Сварочные инверторы – принцип работы, виды, выбор
История создания сварочных аппаратов прошла большой путь от сваривания с помощью аккумуляторов постоянного тока до инверторной сварки.
Принцип работы инверторных аппаратов
Выпрямительный блок конвертирует переменное сетевое напряжение в постоянное. Фильтром напряжение сглаживается. Далее напряжение реорганизуется в высокочастотное переменное однофазное, понижается с помощью трансформатора и выпрямляется. Затем напряжение сглаживается высокочастотным фильтром. В таком виде оно подаётся на дугу.
Инвертор – это преобразователь тока постоянного в переменное высокочастотное напряжение. Регулировка режима сварки может производиться тиристорным блоком. В сварочных инверторах могут использоваться амплитудное, частотное или широтное регулирование режима. Сварочные характеристики выпрямителей с инвертором значительно лучше, чем трансформаторных аппаратов, что обусловлено большим быстродействием устройства.
Так как устройство преобразует напряжение в высокочастотное, то понижающий трансформатор будет легче традиционного во много раз. Практически такое оборудование может быть легче традиционного в 15 раз! Правда, эти устройства дороже обычных, но они имеют малые размеры и массу, очень экономичны – их КПД доходит до 0,9.
Конечно, инверторы имеют довольно сложную конструкцию, что несколько снижает их наработку на отказ. При сварке появляется характерный повышенный шум от высокочастотного трансформатора и выходного фильтра. Стоит отметить, что приборы с частотой тока более 20 кГц решают эту проблему, так как такие частоты нашим ухом не воспринимаются.
В инверторных установках используются мощные транзисторы. Это наиболее «чувствительные» элементы прибора. Ранее их изготавливали на тиристорах. Тиристоры более надёжны, но требуют введения в схему дополнительных больших ёмкостей конденсаторов.
Типы оборудования
Все установки для сварки принято разделять на 3 категории:
- Бытовые недорогие установки (однофазные) – сила тока до 200 ампер, питаются от сети 220 В с частотой до 50 герц.
2. Полупрофессиональные (однофазные и трёхфазные) – величина тока 200-300 ампер, зачастую питаются от сети 380 В с частотой до 50 герц.
3. Профессиональная техника, то есть промышленные (трёхфазные) образцы – сварочный ток от 300 ампер, питание от сети 380 В.
Выбор аппарата зависит от конкретных нужд. Покупая простой сварочный инвертор для дачи и дома, важно обратить внимание на его питание. При подборе преобразователя для сварки необходимо правильно рассчитать ток, который вам будет необходим для работы. Если требуется сваривание толстого металла, то предпочтение должно быть отдано мощным трёхфазным агрегатам.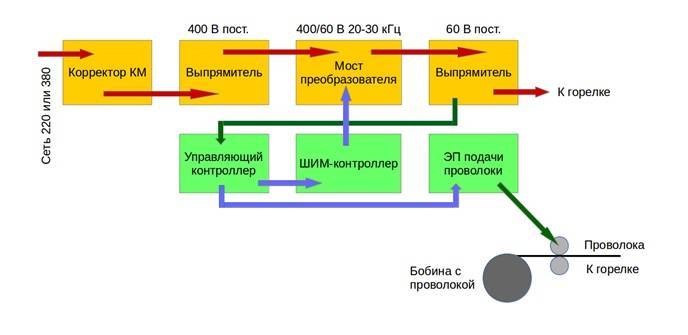
На сегодняшний день однофазные и трёхфазные инверторные приборы стали очень популярны среди непрофессионалов и профессионалов. Это объясняется приемлемой ценой таких сварочников, небольшими размерами, лёгкостью в настройке аппарата и его многофункциональностью. Тонкая настройка инвертора, а также микропроцессор дают возможность работать с металлами любой толщины.
Производители и выбор конкретной модели
На сегодняшний день предложение моделей самых различных производителей довольно широко. Диапазон цен не менее обширен – есть множество модификаций с довольно низкой ценой, доступной практически любому, однако, несмотря на это, они имеют достаточно хорошие технические характеристики. Такое оборудование может с успехом применяться в быту и ему вполне по силам практически любая работа по сварке и резке металла, которая может потребоваться в домашнем хозяйстве.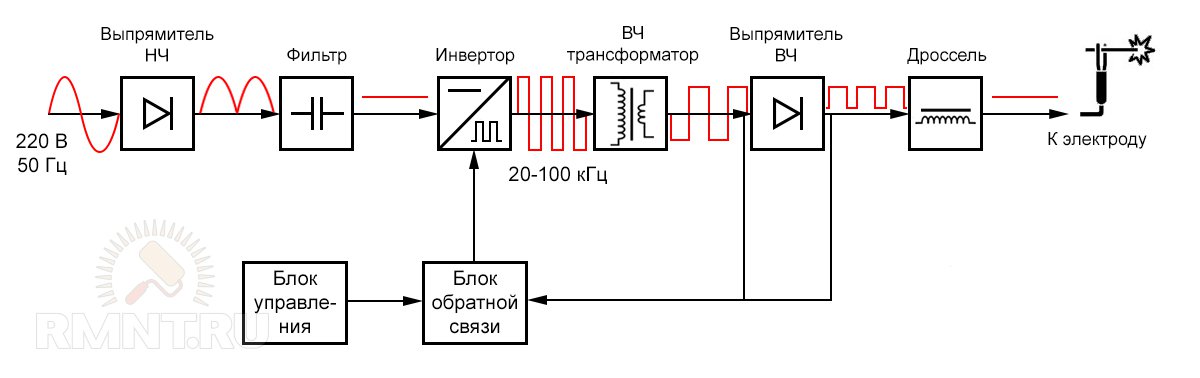
Многие устройства (и довольно качественные) собираются в Китае. Именно их низкая стоимость привела к общему снижению цен на эту технику. Отечественные компании также предлагают немалый ассортимент таких устройств. Кроме того, в продаже имеется множество моделей разных зарубежных фирм. Чтобы сориентироваться в этом многообразии и не разочароваться впоследствии при отборе «своего» образчика нужно изучить технические характеристики устройств. Наиболее важные параметры:
— сила тока;
— диапазон изменения тока;
— гарантия и возможность ремонта.
С последними двумя пунктами всё ясно. Параметры напряжения на выходе и диапазон их изменения определяют мощность сварочного инвертора и силу его сварочной дуги. Например, при силе тока в 200 ампер, можно резать металл с толщиной до 5 миллиметров. Здесь нужно исходить из своих потребностей – более мощная сварка, конечно, и стоит дороже.
При выборе фирмы производителя многие специалисты рекомендуют выбирать отечественные модели – это позволит избежать головной боли в случае необходимости гарантийного обслуживания и ремонта.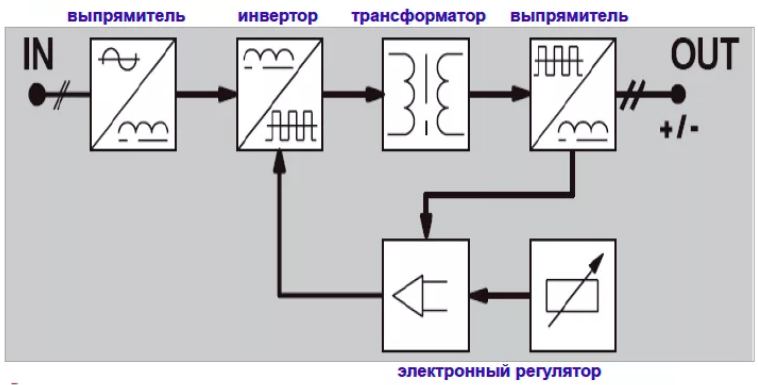
Принцип работы и виды сварочных инверторов
Сварочный инвертор является видом источника питания для сварочной дуги. Главный принцип работы сварочного источника – это поддержание легкого воспламенения самой сварочной дуги и ее стабильного и постоянного горения. Одним из более принципиальных характеристик сварки является ее устойчивость к любым колебаниям и помехам. Сварочный инвертор начал свою историю в ХХ веке, стабильно занимает лидирующие позиции в сварочном ремесле, и по сегодняшний день.
Сварочные инверторы пользуются большим спросом поэтому, что в отличие от обычных агрегатов и приборов для сварочных работ, которые должны иметь в своей комплектации трансформатор с частотой работы 50 Гц, инверторы имеют частотный преобразователь электрического тока.
К отличительным моментам инвертора сварочного:
— повышенная длительность и размер сварочных работ;
— обширный диапазон рабочего сварочного тока;
— комфортное подключение к генератору;
— разнообразие применяемых диаметров электродов.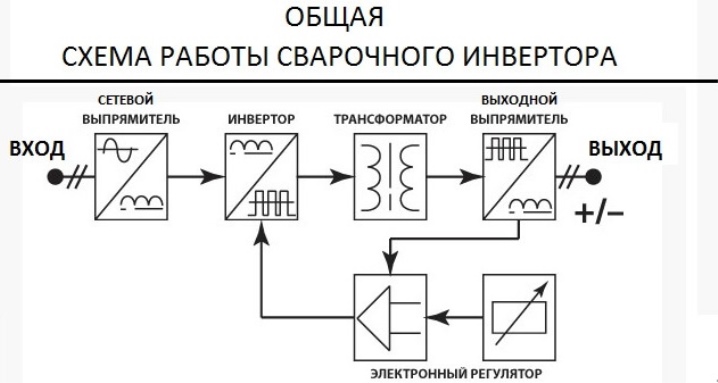
Инвертор сварочный достаточно компактен и имеет небольшой вес. Он применим, как для профессионального, так и для бытового применения. Многие модели имеют в своем оснащении высокую систему стабилизации, благодаря которой возможно вести сварку при достаточно заниженном и непостоянном напряжении питания. Функциональность устройств также находится на высоком уровне, вследствие хорошего свойства выполнения самой конструкции, агрегат имеет быстрое зажигание, и так же держит стабильность сварочной дуги. Отметим, что существует устройство термозащиты от вероятных перегрузок, которое традиционно приводят к перегреву. Модели имеют устойчивую работу, то есть они работают на протяжении огромного времени, не требуя перерывов на процесс охлаждения при высоких температурах (в особенности в жаркий период времени).
Под всякого покупателя и под его персональную задачу отыщется определенный тип технического агрегата, который обладает всеми особенностями для данной работы. Сварочный инвертор имеет большой спрос на рынке, так как благодаря этому техническому устройству ускоряются сварочные работы, сокращается время ремонтов, монтажа.
Также будет интересно прочитать про Гидравлику и гидропривод в технических устройствах.
Принцип работы сварочного инвертора
Сварка металла — процесс соединения металлических поверхностей применения большого давления или нагревания. Место соединения называют сварочный шов, который можно получить посредством электрической дуги, газопламенной горелки, лазерного луча, ультразвука и других воздействий.
При электродуговой сварке нагревание поверхностей происходит за счет электрической дуги. В зависимости от применяемого тока аппараты можно разделить на два типа: постоянного тока и переменного. Каждый имеет свои преимущества.
Сварочный инвертор появился на рынке сравнительно недавно. Первые аппараты были дорогие и не очень надежные. С развитием этого направления потребитель получил широкий выбор сварочных аппаратов такого типа.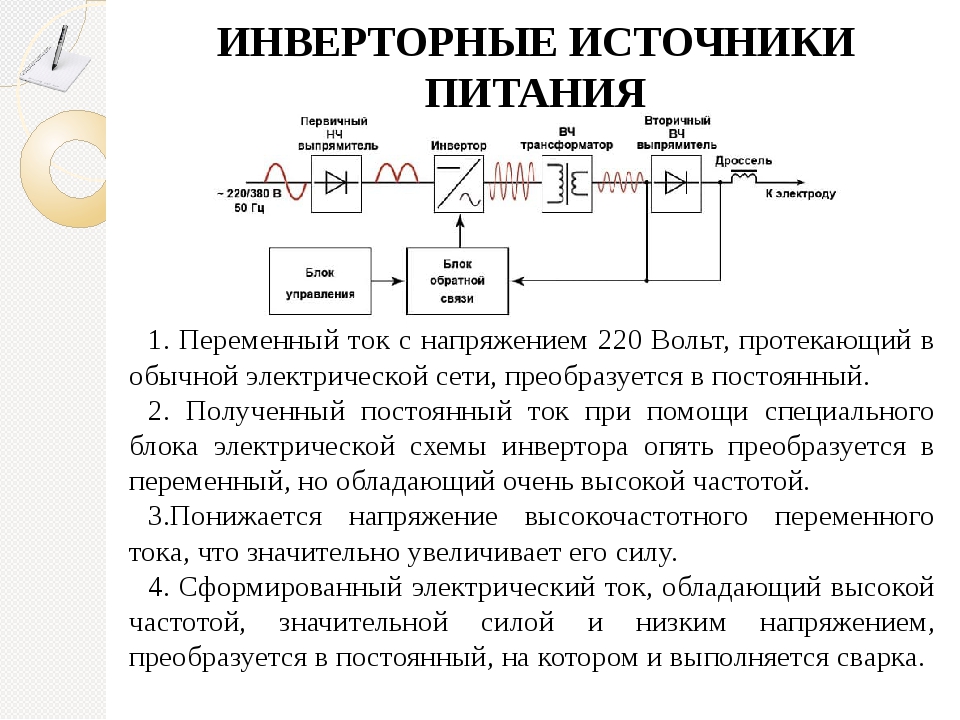
Блок-схема данного устройства включает в себя следующие элементы:
1. входной фильтр
2. входной выпрямитель
3. инвертор
4. трансформатор
5. выпрямитель на выходе
6. дроссель
7. держатель электрода, электрод
Принцип работы сварочный инвертора состоит в следующем: преобразование электрической энергии из существующих (220 В, 380 В) в нужные для сварки деталей.
Назначение блоков схемы.
Входное напряжение сети проходит через фильтр, предназначенный для исключения попадания электрических помех в сеть, а так же для сглаживания пульсаций при зажигании дуги.
Следующий элемент – выпрямитель. Из переменного напряжения получают постоянное.
Далее используется инвертор. Постоянное напряжение на его входе преобразуется в переменное.
Может возникнуть вопрос, а для чего переменное выпрямлять, а постоянное опять преобразовывать в переменное? Ответ прост – при помощи инвертора на выходе получают переменное напряжение высокой частоты. Разные производители используют разную частоту преобразования от 10 до 100 кГц.
Разные производители используют разную частоту преобразования от 10 до 100 кГц.
В формуле расчета габаритов трансформатора есть параметр – «рабочая частота». При увеличении частоты пропорционально уменьшается размер сердечника этого элемента и его габариты. Этим отличается принцип работы инверторной сварки от традиционной.
Далее идет трансформатор. Он служит для развязки первичной и вторичной электрических цепей, что необходимо для безопасности при выполнении сварки деталей, а так же для понижения выходного напряжения, которое требуется для зажигания дуги.
Выпрямитель выходного напряжения – служит для преобразования переменного 10 — 100 кГц в постоянное. Этот элемент схемы должен выдерживать необходимую величину, которая достигает 250 А и выпрямлять его на высоких частотах.
Дроссель на выходе выполняет функцию сглаживания бросков напряжения при зажигании и затухании дуги.
Использование инвертора.
Самым сложным элементом данного аппарата является инвертор. Описание работы сварочного инвертора: постоянное напряжение подается на вход устройства, где производится преобразование в переменный электрический ток высокой частоты. Кроме процесса преобразования этот элемент схемы выполняет функцию регулирования силы дуги посредством обратной связи. Это служит для исключения таких нежелательных эффектов, как залипание электрода, увеличение мощности в момент зажигания дуги, так как для запуска процесса нужено больше энергии, а в процессе сваривания он должен уменьшаться – все эти функции выполняет инвертор. Вопрос, как работает сварочный инвертор, уже не будет выглядеть таким сложным, как раньше.
Описание работы сварочного инвертора: постоянное напряжение подается на вход устройства, где производится преобразование в переменный электрический ток высокой частоты. Кроме процесса преобразования этот элемент схемы выполняет функцию регулирования силы дуги посредством обратной связи. Это служит для исключения таких нежелательных эффектов, как залипание электрода, увеличение мощности в момент зажигания дуги, так как для запуска процесса нужено больше энергии, а в процессе сваривания он должен уменьшаться – все эти функции выполняет инвертор. Вопрос, как работает сварочный инвертор, уже не будет выглядеть таким сложным, как раньше.
Достоинства и недостатки.
Самым главным достоинством этого устройства отмечают малые габариты и вес конструкции, по сравнению с традиционными аппаратами. Функция автоматического регулирования количества энергии, которая необходима для неопытных сварщиков. Снижение помех в процессе эксплуатации. Высокий КПД, достигающий 90% и более.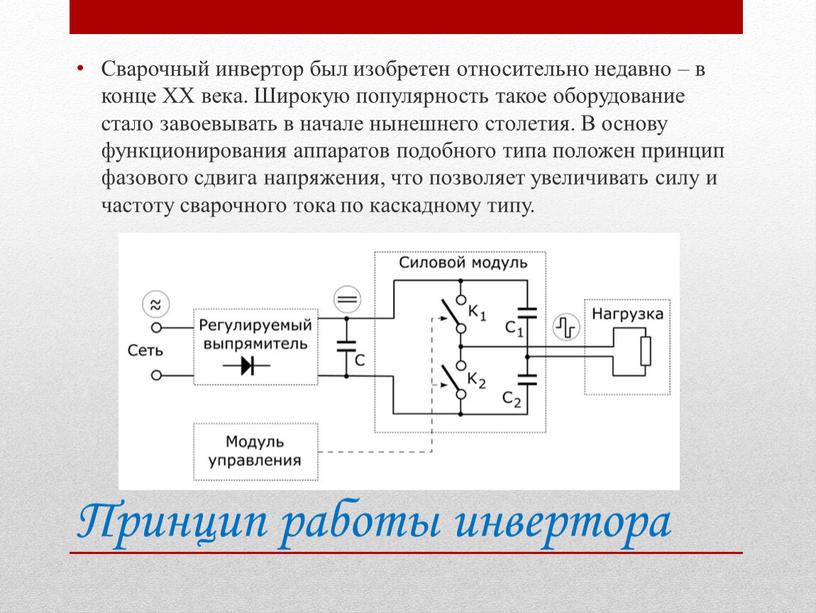 Надежность устройства при использовании электродов разного диаметра от 1,6 до 4 мм.
Надежность устройства при использовании электродов разного диаметра от 1,6 до 4 мм.
Недостатком изделия отмечают сложность изготовленных систем управления, которые можно использовать в узком диапазоне температур. В случае отказа оборудования, ремонт обходится дорого.
Как выбрать модель.
Для начинающих сварщиков подойдет модель, которая служит для электродуговой сварки ручного типа. Перед сварки требуется ознакомиться с принципами сваривания деталей. Встроенная автоматика поможет приобрести навыки соединения компонентов без ущерба для качества шва. Выбирая модель нужно внимательно изучить параметры оборудования и выбрать подходяще по мощности, силе тока вторичной цепи, диаметром электрода, которым можно пользоваться в данном аппарате. Немаловажную роль играют и указанные выше функции.
Рассмотренный пример: как работает инверторная сварка, поможет в приобретении и эксплуатации аппарата для домашнего использования.
Перед началом необходимо приобрести сопутствующее оснащение сварщика во избежание травмирования глаз, органов дыхания, получения ожогов. В каждом купленном в магазине комплекте оборудования есть инструкция по правилам техники безопасности при выполнении сварки. Их надо изучить и придерживаться. Во избежание выхода из строя электропроводки проверить соответствие существующих параметров тем, которые рекомендует производитель.
В каждом купленном в магазине комплекте оборудования есть инструкция по правилам техники безопасности при выполнении сварки. Их надо изучить и придерживаться. Во избежание выхода из строя электропроводки проверить соответствие существующих параметров тем, которые рекомендует производитель.
Принцип инверторной сварки: описание, схема и устройство
Традиционные сварочные аппараты с неизменными трансформаторами огромных размеров постепенно уходят в прошлое. Вместо них теперь появились компактные сварочные инверторы. Они просты в использовании, даже новички могут их использовать. Для того чтобы узнать, что это за устройство, необходимо рассмотреть устройство и работу сварочного инвертора.
О конструкции
Устройство отличается от традиционных и более привычных каждому сварщику трансформаторов.
В инверторе процессы преобразования рабочего тока происходят по-другому. Эти процессы протекают поэтапно с помощью небольшого трансформатора, размер которого чуть больше пачки сигарет. Еще одно отличие – электронная система управления. Это облегчает сварку. Благодаря электронной системе формируются качественные швы. Вот как работает инверторный сварочный аппарат. Отзывы об этом оборудовании в основном положительные. Многие используют его из-за компактности и качества шва.
Еще одно отличие – электронная система управления. Это облегчает сварку. Благодаря электронной системе формируются качественные швы. Вот как работает инверторный сварочный аппарат. Отзывы об этом оборудовании в основном положительные. Многие используют его из-за компактности и качества шва.Общий принцип работы
Первоначально входные токи с напряжением 220 вольт переменной частоты протекают через выпрямитель и затем преобразуются в постоянные. Кроме того, ток сглаживается с помощью фильтра. Часто используется как традиционная схема на основе электролитических конденсаторов. Далее постоянное напряжение и ток проходят через полупроводниковый модулятор, где снова преобразуются в переменное, но с более высокими частотами. В разных моделях этот показатель отличается, но не превышает 100 кГц.Затем ток снова выпрямляется, а напряжение снижается до значения, необходимого для сварки металлов. Принцип инверторной сварки основан на высокочастотных преобразователях. Наличие этих узлов позволяет использовать небольшие трансформаторы, за счет чего значительно уменьшилась масса агрегата. Например, чтобы сделать инверторный сварочный аппарат способным отдавать ток силой 160 ампер, трансформатор должен весить не более 250 грамм. Чтобы добиться того же результата с помощью традиционного аппарата, трансформатор должен иметь минимальную массу 18 кг.Это очень неудобно.
Например, чтобы сделать инверторный сварочный аппарат способным отдавать ток силой 160 ампер, трансформатор должен весить не более 250 грамм. Чтобы добиться того же результата с помощью традиционного аппарата, трансформатор должен иметь минимальную массу 18 кг.Это очень неудобно.
Блок управления является основным преимуществом инверторных сварочных аппаратов
Очень важную роль в работе данного оборудования играет электроника. Благодаря ему обеспечивается обратная связь. Это помогает полностью контролировать электрическую дугу, при необходимости регулировать или поддерживать ее параметры на нужном уровне.
Малейшее отклонение характеристик дуги мгновенно считывается микропроцессором. Такой принцип работы инверторного сварочного аппарата и наличие электронного блока управления гарантируют получение электрической дуги с максимально стабильными характеристиками.Это в итоге повышает качество сварочных работ.Схема принципиальная
В выпрямителе переменный ток частотой 50 Гц и напряжением 220 вольт проходит через мощный диодный мост. Пульсации тока с переменной частотой сглаживаются наличием в цепи электролитических конденсаторов. В процессе эксплуатации диодный мост подвержен перегреву, поэтому на диоды устанавливаются радиаторы. Кроме того, инвертор оснащен тепловым предохранителем. Работает, если диоды нагреты до 90 градусов.Термопредохранитель надежно защищает диоды. Возле диодного моста можно увидеть достаточно большие конденсаторы. Их емкость может составлять от 140 до 800 мкФ. Также в схеме обязательно присутствуют фильтры, не допускающие никаких помех при работе. Мы рассмотрели принцип сварки сварочного инвертора.
Пульсации тока с переменной частотой сглаживаются наличием в цепи электролитических конденсаторов. В процессе эксплуатации диодный мост подвержен перегреву, поэтому на диоды устанавливаются радиаторы. Кроме того, инвертор оснащен тепловым предохранителем. Работает, если диоды нагреты до 90 градусов.Термопредохранитель надежно защищает диоды. Возле диодного моста можно увидеть достаточно большие конденсаторы. Их емкость может составлять от 140 до 800 мкФ. Также в схеме обязательно присутствуют фильтры, не допускающие никаких помех при работе. Мы рассмотрели принцип сварки сварочного инвертора.
Инвертор: что это такое
Сам инвертор построен на двухмосфете. Это мощные транзисторы.Они обладают очень горячим свойством, поэтому оснащены радиатором. Такие полупроводниковые элементы решают проблему коммутации токов, проходящих через импульсный трансформатор. Рабочие частоты здесь могут превышать несколько тысяч кГц. В результате генерируется ток высокой переменной частоты. Транзисторы должны быть устойчивы к перепадам напряжения. Производители оснащают устройства специальными защитными схемами. Часто их собирают по схеме на резисторах и конденсаторах. Далее в корпус идет вторичная обмотка на понижающем трансформаторе.Имеет небольшие напряжения — до 70 вольт. А вот ток может быть 130-140 Ампер.
В результате генерируется ток высокой переменной частоты. Транзисторы должны быть устойчивы к перепадам напряжения. Производители оснащают устройства специальными защитными схемами. Часто их собирают по схеме на резисторах и конденсаторах. Далее в корпус идет вторичная обмотка на понижающем трансформаторе.Имеет небольшие напряжения — до 70 вольт. А вот ток может быть 130-140 Ампер.
Выходной выпрямитель
Чтобы на выходе формировался постоянный ток и напряжение, используйте надежные выходные выпрямители. Эта схема собрана на основе двойных диодов, которые имеют общий катод. Эти элементы отличаются высокой скоростью работы, они моментально открываются и быстро закрываются. Время реакции таких диодов составляет около 50 наносекунд. Эта скорость очень важна.
Диоды должны работать с токами высоких частот, обычные полупроводниковые элементы с такой задачей не справятся.Им просто не хватало скорости при переключении. В случае ремонта, даже зная устройство сварочного инвертора, принцип работы, эти диоды рекомендуется менять на элементы с такими же характеристиками.
Устройство и работа электронной системы
Получает питание от стабилизаторов напряжения, рассчитанного на 15 вольт. Эти элементы устанавливаются на радиаторы. Напряжение питания для платы поступает от основного выпрямителя. При подаче напряжения сначала заряжаются конденсаторы.Напряжение в этот момент нарастает. Для защиты диодной сборки используется ограничительная цепь с мощным резистором. Когда конденсаторы полностью зарядятся, сварочный аппарат начнет свою работу. Контакты реле замыкаются, и резистор больше в процессе участвовать не будет.
Дополнительные узлы и системы
Устройство и принцип работы сварочного инвертора предполагают наличие других систем и узлов, обеспечивающих столь высокую производительность аппарата.Так, можно выделить систему управления, а также драйверы. Основным элементом здесь является микросхема ШИМ-контроллера. Он обеспечивает управление эффектом мощных транзисторов. Также в устройстве имеются различные схемы управления, а также регулировочные цепи. При этом основным элементом является трансформатор. Он нужен для контроля мощности и других характеристик тока после выходного трансформатора.
При этом основным элементом является трансформатор. Он нужен для контроля мощности и других характеристик тока после выходного трансформатора.
СВАРОЧНЫЕ АППАРАТЫ ДЛЯ ВИГ СВАРКИ
Сварка металлов в среде инертного газа является одним из самых популярных на сегодняшний день способов ручной сварки. Работа с применением аргона обеспечивает высокое качество швов за счет полной изоляции ванны.При этом можно работать с любыми металлами, даже с алюминием, магнием, титаном и их сплавами. Принцип работы сварочного инвертора с аргоном ничем не отличается от обычного инвертора. Основное отличие состоит в том, что в процессе используется не только источник сварочного тока, но и специальная горелка. Сварка TIG предполагает постоянный нагрев рабочей зоны с помощью электрической дуги, которая создается с помощью тугоплавкого вольфрамового электрода. Многим интересно узнать, как работает инверторный сварочный аппарат такого типа.Давайте разберемся.
Сварка TIG предполагает постоянный нагрев рабочей зоны с помощью электрической дуги, которая создается с помощью тугоплавкого вольфрамового электрода. Многим интересно узнать, как работает инверторный сварочный аппарат такого типа.Давайте разберемся.
Конструкция аппарата для сварки ВИГ
Устройство для аргонно-дуговой сварки представляет собой источник тока и специальную горелку.
Первый нужен для генерации электрической дуги, а также поддержания ее значения в нормальных параметрах. Огромное количество металлов и сплавов, с которыми можно работать таким образом, подразумевает множество корректировок. Сегодня для этой цели используются полупроводниковые инверторные блоки. Это сварочный инвертор TIG. Принцип работы не отличается от обычного инвертора, но выход у такого устройства комбинированный.Постоянный ток применяют для работы с нержавеющими сталями, медными сплавами. Переменная также подходит для магния, алюминия и других подобных сплавов. Режим работы, когда подают прерывистые токи, используется для сварки тонких деталей.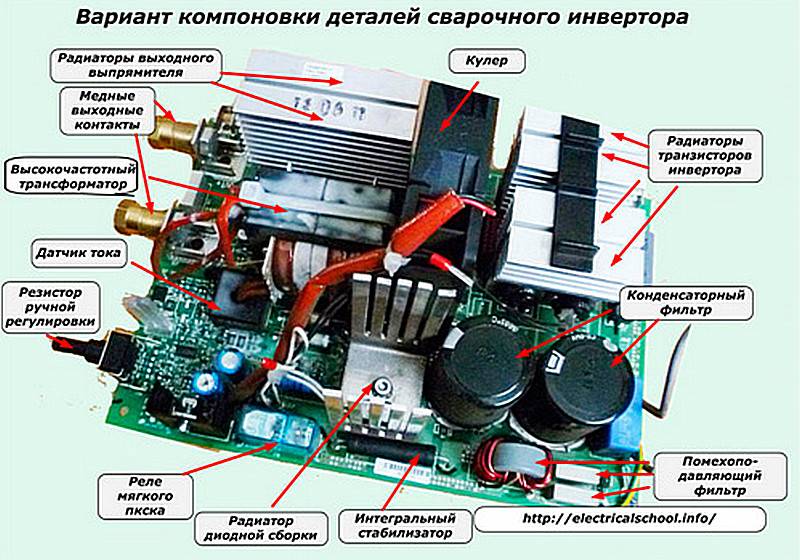 Также в конструкции присутствует горелка. Что это такое? Это специальное устройство, в котором устанавливают вольфрамовый электрод. Он имеет сопло, через которое подается аргон. В отличие от традиционных сварочных полуавтоматов, подача газа в сварочной горелке TIG начинается до того, как зажжется дуга.Это позволяет избежать выгорания металлов.
Также в конструкции присутствует горелка. Что это такое? Это специальное устройство, в котором устанавливают вольфрамовый электрод. Он имеет сопло, через которое подается аргон. В отличие от традиционных сварочных полуавтоматов, подача газа в сварочной горелке TIG начинается до того, как зажжется дуга.Это позволяет избежать выгорания металлов.Заключение
Доступная стоимость такого оборудования позволяет всерьез задуматься о приобретении такого агрегата для домашнего хозяйства. Если научиться уверенно пользоваться таким устройством, можно даже заработать. Сегодня аргонная сварка пользуется большим спросом. Вы можете купить недорого отечественный сварочный инвертор ТИГ-180 с. Принцип работы данного аппарата позволяет использовать его в ручном режиме сварки. Это универсальное решение. Стоимость его от 13 до 15 тысяч рублей.Самые дешевые китайские модели можно приобрести по цене от 6 тысяч рублей. Профессиональные устройства стоят около 50 тысяч рублей.
р>>Принцип работы инверторной сварочной машины_livingguide_新浪博客
Я надеюсь, что приведенное выше описание поможет вам решить некоторые сложные
проблема. Во-первых, инверторный сварочный аппарат
Во-первых, инверторный сварочный аппарат
1, теория инверторного сварочного аппарата
Инвертор и выпрямитель — два противоположных понятия, выпрямление представляет собой процесс преобразования переменного тока в постоянный, а инвертор должен изменение процесса постоянного тока на переменный, использование инверторной технологии, инвертор сварочный аппарат источник сварочного тока называется.Процесс инверсии требует мощных электронных коммутационных устройств, использования биполярный транзистор с изолированным затвором IGBT в качестве коммутационного устройства IGBT инверторный сварочный аппарат инверторный сварочный аппарат, чтобы стать.
2, рабочий процесс сварочного инвертора
Выпрямитель трехфазный или однофазный частотно-переменный
ток, полученный путем фильтрации относительно гладкого постоянного тока с помощью IGBT
схема инвертора, состоящая из десятков постоянных токов в
переменного тока КГц, главный понижающий трансформатор, а затем
фильтруется выпрямителем для получения плавной сварки на выходе постоянного тока
Текущий. Поскольку частота инвертора высока, поперечное сечение
площадь сердечника основного трансформатора и витков катушки значительно уменьшена,
следовательно, фильтрация масла
может сэкономить в значительной степени металлический материал, чтобы уменьшить
габариты и вес, значительно снижая энергопотребление, больше
Важно отметить, что инверторный сварочный аппарат к моменту
микросекунды для регулировки выходного тока, так что вы можете достичь
идеальный процесс управления процессом сварки, необходимый для получения
удовлетворительные результаты сварки. Хотя цепь замкнута, может
быть именно потому, что он делает цепь замкнутой и закрытой
ток цепи везде одинаков; но сопротивление, но
не везде одинаково, особенно в нефиксированном контакте
сопротивление на максимуме, сопротивление при физическом контакте
сопротивление в звонке.По тепловому действию тока
закон (также известный как закон Джоуля), Q = я могу видеть правую сторону, текущий
равны, тем выше теплостойкость более крупных деталей,
сварочные электроды при сварке металлических контактов были
получаемое на контактном теле максимальное контактное сопротивление, в результате чего
в этой области естественно разогревается, нижний электрод представляет собой сплав
точка плавления, естественная легкость плавления, плавление
сердечник электрода из сплава слипается после сварки объектов
после охлаждения клей в одном из объектов сварки.
Поскольку частота инвертора высока, поперечное сечение
площадь сердечника основного трансформатора и витков катушки значительно уменьшена,
следовательно, фильтрация масла
может сэкономить в значительной степени металлический материал, чтобы уменьшить
габариты и вес, значительно снижая энергопотребление, больше
Важно отметить, что инверторный сварочный аппарат к моменту
микросекунды для регулировки выходного тока, так что вы можете достичь
идеальный процесс управления процессом сварки, необходимый для получения
удовлетворительные результаты сварки. Хотя цепь замкнута, может
быть именно потому, что он делает цепь замкнутой и закрытой
ток цепи везде одинаков; но сопротивление, но
не везде одинаково, особенно в нефиксированном контакте
сопротивление на максимуме, сопротивление при физическом контакте
сопротивление в звонке.По тепловому действию тока
закон (также известный как закон Джоуля), Q = я могу видеть правую сторону, текущий
равны, тем выше теплостойкость более крупных деталей,
сварочные электроды при сварке металлических контактов были
получаемое на контактном теле максимальное контактное сопротивление, в результате чего
в этой области естественно разогревается, нижний электрод представляет собой сплав
точка плавления, естественная легкость плавления, плавление
сердечник электрода из сплава слипается после сварки объектов
после охлаждения клей в одном из объектов сварки. В виде
инверторный сварочный аппарат представляет собой типичный импульсный источник питания
(выходные характеристики имеют большую особенность), выходная мощность,
меняется рабочая среда, поэтому чем лучше качество
необходимые компоненты, чтобы обеспечить стабильную работу, долгий срок службы.
В виде
инверторный сварочный аппарат представляет собой типичный импульсный источник питания
(выходные характеристики имеют большую особенность), выходная мощность,
меняется рабочая среда, поэтому чем лучше качество
необходимые компоненты, чтобы обеспечить стабильную работу, долгий срок службы.
Второй инвертор
1, характеристики инвертора
Дорога
характеристики машины для маркировки инвертора дуговой сварки
рабочая частота высока, что дает много преимуществ. Это
потому что трансформатор, как исходная обмотка, так и вторичная
обмотка, электрический потенциал E и ток частоты f,
плотность магнитного потока B, площадь поперечного сечения сердечника обмотки S
и W имеют следующее соотношение между числом витков:
Е = 4.44fBSW напряжение на конце обмотки U примерно равно E,
то есть: U ≈ E = 4,44fBSW, когда определены U, B, если увеличение
f, то уменьшается S, уменьшается W, следовательно, вес трансформатора
и громкость можно сильно уменьшить. Это может сделать весь вес
и объем значительно уменьшился. Не только это, но и
потому что частота увеличивается, и другие факторы принесли много
преимущества по сравнению с обычным источником питания для дуговой сварки, и
его основные особенности заключаются в следующем: 1 небольшой размер, легкий вес, экономия
Материал, портативный, легко перемещается.(2) энергоэффективность,
эффективность может достигать от 80% до 90% экономии энергии по сравнению с
традиционная сварка 1/3 и более. 3 динамические характеристики
хорошая, легкая дуга, стабильность дуги, внешний вид сварного шва, небольшой всплеск. 4 есть
подходит для комбинации с роботом, состоящим из автоматических
сварочные производственные комплексы. 5 может быть машиной для завершения
различные способы сварки и резки. Так как инвертор имеет
целый ряд преимуществ, поэтому с конца 1970-х гг.
появление быстрого развития, в Соединенных Штатах, Японии и других
в промышленно развитых странах область применения достаточно широка.элементы пневмоинструмента используются с SCR
(тиристор), GTR (транзистор), MOSFET (FET) и IGBT (как GTR, так и
Преимущества MOSFET электронного компонента).
Не только это, но и
потому что частота увеличивается, и другие факторы принесли много
преимущества по сравнению с обычным источником питания для дуговой сварки, и
его основные особенности заключаются в следующем: 1 небольшой размер, легкий вес, экономия
Материал, портативный, легко перемещается.(2) энергоэффективность,
эффективность может достигать от 80% до 90% экономии энергии по сравнению с
традиционная сварка 1/3 и более. 3 динамические характеристики
хорошая, легкая дуга, стабильность дуги, внешний вид сварного шва, небольшой всплеск. 4 есть
подходит для комбинации с роботом, состоящим из автоматических
сварочные производственные комплексы. 5 может быть машиной для завершения
различные способы сварки и резки. Так как инвертор имеет
целый ряд преимуществ, поэтому с конца 1970-х гг.
появление быстрого развития, в Соединенных Штатах, Японии и других
в промышленно развитых странах область применения достаточно широка.элементы пневмоинструмента используются с SCR
(тиристор), GTR (транзистор), MOSFET (FET) и IGBT (как GTR, так и
Преимущества MOSFET электронного компонента). БТИЗ заменил
несколько других компонентов переключателя потенциала, инвертор IGBT
сварочный аппарат – это крупнейшее достижение в области сварки
технологии, развитие новой тенденции.
БТИЗ заменил
несколько других компонентов переключателя потенциала, инвертор IGBT
сварочный аппарат – это крупнейшее достижение в области сварки
технологии, развитие новой тенденции.
Сварочная головка сварная, энергетическое оборудование, выходная энергия сварки
в тепло и продолжают подавать сварочные материалы, пока их головка
двигаться вперед для достижения сварного шва.Ручная дуговая сварка металлическим электродом с
сварочный зажим, со сваркой плавления, должен быть отправлен вниз
сохранить ручную сварку и двигаться вперед, чтобы сформировать сварной шов.
Автоматическое литье
машина с автоматической подачей проволоки и
возможность возглавить первые туристические агентства, чтобы двигаться вперед.
Обычно используется автомобильная и подвесная головка два. Точечная сварка сопротивлением и
проекционные сварочные электроды и сварочная головка — это агентства давления
оказывать давление на заготовку и мощность. Шов сварки другой
трансмиссия, обеспечивающая движение заготовки.Заднице нужна статика
зажимы и приспособления для динамического зажимного механизма, а также
учреждения передвигают светильники и расстраиваются.
加载中,请稍候……
Принципы работы дуговой сварки
Сегодня я расскажу о принципах работы электродуговой сварки. ранее. Некоторые статьи были опубликованы по процессу дуговой сварки. проверьте ниже:
Принципы работы дуговой сварки
Электродуговая сварка должна быть настроена и подготовлена, прежде чем вы узнаете, как она работает.Сварщик должен быть хорошо одет, а оборудование должно быть расставлено. Два кабеля идут от источника переменного или постоянного тока, один из них крепится к электрододержателю. Другой кабель служит заземлением, по которому ток передается обратно на сварочный аппарат. Тип сварки определяет типы электродов: плавящиеся или неплавящиеся. Регулировка подачи питания на дугу будет определяться толщиной металла корпуса. Дуга от источника питания переменного или постоянного тока создает сильный нагрев около 6500 градусов по Фаренгейту, расплавляя металлы между точками их соединения.Помните, что заземляющий кабель размещается в любой части основного металла, но таким образом, что он касается обоих металлов. Электрод, по которому течет ток, сначала искрит основной металл, прежде чем он будет помещен вплотную к заготовке. Это делается на близком расстоянии для создания дуги. В этот момент дуга производит сильное тепло, которое плавит изделие под дугой и образует сварочную ванну. В некоторых случаях, когда требуется большая прочность соединения или необходимо заполнить заготовку, может потребоваться наполнитель. При необходимости его добавляют в сварочную ванну.
Электрод, по которому течет ток, сначала искрит основной металл, прежде чем он будет помещен вплотную к заготовке. Это делается на близком расстоянии для создания дуги. В этот момент дуга производит сильное тепло, которое плавит изделие под дугой и образует сварочную ванну. В некоторых случаях, когда требуется большая прочность соединения или необходимо заполнить заготовку, может потребоваться наполнитель. При необходимости его добавляют в сварочную ванну.
Металл химически реагирует с кислородом и азотом в воздухе при воздействии дугового тепла высокой температуры. Он производит защитный защитный газ или шлак, помогая свести к минимуму контакт расплавленного металла с воздухом. Сварной шов образуется при охлаждении, образуя металлургическую связь.
Также проверьте:
Посмотрите видео о том, как работает дуговая сварка:
Вот и все для этой статьи, принципы работы дуговой сварки. Надеюсь, вам понравится это читать. Не торопитесь задавать вопросы, делиться и комментировать. Спасибо за чтение!
Спасибо за чтение!
Что такое дуговая сварка металлическим электродом в среде защитного газа? Полное объяснение
ОпределениеДуговая сварка металлическим электродом в среде защитного газа (SMAW) представляет собой тип дуговой сварки, при котором электрод, покрывающий флюс, используется для соединения двух металлических частей вместе. В нем используется расходуемый электрод с флюсовым покрытием, который выделяет защитный газ для защиты области сварки от атмосферных загрязнений, а также выделяет шлак, который оседает на верхней части сварного шва из расплавленного металла и защищает его.После сварки шлак удаляют отбойным молотком и проволочной щеткой.
- Так как в этом процессе сварки используется защитный газ для защиты сварочной ванны от атмосферного загрязнения, поэтому она называется дуговой сваркой в среде защитного металла.
- Это ручная дуговая сварка, т.е. выполняется руками.
- Другое название этой сварки: Ручная дуговая сварка металлическим электродом (MMAW или MMA) , Дуговая сварка в среде флюса , Сварка стержнем.


В 1888 году Николай Славянов изобрел плавящийся металлический электрод для сварки.После этого в 1900 году Артур Перси Строменгер и Оскар Кьельберг дали первый электрод с покрытием. Это эпоха развития наиболее широко используемой сварки, известной как дуговая сварка защищенным металлом.
Принцип работы SMAWРаботает по принципу тепла, выделяемого электрической дугой. Тепло, выделяемое расходуемым электродом с флюсовым покрытием, используется для плавления основного металла и сплавления их вместе для образования прочного сварного соединения. В нем используется электрод с флюсовым покрытием, который плавится и действует как наполнитель.Он также выделяет защитный газ и шлак для защиты зоны сварки от атмосферных загрязнений.
Основные запчасти экранированные металлические дуговые сварки09
0
источник питания
. Процесс SMAW, обеспечивающий постоянный (неизменный) ток во время сварки даже при изменении длины дуги и напряжения.
Процесс SMAW, обеспечивающий постоянный (неизменный) ток во время сварки даже при изменении длины дуги и напряжения.
Электрод
Расходуемые типы электродов с флюсовым покрытием используются в SMAW. В процессе сварки электрод выделяет пары, известные как защитный газ, и шлак. Защитный газ защищает зону сварки от атмосферных загрязнений и шлака, отложившегося на расплавленном металле, предотвращает его контакт с атмосферным газом и предохраняет от окисления (загрязнения).
Выбор электрода для SMAW зависит от различных факторов
1. Материал сварного шва
2.Положение сварки
3. Требуемые свойства сварного шва
Держатель электрода
Используется для удержания электрода в желаемом положении при сварке.
Сварочные кабели или провода
Это кабели, используемые для соединения электрода и заготовки с источником сварочного тока. Их еще называют лидами.
Зажим заземления
Он крепится к заготовке, а другой конец подключается к клемме источника сварочного тока через сварочные кабели. Он замыкает цепь, и начинается ток.
Он замыкает цепь, и начинается ток.
Читайте также:
Другое защитное оборудование, которое является обязательным при дуговой сварке в среде защитного металла, это
Сварочные маски
Это одно из наиболее важных средств для каждого типа сварки. Защищает голову, лицо и шею от искр и излучения, возникающих при сварке. Если кто-то начинает процесс сварки без шлема, его кожа или глаза быстро повреждаются мощным излучением (ультрафиолетовым и инфракрасным), создаваемым дугой.
Маска или респиратор
В процессе сварки вредные газы и мелкие частицы металла смешиваются с воздухом и при непосредственном вдыхании сварщиком обязательно повреждают легкие. Чтобы защитить от него легкие, мы используем респираторы, которые легко помещаются внутри наших сварочных масок.
Фартук или куртка
Кожаные куртки используются сварщиками на протяжении десятилетий. Он обеспечивает большую защиту от тепла и искр, образующихся во время процесса. Кожаные куртки обладают отличной огнестойкостью и долговечностью в легких и тяжелых сварочных процессах.
Кожаные куртки обладают отличной огнестойкостью и долговечностью в легких и тяжелых сварочных процессах.
Фартук также используется под куртками, которые обеспечивают дополнительную защиту от жары.
Сварочные перчатки
Кожаные сварочные перчатки используются для защиты рук от тепла и искр при сварке. Если сварка выполняется без соответствующих перчаток, то тепло, искра или расплавленный металл могут сильнее повредить руки сварщика. Поэтому сварщику рекомендуется надевать кожаные перчатки перед началом сварки.
Обувь или ботинки
Кожа Сварочная обувь используется для защиты от тепла, искр или тяжелых инструментов во время процесса сварки.Он также защищает вас от открытых проводов в случае, если вы наступите на него ногами и можете получить сильный удар электрическим током.
Работа дуговой сварки защищенным металлом Во-первых, питание включено. Теперь электрододержатель подносят к зазору между двумя соединяемыми металлическими деталями. Теперь кончик электрода осторожно прикасается к основному металлу, а затем раздвигается. Это создает дугу, а затем поддерживается небольшой зазор между электродом и заготовкой, что приводит к непрерывной дуге.
Теперь кончик электрода осторожно прикасается к основному металлу, а затем раздвигается. Это создает дугу, а затем поддерживается небольшой зазор между электродом и заготовкой, что приводит к непрерывной дуге.
Теперь тепло дуги расплавляет металл двух частей, заполняет зазор и образует расплавленную сварочную ванну. Электрод перемещается зигзагообразно во время процесса. Так как здесь используется плавящийся электрод, то он плавится и дает защитный газ и шлак. Защитный газ защищает расплавленную сварочную ванну от атмосферного загрязнения, а шлак также покрывает расплавленный металл и защищает его от загрязнения атмосферными газами.
Когда расплавленный шов остывает, он образует прочное соединение.После этого шлак, образовавшийся в верхней части сварного шва, удаляется отбойным молотком.
Наконец, у нас есть прочное сварное соединение, полученное методом SMAW.
Посмотрите видео Для лучшего понимания процесса сварки SMAW
Меры предосторожности при сварке SMAW
, куртки, фартук, обувь должны быть надеты сварщиком.Это в большей степени обеспечивает безопасность жизни сварщика в случае каких-либо несчастных случаев или несчастных случаев.
Преимущества- Это простой процесс сварки, и его можно легко выполнить без специальной подготовки.
- Может использоваться для сварки в любом положении.
Благодаря своей простоте, это самый популярный метод сварки в мире.
- Наиболее широко используется в сфере технического обслуживания и ремонта.
- В промышленном производстве используется для создания металлических конструкций.
- Используется для изготовления стальных конструкций для строительных работ.
- Чаще всего используется для сварки углеродистой стали, нержавеющей стали, низколегированных и высоколегированных сталей, ковкого чугуна и чугуна. Его также можно использовать для сварки никеля, меди и их сплавов. В некоторых редких случаях он также может сваривать алюминий.

В этой статье вы узнали о том, что такое процесс дуговой сварки в среде защитного металла (SMAW), его основных частях, принципе работы, преимуществах и применении с помощью видеоурока.Если вы нашли эту информацию полезной и ценной, не забудьте поставить лайк и поделиться ею.
(PDF) Проектирование и исследование мощности инвертора GMAW на основе DSCCS
Procedia Engineering 15 (2011) 1098 – 1102
1877-7058 © 2011 Опубликовано Elsevier Ltd. .203
Доступно на сайте www.sciencedirect.com
Доступно на сайте www.sciencedirect.com
Procedia Engineering 00 (2011) 000–000
Procedia
Engineering
www.Elsevier.com/locate/procedia
Дополнительно в управлении инжинорист и информационные науки
Дизайн и изучение электроэнергии GMAW на основе DSCCS
Chuntian Li
A
, Changhua du
A
, Huibin XU
a
, Yi Luo
a,
a*
a
Колледж материаловедения и инженерии Чунцинского технологического университета,
No. 69 HongGuang Road, Ba’nan District, Chongqing, and, 400054 П.R. China
69 HongGuang Road, Ba’nan District, Chongqing, and, 400054 П.R. China
Abstract
Основанная на эффективной и динамической адаптируемости процесса сварки GMAW (дуговая сварка металлическим газом), основная цепь
питания GMAW, которая подключена к инвертору промежуточной частоты и полномостовому IGBT единиц,
удачно разработан в статье, и использовать методы управления PCF (параллельная и составная обратная связь),
методы сумматора для исчисления и соотношения, а также теорию преобразования Лапласа, модели соответствующих математических
функция между динамическими сигналами построена точно.При дальнейшем рассмотрении DSCCS (система управления замкнутым контуром цифрового сигнала —
) найдена на основе блока DSP и PCF. С помощью корреляционного теста сварки
проанализировали теорию управления и механизм формы волны сварочного тока от DSCCS. Его технологичность сварки
также получает объективную оценку.
Ключевые слова: Инверторная мощность для GMAW, PCF, DSCCS, Механизм управления стабильная жидкая лужа, перенос капель плавный, равномерный, регулярность и усиление сварного шва
маленькое, проникновение сварного шва большое, соединение плоской формы, гладкое и красивое. Если нет, то арматура сварного шва
Если нет, то арматура сварного шва
большая, а проникновение малое, формирование происходит вверх и вниз. На этапе короткого замыкания
нагрев сопротивления зависит в основном от тока короткого замыкания, времени короткого замыкания и удлинения
подлинной проволоки, тепловыделение дуги небольшое, в основном из-за момента преддугового затухания. ; на стадии
горения дуги тепло сопротивления зависит в основном от тока и времени горящей дуги, а удлинение
настоящей проволоки, тепло дуги зависит в основном от плотности тока и времени горения
дуги и т. д.Таким образом, регулирование и контроль формы сварочного тока для GMAW в разное время, чтобы найти оптимальное соотношение Ea и Es, может привести к адаптации мощности сварки к динамическим и циклическим характеристикам «короткой дуги».
[1][2]
С этой целью DSCCS на основе PCF для инвертора GMAW power разработан удачно,
включая общий дизайн цепи управления мощностью, конструкция дискретизации сигнала PCF
* Автор, ответственный за переписку. Тел.: +8602362563718; факс: +8602362563719
Тел.: +8602362563718; факс: +8602362563719
Адрес электронной почты: [email protected]
Открытый доступ по лицензии CC BY-NC-ND.
© 2011 г. Опубликовано Elsevier Ltd.
Отбор и/или рецензирование под ответственность [CEIS 2011]
Открытый доступ по лицензии CC BY-NC-ND.
ВЧ сварочный аппарат для линии сварки труб ERW принцип работы
ВЧ сварочный аппарат для линии сварки труб ERW принцип работы
ВЧ-сварщик для линии производства сварных труб ERW по сравнению с оригинальным аппаратом для индукционной сварки труб значительно улучшен.это будет резонансный инвертори серия резонансных автоцистерн, интегрированная конструкция, не только уменьшают размер сварочного аппарата, но и повышают эффективность всей машины,
и техническое обслуживание оборудования более удобно, легче достичь высокой мощности. С точки зрения технологии управления инвертором, он объединяет большинство
передовая концепция управления аналогичными продуктами в мире, и используются передовые технологии управления, такие как фазовая синхронизация с фиксированным углом
и защита от блокировки верхнего и нижнего пределов, чтобы сделать работу оборудования более стабильной и эффективной, а также защитить индуктор
Короткое замыкание и обрыв цепи при производстве сварных труб более точные и эффективные.

Принцип работы твердотельного высокочастотного сварочного аппарата
Сварочный аппарат HF представляет собой типичную структуру преобразования частоты AC-DC-AC. Трехфазный источник питания 380 В подается на
.
выпрямитель после прохождения через главный контактор в коммутационном шкафу выпрямителя. В выпрямителе используется трехфазный мостовой тиристор с фазовым управлением
.
цепи выпрямителя, а выходную мощность сварочного аппарата можно регулировать, регулируя угол задержки включения-выключения n тиристора.Чтобы получить
Гладкое и стабильное напряжение постоянного тока, сторона постоянного тока сварочного аппарата ИСПОЛЬЗУЕТ индуктивность и емкость для формирования схемы LC-фильтра.
Выходное постоянное напряжение шкафа коммутационного выпрямителя полупроводникового высокочастотного сварочного аппарата плавно подключено к выходному шкафу инвертора
через соединительный кабель. Инвертор напряжения в выходном шкафу инвертора подключен высокочастотным согласующим трансформатором и серией
схема с резонансной канавкой, в которой используется низковольтная резонансная структура на вторичной стороне трансформатора. Согласующий трансформатор может реализовать мощность
Согласующий трансформатор может реализовать мощность
синтез и согласование импеданса, с одной стороны, и электрическая изоляция между нагрузкой и источником питания, с другой стороны. Высокочастотная энергия
переносится индуктором на V-образную область сварной стальной трубы для завершения сварки.
Краткое введение в инверторный сварочный аппарат постоянного тока
Когда вы работаете с переменным и постоянным током, два разных типа электрических соединений часто называют инверторами.Инвертор — это устройство, которое берет один вход и преобразует его в другой вход.
Входной сигнал изменится с высокого на низкий, а выходной сигнал — с низкого на высокий. Мы можем изменить состояние инвертора, подключив выходные клеммы к соответствующим входным клеммам инвертора.
Существуют различные способы питания инвертора. Одним из способов является использование электродвигателя для привода инвертора. Для тех из вас, кто не знает, что такое электродвигатель, это электронный двигатель, который обычно крепится к шасси автомобиля.С помощью проводов питания вы можете напрямую подключить выход постоянного тока инвертора к двигателю и позволить постоянному току поступать в аккумулятор.
Для тех из вас, кто не знает, что такое электродвигатель, это электронный двигатель, который обычно крепится к шасси автомобиля.С помощью проводов питания вы можете напрямую подключить выход постоянного тока инвертора к двигателю и позволить постоянному току поступать в аккумулятор.
Чтобы использовать сварочный инвертор постоянного тока, вы должны убедиться, что провод правильно подключен к отрицательной клемме. Возможно, вам придется использовать инструмент для зачистки проводов или плоскогубцы, чтобы правильно прикрепить провод. После этого следует использовать измеритель постоянного тока для контроля потребляемого тока.Если счетчик показывает перегрузку, следует подумать о замене инвертора или проверить сварные швы. Также убедитесь, что розетка находится рядом с входом постоянного тока.
Наконец, вы должны подключить питание и запустить тест, чтобы подтвердить операцию.