Общие характеристики сварочных полуавтоматов MIG/MAG. Преимущества и недостатки методов сварки
25-06-2017 Промышленность. Производство. Технологии. Услуги 1609
Поділитися
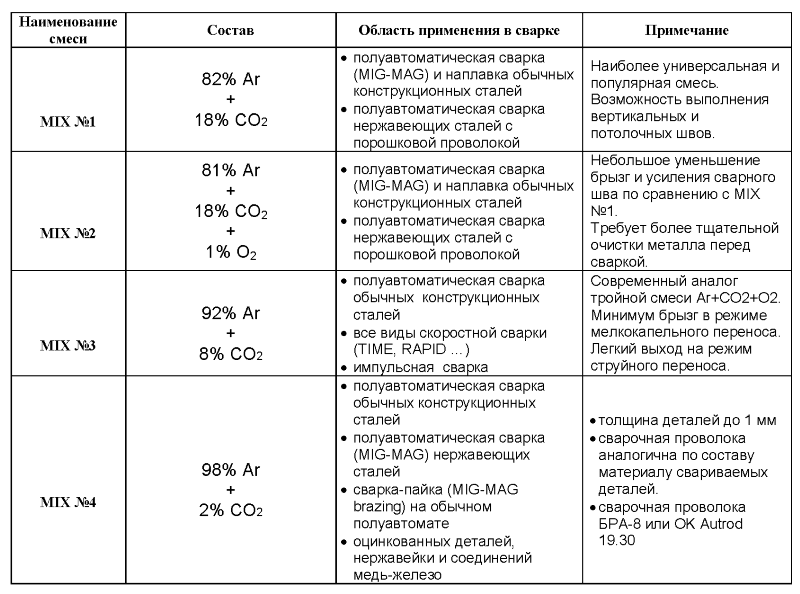
MIG/MAG сварочные полуавтоматы, которые спроектированы для полуавтоматической сварки плавящимся электродом в среде инертного или активного газа, соответственно методом MIG или MAG. В роли инертного защитного газа чаще всего используют гелий или аргон. В противовес этому, среди активных защитных газов — двуокиси углерода, или их смеси с аргоном. Более подробно познакомится со всеми видами моделей, а также их техническими характеристиками предлагаем можно на сайте https://svarkages.ru/catalog/svarochnye-apparaty/svarochnye-poluavtomaty-mig-mag/. Здесь вы можете приобрести профессиональные сварочные полуавтоматические аппараты включая всю комплектацию, необходимые расходные материалы и аксессуары.
В MIG/MAG режиме сварки в дугу подается электродная проволока, которая при плавке преобразуется в сварочный шов. Струя инертного или активного газа, при работе аппарата подается в зону дуги и выступает в роли защиты расплавленного металла от действия внешней среды. Такой способ сварки подходит для большинства материалов, в зависимости от выбора проволочного электрода и защитного газа.
Общие характеристики
Параметры сварки:
- Ток: 40-500 А.
- Выход: 1,25 кВт.
- Напряжение: 14-28 В.
- Скорость сварки 0,2-0,5 м/мин.
- Диаметр сварочной проволоки: 0.6-4.0 мм, как правило.
- Скорость потока защитного газа 12-30 л/мин.
- Способы применения — технологические линии и монтажные работы.
Преимущества:
- Хорошее качество сварных швов.
- Высокие эксплуатационные характеристики.
- Возможность автоматизации процесса.
- Возможность сварки деталей с широким диапазоном толщин.

- Возможность сварки во всех позициях.

Недостатки методов:
- Предназначен только для работ в среде инертного газа (MAG).
- Во время сварки, при отслоне крышки углерода имеет сильное металлическое разбрызгивание (MAG).
- Необходимость защиты во время использования сварочного аппарата на открытом пространстве.
- Необходимость правильной подготовки кромок сварных элементов.
- В случае ручной сварки, качество сварочных соединений зависит от умений и профессионализма сварщика.
SVARKAGES – компания, занимающаяся продажей как профессионального сварочного оборудования, так и оборудования предназначенного для работ в домашних условиях. Вся продукция прошла аттестацию и одобрена Национальным агентством контроля и сварки, что подтверждает надежность и высокое качество.
Читати також
Хорошая лодка — когда отдых на воде в удовольствие
28. 10.2022
60
10.2022
60
Инвестиции — залог вашего успеха
24.06.2017 261
Название статьи Что собой подразумевают финансовые услуги, как найти финансового специалиста
24.06.2017 112
Доставка грузов из Китая под ключ
Полуавтоматы, их классификация, технические характеристики
Служат для подачи электродной проволоки в зону горения дуги.
В состав современного полуавтомата входят:
- механизм подачи проволоки;
- сварочная горелка;
- источник питания сварочной дуги, объединенный с блоком управления;
- дистанционный пульт управления.
Сварочный полуавтомат обеспечивает стабильную скорость подачи проволоки и плавную ее регулировку.
Технические характеристики
Параметр | Марка | ||||||
ПДГ-165-1 | ПДГ-2010 | ПДГ-2510 | КЕМППИ ПРО-3000 | КЕМППИ ПРО-5000 | КЕМПОМАТ 2500 | КЕМПОМАТ 4000 | |
Напряжение питания, В | 220 | 380 | 3×380 | 3×380 | 3х220/380 | ||
Потребляемая мощность, не более, кВА | 7 | 9,7 | 18 | 9,9 | 20,2 | 9,2 | 18,5 |
Сварочный ток, А (ПВ*,%) | 160(60) | 200 (60) | 315 (32) | 300 (60) | 500 (60) | 250 (30) | 400 (40) |
Диапазон регулирования сварочного тока, А | 40-160 | 30-200 | 35-315 | 10-300 | 10-500 | 40-250 | 40-400 |
Диапазон регулирования напряжения на дуге, В | 14-24 | 14-28 | 15-30 | 10-35 | 12-45 | 14-26 | 15-34 |
Число подающих роликов | 2 | 4 | 2 | 4 | |||
Диаметр проволоки, мм сплошной порошковой | 0,8-1,2 | 0,8-1,4 | 0,6-2,4 | 0,6-1,6 | 0,6-1,2 | 0,6-1,2 | |
Скорость подачи проволоки, м/мин | 2-9,5 | 1,2-1,6 | 0-18 | 0-25 | 0-18 | 0-18 | |
Диаметр кассеты, мм | 200 | 200; 300 | 300 | ||||
Расход защитного газа, не более, л/ч | 550 | 840 | 880 | 900 | 800 | 900 | |
Масса, кг | 60 | 90 | 168 | 59 | 73 | 80 | 130 |
Габариты, мм | 545x285x545 | 720x285x700 | 470x910x940 | 550x230x500 | 550x230x500 | 930x440x860 | 970x480x970 |
*ПВ — относительная продолжительность включения при цикле 10 мин
По виду защитного газа: в активных (Г); в инертных (И)
По способу регулирования скорости подачи проволоки: плавная, ступенчатая, комбинированная
По типу механизма подачи проволоки: толкающего, тянущего, универсального
По способу охлаждения горелки: с естественным охлаждением защитным газом, с принудительным жидкостным охлаждением.
По конструкции:
однокорпусные — источник питания, механизм подачи, блок управления и кассета с проволокой размещены в одном корпусе (ПДГ-165-1; ПДГ-2010; ПДГ-2510; ДС-200.КЗ; «Мастер-400»).
двухкорпусные — источник питания и блок управления — в одном корпусе, а механизм подачи с горелкой — в отдельном блоке (ПДГ-2511; ПДГО-5010; ПДГ-3010; ПДГ-525-4).
‹ Импульсные источники питания Содержание Механизм подачи проволоки ›
Сварочный аппарат, Производители сварочных аппаратов, Сварочный аппарат MIG
V-I Характеристики сварочного аппарата
Характеристики для различных сварочных установок. Он показывает взаимосвязь между напряжением дуги и током дуги. Во время сварочной дуги длина между кончиком электрода и заготовкой определяет сопротивление дуги и, следовательно, падение потенциала на дуге. Другими словами, длина дуги определяет напряжение дуги больше, чем длина дуги выше напряжения дуги, и именно это напряжение позволяет протекать определенному току в соответствии с характеристиками сварочной установки (агрегата).
Существует три основных типа характеристик:
- Характеристики спада (или постоянный ток)
- Плоское (или постоянное напряжение)
- Тип повышения напряжения
Все наше внимание будет сосредоточено только на характеристиках падающего типа, поскольку он используется в основном в установках для дуговой сварки, как переменного, так и постоянного тока.
1. Падающий тип (постоянный ток): Падающие характеристики V-I используются на сварочных аппаратах постоянного тока. Когда дуга зажигается в аппарате для дуговой сварки (сварочном аппарате GMAW), электрод, по существу, находится в состоянии короткого замыкания, что немедленно потребовало бы внезапного тока, иначе машина спроектирована таким образом, чтобы предотвратить это. Машина постоянного тока разработана таким образом, чтобы свести к минимуму эти внезапные скачки напряжения.
Поскольку мы знаем, что установка для ручной дуговой сварки металла имеет падающие характеристики V-I. Падение означает, что напряжение на клеммах сварочного аппарата уменьшается по мере увеличения сварочного тока. В аппарате для дуговой сварки (сварка ММА) длина дуги (зазор между заготовкой и электродом), от более короткой дуги B до более длинной дуги A, имеет заметное изменение (K) в напряжении, но соответствующее изменение (c) в ток очень маленький.
Падение означает, что напряжение на клеммах сварочного аппарата уменьшается по мере увеличения сварочного тока. В аппарате для дуговой сварки (сварка ММА) длина дуги (зазор между заготовкой и электродом), от более короткой дуги B до более длинной дуги A, имеет заметное изменение (K) в напряжении, но соответствующее изменение (c) в ток очень маленький.
Падающая характеристика V-I применима для сварочных аппаратов переменного и постоянного тока, которые используются для сварочных аппаратов SMAW, сварочных аппаратов TIG и аппаратов для дуговой сварки под флюсом (сварочных аппаратов SAW), аппаратов для плазменной дуговой сварки и MMA (ручной дуговой сварки металлом). Аппарат, напряжение в момент сварки примерно 30-40 В.
2 . Плоское или постоянное напряжение Характеристики типа используются с полуавтоматическим сварочным аппаратом MIG и другими автоматическими сварочными аппаратами.
3 .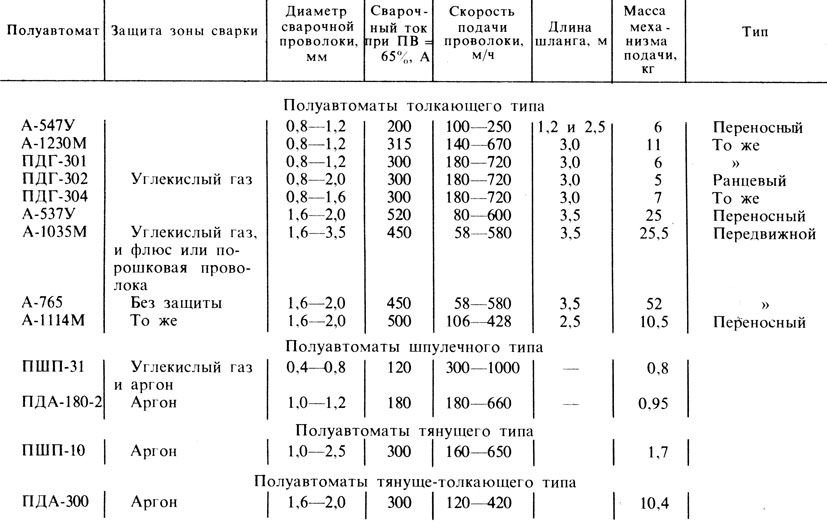 Характеристики типа нарастающего напряжения используются с полностью автоматическим сварочным аппаратом.
Характеристики типа нарастающего напряжения используются с полностью автоматическим сварочным аппаратом.
a) Напряжение холостого хода обычно находится в диапазоне от 70 до 80 вольт.
b) Система регулирования сварочного тока обычно находится в секции переменного тока аппарата перед выпрямителями. Регулирование тока основано на принципе переменной индуктивности или импеданса. Различные методы изменения импеданса для регулирования тока:
a) Подвижный шунт
b) Реактор с отводом
c) Подвижная катушка
d) Реактор насыщения
e) Подвижная активная зона реактора
ток электрода и трансформатора можно изменять, изменяя индуктивность. Для управления током во время сварки необходимо средство изменения этой индуктивности.
a) Реактор с отводом
b) Реактор с подвижной активной зоной
в) Реактор типа насыщения
Резюме
Проект универсального источника для полуавтоматической сварки переменным током и индукционного нагрева Владимир Бурлака, Елена Лаврова, Светлана Поднебенная, Виталий Иванов, Сергей Буриков :: ССРН
Восточно-Европейский журнал корпоративных технологий, 6(1 (114), 38–46, 2021. doi:10.15587/1729-4061.2021.246397
doi:10.15587/1729-4061.2021.246397
9 страниц Опубликовано: 1 марта 2022 г.
См. Все статьи Владимира Бурлака
Государственный технический университет Праазовского
Прайазовский государственный университет
Прайазовский государственный университет
Прайазовский государственный университет
LLC «GSKBV по названию» Decipring 70007
LLC «GSKBV по имени» Decipring 70007
LLC «GSKBV» Dateply 70007
LLC «GSKBV». 2021
Abstract
В статье предложено схемное решение и алгоритм управления источником питания для полуавтоматической сварки переменным током с улучшенными энергетическими и массогабаритными характеристиками. Отличительной особенностью разработанного источника является отсутствие входного выпрямителя: сварка осуществляется переменным током высокой частоты. Это позволило значительно снизить потери мощности в источнике, а также обеспечить возможность реализации индукционного нагрева путем подключения индуктора к выходу источника.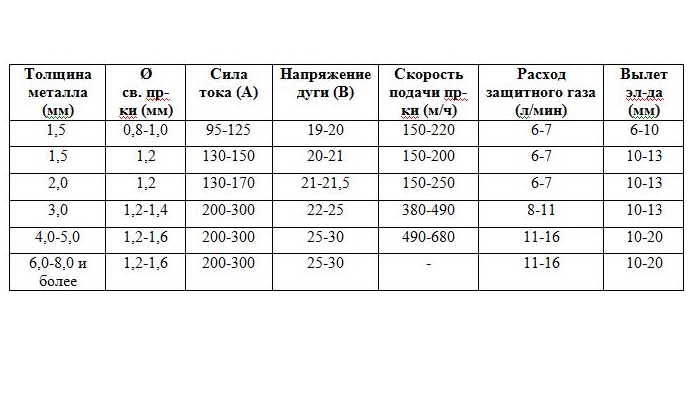
Еще одной отличительной особенностью разработанного источника является повышенный коэффициент мощности и сниженный уровень высших гармоник потребляемого тока. Коэффициент мощности описываемого источника достигает 0,94 против 0,5÷0,7 у источников, оснащенных обычным выпрямителем с емкостным сглаживанием.
В состав разрабатываемого источника входит система питания привода механизма подачи проволоки со стабилизацией скорости за счет положительной обратной связи по току двигателя. Это позволило обеспечить стабильную работу привода в широком диапазоне скоростей. Разработана также модель сварочной горелки с флюсовой проволокой, содержащей привод подачи и катушку с проволокой (диаметром до 100 мм), размещенную для уменьшения габаритов в рукоятке горелки.
Помимо функции сварки, источник позволяет решать задачи, связанные с индукционным нагревом и/или закалкой мелких деталей; для этого к его выходу подключен компактный индуктор.
Испытания источника показали реализуемость предложенных идей и схемных решений.