, включая Иллинойс, Висконсин, Мичиган, Огайо и Пенсильванию.
Литейный песок перед использованием представляет собой однородный материал. Отработанный материал, однако, часто содержит металл отливки, а также слишком большой материал литейной формы и стержня, содержащий частично разложившееся связующее. Отработанный формовочный песок может также содержать некоторые выщелачиваемые загрязняющие вещества, в том числе тяжелые металлы и фенолы, которые поглощаются песком в процессе формования и литья. Фенолы образуются в результате высокотемпературного термического разложения и перегруппировки органических связующих в процессе разливки металла. (4) Присутствие тяжелых металлов вызывает большую озабоченность в литейных песках цветных металлов, образующихся в литейных цехах цветных металлов. (5) В частности, отработанный литейный песок из литейных цехов по производству латуни или бронзы может содержать высокие концентрации кадмия, свинца, меди, никеля и цинка. (3)
ИСПОЛЬЗОВАНИЕ НА ДОРОГЕ И ТРЕБОВАНИЯ К ПЕРЕРАБОТКЕ
Асфальтобетон и текучий заполнитель
Литейный песок используется в качестве заменителя мелкого заполнителя в смесях для дорожного покрытия. Он также использовался в качестве заменителя мелкого заполнителя в жидкотекучих (или контролируемых по плотности) наполнителях.
Он также использовался в качестве заменителя мелкого заполнителя в жидкотекучих (или контролируемых по плотности) наполнителях.
Перед использованием отработанный формовочный песок необходимо измельчить или просеять, чтобы уменьшить или отделить негабаритные материалы, которые могут присутствовать. Обычно необходимо накапливать запасы достаточного размера, чтобы можно было производить однородный и однородный продукт (т. е. ежедневные колебания характеристик материалов можно преодолеть путем смешивания в сравнительно большом запасе).
Поскольку на небольших литейных заводах образуется лишь небольшое количество отработанного формовочного песка, этим операторам, как правило, необходимо транспортировать свой отработанный песок в центральное хранилище, куда поступает песок с группы заводов, прежде чем передать его конечному пользователю.
СВОЙСТВА МАТЕРИАЛОВ
Физические свойства
Типичные физические свойства отработанного формовочного песка из систем сырого песка перечислены в Таблице 7-1.
Гранулометрический состав отработанного формовочного песка очень однороден, примерно от 85 до 95 процентов материала имеют размеры ячеек от 0,6 до 0,15 мм (№ 30 и № 100). Можно ожидать, что от 5 до 12 процентов формовочного песка будет меньше 0,075 мм (сито № 200). Форма частиц обычно от угловатой до округлой. Было обнаружено, что градации отработанного литейного песка слишком мелкие, чтобы удовлетворять некоторым спецификациям для мелкого заполнителя.
Отработанный формовочный песок имеет низкую абсорбцию и непластичен. Было обнаружено, что зарегистрированные значения поглощения сильно различаются, что также может быть связано с наличием связующих веществ и добавок. (3) Содержание органических примесей (особенно из связующих систем морского угля) может варьироваться в широких пределах и может быть довольно высоким. Это может препятствовать его использованию в приложениях, где могут быть важны органические примеси (например, заполнитель бетона на портландцементе). (4) Удельный вес формовочного песка колеблется от 2,39 до 2,55. Эта изменчивость была приписана изменчивости содержания мелочи и добавок в разных образцах. (3) Как правило, формовочные пески сухие, с содержанием влаги менее 2 процентов. Сообщается о большом количестве комков глины и рыхлых частиц, которые относятся к комкам, связанным с формованным песком, которые легко разрушаются в ходе процедуры испытаний. (3) Изменение проницаемости, указанное в таблице 7-1, является прямым результатом доли мелких частиц в отобранных пробах.
(4) Удельный вес формовочного песка колеблется от 2,39 до 2,55. Эта изменчивость была приписана изменчивости содержания мелочи и добавок в разных образцах. (3) Как правило, формовочные пески сухие, с содержанием влаги менее 2 процентов. Сообщается о большом количестве комков глины и рыхлых частиц, которые относятся к комкам, связанным с формованным песком, которые легко разрушаются в ходе процедуры испытаний. (3) Изменение проницаемости, указанное в таблице 7-1, является прямым результатом доли мелких частиц в отобранных пробах.
Химические свойства
Отработанный формовочный песок состоит в основном из кварцевого песка, покрытого тонкой пленкой сожженного углерода, остаточного связующего (бентонит, морской уголь, смолы) и пыли. В Таблице 7-2 приведен химический состав типичного образца отработанного формовочного песка, определенный рентгенофлуоресцентным методом.
Кварцевый песок является гидрофильным и, следовательно, притягивает воду к своей поверхности. Это свойство может привести к ускоренному влагой повреждению и связанным с этим проблемам со снятием покрытия с асфальтового покрытия. Для противодействия таким проблемам могут потребоваться добавки, препятствующие расслаиванию.
Это свойство может привести к ускоренному влагой повреждению и связанным с этим проблемам со снятием покрытия с асфальтового покрытия. Для противодействия таким проблемам могут потребоваться добавки, препятствующие расслаиванию.
В зависимости от связующего и типа металлического литья pH отработанного формовочного песка может варьироваться приблизительно от 4 до 8. (7) Сообщалось, что некоторые отработанные формовочные пески могут вызывать коррозию металлов. (5)
Из-за присутствия фенолов в литейном песке есть опасения, что осадки, просачивающиеся через отвалы, могут мобилизовать выщелачиваемые фракции, что приведет к сбросу фенолов в поверхностные или грунтовые воды. Источники и запасы формовочного песка должны контролироваться для оценки необходимости установления контроля за потенциальными выбросами фенола. (4,6,7)
Таблица 7-1. Типичные физические свойства отработанного сырого формовочного песка.
| Недвижимость | Результаты | Метод испытаний |
| Удельный вес (3) | 2,39 — 2,55 | АСТМ D854 |
| Объемная относительная плотность, кг/м 3 (фунт/фут 3 ) (7) | 2590 (160) | АСТМ К48/ААШТО Т84 |
| Абсорбция, % (1,3,7) | 0,45 | АСТМ С128 |
| Содержание влаги, % (3) | 0,1 — 10,1 | АСТМ Д2216 |
| Глинистые комки и сыпучие частицы (1,3) | 1 — 44 | АСТМ К142/ААШТО Т112 |
| Коэффициент проницаемости (см/с) (3) | 10 -3 — 10 -6 | ААШТО Т215/АСТМ Д2434 |
| Пластиковый ограничитель/пластмассовый указатель (7) | Непластмассовый | ААШТО Т90/АСТМ Д4318 |
Таблица 7-2. Химический оксидный состав пробы формовочного песка, %. (1)
Химический оксидный состав пробы формовочного песка, %. (1)
| Учредительный | Значение (%) |
| SiO 2 | 87,91 |
| Ал 2 О 3 | 4,70 |
| Fe 2 O 3 | 0,94 |
| СаО | 0,14 |
| MgO | 0,30 |
| СО 3 | 0,09 |
| Нет 2 О | 0,19 |
| К 2 О | 0,25 |
| TiO 2 | 0,15 |
| П 2 О 5 | 0,00 |
| Мн 2 О 3 | 0,02 |
| ООО | 0,03 |
| LOI | 5,15 (от 0,45 до 9,47) (1) 2,1 — 12,1 (3) |
| ВСЕГО | 99,87 |
Механические свойства
Типичные механические свойства отработанного формовочного песка перечислены в таблице 7-3. Отработанный формовочный песок имеет хорошие характеристики долговечности, измеренные тестами на низкое истирание Micro-Deval (8) и потерю устойчивости к сульфату магния (9) . Испытание на истирание Micro-Deval представляет собой испытание на истирание/истирание, при котором образец мелкого заполнителя помещают в сосуд из нержавеющей стали с водой и стальными подшипниками и вращают со скоростью 100 об/мин в течение 15 минут. Было определено, что процентная потеря очень хорошо коррелирует с прочностью сульфата магния и другими физическими свойствами. В недавних исследованиях сообщалось об относительно высокой потере плотности, что связано с потерями связанного песка, а не с разрушением отдельных частиц песка. (3) Сообщалось, что угол сопротивления сдвигу (угол трения) литейного песка находится в диапазоне от 33 до 40 градусов, что сравнимо с таковым для обычных песков. (3)
Отработанный формовочный песок имеет хорошие характеристики долговечности, измеренные тестами на низкое истирание Micro-Deval (8) и потерю устойчивости к сульфату магния (9) . Испытание на истирание Micro-Deval представляет собой испытание на истирание/истирание, при котором образец мелкого заполнителя помещают в сосуд из нержавеющей стали с водой и стальными подшипниками и вращают со скоростью 100 об/мин в течение 15 минут. Было определено, что процентная потеря очень хорошо коррелирует с прочностью сульфата магния и другими физическими свойствами. В недавних исследованиях сообщалось об относительно высокой потере плотности, что связано с потерями связанного песка, а не с разрушением отдельных частиц песка. (3) Сообщалось, что угол сопротивления сдвигу (угол трения) литейного песка находится в диапазоне от 33 до 40 градусов, что сравнимо с таковым для обычных песков. (3)
Таблица 7-3. Типичные механические свойства отработанного формовочного песка.
| Недвижимость | Результаты | Метод испытаний |
| Потери на истирание Micro-Deval, % (5) | < 2 | – |
| Сульфат магния Потеря прочности, % | 5 — 15 (1,5) 6 — 47 (3) | АСТМ С88 |
| Угол трения (град) (3) | 33 — 40 | – |
| Калифорнийский коэффициент подшипника, % (3) | 4 — 20 | ASTM D1883 |
ССЫЛКИ
Американское общество литейщиков. Альтернативное использование отработанного литейного песка .
Заключительный отчет (этап I), подготовленный Американским обществом литейщиков для Департамента торговли и общественных дел Иллинойса, Дес-Плейнс, Иллинойс, июль 1991 г.Коллинз, Р. Дж. и С. К. Цисельски. Переработка и использование отходов и побочных продуктов при строительстве дорог, Национальная совместная программа исследований автомобильных дорог. Синтез практики дорожного движения 199, Совет по исследованиям в области транспорта, Вашингтон, округ Колумбия, 1994.
Джавед С. и К. В. Ловелл. Использование литейного песка при строительстве дорог . Совместный проект исследования автомобильных дорог № C-36-50N, Департамент гражданского строительства, Университет Пердью, июль 1994 г.
МЧС. Отработанный литейный песок — исследование альтернативного использования . Отчет подготовлен John Emery Geotechnical Engineering Limited для Министерства окружающей среды и энергетики Онтарио и Канадской литейной ассоциации, Queen’s Printer for Ontario, 19 июля.
93.МНР. Сохранение минеральных заполнителей – повторное использование и переработка. Отчет, подготовленный John Emery Geotechnical Engineering Limited для Секции совокупных и нефтяных ресурсов, Министерство природных ресурсов Онтарио, Queen’s Printer for Ontario, февраль 1992 г.
Хэм, Р. К., В. К. Бойл, Э. К. Энгрофф и Р. Л. Феро. «Определение присутствия органических соединений в фильтратах отходов литейного производства», Modern Casting . Американское общество литейщиков, 19 августа.89.
Johnson, CK «Фенолы в литейных отходах песка», Modern Casting . Американское общество литейщиков, январь 1981 г.
Министерство транспорта Онтарио. Устойчивость мелкозернистого заполнителя к разложению при истирании в аппарате MicroDuval , LS-619, Министерство транспорта Онтарио, Онтарио, Канада, 1996.
- Американская ассоциация государственных служащих автомобильных дорог и транспорта. Стандартный метод испытаний «Прочность заполнителя с использованием сульфата натрия или сульфата магния», обозначение AASHTO: T104, испытания части II, 14-е издание, 1986.
 Заключительный отчет (этап I), подготовленный Американским обществом литейщиков для Департамента торговли и общественных дел Иллинойса, Дес-Плейнс, Иллинойс, июль 1991 г.
Заключительный отчет (этап I), подготовленный Американским обществом литейщиков для Департамента торговли и общественных дел Иллинойса, Дес-Плейнс, Иллинойс, июль 1991 г. 93.
93. Стандартный метод испытаний «Прочность заполнителя с использованием сульфата натрия или сульфата магния», обозначение AASHTO: T104, испытания части II, 14-е издание, 1986.
Стандартный метод испытаний «Прочность заполнителя с использованием сульфата натрия или сульфата магния», обозначение AASHTO: T104, испытания части II, 14-е издание, 1986.
| [ Асфальтобетон ] | [ Текучее заполнение ] |
Предыдущий | Содержание | Далее
Индивидуальное литье в песчаные формы | Lancaster PA
Прежде чем вы сможете изготовить металлические компоненты, необходимые для предстоящего проекта, вам необходимо выбрать подходящий метод литья. Литье в песчаные формы является одним из наиболее широко используемых методов литья, обеспечивающим экономичные и стабильные результаты. Компания J. Walter Miller предлагает услуги по литью в песчаные формы недалеко от Ланкастера, штат Пенсильвания. Если вам нужен литейный цех для литья в песчаные формы, чтобы выполнить большой или маленький заказ, простой или сложный, мы можем помочь.
Что такое литье в песчаные формы?
Литье в песчаные формы — это процесс литья, в котором используются песчаные формы для изготовления сложных металлических деталей. В процессе литья в песчаные формы литейный цех создает индивидуальную форму на основе шаблона — полноразмерной модели детали, используемой для создания оттиска в песке.
После создания литейной формы литейный цех заливает в нее расплавленный металл, чтобы сформировать нужную деталь. Песочные формы можно использовать только один раз. Тем не менее, литье в песчаные формы по-прежнему оказывается эффективным и экономичным по сравнению с другими методами литья.
Некоторые из преимуществ литья в песчаные формы включают:
- Прочность: Песчаные формы сохраняют свою форму и выдерживают воздействие экстремальных температур.
- Консистенция: Консистенция песка позволяет ему заполнять небольшие полости в шаблоне формы, что идеально подходит для создания деталей без дефектов.
- Возможность повторного использования: После извлечения готовой детали из песчаной формы песчаная смесь может быть обработана и переработана для использования в будущих формах.

Применения для литья в песчаные формы
Процесс литья в песчаные формы можно использовать для создания широкого спектра продуктов, от товаров народного потребления до компонентов для тяжелой техники. В компании J. Walter Miller мы можем отливать в песчаные формы такие изделия, как спринклерные головки, детали насосов, переключатели и соединители. Некоторые отрасли промышленности, которые могут обслуживать литейные цеха для литья в сжатые песчаные формы, включают:
- Сельское хозяйство
- Автомобилестроение
- Аэрокосмическая отрасль
- Электрика
- Медицинский
- Горнодобывающая промышленность
- Управление жидкостями
- Военные и оборонные
Оборудование для литья в песчаные формы и производственный процесс
Хотя люди уже много лет используют литье в песчаные формы для производства металлических изделий, получение качественного результата требует опыта и специального оборудования. В J. Walter Miller у нас есть и то, и другое. Имея сертификат ISO 9001:2015, мы работаем над тем, чтобы обеспечить совершенство на каждом этапе процесса:
В J. Walter Miller у нас есть и то, и другое. Имея сертификат ISO 9001:2015, мы работаем над тем, чтобы обеспечить совершенство на каждом этапе процесса:
- Изготовление пресс-форм: Процесс литья начинается с изготовления формы, которая включает прессование песка вокруг двух половин формы. Шаблоны служат моделью отливаемого объекта. Чтобы обеспечить высочайшее качество литья, шаблон формы должен соответствовать типу формы и свойствам металла. Перед заливкой плотно скрепляем половинки формы.
- Заливка: Далее мы разливаем сплав по вашему выбору в песчаные формы. После нагрева до заданной температуры в печи жидкий металл будет стекать в разливочную ванну и постепенно заполнять форму через шиберы и стояки.
- Удаление: После периода охлаждения мы разбиваем песчаные формы и извлекаем отливки. Последний шаг может включать обрезку лишнего формовочного материала и дробеструйную очистку для удаления оставшегося песка.

Мы используем автоматизированное оборудование на протяжении всего процесса литья, чтобы наши затраты оставались конкурентоспособными, а сроки выполнения заказов сокращались.
Что такое зеленый песок?
Не весь песок имеет подходящую консистенцию для литья в песчаные формы. Зеленый песок представляет собой смесь песка, воды, бентонитовой глины и горючих материалов, специально разработанную для получения высококачественных результатов литья в песчаные формы. Чтобы выполнить качественное литье, вам нужны подходящие материалы для литья в зеленый песок. Зеленый песок — это один из видов литейного песка.
Состав зеленого песка
Несмотря на название, зеленый песок может быть разных цветов. «Зеленый» в данном случае относится к материалу, используемому в промышленности во влажном состоянии, например к свежей древесине. Один из альтернативных методов литья основан на создании формы из влажного песка, тепловой сушке формы и последующей заливке металла.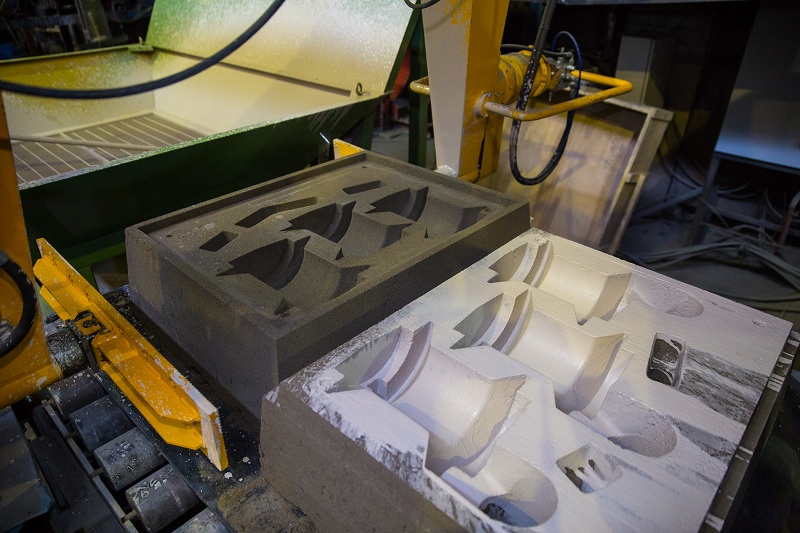 Литейные заводы используют процесс литья в сухую песчаную форму для более тяжелых отливок, потому что форма более жесткая.
Литейные заводы используют процесс литья в сухую песчаную форму для более тяжелых отливок, потому что форма более жесткая.
Наиболее распространенным материалом в заполнителе является песок, из которого песчаная смесь содержит особый вид кремнезема. При литье частицы кремнезема могут попасть в воздух, что представляет опасность для здоровья литейщиков. Тем не менее, на нашем предприятии имеется эффективная система контроля воздуха, которая отфильтровывает кремнезем и другие частицы из воздуха, чтобы обеспечить безопасность наших сотрудников.
Для каждого рецепта зеленого песка требуется разное количество глины. Эта пропорция влияет на различные качества формы, такие как:
- Может ли расплавленный металл в форме дегазировать.
- Отделка поверхности.
- Формуемость.
Горючий материал в сыром песке содержит уголь, который составляет менее 5% заполнителя. Когда мы заливаем металл в отливку, часть угля сгорает на поверхности металла, способствуя выделению газов.
Как делают формы для зеленого песка?
Изготовление формы из сырого песка начинается с заполнения формовщика влажным песком. Изготовитель пресс-форм прессует материал, создавая узор и форму. Представьте себе ребенка с тестом для лепки, который вдавливает его в узор — зеленый песок ведет себя так, как будто ребенок вдавливает узоры в поверхность, чтобы создать форму.
Формы из сырого песка не имеют таких жестких допусков, как отливки без обжига и другие формы. Если ваши отливки должны соответствовать точным размерам, им может потребоваться дополнительная обработка, чтобы получить отливку, которая вам нужна.
Как перерабатывается зеленый песок?
До того, как литейные заводы перерабатывали зеленый песок, большая часть материала оказывалась на свалках. Как только мы использовали зеленый песок для литья, его повторное использование требует длительного и дорогостоящего процесса. Отделять «отработанные» материалы от тех, которые мы можем использовать повторно, нерентабельно. Самый экономичный процесс переработки сырого песка предполагает использование нового песка для каждой формы. Мы регенерируем старый песок и перерабатываем его, используя для других целей. Если вы хотите купить мелиорированный песок, вы можете сделать это по низкой цене.
Самый экономичный процесс переработки сырого песка предполагает использование нового песка для каждой формы. Мы регенерируем старый песок и перерабатываем его, используя для других целей. Если вы хотите купить мелиорированный песок, вы можете сделать это по низкой цене.
Зеленый песок не содержит токсичных веществ. Это означает, что повторное использование — это безопасное и ответственное решение проблемы отходов. Повторно используемый зеленый песок также может выступать в качестве заменителя мелкого заполнителя в строительстве и обрабатывающей промышленности.
Наши возможности литья в сырые песчаные формы
Используя наш производственный процесс литья в сырые песчаные формы, мы можем производить отливки из латуни и бронзы, используя широкий спектр сплавов. Наше автоматизированное оборудование быстро производит металлические отливки весом от 1 унции до 70 фунтов и размерами от 1/8 дюйма на 1/8 дюйма на 1/8 дюйма и 8 дюймов на 16 дюймов на 18 дюймов. Если вы ищете лучший литейный завод в Пенсильвании, способный оправдать ваши ожидания в отношении качества, свяжитесь с нами сегодня.
Песок для литья — Поставщики песка для литья
Нет никакой замены хорошему мелкому песку для литья металлов. Опыты с использованием обычного формовочного песка оказались совершенно неудовлетворительными для набивки и сохранения формы при высыхании. Литье в песчаные формы является самым простым и универсальным из всех методов литья, используемых для производства отливок.
В литье используются различные виды песка. Эти различные типы литейного песка имеют свои преимущества и недостатки. Тип металла, который требуется отливать, влияет на то, какие добавки и какая градация песка используется.
Типы
Некоторые из наиболее распространенных типов литейного песка, используемых в литейных цехах:
- Зеленый песок
- натуральный
- Синтетика
- Закаленный маслом песок
- Основной песок
- Силикат натрия
- Обожженное связующее
Зеленый песок
В своей простейшей форме зеленый песок состоит из песка, воды и глины. Хороший выбор для профессионалов-любителей, для работы с зеленым песком требуется меньше оборудования. Почти все формы для литья в песчаные формы для отливок черных металлов относятся к типу сырых песчаных форм. Зеленый песок можно разделить на два основных типа – натуральный и синтетический.
Хороший выбор для профессионалов-любителей, для работы с зеленым песком требуется меньше оборудования. Почти все формы для литья в песчаные формы для отливок черных металлов относятся к типу сырых песчаных форм. Зеленый песок можно разделить на два основных типа – натуральный и синтетический.
Натуральный песок — это песок, полученный из земли. Характеристики природного песка могут различаться в зависимости от источника, из которого он был получен. Содержание глины будет около 11-30 %, и глина обычно представляет собой каолин.
В наши дни чаще используется синтетический песок. Синтетический песок означает чистый, градуированный песок требуемой зернистости, в который по желанию может быть добавлена глина. Этот тип песка позволяет пользователям более точно контролировать свойства песка.
Есть три основных типа глины, которые вы можете добавить в свой песок:
- Каолин или шамот
- Западный бентонит
- Южный бентонит
Эти различные глины имеют свои преимущества и недостатки. Бентониты обычно предпочтительнее других типов глины из-за их высокой связывающей способности. Это дает два преимущества —
Бентониты обычно предпочтительнее других типов глины из-за их высокой связывающей способности. Это дает два преимущества —
Это означает, что требуется меньше глины для придания желаемой прочности и, следовательно, песок будет более проницаемым. Другими словами, между песчинками будет больше открытых пространств, позволяющих газам выходить из формы. Поскольку в них меньше глины, требуется меньше воды, чтобы песок приобрел желаемую прочность. Это означает, что будет образовываться меньше газа, а так как песок более проницаем, он будет легче выходить.
Западный бентонит обеспечивает большую прочность в сухом/горячем состоянии, чем два других типа. Южный бентонит известен своей превосходной прочностью в сыром состоянии и большей проницаемостью, чем такое же количество западного, хотя и умеренной прочностью в сухом / горячем состоянии. По этой причине южный бентонит или их смесь предпочтительнее для литья алюминия.
Песок, закаленный в масле
Песок, закаленный в масле, имеет специальное связующее вместо упомянутых выше глин. Связующее вступает в реакцию с маслом, а не с водой, как предыдущие глины. Поскольку вода не участвует, при заливке металла не образуется пар. В связи с этим требуется меньшая вентиляция формы, и, следовательно, песок не должен быть таким проницаемым. Поскольку песок может быть менее проницаемым, можно использовать более мелкую сетку песка, что приведет к более тонкой отделке литой детали. Кроме того, поскольку вода не испаряется, песок дольше сохраняет свои свойства, даже если он не находится в герметичном контейнере.
Связующее вступает в реакцию с маслом, а не с водой, как предыдущие глины. Поскольку вода не участвует, при заливке металла не образуется пар. В связи с этим требуется меньшая вентиляция формы, и, следовательно, песок не должен быть таким проницаемым. Поскольку песок может быть менее проницаемым, можно использовать более мелкую сетку песка, что приведет к более тонкой отделке литой детали. Кроме того, поскольку вода не испаряется, песок дольше сохраняет свои свойства, даже если он не находится в герметичном контейнере.
Тем не менее, закаленный маслом песок имеет некоторые недостатки. Песок нужно размолоть, когда вы впервые делаете это. После первоначального измельчения вы можете обойтись аэратором/распушивателем до тех пор, пока вам не понадобится добавить еще связующего или масла, после чего его следует снова измельчить. Есть несколько людей, которые разработали свои собственные мюллеры, которые оказались достаточно хорошими. Пары масла могут воспламениться, если форму встряхнуть слишком рано. Это вряд ли произойдет, однако вы должны знать об этом.
Это вряд ли произойдет, однако вы должны знать об этом.
Так что, если вы работаете с низкотемпературными металлами и у вас есть способ измельчения песка, то многие предпочитают пески, закаленные нефтью. На рынке доступны различные торговые марки связующего из закаленного в масле песка.
Керновый песок
Среди различных видов вяжущих материалов, доступных для стержневого песка, профессиональные литейщики-любители чаще всего используют силикат натрия и обожженные стержни. Обожженный песок здесь относится к низкотехнологичным пескам, доступным среднему любителю. Преимуществом этого типа обожженных сердцевин является их низкая стоимость и доступность.
Силикат натрия – это жидкость, которую вы смешиваете с керновым песком, и для этого вам нужен чистый чистый песок. Когда песок упакован в стержневой ящик, стержень необходимо закалить. Ядро можно закалить, просто оставив его открытым на воздухе, где CO2 затвердеет. Время затвердевания сердцевины зависит от ее размера и сложности.