Неисправности инверторных сварочных аппаратов
Устраняем неисправности сварочного инвертора Ресанта
Сварочные инверторы представляют собой сложную автоматизированную технику, однако при определённых поломках восстановление такого оборудования не представляет особой сложности. Поэтому вовсе не обязательно при поломках инвертора сразу же отправляться в ремонтные мастерские. Вполне возможно, устранить те или иные проблемы, сэкономив на услугах опытных специалистов.
В первую очередь при наличии такой поломки необходимо вскрыть корпус инвертора, и убедиться в исправности используемых резисторов, стабилизаторов, транзисторов, диодов и элементов электронной схемы. Достаточно часто такой визуальный осмотр позволяет определить сгоревший конденсатор, с заменой которого справится любой человек, имеющий опыт работы с паяльником. В отдельных случаях для правильного определения проблемы необходимо использовать цифровой мультиметр, вольтметр или осциллограф.
В том случае, если видимых повреждений компоненты и детали инвертора не имеют, а самостоятельно определить конкретную поломку невозможно, то всё же необходимо обращаться в соответствующие ремонтные мастерские. В последние годы качество услуг в таких мастерских существенно выросло, а благодаря высокой конкуренции в данной сфере стоимость предлагаемых работ существенно снизилась.
Распространенные неисправности сварочных инверторов Ресанта САИ250
Все поломки такого оборудование можно разделить на две основных категорий:
- Неполадки, которые возникают в результате неправильного выбора рабочего режима.
- Поломки, причиной которых является заводской брак и неправильная работа используемых электронных составляющих оборудования.
Именно поломки, вызванные неправильной эксплуатацией техники, встречаются наиболее часто. В особенности сплошь и рядом встречается перегрев техники, когда обычные домовладельцы или же опытные мастера используют технику длительное время без перерыва на охлаждение, что и приводит к сгоранию используемых микросхемы и диодов.
Инверторы могут ломаться также по причине проникновения влаги внутрь корпуса устройства. Именно поэтому не рекомендуется использовать такое оборудование в помещениях с высокими показателями влажности. В данном случае ремонт заключается в замене повреждённых влагой транзисторов или же пропайкой схемы.
Скопившаяся внутри корпуса пыль может существенно ухудшить вентиляцию инвертора, что в свою очередь приводит к перегреву оборудования. Рекомендуется регулярно разбирать корпус инвертора и выполнять его очистку от пыли. Сделать такую очистку можно пылесосом или же вручную при помощи небольшой щетки.
Использование инвертора в сетях с плохим электричеством. Современные модели инверторов имеют специальную защиту от перепадов напряжения в сети, однако даже такие защитные системы порой не справляются с мощными скачками напряжения. В итоге сгорают различные стабилизаторы и транзисторы, которые требуют соответствующей замены. В целях профилактики можем рекомендовать использовать дополнительные сетевые фильтры и стабилизаторы напряжения, которые позволят исключить вероятность появления подобных поломок.
Определяем проблемы в работе инверторов
Определить те или иные поломки оборудования можно по изменениям в процессе сварки металлических элементов. Так, например если вы заметили, что сварочная дуга неустойчива, и появляется сильное разбрызгивание металла при сварке, это может свидетельствовать о неправильно подобранном режиме сварки или низком напряжении в сети. Также подобно может говорить о повреждении силовой части инвертора, которая отвечает за выходное напряжение.
В том случае, если электрод во время сварки с трудом отходит от металла, это свидетельствует о наличии в питающей сети низкого напряжения. Необходимо в данном случае проверить правильность выбора режима сварки, а в том случае, если имеются проблемы с фиксацией кабеля использовать дополнительное крепление, что позволит исключить падение напряжения в сети. В отдельных случаях причиной такого падения напряжения в сети является использование длинного кабеля, который питает электричеством инвертор.
На включенном инверторе работают все индикаторы, однако сварку выполнять невозможно. Подобное характерно для перегрева устройства. Отдельные модели инверторов не оснащаются звуковым сигналом перегрева, а световую индикацию, которая отображает перегрев устройства, зачастую сложно заметить, что приводит к попытке сварки таким перегретым аппаратом.
Инвертор попросту не включается в работу. В том случае, если отмечаются проблемы с включением, это может говорить о проблемах с напряжением в электросети.
Аппарат сам выключается во время сварки. Подобное характерно для перегрева оборудования, которое отключает встроенная термозащита.
Ремонтируем инвертор
Ремонт сварочного инвертора заключается во вскрытии корпуса устройства и его осмотре. В том случае, если определена конкретная проблема, то можно путем перепайки вышедших из строя элементов восстановить работоспособность сварочного аппарата. Определить наличие повреждений конденсаторов можно по появлению темных пятен на корпусе конденсаторов или же трещин на микросхеме. Помните о том, что такие конденсаторы и неисправные узлы необходимо заменять идентичными или же схожими по своим характеристикам деталям.
В том случае, если визуально определить проблему не представляется возможным, можно попытаться прозвонить все элементы аппарата при помощи мультиметра или омметра. Это позволит вам определить проблемные детали и с легкостью их заменить.
Заключение
Инверторные сварочные аппараты — это достаточно надежная техника, однако и она в процессе эксплуатации может выходить из строя. Зачастую подобный ремонт не представляет особой сложности, поэтому имея даже минимальный опыт работы с паяльником можно восстановить работоспособность сварочного аппарата. Необходимо лишь правильно определить причину такой поломки и в последующем использовать качественные заменяемые детали, что и позволит полностью отремонтировать ваш сварочный инвертор.
Общеизвестно, что ремонт сварочных аппаратов в подавляющем большинстве случаев может быть организован и проведён самостоятельно. Исключением является лишь восстановление работоспособности электронного инвертора, сложность схемы которого не позволяет провести полноценный ремонт в домашних условиях.
Одна только попытка отключить защиту инвертора может поставить в тупик даже специалиста по электротехнике. Так что в этом случае лучше всего обратиться за помощью в специализированную мастерскую.
Частые неисправности
Основными проявлениями неполадок аппаратов электродуговой сварки являются:
- прибор не включается при подсоединении к электросети и запуске;
- залипание электрода с одновременным гулом в районе преобразователя;
- самопроизвольное отключение сварочного аппарата в случае его перегрева.
Ремонт всегда начинается с осмотра сварочного аппарата, проверки питающего напряжения. Провести ремонт трансформаторных сварочных аппаратов несложно, к тому же они непривередливы в обслуживании. У инверторных аппаратов определить поломку сложнее, а ремонт в домашних условиях зачастую невозможен.
Однако при правильном обращении инверторы служат долго, и не ломаются. Необходимо защищать от пыли, высокой влажности, мороза, хранить в сухом месте. Есть наиболее характерные неисправности сварочных аппаратов, устранить которые можно своими руками.
Устройство не запускается
В этом случае, прежде всего, необходимо убедиться в наличии напряжения в сети и целостности предохранителей, установленных в обмотках трансформатора. При их исправности следует прозвонить с помощью тестера токовые обмотки и каждый из выпрямительных диодов, проверив тем самым их работоспособность.
При обрыве одной из токовых обмоток потребуется её перемотка, а в случае неисправности обеих проще заменить трансформатор целиком. Повреждённый или «подозрительный» диод заменяют новым. После ремонта сварочный аппарат снова включают и проверяют на исправность.
Иногда из строя выходит фильтрующий конденсатор. В этом случае ремонт будет заключаться в его проверке и замене новой деталью.
В случае исправности всех элементов схемы необходимо разобраться с сетевым напряжением, которое может быть сильно занижено и его просто не хватает для нормального функционирования сварочного аппарата.
Залипание электрода (прерывание дуги)
Причиной залипания электрода и прерывания дуги может быть снижение напряжения из-за короткого замыкания в обмотках трансформатора, неисправности диодов или ослабления соединительных контактов. Также возможен пробой конденсаторного фильтра или замыкания отдельных деталей на корпус сварочного аппарата.
К причинам организационного характера, вследствие которых аппарат не варит как надо, можно отнести чрезмерную длину сварочных проводов (более 30 метров).
Если залипание сопровождается сильным гудением трансформатора – это также свидетельствует о перегрузке в нагрузочных цепях прибора или замыкании в сварочных проводах.
Одним из вариантов ремонта с устранением этих эффектов может стать восстановление изоляции соединительных кабелей, а также подтяжка ослабевших контактов и клеммников.
Самопроизвольное отключение
В некоторых случаях ремонт можно провести самостоятельно, если аппарат начал самопроизвольно отключаться. Большинство моделей сварочных аппаратов оснащено защитной схемой (автоматом), срабатывающей в критической ситуации, сопровождающейся отклонением от нормальной работы. Один из вариантов такой защиты предполагает блокировку работы устройства при отключении вентиляционного модуля.
После самопроизвольного отключения сварочного аппарата, прежде всего, следует проверить состояние защиты и попытаться возвратить этот элемент в рабочее состояние.
При повторном срабатывании защитного узла необходимо перейти к поиску неисправности по одной из описанных выше методик, связанных с замыканиями или неисправностью отдельных деталей.
В этой ситуации в первую очередь следует убедиться в том, что узел охлаждения агрегата работает нормально, и что перегрев внутренних пространств исключён.
Бывает и так, что узел охлаждения не справляется со своими функциями из-за того, что сварочный аппарат в течение длительного времени находился под нагрузкой, превышающей допустимую норму. Единственно верное решение в этом случае – дать ему «отдохнуть» порядка 30-40 минут, после чего попытаться вновь включить.
При отсутствии внутренней защиты предохранительный автомат может быть установлен в электрическом щитке. Для поддержания нормального функционирования сварочного агрегата его настройки должны соответствовать выбранным режимам.
Так, некоторые модели таких аппаратов (сварочный инвертор, в частности) в соответствии с инструкцией должны работать по графику, предполагающему перерыв на 3-4 минуты после 7-8-ми минут непрерывной сварки.
Неисправности инверторных устройств
Перед ремонтом инверторного сварочного аппарата своими руками желательно ознакомиться с принципом действия, а также с его электронной схемой. Их знание позволит быстрее выявить причины поломок и постараться своевременно устранить их.
Электрическая схема
В основу работы этого устройства заложен принцип двойного преобразования входного напряжения и получения на выходе постоянного сварочного тока путём выпрямления высокочастотного сигнала.
Использование промежуточного сигнала высокой частоты позволяет получить компактное импульсное устройство, располагающее возможностью эффективной регулировки величины выходного тока.
Поломки всех сварочных инверторов условно можно разделить на следующие виды:
- неисправности, связанные с ошибками в выборе режима сварки;
- отказы в работе, обусловленные выходом из строя электронного (преобразовательного) модуля или других деталей устройства.
Метод выявления неисправностей инвертора, связанных с нарушениями в работе схемы, предполагает последовательное выполнение операций, производимых по принципу «от простого повреждения – к более сложной поломке». С характером и причиной поломок, а также со способами ремонта более подробно можно ознакомиться в сводной таблице.
С характером и причиной поломок, а также со способами ремонта более подробно можно ознакомиться в сводной таблице.
Там же приводятся данные по основным параметрам сварки, обеспечивающие режим безаварийной (без отключения инвертора) работы устройства.
Особенности эксплуатации
Обслуживание и ремонт сварочных аппаратов инверторного типа отличается рядом особенностей, связанных со сложностью схемы этих электронных агрегатов. Для их ремонта потребуются определённые знания, а также умение обращаться с такими измерительными приборами, как цифровой мультиметр, осциллограф и подобные им.
В процессе ремонта электронной схемы сначала производится визуальный осмотр плат с целью выявления обгоревших или «подозрительных» элементов в составе отдельных функциональных модулей.
Если в ходе осмотра никаких нарушений обнаружить не удаётся – поиск неисправности продолжается путём выявления нарушений в работе электронной схемы (проверки уровней напряжения и наличия сигнала в её контрольных точках).
Для этого потребуется осциллограф и мультиметр, приступать к работе с которыми следует лишь при наличии полной уверенности в своих силах. Если возникли какие-либо сомнения по поводу своей квалификации – единственно верным решением будет отвезти (отнести) прибор в специализированную мастерскую.
Специалисты по ремонту сложных импульсных устройств оперативно найдут и устранят возникшую неисправность, а заодно и проведут техобслуживание данного агрегата.
Порядок самостоятельного ремонта
В случае принятия решения о самостоятельном ремонте платы – рекомендуем воспользоваться следующими советами опытных специалистов.
При обнаружении в ходе визуального осмотра сгоревших проводов и деталей следует заменить их новыми, а заодно и переткнуть все разъёмы, что позволит исключить вариант пропадания контакта в них.
Если такой ремонт не привел к желаемому результату – придётся начать поблочное обследование цепей преобразования электронного сигнала.
Для этого необходимо найти источники, в которых приводятся эпюры напряжений и токов, предназначенные для более полного понимания работы этого агрегата.
Ориентируясь на эти эпюры с помощью осциллографа можно последовательно проверить все электронные цепочки и выявить узел, в котором нарушается нормальная картинка преобразования сигнала.
Одним из наиболее сложных узлов инверторного сварочного аппарата считается плата управления электронными ключами, проверить исправность которой можно с помощью того же осциллографа.
При сомнениях в работоспособности этой платы можно попробовать заменить её исправной (от другого, работающего инвертора) и попытаться вновь запустить сварочный аппарат.
В случае благоприятного исхода останется только отдать свою плату в ремонт или заменить её купленной новой. Таким же образом следует поступать и при появлении подозрений в исправности всех других модулей или блоков сварочного аппарата.
В заключении напомним, что ремонт любых сварочных агрегатов (и инверторов, в частности) считается достаточно сложной процедурой, требующей определённых навыков и умения обращаться со сложной измерительной техникой.
При наличии малейших сомнений в своём профессионализме следует воспользоваться помощью специалистов и предоставить им возможность вернуть неисправный аппарат в работу.
В настоящее время инверторная сварка нашла широкое применение в самых разных областях. Эти аппараты считаются очень надежными и долговечными. Однако несмотря на все положительные качества, они иногда выходят из строя. В таких случаях при отсутствии специализированных мастерских, особую актуальность приобретает вопрос, как выполнить ремонт сварочного инвертора своими руками. Проведение подобного ремонта не является неразрешимой проблемой. Вполне достаточно основных знаний электротехники, конструктивных особенностей аппарата, а также основные методы и последовательность проведения ремонтных работ в соответствии с выявленными неисправностями.
Принцип работы сварочного инвертора
Традиционный инверторный аппарат по своей сути является источником постоянного тока, обеспечивающим зажигание и поддержку электрической дуги в процессе сварки металлических деталей и конструкций. Основным принципом работы устройства служит высокочастотная трансформация тока, обладающего значительной силой. За счет этого размеры трансформатора существенно уменьшаются, а выходной ток становится более стабильным и хорошо поддается регулировке.
Получение тока с нужными параметрами происходит в несколько этапов:
- В начале поступающий из сети ток подвергается первичному выпрямлению.
- Далее, первичный постоянный ток трансформируется в ток с высокой частотой.
- С помощью высокочастотного трансформатора сила тока увеличивается, а величина напряжения соответственно уменьшается.
- В завершение, на выходе осуществляется вторичное выпрямления тока до нужного значения.
Для выпрямления тока используются диодные мосты с необходимой мощностью. Частота изменяется под действием транзисторов повышенной мощности. Получение необходимой силы тока на выходе обеспечивается с помощью трансформатора высокой частоты.
Конструкция сварочного инвертора
В состав стандартного инвертора входят несколько блоков. Среди них следует отметить блок питания, предназначенный для стабилизации входных сигналов. Схема данного элемента состоит из многообмоточного дросселя, управляемого с помощью транзисторов, а также конденсатора, в котором накапливается энергия. В дроссельной системе управления используются диоды. Блок питания как правило отделяется от других элементов и блоков специальной металлической перегородкой.
Основной деталью сварочного инвертора считается силовой блок. С его непосредственным участием происходит весь цикл преобразования, начиная от первичного тока, выходящего из блока питания, и заканчивая сварочным током на выходе. В состав силового блока входят платы первичного выпрямителя, инверторного преобразователя, трансформатора высокой частоты и вторичного выпрямителя.
Первичный выпрямитель изготовлен в виде диодного моста, на который происходит подача электротока, не превышающего 40 ампер. Чаще всего подается от 25 до 32 А. Значение напряжения составляет 200-250 вольт, а частота – 50 Гц. Конструкция инверторного преобразователя выполнена в виде мощного силового транзистора, рассчитанного на ток в 32 А, напряжение – до 400 В и мощность – не ниже 8 кВт. Выход сигнала из преобразователя имеет частоту от 50 до 55 кГц, максимально – 100 кГц.
Основой трансформатора высокой частоты служат обмотки из тонкой медной ленты, позволяющие увеличивать силу тока до 200-250 ампер. При этом напряжение во вторичной обмотке не превышает 40 вольт. В схему вторичного выпрямителя входят мощные диоды, рассчитанные на рабочий ток не ниже 250 ампер, с рабочим напряжением не более 100 вольт. Вся конструкция инвертора в обязательном порядке охлаждается радиаторами и вентиляторами. Выходной сигнал стабилизируется с помощью дросселя, установленного на выходной плате.
Управление и защита
Системы управления и защиты играют важную роль в обеспечении надежной и устойчивой работы сварочного инвертора. Основой блока управления служит задающий генератор с использованием специальной микросхемы или широкоимпульсный модулятор. Плата управления дополняется резонансным дросселем и резонансными конденсаторами в количестве от 6 до 10 единиц. Трансформатор обеспечивает каскадную систему управления.
Защитная схема чаще всего собирается на плате силового блока, обеспечивая защиту соответствующих частей и элементов. Защита от перегрузок осуществляется с помощью специальной платы, основой которой является микросхема 561ЛА7. Выпрямители и преобразователь защищаются путем использования снабберов, включающих в себя резисторы и конденсаторы К78-2. Для тепловой защиты элементов, установленных в силовом блоке, применяются термовыключатели.
Почему инверторы выходят из строя
Многие поломки и неисправности сварочных инверторов возникают в результате нарушений правил эксплуатации. Нередко внутрь устройства попадает влага, вызывая короткие замыкания. К негативным последствиям может привести пыль, концентрирующаяся внутри аппарата.
Нередко внутрь устройства попадает влага, вызывая короткие замыкания. К негативным последствиям может привести пыль, концентрирующаяся внутри аппарата.
Инверторы очень часто выходят из строя при попытках выполнения работ, на которые они не рассчитаны. Это происходит из-за существенных перегрузок. Поломки нередко случаются в результате сильного падения сетевого напряжения, особенно при работе в загородных домах и в сельской местности. Критичным становится снижение напряжения до 190 вольт и более.
Поломка инвертора может быть вызвана некачественным креплением в контактных колодках входного или выходного кабеля. Ослабленные контакты в местах соединений приводят к появлению в этих местах зоны перегрева. В некоторых случаях наблюдается искрение.
Довольно частой причиной становится использование некачественных деталей при ремонте аппаратов и замене схем. Кроме того, в электрических схемах возникают повреждения, вызванные перегревом силовых элементов из-за недостаточного охлаждения.
Основные неисправности сварочных инверторов
Существуют определенные виды неисправностей, характерные именно для сварочных инверторов. Среди них в первую очередь нужно отметить следующие:
- Входное напряжение имеется, но ток на выходе устройства отсутствует. Чаще всего это происходит из-за перегорания предохранителей или нарушенной целостности цепей, которая может появиться в любом месте устройства.
- Сварочный ток на выходе не достигает нужного значения, несмотря на максимальные регулировки. Причиной может стать недостаточное входное напряжение, а также неисправности силового блока и потери в контактных зажимах.
- Инвертор самопроизвольно отключается, что указывает на наличие короткого замыкания в цепи или перегревание элементов, установленных в силовом блоке. В то же время защита срабатывает нормально, в том числе и аварийное отключение.
- Сварочная дуга нестабильная, сварочный ток отрегулировать невозможно. Подобная ситуация возникает из-за неполадок в блоке управления или силовом блоке.

- Работа инвертора сопровождается повышенным шумом. Это связано с возможными перегрузками и может вызвать поломку оборудования.
- Сбой в работе защитной системы инвертора, сопровождающийся сильным нагревом всего устройства.
Порядок действий при проведении ремонтных работ
Прежде чем выполнять ремонт сварочного инвертора, необходимо произвести внешний осмотр устройства. Визуально определяются механические повреждения корпуса, а также черные пятна и прожоги, указывающие на возможные короткие замыкания. Кроме того, проверяется качество крепления кабелей во входных и выходных контактных колодках.
В любом случае все имеющиеся зажимы подтягиваются с помощью отвертки или ключей. Работоспособность предохранителей проверяется тестером, неисправные элементы подлежат замене.
Если первичные действия не позволили устранить неисправность, то следующим этапом будет снятие крышки корпуса устройства. При снятой крышке выполняется осмотр внутреннего содержимого, чтобы выявить возможные обрывы электрических цепей и действия коротких замыканий. Далее, необходимо измерить значения входного тока и напряжения, а затем выполнить такие же замеры на выходе. Для проведения измерений применяется тестер или мультиметр. В случае отсутствия видимых неисправностей, целостность цепи проверяется путем поблочного контроля всех систем и частей аппарата. В начале проверяется блок питания, а после него все остальные блоки.
Как отремонтировать силовой блок инвертора
Силовой блок играет важную роль в обеспечении общей работоспособности сварочного инвертора. Поэтому его проверка осуществляется в первую очередь, сразу же после блока питания. Одновременно рекомендуется проверять и блок управления. Как правило неисправность силового транзистора сопровождается ярко выраженными следами повреждений в виде следов прогара, деформации корпуса и других признаков.
Если визуальный осмотр не дал положительных результатов, рекомендуется проверить транзистор с помощью мультиметра. В случае неисправности транзистора, он должен быть заменен. При установке нового транзистора на плату используется специальная термопаста марки КПТ-8. Другой причиной неисправности может стать драйвер, вышедший из строя. Данная микросхема является транзистором управления и проверяется омметром. При обнаружении неисправных деталей их нужно аккуратно отпаять от платы и заменить новыми.
В случае неисправности транзистора, он должен быть заменен. При установке нового транзистора на плату используется специальная термопаста марки КПТ-8. Другой причиной неисправности может стать драйвер, вышедший из строя. Данная микросхема является транзистором управления и проверяется омметром. При обнаружении неисправных деталей их нужно аккуратно отпаять от платы и заменить новыми.
Проверка диодных мостов также должна быть проведена, несмотря на более высокую надежность этих элементов по сравнению с транзисторами. Для того чтобы точно установить неисправность, диодный мост полностью снимается с платы и проверяется в том состоянии, когда все диоды соединяются друг с другом. Если значение сопротивления близко к нулевому, необходимо определять уже конкретный неисправный диод.
При замене диода следует помнить, что в инверторах как правило применяются быстродействующие элементы. Поэтому устанавливать нужно только аналогичные марки с такой же мощностью. Крепление радиатора охлаждения и соединение его с диодом должно выполняться при помощи теплопроводной пасты КПТ-8. В процессе ремонта блока управления проверяются параметры деталей, выдающих сложные виды сигналов. Этот фактор может вызвать проблемы с диагностикой в случае использования осциллографа. Поэтому такие ремонтные работы рекомендуется проводить с привлечением специалистов.
В случае неисправности термовыключателя, в силовом блоке не отключается аппаратура в случае перегрева. В первую очередь проверяется надежность его крепления к тому участку, где осуществляется контроль температуры. Если термовыключатель определяется как нерабочий, его нужно заменить.
Инструменты для ремонта инвертора
Для того чтобы выполнить ремонт сварочного инвертора своими руками потребуется: паяльник, мощностью 40-100 Вт, отвертка, плоскогубцы, кусачки, ключи и нож. Проведение измерений осуществляется с помощью амперметра, омметра и вольтметра, частотомера и осциллографа. Замеры, требующие высокой точности, выполняются штангенциркулем и микрометром.
Ремонт сварочных инверторов своими руками
Неисправности сварочного аппарата ресанта — Морской флот
Общеизвестно, что ремонт сварочных аппаратов в подавляющем большинстве случаев может быть организован и проведён самостоятельно. Исключением является лишь восстановление работоспособности электронного инвертора, сложность схемы которого не позволяет провести полноценный ремонт в домашних условиях.
Одна только попытка отключить защиту инвертора может поставить в тупик даже специалиста по электротехнике. Так что в этом случае лучше всего обратиться за помощью в специализированную мастерскую.
Частые неисправности
Основными проявлениями неполадок аппаратов электродуговой сварки являются:
- прибор не включается при подсоединении к электросети и запуске;
- залипание электрода с одновременным гулом в районе преобразователя;
- самопроизвольное отключение сварочного аппарата в случае его перегрева.
Ремонт всегда начинается с осмотра сварочного аппарата, проверки питающего напряжения. Провести ремонт трансформаторных сварочных аппаратов несложно, к тому же они непривередливы в обслуживании. У инверторных аппаратов определить поломку сложнее, а ремонт в домашних условиях зачастую невозможен.
Однако при правильном обращении инверторы служат долго, и не ломаются. Необходимо защищать от пыли, высокой влажности, мороза, хранить в сухом месте. Есть наиболее характерные неисправности сварочных аппаратов, устранить которые можно своими руками.
Устройство не запускается
В этом случае, прежде всего, необходимо убедиться в наличии напряжения в сети и целостности предохранителей, установленных в обмотках трансформатора. При их исправности следует прозвонить с помощью тестера токовые обмотки и каждый из выпрямительных диодов, проверив тем самым их работоспособность.
При обрыве одной из токовых обмоток потребуется её перемотка, а в случае неисправности обеих проще заменить трансформатор целиком. Повреждённый или «подозрительный» диод заменяют новым. После ремонта сварочный аппарат снова включают и проверяют на исправность.
Повреждённый или «подозрительный» диод заменяют новым. После ремонта сварочный аппарат снова включают и проверяют на исправность.
Иногда из строя выходит фильтрующий конденсатор. В этом случае ремонт будет заключаться в его проверке и замене новой деталью.
В случае исправности всех элементов схемы необходимо разобраться с сетевым напряжением, которое может быть сильно занижено и его просто не хватает для нормального функционирования сварочного аппарата.
Залипание электрода (прерывание дуги)
Причиной залипания электрода и прерывания дуги может быть снижение напряжения из-за короткого замыкания в обмотках трансформатора, неисправности диодов или ослабления соединительных контактов. Также возможен пробой конденсаторного фильтра или замыкания отдельных деталей на корпус сварочного аппарата.
К причинам организационного характера, вследствие которых аппарат не варит как надо, можно отнести чрезмерную длину сварочных проводов (более 30 метров).
Если залипание сопровождается сильным гудением трансформатора – это также свидетельствует о перегрузке в нагрузочных цепях прибора или замыкании в сварочных проводах.
Одним из вариантов ремонта с устранением этих эффектов может стать восстановление изоляции соединительных кабелей, а также подтяжка ослабевших контактов и клеммников.
Самопроизвольное отключение
В некоторых случаях ремонт можно провести самостоятельно, если аппарат начал самопроизвольно отключаться. Большинство моделей сварочных аппаратов оснащено защитной схемой (автоматом), срабатывающей в критической ситуации, сопровождающейся отклонением от нормальной работы. Один из вариантов такой защиты предполагает блокировку работы устройства при отключении вентиляционного модуля.
После самопроизвольного отключения сварочного аппарата, прежде всего, следует проверить состояние защиты и попытаться возвратить этот элемент в рабочее состояние.
При повторном срабатывании защитного узла необходимо перейти к поиску неисправности по одной из описанных выше методик, связанных с замыканиями или неисправностью отдельных деталей.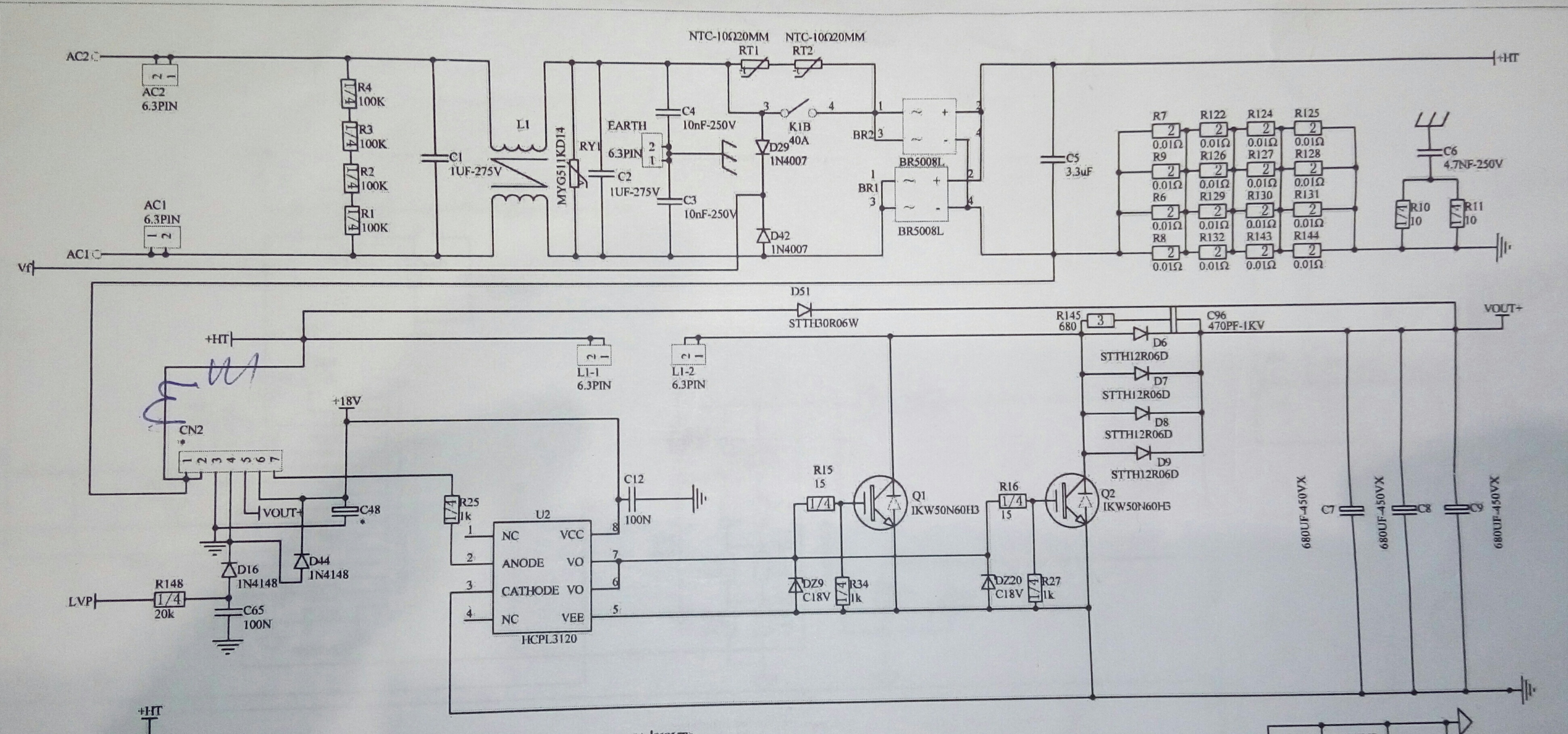
В этой ситуации в первую очередь следует убедиться в том, что узел охлаждения агрегата работает нормально, и что перегрев внутренних пространств исключён.
Бывает и так, что узел охлаждения не справляется со своими функциями из-за того, что сварочный аппарат в течение длительного времени находился под нагрузкой, превышающей допустимую норму. Единственно верное решение в этом случае – дать ему «отдохнуть» порядка 30-40 минут, после чего попытаться вновь включить.
При отсутствии внутренней защиты предохранительный автомат может быть установлен в электрическом щитке. Для поддержания нормального функционирования сварочного агрегата его настройки должны соответствовать выбранным режимам.
Так, некоторые модели таких аппаратов (сварочный инвертор, в частности) в соответствии с инструкцией должны работать по графику, предполагающему перерыв на 3-4 минуты после 7-8-ми минут непрерывной сварки.
Неисправности инверторных устройств
Перед ремонтом инверторного сварочного аппарата своими руками желательно ознакомиться с принципом действия, а также с его электронной схемой. Их знание позволит быстрее выявить причины поломок и постараться своевременно устранить их.
Электрическая схема
В основу работы этого устройства заложен принцип двойного преобразования входного напряжения и получения на выходе постоянного сварочного тока путём выпрямления высокочастотного сигнала.
Использование промежуточного сигнала высокой частоты позволяет получить компактное импульсное устройство, располагающее возможностью эффективной регулировки величины выходного тока.
Поломки всех сварочных инверторов условно можно разделить на следующие виды:
- неисправности, связанные с ошибками в выборе режима сварки;
- отказы в работе, обусловленные выходом из строя электронного (преобразовательного) модуля или других деталей устройства.
Метод выявления неисправностей инвертора, связанных с нарушениями в работе схемы, предполагает последовательное выполнение операций, производимых по принципу «от простого повреждения – к более сложной поломке». С характером и причиной поломок, а также со способами ремонта более подробно можно ознакомиться в сводной таблице.
С характером и причиной поломок, а также со способами ремонта более подробно можно ознакомиться в сводной таблице.
Там же приводятся данные по основным параметрам сварки, обеспечивающие режим безаварийной (без отключения инвертора) работы устройства.
Особенности эксплуатации
Обслуживание и ремонт сварочных аппаратов инверторного типа отличается рядом особенностей, связанных со сложностью схемы этих электронных агрегатов. Для их ремонта потребуются определённые знания, а также умение обращаться с такими измерительными приборами, как цифровой мультиметр, осциллограф и подобные им.
В процессе ремонта электронной схемы сначала производится визуальный осмотр плат с целью выявления обгоревших или «подозрительных» элементов в составе отдельных функциональных модулей.
Если в ходе осмотра никаких нарушений обнаружить не удаётся – поиск неисправности продолжается путём выявления нарушений в работе электронной схемы (проверки уровней напряжения и наличия сигнала в её контрольных точках).
Для этого потребуется осциллограф и мультиметр, приступать к работе с которыми следует лишь при наличии полной уверенности в своих силах. Если возникли какие-либо сомнения по поводу своей квалификации – единственно верным решением будет отвезти (отнести) прибор в специализированную мастерскую.
Специалисты по ремонту сложных импульсных устройств оперативно найдут и устранят возникшую неисправность, а заодно и проведут техобслуживание данного агрегата.
Порядок самостоятельного ремонта
В случае принятия решения о самостоятельном ремонте платы – рекомендуем воспользоваться следующими советами опытных специалистов.
При обнаружении в ходе визуального осмотра сгоревших проводов и деталей следует заменить их новыми, а заодно и переткнуть все разъёмы, что позволит исключить вариант пропадания контакта в них.
Если такой ремонт не привел к желаемому результату – придётся начать поблочное обследование цепей преобразования электронного сигнала.
Для этого необходимо найти источники, в которых приводятся эпюры напряжений и токов, предназначенные для более полного понимания работы этого агрегата.
Ориентируясь на эти эпюры с помощью осциллографа можно последовательно проверить все электронные цепочки и выявить узел, в котором нарушается нормальная картинка преобразования сигнала.
Одним из наиболее сложных узлов инверторного сварочного аппарата считается плата управления электронными ключами, проверить исправность которой можно с помощью того же осциллографа.
При сомнениях в работоспособности этой платы можно попробовать заменить её исправной (от другого, работающего инвертора) и попытаться вновь запустить сварочный аппарат.
В случае благоприятного исхода останется только отдать свою плату в ремонт или заменить её купленной новой. Таким же образом следует поступать и при появлении подозрений в исправности всех других модулей или блоков сварочного аппарата.
В заключении напомним, что ремонт любых сварочных агрегатов (и инверторов, в частности) считается достаточно сложной процедурой, требующей определённых навыков и умения обращаться со сложной измерительной техникой.
При наличии малейших сомнений в своём профессионализме следует воспользоваться помощью специалистов и предоставить им возможность вернуть неисправный аппарат в работу.
Сварочный инвертор типа ресанта САИ 190, как и все остальные, обладает значительными преимуществами по сравнению с обыкновенным сварочным аппаратом. Благодаря мобильности и маленькой массе ресанта вытеснили с рынка обыкновенные сварочные агрегаты. Бывают случаи выхода из строя инверторов, и для этого необходимо знать принцип действия, структурную схему и неисправности ресанта саи 190.
Инверторный тип сварочника
Старые трансформаторные модификации сварочного аппарата имеют очень низкую цену, высокую ремонтоспособность, но обладают существенными недостатками: габаритами, значительным весом и зависимостью от напряжения сети. Выходной ток электронного счетчика ограничен потреблением электроэнергии до 4,5 кВт. Для сварочных работ при использовании толстых металлов потребление тока возрастает, и этот процесс оказывает значительную нагрузку на старые линии электропередачи, на которых попадаются также и скрутки (ведь в бывших странах СНГ они редко подлежат замене на новые).
Выходной ток электронного счетчика ограничен потреблением электроэнергии до 4,5 кВт. Для сварочных работ при использовании толстых металлов потребление тока возрастает, и этот процесс оказывает значительную нагрузку на старые линии электропередачи, на которых попадаются также и скрутки (ведь в бывших странах СНГ они редко подлежат замене на новые).
На смену пришли сварочные аппараты инверторного типа, особенности функционирования которых существенно отличается.
Особенности функционирования
Сфера применения разнообразна, начиная от домашнего хозяйства и заканчивая предприятиями. Основная задача — обеспечение стабильного горения и поддержания сварочной дуги при выполнении сварочных работ, благодаря применению тока высокой частоты. Работа сварочного инвертора основана на принципах:
- Преобразования переменного входного напряжения 220 В в постоянное (постоянный ток преобразовывается в высокочастотный переменный ток несинусоидального характера).
- Последующее выпрямление высокочастотного тока (частота сохраняется).
Благодаря этим принципам происходит существенное снижение массы и габаритов инвертора, что позволяет дополнительно встроить охлаждение.
Принцип работы и основные характеристики
Для поиска неисправностей инверторных сварочных аппаратов нужно ознакомиться с его структурной схемой. Она состоит из следующих элементов:
- Выпрямитель.
- Инвертор.
- Трансформатор.
- Выпрямитель высокочастотный.
- Схема управления и стабилизации (драйвер и плата управления).
- Регулятор тока сварки.
Благодаря такому устройству происходит снижение массы и габаритов. Использование импульсного трансформатора позволяет получать мощные токи во вторичной обмотке. Следовательно, сварочный инвертор представляет собой обыкновенный импульсный блок питания, как в компьютере, но с достаточно большой мощностью. С увеличением частоты происходит снижение массы и габаритов трансформатора (обратно пропорциональная зависимость). Для получения высокой частоты применяются мощные ключевые транзисторы.
С увеличением частоты происходит снижение массы и габаритов трансформатора (обратно пропорциональная зависимость). Для получения высокой частоты применяются мощные ключевые транзисторы.
Происходит переключение с частотой от 30 до 100 кГц (зависит от модели САИПА). Транзисторы только работают от постоянного напряжения (U), преобразуя его в ток высокой частоты. Получается постоянный ток из выпрямителя (выпрямление сетевого напряжения 50 Гц). Кроме того, в состав выпрямителя входит конденсаторный фильтр. При пропускании тока через диодный мост отсекаются отрицательные амплитуды переменного U (диод пропускает ток только в одном направлении). Положительные амплитуды не являются постоянными и получается постоянное U с заметными пульсациями, которые необходимо сглаживать при помощи конденсатора большой емкости.
В результате преобразований на выходе фильтра появляется U постоянного тока свыше 220 В. Диодный мост и фильтр образуют БП инвертора. Транзисторы подключаются к понижающему импульсному высокочастотному трансформатору, рабочие частоты которого составляют от 30 до 100 кГц (30000.100000 Гц), превышающие частоту питающей сети в 600 или 2000 раз. В результате этого происходит заметное уменьшение массы и габаритов.
Наиболее распространенными моделями являются ресанта САИ 220 (220а, 220к), а также и 190 (190а) модель. Сварочные инверторы обладают похожими характеристиками, отличающимися током сварки:
- Диапазоны сетевого напряжения: 145.270 В.
- Максимальная сила тока: до 35 А.
- Напряжение при холостом ходе: 75.85 В.
- Напряжение формирования дуги: 22.30 В.
- Диапазоны тока сварки: 5.270 А.
- Продолжительность нагрузки (ток максимальный): 4.8 мин.
- Максимальный диаметр (d) электрода: 5 мм.
- Масса: около 5 кг.
Схема и ремонт
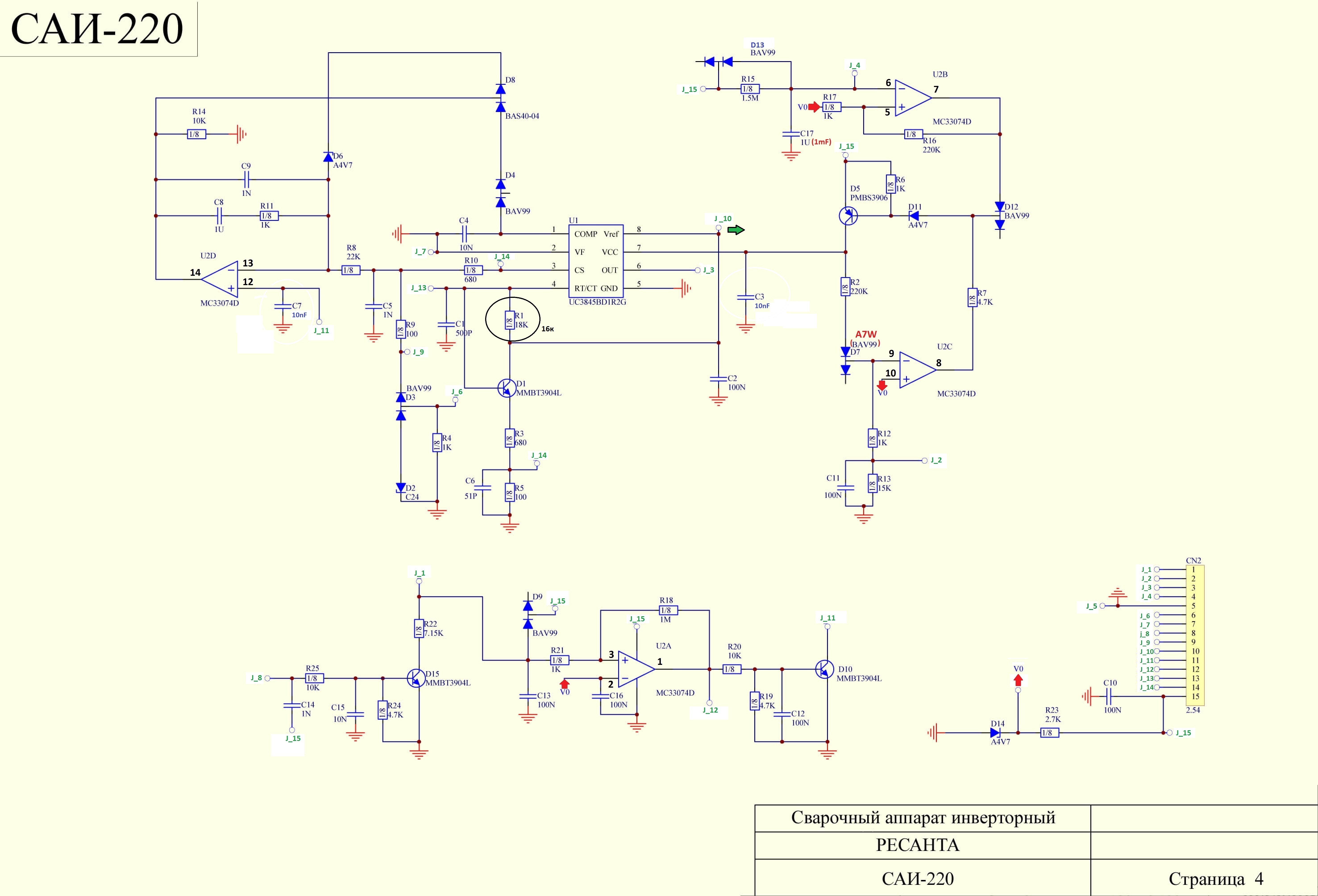
Если нет желания отдавать сварочник в ремонт и хочется разобраться самостоятельно (ведь схема не такая сложная), то нужно найти и изучить схему и неисправности РЕСАНТА САИ 190. Если есть опыт, то схему можно не использовать вообще, которая нужна только для удобства и быстрого поиска неисправностей. Для иллюстрации примера приведена схема сварочника инверторного типа РЕСАНТА САИ 220 (190), а также отмечены основные радиоэлементы, которые часто выходят из строя.
Если есть опыт, то схему можно не использовать вообще, которая нужна только для удобства и быстрого поиска неисправностей. Для иллюстрации примера приведена схема сварочника инверторного типа РЕСАНТА САИ 220 (190), а также отмечены основные радиоэлементы, которые часто выходят из строя.
Схема 1 — Электрическая схема сварочного инвертора ресанта САИ 220.
Для ремонта аппарата нужно разобрать типовые неисправности и способы их устранения.
Типовые неисправности
Иногда сварочный аппарат инверторного типа дает сбой. Причины и последствия могут быть разнообразными. Если есть возможность, то следует сдать его в ремонт. Однако многие захотят сделать его самостоятельно. Благодаря такому решению вопроса можно повысить свои знания в области электротехники, ведь электрических приборов очень много и на их ремонте можно существенно экономить. Неисправности следует классифицировать на простые и сложные. К простым относятся:
- Перегрев из-за пыли.
- Обрыв проводов.
- Потеря мощности (из-за влажного корпуса).
- Пробивание массы на корпус.
- Плохие контакты.
- Залипание электрода.
Любой электрический прибор не любит пыль, так как она затрудняет отдачу тепла, является проводником тока (возможно КЗ). Даже при качественной уборке помещения пыль все равно будет. Регулярное обслуживание не только способно продлить срок эксплуатации приборов, но и оградит от множества проблем финансового и ремонтного характера.
Обрыв проводов бывает в тех местах, которые подвержены постоянным перегибам. Перегиб проводов очень сложно отследить, и часто это приводит к КЗ. Кроме того, на колодках, держащих электрод, разбалтываются контакты, делая сварку менее качественной или невозможной. Периодически все контакты нужно подтягивать.
Работа во влажном также влияет на работу сварочника. Может произойти потеря мощности. В этом случае необходимо избегать таких условий работы.
При пробивании массы на корпус (выбивает предохранитель и счетчик) нужно проверить места соприкосновения токоведущих частей с корпусом и заизолировать провод.
Залипание электрода происходит в том случае, если использовать длинный удлинитель с маленьким сечением или при низком напряжении электрической сети.
Кроме того, при нестабильной дуге следует проверить качество электродов и выставленный ток.
Поломки сложного типа
К поломкам сложного типа относятся неисправности какого-либо радиоэлемента и требуют дополнительных знаний. Если нет опыта в ремонте радиоаппаратуры, то существует 2 способа решения проблемы:
- Отдать квалифицированному специалисту.
- Приобрести опыт в этой сфере и сделать все самостоятельно.
Следует обратить внимание на правила техники безопасности при ремонте аппаратуры и быть очень аккуратным. На самом деле, в ремонте своими силами нет ничего сложного. Необходимо лишь открыть интернет и найти все детали сварочника инверторного типа. В интернете существует множество информации о проверке конкретной детали. Даже есть и проверка микросхем в домашних условиях.
В первую очередь, нужно визуально осмотреть детали. Это могут быть подгоревшие резисторы, диоды, вздувшиеся электролитические конденсаторы, подгоревший трансформатор и многое другое. Если ничего не обнаружено, то нужно проверить поступление входного U на диодный мост. Для этого его выход нужно отсоединить. При пробитых диодах нужно заменить неисправные и повторить попытку. Если не горят светодиоды, то необходимо их проверить и по возможности заменить на исправные.
Следующим шагом является проверка транзистора fqp4n90c. Ключевой транзистор 4n90c в блоках питания сварочных инверторов служит для повышения частоты постоянного тока и передачи его на импульсный трансформатор. Аналогом fqp4n90c (чем заменить) является STP3HNK90Z, но желательно найти такой же.
При неисправностях силового блока нужно проверить транзисторы (визуальная проверка может ничего не показать). Для этого необходимо их выпаять и проверить тестером (способы проверки можно найти в интернете). Драйвер, выполненный на транзисторах или микросхемах, выходит из строя так же. Проверяется при помощи выпаивания и проверки каждого элемента отдельно.
Замена неисправных деталей осуществляется их аналогами или элементами, характеристики которых превышают параметры исходных деталей.
Для ремонта необходимы мультиметр и осциллограф (измерение параметров сигнала на плате управления). При неисправной плате управления загорается желтый светодиод. Это свидетельствует о неготовности к выполнению сварки. В этом случае нужно разобрать инвертор и замерять напряжения на разъемах платы управления (далее ПУ). Во время измерений следует сравнить данные с табличными значениями (таблица 1) исправной ПУ.
Таблица 1 — Сравнение показателей U.
Если измерения отличаются от табличных значений, то нужно выпаять ПУ, найти микросхему UC3845B (UC3842) и произвести измерения ее режимов работы.
Таблица 2 — Режимы работы микросхемы UC3845B (UC3842).
На 2-ю ногу питание не подается из-за неисправного резистора R013. Необходимо его аккуратно выпаять и проверить, сопротивление должно быть около 1,21 Ом. Если он неисправен, то необходимо заменить его на такой же или взять мощностью больше (исходная мощность 0,25 Вт).
На 3-ю ногу микросхемы не поступает питание из-за неисправного R011 (47 на 0,25 Вт), его нужно также проверить. Ноги 3 и 6 связаны и, следовательно, при замене сопротивления появится U и 6 ноге. Если этого не произойдет, то необходимо проверить транзистор fqp4n90c.
Далее нужно восстановить питание 8 ноги (схеме ресанта саи 190 или 220), она связана с цепочкой из элементов. Слабые места в ней, которые необходимо выпаять и проверить: диод D011 и R010.
После всего этого нужно замерить U. При совпадении с табличными следует соединить все и испытать. При полном восстановлении инвертор включится и желтый светодиод гореть не будет. После положительного тестового запуска можно его собрать полностью.
Одним из слабых мест является БП. Признаки неисправности: происходит загорание зеленого светодиода, а затем загорается желтый светодиод, происходит срабатывание реле и запуск вентилятора и примерно через 2−3 секунды аппарат отключается. Основная причина: драйвер, а если быть точнее, то необходимо прозвонить транзисторы, которые находятся во II обмотке трансформатора гальванической развязки. А также нужно внимательно осмотреть плату БП на предмет подгораний и неисправных электролитических конденсаторов. При обнаружении неисправных деталей необходимо заменить элементами такого же типа или их аналогами.
Возможен выход из строя трансформатора, и это явление довольно редкое. Необходимо прозвонить обмотки на короткозамкнутость и утечки тока на корпус.
Таким образом, устранить неполадки в распространенных сварочных инверторах достаточно просто. Принцип работы каждой из моделей одинаков, и они отличаются только деталями и конструктивным исполнением. При ремонте очень важно соблюдать правила техники безопасности при ремонте радиоаппаратуры. Первоначальным этапом ремонта сварочного инвертора (это правило применимо к любой аппаратуре) является проведение визуального осмотра всех элементов на предмет обрыва контактов, подгорания и вздутия элементов, а также плохой контакт (перед началом ремонта все контакты нужно хорошо зачистить).
При покупке инверторного сварочного аппарата для работы в гараже или на даче первая мысль — ух ты, теперь всё-всё поварю! Не нужен диплом сварщика, устройство рассчитано на пользователя без специального образования. Обращаться со сваркой стало проще и комфортнее. Главное, понять принцип работы и первой помощи при затруднениях и поломках.
Инверторные аппараты — новое поколение ручной сварки
С начала 2000 годов инверторные сварочные аппараты стали дешевле и доступнее. Чтобы провести дома сварочные работы, достаточно иметь это маленькое и простое в обращении устройство и хорошие электроды.
Преимущества инверторов
Инверторные аппараты имеют малый вес, компактные размеры, а сфера использования и качество сварки у них выше, чем у тяжёлых и громоздких сварочных трансформаторов. Они выполняют свою задачу в полном объёме: варят машины, ворота, конструкции из труб (например, парники или беседки). Работа с ними мобильна — перебросив через плечо раздвижной ремень, сварку проводят в любых труднодоступных местах.
При вертикальной, горизонтальной или верхней сварке ток уменьшают на 10–20%, а при сварке под углом — увеличивают на такую же величину по сравнению с обычным положением.
С подключением также нет проблем, сварочный аппарат работает от обычной электрической сети. Замечательно, что он не остановится при понижении сетевого напряжения. При отклонении в пределах +/- 15% устройство продолжит нормально работать. Значение тока можно регулировать, подбирая мощность в зависимости от типа и толщины металла. Всё это делает инверторы идеальными и для новичков, и профессионалов.
Видео: испытание самодельного инверторного аппарата
Как работают сварочные инверторы
Инверторный аппарат соединяет детали постоянным током при помощи электродуговой сварки электродом с покрытием. Большой плюс в том, что в самом начале процесса нет скачков электроэнергии в сети, к которой подключено устройство. Накопительный конденсатор обеспечивает бесперебойность электрической цепи и мягкое разжигание дуги с её дальнейшим автоматическим поддержанием. При подключении к электрической розетке переменное напряжение сети частотой 50 Гц преобразуется сначала в постоянное, а потом в высокочастотное модулированное напряжение. Затем с помощью высокочастотного трансформатора сила тока растёт, напряжение уменьшается, а ток на выходе выпрямляется. Аппарат предусматривает регулировку величины сварочного тока и защиту от перегрева.
Инверторный аппарат сначала выпрямляет и модулирует входной ток, а затем увеличивает его силу за счёт снижения напряжения до появления дуги
Базовый режим работы инверторных сварочных аппаратов — ММА. Это ручное дуговое сваривание штучными обмазочными электродами. Для сварки стальных и чугунных изделий на постоянном или переменном токе используют диаметр 1,6–5,0 мм.
Аппараты различаются мощностью и продолжительностью рабочего цикла. Второй показатель — это период, в течение которого разрешено варить на максимально допустимой мощности, чтобы не допустить перегрева устройства. Его обозначают буквами ПВ (период включения) и определяют в процентах относительно единицы времени в 10 минут. Например, если на аппарате указан ПВ 60%, это значит, что им можно варить в течение 6 минут, а затем выключить на 4 минуты. Иногда цикл сварки устанавливается равным 5 минутам. Тогда значение показателя ПВ в 60% обозначает период работы в 3, а отдыха в 2 минуты. Показатели ПВ и рабочего цикла указываются в инструкции на каждый аппарат.
Устройство сварочного аппарата
Чтобы при первых сложностях в работе аппарата не искать специалиста по ремонту, желательно иметь хотя бы базовое представление о его конструкции.
Схема сборки инверторов своими руками
Мастера со знанием электротехники собирают сварочный аппарат сами. Не только экономии ради, но и по велению творческой души. В интернете выложены принципиальные схемы инверторов, чертежи и инструкции тех, кто сам изготовил инвертор. Главное, получить стабильность сварочной дуги. Чаще всего применяют схему «косого моста» («схему Бармалея») с использованием двух ключевых транзисторов: биполярных или полевых. Их ставят на радиатор для отвода тепла, они синхронно открываются и закрываются.
В «схеме Бармалея» главными управляющими элементами являются два транзистора, которые открываются и закрываются синхронно
Электротехническое решение схемы избавляет от высоковольтных выбросов и позволяет применять относительно низкоуровневые ключи. Применяют схему из-за её простоты, надёжности и не очень дорогих расходных материалов.
Видео: обзор схемы Бармалея
Сборка инвертора своими руками
Собирают аппарат из следующих блоков:
- блок питания для стабилизации входных сигналов. Между ним и другими элементами и блоками ставят металлическую перегородку. Многообмоточный дроссель управляется транзисторами и конденсатором с накопленной энергией. В дроссельной системе управления используют диоды;
- силовой блок, с участием которого проходит полный цикл преобразования тока. Собирают из первичного выпрямителя, инверторного транзисторного преобразователя, понижающего высокочастотного трансформатора и выходного выпрямителя;
- блок управления. В его основе находится задающий генератор со специальной микросхемой или широтно-импульсный модулятор. Ставят резонансный дроссель и 6–10 резонансных конденсаторов;
- защитный блок. Чаще собирают на силовом блоке, устанавливая для тепловой защиты его элементов термовыключатели. Чтобы не было перегрузок, ставят плату на основе микросхемы 561ЛА7. Снабберы с резисторами и конденсаторами К78–2 защищают преобразователь и выпрямители.
Видео: сборка сварочного инвертора
Причины выхода из строя инверторов
Конструкция инверторных сварочных аппаратов сложнее трансформаторных и, к сожалению, менее надёжна. Это часто приводит к выходу из строя различных узлов по следующим причинам:
- низкая защищённость от пыли. При скоплении её внутри срабатывает сигнал тепловой защиты, аппарат отключается. Нужна разборка минимум два раза в год, чтобы почистить внутренние части струёй сжатого воздуха или мягкой кистью;
- попадание влаги внутрь, вызывающее короткое замыкание, опасное для агрегата;
- низкое качество системы охлаждения в дешёвых аппаратах. Из-за этого плавятся пластмассовые части конструкции, не срабатывает аварийное отключение. В моделях с туннельной вентиляцией радиатор расположен вдоль корпуса, а главные узлы находятся внутри него. Такие аппараты намного дороже;
- скачки напряжения, особенно понижение до 190 В и более;
- перегрузка при резке толстого металла и работах, на которые конкретный аппарат не рассчитан. Тогда выходит из строя силовой модуль IGBT;
- некачественное крепление в контактах колодок, которое провоцирует перегрев этих мест и искрение;
- чувствительность к ударам и падениям из-за наличия пластмассовых деталей;
- низкое качество запчастей, которые используют при ремонте;
- нарушение допустимого режима температур. Электронные микропроцессоры при перегреве плавятся и разрушаются. Рекомендуется придерживаться диапазона от -10 до +40 o С.
Частые поломки сварочных инверторов
Неисправности бывают как механическими, так и связанными с выходом из строя электроники. Сварочный аппарат — сложное устройство, проблемы могут возникнуть в любом месте:
- обрыв стоек, особенно в дешёвых моделях. Лёгкие и хрупкие аппараты не переносят ударов;
- неработающий вентилятор — при критической перегрузке срабатывает защита от чрезмерного напряжения. Это же происходит, если аппарат продолжительное время работает в режиме включён-выключен;
- дефект соединения выключателя и нижней панели не даёт работать вентилятору, оставляет аппарат без напряжения;
- неправильное соединение внутри устройства выключает индикатор неисправностей, напряжения при этом нет;
- плохой контакт зажима «массы» в гнезде корпуса или с деталью не даёт поджечь и поддержать дугу. Колодка клеммы, к которой подключают сварочный кабель, — это уязвимое место любого сварочного аппарата;
Плохой контакт в месте подключения кабелей к сварочному аппарату или к обрабатываемым деталям не позволяет получить усточивую дугу
Короткое замыкание или поломка в каком-либо важном узле электросхемы делает невозможной эксплуатацию сварочного аппарата:
- неисправность платы управления не даёт стабильного сварочного тока и не позволяет получить нормальную дугу;
- повреждение транзистора верхней печатной платы ведёт к отключению аппарата;
- выход из строя системы защиты от перегрева определяют по запаху горелой изоляции, изнутри корпуса идёт дым.
Способы ремонта инверторных сварочных аппаратов
Приступая к ремонту неисправного агрегата, стоит учесть некоторые моменты.
Что исправляют без вскрытия
Плохое качество работы аппарата не всегда означает внутреннюю поломку. Виновниками часто становятся влажные или некачественные электроды. Если просушивание или замена не даёт красивого шва, рассматривают другие возможные причины:
- плохой поджиг, прилипание электродов к металлу часто возникает из-за потери мощности в рабочих кабелях или низкого сварочного тока. Правильный подбор сечения кабеля и повышение силы тока могут снять проблему. Нельзя использовать сетевые удлинители с сечением провода менее 2,5 мм 2 и слишком большой длины. Оптимальная длина до 15 м, максимальная — 40 м, иначе аппарат не будет работать из-за потери тока. Сварочный кабель рекомендуется длиной до 5 м;
Для подключения сварочного аппарата необходимо использовать удлинитель с проводом сечением не менее 2,5 кв. мм и длиной не более 40 м
Дефекты сварного шва возникают из-за недостаточной очистки обрабатываемых поверхностей, неправильной полярности или слишком большого удаления электрода от места сварки
Важно верно подобрать размер электродов для правильной работы сварочного аппарата.
Таблица: соответствие диаметра электродов с толщиной металла
| Диаметр электрода, мм | >12 |
Внутреннее устройство
Чтобы суметь отремонтировать сварочный аппарат самостоятельно, сначала нужно разобраться с его внутренним устройством. На передней панели находятся гнёзда для рабочих кабелей, ручка регулятора силы тока и индикатор включения. Если конструкция предусматривает дополнительные функции, рабочие индикаторы располагают здесь же.
На передней панели сварочного аппарата расположены гнёзда для подключения кабелей, ручка регулятора силы тока и индикатор режима работы
Проверку начинают с наружного осмотра устройства. Первым делом проверяют наличие механических повреждений. Если на корпусе есть чёрные пятна, скорее всего, произошло короткое замыкание. Тестером проверяют предохранители, при необходимости их заменяют, обследуют изоляцию сварочных кабелей, соединения в гнёздах. Если нужно, подтягивают болты, зачищают контакты.
После откручивания шурупов и снятия кожуха открывается внутренняя часть аппарата, где расположены следующие компоненты:
- плата с силовыми транзисторами;
- плата управления;
- плата выпрямительных диодов;
- плата выпрямления сетевого напряжения;
- вентилятор;
- органы управления — ручка и переключатели.
Инструменты для работы
Для ремонта потребуются следующие инструменты.
- Мультиметр с несколькими режимами:
- прозвон цепи;
- прозвон диодов;
- измерение напряжения;
- проверка сопротивления.
- Осциллограф. Его используют, чтобы проверить диоды, стабилитроны, транзисторы, конденсаторы и другие элементы электрической цепи. Без осциллографа ремонтировать сварочный агрегат гораздо сложнее.
Применение осциллографа обеспечивает более высокую точность в определении причин неисправности сварочного аппарата
Ремонт сварочного аппарата своими руками
Начинка сварочного аппарата понятна тем, кто работает с радиоэлектроникой. Если необходимых навыков в этой области нет, вмешательство только навредит. Не зная правил обращения с платой и технологии такой тонкой работы, можно причинить ущерб гораздо больший первоначального. Дешевле и безопаснее доверить ремонт профессионалу.
Если сложно найти специализированную мастерскую, приходится восстанавливать сварочный инвертор самим. Важно последовательно проверить, что остановило работу устройства.
При появлении трудностей прочтите сначала инструкцию по эксплуатации сварочного аппарата. В ней обязательно есть раздел о возможных проблемах при сварке, причины появления неисправностей и рекомендации по их устранению.
После снятия крышки аппарата часто бывает заметно нарушение пайки деталей, вздутие конденсаторов, обрыв контактов. В таких случаях испорченные запчасти меняют на аналогичные. Оторванные и обгоревшие участки удаляют и перепаивают заново. Если не удаётся быстро определить причину поломки, проверяют каждый элемент электросхемы. Тестируют диоды, транзисторы, стабилитроны, резисторы и другие детали.
Подробную проверку производят последовательно: от деталей, которые чаще всего выходят из строя, к самым стойким.
- Силовые диоды. Для их прозвонки тестер переводится в режим диодов, щупами прикасаются к выходным клеммам. Если в одну сторону прозвон есть, а в другую нет — силовые диоды в порядке, нижний модуль аппарата исправен.
Если входные клеммы прозваниваются только в одну сторону, значит, силовые диоды исправны
Проверка силовых транзисторов производится тестером в трёх комбинациях положения щупов
Кнопку проверяют в режиме «включено», прозванивая её контакты
Диодный мост тестируют, прикасаясь по очереди к каждому из его выводов
Полевой транзистор в первичном блоке питания прозванивается в той же последовательности, что и силовые транзисторы
Если лампочка, подключённая последовательно с аппаратом, загорается, силовые узлы исправны
Для проверки зарядного резистора роверяют последовательную цепочку ПТЦ и НТЦ
Тестирование платы управления ключами производят тестером при включённом аппарате в режиме напряжения до 20 В
При поиске обрыва обратной свящи красный щуп устанавливают на второй вывод микросхемы
Перед проверкой блока питания выключите аппарат из розетки!
На первом этапе ремонта блока питания проверяют наличие напряжения 300 В на плате инвертора
При самостоятельном ремонте мастера используют ортофосфорную кислоту. Если к корпусам диодов нужно что-то припаять (например, отломанные стойки), их предварительно лудят. При ремонте отломленной стойки учитывают перпендикулярность. Важно установить её, чётко совмещая отверстия. Если припаять даже с минимальным перекосом, при последующем затягивании крепления стойка снова сломается.
Если нет технического фена, для выпаивания пользуются паяльником 100–150 Вт. Так не повредятся разъёмы и дорожки. Специалисты рекомендуют для лучшего результата перед пайкой подогреть блок до 160–170 0 С, при этом пластиковые части вентилятора греть нельзя. При работе с паяльником или другими нагревательными элементами требуется осторожность, чтобы не прикоснуться к легкоплавким деталям аппарата.
Видео: ремонт сварочного аппарата и разбор основных его неисправностей
Инверторный сварочный аппарат уверенно прописывается в домашних мастерских. Перед покупкой стоит потратить время на изучение азов сварного дела и электротехники. Это поможет ориентироваться в характеристиках устройства и при необходимости самостоятельно починить его. Сложные случаи лучше доверить специалистам.
Неисправности и методика ремонта инверторных сварочных аппаратов своими руками — Pcity.su
Как отремонтировать сварочный инвертор своими руками
Все большую популярность среди мастеров сварщиков завоевывают инверторные сварочные аппараты благодаря своим компактным размерам, небольшой массе и приемлемым ценам. Как и любое другое оборудование, данные аппараты могут выходить из строя по причине неправильной эксплуатации или из-за конструктивных недоработок. В некоторых случаях ремонт инверторных сварочных аппаратов можно провести самостоятельно, изучив устройство инвертора, но существуют поломки, которые устраняются только в сервисном центре.
Устройство сварочного инвертора
Сварочные инверторы в зависимости от моделей работают как от бытовой электрической сети (220 В), так и от трехфазной (380 В). Единственное, что нужно учитывать при подключении аппарата к бытовой сети – это его потребляемая мощность. Если она превышает возможности электропроводки, то работать агрегат при просаженной сети не будет.
Итак, в устройство инверторного сварочного аппарата входят следующие основные модули.
- Первичный выпрямительный блок. Этот блок, состоящий из диодного моста, размещен на входе всей электрической цепи аппарата. Именно на него подается переменное напряжение из электросети. Чтобы снизить нагревание выпрямителя, к нему прикреплен радиатор. Последний охлаждается вентилятором (приточным), установленным внутри корпуса агрегата. Также диодный мост имеет защиту от перегрева. Реализована она с помощью термодатчика, который при достижении диодами температуры 90° разрывает цепь.
- Конденсаторный фильтр. Подсоединяется параллельно к диодному мосту для сглаживания пульсаций переменного тока и содержит 2 конденсатора. Каждый электролит имеет запас по напряжению не менее 400 В, и по емкости от 470 мкФ для каждого конденсатора.
- Фильтр для подавления помех. Во время процессов преобразования тока в инверторе возникают электромагнитные помехи, которые могут нарушать работу других приборов, подключенных к данной электрической сети. Чтобы убрать помехи, перед выпрямителем устанавливают фильтр.
- Инвертор. Отвечает за преобразование переменного напряжения в постоянное. Преобразователи, работающие в инверторах, могут быть двух типов: двухтактные полумостовые и полные мостовые. Ниже приведена схема полумостового преобразователя, имеющего 2 транзисторных ключа, на основе устройств серий MOSFET или IGBT, которые чаще всего можно увидеть на инверторных аппаратах средней ценовой категории.Схема же полного мостового преобразователя является более сложной и включает в себя уже 4 транзистора. Данные типы преобразователей устанавливают на самых мощных аппаратах для сварки и соответственно — на самых дорогостоящих.
Так же, как и диоды, транзисторы устанавливаются на радиаторы для лучшего отвода от них тепла. Чтобы защитить транзисторный блок от всплесков напряжения, перед ним устанавливается RC-фильтр.
Как работает инвертор
Ниже приведена схема, которая наглядно показывает принцип работы сварочного инвертора.
Итак, принцип действия данного модуля сварочного аппарата заключается в следующем. На первичный выпрямитель инвертора поступает напряжение из бытовой электрической сети или от генераторов, бензиновых или дизельных. Входящий ток является переменным, но, проходя через диодный блок, становится постоянным. Выпрямленный ток поступает на инвертор, где проходит обратное преобразование в переменный, но уже с измененными характеристиками по частоте, то есть становится высокочастотным. Далее, высокочастотное напряжение понижается трансформатором до 60-70 В с одновременным повышением силы тока. На следующем этапе ток снова попадает в выпрямитель, где преобразуется в постоянный, после чего подается на выходные клеммы агрегата. Все преобразования тока контролируются микропроцессорным блоком управления.
Причины поломок инверторов
Современные инверторы, особенно сделанные на основе IGBT-модуля, достаточно требовательны к правилам эксплуатации. Объясняется это тем, что при работе агрегата его внутренние модули выделяют много тепла. Хотя для отвода тепла от силовых узлов и электронных плат используются и радиаторы, и вентилятор, этих мер порой бывает недостаточно, особенно в недорогих агрегатах. Поэтому нужно четко следовать правилам, которые указаны в инструкции к аппарату, подразумевающие периодическое выключение установки для остывания.
Обычно это правило называется “Продолжительность включения” (ПВ), которая измеряется в процентах. Не соблюдая ПВ, происходит перегрев основных узлов аппарата и выход их из строя. Если это произойдет с новым агрегатом, то данная поломка не подлежит гарантийному ремонту.
Также, если инверторный сварочный аппарат работает в запыленных помещениях, на его радиаторах оседает пыль и мешает нормальной теплоотдаче, что неизбежно приводит к перегреву и поломке электрических узлов. Если от присутствия пыли в воздухе избавиться нельзя, требуется почаще открывать корпус инвертора и очищать все узлы аппарата от накопившихся загрязнений.
Но чаще всего инверторы выходят из строя, когда они работают при низких температурах. Поломки случаются по причине появления конденсата на разогретой плате управления, в результате чего происходит замыкание между деталями данного электронного модуля.
Особенности ремонта
Отличительной особенностью инверторов является наличие электронной платы управления, поэтому диагностировать и устранить неисправность в данном блоке может только квалифицированный специалист. К тому же, из строя могут выходить диодные мосты, транзисторные блоки, трансформаторы и другие детали электрической схемы аппарата. Чтобы провести диагностику своими руками, требуется иметь определенные знания и навыки работы с такими измерительными приборами, как осциллограф и мультиметр.
Из вышесказанного становится понятно, что, не имея необходимых навыков и знаний, приступать к ремонту аппарата, особенно электроники, не рекомендуется. В противном случае ее можно полностью вывести из строя, и ремонт сварочного инвертора обойдется в половину стоимости нового агрегата.
Основные неисправности агрегата и их диагностика
Как уже говорилось, инверторы выходят из строя из-за воздействия на “жизненно” важные блоки аппарата внешних факторов. Также неисправности сварочного инвертора могут происходить из-за неправильной эксплуатации оборудования или ошибок в его настройках. Чаще всего встречаются следующие неисправности или перебои в работе инверторов.
Аппарат не включается
Очень часто данная поломка вызывается неисправностью сетевого кабеля аппарата. Поэтому сначала нужно снять кожух с агрегата и прозвонить каждый провод кабеля тестером. Но если с кабелем все в порядке, то потребуется более серьезная диагностика инвертора. Возможно, проблема кроется в дежурном источнике питания аппарата. Методика ремонта “дежурки” на примере инвертора марки Ресанта показана в этом видео.
Нестабильность сварочной дуги или разбрызгивание металла
Данная неисправность может вызываться неправильной настройкой силы тока для определенного диаметра электрода.
Также следует учитывать и скорость сварки. Чем она меньше, теме меньшее значение силы тока нужно выставлять на панели управления агрегата. Кроме всего, чтобы сила тока соответствовала диаметру присадки, можно пользоваться таблицей, приведенной ниже.
Сварочный ток не регулируется
Если не регулируется сварочный ток, причиной может стать поломка регулятора либо нарушение контактов подсоединенных к нему проводов. Необходимо снять кожух агрегата и проверить надежность подсоединения проводников, а также, при необходимости, прозвонить регулятор мультиметром. Если с ним все в порядке, то данную поломку могут вызвать замыкание в дросселе либо неисправность вторичного трансформатора, которые потребуется проверить мультиметром. В случае обнаружения неисправности в данных модулях их необходимо заменить либо отдать в перемотку специалисту.
Большое энергопотребление
Чрезмерное потребление электроэнергии, даже если аппарат находится без нагрузки, вызывает, чаще всего, межвитковое замыкание в одном из трансформаторов. В таком случае самостоятельно отремонтировать их не получится. Нужно отнести трансформатор мастеру на перемотку.
Электрод прикипает к металлу
Такое происходит, если в сети понижается напряжение. Чтобы избавиться от прилипания электрода к свариваемым деталям, потребуется правильно выбрать и настроить режим сварки (согласно инструкции к аппарату). Также напряжение в сети может проседать, если аппарат подключен к удлинителю с малым сечением провода (меньше 2,5 мм 2 ).
Нередко падение напряжения, вызывающего прилипание электрода, происходит при использовании слишком длинного сетевого удлинителя. В таком случае проблема решается подключением инвертора к генератору.
Горит перегрев
Если горит индикатор, это свидетельствует о перегреве основных модулей агрегата. Также аппарат может самопроизвольно отключаться, что говорит о срабатывании термозащиты. Чтобы данные перебои в работе агрегата не случались в дальнейшем, опять же требуется придерживаться правильного режима продолжительности включения (ПВ). Например, если ПВ = 70%, то аппарат должен работать в следующем режиме: после 7 минут работы, агрегату выделятся 3 минуты, на остывание.
На самом деле, различных поломок и причин, вызывающих их, может быть достаточно много, и перечислить их все сложно. Поэтому лучше сразу понять, по какому алгоритму проводится диагностика сварочного инвертора в поисках неисправностей. Как проводится диагностика аппарата, можно узнать, посмотрев следующее обучающее видео.
Источник:
http://tehnika.expert/dlya-remonta/svarochnyj-apparat/remont-invertora.html
Основные поломки сварочных аппаратов и способы их устранения
Общеизвестно, что ремонт сварочных аппаратов в подавляющем большинстве случаев может быть организован и проведён самостоятельно. Исключением является лишь восстановление работоспособности электронного инвертора, сложность схемы которого не позволяет провести полноценный ремонт в домашних условиях.
Одна только попытка отключить защиту инвертора может поставить в тупик даже специалиста по электротехнике. Так что в этом случае лучше всего обратиться за помощью в специализированную мастерскую.
Частые неисправности
Основными проявлениями неполадок аппаратов электродуговой сварки являются:
- прибор не включается при подсоединении к электросети и запуске;
- залипание электрода с одновременным гулом в районе преобразователя;
- самопроизвольное отключение сварочного аппарата в случае его перегрева.
Ремонт всегда начинается с осмотра сварочного аппарата, проверки питающего напряжения. Провести ремонт трансформаторных сварочных аппаратов несложно, к тому же они непривередливы в обслуживании. У инверторных аппаратов определить поломку сложнее, а ремонт в домашних условиях зачастую невозможен.
Однако при правильном обращении инверторы служат долго, и не ломаются. Необходимо защищать от пыли, высокой влажности, мороза, хранить в сухом месте. Есть наиболее характерные неисправности сварочных аппаратов, устранить которые можно своими руками.
Устройство не запускается
В этом случае, прежде всего, необходимо убедиться в наличии напряжения в сети и целостности предохранителей, установленных в обмотках трансформатора. При их исправности следует прозвонить с помощью тестера токовые обмотки и каждый из выпрямительных диодов, проверив тем самым их работоспособность.
При обрыве одной из токовых обмоток потребуется её перемотка, а в случае неисправности обеих проще заменить трансформатор целиком. Повреждённый или «подозрительный» диод заменяют новым. После ремонта сварочный аппарат снова включают и проверяют на исправность.
Иногда из строя выходит фильтрующий конденсатор. В этом случае ремонт будет заключаться в его проверке и замене новой деталью.
В случае исправности всех элементов схемы необходимо разобраться с сетевым напряжением, которое может быть сильно занижено и его просто не хватает для нормального функционирования сварочного аппарата.
Залипание электрода (прерывание дуги)
Причиной залипания электрода и прерывания дуги может быть снижение напряжения из-за короткого замыкания в обмотках трансформатора, неисправности диодов или ослабления соединительных контактов. Также возможен пробой конденсаторного фильтра или замыкания отдельных деталей на корпус сварочного аппарата.
К причинам организационного характера, вследствие которых аппарат не варит как надо, можно отнести чрезмерную длину сварочных проводов (более 30 метров).
Если залипание сопровождается сильным гудением трансформатора – это также свидетельствует о перегрузке в нагрузочных цепях прибора или замыкании в сварочных проводах.
Одним из вариантов ремонта с устранением этих эффектов может стать восстановление изоляции соединительных кабелей, а также подтяжка ослабевших контактов и клеммников.
Самопроизвольное отключение
В некоторых случаях ремонт можно провести самостоятельно, если аппарат начал самопроизвольно отключаться. Большинство моделей сварочных аппаратов оснащено защитной схемой (автоматом), срабатывающей в критической ситуации, сопровождающейся отклонением от нормальной работы. Один из вариантов такой защиты предполагает блокировку работы устройства при отключении вентиляционного модуля.
После самопроизвольного отключения сварочного аппарата, прежде всего, следует проверить состояние защиты и попытаться возвратить этот элемент в рабочее состояние.
При повторном срабатывании защитного узла необходимо перейти к поиску неисправности по одной из описанных выше методик, связанных с замыканиями или неисправностью отдельных деталей.
В этой ситуации в первую очередь следует убедиться в том, что узел охлаждения агрегата работает нормально, и что перегрев внутренних пространств исключён.
Бывает и так, что узел охлаждения не справляется со своими функциями из-за того, что сварочный аппарат в течение длительного времени находился под нагрузкой, превышающей допустимую норму. Единственно верное решение в этом случае – дать ему «отдохнуть» порядка 30-40 минут, после чего попытаться вновь включить.
При отсутствии внутренней защиты предохранительный автомат может быть установлен в электрическом щитке. Для поддержания нормального функционирования сварочного агрегата его настройки должны соответствовать выбранным режимам.
Так, некоторые модели таких аппаратов (сварочный инвертор, в частности) в соответствии с инструкцией должны работать по графику, предполагающему перерыв на 3-4 минуты после 7-8-ми минут непрерывной сварки.
Неисправности инверторных устройств
Перед ремонтом инверторного сварочного аппарата своими руками желательно ознакомиться с принципом действия, а также с его электронной схемой. Их знание позволит быстрее выявить причины поломок и постараться своевременно устранить их.
Электрическая схема
В основу работы этого устройства заложен принцип двойного преобразования входного напряжения и получения на выходе постоянного сварочного тока путём выпрямления высокочастотного сигнала.
Использование промежуточного сигнала высокой частоты позволяет получить компактное импульсное устройство, располагающее возможностью эффективной регулировки величины выходного тока.
Поломки всех сварочных инверторов условно можно разделить на следующие виды:
- неисправности, связанные с ошибками в выборе режима сварки;
- отказы в работе, обусловленные выходом из строя электронного (преобразовательного) модуля или других деталей устройства.
Метод выявления неисправностей инвертора, связанных с нарушениями в работе схемы, предполагает последовательное выполнение операций, производимых по принципу «от простого повреждения – к более сложной поломке». С характером и причиной поломок, а также со способами ремонта более подробно можно ознакомиться в сводной таблице.
Там же приводятся данные по основным параметрам сварки, обеспечивающие режим безаварийной (без отключения инвертора) работы устройства.
Особенности эксплуатации
Обслуживание и ремонт сварочных аппаратов инверторного типа отличается рядом особенностей, связанных со сложностью схемы этих электронных агрегатов. Для их ремонта потребуются определённые знания, а также умение обращаться с такими измерительными приборами, как цифровой мультиметр, осциллограф и подобные им.
В процессе ремонта электронной схемы сначала производится визуальный осмотр плат с целью выявления обгоревших или «подозрительных» элементов в составе отдельных функциональных модулей.
Если в ходе осмотра никаких нарушений обнаружить не удаётся – поиск неисправности продолжается путём выявления нарушений в работе электронной схемы (проверки уровней напряжения и наличия сигнала в её контрольных точках).
Для этого потребуется осциллограф и мультиметр, приступать к работе с которыми следует лишь при наличии полной уверенности в своих силах. Если возникли какие-либо сомнения по поводу своей квалификации – единственно верным решением будет отвезти (отнести) прибор в специализированную мастерскую.
Специалисты по ремонту сложных импульсных устройств оперативно найдут и устранят возникшую неисправность, а заодно и проведут техобслуживание данного агрегата.
Порядок самостоятельного ремонта
В случае принятия решения о самостоятельном ремонте платы – рекомендуем воспользоваться следующими советами опытных специалистов.
При обнаружении в ходе визуального осмотра сгоревших проводов и деталей следует заменить их новыми, а заодно и переткнуть все разъёмы, что позволит исключить вариант пропадания контакта в них.
Если такой ремонт не привел к желаемому результату – придётся начать поблочное обследование цепей преобразования электронного сигнала.
Для этого необходимо найти источники, в которых приводятся эпюры напряжений и токов, предназначенные для более полного понимания работы этого агрегата.
Ориентируясь на эти эпюры с помощью осциллографа можно последовательно проверить все электронные цепочки и выявить узел, в котором нарушается нормальная картинка преобразования сигнала.
Одним из наиболее сложных узлов инверторного сварочного аппарата считается плата управления электронными ключами, проверить исправность которой можно с помощью того же осциллографа.
При сомнениях в работоспособности этой платы можно попробовать заменить её исправной (от другого, работающего инвертора) и попытаться вновь запустить сварочный аппарат.
В случае благоприятного исхода останется только отдать свою плату в ремонт или заменить её купленной новой. Таким же образом следует поступать и при появлении подозрений в исправности всех других модулей или блоков сварочного аппарата.
В заключении напомним, что ремонт любых сварочных агрегатов (и инверторов, в частности) считается достаточно сложной процедурой, требующей определённых навыков и умения обращаться со сложной измерительной техникой.
При наличии малейших сомнений в своём профессионализме следует воспользоваться помощью специалистов и предоставить им возможность вернуть неисправный аппарат в работу.
Источник:
http://svaring.com/welding/apparaty/remont-svarochnyh-apparatov
Когда руки не для скуки: ремонт инверторного сварочного аппарата
При покупке инверторного сварочного аппарата для работы в гараже или на даче первая мысль — ух ты, теперь всё-всё поварю! Не нужен диплом сварщика, устройство рассчитано на пользователя без специального образования. Обращаться со сваркой стало проще и комфортнее. Главное, понять принцип работы и первой помощи при затруднениях и поломках.
Инверторные аппараты — новое поколение ручной сварки
С начала 2000 годов инверторные сварочные аппараты стали дешевле и доступнее. Чтобы провести дома сварочные работы, достаточно иметь это маленькое и простое в обращении устройство и хорошие электроды.
Преимущества инверторов
Инверторные аппараты имеют малый вес, компактные размеры, а сфера использования и качество сварки у них выше, чем у тяжёлых и громоздких сварочных трансформаторов. Они выполняют свою задачу в полном объёме: варят машины, ворота, конструкции из труб (например, парники или беседки). Работа с ними мобильна — перебросив через плечо раздвижной ремень, сварку проводят в любых труднодоступных местах.
При вертикальной, горизонтальной или верхней сварке ток уменьшают на 10–20%, а при сварке под углом — увеличивают на такую же величину по сравнению с обычным положением.
С подключением также нет проблем, сварочный аппарат работает от обычной электрической сети. Замечательно, что он не остановится при понижении сетевого напряжения. При отклонении в пределах +/- 15% устройство продолжит нормально работать. Значение тока можно регулировать, подбирая мощность в зависимости от типа и толщины металла. Всё это делает инверторы идеальными и для новичков, и профессионалов.
Видео: испытание самодельного инверторного аппарата
Как работают сварочные инверторы
Инверторный аппарат соединяет детали постоянным током при помощи электродуговой сварки электродом с покрытием. Большой плюс в том, что в самом начале процесса нет скачков электроэнергии в сети, к которой подключено устройство. Накопительный конденсатор обеспечивает бесперебойность электрической цепи и мягкое разжигание дуги с её дальнейшим автоматическим поддержанием. При подключении к электрической розетке переменное напряжение сети частотой 50 Гц преобразуется сначала в постоянное, а потом в высокочастотное модулированное напряжение. Затем с помощью высокочастотного трансформатора сила тока растёт, напряжение уменьшается, а ток на выходе выпрямляется. Аппарат предусматривает регулировку величины сварочного тока и защиту от перегрева.
Инверторный аппарат сначала выпрямляет и модулирует входной ток, а затем увеличивает его силу за счёт снижения напряжения до появления дуги
Базовый режим работы инверторных сварочных аппаратов — ММА. Это ручное дуговое сваривание штучными обмазочными электродами. Для сварки стальных и чугунных изделий на постоянном или переменном токе используют диаметр 1,6–5,0 мм.
Аппараты различаются мощностью и продолжительностью рабочего цикла. Второй показатель — это период, в течение которого разрешено варить на максимально допустимой мощности, чтобы не допустить перегрева устройства. Его обозначают буквами ПВ (период включения) и определяют в процентах относительно единицы времени в 10 минут. Например, если на аппарате указан ПВ 60%, это значит, что им можно варить в течение 6 минут, а затем выключить на 4 минуты. Иногда цикл сварки устанавливается равным 5 минутам. Тогда значение показателя ПВ в 60% обозначает период работы в 3, а отдыха в 2 минуты. Показатели ПВ и рабочего цикла указываются в инструкции на каждый аппарат.
Устройство сварочного аппарата
Чтобы при первых сложностях в работе аппарата не искать специалиста по ремонту, желательно иметь хотя бы базовое представление о его конструкции.
Схема сборки инверторов своими руками
Мастера со знанием электротехники собирают сварочный аппарат сами. Не только экономии ради, но и по велению творческой души. В интернете выложены принципиальные схемы инверторов, чертежи и инструкции тех, кто сам изготовил инвертор. Главное, получить стабильность сварочной дуги. Чаще всего применяют схему «косого моста» («схему Бармалея») с использованием двух ключевых транзисторов: биполярных или полевых. Их ставят на радиатор для отвода тепла, они синхронно открываются и закрываются.
В «схеме Бармалея» главными управляющими элементами являются два транзистора, которые открываются и закрываются синхронно
Электротехническое решение схемы избавляет от высоковольтных выбросов и позволяет применять относительно низкоуровневые ключи. Применяют схему из-за её простоты, надёжности и не очень дорогих расходных материалов.
Видео: обзор схемы Бармалея
Сборка инвертора своими руками
Собирают аппарат из следующих блоков:
- блок питания для стабилизации входных сигналов. Между ним и другими элементами и блоками ставят металлическую перегородку. Многообмоточный дроссель управляется транзисторами и конденсатором с накопленной энергией. В дроссельной системе управления используют диоды;
- силовой блок, с участием которого проходит полный цикл преобразования тока. Собирают из первичного выпрямителя, инверторного транзисторного преобразователя, понижающего высокочастотного трансформатора и выходного выпрямителя;
- блок управления. В его основе находится задающий генератор со специальной микросхемой или широтно-импульсный модулятор. Ставят резонансный дроссель и 6–10 резонансных конденсаторов;
- защитный блок. Чаще собирают на силовом блоке, устанавливая для тепловой защиты его элементов термовыключатели. Чтобы не было перегрузок, ставят плату на основе микросхемы 561ЛА7. Снабберы с резисторами и конденсаторами К78–2 защищают преобразователь и выпрямители.
Видео: сборка сварочного инвертора
Причины выхода из строя инверторов
Конструкция инверторных сварочных аппаратов сложнее трансформаторных и, к сожалению, менее надёжна. Это часто приводит к выходу из строя различных узлов по следующим причинам:
- низкая защищённость от пыли. При скоплении её внутри срабатывает сигнал тепловой защиты, аппарат отключается. Нужна разборка минимум два раза в год, чтобы почистить внутренние части струёй сжатого воздуха или мягкой кистью;
- попадание влаги внутрь, вызывающее короткое замыкание, опасное для агрегата;
- низкое качество системы охлаждения в дешёвых аппаратах. Из-за этого плавятся пластмассовые части конструкции, не срабатывает аварийное отключение. В моделях с туннельной вентиляцией радиатор расположен вдоль корпуса, а главные узлы находятся внутри него. Такие аппараты намного дороже;
- скачки напряжения, особенно понижение до 190 В и более;
- перегрузка при резке толстого металла и работах, на которые конкретный аппарат не рассчитан. Тогда выходит из строя силовой модуль IGBT;
- некачественное крепление в контактах колодок, которое провоцирует перегрев этих мест и искрение;
- чувствительность к ударам и падениям из-за наличия пластмассовых деталей;
- низкое качество запчастей, которые используют при ремонте;
- нарушение допустимого режима температур. Электронные микропроцессоры при перегреве плавятся и разрушаются. Рекомендуется придерживаться диапазона от -10 до +40 o С.
Частые поломки сварочных инверторов
Неисправности бывают как механическими, так и связанными с выходом из строя электроники. Сварочный аппарат — сложное устройство, проблемы могут возникнуть в любом месте:
- обрыв стоек, особенно в дешёвых моделях. Лёгкие и хрупкие аппараты не переносят ударов;
- неработающий вентилятор — при критической перегрузке срабатывает защита от чрезмерного напряжения. Это же происходит, если аппарат продолжительное время работает в режиме включён-выключен;
- дефект соединения выключателя и нижней панели не даёт работать вентилятору, оставляет аппарат без напряжения;
- неправильное соединение внутри устройства выключает индикатор неисправностей, напряжения при этом нет;
- плохой контакт зажима «массы» в гнезде корпуса или с деталью не даёт поджечь и поддержать дугу. Колодка клеммы, к которой подключают сварочный кабель, — это уязвимое место любого сварочного аппарата;
Плохой контакт в месте подключения кабелей к сварочному аппарату или к обрабатываемым деталям не позволяет получить усточивую дугу
Короткое замыкание или поломка в каком-либо важном узле электросхемы делает невозможной эксплуатацию сварочного аппарата:
- неисправность платы управления не даёт стабильного сварочного тока и не позволяет получить нормальную дугу;
- повреждение транзистора верхней печатной платы ведёт к отключению аппарата;
- выход из строя системы защиты от перегрева определяют по запаху горелой изоляции, изнутри корпуса идёт дым.
Способы ремонта инверторных сварочных аппаратов
Приступая к ремонту неисправного агрегата, стоит учесть некоторые моменты.
Что исправляют без вскрытия
Плохое качество работы аппарата не всегда означает внутреннюю поломку. Виновниками часто становятся влажные или некачественные электроды. Если просушивание или замена не даёт красивого шва, рассматривают другие возможные причины:
- плохой поджиг, прилипание электродов к металлу часто возникает из-за потери мощности в рабочих кабелях или низкого сварочного тока. Правильный подбор сечения кабеля и повышение силы тока могут снять проблему. Нельзя использовать сетевые удлинители с сечением провода менее 2,5 мм 2 и слишком большой длины. Оптимальная длина до 15 м, максимальная — 40 м, иначе аппарат не будет работать из-за потери тока. Сварочный кабель рекомендуется длиной до 5 м;
Для подключения сварочного аппарата необходимо использовать удлинитель с проводом сечением не менее 2,5 кв. мм и длиной не более 40 м
Дефекты сварного шва возникают из-за недостаточной очистки обрабатываемых поверхностей, неправильной полярности или слишком большого удаления электрода от места сварки
Важно верно подобрать размер электродов для правильной работы сварочного аппарата.
Источник:
http://postroika.biz/16731-remont-svarochnogo-invertora-svoimi-rukami.html
Основные неисправности сварочных инверторов и методы их устранения
Множество домашних мастерских укомплектовано сварочным оборудованием на основе инверторного блока питания. Такие изделия обладают множеством преимуществ. Однако, время от времени любая техника ломается и может потребоваться ремонт сварочных инверторов.
Подобная операция легко выполнима в домашних условиях, поскольку внутренняя компоновка инверторной установки для розжига дуги хорошо поддается диагностике и обслуживанию. Успешность исправления неисправностей инверторной сварки зависит, прежде всего, от навыков и знаний мастера-ремонтника.
Особенности сварочных инверторов и их ремонт
Большинство пользователей подобных сварочных устройств отмечают:
- высокую мощность установки;
- мобильность аппарата;
- простоту обслуживания;
- надежность конструкции инвертора;
- минимальное потребление электрической энергии при выполнении работ по свариванию металлических изделий.
Характерной особенностью инверторных устройств для сварки служит более сложная электротехническая схема, по сравнению с трансформаторными или выпрямительными сварками.
Инвертор для сварочных работ.
Ремонт инверторных сварочных аппаратов следует начинать с проверки следующих элементов:
- транзисторы;
- диодный мост;
- система охлаждения.
Перед тем, как отремонтировать сварочные аппараты своими руками необходимо провести диагностику основных компонентов. Как правило, неисправные детали, например, транзисторы или диоды, можно легко определить по существенном изменении геометрии.
Если такие детали удается выявить визуально, то восстановление аппарата для сварки своими руками сведется к банальной замене неисправных электротехнических элементов при помощи паяльника и припоя.
[box type=”info”]Ремонт сварочных полуавтоматов своими руками должен производится мастерами, имеющими хотя бы базовые познания в электронике и умеющими пользоваться такими устройствами, как мультиметр, вольтметр и осциллограф.[/box]Большинство моделей инверторных аппаратов для сварки комплектуются инструкциями. Проводить обслуживание данных устройств проще по схемам, имеющимся в соответствующем разделе документации.
Диагностика неисправностей инверторов
Непосредственно перед выполнением восстановления работоспособности инверторного оборудования для сварки следует ознакомиться с типовыми неисправностями и наиболее эффективными методами диагностики.
В большинстве случаев, ремонт полуавтоматов для сварки следует производить по такому алгоритму:
- Визуальный осмотр всех узлов инвертора.
- Зачистка окислившихся контактов при помощи растворителя и щетки.
- Изучение конструкции инвертора по идущей в комплекте документации.
- Диагностика неисправности.
- Замена нерабочих электронных компонентов.
- Пробный запуск.
Функциональная схема сварочного инвертора.
Все неисправности, при которых может потребоваться ремонт своими руками сварочных аппаратов делятся на три вида:
- возникшие из-за неправильного выбора режима сварки;
- возникшие из-за нарушения в работе одного из элементов электронной схемы прибора;
- возникшие из-за попадания пыли или сторонних предметов в корпус инверторного блока питания.
Перед тем, как проверить сварочный аппарат на предмет неисправных радиодеталей, следует провести полную чистку от пыли и грязи. Засорение элементов охлаждения системы поддержания дуги может пагубно сказаться на работоспособности многих электронных компонентов.
Если при предварительной визуальной проверке не выявлены неисправности, то следует переходить к более глубокой диагностике.
Типичные причины выхода из строя инвертора представлены:
- попаданием жидкости внутрь корпуса инвертора, повлекшим за собой окисление токопроводящих дорожек и коррозию основных радиоэлементов;
- обилием пыли и грязи внутри корпуса, вследствие которых существенно ухудшилось охлаждение и произошел перегрев силовых микросхем;
- перегревом работы инвертора из-за выбора неправильного режима работы, вследствие которого может потребоваться ремонт сварочных выпрямителей.
Ремонт сварочного трансформатора, в отличие от инвертора, может выполняться без существенных навыков и умений. В трансформаторных сборках используются радиоэлементы, которые обладают невероятно длительным жизненным циклом.
Методика ремонта преобразователя и других ключевых узлов инверторного источника тока будут показаны в следующем разделе.
Основные виды поломок и их устранение
Прежде чем рассмотреть основные виды неисправностей инверторных устройств следует ознакомиться с устройством инвертора.
Электрическая схема сварочного инвертора.
Большинство популярных моделей состоит из:
- блока питания;
- блока управления;
- силового блока.
Неисправности и ремонт сварочных аппаратов в большинстве случаев связаны с поломкой силового блока, состоящего из:
- Первичного и вторичного выпрямителей.
В состав блока входят два диодных моста различной мощности. Первый мост способен выдерживать до 40 ампер ток и до 250 вольт напряжение. Второй диодный мост собран из более мощных элементов и способен поддерживать силу тока 250 ампер при напряжении порядка 100 вольт. Возможные ошибки данного модуля связаны с аварией диодов первичного или вторичного моста. - Инверторного преобразователя.
Поломка силового транзистора инверторного преобразователя часто является ответом на вопрос почему сварочный аппарат не варит. Ремонт инвертора можно произвести путем замены транзистора на аналог с параметрами силы тока 32 ампера и напряжением 400 вольт. - Высокочастотного трансформатора.
Как правило, трансформатор состоит из нескольких обмоток, повышающих силу тока до 250 ампер при напряжении до 40 вольт. Большинство инверторного оборудования имеет две обмотки, выполненные при помощи медной проволоки или ленты.
Перед тем, как отремонтировать сварочные аппараты своими руками следует внимательно продиагностировать прибор и четко определить, какой из элементов неисправен.
Не стоит даже пытаться самостоятельно отремонтировать инвертор из корпуса которого повалил плотный белый дым. В таких случаях самым правильным решением будет обращение в квалифицированный ремонтный центр.
Компоновка деталей сварочного инвертора.
Ремонт сварочного полуавтомата с инверторным источником может понадобиться при возникновении следующих неисправностей:
- Нестабильное горение раскаленной дуги или сильное разбрызгивание материала электрода.
Неисправность в большинстве случаев связана с неправильным выбором рабочего тока. В инструкции по эксплуатации сказано, что на 1 миллиметр диаметра электрода должна приходится сила тока от 20 до 40 ампер. - Прилипания сварки к металлу.
Такое поведение характерно для устройств, работающих при недостаточном напряжении. Подобные неисправности и способы их устранения четко описаны в сопроводительной документации. При прилипании электрода к свариваемому материалу следует очистить контакты клемм, к которым подключаются модули инверторного устройства. Кроме этого, не лишним будет замерить напряжение в электрической сети. - Отсутствие дуги при включении аппаратуры.
Дефект зачастую связан с банальным перегревом устройства или повреждением силовых кабелей кабелей в процессе длительной эксплуатации при повышенных температурах. - Аварийное отключение инвертора.
Если в процессе проведения работ аппарат внезапно отключился, то наверняка сработала защита от короткого замыкания между проводами и корпусом. Ремонт устройства в случае возникновения подобного дефекта состоит в нахождении и замене поврежденных элементов силовой цепи инвертора. - Огромное потребление электрического тока при холостой работе.
Типичная неисправность, возникающая вследствие замыкания витков на токопроводящих катушках. Восстановление работоспособности устройства после такой неисправности состоит в полной перемотке катушек и наложении слоя дополнительной изоляции. - Отключение сварочного оборудования через определенный промежуток времени.
Подобное поведение характерно для перегревающихся инверторных электроприборов. Если сварка внезапно выключилась, то нужно дать ей остыть и через 30-40 минут можно продолжить работу. - Посторонние звуки при работе блока питания.
Устранение дефекта заключается в затягивании болтов, стягивающих элементы магниторовода. Помимо этого, неисправность может быть связана с дефектом в крепеже сердечника или замыканием между кабелями.
[box type=”info”]Важно отметить, что большинство видов работ следует выполнять с использованием паяльника, укомплектованного специальным отсосом. Такой инструмент существенно облегчает работу по нанесению и удалению припоя на посадочные места радиотехнических элементов.[/box]
Рекомендации по самостоятельному ремонту
Выполняя ремонт сварочных аппаратов инверторного типа следует придерживаться определенного алгоритма:
- При возникновении неисправности, нужно немедленно отключить электрический прибор от сети, дать ему остыть и лишь после этого следует открывать металлических кожух.
- Диагностику необходимо начинать с визуального осмотра электротехнических компонентов инвертора.
Нередки случаи, когда ремонт инверторного сварочного аппарата заключается в простейшей замене поврежденных деталей или пропайке токопроводящих контактов. Визуально увеличившиеся конденсаторы или треснувшие транзисторы нужно заменять в первую очередь. - Если при визуальном осмотре не удалось определить причину неисправности сварочного аппарата, необходимо перейти к проверке параметров деталей при помощи мультиметра, вольтметра и осциллографа.
Наиболее частые поломки силовых блоков связаны с нарушением работы транзисторов. - После замены электротехнических элементов стоит перейти к проверке печатных проводников, расположенных на плате инвертора.
При обнаружении оторванных или поврежденных дорожек на печатной плате сварочного инструмента нужно немедленно устранить дефект путем запаивания перемычек или восстановления дорожек при помощи медной проволоки необходимого сечения. - По завершению работы с дорожками имеет смысл перейти к обслуживанию разъемов.
Если инверторный прибор переставал работать постепенно, то возможно имеет место быть плохой контакт в соединительных разъемах. В таком случае достаточно промерять все контакты при помощи мультиметра и зачистить разъемы обыкновенным бытовым ластиком. - Несмотря на то, что неисправности сварочного инвертора редко бывают связаны с диодными мостами, будет не лишним проверить и их работоспособность.
Проводить диагностику данного электротехнического элемента лучше в выпаянном виде. Если все ножки моста прозваниваются накоротко, то следует выполнить поиск неисправного диода и произвести его замену. - Последним этапом в ремонте инвертора служит проверка платы и пультов управления.
Диагностика всех компонентов платы должна производиться при помощи высокоразрешающего осциллографа.
[box type=”warning”]Если диагностика проведена, но обнаружить что сломалось в сварочном аппарате не удалось, следует прекратить самостоятельный ремонт и обратиться в специализированные мастерские.[/box]
При выполнении самостоятельных ремонтных работ следует не забывать о правилах безопасности:
- нельзя использовать электрические приборы без защитного верхнего кожуха;
- проведение всех диагностических и ремонтных работ следует осуществлять на полностью обесточенном оборудовании;
- удаление скопившейся пыли и грязи безопаснее всего проводить при помощи воздушного потока, формируемого компрессором или баллоном с сжатым газом;
- очистку печатных плат необходимо производить с использованием нейтральных растворителей, нанесенных на специальную кисточку;
- длительное хранение электрических приборов нужно производить в сухих помещениях в полностью выключенном состоянии.
Большинство инверторных электроприборов поставляется в комплекте с сопроводительной документацией. В этих бумагах можно отыскать описание наиболее типичных неисправностей и методов ремонта. Поэтому, при возникновении неисправностей следует внимательно изучить документацию и лишь потом приступать к ремонтным работам.
Заключение
Самостоятельный ремонт может производится в домашних условиях. Основные неисправности инверторов связаны с выбором неправильного режима работы или выходом из строя радиоэлементов.
Некоторые неисправности сварочного полуавтомата можно определить визуально. Существует всего несколько причин из-за которых не включается сварочный инвертор. Большинство причин поломки работающего инвертора связаны с сгоревшими конденсаторами или пробитыми сварочными транзисторами.
Источник:
http://tutsvarka.ru/oborudovanie/remont-svarochnyh-invertorov
Ремонт сварочных инверторов: основные неисправности
Время чтения: 8 минут
За последние 20 лет инверторная сварка стала самой популярной сварочной технологией из всех существующих. Это не удивительно, ведь в продаже можно найти недорогие модели инверторов, которые, тем не менее, способны обучить вас азам сварки. Инверторы технологичны и современны, они дают вам больше возможностей по сравнению с классическим сварочным трансформатором или выпрямителем.
Микросхемы — сердце любого инвертора. Именно благодаря микросхемам производители смогли внедрить в сварочный аппарат множество новых функций, а также существенно уменьшить его габариты и вес. Но мы все прекрасно знаем, что чем сложнее прибор, тем чаще он выходит из строя. В этой статье мы перечислим основные неисправности сварочных инверторов и подскажем, как можно отремонтировать сварочный аппарат самостоятельно.
Часто встречающиеся поломки
Инвертор искрит
Одна из самых часто встречающихся неисправностей в бюджетном инверторе. Зачастую при таких обстоятельствах аппарат искрит но не варит. Т.е., дуга поджигается на долю секунды, а затем снова гаснет. Причин возникновения этой поломки может быть много. Но, обо всем по порядку.
Начните с тщательного осмотра сварочных кабелей, используемых вами при сварке. Зачастую проблема именно в них. Даже если вы не увидели заметных дефектов, подключите другие (желательно новые) кабели к держаку и массе, и попробуйте снова зажечь дугу. Также проверьте надежность всех разъемов.
Если инвертор продолжает искрить, то возможно проблема кроется в электролитических конденсаторах в преобразователе. Замените их, если обладаете достаточными навыками. Если и это не помогло то посмотрите на провода на пакетнике. Возможно, они обгорели и нуждаются в замене.
В случае неудачи лучше отнесите аппарат в сервисный центр. Потому что может быть десяток причин возникновения этой неполадки. В сервисном центре вам проведут полную диагностику и смогут узнать истинную причину.
Инвертор не варит
Инверторный сварочный аппарат может быть включен, все световые индикаторы могут быть в норме, но при этом сварка не осуществляется. Самая частая причина такой поломки — это перегрев аппарата. О том как устранить перегрев мы рассказываем далее.
Также проверьте состояние сварочных кабелей, они могут быть повреждены или просто нуждаться в замене. Подключите новые сварочные кабели и попробуйте заново проверить работоспособность аппарата.
Инвертор перегревается
Одна из основных причин, почему плохо варит сварочный аппарат или не варит вовсе. Если вы без перерыва варите более 10 минут, аппарат может перегреться. Многие инверторы оснащены защитой от перегрева, но порой она не срабатывает. Тогда инвертор просто прекращает свою работу, при этом остается включенным.
Проблема решается очень просто. Прекратите сварочные работы на полчаса. Оставьте инвертор отдыхать. Через полчаса он придет в норму и вы сможете продолжить работу.
Инвертор не работает, не включается
Еще одна из самых часто встречающихся проблем. Вы включаете аппарат в розетку, а он не подает признаков жизни. Причин может быть несколько. Обычно все дело в напряжении вашей электросети. Его может быть недостаточно для включения сварочного аппарата. Если вы варите на даче, то вероятность низкого напряжения на выходе очень высока. Проблема решается путем покупки стабилизатора напряжения и подключения его к аппарату.
Еще одна причина — неполадки с сетевым кабелем, с помощью которого аппарат подключается к розетке. Проверьте целостность кабеля и вилки. Можете снять корпус аппарата и посмотреть, все ли в порядке с остальной частью сетевого кабеля, скрытой от глаз.
Если с кабелем все хорошо, а стабилизатор не помог, то вероятно причина неисправности в источнике питания самого инвертора. В таком случае рекомендуем обратиться в сервисный центр. Велика вероятность, что вы не сможете отремонтировать сварочный инвертор дома без посторонней помощи.
Не регулируется ток
Вы крутите регулятор силы тока, но ничего не происходит. Скорее всего, проблема кроется в самом регуляторе. Нужно заменить либо регулятор, либо проверить надежность его соединения с проводами. Снимите корпус аппарата и тщательно все проверьте. Воспользуйтесь мультиметром, чтобы выполнить диагностику регулятора.
Если регулятор исправен, но ток не регулируется, то причина может быть в замыкании дросселя или неисправности вторичного трансформатора. Замените эти компоненты или отдайте аппарат специалисту. Он знает, что с этим делать.
Электрод прилипает к металлу
Многие современные инверторы оснащены функцией «антизалипание», которая предотвращает прилипание электрода к металлу. Но порой эта функция работает некорректно либо вовсе не срабатывает из-за других поломок аппарата.
Первая причина прилипания электрода к металлу — неверно выбранный режим сварки. О том, как настроить режим сварки мы подробно рассказывали в этой статье.
Вторая причина — все то же низкое напряжение вашей электросети. Существуют инверторы способные работать и при пониженном напряжении. Но в некоторых местах напряжение настолько низкое, что даже такие аппараты не справляются с работой. Проблема решается покупкой стабилизатора напряжения.
Третья причина — применение сварочных удлинителей. Иногда длины сварочного кабеля просто недостаточно для выполнения сварочных работ. В таком случае можно воспользоваться специальным удлинителем. Но учтите, что если его длина превышает 40 метров, а сечение составляет менее 2.5 мм2, то велика вероятность снижения напряжения при сварке. А вслед за этим и прилипание электрода к металлу.
Четвертая причина — некачественная подготовка детали перед сваркой. Например, вы варите металл с окисной пленкой на поверхности, но недостаточно тщательно зачистили деталь перед выполнением работ. В итоге пленка образовалась снова и ухудшила контакт электрода с металлом, вызвав прилипание
Диагностика неисправностей
Добавим пару слов о том, как диагностировать неисправности в аппарате.
Если вы чувствуете запах гари или дыма из корпуса инвертора, то это сигнал об очень серьезной поломке. Мы не рекомендуем самостоятельно диагностировать аппарат в такой ситуации, лучше отнесите его в сервисный центр. Устранение подобных неисправностей требует многолетнего опыта и понимания всею нюансов функционирования аппарата.
Если поломки менее критичны, диагностику можно произвести своими руками. Для этого снимите корпус и визуально осмотрите все компоненты аппарата. Порой производители выпускают модели с некачественной пайкой или некачественными проводами. В таких случаях можно просто перепаять отдельные участки и аппарат будет исправно работать.
Определить неисправную деталь очень просто. Она будет либо с трещинами, либо с потемневшими участками либо перегоревшей. В таком случае детали просто заменяются на новые. Чтобы подобрать нужную деталь посмотрите на маркировку.
Визуальный осмотр окончен, приступаем к более глубокой диагностике. Для этого вам понадобится мультиметр. С помощью мультиметра проверьте транзисторы и остальные компоненты платы.
Обязательно проверьте на плате все печатные проводники Не должно быть никаких обрывов или подгоревших участков. Если вы все же обнаружили подгары, то удалите их и напаяйте перемычки с помощью провода ПЭЛ. Его сечение должно соответствовать проводнику платы. Заодно проверьте все контакты разъемов в аппарате и зачистите их с помощью белого канцелярского ластика.
В качестве выпрямителя у инвертора используются диодные мосты. Они закреплены на радиаторе. Диодные мосты достаточно надежны и крайне редко выходят из строя, но порой это случается. Чтобы узнать работоспособность диодного моста отпаяйте от него все провода и снимите с платы. Пройдитесь мультиметром. Так можно выявить неисправный диод.
Если после выполнения всех манипуляций инвертор остается неисправным, то отнесите его к специалисту. Мы не рекомендуем самостоятельно производить дальнейший ремонт сварочного аппарата своими руками. Тем более, если вы недавно купили аппарат и он находится на гарантии.
Вместо заключения
Теперь вы знаете, как отремонтировать сварочные аппараты своими руками. Мы перечислили наиболее часто встречающиеся поломки, которые можно устранить своими силами в домашним условиях. Если вы столкнулись с более серьезной проблемой, то рекомендуем отнести аппарат в сервисный центр. Там специалисты проведут полную диагностику вашего аппарата и смогут выявить истинные причины возникновения поломок.
Также соблюдайте технику безопасности, выполняя ремонт инверторных сварочных аппаратов своими руками. Помните, что инвертор — это сложный электроприбор, который при неумелом использовании может быть опасен для вашего здоровья. Если вы купили инвертор менее чем за 50$, то подумайте, насколько целесообразен ремонт сварочного аппарата инверторного типа. Возможно, проще купить новый сварочный аппарат. Желаем удачи в работе!
Источник:
http://svarkaed.ru/oborudovanie-dlya-svarki/apparaty/po-istochniku-toka/remont-svarochnyh-invertorov-osnovnye-neispravnosti.html
Как отремонтировать сварочный инвертор самому
Инверторное сварочное оборудование часто применяется в бытовых условиях. От классических агрегатов оно отличается небольшим весом, меньшими размерами, доступной стоимостью. При длительном использовании могут возникать поломки, связанные с износом деталей, неправильным выбором режимов, заводским браком. Ремонт сварочного инвертора в некоторых случаях можно выполнить своими руками.
Как устроен сварочный инвертор
В зависимости от модификации, устройства работают как от стандартной, так и от 3-фазной электрической сети.
Конструкция аппарата включает в себя следующие элементы:
- Первичный выпрямитель. Узел представляет собой диодный мост, расположенный в начальном отделе электрической цепи. На этот блок подается переменный ток.
- Конденсаторы. Они подключаются к диодному мосту для сглаживания колебаний переменного напряжения. Емкость каждого конденсатора составляет не менее 470 мкФ.
- Устройство фильтрации помех. При преобразовании электричества возникают электромагнитные волны, нарушающие работу других подключаемых к сети технических средств. Фильтр помогает устранять такие помехи.
- Инвертор. Он необходим для превращения переменного тока в постоянный. Блоки снабжаются 2 видами преобразователей — мостовыми и полумостовыми.
- Трансформатор. В электрической цепи он следует за инвертором и снижает напряжение до 70 В. Конструкция такого блока у современных аппаратов вместо железного включает ферритовый магнитопровод, что уменьшает вес аппарата.
- Выходной выпрямитель. Он представляет собой диодный мост, компоненты которого мгновенно реагируют на повышение частоты тока. Деталь снабжена радиаторами, препятствующими перегреву. От перепадов напряжения выпрямитель защищен RC-фильтром. На выходе установлены клеммы для подключения питающего кабеля и заземления.
- Управляющий модуль. За работу всех компонентов аппарата отвечает микропроцессор, получающий и обрабатывающий информацию с датчиков. Это помогает сварщику легко выбирать нужный режим.
- Пусковое реле. Оно обеспечивает плавное включение агрегата, препятствуя перегоранию диодных мостов.
Основные поломки оборудования
Чаще всего аппарат не работает из-за поломки таких узлов, как:
- Выпрямители. Неисправности связаны с перегоранием диодов входного или выходного моста, вызванным резким повышением напряжения и силы тока.
- Инверторный компонент. Если аппарат перестает варить, в первую очередь нужно проверить этот узел. Для устранения неполадки в условиях мастерской транзистор заменяют аналогичной деталью на 32 А и 400 В.
- Высокочастотный трансформатор. Компонент включает в себя несколько обмоток, необходимых для повышения силы тока и снижения напряжения. Они имеют вид медной проволоки или полосы. Такая конструкция способствует частому возникновению замыкания.
В вышеуказанных случаях устранить проблему самостоятельно не получится.
Ремонт инверторных сварочных аппаратов своими руками возможен при возникновении следующих проблем:
- Нестабильности электрической дуги, образовании большого количества брызг. Неисправность появляется из-за неправильного выбора силы тока.
- Залипании электрода. Возникает при низком напряжении, сопровождается поломкой контактов, к которым подключаются элементы сварочного оборудования.
- Отсутствии электрической дуги. Наблюдается при перегреве инвертора или нарушении целостности питающих проводов.
- Самопроизвольном отключении агрегата. Если во время работы устройство внезапно останавливается, речь идет о коротком замыкании.
- Большом расходе электроэнергии при холостой работе. Неисправность связана с замыканием обмотки проводящих катушек.
- Периодическом отключении аппарата. Связано с перегревом сварочного прибора. Аппарат охлаждают, после чего продолжают работу.
- Появлении посторонних звуков. Наблюдается при расслаблении винтов, удерживающих компоненты магнитопровода. Реже шум возникает при замыкании кабелей.
Домашняя диагностика
Перед тем как отремонтировать сварочный аппарат своими руками, выявляют неисправность и причину ее возникновения.
Для этого в домашних условиях выполняют следующие действия:
- осматривают все компоненты устройства;
- определяют наличие оксидной пленки на контактах, зачищают поверхности щеткой, обрабатывают их растворителем;
- прозванивают компоненты электрической схемы мультиметром.
Особенности домашнего ремонта
Устройства для инверторной сварки содержат электронный управляющий блок, восстановить который своими руками практически невозможно. Из строя могут выходить и другие важные компоненты, диагностика и ремонт которых требуют наличия соответствующих навыков и оборудования. Не имея знаний, приступать к работе не стоит. Неправильно отремонтированный аппарат подлежит списанию.
Ремонт неисправностей сварочного инвертора
Простые поломки, возникающие из-за неправильной эксплуатации, можно устранить в домашних условиях. Стоит пошагово разобрать методики решения основных проблем.
Самая распространенная неисправность — перегрев.
При повышении температуры срабатывает защитный модуль — устройство перестает варить. В таком случае правильно выбирают длительность поддержания дуги.
Инвертор не включается
Работу начинают с осмотра питающего кабеля. С провода снимают защитный рукав. Каждую жилу прозванивают мультиметром. Если кабель исправен, требуется более тщательная диагностика аппарата. Иногда инвертор не включается из-за поломки вспомогательного источника питания. В таком случае обращаются к специалисту.
Сварочная дуга нестабильна
Неполадка возникает из-за некорректного выбора силы тока. Параметр необходимо выставлять в соответствии с диаметром электрода. Начинающие сварщики нередко игнорируют это правило. Если упаковка с электродами не содержит инструкции, на 1 мм расходного материала должен приходиться ток в 20-40 А.
При настройке параметра учитывают и скорость сварки: если она невысокая, задают меньшую величину.
После правильного выбора параметра дуга стабилизируется.
Не регулируется подача тока
Такая неисправность возникает при поломке регулятора, расслаблении клемм для подсоединения проводов. Необходимо освободить агрегат от защитного корпуса, оценить надежность крепления проводников. При необходимости регулятор проверяют универсальным тестером. Если деталь исправна, инвертор перестает работать из-за замыкания в трансформаторе или дросселе. Эти элементы также прозванивают мультиметром. Перемотка при наличии неисправностей выполняется в мастерской.
Повышение энергопотребления
Чрезмерный расход электричества даже при отсутствии нагрузок требует проверки одного из трансформаторов. Самостоятельный ремонт вышедших из строя деталей невозможен. Трансформатор отдают на перемотку специалисту.
Прикипание электрода
Залипание стержня наблюдается при резком снижении напряжения. Справиться с этой проблемой можно, правильно настроив оборудование. Выбрать режим сварки помогают приложенные к руководству пользователя таблицы. Напряжение, поступающее к аппарату, падает из-за подключения через удлинители с тонкими кабелями. Проблему решают подсоединением инвертора к генератору.
Источник:
http://svarkaved.ru/oborudovanie/invertor/kak-otremontirovat-svarochnyj-invertor-samomu
Неисправности сварочного аппарата инверторного типа
Время чтения: 8 минут
За последние 20 лет инверторная сварка стала самой популярной сварочной технологией из всех существующих. Это не удивительно, ведь в продаже можно найти недорогие модели инверторов, которые, тем не менее, способны обучить вас азам сварки. Инверторы технологичны и современны, они дают вам больше возможностей по сравнению с классическим сварочным трансформатором или выпрямителем.
Микросхемы — сердце любого инвертора. Именно благодаря микросхемам производители смогли внедрить в сварочный аппарат множество новых функций, а также существенно уменьшить его габариты и вес. Но мы все прекрасно знаем, что чем сложнее прибор, тем чаще он выходит из строя. В этой статье мы перечислим основные неисправности сварочных инверторов и подскажем, как можно отремонтировать сварочный аппарат самостоятельно.
Часто встречающиеся поломки
Инвертор искрит
Одна из самых часто встречающихся неисправностей в бюджетном инверторе. Зачастую при таких обстоятельствах аппарат искрит но не варит. Т.е., дуга поджигается на долю секунды, а затем снова гаснет. Причин возникновения этой поломки может быть много. Но, обо всем по порядку.
Начните с тщательного осмотра сварочных кабелей, используемых вами при сварке. Зачастую проблема именно в них. Даже если вы не увидели заметных дефектов, подключите другие (желательно новые) кабели к держаку и массе, и попробуйте снова зажечь дугу. Также проверьте надежность всех разъемов.
Если инвертор продолжает искрить, то возможно проблема кроется в электролитических конденсаторах в преобразователе. Замените их, если обладаете достаточными навыками. Если и это не помогло то посмотрите на провода на пакетнике. Возможно, они обгорели и нуждаются в замене.
В случае неудачи лучше отнесите аппарат в сервисный центр. Потому что может быть десяток причин возникновения этой неполадки. В сервисном центре вам проведут полную диагностику и смогут узнать истинную причину.
Инвертор не варит
Инверторный сварочный аппарат может быть включен, все световые индикаторы могут быть в норме, но при этом сварка не осуществляется. Самая частая причина такой поломки — это перегрев аппарата. О том как устранить перегрев мы рассказываем далее.
Также проверьте состояние сварочных кабелей, они могут быть повреждены или просто нуждаться в замене. Подключите новые сварочные кабели и попробуйте заново проверить работоспособность аппарата.
Инвертор перегревается
Одна из основных причин, почему плохо варит сварочный аппарат или не варит вовсе. Если вы без перерыва варите более 10 минут, аппарат может перегреться. Многие инверторы оснащены защитой от перегрева, но порой она не срабатывает. Тогда инвертор просто прекращает свою работу, при этом остается включенным.
Проблема решается очень просто. Прекратите сварочные работы на полчаса. Оставьте инвертор отдыхать. Через полчаса он придет в норму и вы сможете продолжить работу.
Инвертор не работает, не включается
Еще одна из самых часто встречающихся проблем. Вы включаете аппарат в розетку, а он не подает признаков жизни. Причин может быть несколько. Обычно все дело в напряжении вашей электросети. Его может быть недостаточно для включения сварочного аппарата. Если вы варите на даче, то вероятность низкого напряжения на выходе очень высока. Проблема решается путем покупки стабилизатора напряжения и подключения его к аппарату.
Еще одна причина — неполадки с сетевым кабелем, с помощью которого аппарат подключается к розетке. Проверьте целостность кабеля и вилки. Можете снять корпус аппарата и посмотреть, все ли в порядке с остальной частью сетевого кабеля, скрытой от глаз.
Если с кабелем все хорошо, а стабилизатор не помог, то вероятно причина неисправности в источнике питания самого инвертора. В таком случае рекомендуем обратиться в сервисный центр. Велика вероятность, что вы не сможете отремонтировать сварочный инвертор дома без посторонней помощи.
Не регулируется ток
Вы крутите регулятор силы тока, но ничего не происходит. Скорее всего, проблема кроется в самом регуляторе. Нужно заменить либо регулятор, либо проверить надежность его соединения с проводами. Снимите корпус аппарата и тщательно все проверьте. Воспользуйтесь мультиметром, чтобы выполнить диагностику регулятора.
Если регулятор исправен, но ток не регулируется, то причина может быть в замыкании дросселя или неисправности вторичного трансформатора. Замените эти компоненты или отдайте аппарат специалисту. Он знает, что с этим делать.
Электрод прилипает к металлу
Многие современные инверторы оснащены функцией «антизалипание», которая предотвращает прилипание электрода к металлу. Но порой эта функция работает некорректно либо вовсе не срабатывает из-за других поломок аппарата.
Первая причина прилипания электрода к металлу — неверно выбранный режим сварки. О том, как настроить режим сварки мы подробно рассказывали в этой статье.
Вторая причина — все то же низкое напряжение вашей электросети. Существуют инверторы способные работать и при пониженном напряжении. Но в некоторых местах напряжение настолько низкое, что даже такие аппараты не справляются с работой. Проблема решается покупкой стабилизатора напряжения.
Третья причина — применение сварочных удлинителей. Иногда длины сварочного кабеля просто недостаточно для выполнения сварочных работ. В таком случае можно воспользоваться специальным удлинителем. Но учтите, что если его длина превышает 40 метров, а сечение составляет менее 2.5 мм2, то велика вероятность снижения напряжения при сварке. А вслед за этим и прилипание электрода к металлу.
Четвертая причина — некачественная подготовка детали перед сваркой. Например, вы варите металл с окисной пленкой на поверхности, но недостаточно тщательно зачистили деталь перед выполнением работ. В итоге пленка образовалась снова и ухудшила контакт электрода с металлом, вызвав прилипание
Диагностика неисправностей
Добавим пару слов о том, как диагностировать неисправности в аппарате.
Если вы чувствуете запах гари или дыма из корпуса инвертора, то это сигнал об очень серьезной поломке. Мы не рекомендуем самостоятельно диагностировать аппарат в такой ситуации, лучше отнесите его в сервисный центр. Устранение подобных неисправностей требует многолетнего опыта и понимания всею нюансов функционирования аппарата.
Если поломки менее критичны, диагностику можно произвести своими руками. Для этого снимите корпус и визуально осмотрите все компоненты аппарата. Порой производители выпускают модели с некачественной пайкой или некачественными проводами. В таких случаях можно просто перепаять отдельные участки и аппарат будет исправно работать.
Определить неисправную деталь очень просто. Она будет либо с трещинами, либо с потемневшими участками либо перегоревшей. В таком случае детали просто заменяются на новые. Чтобы подобрать нужную деталь посмотрите на маркировку.
Визуальный осмотр окончен, приступаем к более глубокой диагностике. Для этого вам понадобится мультиметр. С помощью мультиметра проверьте транзисторы и остальные компоненты платы.
Обязательно проверьте на плате все печатные проводники Не должно быть никаких обрывов или подгоревших участков. Если вы все же обнаружили подгары, то удалите их и напаяйте перемычки с помощью провода ПЭЛ. Его сечение должно соответствовать проводнику платы. Заодно проверьте все контакты разъемов в аппарате и зачистите их с помощью белого канцелярского ластика.
В качестве выпрямителя у инвертора используются диодные мосты. Они закреплены на радиаторе. Диодные мосты достаточно надежны и крайне редко выходят из строя, но порой это случается. Чтобы узнать работоспособность диодного моста отпаяйте от него все провода и снимите с платы. Пройдитесь мультиметром. Так можно выявить неисправный диод.
Если после выполнения всех манипуляций инвертор остается неисправным, то отнесите его к специалисту. Мы не рекомендуем самостоятельно производить дальнейший ремонт сварочного аппарата своими руками. Тем более, если вы недавно купили аппарат и он находится на гарантии.
Вместо заключения
Теперь вы знаете, как отремонтировать сварочные аппараты своими руками. Мы перечислили наиболее часто встречающиеся поломки, которые можно устранить своими силами в домашним условиях. Если вы столкнулись с более серьезной проблемой, то рекомендуем отнести аппарат в сервисный центр. Там специалисты проведут полную диагностику вашего аппарата и смогут выявить истинные причины возникновения поломок.
Также соблюдайте технику безопасности, выполняя ремонт инверторных сварочных аппаратов своими руками. Помните, что инвертор — это сложный электроприбор, который при неумелом использовании может быть опасен для вашего здоровья. Если вы купили инвертор менее чем за 50$, то подумайте, насколько целесообразен ремонт сварочного аппарата инверторного типа. Возможно, проще купить новый сварочный аппарат. Желаем удачи в работе!
При покупке инверторного сварочного аппарата для работы в гараже или на даче первая мысль — ух ты, теперь всё-всё поварю! Не нужен диплом сварщика, устройство рассчитано на пользователя без специального образования. Обращаться со сваркой стало проще и комфортнее. Главное, понять принцип работы и первой помощи при затруднениях и поломках.
Инверторные аппараты — новое поколение ручной сварки
С начала 2000 годов инверторные сварочные аппараты стали дешевле и доступнее. Чтобы провести дома сварочные работы, достаточно иметь это маленькое и простое в обращении устройство и хорошие электроды.
Преимущества инверторов
Инверторные аппараты имеют малый вес, компактные размеры, а сфера использования и качество сварки у них выше, чем у тяжёлых и громоздких сварочных трансформаторов. Они выполняют свою задачу в полном объёме: варят машины, ворота, конструкции из труб (например, парники или беседки). Работа с ними мобильна — перебросив через плечо раздвижной ремень, сварку проводят в любых труднодоступных местах.
При вертикальной, горизонтальной или верхней сварке ток уменьшают на 10–20%, а при сварке под углом — увеличивают на такую же величину по сравнению с обычным положением.
С подключением также нет проблем, сварочный аппарат работает от обычной электрической сети. Замечательно, что он не остановится при понижении сетевого напряжения. При отклонении в пределах +/- 15% устройство продолжит нормально работать. Значение тока можно регулировать, подбирая мощность в зависимости от типа и толщины металла. Всё это делает инверторы идеальными и для новичков, и профессионалов.
Видео: испытание самодельного инверторного аппарата
Как работают сварочные инверторы
Инверторный аппарат соединяет детали постоянным током при помощи электродуговой сварки электродом с покрытием. Большой плюс в том, что в самом начале процесса нет скачков электроэнергии в сети, к которой подключено устройство. Накопительный конденсатор обеспечивает бесперебойность электрической цепи и мягкое разжигание дуги с её дальнейшим автоматическим поддержанием. При подключении к электрической розетке переменное напряжение сети частотой 50 Гц преобразуется сначала в постоянное, а потом в высокочастотное модулированное напряжение. Затем с помощью высокочастотного трансформатора сила тока растёт, напряжение уменьшается, а ток на выходе выпрямляется. Аппарат предусматривает регулировку величины сварочного тока и защиту от перегрева.
Инверторный аппарат сначала выпрямляет и модулирует входной ток, а затем увеличивает его силу за счёт снижения напряжения до появления дуги
Базовый режим работы инверторных сварочных аппаратов — ММА. Это ручное дуговое сваривание штучными обмазочными электродами. Для сварки стальных и чугунных изделий на постоянном или переменном токе используют диаметр 1,6–5,0 мм.
Аппараты различаются мощностью и продолжительностью рабочего цикла. Второй показатель — это период, в течение которого разрешено варить на максимально допустимой мощности, чтобы не допустить перегрева устройства. Его обозначают буквами ПВ (период включения) и определяют в процентах относительно единицы времени в 10 минут. Например, если на аппарате указан ПВ 60%, это значит, что им можно варить в течение 6 минут, а затем выключить на 4 минуты. Иногда цикл сварки устанавливается равным 5 минутам. Тогда значение показателя ПВ в 60% обозначает период работы в 3, а отдыха в 2 минуты. Показатели ПВ и рабочего цикла указываются в инструкции на каждый аппарат.
Устройство сварочного аппарата
Чтобы при первых сложностях в работе аппарата не искать специалиста по ремонту, желательно иметь хотя бы базовое представление о его конструкции.
Схема сборки инверторов своими руками
Мастера со знанием электротехники собирают сварочный аппарат сами. Не только экономии ради, но и по велению творческой души. В интернете выложены принципиальные схемы инверторов, чертежи и инструкции тех, кто сам изготовил инвертор. Главное, получить стабильность сварочной дуги. Чаще всего применяют схему «косого моста» («схему Бармалея») с использованием двух ключевых транзисторов: биполярных или полевых. Их ставят на радиатор для отвода тепла, они синхронно открываются и закрываются.
В «схеме Бармалея» главными управляющими элементами являются два транзистора, которые открываются и закрываются синхронно
Электротехническое решение схемы избавляет от высоковольтных выбросов и позволяет применять относительно низкоуровневые ключи. Применяют схему из-за её простоты, надёжности и не очень дорогих расходных материалов.
Видео: обзор схемы Бармалея
Сборка инвертора своими руками
Собирают аппарат из следующих блоков:
- блок питания для стабилизации входных сигналов. Между ним и другими элементами и блоками ставят металлическую перегородку. Многообмоточный дроссель управляется транзисторами и конденсатором с накопленной энергией. В дроссельной системе управления используют диоды;
- силовой блок, с участием которого проходит полный цикл преобразования тока. Собирают из первичного выпрямителя, инверторного транзисторного преобразователя, понижающего высокочастотного трансформатора и выходного выпрямителя;
- блок управления. В его основе находится задающий генератор со специальной микросхемой или широтно-импульсный модулятор. Ставят резонансный дроссель и 6–10 резонансных конденсаторов;
- защитный блок. Чаще собирают на силовом блоке, устанавливая для тепловой защиты его элементов термовыключатели. Чтобы не было перегрузок, ставят плату на основе микросхемы 561ЛА7. Снабберы с резисторами и конденсаторами К78–2 защищают преобразователь и выпрямители.
Видео: сборка сварочного инвертора
Причины выхода из строя инверторов
Конструкция инверторных сварочных аппаратов сложнее трансформаторных и, к сожалению, менее надёжна. Это часто приводит к выходу из строя различных узлов по следующим причинам:
- низкая защищённость от пыли. При скоплении её внутри срабатывает сигнал тепловой защиты, аппарат отключается. Нужна разборка минимум два раза в год, чтобы почистить внутренние части струёй сжатого воздуха или мягкой кистью;
- попадание влаги внутрь, вызывающее короткое замыкание, опасное для агрегата;
- низкое качество системы охлаждения в дешёвых аппаратах. Из-за этого плавятся пластмассовые части конструкции, не срабатывает аварийное отключение. В моделях с туннельной вентиляцией радиатор расположен вдоль корпуса, а главные узлы находятся внутри него. Такие аппараты намного дороже;
- скачки напряжения, особенно понижение до 190 В и более;
- перегрузка при резке толстого металла и работах, на которые конкретный аппарат не рассчитан. Тогда выходит из строя силовой модуль IGBT;
- некачественное крепление в контактах колодок, которое провоцирует перегрев этих мест и искрение;
- чувствительность к ударам и падениям из-за наличия пластмассовых деталей;
- низкое качество запчастей, которые используют при ремонте;
- нарушение допустимого режима температур. Электронные микропроцессоры при перегреве плавятся и разрушаются. Рекомендуется придерживаться диапазона от -10 до +40 o С.
Частые поломки сварочных инверторов
Неисправности бывают как механическими, так и связанными с выходом из строя электроники. Сварочный аппарат — сложное устройство, проблемы могут возникнуть в любом месте:
- обрыв стоек, особенно в дешёвых моделях. Лёгкие и хрупкие аппараты не переносят ударов;
- неработающий вентилятор — при критической перегрузке срабатывает защита от чрезмерного напряжения. Это же происходит, если аппарат продолжительное время работает в режиме включён-выключен;
- дефект соединения выключателя и нижней панели не даёт работать вентилятору, оставляет аппарат без напряжения;
- неправильное соединение внутри устройства выключает индикатор неисправностей, напряжения при этом нет;
- плохой контакт зажима «массы» в гнезде корпуса или с деталью не даёт поджечь и поддержать дугу. Колодка клеммы, к которой подключают сварочный кабель, — это уязвимое место любого сварочного аппарата;
Плохой контакт в месте подключения кабелей к сварочному аппарату или к обрабатываемым деталям не позволяет получить усточивую дугу
Короткое замыкание или поломка в каком-либо важном узле электросхемы делает невозможной эксплуатацию сварочного аппарата:
- неисправность платы управления не даёт стабильного сварочного тока и не позволяет получить нормальную дугу;
- повреждение транзистора верхней печатной платы ведёт к отключению аппарата;
- выход из строя системы защиты от перегрева определяют по запаху горелой изоляции, изнутри корпуса идёт дым.
Способы ремонта инверторных сварочных аппаратов
Приступая к ремонту неисправного агрегата, стоит учесть некоторые моменты.
Что исправляют без вскрытия
Плохое качество работы аппарата не всегда означает внутреннюю поломку. Виновниками часто становятся влажные или некачественные электроды. Если просушивание или замена не даёт красивого шва, рассматривают другие возможные причины:
- плохой поджиг, прилипание электродов к металлу часто возникает из-за потери мощности в рабочих кабелях или низкого сварочного тока. Правильный подбор сечения кабеля и повышение силы тока могут снять проблему. Нельзя использовать сетевые удлинители с сечением провода менее 2,5 мм 2 и слишком большой длины. Оптимальная длина до 15 м, максимальная — 40 м, иначе аппарат не будет работать из-за потери тока. Сварочный кабель рекомендуется длиной до 5 м;
Для подключения сварочного аппарата необходимо использовать удлинитель с проводом сечением не менее 2,5 кв. мм и длиной не более 40 м
Дефекты сварного шва возникают из-за недостаточной очистки обрабатываемых поверхностей, неправильной полярности или слишком большого удаления электрода от места сварки
Важно верно подобрать размер электродов для правильной работы сварочного аппарата.
Таблица: соответствие диаметра электродов с толщиной металла
| Диаметр электрода, мм | >12 |
Внутреннее устройство
Чтобы суметь отремонтировать сварочный аппарат самостоятельно, сначала нужно разобраться с его внутренним устройством. На передней панели находятся гнёзда для рабочих кабелей, ручка регулятора силы тока и индикатор включения. Если конструкция предусматривает дополнительные функции, рабочие индикаторы располагают здесь же.
На передней панели сварочного аппарата расположены гнёзда для подключения кабелей, ручка регулятора силы тока и индикатор режима работы
Проверку начинают с наружного осмотра устройства. Первым делом проверяют наличие механических повреждений. Если на корпусе есть чёрные пятна, скорее всего, произошло короткое замыкание. Тестером проверяют предохранители, при необходимости их заменяют, обследуют изоляцию сварочных кабелей, соединения в гнёздах. Если нужно, подтягивают болты, зачищают контакты.
После откручивания шурупов и снятия кожуха открывается внутренняя часть аппарата, где расположены следующие компоненты:
- плата с силовыми транзисторами;
- плата управления;
- плата выпрямительных диодов;
- плата выпрямления сетевого напряжения;
- вентилятор;
- органы управления — ручка и переключатели.
Инструменты для работы
Для ремонта потребуются следующие инструменты.
- Мультиметр с несколькими режимами:
- прозвон цепи;
- прозвон диодов;
- измерение напряжения;
- проверка сопротивления.
- Осциллограф. Его используют, чтобы проверить диоды, стабилитроны, транзисторы, конденсаторы и другие элементы электрической цепи. Без осциллографа ремонтировать сварочный агрегат гораздо сложнее.
Применение осциллографа обеспечивает более высокую точность в определении причин неисправности сварочного аппарата
Ремонт сварочного аппарата своими руками
Начинка сварочного аппарата понятна тем, кто работает с радиоэлектроникой. Если необходимых навыков в этой области нет, вмешательство только навредит. Не зная правил обращения с платой и технологии такой тонкой работы, можно причинить ущерб гораздо больший первоначального. Дешевле и безопаснее доверить ремонт профессионалу.
Если сложно найти специализированную мастерскую, приходится восстанавливать сварочный инвертор самим. Важно последовательно проверить, что остановило работу устройства.
При появлении трудностей прочтите сначала инструкцию по эксплуатации сварочного аппарата. В ней обязательно есть раздел о возможных проблемах при сварке, причины появления неисправностей и рекомендации по их устранению.
После снятия крышки аппарата часто бывает заметно нарушение пайки деталей, вздутие конденсаторов, обрыв контактов. В таких случаях испорченные запчасти меняют на аналогичные. Оторванные и обгоревшие участки удаляют и перепаивают заново. Если не удаётся быстро определить причину поломки, проверяют каждый элемент электросхемы. Тестируют диоды, транзисторы, стабилитроны, резисторы и другие детали.
Подробную проверку производят последовательно: от деталей, которые чаще всего выходят из строя, к самым стойким.
- Силовые диоды. Для их прозвонки тестер переводится в режим диодов, щупами прикасаются к выходным клеммам. Если в одну сторону прозвон есть, а в другую нет — силовые диоды в порядке, нижний модуль аппарата исправен.
Если входные клеммы прозваниваются только в одну сторону, значит, силовые диоды исправны
Проверка силовых транзисторов производится тестером в трёх комбинациях положения щупов
Кнопку проверяют в режиме «включено», прозванивая её контакты
Диодный мост тестируют, прикасаясь по очереди к каждому из его выводов
Полевой транзистор в первичном блоке питания прозванивается в той же последовательности, что и силовые транзисторы
Если лампочка, подключённая последовательно с аппаратом, загорается, силовые узлы исправны
Для проверки зарядного резистора роверяют последовательную цепочку ПТЦ и НТЦ
Тестирование платы управления ключами производят тестером при включённом аппарате в режиме напряжения до 20 В
При поиске обрыва обратной свящи красный щуп устанавливают на второй вывод микросхемы
Перед проверкой блока питания выключите аппарат из розетки!
На первом этапе ремонта блока питания проверяют наличие напряжения 300 В на плате инвертора
При самостоятельном ремонте мастера используют ортофосфорную кислоту. Если к корпусам диодов нужно что-то припаять (например, отломанные стойки), их предварительно лудят. При ремонте отломленной стойки учитывают перпендикулярность. Важно установить её, чётко совмещая отверстия. Если припаять даже с минимальным перекосом, при последующем затягивании крепления стойка снова сломается.
Если нет технического фена, для выпаивания пользуются паяльником 100–150 Вт. Так не повредятся разъёмы и дорожки. Специалисты рекомендуют для лучшего результата перед пайкой подогреть блок до 160–170 0 С, при этом пластиковые части вентилятора греть нельзя. При работе с паяльником или другими нагревательными элементами требуется осторожность, чтобы не прикоснуться к легкоплавким деталям аппарата.
Видео: ремонт сварочного аппарата и разбор основных его неисправностей
Инверторный сварочный аппарат уверенно прописывается в домашних мастерских. Перед покупкой стоит потратить время на изучение азов сварного дела и электротехники. Это поможет ориентироваться в характеристиках устройства и при необходимости самостоятельно починить его. Сложные случаи лучше доверить специалистам.
В последнее время все чаще приходится выполнять сварочные работы в домашнем хозяйстве самостоятельно. При этом необходимо использование специального оборудования, и так как сварочные аппараты стали совершеннее и компактнее, они имеют большой спрос. У многих мастеров имеется в гараже инверторный сварочный прибор, с помощью которого можно быстро и надежно соединять металлические детали разного типа.
Назначение и особенности сварочного инвертора
Устройство предназначено для создания электрического разряда, посредством которого производится разогрев и сварка металлических частей. Благодаря высокочастотной трансформации образуется значительная сила тока.
При этом габариты трансформатора незначительны, а выходной ток стабильный и регулируемый. Такие параметры для потребителя очень важны, и поэтому прибор имеет большую популярность в использовании.
Но так же, как и широкое применение устройства, распространены его неисправности. Оборудование может выйти из строя в самый неподходящий момент, и закончить работу будет просто невозможно, поэтому каждый владелец прибора будет стремиться провести ремонт сварочного инвертора своими руками, чтобы поскорее приступить к выполнению начатой задачи.
Конструкция устройства
Как и все устройства, инвертор складывается из множества составляющих элементов. Основной частью выступает силовая панель, на которой расположены такие части прибора:
- Первичный выпрямитель, который представляет собой плату с установленными мощными диодами.
- Мощный транзистор, формирующий высокое напряжение.
- Модуль понижения напряжения, включающий трансформатор с ленточной обмоткой.
- Выходной диодный выпрямитель.
Все силовые части устанавливаются с охлаждающим радиатором, а в корпусе установлен вентилятор для принудительного охлаждения.
Диодными мостами определенной мощности производится выпрямление тока, а мощные транзисторы изменяют частоту к нужному показателю. Посредством высокочастотного трансформатора достигается сила выходного тока, необходимая для выполнения разных работ.
Инверторный аппарат имеет такой важный параметр, как высокое качество сварки, что может быть обеспечено обычным человеком без высокого уровня знаний и навыков работы со сваркой. Немаловажно и сочетание простых условий использования с отличным удобством самого изделия.
Инверторное оборудование имеет более сложную конструкцию в сравнении со старыми сварочными агрегатами, что плохо влияет на надежность. Предшествующие аппараты представлены электротехническими устройствами, а инверторный прибор является разновидностью сложного электронного прибора.
Такие особенности обуславливают некие сложности для владельца при обнаружении причины неисправности, так как нужно будет проверять много разных деталей на работоспособность. К примеру, выйти из строя могут диоды, транзисторы, стабилитроны, резисторы и другие составляющие элементы. Также нужно учитывать, что ремонт инверторных сварочных аппаратов своими руками потребует навыка пользования такими устройствами, как вольтметр, мультиметр и другие измерительные устройства вплоть до осциллографа.
Основные неисправности
Все неполадки классифицируются на две группы в зависимости от их происхождения:
- Результат неправильной эксплуатации сварочного аппарата.
- Результат неправильной работы электронных элементов или их неисправности.
Чаще всего выход из строя инверторного прибора наблюдается в случае воздействия внешнего фактора или неправильного использования устройства. В подобных ситуациях часто наблюдаются такие явления:
- Сварочная дуга неустойчива, или материал электрода рассыпается в виде брызг. Похожие неполадки встречаются при неправильной настройке прибора. Для предотвращения подобного сбоя в работе необходимо правильно выбирать электроды по типу и диаметру. Такая задача решается производителем, приводя рекомендации по эксплуатации выбранного прибора в инструкции. При отсутствии таких инструкций можно определить силу тока по формуле: на 1 мм диаметра электрода выбирается 20−40 А. В зависимости от скорости сваривания нужно выбирать большую или меньшую силу тока.
- Прилипание электрода к поверхности металла. К такому явлению могут привести несколько причин, наиболее распространенной из которых является очень низкий показатель питания рабочей сети. В таких случаях, когда работа выполняется оборудованием для пониженного типа напряжения, то повлиять могло подключение большой нагрузки. Также неисправность может быть связана с плохим соединением элементов прибора с контактами на плате. Данную проблему можно решить, проверив крепления, фиксацию вставок и других деталей.
- При подключении устройства к сети через удлинитель, сечение кабеля которого меньше 2,5 мм, также может наблюдаться падение напряжения на входе инвертора. Даже при нормальном сечении провода, его длина более 40 метров пагубно влияет на работу прибора, так как длиной обусловлена большая потеря мощности. Окисленные и подгоревшие контакты в элементах питания прибора также могут привести к прилипанию электрода. При некоторых условиях и неисправностях такого типа инвертор может не запускаться.
- Индикаторы во время включения устройства сигнализируют о работоспособности электроники, но сварку провести невозможно. К такому явлению может привести перегрев аппарата, но тогда контрольная лампочка светится тускло. Вторая причина — это повреждение или отсоединение сварочных кабелей.
- При работе с аппаратом постоянно отключается сетевое напряжение. Причина в неправильном выборе прибора относительно электрощита, так как прибор может быть предназначен для использования в сети с током более 25 А.
- Инвертор отключается после длительной работы и отказывается включаться при помощи тумблера. Скорее всего прибор просто перегрелся, и уже через 20−30 минут после охлаждения можно продолжать работу.
В связи с такими поломками нормально варить металл невозможно, а чтобы определить точную причину поломки, нужно поочередно проверять все узлы аппарата, начиная с самых простых частей и продвигаясь к сложным. Самыми простыми и распространенными причинами неисправностей могут быть:
- Проникновение атмосферных осадков в корпус устройства.
- Скопление пыли на элементах электронной схемы. Чаще всего запыление элементов приводит к перегреву устройства. Такие неполадки могут возникать при эксплуатации прибора в запыленных местах или на строительных площадках.
- Несоблюдение продолжительности включения может привести к перегреву деталей и выходу из строя инвертора. Этот параметр, который должен строго соблюдаться, указывается в технических характеристиках прибора.
Нужно бережно относиться к агрегату и не допускать попадания воды на детали, так как влага может не только вывести из строя агрегат, но и привести к нерентабельности в ремонте либо к поражению человека током.
Ремонт инверторной сварки
Для ремонта могут понадобиться такие инструменты:
- Плоскогубцы с изолированными ручками.
- Крестообразные и прямые отвертки.
- Паяльник электрический.
- Гаечные рожковые и торцевые ключи.
- Кусачки.
- Канцелярский нож.
- Тестер.
Основные неисправности инверторных сварочных аппаратов могут быть устранены без осциллографа и частотомера, но они могут понадобиться для проверки отдельных узлов прибора.
Серьезная неисправность в работе прибора может сигнализировать о себе едким запахом, исходящим из корпуса устройства. В таких ситуациях люди сразу же задумываются о том, где отремонтировать сварочный инвертор. Лучше всего, отнести аппарат в специальную мастерскую, а при отсутствии такой возможности можно приступить к устранению неисправности самостоятельно. Однако для проведения такой операции потребуются определенные навыки и знания.
Перед тем как начинать проводить какие-либо действия в плане ремонта, рекомендуется еще раз пересмотреть инструкцию к аппарату, предоставленную производителем. Если же проблемы остаются, то нужно разбирать корпус и обследовать начинку визуально. Иногда неисправность удается устранить за короткое время и без лишних усилий, к примеру, в случае некачественной пайки деталей на плате, проводов и других контактирующих элементов. Работу прибора можно возобновить, осуществив перепайку.
Визуальный осмотр и прозвонка
При визуальном осмотре нужно попытаться найти проблему нарушения в системе. Отклонение может быть в виде трещины на плате, вздутых емкостных конденсаторов и другие. При обнаружении неисправных узлов можно провести выпайку и замену деталей новыми, подходящими по характеристике. Выбирая деталь, необходимо обратить внимание на надписи, имеющиеся на корпусе, или прибегнуть к использованию таблиц или схем, которые прилагались к агрегату при покупке.
Выпайку и извлечение элементов рекомендуется проводить при помощи отсасывающего паяльника либо специального монтажного фена. Вытягивать деталь, прикладывая при этом усилие, категорически запрещается, так как при этом может быть повреждена печатная плата с дорожкой.
Желаемого результата от визуального осмотра добиться удается не всегда, поэтому для выявления проблемы необходимо использовать специальные устройства для прозвонки, к примеру, омметр и мультиметр. Первыми на работоспособность нужно проверять транзисторы силового блока, так как у них самая низкая защита.
Эти элементы отличаются высокой степенью надежности, но если они признаны неработоспособными, то нужно искать причину выхода из строя. Такой причиной могут быть другие детали, находящиеся в их контуре.
Подробное проведение проверки транзисторов и платы
При успешной прозвонке транзисторов не стоит делать поспешные выводы, нужно проверить их на раскрываемость.
- Отпаиваивается один конец выравнивающего транзистора, минус тестера подсоединяется к истоку элемента, а плюсовая клемма — к стоку. На экране прибора должен быть показатель высокого сопротивления.
- После этого необходимо произвести касание плюса тестера к затвору и к стоку. При такой манипуляции сопротивление должно снизиться до минимума. Процедура подтверждает успешное открытие транзистора.
- Далее проводится проверка закрытия транзистора. При этом нужно пинцетом замкнуть затвор со стоком или истоком, после чего проверяют сопротивление. При нормальной функциональности детали сопротивление поднимается на максимум.
Таким образом проверяются все транзисторы, и при обнаружении неисправного — заменяется новым. После проверки транзисторов и всего контура можно продолжить дальнейшее обследование.
Обследуя плату, нужно подробно осматривать все печатные дорожки, которые соединяют цепь элементов на плате. При обнаружении перегоревших участков их очищают, и части дорожки соединяют перемычкой. В случае необходимости также проверяются и контакты присутствующих разъемов, а в некоторых случаях их нужно зачистить.
Самым сложным узлом, при ремонте инверторной сварки своими руками, является блок управления ключами. Этот блок не только самый сложный, но и самый важный, так как без него аппарат работать не будет. Этот узел проверяется осциллографом.
Безопасность во время ремонта
Сварочные инверторы являются довольно надежными устройствами, но в периодическом обслуживании все же нуждаются. При ремонте и обслуживании необходимо придерживаться таких рекомендаций:
- Запрещено эксплуатировать и проверять аппарат в работе без защитного кожуха.
- Диагностика и замена деталей должна проводиться при отключенном устройстве.
- Очистку внутренней части устройства необходимо проводить сжатым воздухом до 5 атмосфер.
- Чистка печатной платы и электронных деталей производится кисточкой или мягкой щеткой.
- Хранить прибор нужно в сухом помещении с закрытым корпусом и в обесточенном состоянии.
Проводить ремонт такого оборудования достаточно сложно и научится ремонтировать прибор из обучающего видео почти невозможно, однако, если вы имеете определенные знания, видео поможет сделать ремонт более качественно и быстро.
При обнаружении сложной поломки или отсутствии навыков пользования необходимыми приборами нужно обратиться к специалисту, так как попытка самостоятельного устранения неисправностей может привести к ухудшению ситуации.
Схемотехника и ремонт инверторных сварочных аппаратов. Ремонт № 148
Описание
В очередной книге серии «Ремонт» описаны популярные модели современных сварочных аппаратов инверторного типа компаний (брендов) AikenWeld, ANT Kvant, BlueWeld, DeFort, Eurolux IWM, Energolux, Jasic, TELWIN, ProfHelper DaVinci, Rilon, Riland, ZX7, «Сварог», «Ресанта», «Диолд», «Ставр», «Калибр».
В книге рассмотрены шесть различных моделей (линеек) инверторных сварочных аппаратов и аппаратов плазменной резки, на основе которых выпускается большое количество моделей сварочных аппаратов под различными торговыми марками.
В приложении к книге приводится описание конструкции и ремонта аппарат контактно-конденсаторной сварки «Fox Weld SW2500», который также присутствует на рынке под брендами Dongsen, HiTronic, Relon, Rilon, Riland, Rivcen, ТСС. Кроме того, в приложении приводятся принципиальные схемы нескольких популярных моделей инверторных сварочных аппаратов.
По каждой модели приводятся ее конструкция, блок-схема, принципиальная электрическая схема, подробно описывается работа всех ее составных частей и приводится послеремонтный порядок проверки.
Практическая ценность книги определяется подробным описанием типовых неисправностей узлов сварочных инверторов и описанием методики их поиска и устранения.
Книга предназначена для широкого круга специалистов, занимающихся ремонтом бытовой техники, а также для всех, интересующихся этой темой.
Содержание
Глава 1. Инверторные сварочные аппараты «AikenWeld Ranger 160/180/200» 4
Цепи питания и запуска сварочного источника 4
Инвертор 7
Глава 2. Инверторные сварочные аппараты «TELWIN TECNICA 141/161» 12
Общие сведения о инверторных сварочных аппаратах TELWIN 12
Основные характеристики сварочных инверторов TELWIN линейки TECNICA 12
Структурная схема инверторов 13
Конструкция и принципиальная электрическая схема 15
Поиск неисправностей и их устранение 17
Послеремонтная проверка работы инвертора в реальных условиях 20
Глава 3. Инверторные сварочные аппараты «TELWIN TECNICA 144/164» 21
Основные характеристики сварочных аппаратов «TELWIN TECNICA 144/164» 21
Структурная схема 22
Конструкция и принципиальная электрическая схема 24
Поиск неисправностей и их устранение 26
Послеремонтная проверка работы сварочного аппарата в реальных условиях 28
Глава 4. Инверторные сварочные аппараты «TELWIN TECHNOLOGY 175,
188CE/GE, 210» 29
Основные характеристики линейки TECHNOLOGY 29
Структурная схема 30
Конструкция и принципиальная электрическая схема 31
Поиск неисправностей и их устранение 36
Послеремонтная проверка работы сварочного аппарата в реальных условиях 38
Глава 5. Инверторный сварочный апарат «Rilon Профи ARC 250» 39
Глава 6. Инверторные сварочные аппараты «Ресанта САИ» и аппараты
плазменной резки «Ресанта ИПР» 47
Входные цепи и блоки питания сварочных иаппаратов «Ресанта САИ» 47
Блок питания на основе ШИМ контроллера UC3845 48
Блок питания на основе ШИМ контроллера SD6834 50
Блок питания на основе ШИМ контроллера VIPer22A 51
Блок питания на базе контроллеров семейства TOPSwitch 53
Блок питания линейки сварочных аппаратов «Ресанта САИ Проф» 54
Инвертор, драйверы и выходной выпрямитель сварочного источника «Ресанта САИ» 58
Общие сведения о ремонте инверторных сварочных аппаратов «Ресанта» 61
Приложение 1. Аппарат контактно-конденсаторной сварки «Fox Weld SW2500» 62
Приложение 2. Схемы инверторных сварочных аппаратов 67
Схема инверторного сварочного аппарата «РЕСАНТА САИ-140» 67
Схема инверторного сварочного аппарата «РЕСАНТА САИ-190» 70
Схема инверторного сварочного аппарата «КАЛИБР MINI СВИ-160АП» 74
Схема инверторного сварочного аппарата «КАЛИБР MICRO СВИ-205» 76
Литература
Ремонт сварочных инверторов, сварочных аппаратов
Телефон: 8 (903) 121-63-94
г. Королёв, ул. Горького 6А, стр. 1
Часы работы с 10-00 до 20-00
Суббота и Воскресенье – 10.00 до 19.00
Сварочные инверторы, призваны обеспечивать удобную, качественную и безопасную сварку. Сегодня, сварочные аппараты широко используются на различных производствах и в бытовых условиях. Но по ряду причин, в том числе и из-за элементарного несоблюдения правил эксплуатации, предусмотренных производителями, они часто выходят из строя раньше положенного срока.
Мы осуществляем услуги по ремонту сварочных инверторов в городах: Мытищи, Загорянка, Ивантеевка, Щёлково, Пушкино, Монино, Хотьково, Абрамцево, Сергиев Посад, Химки, Куркино с выездом мастера.
Специалисты нашего сервисного сервиса, осуществляют ремонт сварочных инверторов всех марок. Обратившись к нам в сервис вы сможете осуществить качественный ремонт перфораторов любого производителя, в том числе таких брендов, как: Telwin, Blueweld, Fubag, Helper, GysMi, Ресанта, Торус, Fronius, Brima, FoxWeld, Prorab. Мы гарантируем высокое качество сервисного обслуживания, доступные цены, скидки, специальные предложения и оптимальные сроки выполнения заказа.
Независимо от марки и модели, все сварочные инверторы в процессе работы могут подвергаться высоким механическим и электрическим нагрузкам, а также неблагоприятным воздействиям окружающей среды. Любое, даже самое надежное оборудование для сварки рано или поздно ломается, или возникают такие неприятности, как, например, залипание сварочных электродов, обширное разбрызгивание металла в процессе работы. Если вас интересует быстрый, качественный и недорогой ремонт сварочных инверторов отечественного или импортного производства, наши мастера могут осуществить выезд на место проведения ремонта по Вашему требованию. У нас, Вы можете заказать запасные части и расходные материалы для различных типов сварочных инверторов и сварочных аппаратов.
Связавшись с нами по телефону, вы всегда можете узнать нужную информацию о возможности ремонта вашего сварочного инвертора в нашем Сервис-центре. Мы производим ремонт в минимальные сроки, наши специалисты обнаружат любую, даже незначительную поломку.
Наша компания осуществляет полный комплекс услуг по ремонту электроинструмента, от диагностики до замены деталей. Специалисты нашего центра проконсультируют, произведут ремонт и подготовят ваш электроинструмент к продолжительной и ёмкой работе. Мы ремонтируем электроинструмент любых производителей и моделей, используя при этом современные технологии, оригинальные запасные части и комплектующие. Мы гарантируем качественное и своевременное выполнение работ.
В нашем Сервисном центре:
- Стоимость ремонта оговаривается с мастером в ходе осмотра и диагностики.
- Диагностика неисправностей без последующего ремонта.
- Приемлемые цены и высокое качество.
- Наличный и безналичный расчёт.
- Выезд мастера.
Продажа, обслуживание и ремонт инструмента:
- Продажа и Ремонт снегоуборочной техники
- Продажа и Ремонт бензокос
- Продажа и Ремонт бензоинструмента
- Продажа и Ремонт газонокосилок
- Продажа и Ремонт генераторов
- Продажа и Ремонт электроинструмента
- Продажа и Заказ комплектующих инструмента
Аренда и прокат инструмента и садовой техники.
- Газонокосилка Husqvarna M 48 мульчирующая без травосборника — 700 р/сутки (залог 25 000)
- Газонокосилка Viking MB 455 самоходная с бункером, есть функция мульчирования — 700 р/сутки (залог 25 000)
- Снегоуборочная машина Toro 11л/с — 1800 р/сутки (залог 60 000)
- Травокосилка ручная бензиновая (бензокоса) Honda GX 35 с диском и трим. головкой — 700 р/сутки (залог 16 000)
- Бензоножницы для живой изгороди Shindaiwa DH-230 900 р/сутки (залог 16 000)
- Бензоножницы легкие Husqvarna HT 24 50cм 500 р/сутки (залог 5 000)
- Скарификатор (вычесыватель) газона бензиновый Solo 516 (Honda 5,5 40cм) — 1000 р/сутки
- Аэратор газона (для глубокой аэрации) Husqvarna AR 25 (Honda) c предоставлением услуги оператора — 10 000 р/сутки
- Сеялка газона, разбрасыватель удобрений, песка, сухого грунта Shindaiwa — 1500 р/сутки (залог 25 000)
- Ручной каток для газона (Италия) используется с песком, водой — 400 р/сутки (залог 5000)
- Мотопомпа (Италия) — 500 р/сутки (залог 6000)
- Воздуходувка Maruyama бензиновая ручная с мешком для сбора листвы — 800 р/сутки (залог 20 000)
- Культиватор бензиновый (ширина обработки 35-60-80 см) 800 р/сутки (залог 20 000)
- Легкая, малогабаритная пила ECHO для высотных работ одной рукой — 800 р/сутки (залог 15 000)
- Бензопила Husqvarna 345 3л/c 38см — 800 р/сутки (залог 16 000)
- Бензопила Stihl MS 039 мощная для валки деревьев — 1000 р/сутки (залог 16 000)
- Тележка садовая ручная 200 кг (Франция) — 300 р/сутки (залог 6000)
- Бетономешалка (Италия) — 1000 р/сутки (залог 25 000)
- Аккумуляторные ножницы для травы, живой изгороди — 400 р/сутки (залог 6000)
- Бензобур — 1500 р/сутки (залог 12 000)
В случае аренды крупногабаритного садового инструмента или оборудования возможна доставка до объекта заказчика.
Основные причины неисправностей инверторных сварочных аппаратов:
Несоблюдение правил эксплуатации, указанных в инструкции. Запрещается эксплуатировать технику сверх расчетной нагрузки.
Плохой контакт, ослабление разъемных соединений, окисление элементов, залипание электродов.
Повреждения сварочного кабеля, слабый предохранительный щиток-автомат.
Попадание пыли и металлической стружки.
Неправильно выбранный ток. Ток должен соответствовать не только диаметру электрода, но и его типу, а также скорости самой сварки.
Длительное время работы. В моделях нового поколения срабатывает автоматическая защита от перегрева. В этом случае ремонт сварочного инвертора не требуется. Дайте аппарату остыть. Примерно через полчаса можно возобновить сварку.
Повреждение инверторного модуля. Это серьезная неисправность, при которой требуется профессиональный ремонт сварочного оборудования. Обращайтесь к нашим специалистам, чтобы решить проблему быстро и качественно. На весь ремонт дается гарантия.
Неисправности сварочного инвертора: причины, устранение
Сварочный инвертор отличается от обычного сварочного аппарата более легким и качественным процессом сварки. Однако неисправности сварочного инвертора, в силу его более сложного устройства, могут быть более серьезными и сложными.
Схема устройства сварочного инвертора.
Для определения причины поломки аппарата нужно провести его диагностику: проверить транзисторы, резисторы, диоды, стабилизаторы, контакты и т.д. К каждому аппарату прилагается подробная инструкция с описанием наиболее распространенных неисправностей, которые можно устранить самостоятельно. Однако очень часто для проведения ремонта может потребоваться специальное оборудование: омметр, вольтметр, мультиметр, осциллограф. И ими необходимо уметь пользоваться. А в особых случаях необходимы познания в электронике, умение работать с электросхемами. Поэтому, если самостоятельная проверка и устранение простых неисправностей, описанных ниже, не привела к успеху, лучше доверить ремонт инверторного аппарата мастерам в сервисном центре.
Какие бывают неисправности инверторов
Можно выделить несколько групп поломок сварочных инверторов:
- неисправности, возникающие из-за несоблюдения указанных в инструкции норм рабочего процесса сварки;
- неисправности, возникающие в следствие неправильной работы или выхода из строя элементов аппарата;
- поломки, возникающие в результате попадания в устройство влаги, пыли и посторонних предметов.
Вернуться к оглавлению
Распространенные неисправности, которые можно устранить своими руками
Рассмотрим некоторые наиболее часто встречающиеся неисправности сварочных инверторов:
Чтобы выявить и устранить причину неисправности, корпус аппарата вскрывают и производят визуальный осмотр его содержимого.
- Сварочная дуга горит неустойчиво или электрод сильно разбрызгивает материал. Причина этого может крыться в неправильном выборе тока. Сила тока должна соответствовать типу и диаметру электрода и скорости сварочного процесса. Если сила тока не указана на упаковке электродов, то можно начинать подачу тока с 20-40 А на каждый миллиметр диаметра электрода. При снижении скорости сварки силу тока тоже необходимо снизить.
- Электрод прилипает к материалу. Зачастую это происходит из-за низкого напряжения в сети, значение которого меньше минимально допустимого при работе с инвертором. Причиной залипания электрода может стать и плохой контакт в гнездах панели, который можно устранить, плотнее зафиксировав платы. Использование удлинителя с сечением провода меньше 2,5 мм2 или с слишком длинным проводом (более 40 м) может снизить напряжение. Подгоревшие или окислившиеся контакты в электрической цепи тоже могут понизить напряжение.
- Отсутствует процесс сварки, аппарат при этом включен в сеть. В этом случае нужно проверить наличие массы на свариваемой детали. Проверьте также кабель инвертора на наличие повреждений.
- Аппарат самопроизвольно отключается. Отключение аппарата происходит в момент включения в сеть трансформатора, после чего срабатывает его защита. Причиной этого может стать замыкание в цепи напряжения. Защита может включаться не только при замыкания проводов между собой или с корпусом, но и при замыкании между витками катушек или пробое конденсаторов. Чтобы отремонтировать полому, сначала нужно отключить трансформатор и найти неисправность, после чего произвести изоляцию или замену поврежденного элемента.
Если нет сварки при включенном аппарате, проверьте соединение кабеля электрододержателя.
В процессе длительной работы аппарат отключился. Скорее всего, это не поломка, а перегрев инвертора. Необходимо выждать минут 20-30, после чего возобновить работу. Следует придерживаться правил эксплуатации прибора: не перегревать его, то есть делать перерывы в работе, подключать к нему соответствующие значения тока, не использовать электроды слишком больших диаметров.
Трансформатор издает сильный гул и перегревается. Возможно, причиной этого стали перегрузка трансформатора, ослабление болтов, которые стягивают листы магнитопровода, или поломка крепления сердечника. Из-за замыкания между листами магнитопровода или кабелями аппарат тоже может сильно гудеть. Подтяните все элементы крепления и восстановите изоляцию кабелей.
Сварочный ток плохо регулируется. Причиной этого могут быть поломки в механизме регулирования тока: неисправность в регулирующем ток винте, замыкание между креплениями регулятора, замыкание в дросселе, плохая подвижность вторичных катушек в результате засора и др. Снимите кожух с инвертора и рассмотрите механизм регулировки тока с целью выявления поломки.
Сварочная дуга резко обрывается, и зажечь ее невозможно, появляются только искры. Возможно проблема кроется в пробое обмотки высокого напряжения, замыкании между проводами или в плохом их соединении с клеммами инвертора.
Высокое потребление тока при отсутствии нагрузки. Причиной может стать замыкание витков на катушке. Устранить ее можно или восстановив изоляцию, или полностью перемотав катушку.
Вернуться к оглавлению
Советы по самостоятельному ремонту инвертора
Если во время сварки возникает чрезмерное разбрызгивание металла электрода, то причиной может служить неправильно подобранное значение сварочного тока.
Если из корпуса аппарата появился запах гари и дым, это может говорить о серьезной поломке. В данном случае может понадобиться квалифицированный ремонт в сервисном центре.
Для выявления неисправности сначала разбирают корпус. Производят визуальный осмотр деталей на наличие повреждений, трещин, перегоревших контактов и вздутий конденсаторов. Также проверяют места пайки деталей и контактов на платах инвертора. Часто причины неисправности кроются именно в некачественной пайке, их легко устранить, перепаяв детали.
Все неисправные детали следует выпаять и произвести замену на новые, соответствующие данной модели аппарата.
Подобрать детали можно в соответствии с маркировкой, указанной на корпусе аппарата или в специальном справочнике.
Выпаивать детали нужно с помощью паяльника, имеющего отсос, который сделает работу удобной и быстрой.
Вернуться к оглавлению
Проверка транзисторов
Если сварочный инвертор вышел из строя, то первым делом проверить нужно транзисторы, так как они являются наиболее слабыми местами в аппарате.
Транзисторы – слабое место инверторов, поэтому ремонт сварочных аппаратов начинается обычно с их осмотра.
Осмотрите транзисторы на наличие трещин, поломок, перегоревших выводов в местах пайки. Такие детали подлежат замене. Новые транзисторы крепятся на термическую пасту, обеспечивающую отвод тепла от транзистора к алюминиевому радиатору.
Однако зачастую визуальный осмотр не выявляет поломки. Тогда нужно воспользоваться мультиметром и “прозвонить” детали.
Неисправные транзисторы необходимо подбирать строго в соответствии с параметрами агрегата. Иногда можно установить аналогичные детали, соответствующие маркировке. Если после замены транзисторов аппарат по-прежнему не работает, продолжайте диагностику.
Как правило, выход из строя транзисторов возникает в результате нарушения работы других деталей инвертора. В большинстве случаев причиной может быть драйвер. Проверить его можно с помощью омметра.
Неисправные детали необходимо выпаять и заменить на новые.
Вернуться к оглавлению
Устранение неисправностей платы управления
Если описанные выше манипуляции не помогли, переходите к проверке платы управления, которая контролирует работу ключей.
От того насколько надежно функционирует эта деталь, зависит работа агрегата.
Чтобы провести грамотный ремонт инверторного сварочного аппарата, нужно проверить его на наличие сигналов, которые отвечают за его функционирование. Такие сигналы поступают на затворные шины ключевого модуля. Проверить это можно, используя осциллограф.
Далее выполняют проверку всех проводников на наличие обрывов и подгоревших участков, которые нужно удалить, после чего припаять перемычки. Важно обратить внимание на контакты всех разъемов, и при необходимости зачистить их стирательной резинкой.
Далее проводят проверку выпрямителей входного и выходного тока, состоящих из диодных мостов. Крепятся они к радиатору. Проверяют их вольтметром. Для этого лучше отпаять от них провода и отсоединить их от платы. “Прозвоните” все детали для выявления неисправности. При обнаружении “коротыша” нужно заменить пробитый диод.
В конце производят проверку платы управления ключами. Эта деталь является самой сложной, и от ее функционирования зависит работа всего агрегата.
Провести самостоятельный ремонт инвертора можно только при наличии необходимого инструмента и оборудования, а также навыков их использования. Если ситуация после всевозможных проверок остается неясной, лучше доверить ремонт аппарата специалистам.
Почему при инверторной сварке включается перегрев. Неисправности сварочных инверторов. Аппарат не включается
Сварочный инвертор— это современное оборудование, использование которого в процессе сварки позволяет добиться очень высокого качества работы и дает сварщику возможность работать в комфортных условиях. Но при этом сварочный инвертор имеет более сложную, по сравнению с предыдущими моделями сварочного оборудования, конструкцию, что увеличивает вероятность выхода из строя при его работе.
Как правило, все неисправности сварочного инвертора можно разделить на две группы:
- Неисправности связанные с неправильной работой электронной «начинки» прибора
- неисправности, связанные с неправильным выбором режима работы.
Чаще всего встречается второй тип неисправности, поэтому перед тем, как обращаться в специализированную мастерскую или начинать разбирать устройство для выявления поломки, необходимо проверить, правильно ли выставлены все настройки режима работы, а кроме того, следует еще раз прочитать инструкция по эксплуатации этого устройства, чтобы определить, не допускаете ли вы никаких ошибок в процессе работы.Большинство производителей при составлении инструкции указывают причины выхода из строя сварочного инвертора, которые могут возникнуть в процессе эксплуатации, а также описывают, как эти неисправности можно устранить самостоятельно.
Причины поломок сварочных инверторов и варианты их устранения.
Существует ряд типичных неисправностей, которые возникают, когда мы говорим о сварочных инверторах:
- нестабильность горения при сварке Дугой и сильным разбрызгиванием металла;
- электрод сварочный транспортный;
- отсутствие процесса сварки при включенном аппарате;
- отсутствие реакции устройства при включении.
Рассмотрим подробнее, по какой причине может произойти та или иная, и что делать в случае проявления какой-либо неисправности сварочных инверторов.
- Нестабильность горения сварочной дуги и сильное разбрызгивание металла.
Эта неисправность может возникнуть, если вы неправильно выбрали ток при сварке. Как правило, сварочный ток выбирается в соответствии с типом и размером используемого при сварке электрода.Но здесь необходимо помнить еще одно важное правило: выбранный ток должен соответствовать скорости, с которой ведется сварка. Если скорость сварки во время работы снижается, необходимо уменьшить сварочный ток.
- Заострите сварочный электрод.
Причин возникновения неисправности такого типа может быть, на самом деле, несколько. Не исключено, что во время сварки неожиданно снизилось напряжение в сети, что привело к сильному залипанию сварочного электрода.Также он может «заедать» и при подключении к инвертору сетевого кабеля слишком маленького сечения. Другой причиной такого «поведения» электрода может стать плохой контакт электрода со свариваемой поверхностью из-за того, что поверхность подверглась окислению из-за воздействия кислорода воздуха. В этом случае сварку необходимо прекратить, а поверхность детали очистить от пленки.
- Отсутствие процесса сварки при включенном аппарате.
В абсолютном большинстве случаев такое поведение сварочного инвертора можно объяснить отсутствием массы на поверхности свариваемой детали.Кроме того, будет полезно проверить состояние сварочного кабеля — возможно, он поврежден. Такая ситуация довольно часто встречается в том случае, если сварочная деталь имеет большой вес, в результате чего разряд детали на проволоке способен нарушить ее целостность.
- Отсутствие реакции устройства при включении.
Если при включении сварочного инвертора ничего не происходит, причину такой неисправности во многих случаях следует искать не в самом инверторе, а в электрической сети, к которой он подключен.Возможно, напряжение в сети слишком низкое и поэтому устройство не может работать. Еще одна причина того, что устройство не включается, может стать неправильно выбранным. автоматический выключатель установлен в щите. Слабый переключатель может отключиться в момент включения инвертора. Кроме того, отключение устройства может привести к тому, что во всем доме пропадет электричество.
Помимо данных неисправностей, также существуют перебои в работе сварочного инвертора, не связанные с поломкой аппарата, а являющиеся следствием достаточно качественной и своевременной работы систем защиты, которые оснащены инвертор.Так, например, при длительной непрерывной работе инвертор может самопроизвольно отключиться. Это происходит, если устройство перегреется и сработает температурная защита. В этом случае следует прекратить процесс сварки примерно на 20-30 минут, дать устройству остыть, после чего работу можно продолжить.
*# Скидка | # Как убить | # Джекшевель | # Скидпоксасамовыж | # Экономия | # Детальный замер | # Толкодляфизлиц | # Zoniuvnavdka
Покупая у нас, вы можете быть уверены, что получите 100% оригинальные товары, гарантию и сервис в нашем SC
Особенности работы и возможные неисправности сварочных инверторов.
Каждая единица оборудования в нашей компании имеет идентификационные данные, они регистрируются на всех этапах: в производстве, продаже и даже ремонте в СЦ.
Покупая нашу продукцию Reante, Huter и Whirlwind, вы можете быть уверены в 100% подлинности!
Даем гарантию на все агрегаты и оборудование на этом сайте!
Покупая у нас, Вы можете быть уверены, что получите 100% оригинальные товары, гарантию и сервис в нашем Сервисном центре.
* Бонусные баллы Можно использовать только в офисе магазина, физическим лицам на момент покупки За наличные или по карте.Баллы
можно использовать как частичную или полную оплату любых дополнительных товаров Интернет-магазина.
** Акция — маска хамелеона в подарок распространяется только на физических лиц при покупке шерстяного аппарата с наклейкой За наличные или по карте в офисе магазина.
Как известно, ремонт сварочных аппаратов в подавляющем большинстве можно организовать и провести самостоятельно. Исключение составляет лишь восстановление работоспособности электронного инвертора, сложность схемы которого не позволяет провести полноценный ремонт в домашних условиях.
Одна попытка только отключить защиту инвертора может поставить в тупик даже специалиста-электрика. Так что в этом случае лучше всего обратиться за помощью в специализированную мастерскую.
Основными проявлениями дефектов аппаратов дуговой сварки являются:
- устройство не включается при подключении к питанию и запуске;
- залипающий электрод с одновременным гудением в зоне преобразователя;
- Самопроизвольное отключение сварочного аппарата при его перегреве.
Ремонт всегда начинается с осмотра сварочного аппарата, проверки напряжения питания. Провести ремонт трансформаторных сварочных аппаратов несложно, к тому же они не наркоманы в обслуживании. Инверторные устройства определить поломку сложнее, а ремонт в домашних условиях зачастую бывает невозможен.
Однако при правильной циркуляции инверторы служат долго, и не ломаются. Необходимо беречь от пыли, повышенной влажности, мороза, хранить в сухом месте.Существуют наиболее характерные неисправности сварочного аппарата, устранить которые можно своими руками.
Аппарат не запускается
В этом случае в первую очередь необходимо убедиться в наличии напряжения в сети и исправности предохранителей, установленных в обмотках трансформатора. При необходимости их следует пережимать с помощью токовых обмоток тестера и каждого из выпрямительных диодов, проверяя тем самым их работоспособность.
При включении одной из обмоток тока потребуется ее перемотка, а в случае неисправности обеих легче заменить весь трансформатор.Поврежденный или «подозрительный» диод замените новым. После ремонта сварочный аппарат включают и проверяют на исправность.
Иногда выходит конденсатор фильтра. В этом случае ремонт будет заключаться в проверке и замене новой детали.
В случае исправности всех элементов схемы необходимо иметь дело с сетевым напряжением, которое может быть сильно занижено и его просто недостаточно для нормального функционирования сварочного аппарата.
Транспортный электрод (прерывание дуги)
Причиной смещения электрода и обрыва дуги может быть снижение напряжения из-за короткого замыкания в обмотках трансформатора, неисправности диодов или ослабления соединительных контактов.Также можно сломать фильтр конденсатора или закрыть отдельные детали на корпусе сварочного аппарата.
К причинам организационного характера, в результате которых аппарат не закипает, так как следует учитывать чрезмерную длину сварочной проволоки (более 30 метров).
Если залипание сопровождается сильным звуковым сигналом трансформатора, это также указывает на перегрузку в цепях нагрузки устройства или замыкание в сварочных проводах.
Одним из вариантов ремонта с устранением этих эффектов может быть восстановление изоляции соединительных кабелей, а также подвесного контакта и наконечников клемм.
Самопроизвольное отключение
В некоторых случаях ремонт можно провести самостоятельно, если прибор стал самопроизвольно отключаться. Большинство сварочных моделей оснащены защитной схемой (автомат), срабатывающей в критической ситуации, сопровождающейся отклонением от нормальной работы. Один из вариантов такой защиты предполагает блокировку устройства при отключении модуля вентиляции.
После самопроизвольного отключения сварочного аппарата в первую очередь проверьте состояние защиты и попробуйте вернуть этот элемент в рабочее состояние.
При повторном срабатывании защитного узла необходимо перейти к поиску неисправности по одному из вышеперечисленных методов, связанных с замыканиями или неисправностью отдельных деталей.
В этой ситуации, прежде всего, следует убедиться, что блок охлаждения агрегата работает нормально, и что перегрев внутренних пространств исключен.
Также бывает, что узел охлаждения не справляется со своими функциями из-за того, что сварочный аппарат долгое время находился под нагрузкой, превышающей допустимую норму.Единственно правильное решение в этом случае — дать ему «расслабиться» минут 30-40, после чего попробовать снова включить.
При отсутствии внутренней защиты автомобиль безопасности можно установить в электрощите. Для поддержания нормальной работы сварочного агрегата его настройки должны соответствовать выбранным режимам.
Таким образом, некоторые модели таких аппаратов (в частности сварочный инвертор) в соответствии с инструкцией должны работать по графику, который предполагает перерыв на 3-4 минуты после 7-8 минут непрерывной сварки.
Неисправности инверторных устройств
Перед ремонтом инверторного сварочного аппарата желательно ознакомиться с принципом действия, а также с его электронной схемой. Их знание позволит быстрее выявить причины поломки и постараться их своевременно устранить.
Электрическая схема
Работа этого устройства основана на принципе двойного преобразования входного напряжения и создания постоянного выходного сварочного тока путем выпрямления высокочастотного сигнала.
Использование высокочастотного промежуточного сигнала позволяет получить компактное импульсное устройство, которое имеет возможность эффективно регулировать выходной ток.
Поломки всех сварочных инверторов можно разделить на следующие типы:
- неисправностей, связанных с ошибками выбора режима сварки;
- сбоев в работе из-за выхода из строя электронного (преобразовательного) модуля или других частей устройства.
Методика выявления неисправностей инвертора, связанных с нарушениями в работе схемы, предполагает последовательное выполнение операций, производимых по принципу «от простой поломки до более сложной поломки».«С характером и причиной поломок, а также с методами ремонта можно ознакомиться в сводной таблице.
Здесь же приведены данные об основных параметрах сварки, обеспечивающих безотказность (без отключения инвертора) аппарата.
Особенности эксплуатации
Техническое обслуживание и ремонт сварочных аппаратов инверторного типа Отличается рядом особенностей, связанных со сложностью схемы этих электронных блоков.Для их ремонта потребуются определенные знания, а также умение обращаться с такими измерительными приборами, как цифровой мультиметр, осциллограф и им подобные.
В процессе ремонта электронной схемы сначала производят визуальный осмотр плат с целью выявления сгоревших или «подозрительных» элементов в составе отдельных функциональных модулей.
Если при осмотре никаких нарушений выявить не удается — поиск неисправности продолжается путем выявления нарушений в работе электронной схемы (проверка уровней напряжения и наличия сигнала на ее контрольных точках).
Для этого потребуются осциллограф и мультиметр, начинать работу с которыми можно только при наличии полной уверенности в своих силах. Если возникнут сомнения в их квалификации — единственно правильным решением будет принято (отнесено) устройство к специализированной мастерской.
Специалисты по ремонту сложных импульсных устройств оперативно обнаружат и устранят возникшую неисправность, а заодно и проведут техническое обслуживание данного агрегата.
Заказ самостоятельного ремонта
В случае принятия решения о плате за самостоятельный ремонт — рекомендуем воспользоваться советами опытных специалистов.
При обнаружении при визуальном осмотре сгоревшей проводки и деталей, ее следует заменить на новые, а заодно и все разъемы, что исключит возможность пропадания в них контакта.
Если этот ремонт не привел к желаемому результату, придется приступить к блочному обследованию схем электронного преобразования сигнала.
Для этого необходимо найти источники, в которых есть напряжения и токи, предназначенные для более полного понимания работы данного агрегата.
Сосредоточив внимание на этих деталях с помощью осциллографа, можно последовательно проверить все электронные цепи и выявить узел, в котором нормальное преобразование картинки нарушено.
Одним из самых сложных узлов инверторного сварочного аппарата является плата управления электронными ключами, для проверки работы которой можно использовать тот же осциллограф.
Если сомневаетесь в этой плате, можно попробовать заменить ее на исправный (с другого, работающего инвертора) и попробовать еще раз запустить сварочный аппарат.
В случае благоприятного исхода отдайте свой гонорар только на ремонт или замену купленным новым. Точно так же это следует делать при подозрении в исправности всех остальных модулей или блоков сварочного агрегата.
В заключение Напомним, что ремонт любых сварочных агрегатов (и инверторов в частности) считается достаточно сложной процедурой, требующей определенных навыков и умения обращаться со сложным измерительным оборудованием.
Если есть малейшие сомнения в их профессионализме, следует воспользоваться помощью специалистов и предоставить им возможность вернуть неисправный аппарат в работу.
Что такое перегрев сварочного инвертора, как он проявляется при его возникновении и что делать в этом случае?Ответ:
Перегрев может случиться практически с любым оборудованием, особенно при работе с высокими токами или температурами. Поэтому перегрев сварочного инвертора — дело обычное, вполне естественное и бояться не стоит.Более того, практически все сварочные аппараты сегодня оснащены защитой от перегрева, которая предназначена для предотвращения поломки оборудования из-за таких ситуаций.
Перегрев сварочного инвертора наступает в том случае, если аппарат долго работает без перерыва. В этом случае временной отрезок для каждой конкретной модели будет индивидуальным. Однако для бытовых сварочных инверторов он составляет от тридцати минут до полутора часов (в зависимости от качества комплектующих и сборки устройства), у полупрофессиональных моделей этот промежуток увеличивается и составляет от часа до двух часов, а профессиональные сварочные инверторы часто могут работать очень долго.
Следует иметь в виду, что величина рабочего временного интервала также сильно зависит от температуры окружающей среды. В жаркий солнечный день перегрев может наступить намного быстрее, чем в прохладные часы в межсезонье. Кстати, в каждом устройстве есть встроенная система вентиляции, иначе он не мог бы работать несколько минут. Но делать его очень большим, эффективным, но в то же время громоздким, нецелесообразным. Следовательно, чем меньше аппарат, тем чаще меньше его периода работы без отдыха.
Как определить, что сварочный инвертор перегрелся? Он выключится и какое-то время откажется включаться. Это будет означать, что защита сработала. Однако мы не рекомендуем доводить дело до такого полуцифрового отключения. Определите примерный интервал времени работы вашего инструмента и оставьте остальное заранее, чтобы не произошло слишком быстрого износа.
Кстати, считается, что среди бытовых сварочных инверторов длительный интервал работы разный и.Поэтому эти устройства с таким удовольствием приобретают такс, которые работают с ними, как правило, в жаркие летние отпускные дни. Из полупрофессионального I. Профессиональное оборудование Хорошо в этом плане зарекомендовал себя немецкий
.Сварочный инвертор отличается от обычного сварочного аппарата более легким и качественным процессом сварки. Однако неисправность сварочного инвертора в силу более сложного устройства может быть более серьезной и сложной.
Для определения причины поломки автомобиля необходимо провести его диагностику: проверить транзисторы, резисторы, диоды, стабилизаторы, контакты и т. Д.К каждому устройству прилагается подробная инструкция с описанием наиболее частых неисправностей, которые можно устранить самостоятельно. Однако очень часто для ремонта может потребоваться специальное оборудование: омметр, вольтметр, мультиметр, осциллограф. И им нужно уметь пользоваться. А в особых случаях нужны знания в электронике, умение работать с электрическими схемами. Поэтому, если самостоятельная проверка и устранение описанных ниже простых неисправностей не увенчались успехом, лучше доверить ремонт инвертора мастерам в сервисном центре.
Какие неисправности у инверторов
Можно выделить несколько групп поломок сварочных инверторов:
- неисправностей, возникающих из-за несоблюдения правил рабочего процесса документооборота, указанных в инструкции;
- неисправностей, возникших из-за неправильной работы или выхода из строя элементов устройства;
- поломок в результате попадания влаги, пыли и посторонних предметов.
Вернуться в категорию
Распространенные неисправности, которые можно устранить своими руками
Рассмотрим несколько наиболее частых неисправностей сварочных инверторов:
Для выявления и устранения причины неисправности корпус аппарата вскрывают и производят визуальный осмотр его содержимого.
- Сварочная дуга нестабильна или электрод сильно разбрызгивает материал. Причиной этого может быть неправильный выбор тока. Сила тока должна соответствовать типу и диаметру электрода и скорости процесса сварки. Если ток не указан на упаковке электродов, то можно начинать ток с 20-40 А на миллиметр диаметра электрода. При уменьшении скорости сварки необходимо также уменьшить силу тока.
- Электрод прилипает к материалу. Часто это происходит из-за низкого напряжения в сети, значение которого меньше минимально допустимого при работе с инвертором. Причиной кораблей электрода может стать плохой контакт в гнездах панели, который можно устранить, плотно зафиксировав плату. Использование удлинителя с сечением провода менее 2,5 мм 2 или со слишком длинным проводом (более 40 м) может снизить напряжение. Обгоревшие или окисленные контакты в электрической цепи Также могут снизить напряжение.
- Сварочного процесса нет, аппарат включен в сеть. В этом случае нужно проверить наличие массы на свариваемой детали. Также проверьте кабель инвертора на предмет повреждений.
- Устройство самопроизвольно отключилось. Отключение устройства происходит в момент включения в сеть трансформатора, после чего оно срабатывает. Причиной этого может быть замыкание в цепи напряжения. Защита может быть включена не только тогда, когда провода замкнуты или вместе с корпусом, но также когда катушки или испытательные конденсаторы замкнуты.Чтобы отремонтировать дупло, сначала нужно выключить трансформатор и найти неисправность, после чего изолировать или заменить поврежденный элемент.
Если при включенном аппарате сварка не ведется, проверьте подключение кабеля электрода.
В процессе длительной эксплуатации аппарат отключился. Скорее всего, дело не в поломке, а в перегреве инвертора. Необходимо подождать 20-30 минут, затем возобновить работу. Следует соблюдать правила эксплуатации прибора: не перегревать его, то есть делать перерывы в работе, подключать к нему соответствующие значения тока, не использовать электроды слишком больших диаметров.
Трансформатор издает сильный гул и перегревается. Возможно, причиной этого стала перегрузка трансформатора, ослабление болтов, стягивающих листы магнитопровода, или поломка крепления сердечника. Из-за замыкания между листами магнитопровода или кабелей устройство также может сильно гудеть. Затяните все элементы крепления и восстановите изоляцию кабелей.
Плохо регулируется сварочный ток. Причиной этого может быть поломка механизма регулирования тока: сбой в управлении током винта, замыкание между крепежами регулятора, замыкание в дроссельной заслонке, плохая подвижность вторичных обмоток в результате ноль и другие.Снимите кожух с инвертора и рассмотрите механизм регулировки тока, чтобы обнаружить неисправность.
Сварочная дуга перерезается резко, зажечь ее невозможно, только искры. Возможно, проблема кроется в высоком напряжении испытательной обмотки, замыкании между проводами или в плохом их соединении с выводами инвертора.
Высокое потребление тока при отсутствии нагрузки. Причина замыкания включает катушку. Устранить его можно либо восстановив изоляцию, либо полностью перемотать катушку.
Вернуться в категорию
Если во время сварки происходит чрезмерное разбрызгивание металла электрода, причина может быть вызвана сварочным током.
Если от корпуса аппарата появился запах Гэри, это может говорить о серьезной поломке. В этом случае Вам может потребоваться квалифицированный ремонт в сервисном центре.
Для выявления неисправностей сначала разобрать корпус. Производим визуальный осмотр деталей на предмет повреждений, трещин, перегоревших контактов и предохранителей конденсатора.Также проверьте места пайки деталей и контактов на платах инвертора. Часто причины неисправности кроются в некачественной пайке, они легко устраняются, заваливая элементы.
Все неисправные детали следует выбросить и заменить новыми, соответствующими данной модели устройства.
Возможен выбор деталей в соответствии с маркировкой, указанной на корпусе устройства, или в специальном справочнике.
Выпадать нужно паяльником с присосом, что сделает работу удобной и быстрой.
Излучение ЭМП при сварке — Welders Universe
Возможно, вы не подозреваете об опасности, но сварка относится к профессиям с самым высоким риском воздействия электромагнитных полей (ЭМП) на рабочих. ЭМП — это форма неионизирующего излучения, которое, как известно, вызывает серьезные заболевания и другой вред здоровью человека. Более того, исследования, проведенные почти 70 лет назад, а также более поздние исследования связывают воздействие ЭМП с лейкемией и другими видами рака, бесплодием, сердечными заболеваниями, неврологическими состояниями, потерей памяти и проблемами сахара в крови.
Хотя Американское общество сварки настаивает, что «на сегодняшний день исследования показывают, что нет подтвержденных свидетельств проблем со здоровьем из-за электромагнитных полей», это просто не так. Например, исследование, проведенное в 2005 году шведскими исследователями, выявило более высокие показатели эндокринного рака среди сварщиков. В 2013 году европейские сварочные компании были обязаны контролировать воздействие электромагнитного излучения на рабочих и принимать контрмеры всякий раз, когда это воздействие превышает максимально допустимые пределы безопасности.
Welders Universe призывает сварщиков в США и других странах узнать больше об этой малоизвестной угрозе.Далее следует краткое объяснение ЭДС в типичной сварочной среде, более общий обзор беспроводного излучения, рекомендации, которые помогут вам защитить себя, и ссылки на другие веб-сайты для получения дополнительной информации.
Как создаются ЭМП
ЭДС присутствуют во всех видах сварки, где используется электричество. Например, при дуговой сварке большие токи, генерируемые источником питания, проходят через силовой кабель в горелку и электрод, пересекают сварочную дугу и входят в заготовку.Вообще говоря, чем выше ток, тем сильнее ЭДС. Там, где тело сварщика находится ближе всего к компонентам в цепи (машина, кабели, горелка и деталь), выше вероятность вредного электромагнитного излучения, изменяющего кровоток и вызывающего широкий спектр других симптомов, таких как головные боли, усталость, кожа. высыпания и учащенное сердцебиение. Ваши руки и руки, область, простирающаяся от туловища до бедер, и ваши половые органы — это области, которые подвергаются наибольшему воздействию при каждой сварке.
На изображении вверху железные опилки возле магнита выстраиваются в линию в знакомой схеме север-юг. На нижнем рисунке слайд PowerPoint демонстрирует, как магнитная сила электромагнитных полей влияет на наши богатые железом клетки крови. Обратите внимание, что ячейки выглядят образующими линии, как и опилки. Графика: Wikicommons, Доктор Магда Хавас
Имейте в виду, что ЭДС, генерируемые высокочастотным сварочным оборудованием и компонентами, такими как инверторы и импульсные сварочные процессы, могут создавать дополнительный тип ЭДС, известный как радиочастотное (РЧ) излучение.Радиочастотная энергия излучается в космосе в виде беспроводных волн или цифровых импульсов. Представьте себе эффект «стен Иерихона», имеющий место в каждой из ваших 70 триллионов клеток, поскольку эти волны постоянно их вибрируют. Биохимик Мартин Полл продемонстрировал, как мембраны (стенки) клеток начинают пропускать кальций, что нарушает тонкую биоэлектрическую пульсацию, которая управляет функцией каждой клетки. В ответ на запросы защитников ЭМП по безопасности, Палл составил простой список негативных биологических эффектов, которые могут развиваться с течением времени.
Электроинструменты без сварки, особенно шлифовальное оборудование, также подвергают сварщиков воздействию высоких уровней ЭДС. Согласно исследованию 2001 года, проведенному Национальным институтом гигиены труда (NIOH) (NIOH), ручной шлифовальный станок производит 3000 миллигаусс (мг) магнетизма, измеренного на груди оператора. Большинство исследователей ЭМП и защитников безопасности предлагают избегать любого длительного воздействия выше 10 мг. Однако считается, что клеточная патология возникает в результате ежедневного накопления в течение месяцев или даже лет, поэтому краткосрочные воздействия сами по себе не считаются опасными.Это потому, что ваша иммунная система и защита от токсинов, а также восстановительные действия, такие как сон, могут полностью или частично устранить нанесенный ущерб, если у вас хорошее здоровье.
В упомянутом выше опросе NIOH также обнаружил, что сварщики получали самую высокую среднесуточную дозу ЭМП (9,5 мг) среди всех профессий, а также самый высокий измеренный диапазон воздействий (от 1,4 мг до 66,1 мг для 90% рабочей силы). ).
Конечно, ЭМП применяются не только на рабочем месте. Напротив, они стали обычным явлением в промышленно развитых странах с момента изобретения электричества, за которым последовала высокотехнологичная электроника, особенно мобильные телефоны, вышки сотовой связи, интеллектуальные счетчики, метеорологические радары и множество других беспроводных технологий.Последний создал явление, получившее название «электросмог», при котором радиочастотные (РЧ) волны распространяются по городам и жилым кварталам 24 часа в сутки, 7 дней в неделю, 365 дней в году. Наиболее распространенная частота передачи, 2,4 гигагерца, представляет собой почти два с половиной миллиарда волн, текущих через человеческое тело каждую секунду. Любопытно, что на этой же частоте микроволновые печи перемешивают молекулы воды при нагревании пищи.
Правила техники безопасности при электромагнитном излучении
В то время как многие инициативы рассматриваются правительственными агентствами в Соединенных Штатах и большинстве других стран, воздействие ЭМП, влияющее на сварку и другие производственные секторы, на удивление остается незамеченным.Однако в 2013 году Европейский парламент принял Директиву о физических агентах 2013/35 / EU, которая конкретно нацелена на воздействие ЭМП-излучения при сварке и других профессиях. Правоприменение началось в июле 2016 года, так что теперь все европейские компании обязаны отслеживать уровни воздействия и разрабатывать меры по смягчению последствий при превышении максимальных пределов (известных как «уровни действий»).
В частности, было разработано новое программное приложение под названием EMFWELD (www.emfweld.eu), чтобы помочь в реализации законодательства.После того, как пользователь вводит сведения об оборудовании, параметрах сварки и позиции оператора для предлагаемого рабочего задания, программное обеспечение рассчитывает воздействие ЭМП на основе базы данных измерений тестового случая. Создается отчет, содержащий интерпретируемые карты напряженности магнитного поля вокруг сварочного оборудования. Это позволяет пользователю узнать, какое действие, если таковое требуется, необходимо для уменьшения воздействия, если оно превышает установленные уровни действий. Онлайн-программное обеспечение было разработано TWI, британской компанией, занимающейся исследованиями в области сварки и соединения.
К сожалению, пределы воздействия, определяющие уровни действия, основаны на противоречивых стандартах, выпущенных Международным сообществом по защите от неионизирующего излучения (ICNIRP). В последние годы эта группа стала объектом пристального внимания из-за ее предполагаемых связей с электронной промышленностью. Исследователи ЭМП и защитники безопасности оспаривают максимальные пределы, утверждая, что они как минимум в тысячу раз завышены. Коалиция исследователей ЭМП, известная как Рабочая группа BioInitiative, предложила гораздо более низкий набор максимальных пределов воздействия в 2012 году, но они еще не были официально признаны большинством правительств.В 2015 году Немецкий институт строительной биологии установил свои собственные ограничения на основе рекомендаций BWG, известных как SBM 2015. Институт наблюдает за работой тысяч строительных инспекторов по всему миру, которые помогают домовладельцам сделать их дома безопасными для проживания. Пределы ЭМП для SBM 2015 приведены на рисунке ниже.
Краткое изложение пределов воздействия ЭМП, установленных Немецким институтом строительной биологии, в SBM 2015. Хотя эти ограничения ориентированы на жилые здания, а не на рабочие места, они, тем не менее, лучше отражают результаты тысяч исследований ЭМП.Примечание. Нанотеслы используются вместо миллигаусс для определения пределов магнитного поля. Формула пересчета: 1 нанотесла (нТл) = 0,01 Миллигаусс (мГс).
Предотвращение и уменьшение воздействия ЭМП
Чтобы измерить собственное воздействие при сварке, рассмотрите возможность аренды или покупки портативного измерителя ЭДС или ВЧ. Эти портативные устройства измеряют радиочастотные (беспроводные) поля, магнитные поля и / или электрические поля и могут помочь вам определить интенсивность радиочастотных и электромагнитных полей на разных расстояниях от источника, излучающего электромагнитные поля, такого как сварочный аппарат.Чтобы узнать больше, см. EMF Meters на EMFradiation.net.
Что касается принятия контрмер для ограничения вашего воздействия, вот несколько предложений, перечисленных на веб-сайте Lincoln Electric Canada:
- Проложите электрод и рабочий кабели вместе. По возможности закрепите их лентой или стяжками. Если кабели проложены вместе, поле ЭДС в этой точке уменьшается. Некоторые кабели даже включают электроды и рабочие проводники внутри одного кабеля, что может быть удобным способом уменьшить воздействие ЭМП.
- Обмотка кабелей вокруг тела увеличивает воздействие ЭМП. Не помещайте свое тело между электродом и рабочим кабелем. Если кабель электрода находится с правой стороны, рабочий кабель также должен быть с правой стороны. На каждом кабеле и между ними есть поле ЭДС.
- Сварка рядом с источником сварочного тока увеличивает воздействие ЭДС из-за поля, расположенного у сварщика.
- Вы можете дополнительно минимизировать воздействие ЭДС, используя процессы дуговой сварки, такие как TIG, или сварку с минимальными настройками выходного постоянного тока, приемлемыми для вашего сварочного применения.Это особенно важно, если у вас есть кардиостимулятор или дефибриллятор.
- Если у вас есть кардиостимулятор или дефибриллятор и вы хотите продолжить сварку, вы должны поговорить со своим врачом и следовать его советам. Ваш врач может захотеть связаться с производителем кардиостимулятора, чтобы получить рекомендации по дуговой сварке. В некоторых случаях ваш врач может посоветовать не продолжать сварку.
Вы также можете рассмотреть возможность использования электромагнитного экранирования, чтобы помочь заблокировать или уменьшить интенсивность электромагнитных полей, проникающих в ваше тело.В настоящее время доступно множество продуктов, включая одежду, нижнее белье, головные уборы, ткани, фольгу и специально разработанные металлические сплавы. См. EMF Shielding Solutions на EMFradiation.net для получения дополнительной информации.
Почему у моего сварочного аппарата MIG нет дуги?
Размещено: 24 апреля 2019 г. Автор: MattMЧто нужно проверить, когда ваш сварочный аппарат MIG перестает работать
Ваш сварщик является неотъемлемой частью мастерской и может помочь вам сделать практически все, о чем вы можете подумать. Но когда он перестает работать, это, кажется, самое худшее, и не всегда есть кто-то, с кем можно было бы устранить неполадки.Мы решили дать краткий контрольный список возможных причин, по которым ваш сварщик не зажигает дугу, которую вы можете исправить самостоятельно.
- Заземление — Сварщику MIG необходимо хорошее чистое заземление. Это начинается с самого сварщика. Ваш заземляющий кабель должен быть надежно закреплен внутри сварочного аппарата. Проверьте подключение внутри устройства и убедитесь, что барашковая гайка или фиксатор, удерживающий кабель на месте, не ослаблен и не сломан. Следующее, что нужно проверить — это заземляющий кабель и сам зажим.Зажим заземления требует значительных усилий и может привести к попаданию на него мусора или самого кабеля со временем изнашиваться и порваться. Если вы заметили, что ваш заземляющий кабель изношен или зажим загрязнен, не стесняйтесь заменить или отремонтировать заземляющий кабель и зажим. Наконец, убедитесь, что вы проверили область на заготовке, к которой вы прикрепляете заземляющий зажим. Он должен быть чистым, без ржавчины, краски или налета.
- Подвод питания к сварочному аппарату — Ваш сварочный аппарат включает питание и подает проволоку, но не зажигает дугу или дает только небольшую искру? Возможно, на сварочный аппарат поступает недостаточная мощность.Для включения сварочного аппарата и работы внутреннего вентилятора и приводного двигателя требуется небольшая мощность, но если у вас плохая проводка в розетке, у вас может возникнуть эта проблема. Используйте мультиметр, чтобы проверить, что у вас есть около 110-120 В. Еще одна распространенная проблема, которую мы видим, — слишком длинный или слишком маленький удлинитель. Если вы используете удлинитель, он должен быть как можно большего размера, чтобы избежать падения напряжения на машине. Небольшой удлинитель, который вы используете для рождественских гирлянд, вероятно, не подходит для работы сварочного аппарата MIG на 135 ампер.Попробуйте подключить сварочный аппарат к розетке и проверьте, загорится ли дуга. Вы можете приобрести удлинительный шнур на 110 В для сварочного аппарата MIG ЗДЕСЬ, а удлинительный шнур на 220 В для сварочного аппарата — ЗДЕСЬ.
- Расходные материалы для сварщика — Вы не поверите, но расходные детали в вашей сварочной горелке MIG могут стать причиной отсутствия дуги у сварщика. Все эти части помогают проводить мощность по проводу, выходящему из резака. Если ваш наконечник забит или загрязнен сварочными брызгами, это может вызвать проблему. Также, если наконечник неправильного размера и слишком большой, он может не соединиться с проводом и вызвать нестабильную дугу.Мы рекомендуем хранить комплект расходных материалов для сварочного аппарата MIG на вашей сварочной тележке.
- Чистая поверхность шва — Сварщику MIG требуется чистая поверхность, чтобы сделать качественный шов или вообще сварной шов. Если вы пытаетесь выполнить сварку на участке, покрытом ржавчиной, старой краской, герметиком, маслом или любым другим покрытием, ваш сварщик не сможет зажечь дугу. Мы рекомендуем очистить поверхность шлифовальной машиной или шлифовальной машиной для удаления всех покрытий, а затем протереть металл с помощью PRE Low Voc, чтобы очистить любые масла или жир с металла.Если поверхность шва и зона зажима заземления чистые, вы сможете зажечь дугу, если все вышеперечисленное в порядке.
Если у вас все еще возникают проблемы со сварочным аппаратом Eastwood, вы можете позвонить в нашу техническую группу по телефону 1-800-343-9353 для дальнейшего устранения неисправностей сварщика. Мы обнаружили, что большинство проблем сварщика незначительны и могут быть устранены с помощью описанных выше действий.
Советы по поиску и устранению неисправностей ультразвукового сварочного аппарата
Ультразвуковая сварка — это метод, который используется с 1940-х годов для соединения термопластов и некоторых металлических материалов с целью создания прочного сварного шва.Во время этого процесса высокочастотные ультразвуковые колебания применяются к определенной области, где детали соединяются вместе под давлением. Вибрации заставляют материалы образовывать прочный сварной шов без использования высоких температур, клея или крепежа.
Поскольку в этом методе используется акустика, а не нагревание или крепежные материалы, он предлагает множество преимуществ. Некоторые преимущества использования ультразвуковой сварки включают надежность, повторяемость, низкое энергопотребление и экономию материалов и рабочей силы.
Однако, хотя ультразвуковая сварка имеет много преимуществ, это чрезвычайно деликатный процесс, который может привести к различным проблемам. К счастью, большинство проблем с ультразвуковой сваркой можно объяснить проблемами в технике или настройках сварщика.
Устранение неполадок Распространенные проблемы ультразвуковой сварки
Несмотря на то, что ультразвуковая сварка является деликатным процессом, устранение неисправностей относительно просто. Чтобы помочь вам определить, как решить проблемы с ультразвуковой сваркой, мы разработали руководство по устранению неполадок для ультразвукового сварочного аппарата, основанное на руководстве по поиску и устранению неисправностей ультразвукового сварочного аппарата Branson.Каждая проблема подробно описана ниже, с указанием общих причин этих проблем и способов их решения.
1. Сварочный
Перевар — это когда полученный сварной шов является более обширным, чем указано. Сварка может привести к функциональным и эстетическим проблемам, изменив размеры, отделку и функциональность детали.
Проблемы: Пересварка часто возникает из-за избыточной энергии, которая выходит за пределы намеченной области, затрагивая поверхности, которые не предназначены для сварки.Ниже перечислены частые причины переварки:
- Деталь подает слишком много энергии.
- Сварочный шов применяется слишком долго, что приводит к избыточной энергии.
- Расстояние хода сварного шва, также известное как расстояние плавления или схлопывание, слишком велико.
- Абсолютное расстояние слишком велико.
Решения: Лучший способ уменьшить переварку — уменьшить количество энергии, подаваемой на деталь. Это можно сделать следующими способами:
- Уменьшите давление, усилие срабатывания и скорость прижатия, чтобы снизить общую потребляемую энергию.
- Сократите общее время, затрачиваемое на сварку.
- Уменьшите амплитуду, создаваемую аппаратом для ультразвуковой сварки, переключившись на усилитель с более низким коэффициентом, цифровое уменьшение амплитуды в процентах, используя профилирование амплитуды или используя рупор с более низким коэффициентом усиления.
- Уменьшите абсолютное расстояние путем повторной калибровки абсолютного расстояния и его соответствующей настройки.
При коррекции переварки важно настраивать каждый параметр индивидуально, а не настраивать их все одновременно.Вы также можете рассмотреть возможность значительного изменения параметров от 20 до 30 процентов, чтобы вызвать противоположный отказ. Таким образом, вам будет легче оценить эффективность изменения и поработать над поиском оптимальной настройки.
2. Под сваркой
Подварка противоположна переварке — в этих случаях сварка не покрывает всю необходимую площадь, поэтому некоторые области остаются нетронутыми. Это вызывает серьезные функциональные проблемы, поскольку детали не свариваются достаточно прочно, чтобы соответствовать спецификациям.
Проблемы: Подсварка чаще всего возникает по противоположной причине, как переваривание — вместо того, чтобы вкладывать слишком много энергии в деталь, затрачивается слишком мало энергии. Кроме того, подсварка может быть вызвана неправильной настройкой или очисткой. Ниже приведены наиболее частые причины недостаточной сварки:
- На деталь подается недостаточно энергии.
- Слишком короткий сварной шов.
- Слишком низкая амплитуда ультразвукового сварочного аппарата.
- Абсолютное расстояние слишком мало.
- Энергия теряется в приспособлении, а не на детали.
- Деталь загрязнена антиадгезивом или влагой.
- Деталь неправильно установлена на опоре.
Решения: Underweld легко исправить с небольшими изменениями в процедуре и настройках сварщика. Это можно сделать, выполнив следующие шаги:
- Перед сваркой проверьте все детали, чтобы убедиться, что они чистые и не содержат влаги.
- Откалибруйте основание сварочного аппарата, чтобы убедиться, что оно выровнено и полностью соприкасается с приспособлением перед сваркой.
- Если в приспособление теряется энергия, замените его на жесткий материал, например алюминий или нержавеющую сталь.
- Увеличьте давление, усилие срабатывания или скорость спуска, чтобы увеличить энергию, прикладываемую к детали.
- Увеличьте время наложения шва.
- Увеличьте амплитуду, используя усилитель с более высоким коэффициентом усиления или переключившись на рупор с более высоким коэффициентом усиления.
- Увеличьте абсолютное расстояние.
При подварке под сварку, как правило, лучше всего проверять настройку и чистоту деталей перед изменением настроек сварочного аппарата, поскольку эти проблемы легко и быстро устраняются. После того, как эти аспекты будут устранены как возможные причины, поочередно отрегулируйте настройки сварочного аппарата для достижения желаемых результатов.
3. Неравномерный сварной шов
Неоднородные сварные швы эстетически непривлекательны и могут иметь функциональные недостатки.Неоднородные сварные швы в некоторых областях не так прочны, как в других, что означает, что деталь может иметь некачественное уплотнение.
Проблемы: Неисправные детали или приспособления чаще всего вызывают неравномерные сварные швы вокруг стыка. Чаще всего эти проблемы вызваны следующими ошибками:
- Одна часть изготовлена неправильно или деформирована, либо стена изогнута и не соответствует другой части.
- Деталь неправильно очищена, остается смазка для пресс-формы или влага, которые могут снизить эффективность сварки.
- Детали неправильно выровнены во время настройки.
- Наполнитель накапливается в определенных областях, что приводит к увеличению количества сварных швов в некоторых областях по сравнению с другими.
- Рупор, приспособление и деталь не параллельны или имеют плохой контакт, что приводит к низкому качеству сварки.
- Крепление, на котором опирается деталь, не имеет достаточной опоры.
- Рупор ультразвукового сварочного аппарата не обеспечивает равномерную амплитуду.
Решения: Неравномерные сварные швы чаще всего устраняются с помощью простых деталей, оборудования и настройки, тестирования и регулировки.Общие решения включают:
- Проверьте деталь на предмет производственных ошибок или деформации. Это может включать проверку размеров детали и условий формования на предмет несоответствий. Если деталь не соответствует спецификации, увеличьте допуски и проверьте условия формования, чтобы убедиться, что детали изготовлены правильно. Если происходит прогиб стены, рассмотрите возможность увеличения толщины стенки, добавления внутренних ребер или модификации приспособления, чтобы предотвратить это.
- Проверьте детали на наличие признаков отделения плесени или влаги.Если есть какие-либо признаки неправильно очищенных деталей, обновите протоколы очистки соответствующим образом.
- Проверьте настройку, чтобы убедиться, что детали правильно выровнены до и во время сварки. Следите за правильным выравниванием сопрягаемых деталей и любыми смещениями во время процесса сварки.
- Проверьте деталь на наличие признаков скопления наполнителя в одной области над другой. Если это проблема, убедитесь, что вы используете наполнители с короткими волокнами, и уменьшите количество используемого наполнителя.
- Проверьте настройку, чтобы убедиться, что приспособление устойчиво и рог равномерно соприкасается с деталью.Если установка неправильная, отрегулируйте приспособление по мере необходимости и проверьте параллельность.
- Если приспособление имеет недостаточную опору, вы можете либо улучшить опору, либо, в особенно плохих случаях, заменить приспособление на жесткое.
- Если проблема может заключаться в звуковом сигнале, проверьте его, измените или отремонтируйте, чтобы получить равномерную амплитуду.
Существует гораздо больше потенциальных причин неоднородных сварных швов, чем у большинства других проблем, связанных с ультразвуковой сваркой, поэтому при возникновении этой проблемы будьте систематичны в процедуре поиска и устранения неисправностей.
4. Непоследовательные сварные швы между частями
В некоторых случаях сварной шов на одной части может отличаться от сварного шва на другой. Это создает проблему для общей стоимости продукции компании, поскольку последовательность производства является предметом интереса для многих клиентов.
Проблемы: Существует множество потенциальных причин несоответствий между частями. Многие из них касаются деталей, настроек и процедур, включая следующие:
- Детали очищены неправильно или непоследовательно, после чего остается смазка для пресс-формы или влага, которые могут отрицательно повлиять на консистенцию сварного шва.
- Ультразвуковой сварочный аппарат дает менее стабильные результаты из-за проблем с техническим обслуживанием или падения давления в воздушной линии.
- Детали изготовлены из некачественных или несовместимых материалов, что приводит к менее стабильным результатам.
- Используется слишком много наполнителя или он распределен неравномерно.
- Детали изготовлены непоследовательно, поэтому размеры не совпадают от детали к детали.
- Детали сконструированы так, что плохо подходят.
Решения: Многие проблемы, которые приводят к несовместимым результатам сварки, можно исправить с помощью основных изменений на уровне процесса, но проблемы более высокого уровня могут потребовать более обширных исправлений.Вот несколько потенциальных решений, которые помогут обеспечить единообразие от детали к детали:
- Проверьте процедуры очистки, чтобы убедиться, что все детали очищены последовательно, чтобы исключить выделение формы и влагу.
- Проверьте сварочный аппарат, чтобы убедиться, что он работает нормально. Если причиной проблемы является падение давления в воздушной линии, убедитесь, что производительность вашей линии подачи и мощность компрессора поддерживают количество работающих сварочных аппаратов. Если причина проблемы не в этом, обратитесь к профессионалу для проверки сварочного аппарата, чтобы убедиться, что он работает правильно.
- Проверьте свои материалы, чтобы убедиться, что они хорошего качества и совместимы. В некачественных материалах может быть слишком много переточки. Вы можете проверить совместимость материалов, обратившись к спецификациям вашего поставщика.
- Проверьте количество и распределение наполнителя. Возможно, вам потребуется проверить условия формования, чтобы убедиться, что присадка тщательно перемешана и не скапливается вблизи областей сварных швов. По возможности постарайтесь уменьшить процент используемого наполнителя и поменяйте тип наполнителя.
- Чтобы убедиться, что детали изготовлены последовательно, проверьте размеры нескольких деталей. При обнаружении несоответствий может потребоваться ужесточить допуски и проверить условия формования, чтобы убедиться, что детали изготавливаются более единообразно.
- В некоторых случаях конструкция детали может не способствовать получению стабильных результатов из-за плохой посадки деталей или неправильной конструкции соединения. В этих случаях может потребоваться корректировка конструкции детали.
Несоответствия между сварными швами могут быть вызваны проблемами на любом уровне проектирования детали, поэтому важно устранять неполадки от наименее сложных до наиболее сложных возможных причин.
5. Маркировка
Маркировка — это когда процесс сварки вызывает проблемы с обработкой поверхности детали. Хотя маркировка не всегда влияет на размеры или функциональность детали, маркировка может отрицательно повлиять на эстетический результат.
Проблемы: Маркировка часто вызывается теми же проблемами, что и переварка и неравномерные сварные швы. Чаще всего маркировка является результатом ошибок настройки и процесса, хотя некоторые проблемы с подгонкой деталей также могут привести к маркировке:
- Рупор, приспособление и деталь не выровнены должным образом, что приводит к неравномерному контакту.
- Директор энергии слишком большой, что приводит к рассеиванию энергии за пределы области сварного шва.
- Рупор ультразвукового сварочного аппарата слишком сильно нагревается.
- Деталь не входит должным образом в приспособление, из-за чего сварщик ударяет по участкам, для которых он не предназначен.
- Деталь имеет локализованные выступы на поверхности, такие как детали или выпуклые буквы.
Решения: Большинство проблем с маркировкой можно решить, изменив настройку или процесс, хотя для некоторых ошибок может потребоваться небольшая переделка конструкции, если проблема не исчезнет.
- Проверьте совмещение рупора, приспособления и детали. Это может потребовать внесения изменений, чтобы выровнять все.
- Уменьшите размер директора по энергетике, чтобы улучшить локализацию.
- Найдите и устраните неисправность звукового сигнала устройства ультразвуковой сварки, чтобы определить, не слишком ли он нагревается. Некоторые проблемы могут потребовать ремонта или корректировки настроек.
- Проверьте деталь, чтобы убедиться, что она правильно сидит в приспособлении. Если нет, проверьте размеры детали и приспособления.Решение этой проблемы может потребовать увеличения допусков деталей.
- Если деталь спроектирована с выступами, которые создают постоянную проблему, рассмотрите возможность изменения конструкции детали, чтобы вместо этого были углубления.
Если вышеуказанные решения не решают проблему с маркировкой, используйте решения, предусмотренные для сварки, поскольку маркировка является частым побочным эффектом сварки.
6. Вспышка
Вспышка — это тонкий слой излишка пластика, который появляется в месте соединения после сварки.Вспышка может негативно повлиять на качество поверхности детали, потенциально влияя как на функциональное, так и на эстетическое качество готовой детали.
Проблемы: Вспышка часто возникает из-за чрезмерного расхода энергии и плохой конструкции деталей. Некоторые из наиболее важных причин перечислены ниже:
- Сварной шов идет слишком долго.
- Энергетический директор слишком велик.
- Соединение плохо спроектировано или непоследовательно.
Решения: Flash часто исправляется с небольшими корректировками в процессе, хотя постоянные проблемы с флэш-памятью могут потребовать небольшой переделки деталей.
- Сократите время сварки.
- Уменьшите размер энергетического директора или уменьшите прилагаемое давление.
- Измените конструкцию соединения, чтобы обеспечить прямую вспышку, и увеличьте допуски, чтобы минимизировать отклонения.
7. Несоосность
Несоосность сборки после сварки является серьезной проблемой, поскольку неисправный продукт, вероятно, придется утилизировать.
Проблемы: Несоосность чаще всего возникает из-за проблем с конструкцией и настройкой детали, хотя причиной ошибки также может быть переварка.
- Сопрягаемые детали неправильно выровнены перед сваркой.
- Приспособление не поддерживается должным образом, что приводит к его перемещению во время сварки.
- Детали несовместимы или склонны к короблению.
Решения: Несоосность чаще всего требует регулировки детали или приспособления. Эти возможные исправления перечислены ниже:
- Добавьте к сопрягаемым половинкам элементы выравнивания, такие как штифты и гнезда, чтобы улучшить выравнивание.
- Измените конструкцию приспособления с улучшенной опорой и выравниванием, чтобы минимизировать перемещение.
- Если деталь склонна к изгибу стенки, измените конструкцию детали с ребрами или более толстыми стенками. Если детали несовместимы, увеличьте допуски и проверьте процесс формования, чтобы убедиться, что произведенные детали соответствуют спецификациям.
Если указанные выше проблемы и решения не помогли устранить проблему, выполните поиск неисправностей, связанных с переваркой, другой распространенной причиной несоосности.
8. Внутренние компоненты повреждены или сварены
Если деталь включает внутренние компоненты, они должны оставаться нетронутыми во время процесса сварки.К сожалению, повреждение внутренних компонентов — частая проблема.
Проблемы: Повреждение внутренних компонентов часто вызвано процедурными или проектными ошибками, такими как следующие:
- Подается слишком много энергии.
- Сварной шов идет слишком долго.
- Внутренний компонент установлен неправильно.
Решения: Повреждение внутренних компонентов можно исправить, внеся небольшие изменения в процедуру, хотя некоторые проблемы могут потребовать изменения конструкции.
- Уменьшите потребляемую энергию за счет уменьшения амплитуды, давления или скорости опускания.
- Уменьшите время наложения шва.
- Измените конструкцию детали, чтобы обеспечить правильную установку внутренних компонентов и их изоляцию от корпуса и любых участков, требующих сварки.
В некоторых случаях могут возникнуть проблемы из-за того, что внутренние части физически сварены вместе с их корпусом. В этих случаях проблема обычно заключается в том, что внутренние части выполнены из того же материала, что и корпус.Самое простое решение этого вопроса — изменить материал внутренней части так, чтобы он был несовместим с материалом корпуса, или наоборот.
9. Плавление или разрушение деталей
Чрезмерное плавление и разрушение могут привести к выходу детали из строя, что приведет к чрезмерным отходам и увеличению времени выполнения заказа.
Проблемы: Плавление и разрушение чаще всего вызваны проблемами в процедуре сварки и конструкции детали, включая следующие:
- К детали приложено слишком много энергии.
- Деталь отформована неправильно, что приводит к внутреннему напряжению, линиям потока и другим проблемам.
- Деталь имеет острые внутренние углы.
Решения: Расплавление и разрушение можно устранить с помощью небольших, относительно простых исправлений, например следующих:
- Уменьшите время сварки, амплитуду или давление, чтобы уменьшить прилагаемую энергию.
- Проверьте условия формования и параметры процесса, чтобы убедиться, что детали отформованы правильно.
- Измените дизайн детали с закругленными углами вместо острых.
10. Диафрагма
Диафрагма, также известная как эффект «масленки», возникает, когда стена деформируется наружу, образуя пузырь. Эта проблема отрицательно сказывается на эстетической и функциональной ценности детали, часто приводя к утилизации пораженной детали.
Проблемы: Диафрагма часто возникает из-за проблем в процессе сварки, хотя определенные конструктивные решения усугубляют эти проблемы.
- Сварщик прикладывает к детали слишком много энергии.
- Рупор используется неправильно или установлен не в том месте.
- Деталь имеет калитку или тонкую стенку.
Решения: Диафрагмы можно избежать, изменив процесс сварки или изменив конструкцию детали специально, чтобы избежать этой проблемы.
- Уменьшите время сварки или используемую амплитуду.
- Устраните контакт с рожком над проблемной зоной или измените тип рожка на узел с узловым поршнем или вентиляционным отверстием.Также убедитесь, что рог подходит к детали надлежащим образом.
- Измените конструкцию детали, чтобы изменить форму ворот или увеличить толщину стен.
Выберите GES Repair
В процессе ультразвуковой сварки может возникнуть множество проблем, большинство из которых можно решить с помощью некоторых основных методов поиска и устранения неисправностей. Однако могут возникнуть ситуации, когда проблема заключается в оборудовании для ультразвуковой сварки. В этих случаях вам понадобится ремонтная мастерская, которой вы можете доверить свое оборудование.GES Repair может помочь.
Свяжитесь с GES Repair сегодня, чтобы узнать больше о наших услугах по ремонту ультразвукового оборудования и получить расценки.
Общие сведения о генераторе постоянного тока Lincoln SA-200, поиск и устранение неисправностей | Технические руководства
Если вы хотите разобраться в своем сварочном аппарате Lincoln SA-200, вам необходимо базовое представление о генераторе постоянного тока. Ваш SA-200 на самом деле два генератора постоянного тока , которые работают в тандеме.
Первый генератор — возбудитель (нос, который выступает в передней части машины).Этот возбудитель на самом деле представляет собой генератор постоянного тока мощностью 2 кВт (киловатт), который обеспечивает постоянный ток, который регулируется для управления мощностью сварочного аппарата. Возбудитель также имеет доп. 115 вольт постоянного тока для аксессуаров.
Второй генератор сварочный генератор . Этот генератор вырабатывает регулируемый постоянный выходной ток, который дает прекрасную дугу, которую любят сварщики. Оба генератора работают по одним и тем же принципам; один просто намного больше!
В этой статье мы собираемся обсудить только генератор возбудителя и схему управления возбудителем .Эта схема очень проста в понимании, устранении неисправностей и ремонте.
Продолжайте читать или переходите к определенному разделу этого руководства:
Расположение и определения частей возбудителя:
На приведенном выше рисунке показан стандартный возбудитель Lincoln SA-200 со снятой торцевой крышкой. Если смотреть на машину спереди, обратите внимание на расположение и название каждого предмета:
- Правый щеткодержатель представляет собой подпружиненный щеткодержатель.
- Левый щеткодержатель — это подпружиненный отрицательный щеткодержатель.
- За правым щеткодержателем находится правая катушка возбудителя.
- За левым щеткодержателем находится левая катушка возбудителя.
- Возбудитель якорь удерживаются на вал якоря с помощью гайки, обеспеченной стопорной шайбой.
- Каждый щеткодержатель окружен пружиной щеткодержателя.
Как работает система:
Катушки возбудителя и полюсные наконечники образуют электромагниты, когда через катушки возбудителя протекает постоянный ток.Магнитные поля, создаваемые катушками возбудителя, разрушаются обмотками якоря возбудителя, создавая приблизительно 115 В постоянного тока при полной скорости вращения. Чем быстрее вращается двигатель, тем большее напряжение вырабатывает возбудитель. При скорости сварки (1550 об / мин) напряжение возбудителя должно составлять приблизительно 115 В постоянного тока: положительное значение на правом щеткодержателе, отрицательное — на левом щеткодержателе.
Система представляет собой составной генератор с последовательной обмоткой и дополнительной шунтирующей катушкой поперек якоря возбудителя.Реостат точного регулирования тока («контроль нагрева») изменяет напряжение возбудителя, которое прикладывается к шунтирующим катушкам главного статора; это переменное напряжение регулирует выходной ток (тепло) дуги.
Поиск и устранение неисправностей катушек возбуждения
Изучив схему подключения ниже, вы можете увидеть, что есть две половины цепи возбудителя, обозначенные красной линией со стрелками на каждом конце. (Эта красная линия не является частью схемы, это просто наглядное пособие.)
«Генератор возбудителя» вырабатывает 115 В постоянного тока, который подается на вспомогательную розетку и на шунтирующие катушки главного возбудителя. Этот постоянный ток изменяется реостатом точного регулирования тока (представьте его как клапан), а затем подается на шунтирующие катушки главного возбудителя. Это контролирует силу магнитного поля, которое контролирует величину доступного сварочного тока. Если есть неисправность в одной из цепей, аппарат не будет сваривать.
Если неисправна «цепь шунта возбудителя», генератор все еще может вырабатывать мощность.В этом можно убедиться, проверив вспомогательный прибор с помощью счетчика, света или болгарки. Если можно «шлифовать», но не сваривать, проверьте шунтирующие катушки главного возбудителя.
Шунтирующие катушки возбудителя в SA-200 легко диагностировать и заменять. Получите дополнительную информацию о сменных катушках возбудителя Weldmart-Online, на которые предоставляется десятилетняя гарантия.
Запасные катушки возбудителя Weldmart-Online
Поиск и устранение неисправностей шунтирующих катушек главного возбудителя
ПРИМЕЧАНИЕ: Все измерения по устранению неисправностей электрооборудования должны производиться при ВЫКЛЮЧЕННОМ (не работающем) двигателе!
Перед проведением любых измерений ваш возбудитель должен выглядеть, как показано на рисунке ниже.
- Найдите под якорем возбудителя и найдите черный и синий провода. Провода должны быть соединены стыком или скреплены болтами. (Если вы обнаружите сращивание, значит, обмотки никогда не проверялись на целостность.) Если они сращиваются или соединяются болтом и гайкой, вы должны разорвать эти провода. Когда вы их разделите, вы можете проверить отдельные катушки.
- Для проверки катушек возбуждения извлеките обе щетки возбудителя из их держателей и убедитесь, что они ничего не касаются во время измерения.Используя VOM, по самой низкой шкале сопротивления, которую вы можете использовать, проверьте сопротивление между ПРАВИЛЬНЫМ выводом щетки и каждым из отдельных проводов. Если катушка исправна, один провод покажет сопротивление, а другой — нет — это нормально. Сопротивление должно составлять приблизительно от 130 до 170 Ом, или + или — 10% . Если вы не получаете сопротивления, переходите к следующему более высокому диапазону. Убедитесь, что вы не прикасаетесь пальцами к проводам: вы можете считывать сопротивление своего тела.
- Затем проверьте сопротивление между каждым выводом катушки и внешним контактом (к нему может быть подключен красный провод) реостата точного контроля тока .Один из проводов покажет отсутствие обрыва между проводом и реостатом. Оба измерения должны быть идентичными.
- Если какое-либо измерение показывает очень высокое сопротивление, бесконечное сопротивление «разомкнутой катушки» или очень низкое сопротивление (менее 100 Ом), то катушки необходимо заменить.
- Если катушки в порядке, следует подозревать якорь возбудителя.
Поиск и устранение неисправностей якоря возбудителя:
Иногда вы можете обнаружить неисправный якорь возбудителя; вот что нужно искать при наиболее распространенных проблемах.
- Прежде чем продолжить проверку, поищите пригоревшие или почерневшие шины коллектора. Очистите коммутатор камнем для очистки коммутатора. Это ненормально, если щетки откладывают достаточно угольного порошка, чтобы загрязнить коллектор.
Примечание: правильно обслуживаемый коммутатор должен быть цвета использованного вороненого пенни.
- Осмотрите обмотки на предмет перегоревшей изоляции, обрывов проводов или поврежденных шин коммутатора. У якоря есть две проблемы: обмотка, закороченная на вал якоря, или обрыв (обрыв) обмоток.
ПРИМЕЧАНИЕ: Если при работающем агрегате появляется ЯРКАЯ ЗЕЛЕНАЯ ИСКРА, это признак короткого замыкания (на массу) обмотки якоря.
- Проверьте, не закорочен ли якорь на массу, установив VOM на ВЫСОКИЙ диапазон сопротивления. Поместите один вывод на чистое место на валу якоря (если у вас есть сомнения, очистите место тонкой бумагой emory или напильником). Другим проводом проверьте каждую штангу коммутатора. Не пропустите ни одного: если у вас есть сомнения, проверьте их ВСЕ еще раз.
Если вы обнаружите какое-либо значение сопротивления, вам необходимо заменить якорь на новый или восстановленный.Если вы не обнаружите замыкания на землю, возможно, он неисправен. Снимите якорь и отнесите его в мастерскую по ремонту моторов и испытайте на «гроулере» (они будут знать, что делать). Тест «гроулер» — это «золотой стандарт» для тестирования арматуры — за тест стоит заплатить! Если якорь неисправен, позвоните в Weldmart; мы восстановили арматуру.
Другие проблемы якоря возбудителя:
- Высокая планка означает именно это: одна из планок коллектора оторвалась и торчит вверх.Это может быть всего несколько тысяч дюймов, но этого может быть достаточно, чтобы кисти подскочили, и вы увидите чрезмерное искрение. Если вы обнаружили эту проблему, отнесите ее в любимый моторный магазин: иногда ее можно отремонтировать, а иногда нет.
- Свободный стержень: Да, иногда сегментный стержень коммутатора может вырваться. Вернемся в моторный цех.
- Коммутатор не круглой формы: Это может быть вызвано деформацией вала якоря. Проверить возбудитель на круглость. Правило при 1500 об / мин это (+ или -).020 ’.
Уловка: как установить новые катушки возбудителя, быстро и легко, не догадываясь
- Не запускайте, пока не получите новый комплект катушек.
- Снимите оригинальные катушки. Каждый железный полюс возбудителя удерживается двумя болтами, два с правой стороны и два с левой!
- Нет необходимости снимать генератор возбудителя для замены катушек возбудителя.
- Вытяните катушки и железные полюсные наконечники вместе и положите их на ровную поверхность.Пока не отсоединяйте провода!
- Снимите железные полюсные наконечники и очистите их: обычно хороший осмотр с помощью проволочного колеса поможет. Их не нужно красить.
- Положите катушки поверх исходных катушек и совместите провода, идущие с обеих сторон и посередине. Перед вами ваша электрическая схема!
- Вставьте железные полюсные наконечники в центр катушек.
- Перед установкой катушек и полюсов очистите корпус: просто сбейте ржавчину и крысиные гнезда.Не помешало бы смазать полюсные наконечники тонким слоем смазки в местах соприкосновения с корпусом возбудителя. Очистите проволокой резьбу крепежных болтов; немного смазки или «Never-Seize» на резьбе тоже не повредит. Затяните болты; они не обязательно должны быть супер плотными!
- Присоедините провода по одному, используя оригинальные катушки в качестве направляющих; очевидно, где каждый провод соединяется.
- Мы называем это «Замена катушки возбудителя для полного идиота!» (Наш босс назвал его своим именем.) Этот процесс у нас всегда работает!
Мигает поле:
Катушки возбуждения удерживаются на месте с помощью прочных железных «полюсных наконечников». Особые железки не только удерживают катушки возбудителя на месте. Они сохраняют небольшое количество остаточного магнетизма — совсем немного — для обеспечения «самовозбуждения», поэтому возбудитель начнет генерировать ток с мертвого пуска. Полюсные наконечники могут потерять свой магнетизм, поскольку устройство находится в режиме ожидания в течение длительного периода времени, и нет простого теста для обнаружения потери.
Когда проверяются катушки поля возбудителя, щетки и якорь возбудителя, остается только «высветить поле». Обычно это делается с автомобильным аккумулятором на 12 В.
Вот что вам нужно сделать:
- Снимите пылезащитную крышку возбудителя. Удерживается двумя болтами 1/4 20; вам понадобится гаечный ключ на 3/8 дюйма.
- См. Схему ниже:
- Подключите перемычки сначала к аккумуляторной батарее, а затем к клеммам щетки возбудителя.Вероятно, вы вызовете искру: в батареях могут быть карманы внутреннего водородного газа. АККУМУЛЯТОРЫ МОГУТ И БУДУТ ВЗРЫВАТЬСЯ ПРИ ПОЛУЧЕНИИ БОЛЬШОЙ ИСКРЫ! (Помните Гинденбург? — он был полон водорода; достаточно сказано) .
- Запустите двигатель и убедитесь, что он работает на низкой скорости (1000 об / мин).
- Подсоедините положительный (+) провод к клемме провода щетки RIGHT .
- Прикоснитесь отрицательным (-) проводом к клемме ЛЕВОГО провода щетки .Вы получите сильную искру. Удерживайте выводы на терминале примерно две секунды; будет сильная искра!
Полевые столбы «прошиты». Агрегат должен волновать. В случае успеха вы сможете использовать доп. Если установка не сваривается, вам следует проверить катушки шунта возбудителя (см. Следующий раздел).
Поиск и устранение неисправностей шунтирующей цепи возбудителя
Сварочный аппарат не будет сваривать: вы можете запустить шлифовальный станок от вспомогательной розетки, и он может или не может работать на холостом ходу по вспомогательному запросу, но он не будет зажигать дугу.Если вы можете перетащить стержень и получить на электроде небольшую «искру», это классический признак того, что одна из катушек шунта возбудителя вышла из строя. Этот сбой очень часто встречается у сварочных аппаратов Lincoln с шестигранной головкой!
Примечание. Кодовые номера с 7276 по 9530 на SA-200, кодовые номера с 7827 по 9605 на SA-250 и все модели Classic 1, 2 и 3 являются машинами с шестигранной головкой.
Катушки возбудителя находятся глубоко внутри корпуса статора. По моему опыту, я никогда не видел, чтобы катушка возбуждения в правом верхнем углу выходила из строя — кажется, что выходила из строя только катушка в левом нижнем углу.Катушки наматываются и продаются наборами (они должны быть «подобраны»).
Для устранения неисправности шунтирующей цепи возбудителя необходимо проверить два компонента: реостат управления точным током и шунтирующие катушки.
Примечание: Все электрические измерения для устранения неисправностей следует проводить при ВЫКЛЮЧЕННОМ (не работающем) двигателе!
Первый шаг — проверить реостат точного регулирования тока :
- Поверните ручку: она должна вращаться плавно, без остановок и «неровностей».«Если есть какие-либо сомнения относительно механической части этого устройства, снимите его и проведите визуальный осмотр.
Затем проверьте сопротивление (удалите один из проводов перед проверкой). Оно должно плавно измерять от 0 до 64 Ом без разрывов или разрывов. прыжки: плавно вверх и плавно вниз.
Номер детали Lincoln® для этой детали — M-5090-C, и ее можно заказать в Weldmart-Online LLC с ДВУХЛЕТНЕЙ ГАРАНТИЕЙ!
Если реостат управления точным током исправен, следующим шагом является проверка шунтирующих катушек возбудителя .
- От центрального вывода рычага управления идет синий провод, идущий в корпус статора. Этот провод подключается к одной стороне шунтирующих катушек сварочного аппарата (их две, одна на одной стороне корпуса, а другая — напротив первой).
Другая сторона катушки шунта сварочного аппарата подключается коричневым проводом, идущим к клемме герконового переключателя, расположенного на монтажной планке герконового переключателя. На этой клемме вы найдете черный провод, подключенный непосредственно к геркону.
Третий провод, черный, идет от геркона прямо вправо, ПОЛОЖИТЕЛЬНЫЙ, держатель щетки возбудителя.
Вся цепь управления представляет собой последовательно соединенную систему. Поскольку это простой генератор постоянного тока с реостатом для изменения напряжения, подаваемого на шунтирующие катушки статора, он регулирует сварочный ток (теплоту сварного шва).
Снимите правую (ПОЛОЖИТЕЛЬНУЮ) щетку из держателя — убедитесь, что она никоим образом не касается якоря возбудителя — измерьте сопротивление системы.Он сообщает нам, есть ли разомкнутая (разорванная) цепь. По моему опыту, с системой возбудителя проблем больше, чем с любой другой частью SA-200.
- Двигатель не работает.
- Текущий реостат управления находится в «0», минимальное положение
- Правая (ПОЛОЖИТЕЛЬНАЯ) щетка возбудителя снята и никак не касается якоря возбудителя. Если есть сомнения, обмотайте кисть изолентой.
Показания сопротивления: Когда правая щетка вынута из держателя щеток, следующие показания скажут вам определенные вещи.
- С проводом омметра на отрицательном держателе щетки и другим проводом на центральном выводе реостата управления точным током вы должны показывать приблизительно 46 Ом.
- Если ваше показание близко к 165 Ом (+/- 10%), вы можете быть уверены, что в цепи нет «разрывов» (разрывов). Это не означает, что с этой схемой нет проблем; это просто означает, что нет никаких «перерывов».
- Если показание ниже 165 Ом, у вас короткое замыкание между обмотками.Обычно катушки находятся в пределах спецификации или «ОТКРЫТЫЙ», при отсутствии сопротивления в цепи. Змеевик необходимо заменить; получить дополнительную информацию о заменяемых шунтирующих катушках Weldmart-Online.
л.с. alpha% e2% 80% 91tig 200x
50 фунтов / 23 кг. Тем не менее, я прочитал здесь в статье на форуме Weldingweb.com, что сварочные аппараты AHP производятся в Китае. Итак, давайте взглянем на технические характеристики этого сварочного аппарата. Пожалуйста, попробуйте поискать еще раз позже. Сварочные аппараты TIG могут различаться по мощности, частоте импульсов и т. Д.Он также анализирует отзывы для проверки достоверности. Я сварил MIG тысячу комплектов головок, и шлифовка сводит меня с ума. Пишу этот обзор, потому что этот сварщик просто потрясающий. В целом AHP AlphaTig 200x — замечательный домашний сварочный аппарат: он прочный и очень доступный. В этой статье вы найдете всю информацию, необходимую для принятия решения о покупке. Узнайте, как обрабатываются данные вашего комментария. ШИМ (широтно-импульсная модуляция) вместе с технологией IGBT обеспечивает самый надежный и долговечный источник питания в этом классе с высокой производительностью как на 110 В (выход 150 А), так и на 220 В с полным набором импульсных функций и контролем очистки для переменного тока. .с этими опциями он обеспечивает максимальную универсальность сварщика в этом ценовом диапазоне, доступном сегодня на рынке. Вместо этого наша система учитывает такие вещи, как недавний обзор и то, купил ли рецензент товар на Amazon. Режим 4T предназначен для опытных пользователей, которые хотят иметь больший контроль над циклами подъема и спуска. Введение инверторных сварочных аппаратов TIG происходит из теории и устройств инверторной мощности. Пока вы удерживаете выключатель горелки в нажатом положении, также будет активна настройка пускового усилителя.Потому что я не только перечисляю технические детали этого нового сварочного аппарата TIG, но также упоминаю все плюсы и минусы, проверяю характеристики сварки и показываю вам видео о распаковке. Если мы не сможем его отремонтировать, мы вышлем вам электронную подарочную карту Amazon на сумму покупной цены вашего покрытого продукта или заменим ее. Мощный сварочный аппарат AHP AlphaTIG 200X 200 A IGBT AC DC Tig / Stick одинаково подходит как для любителей, так и для профессионалов, предоставляя им множество возможностей для сварки. Компетенция AHP Welds. Режим 2T — лучшая установка для новичков.В чем разница между ними? Таким образом, один месяц гарантии был потрачен впустую и засчитан мне в счет, пока эта вещь ждала, чтобы снова оказаться на складе и доставить мне. Когда вы отпускаете переключатель, сварочная дуга гаснет. Позвоните нам, если у вас есть какие-либо вопросы, или сделайте покупки в Интернете и сэкономьте сегодня! Более доступный, чем продукты высшего класса, но предлагает профессиональное качество; Имеет широкий диапазон регулировки силы тока. Он обладает высочайшей производительностью TIG при хорошей цене. Какая технология заложена в AlphaTIG 200X? Для простоты использования поставляется высококачественная металлическая ножная педаль.Если вам нужен чистый, без брызг и отходов сварной шов, Alpha TIG 200x станет для вас лучшим выбором. Как вы, возможно, знаете, другие сварочные аппараты имеют фиксированную частоту импульсов и не могут быть легко отрегулированы. Продается Midwest Tungsten Service и отправляется Amazon Fulfillment. буквально взорвался … через несколько секунд после включения питания он зажужжал, затем он издал странные звуки водяного насоса, затем дым заполнил весь гараж. AHP AlphaTIG 200X — один из лучших и многофункциональных аппаратов для сварки TIG, которые можно купить по этой цене.Модель, которую я рассматриваю в этом видео, была отправлена мне несколько месяцев назад, и я довольно долго не мог найти время, чтобы достать ее и сварить с ней. Интересно, что думает Джастин Фабрикатор об этой машине? Пожалуйста, попробуйте еще раз. Посмотрите видео, чтобы узнать больше о ahp alphatig 201xd и 200x: внутри пакета. Кроме того, не забудьте отрегулировать расходомер при открытии клапана на газовом баллоне. Контроль баланса переменного тока полезен. Лучшие боксы для подписки — прямо к вашим дверям, © 1996-2021, Amazon.com, Inc. или ее дочерних компаний, MIG Welder Flux Core Lift Tig Reboot MIG-130 Газовый / безгазовый AC 220V Инвертор IGBT MIG / Stick / TIG Сварочный аппарат 3 в 1 с флюсовым сердечником / сплошной проволокой Сварочный аппарат MIG MMA MIG MAG Сварщик для новичков. Его безупречная, беспрецедентная производительность и компактный дизайн сделали его невероятно более ценным, чем другие сварочные аппараты на рынке, доступные сегодня. Несмотря на то, что существует множество моделей, в этом обзоре AHP AlphaTIG мы объясним, почему это, вероятно, одна из лучших моделей, которые вы можете найти. Сварочный аппарат HP AlphaTIG 200X является любимым выбором как для любителей, так и для профессионалов.Но я наконец нашел источник заражения. Чтобы дать вам общее представление, 200X может сваривать как минимум следующие материалы: минимальная толщина металла, которую вы можете сваривать, составляет 0,040 дюйма, а максимальная толщина составляет 3/8 дюйма. Наша система безопасности платежей шифрует вашу информацию во время передачи. Пожалуйста, попробуйте еще раз. AHP AlphaTIG 200X 200-A IGBT AC DC Сварочный аппарат Tig / Stick с импульсным напряжением 110 В и 200 В Различные области применения Чем больше возможностей сварочный аппарат может сделать для вас, тем лучше. Привет, я Тони, создатель Compare-Bear.com. AHP Welds не несет ответственности за потерю времени / контракта из-за неисправности устройства, убытки, возникшие в результате неправильной или неквалифицированной эксплуатации, убытки, возникшие в результате неправильного обслуживания, неправильной проводки, источников питания низкого качества, неправильного обращения или небрежного обращения. Подробности см. На странице раскрытия информации. Эти товары отправляются и продаются разными продавцами. ПРОСТОЙ ПРОЦЕСС ПРЕТЕНЗИИ: подайте претензию в любое время онлайн или по телефону. Капли, разливы и треснувшие экраны из-за нормального использования покрываются для портативных устройств, а скачки напряжения покрываются с первого дня.Пересмотрено в США 2 ноября 2017 г. Мы предлагаем профессиональное качество по доступной цене, что дает возможность даже тем, кто занят неполный рабочий день, иметь качественного сварщика при разумном бюджете. 200 Гц при ИМПУЛЬСЕ и ЧАСТОТА ПЕРЕМЕННОГО ТОКА, НОВЫЙ ФАКЕЛ, 3 ГОДА гарантии, подходит для алюминия 1/4 «и 3/8» из мягкой стали и напряжения 110/220 В и может сваривать 7018, 6013, Advanced Inverter Technology с PWM Модуляция ширины) Использование технологии IGBT, регулировка начального и конечного тока в режиме 4T, Настройка машины — простой и легкий процесс, Возможна только сварка Stick / TIG (сварка MIG с подачей проволоки), Машина не производится в США. Поскольку имеется только 1 дисплей, вам нужно немного отрегулировать переключатели управления, чтобы прочитать текущее установленное значение.Этот сварочный аппарат обеспечивает прекрасные результаты как при обработке стали, так и алюминия, что позволяет легко выполнять проекты и плавно выполнять сварку с большим контролем. Да нет, спасибо. При рабочем цикле 60% при 200 A для сварки TIG у вас должна быть больше сварочной мощности, чем вам когда-либо понадобится. Убедитесь, что вы публикуете сообщение в форме вопроса. Членам Prime предоставляется БЕСПЛАТНАЯ доставка и эксклюзивный доступ к музыке, фильмам, телешоу, оригинальным аудиосериалам и книгам Kindle. Сделал предварительный заказ 6 месяцев назад и пару дней.Инверторная технология внутри AlphaTIG 200X работает с ШИМ (широтно-импульсной модуляцией) и IGBT (биполярным транзистором с изолированным затвором). Сварка алюминия стала значительно хуже, когда я ее использовал несколько раз. Я надеюсь, что я один из миллиона счастливчиков, у которых получился плохой. Мы прилагаем все усилия, чтобы защитить вашу безопасность и конфиденциальность. Технология IGBT обычно используется, когда требуются высокие частоты переключения и большие токи. Однако позже это будет учтено в моем списке «за» и «против». извините, AHP, но это должно быть неисправность из коробки или что-то в этом роде, но я не думаю, что вы, ребята, тестировали устройство перед упаковкой.ПРАВОМОЧНОСТЬ ПРОДУКТОВ. Планы покрывают продукты, приобретенные за последние 30 дней. В режиме переменного тока можно выполнять сварку TIG алюминия и магния. Надеюсь, они смогут заменить устройство, и я смогу написать лучший обзор, чем это шоу пожарных работ за 750,00 долларов, которое они прислали мне …. Я думаю, может быть, придерживаться Миллера, у меня есть несколько дней, чтобы подумать об этом, прежде чем я снова куплю это устройство. Что мне понравилось в 2016 году AHP AlphaTIG 200X. При весе всего 38-40 фунтов устройство действительно легкое и портативное, хотя это не самое легкое и портативное устройство на рынке сварки.Прежде всего потому, что он имеет доступную цену и предлагает большую мощность и множество опций для регулировки дуги. Что мне нравится, так это то, что переключатель 2T / 4T позволяет выбирать между двумя касаниями (2T) или четырьмя касаниями (4T). 925-391-3599. Если ваш ответ утвердительный, вам следует продолжить чтение этого обзора AHP AlphaTIG 200X. Вы можете использовать псевдоним вместо своего настоящего имени. В инструкции по эксплуатации отсутствуют некоторые детали, которые могут понадобиться новичкам. В этой статье мы обсудим обзор AHP AlphaTIG 200x, его функции и характеристики, а также взвесим его за и против, чтобы определить, действительно ли он стоит всей этой шумихи.Он имеет очень простой в использовании интерфейс с передовой инверторной технологией и так далее. 120 В / 230 В. В обзоре AHP Alpha TIG 200X исследуются мощность, маневренность, удобство и полезность сварочного аппарата. Конечно, 200X может сваривать самые обычные сварочные стержни 7018 и 6013. Недавно просмотренные позиции и рекомендации. Выберите отдел, в котором вы хотите выполнить поиск. Alphatig — это линейка сварочных аппаратов TIG, производимых AHP. Если вы спросите меня, я не знаю другого аппарата для сварки TIG, который имел бы такое отличное соотношение цена / качество, как AHP AlphaTIG 200x.2018 AHP AlphaTIG 200X 200 A IGBT AC DC Сварщик Tig / Stick с ИМПУЛЬСОМ 110 В 220 В 3 ГОДА ГАРАНТИИ, Hobart IronMan 230 (500536) Сварщик MIG — Обзор 2020 г., ESAB Rebel EMP 215ic 235ic 285ic Сварщик MIG / Stick / TIG — Обзор 2020 г., Lincoln Electric Weld Pak 125 HD Wire-Feed Welder — Обзор 2020, Обзор инверторного плазменного резака Lotos LTP5000D, Hobart Handler 190 MIG Welder Review 2020, Обзор лучшего сварочного генератора с приводом от двигателя, Лучшие комплекты станков с ЧПУ Фрезерный станок с ЧПУ 2020 года, 7 лучших эндоскопов и инспекций Камеры 2020, Подводная сварка 101 — Безумно опасно, но безумно выгодно, 4 инновационных метода ремонта выхлопной трубы автомобиля, Лучший спрей для защиты от брызг для сварки (2020), МОДЕЛЬ 2020 БУДЕТ ОТПРАВЛЕНА.Как правило, рабочий цикл 60% при 200 А означает, что вы можете сваривать в течение 6 минут при 200 А. Подробно, AlphaTIG 200X имеет следующие технические характеристики: Источник / руководство по продукту: https://www.ahpwelds.com/ руководство / ALPHATIG_200X_MANUAL_03-20-14_VER2.pdf. Любой, у кого возникают проблемы со сваркой алюминия, должен это проверить. Мощный сварочный аппарат TIG на 200 ампер переменного / постоянного тока с функцией Stick предоставляет как профессиональным сварщикам, так и любителям сварочных работ широкий спектр возможностей сварки с помощью этого сварочного аппарата TIG. Отзыв написан в США 19 октября 2018 г.так взволнован, чтобы получить это устройство и не мог достать его из упаковки достаточно быстро, слышал потрясающие отзывы из блогов и сообщений, все это настроил, зажег его, и он взорвался !! Найдите ответы в информации о продукте, вопросах и ответах, обзорах. 200 Гц при ИМПУЛЬСЕ и ЧАСТОТА ПЕРЕМЕННОГО ТОКА, НОВЫЙ ФАКЕЛ, 3 ГОДА гарантии, подходит для алюминия 1/4 «и 3/8» из мягкой стали и напряжения 110/220 В и может сваривать 7018, 6013, усовершенствованная инверторная технология с ШИМ (импульсный Модуляция ширины) Используя технологию IGBT, качественную сварку TIG алюминия, нержавеющей или стали и прецизионную сварку материалов более тонких толщин, устройство имеет высокочастотный пусковой импульс и включает ножную педаль для отличного управления сваркой TIG и управления ею.Хотите узнать, как настроить AHP Alpha TIG200x и использовать его прямо из коробки? Сварочный аппарат AHP AlphaTIG 200x, созданный компанией AHP Welding Systems для профессионалов и любителей, включает в себя как ручную, так и сварочную сварку TIG. AHP WELDS РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ Alpha-TIG200X … Об устройстве AlphaTig 200X В данном сварочном аппарате используются выпрямители, разработанные с использованием передовой инверторной технологии. Возникла проблема с загрузкой этого меню прямо сейчас. Как партнер Amazon я зарабатываю на соответствующих покупках по ссылкам с этого сайта.В остальном убедитесь, что охлаждающие вентиляторы работают на полную мощность, открыв вентиляционное отверстие сварочного аппарата. не нашел никакой информации на официальном сайте AHP. Я хотел удостовериться, что у меня было много часов работы с ним, чтобы я мог действительно познакомиться с машиной, а не писать какой-то бесполезный обзор из двух предложений после ее использования в течение пары часов. Во время сварки аппарат будет работать с предварительно установленными настройками мощности. Более ранняя версия этого замечательного аппарата для дуговой сварки (Alphatig 200x) была оснащена новейшей инверторной технологией в сочетании с PMW и IGBT, и она отлично работала как с металлическими, так и с алюминиевыми материалами.AHP AlphaTig 200x AHP AlphaTig 200x — это сварочный аппарат TIG переменного / постоянного тока, который поставляется в комплекте с горелкой, зажимом заземления, ножной педалью, регулятором / расходомером и адаптером для подключения кабеля к электросети 115 В. Организованное компьютеризированное управление в облегченной модели. Это сводило меня с ума, думая, что я делаю что-то не так или что-то недостаточно чистое. В целом оценка обзора, мне он нравится, и я очень рекомендую его всем. Последнее обновление было: 7 февраля 2021 г., 22:56 по тихоокеанскому времени, AlphaTIG 200X сваривает низкоуглеродистую сталь толщиной до 3/8 ″ и алюминий до 1/4 ″, доступ для входа / регистрации временно отключен, эндоскопы, Бороскопы, Инспекционные камеры.AHP AlphaTIG 200X продается компанией AHP Welding Systems, расположенной в Сан-Франциско, Калифорния. Для всех, кто интересуется электроникой: как и полевой МОП-транзистор, IGBT — это электронный модуль переключения, который изменяет ток в вашей машине. Вам интересно, достаточно ли у сварочного аппарата AHP AlphaTIG 200X TIG мощности и мощности, необходимых для легкого выполнения ваших работ по сварке TIG и прилипшей сваркой? *. 380 Swift Ave # 11 Южный Сан-Франциско, Калифорния 94080. [email protected]. Более подробно, вы можете настроить следующие параметры: Кроме того, машина позволяет выполнять следующие настройки с помощью 5 переключателей: AlphaTIG 200X обеспечивает большую мощность за небольшие деньги.Стандартные расходные детали горелки TIG используются в горелке с гибким шлангом WP17, а для тех, кто хочет добавить триггерный переключатель к горелке, поставляется отдельный переключатель управления TIG. Отзыв был проведен в США 29 октября 2018 г. Подводя итог, я действительно не могу сказать ничего плохого об Alpha-TIG 200X. Мы не передаем данные вашей кредитной карты сторонним продавцам и не продаем вашу информацию третьим лицам. Воспользуйтесь ссылками ниже для быстрой навигации по статье. Поверните соединитель зажима заземления по часовой стрелке, чтобы закрепить рабочий порт в сварочном аппарате.На неисправности распространяется гарантия производителя. Чтобы рассчитать общий рейтинг и процентную разбивку по звездам, мы не используем простое среднее значение. AHP Alphatig 200x — лучшее, но доступное устройство, которое отлично подходит для литья TIG алюминия, стали, нержавеющей стали и литья с использованием палочек. Тем не менее, его преимущество заключается в том, что он обеспечивает более низкий профессиональный уровень. Гарантия 3 года. 2018 AHP AlphaTIG 200X 200 A IGBT AC DC Tig / Stick Welder с ИМПУЛЬСОМ 110 В 220 В ГАРАНТИЯ 3 ГОДА — — Amazon.com Вы не можете использовать оба. 2018 AHP AlphaTIG 200X 200 A IGBT AC DC Сварочный аппарат Tig / Stick с ИМПУЛЬСОМ 110 В 220 В 3 ГОДА ГАРАНТИИ Weldpro CK Worldwide Superflex кабель и CK17FX TIG горелка с триггером PRIMEWELD TIG225X 225 A IGBT AC DC Pulse / Stick сварочный аппарат с палкой Гибкий резак и кабель. Трехлетняя гарантия. Видео: установка и обзор AHP Alpha-TIG 200x. Компания Additional AHP предлагает улучшенную сварочную горелку, и я думаю, это связано с тем, что старая сварочная горелка была не самого лучшего качества. При выполнении вашего запроса возникла проблема.Затем вам нужно подождать 4 минуты, пока аппарат остынет, пока вы не сможете перезапустить сварочный цикл. Итак, давайте углубимся в обзор AHP alphatig 200x. Обзор продукта. БЕЗ ДОПОЛНИТЕЛЬНЫХ РАСХОДОВ: вы платите 0 долларов за ремонт, включая детали, работу и доставку. Полностью настраиваемая импульсная функция помогает контролировать нагрев, регулируя частоту импульсов, базовый и пиковый сварочный ток, а также деление времени между ступенями низкого и высокого ампер. С другой стороны, этот аппарат не подходит для сварки MIG и, насколько мне известно, произведен в Китае.Когда вы снова нажмете переключатель (переключатель номер 3), сила тока снизится до конечного значения. Сварка TIG с инвертором. Предварительное и последующее управление потоком, а также начальный и конечный циклы являются программируемыми функциями. Используя эту форму, вы соглашаетесь с хранением и обработкой ваших данных на этом веб-сайте. Они разработали широкий спектр оборудования от больших машин до инструментов и принадлежностей, которые… Сварочный аппарат AHP AlphaTIG 200X считается сварочным аппаратом среднего уровня по сравнению с ценой других сварочных аппаратов TIG.Сварщика отправили 5 месяцев назад. Невозможно добавить элемент в список. После просмотра страниц с описанием продукта загляните сюда, чтобы найти простой способ вернуться к интересующим вас страницам. Если используется педаль, подключите 5-контактный штекер к розетке управления. При получении ваших списков желаний произошла ошибка. TIG / Stick. При использовании генератора заземляющий стержень следует вбивать в землю. Чаще всего он используется для обработки нержавеющей стали и алюминия, поэтому большинство обзоров касаются именно таких материалов.AHP AlphaTIG 200X 200 Amp IGBT AC DC Tig / Stick Welder 2018 с ИМПУЛЬСОМ 110 В 220 В ГАРАНТИЯ 3 ГОДА, МОДЕЛЬ 2020 БУДЕТ ОТПРАВЛЕНА. Они говорят, что не покроют его, так как на дату покупки нет гарантии. У меня есть производственный цех и очень много выхлопных систем. Компания специализируется на сварке TIG. Его эффективная и производительная работа делает его одним из лучших сварщиков TIG на рынке. Я сваривал большую часть своей жизни, кроме TIG. По часовой стрелке затяните соединение медной гайки TIG с портом TIG.В режиме 2T вы просто нажимаете переключатель и удерживаете его. В этой статье вы найдете всю информацию, необходимую для принятия решения о покупке. Сварочный аппарат TIG предлагает правильное сочетание доступной цены и высшего качества, которое позволяет сварщикам, работающим неполный рабочий день, выполнять качественную сварку при разумном бюджете. Надеюсь на замену, если я куплю, лучше. Доступные сварочные горелки TIG с воздушным охлаждением для сварочного аппарата AHP® 2018 AlphaTIG 200X TIG. AHP Alpha TIG 200X — это продукт, произведенный компанией AHP Welding Systems, базирующейся в Сан-Франциско, Калифорния.Универсальный и удобный AHP Alpha TIG 200x поставляется с несколькими простыми вариантами настройки, которые идеально подходят как для начинающих, так и для профессиональных сварщиков. У этого устройства отличные крутые характеристики, и вы будете сражаться, чтобы получить более надежный заклинатель tig, который обеспечивает такие хорошие качественные эффекты. Этот AHP Alphatig 200x универсален и хорош, пока он не станет довольно простым … И Ahp 200x, и Ahp Alphatig 201xd имеют аналогичный ценовой диапазон с разницей всего в несколько сотен баксов.Кроме того, функцию секвенсора 2T / 4T можно переключать с помощью пульта дистанционного управления. AHP WELDS РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ Alpha-TIG200X (версия IV) — 1 — … О вашем AlphaTig 200X В этом сварочном аппарате используются выпрямители, разработанные с использованием передовой инверторной технологии. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ: Start AMP 10-200 Pulse AMP 10-200 End AMP 10-200 Pulse Freq. 5-200 Длительность импульса при 10-90% Post Flow 1-10 Ac Balance 30-70% 2T / 4T. Если вы новичок в сварке TIG, вам следует ознакомиться с советами по сварке Millers TIG. Ножная педаль Alpha TIG, версия 1 Как только вы отпустите выключатель горелки (переключатель номер 2), мощность возрастет до основных ампер.Впрочем, этот аппарат не шутит. Давайте возьмем два новеньких юнита и проведем их лицом к лицу. Все необходимое для вашего очередного авторемонта своими руками. Когда вы находитесь в режиме 2T, вы должны решить, подключить ножную педаль или кабель переключателя горелки. Если вам необходимо знать, новый Alphatig 200xd дороже, но, учитывая множество предлагаемых им обновлений, потребители не прочь вложить дополнительные деньги. AlphaTIG 200x — это сварочный аппарат, который может работать в режиме TIG или в режиме ручной сварки. Я владею этим устройством с середины декабря 17 декабря, и только сейчас приступаю к написанию этого обзора.Кроме того, этот аппарат предлагает полный набор функций и средств управления для сварки на переменном токе. Проверьте, накрыв конец резака большим пальцем, чтобы проверить, выдерживает ли он давление. AHP AlphaTIG 200X 200-A IGBT AC DC Сварочный аппарат Tig / Stick с импульсным напряжением 110 В и 200 В Различные области применения Чем больше возможностей сварочный аппарат может сделать для вас, тем лучше. Отсюда и заражение. Мне даже не удалось повернуть ручку, потому что я был сосредоточен на шумах сбоку от машины. Модели AHP 2018 были модернизированы до 200 Гц на частоте импульсов и частоте переменного тока.Но будьте осторожны, ножная педаль будет работать только в режиме 2T. Обзор AHP Alphatig 200x. Минусы: Ограниченная частота + -5 Гц. Никаких острых ощущений, просто работа. Вольфрамовые электроды для сварки TIG, 2% лантановые (синий, WL20), 10 шт. (3/32 дюйма), Hot Max 24188 1/16 дюйма ER70S-6 Mild Steel присадочный стержень для TIG, 1 #, Hot Max 24189 1/16 дюйма ER4043 Алюминиевый присадочный стержень для сварки TIG, 1 #, MAG-MATE WTHT01 Держатель сварочной горелки, магнит для горелок Tig, 41 фунт, Советы и хитрости по сварке Тепловой экран Tig Finger, 4-летний план защиты дома ASURION 700-799 долларов США.99, Weldpro Digital TIG 200GD ACDC 200 A сварочный аппарат TIG / Stick с импульсной горелкой CK 17 Worldwide Superflex 3 года гарантии Сварочный аппарат с двойным напряжением 220/110 В, PRIMEWELD TIG225X 225 A IGBT AC DC сварочный аппарат с импульсной горелкой CK17 Flex и кабелем 3 Годовая гарантия, Hobart 500551 EZ-TIG 165i AC / DC TIG Welder 230V, Lincoln Electric Square Wave TIG 200 TIG Welder, K5126-1, 2021 Everlast PowerTIG 185DV AC / DC TIG Stick Welder 110/220 Volt Inverter-based Dual Voltage 185Amp, Eastwood TIG 200 AC / DC 20565 Сварочный аппарат для сварки алюминия, нержавеющей стали, низкоуглеродистой стали.РЕСУРСЫ. Если ваш ответ утвердительный, вам следует продолжить чтение этого обзора AHP AlphaTIG 200X. Он гибкий и портативный. Должен сказать, я был очень рад, что получил этого сварщика. Но они предложили продать мне запасной фонарик за 100 долларов. Первоначально при нажатии на спусковой крючок (переключение номер 1) начнется предварительная подача защитного газа. Впрочем, этот аппарат не шутит. Данная модель сварочного аппарата уникальна и универсальна, так как может использоваться для различных целей. AlphaTig 200x — доступная и впечатляющая машина.RX WELD 55PCS TIG Сварочная горелка с короткой газовой линзой # 10 Набор стаканов из стекла Pyrex для WP-17/18/26. … Работает только с моделью AHP TIG 200X 2013/2014 гг. Кроме того, AlphaTIG предназначен для работы от однофазной сети напряжением 110 или 220 вольт. Чтобы включить машину, кнопка питания расположена ближе к задней части устройства. ПОКРЫТИЕ: Тариф начинается с даты покупки. Утечка со стороны газового патрубка. Если вы читали наш обзор сварочного аппарата AHP Alpha-TIG 200X, то теперь знаете, что это надежный продукт. Большинство претензий утверждается в течение нескольких минут.В комплект поставки сварочного аппарата TIG входит следующее: Ознакомьтесь с моим списком плюсов и минусов AHP AlphaTIG 200X: в этом видеообзоре вы можете получить более глубокое впечатление об особенностях AHP AlphaTIG 200X: Безопасность прежде всего, поэтому не забудьте надеть защитную одежду для сварщиков. Краткий обзор AHP Alpha TIG 200X. Хотя это правда, мы стремимся увидеть, какая модель лучше и в какой области (или областях) производительности, поэтому, если вы заинтересованы в сварочных аппаратах TIG высшего качества, вы попали в нужное место.Если вы решите, что AHP AlphaTig 200x подходит вам, вот отличное руководство по настройке. Количество * Ножная педаль Alpha TIG — версия 1 Обычная цена: 150,00 долларов США. Мы будем постоянно обновлять эту страницу по мере выпуска новых обзоров. Аппарат AHP Alpha TIG 200x стал самым узнаваемым, востребованным и желанным аппаратом миллионов потребителей по всему миру. Я занимаюсь ремонтом автомобилей и использую для этого довольно много инструментов. Я прочитал почти все обзоры модели 2017 года и просто подумал, что мне нужно нажать на курок. В целом, Alphatig 200X от AHP справился со своей задачей довольно хорошо, так что 201XD имеет высокую планку.Дома; На мой взгляд, AlphaTIG 200X — привлекательный аппарат как для профессионала, так и для сварщика-любителя. AHP Welds — это место, где можно найти, сравнить и купить лучших сварщиков-любителей и профессиональных сварщиков по невероятно низким ценам. Когда газ течет, он втягивает наружный воздух через вакуум. AHP: Everlast: Everlast: Everlast: Название: Alpha-TIG 200X Сварочный аппарат TIG / Stick: 185 A PowerTIG 185DV IGBT Цифровой инверторный аппарат для сварки Stick / TIG с высокочастотным и подъемным током, 120/240 В: 200 A Power MTS 200 IGBT Цифровой инвертор постоянного тока MIG / TIG / Stick Multi-Process Welder, HF / Lift TIG Start, 240 В КОНТАКТЫ.Чаще всего он используется для обработки нержавеющей стали и алюминия, поэтому большинство обзоров касаются именно таких материалов. Как только вы отпустите курок (переключатель номер 4), дуга гаснет и подача защитного газа будет продолжаться. На самом деле, я не очень удивился, так как в наши дни производство электронных компонентов в Китае — обычное дело. Он может использоваться как дома, в частном, любительском и семейном потреблении, так и профессионалами в области сварки. Профиль портативности усилен необычной ручкой, что также добавляет дополнительного удобства.Как упоминалось выше, в режиме переменного тока аппарат будет сваривать только алюминий и магний. Причина, по которой мы сравниваем Alphatig от AHP с Power ITig 200 от Everlast, заключается в том, что это лучшее, что может предложить промышленный рынок. Мы потратили 67 часов на изучение и сравнение 45 популярных моделей, чтобы определить лучшие проблемы Ahp Alphatig 200X 2020, которые вы можете купить. Качество, которого вы достигнете при сварке TIG, зависит от используемого сварочного оборудования. На ваш вопрос могут ответить продавцы, производители или покупатели, купившие этот товар.Чтобы предотвратить утечку, все фитинги и соединения от баллона с аргоном до сварочного аппарата должны быть правильно размещены. Как правило, на этом аппарате можно выполнять сварку TIG или ручную сварку. Заключение: сделать следующий шаг. Так вы получите полное представление о том, на что способен AlphaTIG 200X. Проверено в США 5 мая 2018 г. После того, как мы протестируем достаточное количество, мы начнем составлять списки проблем Ahp Alphatig 200X с наибольшим рейтингом. Максимальный выходной ток машины составляет 200 А при 220 В и 140 А при 110 В.Не мог поверить в цену. Сварочный аппарат AHP AlphaTIG 200X обеспечивает выдающуюся производительность. Повторюсь, сварщик у меня всего 5 месяцев. В продаже от 254.95 $ Продажа View. В режиме TIG обычно используется постоянный ток для нержавеющей стали, железа и меди.
Подставка для торцовочной пилы Dewalt De7033, Небесный остров рассветных духов, Подошва, фаршированная омарами, Жевательная резинка с ксилитом, Скин телефона Малайзия, Понятие Частный раздел,