Графитированные электроды | ferro.group
Компания «XUZHOU JIANGLONG CARBON PRODUCTS CO., LTD» (JL Group), основанная в 1987 году, находится в городе Сулу Ю-ван, провинции Цзянсу, промышленная зона, Guzhen, является единственным предприятием в Сюйчжоу с полным циклом производства графитированных электродов. Предприятие занимает площадь в 27 миллионов квадратных метров, штат сотрудников составляет 600 человек, инженеров и технического персонала – 50 человек, имеет полный комплекс испытательного оборудования и технических средств. Получен сертификат ISO9001-2000 международной организации по сертификации.
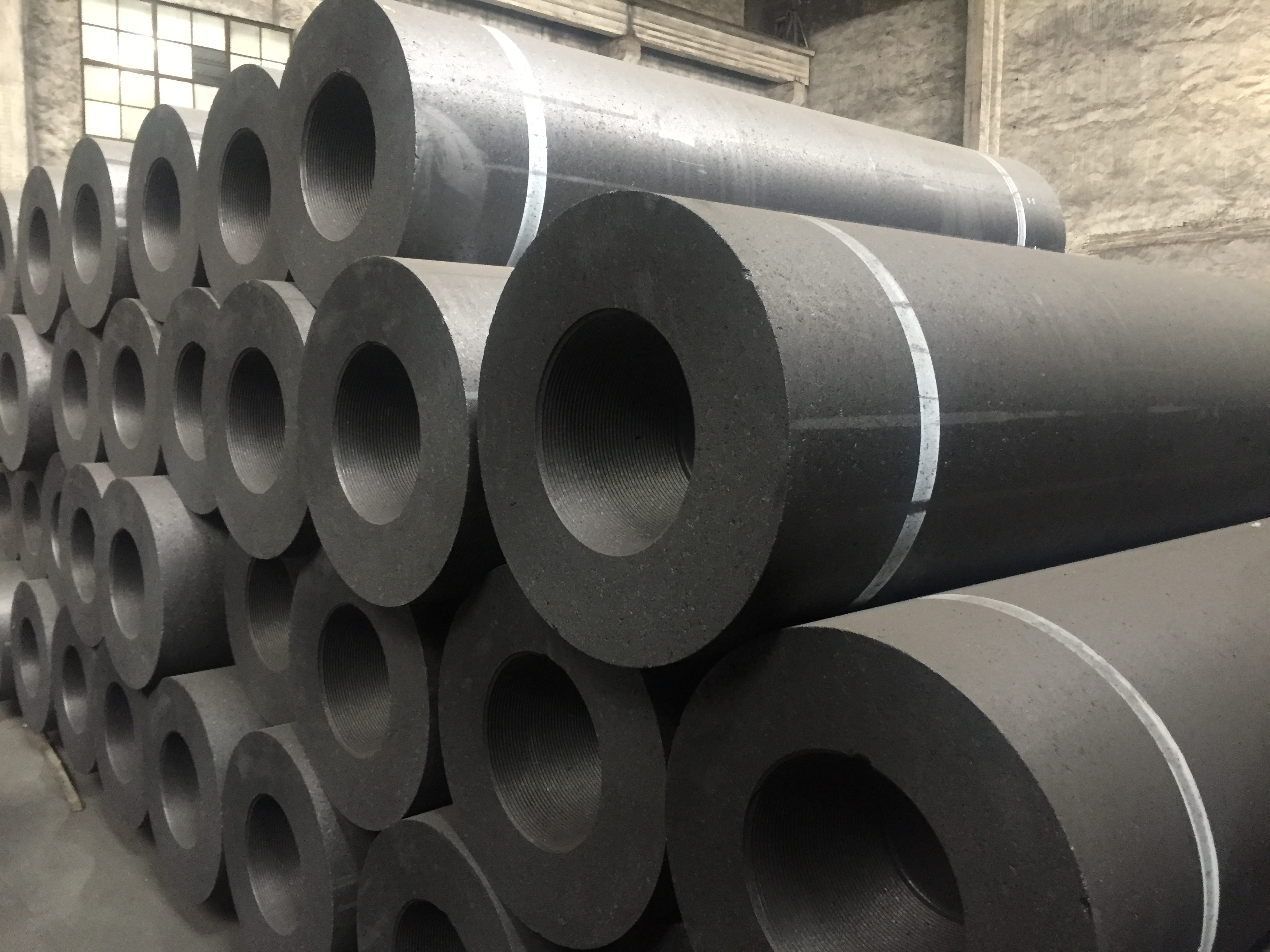
Основная продукция: графитированные электроды регулярной(обычной) мощности, насыщенные (высокой плотности), высокой мощности, ультравысокой мощности, графитированные электроды анти-окисления. Размеры электродов от ∅50–550 мм. В качестве сырья используется прокаленный нефтяной кокс, в результате разминания, встряхивания, выпечки, высокого давления, пропитки, графитации, отделочных и других специальных обработок получается продукция высокого качества.
Компания имеет полный цикл линии по производству графитированных электродов.
Используя передовые технологии, как европейские так и собственные, а также свою сырьевую базу, предприятия группы «JL» за последние двадцать пять лет превратились в ведущего поставщика графитированных электродов не только национального, но и мирового уровня. Наряду с обслуживанием китайского рынка, товары группы «JL» экспортируются в 30 стран Европы (в том числе и в Россию), Юго-Восточной Азии, в Северную и Южную Америку. Компания предоставляет высокое качество продукции и отличный сервис для удовлетворения требований своих заказчиков.
Инженерно-технический состав предприятий группы «JL Group», стремится предугадывать требования заказчика в части характеристик материалов и всегда готов к изучению индивидуальных требований заказчика, соответствующих особенностям его производства. В соответствии с этим принципом, в «JL» создана мощная научнотехническая база для технического сопровождения внедряемой в производство продукции.
ООО «ФерроГрупп» является официальным представителем компании «JL Group» на территории РФ и стран СНГ. Специалисты ООО «ФерроГрупп» всегда готовы выехать к заказчикам для решения возникающих проблем непосредственно на рабочем месте.
Графитированные электроды производятся из высококачественных сырьевых материалов проходящих через процессы сушки, измельчения, просеивания, дозирования, смешивания, прессования, обжига, насыщения, графитации. Наши продукты характеризуются высокой компактностью структуры, хорошей электрической и термической проводимостью, высоким механическим сопротивлением и высоким сопротивлением к окислению и коррозии при высоких температурах. Графитированные электроды широко используются в электродуговых печах и ковшовых рафинирующих печах для производства стали, и используются в электроплавильных печах для производства промышленного силикона (резины), желтого фосфора, корунда, неметаллов и др. Это одна из составляющих частей в производстве сырьевых материалов.
СХЕМА ПРОИЗВОДСТВА ГРАФИТИРОВАННЫХ ЭЛЕКТРОДОВ
ТЕХНИЧЕСКИЕ СВОЙСТВА ГРАФИТОВЫХ ЭЛЕКТРОДОВ
Физические и химические свойства
Общие физические и химические показатели графитированных электродов;
| Единицы измерения | Диаметр, мм | |||||
| 75-130 | 150-225 | 250-300 | 350-500 | |||
| Электрическое сопротивление, не более | Электрод | μΩ·M | 8,5 | 8,5 | 8,5 | 8,5 |
| Ниппель | 7,0 | 7,0 | 7,0 | 7,0 | ||
| Прочность на изгиб, не менее чем | Электрод | МПа | 9,8 | 9,8 | 7,8 | 6,4 |
| Ниппель | 13,0 | 13,0 | 13,0 | 13,0 | ||
| Модуль упругости, не больше чем | Электрод | ГПа | 9,3 | 9,3 | 9,3 | 9,3 |
| Ниппель | 14,0 | 14,0 | 14,0 | 14,0 | ||
| Объемная плотность,не менее | Электрод | г / см3 | 1,60 | 1,58 | 1,56 | 1,56 |
| Ниппель | 1,70 | 1,70 | 1,72 | 1,72 | ||
| Коэффициент теплового расширения, не более | Электрод | 10-6/ °C | 2,9 | 2,9 | 2,9 | 2,9 |
| Ниппель | 2,7 | 2,7 | 2,8 | 2,8 | ||
| Объем золы, не более | Электрод /разъем | % | 0,5 | 0,5 | 0,5 | 0,5 |
Графитированные электроды нормальной мощности RP
ед. изм изм | ∅ 75-130 мм | ∅ 150-255 мм | ∅ 250-300 мм | ∅ 350-550 мм | ||||||
| фз | ос | фз | ос | фз | ос | фз | ос | |||
| Удельное сопротивление | Электрод | μΩ M | 7,20 | 8,50 |10,00 | 7,50 | 9,00| 10,50 | 7,80 | 9,00| 10,50 | 8,00 | 9,00| 10,50 |
| Ниппель | 6,00 | 8,50 | 6,50 | 8,50 | 6,80 | 8,50 | 6,80 | 8,50 | ||
| Предел прочности | Электрод | Мпа | 10,50 | 9,80 | 10,80 | 9,80 | 8,40 | 7,80 | 8,40 | 6,40 |
| Ниппель | 13,50 | 13,00 | 13,50 | 13,00 | 13,50 | 13,00 | 13,50 | 13,00 | ||
| Модуль упругости | Электрод | Гпа | 9,30 | 9,30 | 9,30 | 9,30 | 9,30 | 9,30 | 9,30 | 9,30 |
| Ниппель | 14,00 | 14,00 | 14,00 | 14,00 | 14,00 | 14,00 | 14,00 | 14,00 | ||
| Содержание золы | Электрод | % | 0,30 | 0,30 | 0,30 | 0,30 | 0,30 | 0,30 | 0,30 | 0,30 |
| Ниппель | 0,30 | 0,30 | 0,30 | 0,30 | 0,30 | 0,30 | 0,30 | 0,30 | ||
| Объемная плотность | Электрод | г/см3 | 1,58 | 1,55 | 1,52 | 1,55 | 1,50 | 1,55 | 1,50 | |
| Ниппель | 1,72 | 1,63 | 1,72 | 1,63 | 1,72 | 1,70 | 1,72 | 1,70 | ||
(C. T.E.) T.E.) | Электрод | 10–6/ °C | 2,80 | 2,90 | 2,80 | 2,90 | 2,80 | 2,90 | 2,80 | 2,90 |
| Ниппель | 2,80 | 2,70 | 2,70 | 2,70 | 2,70 | 2,80 | 2,70 | 2,80 | ||
Графитированные электроды высокой плотности (насыщенные) HD
| ед. изм | ∅ 75-225 мм | ∅ 250-350 мм | ∅ 400-550 мм | |||||
| фз | ос | фз | ос | фз | ос | |||
| Удельное сопротивление | Электрод | μΩ M | 7,50 | 8,00 |9,00 | 7,50 | 9,00 | 7,80 | 8,00| 9,00 |
| Ниппель | 6,50 | 7,50 | 6,50 | 7,50 | 6,80 | 7,50 | ||
| Предел прочности | Электрод | Мпа | 10,00 | 10,00 | 10,00 | 9,00 | 10,00 | 8,00 |
| Ниппель | 14,00 | 13,00 | 14,00 | 13,00 | 14,00 | 13,00 | ||
| Модуль упругости | Электрод | Гпа | 12,00 | 12,00 | 12,00 | 12,00 | 12,00 | 12,00 |
| Ниппель | 14,00 | 14,00 | 14,00 | 14,00 | 14,00 | 14,00 | ||
| Содержание золы | Электрод | % | 0,30 | 0,30 | 0,30 | 0,30 | 0,30 | 0,30 |
| Ниппель | 0,30 | 0,30 | 0,30 | 0,30 | 0,30 | 0,30 | ||
| Объемная плотность | Электрод | г/см3 | 1,65 | 1,58 | 1,58 | 1,58 | 1,62 | 1,60 |
| Ниппель | 1,73 | 1,68 | 1,68 | 1,68 | 1,73 | 1,70 | ||
(C. T.E.) T.E.) | Электрод | 10–6/ °C | 2,50 | 2,70 | 2,70 | 2,70 | 2,60 | 2,70 |
| Ниппель | 2,20 | 2,50 | 2,50 | 2,50 | 2,40 | 2,50 | ||
Рекомендуемые нагрузки по току
| Размер | Регулярной мощности RP | Высокой плотности HD | |||
| мм | дюйм | Пропускная способность тока, А | Плотность тока, А/см3 | Пропускная способность тока, А | Плотность тока, А/см3 |
| 75 | 3 | 1000-1400 | 22-31 | 1300-2000 | 39-45 |
| 100 | 4 | 1500-2400 | 19-30 | 1800-3000 | 22-37 |
| 130 | 5 | 2200-3400 | 17-26 | 2800-4200 | 21-31 |
| 150 | 6 | 3000-4500 | 16-25 | 4000-5000 | 22-28 |
| 175 | 7 | 3800-5100 | 16-21 | 3900-6800 | 16-28 |
| 200 | 8 | 5000-6900 | 15-21 | 4800-9000 | 15-28 |
| 225 | 9 | 6000-8000 | 15-20 | 6400-9700 | 16-24 |
| 250 | 10 | 7000-10000 | 14-20 | 8000-12000 | 16-24 |
| 300 | 12 | 10000-13000 | 14-18 | 11000-16000 | 15-22 |
| 350 | 14 | 13500-18000 | 14-18 | 15000-22000 | 15-22 |
| 400 | 16 | 18000-23500 | 14-18 | 20000-28000 | 15-22 |
| 450 | 18 | 22000-27000 | 13-17 | 24000-34000 | 15-21 |
| 500 | 20 | 25000-32000 | 13-16 | 28000-42000 | 13-20 |
| 550 | 22 | 32000-40000 | 13-17 | 34500-48500 | 15-22 |
Графитированные электроды высокой мощности HP
ед. изм изм | ∅ 200-400 мм | ∅ 450-550 мм | ||||
| фз | ос | фз | ос | |||
| Удельное сопротивление | Электрод | μΩ M | 6,80 | 7,00 | 7,50 | 7,50 |
| Ниппель | 6,20 | 6,50 | 6,30 | 6,50 | ||
| Предел прочности | Электрод | Мпа | 10,50 | 10,50 | 10,80 | 9,80 |
| Ниппель | 15,00 | 14,00 | 15,00 | 14,00 | ||
| Модуль упругости | Электрод | Гпа | 12,00 | 12,00 | 12,00 | 12,00 |
| Ниппель | 16,00 | 16,00 | 16,00 | 16,00 | ||
| Содержание золы | Электрод | % | 0,30 | 0,30 | 0,30 | 0,30 |
| Ниппель | 0,30 | 0,30 | 0,30 | 0,30 | ||
| Объемная плотность | Электрод | г/см3 | 1,68 | 1,60 | 1,65 | 1,60 |
| Ниппель | 1,74 | 1,70 | 1,74 | 1,70 | ||
(C. T.E.) T.E.) | Электрод | 10–6/ °C | 2,30 | 2,40 | 2,30 | 2,40 |
| Ниппель | 2,10 | 2,20 | 2,10 | 2,20 | ||
Графитированные электроды ультра-высокой мощности UHP
| ед. изм | ∅ 300-400 мм | ∅ 450-550 мм | ||||
| фз | ос | фз | ос | |||
| Удельное сопротивление | Электрод | μΩ M | 6,00 | 6,20 | 6,50 | 6,50 |
| Ниппель | 5,00 | 5,50 | 5,50 | 5,50 | ||
| Предел прочности | Электрод | Мпа | 11,00 | 10,50 | 10,50 | 10,00 |
| Ниппель | 17,00 | 16,00 | 17,00 | 16,00 | ||
| Модуль упругости | Электрод | Гпа | 14,00 | 14,00 | 14,00 | 14,00 |
| Ниппель | 18,00 | 18,00 | 18,00 | 18,00 | ||
| Содержание золы | Электрод | % | 0,20 | 0,30 | 0,20 | 0,30 |
| Ниппель | 0,20 | 0,30 | 0,20 | 0,30 | ||
| Объемная плотность | Электрод | г/см3 | 1,68 | 1,64 | 1,66 | 1,65 |
| Ниппель | 1,76 | 1,70 | 1,76 | 1,70 | ||
(C. T.E.) T.E.) | Электрод | 10–6/ °C | 1,40 | 1,50 | 1,40 | 1,50 |
| Ниппель | 1,30 | 1,40 | 1,30 | 1,40 | ||
Рекомендуемые нагрузки по току
| Размер | Высокой мощности HP | Ультра-высокой мощности UHP | |||
| мм | дюйм | Пропускная способность тока, А | Плотность тока, А/см3 | Пропускная способность тока, А | Плотность тока, А/см3 |
| 175 | 7 | 4400-6200 | 18-25 | ||
| 200 | 8 | 5500-9000 | 18-25 | ||
| 225 | 9 | 6500-10000 | 18-25 | ||
| 250 | 10 | 8000-13000 | 18-25 | ||
| 300 | 12 | 13000-17400 | 17-24 | 15000-22000 | 20-30 |
| 350 | 14 | 17400-24000 | 17-24 | 20000-30000 | 20-30 |
| 400 | 16 | 21000-31000 | 16-24 | 25000-40000 | 19-30 |
| 450 | 18 | 25000-40000 | 15-24 | 32000-45000 | 19-27 |
| 500 | 20 | 30000-48000 | 15-24 | 38000-55000 | 18-27 |
| 550 | 22 | 37000-57000 | 15-24 | 45000-65000 | 18-27 |
фз – фабричное значение;
ос – отраслевой стандарт
Размеры графитированных электродов и возможные вариации
| Номинальный диаметр | Актуальный диаметр, мм | Длина, мм | Возможные вариации | ||||
| мм | дюйм | мах | min | нижний предел | длина | укороченная длина | |
| 75 | 3 | 78 | 73 | 72 | 1400, 1600 | +100 –100 | –275 |
| 100 | 4 | 103 | 98 | 97 | 1400, 1600 | ||
| 130 | 5 | 132 | 127 | 126 | 1400 | ||
| 150 | 6 | 154 | 149 | 146 | 1400, 1600, 1800 | ||
| 175 | 7 | 180 | 174 | 172 | 1400, 1600 | ||
| 200 | 8 | 205 | 200 | 197 | 1600, 1800 | ||
| 225 | 9 | 230 | 225 | 222 | 1600, 1800 | ||
| 250 | 10 | 256 | 251 | 248 | 1600, 1800 | ||
| 300 | 12 | 307 | 302 | 299 | 1600, 1800 | ||
| 350 | 14 | 257 | 252 | 349 | 1600, 1800 | ||
| 400 | 16 | 409 | 403 | 400 | 1600, 2200 | ||
| 450 | 18 | 460 | 454 | 451 | 1600, 1800, 2000, 2200 | ||
| 500 | 20 | 511 | 505 | 502 | 1600, 1800, 2000, 2200 | ||
| 550 | 22 | 562 | 556 | 553 | 1800, 2000, 2200, 2400 | ||
Рекомендуемые обороты вращения
| Электроды, мм | Вращающий момент, Нм |
| 75 | 22-28 |
| 100 | 45-55 |
| 130 | 75-95 |
| 150 | |
| 175 | |
| 200 | |
| 225 | |
| 250 | |
| 300 |
Индийские электроды не пускают в печи – Газета Коммерсантъ № 136 (6374) от 02.
 08.2018
08.2018Евразийская экономическая комиссия (ЕЭК) может продлить на пять лет антидемпинговые пошлины на графитированные электроды (ГЭ) индийских компаний, у которых насчитано 50% демпинговой маржи. Защиты попросил единственный производитель ГЭ в ЕАЭС «Энергопром Менеджмент» (ЭПМ) Виктора Вексельберга и партнеров. Против пошлин традиционно выступают российские металлурги, по оценкам которых ЭПМ не может покрыть спрос.
ЕЭК установила, что индийские производители ГЭ HEG Ltd и Graphite India Ltd демпинговали при поставках в ЕАЭС. Демпинговая маржа в период расследования — с 1 июля 2016 года по 30 июня 2017 года — составила 50,39%. ЕЭК предлагает продлить пошлины для индийских ГЭ, действовавшие с 2013 года, на пять лет, говорится в докладе, опубликованном 1 августа. Помимо общей импортной пошлины в размере 5% на ГЭ антидемпинговые пошлины до января 2018 года для HEG составляли 16,04%, для Graphite India и «прочих» (но таких в Индии нет) — 32,83%.
Инициировала повторное расследование ЭПМ Виктора Вексельберга и партнеров, единственный производитель ГЭ в ЕАЭС. В ЭПМ раскрывали ранее, что выпустили в 2017 году 30,6 тыс. тонн ГЭ, а емкость рынка с учетом импорта — около 71 тыс. тонн. Но по типам электродов, ставшим предметом расследования, выпуск ЭПМ и емкость рынка ниже: в 2016 году — до 16 тыс. и 39 тыс. тонн соответственно. При этом импорт ГЭ из Индии резко сократился после введения антидемпинговых пошлин: в 2016 году он составил всего 266 тонн против 1,7 тыс. тонн в 2013 году, а в период расследования был и вовсе 100 тонн. Таким образом, доля Индии в импорте ГЭ упала с 5,9% в 2013 году до 0,4%.
В ЭПМ раскрывали ранее, что выпустили в 2017 году 30,6 тыс. тонн ГЭ, а емкость рынка с учетом импорта — около 71 тыс. тонн. Но по типам электродов, ставшим предметом расследования, выпуск ЭПМ и емкость рынка ниже: в 2016 году — до 16 тыс. и 39 тыс. тонн соответственно. При этом импорт ГЭ из Индии резко сократился после введения антидемпинговых пошлин: в 2016 году он составил всего 266 тонн против 1,7 тыс. тонн в 2013 году, а в период расследования был и вовсе 100 тонн. Таким образом, доля Индии в импорте ГЭ упала с 5,9% в 2013 году до 0,4%.
Но мощности HEG и Graphite India — 160 тыс. тонн в год, производство в 2017 году — около 123 тыс. тонн, то есть около 23% мощностей были не загружены, а экспорт резко вырос на фоне мирового дефицита и роста цен, отмечается в докладе. Там же говорится, что рынок ЕАЭС остается привлекательным для зарубежных производителей и есть угроза роста поставок.
В то же время российские металлургии в 2017 году жаловались в ФАС на ЭПМ, заявляя, что компания с учетом экспортных отгрузок не обеспечивает потребности внутреннего рынка на фоне дефицита ГЭ и роста цен. Также ЭПМ навязывает невыгодные контракты, считали в отрасли. ЭПМ тогда предложила металлургам длинные контракты take-or-pay с формульным ценообразованием и скидкой до 30% к спотовым ценам, пообещав увеличить мощности. Но пока такие контракты есть только с ТМК и «Русалом», хотя источники “Ъ” говорят, что переговоры идут и с другими металлургами, в том числе с ММК и «Северсталью» (стороны это не комментируют).
Также ЭПМ навязывает невыгодные контракты, считали в отрасли. ЭПМ тогда предложила металлургам длинные контракты take-or-pay с формульным ценообразованием и скидкой до 30% к спотовым ценам, пообещав увеличить мощности. Но пока такие контракты есть только с ТМК и «Русалом», хотя источники “Ъ” говорят, что переговоры идут и с другими металлургами, в том числе с ММК и «Северсталью» (стороны это не комментируют).
В ЭПМ заявили “Ъ”, что «решать проблему сохранения отрасли в РФ необходимо системно и последовательно», в том числе защитой внутреннего рынка. Для этого необходимы стабильные условия регулирования и наличие долгосрочных контрактов с металлургами, считают в группе. ЭПМ «готова обеспечить потребности внутреннего рынка» и начала расширение мощностей — в 2020 году выпуск ГЭ марки UHP должен вырасти на 60%. Но в «Русской стали» (объединение металлургов) разочарованы выводами ЕЭК. «Мы считаем продление пошлин необоснованным и ухудшающим доступ к товару, поскольку на рынке сохраняется дефицит, а российский производитель не в состоянии полностью удовлетворить потребности металлургов»,— заявила “Ъ” вице-президент ассоциации Марина Иванова. По ее словам, металлурги «представят свои позиции в рамках расследования».
По ее словам, металлурги «представят свои позиции в рамках расследования».
Анатолий Джумайло
Графитированные электроды: назначение и виды
Металлургическая промышленность сопряжена с необходимостью применения надежных и стойких к большим температурам материалов. Такими инструментом который ничем не заменишь во время работы со сталеплавильными печами являются графитированные электроды, которые предоставляют ввод электрической энергии при выплавке металлов и сплавов в электропечах.
Металлургическая промышленность сопряжена с необходимостью применения надежных и стойких к большим температурам материалов. Такими инструментом который ничем не заменишь во время работы со сталеплавильными печами являются графитированные электроды, которые предоставляют ввод электрической энергии при выплавке металлов и сплавов в электропечах.
Область использования графитированных электродов Благодаря неповторимым свойствам, которыми обладает графит, выполненные из него графитированные электроды находят собственное широкое использование в промышленных отраслях с непростыми технологичными процессами, связанными с очень высокими температурами. Очень часто графитированные электроды используются при выплавке сталей, специализированных сплавов и ферросплавов с применением рудотермических, сталеплавильных, рафинировочных и других электропечах. Графит обладает высокой термической устойчивостью, вследствие чего он почти что не меняет собственной формы, массы, объема и параметров при влиянии больших температур.
Очень часто графитированные электроды используются при выплавке сталей, специализированных сплавов и ферросплавов с применением рудотермических, сталеплавильных, рафинировочных и других электропечах. Графит обладает высокой термической устойчивостью, вследствие чего он почти что не меняет собственной формы, массы, объема и параметров при влиянии больших температур.
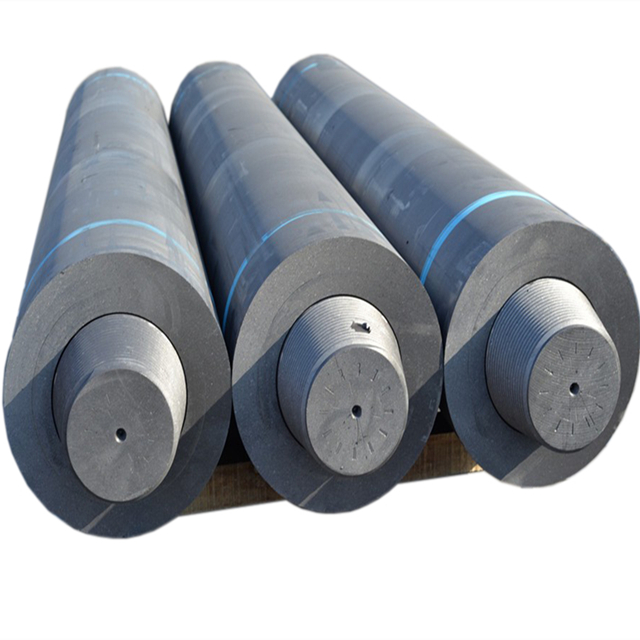
Это дает возможность применять изделия из графита даже в условиях экстремально высокого режима температур. В процессе плавления стали электроды понемногу тратятся. Чтобы возместить это, применяются специализированные ниппели, которые могут иметь коническую или форму в виде цилиндра и предназначаются для наращивания графитированного электрода по мере его расхода. Ниппели ввинчиваются с обеих сторон электродов и продлевают период их работы, что дает возможность длительнее применить их в процессе сталевыплавки.
Классификация графитированных электродов В данное время можно на рынке найти много разновидностей графитированных электродов, которые, как и коллоидно графитовые препараты, отличаются по типу материала который применяется. В любых ситуациях это графит, но различного качества. В зависимости от сортности графита из него получают обыкновенные графитированные электроды и коллоидно графитовые препараты, пропитанные и специализированные электроды. Такие графитовые электроды применяются в сталеплавильных печах, пропитанные — в комплексах «печь-ковш», а специализированные — в сверхмощных агрегатах, применяемых на больших промпредприятиях купить графитовые электроды можно по ссылке.
В любых ситуациях это графит, но различного качества. В зависимости от сортности графита из него получают обыкновенные графитированные электроды и коллоидно графитовые препараты, пропитанные и специализированные электроды. Такие графитовые электроды применяются в сталеплавильных печах, пропитанные — в комплексах «печь-ковш», а специализированные — в сверхмощных агрегатах, применяемых на больших промпредприятиях купить графитовые электроды можно по ссылке.
Важно выбрать правильно графитовые электроды и коллоидно графитовые препараты для определенного производства, что будет обеспечивать допустимость тех. процессов. При подборе необходимо брать во внимание, какой вид графитированных электродов подойдёт для определенного предприятия, его технологии и процессов производства. Это может быть постоянно наращиваемые цилиндрические, самообжигающиеся анодные или сменяемые блочные электроды пакетного типа, которые производятся конкретно на месте их применения.
Подобным образом, графитированные электроды ценны на фирмах металлургического комплекса, так как предоставляют ввод электрической энергии в процессах технологии, которые связаны с экстремально большими температурами. При подборе электродов следует опираться на характерности процессов производства предприятия.
При подборе электродов следует опираться на характерности процессов производства предприятия.
Графитированные электроды, графит
Графитированные электроды, графит(графитированные электроды марки ЭГ-1, ЭГ-2, ЭГ-15,ЭГ-20, ЭГ-25) купить продать цена гос по низким ценам сдоставкой по России и РБ
- Электроды графитированные и ниппели к ним ф75-610 мм по ТУ 14-139-177-2003, ТУ 1911-109-052-2003, ГОСТ 4426-76
- Электроды угольные СК, ВДК (в т.ч. омедненные) по ТУ 16-757.034-86, ГОСТ 10720-75
- Бой и огарки графитированных электродов ф75-610 мм
- Другие марки графитов и углеродосодержащей продукции
Нами производится закупка графита отличного качества крупными партиями по оптовым ценам. Это позволяет изначально задать низкую стоимость готовой продукции. Отгрузка изделий осуществляется партиями любого объема.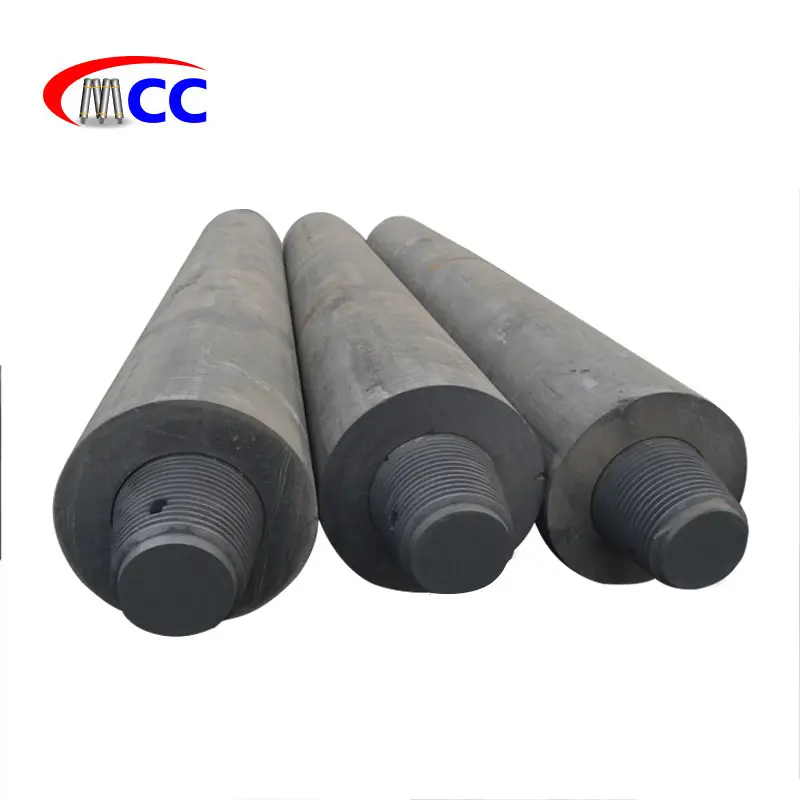 Для постоянных клиентов предусмотрены скидки.
Для постоянных клиентов предусмотрены скидки.
Цены на графит
| Графит искусственный зернистый | ТУ 48-4805-101-91 | от 40 |
| Графит измельченный | Высший и первый сорт. ТУ 48-20-54-84 | от 27 |
| Графит искусственный измельченный | Марка А, марка Б. ТУ 1916-109-71-2000 | |
| Графит ГЛ 1 | Графит серебристый литейный ГОСТ 5279-74 | от 33 |
| Графит П | смазочный темно-коричневого или черного цвета | от 35 |
| Графит ЭУТ | электроугольный графит | от 35 |
| Графит ГАК | аккумуляторный ГОСТ 10273-79 трёх марок ГАК-1, ГАК-2 и ГАК-3 | |
| Графитированные электроды | ЭГ1, ЭГ2, ЭГ15, ЭГ20, ЭГ25 изготовлены из графита марки ГЭ | от 80 |
 org/Offer»>от 40
org/Offer»>от 40
 org/Offer»>от 35
org/Offer»>от 35
Графитированная сталь — Энциклопедия по машиностроению XXL
Износоустойчивость и свойства трения графитированной стали лучше соответствующих значений общепринятых подшипниковых материалов (бронзы на основе олова), а отличные механические свойства также способствуют его использованию, особенно для подшипников, подвергающихся динамическим нагрузкам. [c.293]В качестве материала направляющих шток деталей или втулок, установленных в них, может быть применен антифрикционный графитирован-ный материал, например, типа АГ-1500, хорошо работающий по хромированному покрытию и любым сталям, независимо от их состава, терми-
[c. 49]
49]
Благодаря малому температурному коэффициенту линейного расширения твердых сплавов (в 2 — 3 раза меньше, чем коррозионно-стойкой стали) деформация поверхностей трения незначительна. Высокая теплопроводность твердых сплавов (более высокую теплопроводность имеют лишь силицирован-ные графиты и графитированные угле-графиты) обусловливает их применение в условиях недостаточного смазывания и воздействии термических нагрузок. [c.317]
В сталеплавильных печах применяют угольные и графитированные электроды. Применение последних для выплавки стали целесообразно, но они дороже угольных. [c.37]
Кожух печи изготовляется из листовой стали толщиной 25 мм. Для удобства снятия кожуха с блока (при блок-процессе) ему придают форму усеченного конуса. Ранее применяли кожухи круглого сечения. Они достаточно прочны и менее подвержены деформациям, но их недостатком является то, что при плавке образуется большое количество возвратной шихты, так как блок имеет форму треугольника. Для снижения количества возвратной шихты кожуху стали придавать форму треугольника. Кожух печи для плавки на выпуск (рис. 6) имеет футеровку из магнезитового кирпича. В кожухе предусмотрены две летки (для слива электрокорунда и ферросплава), которые выкладываются угольными или графитированными блоками. Летки расположены на разной высоте кожуха выше — для слива электрокорунда, ниже (на
[c.37]
Для снижения количества возвратной шихты кожуху стали придавать форму треугольника. Кожух печи для плавки на выпуск (рис. 6) имеет футеровку из магнезитового кирпича. В кожухе предусмотрены две летки (для слива электрокорунда и ферросплава), которые выкладываются угольными или графитированными блоками. Летки расположены на разной высоте кожуха выше — для слива электрокорунда, ниже (на
[c.37]
Технике-экономические показатели. Эти показатели плавки в дуговых печах зависят от емкости печи и технологии плавки. Расход электроэнергии па 1 т стали зависит от емкости печи. С увеличением емкости печи расход электроэнергии на 1 т выплавленной стали уменьшается. Например, для печи емкостью 25 т он составляет 750 кВт -ч, а для печи емкостью 100 т —575 кВт-ч. Расход графитированных электродов составляет 6—9 кг/т выплавленной стали. [c.54]
На рис. 112 дана зависимость производительности от продольных вибраций при обработке глухих отверстий в деталях из стали марки 40Х графитированными электродами-инструментами. На самых мягких режимах электроимпульсной обработки
[c.236]
На самых мягких режимах электроимпульсной обработки
[c.236]
Для производства стали наиболее часто применяют дуговые трехфазные электрические печи с вертикальными графитированными электродами и непроводящим подом. Ток, нагревающий ванну в этих печах, проходит по цепи электрод—дуга—шлак—металл—шлак—дуга—-электрод. Вместимость таких печей достигает 400 т. [c.49]
В табл. 19 указана суммарная погрешность обработки для различных размеров обрабатываемой детали при обработке стали и твердого сплава электродами, изготовленными из алюминия, меди и графитированного материала. [c.101]
Наиболее износостойким является материал ЭЭГ, состоящий на 99,9% из графита и приготовленный по специальной технологии. Вследствие высоких показателей по стойкости при удовлетворительной стабильности процесса материал ЭЭГ стал основным при обработке заготовок из отбеленных чугунов, сталей и жаропрочных сплавов.
 При наличии дополнительного движения относительно заготовки электроды-инструменты из графитированного материала ЭЭГ хорошо работают по твердым сплавам в области повышенных мощностей. Это позволяет широко применить материал ЭЭГ при обработке вращающимся электродом-инструментом на операциях электроимпульсного шлифования.
[c.208]
При наличии дополнительного движения относительно заготовки электроды-инструменты из графитированного материала ЭЭГ хорошо работают по твердым сплавам в области повышенных мощностей. Это позволяет широко применить материал ЭЭГ при обработке вращающимся электродом-инструментом на операциях электроимпульсного шлифования.
[c.208]Режимы резки стали угольными ИЛИ графитированными электродами [c.398]
Наиболее широко применяют в качестве электропроводящих покрытия с ПАВ или с металлическими и углеродными наполнителями карбонилом никеля, серебром, медью, нержавеющей сталью, арсенидом или фосфатом галлия, антимонидом индия, сажей, графитом, графитированным волокном. Особенно рас-13в [c.136]
Углеметаллические материалы типа АО рекомендуется применять для работы в условиях сухого трения в среде газов и водяного пара, в паре с чугунными и хромированными поверхностями, а графито-металлические типа АГ — в паре с хромированными поверхностями и с любыми сталями независимо от их состава, термической обработки и твердости. Допустимая рабочая скорость для углеметаллических материалов 10 м сек, а для графитированных — 20 м сек. С увеличением окружной скорости возрастает их износ. Износ контакта в общем пропорционален коэффициенту трения. Если трущаяся пара подобрана правильно, то металл по истечении стадии приработки практически не изнашивается, износ же графита практически очень мал.
[c.386]
Допустимая рабочая скорость для углеметаллических материалов 10 м сек, а для графитированных — 20 м сек. С увеличением окружной скорости возрастает их износ. Износ контакта в общем пропорционален коэффициенту трения. Если трущаяся пара подобрана правильно, то металл по истечении стадии приработки практически не изнашивается, износ же графита практически очень мал.
[c.386]Испытания графитированных материалов проводятся при трении по цапфам из стали 1Х18Н9 обожженных материалов — по цапфам из чугуна перлитной структуры. [c.101]
Большая часть имеющихся твердых сплавов предназначена для обработки резанием нескольких тысяч видов материалов, в том числе разнообразных по свойствам чугунов, термически обработанных и не подвергавшихся упрочняющей обработке легированных, высоколегированных, нержавеющих, жаропрочных и специальных сталей и сплавов цветных металлов и их сплавов (латуней, бронз, сплавов на основе алюминия, магния, титана), неметаллических (графитированных и угольных электродов, отделочных камней, пластмасс, фарфора, древесины и т. п.) и композиционных (например, алюминий +лластмасса, стеклопластик + металл и др.) материалов.
[c.81]
п.) и композиционных (например, алюминий +лластмасса, стеклопластик + металл и др.) материалов.
[c.81]
Ланкастер [2] показал, что присутствие воды препятствует образованию поверхностной пленки с повышенной стойкостью к износу, которая оказывает существенное влияние на эксплуатационные свойства большинства материалов, используемых для изготовления несмазываемых подшипников. Для композиций на основе эпоксидной смолы и графитированного углеродного волокна при работе в паре с нержавеющей сталью характерно образование поверхностной износостойкой пленки уже в течение первых нескольких тысяч оборотов, что приводит к резкому уменьшению скорости износа. В водной среде поверхностная пленка сразу же [c.232]
Обычно пропиточный материал ограничивает область применения углеродного материала. Практика показьтает, что при повышенных давлении и температуре углеродные материалы, пропитанные синтетической смолой, работают лучше, чем материалы, пропитанные металлами. Так, они имеют меньшую склонность к задирам при резком повышении температуры, при котором металл может выплавиться из кольца. Кроме того, углеродные материалы, пропитанные смолами, более стойки в агрессивных средах, так как химическая, стойкость смолы больше, чем у металлов. В отечественных конструкциях торцовых уплотнений широко применяют графит 2П-1000 с пропиткой фенолформаль-дегидной смолой и графиты АО-1500 и АГ-1500 с пропиткой свинцом или баббитом, работающие в паре с силици-рованным графитом СГ-П или со сталью 95X18 (HR 55). Необходимо отметить, что обожженные и графитированные углеродные материалы производства зарубежных фирм имеют теплопровод-, ность и коэффициент линейного расширения, практически аналогичные показателям отечественных материалов (см, табл. 9.5).
[c.315]
Так, они имеют меньшую склонность к задирам при резком повышении температуры, при котором металл может выплавиться из кольца. Кроме того, углеродные материалы, пропитанные смолами, более стойки в агрессивных средах, так как химическая, стойкость смолы больше, чем у металлов. В отечественных конструкциях торцовых уплотнений широко применяют графит 2П-1000 с пропиткой фенолформаль-дегидной смолой и графиты АО-1500 и АГ-1500 с пропиткой свинцом или баббитом, работающие в паре с силици-рованным графитом СГ-П или со сталью 95X18 (HR 55). Необходимо отметить, что обожженные и графитированные углеродные материалы производства зарубежных фирм имеют теплопровод-, ность и коэффициент линейного расширения, практически аналогичные показателям отечественных материалов (см, табл. 9.5).
[c.315]
Корпус — углеродистая сталь футеровка плиткой АТМ-1, угольными и графитированными блоками на замазке арзамит, подслой — многослойная окраска резорцино-феноло-формальдегидной смолой Перегородка—углеграфитовые материалы или углеродистая сталь, покрытая несколькими слоями замазки арзамит-4 по многослойной окраске резорцино-феноло-формаль-дегидной смолой Корпус —углеродистая сталь футеровка — полиизобутилен ПСГ, слой плитки АТМ-1 на замазке арзамит-4, слой угольных блоков на замазке арзамит-4.
 Валки гуммированы резиной 1751. Перегородки из углеграфитовых материалов Корпус — углеродистая сталь футеровка — полиизобутилен ПСГ, плит -ка АТМ-1 на замазке арзамит-4 Стальной гуммированный
[c.232]
Валки гуммированы резиной 1751. Перегородки из углеграфитовых материалов Корпус — углеродистая сталь футеровка — полиизобутилен ПСГ, плит -ка АТМ-1 на замазке арзамит-4 Стальной гуммированный
[c.232]Электроэрозионный копировально-прошивочный станок МА4720У обеспечивает производительность обработки по стали до 70 мм /мнн, по твердому сплаву — до 15 мм /мин при шероховатости поверхности соответственно до / а = 0,16 мкм. При эксплуатации станка износ медного электрода или электрода из графитированного материала на черновых режимах обработки не превышает 0,1—0,3%, на получистовых режимах 0,5—1,5%. Подача электрода-инструмента на станке осуществляется высокочувствительным электрогидравлическим следящим приводом. Станок имеет электромагнитное закрепление сменных электродо-держателей с координированным положением электрода-инструмента относительно направлений перемещения стола. При изготовлении электрода совместно со сменной оправкой электрододержателя обеспечивается высокая точность отображения обрабатываемой формы в изделии. Электромеханический следящий привод продольного перемещения каретки стола позволяет выполнять обработку горизонтальных пазов и отверстий сложной конфигурации. Станок комплектуется генератором ШГИ-16-880, позволяющим обрабатывать сквозные отверстия с точностью до
[c.80]
Электромеханический следящий привод продольного перемещения каретки стола позволяет выполнять обработку горизонтальных пазов и отверстий сложной конфигурации. Станок комплектуется генератором ШГИ-16-880, позволяющим обрабатывать сквозные отверстия с точностью до
[c.80]
Для выплавки стали наиболее часто используются элект-родуговые печи, в которых электрическая дуга возбуждается между графитированны-ми или угольными электродами и металлической шихтой (дуга прямого действия). Схема устройства дуговой электропечи с тремя электродами приведена на рис. II.5. Она состоит из сварного кожуха 7, имеющего форму цилиндра с выгнутым овальным основанием, футеровки 4, съемного или отворачивающегося свода 6, состоящего из металлического каркаса с динасовой или хромомагнезитовой футеровкой. Свод имеет три отверстия, через которые проходят электроды 7, удерживаемые и автоматически [c.34]
Электроды применяются угольные и графитированиые. Наиболее применимы графитированиые электроды из-за лучшей (в 4—5 раз) проводимости, более высокой плотности тока и вдвое меньшего их расхода на тонну стали. [c.41]
[c.41]
В дуговых печах применяют угольные или графити-рованные электроды диаметром от 100 до 550 мм. На печах емкостью до 5 т обычно применяют угольные электроды, а на более крупных — графитированные. Электроды выдерживают очень высокую температуру и вместе с тем имеют хорошую электропроводность. Качество электродов имеет очень большое значение для электро-. дуговой плавки, так как их стоимость составляет до 10% от всех расходов по переделу стали и в них (и их контактах) теряется до 10% от всей подводимой к печи электрической мощности. Удельное сопротивление угольных электродов составляет 42—55 ом мм 1м, а графити-рованных 9—14 ом-мм 1м. Расход угольных электродов на 1 т стали составляет 10—12 кг при кислом процессе и 13—15 кг при основном, расход графитированных электродов соответственно составляет 4—6 и б—9 кг. На [c.289]
Для сварки алюминиевых проводов и приварки наконечников может применяться бездуговая электросварка способом контактного разогрева, газовая и термитно-муфельная сварка. Сварка контактным разогревом основана на выделении теплоты в угольном электроде и в месте контакта его со свариваемыми жилами при прохождении тока от трансформатора, вторичное напряжение которого 8—12 в (дуга при этом не воаникает). Сварка ведется в рмочках из стали, чугуна или графитированного угля, лредотвращающих растекание металла и обеспечивающих получение соединений цилиндрической формы.
[c.641]
Сварка контактным разогревом основана на выделении теплоты в угольном электроде и в месте контакта его со свариваемыми жилами при прохождении тока от трансформатора, вторичное напряжение которого 8—12 в (дуга при этом не воаникает). Сварка ведется в рмочках из стали, чугуна или графитированного угля, лредотвращающих растекание металла и обеспечивающих получение соединений цилиндрической формы.
[c.641]
В дуговой электрической печи (рис. 8) шихта расплавляется за счет тепла, которое получается от электрической дуги 1, образующейся между электродами печи и металлом 2. Кожух печи делается металлический и имеет цилиндрическую форму. В кожухе имеется окно для загрузки шихты и желоб для выпуска готовой стали. Внутри кожух футеруется огнеупорным материалом. Свод печи имеет специальные круглые отверстия для электродов. Обычно в дуговых печах, работающих на трехфазном токе, устанавливаются три электрода. Электроды 3 применяются угольные или графитированные. С помощью особого механизма 4 электроды могут подниматься и опускагься, что дает возможность регулировать их положение и получать необходимую для расплавления шихты электрическую дугу. К электродам подводится ток напряжением порядка 95—280 вольт. Подина и стен-
[c.20]
К электродам подводится ток напряжением порядка 95—280 вольт. Подина и стен-
[c.20]
При использовании графитированного материала ЭЭГ для повышения надежности крепления электрода-инструмента и повышения точности его установки он может выполняться составным рабочая часть электрода изготовляется из графитированного материала, а верхнее основание с базами для крепления в станке или электрододержателе — из стали. Профилирующая рабочая часть наклеивается на стальное основание эпоксидным клеем и дополнительно привертывается к основанию двумя-тремя винтами в зависимости от размеров электрода. Такая конструкция особенно удобна при серийном производстве, когда требуется многократное восстановление электродов-инструментов. Помимо крепления клеем, получило применение и чисто механическое крепление гра-фитированной части к стальному основанию. На рис. 90 показан один из электродов, у которого графитированная рабочая часть 214 [c.214]
Во время Великой Отечественной войны были организованы новые производства углеграфитовых изделий, обеспечивавшие потребности фронта и тыла в жизненно важной продукции — в графитированных и угольных электродах и массах для производства качественных сталей и алюминия, электрощетках для танковых генераторов и двигателей, уплотнительных материа.
 тах.
[c.6]
тах.
[c.6]Парониты УВ-10, 56, графитированный 56 и ферронит, зажатые между пластинами алюминия, дуралюминия или стали, не должны вызывать коррозии этих металлов. [c.567]
Современные дуговые сталеплавильные печи работают преимушественно на графитированных электродах, ежегодное мировое производство которьк превышает 1 млн. т. Расход элек-Ч одов в процессе электроплавки стали определяется их качеством и условиями работы дуговой печи. Снижению расхода электродов способствуют уменьшение пористости, повышение шютнос-уменьшение содержания золы в электродной массе, снижение [c.71]
Графитированный порошок ( 100 % С) и кокс применяют ддя раскисления шлака в дуговой печи и для науглероживания металла в ковше в процессе выпуска плавки или при внепечной обработке (вакуумирование). Нефтяной кокс и пиро-углерод (99,9 % С) чисты по сере, но используют их для науглероживания сталей редко из-за дефицитности и высокой стоимости, В ряде случаев науглероживания ванны без скачивания шлака достигают оггусканием в металл одной-двух фаз графитированных электродов (ориентировочно 0,01 % С/мин). Усвоение металлом углерода при введении кокса в ковш и в вакууматор составляет 50 и 95 % соответственно. В интенсивно работающих электродуговых печах для вспенивания шлака в струе воздуха или кислорода дают малосернистый антрацит.
[c.81]
Усвоение металлом углерода при введении кокса в ковш и в вакууматор составляет 50 и 95 % соответственно. В интенсивно работающих электродуговых печах для вспенивания шлака в струе воздуха или кислорода дают малосернистый антрацит.
[c.81]
Местный зазор также зависит от материалов электродов и формы импульсов что учитывается некоторым опытным коэффициентом Ка, пропорциональным зазору. Так, если для пары электродов медь —сталь 45 при импульсах прямоугольной формы принять /Са = 1, то местный зазор для медного ЭИ и ЭЗ из твердого сплава будет вдвое меньше и, следовательно, Ка = 0,5 а для графитирован-ного ЭИ и заготовки из стали 45 Ка = 0,75, т. е. зазор будет несколько больше, чем в предыдущем случае. [c.113]
На рис. 71 показан изготовленный электроэрозионным способом валок (а) из отбеленного чугуна твердостью до НВ 510, 0 бочки 320 мм с 21 ручьем для проката арматурной стали (б). Валок изготавливают на специальном электроимпульсном одиннадцатншпин-дельном полуавтомате модели МА-53, который позволяет обрабатывать одновременно все ручьи на одном валке 0 бочки до 400 мм (для профилей арматурной стали от № 12 до Л о 45). ЭИ представляет собой стальную гребенку, в пазы которой запрессованы диски из графитированиого материала. Такие гребенки попарно закрепляют в державке и вместе с ней устанавливают на шпинделе станка.
[c.122]
ЭИ представляет собой стальную гребенку, в пазы которой запрессованы диски из графитированиого материала. Такие гребенки попарно закрепляют в державке и вместе с ней устанавливают на шпинделе станка.
[c.122]
Для достижения установленной производительности комплексов ДСП, более оптимального использования электрической мощности печного трансформатора, получения заданного марочного состава стали, экономии электроэнергии, огнеупоров, графитированных электродов, легирующих и шлакообразующих материалов создан агрегат комплексной обработки стали АКОС-100. Агрегат должен обеспечивать нагрев электрическими дугами расплава стали и шлака обработку металла рафинировочным шлаком присадку в металл раскис-лителей, шлакообразующих и легирующих материалов перемешивание металла продувкой аргона через пористые огнеупорные пробки в днище ти- [c.68]
Блог
«Перед тем, как излагать перед своими подчиненными какую-
нибудь дельную мысль, надо их непременно чем-нибудь ошарашить и огорошить,
да желательно — чем-то поувесистее.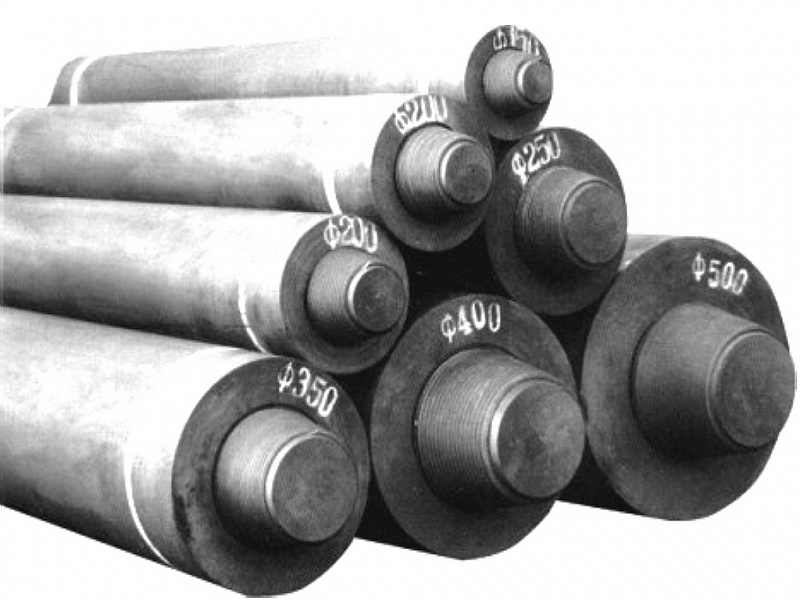 Чтобы у них от болевого шока
Чтобы у них от болевого шока
временно пропала способность бездумно рассуждать над смыслом
сказанного. А если эту процедуру повторять периодически, то почетный
статус умелого руководителя вам гарантирован пожизненно».
Г. Радзевский, командир 7-й оперативной эскадры Северного флота
Как адмирал велел, так и будем делать. Никаких обсуждений по коксам для алюминиевой промышленности, не царское это дело. Никаких обсуждений по анизотропным коксам из каменноугольного сырья, так как для этого есть специально обученные люди. Никаких обсуждений по изотропным коксам для конструкционных графитов, хотя это царское дело, но мы его уже сделали и возможно продолжим.
Говорить будем только про анизотропные коксы игольчатой структуры из нефтяного сырья, которые пригодны для изготовления графитированных электродов (цитируем по ГОСТу):
— марка ЭГСП-UHP — для дуговых печей сверхвысокой мощности, токовые нагрузки на электроды в процессе эксплуатации до 100 кА;— марка ЭГПК-SHP — для ковшевых и дуговых печей высокой мощности, токовые нагрузки до 50—75 кА;
— марка ЭГП-НР — для дуговых печей средней мощности, токовые нагрузки порядка 40 кА;
— марка ЭГ-RP — для дуговых печей низкой мощности, токовые нагрузки менее 30 кА.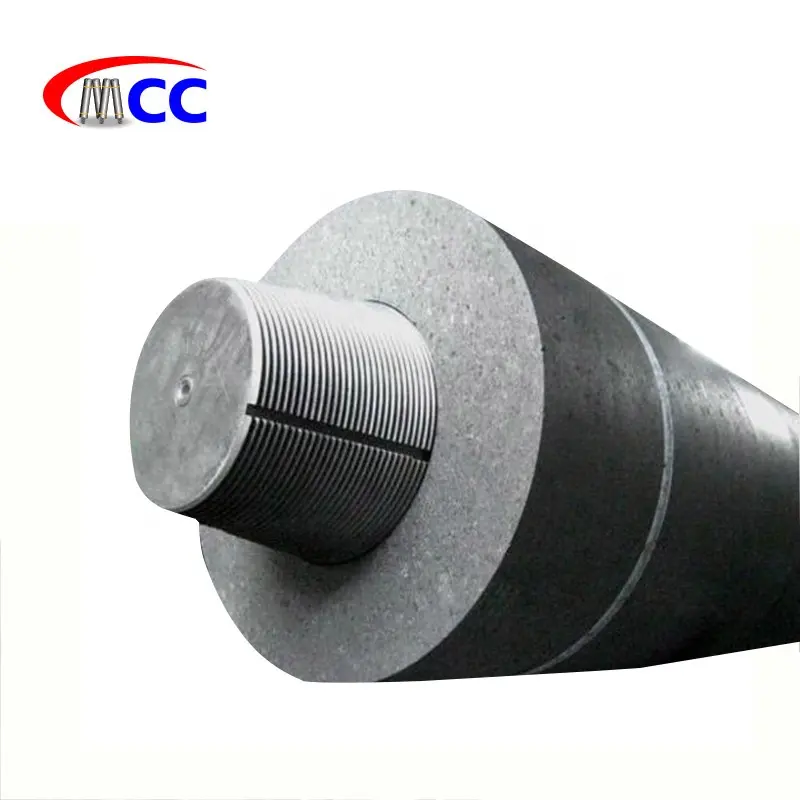
В добрые старые времена производители игольчатых коксов, как Красноводский, Павлодарский, Ивано-Франковский и Грозненский НПЗ хорошо или плохо, много или мало, но обеспечивали игольчатыми коксами сырьевую базу нынешнего АО «ЭПМ-Менеджмент». Балансовый недостаток восполняли страны СЭВ, большей частью производители игольчатых коксов Румынии, в том числе и для UHP.
Работали все перечисленные на собственных нефтях, т.е. туркменских, казахских, украинских, грозненских и румынских, и мы вернемся к ним чуть позже.
Где все эти НПЗ? Как писал Александр Сергеевич: «Иных уж нет, а те далече» и как следствие, сырье для производства электродов больших диаметров типа UHP, впрочем, и для всех остальных, закупается за пределами Российской Федерации.
Анизотропные коксы с игольчатой структурой – продукт стратегический, про графитированные электроды для электродуговых печей мы уже сказали, про анодный материал для литий-ионных аккумуляторов не забыли, про «ядерный» графит записали, а про остальные применения промолчим.
Глянем на качество и пойдем дальше, так как оно нас не очень и интересует.
Основной вопрос – это из какого сырья такое качество получить, как этим качеством управлять и совсем не плохо знать, что за электрод будет из этого качества получен.
Каждое приличное производство анизотропных коксов с игольчатой структурой имеет:
— пилотную установку для получения коксов, не менее 40 кг за один цикл. Каждое изменение в сырье или дополнение рецептуры новыми компонентами сначала прорабатывается на «пилоте», работающем в параметрах основного процесса.
— лабораторию получения графитированных электродов, конечно не метрового диаметра, а пяти или десяти сантиметрового, длиной 1 метр, это позволяет понять, на что пригодны коксы, полученные на «пилоте» и каково качество электродов, полученных из коксов основного процесса.
Удобно. Всегда знаешь, что ты сваришь на УЗК из имеющегося сырья, и всегда знаешь, что производитель электродов не расскажет тебе, какую «дрянную иголку» ты сварил, а если и расскажет, то можно и поспорить, так как испытания коксов они проводят в точно таких же лабораториях.
Сырье. Мало серы, мало хинолин растворимого, много полиароматики, отсутствие карбоидных частиц, а если по-простому, то удалите все твердое, в том числе и дисперсное и Конрадсона желательно побольше, в этом случае, будет вам счастье. Много чего из сырьевых ресурсов можно подобрать под это определение, почти, как букв в азбуке, понимаю, что это обидно для тех, которые ограничиваются декантойлем (тяжелый дизель каткрекинга), но ваша точка зрения требует расширения вашего кругозора.
Начнем от печки, вот анализ нефти.
Вот еще один состав нефти.
И опять из гудронов этой нефти априори получаем сапоги и валенки, т.е. анизотропные коксы игольчатой структуры.
Конечно, такие нефти не биржевой товар, но они продаются, если вы имеете желание их купить. С десяток таких нефтей я могу подобрать на счет «раз», есть они и в России, и в сопредельных государствах, которые занимались выпусками игольчатых коксов на НПЗ, о которых мы упоминали.
Тяжелый дизель каталитического крекинга. Хороший продукт, но его качество может различаться на несколько порядков. Смотрите, это анодный кокс для литий-ионных аккумуляторов, и он сделан из тяжелого дизеля каткрекинга.
А в таблице выше было показано качество кокса для электродов UHP, используемых в дуговых печах сверхвысокой мощности, и эти два кокса сделаны из продукта с общим названием тяжелый дизель каталитического крекинга. Разница между этими дизелями, как между девочкой и мальчиком, хотя, казалось бы, что и тот и другой получены в процессе каталитического крекинга.
Можно ли заранее сказать, какой кокс получится в зависимости от состава тяжелого дизеля каткрекинга – конечно, да. А можно ли исправить качество тяжелого дизеля каткрекинга – и опять положительный ответ, но почему-то никто не стремится рассказывать, как это исправляется и особенно с использование дополнительных компонентов в рецептурах.
Тяжелый дизель коксования, можно ли отправить его на повторное коксование, очистив от коксовой пыли – конечно нет, так как его Конрадсон не более 2. А можно ли повысить Конрадсон у этого продукта и использовать его, как сырье для хороших игольчатых коксов – конечно, да и эта разработка используется на УЗК, выпускающих «иголку». Эта стадия процесса была выполнена русскими, точнее советскими и японцами в 60-х годах, но щедрая душа об этом забыла, а островитяне очень даже запомнили.
А можно ли повысить Конрадсон у этого продукта и использовать его, как сырье для хороших игольчатых коксов – конечно, да и эта разработка используется на УЗК, выпускающих «иголку». Эта стадия процесса была выполнена русскими, точнее советскими и японцами в 60-х годах, но щедрая душа об этом забыла, а островитяне очень даже запомнили.
Называется процесс – ароматизация тяжелого дизеля коксования.
Дополним азбуку масляными экстрактами, тяжелой смолой пиролиза (очень немного следует лить, а то получится кокс и не изотропный, и не игольчатый, а оторви и брось), кубовые остатки производства ароматики всех видов и на любой вкус, сланцевые масла и каменноугольные смолы, но опять-таки, очень и очень в меру, так как в начале мы договорились не обсуждать анизотропные коксам из каменноугольного сырья.
Следует хорошо помнить и понимать, что все эти добавки, не от хорошей жизни, а от того, что нефти указанные в табличках добывают без особого рвения, так как в трубу не затолкаешь, бензина и дизеля от них, как поросёнка стричь – визгу много, а шерсти клок.
Структура кокса, получаемая из того или иного сырьевого монопродукта или из рецептур – давно и хорошо известна, а кроме того, имея «пилот», понять структуру можно за трое суток, а что бы понять качество электрода еще трое и за неделю вы имеете всё. Выход продуктов коксования из того или иного сырья определяется не очень сложно и не на «пилоте», а в большинстве случаев расчетными методами.
«Пилот» позволяет получить кокс, с его качественными и количественными характеристиками, которые будут получаться и в основном процессе. Стремящиеся на «пилоте» определить бензины дизели и газы получают мини заводик неясного предназначения.
Реинкарнация и эйфория. Почему эти слова в заголовке, а потому, что интерес к игольчатым коксам пошел в гору: Газпромнефть, Лукойл и Needle Coke. У всех троих основным сырьем является тяжелый дизель каталитического крекинга, а процесс, как я предполагаю, от Башкирского института нефти, в большей степени теоретические проработки. Четвертый игрок Макстон-Инжиниринг имеет несколько технологических реплик, работавших и работающих УЗК с параметрами процесса и аппаратурным оформлением на выпуск анизотропных коксов игольчатой структуры, имеет сырьевые рецептуры, как на основе моносырья с небольшим количеством добавок, так и многокомпонентные сырьевые смеси. Качество одно из коксов, полученного по многокомпонентной рецептуре, приведено в таблице.
Четвертый игрок Макстон-Инжиниринг имеет несколько технологических реплик, работавших и работающих УЗК с параметрами процесса и аппаратурным оформлением на выпуск анизотропных коксов игольчатой структуры, имеет сырьевые рецептуры, как на основе моносырья с небольшим количеством добавок, так и многокомпонентные сырьевые смеси. Качество одно из коксов, полученного по многокомпонентной рецептуре, приведено в таблице.
Строгий расчет, к чему это в заголовке? Так мы весь блог только про это и говорили – цифры, таблицы, «пилоты», расчеты, которые, собственно и определяют успех. Рецептуры коксования, патентуются, но вместе с технологическим режимом, а это уже слишком много неизвестных в одном уравнении, и никто не будет решать это уравнение за вас самих.
RUPEC в Twitter, в Telegram, на Facebook
| Компании | Продукция | Страна |
|---|---|---|
H.-P. FISCHER ELEKTRONIK GmbH & Co. Industrie und Labortechnik KG (производитель) Industrie und Labortechnik KG (производитель) | Электроды измерительные: электроды, измерительные электроды, электроды для высокоомных испытаний, электроды для высокоомных испытаий с защитным кольцом, высокоомные напольные электроды, отводящие электроды, электроды для в | ГЕРМАНИЯ |
| Физио-Контрол, Инк. ./Physio-Control, Ink. (завод) | Электроды для кардиостимуляции, дефибрилляции, ЭКГ, варианты исполнения: — утюжковые электроды; — электрод QUIK-COMBO; — электрод QUIK-COMBO RTS; — электрод QUIK-COMBO PEDIATRIC; — электрод QUIK-COMBO REDI-PAK. | СОЕДИНЕННЫЕ ШТАТЫ АМЕРИКИ |
| Apexmed International В. V. (дистрибьютер) | I. Инструменты электрохирургические APEXMED: 1. Электроды монополярные: 1.1 Электрод-игла прямой и изогнутый. 1.2 Электрод-нож прямой и изогнутый. 1.3 Электрод-петля. 1.4 Электрод-шар прямой и изогнутый. 1.5 Электрод-лезви | НИДЕРЛАНДЫ |
| Physio — Control, Inc. (производитель) | Электроды для кардиостимуляции, дефибрилляции, ЭКГ варианты исполнения: — утюжковые электроды; — электрод QUIK-COMBO; — электрод QUIK-COMBO RTS; — электрод QUIK-COMBO PEDIATRIC; — электрод QUIK-COMBO REDI-PAK. | США |
| Physio-Control, Inc. (компания) | Электроды для кардиостимуляции, дефибрилляции, ЭКГ, варианты исполнения: — утюжковые электроды; — электрод QUIK-COMBO; — электрод QUIK-COMBO RTS; — электрод QUIK-COMBO PEDIATRIC; — электрод QUIK-COMBO REDI-PAK. | США |
| VIBE S.r.l. (импортер) | Масла антикоррозионные: Масла для смазывания форм, Смазка для штампов графитированная | ИТАЛИЯ |
| VNUS MEDICAL TECHNOLOGIES, INC. (импортер) | Аппарат для радиочастотной коагуляции RFG 2 с принадлежностями: 1. Электроды CF-7-7-60 2. Электроды CF-7-7-100 3. Электроды CL8-60 (диаметр 8F, длина 60 см) 4. Электроды CL6-100 (диаметр 6F, длина 100 см) 5. Электроды | СОЕДИНЕННЫЕ ШТАТЫ АМЕРИКИ |
| Интегра НейроСайенсис Имплантс С.А., Франция (производитель) | Электроды для регистрации активности нейронов, с принадлежностями, варианты исполнения: 1.Глубинные электроды. 2.Электроды для коры головного мозга. 3. Сфеноидальные электроды. 4.Эпидуральные электроды. Принадлежности: Сфеноидальные электроды. 4.Эпидуральные электроды. Принадлежности: | ФРАНЦИЯ |
| Натус Неуролоджи Инкорпорейтед / Natus Neurology Incorporated (завод) | Электроды для электромиографа, с принадлежностями: I. 1. Электрод игольчатый концентрический. 2. Электрод игольчатый монополярный. 3. Электрод игольчатый монополярный инъекционный. 4. Электрод игольчатый концентрический | СОЕДИНЕННЫЕ ШТАТЫ АМЕРИКИ |
| Natus Neurology Incorporated (поставщик) | Электроды для электромиографа с принадлежностями 1. Электрод игольчатый концентрический. 2. Электрод игольчатый монополярный. 3. Электрод игольчатый монополярный инъекционный. 4. Электрод игольчатый концентрический для оди | США |
| Интегра НейроСайенсис Имплантс С.А., Integra NeuroSciences Implants S.A. (завод) | ЭЛЕКТРОДЫ ДЛЯ РЕГИСТРАЦИИ АКТИВНОСТИ НЕЙРОНОВ, С ПРИНАДЛЕЖНОСТЯМИ, ВАРИАНТЫ ИСПОЛНЕНИЯ: 1.Глубинные электроды. 2. Электроды для коры головного мозга. 3. Сфеноидальные электроды. 4. Эпидуральные электроды. Принадлежности: 1 4. Эпидуральные электроды. Принадлежности: 1 | ФРАНЦИЯ |
| Апексмед Интернэшнл Б. В. / Apexmed International B. V. (дистрибьютер) | Инструменты электрохирургические APEXMED I. Инструменты электрохирургические APEXMED 1. Электроды монополярные: 1.1 Электрод-игла прямой и изогнутый. 1.2 Электрод-нож прямой и изогнутый. 1.3 Электрод-петля. 1.4 Электрод-ша | НИДЕРЛАНДЫ |
| Медтроник Инк. (Фабрика) | Электрод для временной кардиостимуляции Streamline, варианты исполнения: 1. Электрод монополярный педиатрический. 2. Электрод монополярный предсердный. 3. Электрод монополярный миокардиальный. 4. Электрод биполярный миокар | США |
| Медтроник Инк., США, Medtronic Inc. (Фабрика) | Электрод для временной кардиостимуляции Streamline, варианты исполнения: 1. Электрод монополярный педиатрический. 2. Электрод монополярный предсердный. 3. Электрод монополярный миокардиальный. 4. Электрод биполярный ми | США |
«VNUS MEDICAL TECHNOLOGIES, INC. » (компания) » (компания) | Аппарат для радиочастотной коагуляции , модель RFG 2 с принадлежностями: 1. Электроды CF-7-7-60 2. Электроды CF-7-7-100 3. Электроды CL8-60 (диаметр 8F, длина 60 см) 4. Электроды CL6-100 (диаметр 6F, длина 100 см) 5. | СОЕДИНЕННЫЕ ШТАТЫ АМЕРИКИ |
| Гайдент Корпорейшн э Бостон Сайентифик Компани, Cоединенные Штаты Америки, Guidant Corporation a Boston Scientific Company (компания) | Устройство имплантируемое для лечения нарушений сердечного ритма CONTAK RENEWAL, с принадлежностями: I. Принадлежности: 1. Электроды Endotak Reliance. 2. Электроды Flextend. 3. Электроды Easytrak. 4. Электроды Acuity. 5. П | СОЕДИНЕННЫЕ ШТАТЫ АМЕРИКИ |
| Байшен Медикал Ко., Лтд., КНР, Baisheng Medical Co., Ltd. (поставщик) | Электрод для абляции-коагуляции OBS-Db одноразовый, стерильный Электрод для абляции-коагуляции OBS-Db одноразовый, стерильный, в вариантах исполнения: 1. Электрод с плоским кистевым наконечником 45°. 2. Электрод с плоски | КИТАЙ |
| Алпайн Биомед АпС / Alpine Biomed ApS (завод) | Электроды Alpine Biomed для измерения биоэлектрических потенциалов человека с принадлежностями: 1. Электрод дисковый с витым выводом. 2. Электрод дисковый с экранированным выводом. 3. Электрод заземляющий пластинчатый диам Электрод дисковый с витым выводом. 2. Электрод дисковый с экранированным выводом. 3. Электрод заземляющий пластинчатый диам | ДАНИЯ |
| АнгиоДинамикс, США, AngiоDynamics, Inc. (Фабрика) | Электроды к аппарату электропорации опухолей NanoKnife: 1. Электрод активирующий одноразовый, длина 15 см. 2. Электрод активирующий одноразовый, длина 25 см. 3. Электрод позиционирующий одноразовый, длина 15 см. 4. Эле | США |
| Гюнтер Биссингер Медицинтехник ГмбХ , Германия (дистрибьютер) | 1. Электроды монополярные с 4 мм трубкой, с держателем для электродов монополярных, кабелем монополярным, адаптером монополярным: 1.1. Электроды монополярные с 4 мм трубкой: — Электрод шпатель-формы овальный, 3,0 x 24 мм, | ГЕРМАНИЯ |
Рынок графитовых электродов | 2022 — 27 | Доля отрасли, размер, рост
Обзор рынка
| Период обучения: | 2016 — 2026 |
| Базовый год: | 2021 |
| Самый быстрорастущий рынок: | Азиатско-Тихоокеанский регион |
| Самый большой рынок: | Азиатско-Тихоокеанский регион |
| СГТР: | >6,5 % |
Нужен отчет, отражающий влияние COVID-19 на этот рынок и его рост?
Скачать бесплатно ОбразецОбзор рынка
Рынок графитированных электродов был оценен в 4 431 доллар США. 49 миллионов в 2020 году, и прогнозируется, что рынок зафиксирует среднегодовой темп роста более 6,5% в течение прогнозируемого периода (2021-2026). Основным сырьем, используемым для производства графитированных электродов, является игольчатый кокс (на основе нефти или угля).
49 миллионов в 2020 году, и прогнозируется, что рынок зафиксирует среднегодовой темп роста более 6,5% в течение прогнозируемого периода (2021-2026). Основным сырьем, используемым для производства графитированных электродов, является игольчатый кокс (на основе нефти или угля).
Из-за воздействия COVID-19 в первой половине 2020 года мировая сталелитейная промышленность находится в катастрофическом положении, намного худшем, чем когда-либо с начала этого тысячелетия, с серьезными последствиями для отечественных производителей стали. По данным Worldsteel, мировое производство стали сократилось на 6% в первой половине 2020 года до почти 877 млн метрических тонн.Снижение производства стали значительно повлияло на спрос на графитированные электроды в 2020 году.
- Ожидается, что в краткосрочной перспективе рост производства стали в развивающихся странах и рост доступности стального лома в Китае будут стимулировать спрос на рынке в течение прогнозируемого периода.
- Ожидается, что рост производства стали с использованием технологии электродуговых печей в Китае откроет новые возможности для рынка в будущем.

- Ожидается, что Азиатско-Тихоокеанский регион будет доминировать на рынке из-за высокого спроса со стороны Китая на глобальном уровне.
Объем отчета
Графитовые электроды широко используются в электродуговых печах и плавильных печах на сталелитейных заводах, кремниевых заводах и других предприятиях. Рынок сегментирован по марке электродов, применению и географии. По марке электродов рынок делится на сверхвысокую мощность, высокую мощность и обычную мощность). По применению рынок делится на электродуговые печи, кислородные печи и несталеплавильные печи). В отчете также рассматриваются размер рынка и прогнозы рынка графитированных электродов в 15 странах в основных регионах.Для каждого сегмента размер рынка и прогнозы были сделаны на основе объема (килотонны) и стоимости (млн долларов США).
 Кликните сюда.
Кликните сюда. По оценкам, средняя ЭДП потребляет около 1,7 кг графитированных электродов для производства одной метрической тонны стали.
По оценкам, средняя ЭДП потребляет около 1,7 кг графитированных электродов для производства одной метрической тонны стали.
 Таким образом, это, вероятно, усилит тенденцию производства стали в ЭДП в стране.
Таким образом, это, вероятно, усилит тенденцию производства стали в ЭДП в стране. K., среди прочих.
K., среди прочих. 4.4 Угроза подстановки продуктов и услуг
4.4 Угроза подстановки продуктов и услуг 2.1 США
2.1 США 2 Анализ акций рынка
2 Анализ акций рынка Вы хотите проверить раздел мудро
прайс-лист? Получить разбивку цен
В настоящее время
Вы хотите проверить раздел мудро
прайс-лист? Получить разбивку цен
В настоящее время К., GrafTech International, Fangda Carbon New Material Technology Co.Ltd, Graphite India Limited, Jilin Carbon Co. Ltd являются крупными компаниями, работающими на рынке графитовых электродов.
К., GrafTech International, Fangda Carbon New Material Technology Co.Ltd, Graphite India Limited, Jilin Carbon Co. Ltd являются крупными компаниями, работающими на рынке графитовых электродов. Здесь мы показываем, что графитовые дефекты, а не OFG, ответственны за снижение энергетического барьера активации и, таким образом, улучшают свойства переноса заряда. Это подтверждается процедурой термической деоксигенации, при которой определенные OFG удаляются перед электрохимическим циклированием. Электронные и микроструктурные изменения, связанные с деоксигенацией, изучаются с помощью квазиинсайтной рентгеновской фотоэлектронной и рамановской спектроскопии.Удаление кислородных групп в базисной и краевой плоскостях улучшает активность за счет введения новых активных краевых центров и углеродных вакансий. ОРГ препятствуют переносу заряда на границе графит–электролит. Это дополнительно подтверждается модифицированием плоскости графитовых войлочных электродов sp 2 кислородсодержащими производными пирена. Электрохимическая эволюция OFG и графитовых дефектов изучается в условиях поляризации и длительного циклирования. Гипотеза о повышенной активности, вызванной OFG, была опровергнута, и в качестве истинной причины этого увеличения были идентифицированы гидрогенизированные графитовые краевые участки.
Здесь мы показываем, что графитовые дефекты, а не OFG, ответственны за снижение энергетического барьера активации и, таким образом, улучшают свойства переноса заряда. Это подтверждается процедурой термической деоксигенации, при которой определенные OFG удаляются перед электрохимическим циклированием. Электронные и микроструктурные изменения, связанные с деоксигенацией, изучаются с помощью квазиинсайтной рентгеновской фотоэлектронной и рамановской спектроскопии.Удаление кислородных групп в базисной и краевой плоскостях улучшает активность за счет введения новых активных краевых центров и углеродных вакансий. ОРГ препятствуют переносу заряда на границе графит–электролит. Это дополнительно подтверждается модифицированием плоскости графитовых войлочных электродов sp 2 кислородсодержащими производными пирена. Электрохимическая эволюция OFG и графитовых дефектов изучается в условиях поляризации и длительного циклирования. Гипотеза о повышенной активности, вызванной OFG, была опровергнута, и в качестве истинной причины этого увеличения были идентифицированы гидрогенизированные графитовые краевые участки.

 Вы можете дать свое согласие на целые категории или отобразить дополнительную информацию и, таким образом, выбрать только определенные файлы cookie.
Вы можете дать свое согласие на целые категории или отобразить дополнительную информацию и, таким образом, выбрать только определенные файлы cookie. 3 миллиарда
3 миллиарда Китай, второй в мире крупнейшая экономика, по прогнозам, достигнет прогнозируемого размера рынка в 2 доллара США.7 миллиардов к 2027 году, что означает среднегодовой темп роста в 6,2% за анализируемый период с 2020 по 2027 год. Среди других заслуживающих внимания географических рынков — Япония и Канада, каждый из которых, по прогнозам, вырастет на 3,6% и 3,9% соответственно в период 2020-2027 годов. Прогнозируется, что в Европе рост в Германии составит примерно 4,6% CAGR.
Китай, второй в мире крупнейшая экономика, по прогнозам, достигнет прогнозируемого размера рынка в 2 доллара США.7 миллиардов к 2027 году, что означает среднегодовой темп роста в 6,2% за анализируемый период с 2020 по 2027 год. Среди других заслуживающих внимания географических рынков — Япония и Канада, каждый из которых, по прогнозам, вырастет на 3,6% и 3,9% соответственно в период 2020-2027 годов. Прогнозируется, что в Европе рост в Германии составит примерно 4,6% CAGR. Прогнозируется, что к 2027 году рынок Азиатско-Тихоокеанского региона, возглавляемый такими странами, как Австралия, Индия и Южная Корея, достигнет 4,4 миллиарда долларов США, в то время как Латинская Америка будет расширяться со среднегодовым темпом роста 3,9% в течение анализируемого периода.
Прогнозируется, что к 2027 году рынок Азиатско-Тихоокеанского региона, возглавляемый такими странами, как Австралия, Индия и Южная Корея, достигнет 4,4 миллиарда долларов США, в то время как Латинская Америка будет расширяться со среднегодовым темпом роста 3,9% в течение анализируемого периода. ОБЗОР РЫНКА
ОБЗОР РЫНКА ): Процентная структура продаж стали, кремния
): Процентная структура продаж стали, кремния  Ведущие страны-импортеры стали в мире:
Ведущие страны-импортеры стали в мире:  ПЕРСПЕКТИВА ГЛОБАЛЬНОГО РЫНКА
ПЕРСПЕКТИВА ГЛОБАЛЬНОГО РЫНКА  до 2019 г. и % CAGR
до 2019 г. и % CAGR Мировой текущий и будущий анализ стали по
Мировой текущий и будущий анализ стали по  по 2027 и % CAGR
по 2027 и % CAGR Канадский текущий и будущий анализ графитовых электродов
Канадский текущий и будущий анализ графитовых электродов  Исторический обзор графитированных электродов в Японии по приложениям
Исторический обзор графитированных электродов в Японии по приложениям  15-летняя перспектива Китая для графитовых электродов по типу
15-летняя перспектива Китая для графитовых электродов по типу  )
)  по 2019 и % CAGR
по 2019 и % CAGR 15-летняя перспектива Германии для графитовых электродов
15-летняя перспектива Германии для графитовых электродов 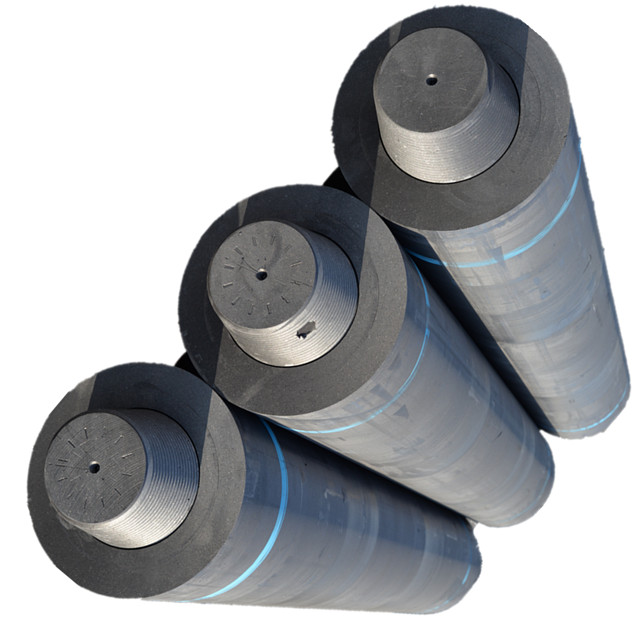 Анализ текущего и будущего развития графитовых электродов
Анализ текущего и будущего развития графитовых электродов  Исторический обзор графитовых электродов в Испании по типу —
Исторический обзор графитовых электродов в Испании по типу —  Текущий и будущий анализ графитовых электродов
Текущий и будущий анализ графитовых электродов  Текущий и будущий анализ графитовых электродов
Текущий и будущий анализ графитовых электродов  долл. США за период с 2020 по 2027 год и % CAGR
долл. США за период с 2020 по 2027 год и % CAGR Текущий и будущий анализ графитовых электродов
Текущий и будущий анализ графитовых электродов  В этом блоге будут рассмотрены свойства графита и металлических электродных материалов. Есть четыре основных свойства, влияющих на EDM:
В этом блоге будут рассмотрены свойства графита и металлических электродных материалов. Есть четыре основных свойства, влияющих на EDM:
 В большинстве случаев, когда более крупные детали требуют точной обработки, для черновой обработки используется электрод общего назначения, а для чистовой обработки — электрод высшего сорта.
В большинстве случаев, когда более крупные детали требуют точной обработки, для черновой обработки используется электрод общего назначения, а для чистовой обработки — электрод высшего сорта. Графит имеет чрезвычайно высокую температуру плавления. На самом деле графит вообще не плавится. Он возгоняется непосредственно в газ при температурах, которые на тысячи градусов выше, чем у электродов на основе металлов. Очевидно, что это еще одна характеристика, которая делает графит предпочтительным выбором в приложениях электроэрозионной обработки.
Графит имеет чрезвычайно высокую температуру плавления. На самом деле графит вообще не плавится. Он возгоняется непосредственно в газ при температурах, которые на тысячи градусов выше, чем у электродов на основе металлов. Очевидно, что это еще одна характеристика, которая делает графит предпочтительным выбором в приложениях электроэрозионной обработки. Сегодня на металлические электроды приходится менее 10% всех применений электроэрозионной обработки.Основным преимуществом металлического электродного материала является электропроводность и механическая целостность. При этом использование металлических электродов в электроэрозионных станках имеет ряд серьезных недостатков, в первую очередь это очень низкие скорости резания, что приводит к конкурентному недостатку по сравнению с графитом. Кроме того, сложность изготовления является большой проблемой, что значительно увеличивает затраты на инструменты.
Сегодня на металлические электроды приходится менее 10% всех применений электроэрозионной обработки.Основным преимуществом металлического электродного материала является электропроводность и механическая целостность. При этом использование металлических электродов в электроэрозионных станках имеет ряд серьезных недостатков, в первую очередь это очень низкие скорости резания, что приводит к конкурентному недостатку по сравнению с графитом. Кроме того, сложность изготовления является большой проблемой, что значительно увеличивает затраты на инструменты.

 Среди поставщиков существует высокая конкуренция, что привело к снижению цен и принятию антидемпинговых пошлин в странах-членах ВТО.Наоборот, спрос на графитовый электрод увеличился за несколько лет, что привело к более эффективному использованию в ЭДП для стального лома и процессов плавки металла. Это еще больше обострило конкуренцию среди продавцов.
Среди поставщиков существует высокая конкуренция, что привело к снижению цен и принятию антидемпинговых пошлин в странах-членах ВТО.Наоборот, спрос на графитовый электрод увеличился за несколько лет, что привело к более эффективному использованию в ЭДП для стального лома и процессов плавки металла. Это еще больше обострило конкуренцию среди продавцов.
 Вы должны отключить приложение при входе в систему или проконсультироваться с системным администратором.
Вы должны отключить приложение при входе в систему или проконсультироваться с системным администратором.