Кантователи и манипуляторы. Вращатели сварочные
Оборудование орбитальной сварки из Германии! Низкие цены! Наличие в России! Демонстрация у Вас.
Orbitalum Tools — Ваш надежный партнер в области резки и торцевания труб, а так же автоматической орбитальной сварки промышленных трубопроводов.
Сварочное оборудование — Кантователи и манипуляторы. Вращатели сварочные
Кантователи для электродуговой сварки. Среди средств механизации сварочных процессов, выполняемых электродуговой сваркой, широкое применение нашла технологическая оснастка, в которую входят кантователи, вращатели, манипуляторы и позиционеры.
Выбор типа кантователя определяется заданной программой выпуска изделия, его конструктивными элементами (конфигурацией, габаритными размерами, массой), способами сварки и предъявляемыми к сварному узлу техническими требованиями.
Кантователи — стационарные приспособления, позволяющие не закреплять свариваемое изделие, поворачивать его и устанавливать в удобное для сварки положение.
Применяемые в промышленности кантователи можно разделить на четыре типа: с приводными роликами, с торцовыми шайбами, напковые, роликовые с жесткой кинематической связью.
Вращатели — устройства, предназначенные для вращения свариваемых изделий с заданной рабочей скоростью; в отличие от манипуляторов имеют неподвижную или перемещающуюся параллельно самой себе ось вращения. Структурные схемы вращателей приведены на рис 4.
Манипуляторы — устройства, обеспечивающие вращение изделия с заданной рабочей скоростью при различных углах наклона оси вращения изделия. Область применения — автоматическая и полуавтоматическая сварка. На рис. 5 приведены основные структурные схемы манипуляторов.
Проведенный анализ сварочной технологической оснастки, используемой на предприятиях тракторного, автомобильного и тяжелого машиностроения, позволил определить типаж сварочных манипуляторов и их основные компоновочные схемы (табл.
Компоновочные схемы манипуляторов
Maнипуляторы — позиционеры. К этой группе относятся механизмы, предназначенные удерживать изделия в удобном для сварки положения н обеспечивающие только маршевую (ускоренную) скорость вращаемого изделия при различных углах его наклона. Позиционеры применяют при ручной и полуавтоматической сварке.
Кинематические схемы оборудования, применяемого для механизации сварочных производственных процессов, выбирают в зависимости от характера манипуляции, проводимых со свариваемым изделием.
К основным конструктивным элементам сварочных манипуляторов относятся стойки, опоры привода, токоподводящее устройство, поворотная платформа (планшайба), механизм вращения, наклона и подъема планшайбы, рама и силовой орган к зажимным элементам.
Применение в компоновочной схеме кантователей (рис. 6, а—в) муфт 1, поворотной платформы 6 и рамы 5 обусловливается конфигурацией и размерами свариваемого изделия.
Поворотная платформа (планшайба) кантователей служит для размещения элементов крепления и ориентации свариваемого изделия. Стойки кантователя в нижней части основания могут быть соединены общей связью или же их устанавливают на отдельных фундаментах. Наибольшее распространение получили сварные конструкции стоек в виде закрытых тумб с внутренним размещением механизма привода.
Стойки кантователя в нижней части основания могут быть соединены общей связью или же их устанавливают на отдельных фундаментах. Наибольшее распространение получили сварные конструкции стоек в виде закрытых тумб с внутренним размещением механизма привода.
Токоподводящее устройство оказывает существенное влияние на качество сварного шва, особенно при сварке изделий, вращающихся с рабочей скоростью сварки.
В качестве токоподводящего устройства в конструкциях сварочных кантователей могут быть использованы металлоконструкция машины и специальные устройства — внешние и встроенные.
Использование в качестве обратного провода металлоконструкций машины ведет в результате электроэрозии к повышенному износу подшипниковых узлов и элементов зубчатых передач. Для предотвращения электроэрозии в зубчатых передачах и подшипниковых узлах стремятся к увеличению пятна контакта сопрягаемых деталей за счет увеличении ширины и модуля зубчатых колес, применения подшипников и других деталей больших габаритных размеров. Это приводит в конечном счете к неоправданному увеличению габаритных размеров машины и ее массы.
Это приводит в конечном счете к неоправданному увеличению габаритных размеров машины и ее массы.
К недостаткам внешних токоподводящих устройств относится необходимость закрепления их на каждом свариваемом изделии.
К числу современных конструкций токоподводящих устройств относятся встроенные устройства со скользящим контактом по вращающимся элементам рабочего органа машины.
Механизм вращения выполняют с ручным, электромеханическим, пневматическим и реже гидравлическим приводом.
Манипуляторы с ручным приводом применяют для полуавтоматической сварки легких металлоконструкций. С целью повышения стабильности скорости вращения планшайбы со свариваемым изделием в кинематической цепи привода предусматривают самотормозящую передачу.
Компоновки кинематических цепей привода вращения планшайбы различают по месту расположения самотормозящей (червячной) передачи. Самотормозящую червячную пару располагают либо в начале, либо в конце кинематической цепи. Предпочтительной считается схема расположения червячной пары в начале кинематической цепи.
Конечная передача у большинства манипуляторов выполняется открытой. В отечественных манипуляторах чаще всего применяют передачу с внутренним зацеплением, так как она имеет меньшие габаритные размеры и лучше защищена от попадания грязи.
Регулирование необходимой скорости сварки осуществляется или сменными шестернями, или бесступенчатым регулированием с помощью вариаторов, или же изменением частоты вращения электродвигателя постоянного тока.
С применением бесступенчатого регулирования открываются более широкие технологические возможности использования оборудования.
Привод наклона планшайбы является наиболее нагруженным механизмом. Наибольшие технологические возможности имеют манипуляторы с поворотной рамой и манипуляторы кольцевого типа с углом поворота изделия на 360o в двух плоскостях.
Манипуляторы с секторными и рычажными механизмами наклона наиболее компактны, максимальный угол наклона планшайбы 90—135o. Наряду с зубчатыми секторами могут быть рекомендованы секторы с натянутой на них цепью.
Механизм подъема планшайбы выбирают в зависимости от грузоподъемности и требуемой величины вертикального хода планшайбы.
Подъем планшайбы может быть осуществлен:
- перемещением при помощи цеховых механизмов (кранов) на направляющей колонне с фиксацией в нужном положении переставными штырями;
- автономным ручным, электромеханическим или гидравлическим приводом с использованием в качестве исполнительных устройств передачи винт — гайка, реечкой или зубчатой nepедачи.
Наиболее целесообразным является механизм подъема с вертикальным ходом и электромеханическим приводом — одним винтом на двух колоннах, двумя винтами на двух колоннах.
В мелкосерийном производстве для выполнения сборочно-сварочных операций, зачистки сварных швов и исправления дефектов сварного шва, выявленных при контроле, применяют одностоечные кантователи с ручным приводом поворота изделия.
Источник: Евстифеев Г.А. «Средства механизации сварочного производства»
виды роботов для сварки, принципы работы
Во всех производственных отраслях важно, чтобы детали изделий были соединены качественно и быстро. Особенно, когда дело касается крупных конвейерных производств.
Этот фактор влияет на производительность предприятия: чем быстрее по конвейеру продвигаются изделия, тем их больше можно сделать. А значит — получить большую прибыль. Промышленные сварочные роботы созданы как раз для таких целей. Основные преимущества установки роботизированной техники для сварки:
Основные преимущества установки роботизированной техники для сварки:- вывод человеческой рабочей силы из зоны сварки.
- автоматизация производства, снижение издержек.
- повышает производительность.
Виды и бренды роботов для сварки
Сварочный робот — автоматизированный аппарат, выполняющий функции сварщика. Наиболее часто используют манипулятор для сварки — это роботизированная рука, на фалангах пальцев которой находятся сварочные головки. Такие механизмы могут поднимать как мелкие, так и крупные детали (ограничение по весу составляет 25 кг).
Каждая подобная рука оснащена пультом управления, на котором предустановлено специальное программное обеспечение. Оно может быть своё для каждого типа сварки. Сварочные роботы различаются следующим образом (по принципу методик сваривания):Точечная контактная сварка.
 Сварочный манипулятор этого типа оснащен специальным клещами и имеет от 5 степеней подвижности.
Сварочный манипулятор этого типа оснащен специальным клещами и имеет от 5 степеней подвижности.Дуговая. Как и ручная, роботизированная сварка может проводится с помощью электродов, установленных на сварочные головки. Электроды при этом могут быть из разных материалов: металл, вольфрам, графит. Для разных видов производства применяют различные материалы. Например, манипуляторы с металлическими стержнями отлично подходят для сваривания автомобильных деталей.
Трение с перемешиванием. В этом случае манипулятор оснащен специальным креплением, в котором находится вращающийся стержень. Этот инструмент сваривает детали, медленно погружаясь в их стык и перемещаясь вдоль него.
Ультразвук. Этот тип сварки используется в роботах со специальным инструментом, включающим генератор ультразвука, волновод и сварочную иглу. С его помощью можно соединять детали интегральных микросхем.
Плазменный метод, при котором устанавливают оборудование, направляющее струю плазмы на свариваемую поверхность.
Такой тип сварки подходит для работ, в которых используется сложно свариваемый металл.Лазер. Роботы, на которых установлены лазерные инструменты, умеют выполнять высокоскоростную, точную сварку.
 Сварочный манипулятор этого типа оснащен специальным клещами и имеет от 5 степеней подвижности.
Сварочный манипулятор этого типа оснащен специальным клещами и имеет от 5 степеней подвижности. Такой тип сварки подходит для работ, в которых используется сложно свариваемый металл.
Такой тип сварки подходит для работ, в которых используется сложно свариваемый металл.Есть производители, которые выпускают гибридные модели — в них сочетаются несколько методов соединения металлических деталей.
В настоящее время промышленных сварочных роботов на рынок выпускают следующие производители:
- японские компании Fanuc и Otc daihen;
- немецкий концерн Kuka;
- американская компания MOTOMAN Robots (дочерняя от yaskawa).
Как работает сварочный робот
Самые простые роботы для сварки работают по заранее заданной программе. Более сложные могут обучаться в режиме онлайн, но для этого нужен опытный оператор.
Также есть роботизированные установки, учитывающие информацию, которая поступает с различных датчиков. Для этого используются такие системы, как: техническое (машинное) зрение, силомоментное очувствление, лазерный дальномер. Особенности применения сварочных роботов:
Особенности применения сварочных роботов:Возможность работы бесперебойно. Современные электронные схемы, внедренные в роботизированную технику, позволяют добиться бесперебойной работы даже при нестабильном напряжении.
Позиционирование деталей. Роботы позиционируют детали без участия человека, улучшая таким образом качество стыка.
Исключение человеческого фактора. Все подготовительные и рабочие операции выполняет автоматизированный манипулятор. Он может зачищать металл, снимать фаски, резать материал. Механическая рука при этом надежно фиксирует детали.
Повысьте производительность предприятия
Автоматизация сварки — это процесс, который улучшает качество работы производственной линии и ускоряет процесс выпуска продукции. Внедряя роботизированную сварку на предприятии, собственник экономит на рабочей силе и повышает производительность работ, уменьшая количество выпускаемого брака.
Сварочные манипуляторы | WALDUN
Сварочный манипулятор — полное руководство по часто задаваемым вопросамСварочная промышленность располагает большим количеством оборудования и технологий для облегчения процесса. Есть сварочные манипуляторы, сварочные позиционеры, вращатели и так далее.
Среди них сварочный манипулятор считается самым эффективным оборудованием. Мы узнаем почему, в конце этой статьи.
В этом справочнике часто задаваемых вопросов вы узнаете все о сварочных манипуляторах. Мы обсудим, что это такое, чем они отличаются от другого оборудования, как вы можете использовать их в своих интересах и тому подобное.
Это технология, которая помогает в процессе сварки, перемещая сварщика над заготовкой.
Сварочные манипуляторы — это лишь часть многих достижений в области сварки.
Как работает сварочный манипулятор?Вы можете максимально полно понять, как работает сварочный манипулятор. На самом деле все просто.
Его цель — приблизить сварочную головку к заготовке; это позволит вам добраться до деталей и участков, доступных высококвалифицированному сварщику.
Проще говоря, это позволяет и увеличивает грузоподъемность сварщика, так что он приближается к заготовке или свариваемой детали.
Что такое сварочный манипулятор колонны и стрелы?Это разновидность сварочного манипулятора, состоящая из сварочной стрелы и стойки.
Колонна — это то, что помогает удерживать заготовку на месте, чтобы сварщик мог с ней работать.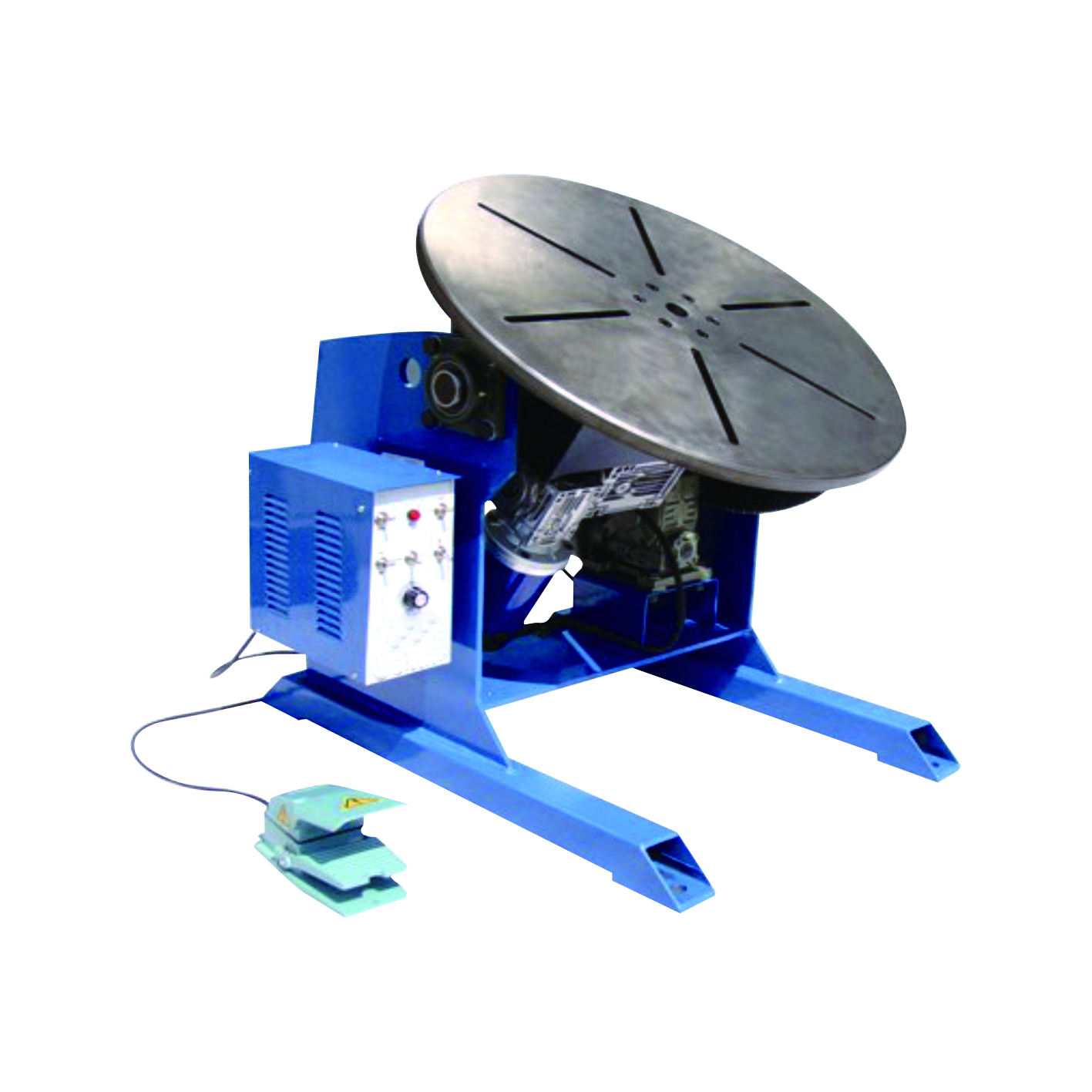 Сварочные штанги — это деталь, которая помогает полностью покрыть свариваемую область.
Сварочные штанги — это деталь, которая помогает полностью покрыть свариваемую область.
Это идеальный аппарат, который можно использовать при сварке в любых положениях. В основном он используется для сварки сложных деталей конкретной машины или оборудования.
Что такое сварочный позиционер?Это также сварочный аппарат, с помощью которого можно автоматизировать перемещение заготовки.
Многие путают сварочные позиционеры и сварочные манипуляторы, когда на самом деле это два разных оборудования.
Нет, сварочный манипулятор — это не то же самое, что сварочный манипулятор; на самом деле они очень разные.
Вы можете использовать сварочный позиционер, если хотите, чтобы заготовка оставалась на месте. Вы можете использовать сварочный манипулятор, если хотите достичь удаленных положений и углов.
Таким образом, сварочный позиционер перемещает заготовку, а сварочный манипулятор перемещает сварочную головку.
У них одна цель — помочь вам с вашим сварочным проектом.
Однако на самом деле у них разные и разные функции и операции.
Почему вам следует использовать сварочный манипулятор?Сварочные манипуляторы помогут вам в любом сварочном проекте. Если у вас есть сварочные проекты, которые сложно выполнить, сварочные манипуляторы могут вам помочь.
Даже у самого опытного и талантливого сварщика будут ограничения; вот для чего нужны сварочные манипуляторы.
Кому нужен сварочный манипулятор?Вам понадобится сварочный манипулятор, если у вас есть далеко идущий проект. То есть, если есть области, недоступные обычному сварщику, может помочь сварочный манипулятор.
Фактически, сегодня во многих сварочных проектах почти все сварщики предпочитают использовать его из-за его простоты.
Что такое Сварочная стрела?Это аппарат, который обеспечивает покрытие всей зоны сварки. Это компонент сварочного манипулятора, позволяющий сварщикам работать в труднодоступных местах и под углами.
У разных сварочных штанг от разных компаний свои функции. Итак, вам нужно знать, какой из них вам подходит, а какой нет.
Что такое Колонно-стреловая машина?Это своего рода сварочный манипулятор, который поможет вам со многими видами сварки.
Стрела — это сварочный рычаг или сварочный удлинитель. Он проникает далеко от заготовки, помогая сварщикам легко выполнять сложные сварные швы.
Колонна — это машина, в которой стрела может перемещаться вверх и вниз, которая устанавливается на землю.
Вы можете использовать их для обработки деталей от трудных до больших, труднодоступных и т.п.
Вот краткое видео о том, что такое сварочный аппарат для колонн и стрел:
Как работает сварочный аппарат для колонн и стрелы?Он функционирует как тип аппарата, который может выполнять сварку за вас.
Даже если вы используете ручную колонну и стрелу, сварщикам не придется держать сварочную головку. Машина закреплена на земле с помощью колонны, и только стрела движется.
Сварочная стрела
Дизайн и конструкцияКонструкция сварочной стрелы тесно связана с конструкцией манипулятора-робота.
Это аппарат, который постоянно перемещает сварочную головку ближе к поверхности детали. Обычная конструкция сварочной стрелы будет включать:
- Качание дуги стрелы
- Стойка
- Коробка передач и основание коробки передач
- Мотор стрелы
- Кабельная цепь
Это основные части сварочной стрелы; если один отсутствует, он может не работать и работать.
Колонна и стрела — это не сварочный позиционер, потому что они не перемещают заготовку.
Он считается сварочным манипулятором, потому что стрела движется.
Его основная функция — подавать сварочный материал к заготовке.
Часто сварочный позиционер используется со сварочным манипулятором на колонне и стреле.
Он удерживает заготовку на месте и выполняет работу по ее позиционированию.
Механические детали сварочного аппарата для колонн и стрелыКолонну и стрелу можно разделить на четыре (4) части: колонну и стрелу, основание и каретку. У каждого из них есть свои части.
Основные механические части колонно-стреловой машины включают:
Столбец- Редуктор для колонн и подъемников
- Стойка безопасности и подъема колонны
- Концевые выключатели
- Кронштейны
- Нападающие колонны
- Шестерня возвышения
- Мотор
- Вал
- Концевой выключатель
- Кабельные Цепи
- Регулирующая пластина (коробка передач)
- Ноги (Коробка передач)
- Шестерня стрелы
- Стойка
Сварочные аппараты для колонн и стрелы имеют много электрических деталей. Но вот детали, которые наиболее часто используются и пользуются спросом:
Но вот детали, которые наиболее часто используются и пользуются спросом:
- Инвертор двигателя стрелы
- Реле
- Терминалы
- Трансформатор
- 1, 2 и 3 полюсные автоматические выключатели
- Кнопка аварийного останова
- Клеммы заземления
- Контактор
- Держатели предохранителей
Детали сварочного аппарата для колонн и стрелы зависят от производителя.
Преимущества использования сварочного аппарата для колонн и стрелыВы можете получить много преимуществ, если используете сварочный аппарат для колонн и стрел.
Но преимущества будут вращаться вокруг безопасность ваших сварщиков, и эффективность проекта. К наиболее распространенным из них относятся:
- Высокое качество сварных швов, в том числе сложных и ответственных.
- Гибкость и универсальность сварного шва
- Более высокая и лучшая производительность
- Безопасность сварщика и персонала
- Снижение утомляемости сварщика
- Уменьшенная площадь пола
- И многое другое
Вы можете работать с самыми разными заготовками, особенно с тяжелыми и сложными.
Вы сможете работать с трубами, резервуарами и сосудами, даже с угловыми деталями.
Сварочные аппараты для колонн и стрелы могут помочь, пока это создает проблемы для вашего сварщика!
Какую сварку можно выполнять с помощью колонно-стреловой машины?Многие люди этого не знают, но они могут выполнять множество различных сварочных процессов, используя сварочные аппараты для колонн и стрел.
Дуговая сварка под флюсом или под флюсом — не единственное сварочное решение, оно также может включать:
- Газовая вольфрамовая дуговая сварка (GTAW) или сварка TIG
- Газовая дуговая сварка металла (GMAW) или сварка MIG
- Дуговая сварка порошковой проволокой (FCAW)
- Плазменно-дуговая сварка (PAW)
Вот видео о различных типах и видах сварки:
Преимущества использования сварочных манипуляторовМогут ли вам действительно помочь сварочные манипуляторы?
Чтобы дать вам некоторые преимущества, которые вы можете получить, если решите использовать сварочные манипуляторы; вот некоторые из наиболее распространенных:
Лучшая и быстрая производительностьИспользование машин действительно может повысить вашу общую производительность. Это может помочь вам получить больше мобильности во время проектов и операций.
Это может помочь вам получить больше мобильности во время проектов и операций.
Пока машины работают со сварным швом, вы можете продолжить и заняться другими частями проекта. Вы можете подготовить следующую рабочую нагрузку, переключиться на другую рабочую станцию и так далее.
Более безопасные процедуры сваркиСварочные манипуляторы имеют комплекты безопасности и ремни, которыми можно закрепить заготовки. Кроме того, колонну и стрелу можно безопасно разместить и закрепить в фиксированных местах.
Кроме того, это безопаснее для вас, потому что вы можете расслабиться и посмотреть, как сварочный манипулятор выполняет свою работу.
Может автоматизировать ваши сварочные процессыСварочные манипуляторы запрограммированы на работу так же, как и опытный сварщик.
В основном это означает, что вы можете автоматизировать и разрабатывать сварочные процессы и процедуры.
Лучший контроль сваркиБлагодаря компьютерам вам будет разрешено больше контролировать определенные факторы. Эти факторы включают, но не ограничиваются:
Эти факторы включают, но не ограничиваются:
- Скорость сварки
- Текущий
- напряжение
- Вход и выход энергии
- Перемещение товаров
- И так далее
Это лишь некоторые из основных преимуществ сварочных манипуляторов. Их гораздо больше, и они будут зависеть от цели и задачи вашего проекта.
Цена на сварочные манипуляторыЦена на сварочные манипуляторы будет зависеть от производителя. Кроме того, это будет зависеть от того, будете ли вы покупать продукцию OEM или ODM.
Однако вы можете ожидать, что его цены будут выше $5,000; и это общая сумма. Вы можете попробовать найти на рынке производителей сварочных манипуляторов.
Все, что меньше, может не иметь того качества или даже той функциональности, которую вы ищете.
Как выбрать сварочный манипулятор, который мне следует использовать?Сварочные манипуляторы значительно дополняют процесс сварки.
Сварочный манипулятор с позиционером для облегчения сварки
Вот почему вы должны выбрать лучшую и наиболее подходящую машину для вашего проекта.
Но как выбрать один? Чтобы иметь возможность успешно приобрести манипулятор для своего бизнеса, необходимо учитывать следующие моменты:
Система управления сварочным манипуляторомКакой тип системы управления предлагает конкретный сварочный манипулятор?
Знать это важно, потому что это будет система управления вашей будущей машиной.
Регулировка сварочной головкиОчень важно знать, как отрегулировать сварочную головку манипулятора. Это напрямую зависит от типа материала или результата, который вы ищете.
Если вам нужно сварить конструкцию высотой более 10 футов, вам понадобится манипулятор, который сможет достичь этой высоты.
Источник питания сварочного аппаратаЗнаете ли вы, что выбор правильного источника питания может помочь вам сэкономить много денег?
Существуют инверторные двигатели постоянного тока и трансформаторы, которыми вы можете воспользоваться.
Поскольку ваши манипуляторы будут активироваться и включаться на долгие часы, важно учитывать его мощность и источник.
Выбор сварочного манипулятора на самом деле не является сложной задачей, к этому нужно отнестись серьезно, потому что он может дополнить преимущества и выгоды, которые может иметь ваша компания.
Существуют ли ручные сварочные манипуляторы?Да, вы можете приобрести ручные сварочные манипуляторы на рынке.
Изображение, как выглядит ручной или стационарный сварочный манипулятор
Фактически, механизированные или автоматические манипуляторы можно настроить и использовать также как ручной манипулятор.
Однако зачастую лучше использовать сварочный позиционер; особенно если у вас есть ручной сварочный манипулятор.
Это позволит сделать вашу работу проще, гибче и качественнее.
Ручной сварочный манипулятор и автоматический сварочный манипуляторРучные сварочные манипуляторы — это манипуляторы с застоявшейся сварочной головкой.
Как выглядит сварочный манипулятор с автоматическим или компьютерным управлением
С другой стороны, автоматические манипуляторы — это манипуляторы, управляемые компьютером.
Разница заключается в движении луча. Если сварочную головку необходимо перемещать вручную, вы можете рассматривать ее как ручной манипулятор.
Автоматические сварочные манипуляторы — не всегда лучший выбор. Фактически, ручные манипуляторы также широко востребованы на рынке.
Что такое сварочный позиционер с регулируемой скоростью?Приводы с переменной скоростью или VSD — это устройства, которые могут изменять скорость двигателя с фиксированной скоростью.
Сварочный позиционер, скорость вращения которого можно изменять в зависимости от вашего конкретного проекта.
Проще говоря, это похоже на инструмент, который может помочь вам изменить работу мотора.
Следовательно, сварочные позиционеры с регулируемой скоростью — это сварочное оборудование, в котором вы можете изменять скорость двигателя — независимо от того, является ли он двигателем с фиксированной скоростью или обычным модифицируемым двигателем.
Какова обычная грузоподъемность сварочного манипулятора?Грузоподъемность сварочных манипуляторов варьируется от машины к машине.
Изображение сварочного манипулятора, выдерживающего большую нагрузку
Есть небольшие манипуляторы, которые выдерживают только около 300 кг силы. С другой стороны, вы можете приобрести сверхмощные сварочные манипуляторы, способные выдержать более тонны силы.
Грузоподъемность будет зависеть от размера машины и ее размера.
Как определить размер сварочного манипулятора?
Рабочий проверяет и оценивает сварочный манипулятор
Вы можете выбрать размер сварочного манипулятора и переключить две (2) разные категории аппарата:
- Грузоподъемность
- Вылет и подъем
Сварочный манипулятор будет иметь различную грузоподъемность, из которой вы можете выбирать.
Фактически, вам нужно будет учитывать все веса, такие как оператор, поперечные салазки, сварочное оборудование и т. Д.
Вылет и подъемИ вылет, и подъемная сила различаются горизонтальным и вертикальным расположением дуги.
Кроме того, существуют минимальные и максимальные размеры, в зависимости от диапазона, в котором может работать сварочный манипулятор.
Что такое 3-осевой сварочный манипулятор?3-х осевой относится к количеству движений, которые может выполнить конкретный сварочный манипулятор.
3-осевой сварочный манипулятор с числовым программным управлением (ЧПУ)
Если 2-осевые сварочные манипуляторы выполняют два (2) движения, значит, 3-осевые станки могут выполнять три (3).
Вы можете использовать 3-осевые сварочные манипуляторы для выполнения всех операций по окружности. Вы сможете выполнить даже самые сложные сварные швы.
Технические характеристики сварочного манипулятора, который необходимо приобрестиПрежде чем решить, какой сварочный манипулятор использовать, вам необходимо обратить внимание на его характеристики.
Вот некоторые факторы, которые необходимо знать перед покупкой манипулятора:
- Эффективный ход вертикальной стрелы в мм
- Подходящий диаметр цилиндра в мм
- Скорость подъема и опускания поперечной стрелы в м / мин
- Скорость выдвижения поперечной стрелы в м / мин
- Эффективный ход поперечной стрелы в мм
- Скорость движения тележки вперед и назад в м / мин.
Это общие характеристики, которые следует учитывать перед покупкой манипулятора. Знание этого может во многом помочь вам в выборе лучшего оборудования для вашего проекта.
Как сварочный манипулятор может повысить производительность?Одним из преимуществ использования сварочных манипуляторов является то, что они повышают общую производительность.
Металлическая сварка крупным планом фото. Сварка в действии.
С манипулятором сварщику больше не нужно приближаться к заготовке.
Сварочные манипуляторы помогают повысить производительность вашего производства за счет:
- Позволяет контролировать скорость подачи проволоки, напряжение, ток и т. Д.
- Помочь сварщику расслабиться во время сварки — вы можете назначить его для других задач
- Уметь выполнять даже самые сложные задачи
Чаще всего продавцы сварочных манипуляторов немедленно раскрывают информацию о своей машине.
Например, если машина немного используется, это будет очевидно; или если он использовался несколько раз и т. д.
Где взять сварочные манипуляторы?Создателей и производителей сварочных манипуляторов на рынке очень много. Но если вы хотите работать с лучшими, вам нужно подумать о Валдуне.
Компания Waldun уже много лет поставляет отличные и качественные сварочные манипуляторы. Наши продукты изменили бизнес наших клиентов, улучшив его невообразимым образом.
Не соглашайтесь на меньшее, ища сварочный манипулятор. Работайте с Waldun и ожидайте самого лучшего и самого высокого качества сварочных манипуляторов, которые только можно найти на рынке!
| ||
Манипуляторы сварочные — Энциклопедия по машиностроению XXL
Система управления аппарата обеспечивает ручное и автоматическое управление циклом сварки и настроечные операции, а также возможность запоминания траектории соединения и многократное ее воспроизведение при многопроходной сварке. В качестве манипулятора сварочно-транспортного перемещения использованы модули вертикального 5 и горизонтального перемещений 4 из комплекта узлов аппарата общего назначения дополненные датчиками положения, которые обеспечивают работу систем запоминания. [c.73]Следует отметить агрегатно-модульный принцип создания таких комплексов. В качестве модулей в них выступают унифицированные модули прямолинейного и кругового перемещений, сварочные аппараты, головки, горелки, комплектные манипуляторы сварочных аппаратов, головок, горелок, манипуляторы изделий, несущие конструкции, транспортные средства, средства управления. [c.116]Модульная система УД 375, разработанная в ИЭС им. Е. О. Патона для компоновки специализированных манипуляторов сварочного инструмента (горелки, клещей) в прямоугольной системе координат, состоит из минимального числа модулей пяти прямолинейного перемещения и двух вращения (рис. 2.7). В модулях применены корпусные детали простой конструкции, зубчато-реечная передача для преобразования вращательного движения в прямо- [c.125]
Манипуляторы изделия по сравнению с манипуляторами сварочного инструмента менее универсальны. Их кинетическая структура и компоновка существенно зависят от формы, размеров и массы изделия, а также от формы и распо ожения линий соединения свариваемых элементов. При сварке на конвейере, например, он отсутствует. Они имеют одну или две ориентирующие степени подвижности, обеспечивающие возможность вращения (поворота) изделия и изменение ориентации оси. При сварке круговых швов с вращением изделия подвижность, обеспечивающая вращение, выполняет переносное движение. [c.127]
Манипуляторы сварочной горелки и изделия установлены на общем основании и служат для их перемещения в пространстве. Манипулятор сварочной горелки имеет станину портального типа, на которой расположены три исполнительных механизма, обеспечивающих линейные перемещения сварочной горелки вдоль осей прямоугольной системы координат. На выходном звене механизма вертикального перемещения установлены два механизма вращения, обеспечивающие ориентирующее движение горелки по отношению к линии шва — поворот вокруг вертикальной оси и наклон в вертикальной плоскости. Манипулятор изделия имеет два механизма вращения, оси которых пересекаются под прямым углом. Механизм с осью вращения, расположенной горизонтально, обеспечивает наклон изделия, а второй — вращение изделия. [c.142]
| Рис. 2.22. Схемы РТК с тремя и более манипуляторами изделий, расположенными по окружности (а), в линию (б) и по обе стороны от манипулятора сварочного инструмента (в) |
Манипуляторы изделия чаще всего выполнены в виде тележек, вращателей, двухкоординатных столов и других устройств с электромеханическим приводом. Манипуляторы сварочной пушки имеют вид шарнирно-рычажных устройств, направляющей траверсы, по которой перемещается каретка с шарнирно закрепленной на консоли сварочной пушкой, двух- и трехкоординатных механизмов прямолинейного перемещения, а также различных самоходных портальных механизмов приводятся в действие от электромеханического привода. [c.346]
Линия автоматическая для пайки печатных плат. … 31 Манипулятор сварочный. .. 35 Отсосы эффективные местные, вмонтированные в конструкцию паяльников. … 34 Полуавтомат для аргоно-дуговой сварки типа АДС-1. .. 34 [c.92]
Для наплавки применяется специальный агрегат, который состоит из манипулятора, сварочной головки, кондукторов для креп- [c.144]
Магнитные сплавы — Режимы аргоно-дуговой сварки 225 Манипуляторы сварочные 153, 154, 353 [c.510]
Манипуляторы сварочные. Типы, основные параметры и размеры [c.462]
Загрузка изделий в сварочную камеру и выгрузка их осуществляется специальным манипулятором. Сварочную пушку можно перемещать вручную поперек стыка в пределах 25 мм. Поворотный стол обеспечивает последовательное перемещение свариваемого изделия в вакуумной камере с позиции загрузки на позиции предварительной откачки, сварки и выгрузки. При этом не происходит разгерметизации сварочной вакуумной камеры, так как между поворотным столом и неподвижной плитой установлен скользящий уплотнитель. Вакуумная система обеспечивает [c.197]
Отечественная промышленность выпускает большую номенклатуру электронно-лучевых установок, предназначенных для конкретной технологии. В зависимости от размеров свариваемого изделия определяют размеры вакуумных камер электронно-лучевых установок. Вакуум в отечественных электронно-лучевых установках составляет 6,7 10 Па. При необходимости электронно-лучевая установка может быть укомплектована манипулятором. Сварочный ток и ускоряющее напряжение определяют тип электронной пушки. [c.198]
Механизмы перемещения сварочного инструмента. Механизмы перемещения сварочного инструмента обеспечивают выполнение всех рабочих и вспомогательных движений в течение операции. Основой группы является однокоординатный модуль, представляющий собой обойму (или суппорт) со штангой, перемещающейся вдоль оси обоймы (направляющих суппорта). При сварке прямолинейного шва, открытого для подхода к нему по прямой, продолжающей линию шва, однокоординатный модуль выполняет все функции манипулятора сварочного инструмента подход к началу [c.176]
Посты для ручной и механизированной сварки металлов и установки для автоматизированной сварки плавлением содержат оборудова]гие, обеспечивающее питание источника сварочной теплоты — электрической дуги, шлаково ванны, электронного или светового луча и т. п. сварочный манипулятор, предназначенный для закрепления и перемещения детали нри сварке, и оборудование, обеспечивающее необходимую защиту свариваемого металла от окисления и загрязнения с помощью флюса, потока или атмосферы защитного газа или вакуума. [c.123]
При ручной сварке различного рода манипуляторы, позиционеры или стенды применяют для сборки и закрепления деталей, подлежащих сварке. Качество сварного шва во многом определяется искусством сварщика, а нри механическом перемещении изделий —- колебаниями скорости их перемеш,ени/г манипуляторами. Защита свариваемого металла обеспечивается покрытием электрода. При применении н е полуавтоматов для дуговой сварки сварочная ванна защищается флюсом или защитным газом, подаваемым через сварочную головку. [c.123]
Часто в камере размещают сварочные манипуляторы на несколько изделий, позволяющие осуществлять их смену, не открывая камеры, это значительно увеличивает производительность уста- [c.157]
Промышленный ропот чаще всего является манипулятором инструмента. В зависимости от его функционального назначения на руке робота закрепляют захватное устройство, сварочные клещи [c.69]
Сварочный РТК включает автоматический манипулятор инструмента, систему управления всем комплексом, позиционер (манипулятор изделия) и сварочное оборудование, сопряженное с системой управления РТК. [c.96]
Фирма Юнимайшен Unimation, США) разработала ряд СТЗ для РТК (см. табл. 7.1). Одна из таких СТЗ применяется в адаптивном РТК для дуговой сварки. Она состоит из телекамеры и осветителя, устанавливаемых на манипуляторе сварочного робота (компоновка глаз на руке ), СТЗ предназначена для самонаведения сварочной головки на линию сварки, которая может сильно отклоняться от программной траектории из-за погрешностей в изготовлении и позиционировании свариваемых деталей. Получаемая видеоинформация о линии сварки используется для соответствующей коррекции программных движений манипулятора. Эту функцию визуального самонаведения выполняет адаптивная система управления РТК, реализованная на базе ЭВМ РДР-11/40. Время обработки видеоинформации колеблется в пределах 100—500 мс в зависимости от сложности свариваемых изделий. Точность визуального самонаведения сварочной головки не превышает 1,2 мм. Другой вариант использования СТЗ в РТК для дуговой сварки описан в п. 5.6. [c.267]
КОРДС-01 состоит из набора модулей, предназначенных для перемещения сварочной горелки и свариваемого изделия, сварочного оборудования и системы управления. Он предназначен для дуговой сварки плавящимся электродом в углекислом газе на постоянном токе изделий из низколегированных сталей при обеспечении точности сборки под сварку в пределах 0,5 мм. В состав набора модулей входят манипулятор сварочного инструмента, устройства горизонтального его перемещения, вращатели, колонны и другая роботная оснастка. Система управления механической частью КОРДС-01 и сварочным оборудованием работает в режиме обучения, в ручном и автоматическом режимах как со сваркой, так и без нее. При обучении информация о положении механизмов и установленных режимах сварки в опорных точках «запоминается» устройством управления, образуя управляющую программу. Комплект оборудования имеет оперативную и долговременную память, что позволяет создать библиотеку необходимых профамм. [c.125]
В состав РТК входят манипулятор сварочного инструмента с угловой системой координат — робот OJ-10 PS, позиционер OJ-10 Р система управления RSP-01 сварочная аппаратура UNIMIG 400 S пятирежимный блок программирования сварочных параметров JPP-5 устройства очистки сопла сварочной горелки светобрызгозащитный экран. Комплекс OJ-10 может комплектоваться средствами геометрической адаптации. [c.143]
Следует отметить, что оператор или загру-зочно-разгрузочное устройство попеременно должен занимать два различных места (это усложняет организацию рабочего места и повышает утомляемость оператора) и действует в рабочей зоне манипулятора сварочного инструмента. Такие РТК целесообразно применять при сварке преимущественно средне- и крупногабаритных конструкций с большим временем сварки и загрузочных, сборочных, прихваточных и разгрузочных работ. [c.143]
БУШ-1. Возможна также передача управляющих команд непосредственно на один из трех сервоблоков координатных шаговых двигателей манипулятора сварочной пушки или свариваемого изделия. При управлении приводом автоматически обеспечивается разгон-торможение шагового двигателя по заданному закону, компенсация зазора механической передачи привода перемещения. [c.364]
В машине МС-41ПЗ-2 использован ультразвук с подогревом, гарантирующий высокое качество сварных соединений. Машина состоит из следующих узлов блока питания логических элементов, блока регулирования температуры, блока питания ультразвукового гене-ратора (УЗГ), аппаратуры управления нагревательной колонки, манипулятора, сварочной головки, педали, кассеты, микроскопа МБС-2. [c.129]
Оснащение рабочего места сварщика — автоматчика или полу-автоматчика — различными вспомогательными механизмами и ириспособлениями (кронштейны, консоли, траверсы, манипуляторы, сварочные стенды и т. п.) пмеет большое значение для повышепия производительности его труда и улучшения качества сварных конструкций. [c.377]
По своему назначению вспомогательное сварочное оборудование разделяется на кантователи, ма ипуляторы-позиционеры, сварочные манипуляторы, сварочные вращатели и роликовые стенды. Кантователи применяются для поворота (кантовки) изделий в удобное для сварки положение. По своей конструкции кантователи разделяются на двухстоечные (ручные и механизированные), одностоечные цепные, кольцевые и кантователи с домкратами. Наиболее широкое применение в промышленности при изготовлении балочных конструкций длиною до 10 м нашли кантователи двухстоечного типа. [c.157]
Станок состоит из сборочного кондуктора с пневматическим механизмом зажатия изделия, сварочного манипулятора, сварочной горелки, системы Д.1Я подвода защитного газа и пускоре-гулируи)Ш,ей аппаратуры. [c.47]
Станок А-595 состоит из сборочного кондуктора с пневматическим механизмом для зажатия изделия, специального сварочного манипулятора, сварочной головки, аппаратуры для подвода защитного газа и пускорегулирующей аппаратуры, смонтированной в станине. [c.129]
Значительно более жесткие требования по точности выполнения устанавливаемых режимов предъявляются к манипуляторам и механизмам перемещения сварочного источника теплоты в автоматизированных установках. Допустимы следуюн(ие колебания скорости перемещения при сварке под флюсом 5% при аргонодуговой сварке тонколистовых металлов 2% в установках для электронно-лучевой и лазерной сварки менее ztl%. Точность установки свариваемых изделий и отклонение положения стыка при сварке не должно нревын1ать 20—25% поперечного размера площади пятна ввода теплоты в изделие, т. е. при сварке под флюсом это составляет J —2 мм при микроплазмен-ной — не более 0,25 мм нри электронно-лучевой и лазерной (в зависимости от диаметра луча) от tO,l мм до 10 мкм. [c.123]
Скорость перемещения луча по детали при сварке — скорость сварки определяется скоростью пepeмeп eния или вращения самой детали или скоростью отклонения луча. Механизмы сварочного манипулятора питаются от блока питания системы перемещения [c.158]
В процессе вы юлнения сбо )очно-сварочных операций робот, как манипулятор инструмента, обычно взаимодействует с манипулятором изделия, позволяюпигм производить сварку всех швов в наиболее удобном пространственном положепип при обе-спеченин доступа горелки к этим швам. [c.78]
Сварочный манипулятор
Современные многофункциональные сварочные манипуляторы — это автоматизированное оборудование, которое позволяет существенно упростить выполнение соединения различных металлических элементов. Сегодня с развитием промышленного производства такие сварочные вращатели получили максимально широкое распространение. Поговорим поподробнее об распространенных сегодня разновидностях сварочных манипуляторов.
Сварочный манипулятор вращатель – универсальная и недорогая техника
Несомненным преимуществом использования подобного оборудования является его универсальность и легкость переналадки. При необходимости внести коррективы в работу таких станков следует только провести перенастройку используемого программного обеспечения. То есть, оператор просто изменяет программу и рабочий инструмент начинает двигаться по другой траектории, соответственно изменяются точки соединения. Модульная конструкция большинства распространенных сегодня манипуляторов позволяет с легкостью изменять конструкцию рабочих инструментов, что обеспечивает проведение различной по своей технологии сварки.
Подобные сварочные манипуляторы могут изготавливаться как в стационарном исполнении, так и в виде компактных мобильных установок. Крупноразмерные стационарные сварочные вращатели широко используются при производстве автомобилей, где с помощью подобной техники свариваются рамы и другие силовые элементы автомобилей. А вот мобильные варианты могут применяться для сварки труб или же полной автоматизации такой работы при необходимости выполнения большой по объему сварки.
Из преимуществ использования такого оборудования можем выделить следующее:
- Универсальность использования.
- Легкость перенастройки.
- Отличное качество соединения.
Сварочные манипуляторы цены и модификации
Подобные модификации принято различать в зависимости от их возможности перемещения в вертикальной и горизонтальной плоскости. Если ранее подобные установки могли перемещаться лишь в вертикальной или горизонтальной плоскости, то современные роботы для сварки имеют множество плоскостей перемещения, что позволяет выполнять сложную многомерную сварку металлических деталей, обеспечивая максимально качественные и долговечные соединения элементов.
Современные модификации такой техники оснащаются специальными системами запоминания и датчиками положения, которые позволяют обеспечить двойной контроль за работой манипуляторов. Наличие такого двойного контроля точности позиционирования рабочего инструмента позволяет обеспечить максимально качественную сварку, что необходимо при соединении силовых конструкций, где малейшее отклонение в расположении точки сварки приведет к существенному снижению показателей жесткости. Все движения рабочего инструмента данного оборудования происходят по заданной заранее программе. Соответственно перепрограммировав блок управления можно задать иное движения сварочного аппарата, что позволяет существенным образом расширить сферу использования такой техники.
Отдельные модификации позволяют вращать изделия со скоростью, равной скорости сварки. Подобное позволяет существенным образом повысить производительность выполняемых работ, при этом повышается качество соединения металлических элементов.
Универсальные и специализированные сварочные манипуляторы
Наибольшей популярностью сегодня пользуются универсальные сварочные манипуляторы, имеющие максимально возможное число степеней свободы, а, следственно, они способны выполнять различные сварочные работы. С помощью такой универсальной техники могут выполнять различные технологические операции. Однако необходимо отметить сложную конструкцию такой техники, что обуславливает высокую стоимость. Использование таких универсальных сварочных манипуляторов целесообразно при необходимости частой сменой типа свариваемых изделий, мелкосерийном и единичном производстве.
Если же на промышленном производстве выполняются однообразные сварочные работы и при этом не требуется выполнять такие соединения в многочисленных точках, имеется возможность использования специализированных манипуляторов, имеющих ограниченное число степеней свободы. Такая техника отличается простотой конструкции и имеет доступную стоимость. Подобное существенно упрощает ее эксплуатацию, перенастройку оборудования и позволяет повысить производительность труда на производстве.
Если же говорить о конкретных разновидностях подобной техники, то можно отметить популярность торцевых сварочных манипуляторов, на которых обрабатываемое изделие закрепляют на планшайбе, после чего выполняется соответствующая пароварка и соединение металлических элементов. Такие торцевые манипуляторы сочетают простоту конструкции, универсальность использования и легкость настройки. Отметим также великолепные показатели грузоподъемности таких торцевых сварочных манипуляторов, что позволяет применять их в тяжелом машиностроении.
ГОСТ 30220-95 Манипуляторы для контактной точечной сварки. Типы, основные параметры и размеры
Текст ГОСТ 30220-95 Манипуляторы для контактной точечной сварки. Типы, основные параметры и размеры
БЗ 3-99
ГОСТ 30220-95
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
МАНИПУЛЯТОРЫ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ
Типы, основные параметры и размеры
Издание официальное
МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
Минск
Предисловие
1 РАЗРАБОТАН МТК 72; Украинским конструкторско-технологическим институтом сварочного производства (УкрИСП)
ВНЕСЕН Государственным комитетом Украины по стандартизации, метрологии и сертификации
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол № 8 МГС от 10 октября 1995 г.)
За принятие проголосовали:
Наименование государства | Наименование национального органа по стандартизации |
Республика Армения | Армгосстандарт |
Республика Беларусь | Госстандарт Беларуси |
Республика Казахстан | Госстандарт Республики Казахстан |
Киргизская Республика | Киргизстандарт |
Республика Молдова | Молдовастандарт |
Российская Федерация | Госстандарт России |
Республика Таджикистан | Таджикгос стандарт |
Туркменистан | Главная государственная инспекция Туркменистана |
Республика Узбекистан | Узгосстандарт |
Украина | Госстандарт Украины |
3 Постановлением Государственного комитета Российской Федерации по стандартизации и метрологии от 4 ноября 1998 г. № 387 межгосударственный стандарт ГОСТ 30220—95 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 2000 г.
4 ВВЕДЕН ВПЕРВЫЕ
© ИПК Издательство стандартов, 1999
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания на территории Российской Федерации без разрешения Госстандарта России
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
МАНИПУЛЯТОРЫ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ
Типы, основные параметры и размеры
Manipulators for contact spot welding.
Types, basic parameters and dimensions
Дата введения 2000—01—01
1 Область применения
Настоящий стандарт распространяется на манипуляторы для контактной точечной сварки (далее — манипуляторы), предназначенные для установки и перемещения сварочного оборудования при контактной точечной сварке плоскостных металлоконструкций.
Требования настоящего стандарта являются рекомендуемыми.
2 Типы и исполнения
2.1 Манипуляторы должны изготавливаться следующих типов:
1 — напольные;
2 — подвесные.
2.2 Манипуляторы должны изготавливаться следующих исполнений: по числу степеней подвижности:
— с одной степенью подвижности,
— с двумя степенями подвижности,
— с гремя степенями подвижности;
по месту размещения источника сварочного тока:
— со встроенным в конструкцию манипулятора источником сварочного тока,
— со встроенным в рабочий орган, установленный на манипулятор, источником сварочного тока,
— с отдельным (вне конструкции манипулятора) источником сварочного тока.
3 Основные параметры и размеры
Основные параметры и размеры манипуляторов должны соответствовать указанным в таблице 1. Обозначения основных параметров и размеров указаны на рисунке 1.
Таблица | 1 | |||||
Номинальная 1рузоподьем-ностъ, кг | Производительность сварки, точек/мин, не менее | Продольный ход рабочего органа 1л, мм, не менее | Поперечный ход рабочего органа Ьг, мм, не менее | Вертикальный ход рабочего органа Li, мм, не менее | Максимальная абсолютная погрешность позиционирования, мм | Скорость перемещения, м/с, не менее |
100 | 40 | 630; | 400; | 100; | 0,5 | 0,5 |
160 | 1000; | 500; | 160; | 1..0 ________ | ||
250 | 30 | 1250; 1600; 2000; 2500; 3150: 4000; 6300; 10000 | 630; 800; 1000; 1250 | 250; 400 | 1,0 | 0,4 |
400 | 30 | — | 1,0 | 0,4 |
Издание официальное
Окончание таблицы 1
Примечания
1 Грузоподъемность включает в себя массу источника сварочного тока и рабочего органа, кроме манипуляторов с отдельным (вне конструкции манипулятора) источником сварочного тока.
2 Производительность соответствует продолжительности цикла сварки не более 0,4 с и расстоянию между сварными точками 20 мм.
[ 3 Грузоподъемность 400 кг применяется только для манипуляторов содной степенью подвижности
/л — продольный ход рабочего органа; h — поперечный ход рабочего органа; /л — вертикальный ход рабочего органа
Рисунок I
Примечание — Рисунок не определяет’конструкцию манипулятора
УДК 621.791.039:62—229.7:006.354 МКС 25.i60.30 Г26 ОКП 38 6244
Ключевые слот: манипулятору номинальная грузоподъемность, скорость перемещения, производительность сварки, сварочный ток, продольный ход, поперечный ход, рабочий орган
Редактор Р.Г.Гоеердовская Технический редактор В.II.Прусакова Корректор М.С.Кабашова Компьютерная верстка АЛ. Золотаревой
Иэд. лид. N° 021007 от 10.08.95. Сдано в набор 23.02.99. Подписано в печать 13.07.99. Уел.печл. 0,47. Уч.-издл. 0,37.
Тираж 246 окз. С 2320. Зак. 252.
И11К Издательство стандартов, 107076, Москва, Колодезный пер., 14 Набрано в Издательстве на ПЭВМ
Филиал ИПК Издательство стандартов — тип. “Московский печатник”, Москва, Лялин пер., 6
Плр № 080102
Как работает сварочный манипулятор
Сварочный манипулятор — это оборудование, которое помогает операторам добраться до любого места, где требуется сварка. Его функция — обеспечить такую же подъемную силу и досягаемость, как у высококвалифицированного сварщика. Итак, как работает сварочный манипулятор?
Каждая деталь сварочного манипулятора сделана так, чтобы стать подходящим компаньоном для ваших операций MIG и сварки сердечником. Столбик в центре имеет на конце приспособление для крепления сварочной головки, которое можно регулировать в соответствии с желаемым углом и длиной.Он также оснащен поворотными роликами для более быстрого маневрирования, но если вы хотите, чтобы он оставался устойчивым во время процесса сварки, вы можете легко затянуть винты на платформе, чтобы надежно удерживать манипулятор.
Однако нельзя ошибаться со сварочным позиционером и сварочным вращателем. Сварочный манипулятор предназначен для перемещения сварочной головки ближе к заготовке, в то время как последние работают над перемещением заготовки ближе к сварочной головке.
Вот демонстрация настройки сварочного манипулятора:
Почему следует выбрать сварочный манипулятор?
В целом сварочный манипулятор повышает производительность труда, обеспечивает большую гибкость и снижает утомляемость ваших сварщиков, при этом обеспечивая стабильное качество сварочных операций.
Обеспечивает большую мобильность во время работы.
Ручные манипуляторы созданы для более быстрого передвижения благодаря встроенным поворотным роликам, в то время как механизированные манипуляторы могут управляться как вручную, так и с компьютера. Переход с одной рабочей станции на другую не займет столько времени и усилий, как раньше. Даже сварщик-одиночка может самостоятельно перенести манипулятор в любую точку цеха.
Обеспечивает более безопасную рабочую среду.
Благодаря регулируемым функциям и ремням безопасности вы можете безопасно перемещать сварочную головку ближе или дальше от заготовки, что позволяет выполнять сварку вдали от зоны нагрева.Он также поставляется с защитными бамперами, чтобы гарантировать безопасность пистолета, стрелы и самого манипулятора во время процесса сварки.
Это идеальное оборудование для автоматизации сварочных работ.
Сварочные манипуляторыработают точно так же, как квалифицированный помощник в вашем цехе, и позволяют выполнять повторяющиеся качественные операции, не требуя большого количества рабочей силы. Например, осциллятор ArcBoss идеально имитирует движения руки человека, обеспечивая стабильное качество без чрезмерной физической нагрузки на оператора.Оператор может даже управлять манипулятором во время сварки с помощью пульта дистанционного управления.
Создан для прочности и долговечности
Большинство сварочных манипуляторов могут работать с тяжелыми грузами. Возьмем, к примеру, ArcBoss. Полностью выдвинутая стрела проверена на вес до 50 фунтов. Вам не придется беспокоиться о неожиданном ослаблении сварочной головки или о постепенном выполнении сварочных работ только потому, что манипулятор не выдерживает такого большого веса или давления.
| Технические характеристики | Сварочный манипулятор колонны и стрелы 4 ‘x 5’ (MNP-600) | Сварочный манипулятор колонны и стрелы 6 ‘x 6’ (MN6-100) | Сварочный манипулятор для колонн и стрелы 9 ‘x 9’ (MN9-300) | Сварочный манипулятор для колонн и стрелы 12 ‘x 12’ (MN12-200) | Сварочный манипулятор колонны и стрелы 16 ‘x 16’ (MN16-100) |
Грузоподъемность (на конце стрелы): | 250 фунтов | 500 фунтов | 500 фунтов | 500 фунтов | 250 фунтов |
| Ход стрелы: | 42 « | 72 « | 108 « | 144 « | 192 « |
| Ход столбца: | 58 « | 72 « | 108 « | 144 « | 192 « |
| Диапазон скорости поворота стрелы: | 5 — 120 дюймов / мин | 5 — 120 дюймов / мин | 5 — 120 дюймов / мин | 5 — 120 дюймов / мин | 5 — 120 дюймов / мин |
| Диапазон скорости поворота мачты: | 5 — 120 дюймов / мин | 5 — 120 дюймов / мин | 5 — 120 дюймов / мин | 5 — 120 дюймов / мин | 5 — 120 дюймов / мин |
| Скорость передвижения автомобиля: | 5 — 120 дюймов / мин | 5 — 120 дюймов / мин | 5 — 120 дюймов / мин | 5 — 120 дюймов / мин | 5 — 120 дюймов / мин |
| Требования к питанию: | 480 В, 3 фазы | 480 В, 3 фазы | 480 В, 3 фазы | 480 В, 3 фазы | 480 В, 3 фазы |
| Масса оборудования: | 4400 фунтов | 7500 фунтов | 8 500 фунтов | 9000 фунтов | 9 500 фунтов |
| Дополнительные системные компоненты: | Сварочные позиционеры, ролики для установки резервуаров, вращатели сосудов, ролики для токарной обработки труб, стойки для труб, ролики для выравнивания труб, системы двойного соединения или линии выращивания | Сварочные позиционеры, ролики для установки резервуаров, вращатели сосудов, ролики для токарной обработки труб, стойки для труб, ролики для выравнивания труб, системы двойного соединения или линии выращивания | Сварочные позиционеры, ролики для установки резервуаров, вращатели сосудов, ролики для токарной обработки труб, стойки для труб, ролики для выравнивания труб, системы двойного соединения или линии выращивания | Сварочные позиционеры, ролики для установки резервуаров, вращатели сосудов, ролики для токарной обработки труб, стойки для труб, ролики для выравнивания труб, системы двойного соединения или линии выращивания | Сварочные позиционеры, ролики для установки резервуаров, вращатели сосудов, ролики для токарной обработки труб, стойки для труб, ролики для выравнивания труб, системы двойного соединения или линии выращивания |
Сварочные манипуляторы — Redrock Automation
ПОЛЬЗУЙТЕСЬ ПРЕИМУЩЕСТВАМИ СВАРОЧНЫХ МАНИПУЛЯТОРОВ ДЛЯ ВАШЕЙ РАБОЧЕЙ СИЛЫ
- Более безопасные рабочие процессы на заготовке любого размера
- Моторизованные передвижные тележки для более быстрой производительности
- Повышенная эргономика для рабочих и повышение производительности
- Дублирование работы высококвалифицированных сварщиков с менее опытными сварщиками
- Повышенная безопасность оператора: все наши сварочные манипуляторы оснащены цепной передачей с поперечным рычагом и устройством предотвращения падения для максимальной безопасности. досягаемость
- Может быть интегрирована в любые сварочные процессы для автоматизации сварочных процессов, ускорения производства и снижения эксплуатационных расходов.
Сварщики любого уровня квалификации смогут производить качественную отделку с улучшенной производительностью, безопаснее и с минимальными требованиями к механической доработке. В наших манипуляторах ручное управление заменяется механическим, что позволяет сварщикам сосредоточиться на том, что у них получается лучше всего — впервые в любом месте производить сварные швы (как продольные, так и продольные швы) в любом месте на деталях любого размера и формы.
Диапазон размеров, множество функций на выбор и все конфигурации настраиваются в соответствии с вашими требованиями.
ПОЧЕМУ МАНИПУЛЯТОРЫ REDROCK — ВАШ ЛУЧШИЙ ВЫБОР
Redrock — ведущие поставщики оборудования для автоматизации сварки, предназначенного для интеграции во многие приложения в различных секторах. Наши машины сконструированы с высокой точностью, чтобы предложить самое надежное решение для полуавтоматических и полностью автоматизированных сварочных процессов.
Сотрудничество с отраслевыми экспертами в области оборудования для автоматизации сварки дает вам надежное оборудование, минимальное время простоя, более безопасные рабочие процессы и квалифицированных консультантов, к которым вы можете обратиться для настройки, адаптированной к вашим процессам.
Redrock всемирно известны тем, что поставляют качественную продукцию вовремя и в рамках бюджета. Мы специализируемся на проектировании и производстве качественной строительной техники.
У нас есть склады по всему миру, все с высококвалифицированными инженерами, знающими консультантами и мотивированной командой, готовой помочь вам оптимизировать процессы.
Руководство по сварочным манипуляторам
Типы сварочных манипуляторов
Сварочные манипуляторы помогают компаниям, имеющим сварочное оборудование, повысить производительность и рентабельность за счет сокращения времени простоя и увеличения скорости сварки.Сварочные манипуляторы относятся к любому аппарату, с автоматическим или ручным управлением, который помогает в процессе сварки. Тремя наиболее распространенными типами сварочных манипуляторов являются поворотные сварочные манипуляторы, ролики и сварочные аппараты на колоннах и стрелах. У каждого из них своя специализация и назначение при сварке, и их часто можно использовать в тандеме друг с другом.
Ротационные сварочные манипуляторы
Ротационные сварочные позиционерыпредназначены для удержания детали или сварной детали за один конец и ее вращения, чтобы сварщики или сварочные аппараты могли получить доступ к любой области, которая должна быть сварена.Они бывают всех форм и размеров, самые простые типы позиционеров имеют только одну ось движения или вращения, в то время как некоторые имеют целых четыре или пять. Они часто соединяются с задней бабкой, которая поддерживает другой конец детали, которую они сваривают, особенно для более длинных или тяжелых деталей. Эти позиционеры, особенно с тремя или более осями, теоретически могут позиционировать даже самые сложные детали и детали странной формы, так что сварщику будет легче получить доступ к областям, требующим сварки.
Чтобы узнать больше о сварочных позиционерах, в том числе ротационных сварочных позиционерах, перейдите к нашему руководству здесь!
Ролик
Роликивыполняют ту же задачу, что и ротационные сварочные позиционеры, однако вместо того, чтобы поддерживать сварную конструкцию или деталь с любого конца, сварная деталь располагается на роликах и маневрируется или «катится», так что сварщик имеет доступ к любым поверхностям, требующим сварки. . Из-за этой конструкции детали должны быть цилиндрическими, чтобы их можно было катать, а это означает, что ролики обычно ограничиваются работой с такими деталями, как трубы и цилиндрические резервуары для хранения.Многие трубы, поддерживаемые роликами, имеют очень большой диаметр, а это означает, что передней или задней бабке ротационного сварочного позиционера будет сложно удерживать свой конец, что делает ролики идеальной альтернативой, когда ротационные сварочные позиционеры не могут поддерживать определенную часть.
Пример — Сварочные ролики
Колонна и стрела
Манипуляторы с колонной и стрелой удовлетворяют другие потребности, чем ролики и ротационные сварочные манипуляторы в автоматизированных установках, удерживая сварочную горелку вместо сварного изделия.Они часто сваривают детали, которые поддерживаются либо поворотными позиционерами, либо роликами, и в основном имеют две степени свободы: перемещение по вертикали и в одном направлении по горизонтали, а некоторые из них также могут вращаться вокруг своего основания. Часто они также могут контролировать угол наклона горелки и расстояние от сварочной поверхности. Они могут различаться по размеру от нескольких футов в высоту и ширину до нескольких этажей в зависимости от области применения. Как правило, при работе с ротационным сварочным позиционером требуются колонны и стрелы меньшего размера, тогда как при работе с роликами это обычно делается на трубах и резервуарах очень большого диаметра, что требует очень больших колонн и стрел.
Пример — сварочный манипулятор колонны и стрелы
При попытке сократить время простоя и повысить производительность покупка сварочных манипуляторов, подходящих для работы компании, может значительно повысить уровень производства. Роликовые и поворотные сварочные позиционеры упрощают для сварщиков-людей или сварщиков-автоматов, таких как блоки колонн и стрел, доступ к позициям сварки и более быструю сварку. Автоматические сварочные аппараты, включая колонны и стрелы, также могут сваривать быстрее, чем человек, и не утомляются и не нуждаются в перерывах, как люди.Автоматизация с помощью сварочных манипуляторов улучшит качество и стабильность, а также максимизирует производительность.
Чтобы узнать больше о сварочных позиционерах, посетите наше руководство здесь.
Сварочные манипуляторы — Мы отправляем бывшие в употреблении манипуляторы по всему миру
Сварка Манипуляторы представляют собой конструкции или устройства, состоящие из колонны со стрелой, часто снабженной сварочной головкой, для обеспечения постоянной и устойчивой сварки в мастерских и в промышленности.Другие распространенные названия сварочных манипуляторов: Манипулятор со сварочной головкой и Сварочный манипулятор со стойкой и стрелой .
N.B .: Термины сварочные манипуляторы и сварочные позиционеры {ссылка на страницу Сварочные позиционеры } используются в произвольном порядке для установок и устройств, которые помогают сварщику работать с тяжелыми деталями или деталями нестандартных размеров.
Применение сварочных манипуляторов
Для крупных производственных цехов и промышленных предприятий сварочный манипулятор на колонне и стреле может быть экономичным решением и заменить высококвалифицированных сварщиков.Сварочные манипуляторы доступны в различных размерах и мощностях. От практичных мобильных устройств до обширных конфигураций, установленных на полу.
Разнообразие конфигураций:
- Высота подъема
- Грузоподъемность
- Монтаж сварочного оборудования различных типов (например, дуга под флюсом)
- Вылет вручную или подъем шестерни
- Тележка с ручным или редукторным приводом
Большинство конфигураций настраивается в сочетании со сварочными позиционерами {ссылка на страницу Сварочные позиционеры } и / или сварочными вращателями {ссылка на страницу Сварочные вращатели }.Например, манипулятор с устройством для дуговой сварки под флюсом над вращателем трубы.
Инвестиции в устройство позиционирования
Прежде чем вкладывать средства в конфигурацию колонны и стрелы, подходящую для выполняемых сварочных работ, сначала обратите внимание на следующие моменты:
- высота и вес свариваемых деталей на
- вылет (положение сварочной головки) над зоной сварки
- место и вес дополнительного сварочного оборудования.Например, сварочный позиционер и система восстановления флюса.
Нажмите здесь, чтобы узнать, какие сварочные манипуляторы мы предлагаем.
Мы отправляем наши бывшие в употреблении манипуляторы и позиционеры по всему миру.
Для получения дополнительной информации о наших бывших в употреблении позициях и манипуляторах,
, пожалуйста, свяжитесь с нами по телефону +31 165 31 78 55 или [email protected]
Сварочные позиционеры и манипуляторы | Новое и бывшее в употреблении На складе
Повысьте эффективность своих сварщиков с помощью сварочного позиционера .С включенной гарантией вы можете выбрать новый, подержанный или отремонтированный сварочный позиционер. Мы обещали душевное спокойствие с качественным оборудованием на продажу, у нас есть запасы на любой бюджет, независимо от его размера.
Просмотрите наш выбор ниже, так как у нас есть товары многих брендов, включая Bode, Britannia, а также в качестве агентов ProArc в Великобритании и Ирландии, мы можем поставить ряд оборудования для позиционирования, включая сварочные поворотные столы, с полной британской поддержкой, обслуживанием и ремонтом.
Имея на складе от 100 кг до 30 000 кг позиционирующие машины , мы можем предоставить или арендовать вам комплект, который поможет как сварщику, так и согласованности вашего сварочного проекта.Мы можем даже отремонтировать ваш существующий сварочный позиционер, если вы не хотите вкладывать средства в новое оборудование. Пока идет ремонт, мы предлагаем ссудный автомат.
Сварочные позиционерыпозволяют легко вращать круглые или трубчатые металлические детали, улучшая сварочные работы и повышая эффективность.
Сварочные работы на трубах могут быть довольно сложными без использования поворотного стола, что также сокращает время и усилия, необходимые сварщику во время работы.
Бренды, которые мы покупаем и продаем, включают, помимо прочего, Bode, ESAB, Pema, Silvistrini, Red-D-Arc, Key Plant, Muller Opalden, Koike, Lincoln
Зачем нужны сварочные позиционеры?
Сварочный позиционер не только сокращает время и усилия сварщика, но и помогает улучшить качество сварки.Высококачественные сварные швы требуют большой концентрации и работы, а этого нельзя сделать, если сварщику приходится постоянно перемещаться по своему рабочему пространству, чтобы занять наилучшее положение.
Сварочный позиционер избавляет от необходимости перемещаться, что позволяет создавать более качественные сварные швы за меньшее время.
У нас есть много новых и бывших в употреблении сварочных позиционеров на продажу или в аренду. Пожалуйста, спрашивайте цены и арендные ставки.
Во всем мире этот тип оборудования может также называться настольным позиционером, наклонным позиционером, сварочным поворотным столом, позиционирующим оборудованием SubArc, вращающимся столом или головным прикладом
Вы можете узнать больше об этих приложениях ниже
Настольные или напольные поворотные столы
Разнообразные поворотные столы для напольных сварочных работ варьируются от настольных моделей весом 25 кг до напольных моделей весом более 100 тонн.Производятся даже большие мощности и особые требования, чтобы соответствовать специфическим требованиям изготовления сварных швов и другим производственным требованиям.
Большинство вертушек имеют регулируемую скорость как по часовой, так и против часовой стрелки. В столах чаще всего есть 4 паза, прорезанных в столе, чтобы можно было установить инструменты и приспособления на лицевую сторону стола как на стандартных ручных, так и на полуавтоматических сварочных поворотных столах .
Сварочные столы не наклоняются и работают как ленивая сьюзан, всегда вращающаяся на горизонтальной плоскости.Деталь чаще всего находится в вертикальной плоскости и поворачивается, в то время как сварочная горелка устанавливается в нужное положение с помощью направляющей сварочной головки или манипулятора стрелы вспомогательной дуги. Это позволяет детали вращаться для непрерывной сварки, такой как наплавка или плакирование.
Следует иметь в виду, что поворотные столы чаще всего имеют тот же рейтинг, что и сварочный позиционер, с центром тяжести на расстоянии 6 или 12 дюймов от центра стола и дальше. Это может быть важно, если вы вращаете деталь, вес которой не концентрический.Если вы имеете дело со смещенной нагрузкой, это может привести к отклонению стола или, возможно, к неправильному вращению с одинаковой скоростью. Большинство лицевых панелей поворотного стола разработаны с учетом рекомендованной грузоподъемности поворотного стола. В отличие от поворотного стола поворотный стол для сварочного пола может выдерживать больший вес в зависимости от размера стола, но может вращаться только в горизонтальном положении. Можно использовать столы большего размера, но они должны быть либо толще, либо использовать роликовые опоры такелажа, чтобы свести к минимуму прогиб столов.
Основная функция напольного поворотного стола — позволить сварщику или оператору поворачивать заготовку на 360o для проверки или позиционирования при сварке.Сварочные поворотные столы можно использовать для полировки, окраски и дробеструйной обработки. Напольный поворотный стол также может использоваться для различных применений, помимо сварки, таких как высокоскоростные поворотные столы для нанесения металлического покрытия распылением в ручном или интерпретируемом устройстве для удержания пистолета-распылителя, таком как робот. Preston — Eastin — крупный производитель высокоскоростных поворотных столов для несварочных работ.
В последние годы одной из областей роста потребностей в энергии стала облицовка масляных клапанов, где поворотные столы используются в сочетании со сварочным аппаратом или манипулятором, настроенным для сварки, а затем поворота вверх или вниз.Поворотный столик в полу размещается ниже уровня пола в приямке лицевой панелью на уровне земли. Клапаны прикрепляются к напольному поворотному столу, где они сначала предварительно нагреваются на узле контактных колец специальной конструкции, включенном в конструкцию наших поворотных столов с облицовкой, затем покрываются изнутри, в то время как стол вращается под свариваемой деталью.
Всегда полезно попросить своего опытного специалиста по позиционированию сварки помочь в подборе сварочного стола подходящего размера.Сообщите им, планируете ли вы сварку во время токарной обработки или просто хотите вращать между сварками. Это важно для скорости и затрат. Мы рекомендуем
Bode, Instrument Engineering, ProArc, Murex, ESAB, Pema, MPE, Key Plant, A&N, Pandjiris, Ransome, Aronson, Preston Easton, Instrument Engineering, Co-Weld качественные машины.
Наклонные настольные и напольные сварочные манипуляторы
Сварка круглых труб любого типа или точение — дело сложное. Выполняя гладкий угловой сварной шов в горизонтальном положении, вам придется либо обходить верстак, сохраняя постоянную длину дуги, если вы хотите сделать непрерывный герметичный сварной шов.Такая работа может быть хорошей, если вам нужно всего лишь сваривать несколько деталей. Для более крупных серий производства требуются устройства позиционирования для повышения производительности. Решение состоит в том, чтобы вращать заготовку с помощью вращающихся сварочных позиционеров, таких как версия, называемая настольным или настольным позиционером для небольших цилиндрических деталей, таких как трубы и трубки, с использованием зажимного патрона.
Производителям сварочных аппаратов необходимо сваривать трубы и секции труб при небольших объемах работ и более высоких производственных задачах. Труба к колену, труба к трубе, труба или фланец — все это обычные сварочные операции в производственной среде.Круглые детали, такие как трубы и труба, могут вызвать затруднения при вращении. Например, вы хотите приварить кусок трубы к фланцу. Сначала вы скрепите две части вместе и закрепите сборку на рабочем столе. Чтобы сварной шов выглядел гладким в горизонтальном положении, вам нужно перемещаться по сварочному столу, стараясь поддерживать постоянную длину дуги, если вы хотите сделать качественный сварной шов. Одним из решений этой дилеммы является вращение заготовки за сварочной дугой с помощью вращающегося сварочного позиционера, такого как настольный станок небольшого или среднего размера.Позиционеры столешницы с фиксированным основанием и наклонным сварочным столом — это ответ. Также называется настольными поворотными сварочными позиционерами.
Наклонные позиционеры используют различные варианты наклона, в некоторых используется маховик для бесконечного угла наклона от плоского до 90 градусов. Другие использовали фиксированные положения угла, другие использовали гайку винта с накатанной головкой, чтобы позволить позиционеру наклона более широкий диапазон углов, конструкция маховика — лучшая версия на рынке сегодня. Из всех заданных положений сварки плоское положение — лучший способ обеспечить максимальную скорость перемещения, максимальную скорость наплавки и лучшее проплавление, обеспечивая при этом наилучший внешний вид сварного шва.
Если вы устанавливаете сборку трубы и фланца на стол сварочного позиционера с наклоном на 45 градусов, вы представляете соединение в положении плоской сварки. При соединении двух частей трубы встык, наклоните позиционер на 90 градусов, чтобы достичь того же плоского сварочного положения. Это наиболее распространенный способ соединения секций труб с помощью вспомогательной опоры.
Настольные сварочные позиционерыобычно оцениваются по весу, с которым они могут справиться, с учетом центра тяжести.Чаще всего используются позиционеры размером 25, 50 и 100 кг со сварочным столом. Номинальные значения центра тяжести основаны на центрировании и балансировке заготовки на столе позиционера. Нагрузка рабочего веса — это сварные детали плюс приспособление, используемое для крепления сварного изделия к столу позиционера, инструменту или патрону.
Колено неконцентрическое, несбалансированные нагрузки не представляют проблемы, когда сварочный стол находится в горизонтальном или горизонтальном положении. Когда неуравновешенный груз наклоняется на позиционере и он ускоряется или замедляется, когда консольная нагрузка проходит через положение «12 часов» и «6 часов», позиционер затягивается с недостаточным крутящим моментом или слишком мал для вашей работы или детали.Смещенные детали часто вызывают нагрузку на коробку передач и двигатель из-за недостатка крутящего момента или необходимого крутящего момента для поддержания постоянной скорости вращения. Закрепление груза прямо напротив мешающего зажима может устранить это условие смещения нагрузки, но увеличивает вес и возможные проблемы.
Длинные детали, хотя и идеально сбалансированы, могут вызвать проблемы при наклоне позиционера. Часто превышение номинального центра тяжести позиционера. Это создает чрезмерную нагрузку, которая может оказывать серьезное давление на подшипники вала позиционера.Большинство производителей труб используют люнет или роликовые стойки для поддержки внешнего конца, такие как трубные стойки с двойной роликовой головкой.
Настольные позиционерыприводятся в действие мотор-редукторами, которые обычно приводят в движение вал стола через вторичный механизм вращения или иногда на более дешевых моделях через приводной ремень. Большинство настольных сварочных позиционеров имеют прямое и обратное вращение с регулируемой скоростью, а также ножное управление. Некоторые ножные лепестки включаются / выключаются, другие имеют конструкцию с регулируемой скоростью.
Крепление трубок малого диаметра к центру тяжести лучше всего с помощью зажимных патронов.Если вы намереваетесь выполнять множество текущих работ с деталями разного диаметра, патроны с вращающимся замком позволяют легко самоцентрировать заготовку на столе позиционера. Токарные патроны или патроны спиральной конструкции менее дороги, но смещают центр тяжести до своего размера, патроны с вращающимся замком имеют двусторонние кулачки как по внешнему, так и внутреннему диаметру.
Для некоторых сварочных работ требуется обратная продувка аргоном инертным газом. Продувка инертным газом с тыльной стороны дуги предотвращает загрязнение корневого валика в процессе сварки.Это требование обычно встречается при сварке нержавеющей стали и других сплавов. Некоторые производители позиционеров предлагают вариант с полым валом стола со средствами подключения к источнику инертного газа для облегчения продувки. В некоторых конструкциях столешниц используется большое сквозное отверстие для приближения смещенной нагрузки к центру тяжести зажимного патрона или стола позиционера.
Если вы подумываете о настольном позиционере, убедитесь, что у него есть заземление для возврата сварочного тока к сварочному аппарату.Емкость 250 ампер или наиболее часто необходимая и стандартная для позиционеров отечественного производства. Обязательно прикрепите заземляющий провод сварочного аппарата к шпильке сбоку позиционера перед началом сварки. Сварка на столе позиционера, который просто привинчивается к заземленному стальному столу, приведет к протеканию сварочного тока через аппарат.
Некоторые сварщики изобрели способы автоматизации всех сварочных процессов, используя настольный позиционер в качестве центрального элемента своей автоматизированной сварочной системы.При правильной конструкции и сборке установленные в стойке горелки, установленные на поворотном столе, а также микровыключатели или устройства синхронизации могут привести к созданию сварочной системы, которая требует только загрузки детали и нажатия пускового переключателя. Для этого требуется менее квалифицированный оператор, а не квалифицированный сварщик, что снижает затраты на рабочую силу. Это пример сварочного аппарата для круговой сварки, использующего подставку для горелки и настольный позиционер, очень похожий на простой сварочный токарный станок.
Если позиционер сломается, как быстро вы сможете получить детали? Обязательно спросите о гарантии и о том, где можно купить запчасти при необходимости.Мы храним запасные части и ремонтируем все наши сварочные позиционеры и поворотные столы. Такие качественные марки, как Jetline, Pandjiris, Bode, ESAB, Murex, Key Plant, Co-weld, имеются на складе Westermans и предлагают долговечность по доступной цене. Посмотрите внимательно на наши сварочные позиционеры в процессе ремонта, чтобы увидеть машину от начала до конца, здесь или перейдите на наш канал на YouTube.
Мы можем поставить все сопутствующее оборудование от самоцентрирующихся патронов, регулируемых блоков управления, подвесных пультов управления, ножных блоков управления.Мы также продаем сварочные аппараты токарного типа, которые дополняют сварочный позиционер настольного типа.
Ознакомьтесь с нашими отремонтированными сварочными позиционерами на нашей странице в Facebook
У вас есть сварочный позиционер на продажу? Купим ваш сварочный позиционер
Выбор сварочного манипулятора | Сварка
Щелкните изображение, чтобы увеличить Скотт Стэнли
Рекомендации по покупке правильной системы
Если вы производитель сосудов под давлением, свай или других крупных деталей, например ободов колес, у вас, вероятно, уже есть сварочные манипуляторы в вашем сварочном оборудовании.
Щелкните изображение, чтобы увеличить
Или, может быть, вы используете комбинацию тракторов под флюсом для сварки длинных швов и самодельной установки в сочетании с вращающимися роликами для сварки по окружности. В любом случае инвестиции в модернизацию манипулятора или даже в полную систему манипулятора могут быстро окупиться за счет повышения производительности и качества.
При покупке стандартного манипулятора с колонной и стрелой важно начать с полного понимания всех возможных требований к сварке и производству.Эти факторы определят, какие варианты наиболее целесообразны для вашего сварочного оборудования.
- Вот некоторые моменты, которые следует учитывать при сварке сосуда высокого давления:
Будет ли манипулятор неподвижным? Будет ли он отвечать как за длинные, так и за кольцевые сварные швы? Будет ли основание вращаться для работы с несколькими сварочными станциями? - Будет ли длинный шов сосуда под давлением длиннее хода манипулятора? В этом случае потребуются ходовая тележка и рельс, подходящие для сварки в движении.Это позволит манипулятору сваривать внешний длинный шов плавно и с постоянной скоростью, двигаясь по рельсовому пути, проходящему по длине сосуда высокого давления.
- Будет ли манипулятор достаточно длинным для сварки внутренней части длинного шва, чтобы сваривать требуемую длину при выдвижении стрелы? Чтобы контролировать скорость движения стрелы, убедитесь, что у вас есть частотно-регулируемый привод (VFD). Линейные подшипники также являются хорошей идеей для обеспечения плавного хода и повторяемого позиционирования сварочной головки.
- Потребуется ли сварочная головка для будущего обновления до тандемной сварки или системы рекуперации флюса, установленной на бункере? Если это так, необходимо будет принять во внимание мощность манипулятора.
После выбора манипулятора в полнофункциональном сварочном пакете доступны другие опции.
Источник сварочного тока
- Источники питания постоянного тока только на основе трансформаторов или инверторов обеспечивают рентабельные сварочные решения, но системы на основе инверторов предлагают гораздо больше преимуществ, таких как повышенная скорость наплавки, экономия энергии, а в некоторых системах — облачные сети мониторинга производства.
Как будет регулироваться сварочная головка?
- Поворотный блок на 180 ° позволяет легко менять ориентацию сварочной головки с длинного шва на круговой шов.
- Направляющие для ручной сварки долговечны и экономичны, но требуют, чтобы оператор поворачивал ручки регулировки для размещения сварного шва.
- Поперечные суппорты с приводом позволяют оператору выполнять точную регулировку с помощью пульта управления.
- Поперечные суппорты с электроприводом в сочетании с тактильным отслеживанием шва могут автоматически гарантировать завершение важного первого сварочного прохода без точной настройки оператором.
- Лазерное отслеживание шва — самый дорогой вариант, но при использовании запоминания корневого пути на первом проходе он позволяет отслеживать шов для последующих проходов, вплоть до выхода из стыка.
Как будет контролироваться система?
- Интегрированная цифровая система управления с экраном человеко-машинного интерфейса (HMI) может обеспечить единую точку управления всеми переменными и устраняет беспорядок, связанный с несколькими блоками управления манипулятора.
- В зависимости от размера детали HMI можно установить на конце сварочной стрелы или на уровне земли.Если HMI находится на уровне земли на большей части, следует использовать встроенную сварочную камеру, чтобы оператор мог легко и безопасно видеть зону сварки.