Источники питания сварочной дуги
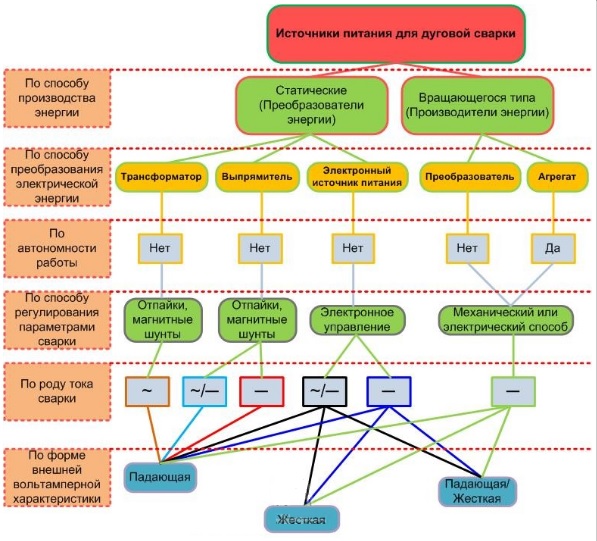
Для дуговой сварке применяют как постоянный, так и переменный ток. Источниками постоянного тока являются сварочные генераторы (сварочные преобразователи и агрегаты), и сварочные выпрямители (селеновые и кремниевые). Источником переменного тока – сварочные трансформаторы, их применяют значительно чаще. Они более просты в изготовлении в эксплуатации, имеют небольшую массу и стоимость, а также обладают более высоким КПД и более долговечны. Однако при питании переменным током дуга горит неустойчиво, так как 100 раз в секунду напряжение и ток дуги проходят через нулевое значение, что приводит к временной деионизации дугового промежутка.
Постоянный ток предпочтителен в технологическом отношении, при его применении повышается устойчивость горения дуги, улучшаются условия сварки в различных пространственных положениях, появляется возможность вести сварку прямой и обратной полярности.
К источникам
сварочного тока предъявляются следующие
требования: они должны обеспечить легкое
зажигание и устойчивое горение дуги,
ограничивать величину тока короткого
замыкания, должны быть безопасными в
работе и обладать хорошими динамическими
свойствами.
а б Рис. 3. Внешние характеристики источников питания и сварочной дуги |
Важнейшим вопросом при
конструировании источника питания
является выбор его внешней
характеристики –
зависимости напряжения на его выходных
клеммах от силы тока в цепи при нагрузке.
Внешняя характеристика источников
сварочного тока может быть круто падающей 1 (рис. 3, а)
пологопадающей 2,
жесткой 3,
возрастающей 4. Источник сварочного тока выбирают в
зависимости от вольтамперной характеристики
дуги (см рис. 2), соответствующей
применяемому способу сварки. Для ручной
дуговой сварки требуются источники
сварочного тока с крутопадающей внешней
характеристикой.
Источник сварочного тока выбирают в
зависимости от вольтамперной характеристики
дуги (см рис. 2), соответствующей
применяемому способу сварки. Для ручной
дуговой сварки требуются источники
сварочного тока с крутопадающей внешней
характеристикой.
Режим горения
сварочной дуги определяется точкой
пересечения характеристик дуги 1 и источника тока 2 (рис 3, б).
Точка А называется точкой холостого
хода – источник тока включен, развивая
максимальное напряжение (60−80В), а
сварочная цепь разомкнута. Точка В –
точка неустойчивого горения дуги. При
изменении соответствующей ей тока дуга
либо гаснет, либо ток дуги возрастает
до режима устойчивого горения. Точка С
является точкой устойчивого горения
дуги (U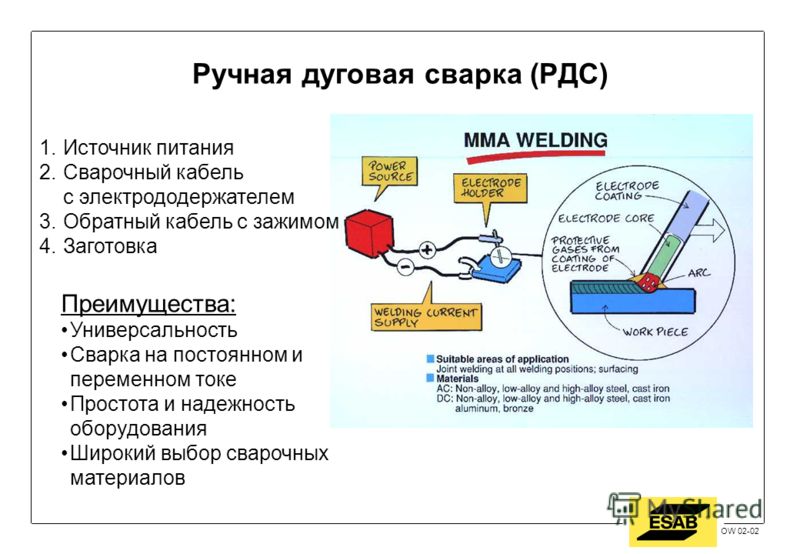
Сварочный
трансформатор (рис. 4) снижает высокое напряжение сети
(220 или 380В) до напряжения холостого хода
(60−80В). Кроме того, трансформатор создает
на дуге падающую внешнюю характеристику.
Для этого последовательно с дугой и
вторичной 2 обмоткой трансформатора включают
реактивную (дроссельную) катушку 3.
Во время прохождения сварочного тока
в витках дроссельной обмотки 3 индуктируется ЭДС самоиндукции
противоположно направленная основной
ЭДС трансформатора. Поэтому напряжение,
подведенное к дуге, снижается от значения
холостого хода до 18−30В во время горения
дуги и почти до нуля при коротком
замыкании. Ток в трансформаторе
регулируется изменением величины
самоиндукции дросселя при увеличении
или уменьшении воздушного зазора S
между подвижной 1 (надо рисовать) и неподвижной 2 частями его сердечника. С увеличением
зазора S
самоиндукция дросселя, которая зависит
от магнитного потока сердечника,
уменьшается, а напряжение на дуге и,
следовательно, сварочный ток увеличивается. При уменьшении зазора – на оборот.
Благодаря наличию индуктивного
сопротивления достигается падающая
внешняя характеристика источника
сварочного тока.
При уменьшении зазора – на оборот.
Благодаря наличию индуктивного
сопротивления достигается падающая
внешняя характеристика источника
сварочного тока.
Величину тока короткого замыкания, а следовательно, и сварочного плавно регулируют изменением магнитного потока обмотки Н путем уменьшения или увеличения тока в этой обмотке реостатом РТ. Для ступенчатого регулирования тока размагничивающая обмотка секционирована. При подключении сварочного провода на левую клемму (рис 22 а) устанавливаются малые токи, на правую – большие.
Сварочные
преобразователи. Для
сварки источниками постоянного тока
служат сварочные преобразователи и
сварочные агрегаты. Сварочный
преобразователь состоит из генератора
постоянного тока и приводного
электродвигателя, сварочный агрегат –
из генератора и двигателя внутреннего
сгорания (д.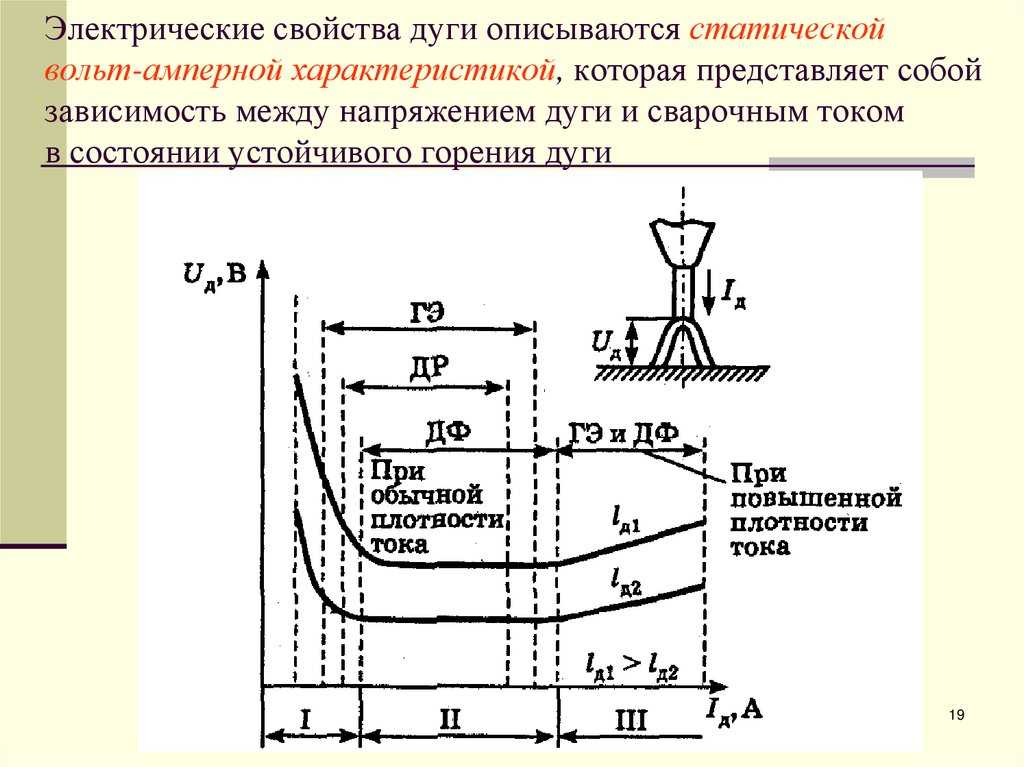 в.с.). Сварочные агрегаты
применяются для работы в полевых условиях
и в тех случаях, когда в питающей
электрической сети сильно колеблется
напряжение. Генератор и д.в.с. (бензиновый
или дизельный) монтируются на общей
раме без колес, на катках, колесах, в
кузове автомашины и на базе трактора.
в.с.). Сварочные агрегаты
применяются для работы в полевых условиях
и в тех случаях, когда в питающей
электрической сети сильно колеблется
напряжение. Генератор и д.в.с. (бензиновый
или дизельный) монтируются на общей
раме без колес, на катках, колесах, в
кузове автомашины и на базе трактора.
Рис. 5. Схема сварочного генератора |
Сварочный преобразователь состоит из сварочного генератора постоянного тока и приводного электродвигателя, размещенных обычно в общем корпусе и на общем валу. Приводной электродвигатель преобразует электрическую энергию переменного тока в механическую, а сварочный генератор преобразует механическую энергию в электрическую энергию постоянного тока, питающего сварочную дугу.
Рассмотрим схему
генераторов с намагничивающей параллельной
и разма-гничивающей последовательной
обмотками возбуждения (рис.
Как видно из схемы (рис. 5 ) генератор имеет на основных полюсах две обмотки: обмотку возбуждения Н и последовательно включенную размагничивающую обмотку С. Обмотка Н подключена к дополнительной с и основной а щеткам генератора, напряжение между которыми постоянно по величине и не меняется с изменением нагрузки. Магнитный поток Фн этой обмотки постоянен по величине, поэтому обмотку Н называют обмоткой независимого возбуждения.
При
холостом ходе э.д.с. генератора
индуктируется только магнитным потоком Фн.
При зажигании дуги сварочный ток проходит
через последовательную обмотку С,
которая подключена к основным щеткам а и б так, что магнитный поток Фс направлен против магнитного потока Фн. Этим обуславливается размагничивающее
действие последовательной обмотки.
ЭДС, индуктируемая в якоре генератора,
тем меньше, чем больше магнитный поток Фс,
величина которого зависит от тока
сварочной цепи. Чем меньше ток в сварочной
цепи, тем меньше Фс и тем выше напряжение генератора. При
коротком замыкании, т.е. при максимальном
токе в сварочной цепи, магнитный поток Фс последовательной обмотки почти равен
магнитному потоку Фн обмотки независимого возбуждения, и
напряжение на зажимах генератора близко
к нулю. Взаимодействием магнитных
потоков двух обмоток обеспечивается
падающая внешняя характеристика
сварочного генератора..
Этим обуславливается размагничивающее
действие последовательной обмотки.
ЭДС, индуктируемая в якоре генератора,
тем меньше, чем больше магнитный поток Фс,
величина которого зависит от тока
сварочной цепи. Чем меньше ток в сварочной
цепи, тем меньше Фс и тем выше напряжение генератора. При
коротком замыкании, т.е. при максимальном
токе в сварочной цепи, магнитный поток Фс последовательной обмотки почти равен
магнитному потоку Фн обмотки независимого возбуждения, и
напряжение на зажимах генератора близко
к нулю. Взаимодействием магнитных
потоков двух обмоток обеспечивается
падающая внешняя характеристика
сварочного генератора..
Сварочные
выпрямители. Сварочные
выпрямители – это устройства, преобразующие
с помощью полупроводниковых элементов
(вентилей) переменный ток в постоянный
и предназначенные для питания сварочной
дуги. Их действие основано на том, что
полупроводниковые элементы проводят
ток только в одном направлении.
Принципиальная электрическая схема сварочного выпрямителя представлена на рис. 6. Сварочный выпрямитель состоит из двух основных частей: понижающего трехфазного трансформатора I с регулирующим устройством и выпрямительного блока ВС, состоящего из селеновых (или кремниевых) вентилей. Конструкцию сварочного выпрямителя несколько усложняет входящий в него вентилятор ДВ для охлаждения выпрямительного блока. Включение выпрямителя в работу производится пакетным выключателем ПВ. Вентилятор сблокирован с выпрямителем воздушным реле РКВ. При нормальной работе вентилятора срабатывают реле контроля вентиляции РКВ, включаемое потоком воздуха от вентилятора, и магнитный пускатель ПМ, соединяющий обмотки сварочного трансформатора с сетью. Если вентилятор поврежден, то выпрямитель не включается, если повреждение произойдет во время работы, то выпрямитель выключится.
Рис. 6. Схема трехфазного выпрямителя
Сварочные выпрямители
перед преобразователи имеют следующие
преимущества: более высокий КПД и меньше
потери на холостом ходу, лучшие
динамические свойства, меньшую массу,
большую надежность и простоту обслуживания
при эксплуатации, бесшумность при
работе, большую экономичность при
изготовлении. Основной недостаток
сварочных выпрямителей – их большая
чувствительность к колебаниям напряжения
сети, чем у сварочных преобразователей.
Подобно
сварочным генераторам они могут быть
однопостовыми и многопостовыми и иметь
падающую, пологую или жесткую внешнюю
характеристики. Для создания падающей
характеристики используются сварочные
трансформаторы с увеличенным магнитным
рассеянием или для этой цели служит
дроссель. Для ручной сварки применяют
выпрямители с падающей внешней
характеристикой.
Основной недостаток
сварочных выпрямителей – их большая
чувствительность к колебаниям напряжения
сети, чем у сварочных преобразователей.
Подобно
сварочным генераторам они могут быть
однопостовыми и многопостовыми и иметь
падающую, пологую или жесткую внешнюю
характеристики. Для создания падающей
характеристики используются сварочные
трансформаторы с увеличенным магнитным
рассеянием или для этой цели служит
дроссель. Для ручной сварки применяют
выпрямители с падающей внешней
характеристикой.
Режим работы источника питания дуги
Номинальная сила сварочного тока различна при различном режиме работы источника питания дуги. Режим работы характеризуется отношением длительности сварки к сумме длительности сварки и длительности холостого хода, выраженным в процентах. Обычно режим работы источников тока при дуговой сварке обозначают знаком ПР%.
Таким образом,где tсв — время сварки;
txx — время холостого хода.
Понятно, что чем больше ПР%, тем тяжелее режим работы и тем меньше должна быть номинальная сила сварочного тока.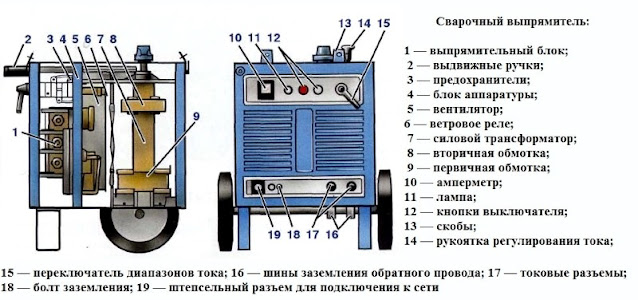
За номинальный режим работы однопостовых сварочных генераторов и трансформаторов принят режим при ПР-65% и многопостовых генераторов — при ПР-100%. Длительность рабочего цикла {tсв + txx) в этих случаях принимается равной 5 мин. Номинальный режим работы трансформаторов для автоматической сварки под флюсом с номинальным током 500 и 1000 а принят при ПР-60% и трансформаторов с номинальным током 2000 а — при ПР-50%. В этих случаях продолжительность цикла принята равной 10 мин.
Под внешней характеристикой источника питания сварочной дуги понимают зависимость напряжения на зажимах, к которым подключаются сварочные провода, от силы сварочного тока. Как уже говорилось ранее, напряжение на зажимах отличается от напряжения на дуге только на величину падения напряжения в проводах. Обычно это падение напряжения мало и им пренебрегают. Следовательно, под внешней характеристикой можно понимать зависимость между напряжением на дуге, изменяющимся с изменением длины дуги, и силой сварочного тока. Внешние характеристики изображают в виде графиков (фиг. 4). Если на графике внешней характеристики нанести линию, показывающую напряжение на дуге при сварке (характеристику дуги), то точка в пересечения линий будет точкой горения дуги, а отрезок Ос будет равен величине силы сварочного тока. Отрезок Ок покажет величину силы тока короткого замыкания, а отрезок Оа — величину напряжения холостого хода. Таким образом, по внешней характеристике источника питания дуги можно судить о величине силы тока при любом напряжений на дуге.
Внешние характеристики изображают в виде графиков (фиг. 4). Если на графике внешней характеристики нанести линию, показывающую напряжение на дуге при сварке (характеристику дуги), то точка в пересечения линий будет точкой горения дуги, а отрезок Ос будет равен величине силы сварочного тока. Отрезок Ок покажет величину силы тока короткого замыкания, а отрезок Оа — величину напряжения холостого хода. Таким образом, по внешней характеристике источника питания дуги можно судить о величине силы тока при любом напряжений на дуге.
Фиг.4.Вид внешней характеристики источников питания сварочной дуги (однопостовых генераторов и трансформаторов с регуляторами)
Внешняя характеристика является постоянной только для данной настройки источника питания дуги. При регулировании силы сварочного тока или напряжения холостого хода вид внешней характеристики изменяется.
Различные по назначению источники питания дуги обычно имеют различные внешние характеристики. Так, внешние характеристики генераторов и трансформаторов для ручной сварки должны быть падающими или еще лучше крутопадающими. При таких характеристиках ток короткого замыкания лишь незначительно превышает рабочий ток, а изменения длины дуги не вызывают больших изменений силы тока. Это способствует нормальной работе источника питания (без перегрева) и хорошему формированию сварных швов. Генераторы и трансформаторы для автоматической сварки чаще имеют пологие или даже жесткие характеристики, при которых напряжение на зажимах мало зависит от величины тока. Такие характеристики улучшают устойчивость процесса автоматической сварки на установках с постоянной скоростью подачи электродной проволоки.
При таких характеристиках ток короткого замыкания лишь незначительно превышает рабочий ток, а изменения длины дуги не вызывают больших изменений силы тока. Это способствует нормальной работе источника питания (без перегрева) и хорошему формированию сварных швов. Генераторы и трансформаторы для автоматической сварки чаще имеют пологие или даже жесткие характеристики, при которых напряжение на зажимах мало зависит от величины тока. Такие характеристики улучшают устойчивость процесса автоматической сварки на установках с постоянной скоростью подачи электродной проволоки.
Современные источники питания сварочной дуги, как правило, снабжаются шкалами-указателями величины сварочного тока и фильтрами для подавления радиопомех.
- Назад
- Вперед
Характеристики источников питания для дуговой сварки
weldknowledge
В зависимости от статических характеристик источники питания можно разделить на две категории:
- Источники постоянного тока или с падающими или падающими характеристиками.

- Источник питания с постоянным потенциалом или постоянным напряжением или с плоской характеристикой.

Источник питания с постоянным напряжением не имеет выходного постоянного напряжения. Он имеет слегка нисходящий или отрицательный наклон из-за достаточного внутреннего электрического сопротивления и индуктивности в сварочной цепи, что вызывает незначительное падение выходных вольт-амперных характеристик.
При постоянном напряжении питания напряжение дуги устанавливается путем установки выходного напряжения на источнике. Источник питания должен подавать ток, необходимый для расплавления электрода со скоростью, необходимой для поддержания заданного напряжения или относительной длины дуги. Скорость привода электрода используется для регулирования среднего сварочного тока. Использование такого источника питания в сочетании с постоянной подачей электродной проволоки приводит к саморегулирующейся или саморегулирующейся системе длины дуги. Из-за некоторых внутренних или внешних колебаний, если происходит изменение сварочного тока, он автоматически увеличивает или уменьшает скорость плавления электрода, чтобы восстановить желаемую длину дуги.
постоянное напряжение или плоская характеристика
постоянный ток или падающая характеристика
Выходные вольт-амперные кривые для источника питания постоянного тока называются «падающими» из-за значительного снижения или отрицательного наклона кривых. Источник питания может иметь регулировку напряжения холостого хода в дополнение к регулировке выходного тока.
Изменение любого элемента управления изменит наклон кривой вольт-ампер. При изменении напряжения дуги изменение тока невелико, поэтому при сварке плавящимся электродом скорость плавления электрода будет оставаться довольно постоянной при изменении длины дуги. Эти источники питания необходимы для процессов, использующих относительно более толстые расходуемые электроды, которые могут иногда застревать в заготовке, или с неплавящимся вольфрамовым электродом, когда касание электрода для зажигания дуги может привести к повреждению электрода, если ток не ограничен. В этих условиях ток короткого замыкания должен быть ограничен, что обеспечивает безопасность источника питания и электрода.
Некоторым источникам питания для запуска дуги требуется высокочастотный блок, что может потребоваться для таких процессов, как TIG и плазменная дуга. В цепь сварки вводится блок высокой частоты, но между цепью управления и блоком ВЧ необходимы фильтры, чтобы высокая частота не могла пройти через цепь управления и повредить ее. Высокочастотный блок представляет собой устройство, которое обеспечивает высокое напряжение порядка нескольких киловольт наряду с высокой частотой в несколько кГц с малым током. Это высокое напряжение ионизирует среду между электродом и заготовкой/соплом, запуская вспомогательную дугу, что в конечном итоге приводит к возникновению основной дуги.
Ссылка: литература NPTEL
Продолжайте читать, счастливой сварки
Спасибо,
КП Бхатт
Нравится:
Нравится Загрузка…
Категории: Без рубрикиИСТОЧНИК ПИТАНИЯ ПРИ ДУГОВОЙ СВАРКЕ
- Категория поста: технология
- Автор сообщения: Сварить
ИСТОЧНИК ПИТАНИЯ ПРИ ДУГОВОЙ СВАРКЕ
Источник питания для дуговой сварки
«Источник питания для дуговой сварки» представляет собой руководство для понимания и выбора соответствующего типа источника питания.
Несколько типов источников питания используются для удовлетворения требований различных процессов дуговой сварки, включая все типы процессов дуговой сварки, которые будут описаны ниже.
Целью этой статьи является только понимание правильного источника питания для процессов дуговой сварки.
Это очень важно для выбора источника питания, который должен быть связан с конкретным процессом сварки. Начальным этапом процесса отбора является расширение требований к процессу дуговой сварки.
Должен быть процесс проектирования источника питания для дуговой сварки. Источник питания для дуговой сварки обычно предназначен для преобразования высокого напряжения в низкое напряжение и тока низкой силы тока в высокий (от 50 до 100 вольт) и большой ток, который может превышать 500 ампер.
Некоторые из этих факторов следует учитывать при выборе источника питания, доступная мощность, требования к мощности в будущем, техническое обслуживание, экономические соображения, портативность, окружающая среда, доступное пространство, требования коэффициента безопасности, производительность производителя, доступность услуг и стандартизация, первоначальная стоимость и эксплуатационные расходы, рабочий цикл, требуемая производительность и эффективность будут влиять на окончательный выбор конкретного источника питания.
Некоторые характеристики источников питания для дуговой сварки должны соответствовать одной или нескольким из следующих характеристик в зависимости от конкретной выходной мощности.
Источник питания переменного тока, постоянного тока или обоих. Он также может иметь характеристику обеспечения постоянного тока или напряжения. По отношению к вводу.
Источник питания может получать питание от инженерных сетей или от первичного двигателя, такого как двигатель внутреннего сгорания, трансформатор или двигатель-генератор.
Следует отметить, что прямые линии, подключенные к первичной сети, не обеспечивают ток и напряжение, соответствующие требованиям дуговой сварки.
ОПИСАНИЕ ИСТОЧНИКА ПИТАНИЯ ПРИ ДУГОВОЙ СВАРКЕ
Описание источника питания должно включать идентификацию по каждой из этих категорий, например: В некоторых процессах, таких как GTW.