Сварка аргоном своими руками
Детали и конструкции из нержавеющих, медных и алюминиевых, легированных сплавов, различные иные цветные металлы, невозможно сварить обычным способом. Иногда случаются различные ситуации, когда нужно сварить нержавеющие трубы, алюминиевые детали для автомобиля и т. п. В таких моментах нужна специальная сварка – аргонодуговая.
Методика и общие положения
Сварка в среде аргона сочетает в себе дуговую и газовую сварки. От электросварки здесь присутствует электрическая дуга, а от газовой – наличие газа и принцип работы.
Появляется закономерный вопрос, для чего присутствие аргона? Потому, что в процессе работы цветные и легированные стали контактируя с воздухом из окружающей среды начинают окисляться. Сварной шов выходит слабым, пористым, а при контакте алюминия с воздухом происходит возгорание. Для защиты металла от негативного воздействия различных факторов приходится использовать инертный газ аргон. Так как масса этого газа больше массы воздуха, то он свободно вытесняет кислород из области сварки, при этом надежно защищает рабочую зону от всех влияний окружающей среды. Подачу газа в область сваривания деталей начинают за 20 сек., прекращают спустя 7 – 10 секунд окончания работы. В процессе сварки используя обратную полярность из молекул аргона выделяются электроны, превращая сварочную среду в электропроводную плазму. Из-за этой особенности газа применяют тугоплавкий электрод из вольфрама.
Подачу газа в область сваривания деталей начинают за 20 сек., прекращают спустя 7 – 10 секунд окончания работы. В процессе сварки используя обратную полярность из молекул аргона выделяются электроны, превращая сварочную среду в электропроводную плазму. Из-за этой особенности газа применяют тугоплавкий электрод из вольфрама.
Сварка аргоном для начинающих
Рассмотрим технологию сварки аргоном:
- вокруг вольфрамового электрода закрепляют сопло из керамики, из него подается аргон;
- по таблицам подбирается присадочный пруток, материал аналогичен свариваемым элементам;
- свариваемые поверхности зачистить от окисления, грязи, жира;
- подается «масса» к свариваемой детали, присадочный пруток подается отдельно;
- в рабочую руку берем горелку во вторую присадочную проволоку, за 20 секунд до начала работы начинаем подавать газ;
- сила тока устанавливается исходя из характеристик свариваемых металлов;
- сопло горелки подводится на расстояние до 2 мм к присадочной проволоке;
- прекращать подачу газа спустя 4 – 7 секунд после прекращения сварки.


Режимы сварки аргоном
Для получения высококачественного шва при сварке в среде аргона нужно правильно выбрать режим. Для каждого материла необходимо отдельно подбирать режим. Он зависит, от химического состава метала и толщины свариваемых деталей.
Сварка алюминия
Расплавление алюминия происходит при температуре 650 °C, а оксидной пленки 2000 °C поэтому сварка обычным способом невозможна. В связи с этим выполняют сварку алюминия аргоном на обратной полярности. При этом способе ионы аргона начинают атаковать поверхность металла, создавая электропроводную плазму для более быстрого разрушения оксидной пленки.
Сварка нержавеющей стали
Металл обладает высокими антикоррозийными свойствами и высокой степенью прочности. Из-за своих особенных свойств сталь требует специальных методов обработки. Поэтому производят сварку нержавейки аргоном. Этот процесс очень сложен и трудоемок, а связи с этим этот вид работ для начинающих не по силам. Основная проблема этого процесса растекание металла. К сварке нержавейки аргоном надо подходить очень внимательно. Например: присадочный пруток должен иметь более высокую степень легирования, а электрод горелки — тугоплавким.
Основная проблема этого процесса растекание металла. К сварке нержавейки аргоном надо подходить очень внимательно. Например: присадочный пруток должен иметь более высокую степень легирования, а электрод горелки — тугоплавким.
Преимущества и недостатки
Технология сварки аргоном, как и все остальные, имеет преимущества и недостатки.
Достоинства
- зона сварки защищена от влияния окружающей среды, что придает шву прочность;
- материал практически не нагревается, что позволяет сваривать детали сложной конструкции, не деформируя их;
- высокая скорость выполнения работ;
- можно сварить металлы, которые иным методом не сваришь.
Недостатки
- сложное и дорогостоящее оборудование, необходима точная настройка;
- выполнение сварочных работ требует опыта.
Эта технология сварки обеспечивает высококачественный шов, что особенно важно при работе с тонким металлом.
Как сделать аргонную сварку своими руками из инвертора
Просмотров: 5
Аргонная сварка является незаменимым методом, с помощью которого можно создавать неразъемные соединения изделий из цветных металлов, титана, нержавеющей стали и других сплавов.

Применяется аргонная сварка в следующих сферах.Чтобы собрать оборудование для аргоновой сварки, потребуются следующие элементы:В качестве источника тока для TIG сварки можно взять обычный сварочный трансформатор и на его выходе приспособить диодный мост для выпрямления тока. Также можно использовать сварочный выпрямитель. Но для обоих типов аппаратов потребуется добавить еще и осциллятор, который будет способствовать бесконтактному розжигу дуги.
На просторах интернета можно прочитать, что проще всего сделать аргонную сварку из инвертора. Но здесь имеется несколько нюансов. Существуют инверторы, в которых уже встроена возможность для TIG сварки. В таком случае достаточно подсоединить к аппарату рукав с горелкой для аргоновой сварки, подсоединить шланг к баллону с аргоном, и агрегат готов к работе. Но сначала нужно переключить его в режим TIG и выставить необходимую силу тока.Следует заметить, что в таких инверторах уже встроен осциллятор и необходимая защита.Инверторы без встроенной функции TIG сварки использовать для этой цели не получится.
Но здесь имеется несколько нюансов. Существуют инверторы, в которых уже встроена возможность для TIG сварки. В таком случае достаточно подсоединить к аппарату рукав с горелкой для аргоновой сварки, подсоединить шланг к баллону с аргоном, и агрегат готов к работе. Но сначала нужно переключить его в режим TIG и выставить необходимую силу тока.Следует заметить, что в таких инверторах уже встроен осциллятор и необходимая защита.Инверторы без встроенной функции TIG сварки использовать для этой цели не получится.
 Данная схема включает блок защиты (расположен слева) и осциллятор. Последний можно приобрести в Китае или собрать самостоятельно. Как собирается приведенная выше схема, можно узнать, посмотрев это видео.Для аргоновой сварки используется специальная горелка, состоящая из керамического сопла и держателя вольфрамового электрода.Также на горелке расположены кнопка пуска и вентиль для подачи газа. Горелку можно собрать из комплектующих, которых достаточно на китайских сайтах, или там же купить уже готовую (собранную).В целях безопасности все баллоны с газом принято окрашивать в разные цвета и наносить на них надписи тоже различных цветов. Ниже приведен рисунок, на котором показаны все разновидности газовых баллонов с соответствующей их содержимому маркировкой и цветом.
Данная схема включает блок защиты (расположен слева) и осциллятор. Последний можно приобрести в Китае или собрать самостоятельно. Как собирается приведенная выше схема, можно узнать, посмотрев это видео.Для аргоновой сварки используется специальная горелка, состоящая из керамического сопла и держателя вольфрамового электрода.Также на горелке расположены кнопка пуска и вентиль для подачи газа. Горелку можно собрать из комплектующих, которых достаточно на китайских сайтах, или там же купить уже готовую (собранную).В целях безопасности все баллоны с газом принято окрашивать в разные цвета и наносить на них надписи тоже различных цветов. Ниже приведен рисунок, на котором показаны все разновидности газовых баллонов с соответствующей их содержимому маркировкой и цветом. Как видно из рисунка, для аргона используют баллоны черного цвета (с белой полосой) либо серого цвета (с зеленой полосой и надписью). Для TIG сварки применяют очищенный аргон. Поэтому понадобится приобрести баллон серого цвета с зеленой надписью “Аргон чистый”. Совет! Для профессионального использования используются баллоны емкостью около 50 литров, имеющие большой вес. Но для бытового использования будет достаточно баллона на 10 литров, который можно перемещать самостоятельно.Поскольку газ в баллоне находится под большим давлением, то чтобы подать его на горелку, потребуется редуктор. Данный прибор показывает давление в баллоне и позволяет
Совет! Для профессионального использования используются баллоны емкостью около 50 литров, имеющие большой вес. Но для бытового использования будет достаточно баллона на 10 литров, который можно перемещать самостоятельно.Поскольку газ в баллоне находится под большим давлением, то чтобы подать его на горелку, потребуется редуктор. Данный прибор показывает давление в баллоне и позволяет
Редуктор должен подбираться строго под определенный газ, то есть в данном случае – под аргон. Обычно прибор имеет такой же цвет, как и баллон с газом.Если собирать рукав для аргоновой сварки самостоятельно, то он получится толстым и плохо гнущимся, поскольку в него нужно поместить электрический кабель и газовый шланг. К тому же, потребуется отдельно приобретать разъемы для подключения к горелке и к инвертору (если использовать инвертор с возможностью TIG сварки). Готовый рукав для аргоновой сварки можно купить там же, где и горелку.
источник:
Смеси аргона и СО2 — Эврика Кислород
Как и для всех сварочных газов, используемая смесь зависит от области применения. Если у вас когда-нибудь возникнут сомнения, профессиональные сварщики Eureka Oxygen помогут вам выбрать! Инвестирование в правильную газовую смесь поможет вам получить наилучшие результаты. Это небольшая инвестиция по сравнению со стоимостью и головной болью, связанной с доработкой или шлифовкой после сварки.
CO2 является одним из наиболее часто используемых реактивных газов при сварке TIG, MIG и MAG. Это самый дешевый из защитных газов, и его можно использовать отдельно без инертного газа.
Смеси аргона с CO2 — это универсальные смеси для сварки углеродистых, низколегированных и некоторых видов нержавеющей стали. Увеличение содержания CO2 увеличивает проплавление сварного шва и характеристики смачивания валика. При более высоких уровнях тока и содержании CO2 может увеличиться разбрызгивание. Смеси аргона с CO2 можно использовать для соединения материалов различной толщины с использованием различных способов переноса металла.
Наиболее распространенными смесями аргона и CO2 являются:
C2 или 2% углекислого газа и 98 % аргона
C25 или 25 % двуокиси углерода и 95 % аргона
100 % двуокиси углерода
100 % аргона
Защитный газ MIG чаще всего используется для домашней и любительской сварки. Он популярен, особенно для домашней сварки, потому что он находится посередине между стоимостью и качеством готового сварного шва. C25 является хорошей многоцелевой газовой смесью, которая представляет собой желаемый баланс между очень узким профилем шва, получаемым при сварке со 100% аргоном, и летучестью при сварке со 100% диоксидом углерода.
Он популярен, особенно для домашней сварки, потому что он находится посередине между стоимостью и качеством готового сварного шва. C25 является хорошей многоцелевой газовой смесью, которая представляет собой желаемый баланс между очень узким профилем шва, получаемым при сварке со 100% аргоном, и летучестью при сварке со 100% диоксидом углерода.
Сварка нержавеющей стали обычно выполняется с использованием C2 или 2% углекислого газа и 98% аргона. Более низкое содержание CO2 означает более низкое содержание углерода в сварном шве, что является предпочтительным для сварки нержавеющей стали. И углерод, и кислород реагируют с нержавеющей сталью под действием тепла дуги, что приводит к некоторому окислению и снижению коррозионной стойкости. В случае ферритных нержавеющих сталей, используемых, когда требуется некоторое повышение коррозионной стойкости, смеси аргона с 5-10 процентами CO2 (в сочетании с соответствующей присадочной проволокой) обычно обеспечивают приемлемый химический состав сварного шва.
100% CO2 является наиболее распространенным из реактивных газов, используемых при сварке MIG, а также наименее дорогим, что делает его хорошим выбором, когда материальные затраты являются основным приоритетом. Чистый CO2 обеспечивает очень глубокое проникновение в сварной шов, что полезно при сварке толстых материалов. Однако он также дает менее стабильную дугу и больше брызг, чем при смешивании с другими газами. Если важны качество сварки и внешний вид, газовая смесь может быть более подходящей.
100% аргон можно использовать для сварки стали MIG, но вы, вероятно, получите непривлекательный сварной шов, высокий и узкий, часто с подрезом, который ослабляет сварной шов. Они также известны тем, что теряют пластичность, поэтому сварные швы могут быть хрупкими.
Выбор защитного газа имеет решающее значение для успешного соединения металлов. Во многих сварочных работах смеси аргона с CO2 могут помочь повысить производительность и производительность, особенно если используются обычные и импульсные методы переноса распылением. Наши профессионалы в Eureka Oxygen обладают многолетним опытом, поэтому позвоните нам или зайдите, если у вас есть какие-либо вопросы о сварке!
Во многих сварочных работах смеси аргона с CO2 могут помочь повысить производительность и производительность, особенно если используются обычные и импульсные методы переноса распылением. Наши профессионалы в Eureka Oxygen обладают многолетним опытом, поэтому позвоните нам или зайдите, если у вас есть какие-либо вопросы о сварке!
Лучший размер газового баллона для сварки
Welding Empire является участником партнерской программы Amazon. Как партнер Amazon мы получаем комиссию от соответствующих покупок.
Сварка MIG и TIG является наиболее часто используемым процессом сварки в любой отрасли. Это означает, что некоторые газы — как инертные, так и химически активные — теперь стали неотъемлемой частью любой мастерской сварщика.
Для реализации ваших проектов вам понадобится сварочный бак соответствующего размера. Выбор наилучшего размера газового баллона для сварки для различных применений может быть запутанной задачей для многих людей.
Выбор наилучшего размера газового баллона для сварки для различных применений может быть запутанной задачей для многих людей.
Звучит сложно? Не волнуйтесь, вы узнаете все, что вам нужно, чтобы принять обоснованное решение в этом подробном руководстве.
При выборе размера сварочного газового баллона необходимо учитывать множество факторов.
Характер ваших проектов, доступное пространство, частота вашей работы и даже ваше местоположение играют важную роль в выборе сварочного резервуара наилучшего размера для вас.
Важное примечание о безопасности
Прежде чем двигаться дальше, важно подчеркнуть решающую роль практики HSE на вашем рабочем месте.
При работе со сварочными газами необходимо соблюдать определенные правила техники безопасности. Все газы требуют уникальных условий с определенным давлением.
Например, давление даже в небольшом баллоне с аргоном может достигать 20 000 фунтов на квадратный дюйм, что составляет около 13 900 кПа.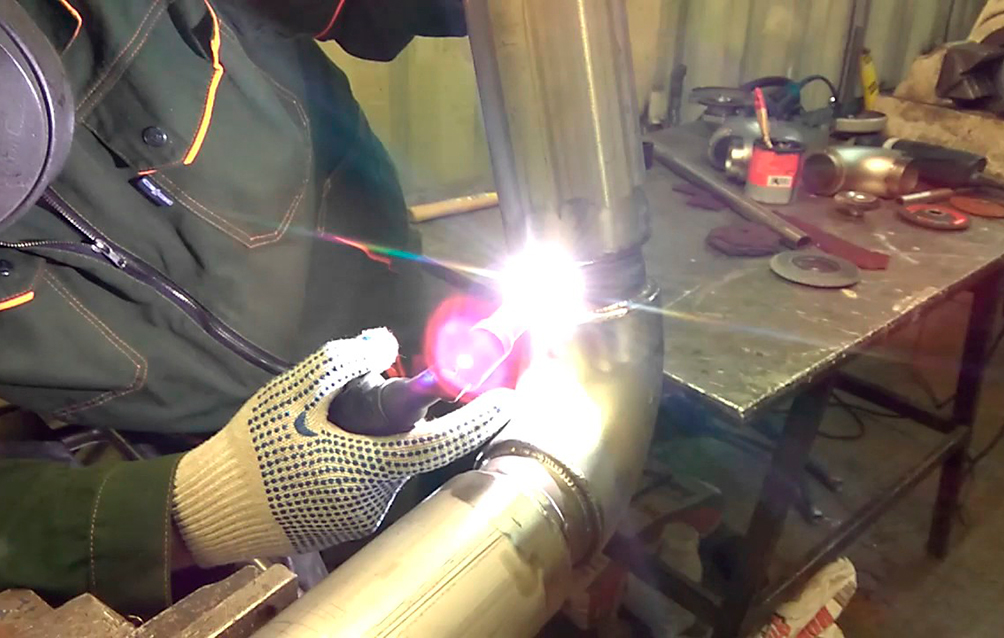
Эти сосуды под высоким давлением могут привести к серьезным травмам, если с ними не обращаться осторожно. Здесь рекомендуется освежить в памяти важные правила техники безопасности.
Измерение времени сварки: CFH и LPM
Рассчитать общее время для сварочного газового баллона любого размера довольно просто. Вы можете использовать следующую формулу, чтобы найти время в часах.
- Время сварки (часы) = объем газового баллона в кубических футах (куб. фут.) / скорость потока в куб. Как сварщик, вы отвечаете за определение требуемой скорости потока для конкретной работы и работу с ней.
- Для измерения расхода сварочного защитного газа используются либо кубические футы в час (кубические футы в час), либо литры в минуту (литры в минуту). Скорость потока, с которой обычно работает большинство профессионалов в области сварки, находится в диапазоне 15–35 кубических футов в час (7–16,5 л/мин).
- Однако универсального решения не существует. Оптимальный поток вашего защитного газа зависит от процесса сварки и материала или условий окружающей среды.
 Оптимальный поток вашего защитного газа зависит от процесса сварки и материала или условий окружающей среды.
Оптимальный поток вашего защитного газа зависит от процесса сварки и материала или условий окружающей среды.Для тех, кто больше интересуется техническими подробностями, более высокий расход, чем требуется, вызывает турбулентность защитного газа.
Эта турбулентность дает атмосферным газам возможность загрязнить сварной шов и снизить его качество.
FLOW RATE | ||||
15 CFH | 15.3hrs | 2.6hrs | ||
20 CHF | 7.5hrs | |||
25 CFH | 3,2 часа | 1. | ||
30 CFH | 2.6hrs | 1.3hrs | ||
35 CFH | 8.6hrs | 4.3hrs | 2,3 часа | 1,2 часа |
 6hrs
6hrsЛучший размер газового баллона для сварки MIG детали в сварочной ванне.
Этот процесс довольно прост и использует защитный газ, чтобы предотвратить взаимодействие примесей и воздуха со свариваемой деталью.
Как правило, при сварке MIG для защиты используется постоянная подача защитного газа. Вы должны выбрать из различных размеров, приведенных ниже.
Это зависит от нескольких факторов, таких как выбор газа, частота сварки и ваш обычный объем.
ОБЪЕМ cf (м3) | 300 cf (8,5м³) | 200 куб. | 40 cf (1.1m³) | 40 cf (.56m³) | ||||
HEIGHT | 55 (140cm) | 51 (130cm) | 47 (120cm ) | 43 (110 см) | 32 (81cm) | 23 (58cm) | 17 (43cm) | 14 ( 35cm) |
DIAMETER | 9.25 (24cm) | 9 (23cm) | 7 ( 18cm) | 7 ( 18cm) | 7 ( 18cm) | 7 ( 18cm) | 7 ( 18cm) | 5 ( 13 см) |
Не можете найти эти размеры у местного поставщика газа? Не паникуйте, это встречается чаще, чем вы думаете.
Табличные данные получены от Matheson Gas, одного из многих промышленных поставщиков сварочных газов.
Важно отметить, что размеры газовых баллонов для сварки обычно не соответствуют определенному стандарту, потому что такого не существует.
Это распространенная проблема, когда речь идет о газовых баллонах, поскольку каждый производитель пытается придать своему газовому баллону уникальный характер.
Итак, сосредоточьтесь больше на емкости, а не на именах классов. Если вы не можете найти конкретный размер класса, просто сосредоточьтесь на характеристиках и выберите наиболее близкий.
Таблица размеров газового баллона для сварки
Лучший размер газового баллона для сварки TIG
Требования сварки TIG немного отличаются от MIG. Сварка вольфрамовым электродом в среде инертного газа (TIG) была представлена в 1940-х годах и сразу же стала успешной. Одной из причин популярности этого процесса являются точные и эстетичные результаты, которые он дает.
Этот процесс также подойдет опытным сварщикам, работающим с алюминием.
Сварочные газы TIG играют решающую роль в этом процессе. По сравнению со сваркой MIG, сварка TIG менее терпима к ошибкам экранирования и требует опытной руки.
В процессе сварки TIG используется большее количество защитных газов, поэтому рекомендуется использовать баллоны большего размера.
Особенно это касается продувки, которая предотвращает окисление свариваемого металла на воздухе.
Даже если у вас небольшая установка для сварки TIG, для получения наилучших результатов рекомендуется выбрать цилиндр класса 4K или T. Вы также можете выбрать газовые баллоны меньшего размера, но вам придется часто заправляться на рынок.
Обычные газы для установки для сварки TIG и MIG
Несколько чистых газов и смесей подходят для установки для дуговой сварки. У каждого газа есть свои плюсы и минусы, поэтому вы должны быть очень осторожны при выборе 9.0011 сварочный газ для вашего применения .
Некоторые факторы, которые необходимо учитывать перед выбором подходящего газа, включают тип сварки, состав материала, общую толщину и т. д.
В этой статье мы сосредоточимся только на времени работы наиболее часто используемых сварочных газов. Вы должны помнить, что время, указанное в следующем тексте, является только оценочным.
Несколько факторов, таких как размер шва, размер сварочной ванны.
Аргон является третьим по распространенности газом на планете, что делает его отличным выбором для множества применений. Он относится к группе благородных газов, а это значит, что аргон ни с чем не вступит в реакцию даже в самых суровых условиях.
При сварке аргон можно использовать как в качестве защитного, так и в качестве продувочного газа. Этот газ вместе с гелием почти исключительно используется для сварочных аппаратов TIG.
Гелий, однако, более распространен в промышленной среде.
Если вы планируете работать с алюминием, аргон должен быть вашим единственным выбором, так как он идеально подходит для сварки алюминия.
Даже при сварке MIG аргон и его смеси весьма популярны, что делает его одним из самых распространенных защитных газов для любой сварочной установки.
Чистый аргон чаще используется при сварке TIG, где расход может составлять от 15 до 35 кубических футов в час. Чтобы получить представление о среднем времени сварки, давайте возьмем 47AL, 30AL и 16AL в качестве размеров газового баллона для сварки.
FLOW RATE | |||
20 CFH | 12.2hrs | 7.05hrs | 4.15hrs |
25 CFH | 9.76hrs | 5.67hrs | 3. |
30 CFH | 8.1hrs | 4.7hrs | 2.8hrs |
35 CFH | 6.9HRS | 4,02 часа | 2,3HRS |
 32hrs
32hrs. Табличные данные — от Airliqude.
100% двуокись углерода
Двуокись углерода — еще один распространенный выбор для любителей сварки, которые ищут экономичный вариант. Этот газ не подходит для сварки TIG, но его достаточно для сварки MIG.
Некоторые специалисты предпочитают использовать CO2 в качестве защитного газа при работе с более толстыми деталями. Углекислый газ вызывает более глубокое проникновение, но вам придется пойти на компромисс в отношении стабильности и точности.
Установкам MIG требуется скорость потока от 20 до 35 кубических футов в час для сварочных операций. Чтобы дать вам достойное сравнение разного времени сварки, в следующей таблице представлены те же размеры газовых баллонов для сварки, что и раньше.
Чтобы дать вам достойное сравнение разного времени сварки, в следующей таблице представлены те же размеры газовых баллонов для сварки, что и раньше.
C25: Смесь аргона и двуокиси углерода
Смеси CO2 и аргона широко используются в сварочной промышленности. Добавление двуокиси углерода обеспечивает необходимое проникновение, а аргон обеспечивает требуемую гладкость с минимальным разбрызгиванием.
Содержание аргона в смеси начинается с 95% и уменьшается в зависимости от вашего применения. C25, смесь 75% аргона и 25% углекислого газа, довольно популярен, так как он легко справляется с большинством сварочных работ.
Смеси аргона и CO2 используются только при сварке MIG, а размер газового баллона соответствует скорости потока, используемой для 100% CO2.
Вы можете обратиться к предыдущей таблице, чтобы узнать о среднем времени работы газовых баллонов различных размеров.
Выбор материала сварочного газового баллона: алюминий или сталь
Вы без труда найдете стальные и алюминиевые газовые баллоны для сварочных работ. Люди часто путаются между выбором алюминиевого баллона или стального. Если вы один из них, читайте дальше, чтобы узнать больше.
Люди часто путаются между выбором алюминиевого баллона или стального. Если вы один из них, читайте дальше, чтобы узнать больше.
Когда дело доходит до сварочных функций, стальные или алюминиевые бензобаки не имеют значения. Оба варианта могут выдерживать высокое давление и обеспечивать одинаковую защиту от взрывов и других аварий. Разница лишь в некоторых физических чертах.
Во-первых, алюминиевые газовые баллоны выглядят намного привлекательнее, чем их стальные аналоги. Алюминий часто используется во многих областях, где основное внимание уделяется эстетике.
Металл долго сохраняет свой блеск и выглядит как новый.
Алюминий, естественно, более устойчив к ржавчине, поэтому его лучше использовать во влажной среде. Некоторые опытные профессионалы также рекомендуют алюминиевые газовые баллоны для таких вариантов, как углекислый газ, который может поглощать влагу и выделять углекислоту.
Эта кислота может вызвать коррозию внутренних накладок цилиндра и сократить срок его службы.
Наконец, с алюминиевыми баллонами легче обращаться, чем со стальными. Алюминий имеет лучшее соотношение прочности и веса, поэтому баллон того же объема будет легче.
Если вам нужна переносная сварочная установка, вам лучше всего подойдет алюминиевый бензобак.
Лучший сварочный баллон для вас
Как уже говорилось ранее, не существует универсального решения для всех размеров сварочного газового баллона. Это зависит исключительно от ваших предпочтений и приложений.
Даже с баком меньшего размера вы сможете выполнять даже самые сложные работы. Однако ездить на заправку придется через день.
При выборе размера газового баллона для сварки необходимо учитывать области применения и свободное место на тележке для сварки.
Лучше иметь бензобак большего размера, если вы часто проводите продувку и если ваша сварочная тележка может выдержать вес.
Содержание
Поделиться на facebook
Поделиться на Twitter
Поделиться на LinkedIn Короткий ответ:
Подробнее »
Лучший способ удалить сварочные брызги со стекла
2 октября 2020 г.