Гост на сварные швы металлоконструкций
МИНИСТЕРСТВО ТОПЛИВА И ЭНЕРГЕТИКИ
РОССИЙСКОЙ ФЕДЕРАЦИИ
(МИНТОПЭНЕРГО РОССИИ)
ГОСУДАРСТВЕННЫЙ КОМИТЕТ РОССИЙСКОЙ ФЕДЕРАЦИИ ПО
ЖИЛИЩНОЙ И СТРОИТЕЛЬНОЙ ПОЛИТИКЕ
(ГОССТРОЙ РОССИИ)
РУКОВОДЯЩИЙ ДОКУМЕНТ
РД 34.15.132-96
СВАРКА И КОНТРОЛЬ
КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ
МЕТАЛЛОКОНСТРУКЦИЙ ЗДАНИЙ
ПРИ СООРУЖЕНИИ
ПРОМЫШЛЕННЫХ ОБЪЕКТОВ
14 марта 1996 г.
Разработчик: ОАО «Оргэнергострой»
Составители: С.С. Якобсон, канд. техн. наук;
Н.Д. Курносова, канд. техн. наук; Г.С. Зислин, канд. техн. наук;
М.Л. Эльяш, канд. техн. наук
Руководящий документ (РД) определяет организацию и технологию производства сварочных работ при сооружении металлических конструкций зданий промышленных объектов, а также объем, порядок контроля и нормы оценки качества сварных соединений.
РД 34.15.132-96 охватывает следующие виды сварки: ручную дуговую штучными электродами, механизированную (полуавтоматическую) сварку самозащитной порошковой проволокой и в углекислом газе, автоматическую и механизированную под флюсом.
РД 34.15.132-96 рассчитан на работников, занимающихся сваркой и сборкой крупных строительных объектов.
1.1. Назначение и область применения
1.1.1. Настоящий руководящий документ (РД) предназначен для персонала, осуществляющего производство сборочных и сварочных работ при укрупнении и монтаже металлоконструкций зданий промышленных объектов.
Выполнение требований настоящего РД по организации и технологии сборки и сварки металлоконструкций обеспечивает получение сварных соединений, удовлетворяющих установленным нормативами показателям качества, с минимальными затратами труда. РД является руководящим документом при разработке проектов производства работ и другой технологической документации.
1.1.2. РД распространяется на ручную дуговую сварку штучными электродами, механизированную (полуавтоматическую) сварку самозащитной порошковой проволокой и в углекислом газе, автоматическую и механизированную сварку под флюсом в условиях строительно-монтажной площадки.
1.1.3. Настоящий РД определяет технологию сборочно-сварочных работ при укрупнении и монтаже металлоконструкций, изготовленных из углеродистых и низколегированных сталей по ГОСТ 27772 :
фасонный прокат (уголки, двутавры, швеллеры) – из стали С235, С245, С255, С275, С285, С345, С345К, С375;
листовой, универсальный прокат и гнутые профили – из стали С235, С245, С255, С275, С285, С345, С345К, С375, С390, С390К, С440.
Обозначение сталей по ГОСТ 27772 (по пределу текучести) и соответствующие им марки сталей по другим действующим стандартам приведены в приложении 1.
РД действует совместно со следующими нормативно-техническими документами (НТД):
СНиП 3.03.01-87. Несущие и ограждающие конструкции;
СНиП II-23-81*. Нормы проектирования. Стальные конструкции. М., 1991.
1.1.4. В руководящем документе приведены основные положения по организации сварочных работ на строительных площадках, указания о выборе сварочных материалов и оборудования; требования, предъявляемые к сборке и сварке элементов конструкций, режимы сварки, порядок контроля и нормы оценки качества сварных соединений.
Кроме того, в настоящем РД даны рекомендации по технологии сварки отдельных типовых, наиболее часто встречающихся узлов стальных конструкций.
1.2. Требования к квалификации сварщиков, контролеров и ИТР
1.2.1. Сварка металлоконструкций зданий промышленных объектов должна проводиться сварщиками, имеющими удостоверения на право производства соответствующих сварочных работ, выданные им согласно требованиям «Правил аттестации сварщиков», утвержденных Госгортехнадзором России.
К сварке конструкций из сталей с пределом текучести 390 МПа (40 кгс/мм 2 ) и более допускаются сварщики, имеющие удостоверение на право работ по сварке этих сталей.
К механизированным способам сварки допускаются сварщики-операторы, прошедшие специальный курс теоретической и практической подготовки и сдавшие испытания на право производства этих работ.
Сварщики всех специальностей и квалификаций должны сдать испытания на 2-ю квалификационную группу по электробезопасности. Кроме того, все сварщики должны сдать испытания по противопожарным мероприятиям и технике безопасности.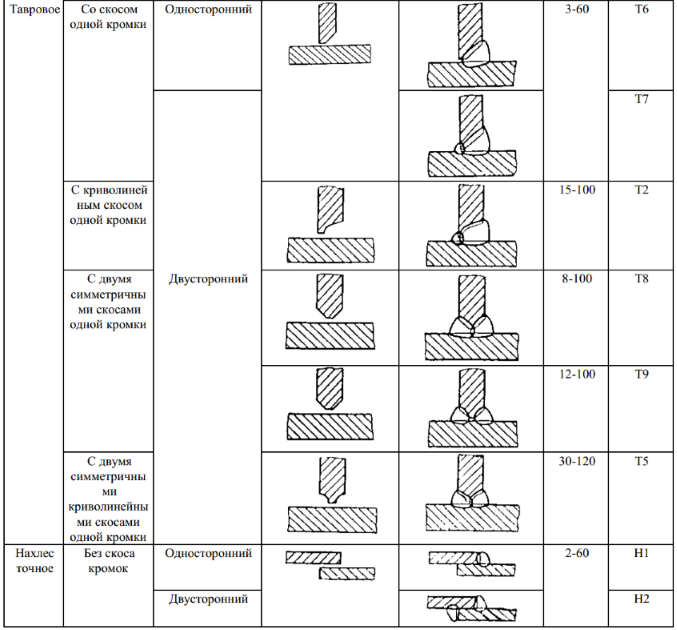
1.2.2. Сварщик, впервые приступающий к сварке в данной организации, должен перед допуском к работе независимо от наличия у него удостоверения на право производства соответствующих работ сварить пробные (допускные) образцы. Сварка пробных образцов должна проводиться в условиях, тождественных с теми, в которых будет выполняться сварка конструкций.
Конструкция и число пробных образцов устанавливаются руководителем сварочных работ в зависимости от типов производственных соединений и квалификации сварщика. Качество пробных сварных соединений определяется путем визуального контроля на предмет определения сплошности и формирования шва, а при необходимости (по усмотрению руководителя сварочных работ) – с помощью неразрушающих физических методов контроля.
Качество пробных сварных соединений необходимо оценивать по нормам, предусмотренным для таких же производственных соединений. Пробные соединения должны быть идентичными или однотипными по отношению к тем производственным соединениям, которые будет сваривать проверяемый сварщик.
1.2.3. Сварщики допускаются к тем видам работ, которые указаны в удостоверении. В удостоверении должны быть перечислены марки сталей или группы марок сталей в соответствии с «Правилами аттестации сварщиков», к сварке которых допускается сварщик.
1.2.4. Для сварки при температуре ниже минус 30 °С сварщик должен предварительно сварить пробные стыковые образцы при температуре не выше указанной. При удовлетворительных результатах механических испытаний пробных образцов сварщик может быть допущен к сварке при температуре на 10 °С ниже температуры сварки пробных образцов.
1.2.5. Руководство сварочными работами должно осуществлять лицо, имеющее документ о специальном образовании или подготовке в области сварки.
К руководству работами по сварке, контролю сварных соединений и операционному контролю допускаются ИТР, изучившие настоящий РД, соответствующие СНиП, рабочие чертежи изделий, производственно-технологическую документацию (ПТД) по сварке и методические инструкции по контролю.
1.2.6. К выполнению работ по контролю качества сварных соединений допускаются контролеры, прошедшие специальную программу теоретического и практического обучения и получившие удостоверение на право выполнения работ по дефектоскопии сварных соединений соответствующим видом (способом) контроля. Контролеры по физическим методам контроля должны аттестовываться в соответствии с «Правилами аттестации специалистов неразрушающего контроля», утвержденными Госгортехнадзором России 18.08.92 г.
1.2.7. Подготовку контролеров должны осуществлять специальные учебные заведения или подразделения профессиональной подготовки (учебные комбинаты, центры, курсы и т.п.) предприятий, выполняющие работы по контролю качества сварки и имеющие лицензию на право проведения таких работ.
Подготовка контролеров должна быть специализирована по методам контроля (ультразвуковая дифектоскопия, радиографирование и др. ), а при необходимости – по типам сварных соединений, что должно быть указано в их удостоверениях. Каждый контролер может быть допущен только к тем методам контроля, которые указаны в его удостоверении. Контролер, имевший перерыв в работе (по данному виду контроля) свыше 6 месяцев, должен вновь сдать экзамены в полном объеме.
), а при необходимости – по типам сварных соединений, что должно быть указано в их удостоверениях. Каждый контролер может быть допущен только к тем методам контроля, которые указаны в его удостоверении. Контролер, имевший перерыв в работе (по данному виду контроля) свыше 6 месяцев, должен вновь сдать экзамены в полном объеме.
1.3. Основные положения организации сварочных работ
1.3.1. При разработке проекта производства работ (ППР) по монтажу металлоконструкций зданий должны быть учтены и отражены условия сборки конструкций под сварку, сварка и контроль сварных соединений.
В ППР должна быть заложена наиболее прогрессивная технология сборочно-сварочных работ с оптимальным уровнем механизации.
1.3.2. При организации и выполнении работ по сборке, сварке и контролю качества сварных соединений должны быть созданы все условия для соблюдения правил техники безопасности и пожарной безопасности в соответствии с требованиями следующих нормативных документов:
СНиП III-4-80. Техника безопасности в строительстве;
Техника безопасности в строительстве;
ГОСТ 12.3.003. Система стандартов безопасности труда. Работы электросварочные. Требования безопасности;
«Правил устройства электроустановок»;
«Правил технической эксплуатации электроустановок потребителей»;
«Правил техники безопасности при эксплуатации электроустановок потребителей»;
«Санитарных правил при проведении рентгеновской дефектоскопии», № 2191-80;
«Санитарных правил при радиоизотопной дефектоскопии», № 1171-74;
«Санитарных правил по сварке, наплавке и резке металлов», № 1009-73;
«Правил пожарной безопасности при проведении сварочных и других огневых работ на объектах народного хозяйства»;
«Правил пожарной безопасности при производстве строительно-монтажных работ. ППБ 05- 86».
1.3.3. Организация, выполняющая сборочно-сварочные работы, должна обеспечить надлежащее качество сварных соединений за счет:
применения исправного оборудования;
использования сварочных материалов надлежащего качества, прошедших соответствующий контроль;
выполнения технологических требований по сборке и сварке изделий, регламентированных ПТД;
выполнения операционного контроля процессов сборки и сварки;
своевременного выполнения контроля качества готовых сварных соединений.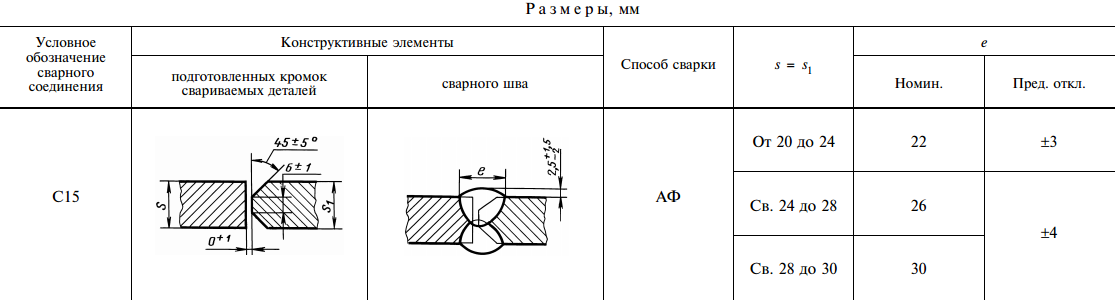
1.3.4. Применение основных материалов (листов, профильного проката) и сварочных материалов (электродов, сварочной проволоки и флюсов), отличающихся от указанных в производственно-технологической документации (ПТД), может быть допущено по совместному техническому решению организации-разработчика ПТД, отраслевой специализированной организации и организации – производителя работ.
1.3.5. Порядок сборки и укрупнения монтажных блоков и последовательность работ должны обеспечивать возможность применения наиболее прогрессивных методов сварки. Для обеспечения надлежащего качества сварных соединений и повышения производительности труда при выполнении работ по сборке, сварке и контролю качества сварных соединений следует руководствоваться положениями, изложенными в настоящем разделе.
1.3.6. Способ сварки металлоконструкций на разных этапах их укрупнения и монтажа должен быть определен проектом производства работ (ППР).
При выборе способа сварки следует иметь в виду:
целесообразность применения механизированных способов сварки должна подтверждаться тех нико-экономическим расчетом;
автоматическую сварку под флюсом следует применять при укрупнительной сборке конструкций для швов значительной протяженности;
механизированная (полуавтоматическая) сварка самозащитной порошковой проволокой может быть применена при укрупнении и монтаже металлоконструкций для сварки швов в нижнем, наклонном и вертикальном положениях;
механизированную (полуавтоматическую) сварку в углекислом газе (проволокой сплошного сечения) следует использовать для укрупнительной и монтажной сварки металлоконструкций в любом положении шва при условии защиты места сварки от ветра.
В случаях, где не может быть использована автоматическая и механизированная сварка, должна применяться ручная дуговая сварка.
1.3.7. Численность инженерно-технических работников по сварке и наладчиков оборудования для механизированной сварки на строительно-монтажной площадке зависит от объема сварочных работ и числа работающих сварщиков. Она устанавливается в соответствии с положением о службе сварки строительно-монтажной организации.
1.3.8. Снабжение укрупнительной площадки и территории монтируемого или реконструируемого здания электропитанием для целей сварки следует выполнять с помощью разводок электросварочного тока на все участки укрупнительной площадки и монтируемого здания.
1.3.9. Сечение провода для присоединения источника питания для сварки к сети следует подбирать по данным табл. 1.1. При ручной дуговой сварке электрододержатель соединяют со сварочной цепью гибким медным проводом с резиновой изоляцией марок ПРД, ПРИ, КОГ 1, КОГ 2, сечение которого необходимо выбирать в зависимости от сварочного тока: при токе до 100 А – не менее 16 мм 2 , при 250 А – 25 мм 2 , при 300 А – 50 мм 2 . Длина гибкого провода должна быть не менее 5 м.
Длина гибкого провода должна быть не менее 5 м.
Сечение провода для подсоединения к сети источников сварочного тока
Максимальный сварочный ток источника питания, А
Сечение медного* провода, мм 2 , при напряжении сети, В
Английское название: Gas-shielded arc welding. Welded joints. Main types, design elements and dimensions
Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых дуговой сваркой в защитном газе.
Стандарт не устанавливает основные типы, конструктивные элементы и размеры сварных соединений стальных трубопроводов по ГОСТ 16037-80
Дата издания: 01.12.2006
Дата введения в действие: 01.07.1977
ГОСТ (сокращенное название от Государственный стандарт, Государственный стандарт, ГОСТ) – это одна из важных категорий системы сварочных стандартов в СССР, которая и сейчас является стандартом в современных странах СНГ. Принимается таки органом, как МГС (межгос. советом по стандартизации, метрологии и сертификации.
Принимается таки органом, как МГС (межгос. советом по стандартизации, метрологии и сертификации.
В период социализма все гос. Стандарты по сварке сохранялись для производства продукции, и имели обязательный характер для использования в тех областях техники, которые определялись сферой возможного использования ГОСТа.
Сварочные ГОСТы:Вы можете подробно ознакомиться со сварочными гостами ниже, они разделены по групам:
ГОСТы: процессы сваркиГОСТ 19521-74 Сварка металлов. Классификация
ГОСТ 3.1705-81 Единая система технологической документации. Правила записи операций и переходов. Сварка
ГОСТ 2601-84 Сварка металлов. Термины и определения основных понятий
ГОСТ 11969-79 Сварка плавлением. Основные положения и их обозначения
ГОСТ 29273-92 Свариваемость. Определение
ГОСТ 23870-79 Свариваемость сталей. Метод оценки влияния сварки плавлением на основной металл
ГОСТ 30430-96 Сварка дуговая конструкционных чугунов.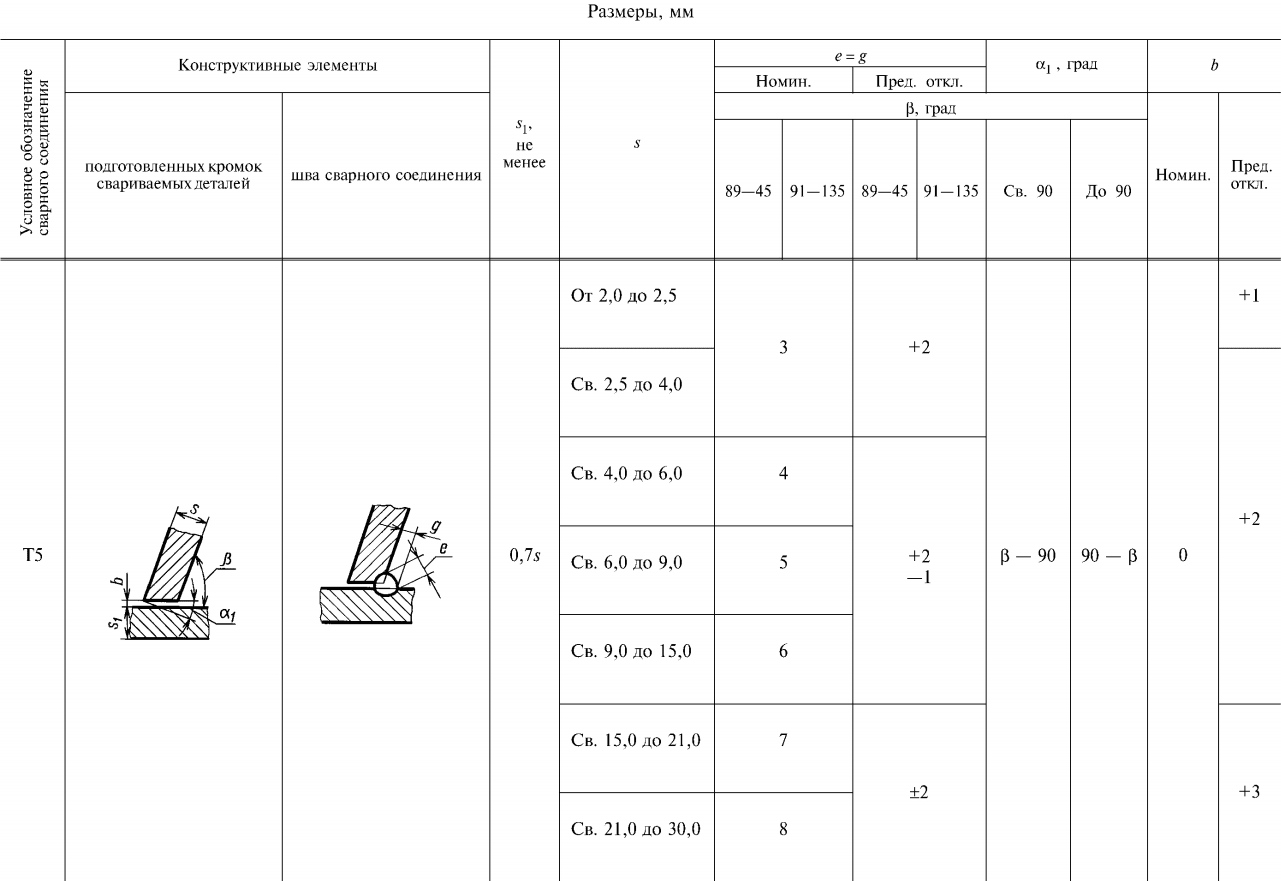 Требования к технологическому процессу
Требования к технологическому процессу
ГОСТ 30482-97 Сварка сталей электрошлаковая. Требования к технологическому процессу
ГОСТ 29297-92 Сварка, высокотемпературная и низкотемператупная пайка, пайкосварка металлов. Перечень и условные обозначения процессов
ГОСТ 2.312-72 Единая система конструкторской документации. Условные изображения и обозначения швов сварных соединений.
ГОСТ 20549-75 Диффузионная сварка в вакууме рабочих элементов разделительных и формообразующих штампов. Типовой технологический процесс
ГОСТ Р ИСО 17659-2009 Сварка. Термины многоязычные для сварных соединений.
ГОСТ Р ИСО 857-1-2009 Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения.
Сварочные ГОСТы: соединения, элементы и размеры.ГОСТ: ручная дуговая сварка
ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 11534-75 Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 11533-75 Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
гост сварка +в среде защитных газов
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 23518-79 Дуговая сварка в защитных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
Гост: сварка алюминияГОСТ 14806-80 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные.
Основные типы, конструктивные элементы и размеры
ГОСТ 27580-88 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
гост точечная сварка
ГОСТ 14776-79 Дуговая сварка. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры
ГОСТ 28915-91 Сварка лазерная импульсная. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры
ГОСТ: cварка трубопроводовГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры
ГОСТ 16038-80 Сварка дуговая. Соединения сварные трубопроводов из меди и медно-никелевого сплава. Основные типы, конструктивные элементы и размеры
ГОСТ 16310-80 Соединения сварные из полиэтилена, полипропилена и винипласта. Основные типы, конструктивные элементы и размеры
ГОСТ 15164-78 Электрошлаковая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 15878-79 Контактная сварка. Соединения сварные. Конструктивные элементы и размеры
Конструктивные элементы и размеры
ГОСТ 16098-80 Соединения сварные из двухслойной коррозионностойкой стали. Основные типы, конструктивные элементы и размеры
ГОСТ 16310-80 Соединения сварные из полиэтилена, полипропилена и винипласта. Основные типы, конструктивные элементы и размеры.
ГОСТ 16130-90 Проволока и прутки из меди и сплавов на медной основе сварочные. Технические условия
ГОСТы: сварочные материалыГОСТ Р ЕН 13479-2010 Материалы сварочные. Общие требования к присадочным материалам и флюсам для сварки металлов плавлением
ГОСТ Р 53689-2009 Материалы сварочные. Технические условия поставки присадочных материалов. Вид продукции, размеры, допуски и маркировка
ГОСТ 7871-75 Проволока сварочная из алюминия и алюминиевых сплавов. Технические условия
ГОСТ 9466-75 Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия
ГОСТ Р ИСО 2560-2009 Материалы сварочные. Электроды покрытые для ручной дуговой сварки нелегированных и мелкозернистых сталей. Классификация
Электроды покрытые для ручной дуговой сварки нелегированных и мелкозернистых сталей. Классификация
ГОСТ Р ИСО 3580-2009 Материалы сварочные. Электроды покрытые для ручной дуговой сварки жаропрочных сталей. Классификация
ГОСТ Р ИСО 3581-2009 Материалы сварочные. Электроды покрытые для ручной дуговой сварки коррозионно-стойких и жаростойких сталей. Классификация
ГОСТ 2246-70 Проволока стальная сварочная. Технические условия
ГОСТ 9467-75 Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы
ГОСТ 10051-75 Электроды покрытые металлические для ручной дуговой наплавки поверхностных слоев с особыми свойствами. Типы
ГОСТ 10052-75 Электроды покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами. Типы
ГОСТ 10543-98 Проволока стальная наплавочная. Технические условия
ГОСТ 21448-75 Порошки из сплавов для наплавки. Технические условия
Технические условия
ГОСТ 21449-75 Прутки для наплавки. Технические услови
ГОСТ 23949-80 Электроды вольфрамовые сварочные неплавящиеся. Технические условия
ГОСТ 26101-84 Проволока порошковая наплавочная. Технические условия
ГОСТ 26271-84 Проволока порошковая для дуговой сварки углеродистых и низколегированных сталей. Общие технические условия
ГОСТ 26467-85 Лента порошковая наплавочная. Общие технические условия
ГОСТ 9087-81 Флюсы сварочные плавленые. Технические условия
ГОСТ 28555-90 Флюсы керамические для дуговой сварки углеродистых и низколегированных сталей. Общие технические условия
ГОСТ Р ИСО 14174-2010 Материалы сварочные. Флюсы д
ГОСТ 30756-2001 Флюсы для электрошлаковых технологи
ГОСТ 5.1215-72 Электроды металлические марки АНО-4 для дуговой сварки малоуглеродистых конструкционных сталей. Требования к качеству аттестованной продукции
ГОСТ 22366-93 Лента электродная наплавочная спеченная на основе железа. Технические условия.
Технические условия.
ГОСТ 4417-75 Песок кварцевый для сварочных материалов
ГОСТ Р ИСО 14175-2010 Материалы сварочные. Газы и газовые смеси для сварки плавлением и родственных процессов
ГОСТ 5583-78 Кислород газообразный технический и медицинский. Технические условия.
ГОСТ 10157-79 Аргон газообразный и жидкий. Технические условия.
ГОСТ 8050-85 Двуокись углерода газообразная и жидкая. Технические условия.
ГОСТ 5457-75 Ацетилен растворенный и газообразный технический. Технические условия.
ГОСТ 3022-80 Водород технический. Технические условия.
ГОСТ 9293-74 Азот газообразный и жидкий. Технические условия.
ГОСТ 1460-81 Карбид кальция. Технические условия.
ГОСТ 4421-73 Концентрат плавиковошпатовый для сварочных материалов. Технические условия
ГОСТ Р 51526-99 Совместимость технических средств электромагнитная. Оборудование для дуговой сварки. Требования и методы испытаний
Оборудование для дуговой сварки. Требования и методы испытаний
ГОСТ 1429.1-77 Припои оловянно-свинцовые. Методы определения сурьмы
ГОСТ 17349-79 Пайка. Классификация способов
ГОСТ 28920-95 Вращатели сварочные роликовые. Типы, основные параметры и размеры
ГОСТ 16883.3-71 Серебряно-медно-цинковые припои. Спектральный метод определения свинца, железа и висмута
ГОСТ 21548-76 Пайка. Метод выявления и определения толщины прослойки химического соединения
ГОСТ 21694-94 Оборудование сварочное механическое. Общие технические условия
ГОСТ 26054-85 Роботы промышленные для контактной сварки. Общие технические условия
ГОСТ 23338-91 Сварка металлов. Методы определения содержания диффузионного водорода в наплавленном металле и металле шва
ГОСТ 7237-82 Преобразователи сварочные. Общие технические условия
ГОСТ 22974.5-96 Флюсы сварочные плавленные. Методы определения оксида кальция и оксида магния
ГОСТ 11930.9-79 Материалы наплавочные. Методы определения бора
Методы определения бора
ГОСТ 22974.12-96 Флюсы сварочные плавленные. Метод определения серы
ГОСТ 1429.11-77 Припои оловянно-свинцовые. Метод определения кадмия
ГОСТ 5191-79 Резаки инжекторные для ручной кислородной резки. Типы, основные параметры и общие технические требования
ГОСТ 1429.15-77 Припои оловянно-свинцовые. Спектральный метод определения примесей сурьмы, меди, висмута, мышьяка, железа, свинца
ГОСТ 22974.0-85 Флюсы сварочные плавленые. Общие требования к методам анализа
ГОСТ 29090-91 Материалы, используемые в оборудовании для газовой сварки, резки и аналогичных процессов. Общие требования
ГОСТ 12221-79 Аппаратура для плазменно-дуговой резки металлов. Типы и основные параметры
ГОСТ 11930.7-79 Материалы наплавочные. Методы определения железа
ГОСТ 1429.8-77 Припои оловянно-свинцовые. Метод определения цинка
ГОСТ 27776-88 Модули производственные гибкие дуговой сварки и плазменной обработки. Основные параметры
ГОСТ 14782-86 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые
Соединения сварные. Методы ультразвуковые
ГОСТ 28920-91 Вращатели сварочные роликовые. Типы, основные параметры и размеры
ГОСТ 23055-78 Контроль неразрушающий. Сварка металлов плавлением. Классификация сварных соединений по результатам радиографического контроля
ГОСТ 28228-89 Основные методы испытаний на воздействие внешних факторов. Часть 2. Испытания. Руководство по испытанию Т: Пайка
ГОСТ 1429.0-77 Припои оловянно-свинцовые. Общие требования к методам анализа
ГОСТ 23240-78 Конструкции сварные. Метод оценки хладостойкости по реакции на ожог сварочной дугой
ГОСТ 3.1704-81 Единая система технологической документации. Правила записи операций и переходов. Пайка и лужение
ГОСТ 16882.2-71 Серебряно-медно-фосфорные припои. Методы определения массовой доли фосфора, свинца, железа и висмута
ГОСТ 23556-90 Колонны для сварочных автоматов. Типы, основные параметры и размеры
ГОСТ 27387-87 Роботы промышленные для контактной точечной сварки. Основные параметры и размеры
Основные параметры и размеры
ГОСТ 22974.10-96 Флюсы сварочные плавленные. Методы определения оксида натрия и оксида калия
ГОСТ 19249-73 Соединения паяные. Основные типы и параметры
ГОСТ 30260-96 Оборудование для наплавки поверхностей тел вращения. Типы, основные параметры и размеры
ГОСТ 14327-82 Слюда мусковит молотая электродная. Технические условия
ГОСТ 30295-96 Кантователи сварочные. Типы, основные параметры и размеры
ГОСТ 8856-72 Аппаратура для газопламенной обработки. Давление горючих газов
ГОСТ 22974.12-85 Флюсы сварочные плавленые. Метод определения серы
ГОСТ 28332-89 Модули производственные гибкие дуговой сварки. Нормы надежности и основные требования к методам контроля
ГОСТ 8213-75 Автоматы для дуговой сварки плавящимся электродом. Общие технические условия
ГОСТ 16883.1-71 Серебряно-медно-цинковые припои. Метод определения массовой доли серебра
ГОСТ 11930.10-79 Материалы наплавочные. Метод определения вольфрама
ГОСТ 31.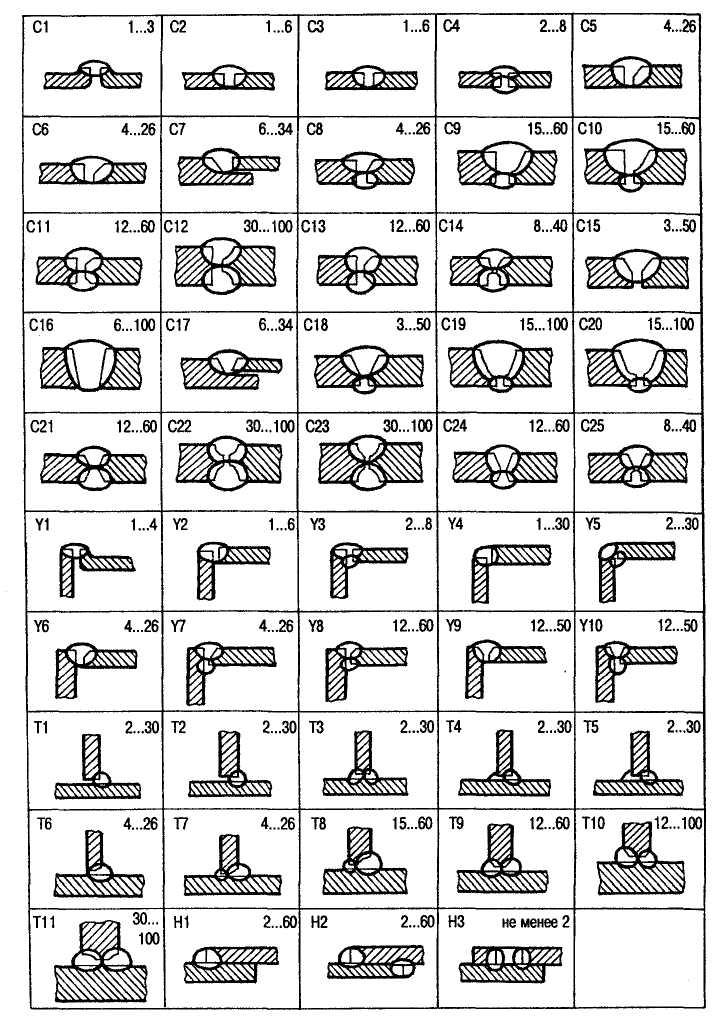 2031.01-91 Приспособления сборно-разборные переналаживаемые для сборки деталей под сварку. Типы, параметры и размеры
2031.01-91 Приспособления сборно-разборные переналаживаемые для сборки деталей под сварку. Типы, параметры и размеры
ГОСТ 30220-95 Манипуляторы для контактной точечной сварки. Типы, основные параметры и размеры
ГОСТ 19140-94 Вращатели сварочные горизонтальные двухстоечные. Типы, основные параметры и размеры
ГОСТ 26388-84 Соединения сварные. Методы испытаний на сопротивляемость образованию холодных трещин при сварке плавлением
ГОСТ 1077-79 Горелки однопламенные универсальные для ацетилено-кислородной сварки, пайки и подогрева. Типы, основные параметры и размеры и общие технические требования
ГОСТ 31.211.42-93 Детали и сборочные единицы сборно-разборных приспособлений для сборочно-сварочных работ. Технические требования. Правила приемки. Методы контроля. Маркировка, упаковка, транспортирование и хранение
ГОСТ 14792-80 Детали и заготовки, вырезаемые кислородной и плазменно-дуговой резкой. Точность, качество поверхности реза
ГОСТ 18130-79 Полуавтоматы для дуговой сварки плавящимся электродом. Общие технические условия
Общие технические условия
ГОСТ 25445-82 Барабаны, катушки и сердечники для сварочной проволоки. Основные размеры
ГОСТ 1429.2-77 Припои оловянно-свинцовые. Метод определения олова
ГОСТ 21547-76 Пайка. Метод определения температуры распайки
ГОСТ 25616-83 Источники питания для дуговой сварки. Методы испытания сварочных свойств
ГОСТ 11930.2-79 Материалы наплавочные. Метод определения серы
ГОСТ 22974.9-96 Флюсы сварочные плавленные. Методы определения оксида титана (IV)
ГОСТ 1429.13-77 Припои оловянно-свинцовые. Спектральный метод определения примесей сурьмы, меди, висмута,
мышьяка, железа, никеля, цинка, алюминия с использованием синтетических градуировочных образцов
ГОСТ 14111-90 Электроды прямые для контактной точечной сварки. Типы и размеры
ГОСТ 11930.8-79 Материалы наплавочные. Метод определения фосфора
ГОСТ 22974.2-85 Флюсы сварочные плавленые. Методы определения оксида кремния
ГОСТ 19248-90 Припои. Классификация и обозначения
ГОСТ 22974.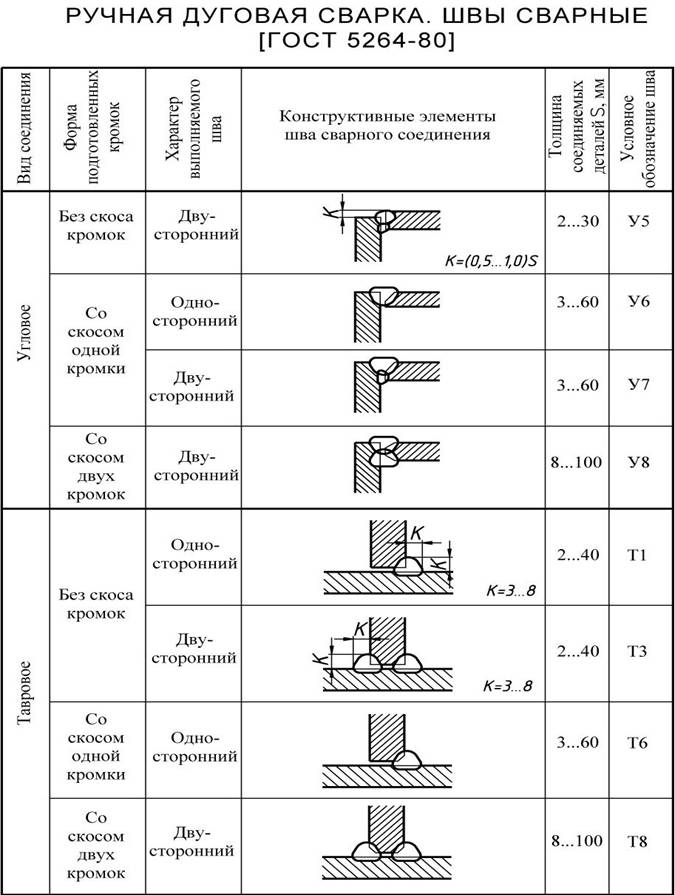 2-96 Флюсы сварочные плавленные. Методы определения оксида кремния
2-96 Флюсы сварочные плавленные. Методы определения оксида кремния
ГОСТ 22974.5-85 Флюсы сварочные плавленые. Методы определения оксида кальция и оксида магния
ГОСТ 20485-75 Пайка. Метод определения затекания припоя в зазор
ГОСТ 23556-95 Колонны для сварочных автоматов. Типы, основные параметры и размеры
ГОСТ 28944-91 Оборудование сварочное механическое. Методы испытаний
ГОСТ 3242-79 Соединения сварные. Методы контроля качества
ГОСТ 30242-97 Дефекты соединений при сварке металлов плавлением. Классификация, обозначение и определения
ГОСТ 19143-84 Вращатели сварочные универсальные. Типы, основные параметры и размеры
ГОСТ 1429.3-77 Припои оловянно-свинцовые. Метод определения железа
ГОСТ 13861-89 Редукторы для газопламенной обработки. Общие технические условия
ГОСТ 31.211.41-83 Детали и сборочные единицы сборно-разборных приспособлений для сборочно-сварочных работ. Основные конструктивные элементы и параметры. Нормы точности
ГОСТ 23904-79 Пайка. Метод определения смачивания материалов припоями
Метод определения смачивания материалов припоями
ГОСТ 1429.10-77 Припои оловянно-свинцовые. Метод определения мышьяка
ГОСТ 22974.13-96 Флюсы сварочные плавленные. Метод определения углерода
ГОСТ 4.44-89 Система показателей качества продукции. Оборудование сварочное механическое. Номенклатура показателей
ГОСТ 11930.1-79 Материалы наплавочные. Методы определения углерода
ГОСТ 24715-81 Соединения паяные. Методы контроля качества
ы контроля качества. Общие требования
ГОСТ 19140-84 Вращатели сварочные горизонтальные двухстоечные. Типы, основные параметры и размеры
ГОСТ 5264-80* «Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры»
ГОСТ 5264–80* «Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры»
1. Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых ручной дуговой сваркой.
Стандарт не распространяется на сварные соединения стальных трубопроводов ГОСТ 16037–80.
2. Основные типы сварных соединений должны соответствовать указанным в табл. 1.
3. Конструктивные элементы и их размеры должны соответствовать указанным в табл. 2 — 54.
| Условное обозначение сварного соединения | Конструктивные элементы | s | b | R | i | е, не более | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | |||||
| С1 | От 1 до 2 | 0 | +0,5 | От s до 2s | От s до 3s | 2s + 3 | ||
Св. 2 до 4 2 до 4 |
+1,0 | |||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | R | е, не более | g | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | ||||
| С28 | От 1 до 2 | От s до 2s | 3s + 2 | 0 | +1 | ||
| Св. 2 до 6 | 2s + 3 | ||||||
| Св. 6 до 9 | +2 | ||||||
| Св. 9 до 12 | 2s + 4 | +3 | |||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | b | R | i | е, не более | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. |
Пред. откл. | |||||
| С3 | От 1 до 2 | 0 | +0,5 | От s до 2s | От s до 3s | 2s + 3 | ||
| Св. 2 до 4 | +1,0 | |||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | b | е, не более | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
| С2 | От 1,0 до 1,5 | 0 | +0,5 | 6 | 1,0 | ±0,5 | ||
Св.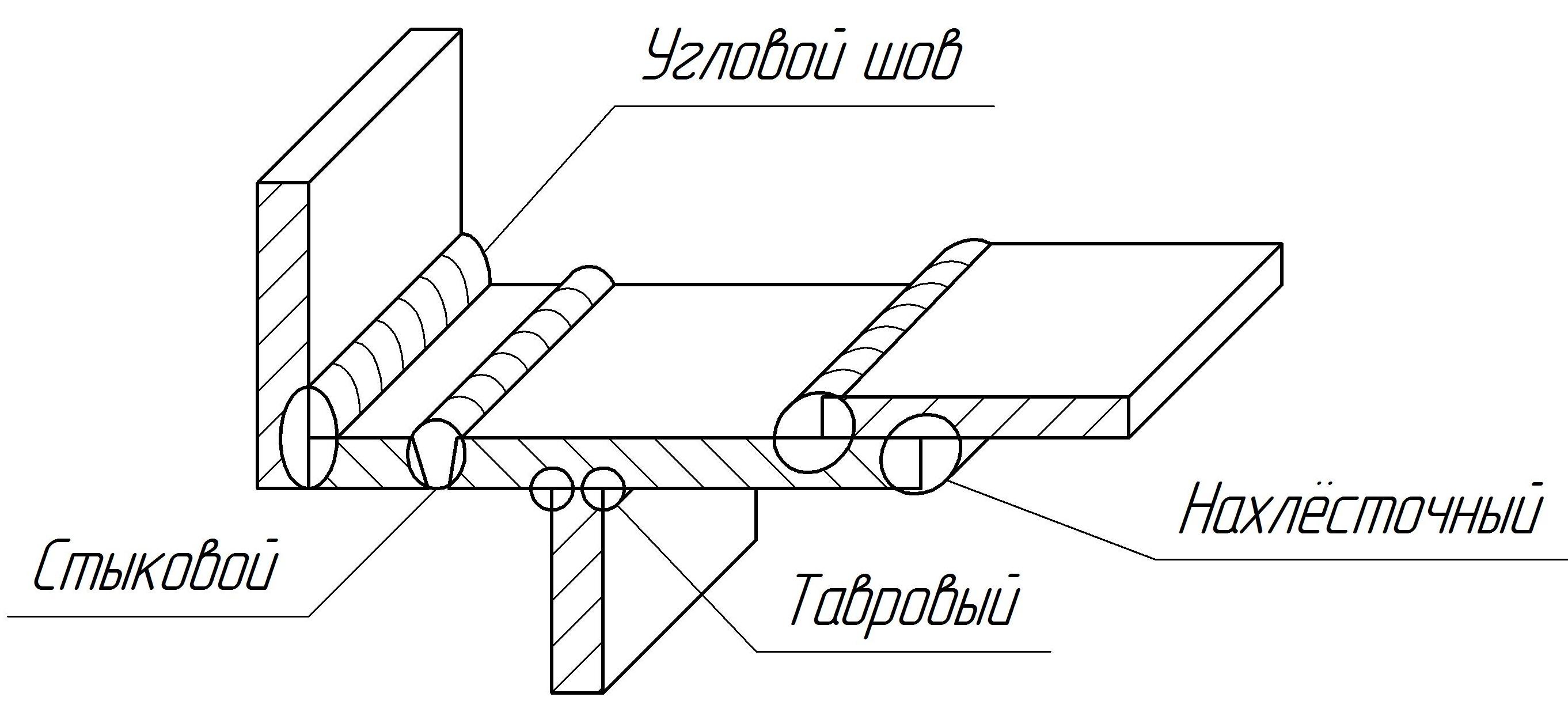 1,5 до 3,0 1,5 до 3,0 |
1 | ±1,0 | 7 | 1,5 | ±1,0 | |||
| Св. 3,0 до 4,0 | 2 | +1,0 -0,5 |
8 | 2,0 | ||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | b | е, не более | е1, не более | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||
| С4 | От 1,0 до 1,5 | 0 | +0,5 | 6 | 4 | 1,0 | ±0,5 | ||
Св.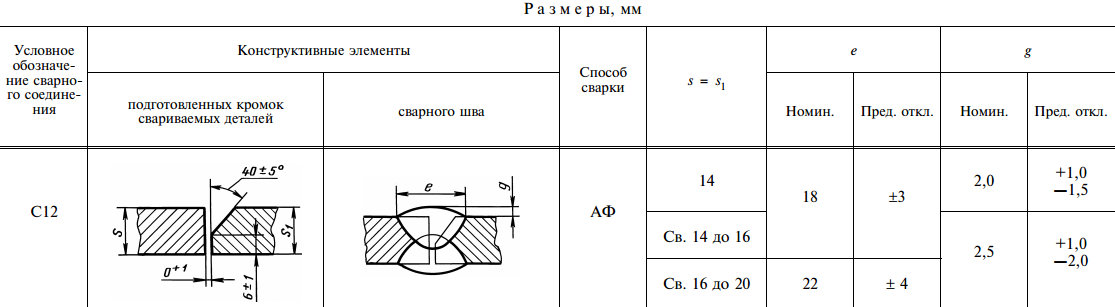 1,5 до 3,0 1,5 до 3,0 |
1 | ±1,0 | 7 | 6 | 1,5 | ±1,0 | |||
| Св. 3,0 до 4,0 | 2 | +1,0 -0,5 |
8 | 2,0 | |||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | b | е, не более | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
| С5 | От 1,0 до 1,5 | 0 | +0,5 | 6 | 1,0 | ±0,5 | ||
Св.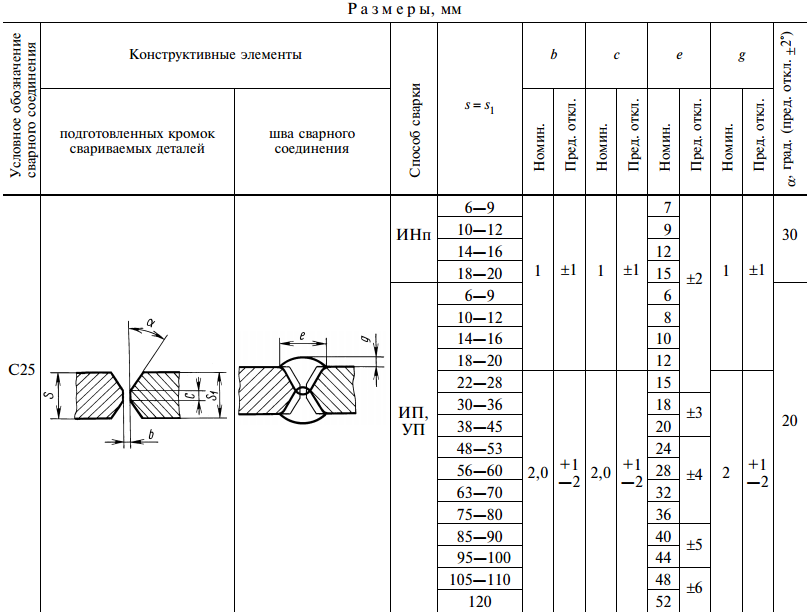 1,5 до 3,0 1,5 до 3,0 |
1 | ±1 | 7 | 1,5 | ±1,0 | |||
| Св. 3,0 до 4,0 | 2 | +1,0 -0,5 |
8 | 2,0 | ||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | b | е, не более | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
| С6 | От 1,0 до 1,5 | 0 | +0,5 | 6 | 1,0 | ±0,5 | ||
Св. 1,5 до 3,0 1,5 до 3,0 |
1 | ±1,0 | 7 | 1,5 | ±1,0 | |||
| Св. 3,0 до 4,0 | 2 | +1,0 -0,5 |
8 | 2,0 | ||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | b | е, не более | g ±1 |
||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | ||||
| С7 | 2 | 2 | ±1,0 | 8 | 1,5 | ||
Св. 2 до 4 2 до 4 |
9 | ||||||
| Св. 4 до 5 | +1,5 -1,0 |
10 | 2,0 | ||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | h ±1 |
f ±1 |
е, не более | е1, не более | |
| подготовленных кромок свариваемых деталей | сварного шва | ||||||
| С42 | От 6 до 8 | 4 | 7 | 10 | 12 | ||
| Св. 8 до 10 | 6 | 9 | 12 | 14 | |||
Св. 10 до 12 10 до 12 |
8 | 11 | 14 | 16 | |||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | е | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
| С8 | От 3 до 5 | 8 | ±2 | 0,5 | +1,5 -0,5 |
||
| Св. 5 до 8 | 12 | ||||||
| Св. 8 до 11 | 16 | ||||||
| Св. 11 до 14 | 20 | ||||||
Св. 14 до 17 14 до 17 |
24 | ±3 | +2,0 -0,5 |
||||
| Св. 17 до 20 | 28 | ||||||
| Св. 20 до 24 | 32 | ||||||
| Св. 24 до 28 | 35 | ||||||
| Св. 28 до 32 | 38 | ||||||
| Св. 32 до 36 | 41 | ||||||
| Св. 36 до 40 | 44 | ||||||
| Св. 40 до 44 | 49 | ±4 | |||||
| Св. 44 до 48 | 53 | ||||||
| Св. 48 до 52 | 56 | ||||||
| Св. 52 до 56 | 60 | ||||||
| Св. 56 до 60 | 64 | ||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | b ±1 |
е | e1 ±2 |
g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. |
Пред. откл. | Номин. | Пред. откл. | ||||
| С9 | От 3 до 5 | 3 | 10 | +2 | 4 | 0,5 | +1,5 -0,5 |
||
| Св. 5 до 8 | 14 | ||||||||
| Св. 8 до 11 | 4 | 18 | |||||||
| Св. 11 до 14 | 22 | 6 | |||||||
| Св. 14 до 17 | 5 | 26 | ±3 | +2,0 -0,5 |
|||||
| Св. 17 до 20 | 30 | ||||||||
| Св. 20 до 24 | 34 | 8 | |||||||
| Св. 24 до 28 | 38 | ||||||||
Св. 28 до 32 28 до 32 |
41 | ||||||||
| Св. 32 до 36 | 44 | ||||||||
| Св. 36 до 40 | 49 | ||||||||
| Св. 40 до 44 | 53 | ±4 | |||||||
| Св. 44 до 48 | 56 | ||||||||
| Св. 48 до 52 | 60 | ||||||||
| Св. 52 до 56 | 64 | ||||||||
| Св. 56 до 60 | 68 | ||||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | b ±1 |
e | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. откл. |
|||
| С10 | От 3 до 5 | 3 | 10 | ±2 | 0,5 | +1,5 -0,5 |
||
| Св. 5 до 8 | 14 | |||||||
| Св. 8 до 11 | 4 | 18 | ||||||
| Св. 11 до 14 | 22 | |||||||
| Св. 14 до 17 | 5 | 26 | ±3 | +2,0 -0,5 |
||||
| Св. 17 до 20 | 30 | |||||||
| Св. 20 до 24 | 34 | |||||||
| Св. 24 до 28 | 38 | |||||||
| Св. 28 до 32 | 41 | |||||||
| Св. 32 до 36 | 44 | |||||||
| Св. 36 до 40 | 49 | |||||||
Св.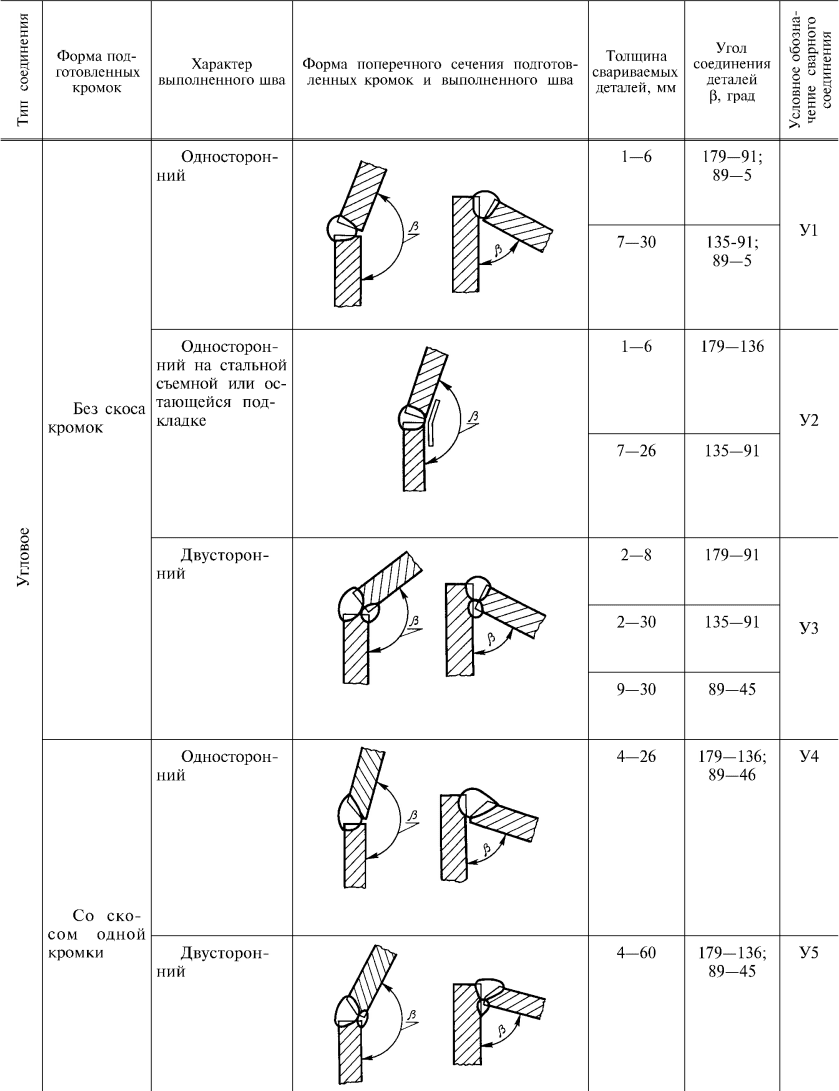 40 до 44 40 до 44 |
53 | ±4 | ||||||
| Св. 44 до 48 | 56 | |||||||
| Св. 48 до 52 | 60 | |||||||
| Св. 52 до 56 | 64 | |||||||
| Св. 56 до 60 | 68 | |||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | b ±1 |
e | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
| С11 | От 3 до 5 | 3 | 10 | ±2 | 0,5 | +1,5 -0,5 |
||
Св. 5 до 8 5 до 8 |
14 | |||||||
| Св. 8 до 11 | 4 | 18 | ||||||
| Св. 11 до 14 | 22 | |||||||
| Св. 14 до 17 | 5 | 26 | ±3 | +2,0 -0,5 |
||||
| Св. 17 до 20 | 30 | |||||||
| Св. 20 до 24 | 34 | |||||||
| Св. 24 до 28 | 38 | |||||||
| Св. 28 до 32 | 41 | |||||||
| Св. 32 до 36 | 44 | |||||||
| Св. 36 до 40 | 49 | |||||||
| Св. 40 до 44 | 53 | ±4 | ||||||
| Св. 44 до 48 | 56 | |||||||
| Св. 48 до 52 | 60 | |||||||
| Св. 52 до 56 | 64 | |||||||
| Св. 56 до 60 | 68 | |||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | e | e1 ±2 |
g = g1 | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. |
Пред. откл. | Номин. | Пред. откл. | |||
| С12 | От 3 до 5 | 8 | ±2 | 8 | 0,5 | +1,5 -0,5 |
||
| Св. 5 до 8 | 12 | |||||||
| Св. 8 до 11 | 16 | 10 | ||||||
| Св. 11 до 14 | 20 | |||||||
| Св. 14 до 17 | 24 | ±3 | +2,0 -0,5 |
|||||
| Св. 17 до 20 | 28 | |||||||
| Св. 20 до 24 | 32 | |||||||
| Св. 24 до 28 | 35 | |||||||
| Св. 28 до 32 | 38 | |||||||
| Св. 32 до 36 | 41 | 12 | ||||||
Св. 36 до 40 36 до 40 |
44 | |||||||
| Св. 40 до 44 | 49 | ±4 | ||||||
| Св. 44 до 48 | 53 | |||||||
| Св. 48 до 52 | 56 | |||||||
| Св. 52 до 56 | 60 | |||||||
| Св. 56 до 60 | 64 | |||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | R ±1 |
е | e1 ±2 |
s =s1 | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||
| С13 | От 15 до 17 | 8 | 16 | ±3 | 10 | 0,5 | +2,0 -0,5 |
||
Св. 17 до 20 17 до 20 |
17 | ||||||||
| Св. 20 до 24 | 18 | ||||||||
| Св. 24 до 28 | 19 | ||||||||
| Св. 28 до 32 | 20 | ||||||||
| Св. 32 до 36 | 22 | 12 | |||||||
| Св. 36 до 40 | 24 | ||||||||
| Св. 40 до 44 | 26 | ±4 | |||||||
| Св. 44 до 48 | 28 | ||||||||
| Св. 48 до 52 | 30 | ||||||||
| Св. 52 до 56 | 32 | ||||||||
| Св. 56 до 60 | 34 | ||||||||
| Св. 60 до 64 | 10 | 36 | ±5 | 14 | +3,0 -0,5 |
||||
| Св. 64 до 70 | 38 | ||||||||
| Св. 70 до 76 | 40 | ||||||||
| Св. 76 до 82 | 42 | ||||||||
Св. 82 до 88 82 до 88 |
44 | ||||||||
| Св. 88 до 94 | 46 | ||||||||
| Св. 94 до 100 | 48 | ||||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | h ±1 |
е | е1 ±2 |
g = g1 | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||
| С14 | От 15 до 17 | 10 | 16 | ±3 | 10 | 0,5 | +2,0 -0,5 |
||
Св. 17 до 20 17 до 20 |
17 | ||||||||
| Св. 20 до 24 | 18 | ||||||||
| Св. 24 до 28 | 19 | ||||||||
| Св. 28 до 32 | 20 | ||||||||
| Св. 32 до 36 | 12 | 22 | 12 | ||||||
| Св. 36 до 40 | 24 | ||||||||
| Св. 40 до 44 | 26 | ±4 | |||||||
| Св. 44 до 48 | 28 | ||||||||
| Св. 48 до 52 | 30 | ||||||||
| Св. 52 до 56 | 32 | ||||||||
| Св. 56 до 60 | 34 | ||||||||
| Св. 60 до 64 | 36 | ±5 | 14 | +3,0 -0,5 |
|||||
| Св. 64 до 70 | 38 | ||||||||
| Св. 70 до 76 | 40 | ||||||||
| Св. 76 до 82 | 42 | ||||||||
Св. 82 до 88 82 до 88 |
44 | ||||||||
| Св. 88 до 94 | 46 | ||||||||
| Св. 94 до 100 | 48 | ||||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | е | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
| С15 | От 8 до 11 | 10 | ±2 | 0,5 | +1,5 -0,5 |
||
| Св. 11 до 14 | 12 | ||||||
Св. 14 до 17 14 до 17 |
14 | ±3 | +2,0 -0,5 |
||||
| Св. 17 до 20 | 16 | ||||||
| Св. 20 до 24 | 18 | ||||||
| Св. 24 до 28 | 20 | ||||||
| Св. 28 до 32 | 22 | ||||||
| Св. 32 до 36 | 24 | ||||||
| Св. 36 до 40 | 26 | ||||||
| Св. 40 до 44 | 28 | ||||||
| Св. 44 до 48 | 30 | ||||||
| Св. 48 до 52 | 32 | ||||||
| Св. 52 до 56 | 34 | ||||||
| Св. 56 до 60 | 36 | ||||||
| Св. 60 до 64 | 39 | ±4 | +3,0 -0,5 |
||||
| Св. 64 до 70 | 42 | ||||||
| Св. 70 до 76 | 45 | ||||||
| Св. 76 до 82 | 48 | ||||||
Св. 82 до 88 82 до 88 |
51 | ||||||
| Св. 88 до 94 | 54 | ||||||
| Св. 94 до 100 | 58 | ||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | R ±1 |
е | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
| С16 | От 30 до 32 | 8 | 16 | ±3 | 0,5 | +2,0 -0,5 |
||
Св. 32 до 36 32 до 36 |
17 | |||||||
| Св. 36 до 40 | 18 | |||||||
| Св. 40 до 44 | 19 | |||||||
| Св. 44 до 48 | 20 | |||||||
| Св. 48 до 52 | 21 | |||||||
| Св. 52 до 56 | 22 | |||||||
| Св. 56 до 60 | 23 | |||||||
| Св. 60 до 64 | 10 | 24 | ±4 | +3,0 -0,5 |
||||
| Св. 64 до 70 | 25 | |||||||
| Св. 70 до 76 | 26 | |||||||
| Св. 76 до 82 | 27 | |||||||
| Св. 82 до 88 | 28 | |||||||
| Св. 88 до 94 | 29 | |||||||
| Св. 94 до 100 | 30 | |||||||
| Св. 100 до 106 | 32 | |||||||
| Св. 106 до 112 | 34 | |||||||
| Св. 112 до 118 | 36 | |||||||
Св. 118 до 120 118 до 120 |
38 | |||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | е | e1 | g = g1 | ||||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
| С43 | От 12 до 14 | 18 | ±2 | 15 | ±2 | 0,5 | + 1,5 -0,5 |
||
| Св. 14 до 17 | 19 | ±3 | 16 | +2,0 -0,5 |
|||||
Св. 17 до 20 17 до 20 |
20 | 17 | |||||||
| Св. 20 до 24 | 22 | 18 | |||||||
| Св. 24 до 28 | 24 | 19 | |||||||
| Св. 28 до 32 | 27 | 20 | |||||||
| Св. 32 до 36 | 30 | 21 | |||||||
| Св. 36 до 40 | 33 | 22 | |||||||
| Св. 40 до 44 | 36 | 23 | |||||||
| Св. 44 до 48 | 39 | 25 | |||||||
| Св. 48 до 52 | 42 | 27 | |||||||
| Св. 52 до 56 | 45 | 29 | |||||||
| Св. 56 до 60 | 48 | 31 | |||||||
| Св. 60 до 64 | 51 | ±4 | 33 | ±3 | +3,0 -0,5 |
||||
| Св. 64 до 70 | 54 | 35 | |||||||
Св. 70 до 76 70 до 76 |
57 | 37 | |||||||
| Св. 76 до 82 | 60 | 39 | |||||||
| Св. 82 до 88 | 63 | 41 | |||||||
| Св. 88 до 94 | 66 | 43 | |||||||
| Св. 94 до 100 | 69 | 45 | |||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | е | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
| С17 | От 3 до 5 | 8 | ±2 | 0,5 | +1,5 -0,5 |
||
Св. 5 до 8 5 до 8 |
12 | ||||||
| Св. 8 до 11 | 16 | ||||||
| Св. 11 до 14 | 19 | ||||||
| Св. 14 до 17 | 22 | ±3 | +2,0 -0,5 |
||||
| Св. 17 до 20 | 26 | ||||||
| Св. 20 до 24 | 30 | ||||||
| Св. 24 до 28 | 34 | ||||||
| Св. 28 до 32 | 38 | ||||||
| Св. 32 до 36 | 42 | ||||||
| Св. 36 до 40 | 47 | ||||||
| Св. 40 до 44 | 52 | ±4 | |||||
| Св. 44 до 48 | 54 | ||||||
| Св. 48 до 52 | 56 | ||||||
| Св. 52 до 56 | 60 | ||||||
| Св. 56 до 60 | 65 | ||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | b ±1 |
е | e1 ±1 |
g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. |
Пред. откл. | Номин. | Пред. откл. | ||||
| С18 | От 3 до 5 | 3 | 10 | ±2 | 4 | 0,5 | + 1,5 -0,5 |
||
| Св. 5 до 8 | 16 | ||||||||
| Св. 8 до 11 | 4 | 20 | |||||||
| Св. 11 до 14 | 24 | 6 | |||||||
| Св. 14 до 17 | 5 | 28 | ±3 | +2,0 -0,5 |
|||||
| Св. 17 до 20 | 32 | ||||||||
| Св. 20 до 24 | 36 | 8 | |||||||
| Св. 24 до 28 | 40 | ||||||||
Св. 28 до 32 28 до 32 |
44 | ||||||||
| Св. 32 до 36 | 48 | ||||||||
| Св. 36 до 40 | 50 | ||||||||
| Св. 40 до 44 | 54 | ±4 | |||||||
| Св. 44 до 48 | 56 | ||||||||
| Св. 48 до 52 | 60 | ||||||||
| Св. 52 до 56 | 63 | ||||||||
| Св. 56 до 60 | 68 | ||||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | b ±1 |
е | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. откл. |
|||
| С19 | От 6 до 10 | 8 | 17 | ±2 | 0,5 | +1,5 -0,5 |
||
| Св. 10 до 14 | 19 | |||||||
| Св. 14 до 18 | 22 | ±3 | +2,0 -0,5 |
|||||
| Св. 18 до 22 | 24 | |||||||
| Св. 22 до 26 | 12 | 26 | ||||||
| Св. 26 до 30 | 28 | |||||||
| Св. 30 до 35 | 30 | |||||||
| Св. 35 до 40 | 32 | |||||||
| Св. 40 до 47 | 34 | ±4 | ||||||
| Св. 47 до 54 | 36 | |||||||
| Св. 54 до 60 | 38 | |||||||
Св. 60 до 66 60 до 66 |
40 | ±5 | +3,0 -0,5 |
|||||
| Св. 66 до 72 | 44 | |||||||
| Св. 72 до 78 | 48 | |||||||
| Св. 78 до 85 | 52 | |||||||
| Св. 85 до 92 | 56 | |||||||
| Св. 92 до 100 | 60 | |||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | b ±1 |
е | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
| С20 | От 3 до 5 | 3 | 10 | ±2 | 0,5 | +1,5 -0,5 |
||
Св. 5 до 8 5 до 8 |
16 | |||||||
| Св. 8 до 11 | 4 | 20 | ||||||
| Св. 11 до 14 | 24 | |||||||
| Св. 14 до 17 | 5 | 28 | +3 | +2,0 -0,5 |
||||
| Св. 17 до 20 | 32 | |||||||
| Св. 20 до 24 | 36 | |||||||
| Св. 24 до 28 | 40 | |||||||
| Св. 28 до 32 | 44 | |||||||
| Св. 32 до 36 | 48 | |||||||
| Св. 36 до 40 | 50 | |||||||
| Св. 40 до 44 | 54 | ±4 | ||||||
| Св. 44 до 48 | 56 | |||||||
| Св. 48 до 52 | 60 | |||||||
| Св. 52 до 56 | 63 | |||||||
| Св. 56 до 60 | 68 | |||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | е | e1 ±2 |
g = g1 | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. |
Пред. откл. | Номин. | Пред. откл. | |||
| С21 | От 3 до 5 | 8 | ±2 | 8 | 0,5 | +1,5 -0,5 |
||
| Св. 5 до 8 | 12 | |||||||
| Св. 8 до 11 | 16 | 10 | ||||||
| Св. 11 до 14 | 19 | |||||||
| Св. 14 до 17 | 22 | ±3 | +2,0 -0,5 |
|||||
| Св. 17 до 20 | 26 | |||||||
| Св. 20 до 24 | 30 | |||||||
| Св. 24 до 28 | 34 | |||||||
| Св. 28 до 32 | 38 | |||||||
| Св. 32 до 36 | 42 | 12 | ||||||
Св. 36 до 40 36 до 40 |
47 | |||||||
| Св. 40 до 44 | 52 | ±4 | ||||||
| Св. 44 до 48 | 54 | |||||||
| Св. 48 до 52 | 56 | |||||||
| Св. 52 до 56 | 60 | |||||||
| Св. 56 до 60 | 65 | |||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | с +2 -1 |
h +2 -1 |
f +2 -1 |
е | e1 ±2 |
g =g1 | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. |
Пред. откл. | Номин. | Пред. откл. | ||||||
| С45 | От 8 до 11 | 4 | 6 | 12 | 14 | ±2 | 18 | 0,5 | +1,5 -0,5 |
||
| Св. 11 до 14 | 16 | ||||||||||
| Св. 14 до 17 | 20 | ±3 | +2,0 -0,5 |
||||||||
| Св. 17 до 20 | 7 | 9 | 14 | 24 | 20 | ||||||
| Св. 20 до 24 | 27 | ||||||||||
| Св. 24 до 28 | 30 | ||||||||||
| Св. 28 до 32 | 10 | 12 | 16 | 34 | 22 | ||||||
Св. 32 до 36 32 до 36 |
36 | ||||||||||
| Св. 36 до 40 | 38 | ||||||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | е | e1 ±2 |
g = g1 | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
| С23 | От 15 до 17 | 26 | ±3 | 10 | 0,5 | +2,0 -0,5 |
||
Св. 17 до 20 17 до 20 |
28 | |||||||
| Св. 20 до 24 | 30 | |||||||
| Св. 24 до 28 | 32 | |||||||
| Св. 28 до 32 | 33 | |||||||
| Св. 32 до 36 | 34 | 12 | ||||||
| Св. 36 до 40 | 35 | |||||||
| Св. 40 до 44 | 36 | ±4 | ||||||
| Св. 44 до 48 | 38 | |||||||
| Св. 48 до 52 | 40 | |||||||
| Св. 52 до 56 | 42 | |||||||
| Св. 56 до 60 | 44 | |||||||
| Св. 60 до 64 | 46 | ±5 | 14 | +3,0 -0,5 |
||||
| Св. 64 до 70 | 48 | |||||||
| Св. 70 до 76 | 50 | |||||||
| Св. 76 до 82 | 52 | |||||||
| Св. 82 до 88 | 54 | |||||||
Св. 88 до 94 88 до 94 |
56 | |||||||
| Св. 94 до 100 | 60 | |||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | е | e1 ±2 |
g = g1 | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
| С24 | От 15 до 17 | 24 | ±3 | 10 | 0,5 | +2,0 -0,5 |
||
Св. 17 до 20 17 до 20 |
26 | |||||||
| Св. 20 до 24 | 28 | |||||||
| Св. 24 до 28 | 30 | |||||||
| Св. 28 до 32 | 32 | |||||||
| Св. 32 до 36 | 34 | 12 | ||||||
| Св. 36 до 40 | 36 | |||||||
| Св. 40 до 44 | 38 | ±4 | ||||||
| Св. 44 до 48 | 40 | |||||||
| Св. 48 до 52 | 42 | |||||||
| Св. 52 до 56 | 44 | |||||||
| Св. 56 до 60 | 46 | |||||||
| Св. 60 до 64 | 48 | ±5 | 14 | +3,0 -0,5 |
||||
| Св. 64 до 70 | 50 | |||||||
| Св. 70 до 76 | 52 | |||||||
| Св. 76 до 82 | 54 | |||||||
| Св. 82 до 88 | 56 | |||||||
Св. 88 до 94 88 до 94 |
58 | |||||||
| Св. 94 до 100 | 60 | |||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | е | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
| С25 | От 8 до 11 | 10 | ±2 | 0,5 | +1,5 -0,5 |
||
| Св. 11 до 14 | 12 | ||||||
| Св. 14 до 17 | 14 | ±3 | +2,0 -0,5 |
||||
Св. 17 до 20 17 до 20 |
16 | ||||||
| Св. 20 до 24 | 18 | ||||||
| Св. 24 до 28 | 20 | ||||||
| Св. 28 до 32 | 22 | ||||||
| Св. 32 до 36 | 24 | ||||||
| Св. 36 до 40 | 26 | ||||||
| Св. 40 до 44 | 28 | ||||||
| Св. 44 до 48 | 30 | ||||||
| Св. 48 до 52 | 32 | ||||||
| Св. 52 до 56 | 34 | ||||||
| Св. 56 до 60 | 36 | ||||||
| Св. 60 до 64 | 39 | ±4 | +3,0 -0,5 |
||||
| Св. 64 до 70 | 42 | ||||||
| Св. 70 до 76 | 45 | ||||||
| Св. 76 до 82 | 48 | ||||||
| Св. 82 до 88 | 51 | ||||||
| Св. 88 до 94 | 54 | ||||||
Св.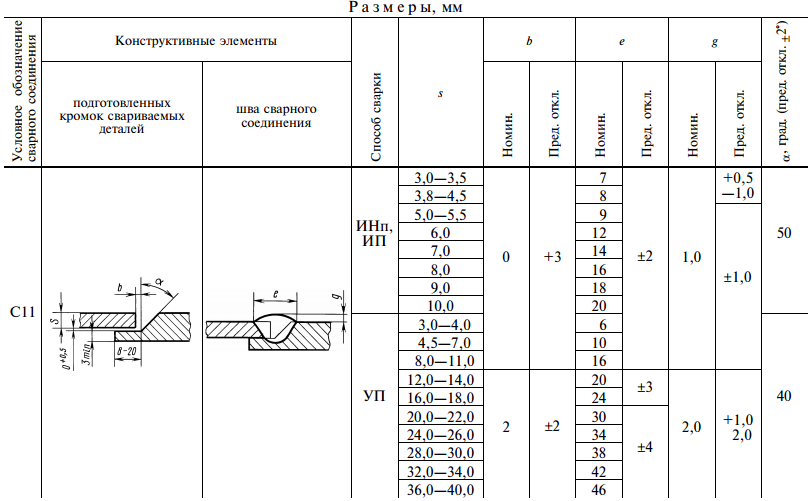 94 до 100 94 до 100 |
57 | ||||||
| Св. 100 до 106 | 60 | ||||||
| Св. 106 до 112 | 63 | ||||||
| Св. 112 до 118 | 66 | ||||||
| Св. 118 до 120 | 68 | ||||||
| z | Конструктивные элементы | s = s1 | е | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
| С26 | От 30 до 34 | 23 | ±3 | 0,5 | +2,0 -0,5 |
||
Св. 34 до 38 34 до 38 |
24 | ||||||
| Св. 38 до 42 | 25 | ||||||
| Св. 42 до 46 | 26 | ||||||
| Св. 46 до 50 | 27 | ||||||
| Св. 50 до 54 | 28 | ||||||
| Св. 54 до 60 | 29 | ||||||
| Св. 60 до 66 | 31 | ±4 | +3,0 -0,5 |
||||
| Св. 66 до 72 | 33 | ||||||
| Св. 72 до 78 | 34 | ||||||
| Св. 78 до 84 | 36 | ||||||
| Св. 84 до 90 | 38 | ||||||
| Св. 90 до 96 | 40 | ||||||
| Св. 96 до 100 | 42 | ||||||
| Св. 100 до 108 | 44 | ||||||
| Св. 108 до 116 | 46 | ||||||
| Св. 116 до 124 | 48 | ||||||
| Св. 124 до 132 | 50 | ±5 | |||||
Св. 132 до 140 132 до 140 |
52 | ||||||
| Св. 140 до 148 | 54 | ||||||
| Св. 148 до 156 | 56 | ||||||
| Св. 156 до 164 | 60 | ||||||
| Св. 164 до 170 | 64 | ||||||
| Св. 170 до 175 | 68 | ||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | h ±1 |
е | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
| С27 | От 30 до 34 | 8 | 17 | ±3 | 0,5 | +2,0 -0,5 |
||
Св. 34 до 38 34 до 38 |
18 | |||||||
| Св. 38 до 42 | 20 | |||||||
| Св. 42 до 46 | 21 | |||||||
| Св. 46 до 50 | 22 | |||||||
| Св. 50 до 54 | 23 | |||||||
| Св. 54 до 60 | 25 | |||||||
| Св. 60 до 66 | 12 | 28 | ±4 | +3,0 -0,5 |
||||
| Св. 66 до 72 | 30 | |||||||
| Св. 72 до 78 | 32 | |||||||
| Св. 78 до 84 | 34 | |||||||
| Св. 84 до 90 | 36 | |||||||
| Св. 90 до 96 | 38 | |||||||
| Св. 96 до 100 | 40 | |||||||
| Св. 100 до 108 | 20 | 42 | ||||||
| Св. 108 до 116 | 44 | |||||||
| Св. 116 до 124 | 46 | |||||||
Св. 124 до 132 124 до 132 |
50 | ±5 | ||||||
| Св. 132 до 140 | 54 | |||||||
| Св. 140 до 148 | 57 | |||||||
| Св. 148 до 156 | 60 | |||||||
| Св. 156 до 164 | 64 | |||||||
| Св. 164 до 170 | 68 | |||||||
| Св. 170 до 175 | 72 | |||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | e | Е1 | g = g1 | ||||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин.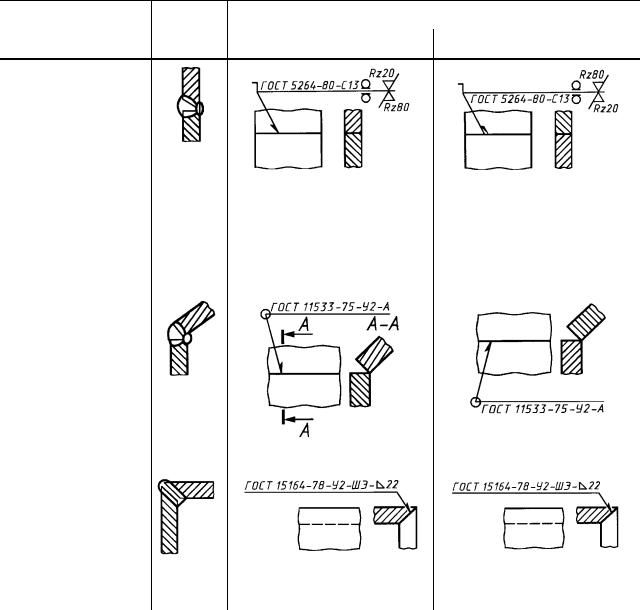 |
Пред. откл. | ||
| С39 | От 12 до 14 | 16 | ±2 | 11 | ±2 | 0,5 | +1,5 -0,5 |
||
| Св. 14 до 17 | 18 | ±3 | 12 | +2,0 -0,5 |
|||||
| Св. 17 до 20 | 20 | 13 | |||||||
| Св. 20 до 24 | 22 | 14 | |||||||
| Св. 24 до 28 | 25 | 16 | |||||||
| Св. 28 до 32 | 28 | 18 | |||||||
| Св. 32 до 36 | 30 | 20 | |||||||
| Св. 36 до 40 | 32 | 22 | |||||||
| Св. 40 до 44 | 35 | 24 | |||||||
Св. 44 до 48 44 до 48 |
38 | 25 | |||||||
| Св. 48 до 52 | 41 | 26 | |||||||
| Св. 52 до 56 | 44 | 77 | |||||||
| Св. 56 до 60 | 47 | 28 | |||||||
| Св. 60 до 64 | 49 | ±4 | 29 | ±3 | +3,0 -0,5 |
||||
| Св. 64 до 70 | 51 | 30 | |||||||
| Св. 70 до 76 | 53 | 31 | |||||||
| Св. 76 до 82 | 55 | 32 | |||||||
| Св. 82 до 88 | 57 | 33 | |||||||
| Св. 88 до 94 | 60 | 34 | |||||||
| Св. 94 до 100 | 63 | 35 | |||||||
| Св. 100 до 106 | 66 | 36 | |||||||
| Св. 106 до 112 | 69 | 38 | |||||||
Св. 112 до 118 112 до 118 |
72 | 40 | |||||||
| Св. 118 до 120 | 75 | 42 | |||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s = s1 | е | E1 | g = g1 | ||||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
| С40 | От 12 до 14 | 20 | ±2 | 10 | ±2 | 0,5 | +1,5 -0,5 |
||
Св. 14 до 17 14 до 17 |
22 | ±3 | 11 | +2,0 -0,5 |
|||||
| Св. 17 до 20 | 23 | 12 | |||||||
| Св. 20 до 24 | 24 | 13 | |||||||
| Св. 24 до 28 | 25 | 14 | |||||||
| Св. 28 до 32 | 26 | 15 | |||||||
| Св. 32 до 36 | 27 | 16 | |||||||
| Св. 36 до 40 | 28 | 18 | |||||||
| Св. 40 до 44 | 29 | 20 | |||||||
| Св. 44 до 48 | 30 | 21 | |||||||
| Св. 48 до 52 | 31 | 23 | |||||||
| Св. 52 до 56 | 32 | 25 | |||||||
| Св. 56 до 60 | 33 | 27 | |||||||
| Св. 60 до 64 | 34 | ±4 | 29 | ±3 | +3,0 -0,5 |
||||
Св. 64 до 70 64 до 70 |
36 | 30 | |||||||
| Св. 70 до 76 | 38 | 31 | |||||||
| Св. 76 до 82 | 40 | 32 | |||||||
| Св. 82 до 88 | 42 | 34 | |||||||
| Св. 88 до 94 | 44 | 36 | |||||||
| Св. 94 до 100 | 47 | 38 | |||||||
| Св. 100 до 106 | 50 | 40 | |||||||
| Св. 106 до 112 | 52 | 42 | |||||||
| Св. 112 до 118 | 54 | 44 | |||||||
| Св. 118 до 120 | 56 | 46 | |||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | b | R | i | е, не более | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | |||||
| У1 | От 1 до 2 | 0 | +0,5 | От s до 2s | От s до 3s | 2s + 3 | ||
| Св. 2 до 4 | + 1,0 | |||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | R | е, не более | g | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | ||||
| У2 | От 1 до 2 | От s до 2s | 5 | 0 | +1 | ||
| Св. 2 до 6 | 7 | +2 | |||||
| Св. 6 до 9 | 13 | ||||||
| Св. 9 до 12 | 17 | ||||||
| Условное обозначение сварного соединения | Конструктивные | элементы | s | n | b | е, не более | |
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | ||||
| У4 | От 1,0 до 1,5 | От 0 до 0,5 | 0 | +0,5 | 6 | ||
| Св. 1,5 до 3,0 | +1,0 | 8 | |||||
| Св. 3,0 до 5,0 | +2,0 | 10 | |||||
| Св. 5,0 до 6,0 | 12 | ||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | n | b | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | |||
| У4 | От 1,0 до 1,5 | Св. 0,5s до s | 0 | +0,5 | ||
| Св. 1,5 до 3,0 | +1,0 | |||||
| Св. 3,0 до 30,0 | +2,0 | |||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | n | b | е, не более | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | ||||
| У5 | От 2 до 3 | От 0 до 0,5s | 0 | +1 | 8 | ||
| Св. 3 до 5 | +2 | 10 | |||||
| Св. 5 до 6 | 12 | ||||||
| Св. 6 до 8 | 14 | ||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | n | b | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | |||
| У5 | От 2 до 3 | Св. 0,5s до s | 0 | +1 | ||
| Св. 3 до 30 | +2 | |||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | е | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
| У6 | От 3 до 5 | 8 | ±2 | 0,5 | + 1,5 -0,5 |
||
| Св. 5 до 8 | 12 | ||||||
| Св. 8 до 11 | 16 | ||||||
| Св. 11 до 14 | 20 | ||||||
| Св. 14 до 17 | 24 | ±3 | +2,0 -0,5 |
||||
| Св. 17 до 20 | 28 | ||||||
| Св. 20 до 24 | 32 | ||||||
| Св. 24 до 28 | 35 | ||||||
| Св. 28 до 32 | 38 | ||||||
| Св. 32 до 36 | 41 | ||||||
| Св. 36 до 40 | 44 | ||||||
| Св. 40 до 44 | 49 | ±4 | |||||
| Св. 44 до 48 | 53 | ||||||
| Св. 48 до 52 | 56 | ||||||
| Св. 52 до 56 | 60 | ||||||
| Св. 56 до 60 | 64 | ||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | e | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
| У7 | От 3 до 5 | 8 | ±2 | 0,5 | + 1,5 -0,5 |
||
| Св. 5 до 8 | 12 | ||||||
| Св. 8 до 11 | 16 | ||||||
| Св. 11 до 14 | 20 | ||||||
| Св. 14 до 17 | 24 | ±3 | +2,0 -0,5 |
||||
| Св. 17 до 20 | 28 | ||||||
| Св. 20 до 24 | 32 | ||||||
| Св. 24 до 28 | 35 | ||||||
| Св. 28 до 32 | 38 | ||||||
| Св. 32 до 36 | 41 | ||||||
| Св. 36 до 40 | 44 | ||||||
| Св. 40 до 44 | 49 | ±4 | |||||
| Св. 44 до 48 | 53 | ||||||
| Св. 48 до 52 | 56 | ||||||
| Св. 52 до 56 | 60 | ||||||
| Св. 56 до 60 | 64 | ||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | е | e1 | g | ||||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
| У8 | От 8 до 11 | 10 | ±2 | 9 | ±2 | 0,5 | +1,5 -0,5 |
||
| Св. 11 до 14 | 12 | 11 | |||||||
| Св. 14 до 17 | 14 | ±3 | 12 | ±3 | +2,0 -0,5 |
||||
| Св. 17 до 20 | 16 | 14 | |||||||
| Св. 20 до 24 | 18 | 16 | |||||||
| Св. 24 до 28 | 20 | 18 | |||||||
| Св. 28 до 32 | 22 | 20 | |||||||
| Св. 32 до 36 | 24 | 22 | |||||||
| Св. 36 до 40 | 26 | 24 | |||||||
| Св. 40 до 44 | 28 | 26 | |||||||
| Св. 44 до 48 | 30 | 28 | |||||||
| Св. 48 до 52 | 32 | 30 | |||||||
| Св. 52 до 56 | 34 | 32 | |||||||
| Св. 56 до 60 | 36 | 34 | |||||||
| Св. 60 до 64 | 39 | ±4 | 37 | ±4 | +3,0 -0,5 |
||||
| Св. 64 до 70 | 42 | 40 | |||||||
| Св. 70 до 76 | 45 | 43 | |||||||
| Св. 76 до 82 | 48 | 46 | |||||||
| Св. 82 до 88 | 51 | 48 | |||||||
| Св. 88 до 94 | 54 | 52 | |||||||
| Св. 94 до 100 | 58 | 56 | |||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | e | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
| У9 | От 3 до 5 | 8 | ±2 | 0,5 | +1,5 -0,5 |
||
| Св. 5 до 8 | 12 | ||||||
| Св. 8 до 11 | 16 | ||||||
| Св. 11 до 14 | 19 | ||||||
| Св. 14 до 17 | 22 | ±3 | +2,0 -0,5 |
||||
| Св. 17 до 20 | 26 | ||||||
| Св. 20 до 24 | 30 | ||||||
| Св. 24 до 28 | 34 | ||||||
| Св. 28 до 32 | 38 | ||||||
| Св. 32 до 36 | 42 | ||||||
| Св. 36 до 40 | 47 | ||||||
| Св. 40 до 44 | 52 | ±4 | |||||
| Св. 44 до 48 | 54 | ||||||
| Св. 48 до 52 | 56 | ||||||
| Св. 52 до 56 | 60 | ||||||
| Св. 56 до 60 | 65 | ||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | e | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
| У10 | От 3 до 5 | 8 | ±2 | 0,5 | +1,5 -0,5 |
||
| Св. 5 до 8 | 12 | ||||||
| Св. 8 до 11 | 16 | ||||||
| Св. 11 до 14 | 19 | ||||||
| Св. 14 до 17 | 22 | ±3 | +2,0 -0,5 |
||||
| Св. 17 до 20 | 26 | ||||||
| Св. 20 до 24 | 30 | ||||||
| Св. 24 до 28 | 34 | ||||||
| Св. 28 до 32 | 38 | ||||||
| Св. 32 до 36 | 42 | ||||||
| Св. 36 до 40 | 47 | ||||||
| Св. 40 до 44 | 52 | ±4 | |||||
| Св. 44 до 48 | 54 | ||||||
| Св. 48 до 52 | 56 | ||||||
| Св. 52 до 56 | 60 | ||||||
| Св. 56 до 60 | 65 | ||||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | b | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. |
||
| Т1 | От 2 до 3 | 0 | +1 | ||
| Св. 3 до 15 | +2 | ||||
| Св. 15 до 40 | +3 | ||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | b | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | ||
| Т3 | От 2 до 3 | 0 | +1 | ||
| Св. 3 до 15 | +2 | ||||
| Св. 15 до 40 | +3 | ||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | e | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | ||
| Т6 | От 3 до 5 | 7 | ±2 | ||
| Св. 5 до 8 | 10 | ||||
| Св. 8 до 11 | 14 | ||||
| Св. 11 до 14 | 18 | ||||
| Св. 14 до 17 | 22 | ±3 | |||
| Св. 17 до 20 | 26 | ||||
| Св. 20 до 24 | 30 | ||||
| Св. 24 до 28 | 33 | ||||
| Св. 28 до 32 | 36 | ||||
| Св. 32 до 36 | 40 | ||||
| Св. 36 до 40 | 44 | ||||
| Св. 40 до 44 | 47 | ±4 | |||
| Св. 44 до 48 | 50 | ||||
| Св. 48 до 52 | 54 | ||||
| Св. 52 до 56 | 58 | ||||
| Св. 56 до 60 | 62 | ||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | е | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | ||
| Т7 | От 3 до 5 | 7 | ±2 | ||
| Св. 5 до 8 | 10 | ||||
| Св. 8 до 11 | 14 | ||||
| Св. 11 до 14 | 18 | ||||
| Св. 14 до 17 | 22 | ±3 | |||
| Св. 17 до 20 | 26 | ||||
| Св. 20 до 24 | 30 | ||||
| Св. 24 до 28 | 33 | ||||
| Св. 28 до 32 | 36 | ||||
| Св. 32 до 36 | 40 | ||||
| Св. 36 до 40 | 44 | ||||
| Св. 40 до 44 | 47 | ±4 | |||
| Св. 44 до 48 | 50 | ||||
| Св. 48 до 52 | 54 | ||||
| Св. 52 до 56 | 58 | ||||
| Св. 56 до 60 | 62 | ||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | R ±1 |
е | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | |||
| Т2 | От 15 до 17 | 8 | 14 | ±3 | ||
| Св. 17 до 20 | 15 | |||||
| Св. 20 до 24 | 16 | |||||
| Св. 24 до 28 | 17 | |||||
| Св. 28 до 32 | 18 | |||||
| Св. 32 до 36 | 20 | |||||
| Св. 36 до 40 | 22 | |||||
| Св. 40 до 44 | 24 | ±4 | ||||
| Св. 44 до 48 | 26 | |||||
| Св. 48 до 52 | 28 | |||||
| Св. 52 до 56 | 30 | |||||
| Св. 56 до 60 | 32 | |||||
| Св. 60 до 64 | 10 | 34 | ±5 | |||
| Св. 64 до 70 | 36 | |||||
| Св. 70 до 76 | 38 | |||||
| Св. 76 до 82 | 40 | |||||
| Св. 82 до 88 | 42 | |||||
| Св. 88 до 94 | 44 | |||||
| Св. 94 до 100 | 46 | |||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | e | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | ||
| Т8 | От 8 до 11 | 9 | ±2 | ||
| Св. 11 до 14 | 11 | ||||
| Св. 14 до 17 | 12 | ±3 | |||
| Св. 17 до 20 | 14 | ||||
| Св. 20 до 24 | 16 | ||||
| Св. 24 до 28 | 18 | ||||
| Св. 28 до 32 | 20 | ||||
| Св. 32 до 36 | 22 | ||||
| Св. 36 до 40 | 24 | ||||
| Св. 40 до 44 | 26 | ||||
| Св. 44 до 48 | 28 | ||||
| Св. 48 до 52 | 30 | ||||
| Св. 52 до 56 | 32 | ||||
| Св. 56 до 60 | 34 | ||||
| Св. 60 до 64 | 37 | ±4 | |||
| Св. 64 до 70 | 40 | ||||
| Св. 70 до 76 | 43 | ||||
| Св. 76 до 82 | 46 | ||||
| Св. 82 до 88 | 48 | ||||
| Св. 88 до 94 | 52 | ||||
| Св. 94 до 100 | 56 | ||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | е | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | ||
| Т9 | От 12 до 14 | 8 | ±2 | ||
| Св. 14 до 17 | 10 | ±3 | |||
| Св. 17 до 20 | 12 | ||||
| Св. 20 до 24 | 14 | ||||
| Св. 24 до 28 | 16 | ||||
| Св. 28 до 32 | 17 | ||||
| Св. 32 до 36 | 18 | ||||
| Св. 36 до 40 | 19 | ||||
| Св. 40 до 44 | 20 | ||||
| Св. 44 до 48 | 21 | ||||
| Св. 48 до 52 | 22 | ||||
| Св. 52 до 56 | 24 | ||||
| Св. 56 до 60 | 26 | ||||
| Св. 60 до 64 | 28 | ±4 | |||
| Св. 64 до 70 | 30 | ||||
| Св. 70 до 76 | 32 | ||||
| Св. 76 до 82 | 34 | ||||
| Св. 82 до 88 | 36 | ||||
| Св. 88 до 94 | 38 | ||||
| Св. 94 до 100 | 40 | ||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | R ±1 |
е | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | |||
| Т5 | От 30 до 32 | 8 | 14 | ±3 | ||
| Св. 32 до 36 | 15 | |||||
| Св. 36 до 40 | 16 | |||||
| Св. 40 до 44 | 17 | |||||
| Св. 44 до 48 | 18 | |||||
| Св. 48 до 52 | 19 | |||||
| Св. 52 до 56 | 20 | |||||
| Св. 56 до 60 | 21 | |||||
| Св. 60 до 64 | 10 | 22 | ±4 | |||
| Св. 64 до 70 | 23 | |||||
| Св. 70 до 76 | 24 | |||||
| Св. 76 до 82 | 25 | |||||
| Св. 82 до 88 | 26 | |||||
| Св. 88 до 94 | 27 | |||||
| Св. 94 до 100 | 28 | |||||
| Св. 100 до 106 | 30 | |||||
| Св. 106 до 112 | 32 | |||||
| Св. 112 до 118 | 34 | |||||
| Св. 118 до 120 | 36 | |||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | В | b | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | |||
| h2 | От 2 до 5 | 3 — 20 | 0 | +1,0 | ||
| Св. 5 до 10 | 8 — 40 | +1,5 | ||||
| Св. 10 до 29 | 12 — 100 | +2,0 | ||||
| Св. 29 до 60 | 30 — 240 | |||||
| Условное обозначение сварного соединения | Конструктивные элементы | s | В | b | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | |||
| Н2 | От 2 до 5 | 3 — 20 | 0 | +1,0 | ||
| Св. 5 до 10 | 8 — 40 | +1,5 | ||||
| Св. 10 до 29 | 12 — 100 | +2,0 | ||||
| Св. 29 до 60 | 30 — 240 | |||||
4. Сварка стыковых соединений деталей неодинаковой толщины при разнице, не превышающей значений, указанных в табл. 55, должна проводиться так же, как деталей одинаковой толщины; конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине.
| Толщина тонкой детали | Разность толщин деталей |
| От 1 до 4 | 1 |
| Св. 4 до 20 | 2 |
| Св. 20 до 30 | 3 |
| Св. 30 | 4 |
Для осуществления плавного перехода от одной детали к другой допускается наклонное расположение поверхности шва (черт. 1).
При разности в толщине свариваемых деталей свыше значений, указанных в табл. 55, на детали, имеющей большую толщину s1, должен быть сделан скос с одной или двух сторон до толщины тонкой детали s, как указано на черт. 2, 3 и 4. При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
5. Допускается смещение свариваемых кромок перед сваркой относительно друг друга, не более:
0,5 мм — для деталей толщиной до 4 мм;
1,0 мм — для деталей толщиной 4 — 10 мм;
0,1s, но не более 3 мм — для деталей толщиной 10 — 100 мм;
0,01s + 2 мм, но не более 4 мм — для деталей толщиной более 100 мм.
6. В стыковых, тавровых и угловых соединениях толщиной более 16 мм, выполняемых в монтажных условиях, допускается увеличение номинального значения размера b до 4 мм. При этом соответственно сможет быть увеличена ширина шва е, e1.
(Измененная редакция, Изм. № 1).
7. При сварке в положениях, отличных от нижнего, допускается увеличение размера g и g1не более:
1,0 мм — для деталей толщиной до 60 мм;
2,0 мм — для деталей толщиной свыше 60 мм.
8. При выполнении двустороннего шва с полным проплавлением перед сваркой с обратной стороны корень шва должен быть расчищен до чистого металла. Для несимметричных соединений с двусторонним швом в случае строжки корня первого шва допускается увеличение размеров подварочного шва до размеров первого шва.
9. Размер и предельные отклонения катета углового шва K, K1 должны быть установлены при проектировании. При этом размер катета должен быть не более 3 мм для деталей толщиной до 3 мм включительно и 1, 2 толщины более тонкой детали при сварке деталей толщиной свыше 3 мм. Предельные отклонения размера катета угловых швов от номинального значения приведены в приложении 3.
8, 9. (Измененная редакция, Изм. № 1).
10. (Исключен, Изм. № 1).
11. Минимальные значения катетов угловых швов приведены в приложении 1.
12. При применении электродов с более высоким временным сопротивлением разрыву, чем у основного металла, катет углового шва в расчетном соединении может быть уменьшен до значений, приведенных в приложении 2.
13. Допускается выпуклость и вогнутость углового шва до 30% его катета. При этом вогнутость не должна приводить к уменьшению значения катета Kп (черт. 5), установленного при проектировании.
Примечание. Катетом Kп является катет наибольшего прямоугольного треугольника, вписанного во внешнюю часть углового шва. При симметричном шве за катет Kп принимается любой из равных катетов, при несимметричном шве — меньший.
(Измененная редакция, Изм. № 1).
14. Допускается применять установленные настоящим стандартом основные типы сварных соединений, конструктивные элементы и размеры сварных соединений при сварке в двуокиси углерода электродной проволокой диаметром 0,8 — 1,4 мм (УП).
15. Допускается в местах перекрытия сварных швов и в местах исправления дефектов увеличение размеров швов до 30% номинального значения.
16. При подготовке кромок с применением ручного инструмента предельные отклонения угла скоса кромок могут быть увеличены до ±5°.
При этом соответственно может быть изменена ширина шва е, е1.
15, 16. (Введены дополнительно, Изм. № 1).
ПРИЛОЖЕНИЕ 1
| Предел текучести свариваемой стали, МПа | Минимальный катет углового шва для толщины более толстого из свариваемых элементов | |||||||
| От 3 до 4 | Св. 4 до 5 | Св. 5 до 10 | Св. 10 до 16 | Св. 16 до 22 | Св. 22 до 32 | Св. 32 до 40 | Св. 40 до 80 | |
| До 400 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| Св. 400 до 450 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 12 |
Примечание. Минимальное значение катета не должно превышать 1,2 толщины более тонкого элемента.
ПРИЛОЖЕНИЕ 2
| Катет углового шва для отношения временного сопротивления разрыву металла шва к временному сопротивлению разрыву основного металла | ||||
| 1,0 | 1,1 | 1,2 | 1,3 | 1,4 |
| 4 | 4 | 4 | 3 | 3 |
| 5 | 5 | 4 | 4 | 4 |
| 6 | 6 | 5 | 5 | 4 |
| 7 | 7 | 6 | 6 | 5 |
| 8 | 7 | 7 | 6 | 6 |
| 9 | 8 | 8 | 7 | 7 |
| 10 | 9 | 9 | 8 | 7 |
| 11 | 10 | 9 | 9 | 8 |
| 12 | 11 | 10 | 9 | 9 |
| 13 | 12 | 11 | 10 | 9 |
| 14 | 13 | 12 | 11 | 10 |
| 15 | 14 | 13 | 12 | 11 |
| 16 | 15 | 14 | 13 | 12 |
| 17 | 16 | 14 | 13 | 12 |
| 18 | 17 | 15 | 14 | 13 |
| 19 | 17 | 16 | 15 | 14 |
| 20 | 18 | 17 | 16 | 14 |
ПРИЛОЖЕНИЕ 3
| Номинальный размер катета углового шва | Предельное отклонение размера катета углового шва |
| От 3 до 5 | +1,0 |
| -0,5 | |
| Св. 5 до 8 | +2,0 |
| -1,0 | |
| Св. 8 до 12 | +2,5 |
| -1,5 | |
| Св. 12 | +3,0 |
| -2,0 |
ПРИЛОЖЕНИЕ 3. (Введено дополнительно, Изм. № 1).
Требования, предъявляемые к качеству сварных соединений
Основные требования к качеству сварных соединений
13 июля 2019 Новости
Сварное соединение металлических элементов – один из наиболее часто применяемых методов неразрывного скрепления металлоконструкций. От качества сварных швов зависят безопасность и надёжность трубопроводов, каркасов зданий, мостовых ферм и т. д., поэтому разработаны государственные стандарты, определяющие требования к данным соединениям. Проверка качества сварных швов на соответствие их требованиям ГОСТов и испытания на прочность проводятся в лаборатории неразрушающего контроля.
Критерии определения качества швов
Сварные соединения должны обеспечивать прочное монтажное крепление элементов, позволяющее выдержать значительные нагрузки. Для отдельных швов существуют требования к герметичности и непроницаемости.
Существует ряд критериев, закрепленных в ГОСТ 31385-2008, по которым определяется качество сварного соединения:
- Механические свойства. Требования к данным характеристикам сварного шва предъявляются по таким показателям, как относительное удлинение металла, ударная вязкость материала, временное сопротивление на статическом изгибе, твёрдость. Так, удлинение не должно превышать 16%. Вязкость шва определяется в единицах измерения Дж/кв. см, и минимальное значение должно быть равно 29. Показатель временного разрыва шва при статическом изгибе должен быть таким же, как и у основного металла конструкции. Твёрдость сварного соединения регламентируется СНиП II-23.
- Технические характеристики. Внешний вид сварного соединения должен соответствовать требованиям государственного стандарта. Так, основной металл конструкции должен плавно соединяться швом, на котором не допустимы трещины, свищи, чешуйки и наружные поры.
Существует классификация качества сварных соединений, определяемая СТО 02494680-0046-2005:
- I категория (высшее качество) – к ней относятся швы различных типовых конфигураций (простой стыковочный, наварной внахлёст, угловой, тавровый). Такие соединения должны выдерживать максимальные нагрузки, иметь высокие показатели напряжения на растяжение, могут располагаться на металлических фермах, балках, ригелях или стенах. Металлоконструкции должны принадлежать к 1-й и 2-й (при эксплуатации в -40° С) группам.
- II категория (среднее качество) – угловые и стыковые швы, которые соединяют основные элементы металлоконструкций 2-й и 3-й групп, а также сжатых и растянутых деталей сооружений.
- III категория (низкие требования к качеству) – относятся швы, соединяющие вспомогательные элементы металлоконструкций, не имеющие опорных функций и не подвергающиеся интенсивным нагрузкам.
Наш лабораторно-учебный центр проводит предподготовку и аттестацию сварщиков в соответствии с требованиями законодательства. Прохождение обучения со сдачей экзаменов позволит обеспечить необходимую квалификацию работников.
Сварные швы и болты металлоконструкций
Согласно действующим нормам и стандартам, чертежи металлических конструкций выполняются с применением разнообразных графических обозначений. Они необходимы для того, чтобы отображать условные либо упрощенные изображения крепежа, различных конструктивных особенностей строений и пр. Графические обозначения наносятся на чертежи в соответствии с определенными правилами.
Когда проектировщики выполняют чертежи различных металлических конструкций, то для изображения на них сварных швов используют условные изображения, предусмотренные ГОСТ 2.312 – 72. Однако из этого правила есть свое исключение, и состоит оно в том, что в соответствии с теми стандартами, которые приняты на предприятиях, занимающихся изготовлением металлических конструкций, на чертежах марки КМ можно указывать изображения швов сварных соединений, которые приведены в следующей таблице.
Металлические конструкции
Сфера применения металлических конструкций чрезвычайно широка. Они используются практически во всех зданиях гражданского и промышленного назначения, для возведения инженерных сооружений. Без них не обойтись тогда, когда нужно соорудить большие пролеты на значительной высоте и испытывающие немалые нагрузки. Чаще всего металлические конструкции применяются в производственных зданиях, при строительстве эстакад, мостов, мачт и башен. Их также активно используют для создания каркасов многоэтажных зданий, а также в разнообразных листовых конструкциях.
У металлических конструкций есть множество достоинств, благодаря которым их можно столь широко и успешно применять в строительстве.
Ключевым фактором, который обеспечивает высокую степень надежности металлоконструкций, является то, что реальные значения такой их важнейшей характеристики, как распределение напряжений и деформаций, практически совпадают с расчетными. Сталь и алюминиевые сплавы различных марок, из которых изготавливают металлические конструкции, очень однородны по своей структуре. Кроме того, они также имеют очень близкие к расчетным показатели упругопластической и упругой работе этих материалов.
Изготовлением разнообразных металлических конструкций, используемых при строительстве, занимается немало промышленных предприятий. Те из них, которые оснащены современным высокопроизводительным оборудованием, изготавливают изделия с высокой степенью готовности. Что касается установки металлических конструкций, то эта процедура отличается высокой технологичностью и осуществляется персоналом специализированных организаций с использованием современной техники.
Проектирование металлических конструкций осуществляется с учетом предъявляемых к ним технологических требований и требований, касающихся монтажа. Кроме того, оно производится с использованием самых современных и эффективных методик, которые обеспечивают минимизацию трудоемкости этого процесса.
После того как металлические конструкции, предназначенные для использования в качестве элементов каких-либо строительных объектов, изготовлены на предприятии, их необходимо доставить непосредственно на место монтажа или же целиком, или же по частям (так называемыми отправочными элементами). Для этого используют специализированные транспортные средства.
Долговечность металлических конструкций определяется сроками их морального и физического износа. Длительность последнего связана, прежде всего, с процессами электрохимической коррозии. Для того чтобы обеспечить защиту металла от нее, сейчас используют самые передовые технологии обработки, а также новейшие лакокрасочные и полимерные покрытия.
Вне зависимости от того, для чего именно предназначена та или иная металлическая конструкция и в какой именно степени она загружена и функциональна, она должна обладать гармоничными (с точки зрения эстетики) формами. Это требование является наиболее существенным для тех металлоконструкций, которые используются при строительстве различных общественных зданий и сооружений.
Ручная дуговая сварка ГОСТ 5264-80: технические требования, применение
28.08.2014
Одним из основополагающих нормативных документов, регламентирующих процесс осуществления ручной дуговой сварки, является ГОСТ 5264-80. Документ введен в практику в 1980 году и содержит в себе требования, касающиеся правил ведения работ, необходимость в которых возникает в различных хозяйственных сферах. Государственный стандарт нормирует типы, конструкцию и размеры сварных соединений, которые могут использоваться при проведении сварных работ.
Сварка по ГОСТу 5264-80
Ведение сварочных работ с использование электродуговой сварки осуществляется с учетом требований ГОСТа 5264-80, установленных и действующих в отношении выполнения данного типа соединений. Нормативы являются обязательными для выполнения работ по соединению стальных конструкций, а также элементов и деталей, в изготовлении которых применены никелевые и железоникелевые сплавы. Не регламентируются по ГОСТу 5264-80 сварные швы, необходимые для соединения стальных труб при монтаже трубопроводов, но в отношении выполнения которых разработана и действует иная нормативная документация.
Технические требования ГОСТа 5264-80
Утвержденные нормативы ГОСТа 5264-80 скачать можно в формате таблицы. Ее содержание отражает следующие ключевые моменты:
1.Схемы-изображения сварных соединений, допустимых данным стандартом
2.Параметры осуществления соединения
3.Допустимые размеры швов
Выполнение работ по электродуговой сварке в соответствии с указанными нормативами позволяет добиться качества и надежности шовного соединения. Это, в свою очередь, гарантирует обеспечение долгосрочного и безопасного использования сварных металлоконструкций.
Применение сварки ГОСТ 5264-80
Необходимость своего применения государственный стандарт ГОСТ 5264-80 находит в строительстве и машиностроении. Но, вместе с тем, он активно применяется и в других сферах промышленности. Основные преимущества использования электродуговой сварки, выполненной в соответствии с установленными нормативами, состоят в следующем:
- невысокий уровень затрат на использование в сравнении с альтернативными способами ведения сварочных работ
- удобство и оперативность проведения сварочных работ
- высокий уровень надежности креплений элементов сварных металлоконструкций
- герметичность сварного шва
Качество результата использования электродуговой сварки гарантируется только при условии четкого соблюдения технологических норм, закрепленных ГОСТом. Нарушение стандартов становится причиной нарушения целостности готовых металлоконструкций и их обрушения.
Производство
Структурная целостность и качество продукции оказывают решающее значение для долгосрочного успеха в бизнесе. Именно поэтому производство металлических конструкций в нашей компании оснащено самым современным оборудованием. Необходимость применения сборочных стапелей, кондукторов, приспособлений и т.д. определяется отделом главного технолога исходя из требований КД. Сварные швы соответствуют требованиям ГОСТ 14771-76, ГОСТ 5264-80. Швы соединений по окончании сварки очищаются от шлака, брызг и натеков металла.
В проектной документации заранее указываются методы и объемы контроля, и требуемый уровень качества сварных соединений (категории швов).
Обязательно производится визуальный контроль сварных швов. Они должны удовлетворять требованиям п. 4.10.8 ГОСТ 23118-99.
Габаритные и установочные размеры арок и каркаса соответствуют конструкторской документации. Требования к отверстиям под болтовые соединения и к точности изготовления элементов – согласно КД и ГОСТ 23118-99. Шаг арок подбирается для указанного в техническом задании (ТЗ) снегового района и ветровой нагрузки, с учетом СНиП 2.01.07-85 «Нагрузки и воздействия».
Соединения элементов каркаса болтовые. Эксплуатируемая среда – неагрессивная или слабоагрессивная. Температурные условия возведения: для металлоконструкций – с расчетной температурой минус 20°C и выше, для тентового покрытия с расчетной температурой минус 15°C и выше, температурой эксплуатации – минус 50°C и выше.
Арочные тенты устанавливаются на свайный или ленточный фундамент. При временном использовании возможен вариант исполнения для бесфундаментной установки.
Каркас имеет арочную разборную однопролетную (без внутренних опор) конструкцию. Он изготовлен согласно конструкторской документации и СНиП II-23-81 «Стальные конструкции».
Материалы для конструкций и соединений должны соответствуют СНиП II-23-81. Для районов с температурой окружающей среды до минус 30°C используется Ст.3 , в северных районах с температурой до минус 50°C используется Ст. 09Г2С.
Производство тентов
В основе всех наших арочных, классических, мембранных, сферических и нестандартных тентовых конструкций лежит ткань ПВХ, которую мы используем для создания самых инновационных архитектурных и эстетически привлекательных тканевых структур в мире.
Мы используем лучшие материалы французского производства Ferrari Precontrant с обработкой специальными средствами, делающими их погодоустойчивыми. Ткань соответствует международным стандартам огнестойкости (во Франции – М1 и М2, в Германии – В1). Они также доступны с виниловым покрытием полиэстер (ПВХ), с тефлоновым покрытием из стекловолокна (PTFE) и полиэтилена высокой плотности, который может блокировать до 98% вредных солнечных лучей UV.
Ткани выбираются в соответствии с конкретными требованиями проекта и с учетом пожеланий клиента. Мы предлагаем материалы различного цвета, с разной степенью прозрачности, отражения света, светопропускаемостью, УФ и защитой от атмосферных воздействий, а также негорючестью.
Регулярно нами проводятся испытания на образцах, отобранных из каждой второй поступившей партии. Они необходимы для проверки соответствия тентового материала всем требованиям ТУ 8729-004-52601559-01.
Наши цеха используют передовое компьютеризированное оборудование (плоттеры) для разметки, резки и сварки ткани (станки ТВЧ), что обеспечивает высокое качество, долговечность и прочность производимого продукта. Тенты изготавливаются при помощи радиочастотной сварки (RF) с уплотнением и использованием Gore-Tex PTFE нити, которая обеспечивает самый длинный срок службы ткани.
Стальные строительные конструкции ГОСТ, изготовление металлоконструкций по чертежам заказчика в Екатеринбурге
МЕТАЛЛОКОНСТРУКЦИИ НА ЗАКАЗ
Металлические конструкции разной конфигурации и размеров используются в различных отраслях, от коммунального хозяйства до наружной рекламы в Екатеринбурге. А прочные опорные элементы – это основа и гарантия надежности, долговечности любого сооружения, здания или другого объекта, потому очень важно заказывать их изготовление у надежного производителя.
ПодробнееАНЕТННЫЕ МАЧТЫ
Они состоят из нескольких секционных труб, изготовленных из разного материала, в том числе металлических, и имеющих разный диаметр, необходимы для монтажа и крепления на антенной мачте принимающих и других устройств. Чтобы мачту можно было разместить на разных типах поверхностей (ровной, покатой), пони производятся с различными видами оснований в Екатеринбурге.
ПодробнееИЗГОТОВЛЕНИЕ И МОНТАЖ МЕТАЛЛОКОНСТРУКЦИЙ
Ни одно промышленное или коммерческое строительство нельзя представить без применения металлических конструкций: из них проектируют и строят торговые павильоны, складские корпусы, маркеты и другие объекты, они востребованы в различных строительных сферах в Екатеринбурге.
ПодробнееМОНТАЖ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ ПРОМЫШЛЕННЫХ ЗДАНИЙ
Монтажные работы несущих конструкций – важнейший этап строительства, который выполняется после завершения стадий проектирования и непосредственно изготовления всех необходимых элементов. Это тяжелый производственный процесс, включающий в себя услуги по сборке, установке оборудования, определенного ряда конструктивных элементов или целостного сооружения, которое может быть выполнено частями или целиком в Екатеринбурге, так как сами они могут быть цельными или сборно-разборными.
ПодробнееООО «МПГ» в Екатеринбурге предлагает Вам ознакомиться с продукцией, конструкции стальные строительные: лестницы, лестничные марши, лестничные площадки, каркасы ПГ из стали марок не выше С440 для зданий и сооружений различного назначения (далее — конструкции), предназначенные для применения в любых климатических районах с сейсмичностью до 9 баллов включительно.
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
Конструкции строительные должны быть изготовлены в соответствии с требованиями настоящих технических условий и комплекта конструкторской документации, утвержденных в установленном порядке, СНиП ll-23, СНиП 3.03.01, ГОСТ 23118, ГОСТ 23120, ГОСТ 23121.
Внесение изменений в конструкторскую документацию должно производиться в установленном порядке в соответствии с ГОСТ 2.503.
Классификация
По назначению конструкции подразделяют как совмещающие функции несущих и ограждающих конструкций.
По видам соединения – комбинированные
По степени заводской готовности – изготовленные на заводе в виде отправочных марок и укрупняемые при монтаже.
По условиям эксплуатации:
1) вид силового воздействия – постоянные нагрузки и воздействия
2) по степени агрессивности внешней среды – неагрессивных, слабоагрессивных
3) по температурным условиям воздействия — с расчетной температурой минус 40 °С и выше, что является весомым фактором в Екатеринбурге;
Требования к сварным соединениям
Сварка стальных конструкций выполняется по разработанному технологическому процессу, оформленному в виде типовых технологических инструкций.
Механические свойства металла сварных соединений по ГОСТ 6996, должны соответствовать следующим требованиям:
— временное сопротивление разрыву металла сварного соединения должно быть не ниже требований, предъявляемых к основному металлу;
— твердость металла сварного соединения при сварке конструкций в заводских условиях должна быть не выше 350
— ударная вязкость при среднесуточной температуре наружного воздуха в наиболее холодную пятидневку, указанной в проекте, должна быть не ниже 29 Дж/см2 .
Отклонение размеров швов сварных соединений от проектных не должно превышать значений, указанных в ГОСТ 5264, ГОСТ 8713, ГОСТ 11533, ГОСТ 11534, ГОСТ 14771, ГОСТ 23518.
Швы сварных соединений и конструкции по окончании сварки должны быть очищены от шлака, брызг и натеков металла. Приваренные сборочные приспособления и выводные планки надлежит удалять без применения ударных воздействий и повреждения основного металла, а места их приварки зачищать до основного металла с удалением всех дефектов.
Категорию шва выбирать по ГОСТ 23118
Требования к отверстиям под болтовые и заклепочные соединения
Номинальные диаметры отверстий под болтовые соединения различных видов — классов точности А, В и С по ГОСТ Р ИСО 8992, а также высокопрочных болтов по ГОСТ Р 52644 и ГОСТ Р 52643 принимают по СНиП II-23 и проектной документации.
Требования к изготовлению
Изготовление и монтаж стальных конструкций должны производиться технически совершенными методами с механизацией работ, а также укрупнением отправочных элементов и обеспечением возможности укрупнения их на монтаже.
Изготовление и монтаж конструкций должны производиться в соответствии с инструкциями и руководствами, проектом производства работ и технологическими картами и СНиП 3.03.01
При изготовлении и монтаже стальных конструкций должен быть обеспечен контроль за выполнением чертежей КМД, технологических карт, проекта производства работ с занесением результатов контроля в заводскую межцеховую сдаточную документацию или журналы промежуточной приемки, а также в исполнительную документацию на монтажные работы (акты, журналы).
Контроль должен осуществляться на следующих стадиях изготовления, монтажа и приемки при:
а) изготовлении деталей;
б) сборке элементов и конструкций под клепку, сварку или сбалчивание;
в) клепке, сварке и постановке болтов;
г) общей или контрольной сборке;
д) предварительном напряжении конструкций;
е) подготовке поверхностей под грунтование;
ж) подготовке поверхности под окраску;
з) грунтовании и окраске;
и) укрупнительной сборке и установке;
Требования к материалам, покупным изделиям
Материалы и покупные изделия должны иметь сертификаты, паспорта или другие документы предприятия — изготовителя, подтверждающие их соответствие требованиям стандартов или технических условий. Допускается замена изготовителем покупных изделий материалов, указанных в документации, другими, свойства и характеристики которых не ухудшают качества деталей и изделия в целом, замена производится в установленном порядке в Екатеринбурге.
Все материалы перед запуском в производство должны быть осмотрены и приняты ОТК предприятия-изготовителя.
В стандартах или технических условиях на конструкции конкретных видов должны применяться материалы для конструкций и соединений, требования к которым установлены в проектной документации, разработанной в соответствии со СНиП II-23.
Материалы должны соответствовать требованиям стандартов или технических условий на их изготовление.
Характеристики продукции
Конструкции стальные строительные: лестницы, лестничные марши, лестничные площадки, каркасы ПГ из стали марок не выше С440 для зданий и сооружений различного назначения (далее — конструкции). предназначенные для применения в любых климатических районах с сейсмичностыо до 9 баллов включительно.
Условные буквенные обозначения конструкций:
Антенные мачты — АМ
Арматурные связи для железобетонных изделий и монолитных бетонных конструкций — АС
Балки стропильные — БС
Ворота, калитки (распашные, сдвижные) — В , К
Галереи — ГЛ
Каркасы трубные — КГ
Каркасы и панели перегородок — ПГ
Колонны — К
Лестницы откидные — ОЛ
Лестницы маршевые — МЛ
Лестничные площадки — ПЛ
Мачты освещении — МО
Металлические сваи — МС
Металлические опалубки — МО
Перила Пр
Каркасы быстровозволимы х зданий — К3 Рамы, прогоны — Р, П
Рамы фонарей — РФ
Связи вертикальные — СВ
Связи горизонтальные — СЕ
Силосы промышленных сооружений — С Фермы разного назначения — Ф
Фонари аэрационные — ФА.
Быстровозводимые здания позволяют быстро и экономично строить объекты промышленного и сельскохозяйственного назначения, создавать торговые и офисные помещения, спортивные комплексы.
Быстровозводимые здания из металлоконструкций обладают целым рядом преимуществ перед традиционными капитальными строениями.
К числу преимуществ относятся:
— быстрота и легкость монтажа;
— унификация строительного процесса;
— потребность в легком фундаменте;
— возможность эксплуатации в любых климатических зонах,
— включая сейсмически опасные районы;
— невысокие транспортные расходы.
Конструкции, выполненные на основе ангаров:
— быстровозводимые цеха и склады;
— спортивные сооружения;
— магазины, торговые центры, гипермаркеты;
— объекты сельскохозяйственного назначения, в том числе
— коровники, зерно- и овощехранилища, рынки.
Конструкции модульного типа:
— блок-контейнеры, строительные бытовки;
— модульные здания;
— вагон-дома, или вагончики;
— посты охраны.
Быстро и недорого вы сможете смонтировать небольшие торговые помещения, в том числе:
— торговые павильоны и киоски;
— остановочные комплексы.
ООО «МПГ» в Екатеринбурге разрабатывает новые, зачастую нестандартные инженерные и проектные решения. Производство быстровозводимых зданий соответствует всем требованиям современных стандартов качества.
Подтвержденных системами менеджмента качества:
ГОСТ Р ИСО 9001-2008 (ISO 9001:2008)
ГОСТ Р ИСО 14001-2007 (ISO 14001:2007)
ГОСТ 12.0.230-2007 (OHSAS 18001:2007)
Все изделия (детали, соединения и т.д. быстровозводимых зданий) изготавливаются на основании НТД разработанных ООО «МПГ»: ТУ 5260 – 001 – 92906955– 2013, сертифицированы по системе ГОСТ-Р, с сертификатом вы можете ознакомиться в нижней части сайта.
Металлоконструкции мобильны, их легко и быстро разбирать и собирать, несложно транспортировать. Строения быстрого возведения подойдут для любой сферы использования, они могут быть, как утепленными в этом случае мы предлагаем два теплоизоляционных наполнения полиуретан или базальтовое, и холодными в этом случае каркас обшивается профилированным листом.
RussianGost | Официальная нормативная библиотека — ГОСТ 7512-82
Товар содержится в следующих классификаторах:
Конструкция (макс.) » Стандарты » Прочие государственные стандарты, применяемые в строительстве » 25 Машиностроение »
Правила сварки » Сварочные работы »
Правила сварки » Основные материалы »
Правила сварки » Сварочное оборудование »
Правила сварки » Документация »
Правила сварки » Неразрушающий контроль »
Правила сварки » Дефекты »
Правила сварки » Основные материалы » Цветные металлы »
Доказательная база (ТР ТС, Технический регламент Таможенного союза) » 032/2013 ТР КУ.О безопасности оборудования избыточного давления » Нормы и стандарты (к 032/2013 ТР ТС) »
Стандарты на трубопроводную арматуру (ТПА) » 10. Производство » 10.6 Неразрушающий контроль »
ПромЭксперт » РАЗДЕЛ I. ТЕХНИЧЕСКИЙ РЕГЛАМЕНТ » V Тестирование и контроль » 4 Тестирование и контроль продукции » 4.12 Испытания и контроль продукции металлургической промышленности » 4.12.6 Металлопродукция »
Классификатор ISO » 25 МАШИНОСТРОЕНИЕ » 25.160 Сварка, пайка твердым припоем » 25.160.40 Сварка и сварка »
Национальные стандарты » 25 МАШИНОСТРОЕНИЕ » 25.160 Сварка, пайка твердым припоем » 25.160.40 Сварка и сварка »
Национальные стандарты для сомов » Последнее издание » V Металлы и изделия из них » V0 Общие правила и положения по металлургии » V09 Методы испытаний. Упаковка. Маркировка »
В качестве замены:
ГОСТ 7512-75 — Контроль неразрушающий. Возобновляемые кондукторные втулки нормальной и высокой точности.Рентгенологический метод
Ссылки на документы:
ГОСТ 12.2.007.0-75 — Система стандартов безопасности труда Электрооборудование. Общие требования безопасности
ГОСТ 15843-79 — Принадлежности для промышленной радиографии. Основные размеры
ГОСТ 20426-82 — Радиационные методы дефектоскопии
.ГОСТ 23764-79 — Гамма-дефектоскопы. Общие технические условия
ГОСТ 24034-80 — Контроль радиационный неразрушающий. Термины и определения
ГОСТ 25347-82 — Основные нормы взаимозаменяемости.Единая система допусков и посадок. Зоны допуска и рекомендуемые посадки
ОСП-72/87: Основные санитарные правила работы с радиоактивными веществами и другими источниками ионизирующего излучения
Ссылка на документ:
DiOR 05: Методика диагностики технического состояния и определения остаточного ресурса технологического оборудования нефтеперерабатывающих и нефтехимических заводов
ГОСТ 10037-83 — Автоклавы строительные
.ГОСТ 10580-74 — Оборудование литейное.Общие технические условия
ГОСТ 10674-82 — Цистерны магистральных железных дорог колеи 1520 мм. Общие технические условия
ГОСТ 11004-84 — Воздуходувки шахтные главные
.ГОСТ 12367-85 — Мельницы трубные мелющие. Общие технические условия
ГОСТ 1561-75 — Резервуары воздушные для автоматических тормозов железнодорожных вагонов. Технические характеристики
ГОСТ 15860-84 — Баллоны стальные сварные для сжиженных углеводородных газов на давление до 1,6 МПа.
ГОСТ 17366-80 — Бочки стальные сварные толстостенные для химической продукции
.ГОСТ 17441-84 — Соединения электрические контактные.Приемка и методы испытаний
ГОСТ 19330-2013 — Мачты (опоры) опор контактных линий ВЛ железных дорог. Технические характеристики
ГОСТ 20426-82 — Радиационные методы дефектоскопии
.ГОСТ 21561-2017 — Цистерны автомобильные для транспортировки углеводородного газа давлением до 1,8 МПа. Технические требования и методы испытаний
ГОСТ 21561-76 — Цистерны автомобильные для перевозки сжиженного углеводородного газа давлением до 1,8 МПа. Общие технические условия
ГОСТ 22045-89 — Краны мостовые однобалочные.Технические характеристики
ГОСТ 22584-96 — Тали электрические канатные
.ГОСТ 23055-78 — Контроль неразрушающий. Сварка металлов плавлением. Классификация сварных швов по результатам радиографических исследований
ГОСТ 23118-2012 — Металлоконструкции строительные. Общие технические условия
ГОСТ 23118-99 — Конструкции стальные строительные. Общие технические условия
ГОСТ 23200-78 — Лодки прогулочные и моторные. Общие требования при поставке на экспорт
ГОСТ 23476-79 — Устройства опоры контактного троллейбуса трамваев и троллейбусов.Общие технические условия
ГОСТ 25997-83 — Сварка металлов плавлением. Статистическая оценка качества по результатам неразрушающего контроля
ГОСТ 26271-84 — Порошковая проволока для сварки углеродистых и низколегированных сталей. Общие технические условия
ГОСТ 26582-85 — Машины и оборудование для пищевой (обрабатывающей) промышленности
.ГОСТ 27584-88 — Краны мостовые электрические и козловые. Общие технические условия
ГОСТ 27614-2016 — Цементодержатели. Общие технические условия
ГОСТ 27614-93 — Цементодержатели
.ГОСТ 27947-88 — Контроль неразрушающий.Телевизионный радиографический метод. Общие требования
ГОСТ 28277-89 — Контроль неразрушающий. Сварные соединения. Электрорадиографический метод. Общие требования
ГОСТ 28433-90 — Ретриверы
.ГОСТ 28434-90 — Краны-штабелеры мостовые
.ГОСТ 29025-91 — Контроль неразрушающий. Рентгеновские телевизионные дефектоскопы с электронно-оптическими преобразователями рентгеновского излучения Дефектоскопы электрические радиографические. Общие технические требования
ГОСТ 30243.1-97 — Вагоны-хопперы колеи 1520 мм для сыпучих материалов.Общие технические условия
ГОСТ 30767-2002 — Оборудование газлифтное скважинное. Требования безопасности и методы испытаний
ГОСТ 30768-2001 — Оборудование нефтепромысловое управляющее головное. Методы испытаний
ГОСТ 30776-2002 — Установки насосные передвижные нефтепромысловые. Общие технические условия
ГОСТ 31.111.42-83 — Детали и узлы навесного оборудования для металлорежущих станков
.ГОСТ 31.211.42-93 — Элементы и сборочные единицы сборочно-сварочной арматуры
.ГОСТ 31385-2008 — Резервуары стальные цилиндрические вертикальные для нефти и нефтепродуктов.Общие технические условия
ГОСТ 31385-2016 — Резервуары стальные цилиндрические вертикальные для нефти и нефтепродуктов. Общие технические условия
ГОСТ 31826-2012 — Оборудование газоочистное и пылеулавливающее. Карманные фильтры. Мокрое пылеулавливающее оборудование. Требование безопасности. Методы тестирования
ГОСТ 31830-2012 — Электрофильтры. Требования безопасности и методы испытаний
ГОСТ 31831-2012 — Пылеуловители центробежные. Требования безопасности и методы испытаний
ГОСТ 31834-2012 — Газоочистители адсорбционные.Требования безопасности и методы испытаний
ГОСТ 31837-2012 — Газоочистители закрытые. Требования безопасности и методы испытаний
ГОСТ 3242-79 — Соединения сварные
.ГОСТ 32504-2013 — Нефтяная и газовая промышленность. Скважинное оборудование. Жидкостные центробежные сепараторы песочных фильтров. Общие технические требования
ГОСТ 32569-2013 — Технология стальных труб. Требования к устройству и эксплуатации взрывоопасного и химически опасного производства
ГОСТ 32601-2013 — Насосы центробежные для нефтяной, нефтехимической и газовой промышленности.Общие технические требования
ГОСТ 32623-2014 — Устройства натяжные автоматические контактной ж / д дороги. Общие технические условия
ГОСТ 33005-2014 — Нефтяная и газовая промышленность. Буровое и производственное оборудование. Соединения морских буровых райзеров. Общие технические условия
ГОСТ 33146-2014 — Дороги автомобильные общего пользования. Трубы для водопропускных труб. Методы контроля
ГОСТ 33172-2014 — Тали электрические цепные. Требования безопасности.
ГОСТ 33752-2017 — Баллоны стальные сварные для сжиженного углеводородного газа, используемого в качестве моторного топлива на автотранспортных средствах.Технические характеристики
ГОСТ 33797-2016 — Поперечные балки жестких порталов воздушной линии соприкосновения железнодорожного транспорта. Общие технические условия
ГОСТ 33852-2016 — Арматура трубопроводная. Задвижки ножевые для магистральных трубопроводов. Общие технические условия
ГОСТ 33857-2016 — Арматура трубопроводная. Сварка и контроль качества сварных соединений. Технические требования
ГОСТ 33976-2016 — Соединения сварные стальных конструкций железнодорожного подвижного состава. Требования к проектированию, внедрению и контролю качества
ГОСТ 34011-2016 — Системы газораспределения.Заблокируйте станции сдачи газа. Кабинетные станции сдачи газа. Общие технические требования
ГОСТ 34029-2016 — Комплектующие трубопроводные. Проверить арматуру магистральных нефтепроводов и нефтепродуктопроводов. Общие технические условия
ГОСТ 34070-2017 — Системы газоснабжения. Магистральный трубопроводный транспорт газа. Передвижная компрессорная установка. Технические требования
ГОСТ 34181-2017 — Магистральные трубопроводы для транспортировки нефти и нефтепродуктов. Техническая диагностика. Основные принципы
ГОСТ 34347-2017 — Сосуды и аппараты стальные сварные.Общие технические условия
ГОСТ 7075-80 — Краны мостовые ручные. Технические условия
.ГОСТ 7890-84 — Краны передвижные однобалочные подвесные. Технические характеристики
ГОСТ 7890-93 — Краны передвижные однобалочные подвесные. Технические характеристики
ГОСТ Р 50.05.07-2018 — Система оценки соответствия при использовании атомной энергии. Оценка соответствия в форме экспертизы. Единые процедуры. Рентгенологическое исследование
ГОСТ Р 50059-92 — Краны передвижные однобалочные подвесные.Технические характеристики
ГОСТ Р 50599-93 — Сосуды и аппараты стальные сварные под высоким давлением. Неразрушающий контроль при производстве и эксплуатации
ГОСТ Р 51365-2009 — Нефтяная и газовая промышленность. Буровое и производственное оборудование. Устьевое и елочное оборудование. Общие технические условия
ГОСТ Р 51365-99 — Оборудование нефтепромысловое управляющее головное. Общие технические условия
ГОСТ Р 51562-2000 — Оборудование газоочистное и пылеулавливающее.Карманные фильтры. Мокрое пылеулавливающее оборудование. Требование безопасности. Методы тестирования
ГОСТ Р 51707-2001 — Электрофильтры. Требования безопасности и методы испытаний
ГОСТ Р 51708-2001 — Пылеуловители центробежные. Требования безопасности и методы испытаний
ГОСТ Р 51878-2002 — Газоочистители адсорбционные. Требования безопасности и методы испытаний
ГОСТ Р 52220-2004 — Электроподвижной состав монорельсовой транспортной системы. Общие требования безопасности
ГОСТ Р 52232-2004 — Вагоны легкорельсового транспорта.Общие технические условия
ГОСТ Р 52264-2004 — Камеры водолазные напорные. Общие технические условия
ГОСТ Р 52400-2005 — Резервуары воздушные для тормозов железнодорожных. Общие технические условия
ГОСТ Р 52445-2005 — Газоочистители абсорбционные. Требования безопасности и методы испытаний
ГОСТ Р 52630-2006 — Сосуды и аппараты стальные сварные. Общие технические условия
ГОСТ Р 52630-2012 — Сосуды и аппараты стальные сварные. Основные Характеристики.
ГОСТ Р 52664-2010 — Сваи трубные сварные шпунтовые.Технические характеристики
ГОСТ Р 52910-2008 — Резервуары стальные цилиндрические вертикальные для нефти и нефтепродуктов. Общие технические условия
ГОСТ Р 53192-2014 — Соединения сварные стальных конструкций железнодорожного подвижного состава. Требования к проектированию, производству и контролю качества
ГОСТ Р 53682-2009 — Печи огневые для нефтеперерабатывающих заводов. Общие технические требования
ГОСТ Р 54317-2011 — Стартовые и технические комплексы ракетно-космических комплексов. Требования безопасности
ГОСТ Р 54803-2011 — Сосуды стальные сварные под высоким давлением.Общие технические требования
ГОСТ Р 54892-2012 — Монтаж воздухоразделительных установок и другого криогенного оборудования. Общие положения
ГОСТ Р 54960-2012 — Системы газораспределения. Заблокируйте станции сдачи газа. Кабинетные станции сдачи газа. Общие технические требования
ГОСТ Р 55085-2012 — Баллоны стальные сварные на давление 1,6 МПа для сжиженного углеводородного газа, используемого в качестве моторного топлива на автотранспортных средствах. Технические характеристики
ГОСТ Р 55186-2012 — Поперечные балки жестких порталов воздушной линии соприкосновения железнодорожного транспорта.Общие технические условия
ГОСТ Р 55249-2012 — Воздушный транспорт. Аэропорты. Технические средства для досмотра. Общие технические требования
ГОСТ Р 55850-2013 — Нефтяная и газовая промышленность. Системы винтовых насосов для искусственного подъема. Часть 2. Наземные приводы. Общие технические требования
ГОСТ Р 56204-2014 — Котлы паровые и водогрейные стационарные. Стальные конструкции. Общие эксплуатационные условия
ГОСТ Р 56467-2015 — Системы космические.Порошковые металлические и металлокомпозиционные материалы. Классификация. Номенклатура показателей
ГОСТ Р 56685-2015 — Магистральные трубопроводы для транспортировки нефти и нефтепродуктов. Фитинги для диаметров от 530 до 1220 мм. Общие технические условия
ГОСТ Р 58177-2018 — Единая энергосистема и изолированные энергосистемы. Тепловые электростанции. Тепломеханическое оборудование тепловых электростанций. Контроль состояния металла. Нормы и требования
И3-94: Инструкция по диагностике технического состояния резервуаров установок сжиженного газа
ITNJe-93: Инструкция по техническому надзору и эксплуатации сосудов под давлением, не подпадающих под Правила Госгортехнадзора
Руководство: Руководство для импульсных систем пожаротушения с низким потреблением энергии
МДК 4-04.2002: Типовое руководство по эксплуатации резервуаров для хранения горячей воды в коммунальных системах водоснабжения
МДС 12-31.2007: Руководство по техническому освидетельствованию съемных грузоподъемных устройств
MDS 53-1.2001: Рекомендуемая практика установки стальных элементов конструкций
MRDS 02-08: Руководство по научно-техническому обеспечению и мониторингу строящихся зданий и сооружений, в том числе большепролетных, высотных и уникальных
МСН 42-01-2011: Системы газораспределения
ОСН-АПК 2.10.03.001-04: Проектирование комплексной защиты железобетонных конструкций промышленных сельскохозяйственных зданий и сооружений от воздействия агрессивных сред
ОСТ 102-51-85 — Контроль неразрушающий. Сварные соединения труб. Радиографический метод.
ОСТ 108.004.10-86 — Программа контроля качества продукции атомной энергетики.
ОСТ 108.030.124-85 — Детали и сборные элементы из сталей перлитного класса для трубопроводов с давлением окружающей среды Р> 2.2 МПа (22 кг / см2) на атомных станциях. Основные Характеристики.
ОСТ 108.030.30-79 — Котлы стальные конструкционные стационарные. Основные Характеристики.
ОСТ 24.050.34-84 — Проектирование и изготовление вагонных металлоконструкций. Характеристики.
ОСТ 24.125.60-89 — Детали и сборные узлы пара и горячей воды тепловых электростанций. Основные Характеристики.
ОСТ 24.200.02-91 — Монтаж узлов стальных трубопроводов на номинальное давление
.ОСТ 24.201.03-90 — Сосуды и аппараты высокого давления стальные. Общие технические требования.
ОСТ 26.260.18-2004 — Модули технологические для нефтегазовой отрасли. Общие технические условия
ОСТ 26.260.480-2003 — Сосуды и аппараты стальные двухслойные. Сварка и наплавка.
ОСТ 26.260.758-2003 — Металлоконструкции. Общие технические требования.
ОСТ 26-01-1183-82 — Сосуды и аппараты алюминиевые. Общие технические характеристики.
ОСТ 26-01-1434-87 — Сварка стальных технологических трубопроводов на номинальное давление от 10 до 100 МПа (от 100 до 1000 кгс / см2).Технические требования.
ОСТ 26-04-1222-75 — Продукция криогенной техники. Общие технические требования и стандарты.
ОСТ 26-11-10-93 — Соединения сварные. Метод тестирования рентгеновского телевидения.
ОСТ 26-291-94 — Сосуды и аппараты стальные сварные. Общие технические требования.
ОСТ 32.48-95 — Резервуары воздушные тягового подвижного состава. Габаритные и установочные размеры и технические требования
ОСТ 36-145-88 — Трубопроводы стальные технологические на давление Ру до 10 МПа.Автоматическая дуговая сварка под флюсом. Типовой технологический процесс.
ОСТ 36-26-77 — Детали сварные трубопроводов Ду 500-1400 мм из углеродистой стали по Пном
.ОСТ 36-49-81 — Детали трубопроводов сварные и гнутые из углеродистой стали с Dy до 500 мм, на Py до 10 МПа (100 кг / см2). Технические условия.
ОСТ 36-58-81 — Конструкции строительные стальные. Сварка. Базовые требования.
ОСТ 36-60-81 — Сварка при монтаже металлических строительных конструкций.Основные положения.
ОСТ 36-79-83 — Трубы стальные технологические из углеродистых и низколегированных сталей Пи до 10 МПа (100 кгс / см2). Полуавтоматическая сварка плавящимся электродом в углекислом газе. Типичный процесс.
ОСТ 95 10575-2002 — Оборудование и трубопроводы сепарационных установок. Сварные соединения и наплавки. Правила контроля
ОСТ 95 227-92 — Изделия нестандартизированные общего машиностроительного назначения. Общие технические требования.
ПБ 03-108-96 — Правила устройства и безопасной эксплуатации технологических трубопроводов
ПБ 03-110-96 — Правила безопасности при хранении сжиженного углеводородного газа и легковоспламеняющихся жидкостей под давлением
ПБ 03-164-97 — Нормы изготовления паровых и водогрейных котлов, сосудов под давлением, трубопроводов пара и горячей воды сваркой
ПБ 03-278-99 — Правила проведения квалификационных испытаний сварщиков и специалистов сварочного производства
ПБ 03-381-00 — Правила установки резервуаров стальных цилиндрических вертикальных (спиральных стальных) для нефти и нефтепродуктов
ПБ 03-384-00 — Правила проектирования, изготовления и приемки сосудов и аппаратов стальных сварных
ПБ 03-75-94 — Правила устройства и безопасной эксплуатации трубопроводов пара и горячей воды
ПБ 08-258-98 — Правила устройства и безопасной эксплуатации магистрального трубопровода для транспортировки жидкого аммиака
ПБ 10-11-92 — Требования к монтажу и безопасной эксплуатации подъемников (подъемных опор)
ПБ 10-14-92 — Нормы монтажа и безопасной эксплуатации подъемных кранов
.ПБ 10-157-97 — Требования к монтажу и безопасной эксплуатации трубоукладочных машин Безопасность
ПБ 10-256-98 — Положение по устройству и безопасной эксплуатации подъемников (вышек)
.ПБ 10-257-98: Правила монтажа и безопасной эксплуатации кранов-манипуляторов
.ПБ 10-382-00: Правила устройства подъемных кранов и безопасной эксплуатации.Серия 10. Редакция 7.
ПБ 10-77-94 — Требования к установке и безопасной эксплуатации эскалаторов
ПНАЭ Г-10-032-92: Требования к приварке элементов уплотнения ограничительных систем безопасности АЭС
ПНАЭ Г-7-010-89: Оборудование и трубопроводы объектов атомной энергетики. Сварные соединения и валики. Правила тестирования
ПНАЭ Г-7-017-89 — Единая методика контроля основных материалов (полуфабрикатов), сварных соединений и наплавок оборудования и трубопроводов атомных электростанций.Ультразвуковой контроль
ПНАЭ Г-7-023-90: Оборудование и трубопроводы атомных энергоблоков. Сварные соединения алюминиевых сплавов. Правила контроля
ПНСТ 310-2018 — Дороги общего пользования. Мосты и трубы дорожные. Методы определения геометрических и физических параметров
Р 265-77: Руководство по технологии и организации строительства магистральных трубопроводов диаметром 1220-1420 мм проточным методом заводских изоляционных труб
Р 498-83: Рекомендации по производству работ при строительстве магистральных трубопроводов диаметром 1220-1420 мм проточным способом безподъемной установки
Р Газпром: Временные технические требования на оборудование для открытия трубопроводов
РД 01-001-06: Сварка стальных газопроводов и газового оборудования в городском коммунальном хозяйстве и энергоустановках.
РД 03-380-00: Методические указания по проверке сферических резервуаров и газгольдеров для хранения сжиженных газов под давлением
РД 03-410-01: Инструкция о порядке проведения комплексного технического освидетельствования криогенных резервуаров для сжиженных газов
РД 03-495-02 — Порядок проведения квалификационных испытаний сварщиков и специалистов сварочных работ
РД 09-244-98: Инструкции по диагностике технического состояния сосудов, трубопроводов и компрессоров промышленных аммиачных холодильных установок.
РД 10-112-2-09 — Методические указания по экспертизе подъемного оборудования. Часть 2: Краны стрелы общего назначения и подъемные краны с шарнирно-сочлененной рамой.
РД 10-69-94 — Типовой технологический процесс монтажа электрооборудования. Основные положения.
РД 12-253-98 — Методика проверки объектов газоснабжения
РД 153-006-02 — Методические указания по сварке при строительстве и ремонте магистральных нефтепроводов
РД 153-112-017-97 — Инструкция по диагностике и оценке остаточного ресурса резервуаров стальных вертикальных
РД 153-34.0-04.185-2003: Машины и оборудование для строительства, технического перевооружения и ремонта объектов энергетики. Требования к конструкции, материалам, изготовлению, приемке и испытаниям
РД 153-34.1-003-01 — Сварка, термообработка и контроль медных трубопроводных систем и трубопроводов при монтаже и ремонте энергетического оборудования.
РД 153-34.1-21.530-99 — Методические указания по обследованию элементов конструкций технологических зданий и сооружений тепловых электростанций. Часть 2: Металлические конструкции
РД 153-39.1-059-00: Методика технического диагностирования газовых постов
РД 153-39.4-056-00 — Магистральный нефтепровод. Правила эксплуатации.
РД 153-39.4-078-01 — Требования к эксплуатации цистерн на магистральных нефтепродуктопроводах и нефтебазах
РД 22-207-88 — Машины подъемные. Общие требования и стандарты производства
РД 22-28-36-01 — Краны подъемные. Типовая программа и методика испытаний. Стандартные программы и процедуры тестирования.
РД 22-326-97 — Краны стреловые самоходные и краны-манипуляторы.Капитальный ремонт. Общие технические условия
РД 24.020.11-93 — Соединения сварные стационарных паровых, газовых и гидравлических турбин. Правила тестирования и стандарты оценки качества.
РД 24.090.97-98 — Подъемно-транспортное оборудование. Требования к строительству, ремонту и реконструкции металлоконструкций кранов.
РД 24.942.02-90 — Электрошлаковая сварка химической и нефтехимической техники из низколегированных и жаропрочных сталей
.РД 26.260.004-91 — Методические указания.Прогноз остаточного ресурса оборудования по изменению его параметров работы в процессе эксплуатации
РД 26.260.010-2002: Ведущий документ по стандартизации. Перечень нормативной документации по стандартизации на ячейки и устройства, работающие под давлением.
РД 26.260.010-97 — Перечень нормативных документов по стандартизации сосудов под давлением и аппаратуры
РД 26.260.16-2002 — Экспертно-техническое диагностирование сосудов и оборудования, работающих под давлением на объектах добычи и переработки газа и газового конденсата, нефти в северных регионах Российской Федерации и подземных хранилищах газа
РД 26.260.225-2001 — Корпуса цилиндрических сосудов и аппаратов. Технологии, гарантия качества
РД 26-02-80-2004 — Ведущий документ. Сварные змеевики для трубчатых печей. Требования к проектированию, изготовлению и доставке.
РД 26-17-78-87 — Импульсная дуговая сварка нефтехимического оборудования из нержавеющих сталей плавящимся электродом в аргоне
.РД 31.3.3-97 — Методические указания по техническому контролю гидротехнических сооружений на морском транспорте. Минтранс, ДМТ Союзморниипроект, 1997
РД 34 02.028-2007: Технические правила. Механическое оборудование и специальные металлоконструкции для гидротехнических сооружений. Изготовление, установка и приемка.
РД 34 10.068-91 — Соединения сварные оборудования ТЭЦ. Радиографический контроль.
РД 34.15.027-93 — Сварка, термическая обработка и испытание систем котельных и трубопроводов при монтаже и ремонте оборудования станций электроснабжения (РТМ-1с-93)
РД 34.17.427-89 — Методические указания. Неразрушающий контроль на тепловых электростанциях.Общие требования
РД 34.17.435-95 — Методические указания. Техническая диагностика котлов с рабочим давлением до 4,0 МПа включительно.
РД 34.21.526-95 — Типовые инструкции по эксплуатации металлических резервуаров для хранения жидкого топлива и горячей воды
RD 34.39.501: Типовое руководство по эксплуатации, ремонту и проверке трубопроводных систем водяных станций
РД 34.40.601-97 — Методические указания по проверке резервуаров для хранения горячей воды
РД 34-10.030-89: Правила контроля качества сварных соединений трубопроводов АЭС
РД 36-62-00 — Оборудование подъемное. Общие технические требования.
РД 3689-001-00220302 / 31-2004 — Трубы радиантные и комплектующие для реакционных трубчатых печей. Требования к проектированию, производству и доставке.
РД 3689-002-00220302 / 31-2008 — Сварка радиационных труб и их элементов для реакционных трубчатых печей. Основные положения
РД 38.13.004-86 — Эксплуатация и ремонт технологических трубопроводов, работающих под давлением до 10.0 МПа (100 кгс / см2)
РД 39-0147014-535-87 — Инструкция по сварке при монтаже и ремонте трубопроводов и ответственных металлоконструкций в организациях и на предприятиях Министерства нефтегазовой промышленности.
РД 39-132-94 — Правила эксплуатации, обследования, ремонта и утилизации промысловых трубопроводов 1994
РД 50: 48: 0075.03.05: Рекомендации по устройству и безопасной эксплуатации надземных подкрановых путей
РД ЭО 1.1.2.99.0867-2012: Методика оценки технического состояния и остаточного ресурса строительных конструкций АЭС
РД РОСЭК 04-010-98: Методические указания по техническому диагностированию и продлению срока службы напорных камер
РД РТМ 38.14.006-86: Методика определения ресурса змеевиков печей каталитического риформинга, отработавших ресурс проекта
.РМД 40-20-2013 Санкт-Петербург: Проектирование и монтаж трубопроводов для систем водоснабжения и канализации Санкт-Петербурга
РМД 40-20-2016 Санкт-Петербург: Устройство сетей водоснабжения и водоотведения в Санкт-Петербурге
РТМ 26-07-133-93 — Арматура трубопроводная. Сварка и наплавка деталей из титановых сплавов.Технические требования и контроль качества.
РТМ 36.16-89 — Методические указания по применению метода рентгеновской видеосъемки для контроля сварных стыков прокатного проката для цистерн
РТМ 36.2-87: Руководство по использованию фотобумаги и увеличительных экранов для контроля качества сварных соединений в организациях Минмонжспецстрой СССР
СА 03-005-07: Промышленные трубопроводы нефтеперерабатывающей, нефтехимической и химической промышленности. Требования к настройке и эксплуатации
СДОС-01-2008: Методические рекомендации по порядку проведения радиационного контроля технических устройств и сооружений, применяемых и эксплуатируемых на опасных производственных объектах
СНиП 3.03.01-87: Несущие и ограждающие конструкции
.СНиП 3.05.03-85: Тепловые сети
СНиП 3.06.07-86 — Мосты и трубы. Правила осмотра и испытаний
СНиП 42-01-2002: Государственный комитет РФ по строительству и жилищно-коммунальному комплексу (ГОССТРОЙ России)
СНиП III-18-75: Металлоконструкции. Положение о выполнении и приемке работ.
СНиП III-29-76: Газоснабжение. Внутренние устройства. Внешние сети и сооружения
СП 105-34-96 — Свод правил строительства магистральных газопроводов.Сварочные работы и контроль качества сварных соединений
СП 284.1325800.2016 — Инструкция по проектированию, строительству и реконструкции промысловых нефтегазопроводов
СП 34-116-97 — Инструкция по проектированию, строительству и реконструкции промысловых нефтегазопроводов
СП 378.1325800.2017 — Трубопроводы морские. Правила проектирования и строительства
СП 46.13330.2012 — Мосты и трубы
.СП 53-101-98 — Изготовление и контроль качества металлоконструкций для строительства
СП 70.13330.2012: Несущие и ограждающие конструкции. Актуализированная живая редакция СНиП 3.03.01-87
СП 86.13330.2014 — Трубопроводы магистральные (магистральные)
.СТ РК 1358-2005 — Сосуды под давлением. Требования к сварке сталей
СТ РК 1454-2005 — Резервуары воздушные тягового железнодорожного состава. Основные требования к конструкции
СТ ЦКБА 013-2007 — Арматура трубопроводная. Приварка арматуры к трубопроводу. Технические требования
СТ ЦКБА 015-2005 — Арматура трубопроводная. Программа контроля качества арматуры АЭС
СТ ЦКБА 025-2006 — Арматура трубопроводная.Сварка и контроль качества сварных соединений. Технические требования
СТ ЦКБА 045-2009 — Арматура трубопроводная. Сварка и наплавка деталей из титана и титановых сплавов. Технические требования и контроль качества
СТ ЦКБА 052-2008 — Арматура трубопроводная. Требования к материалам арматуры для сероводородных сред
СТ ЦКБА 088-2010 — Арматура трубопроводная. Программа контроля качества арматуры сероводородных сред
СТ ЦКБА 089-2010 — Арматура трубопроводная.Дефекты сварки отливок. Технические требования
СТ ЦКБА 099-2011 — Арматура трубопроводная. Ремонт. Организация ремонта и генерального ремонта руководство
СТБ 1428-2003 — Контроль неразрушающий. Сварные соединения труб и металлоконструкций. Рентгенологический метод
ТР 182-08: Технические рекомендации по научно-техническому сопровождению и мониторингу строительства большепролетных, высотных и других уникальных зданий и сооружений
ТР 94.13-01 — Типовой порядок оперативного контроля качества строительно-монтажных и военно-строительных работ при строительстве зданий и сооружений.13: Контроль качества монтажа систем обслуживания зданий
ЦРБ-278: Правила устройства и безопасной эксплуатации кранов (машин)
ТУ 14-3-1573-96 — Трубы стальные электросварные прямошовные диаметром 530-1020 мм с толщиной стенки до 32 мм для магистральных газопроводов, нефтепроводов и нефтепродуктопроводов
.ТУ 3113-028-00220302-01 — Подогреватели пара и вода-вода для тепловых сетей систем отопления и горячего водоснабжения. Технические условия
ТУ 34 10.10055-97: Резервуары стальные цилиндрические вертикальные. Технические условия
ТУ 3612-023-00220302-01 — Теплообменники кожухотрубные с плавающей головкой, кожухотрубные с П-образными трубами и трубными пучками к ним
ТУ 3612-024-00220302-02 — Теплообменники кожухотрубные с неподвижными трубными решетками и кожухотрубные с термокомпенсатором на кожухе
.ТУ 3644-006-00220302-99 — Теплообменники кожухотрубные специального назначения. Испарители и конденсаторы холодильные
VPNRM 484-86: Специфические отраслевые нормы количества материалов, используемых в практике установки и военном строительстве.Контроль качества и термическая обработка сварных соединений
ВСН 005-88: Строительство промысловых стальных трубопроводов Технология и устройство
ВСН 006-89 — Сварка строительства магистральных и промысловых трубопроводов
ВСН 012-88 — Строительство магистральных и выкидных трубопроводов. Контроль качества и сдача работ
ВСН 171-84: Инструкция по технологии сварки и контролю качества сварных соединений промысловых трубопроводов
ВСН 2-148-82: Инструкция по нанесению маркировки рентгенографических изображений и составлению заключений о качестве сварки
ВСН 311-89: Монтаж вертикальных стальных цилиндрических резервуаров вместимостью от 100 до 50 000 кубических метров для хранения нефти и нефтепродуктов
ВСН 347-75: Типовые инструкции по охране труда при изготовлении металлоконструкций
ВСН 362-87 — Дезинфекция и травление трубопроводов
ВСН 39-87: Постановление о планово-профилактическом обслуживании и эксплуатации технологического оборудования предприятий строительной отрасли Госагпрома СССР.Часть 1
ГОСТ 34568-2019 — Магистральный трубопроводный транспорт нефти и нефтепродуктов. Камеры для запуска и приема чистящих и диагностических средств. Общие технические условия
ГОСТ 34587-2019 — Краны подъемные. Металлические конструкции. Требования к производству
ГОСТ 34601-2019 — Автотранспортные средства, работающие на сжиженном природном газе. Криогенные энергетические системы. Технические требования и методы испытаний
ГОСТ 9466-75 — Электроды металлические покрытые для ручной дуговой сварки сталей и наплавки.Классификация и общие характеристики
ГОСТ Р 58423-2019 — Регуляторы давления газа на входе не выше 10 МПа
.ГОСТ Р 58623-2019 — Магистральный трубопроводный транспорт нефти и нефтепродуктов. Резервуары стальные цилиндрические вертикальные. Правила технической эксплуатации
ГОСТ Р 58778-2019 — Системы газораспределения. Газораспределительные сети и потребление газа. Газопроводы высокого давления категории 1а
ИГ-93: Инструкция по эксплуатации, технический надзор, методы аудита, браковки и ремонта резервуаров влажного газа
ИНН 93: Инструкция по техническому надзору, методам аудита и браковки трубчатых печей, резервуаров, сосудов и аппаратов нефтеперерабатывающей и нефтехимической промышленности
Инструкция по СНиП 3.05.02-88: Пособие по технологии и организации строительства газопроводов для систем газоснабжения сельских территорий Нечерноземной зоны РСФСР
.Пособие к СНиП III-18-75: Пособие по методам контроля качества сварных соединений металлических конструкций и трубопроводов, выполняемых в строительстве
MU 9001.00.001: Методика диагностики румынской фонтанной арматуры, отработавшей нормативный срок службы
ОТУ 3-01 — Сосуды и аппараты. Общие технические условия на ремонт корпуса
ПИ 1.4.75-2000: Дуговая сварка в защитных газах конструкционных, нержавеющих и жаропрочных сталей и сплавов
РД 2-97: Положение о системе технического диагностирования автоклавов при производстве строительных материалов
РД 31.44.06-89 — Полуприцепы низкорамные платформы. Характеристики ремонта
РД 31.52.23-89 — Двигатели судовые. Восстановление крышек цилиндров с помощью сварки. Типовые процессы
РД 34.15.132-96 — Сварка и контроль качества сварных соединений металлических конструкций зданий при строительстве промышленных объектов
РД 34.17.310-96: Сварка, термообработка и контроль во время ремонта сварных соединений в системах трубопроводов котла и паропроводах
РД НИИКраностроения 03-05: Методические указания. Краны консольные общего назначения и краны; Капитальный ремонт. Общие технические условия
РД РОСЭК-01-002-96 — Машины подъемные. Металлоконструкции. Радиационный контроль. Ключевые моменты
РД РосЖек 05-014-98: Методические указания по экспертизе трубопроводов пара и горячей воды IV категории, проводимых Госгортехнадзором России
РД РосЖек 10-КМ-03: Правила проектирования, изготовления и изготовления подъемных кранов
РД РосЖек 10-КР-01: Правила проектирования, изготовления и изготовления подъемных кранов
РД РосЖек 10-ПВ-02: Правила проектирования, строительства и изготовления подъемников (вышек)
СП 129.13330.2019: Наружные сети и сооружения водоснабжения и канализации
СП 341.1325800.2017 — Подземные инженерные коммуникации. Футеровка методом горизонтально-направленного бурения
СП 365.1325800.2017 — Резервуары вертикальные стальные цилиндрические стальные для хранения нефтепродуктов. Правила изготовления и приемки работ под установку
СП 406.1325800.2018 — Трубопроводы стальные и промысловые для нефти и газа. Монтажные работы. Сварка и контроль ее выполнения
СТ ЦКБА 125-2020 — Арматура трубопроводная.Виды контроля и тестирования
СТО-СА-03-002-2009: Правила проектирования, изготовления и монтажа вертикальных стальных цилиндрических резервуаров для нефти и нефтепродуктов
ТСН 13-311-01: Обследование и оценка технического состояния зданий и сооружений
ТУ 1381-003-47966425-2006 — Трубы стальные электросварные стальные наружным диаметром 610 — 1420 мм для газопроводов на рабочее давление до 9,8 МПа
ТУ 24-09-613-84 — Краны мостовые электрические г / п 5 тн облегченной конструкции с электротельфером
.ТУ 3615-018-00217320-2006 — Цистерны сферические.Технические характеристики
ТУ 3615-132-00220302-2008 — Цистерны шаровые для сжиженных углеводородных газов. Технические характеристики
ТУ 36-26-11-4-89 — Строительные металлоконструкции, резервуары цилиндрические вертикальные для нефти и нефтепродуктов объемом от 100 до 50 000 м3. Технические условия
Клиентов, которые просматривали этот товар, также просматривали:
|
ЗАКАЗАТЬ ПРОСТО!
RussianGost.com — ведущая компания в отрасли со строгими стандартами контроля качества, и наша приверженность точности, надежности и аккуратности — одна из причин, по которым некоторые из крупнейших мировых компаний доверяют нам обеспечение своей национальной нормативно-правовой базы и перевод критически важных сложная и конфиденциальная информация.
Наша нишевая специализация — локализация национальных нормативных баз данных, включающих: технические нормы, стандарты и правила; государственные законы, кодексы и постановления; а также кодексы, требования и инструкции агентств РФ.
У нас есть база данных, содержащая более 220 000 нормативных документов на английском и других языках для следующих 12 стран: Армения, Азербайджан, Беларусь, Казахстан, Кыргызстан, Молдова, Монголия, Россия, Таджикистан, Туркменистан, Украина и Узбекистан.
Размещение заказа
Выберите выбранный вами документ, перейдите на «страницу оформления заказа» и выберите желаемую форму оплаты. Мы принимаем все основные кредитные карты и банковские переводы. Мы также принимаем PayPal и Google Checkout для вашего удобства. Пожалуйста, свяжитесь с нами для любых дополнительных договоренностей (договорные соглашения, заказ на поставку и т. Д.).
После размещения заказа он будет проверен и обработан в течение нескольких часов, но в редких случаях — максимум 24 часа.
Для товаров, имеющихся в наличии, документ / веб-ссылка будет отправлена вам по электронной почте, чтобы вы могли загрузить и сохранить ее для своих записей.
Если товары отсутствуют на складе (поставка сторонних поставщиков), вы будете уведомлены о том, для каких товаров потребуется дополнительное время. Обычно мы поставляем такие товары менее чем за три дня.
Как только заказ будет размещен, вы получите квитанцию / счет, который можно будет заполнить для отчетности и бухгалтерского учета. Эту квитанцию можно легко сохранить и распечатать для ваших записей.
Гарантия лучшего качества и подлинности вашего заказа
Ваш заказ предоставляется в электронном формате (обычно это Adobe Acrobat или MS Word).
Мы всегда гарантируем лучшее качество всей нашей продукции. Если по какой-либо причине вы не удовлетворены, мы можем провести совершенно БЕСПЛАТНУЮ ревизию и редактирование приобретенных вами продуктов. Кроме того, мы предоставляем БЕСПЛАТНЫЕ обновления нормативных требований, если, например, у документа есть более новая версия на дату покупки.
Гарантируем подлинность. Каждый документ на английском языке сверяется с оригинальной и официальной версией. Мы используем только официальные нормативные источники, чтобы убедиться, что у вас самая последняя версия документа, причем все из надежных официальных источников.
(PDF) Прочность сварных конструкций при низких климатических температурах
4 Заключение
а) Анализ инженерных методов выбора стали для сварных металлоконструкций, эксплуатируемых при низких климатических температурах
, и результаты испытаний сварных образцов показали, что эти методы обеспечивают защиту
высококачественных сборных конструкций от возникновения хрупкого разрушения.Однако эти методы не позволяют
обосновать допустимый размер дефекта в сварных соединениях.
б) Испытания сварных образцов из полномасштабного проката с трещиноподобным концентратором
позволяют определить максимальный размер сварочного дефекта, который не начинает развиваться при воздействии эксплуатационных нагрузок
. Использование экспериментальных данных учитывает изменение свойств стали в зоне термического влияния
шва и влияние остаточных сварочных напряжений.
в) На примере крана, рассчитанного на работу при минус 55 ° С, показано, что сталь 09Г2С-15 обеспечивает работоспособность своей металлической конструкции
при условии, что она не содержит дефектов, повреждений или усталостных трещин более
размером более 14 мм.
Список литературы
1. Соколов С., Грачев А., Межд. Rev. Mech. Eng., 12 (5), 448-453 (2018)
2. G. Shi, Y. Chen, Adv. Struct. Eng., 21, 1376-1387, (2018)
3. Хрупкое разрушение.Elasticity.Toughness and Liberty Ship, Metallurgical Associates, Inc., доступно по адресу:
http://metassoc.com/?s=spring+2011
4. М.Р. Гарифуллин, А.В. Барабаш, Е.А. Наумова, О.В. Жувак, Т. Йокинен, М. Хейнисуо, Mag. Civ. Англ.
63, 53–76 (2016)
5. И.Н. Придько, В. Мущанов, Х. Бартоло, Н. Ватин, И. Рудниева, Маг. Civ. Англ. 65, 27–41 (2016)
6. Дэн Д., Матер. Des., 30 (2), 359-366 (2009)
7. Х. Дай, Дж. Фрэнсис, Х.Стоун, Х. Стоун, Х. Бхадешиа, П. Уизерс. Металл. Mater. Trans., 39A, 3070-3078
(2008)
8. Барсом М., Рольф С. Контроль разрушения и усталости конструкций. Применение механики разрушения (PTR
Prentice Hall, США, 1987)
9. Атлури С., Вычислительные методы в механике разрушения, том 2, (Elsevier Science Publishers BV,
Амстердам, 1986)
10. X Чжу, Дж. Джойс, англ. Фракция. Мех., 85, 1-46, (2012)
11.S. Dugdale, J. Mech. Phys. Solids, 8 (2), 105-108 (1960)
12. Т. Вадхольм, Исследование низкотемпературной вязкости и зарождения трещин в сварных конструкционных сталях,
Магистерская диссертация (NTNU, Trondheim, 2014)
13. S Седмак, А. Седмак, И. Камагич, Frattura integr. strutt., 12, 371-382 (2018)
14. Р. Гоял, С. Богданов, Eng. Провал. Anal., 93, 340-355 (2018)
15. S. Xu, H. Reinhardt, Int. J. Fract., 98 (2), 151-177 (1999)
16.С. Мариани, У. Перего, Int. J. Numer. Meth. Eng., 58, 103-126 (2003)
17. Р. Герцберг, Механика деформации и разрушения конструкционных материалов (Wiley, New-York, 1989)
18. J. Rice, J. Appl. Меч, 55 (1), 98-103 (1988)
19. ГОСТ 32578-2013. Краны подъемные. Стальные конструкции. Металлические конструкции. Требования к материалам.
(Стандартинформ, Москва, 2015)
20. ISO 20332: 2008 (2008) Краны — Подтверждение компетентности стальных конструкций (Международная организация по стандартизации
, Женева, Швейцария)
21.H. Murakami, Справочник факторов интенсивности стресса (Pergamon press, Oxford, 1987)
22. E. Wessel, Eng. Фракция. Мех., 1, 77-82 (1968)
23. С. Соколов. Engin. Res., 38 (3), 151–156 (2018)
MATEC Web of Conferences 245, 08001 (2018) https://doi.org/10.1051/matecconf/201824508001
EECE-2018
5
( PDF) ВЛИЯНИЕ ТЕПЛОВОГО ЦИКЛА СВАРКИ НА СТРУКТУРУ И СВОЙСТВА МИКРОСПЛАВЛЕННЫХ КОНСТРУКЦИОННЫХ СТАЛЕЙ
практически не образуется из-за низкого содержания углерода
тент (0.06%), что хорошо согласуется с результатами механических испытаний
.
Сравнение результатов механических испытаний образцов
, имитирующих ЗТВ исследуемых сталей
(см. Рисунки 4-6), показывает, что увеличение скорости охлаждения
приводит к постепенному увеличению предела текучести и прочности
, а также как снижение пластичности за счет увеличения мартенситной составляющей на
. WTC
имеет наибольшее влияние на ударную вязкость при отрицательных температурах
(см. Рис. 4, б).У стали 10Г2ФБ
КСВ-40 ударная вязкость снизилась с 320 до
25 Дж / см2, у стали 06ГДБ — с 170 до
50 Дж / см2, а у стали 15ХСАТЮД — уже с
46 до 22 Дж / см2. при скорости охлаждения
1 ° C / с. Столь резкое падение ударной вязкости
сталей с карбидным упрочнением можно связать с частичным растворением карбидных фаз
во время WTC [7]. При дальнейшем увеличении скорости охлаждения
от 1 до 30 ° С / с, ударная вязкость образца
незначительно повышается за счет изменения морфологии бейнитной структуры
с пластинчатой на зернистую.
При испытании на ударный изгиб стандартных образцов
с П-образным надрезом вся исследуемая сталь продемонстрировала хорошую вязкость (KCU — 40 ≥
≥ 50 Дж / см2). При испытании на ударный изгиб стандартных образцов
с острым V-образным надрезом ударопрочный
при отрицательных температурах (до —40 ° С) кор-
соответствует требованиям ГОСТ 27772—88
для сталей. класса прочности С345—440 только для сталей
с твердосплавным упрочнением 10Г2ФБ и
06ГБД при скорости охлаждения 10—25 ° С / с.
Ударная вязкость имитационных образцов из стали
15ХСАТЮД с острым надрезом KCU — 40
при скорости охлаждения 10 ° С / с равна 20 Дж / см2,
и при 25 ° С / с составляет всего 12 Дж / см2, что связано
с особенностями расположения частиц карбонитрида
при вторичном осаждении [8]. Исследования ИН-
выявили необходимость корректировки состава
стали 15ХСАТЮД с целью повышения ее ударной вязкости при ударе ВТК.
Результаты этих исследований послужили научной основой для применения новой стали 06ГБД в
строительство автомобильного моста через въезд
в Подольскую губу мостовой переход в
Киеве [9] и приложение сталь 10Г2ФБ типа
в арочной конструкции кровли нового стадиона
в г. Казани (Россия).
ВЫВОДЫ
1. В условиях моделирования ВТК при скоростях охлаждения
от 1 до 60 ° С / с в исследуемых сталях 15ХСАТЮД,
10Г2ФБ и 06ГБД происходит превращение аустенита в ферритные, бленды. —
итовых и мартенситных областей.
2. При испытании стандартных образцов на ударный изгиб
листов с П-образным надрезом все исследованные стали
15ХСАТЮД, 10Г2ФБ и 06ГБД продемонстрировали высокие характеристики
(по ГОСТ
КЧУ — 60> 29,4 Дж. / см2). При испытаниях стандартных образцов
с острым V-образным надрезом только стали
10Г2ФБ и 06ГБД с твердосплавным упрочнением-
при скоростях охлаждения до 1 и 10… 25 ° С / с
соответствуют требованиям (согласно по
ГОСТ KCU — 40> 39 Дж / см2).
3. Оптимальные значения механических свойств
и ударной вязкости в образцах из сталей
10Г2ФБ и 06ГБД достигаются за счет образования в них ферритно-бейнитной структуры при
скоростях охлаждения 10… 25 °. С / х с небольшим количеством
хрупкой мартенситной фазы.
1. Матросов Ю.И., Литвиненко Д.А., Голованенко
С.А. Сталь для магистральных трубопроводов. Москва: Ме-
таллургия.
2.Шипицын С.Я., Бабаскин Ю.З., Кирчу И.Ф. и другие.
(2008) Сталь микролегированная для железнодорожных колес. Сталь, 9,
76–79.
3. Грецкий Ю.Я., Демченко Ю.В., Васильев В.Г.
(1993) Формирование структуры металла ЗТВ низкокремнистой стали
с карбонитридным упрочнением. Автома-
тич. Сварка, 9, 3—5, 22.
4. Захарова И.В., Чичкарев Е.А., Васильев В.Г. et
al. (2001) Структура и свойства металла ЗТВ низколегированных трубных сталей
, модифицированных кальцием.
Paton Welding J., 8, 14–17.
5. Саржевский В.А., Сазонов В.Я. (1981) Установка для моделирования термических циклов сварки si-
на базе станка
МСР-75. Автоматич. Сварка, 5, 69–70.
6. Стивен В., Майер Г. (1953) Непрерывное охлаждение
Диаграммы превращения сталей. Pt 1. J. Iron and
Steel Institute, 174, 33–45.
7. Лившиц, Л.С. (1979) Металловедение для сварщиков
(сварка сталей).Москва: Машиностроение.
8. Змиенко Д.С., Степанова И.А., Ярополова Е.И. et
al. (2008) Идентификация наночастиц карбида ниобия
в стали 10Х23Г12С2Н2Д2Б. Завод. Labo-
ратория. Диаг. Матер., 74 (6), 40–42.
9. Синеок О.Г., Герасименко А.М., Рябоконь В.Д.
и др. (2010) Применение сварочного тока
и технологии для сварки проката повышенной прочности
. Вестник Днепропетровск.Нац. Ун-
ту Зализн. Транспортный им. Акад. В. Лазаряна, Выпуск
33, 245–250.
14 12/2012
Анализ дефектов сварных соединений вертикальных стальных резервуаров | Статьи
Аннотация:Основная функция вертикальных стальных резервуаров — хранение нефти и нефтепродуктов, транспортируемых по магистральным трубопроводам. Надежная и безаварийная работа резервуаров определяет промышленную безопасность опасного производственного объекта, а также экологическую безопасность территории, прилегающей к объекту.
Цистерны листовым способом выполняется с применением технологий механизированной сварки или ручной электродуговой сварки плавящимся электродом. Однако в сварных соединениях могут возникнуть дефекты. Для выявления причин их образования и оценки способности выдерживать реальные нагрузки необходимо провести комплексные исследования механических и металлургических свойств как основного металла, так и материала в зонах сварных соединений, расположенных вблизи дефектов.
В статье представлены результаты анализа на основе научных исследований дефектов горизонтальных сварных швов стенок вертикального стального резервуара из стали 09Г2С.Исследован химический состав металла листовых изделий и сварных соединений, макро- и микроструктура различных зон сварных соединений; проанализированы механические свойства металла вблизи обнаруженных дефектов. Выполнены теоретические расчеты и экспериментальные исследования способности сварных соединений резервуаров с дефектами противостоять воздействию циклических нагрузок на металлоконструкцию в процессе эксплуатации. По результатам исследований сделаны выводы о техническом состоянии горизонтальных сварных швов и листовых изделий резервуара, а также о причинах образования различных дефектов (трещины, непровар, неплавление, шлак включения).Оценивалась фактическая способность сварных соединений воспринимать нагрузки, действующие при эксплуатации резервуара.
Использованная литература:- Литература 1. Чанг Дж. И., Ченг-Чунг Л. Исследование аварий резервуаров для хранения. Журнал предотвращения потерь в обрабатывающих отраслях. 2006. Vol. 19. Вып. 1. С. 51–59. DOI: 10.1016 / j.jlp.2005.05.015
- Шань Шань Фанг, Ли Цзин Чжан, Ган Тао.Механические свойства и анализ разрушения при аварии резервуара для хранения заводского масла. Перспективные исследования материалов. 2015. Т. 1120–1121. С. 1413–1418. DOI: 10.4028 / www.scientific.net / AMR.1120-1121.1413
- Николаев Н.В., Иванов В.А., Новоселов В.В. Резервуары стальные вертикальные низкого давления для нефти и нефтепродуктов: Учебное пособие. М .: ЦентрЛитНефтеГаз, 2007. 492 с. (На рус. Яз.).
- Горицкий В.М. Диагностика металла. М .: Металлургиздат, 2004. 402 с. (На рус. Яз.).
- Одесский П.Д., Ведяков И.I. Сталь в строительных металлических конструкциях. М .: Металлургиздат, 2018. 906 с. (На рус. Яз.).
- API 650 Сварные цистерны для хранения нефти. Доступно по адресу: http://bookfi.net/dl/609365/d986b6 (дата обращения: 11 февраля 2019 г.).
- Крюков Н.Е., Ковальский И.Н., Козырев Н.А., Игушев В.Ф. Дуговая сварка вертикальных масляных резервуаров, работающих при низких температурах. Welding International. 2013. Т. 27. Вып. 7. С. 534–536. DOI: 10.1080 / 09507116.2012.715944
- Лившиц Л.С., Хакимов А.Н. Металлургия сварки и термообработка сварных соединений.М .: Машиностроение, 1989. 336 с. (На рус. Яз.).
- Кутин Н.Г. Сварка — взгляд в будущее. Безопасность труда в промышленности. 2009. № 6. С. 3–4. (На рус. Яз.).
- ГОСТ 19281—2014. Прокат из высокопрочной стали. Общая спецификация. Доступно по: http://docs.cntd.ru/document/1200113779 (дата обращения: 11 февраля 2019 г.). (На рус. Яз.).
- ГОСТ 18895—97. Сталь. Метод фотоэлектрического спектрального анализа. Доступно на: http://docs.cntd.ru/document/gost-18895-97 (дата обращения: 11 февраля 2019 г.).(На рус. Яз.).
- ГОСТ 1497—84. Металлы. Методы испытания на растяжение. Доступно по адресу: http://docs.cntd.ru/document/gost-1497-84 (дата обращения: 11 февраля 2019 г.). (На рус. Яз.).
- ГОСТ 6996—66. Сварные соединения. Методы определения механических свойств. Доступно по адресу: http://docs.cntd.ru/document/1200003544 (дата обращения: 11 февраля 2019 г.). (На рус. Яз.).
- ГОСТ 9454—78. Металлы. Метод испытания на ударную вязкость при низкой, комнатной и высокой температуре. Доступно на: http://docs.cntd.ru/document/1200005045 (дата обращения: 11 февраля 2019 г.).(На рус. Яз.).
- Одесский П.Д., Смирнов Л.А., Кулик Д.В. Микролегированные стали для северных и уникальных металлических конструкций. М .: Интермет Инжиниринг, 2006. 176 с. (На рус. Яз.).
- Park D.-Y., Amirkhiz BS, Gravel J.-P., Wang Y., Li L., Zavadil R., Liang J., Liu P., He A., Arafin M. Воздействие тепла — микроструктура зоны воздействия на вязкость разрушения двух кольцевых швов трубы X70. Металлургия и материаловедение A. Металлургия и материаловедение. 2017. Т. 48. Вып.7. С. 3248–3260. DOI: 10.1007 / s11661-017-4100-3
- Kermajani M., Ghaini F.M., Miresmaeili R., Aghakouchak A., Shadmand M. Влияние ударной вязкости металла шва на поведение разрушения при сверхнизкоцикловой усталостной нагрузке (землетрясение). Материаловедение и инженерия A. Конструкционные материалы: свойства, микроструктура и обработка. 2016. Т. 668. С. 30–37. DOI: 10.1016 / j.msea.2016.03.086
- ГОСТ 14019—2003 (ISO 7438: 1985). Металлические материалы. Метод испытания на изгиб. Доступно по адресу: http: // docs.cntd.ru/document/1200035324 (дата обращения: 11 февраля 2019 г.). (На рус. Яз.).
- ГОСТ 8233—56. Сталь. Стандарты микроструктуры. Доступно на: http://docs.cntd.ru/document/1200004654 (дата обращения: 11 февраля 2019 г.). (На рус. Яз.).
- ГОСТ 5639—82. Стали и сплавы. Методы обнаружения и определения размера зерна. Доступно по: http://docs.cntd.ru/document/1200005473 (дата обращения: 11 февраля 2019 г.). (На рус. Яз.).
- ГОСТ 5640—68. Сталь. Металлографический метод определения микроструктуры листов и лент.Доступно на: http://docs.cntd.ru/document/gost-5640-68 (дата обращения: 11 февраля 2019 г.). (На рус. Яз.).
- Гончаров Н.Г., Неганов Д.А., Колесников О.И., Юшин А.А., Судник А.В., Филиппов О.И. Применение порошковых проволок при строительстве трубопроводов. Наука и технологии трубопроводного транспорта нефти и нефтепродуктов = Наука и технологии трубопроводного транспорта нефти и нефтепродуктов. 2016. № 6. С. 79–83. (На рус. Яз.).
- Гончаров Н.Г., Нестеров Г.В., Юшин А.А. Технология сварки кольцевых соединений магистральных трубопроводов из труб класса прочности К56 при низких температурах окружающей среды.Безопасность труда в промышленности. 2018. № 8. С. 44–47. DOI: 10.24000 / 0409-2961-2018-8-42-47. (На Руси).
- API 579-1 / ASME FFS-1. Фитнес по службе. Вашингтон: Американский институт нефти, Американское общество инженеров-механиков, 2016. 1320 с.
АвиаЕНТ-070
% PDF-1.4 % 1 0 obj >>>] / ON [50 0 R] / Order [] / RBGroups [] >> / OCGs [50 0 R 98 0 R] >> / Страницы 3 0 R / Тип / Каталог >> endobj 97 0 объект > / Шрифт >>> / Поля 102 0 R >> endobj 49 0 объект > поток GPL Ghostscript 9.022018-08-24T17: 06: 05 + 02: 002018-07-18T02: 13: 11 + 08: 00PDFCreator Version 1.2.12018-08-24T17: 06: 05 + 02: 00918b5aef-8c48-11e8-0000-4924758c9b7duuid: c857d096-5129-4a56-96ab-0b463abc8779application / pdf
Категории сварных швов, допустимые по ГОСТ.Дефекты и контроль качества сварных соединений
Нарушение требований, установленных нормативными документами при сварке плавлением, приводит к образованию брака. ГОСТ 30242-97 разделяет дефекты сварных соединений на шесть групп. Их тоже нужно знать правильно.
Трещины: разновидности, причины их образования
Трещиной называют несплошность, которая возникает в результате внезапного охлаждения или воздействия нагрузок. Вид этого дефекта, который можно обнаружить только оптическими приборами при увеличении не менее чем в пятьдесят раз, называется микротрещиной.
Продольные трещины расположены вдоль сварного шва и могут располагаться:
- в металле шва;
- в основном материале;
- на границе слияния;
- в области температурного воздействия.
Трещины в основном металле, вызванные высокими напряжениями, называются скрытыми. Внешне они напоминают лестницу. Этот дефект присущ сварным соединениям значительной толщины. Высокое напряжение вызвано слишком жесткими соединениями или неправильным выбором технологии сварки.Снижение сварочных напряжений снижает вероятность появления скрытых продольных трещин.
Конфигурация продольных трещин определяется линиями сплавления сварного шва и основного металла.
Эти трещины делятся на:
- горячие, причина их — высокотемпературная хрупкость сплавов;
- холодный — возникают при медленном разрушении металла.
Поперечные трещины ориентированы перпендикулярно оси сварного шва. Они могут возникать как в основном материале и металле сварного шва, так и в зоне температурного воздействия.
Радиальные трещины расходятся от одной точки и иначе называются звездообразными. Их расположение аналогично локализации поперечных трещин. Причины образования поперечных и радиальных трещин те же, что и у продольных.
В месте отрыва дуги на поверхности шва образуется впадина. Возникающие в этом месте дефекты называют трещинами в кратере. Они делятся на продольные, поперечные, звездчатые. Конфигурация этого дефекта определяется: микроструктурой зоны сварного соединения, фазовыми, термическими и механическими напряжениями.
Если возникает группа несвязанных трещин, то они называются отдельными. Места и причины их возникновения аналогичны этим характеристикам поперечных и радиальных трещин.
Если из одной трещины образуется группа трещин, то такой брак называется разветвленной трещиной. Их расположение — основной материал, металл шва, зона теплового воздействия. Причины возникновения те же, что и у продольных трещин.
Поры: их форма, расположение и причины
Дефекты сварных соединений и стыки в виде полостей в сварном соединении называются порами.Эти полости заполнены газом, который не успел выделиться.
Различают следующие типы пор:
- Газовая полость — это образование произвольной формы, не имеющее углов, образовавшееся за счет газов, не успевших покинуть расплавленный материал.
- Газовой порой называется газовая полость, имеющая сферическую форму.
- Группа газовых пор, расположенных в металле шва, называется равномерно распределенной пористостью.
- Скопление пор — это три или более газовых полостей, расположенных близко друг от друга на расстоянии, не превышающем тройного диаметра максимальной поры.
- Цепочка пор представляет собой серию газовых полостей, расположенных вдоль сварного шва, причем расстояние между ними не превышает трех диаметров самой большой поры.
- Если дефект представляет собой неоднородность, вытянутую вдоль оси сварного шва и имеющую высоту, намного меньшую длины, то это называется удлиненной полостью.
- Свищем называют трубчатую полость, которая располагается в металле сварного шва. Свищ возникает в результате выделения газа. Его форма и положение определяются источником газа и режимом закалки.Как правило, свищи образуют грозди в виде елей.
- Газовая полость, нарушающая целостность поверхности сварного соединения, называется поверхностной порой.
- Если во время закалки из-за усадки образуется полость, она называется термоусадочной оболочкой. Термоусадочная оболочка, расположенная на конце ролика и не свариваемая на последующих проходах, называется кратером.
Поры — дефекты сварных соединений, фото которых приведено ниже, возникают из-за наличия вредных примесей как в основном металле, так и в присадочном металле.Поры могут образоваться из-за ржавчины и других загрязнений, которые не были удалены перед сваркой с краев материала, повышенного содержания углерода, высокой скорости процесса сварки, нарушения защиты сварочной ванны. Наиболее частая причина образования пор — влажное покрытие плавящегося электрода.
Наличие одиночных пор не опасно, но их цепочка может отрицательно сказаться на прочностных характеристиках сварного соединения. Участок сварного шва, пораженный данными дефектами, переваривают, предварительно очистив его механически.Поры и шлаковые включения
Типы твердых включений в сварном шве
Твердые инородные включения, как металлические, так и неметаллические по своей природе, имеющие хотя бы один острый угол в своей конфигурации, являются недопустимыми дефектами сварного соединения, так как они играют роль концентраторы напряжений. Дополнительная опасность этих дефектов заключается в том, что они не видны снаружи. Их можно обнаружить только методами неразрушающего контроля.
Шлаковые включения в сварном шве
Твердые включения делятся на следующие типы:
- Шлаковые включения — это шлаки, попавшие в сварной шов.В зависимости от условий, в которых они формировались, бывают линейными, разомкнутыми и др. Причины их образования — высокие скорости процесса сварки, загрязненные кромки, многослойная сварка, если швы между слоями плохо зачищены. Форма этих дефектных включений очень разнообразна, поэтому они могут быть намного опаснее круглых пор.
- Флюсы, используемые для защиты металла от окисления, вызывают образование флюсовых включений. А также флюсовые включения шлака делятся на линейные, разъединенные и другие.
- Причинами образования оксидных включений могут быть: недостаточно чистая поверхность основного или присадочного металла, вырывание горячего сварочного стержня из зоны защиты, неправильная подготовка кромок — слишком сильная их матовость.
- Частицы сторонних металлов — вольфрама, меди и др. Образуют металлические включения. Причиной их образования может быть эрозия вольфрамового электрода или случайное попадание металлических частиц извне, а также при использовании медной стружки для зажигания.
Неплавление и неплавление: причины
Отсутствие плавления и неплавлениеДефекты — несплавление и непровар — это отсутствие соединения основного материала и свариваемого металла.
Неплавление происходит при высоких скоростях процесса сварки и силе тока более 15000С. Для предотвращения неплавления необходимо снизить скорость сварки, сократить временной промежуток между формированием и заполнением канавок, тщательно очистить зону сварки от масел и загрязнений.Неплавление может быть расположено:
- в корне сварного шва;
- сбоку;
- между роликами.
Отсутствие проплавления происходит из-за неспособности расплавленного металла достичь корня шва. Причин непровара может быть несколько:
- недостаточный сварочный ток;
- электрод движется слишком быстро;
- увеличенная длина дуги;
- угол скоса слишком мал;
- перекос свариваемых кромок;
- недостаточный зазор между краями;
- неправильно выбран — увеличен — диаметр электрода.
- попадание шлака в зазоры между кромками;
- неправильный выбор полярности для данного типа электрода.
Непровар — очень опасный и недопустимый сварочный дефект.
Виды отклонений формы внешней поверхности шва от заданных значений
К нарушениям формы шва относятся следующие дефекты:
- Сплошные поднутрения — представляют собой сплошные выемки, расположенные с внешней стороны сварной шов.Если поднутрения расположены со стороны корня одностороннего шва и образовались из-за усадки по границе, их называют усадочными канавками. Подрезы — это широко распространенные дефекты поверхности, которые возникают из-за слишком высокого напряжения дуги при сварке угловых швов или из-за неточного направления электрода. В этом случае одна из кромок оплавляется более глубоко, из-за чего металл капает на горизонтальную часть. Металла не хватает для заполнения канавок. При сварке стыковых соединений редко образуются подрезы.Если скорость сварки и напряжение дуги слишком велики, как правило, возникают двусторонние подрезы. Дефект такого же типа получается при автоматической сварке в случае увеличения угла резания.
- Избыток выпуклостей стыкового или углового шва — это избыток наплавленного металла на лицевой стороне сварных швов сверх установленного значения.
- Если избыток наплавленного металла сверх указанного значения находится на тыльной стороне стыкового шва, то такой дефект называется избытком расплава.Сорт — местный избыток таяния.
- Если избыток металла шва стекает на основной металл, но не плавится вместе с ним, такой дефект называется наплавкой.
- Линейное смещение возникает, если свариваемые поверхности параллельны, но не находятся на одном уровне.
- Угловая — это смещение между двумя поверхностями при их расположении под углом, отличным от необходимого.
- Natek изготовлен из металла сварного шва, который оседает под действием силы тяжести.Natek формируется в горизонтальном, потолочном, нижнем положениях сварки, в угловом стыке и стыке внахлест.
- При горении металл сварочной ванны вытекает, образуя сквозное отверстие. Причиной ожога может стать загрязнение поверхности основного металла или электрода.
- Неполное заполнение режущих кромок происходит из-за недостаточного количества присадочного материала.
- Если в угловом соединении одна ножка значительно больше другой, то возникает дефект чрезмерной асимметрии.
- Неравномерная ширина шва.
- Неровная поверхность — это неровная форма усиления шва по его длине.
- Вогнутость основания шва — неглубокая бороздка на стороне основания шва, образовавшаяся из-за усадки.
- Из-за появления пузырей в период застывания металла в корне шва образуется пористость.
- Продление. Этот дефект представляет собой локальную шероховатость поверхности в зоне возобновления процесса сварки.
Врезка и подрез
Прочие дефекты сварных швов
Все дефекты сварных швов и соединений, не перечисленные выше, классифицируются как «прочие». К ним относятся следующие типы дефектов:
- Случайная дуга. В результате случайного горения дуги происходит локальное повреждение поверхностного слоя основного металла, прилегающего к зоне сварного шва.
- Металлические брызги — это капли, которые образуются из сварочного или присадочного металла в процессе сварки.Они прилипают к поверхности охлаждаемого металла сварного шва или основного металла, находящегося в зоне термического влияния.
- Вольфрамовый спрей — создается частицами вольфрама, выброшенными из расплавленного электрода на основной металл или сварной шов.
- Царапины на поверхности — это дефекты, возникающие из-за удаления временно приваренного приспособления.
- В процессе обработки образуется утонение металла. Толщина металла имеет значение меньше допустимого.
Допустимыми дефектами сварных соединений являются отклонения, наличие которых не снижает эксплуатационных свойств сварного соединения и их наличие допускается нормативной документацией.Все остальные дефекты, как правило, устраняют с помощью сварки. Не допускается исправление качества сварки более двух раз, так как может произойти перегрев или подгорание металла.
Сегодня сварка используется повсеместно для соединения различных металлических деталей. Его успешно используют как в промышленности, так и в бытовых условиях. называется неразъемным соединением деталей сваркой. В результате этого образуются различные секции, которые характеризуются определенным набором свойств.Все зависит от степени нагрева. Они могут различаться по физическим, химическим и механическим свойствам. Основные дефекты сварных соединений известны давно. Их следует избегать в процессе.
Сварка используется для соединения металлических деталей в промышленных и бытовых условиях.
Характеристики и виды сварных соединений
Прежде чем начать разговор о дефектах сварных соединений, стоит подробнее рассказать об их основных типах и характеристиках. Принцип сварки довольно прост. Расплавленный металл образует шов, который кристаллизуется. Частично расплавленный материал составляет зону плавления. Вблизи этой зоны образуется одна, в которой нагретый металл испытывает дополнительные напряжения. Это называется зоной термического влияния. После этого идет основной металл. Его структура и свойства не меняются в процессе работы.
Классификация сварных швов по положению в пространстве.
Существует несколько основных типов сварных соединений.Самыми распространенными среди них являются стык, нахлест, тройник и уголок. Все они различаются между собой монтажом основных материалов, расположением шва. На качество шва напрямую влияет множество факторов. Могут образовываться как внутренние, так и внешние дефекты. На качество швов напрямую влияет степень загрязнения соединяемых металлов.
Здесь могут присутствовать самые разные оксиды, жирные пленки и т. Д. Поэтому свариваемые поверхности перед работой необходимо очистить.Кстати, в процессе их выполнения необходимо бороться с оксидами, образующимися на поверхности. В любом случае от отсутствия дефектов зависит прочность окончательного соединения. Шов иногда может иметь такую же прочность, как и основной материал, но этого довольно сложно добиться.
О дефектах сварных соединений
Как отмечалось ранее, дефекты сварных соединений могут быть самыми разнообразными. О них нужно помнить в процессе работы. Если человек имеет по ним базу знаний, то он сможет сваривать детали, у которых будут идеальные швы.Это то, к чему нужно стремиться.
Таблица основных видов сварных соединений.
- Подрезка. Это один из видов дефектов сварных соединений. Это бороздка, образующаяся в месте сплавления основного металла и шва. Чаще всего такие дефекты появляются при наличии больших сварочных ванн. Это означает, что из-за использования больших индикаторов тока расплавляется большое количество металла.
- Наплавка. Этот дефект характеризуется тем, что происходит утечка наплавленного материала на основной металл.Очень неприятный недостаток.
- Непробиваемость. Такой дефект сварных соединений может возникнуть в тех случаях, когда на стыках элементов конструкции образуется недостаточное расплавление основного металла. Это место чаще всего заполнено шлаком, который благодаря своей структуре образует в швах пористость и пустоты. Это недопустимо. Конструкция сразу теряет свои свойства. При использовании дуговой сварки отсутствие плавления может быть результатом использования недостаточного тока. Это один из самых опасных дефектов.Связано это в первую очередь с тем, что в этом месте начинают формироваться дополнительные напряжения при последующей эксплуатации конструкции. Это очень часто приводит к его быстрому разрушению. Этот дефект можно устранить. Для этого выявляется непровар, а затем выполняется наплавка на сложных участках.
- Трещины. Это частичное разрушение материала на шве или на участке, который находится рядом с ним. Они могут образоваться по нескольким причинам. Если говорить о процессе, когда металл еще горячий, то трещины появляются в результате кристаллизации металла.В твердом состоянии с ним также могут происходить различные структурные превращения. Это вторая причина появления подобных дефектов.
Дефекты сварных швов: несплавление, неровная форма, растекание, трещины, свищи, перегрев.
Механизм горячего растрескивания достаточно простой. Во время сварки металл нагревается. После того, как источник тепла устранен, он начинает постепенно остывать. Конечно, начинают формироваться и зоны кристаллизации. Они начинают плавать среди еще расплавленного металла.Если бы не было микрозон, допускающих взаимодействие горячего и холодного материала, то все сварные соединения имели бы дефекты. Однако этого не происходит. Таким образом, можно предположить, что чем выше интервал кристаллизации, тем больше вероятность появления горячих трещин. Углерод напрямую влияет на этот показатель. Вот прямая корреляция. Чем больше углерода в стали, тем шире становится интервал кристаллизации.
На шве могут образоваться холодные трещины. Они появляются при охлаждении материала до температуры примерно 200-300 градусов Цельсия.Они могут появиться не сразу, что делает их более опасными. Появление холодных трещин связано с тем, что в материале начинают проявляться различные структурные превращения из-за различных химических превращений. Здесь есть прямая зависимость от количества углерода в материале. Чем он больше, тем больше вероятность появления холодных трещин. Эта склонность к образованию холодных и горячих трещин определяет такой параметр, как свариваемость металлов. Этот параметр характеризует возможность получить сварное соединение, не отличающееся от основных материалов.
Поры и неметаллические включения
Дефекты сварного шва: кратеры, поднутрения, поры, непровар, шлак, прожог.
Поры. Эти дефекты сварных соединений встречаются довольно часто. Поры — это пустоты, заполненные газом. Они могут иметь микроскопические размеры, а также могут образовывать дефекты в конструкции размером в несколько миллиметров. В этом случае они чаще всего образуются на стыках шва с основным материалом. На этот дефект влияют самые разные параметры.
Самым важным из них является концентрация газа в варочной ванне. Газ выделяется из металла при его плавлении. Этот процесс нельзя предотвратить. Окись углерода не может растворяться в железе, соответственно она выделяется в виде пузырьков.
Включения неметаллические. Эти дефекты самих сварных соединений связаны с попаданием инородных включений в структуру шва в результате работы.
Трещины в сварном шве.
Таких вкраплений огромное множество. Шлак, например, может образоваться в результате недостаточной очистки материалов, которые необходимо соединить.
Причиной их может быть недостаточно полное удаление шлака при многослойной сварке. В процессе работы, проводимой плавлением, в шве образуется материал, который по физико-химическим свойствам отличается от основного металла. В связи с этим также могут образоваться подобные дефекты. Посторонние включения могут быть самыми разнообразными.
Исследование дефектов
Дефект сварки — поры, это заполнение пустот газами.
Конечно, если в различных сварных соединениях есть дефекты, то их необходимо изучить. Для этого часто используется макроанализ. Он заключается в том, что структура металла изучается невооруженным глазом или через лупу. В отличие от микроскопического анализа, макроанализ не позволяет правильно изучить структуру материала. Его основная задача — контроль качества соединяемых деталей в процессе сварки.Он позволяет определить тип перелома, фиброзную структуру, нарушения сплошной структуры и так далее. Для проведения такого анализа необходимо подвергнуть исследуемую деталь травлению специальными элементами и обработке на шлифовальных станках. Этот образец называется макросом. На его поверхности не должно быть неровностей или посторонних включений, в том числе масляных.
Все те дефекты, которые были описаны выше, хорошо поддаются изучению и обнаружению с помощью макроанализа.
Для выявления структуры материала чаще всего используются методы травления поверхности.
Виды наплывов в швах.
Этот подход лучше всего подходит для низкоуглеродистых и среднеуглеродистых сталей. Подготовленный заранее макросрез необходимо погрузить в реагент вместе с анализируемой деталью. При этом его поверхность необходимо протирать спиртом. В результате взаимодействия элементов происходит химическая реакция. Он позволяет вытеснить медь из раствора.Происходит подмена материалов. В результате на поверхности зонда осаждается медь. Травлению подвергаются те места, где медь не полностью ложится на основной материал. Эти места содержат какие-либо дефекты. После этого образец извлекается из водного раствора, сушится и очищается. Все эти действия нужно производить как можно быстрее, чтобы не произошла реакция окисления. В результате можно определить те участки, где присутствует большое количество углерода, серы и других материалов.
Офорт участков, содержащих эти материалы, не то. При высокой концентрации углерода и фосфора медь на поверхности не выделяется интенсивно. Здесь минимальная степень защиты металла. В результате эти участки подвергаются наибольшему травлению. В результате реакции эти участки окрашиваются в более темный цвет. Лучше использовать этот метод для сталей, содержащих минимальное количество углерода. Если ее будет много, то удалить медь с поверхности образца будет очень сложно.
Виды поднутрений в швах.
Существуют и другие методы макроанализа структуры материалов в сварном соединении. Например, для определения количества серы часто используется метод фотопечати. При этом фотобумагу увлажняют и некоторое время выдерживают на свету. После этого его просушивают между листами фольги. Раствор, в который он изначально помещен, содержит некоторое количество серной кислоты. Тогда, конечно же, эта бумага равномерно ложится на макросрез.
Разгладить валиком, чтобы полностью исключить деформации. Все пузырьки воздуха, которые могут остаться между фотобумагой и металлом, должны быть полностью удалены. Только в этом случае исследование будет объективным. В таком положении его нужно держать примерно 3-10 минут. Время зависит от начальной толщины зонда, а также других факторов.
Виды непровара.
Включения серы, находящиеся в осажденном металле, обязательно вступят в реакцию с кислотой, осажденной на поверхности фотобумаги.В очагах выделения сероводорода образуется вещество, называемое фотоэмульсией. Области сульфида серебра, которые будут образовываться в результате реакции, ясно показывают распределение серы в металле.
Конечно, на бумаге эти области будут соблюдаться. Фотобумагу, которая использовалась для эксперимента, необходимо промыть, а затем выдержать в растворе гипосульфита. После этого снова промывают в жидкости и сушат. В том случае, если в сварном шве присутствуют включения фторида, они обязательно будут выделяться в виде участков темного цвета.
Обобщение
Таким образом, в настоящее время существует множество методов обнаружения дефектов сварных соединений. У всех есть конкретная цель. Каждый метод позволяет узнать, сколько в структуре шва содержится того или иного материала, который может негативно повлиять на его структуру.
Помимо методов макроанализа, в последнее время довольно часто внедряются методы микроанализа. У них та же цель, что и у предыдущих. Однако дополнительно можно изучить структуру материала.Здесь работа ведется на молекулярном уровне структуры кристаллической решетки.
Все отклонения от технологических параметров, вызванные халатностью, неисправностью и внешними причинами, часто не зависящими от сварщика, могут привести к дефектам сварного шва и прилегающей зоне, попадающей в зону термического влияния. К дефектам также приводят нарушения технологических приемов самого процесса сварки, а также плохая подготовка, неисправность оборудования, отклонения от норм качества сварочных материалов, влияние погодных условий, низкая квалификация сварщика.
Возникновение дефектов часто связано с металлургическими и термическими явлениями, возникающими при формировании сварочной ванны и ее кристаллизации (горячие и холодные трещины, поры, шлаковые включения и т. Д.; Эти дефекты снижают прочность и надежность сварного соединения. , ее герметичность и коррозионная стойкость. Все это может существенно повлиять на эксплуатационные возможности всей конструкции и даже вызвать ее разрушение.
Дефекты сварных швов могут быть внешними и внутренними.
Наружные дефекты сварного шва
К внешним дефектам сварных швов (рис. 1) относятся нарушение размеров и формы сварного шва, подрезы и другие отклонения, которые могут быть обнаружены при внешнем осмотре сварного шва.
Нарушение формы и размеров сварного шва чаще всего вызвано колебаниями напряжения в электрической сети, неосторожностью или низкой квалификацией сварщика, проявляющейся в неправильном выборе режимов, неточном направлении электрода и способа его перемещения.Дефекты проявляются в неодинаковой ширине сварного шва по его длине, в неровности ветви угловых швов, чрезмерной выпуклости и резких переходах от основного металла к шву. Отклонения от размера и формы шва, проявляющиеся в угловых швах, связаны с неправильной подготовкой кромок, неравномерной скоростью сварки, а также с несвоевременным контрольным замером шва. При автоматической и полуавтоматической сварке эти дефекты чаще всего связаны с колебаниями напряжения, проскальзыванием проволоки на подающих роликах и нарушением режима сварки.
Отсутствие проплавления — локальное отсутствие проплавления между свариваемыми элементами, между основанием и наплавленным металлом или отдельными слоями сварного шва при многослойной сварке. Причины неплавления — плохая подготовка свариваемых кромок (окалина, ржавчина, небольшой зазор, чрезмерное притупление и др.), Высокая скорость сварки, смещение электрода от оси соединения, недостаточная сила тока. В результате непровара уменьшается сечение сварного шва и возникает локальная концентрация напряжений, что в конечном итоге снижает прочность сварного соединения.При вибрационных нагрузках даже небольшие дефекты могут снизить прочность сцепления до 40%. Большие дефекты корня шва могут снизить прочность до 70%. Поэтому, если непровар превышает допустимое значение, участок шва необходимо удалить с последующим вывариванием.
Выточка — дефект, наиболее часто встречающийся при сварке. Выражается в виде выемки по линии сплавления шва с основным металлом. В результате подрезов происходит локальное уменьшение толщины основного металла, что приводит к снижению прочности.Подрезка особенно опасна в случаях, когда она расположена перпендикулярно рабочему напряжению. Подрез обычно возникает, когда напряжение дуги увеличивается с увеличением скорости сварки, когда одна из кромок оплавляется глубже, жидкий металл течет в горизонтальную плоскость и его недостаточно для заполнения канавки. При сварке угловых швов подрезы возникают в основном из-за смещения электрода в сторону вертикальной стенки, что вызывает значительный нагрев, плавление и стекание металла на горизонтальной полке.В стыковых швах при сварке на больших токах и при неправильном положении присадочного материала образуются подрезы. Подрезание может привести к увеличению углов режущих кромок. Этот дефект выявляется визуально и при отклонениях выше установленной нормы будет переварен с предварительной очисткой. Допустимыми можно считать короткие пропилы, ослабляющие сечение шва не более чем на 5% в конструкциях, работающих под действием статических нагрузок. В конструкциях, работающих на выносливость, подрезы недопустимы.
Influx — проявляется в виде подтекания металла шва на поверхность основного металла без сплавления с ним. Наплывы резко меняют форму швов и тем самым снижают долговечность конструкции. Причиной этого дефекта может быть пониженное напряжение дуги, наличие окалины на свариваемых кромках, медленная сварка, когда появляется избыток расплавленного присадочного металла. Чаще всего провисание возникает при сварке горизонтальных швов на вертикальной плоскости. При сварке кольцевых поворотных соединений может возникать провисание при неправильном расположении электрода относительно оси шва.Длительные наплывы недопустимы.
Прожиг — сквозное проплавление обычно происходит из-за большого тока при низкой скорости сварки. Проявляется в виде сквозного отверстия в сварном шве, которое возникает в результате утечки сварочной ванны. При многослойной сварке прожог происходит при первом проходе шва. Причины прогорания могут быть — завышенный зазор между свариваемыми кромками, недостаточная толщина футеровки или ее неплотное прилегание к основному металлу, что создает предпосылку негерметичности сварочной ванны.При внезапном прекращении подачи защитного газа может произойти выгорание. При сварке соединений поворотных колец ожоги возникают из-за неправильного положения электрода относительно зенита. Дефект выявляется визуально и после предварительной очистки переваривается. Ожоги вызваны попаданием жидкого металла в области за пределами сварного шва.
Кратер не определился — дефект сварного шва, который образуется в виде углублений в местах резкого отрыва дуги по окончании сварки. В полостях кратеров может происходить ослабление усадки, часто переходящее в трещины.Кратеры обычно появляются в результате неправильных действий сварщика. При автоматической сварке в местах отвода сварочного шва может образоваться кратер. Кратеры часто являются причиной начала развития трещин и поэтому недопустимы. Их очищают и заваривают.
Поверхностное окисление — окалина или оксидная пленка на поверхности сварного шва. Окисление поверхности зависит от плохой защиты сварочной ванны, качества подготовки свариваемых кромок, неправильной регулировки подачи защитного газа, его состава, большого вылета электрода.
Свищ — воронкообразная выемка в сварном шве, развивающаяся из раковины или крупной поры. Причина развития свища чаще всего — плохая подготовка поверхности и присадочной проволоки к сварке. Дефект выявляется визуально и подлежит перевариванию.
Внутренние дефекты сварного шва
Трещины бывают горячими и холодными (рис. 2). Трещины могут быть как внешними, так и внутренними. Это наиболее опасные дефекты сварного соединения, часто приводящие к его разрушению.Они появляются в виде щели в сварном шве или на прилегающих участках. Изначально трещины образуются с очень маленьким раскрытием, но под действием напряжений их распространение может быть сопоставимо со скоростью звука, в результате чего конструкция разрушается. Причины растрескивания — высокие напряжения, возникающие при сварке. Чаще всего трещины возникают при сварке высокоуглеродистых и легированных сталей в результате быстрого охлаждения сварочной ванны. Вероятность появления трещин увеличивается при жестком закреплении свариваемых деталей.
Горячие трещины — появляются в процессе кристаллизации металла при температурах 1100-1300 ° С из-за резкого снижения пластических свойств и развития деформаций растяжения. Горячие трещины появляются на границах зерен кристаллической решетки. Появлению горячих трещин способствует повышенное содержание углерода, кремния, водорода, никеля, серы и фосфора в металле шва. Горячие трещины могут возникать как в массе шва, так и в зоне термического влияния.Горячие трещины могут распространяться как по шву, так и по нему. Они могут быть внутренними или поверхностными.
Холодная трещина — возникают при температуре ниже 120 ° С, то есть сразу после остывания сварного шва. Кроме того, по прошествии длительного времени могут образоваться холодные трещины. Причина появления холодных трещин — сварочные напряжения, возникающие при фазовых превращениях, приводящие к снижению прочностных свойств металла. Причиной появления холодных трещин может быть растворенный атомарный водород, который не успел выделиться при сварке.Незакрепленные швы или сварочные материалы, нарушения защиты сварочной ванны могут служить причинами попадания водорода.
Поры — представляют собой полость внутри шва, заполненную не успевшим выделиться газом (в первую очередь водородом). Они могут быть круглыми или удлиненными, а их размер зависит от размера пузырьков образующихся газов. Поры могут быть одиночными или образовывать целую цепочку вдоль сварного шва. Основными причинами появления пор являются: наличие вредных примесей в основном или присадочном металле, ржавчина или другие загрязнения, не удаленные со свариваемых кромок перед сваркой.Высокое содержание углерода также способствует появлению пор. Поры могут появиться при нарушении защиты сварочной ванны, повышении скорости сварки. Основная причина появления пор при сварке плавящимся электродом — влажное покрытие. Одиночные поры не опасны, но их цепочка влияет на прочность сварного соединения. Участок шва, в котором имеются поры, подвергается перевариванию путем предварительной механической очистки.
Шлаковые включения — это дефекты сварного шва, выражающиеся в наличии полостей, заполненных шлаком, которые не успели выйти наружу.Образование шлаковых включений происходит при плохой подготовке свариваемых кромок и присадочного материала, чрезмерной скорости сварки или плохой защите ванны. При сварке в защитных газах включения шлака встречаются редко. Включения шлака могут иметь размер до нескольких десятков миллиметров и поэтому очень опасны. Участок шва, на котором шлаковые включения превышают допустимые нормы, подлежит вырубке переварке.
Включения вольфрама — возникают при нарушении защиты сварочной ванны при сварке неплавящимся вольфрамовым электродом.Кроме того, включения вольфрама возникают при коротких замыканиях или высокой плотности тока. Включения вольфрама особенно распространены при сварке алюминия и его сплавов, в которых вольфрам не растворяется.
Включения оксидные — образуются в результате образования труднорастворимых тугоплавких пленок. Чаще всего они возникают из-за значительного загрязнения поверхности или при нарушении защиты сварочной ванны. Являясь слоем в сварочной массе, оксидные включения резко снижают прочность сварного соединения и могут привести к его разрушению под действием нагрузки, прилагаемой в процессе эксплуатации.
При сварке, как и при любых других методах обработки металла, не исключены дефекты сварных швов, образовавшиеся по разным причинам.
Перечень факторов, влияющих на качество сварного соединения, очень обширен, однако основной причиной дефектов являются неконтролируемые химические процессы, протекающие в пограничных областях зоны сварного шва.
Дефекты могут быть вызваны кристаллизацией металла, его химической неоднородностью, а также взаимодействием расплавленной массы с твердым материалом деталей или с окружающими газами и шлаками.Еще одна причина появления дефектов (в частности трещин) — нежелательные напряжения в зоне сварки.
Характер отклонений сварных соединений от нормы (дефектов) зависит от. Это связано с технологическими особенностями того или иного процесса.
Отличие достаточно ярко проявляется во всех основных ее видах, а именно в электродуговой обработке металла, контактной сварке листовых заготовок и, наконец, в газовой сварке.
Электродуговый метод
К основным причинам образования дефектов можно отнести два основных фактора.Это химические реакции, приводящие к нарушению структуры шва, а также к серьезным отклонениям от существующих технологий.
Дефекты сварки, возникающие во втором случае, чаще всего проявляются в виде прожогов, непровара и нарушения геометрических размеров сварного шва или трещин, возникающих после остывания материала.
Процесс образования холодных трещин при сварке объясняется недопустимыми механическими напряжениями на шовном соединении.Подобные отклонения от нормальной структуры шва чаще всего наблюдаются при сварке углеродистых (легированных) сталей, а также большинства изделий из чугуна.
В целом в теории электродуговой сварки рассматриваются самые разные нарушения структуры сварного соединения. К таким дефектам, помимо так называемого «холодного» растрескивания, относят «горячие», макроскопические и микротрещины.
Все вышеперечисленные отклонения от нормы со временем приводят к расширению зоны влияния дефекта и случайному разрушению дефектно сварной конструкции.По этой причине повышенное внимание уделяется изучению качества сварных швов, образующихся при дуговой сварке.
Газовая сварка
Основные причины дефектов, возникающих при газовой сварке, чаще всего те же, что и в перечисленных выше случаях, относящихся к другим категориям сварки.
Это те же нарушения в технологии подготовки заготовок перед сваркой и ошибки, допущенные при формировании шва (например, из-за использования нестандартных расходных материалов).
Поэтому для предотвращения дефектов газовой сварки особое внимание уделяется грамотному выбору правильного режима сварки, а также уровню квалификации подрядчика.
По наличию выявления нарушений при газовой сварке все известные дефекты делятся на поверхностные и скрытые. К первой категории относятся типичные непровара, значительные по размеру прогибы, а также вогнутости, надрезы и кратеры, образующиеся на основании (в корне шва).
Сюда также входит недопустимое смещение линии стыка (неправильная резка), резкие изменения толщины и поверхностные трещины.
К скрытым и, как правило, трудно обнаруживаемым дефектам газовой сварки относятся внутренние пористые образования, микроскопические газовые каналы, а также шлаковые и оксидные включения.
Этот список можно продолжить такими часто встречающимися нарушениями структуры свариваемых деталей, как незначительное проплавление между слоями и внутренние микротрещины.
Метод точечного контакта
К дефектам контактной сварки принято относить следующие визуально различимые (внешние) нарушения структуры стыков:
- трещины наблюдаются невооруженным глазом;
- точечных ожога;
- внешние брызги;
- металл разламывается с проявлением структуры на поверхности;
- нарушения в контактной форме и многие другие.
Основными причинами появления таких отклонений в структуре контактов являются неправильная установка параметров (амплитуды или длительности) импульсного тока, недостаточное усилие при сжатии электродов.
Дефекты вызваны плохой подготовкой обработанных поверхностей перед сваркой, близостью точки контакта к краю точечного соединения.
Среди прочих причин — недостаточное перекрытие деталей, недопустимое смещение шарнирных деталей, износ электродов и многое другое.
Основным скрытым дефектом контактной сварки является «прилипание» листовых заготовок, при котором между ними образуется лишь внешне чистый внешний контакт. Этот дефект может возникать не только при сварке под давлением, но и при других известных типах точечной сварки.
Визуально обнаружить дефектный пласт этого типа обычными методами физического контроля практически невозможно. Предотвратить это возможно только при строгом соблюдении технологии и поддержании в норме основных параметров сварочного процесса (амплитуды и длительности импульсного тока, а также необходимой силы сжатия).
Коррекция и профилактика
Наличие дефектов при любом виде сварки не всегда приводит к непоправимому результату и браку заготовки. Существует определенный набор технологических нарушений или отклонений от нормы, которые можно исправить сразу после завершения процесса.
Самый простой и принципиальный способ исправить любой дефект при сварке — это вырезать бракованный участок и повторно заварить его (конечно, с учетом обнаруженной неисправности).Для устранения или исправления ряда дефектов вполне достаточно отрегулировать положение рабочего инструмента с электродом.
При использовании данной техники следует помнить, что сварка методом «подъема» способствует перераспределению расплавленного металла в зоне ванны, а работа методом «угол вперед» позволяет уменьшить глубину проплавления.
Поскольку исправление брака потребует дополнительных затрат, желательно организовать процесс сварки таким образом, чтобы исключить необходимость повторных работ.
Одним из наиболее эффективных способов предотвращения дефектов является добавление одного из компонентов при сварке в защитной среде, что позволяет увеличить коэффициент заполнения сварного шва и предотвращает возможные подрезы.
Для повышения текучести жидкого металла, обеспечивающего заполнение корневой части шва, достаточно предварительно нагреть место сварки до определенной температуры с помощью специальных добавок (флюсов).
Часто можно добиться желаемого эффекта за счет увеличения силы тока.В то же время тщательная очистка свариваемых кромок и удаление оксидных пленок с их поверхности также снижает вероятность нарушения режима сварки.
Растрескивание
Для устранения холодных трещин применяется метод их повторной сварки с ограниченным расширением зоны дефекта с обеих сторон (подготовка специальных «ловушек»).
Такие ловушки выполнены в виде небольших отверстий, просверленных на расстоянии около 1,5 см от краев пласта, которые могут замедлить или полностью остановить его рост.
Ремонт трещин предполагает определенный порядок операций с учетом необходимости тщательной подготовки к повторной сварке. На этом этапе подготовленные к реставрации кромки сначала обрезаются под углом 60 °.
Для проведения этой операции используется либо обычное долото, либо специальный режущий электрод, с помощью которого края пропила полностью очищаются от всех образований и неровностей, мешающих сварке.
Предварительно просверленные ограничительные отверстия-ловушки удалять не нужно.
Наличие сварочных дефектов, как правило, приводит к снижению прочностных характеристик подготовленного соединения и, как следствие, к нарушению работоспособности конструкции (увеличению аварийности). Поэтому вопросу обнаружения и исправления дефектов всегда уделяется особое внимание.
10 минут на чтение
Неважно, какую технологию вы выбрали для сварки. Дефекты могут возникнуть в любом случае как во время, так и во время сварки.Появление дефектов связано либо с неопытностью сварщика, либо с неправильно выбранным режимом сварки, либо с недостаточно тщательным контролем качества.
Поэтому важно не допускать дефектов и проводить контроль качества сварных соединений после каждой сварочной операции. В этой статье мы подробно расскажем, какие бывают распространенные дефекты сварных швов. И какие методы контроля можно использовать для их обнаружения.
Любой опытный сварщик скажет вам, что существует множество типов дефектов сварных швов.Их можно разделить на две категории — внешние и внутренние. Внешние дефекты сварных швов можно обнаружить непосредственно на поверхности шва с помощью специального инструмента (например, лупы) при хорошей видимости. Внутренние дефекты сварных швов визуально не видны, поэтому для их обнаружения необходимо использовать специальные методы контроля качества. О них поговорим ближе к концу. А пока недочеты.
В рамках данной статьи мы не будем перечислять все возможные дефекты, а только самые распространенные.Итак, ниже представлена наша краткая классификация дефектов сварных швов.
Отсутствие проплавления
Отсутствие проплавления сварного шва — один из наиболее распространенных дефектов среди новичков. Это небольшой участок с недостаточно сваренным металлом. Основные причины образования неплавления — слишком длинная сварочная дуга, недостаточная сила тока или обе ошибки одновременно.
У новичков неплавление образуется, если была выполнена неправильная или сварка была проведена слишком быстро.Как нетрудно догадаться, чтобы не допустить неплавления сварного шва, нужно выбрать оптимальный режим сварки, готовить не слишком быстро и на короткой дуге.
Подрезка
Если вы когда-либо делали тройник или шов внахлест, вы могли заметить небольшие вмятины по бокам сварного шва. Это поднутрения. Частая причина недорезов — слишком быстрая сварка или неправильно подобранное напряжение сварочной дуги. Также иногда возникают подрезы из-за слишком длинной дуги.
Некоторые новички спрашивают: «Допускаются ли подрезы при сварке?» Да, но только в очень сложных конструкциях, где невозможно избежать подрезов.В таких ситуациях поднутрения называют просто «допустимыми дефектами сварного шва». В остальных случаях это недопустимые дефекты.
Influx
Наплыв в сварном шве в 95% случаев указывает на то, что вы неправильно настроили или не тщательно очистили края. Очевидно, что для предотвращения образования дефекта необходимо правильно отрегулировать силу сварочного тока и немного увеличить напряжение дуги.
Прожигание
Сквозное отверстие — сквозное отверстие в сварном шве, которое можно обнаружить невооруженным глазом.Ожоги образуются из-за медленной сварки. Слишком высокая температура концентрируется в одном месте, и металл плавится больше, чем должен. Основная опасность ожога — значительное снижение прочности шва.
Понижает сварочный ток и ускоряет формирование шва. Только так можно предотвратить возникновение ожогов. Обратите особое внимание при кипячении алюминия. Он имеет очень высокую теплопроводность и низкую температуру плавления. Так что на алюминиевой заготовке легко прожечь.
Кратер
Кратер — это небольшая воронка, расположенная непосредственно на валике шва.Чаще всего в самом конце. Образуется из-за резкого обрыва дуги. Плавно ведите дугу и постепенно завершайте сварку. Если в вашем сварочном аппарате есть специальный режим, предотвращающий образование кратеров, то включите его.
Горячие или холодные трещины
Трещины в сварных швах также являются одним из наиболее распространенных дефектов. Трещины бывают холодными и горячими. Горячие образуются при сварке, а холодные — после. Горячие трещины образуются, когда электрод / присадочная проволока и металл шва несовместимы. Иногда при попытке заварить кратер могут образоваться трещины, о которых мы говорили выше.Убедитесь, что состав присадочного материала и металла идентичен.
Холодные трещины легче. Они образуются только в том случае, если шов слишком хрупкий и не выдерживает механических нагрузок. Единственный способ предотвратить возникновение холодных трещин — это соблюдать технологию сварки и работать профессионально. Горячие и холодные трещины могут быть как внутренними (скрытыми от глаз), так и внешними.
Поры
Сколько времени для сварки? Поры (а чаще всего поры) — это небольшие углубления в структуре шва.Может быть поверхностным или внутренним. Представьте себе муравейник, пронизанный множеством ходов. То же самое и со швом. Поры, несомненно, можно назвать самым частым дефектом из всех возможных.
Если в процессе сварки образовались поры, значит, вы сделали все неправильно с самого начала. Скорее всего, вы не тщательно зачистили края и не защитили шов от кислорода. И такие ошибки делают только те, кто только начал знакомство со сваркой.Не работайте на тяге и проверьте качество электродов / состояние горелки / состояние системы газоснабжения.
Методы контроля качества
Итак, теперь вы знаете наиболее частые дефекты сварных соединений и причины их возникновения. Теперь поговорим о. Мы расскажем о наиболее часто используемых и эффективных. Это визуально-измерительный контроль, радиационный и ультразвуковой контроль.
Визуальный контроль измерений
(VIC) — самый простой и самый старый способ оценки качества сварного соединения.Из названия понятно, что при этом контроле используются средства визуального наблюдения и измерительные приборы. Визуальное наблюдение означает простой осмотр шва невооруженным глазом или с помощью лупы. В некоторых случаях используют микроскопы. А в качестве измерительных приборов чаще всего используются стандартные линейки. Это наиболее доступный и недорогой метод контроля, потому что инструменты недорогие и такому контролю может обучить сварщик, выполняющий работу. Компании даже не нужно нанимать отдельных специалистов для проведения этого контроля.
Сейчас в магазинах продаются специальные наборы со всеми необходимыми инструментами и даже подробными инструкциями по проведению мониторинга. Достаточно один раз прочитать буклет, все запомнить и уже можно проводить такой контроль самостоятельно. Но, несмотря на все преимущества, у ВИК есть большой недостаток — значительное влияние человеческого фактора на результат контроля. Вся ответственность лежит на человеке. И если по объективным или субъективным причинам он не может провести контроль качества, то есть вероятность брака.
Радиационный контроль
(его еще называют рентгенографическим) — очень интересный метод контроля, который основан на использовании рентгеновских лучей. Да, как и при рентгенодиагностике в поликлинике. Деталь помещается в специальный аппарат (или аппарат устанавливается на деталь), затем через металл пропускается рентгеновское излучение и на выходе получается изображение, на котором видны все дефекты сварки. Эта технология вам наверняка известна давно.
Нетрудно догадаться, что такая диагностика чрезвычайно эффективна.На изображении видны малейшие дефекты, которые невозможно обнаружить никаким другим способом. Особенно, если снимок сделан с помощью компьютера, на котором потом можно детально изучить все дефекты сварки. Но при работе с рентгеном необходимо соблюдать повышенные меры безопасности. Частицы излучения могут заражать воздух, что делает его проводящим. И говорить о возможном вреде для здоровья не приходится. Таким образом, только хорошо обученные сотрудники должны иметь право проводить радиационный мониторинг.
Ультразвуковой контроль
Ультразвуковой контроль сварных швов (также известный как ультразвуковой контроль качества или просто ультразвуковой контроль сварных швов) — это метод контроля, который во многом аналогичен описанному выше излучению.Но вместо рентгеновских лучей здесь используются ультразвуковые волны. Для регистрации результата используется ультразвуковой дефектоскоп для контроля сварных соединений.
Суть его работы проста. Ультразвуковые волны, проходящие через металл, направляются к поверхности шва. Они не проходят полностью, часть лучей отражается и возвращается. Если шов имеет дефект, то отраженные и возвращенные назад волны будут ослаблены и искажены. Проще говоря, они будут отличаться от тех, что были запущены в начале управления.Все эти изменения просто исправляют дефектоскоп.
Ультразвуковой мониторинг используется очень часто. Для ее проведения можно установить большой стационарный дефектоскоп в отдельном офисе, а можно приобрести компактную модель для диагностики на месте. И эта компактная модель сможет дать вполне объективный результат. С помощью дефектоскопа можно не только узнать расположение дефекта, но и его размер. Но нужно учитывать, что дефектоскопы дорогие и для работы с ними нужно дополнительно обучать персонал.Или ищите специалиста «на стороне».
Вместо заключения
Дефекты сварных швов и стыков разные, но суть всегда одна — они так или иначе нарушают эксплуатационные характеристики готового изделия. Чтобы их избежать, нужно как можно больше практиковаться, правильно настроить режим сварки и не забывать о контроле качества. Ультразвуковое тестирование занимает несколько минут, и в результате вы получаете объективную картину и трезво оцениваете качество своей работы.
Повышение требований РС к сопротивлению холодным трещинам в сварных соединениях высокопрочных металлоконструкций корпуса судна
В статье представлен краткий анализ численных и экспериментальных методов оценки стойкости к образованию холодных трещин в металлических сварных соединениях, их положительных качеств и недостатков по отношению к сварным соединениям корпусных конструкций судов из экономнолегированных высокопрочных марок сталей марки. новое поколение.Обосновано, что экспериментальные методы необходимы для оценки стойкости к холодным трещинам. Обоснован выбор типа теста (Tekken Test). Для улучшения выявления холодных трещин и снижения вероятности разрушения сварных соединений на этапе эксплуатации предлагается ввести дублирующий неразрушающий контроль сварных соединений, признаваемых годным по результатам первичного контроля. Приведены результаты экспериментальных исследований. На основании полученных результатов предлагаются улучшения требований РЗ.
Ключевые слова: холодные трещины, высокопрочная сталь, диффузия водорода, остаточные напряжения, испытание Tekken.
УДК 621.791
Об авторах:
Иванов М.А. — кандидат медицинских наук, доцент, Южно-Уральский государственный университет, г. Челябинск, e-mail: [email protected]
А.К. Тингаев — кандидат медицинских наук, доцент, Южно-Уральский государственный университет, г. Челябинск
И.А. Ильина — Южно-Уральский государственный университет, г. Челябинск
Страницы: 64-77
Ссылки
1. Гончаров Н.Д. Повышение стойкости сварных соединений труб против образования холодных трещин / Н.Д. Повышение стойкости сварных соединений труб против образования холодных трещин.Д. Гончаров, О.И. Колесников, А.А. Братусь // Наука и технологии трубопроводного транспорта нефти и нефтепродуктов. –2014. № 3 (15). — С. 63-67
2. Гончаров С.Н. Холодные трещины при сварке высокопрочных среднелегированных сталей [Текст]: [монография]: [монография] / С.Н. Гончаров, М. Шалимов, М. образования и науки РФ, Уральский федеральный университет, 2012. –94, [1] с.
3. Ефименко Л.А., Елагина О.Ю., Вышемирский Е.М., Капустин О.Е., Муратов А.В., Пугаев А.К. Традиционные и перспективные стали для строительства магистральных трубопроводов, –М .: Логос, 2011, 316 с.
4. Макаров Е.Л. Холодные трещины при сварке легированных сталей. [Холодные трещины при сварке легированных сталей]. Машиностроение, 1981. 247 с.
5.Муравьев К.А. Исследование распределения водорода в сварном соединении в зависимости от температурных условий // Техническая наука — теория к практике. На VIII Междунар. научный – практ. Конф. — Новосибирск: Сибак, 2012.
.6. Терасаки Т., Акияма Т., Осита С. Изучение местного содержания водорода, связанного с растрескиванием корней. Ежеквартальный журнал Японского общества сварщиков, (1986) 4 (2): 378-383.
7. ГОСТ Р ИСО 17642-2 — Испытания на сопротивление холодным трещинам в сварных соединениях. Испытания разрушающих швов металлических материалов. Процессы дуговой сварки. Часть 2. Испытания на естественную жесткость, 2012 г.
8. ГОСТ 26388-84. Сварные соединения. Методы испытаний на сопротивление образованию холодных трещин при сварке плавлением.
9. EN ISO 17642-3 Разрушающий контроль материалов сварных швов. Испытания на стойкость к холодным трещинам сварных соединений. Процессы дуговой сварки.Часть 3. Испытания с приложением внешней нагрузки (ISO 17642-3: 2005).
10. Kannengiesser, Th., Boellinghaus Th. Испытания на холодное растрескивание — обзор современных технологий и областей применения // Сварка в мире. Февраль 2013 г., том 57, выпуск 1, стр. 3–37.
11. Правила DNV для классификационных судов. Часть 2 Материалы и сварка. — 2018. — 217 с.
12. Азбука правил материалов и сварки (Часть 2). — 2018. — 465 с.
13. LR Правила изготовления, испытаний и сертификации материалов. — 2018. — 451 с.
14. Правила классификации и постройки морских судов. Часть XIII Материалы. Российский морской регистр судоходства. — 2018. — 190 с. [На русском языке]
15. Международная ассоциация классификационных обществ. Требования к материалам и сварке. — 2016. — 320 с.
16.Вышемирский Э.М. Исследование свариваемости и разработка технологий сварки высокопрочных трубных сталей в условиях Крайнего Севера: диссертация кандидата технических наук: 05.03.06. технических наук: 05.03.06] / Е.М. Вышемирский [Место работы: РГУ нефти и газа им. И.М. Губкина]. — Москва, 2009. — 134 с.
17. Вышемирский Д.Е. Обоснование критического значения эквивалентного углерода на основе оценки свариваемости стали для труб класса прочности К65 и К70: диссертация кандидата технических наук: 05.02.10 [Обоснование критического значения углеродного эквивалента на основе оценки свариваемости стальных труб]. класс К65 и К70: диссертация кандидата технических наук: 05.02.10] / ДЭ. Вышемирского [диссертация: МОСКОВСКИЙ государственный технический университет им.Эээ. Баумана »(Национальный исследовательский университет)], 2017. — 138 с.
.18. ГОСТ Р 56143-2014 Испытания разрушающих сварных швов металлических материалов. Испытания на стойкость к холодным трещинам сварных соединений. Процессы дуговой сварки. Часть 3. Испытания с приложением внешней нагрузки.
19. AWS B4.0M: 2000: Стандартные методы механических испытаний сварных швов, одобренные Американским национальным институтом стандартов, 25 июля 2000 г.
20. JSA-JIS Z 3157 Метод испытания сварного шва с U-образной канавкой.1993.
21. TGL 14914 Blatt 5 Ausgabe Juni: Испытание свариваемости — сопротивление сварного шва образованию холодных трещин. [На немецком языке] 1988 г.
22. JSA-JIS Z 3158 Метод испытания сварного шва с Y-образной канавкой. 2016.
23. BS EN ISO 17642-2: «Разрушающие испытания сварных швов металлических материалов — Испытания на холодное растрескивание сварных деталей — Процессы дуговой сварки — Часть 2: Испытания на самоограничение» 2005.
24. Schwenk C., Kannengiesser Th., Rethmeier ограничивает условия и сварочные напряжения в жилых помещениях в испытаниях на самоограничение на холодное растрескивание. Труды Тенденций в исследованиях сварки, Джорджия, США, 8-я Международная конференция, ISBN-13 978-1-61503-002-6, 2008, стр. 766–773.
25. Паргетер Р.Дж. и Райт М.Д. Сварка стали с водородом для модификации или ремонта / Сварочные исследования. –2010. Том 89-стр. 34–42.
26. ОР-91.200.00-КТН-074-12 Отраслевой регламент «Порядок организации и осуществления строительного контроля за соблюдением проектных решений и качеством строительства подводных переходов ОТП и ОПТП» (с Изм.2) ПАО «Транснефть».
27. Треб. Высокопрочные стали для сварных конструкций 1984 / Ред.3 2016 W16.
28. Руководство по техническому надзору за применением сварки в судостроении и судоремонте. Российский морской регистр судоходства. — 2010. — 227 с. [На русском языке]
29. Правила классификации и постройки морских судов. Часть XIV. Сварка. — 2018. — 106 с. [На русском языке]
30.ГОСТ Р ИСО 857-1-. Сварка и родственные процессы.