Горячие и холодные трещины при сварке металлов и причины их образования
Горячие и холодные трещины при сварке металлов и причины их образования
Дефекты при сварке металлов плавлением образуются вследствие нарушения требований нормативных документов к сварочным материалам, подготовке, сборке и сварке соединяемых элементов, термической и механической обработке сварных соединений и конструкции в целом.
Согласно ГОСТ 30242-97 дефекты классифицируются на шесть групп: трещины, полости и поры, твердые включения, несплавления и непровары, нарушение формы шва, прочие дефекты (дефекты, не включенные в вышеперечисленные группы).
Трещина — это несплошность, вызванная местным разрывом шва, которая может возникнуть в результате охлаждения или действия нагрузок.
Микротрещина — это трещина,
имеющая микроскопические
Горячие трещины — это хрупкие межкристаллические разрушения металла шва и околошовной зоны, возникающие в твердожидком состоянии в процессе кристаллизации, а также при высоких температурах в твердом состоянии. Они извилисты, в изломе имеют темный цвет, сильно окислены, распространяются по границам зерен. По современным представлениям горячие трещины вызываются действием двух факторов: наличием жидких прослоек между зернами в процессе кристаллизации и деформациями укорачивания.
В интервале температур плавления
и полного затвердевания
Причинами образования
большое количество вредных примесей (особенно серы и фосфора) в металле свариваемых заготовок;
наличие в металле шва элементов, образующих химические соединения с низкой температурой затвердевания (хром, молибден, ванадий, вольфрам, титан), нарушающие связь между зернами;
жесткое закрепление свариваемых заготовок или повышенная жесткость сварного узла, затрудняющая перемещение заготовок при остывании.
Холодные трещины — это локальные меж- или транскристаллические разрушения сварных соединений, образующиеся в металле при остывании до относительно невысоких температур (как правило, ниже 200 °С) или при вылеживании готового изделия. Холодные трещины в шве и переходной зоне расположены под любым углом ко шву — в изломе светлые или со слабыми цветами побежалости и возникают преимущественно при дуговой сварке низколегированной стали большой толщины. Чаще всего трещины возникают в переходной зоне вследствие неправильной техники сварки или неправильно выбранного присадочного материала. Для предупреждения образования холодных трещин применяют:
прокаливание флюсов и электродов перед сваркой;
предварительный подогрев свариваемых заготовок до 250-450 °С;
ведение процесса сварки в режиме с оптимальными параметрами;
наложение швов в правильной последовательности;
медленное охлаждение изделия после сварки;
проведение непосредственно
Общими причинами появления трещин, как горячих, так и холодных, в швах сварных соединений являются:
слишком высокая жесткость соединений;
слишком малый размер сварного шва для данной толщины соединения;
несоблюдение или неправильный выбор технологии сварки;
дефекты в сварном шве;
t неправильная подготовка
неудовлетворительное качество или неправильный выбор типа электродов;
использование повышенных значений сварочного
тока, которое может привести к
появлению крупнозернистых
высокое содержание углерода или легирующих элементов в основном металле, не учтенное при выборе технологии сварки.
Для предупреждения
разрабатывать металлоконструкции и технологию сварки, которые позволяют исключить применение соединений с высокой жесткостью;
при сварке изделий достаточно большой толщины увеличивать размеры сварных швов;
не допускать при сварке
узких валиков, производить
выбирать последовательность выполнения сварных швов такой, чтобы максимально долго оставлять незаваренными концевые участки соединения, с тем чтобы они обладали максимально возможной подвижностью;
обеспечить сплошность и хорошее сплавление сварных швов;
в некоторых случаях обеспечить предварительный подогрев свариваемых частей;
сборку соединений производить с одинаковым и требуемым по технологии зазором, при необходимости для выравнивания зазора применять стягивающие сборочные приспособления;
не допускать при сварке завышенных по сварочному току режимов сварки;
по возможности сварной шов
делать многопроходным, так как однопроходные
швы могут быть более хрупкими,
а в многопроходных швах происходит
отжиг каждого предыдущего слоя
разделку заполнять сразу
Продольные, поперечные и др.виды трещин при сварке металлов
Продольная трещина — это трещина, ориентированная параллельно оси сварного шва. Продольные трещины могут возникать в металле сварного шва, на границе сплавления, в зоне термического влияния и в основном металле. Конфигурация трещин в основном определяется очертаниями линии сплавления основного металла и шва. Продольные трещины возникают как из-за наличия высокотемпературной хрупкости сплавов (горячие трещины), так и при замедленном разрушении металла (холодная трещина).
Продольные трещины в основном металле, смежном со сварным швом, возникающие из-за высокого напряжения, вызванного сжатием в сварном шве, называют скрытыми трещинами. Разрыв вызывается нарушением сцепления и связей вдоль рабочего направления основного металла. Трещины обычно проходят строго параллельно линии сплавления и внешне похожи на ступеньки.
Большие сварочные напряжения,
вызывающие скрытые трещины, в
большей или меньшей степени
присущи всем сварным
Для снижения уровня
во время сварки допускать небольшие перемещения свариваемых частей;
по возможности использовать многопроходную сварку;
производить проковку каждого слоя наплавленного металла;
отжигать
готовое изделие при
применять
сварочную технологию, снижающую
вероятность образования
применять сварочную технологию, при которой все свариваемые части имеют неограниченную свободу перемещения;
при сварке сталей, склонных к образованию горячих и холодных трещин, производить наплавку высокопластичного промежуточного слоя, если это позволяет получаемая прочность соединения.
При сварке тавровых соединений при толщине металла более 20 мм следует учитывать, что двухсторонний сварной шов вызывает меньшие напряжения, чем односторонний. Двухсторонний сварной шов без разделки кромок имеет меньшие напряжения в околошовной зоне, чем двухсторонний с разделкой кромок и полным проплавлением корня. Односторонний сварной шов с большой величиной катета следует заменять на двухсторонний с меньшим катетом. Изменение формы разделки углового соединения является наиболее эффективной мерой предупреждения образования скрытых трещин. Наплавка мягкой, высокопластичной прослойки на 15-25 мм шире сварного шва и толщиной 5-10 мм или наложение на одну из поверхностей разделки высокопластичных валиков за счет пластической деформации мягкой прослойки позволяет в значительной мере уменьшить напряжения в околошовной зоне.
Поперечная трещина — это трещина, ориентированная поперек оси сварного шва. Поперечные трещины могут возникать в металле. Ориентация связана с направлением продольных компонент сварочных напряжений. Причина их возникновения такая же, что и у продольных трещин.
Радиальные трещины — это трещины, радиально расходящиеся из одной точки. Трещины этого типа, расходящиеся в разные стороны, известны как звездоподобные трещины. Радиальные трещины могут располагаться в металле сварного шва, в зоне термического влияния и в основном металле. Конфигурация трещины определяется макроструктурой зон сварных соединений, а также характером внутренних напряжений. Причина их возникновения такая же, что и у продольных трещин.
Трещина в кратере — это трещина в углублении на поверхности шва в месте отрыва дуги. Трещины могут быть продольными, поперечными и звездообразными. Конфигурация трещины определяется микроструктурой зон сварных соединений, а также характером термических, фазовых и механических напряжений.
Раздельные трещины — это группа не связанных друг с другом трещин. Они могут возникать в металле сварного шва, в зоне термического влияния и в основном металле. Конфигурация трещины определяется микроструктурой зон сварных соединений, а также характером термических, фазовых, лик-вационных и механических напряжений. Причина их возникновения такая же, что и у продольных трещин.
Разветвленные трещины — это группа трещин, возникающих из одной трещины. Они могут располагаться в металле сварного шва, в зоне термического влияния и в основном металле. Конфигурация трещины определяется микроструктурой зон сварных соединений, а также характером термических, фазовых, ликвационных и механических напряжений. Причина их возникновения такая же, что и у продольных трещин.
Разновидности пор
Поры. Данный термин используется для описания несплошностей глобулярной формы, полых по своей структуре. Подобные дефекты часто встречаются в металле сварных швов. По сути своей и по механизму образования очень напоминают включения, ибо являются результатом протекающих в сварочной ванне химических реакций. Поры отличаются от включений тем, что внутри пор чаще всего находится газ, а не твердое вещество, как у включений.
Источником появления газов, которые содержатся в порах, являются газы, выделяющиеся из охлаждающегося металла из-за уменьшения растворимости при снижении температуры металла, и газы, образующиеся в результате химических реакций в металле сварного шва.
Пористость, за исключением случаев,
когда она появляется в очень
больших количествах, как правило,
не оказывает значительного
Появление в металле сварного шва пор вызвано:
плохим качеством или
неправильным выбором
малым временем существования сварочной ванны, газы не успевают выйти из расплавленного металла;
плохим качеством металла.
Слишком высокая температура
необходимо подбирать тип
перемешивание жидкого металла
увеличивает время
в сварных швах, выполненных в виде серии узких валиков, наплавляемых без поперечных колебаний, обычно появляются цепочки пор; использование при сварке поперечных колебаний электрода часто устраняет пористость шва;
следует не допускать применения слишком больших значений сварочного тока;
следует производить прокалку электродов перед сваркой;
при подозрении на плохое качество металла проверить его на наличие сегрегации и включений.
Газовая полость — это полость произвольной формы, образованная газами, задержанными в расплавленном металле, которая не имеет углов. Газовая полость образуется в результате выделения газов при кристаллизации сварного соединения. Мелкодисперсные включения на поверхности границ раздела фаз служат центрами зарождения пузырьков газа.
Газовая пора — это газовая полость, обычно сферической формы, содержащая задержанный металлом газ. Поры образуются в результате перенасыщения жидкого металла газами, которые не успевают выйти на поверхность во время его быстрой кристаллизации.
Равномерно распределенная пористость — это группа газовых пор, распределенных равномерно в металле сварного шва (не путать с цепочкой пор). Сплошную пористость вызывает большое количество ржавчины и масла на кромках заготовок, а также влажный или крупный флюс.
Скопление пор — это группа газовых полостей (три или более), расположенных кучно с расстоянием между ними менее трех максимальных размеров большей из полостей. Вызывается локальным скоплением ржавчины или масла на кромках заготовок.
причины образования и методы предотвращения
При соединении металлов методом сваривания, сварной шов и прилегающие к нему зоны вовлекаются в сложные термические процессы. В этих местах могут образоваться холодные трещины после сварки. Они могут проявиться как в самом сварном шве, так и в зонах, примыкающих к нему.

1 / 1
Здесь говорится о холодных трещинах, которые получили такое название в связи с тем, что их возникновение происходит при относительно низких температурах. Это температуры ниже 120 Со. Это могут быть комнатные температуры и даже отрицательные.
Такие дефекты в металлах возникают в различных зонах сварного соединения и имеют различную геометрию. Наиболее часто встречаются следующие виды:
- одиночные трещины вдоль оси шва;
- трещины в зоне сплавления;
- многочисленные поперечные трещины.
Знание видов трещин поможет нам разобраться в их сущности, но более важным является вопрос о причинах их возникновения.
Причины образования
Над вопросом о причинах образования разрушений такого вида работают институты, и изложить его в полной мере в этой статье невозможно. Но есть основные процессы, влияющие на вероятность образования холодных трещин в процессе остывания сварочного шва:
- низкая деформационная способность свариваемых металлов;
- накопление пластических деформаций в процессе остывания;
- неравномерность охлаждения и фазовых превращений;
- наличие водорода, растворенного в околошовной зоне.
Интересной особенностью холодных трещин является возможность их образования спустя несколько суток после образования шва. Такая отсрочка разрушения связана с суммированием собственных (сварочных) напряжений в металле с напряжениями от внешних сил, приложенных к конструкции.
Если сумма этих усилий превосходит определенную граничную величину, то в уже остывшем металле продолжаются микроскопические разрушения на уровне границ отдельных зерен металла. Сдвиги вдоль границ металла приводят к еще большим напряжениям. В дальнейшем концентрация этих напряжений, на фоне ослабленных границ, вызывает образование холодных трещин.
Известная способность водорода диффундировать в металлы, накапливаясь там, в значительных количествах, помогает создавать зоны неравномерных физико-химических свойств, как в самом шве, так и в соседних слоях металла. Эти неравномерности создают дополнительные предпосылки для возникновения деформаций и дефектов соединения.
Контроль сварных швов
Появившиеся в местах сварки визуально определяемые холодные трещины не могут быть оставлены без внимания и применения к ним специальных методов, направленных на их устранения и усиление сварных соединений. Но большую опасность представляет собой появление холодных трещин в глубине металла. Их не видно и как будто бы нет, но они сильно ослабляют шов, создавая опасность его разрушения.
Для борьбы с этим явлением ученые и конструкторы разработали целый ряд методов контроля сварных соединений:
- радиационная дефектоскопия;
- магнитный контроль;
- ультразвуковая дефектоскопия;
- капиллярная дефектоскопия;
- контроль на проницаемость.
При радиационной дефектоскопии происходит процесс просвечивание соединения рентгеновскими или гамма-лучами с фиксацией изображения на специальных пластинах. Это самый надежный способ контроля, но, из-за дороговизны и опасности для здоровья, применяется только на самых ответственных изделиях.
Магнитный контроль осуществляется специальными источниками магнитного поля. Магнитный поток, созданный ними, направляется на соединение и искажается в местах с неравномерной плотностью. Результат фиксируется либо с помощью магнитного порошка, либо с помощью специальной магнитной ленты. Метод очень специфический и используется крайне редко.
Ультразвуковая дефектоскопия очень удобный, недорогой и широко используемый метод. Ультразвук, создаваемый специальным удобным и компактным прибором, направляется на шов и отражается от границ разных сред. Отраженный сигнал принимается датчиком и отображается на приборном дисплее. Этот метод мог бы стать универсальным, если бы не некоторые ограничения по списку контролируемых металлов.
Как избежать появления холодных трещин
Методы борьбы всегда органично вытекают из условий образования. Для того чтобы воспрепятствовать образованию холодных трещин в сварных швах, необходимо: во-первых, устранить факторы, способствующие закалке металла при сварных работах; во-вторых, добиться максимального снижения содержания водорода в металле шва и околошовной зоне; в-третьих, обеспечить равномерное охлаждение шва.
Как показывает практика, учет перечисленных выше особенностей и соблюдение рекомендаций по проведению тех или иных сварочных работ, позволяют соединять широкий спектр металлов швами высочайшего качества.
Причины образования холодных трещин при сварке и методы их предотвращения
Образование холодных трещин при сварке может происходить на шве и прилегающем металле заготовок. Такое название было дано, потому что дефекты появляются после остывания деталей ниже температуры 250 — 200⁰C. Визуально холодные трещины выглядят как блестящие изломы без проявлений высокотемпературного окисления.
Виды холодных трещин при сварке
По месту образования холодные дефекты подразделяются на наружные и внутренние подвиды. По направленности относительно стыка видам холодных трещин даны следующие названия:
- откол ― продольные на участках рядом с соединением;
- отрыв ― направленные вдоль шва;
- частокол ― образующиеся поперек шва или в зоне термического воздействия перпендикулярно к соединению.

Разновидности холодных трещин при сварке
На сложных стыках холодные трещины могут образоваться:
- между швами при двухсторонней сварке;
- на границе между швом и металлом детали;
- на нижней стороне соединения под валиком.
Причины образования
Самая высокая вероятность появления холодных трещин после сварки у высокоуглеродистых и легированных марок стали, сплавов титана и алюминия. Холодный дефект образуется, если:
- Структура шва и заготовок чувствительна к действию водорода. Таким свойством обладают закаливающиеся марки стали даже когда холодные.
- В сварной зоне содержится достаточное количество водорода, который проникает из шва.
- Внутри соединения действует растягивающее напряжение.
Ученые установили, что основной причиной образования холодных трещин при сварке является негативное влияние водорода на структуру стали. Его источником может быть электродное покрытие, флюс, влага из воздуха. Водород в расплавленный металл может попасть из загрязнений на заготовках и присадочном материале или как составная часть защитного газа. Если кромки заготовок не очистить перед сваркой от ржавчины, она при нагреве начнет активно насыщать шов газом.
Когда образуются холодные трещины
Во время процесса охлаждения в соединении возникают растягивающие напряжения, которые сопровождаются пластической деформацией. В результате создаются условия для появления холодных трещин. У сталей с низкой пластичностью в холодном состоянии вероятность образования дефектов повышается.
После попадания водорода внутрь хрупкость стали возрастает, что в совокупности с остаточными напряжениями приводит к образованию холодных трещин. За счет малых размеров его атомы свободно перемещаются по объему железа, как по холодному, так и нагретому. Поскольку при сварке атомарный водород скапливается внутри металла сварного шва, он стремится распространиться в места с меньшей концентрацией. Диффузия происходит в зону, прилегающую к стыку, металл деталей. Часть растворенного газа через наружные поверхности выходит в атмосферу.
Влияние водорода считается временным, если действие проявляется при испытании свойств соединения непосредственно после сварки или через короткий промежуток времени. Проведение процедуры может осложниться, особенно при проверке сварного соединения на пластичность. Во время испытания образцов начинается образование поверхностных холодных дефектов даже при незначительном изгибе. Это происходит из-за диффузии атомов водорода при проведении проверки внутрь формирующихся пор и шлаковых включений. Из скопившихся атомов при температуре меньше 200⁰C образуются молекулы, которые теряют подвижность. Процесс фазового перехода сопровождается появлением давления, которое создает блестящие поры.

Кромки заготовок перед необходимо очистить от ржавчины, инача при нагреве шов активно начнет насыщаться газом
Постоянным влиянием называют длительное воздействие водорода, способствующее образованию холодных трещин. При переходе в молекулярное состояние давление газа постепенно нарастает за счет поступления новых атомов. Период до разрушения у стали может составлять несколько суток, у титана до десятков дней.
Давлению подвергаются не только пустоты внутри металла, но также места, где произошли структурные изменения при перегреве. Они возникают при образовании мартенсита у закаливающихся сталей при быстром охлаждении. Степень охрупчивания зависит от состава металла и технологии сварки. Повреждение зон границ структурных зерен происходит также в результате других процессов без участия водорода. Например, когда растворенные сульфиды и карбиды выпадают из твердой фазы.
По словам ученых основной причиной образования холодных трещин при сварке является негативное влияние водорода на структуру стали.
Как избежать появления холодных трещин
Для уменьшения вероятности закаливания стали снижают скорость остывания соединения или перед сваркой предварительно нагревают детали. Этим достигается снижение величины растягивающих напряжений. На предприятиях вместо предварительного подогрева применяют механизмы для сжимания заготовок между собой при большой температуре. Сдавливанием устраняется причина образования дополнительных растягивающих напряжений даже при быстром охлаждении.
Для снижения концентрации водорода внутри сварного соединения пользуются следующими технологическими приемами:
- Чтобы предотвратить попадание газа в расплавленный металл из покрытия, электроды несколько часов прокаливают в печи с температурой 300 — 350⁰C. Флюс перед сваркой обрабатывают аналогично.
- Сварочной проволокой, протравленной соляной кислотой, лучше не пользоваться, так как это обильный источник водорода.
- Для выведения газа из металла соединение после окончания сварки нагревают до 100 — 200⁰C. В зависимости от химического состава и толщины металла время выдержки составляет от 0,5 до нескольких часов. Для стали повышенной прочности продолжительность обработки 0,5 — 1 час при температуре 100 — 150⁰C. Детали толщиной больше 4 см выдерживают в нагретом состоянии 4 — 5 часов. Сварку заготовок толщиной более 20 см проводят с несколькими остановками для промежуточного прогревания шва.
- Ручная дуговая сварка электродами с низким содержанием водорода обеспечивает снижение концентрации газа в сварном соединении до величины меньше 15 мл на 100 г металла.
Под действием нагрузки холодные трещины увеличиваются в размерах. Поэтому после обнаружения их сразу заваривают. При подготовке сначала просверливают отверстия на концах или прижигают, место дефекта подогревают. Холодные трещины длиной больше 30 см заваривают обратноступенчатым способом.
Причины образования холодных трещин при сварке сталей и сплавов
При проведении ремонтных процессов могут возникать холодные трещины при сварке. Это явление является локальным разрушением, которое относится к межкристаллическому типу. Оно образуется в сварных соединениях из-за того, что в них образуются сварочные напряжения. Если горячие трещины можно заметить еще во время процесса, то эти становятся заметными уже в самом конце, когда процесс произошел и металл охладился. На сварочном соединении становится виден блестящий излом, который прошел из-за температурного окисления.

Холодные трещины при сварке
Различные металлы являются более или менее склонны к образованию этого явления. Главным фактором здесь выступает наличие углерода. Конечно же, точной гарантии того, образуется трещина или нет, не может дать никто, но определенный процент зависимости здесь все же проявляется. Холодные трещины при сварке могут образовываться уже при температуре ниже 200 градусов Цельсия во время остывания металла. Это явление относится к распространенным дефектам, которые возникают при работе со средне- и высоколегированными сталями. В низколегированных материалах это также возможно, но о статистике возникает гораздо реже. Чаще всего трещины образуются не на самом шве, а возле него.
Виды трещин при сварке
Наиболее распространенным видом холодных трещин в сварных соединениях являются изломы. Отрывы встречаются не так часто и относятся к тем металлам, у которых имеется аустенитная структура. По своему месту расположения их разделяют на несколько подвидов:
- Поперечные, которые располагаются перпендикулярно шву и имеют относительно небольшую длину;
- Продольные, которые пролегают вдоль основного шва и имеют, как правило, достаточно большую длину;
- В зоне термического влияния, что может находиться даже внутри металла и трудно обнаруживается визуальным осмотром.
Часто трещины образуются из микроскопических дефектов, которые под действием напряжения разрастаются в течение нескольких дней или часов. Сложных швах, таких как двухсторонние, вариантов размещений трещин становится больше. Самыми распространенными вариантами являются такие:
- Поперечные;
- Трещины, которые находятся внутри, или на соединении двух швов, верхнего и нижнего;
- Подваликовая трещина, которая располагается на нижней кромке соединения сварочного металла и металла заготовки;
- Продольная трещина на границе шва и металла.

Причины образования холодных трещин
Причины образования холодных трещин при сварке
В качестве распространенных причин образования можно выделить три основные фактора:
- В зоне термического влияния или непосредственно в самом шве микроструктура металла должна быть сильно чувствительной к воздействию водорода. Такой восприимчивостью обладает мартенситная структура. Она образуется при сварке сталей повышенной прочности.
- В зоне, где имеется термическое влияние, должен образовываться диффузный водород, который может проникать в околошовную зону на шве.
- В зоне термического влияния также должно присутствовать растягивающее напряжение.
Таким образом, основная причина появления трещин – это водород. Он может попадать в шов из флюса, который покрывает электрод. Даже при использовании газовой сварки он может проникать в металл из защитных газов, неубранных загрязнений на сварочной проволоке и так далее. Активным источником этого элемента может стать ржавчина, но электродное покрытие в любое случае дает больше всего примеси.
Механизм образования холодных трещин
Холодные трещины при сварке образуются следующим образом. Непосредственно после окончания сварочного процесса металл на соединении испытывает временное влияние водорода. Это может помешать контролю качества полученного соединения. Образуется диффузия водорода в тех местах, где образуются шлаковые включения и поры. Здесь же атомный водород превращается в молекулярный. Когда водород переходит в молекулярное состояние, он скапливается в определенных местах и именно места его скопления создает высокое давление газа. Это и становится причиной того, что в металле появляются блестящие поры.
Особенность этого процесса состоит в том, что водород может перейти в молекулярное состояние только при низкой температуре. Если температура выше 200 градусов Цельсия, то этот элемент находится в металле в атомарном состоянии. Постоянное влияние водорода приводит к тому, то материал становится более хрупким, так что структурные превращения при таком воздействии становятся бесповоротными. Большая уязвимость приграничных зон является результатом того, что в них происходит довольно большое количество различных процессов. В этих местах распадаются карбиды и сульфиды, которые и без воздействия водорода усугубляют положение. В результате комплексного воздействия границы швов всегда проявляют первые признаки появления трещин.
Как предотвратить появление трещин
Разобравшись с тем, какие причины возникновения холодных трещин при сварке, стоит предпринять меры, чтобы избежать этого явления. Одним из способов является смена приемов при сварке. Также стоит просушивать электроды перед началом сварки, так как это помогает избавиться от водорода и уменьшает вероятность образования холодных трещин при сварке. При газовой сварке не стоит использовать проволоку, которая протравлена в соляной кислоте, так как она становится большим источником водорода. Если после проведения сварных операций шов еще подогревать некоторое время, то это поможет выведению водорода, что снизит вероятность его появления и образования последующего напряжения. Температуру подогрева стоит держать в пределах 100-200 градусов Цельсия, примерно, в течении получаса. Если происходит сваривание стали большой толщины, то лучше несколько раз прерывать этот процесс и прогревать шов, после чего продолжать работу. При большой толщине холодные трещины при сварке образуются чаще. При использовании электрической сварки можно использовать электроды, в которых имеется минимальное содержание водорода, что обеспечивает до 15 мл вещества на 100 г шва.
Методы контроля

Методы контроля холодных трещин
Холодные трещины при сварке можно выявить такими методами как:
- Ультразвуковая дефектоскопия;
- Внешний зрительный осмотр;
- Контроль на магнитном принципе;
- Дефектоскопия радиационная;
- Дефектоскопия капиллярная;
- Метод контроля на проницаемость.
Дефекты соединений при сварке металлов плавлением
Дефекты при сварке металлов плавлением образуются вследствие нарушения требований нормативных документов к сварочным материалам, подготовке, сборке и сварке соединяемых элементов, термической и механической обработке сварных соединений и конструкции в целом.
Согласно ГОСТ 30242-97 дефекты классифицируются на шесть групп: трещины, полости и поры, твердые включения, несплавления и непровары, нарушение формы шва, прочие дефекты (дефекты, не включенные в вышеперечисленные группы).
Трещина — это несплошность, вызванная местным разрывом шва, которая может возникнуть в результате охлаждения или действия нагрузок.
Микротрещина — это трещина, имеющая микроскопические размеры, которую обнаруживают физическими методами не менее чем при 50-кратном увеличении. В зависимости от температуры, при которой образуются трещины, их условно подразделяют на горячие и холодные. Горячие трещины в сталях возникают при температуре, превышающей 1000 °С, а холодные — при более низкой. Трещины являются самым серьезным дефектом сварного соединения, как правило не подлежащим устранению.
Горячие трещины — это хрупкие межкристаллические разрушения металла шва и околошовной зоны, возникающие в твердожидком состоянии в процессе кристаллизации, а также при высоких температурах в твердом состоянии. Они извилисты, в изломе имеют темный цвет, сильно окислены, распространяются по границам зерен. По современным представлениям горячие трещины вызываются действием двух факторов: наличием жидких прослоек между зернами в процессе кристаллизации и деформациями укорачивания.
В интервале температур плавления и полного затвердевания происходит миграция примесей и загрязнений в межзеренные пространства. Наличие между зернами жидкой фазы, примесей и загрязнений снижает деформационную способность шва и околошовной зоны. Неравномерность линейной и объемной усадок шва и основного металла при охлаждении приводит к возникновению внутренних напряжений, являющихся причиной появления микро- и макроскопических трещин как вдоль, так и поперек шва.
Причинами образования горячих трещин при сварке являются:
- большое количество вредных примесей (особенно серы и фосфора) в металле свариваемых заготовок;
- наличие в металле шва элементов, образующих химические соединения с низкой температурой затвердевания (хром, молибден, ванадий, вольфрам, титан), нарушающие связь между зернами;
- жесткое закрепление свариваемых заготовок или повышенная жесткость сварного узла, затрудняющая перемещение заготовок при остывании.
Холодные трещины — это локальные меж- или транскристаллические разрушения сварных соединений, образующиеся в металле при остывании до относительно невысоких температур (как правило, ниже 200 °С) или при вылеживании готового изделия. Холодные трещины в шве и переходной зоне расположены под любым углом ко шву — в изломе светлые или со слабыми цветами побежалости и возникают преимущественно при дуговой сварке низколегированной стали большой толщины. Чаще всего трещины возникают в переходной зоне вследствие неправильной техники сварки или неправильно выбранного присадочного материала. Для предупреждения образования холодных трещин применяют:
- прокаливание флюсов и электродов перед сваркой;
- предварительный подогрев свариваемых заготовок до 250-450 °С;
- ведение процесса сварки в режиме с оптимальными параметрами;
- наложение швов в правильной последовательности;
- медленное охлаждение изделия после сварки;
- проведение непосредственно после сварки смягчающего отжига для снятия остаточных напряжений.
Общими причинами появления трещин, как горячих, так и холодных, в швах сварных соединений являются:\r\n
- слишком высокая жесткость соединений;
- слишком малый размер сварного шва для данной толщины соединения;
- несоблюдение или неправильный выбор технологии сварки;
- дефекты в сварном шве;
- t неправильная подготовка соединения под сварку;
- неудовлетворительное качество или неправильный выбор типа электродов;
- использование повышенных значений сварочного тока, которое может привести к появлению крупнозернистых охрупченных участков структуры;
- высокое содержание углерода или легирующих элементов в основном металле, не учтенное при выборе технологии сварки.
Для предупреждения образования трещин в швах сварных соединений необходимо:
- разрабатывать металлоконструкции и технологию сварки, которые позволяют исключить применение соединений с высокой жесткостью;
- при сварке изделий достаточно большой толщины увеличивать размеры сварных швов;
не допускать при сварке узких валиков, производить сварку полноразмерным швом короткими участками по 200-250 мм;
- выбирать последовательность выполнения сварных швов такой, чтобы максимально долго оставлять незаваренными концевые участки соединения, с тем чтобы они обладали максимально возможной подвижностью;
- обеспечить сплошность и хорошее сплавление сварных швов;
- в некоторых случаях обеспечить предварительный подогрев свариваемых частей;
- сборку соединений производить с одинаковым и требуемым по технологии зазором, при необходимости для выравнивания зазора применять стягивающие сборочные приспособления;
- не допускать при сварке завышенных по сварочному току режимов сварки;
- по возможности сварной шов делать многопроходным, так как однопроходные швы могут быть более хрупкими, а в многопроходных швах происходит отжиг каждого предыдущего слоя;
- разделку заполнять сразу после завершения сварки корня шва, так как воздействию напряжения чаще всего подвергается область корневого шва.
ПРОДОЛЬНЫЕ, ПОПЕРЕЧНЫЕ И ДР.ВИДЫ ТРЕЩИН ПРИ СВАРКЕ МЕТАЛЛОВ
Продольная трещина — это трещина, ориентированная параллельно оси сварного шва. Продольные трещины могут возникать в металле сварного шва, на границе сплавления, в зоне термического влияния и в основном металле. Конфигурация трещин в основном определяется очертаниями линии сплавления основного металла и шва. Продольные трещины возникают как из-за наличия высокотемпературной хрупкости сплавов (горячие трещины), так и при замедленном разрушении металла (холодная трещина).
Продольные трещины в основном металле, смежном со сварным швом, возникающие из-за высокого напряжения, вызванного сжатием в сварном шве, называют скрытыми трещинами. Разрыв вызывается нарушением сцепления и связей вдоль рабочего направления основного металла. Трещины обычно проходят строго параллельно линии сплавления и внешне похожи на ступеньки.
Большие сварочные напряжения, вызывающие скрытые трещины, в большей или меньшей степени присущи всем сварным соединениям, особенно сварным швам больших толщин. Основные причины, вызывающие недопустимые сварочные напряжения, — это слишком жесткое соединение и несоблюдение или неправильный выбор технологии сварки. С уменьшением сварочных напряжений уменьшается вероятность появления скрытых трещин.
Для снижения уровня сварочных напряжений необходимо:
- во время сварки допускать небольшие перемещения свариваемых частей;
- во время сварки допускать небольшие перемещения свариваемых частей;
- по возможности использовать многопроходную сварку;
- производить проковку каждого слоя наплавленного металла;
- отжигать готовое изделие при температуре 590-650 °С, продолжительность отжига составляет по одному часу на каждые 25 мм толщины основного металла;
- применять сварочную технологию, снижающую вероятность образования скрытых трещин;
- применять сварочную технологию, при которой все свариваемые части имеют неограниченную свободу перемещения;
- при сварке сталей, склонных к образованию горячих и холодных трещин, производить наплавку высокопластичного промежуточного слоя, если это позволяет получаемая прочность соединения.
При сварке тавровых соединений при толщине металла более 20 мм следует учитывать, что двухсторонний сварной шов вызывает меньшие напряжения, чем односторонний. Двухсторонний сварной шов без разделки кромок имеет меньшие напряжения в околошовной зоне, чем двухсторонний с разделкой кромок и полным проплавлением корня. Односторонний сварной шов с большой величиной катета следует заменять на двухсторонний с меньшим катетом. Изменение формы разделки углового соединения является наиболее эффективной мерой предупреждения образования скрытых трещин. Наплавка мягкой, высокопластичной прослойки на 15-25 мм шире сварного шва и толщиной 5-10 мм или наложение на одну из поверхностей разделки высокопластичных валиков за счет пластической деформации мягкой прослойки позволяет в значительной мере уменьшить напряжения в околошовной зоне.
Поперечная трещина — это трещина, ориентированная поперек оси сварного шва. Поперечные трещины могут возникать в металле. Ориентация связана с направлением продольных компонент сварочных напряжений. Причина их возникновения такая же, что и у продольных трещин.
Радиальные трещины — это трещины, радиально расходящиеся из одной точки. Трещины этого типа, расходящиеся в разные стороны, известны как звездоподобные трещины. Радиальные трещины могут располагаться в металле сварного шва, в зоне термического влияния и в основном металле. Конфигурация трещины определяется макроструктурой зон сварных соединений, а также характером внутренних напряжений. Причина их возникновения такая же, что и у продольных трещин.
Трещина в кратере — это трещина в углублении на поверхности шва в месте отрыва дуги. Трещины могут быть продольными, поперечными и звездообразными. Конфигурация трещины определяется микроструктурой зон сварных соединений, а также характером термических, фазовых и механических напряжений.
Раздельные трещины — это группа не связанных друг с другом трещин. Они могут возникать в металле сварного шва, в зоне термического влияния и в основном металле. Конфигурация трещины определяется микроструктурой зон сварных соединений, а также характером термических, фазовых, лик-вационных и механических напряжений. Причина их возникновения такая же, что и у продольных трещин.
Разветвленные трещины — это группа трещин, возникающих из одной трещины. Они могут располагаться в металле сварного шва, в зоне термического влияния и в основном металле. Конфигурация трещины определяется микроструктурой зон сварных соединений, а также характером термических, фазовых, ликвационных и механических напряжений. Причина их возникновения такая же, что и у продольных трещин.
РАЗНОВИДНОСТИ ПОР
Поры. Данный термин используется для описания несплошностей глобулярной формы, полых по своей структуре. Подобные дефекты часто встречаются в металле сварных швов. По сути своей и по механизму образования очень напоминают включения, ибо являются результатом протекающих в сварочной ванне химических реакций. Поры отличаются от включений тем, что внутри пор чаще всего находится газ, а не твердое вещество, как у включений.
Источником появления газов, которые содержатся в порах, являются газы, выделяющиеся из охлаждающегося металла из-за уменьшения растворимости при снижении температуры металла, и газы, образующиеся в результате химических реакций в металле сварного шва.
Пористость, за исключением случаев, когда она появляется в очень больших количествах, как правило, не оказывает значительного влияния на прочностные свойства сварных соединений.
Появление в металле сварного шва пор вызвано:
- плохим качеством или неправильным подбором типа электродов;
- неправильным выбором технологии сварки;
- малым временем существования сварочной ванны, газы не успевают выйти из расплавленного металла;
- плохим качеством металла.
Слишком высокая температура увеличивает сверх оптимального количество газа, растворенного в расплавленном металле, что приводит к невозможности выхода всего объема поглощенного металлом газа за время остывания шва. При использовании повышенных токов для сварки покрытыми электродами может произойти избыточное выгорание раскисляющих элементов из покрытия электрода, что приводит к недостатку раскислителей, сохранившихся в металле шва, для взаимодействия с газами, содержащимися в расплавленном металле. Аналогичный эффект наблюдается при сварке с применением слишком большой длины дуги. Применение ряда мероприятий позволяет значительно снизить, а в некоторых случаях даже избежать образования пор и полостей в сварных швах. При сварке:
- необходимо подбирать тип электродов, обеспечивающих получение качественных швов;
- перемешивание жидкого металла увеличивает время существования сварочной ванны, что зачастую приводит к улучшению качества сварных швов;
- в сварных швах, выполненных в виде серии узких валиков, наплавляемых без поперечных колебаний, обычно появляются цепочки пор; использование при сварке поперечных колебаний электрода часто устраняет пористость шва;
- следует не допускать применения слишком больших значений сварочного тока;
- следует производить прокалку электродов перед сваркой;
- при подозрении на плохое качество металла проверить его на наличие сегрегации и включений.
Газовая полость — это полость произвольной формы, образованная газами, задержанными в расплавленном металле, которая не имеет углов. Газовая полость образуется в результате выделения газов при кристаллизации сварного соединения. Мелкодисперсные включения на поверхности границ раздела фаз служат центрами зарождения пузырьков газа.
Газовая пора — это газовая полость, обычно сферической формы, содержащая задержанный металлом газ. Поры образуются в результате перенасыщения жидкого металла газами, которые не успевают выйти на поверхность во время его быстрой кристаллизации.
Равномерно распределенная пористость — это группа газовых пор, распределенных равномерно в металле сварного шва (не путать с цепочкой пор). Сплошную пористость вызывает большое количество ржавчины и масла на кромках заготовок, а также влажный или крупный флюс.
Скопление пор — это группа газовых полостей (три или более), расположенных кучно с расстоянием между ними менее трех максимальных размеров большей из полостей. Вызывается локальным скоплением ржавчины или масла на кромках заготовок.
Цепочка пор — это ряд газовых пор, расположенных в линию, обычно параллельно оси сварного шва, с расстоянием между ними менее трех максимальных размеров большей из пор. Цепочка пор вызывается главным образом подсосом воздуха в зазор между кромками шва.
Продолговатая полость — это несплошность, вытянутая вдоль оси сварного шва. Длина несплошности не менее чем в два раза превышает высоту. Обычно продолговатая полость возникает в зоне слабины, т. е. в ослабленном стыке зон столбчатых кристаллитов, растущих навстречу друг другу от линии сплавления.
Свищ — это трубчатая полость в металле сварного шва, вызванная выделением газа. Форма и положение свища определяются режимом затвердевания и источником газа. Обычно свищи группируются в скопления и распределяются елочкой.
Причиной образования свищей может быть:
- большая амплитуда колебаний электрода;
- перегрев основного металла, особенно в случае тонколистового металла;
- повышенное содержание влаги в покрытии электрода. Для предупреждения образований свищей необходимо:
- ограничить амплитуду колебаний электрода до четырех диаметров электрода;
- правильно подбирать ток и диаметр электрода с учетом толщины свариваемого металла;
- прокаливать электроды перед сваркой.
Поверхностная пора — это газовая пора, которая нарушает сплошность поверхности сварного шва. Появление поверхностных пор связано с рядом металлургических и технологических факторов.
Усадочная раковина — это полость, образующаяся вследствие усадки во время затвердевания. Раковины имеют наибольший размер и обычно перпендикулярны к поверхности сварного шва.
Усадкой называют самопроизвольное уменьшение объема сварного шва, связанное с его нагревом до жидкого состояния и охлаждением.
Кратер — это усадочная раковина в конце валика сварного шва, не заваренная до или во время выполнения последующих проходов. Дефект возникает вследствие технических неполадок сварочных головок, резкого уменьшения напряжения и силы тока дуги, резкого отрыва дуги.
Горячие и холодные трещины при сварке
Горячие и холодные трещины при сварке [c.41]Каковы причины образования горячих и холодных трещин при сварке [c.47]
II.3. Методы испытания на сопротивляемость образованию горячих и холодных трещин при сварке [c.16]
УСЛОВИИ ОБРАЗОВАНИЯ ГОРЯЧИХ И ХОЛОДНЫХ ТРЕЩИН ПРИ СВАРКЕ [c.224]
В связи с указанными обстоятельствами эти стали имеют очень высокую склонность к образованию горячих и холодных трещин при сварке. Сваркой плавлением они практически не свариваются. В то же время некоторые иа этих сталей с успехом свариваются контактной сваркой (ЭКС), обеспечивающей меньший уровень сварочных напряжений. Неплохо свариваются контактной сваркой высокоуглеродистые нелегированные стали с содержанием до 0,9 % С и легированные, вплоть до быстрорежущих со среднеуглеродистыми. Во всех случаях после сварки необходима немедленная общая и местная термообработка. Поскольку изде- [c.236]
Большинство этих сталей склонно к образованию горячих или холодных трещин при сварке, что усложняет процесс обеспечения качества сварных соединений с требуемыми свойствами. При дуговой сварке высоколегированных сталей следует предохранять поверхности металла от попадания на него брызг металла и шлака, так как они,- повреждая поверхность, могут быть причиной коррозии или концентрации напряжений, ослабляющих конструкцию. Для предохранения от приваривания брызг на поверхность металла, при летающую к шву, наносят защитное покрытие (крем нийорганический лак, грунт ВЛ-02, ВЛ-023 и др.) [c.219]
Наибольшее влияние на свариваемость сталей оказывает углерод. Она ухудшается при увеличении содержания углерода, а также ряда других легирующих элементов. Для изготовления сварных изделий применяют в основном конструкционные низкоуглеродистые, низколегированные и легированные стали. Главными трудностями при сварке легированных сталей являются их склонность к образованию закалочных структур, горячих и холодных трещин, а также ухудшение механических свойств — в первую очередь снижение пластичности в зоне сварки. Чем выше содержание углерода в стали, тем сильнее проявляются эти недостатки и тем труднее обеспечить необходимые свойства сварного соединения. [c.54]
Специальная технология сварки позволяет свести к минимуму указанные негативные явления путем управления формированием структуры при сварке сталей в разнородных сочетаниях. При выборе сварочных материалов и режимов сварки применяют качественные и количественные методы оценки сопротивляемости образованию горячих и холодных трещин по ГОСТ 26389-84 и 26388-84. [c.385]
Недостаточно высокая свариваемость чугунов связана с охрупчиванием сварного шва и зоны термического влияния в связи с отбеливанием при охлаждении после сварки, образованием горячих и холодных трещин, пористостью, обусловленной интенсивным газовыделением при сварке, и повышенной жидкотекучестью [c.252]
Следствием плохой свариваемости металлов являются трещины в сварных соединениях, которые разделяются на горячие и холодные. Трещины образуются в процессе сварки в результате действия сварочных напряжений в периоды времени, когда отдельные зоны-сварного соединения находятся в разупрочнением и хрупком состояниях. При сварке почти всегда возникают остаточные сварочные напряжения (как правило, растягивающие в шве и сжимающие в основном металле). Процесс возникновения сварочных напряжений можно представить следующим образом (рис. 198). Вследствие неравномерного разогрева изделия при сварке свободное термическое расширение шва и околошовной зоны ограничивается реакцией менее нагретых зон основного металла. Вместо удлинения отдельных слоев свариваемого металла по кривой СтГ происходит [c.422]
Высоколегированные стали и сплавы составляют значительную группу конструкционных материалов. К числу основных трудностей, которые возникают при сварке указанных материалов, относится обеспечение стойкости металла шва и околошовной зоны против образования трещин, коррозионной стойкости сварных соединений, получение и сохранение в процессе эксплуатации требуемых свойств сварного соединения, получение плотных швов. При сварке высоколегированных сталей могут возникать горячие и холодные трещины в шве и околошовной зоне. С кристаллизационными трещинами борются путем создания в металле шва двухфазной структуры, ограничения в нем содержания вредных примесей и легирования вольфрамом, молибденом и марганцем, применения фтористо-кальциевых электродных покрытий и фторидных сварочных флюсов, использования различных технологических приемов. Присутствие бора может привести к образованию холодных трещин в швах и околошовной зоне. Предотвращение их появления достигается предварительным и сопутствующим подогревом сварного соединения свыше 250 — 300 °С. С помощью технологических приемов можно также предотвратить кристаллизационные трещины. В ряде случаев это достигается увеличением коэффициента формы шва, увеличением зазора до 1,5 — 2 мм при сварке тавровых соединений. Предварительный и сопутствующий подогрев не оказывает заметного влияния на стойкость против образования кристаллизационных трещин. Большое влияние оказывает режим сварки. Применение электродной проволоки диаметром 1,2 — 2 мм на умеренных режимах при минимально возможных значениях погонной энергии создает условия для предотвращения появления трещин. Предпочтение следует отдавать сварочным материалам повышенной чистоты. При сварке аустенитных сталей проплавление основного металла должно быть минимальным. Горячие трещины образуются [c.110]
Причины образования горячих и холодных трещин в сварных соединениях. В процессе сварки могут образовываться трещины. Горячие трещины образуются в условиях повышенных температур из-за большой усадки при охлаждении металла сварочной ванны и из-за изменения состава свариваемых материалов. Большой склонностью к горячим трещинам, например, обладают сплавы, содержащие около 5% хрома и от 1,0 до 2,5% углерода, и сплавы с 9—10% хрома при содержании 0,9— 1,2% углерода. [c.62]
Технологические особенности сварки высоколегированных сталей связаны с их физическими свойствами. Большинство высоколегированных сталей и сплавов при повышенных температурах имеют коэффициент теплопроводности, в 1,5…2 раза меньший, чем низкоуглеродистые. Пониженная теплопроводность приводит к концентрации теплоты в зоне сварки и увеличению проплавления металла. Высокий коэффициент линейного расширения является причиной сильного коробления. Высоколегированные стали и сплавы более склонны к образованию горячих и холодных трещин, чем низкоуглеродистые. [c.257]
Основным критерием свариваемости, определяющим эксплуатационную надежность сварных соединений, является сопротивляемость образованию горячих и холодных трещин. Возникновение горячих трещин связано с химическим составом и условиями кристаллизации металла шва, что зависит от типа электродов, флюсов, защитных газов, типа сварного соединения, а также от числа проходов при сварке. Образование холодных трещин в первую очередь связано с химическим составом, толщиной свариваемых элементов, жесткостью сварного соединения и температурными условиями сварки. [c.14]
Горячие и холодные трещины. Оценка свариваемости высокопрочных сталей сводится к определению оптимальных условий сварки, при которых исключается возможность появления в сварном соединении трещин, а метал-околошовной зоны сохраняет требуемые пластичность, прочность и хладостойкость. [c.12]
В связи с тем, что те.мпературно-скоростные условия деформации металла при возникновении горячих и холодных трещин существенно отличаются друг от друга, потребовалась разработка двух машин для испытаний на горячие и холодные трещины. Обе машины, общими узлами которых являются закрепляющие устройства и плита, смонтированы на одной станине. Сварка образца осуществляется одни.ч и тем же сварочным автоматом. Для перехода от одного вида испытаний к другому требуется лишь небольшая переналадка. [c.225]
Основные покрытия обеспечивают устойчивое горение сварочной дуги на постоянном токе обратной полярности, допускают сварку во всех положениях, обеспечивают хорошее формирование шва, в процессе сварки требуют предельно короткой дуги и тщательной зачистки свариваемых кромок. Обеспечивают наплавленный металл (металл шва) высшего качества в сравнении с другими видами покрытий он содержит минимальное количество газов (хорошо раскислен), серы и фосфора, обладает повышенной стойкостью к образованию горячих и холодных трещин, имеет высокую пластичность и ударную вязкость при низких и высоких температурах. [c.102]
Электрошлаковая сварка. Сварные соединения толстолистовых конструкций из среднелегированных сталей, подвергающиеся последующей термообработке, наиболее целесообразно выполнять электрошлаковой сваркой. Наряду с высокой производительностью и экономичностью сварочных работ при этом обеспечивается и высокое качество сварных соединений, главным образом благодаря высокой стойкости металла околошовной зоны и шва против образования трещин. Однако при неблагоприятных условиях при электрошлаковой сварке могут возникать кристаллизационные трещины в металле шва, а также горячие и холодные трещины типа отколов в участке перегрева околошовной зоны (рис. 10—20). [c.561]
Обеспечение стойкости металла шва и околошовной зоны против образования трещин. При сварке высоколегированных сталей и сплавов возможно образование горячих и холодных трещин. Горячим трещинам подвержены в основном аустенитные стали и сплавы, холодным — закаливающиеся стали мартенситного и мартенситно-ферритного классов. [c.585]
Важным технологическим приемом при лазерной сварке с глубоким проплавлением является использование присадочного материала. Это дает возможность регулировать в широких пределах химический состав шва, обеспечивая требуемые свойства сварных соединений, исключить такие дефекты, как неравномерность проплавления, поры в корне шва, горячие и холодные трещины, а также снизить требования к точности сборки деталей под сварку. [c.428]
Для сталей этого класса характерными особенностями при сварке являются образование закалочных структур в шве и зоне термического влияния, склонных к хрупким разрушениям, возможность возникновения горячих и холодных трещин в сварном соединении и пор в металле шва. Многолетний опыт изготовления сварных конструкций из рассматриваемых материалов показывает, что для предупреждения этих явлений часто необходим подогрев при сварке и термообработка после сварки, усложняющие технологию. [c.430]
Повысить технологическую прочность при сварке можно металлургическим путем, изменением формы конструкции или соединения и некоторыми технологическими приемами. Выше были рассмотрены причины появления горячих и холодных трещин. Естественно, что повышение технологической прочности связано с устранением или ослаблением действия этих причин. [c.326]
Для листовых сварных конструкций вагоностроения. Сталь хорошо сваривается. Сварные соединения имеют Од до 51 кГ1мм . По ударной вязкости при 4-20 и —40° С сварные швы не уступают основному металлу. Склонность к образованию горячих и холодных трещин при сварке у стали отсутствует. Штампуемость удовлетворительная [c.207]
Методика ЛТП 1-4 для определения склонности металла шва к образованию горячих и холодных трещин при сварке. В основу методики испытаний положена гипотеза проф. Прохорова Н. Н. межкристалли-ческой прочности сплавов при сварке. [c.42]
Вместе с тем низколегированные стали 10Г2Б, 17ГС, 12Г2АФ обладают хорошей свариваемостью. Вероятность возникновения горячих и холодных трещин при сварке этих сталей практически незначительна. [c.326]
Сталь 12ХГФЛ не склонна к образованию горячих и холодных трещин при сварке. Она имеет высокие технологические свойства, что позволяет получать отливки без горячих трещин. [c.99]
Общепринятого критерия оценки пригодности конструкционных сталей к изготовлению сварных деталей и конструкций пока нет. При выборе сталей для сварных деталей и конструкций руководствуются прежде всего механическими свойствами основного металла и сварных соединений, а также технологичностью (штампуемостью, сопротивляемостью к горячим и холодным трещинам при сварке и т. д.), термообрабатываемостью, механической обрабатываемостью, трудоемкостью и т. п. Надежность сварных соединений служит основным и главным критерием в вопросе выбора марки сталей и способов изготовления сварных изделий. [c.126]
Для повышения технологической прочности сварных соединений (предотвращения появления горячих и холодных трещин) щвы в оболочковых конструкциях выполняют мягкими присадками /31 — 34/, В качестве мягких присадков выбирают проволоки, обладающие высокой пластичностью, хотя и меньшей по сравнению с основным ме-таллом прочностью (рис 2 4) Так, например, различие в прочностных характеристиках металла шва и основного металла сферических резервуаров, выполненных из титанового сплава ВТ5-1, достигает 30 % 1Ъ11, а при сварке т зуб из сачава ВТ22 и оболочек из сплава ВТ 14 сварной шов имеет более низкие (до 35 %) прочностные характеристики по отноше- [c.74]
При изготовлении сферических толстостенных оболочковых конструкций в последнее время широкое применение нашла сварка по узко-щ лeвo гy зазору /142/. При этом в целом ряде случаев для обеспечения повышенной стойкости к образованию горячих и холодных трещин допускается использование мягких присадочных проволок. [c.229]
Холодные трещины при сварке в отличие от горячих возникают при более низкой или даже комнатной температуре. Процесс их образования имеет, как правило, замедленьшш характер, хотя подобные трещины могут возникнуть практически сразу же после сварки. Наличие своеобразного инкубационного периода при возникновении холодных трещин делает их особо опасными. Эти трещины могут образовываться и развиваться уже после различных контрольных операций, например рентгеновского просвечивания. Причины образования такого рода трещин заключаются в действии ряда факторов фазовых превращений, связанных с изменением объема кристаллической решетки (в сталях — мартенситное превращение остаточного аустенита в шве и околошовной зоне) насыщения водородом скопления неметаллических включений в элементах полосчатой микроструктуры стали выделения карбонитрид-ных фаз по границам зерен при охлаждении после сварки и т. п. [c.505]
Свариваемость сталей мартенситного класса ограничена главным образом возможностью образования при сварке хрупких структур в шве и око-лошовной зоне, а также горячих и холодных трещин. [c.510]
Если раньше в судостроении применялась клепка, то в связи с повсеместным переходом к сварке корпусных деталей основным требованием к судостроительным сталям является свариваемость. Для судокорпусных работ (правка, гибка, штамповка) стали должны обладать достаточной пластичностью. Судостроительная сталь при сварке не должна давать различного рода сварочных дефектов (пор, шлаковых включений, горячих и холодных трещин), а свойства сварного соединения (металла шва и зоны термического влияния) не должны с)тцественно отличаться от свойств основного металла. Поэтому корпусные стали, используемые в судостроении, не должны содержать более 0,2 % углерода. [c.313]
Следствием плохой свариваемости металлов являются треш,ииы в сварных соединениях, которые разделяют на горячие и холодные. Трещины образуются в процессе сварки в результате действия сварочных напряжений в периоды времени, когда отдельные зоны сварного соедниення находятся в разупрочненном и хрупком состояниях. При сварке почти всегда возникают остаточные сварочные напряжения, как правило, растягивающие напрял енпя в шве и сжимающие в основном металле. [c.346]
Дуговая сварка чугуна применяется для исправления дефектов в отливках и выполняется двумя способами горячим и холодны.м. При горячей сварке производится У-образная разделка кромок под углом 60—90°. Сварка ведется чугунными электродами диаметром 10—20 мм, имеющими повышенное, содерлонне кремния (3—4%). Для предупреждения окисления шва место сварки посыпают специальным флюсом или пользуются обмазанными электродами. Для предупреждения образования ог-бела и трещин в зоне сварки изделие перед сваркой подогревают до 700° С. Холодная сварка производится без подогрева. При холодной сварке качество сварного шва ниже. [c.301]
Жаропрочные сплавы на железоникелевой основе, например ХН62БМКТЮ-ИД, служат для изготовления турбинных лопаток и дисков. При сварке плавлением в сварном шве, околошовной зоне и основном металле нередко образуются горячие и холодные трещины, изменяется структурное состояние и вследствие этого ухудшаются механические свойства соединений. [c.172]
В связи с тем что причины и механизм сбразования горячих и холодных трещин различны, рассматривать их будем раздельно, имея, однако, в виду, что борьба как с горячими, так и с холодными трещинами составляет две стороны общей проблемы повышения технологической прочности конструкций при сварке. [c.297]
Горячие и холодные трещины при сварке металлов и причины их образования
Цепочка пор — это ряд газовых пор, расположенных в линию, обычно параллельно оси сварного шва, с расстоянием между ними менее трех максимальных размеров большей из пор. Цепочка пор вызывается главным образом подсосом воздуха в зазор между кромками шва.
Продолговатая полость — это несплошность, вытянутая вдоль оси сварного шва. Длина несплошности не менее чем в два раза превышает высоту. Обычно продолговатая полость возникает в зоне слабины, т. е. в ослабленном стыке зон столбчатых кристаллитов, растущих навстречу друг другу от линии сплавления.
Свищ — это трубчатая полость в металле сварного шва, вызванная выделением газа. Форма и положение свища определяются режимом затвердевания и источником газа. Обычно свищи группируются в скопления и распределяются елочкой.
Причиной образования свищей может быть:
большая амплитуда колебаний электрода;
перегрев основного металла, особенно в случае тонколистового металла;
повышенное содержание влаги в покрытии электрода. Для предупреждения образований свищей необходимо:
ограничить амплитуду
правильно подбирать ток и диаметр электрода с учетом толщины свариваемого металла;
прокаливать электроды перед сваркой.
Поверхностная пора — это газовая пора, которая нарушает сплошность поверхности сварного шва. Появление поверхностных пор связано с рядом металлургических и технологических факторов.
Усадочная раковина — это полость, образующаяся вследствие усадки во время затвердевания. Раковины имеют наибольший размер и обычно перпендикулярны к поверхности сварного шва.
Усадкой называют самопроизвольное уменьшение объема сварного шва, связанное с его нагревом до жидкого состояния и охлаждением.
Кратер — это усадочная раковина в конце валика сварного шва, не заваренная до или во время выполнения последующих проходов. Дефект возникает вследствие технических неполадок сварочных головок, резкого уменьшения напряжения и силы тока дуги, резкого отрыва дуги.
Горячий крекинг против холодного крекинга
Недавно мы помогли клиенту определить причину появления трещин в сварных швах. Было установлено, что образование трещин на их деталях произошло из-за быстрого охлаждения и неправильного размера сварных швов. Обсуждения, которые у нас были до и после определения причины, были весьма интересными. Мы обсудили с нашим клиентом типичные причины взлома. Вот краткое изложение наших встреч. Обратите внимание, что это не все причины появления трещин.
Вообще говоря, мы можем разделить трещины на две группы, которые связаны со временем появления трещин: горячие и холодные.По существу, горячее растрескивание происходит во время сварки или вскоре после нее, в то время как холодное растрескивание может возникать через несколько часов или даже дней после завершения сварки.
Горячий крекинг
Горячее растрескивание происходит в основном из-за большого количества элементов с низкой температурой плавления в основном материале. Слегка повышенного количества этих элементов обычно недостаточно, чтобы вызвать растрескивание, это скорее связано с другими проблемами, такими как неправильное соотношение ширины к глубине сварного шва. Некоторые элементы, используемые в производстве стали, такие как сера и фосфор, имеют низкие температуры плавления.Из-за этих низких температур плавления эти элементы сдвигаются к центру сварного шва по мере его затвердевания. Эти элементы могут застрять в середине сварного шва, когда лужа не остается в расплавленном состоянии достаточно долго. Когда это происходит, мы получаем трещину по средней линии, как показано на рисунке ниже.

Центральная трещина, вид сверху. Иногда эти трещины едва заметны невооруженным глазом, поэтому используются методы неразрушающего контроля, такие как жидкий пенетрант.

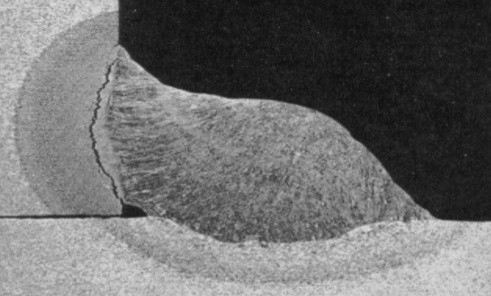
Поперечный разрез осевой трещины.
Расплавленная лужа затвердеет снаружи к середине сварного шва. Если сварной шов будет слишком глубоким по сравнению с его шириной, он будет захватывать элементы с низкой температурой плавления в середине сварного шва, независимо от того, находится ли количество в основном материале в пределах спецификации. Это называется растрескиванием, вызванным формой валика. На рисунке ниже показано, как затвердевает сварной шов.

Точно так же, как вода в стакане замерзает, сварочная лужа затвердевает от внешних краев к середине.Иногда попадающие элементы попадают в середину, вызывая трещины.
Для предотвращения горячего растрескивания мы хотим сделать следующее:
- Обеспечьте правильное соотношение ширины и глубины на сварных швах (идеально от 1: 1 до 1,4: 1). Иногда для этого требуется совместный редизайн.
- Тщательно выбирайте основные материалы.
- Выберите правильный процесс. Такие процессы, как SAW, которые обеспечивают лучшее проникновение, иногда могут быть проблемой в зависимости от деталей соединения.
Холодное крекинг
Холодное растрескивание намного хуже горячего просто потому, что до появления трещины могут пройти часы или дни.Это означает, что сварная сборка может уже быть в эксплуатации. Холодное растрескивание характеризуется появлением трещины на основном материале, а не на сварном шве, как в случае горячего растрескивания. Иногда это называют растрескиванием в зоне термического влияния (HAZ) или растрескиванием под водородом.
Холодное растрескивание происходит при наличии трех условий: достаточно чувствительного материала, достаточного уровня водорода и высокого уровня остаточного напряжения. Обычно у нас мало контроля над уровнем остаточного напряжения, поэтому цель состоит в том, чтобы контролировать две другие переменные.
Высокие скорости охлаждения и материалы с высоким содержанием углерода создают условия, подверженные холодному растрескиванию. Чем выше скорость охлаждения, тем больше вероятность образования холодных трещин. Такие вещи, как большая толщина основного материала, низкое тепловложение и более низкие температуры основного металла, увеличивают скорость охлаждения. При высоких скоростях охлаждения в ЗТВ образуется твердый и хрупкий мартенсит. Он также имеет более низкую пластичность, чем сварной шов, поэтому остальной основной материал сжимается с разной скоростью по мере охлаждения сварного шва.Водород попадает в мартенсит, и при приложении напряжения возникает трещина. Со временем водород покидает ЗТВ и металл сварного шва; Вот почему Структурный кодекс D1.1 требует, чтобы проверка проводилась через 48 часов после сварки. Это гарантирует, что водород уйдет из сварной конструкции в сталях, чувствительных к растрескиванию под действием водорода, если проверка будет выполнена.
Чтобы предотвратить холодное растрескивание, мы хотим сделать следующее:
- Предварительно нагрейте основной материал, чтобы снизить скорость охлаждения — это также приведет к диффузии водорода и позволит сварному шву и основному материалу сжиматься с одинаковой скоростью при охлаждении.
- Выполните процедуры увеличения погонной энергии, если предварительный нагрев не предусмотрен
- Выберите присадочные материалы с низким содержанием водорода (обычно имеют обозначение h3, h5 или H8).
- Провести термообработку после сварки (отжиг водородом)
- Уменьшите скорость охлаждения, используя тепловые одеяла
Существуют и другие типы взлома, вызванные проблемами, не упомянутыми здесь. Были ли у вас проблемы с растрескиванием сварных швов?
Источник: Руководство для производителей и монтажников сварных стальных конструкций
.Предотвращение образования холодных трещин при сварке
Когда сварка более прочных стальных материалов, водородное холодное растрескивание (HACC) — это реальная проблема. HACC характеризуется трещинами, которые образуются в сварном шве и / или нагреваются. зона воздействия основного металла после снижения температуры сварного изделия. С адекватные сварочные процедуры и уход во время сварки, HACC в значительной степени может быть устранено.
The WelderDestiny Compass: еженедельная подписка на электронный журнал
Вы можете посмотреть предыдущие выпуски «The WelderDestiny Compass», щелкнув здесь.
Аналог.
условия:
- Водород Вспомогательное холодное растрескивание. (HACC)
- Водородный крекинг.
- Холодное растрескивание. Под холодным крекингом понимается тот факт, что водородный крекинг происходит только тогда, когда сварной шов относительно холодный.
- Отсроченное растрескивание. Водородный крекинг может быть задерживается на много часов. Иногда до 72 часов, хотя это необычно. Гораздо более типичным было бы около 12 часов.
 Врезной шов на береговом трубопроводе: Типичная ситуация, при которой может происходить холодное растрескивание с водородом.
Врезной шов на береговом трубопроводе: Типичная ситуация, при которой может происходить холодное растрескивание с водородом.Что такое холодный крекинг с водородом?
Там
представляют собой ряд различных механизмов, предложенных для холодного крекинга с водородом. При условии
существует множество различных «теорий», я уверен, вы можете себе представить, что
единого принятого механизма нет.
А
широко распространенная теория состоит в том, что атомы водорода диффундируют через металл, и
собираются в «промежутках» в микроструктуре металла. Обычно это было бы
на включениях в металле и на границах зерен металла.Однажды
атомарный водород собирается, превращается в молекулярный водород (h3)
или даже вступает в реакцию с углеродом с образованием метана в тех точках, где он собирается.
Как только водород больше не существует как отдельный атом, он становится слишком большим.
легко диффундировать через металлическую структуру. Со временем все больше и больше
водород собирается и приводит к чрезмерному «давлению» в этих очень локализованных
точки. Утверждается, что давление может стать настолько большим, что в результате
в материале «раскалываться». Это расщепление под давлением вызвало
водородом тогда рассматривается как водородный крекинг.Есть проблемы с этим
теория, если рассматривать ее изолированно.
Другой
теория состоит в том, что водород собирается вокруг включений в металле, таких как
карбидные включения. Когда материал затем медленно пластифицируется
деформация (может присутствовать при усадке сварных швов при их остывании до комнатной
температуры) атомы водорода «увлекаются» движущимися дефектами (называемыми
дислокации), пока атомы водорода эффективно не закрепят дислокации. когда
это происходит, пластическая деформация больше не может происходить, и материал
действует хрупко.Важно отметить, что пластичность металлов
из-за движения вывихов. Если вывихи больше не могут двигаться, то
пластичности больше нет.
Независимо
точного механизма, мы знаем, что водородное растрескивание происходит, когда все
соблюдены следующие условия:
- Наличие атомарный водород: При дуговой сварке почти всегда присутствует водород. настоящее время. В основном это происходит из-за загрязнения влаги или углеводорода.
- Наличие растягивающее напряжение: При отсутствии напряжения водородное растрескивание не принимает место. Во время сварки почти всегда возникают высокие напряжения из-за термическая усадка шва при охлаждении. Любые концентраторы напряжений, такие как Дефекты сварного шва будут иметь тенденцию локально увеличивать уровни напряжений.
- А чувствительная микроструктура: Некоторые структуры материала, такие как «аустенит» (Нержавеющие стали 304 и 316 являются аустенитными материалами при комнатной температуре) не подвержен водородному растрескиванию.Наиболее чувствительны микроструктуры: те, которые твердые и хрупкие. Высокопрочные стали обычно имеют такие конструкции. Поэтому закаленные сварные швы углеродистых и низколегированных сталей также подвержен водородному растрескиванию.
- А достаточно низкая температура: Растрескивание происходит только ниже температуры, при которой водород не так легко диффундирует. Обычно предел около 100 ° C. допустимо, хотя в очень неблагоприятных условиях водородный холодный крекинг (HACC) может произойти при температурах немного выше этой.
 Зона теплового воздействия Холодное растрескивание в угловом сварном шве: Неполный провар и неравномерная длина ветви увеличивают напряжения в меньшей ветви.
Зона теплового воздействия Холодное растрескивание в угловом сварном шве: Неполный провар и неравномерная длина ветви увеличивают напряжения в меньшей ветви.Предотвращение холодного крекинга с водородом (HACC)
В
По сути, любая мера, которая устраняет одно из 4 условий, показанных выше, будет
исключить водородное растрескивание. Ниже приведен список типичных шагов, которые можно
принято, для устранения HACC:
- Уменьшить уровень водорода: Некоторые сварочные процессы, такие как газовая вольфрамовая дуговая сварка (GTAW) по своей природе содержат мало водорода.В случае процессов флюсования, таких как Дуговая сварка защищенного металла (SMAW — также называемая сваркой палкой) флюсом компоненты могут быть составлены с низким содержанием влаги. Это дальше усиливается за счет «запекания» электродов для удаления как можно большего количества влаги. возможное.
- Применить относительно высокий предварительный нагрев свариваемого материала: Это обычно приводит к при более низких скоростях охлаждения сварного шва и зоны термического влияния (ЗТВ) и в целом приводит к более жесткой микроструктуре.
- Обслуживание относительно высокая температура между проходами: Если температура сварного шва и зона термического влияния поддерживается выше 100 ° C для типичных конструкционных стали, даже в промежутках между сварочными швами, температура не достаточно низко, чтобы произошло «холодное растрескивание». Для сталей повышенной прочности возможно, потребуется повысить температуру до 150 ° C.
- Применить пост-нагрев: В этом методе высокая температура предварительного нагрева и промежуточного прохода сохраняется во время сварки.После завершения сварки температура все еще поддерживается в течение определенного периода времени. Это называется «пост-тепло». Во время этой публикации тепла, водороду, который наносит вред, дается время «прогреться» из материала, снижение уровня водорода, доступного для водородного крекинга.
- Обслуживание высокое тепловложение при сварке: Высокое тепловложение — это еще один способ сказать что количество энергии, применяемой при сварке, велико. Подвод тепла обычно измеряется как напряжение, умноженное на силу тока, разделенное на сварку Скорость путешествия.Высокое тепловложение обычно приводит к более медленной скорости охлаждения, что обычно приводит к более пластичной микроструктуре. Кроме того, есть немного больше времени при повышенной температуре, что позволяет больше водорода «выпечь» до того, как температура станет достаточно низкой, чтобы позволить холодному растрескиванию происходят.
- Использование материал, который вряд ли образует твердые, хрупкие микроструктуры: Обычно это достигается за счет использования материалов с низким содержанием углерода. Современные сталелитейные заводы удается получить высокую прочность материала с низким содержанием углерода, используя термомеханически управляемый процесс (TMCP) при прокатке стали до окончательная форма.
- Использование присадочный металл, более слабый, чем свариваемый основной металл: Если сварной шов металл значительно слабее основного металла и очень пластичен, тогда когда сварной шов подвергается напряжению, пластическая деформация в значительной степени ограничивается металл шва, а не основной металл. Поскольку металл шва не имеет чувствительной микроструктуры, водородное растрескивание маловероятно. Очевидно это означает, что сварной шов слабее основного металла, поэтому сварной шов не в полной мере использовать прочность материала.Чтобы преодолеть это, более слабый сварной шов металл обычно используется только для одного или двух сварных швов, а остальная часть сварного шва прогоны выполняются с присадочным металлом излишне подходящего размера. Это работает, потому что водород растрескивание является наиболее распространенным явлением в сварном шве при небольшом поперечном сечении. однажды сварной шов становится «достаточно толстым», он подвергается значительно меньшей пластической деформации при воздействии термических напряжений, поэтому вероятность водородного растрескивания составляет уменьшено.
- Обеспечить что время задержки между сварками сведено к минимуму: Поскольку водородное растрескивание имеет тенденцию чтобы быть механизмом, зависящим от времени, вероятность растрескивания может быть уменьшена за счет обеспечение следующего цикла сварки, в результате которого температура шва повысится. опять же, помещается до того, как сварной шов успеет остыть, и для водород накапливается вокруг включений в материале.Самый критический временная задержка между первым и вторым сварочными циклами. По этой причине Второй цикл сварки часто называют «горячим проходом». Идея в том, что этот проход его необходимо нанести как можно скорее, пока сварной шов еще «горячий». Эта горячий проход также нагревает сварной шов до температуры, выше которой водород может быть «выжжен» из сварного шва. Как правило, если время от начало корневого прохода, до начала горячего прохода может быть меньше, чем 8 минут, то водородное растрескивание маловероятно.Иногда это достигается наличие более одного сварщика, выполняющего сварку шва одновременно.
- Использование из аустенитного присадочного металла: Это необычно, но хорошо работает, если нет проблемы с использованием аустенитного наплавленного металла. Это работает, потому что аустенитный наплавленный металл может «растворить» весь водород, который реально во время сварки. Это означает, что вождения не так много сила для проталкивания водорода в основной металл, поэтому водородное растрескивание маловероятно.К сожалению, у этого есть ряд недостатков. В Во-первых, типичные сварочные металлы серии 300 слабее, чем высокопрочные. стали, поэтому для повышения прочности необходимо использовать аустенитные наполнители с высоким содержанием никеля соответствие. Эти наполнители дорогие. Типичная нержавеющая сталь серии 300 материалы также подвержены коррозионному растрескиванию под напряжением в определенных среды, поэтому они не подходят для этих приложений. Другая проблема — гальваническая коррозия, которая может возникнуть, когда углеродистые стали и коррозионно-стойкие сплавы контактируют в агрессивной среде.
- Уменьшить приложенные напряжения на сварном шве, насколько это возможно, пока вам не удастся нанесите относительно толстое поперечное сечение сварного шва: В качестве примера при выполнении сварка трубопровода, выравнивающие зажимы, удерживающие соединение, не удаляется до тех пор, пока не будет нанесена большая часть сварного шва. Другой пример — обеспечить наилучшая возможная стыковка концов труб при сварке. Чем хуже подгонка, тем больше напряжения, которые испытывает сварной шов, особенно в корне область сварного шва.Другой пример — завершить сварку перед перемещением сварное соединение. Если труба переставляется после того, как осажденного, тогда напряжения должны быть достаточно высокими, чтобы привести к водородному растрескиванию.
Водородное холодное растрескивание при сварке трубопроводов
Когда
при прокладке магистральных трубопроводов обычно выполняются тысячи сварных швов
обязательный. В этих условиях высокопроизводительные сварочные технологии являются
важный. Экономия времени на 10% при выполнении такого большого количества сварных швов очень выгодна.
с экономической точки зрения.Один из традиционных способов достижения высоких
Производительность при сварке этих трубопроводов заключается в использовании целлюлозных
электроды с процессом дуговой сварки защищенного металла (SMAW).
Пока
большинство сварных швов магистральных трубопроводов в наши дни выполняется автоматизированной сваркой,
трубопроводов по-прежнему используют целлюлозные электроды для «врезных» сварных швов.
Причина в том, что у целлюлозных электродов очень проникающая дуга, поэтому они
хорошо подходят для выполнения корневых проходов на трубах. Шлак тоже быстрый
замораживание, позволяющее использовать последовательность сварки вертикально вниз.Это далее
увеличивает скорость и производительность сварки.
 Сварка трубопроводов электродами из целлюлозного электрода SMAW: Эта ситуация является одной из наиболее подверженных водородному образованию холодных трещин.
Сварка трубопроводов электродами из целлюлозного электрода SMAW: Эта ситуация является одной из наиболее подверженных водородному образованию холодных трещин. большая проблема с целлюлозными электродами заключается в том, что они зависят от влаги в
покрытие флюсом, чтобы обеспечить эти преимущества. По замыслу целлюлозные электроды
приводят к присутствию большого количества водорода. Следует признать, что когда
сварка целлюлозными электродами всегда присутствует достаточно водорода для
приводит к водородному растрескиванию, если присутствуют все другие факторы.
В
Помимо высокой производительности сварки, экономичность трубопроводов, как правило, благоприятствует использованию
высокопрочных трубопроводных сталей. (Тогда трубопровод может быть тоньше.) Такой высокий
Прочностные стали обычно более склонны к водородному растрескиванию, чем низко
стали бы прочнее. Благодаря такому сочетанию высокопрочных сталей
сварены методами сварки с высоким содержанием водорода, холодное растрескивание под водородом
(HACC) уделяет большое внимание трубопроводным проектам. Фактически, большинство кросс-кантри
В кодексах трубопроводов большое внимание уделяется параметрам сварки, которые могут
водородный крекинг.По этой причине в этих правилах сварки, как правило, много
важные переменные, которые не рассматриваются в других правилах сварки. Это также
Важно отметить, что большинство современных сталей для трубопроводов термомеханически
Стали с контролируемым процессом (TMCP), повышающие устойчивость стали к
водородный крекинг.
Это
важно отметить, что в наши дни есть альтернативы целлюлозному
электроды, но часто конкретная экономика проекта трубопровода все еще может
подтолкнуть инженеров проекта к использованию целлюлозных электродов.
В
в случае подводных трубопроводов использование целлюлозных электродов обычно не
позволил. Это потому, что временные задержки обычно указываются между сварными швами.
завершение и начало неразрушающего контроля (NDT) при сварке
с процессом сварки с высоким содержанием водорода. Типичные минимальные временные задержки между
Завершение сварки и начало неразрушающего контроля займет 48 часов при использовании
целлюлозные электроды. Это сделано потому, что у вас будет достаточно времени, чтобы убедиться
что если произойдет холодный крекинг с водородом (HACC), то он
фактически происходят до проведения тестирования.При сварке на укладочной барже
такие временные задержки добавят огромных затрат на операцию по укладке трубопровода. Технически и
Поэтому экономически использование целлюлозных электродов просто нецелесообразно.
Ресурсы для снижения риска HACC
Как
водородный крекинг может иметь тяжелые последствия для безопасности и экономики.
многочисленные документы, которые могут помочь нам снизить вероятность образования водорода
растрескивание. Часто используемые ресурсы:
- Сварка Технологический институт Австралии (WTIA) Техническое примечание 1.
- Австралийский Стандарт на сварку трубопроводов для газа и сжиженного газа, AS / NZS 2885.2, Приложение E.
- Американский Кодекс по сварке конструкций Общества сварщиков AWS D1.1, приложение H.
- Европейский Стандарт рекомендаций по сварке ферритных сталей, EN 1011-2 Приложение C.
Кроме того
стандарты, упомянутые выше, есть много книг, посвященных сварке
сталей без водородного растрескивания, но с использованием одного из указанных выше стандартов
вероятно будет достаточно для большинства обстоятельств.
The WelderDestiny Compass: еженедельная подписка на электронный журнал
Вы можете посмотреть предыдущие выпуски «The WelderDestiny Compass», щелкнув здесь.
.
Основные советы по пониманию (и предотвращению) распространенных типов растрескивания сварных швов
Домашняя страница / Основные советы по пониманию (и предотвращению) распространенных типов растрескивания сварных швовЛучшая защита от растрескивания сварных швов — это понять его причины и способы устранения. И он показывает, почему лучше всего начать с понимания горячего и холодного растрескивания.
Центральная трещина, показанная на этом угловом сварном шве, является результатом сегрегации материала с низкой температурой плавления (сегрегационное растрескивание).После затвердевания элементы с низкой температурой плавления концентрируются в центре сварного шва. Это обычное явление при сварке металлов с более высоким содержанием серы и фосфора, металлов с цинкованием или гальваническим покрытием, а также на материалах, которые были окрашены или загрунтованы.
Правильная конструкция сварного шва помогает обеспечить правильное соотношение глубины и ширины сварного шва и может предотвратить растрескивание сварного шва.
Существует тенденция делать более широкие сварные швы с более тонкими отверстиями, если прилегание плохо подогнано.Плохая конструкция стыка обычно приводит к узкому соотношению ширины валика к глубине. Эти формы валика создают чрезмерное напряжение в центре сварного шва, вызывая его растрескивание. Сварка при слишком высоких напряжениях также может привести к вогнутому сварному шву, который более склонен к растрескиванию.
Как и другие дефекты сварного шва — например, пористость или подрезание — растрескивание сварного шва ставит под угрозу целостность сварного шва и может стать значительным источником простоев, затрат и просто разочарований. Если вы соблюдаете сжатые сроки (каковы у большинства из нас) или контракт, это также может вызвать задержки, которые приведут к штрафам или потере бизнеса.К счастью, как и в случае с любой другой частью сварочного процесса, лучшая защита от растрескивания сварного шва — это понимание его причин и решений. Итак, с чего начать? Во-первых, понимание горячего и холодного растрескивания.
Горячее растрескивание происходит при температурах выше 1000 ° F и почти сразу после затвердевания сварного шва. Существует три распространенных типа горячего растрескивания: сегрегация, форма валика и кратерное растрескивание. Сегрегационное растрескивание — это тип растрескивания по средней линии, которое (как следует из названия) происходит через центр сварного шва.Это происходит, когда элементы с низкой температурой плавления концентрируются в центре сварного шва после его затвердевания. Это обычное явление при сварке металлов с более высоким содержанием серы и фосфора, металлов с цинкованием или гальваническим покрытием, а также на материалах, которые были окрашены или загрунтованы.
Существует несколько способов предотвращения этого типа растрескивания:
(1) По возможности заказывайте стали с низким содержанием остаточного фосфора и серы (менее 0,05%).
(2) Уменьшите подвод тепла во время сварки, что сокращает время возникновения сегрегации.
(3) Измените конструкцию соединения, чтобы отношение глубины к ширине не было слишком большим или слишком маленьким.
(4) Выполняйте сварные швы с большей толщиной шва или с меньшей вогнутостью.
Следующий тип горячего растрескивания, трещинообразование в форме валика , обычно является результатом плохой подгонки детали или конструкции соединения. При плохой подгонке швы обычно получаются более широкими и более тонкими. И наоборот, плохая конструкция стыка обычно приводит к узкому соотношению ширины валика к глубине. В обоих случаях эти формы валика создают чрезмерное напряжение в центре сварного шва, вызывая его растрескивание.Сварка при слишком высоких напряжениях также может привести к вогнутому сварному шву, который более склонен к растрескиванию. Предотвратить растрескивание бортика:
(1) Хорошая сборка деталей и конструкция стыков.
(2) Соблюдение рекомендуемых параметров для вашего приложения.
(3) При необходимости снизить напряжение.
(4) Избегайте техники широкого переплетения, так как она создает вогнутый валик. Вместо этого используйте угол сопротивления сварного шва, чтобы создать более выпуклый сварной шов.
Наконец, чтобы предотвратить кратерные трещины — трещины, возникающие при прекращении сварки до завершения прохода сварного шва — используйте технику обратной засыпки, чтобы придать кратеру большую толщину.Этот метод включает в себя небольшое резервное копирование, чтобы заполнить область в конце сварного шва перед гашением дуги. Кроме того, не забудьте заполнить области между прихваточными швами и сварным швом, нанеся более толстые прихватки и / или заполнив кратеры, как рекомендовалось ранее. Хорошая подгонка деталей также может предотвратить образование кратеров.
Холодное растрескивание (также называемое водородным растрескиванием или растрескиванием в зоне термического влияния (ЗТВ)) возникает при температурах ниже 600 ° F (316 ° C) и появляется только через несколько часов после остывания сварного шва.В некоторых случаях он может не появляться в течение нескольких дней. Большая часть холодных трещин начинается в основном материале (в отличие от самого сварного шва) и проходит поперек сварного шва. Это особенно характерно для толстых материалов, которые склонны к быстрому охлаждению из-за большого радиатора, и возникает в результате индуцированных остаточных напряжений в основном материале и присутствия диффундирующего водорода в сварном шве. Холодное растрескивание также может происходить в материалах с высоким содержанием углерода или сплава, поскольку они также имеют более высокую прочность и могут быть менее пластичными.
Предотвращение образования холодных трещин в первую очередь зависит от снижения остаточного напряжения и содержания водорода в сварном шве. Водород может попасть в сварной шов через влагу из атмосферы, присадочные металлы, защитный газ или из-за ржавчины и прокатной окалины на основном материале. Он также может попадать из углеводородов в покрытия, масла и смазки на материал.
Обратный шаг сварного шва — это один из способов предотвращения образования холодных трещин и снятия напряжений. Чтобы выполнить эту технику:
(1) Сваривайте в одном направлении на короткую длину.
(2) Вернитесь к состоянию непосредственно перед началом последнего сварного шва.
(3) Повторите сварочный проход, остановившись в начале первого шва.
Предварительный нагрев основного материала перед сваркой также может предотвратить холодное растрескивание за счет снижения скорости охлаждения и поддержания пластичности сварного шва и основного материала. Также помогает термообработка после сварки (PWHT), поскольку она выводит диффузный водород из сварного соединения и снимает напряжение с материала. Другие меры защиты от холодного растрескивания включают:
(1) Использование присадочных металлов с низким содержанием водорода, например h5 или H8.
(2) Использование присадочных металлов с основной шлаковой системой (они имеют высокие поглотители водорода).
(3) Хранить присадочные материалы в чистом, сухом месте и хранить их в оригинальной упаковке до момента использования.
(4) Хранение присадочных материалов в зоне с температурой в пределах 10 градусов по Фаренгейту от среды сварки. Или дать присадочному металлу несколько часов для адаптации к температуре окружающей среды перед сваркой (для предотвращения конденсации).
(5) Очистка основного материала от масла, смазок и грунтовок перед сваркой.
Помните, что следование некоторым основным советам, подобным этим, может иметь большое значение для предотвращения простоев и затрат, связанных с растрескиванием сварных швов. Если вы сомневаетесь, обратитесь к проверенному дистрибьютору сварочного оборудования или производителю присадочного металла.
.Понимание неоднородностей сварного шва
Первоочередная задача сварщика в любом виде работы — обеспечение прочности сварного шва. По этой причине для инспектора, осматривающего сварной шов, важно иметь возможность обнаружить множество неоднородностей сварного шва, в том числе:
- Пористость.
- Неполный сплав.
- Неполное проплавление шва.
- Недопустимые сварные профили.
- Растрескивание.
Первым шагом к пониманию неоднородностей сварных швов является изучение терминологии сварки.
Нарушение сплошности определяется как нарушение типичной структуры материала, такое как отсутствие однородности его механических, металлургических или физических характеристик. Нарушение непрерывности может быть результатом дефекта, но не обязательно дефектом.
Дефект , с другой стороны, представляет собой нарушение непрерывности, которое по своей природе или накопленному эффекту (например, общей длине трещины) делает деталь или продукт неспособными соответствовать минимальным применимым стандартам приемки или спецификациям.Дефект приводит к браку детали или продукта.
Поскольку мы изучаем эти явления за пределами требований конкретных правил или стандартов сварки и не обсуждаем их ограничения в терминах этих документов, мы будем использовать слово несплошность для их описания. Первый тип несплошностей сварного шва мы » Все адреса — пористость.
Пористость
Пористость определяется как неоднородность полого типа, образованная захватом газа во время затвердевания. Эти захваченные газы в расплавленном сварном шве могут образовывать пузырьки или карманы по мере затвердевания сварного шва.
Четыре основные причины присутствия газов, вызывающих пористость:
- Грязный основной материал, загрязненный углеводородами, такими как масло, смазка или краска.
- Влага на стыковой поверхности или электроде в виде воды или гидратированных оксидов или утечка воды из плохо обслуживаемых систем охлаждения, которые могут вводить водород в процесс сварки.
- Недостаточная или неправильная защита из-за недостаточной скорости потока защитного газа; газ, загрязненный из его источника или из его системы доставки; ветер или сквозняк, которые не позволяют газу должным образом защищать расплавленный металл сварного шва.
- Неправильные условия или методы сварки.
- Пористость часто классифицируется по ее форме и распределению в сварном шве, например, равномерно или беспорядочно, кластерно или линейно. Каждое из этих распределений пористости может иметь разные уровни приемлемости в пределах сварочного кодекса или стандарта.
Наиболее практичными методами контроля или устранения пористости являются использование чистых основных материалов, надлежащее хранение незагрязненных сварочных материалов, надлежащее техническое обслуживание сварочного оборудования, использование проверенных сварочных процедур и сварка в приемлемых условиях окружающей среды.
Неполное сплавление и неполное проникновение в стык
Поскольку эти термины иногда используются неправильно, важно понимать разницу между этими двумя неоднородностями сварного шва.
Неполное плавление — это несплошность сварного шва, при которой не происходит плавление металла шва и поверхностей сплавления или прилегающих сварных швов. Это отсутствие плавления может происходить в любом месте сварного шва и присутствовать в угловых швах или швах с разделкой кромок.
Неполное сплавление может произойти, если температура основного материала или ранее наплавленного металла шва не повышается до его точки плавления во время процесса сварки.Неполное плавление часто наблюдается на одном участке углового шва и вызвано неправильным углом сварки, в результате чего тепло распределяется неравномерно между обеими сторонами стыка.
Это также может быть вызвано оксидами или другим посторонним материалом на поверхности основного материала.
Неполное проплавление стыка — это разрыв в сварном шве с разделкой кромок, в котором металл сварного шва не проходит через толщину стыка. Это неспособность присадочного или основного металла полностью заполнить основание сварного шва.
Некоторые частые причины неполного проплавления шва — плохая конструкция сварного шва с разделкой кромок или подгонка, не подходящая для условий сварки. Неполное проплавление шва может произойти, если размеры поверхности корня слишком велики, отверстие в корне слишком мало или угол наклона сварного шва с V-образной канавкой слишком мал. Все эти проблемы конструкции соединения ограничивают способность сварного шва проникать через толщину соединения.
Неполный провар стыка можно предотвратить с помощью правильной конструкции стыка и подгонки в соответствии с требованиями процедуры сварки.
Понимание этих неоднородностей сварных швов поможет инспекторам по сварке выявить их и, что более важно, предотвратить их появление на производстве. Использование контроля сварки в качестве превентивного инструмента в рамках системы качества более эффективно, чем использование его только как метод оценки для отделения плохих сварных швов от хороших.
Неприемлемые профили сварного шва
Профиль завершенного сварного шва может существенно повлиять на характеристики этого сварного шва в процессе эксплуатации. Инспекторы по сварке должны выявлять несплошности посредством визуального осмотра и оценивать их приемку или отклонение в соответствии с применимыми правилами сварки или стандартными критериями приемки.
Недопустимые профили сварного шва могут вызвать уменьшение толщины основного материала, уменьшение размера сварного шва или концентрации напряжений на поверхности сварного шва или листа. Эти типы несплошностей сварного шва часто серьезно ухудшают общие характеристики сварного компонента в эксплуатации.
Некоторые неоднородности профиля сварного шва — это подрез, перекрытие, недостаточный срез и чрезмерная выпуклость. Подрезание определяется как канавка, проплавленная в основном металле рядом с носком сварного шва или корнем сварного шва и оставленная незаполненной металлом сварного шва.
Термин выточка описывает два конкретных состояния. Первый — это расплавление основного материала на боковой стенке сварного шва с разделкой кромок на краю валика, в результате чего на боковой стенке образуется острая выемка в том месте, где должен быть нанесен следующий валик. Этот тип поднутрения может захватывать включения внутри выемки, которые затем могут быть покрыты последующим наплавленным валиком.
Это состояние обычно можно исправить шлифованием выемки перед нанесением следующего валика.Однако, если подрез небольшой, опытному сварщику, который знает, на какую глубину проникнет дуга, возможно, не потребуется его удалять. Подрез боковой стенки сварного шва с разделкой кромок не повлияет на готовый сварной шов, если условие исправлено до нанесения следующего валика.
Второе условие — уменьшение толщины основного металла на линии, где сварной валик на последнем слое металла шва сцепляется с поверхностью основного металла. Это положение известно как основание сварного шва. Это может произойти на угловом шве или стыковом шве.
Величина поднутрения, разрешенная на поверхности готового сварного шва, обычно указывается в используемых сварочных нормах или стандартах. Необходимо строго соблюдать требования к максимально допустимым поднутрениям для завершенных сварных швов, поскольку чрезмерный подрез может серьезно повлиять на характеристики сварного шва, особенно если он подвергается усталостной нагрузке в процессе эксплуатации.
Оба типа поднутрения обычно возникают из-за неправильной техники сварки, неправильного позиционирования электродов или неправильной скорости движения.Высокий ток и длинная дуга увеличивают вероятность подреза.
Перекрытие. Перекрытие определяется как выступ металла сварного шва за выступ или основание сварного шва. Это состояние возникает в угловых сварных швах и стыковых соединениях и приводит к образованию зазубрин на носке сварного шва, что нежелательно из-за их концентрации напряжений под нагрузкой. Это нарушение непрерывности может быть вызвано неправильной техникой сварки или недостаточным током.
Недостаточное горло. Недостаточная горловина обычно возникает в профилях углового шва и стыкового соединения, которые являются вогнутыми.Избыточная вогнутость уменьшает толщину шва, что значительно снижает прочность сварного шва. Это состояние обычно вызвано чрезмерным сварочным током или длиной дуги.
Чрезмерная выпуклость. Чрезмерная выпуклость может вызвать образование надреза в зоне сварки и, как следствие, концентрацию напряжения под нагрузкой. По этой причине некоторые нормы и стандарты определяют максимально допустимую выпуклость профиля сварного шва. Недостаточный ток или неправильная сварочная техника обычно вызывают это состояние.
Трещины
Трещины в сварном изделии, вероятно, являются самой страшной из всех несплошностей сварного шва. Поскольку в сварке используется очень много материалов и применений, растрескивание — сложная тема.
Чувствительность основного материала к растрескиванию может быть связана с его химическим составом и его склонностью к образованию элементов, снижающих его пластичность. Чрезмерные напряжения в сварном шве, особенно если материал чувствителен к трещинам, могут вызвать растрескивание.
Сама операция сварки может создавать напряжения в сварном шве и вокруг него, вызывая экстремальный локальный нагрев, расширение и сжатие.
Трещины часто возникают из-за концентрации напряжений вблизи неоднородностей в сварных швах и основном металле, а также возле механических надрезов в конструкции сварной детали. Водородное охрупчивание, состояние, которое вызывает потерю пластичности и существует в металле сварного шва из-за поглощения водорода, может способствовать образованию трещин в некоторых материалах.
Горячие и холодные трещины. Трещины подразделяются на два типа: горячие и холодные.
Горячие трещины возникают при повышенных температурах, распространяются между зернами материала и обычно образуются во время затвердевания металла шва.
Холодные трещины возникают после затвердевания сварного шва в результате напряжений и распространяются как между зернами, так и через зерна. Холодные трещины в стали иногда называют замедленными трещинами и часто связаны с водородным охрупчиванием.
Горячие трещины и холодные трещины можно также разделить на трещины основного материала и трещины металла сварного шва.
Трещины основного материала. Растрескивание в зоне термического влияния (HAZ) чаще всего происходит с основным материалом, который может быть упрочнен. Высокая твердость и низкая пластичность в ЗТВ часто являются результатом металлургической реакции на термические циклы сварки. В ферритных сталях твердость увеличивается, а пластичность уменьшается с увеличением содержания углерода и более высокой скоростью охлаждения.
Твердость HAZ зависит от способности основного материала к упрочнению, которая, в свою очередь, зависит от химического состава основного материала.Углерод оказывает преимущественное влияние на прокаливаемость стали. Например, чугун содержит от 2 до 4,5 процентов углерода, что придает сплаву высокую твердость и низкую пластичность. Сварка этого материала без серьезного учета скорости охлаждения и остаточного напряжения неизбежно приведет к растрескиванию основного материала.
Трещины сварного металла. Трещины в металле сварного шва можно разделить на три типа:
- Поперечные, которые перпендикулярны направлению сварного шва.
- Продольные, которые проходят в том же направлении, что и сварной шов, и часто ограничиваются его центром.Этот тип трещины может быть продолжением трещины, которая первоначально возникла в конце сварного шва.
- Кратер, который может образоваться при резком прекращении сварки, если кратер не заполнен металлом шва. Эти трещины обычно имеют звездообразную форму и изначально доходят только до края кратера. Однако они могут перерасти в продольные трещины сварного шва.
Обработка трещин. Трещины — это недопустимые неоднородности, ухудшающие характеристики сварки. Трещина по своей природе острая на концах, поэтому действует как концентрация напряжений.Эффект концентрации напряжения трещины больше, чем у большинства других несплошностей.
Трещины имеют тенденцию к распространению, что способствует разрушению сварного шва под напряжением. Независимо от их размера, трещины не допускаются в сварных деталях, которые регулируются большинством производственных норм. Их необходимо удалить шлифованием или строжкой, а выемку заполнить прочным металлом сварного шва.
Успешные сварочные процедуры включают меры контроля, необходимые для преодоления тенденции к образованию трещин.Такими элементами управления являются температура предварительного нагрева, температура между проходами, тип и подготовка расходных материалов, а также термообработка после сварки.
Инспекторы по сварке несут ответственность за оценку этих процедурных контролей во время проверок, чтобы убедиться, что сварка выполняется для минимизации возможности растрескивания сварных швов.
Обнаружение и оценка несплошностей
Разрывы сварного шва часто обнаруживаются при визуальном осмотре. Некоторые обнаруживаются с помощью методов контроля, таких как рентгенография, ультразвуковое исследование, проникающая жидкость и магнитопорошковая проверка.
Максимально допустимые ограничения для этих неоднородностей зависят от требований к характеристикам сварного компонента и указаны в соответствующих правилах сварки, стандарте или спецификации. Инспектор по сварке часто требуется для определения степени несплошностей и установления их приемлемости или отклонения на основе соответствующих критериев приемки.
Тони Андерсон — менеджер по техническим услугам в AlcoTec Wire Corp., 2750 Aero Park Drive, Traverse City, MI 49686-9263, 800-228-0750, факс 231-941-9154, tanderson @ alcotec.com, www.alcotec.com. AlcoTec Wire Corp. — производитель алюминиевой сварочной проволоки.
.