Импульсный сварочный аппарат в Украине. Цены на импульсный сварочный аппарат на Prom.ua
Работает
Импульсный сварочный аппарат hd 470 MS8
Под заказ
Доставка по Украине
Цену уточняйте
ПП «Дез Альянс» АНТИСЕПТИКА & ДЕЗИНФЕКЦИЯ
Работает
Сварочный импульсный аппарат hd 260 MS8
Под заказ
Доставка по Украине
Цену уточняйте
ПП «Дез Альянс» АНТИСЕПТИКА & ДЕЗИНФЕКЦИЯ
Работает
Лазерный сварочный аппарат «RayMark SLS-Pro»
Под заказ
Доставка по Украине
Цену уточняйте
RAYMARK UKRAINE
Работает
Волоконный лазерный сварочный аппарат RayMark LW-H 1000, 1500, 2000 вт
Под заказ
Доставка по Украине
Цену уточняйте
RAYMARK UKRAINE
Работает
Сварочный инвертор Kraft-dele ! 20 — 300 А, IGBT, 9 кВА, MMA, Польша
На складе
Доставка по Украине
2 835 грн
Купить
Mega Tool
Работает
Сварочный инвертор Majster Polska ! 20 — 300 А, IGBT, 9 кВА, MMA, Польша
На складе
Доставка по Украине
2 835 грн
Купить
Mega Tool
Работает
Сварочный инвертор Weld Master 340A ! 20 — 340 А, IGBT, 10 кВА, MMA, Польша
На складе
Доставка по Украине
2 949 грн
Купить
Mega Tool
Работает
Сварочный полуавтомат ESAB Aristo Mig 4004i Pulse
Доставка по Украине
120 183 грн
Купить
Промпоставка. Сварочные материалы и оборудование в Украине
Сварочные материалы и оборудование в Украине
Работает
Аппарат для точечной сварки сварочный аппарат импульсный аргонный ARC NC
Доставка по Украине
39 000 грн
Купить
ТОВ «Титан Технікс»
Работает
Сварочный аппарат инвертор Powermat ! 20 — 310 А, IGBT, 9.5 кВА, MMA, Польша
На складе
Доставка по Украине
3 490 грн
Купить
Mega Tool
Работает
Сварочный источник SPEEDTEC 405SP (PULSE)/Подающий механизм PF 46 LINCOLN ELECTRIC
Под заказ
Доставка по Украине
121 927.60 грн
Купить
ООО «ТОРГОВЫЙ ДОМ «НИСА»
Работает
Импульсный сварочный аппарат IS-250
Недоступен
22 000 грн
Смотреть
OБЩЕСТВО С ОГРАНИЧЕННОЙ ОТВЕТСТВЕННОСТЬЮ «НИКАТОР»
Работает
Роботизированный импульсный сварочный аппарат MIG AMIG-P-350/500-R
Недоступен
Цену уточняйте
Смотреть
АОТАЙ Украина
Работает
Сварочный источник SPEEDTEC 505SP (PULSE)/Подающий механизм PF 46 LINCOLN ELECTRIC
Недоступен
168 285. 60 грн
60 грн
Смотреть
ООО «ТОРГОВЫЙ ДОМ «НИСА»
Работает
Сварочный источник POWERTEC I420S/Подающий механизм LF 52D
Недоступен
121 791.60 грн
Смотреть
ООО «ТОРГОВЫЙ ДОМ «НИСА»
Смотрите также
Работает
Сварочный источник POWERTEC I350S/Подающий механизм LF 52D
Недоступен
93 895.20 грн
Смотреть
ООО «ТОРГОВЫЙ ДОМ «НИСА»
Работает
Сварочный источник POWERTEC I500S/Подающий механизм LF 52D
Недоступен
130 636.80 грн
Смотреть
ООО «ТОРГОВЫЙ ДОМ «НИСА»
Работает
Сварочный источник POWERTEC I420S (PULSE)/Подающий механизм LF 52D
Недоступен
Цену уточняйте
Смотреть
ООО «ТОРГОВЫЙ ДОМ «НИСА»
Работает
Сварочный источник POWERTEC I500S (PULSE)/Подающий механизм LF 52D
Недоступен
Цену уточняйте
Смотреть
ООО «ТОРГОВЫЙ ДОМ «НИСА»
Работает
Импульсный сварочный аппарат Vitals Professional A 2000k Mult
Недоступен
8 379 грн
Смотреть
Офіційний дилер Торгівельних марок Интернет магазин «HomeTools»
Работает
Сварочные аппараты TIG Vitals Professional A 1600k Mult + ПОДАРОК, инверторного типа,Грантия 60 мес
Недоступен
5 340 грн
Смотреть
Офіційний дилер Торгівельних марок Интернет магазин «HomeTools»
Работает
Инверторный сварочный аппарат Edon MMA 250 Black
Недоступен
2 289 грн
Смотреть
СВАРТОРГ
Работает
PATON MicroWelding-80
Недоступен
24 990 грн
Смотреть
Промпоставка.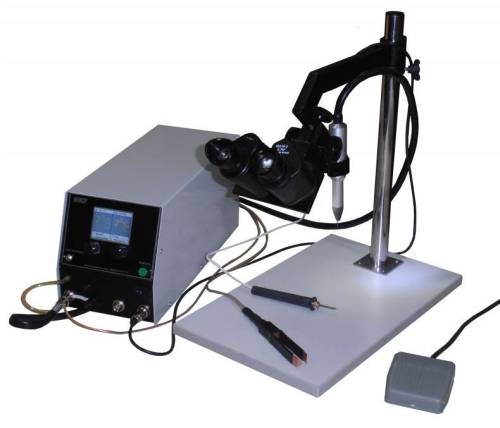 Сварочные материалы и оборудование в Украине
Сварочные материалы и оборудование в Украине
Работает
Сварочный инвертор Majster Polska 340A ! 20 — 340 А, IGBT, 10 кВА, MMA, Польша
Недоступен
2 949 грн
Смотреть
Mega Tool
Не работает
Комплект насадок для паяльника OVI PREMIUM KAS 63 мм TE, КОД: 6854909
Недоступен
1 110 грн
773.98 грн
Смотреть
Интернет-каталог скидок Техно ECO
Не работает
Паяльник для пластиковых труб Lesko UPSPIRIT HK-PPR863 Желтый 8822-33821 AG, КОД: 7524625
Недоступен
1 389 грн
1 110.98 грн
Смотреть
All goods matter — актуальные товары на каждый день
Не работает
Комплект насадок для паяльника OVI PREMIUM KAS 63 мм KS, КОД: 6854909
Недоступен
1 110 грн
773.98 грн
Смотреть
Интернет-каталог скидок «KIEVSALES.COM»
Не работает
Паяльник для пластиковых труб Lesko UPSPIRIT HK-PPR863 Желтый 8822-33822 OB, КОД: 7524624
Недоступен
2 122 грн
1 696. 98 грн
98 грн
Смотреть
Интернет-каталог скидок «OBNOVKA»
Не работает
Паяльник для пластиковых труб Lesko UPSPIRIT HK-PPR863 Желтый 8822-33821 PK, КОД: 7524625
Недоступен
1 389 грн
1 110.98 грн
Смотреть
База скидок «ПромоКот»
Аппарат импульсной сварки в Казахстане.
😍 Специально для вас
- Сварочный аппарат ТИГ-200А
- Сварочный инвертор TIG-300А
- Импульсная сварка mig/mag
- Сварочный инвертор TIG-315А
- Сварочный аппарат импульсной сварки
Сварочный аргоновый аппарат PRO TIG 200 P DSP (W212) сварог
В наличии
260 000 Тг.
Купить
Т
ТОО»Рутилл»г. Шымкент
Аппарат сварочный инверторный импульсный для WIG/TIG — сварки PISA200ACDC
В наличии
Цену уточняйте
НУРКАР ТРЭЙДг. Алматы
Аппарат сварочный инверторный импульсный для WIG/TIG — сварки PISA200ACDC
Под заказ
Цену уточняйте
StankoPromг. Алматы
Аппарат для сварки Idealarc DC-1500
Под заказ
Цену уточняйте
ТОО «Гамма»г. Алматы
Алматы
Аппарат аргонной сварки Ironman 315 AC/DC Pulse Mosfet Aurora-Pro
Под заказ
565 000 Тг.
Купить
ТОО «Сварочный Мир»г. Нур-Султан
Аппараты для сварки плазмой
В наличии
от 8 888 Тг.
Купить
ТОО «Baitai Partners»г. Алматы
WSE200P AC/DC TIG/ММА импульсный сварочный аппарат
В наличии
411 600 Тг.
Купить
ТУЛС ТРЭЙДИНГг. Алматы
Полуавтомат импульсной сварки TSS Pulse PMIG-350
В наличии
Цену уточняйте
ООО «ЭлМедиа Групп»г. Алматы
WSE200P AC/DC TIG/ММА импульсный сварочный аппарат
В наличии
415 800 Тг.
Купить
Dr.toolsг. Алматы
Полуавтомат импульсной сварки TSS Pulse PMIG-500
В наличии
Цену уточняйте
ООО «ЭлМедиа Групп»г. Алматы
Смотрите также
Сварочный аппарат Vantage 500-I
Под заказ
Цену уточняйте
ТОО «Гамма»г. Алматы
Установка аргонодуговой сварки START 315 AC/DC TIG PULS
Под заказ
558 200 Тг.
Купить
Супермаркет сварки BARGAINг. Павлодар
Установка аргонодуговой сварки START 200 AC/DC TIG PULS
В наличии
470 000 Тг.
Купить
Супермаркет сварки BARGAINг. Павлодар
Полуавтомат сварочный Speedtec 505S&PF44
В наличии
Цену уточняйте
ТОО «Гамма»г. Алматы
Сварочный полуавтомат STT II & LF 37
В наличии
от 1 950 000 Тг.
Купить
ТОО «Гамма»г. Алматы
Полуавтомат сварочный Power Wave C300
В наличии
Цену уточняйте
ТОО «Гамма»г. Алматы
Модуль STT
В наличии
Цену уточняйте
ТОО «Гамма»г. Алматы
Полуавтомат сварочный Power Wave S500
Под заказ
Цену уточняйте
ТОО «Гамма»г. Алматы
Полуавтомат сварочный Power Wave S350
Под заказ
Цену уточняйте
ТОО «Гамма»г. Алматы
Агрегат сварочный SAE-500
В наличии
Цену уточняйте
ТОО «Гамма»г. Алматы
Агрегат сварочный RANGER 330MPX
В наличии
Цену уточняйте
ТОО «Гамма»г. Алматы
Алматы
Сварочный полуавтомат Power Wave R450
В наличии
Цену уточняйте
ТОО «Гамма»г. Алматы
Сварочный агрегат Vantage 400-I
Под заказ
Цену уточняйте
ТОО «Гамма»г. Алматы
Установка аргонодуговой сварки ВЕГА-320 AC/DC PULS T+БВО START PRO SERIES
Нет в наличии
Цену уточняйте
Смотреть
Супермаркет сварки BARGAINг. Павлодар
Аппарат для сварки Power Wave AC / DC 1000 SD
Ожидается
Цену уточняйте
ТОО «Гамма»г. Алматы
Idealarc DC-1000
Ожидается
Цену уточняйте
ТОО «Гамма»г. Алматы
2
Вперед
Показано 1 — 26 товаров из 20+
Продавцы
Смотрите также
Сварочный аппарат импульсной сварки
Импульсная сварка mig/mag
Сварочный инвертор TIG-300А
Сварочный инвертор TIG-315А
Сварочный аппарат ТИГ-200А
Speedtec
Lincoln electric сварочное оборудование
Импульсная сварка
Аппарат сварочный универсальны
Импульсный сварочный аппарат
Аргоновый сварочный аппарат
Сварочные установки
Сварка аргоном алюминия
Аппарат импульсной сварки оптом
Популярные категории
Промышленное оборудование и станки
Сварочное и паяльное оборудование
Инверторы сварочные
Установки для аргонодуговой сварки
Генераторы сварочные
Автоматы и полуавтоматы сварочные
Газосварочные аппараты
Программа защиты покупателей
satu.
 kz
kzпредоставляет защиту покупок до 50 000 тг при оформлении заказа через корзину.
Перейти в кабинет компании
Перейти в личный кабинет
Покупателям
Продавцам
Партнеры
- EVO.business
- MegaMaster.kz
- Официальные дилеры satu.kz
© satu.kz, 2008-2022
 kz
kzНасколько вам
удобно на satu?
Как самостоятельно собрать импульсный сварочный аппарат
Содержание
- 1 Преимущества и особенности
- 2 Мини-аппарат
- 2.1 Настройка и проверка мини-аппарата
- 3 Видео
Функциональный и надёжный сварочный аппарат своими руками собрать не слишком сложно. Понадобятся элементарные навыки обращения с паяльником, умение читать электрические схемы. Впрочем, с помощью подробной инструкции даже новичок в состоянии сделать все необходимые действия правильно.
Компактный сварочный аппарат, созданный своими руками
Преимущества и особенности
С помощью сварки можно быстро создавать надёжные соединения металлических деталей, поэтому такая технология часто используется на практике.
Используя соответствующее оборудование, ремонтируют автомобили и садовую технику, восстанавливают целостность повреждённых конструкций и возводят новые сооружения. Наличие дома сварочного аппарата позволит не обращаться к дорогим услугам профессионалов. Но приобретение стандартного изделия в магазине сопряжено с достаточно большими затратами.
Сварочный аппарат фабричного производства
Если сделать сварочный аппарат дома самому, получится не только сэкономить. Личный подбор комплектующих, контроль выполнения рабочих операций, тщательная проверка – всё это обеспечит безупречное качество, ничем не уступающее фабричным аналогам. При возникновении неисправностей будет нетрудно восстановить функциональное состояние сварочного аппарата, без обращения в ремонтную мастерскую. Остаётся только правильно выбрать схему.
Остаётся только правильно выбрать схему.
По многим параметрам предпочтительнее импульсный сварочный аппарат. Он вполне соответствует категории «мини», из-за компактных размеров.
Если собрать лёгкий и прочный корпус, оснастить его ремнём, то можно будет удерживать сварочный аппарат на плече в процессе сварки. Наиболее совершенные модели в состоянии дать ток 160-180 А, при маленьком весе. Аналогичный сварочный аппарат, собранный по «классической» схеме в несколько раз больше. Он весит от 12 кг и более.
Необходимый результат получают с помощью следующих преобразований:
- Ток из стандартной сети (220 V, 50-60 Гц) выпрямляется.
- Чтобы устранить паразитные пульсации используют фильтр.
- Далее с помощью транзисторов, выполняющих функции коммутаторов, ток преобразуется в переменный.
- Следующий этап, снижение напряжения, позволяет получить на выходе сварочного аппарата сильный ток, достаточный для сварочных процедур.
Чтобы упростить задачу, из состава оборудования исключают специальный механизм, который в автоматическом режиме обеспечивает подачу проволоки.
Следующая принципиальная схема сварочного аппарата нужна для создания в домашних условиях блока питания.
Схема блока питания, применяемая в домашних условиях
Чтобы трансформатор получился компактный и достаточно мощный, его наматывают на Ш-образном ферритовом сердечнике стандартным проводом ПЭВ.
Данные, которые обеспечат стабильность параметров сварочного аппарата
| Обмотка | Количество витков | Диаметр проводника, мм |
|---|---|---|
| Первичная | 100 | 0,3 |
| Вторичная №2 | 15 | 1 |
| Вторичная №3 | 15 | 0,2 |
| Вторичная №4 | 20 | 0,35 |
| Вторичная №5 | 20 | 0,35 |
Блок питания собран из стандартных деталей с применением типовых схемотехнических решений. Элементы крепят на плате из текстолита. Параметры единственного нестандартного изделия (трансформатора) приведены выше в таблице. При желании можно использовать иную принципиальную схему, обеспечивающую аналогичные параметры выходных токов и напряжений.
При желании можно использовать иную принципиальную схему, обеспечивающую аналогичные параметры выходных токов и напряжений.
На рисунке ниже приведена принципиальная схема основного блока.
Импульсный сварочный аппарат – принципиальная схема
Особенности, которые нужно учитывать в процессе сборки основного блока сварочного аппарата дома:
- Если использовать стандартные данные, то выходная частота сварочного аппарата получится около 41-42 кГц. Чтобы повысить её на 8-10 кГц, можно сделать иное количество витков во вторичной обмотке трансформатора.
- Для намотки трансформатора сварочного аппарата используют широкие (40 мм) полоски из меди толщиной 0,3 мм. Их изолируют специальной промасленной бумагой. Такое решение применено с целью блокировки поверхностных токов. При высокой частоте они смещаются из центра проводника, что не позволяет использовать его оптимальным образом.
Дополнительной проблемой является одновременный сильный нагрев сварочного аппарата. Приходится существенно увеличивать слой изоляции, чтобы предотвратить пробой.
Приходится существенно увеличивать слой изоляции, чтобы предотвратить пробой.
- Вторичная обмотка создаётся из медных полос, которые разделяют предварительно слоем плёнки, изготовленной из фторопласта. Этот материал устойчив к нагреву и обладает отличными изоляционными характеристиками.
- Несколько проще сделать вторичную обмотку трансформатора сварочного аппарата из многожильных проводов с диаметром жил от 0,4 до 0,6 мм. Такой вариант хуже. Между проводниками останутся промежутки воздуха, то есть участки с низким коэффициентом теплопередачи. Итоговая площадь обмотки (в сечении) получится гораздо больше.
Параметры изделий сварочного аппарата, которые необходимо собрать
| Изделие | Сердечник | Обмотки |
|---|---|---|
| Основной трансформатор | Ш20 х 28, феррит, 2000 нм | 12 и 4 витка, общая площадь сечений 10 и 30 мм. кв. соответственно |
| Дроссель (L2 на принципиальной схеме) | Ш20 х 28, феррит, 2000 нм | Пять витков, площадь сечения – 24 мм. кв. кв. |
| Трансформатор токовый | Кольца ферритовые (2 шт.) 30 х 18 х 7 | Первичная – провод, проведённый через кольцо. Вторичная обмотка из провода 0,5 мм в диаметре, 86 витков. |
Мини-аппарат
Инверторно-импульсный сварочный аппарат
При свободном расположении элементов на платах сварочного аппарата теплоотвод будет достаточным для нормального функционирования большинства деталей.
Хорошие условия для длительного сохранения работоспособности будут получены только при выполнении следующих условий:
- Для сборки силового моста используют два радиатора.
- Диоды сварочного аппарата HFA (25 и 30) можно изолировать типовыми прокладками из слюды.
- IRG4PC50W нагреваются сильнее, поэтому их крепят специальным составом ТС-10 или аналогом. Выполнять эту операцию будет удобнее, если приобрести термопасту в специальном шприце. Это приспособление пригодится для точного дозирования.
- В некоторых ситуациях импульсы тока способны создать резонансные колебания. Чтобы исключить такие явления сделать надо небольшую модернизацию стандартной схемы сварочного аппарата. Например, можно вставить сборку из конденсаторов между питанием 300 V и точкой соединения диодов моста.
- При покупке конденсаторов С15 (16) сварочного аппарата следует тщательно выбрать качественные изделия, созданные ответственными производителями. Затраты не будут чрезмерные. Но такая предусмотрительность снизит вероятность появления паразитных резонансных помех. Эти же конденсаторы, функционирующие полноценно, улучшат показатели производительности транзисторных ключей.
- Чтобы охлаждение сварочного аппарата было эффективным, помимо достаточного количества отверстий в корпусе, пригодится монтаж 2-3 вентиляторов.
 Чтобы исключить такие явления сделать надо небольшую модернизацию стандартной схемы сварочного аппарата. Например, можно вставить сборку из конденсаторов между питанием 300 V и точкой соединения диодов моста.
Чтобы исключить такие явления сделать надо небольшую модернизацию стандартной схемы сварочного аппарата. Например, можно вставить сборку из конденсаторов между питанием 300 V и точкой соединения диодов моста.Вентилятор, который применяется для охлаждения блока питания компьютера
Настройка и проверка мини-аппарата
Точное соблюдение инструкций поможет без ошибок собрать и настроить импульсный сварочный аппарат («мини») в домашних условиях:
- Начинают с подачи питающего напряжения на широтно-импульсный модулятор.
- Проверяют срабатывание реле сварочного аппарата К1 при полном заряде конденсаторного блока С9- С12. Эта цепь замыкает резистор R11, что снижает амплитуду скачка тока, когда аппарат включается. В нормальном состоянии реле срабатывает в интервале от 1 до 11 с., когда на ШИМ подано 15 V.
- На выходе этой платы проверяют наличие импульсов прямоугольной формы. Здесь понадобится осциллограф. Его можно взять в аренду, если нет планов последующего применения измерительной аппаратуры.

Как выглядит двухканальный осциллограф
- Далее надо посмотреть, какое напряжение на затворах транзисторов сварочного аппарата. Нормальный уровень будет в интервале от 15,9 до 16,1 V. Ниже – возможно. Превышение – недопустимо.
- В режиме холостого хода проверяется работа выпрямительного моста. Нужно, чтобы ток потребления не был больше 95 мА. Для этой операции используют напряжение 14-16 V.
- Чтобы убедиться в том, что фазы импульсов в обмотках соответствуют норме, также понадобится осциллограф. Сигнал для одного луча берут от первичной обмотки силового трансформатора сварочного аппарата. Для другого – от вторичной. При необходимости, корректируют амплитуды. Фазы (при разном напряжении) должны совпадать.
- Далее проверяют форму сигналов на выходе ключевых транзисторов сварочного аппарата. Максимальная амплитуда не должна превышать 325-335 V. Осциллограф подключается к эмиттеру и коллектору. На диодный мост подают питание через нагрузку. Её имитируют стандартной лампой накаливания мощностью 200 Вт. Частоту широтно-импульсного модулятора предварительно настраивают на 54 кГц. Это можно сделать с помощью осциллографа.
- Предыдущий пункт – предварительная настройка сварочного аппарата. После получения нужных параметров снижают медленно частоту модулятора до момента, пока на нижней половине импульса не образуется изгиб. Это свидетельство того, что трансформатор перенасыщен. На этом уровне фиксируют частоту. Её делят на два, полученное значение складывают с первичным параметром. Полученный результат – рабочая частота. Если 32 Гц – частота перенасыщения, то используют следующую цепочку вычислений: 32/2=16; 16+32=48 Гц (рабочая частота модулятора и трансформатора).
- В этом режиме замеряют ток потребления диодного моста сварочного аппарата. Он должен быть в пределах диапазона 140-160 мА. При пробое обмоток ток через нагрузку увеличится, контрольная лампа накаливания будет ярко светить.
- На выходе аппарата создают индуктивную нагрузку. Для этого подсоединяют проводник длиной 2-2,5 м.
- Увеличивают проверочную нагрузку сварочного аппарата с помощью потребителя большой мощности. Подойдёт обычный бытовой электрический чайник с нагревательным элементом более 2 кВт. При замкнутом выходе аппарата проверят напряжение на нижнем ключе диодного моста. Оно должно быть менее 360 V (амплитуда сигнала проверяется с помощью осциллографа).
- В этом же режиме прислушиваются. Если зафиксирован шум, проверяют правильность фазировки датчика тока сварочного аппарата (кольцо на ферритовых сердечниках).
- Источниками помех могут быть: дроссель L2, силовые провода, основной трансформатор. Их компенсировать можно изменением расстояний, или установкой специальных экранов. Чувствительные элементы, воспринимающие электромагнитные колебания, это модулятор и оптроны.
- Далее увеличивают ток, изменяя сопротивление резистором R Контролируют расширение импульса на нижнем транзисторном ключе сварочного аппарата. Когда достигнуто максимальное значение, амплитуда не должна превышать 540 V.
- Предыдущую процедуру повторяют, отключив нагрузку. В том и другом случае контролируется отсутствие шумов.
 Сигнал для одного луча берут от первичной обмотки силового трансформатора сварочного аппарата. Для другого – от вторичной. При необходимости, корректируют амплитуды. Фазы (при разном напряжении) должны совпадать.
Сигнал для одного луча берут от первичной обмотки силового трансформатора сварочного аппарата. Для другого – от вторичной. При необходимости, корректируют амплитуды. Фазы (при разном напряжении) должны совпадать. Полученный результат – рабочая частота. Если 32 Гц – частота перенасыщения, то используют следующую цепочку вычислений: 32/2=16; 16+32=48 Гц (рабочая частота модулятора и трансформатора).
Полученный результат – рабочая частота. Если 32 Гц – частота перенасыщения, то используют следующую цепочку вычислений: 32/2=16; 16+32=48 Гц (рабочая частота модулятора и трансформатора).
После завершения перечисленных выше действий приступают к практическим испытаниям сварочного аппарата. Время рабочих операций увеличивают постепенно. Проверяют температуру радиаторов и силового трансформатора.
Видео
Сделать дома сварочный аппарат можно. Для этого необходимо точно воспроизвести технологии, описанные в статье. Нужно внимательно относиться ко всем этапам процесса, тщательно выполнять настройку.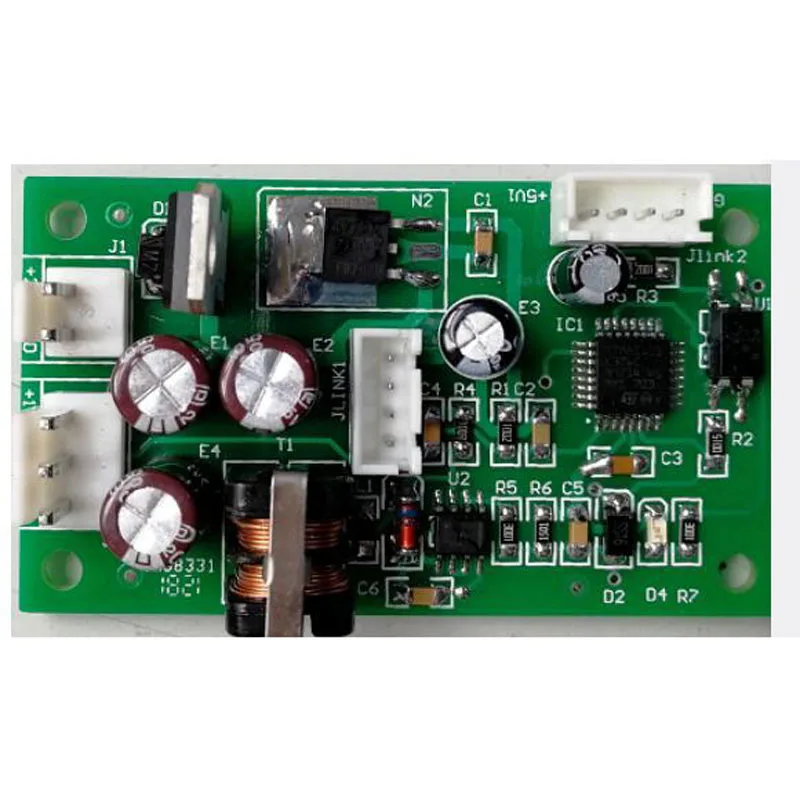 Эту принципиальную схему можно модернизировать, изменяя рабочую частоту и некоторые другие параметры. Чтобы аппаратом было удобно пользоваться, необходимо продумать конструкцию наплечных ремней, обеспечить хорошую устойчивость оборудования на поверхности.
Эту принципиальную схему можно модернизировать, изменяя рабочую частоту и некоторые другие параметры. Чтобы аппаратом было удобно пользоваться, необходимо продумать конструкцию наплечных ремней, обеспечить хорошую устойчивость оборудования на поверхности.
Оцените статью:
что это, принцип работы, виды, плюсы и минусы
Современные аппараты для сварки способны на многое. Они могут сваривать металл любой толщины и состава. Развитие технологий поспособствовало созданию многофункциональных и малогабаритных сварочных аппаратов, которые стали называть «invertere».
Многие люди стали называть их «инверторные аппараты», хотя такое название ошибочное. Инверторные импульсные аппараты — это их правильное название.
В этой статье уделено внимание инверторно-импульсным аппаратам. Мы расскажем о «+» и «-», разновидности и о том, какие инвертора лучше применять в быту.
Содержание статьиПоказать
- Общая информация
- Разновидность
- Достоинства и недостатки
- Модели ИСА
- EUROLUX IWM 190
- ТОРУС 200С СУПЕР
- BLUEWELD PRESTIGE 186 PRO
- Итоги и выводы
Общая информация
 youtube.com/embed/31lu4L4x-5g?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/31lu4L4x-5g?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> Начнем с терминов, потому что с ними зачастую возникают трудности. Часто при прочтении статей на данную тему или при общении с другими людьми мы слышим слово «инвектор», но это ошибка в слове. Правильно говорить «инвертор».
Говоря об этом оборудование некоторые считают, что «импульсный инверторный аппарат» и «импульсный сварочный аппарат» это синонимы. Это утверждение ложное, т.к. импульсная сварка применяется в другом виде сварки.
Такие ошибки в названии происходят от слова «импульсный», в основе инверторного аппарата применяется источник питания, которые работают по импульсному режиму. О таком словосочетании нужно забыть.
Теперь разберемся с понятием. Сварочный инверторный аппарат один из видов оборудования для сварки. В нем, за счет инвертора, обеспечивается питание дуги.
Инверторные аппараты распространены и имеют спрос на рынке. Первый прототип инверторного аппарата появился в конце XX века. Вскоре инженеры существенно улучшили его устройство, он стал удобен для всех.
Разновидность
Сейчас существует три типа инверторно импульсных сварочных аппаратов. Первый тип подходит для ММА сварки, второй для TIG сварки и третий для MIG/MAG сварки.
К полуавтоматам относятся сварочные аппараты типов TIG и MIG/MAG, в них встроена присадочная проволока, которая подается в зону сварки с помощью специальных механизмов в режиме полуавтомата.
У всех инверторов схожий принцип, их отличие лишь в вольт-амперной характеристики (ВАХ). Следовательно, любой инвертор типа ММА можно переделать в сварочный инвертор типа TIG, для этого нужно добавить механизм подачи проволоки и изменить ВАХ.
Достоинства и недостатки
Инверторный сварочный аппарат (ИСА) имеет положительные и негативные характеристики. Перечислим основные из них.
Главное достоинство импульсных инверторов — размеры, это хорошо видно при сравнении их с выпрямителями или классическими трансформаторами. Относительно трансформатора, вес которого достигает 20-30 кг, ИСА является легким и его вес не превышает 5 кг.
В основе устройства импульсного инвертора лежат компактные источники питания. У ИСА есть множественно дополнительных возможностей, которые возникли из-за снабжения их электроникой.
Часто встречаются такие функции как: антизалипание, горячий старт, форсаж дуги. Этих функций нет в других устройствах для сварки.
В сравнении с другими сварочными аппаратами, коэффициент полезной действенности (КПД) у импульсных инверторов выше.
В них можно регулировать настройки, дуга стабильно горит и легко поджигается и металл почти не разлетается в разные стороны во время рабочего процесса.
Недостатки: дорогое техническое обслуживание и ремонт деталей, они менее надежны в сравнении с обычными трансформаторами.
Стоит учитывать еще то, что запрещено использовать инвертор на силе тока большей, чем разрешена в инструкции и нельзя его сильно нагружать т.к. плата перегреется и выйдет из строя.
Обратите внимание на условия хранения данного оборудования. Импульсные инвертора должны всегда хранится в чистом, защищенном от влаги и перепадам температур месте, тогда они прослужат вам в несколько раз дольше.
Некоторые имеют защиту, предусматривающую все эти пункты, но во многих она отсутствует.
Модели ИСА
В последнее годы рынок ИСА значительно увеличился и стало труднее выбирать устройство среди такого разнообразия.
В этой статье разберемся как найти модель импульсного инвертора для работы дома и на даче, на основе опыта профессионалов и новичков.
Составим рейтинг импульсных инверторов, которые хорошо подойдут для работы дома.
EUROLUX IWM 190
Открывает наш список инверторно импульсный Eurolux IWM 190. Он относится к категории бюджетных ИСА и уже успел стать востребованным у сварщиков «любителей».
Его цена не превышает 70 долл. Его качества не уступают инверторам с более известными названиями.
Эта модель предназначена для ручной дуговой сварки типа ММА. Она идеальна для работы в домашних условиях, потому что можно использовать стержни малого диаметра. Несмотря на его небольшой вес и размер его мощность составляет 190 ампер.
У Eurolux IWM 190 нет дополнительных функций. Цена сварочного аппарата значительно повысилась если бы у него были дополнительные функции в виде наличия антизалипания или форсажной дуги.
В комплект данного импульсного аппарата входит: зажим на массу, держатель для электрода, а также сварочные кабели.
К сожалению, эти комплектующие не надежны поэтому советуем докупать их отдельно, так вы сможете без проблем выполнять любые сварочные работы.
Этот аппарат хорошо пойдет для дачников имеющие базовые навыки использования ИСА или для начинающего мастера. Он хорошо подходит для приваривания калитки или сварки теплицы, а также без проблем справиться с любыми мелкими задачами.
ТОРУС 200С СУПЕР
Если же вам нужен надежный ИСА, который подойдет для работ в гараже и станет незаменимой вещью в быту, но в кармане у вас недостаточно денег на профессиональное оборудование, то ознакомитесь с инверторным сварочным аппаратом Торус 200С Супер.
Все его детали произведены и собраны в России. Благодаря дешевой сборки его цена не превышает 200 долл. Несмотря на его цену он легко справляется со сваркой типов MMA и TIG.
Его max сварочный ток 200 ампер, этого достаточно для работы дома.
 У них есть отличие от других импульсных ИСА, предназначенных для работы дома — при сварке тонкого металла 100% параметр включения.
У них есть отличие от других импульсных ИСА, предназначенных для работы дома — при сварке тонкого металла 100% параметр включения.Также при постоянной работе он не перегревается, в отличие от других сварочных аппаратов бытового типа.
Торус 200С Супер подойдет для тех, кто только начал заниматься сварочным делом и для тех, кто в этом деле уже стал профессионалом. С его помощью все швы получаются аккуратными, и работа не занимает много времени.
BLUEWELD PRESTIGE 186 PRO
Завершает наш список инверторно импульсный BLUEWELD Prestige 186 PRO. Он произведен в Италии. Его ценна отличается от ИСА российского или китайского производства, но она вполне оправдана.
Как и во всем другом европейском оборудование, в BLUEWELD Prestige 186 PRO все детали и сборка сделаны качественно.
Он способен работать со сваркой двух типов: ММА и TIG, но при сварке типа MMA удается добиться лучшего качества и производительности.
Если вы не планирует часто использовать аппарат для сварки типа TIG, цените качество и долговечность, то BLUEWELD хорошо подходит для вас.
Он не обладает сильными техническими характеристиками. Его параметры включения всего лишь 60%, а max сила тока 160 ампер. Он весит не более 5 килограмм, что позволяет его легко перемещать.
Итоги и выводы
Инверторные сварочные аппараты — надёжны, просты в использовании и занимают мало места. Их сборка очень проста, поэтому ИСА можно легко отремонтировать или без труда собрать самостоятельно.
Для их сборки нужно несколько схем, немного деталей и терпение. Сейчас на рынке инверторов предоставлены аппараты для сварки типа: ММА, TIG, MIG/MAG, и комбинированные варианты.
В статье перечислены дешевые, многофункциональные и качественные ИСА. Они имеют много положительных отзывов от квалифицированных сварщиков и сварщиков-любителей. Они конкурируют с профессиональным сварочным аппаратам.
Инверторы подходят для ручной дуговой сварки и для сварки типа TIG. Успехов в работе!
Импульсный сварочный аппарат
Импульсная сварка. Сфера использования и преимущества
Строительство дома или ремонт квартиры часто не может обойтись без использования сварки. Она помогает быстро решить проблему с текущей трубой или используется во время создания системы водоснабжения, отопления, канализации. Известно, что разные области работ, различные виды металлов требуют использования и разных видов сварки.
Сегодня широкое распространение получила сварка на основе импульсов. С ее помощью можно привести к реализации достаточно сложные задачи, но при этом принцип действия такой сварки очень прост и с ней сможет справиться даже новичок в данной профессии.
В качестве расходных материалов здесь используются обычные электроды, при этом очень важно то, что для крепления металлических конструкций подойдут плавящиеся и неплавящиеся электроды.
Основные преимущества
Вообще, сварка как метод сцепления металлических конструкций — довольно прогрессивный и быстро развивающийся вид работ. Сегодня специалисты используют различные ее виды:
- термическую,
- термомеханическую,
- механическую.
Но при этом импульсная сварка обладает целым спектром преимуществ, в число которых можно отнести следующие характеристики:
- Соединение получается очень качественным и надежным, что крайне важно в сфере строительства и ремонта, очень часто от качества сварки зависит качество всей конструкции.
- Полученный шов имеет красивый внешний вид, ровные края, он имеет отличные эстетические показатели, что важно для дальнейшей отделке изделия.
- В отличие от многих других видов сварки, при работе на весу здесь не остаются прожоги, вероятность брака значительным образом сокращается.
Строительство немыслимо без использования сварочного аппарата, но очень часто используемое оборудование обладает большими габаритами, что неудобно в случае необходимости выполнения работ в ограниченном пространстве или на весу.
Использовать импульсные сварочные аппараты можно в различных сферах:
- при короткой или смешанной дуге, во время использования аргона,
- при необходимости проведения работ с низко- или высоколегированными сталями, сплавами алюминия,
- в сферах промышленности, на заводах, во время проведения ремонта транспортных средств, систем вентиляции, монтажных работах и так далее.
Импульсный сварочный полуавтомат S StandartPulse, LORCH (Германия)
Импульсный сварочный аппарат MIG/MAG с цифровым управлением – пропуск в профессиональный мир импульсной сварки
Серия S обеспечивает стандартную импульсную сварку MIG/MAG идеального промышленного качества. Преимущества не вызывают сомнений: практически без брызг, оптимальный контроль сварочной ванны, контролируемый перенос капель металла и превосходный внешний вид шва. Экономится время на доработку шва. Все объясняется сверхбыстрым автоматическим регулированием, которое за миллисекунды реагирует на изменения и таким образом оптимально управляет сварочным процессом. Серия S характеризуется отличной продолжительностью включения, концепцией управления «Три шага до начала сварки» и прочным промышленным корпусом с большим количеством практичных элементов. Так, например, удобные ручки обеспечивают не только легкое маневрирование и защищают панель управления и разъемы, но также служат в качестве точек приложения усилий и для намотки кабелей. Прочная тележка для газовых баллонов с низкой высотой погрузки облегчает замену баллонов. Также имеется вариант для двух баллонов по 50 л. Вы можете в любое время индивидуально изменить настройки вашей установки в соответствии с новыми задачами и дооснастить ее всеми процессами Speed: SpeedPulse, SpeedArc, SpeedUp, а также новым процессом SpeedRoot.
Экономится время на доработку шва. Все объясняется сверхбыстрым автоматическим регулированием, которое за миллисекунды реагирует на изменения и таким образом оптимально управляет сварочным процессом. Серия S характеризуется отличной продолжительностью включения, концепцией управления «Три шага до начала сварки» и прочным промышленным корпусом с большим количеством практичных элементов. Так, например, удобные ручки обеспечивают не только легкое маневрирование и защищают панель управления и разъемы, но также служат в качестве точек приложения усилий и для намотки кабелей. Прочная тележка для газовых баллонов с низкой высотой погрузки облегчает замену баллонов. Также имеется вариант для двух баллонов по 50 л. Вы можете в любое время индивидуально изменить настройки вашей установки в соответствии с новыми задачами и дооснастить ее всеми процессами Speed: SpeedPulse, SpeedArc, SpeedUp, а также новым процессом SpeedRoot.
Кто видит будущее в своей работе, не должен допускать никаких компромиссов при выборе полуавтомата для импульсной MIG/MAG сварки.
Выбор очевиден: SAPROM S.
Превосходит все ожидания.
Краткое описание серии S
- Инвертор MIG/MAG с импульсной сварочной дугой, плавная регулировка
- В прочном промышленном корпусе
- Вариант в виде компактного аппарата или с внешним блоком подачи проволоки
- Блоки поставляются в различных исполнениях: для мастерских, монтажа, судостроителей и роботов
- Поставка с газовым или водяным охлаждением
- Промышленный 4-роликовой механизм подачи проволоки
- Текстовый дисплей с выбором языка
- Цифровая индикация сварочного тока и напряжения
- Возможность установки опций: SpeedPulse, SpeedArc, SpeedUp, SpeedRoot
- Tiptronic для сохранения в памяти до 100 сварочных заданий
- Возможность ДУ на сварочной горелке Powermaster
- Концепция управления «Три шага до начала сварки»
- Возможность дополнительного оснащения горелки Push-Pull и промежуточного привода (длина до 43 м)
- Произведено и испытано по DIN EN 60974-1, наличие сертификата ГОСТ-Р и знаков CE и S, класс защиты IP 23
Как и почему актуален импульсный MIG/MAG процесс?
Сварка MIG/MAG в импульсном режиме
, в зависимости от полуавтомата, дает низкий коэффициент разбрызгивания. Это значит, что экономится дорогостоящая сварочная проволока и отпадает необходимость зачистки брызг после сварки. Бесчисленные рабочие часы будут сэкономлены. Основной принцип: лучше аппарат – меньше брызг. Управляемый перенос металла в самых маленьких каплях обеспечивает исключительное формирование сварочного шва. Формирование капли, ее отделение и переход в сварочную ванну происходят в интервалах тысячных долей секунды. Только очень сбалансированный источник питания гарантирует стабильную дугу и наименьшее разбрызгивание. Кроме того “импульсный режим позволяет получить прекрасный внешний вид сварного шва, удобную сварку в различных пространственных положениях и меньшее усиление сварного шва в сравнении с обычным MIG/MAG процессом. Позволяет применять более дешевые проволоки большего диаметра (даже на более тонких материалах).
Это значит, что экономится дорогостоящая сварочная проволока и отпадает необходимость зачистки брызг после сварки. Бесчисленные рабочие часы будут сэкономлены. Основной принцип: лучше аппарат – меньше брызг. Управляемый перенос металла в самых маленьких каплях обеспечивает исключительное формирование сварочного шва. Формирование капли, ее отделение и переход в сварочную ванну происходят в интервалах тысячных долей секунды. Только очень сбалансированный источник питания гарантирует стабильную дугу и наименьшее разбрызгивание. Кроме того “импульсный режим позволяет получить прекрасный внешний вид сварного шва, удобную сварку в различных пространственных положениях и меньшее усиление сварного шва в сравнении с обычным MIG/MAG процессом. Позволяет применять более дешевые проволоки большего диаметра (даже на более тонких материалах).Нет прилипаний и непроваров .
Нет риска прилипания проволоки и непроваров в начале сварного шва. Увеличенный ввод энергии в начале сварки гарантирует абсолютное
Легкое зажигание без брызг – точное микропроцессорное управление, опирающееся на практический опыт.
Регулирование в миллисекундах. Машина распознаёт касание проволоки. В зависимости от процесса, микропроцессорный контроллер управляет параметрами сварки: скоростью подачи проволоки, током и напряжением сварки. Лучше аппарат – лучше зажигание дуги, также как уменьшение брызг и засорение сопел. Saprom S делает это намного лучше других.
Совершенная форма импульса – итог многолетних исследований и проведенных испытаний.
Каждый материал реагирует по разному на импульсы. Основным требованием для совершенной дуги является – идеальное управление импульсным режимом. Лучшая форма импульса – лучше результат сварки. Saprom S имеет программное обеспечение, которое гарантирует идеальную форму импульса для каждого материала.
Алюминий с TwinPulse ® (двойными импульсами)
Сделан как стандартный режим на полуавтомате – от изобретателя этого процесса. TwinPulse ® управляет капельным переносом и контролирует отрыв каждой капли электродного метала. Этот процесс обеспечивает качественную сварку в различных пространственных положениях. Незначительные тепловложения минимизирует деформации. Идеальный вид сварных швов – идентичный процессу TIG.
Этот процесс обеспечивает качественную сварку в различных пространственных положениях. Незначительные тепловложения минимизирует деформации. Идеальный вид сварных швов – идентичный процессу TIG.
Контроль длины дуги. Качественный шов, несмотря на дрожащие руки.
Длина дуги – критический фактор для качественной сварки. Цифровой контроль длины дуги Saprom S всегда поддерживает стабильную длину дуги. Отклонения обнаруженные в доли секунды молниеносно корректируются высокоскоростным микропроцессором. Достижение безупречных результатов в условиях быстроизменяющегося вылета электрода – больше не проблема.
Отсутствие кратера в конце шва благодаря автоматическому импульсному завершению сварки.
К концу сварного шва Saprom S автоматический снижает сварочный ток. Поэтому кратеры в конце шва в прошлом. Автоматическое импульсное завершение сварки заботится о всегда чистом конце проволоки, все последующие зажигания дуги произойдут безупречно.
Глубокое проплавление и меньше шума.
Качество сварного соединения в первую очередь зависит от качественно проваренного корня шва. Новый Speed Pulse позволяет получать гораздо большее проплавление, как на стали, так и на алюминии. И при этом процесс будет более тихим. Приблизительно 10 децибелов. Таким образом, не напрягая слух, Вы получаете действительно глубокое, кинжальное проплавление.
Saprom S еще понятнее. Инструкция больше не требуется.
Первичная панель: Saprom S сам управляет энергией сварки, достаточно повернуть один регулятор. Цифровой дисплей отображает выбранный параметр: толщину материала, сварочный ток и напряжение. Ваши сварочные результаты всегда отображаются, даже когда Вы закончили сварку. Второй регулятор отвечает за длину сварочной дуги
Вторичная панель: Вы выбираете тип сварочной проволоки и защитного газа. Доступная база данных предлагает оптимальные режимы сварки для решения Ваших задач.
Если необходимо, Вы можете индивидуально изменять предустановленные параметры.
Система Tiptronic сохраняет Ваши рабочие настройки
Проверяйте работоспособность машины диагностической системой и выбирайте базовые параметры, язык меню и степень доступа к настройкам.
Бескомпромиссный Saprom S.
от 320 до 500 Ампер
Источник питания с отдельным блоком подачи проволоки, компактной или мобильной компоновки
Горелка PowerMaster . С цифровым дисплеем и дистанционным управлением силы тока, скорости подачи проволоки и выбором программ с Tiptronic . Больше нет необходимости постоянно возвращаться к панели управления в полуавтомате.
Система Tiptronic . 100 ячеек памяти. Выбор программ с горелки
Электронная база: знаний лучших специалистов по импульсной сварке в мире. Наилучшие параметры сварки для стали , алюминия и MIG-пайки. Интуитивное и эргономичное управление. Никаких вопросов, никаких загадок. Параметры отображаются на дисплее.
TwinPulse ® как стандартная функция. Мы изобрели этот процесс.
Корпус. Функциональный дизайн. Низко расположенная площадка газового баллона, держатель для сварочной горелки – все это предназначено для интенсивной эксплуатации в течение многих лет.
Цифровое межблочное управление. Управление в режиме реального времени, точно бит за битом. Предельная повторяемость результатов. Перегрев, старение, перепады напряжения – больше не имеют никакого влияния.
Инверторный источник питания. Высокоэффективный и мощный силовой модуль. Высокая скорость управления. Низкое энергопотребление и вес.
Передача и копирование данных.
Режимы, индивидуальные настройки и программы « Tiptronic » надежно хранятся в памяти Saprom-S . Используя разъем CAN, эти данные могут быть быстро переданы на ПК или любой другой Saprom-S . Мы не хотим использовать читающие устройства электронных карт и дисков в источнике питания.
Водоохладитель мощностью 1,1 кВт. В отличие от многих конкурентов мы, контролируем эффективность охлаждения, измеряя расход хладагента, а не его давление. Это гарантирует, что горелка всегда хорошо охлаждается. Это может казаться незначительным, но будет означать меньшее количество сгоревших горелок и связанные с этим затраты.
Режим Stand-by . Охлаждение начнется, только если оно действительно необходимо. Это снижает энергопотребление и снижает шум и попадание пыли в систему охлаждения.
Экономическая эффективность сварочной машины рассчитывается из 96 % всех последующих затрат после закупки. Но последующие затраты решающие, а цена закупки составляет приблизительно 4%. Качество сварки, время переналадки, производительность, потери сварочного материала, срок службы – вот экономические факторы влияющие на окупаемость. Не старайтесь экономить на инструменте.
Дружелюбный интерфейс. Робот-Интерфейс позволяет соединить Saprom S с любым роботом – аналоговым или цифровым. Серийный разъём CAN-Bus может быть дополнительно состыкован с другими Bus-системами (Profibus, Interbus, Ethernet . ). Адаптация интерфейса поддержана программным обеспечением “Robot Tool”, которое визуализирует передачу данных между роботом и источником питания.
Робот-Интерфейс позволяет соединить Saprom S с любым роботом – аналоговым или цифровым. Серийный разъём CAN-Bus может быть дополнительно состыкован с другими Bus-системами (Profibus, Interbus, Ethernet . ). Адаптация интерфейса поддержана программным обеспечением “Robot Tool”, которое визуализирует передачу данных между роботом и источником питания.
Дистанционная регулировка с горелки
Здесь вы можете сэкономить на постоянном перемещении от аппарата к детали и обратно для оптимальной настройки сварочных параметров. Просто используйте инновационную технологию горелки Powermaster. С ее помощью регулируйте все важные параметры прямо на панели горелки. С нее же можно друг за другом вызывать и программы для сложных деталей.
Импульсный сварочный аппарат
В радиолюбительской среде ходит немало мифов. Основа их появления – недостаточное знакомство с предметом творчества, отсутствие или неполнота практического опыта, иногда – отсутствие необходимого образования, да и просто доверчивость. Один из таких прочных мифов – создание недорогого и надежного сварочного аппарата, основанного на принципах импульсной техники. Из общения с несколькими радиолюбителями, задумавшими такой аппарат сделать, я вынес несколько соображений, некоторый опыт, которым хочу откровенно поделиться с читателями. Большая просьба не воспринимать этот материал как камень в огород радиолюбителей, увлекшихся конструированием сварочных аппаратов. Уже одно то, что мысль работает в таком направлении – хорошо. Лично я никогда конкретно сварочными аппаратами не занимался, но опыт разработки мощных импульсных источников питания, преодоление определенных сложностей дают мне некоторое право говорить о том, каких ориентировочных затрат “навскидку” потребует создание “сварочника”.
Один из таких прочных мифов – создание недорогого и надежного сварочного аппарата, основанного на принципах импульсной техники. Из общения с несколькими радиолюбителями, задумавшими такой аппарат сделать, я вынес несколько соображений, некоторый опыт, которым хочу откровенно поделиться с читателями. Большая просьба не воспринимать этот материал как камень в огород радиолюбителей, увлекшихся конструированием сварочных аппаратов. Уже одно то, что мысль работает в таком направлении – хорошо. Лично я никогда конкретно сварочными аппаратами не занимался, но опыт разработки мощных импульсных источников питания, преодоление определенных сложностей дают мне некоторое право говорить о том, каких ориентировочных затрат “навскидку” потребует создание “сварочника”.
Во-первых, пришедшая в голову задумка создать сварочный аппарат поначалу кажется очень простой. Как правило, у радиолюбителя уже имеется предварительный удачный опыт изготовления сетевого импульсного стабилизатора на сотню-другую ватт, собранного по какой-либо типовой схеме (более или менее удачной). Естественно, успех придает сил и требует резко наращивать мощность. Однако первый запуск “сварочника” неизменно приносит запах сгоревших транзисторов, выбитый автомат в квартирном щитке, снопы искр из розетки. Могут происходить и более серьезные неприятности типа отключения света во всем подъезде или воспламенение квартирной проводки, рассчитанной на токи не более 10…15 А. Кого-то данная неприятность может остановить в экспериментировании, а кому-то – взяться за переработку схемы, покупку новых комплектующих и – вновь испытывать, испытывать, испытывать. Испытания могут продолжаться годами, поглощая все свое свободное время и деньги.
Естественно, успех придает сил и требует резко наращивать мощность. Однако первый запуск “сварочника” неизменно приносит запах сгоревших транзисторов, выбитый автомат в квартирном щитке, снопы искр из розетки. Могут происходить и более серьезные неприятности типа отключения света во всем подъезде или воспламенение квартирной проводки, рассчитанной на токи не более 10…15 А. Кого-то данная неприятность может остановить в экспериментировании, а кому-то – взяться за переработку схемы, покупку новых комплектующих и – вновь испытывать, испытывать, испытывать. Испытания могут продолжаться годами, поглощая все свое свободное время и деньги.
Во-вторых, отсутствие работоспособных радиолюбительских схем импульсных сварочных агрегатов (скорее всего работоспособная схема “гуляла” бы по интернету не только в виде собственно схемы, но также фотографий внешнего вида, монтажа, фото сварных швов) – говорит о чрезвычайной сложности этой проблемы даже для профессионалов (не говоря о радиолюбителях). Коммерческие фирмы, вложив в разработку немало финансовых и интеллектуальных способностей, не спешат раскрывать свои “ноу-хау”, публиковать схемы даже для ремонтников.
Коммерческие фирмы, вложив в разработку немало финансовых и интеллектуальных способностей, не спешат раскрывать свои “ноу-хау”, публиковать схемы даже для ремонтников.
В третьих, следует признать, что отечественных аппаратов в продаже практически нет, а импортные стоят довольно дорого. Кто-то может сказать, что дороговизна вызвана “накрутками” торговли, таможенными пошлинами, налогами и прочими расходами. Допустим, что “наценка” составляет $200, тогда собственно у производителя аппарат покупается за $300. Много это или мало? Оценимся по стоимости комплектующих электрорадиоэлементов 8-киловаттного сварочного аппарата (ток 150 А) в расчете на то, что собранный аппарат заработает сразу. Итак:
– транзисторы IGBT силового моста IRG4PF50WD (по 3 шт параллельно, итого 12 шт) – $9,9х12 = $120,
– транзисторы IGBT схемы запуска IRG4PC50F (4 шт параллельно, итого 4 шт) – $6,5х5 = $20,
– конденсаторы электролитические 100 мкФ, 450 В (с мощными выводами, не менее 10 шт) – $3,6х10 = $36,
– ферритовые кольца М2500НМС1 для трансформатора типа К100х60х15 (ориентировочное количество для частоты преобразования 40 кГц – 10 шт) – $3,9х10 = $39,
– датчики тока для формирования “падающей” характеристики и защиты моста от КЗ (на основе эффекта Холла) типа ДТХ-100 – $15х2 = $30,
– выпрямительные диоды для моста, устанавливаемого в первичную сеть, типа 40HF80 (4 шт) – $4,2х4 = $17,
– выпрямительные диоды Шоттки для вторичной цепи (ток не менее 150 А, для обеспечения запаса по 2 в параллель) типа 129NQ150 – $18х4 = $72.
Я не расписываю здесь расходы на радиаторы, вентилятор принудительного охлаждения, драйверу управления силовыми ключами, опторазвязки, электронные схемы управления и защиты, маломощный трансформатор питания схем управления, медные шины (или скрученные провода) для намотки силового трансформатора, монтажные шины (ток в 150 А – это очень большой ток), автомат защиты питающей сети, лампочки сигнализации и многое другое – по мелочи. Положим на эти расходы (с учетом того, что кое-что радиолюбитель достанет из своего “хлама”) еще $150.
Суммируя все расходы, мы только-только выйдем на нашу цифру $500 – и это без учета работы по изготовлению, настройке и так далее. Впрочем, работы можно не учитывать – для радиолюбителя они оказываются как бы “бесплатными”. Но сами комплектующие бесплатными быть уж никак не могут!
Радиолюбитель не может вложить много средств в разработку, не может позволить себе большое количество ошибок (читайте – сгоревших транзисторов). Либо – наверняка и сразу, либо – никак. Но в любом случае конструкция окажется дороже, чем такая же, купленная в магазине. В приведенном расчете были использованы средние цены, взятые из прайс-листа петербургской “Мега-Электроники”. Учитывая, что на отечественном рынке не так много комплектующих, из которых можно построить действительно работоспособный “сварочник”, а цены не отличаются у поставщиков на порядки, можно выгадать из приведенной суммы порядка $50, может быть чуть-чуть больше.
Но в любом случае конструкция окажется дороже, чем такая же, купленная в магазине. В приведенном расчете были использованы средние цены, взятые из прайс-листа петербургской “Мега-Электроники”. Учитывая, что на отечественном рынке не так много комплектующих, из которых можно построить действительно работоспособный “сварочник”, а цены не отличаются у поставщиков на порядки, можно выгадать из приведенной суммы порядка $50, может быть чуть-чуть больше.
Импульсный сварочный аппарат относится к устройствам повышенной сложности, где-то сравнивающейся с разработкой телевизора. При необходимости лучше купить его готовым, не тратя лишние деньги и силы, обеспечив электробезопасность. Остается лишь одна причина, которая переведев все предыдущие слова в разряд неубедительных и лишних – это интерес к творчеству. Пытать счастье в изготовлении самодельного “сварочника” будут многие, поэтому им – небольшие советы.
Начинать создание собственного аппарата нужно с изготовления импульсного стабилизатора на сотню-другую Ватт. Потом наращивать мощность, переходя к киловаттам. Ну а затем – если повезет и собранный “киловаттник” не пройдет “испытание на дым” – можно задуматься о сварке.
Потом наращивать мощность, переходя к киловаттам. Ну а затем – если повезет и собранный “киловаттник” не пройдет “испытание на дым” – можно задуматься о сварке.
Советы относительно проектирования силового трансформатора, организации схемы управления ключами, выбора нагрузок проводников и силовых элементов даны в книге. Ничего нового здесь сказать нельзя, поэтому я не повторяюсь.
Для “сварочника”, по моему мнению, лучше подходят транзисторы IGBT, так как включаемые “в параллель” MOSFETы на такие напряжения окажутся дороже – придется больше параллелить. Проблемы возникают из-за значения сопротивления “сток-исток”.
Распараллеливать конденсаторы фильтра приходится из-за того, что в моменты пауз ток в нагрузке поддерживается только из запасенного в конденсаторах заряда. Параллельное включение конденсаторов уменьшает токовую нагрузку на выводы, снижает нагрев. Снижение пульсаций на конденсаторах возможно только до предельно допустимых значений, указанных в технических условиях на элементы.
В заключение еще раз обращаю внимание на то, что прежде чем заняться практическим изготовлением “сварочника”, нужно прикинуть свои финансовые возможности.
Литература
[1] “Мега-Электроника”. Импортные электронные компоненты. Каталог 37. Спб, 2002 г.
Отклики читателей
Спасибо за информацию по импульсному сварочнику (инвертору). У меня многие спрашивают о том как сделать самому. Ваша статья немного охладит их пыл. Все не так просто. Сварочным оборудованием занимаюсь профессионально, веду страницу.
С уважением, Анатолий
Импульсный сварочный аппарат
ИМПУЛЬСНЫЙ СВАРОЧНЫЙ АППАРАТ СВОИМИ РУКАМИ
Вашему вниманию представлена схема сварочного аппарата импульсного типа, который вы можете собрать своими руками. Максимальный потребляемый ток – 32 ампера, 220 вольт. Ток сварки – около 250 ампер, что позволяет без проблем варить электродом 5-кой, длина дуги 1 см, переходящим больше 1 см в низкотемпературную плазму. КПД источника на уровне магазинных, а может и лучше (имеется в виду инверторные).
КПД источника на уровне магазинных, а может и лучше (имеется в виду инверторные).
Блок питания для контроллера выполнен отдельным модулем и имеет три выходных стабилизированных напряжения:
Трансформатор намотан на феррите Ш7х7 или 8х8
Первичка имеет 100 витков провода ПЭВ 0.3мм
Вторичка 2 имеет 15 витков провода ПЭВ 1мм
Вторичка 3 имеет 15 витков ПЭВ 0.2мм
Вторичка 4 и 5 по 20 витков провода ПЭВ 0.35мм
Все обмотки необходимо мотать во всю ширину каркаса, это дает ощутимо более стабильное напряжение.
На рисунке 2 – схема сварочника.
СИЛОВОЙ ТРАНСФОРМАТОР СВАРОЧНОГО АППАРАТА
Частота – 41 кГц, но можно попробовать и 55 кГц. Трансформатор на 55кгц тогда 9 витков на 3 витка, для увеличения ПВ трансформатора.
Трансформатор на 41кгц – два комплекта Ш20х28 2000нм, зазор 0.05мм, газета прокладка, 12вит х 4вит, 10кв мм х 30 кв мм, медной лентой (жесть) в бумаге. Обмотки трансформатора сделаны из медной жести толщиной 0.25 мм шириной 40мм обернутые для изоляции в бумагу от кассового аппарата. Вторичка делается из трех слоев жести (бутерброд) разделенных между собой фторопластовой лентой, для изоляции между собой, для лучшей проводимости высоко- частотных токов, контактные концы вторички на выходе трансформатора спаяны вместе.
Вторичка делается из трех слоев жести (бутерброд) разделенных между собой фторопластовой лентой, для изоляции между собой, для лучшей проводимости высоко- частотных токов, контактные концы вторички на выходе трансформатора спаяны вместе.
Дроссель L2 намотан на сердечнике Ш20х28, феррит 2000нм, 5 витков, 25 кв.мм, зазор 0.15 – 0.5мм (два слоя бумаги от принтера). Токовый трансформатор – датчик тока два кольца К30х18х7 первичка продетый провод через кольцо, вторичка 85 витков провод толщиной 0.5мм.
Намотку трансформатора нужно делать с помощью медной жести толщиной 0.3мм и шириной 40мм, ее нужно обернуть термобумагой от кассового аппарата толщиной 0.05мм, эта бумага прочная и не так рвется как обычная при намотке трансформатора.
Вы скажите, а почему не намотать обычным толстым проводом, а нельзя потому что этот трансформатор работает на высокочастотных токах и эти токи вытесняются на поверхность проводника и середину толстого провода не задействует, что приводит к нагреву, называется это явление Скин эффект!
И с ним надо бороться, просто надо делать проводник с большой поверхностью, вот тонкая медная жесть этим и обладает она имеет большую поверхность по которой идет ток, а вторичная обмотка должна состоять из бутерброда трех медных лент разделенных фторопластовой пленкой, она тоньше и обернуты все эти слои в термобумагу. Эта бумага обладает свойством темнеть при нагреве, нам это не надо и плохо, от этого не будет пускай так и останется главное, что не рвется.
Эта бумага обладает свойством темнеть при нагреве, нам это не надо и плохо, от этого не будет пускай так и останется главное, что не рвется.
Можно намотать обмотки проводом ПЭВ сечением 0.5…0.7мм состоящих из нескольких десятков жил, но это хуже, так как провода круглые и состыкуются между собой с воздушными зазорами, которые замедляют теплообмен и имеют меньшую общую площадь сечения проводов вместе взятых в сравнении с жестью на 30%, которая может влезть окна ферритового сердечника.
У трансформатора греется не феррит, а обмотка поэтому нужно следовать этим рекомендациям.
Трансформатор и вся конструкция должны обдуваться внутри корпуса вентилятором на 220вольт 0.13 ампера или больше.
Для охлаждения всех мощных компонентов хорошо использовать радиаторы с вентиляторами от старых компьютеров Pentium 4 и Athlon 64. Мне эти радиаторы достались из компьютерного магазина делающего модернизацию, всего по 3…4$ за штуку.
Силовой косой мост нужно делать на двух таких радиаторах, верхняя часть моста на одном, нижняя часть на другом. Прикрутить на эти радиаторы диоды моста HFA30 и HFA25 через слюдяную прокладку. IRG4PC50W нужно прикручивать без слюды через теплопроводящую пасту КТП8.
Прикрутить на эти радиаторы диоды моста HFA30 и HFA25 через слюдяную прокладку. IRG4PC50W нужно прикручивать без слюды через теплопроводящую пасту КТП8.
Выводы диодов и транзисторов нужно прикрутить на встречу друг другу на обоих радиаторах, а между выводами и двумя радиаторами вставить плату, соединяющею цепи питания 300вольт с деталями моста.
На схеме не указано нужно на эту плату в питание 300V припаять 12…14 штук конденсаторов по 0.15мк 630 вольт. Это нужно, чтобы выбросы трансформатора уходили в цепь питания, ликвидируя резонансные выбросы тока силовых ключей от трансформатора.
Остальная часть моста соединяется между собой навесным монтажом проводниками не большой длины.
Ещё на схеме показаны снабберы, в них есть конденсаторы С15 С16 они должны быть марки К78-2 или СВВ-81. Всякий мусор туда ставить нельзя, так как снабберы выполняют важную роль:
первая – они глушат резонансные выбросы трансформатора
вторая – они значительно уменьшают потери IGBT при выключении так как IGBT открываются быстро, а вот закрываются гораздо медленнее и во время закрытия емкость С15 и С16 заряжается через диод VD32 VD31 дольше чем время закрытия IGBT, то есть этот снаббер перехватывает всю мощь на себя не давая выделяться теплу на ключе IGBT в три раза чем было бы без него.
Когда IGBT быстро открываются, то через резисторы R24 R25 снабберы плавно разряжаются и основная мощь выделяется на этих резисторах.
Подать питание на ШИМ 15вольт и хотя бы на один вентилятор для разряда емкости С6 контролирующую время срабатывания реле.
Реле К1 нужно для замыкания резистора R11, после того, когда зарядятся конденсаторы С9…12 через резистор R11 который уменьшает всплеск тока при включении сварочного в сеть 220вольт.
Без резистора R11 на прямую, при включении получился бы большой БАХ во время зарядки емкости 3000мк 400V, для этого эта мера и нужна.
Проверить срабатывание реле замыкающие резистор R11 через 2…10 секунд после подачи питания на плату ШИМ.
Проверить плату ШИМ на присутствие прямоугольных импульсов идущих к оптронам HCPL3120 после срабатывания обоих реле К1 и К2.
Ширина импульсов должна быть шириной относительно нулевой паузе 44% нулевая 66%
Проверить драйвера на оптронах и усилителях ведущих прямоугольный сигнал амплитудой 15вольт убедится в том, что напряжение на IGBT затворах не превышает 16вольт.
Подать питание 15 Вольт на мост для проверки его работы на правильность изготовления моста.
Ток потребления при этом не должен превышать 100мА на холостом ходу.
Убедится в правильной фразировке обмоток силового трансформатора и трансформатора тока с помощью двух лучевого осциллографа .
Один луч осциллографа на первичке, второй на вторичке, чтобы фазы импульсов были одинаковые, разница только в напряжении обмоток.
Подать на мост питание от силовых конденсаторов С9…С12 через лампочку 220вольт 150..200ватт предварительно установив частоту ШИМ 55кГц подключить осциллограф на коллектор эмиттер нижнего IGBT транзистора посмотреть на форму сигнала, чтобы не было всплесков напряжения выше 330 вольт как обычно.
Начать понижать тактовую частоту ШИМ до появления на нижнем ключе IGBT маленького загиба говорящем о перенасыщении трансформатора, записать эту частоту на которой произошел загиб поделить ее на 2 и результат прибавить к частоте перенасыщения, например перенасыщение 30кГц делим на 2 = 15 и 30+15=45, 45 это и есть рабочая частота трансформатора и ШИМа.
Ток потребления моста должен быть около 150ма и лампочка должна еле светиться, если она светится очень ярко, это говорит о пробое обмоток трансформатора или не правильно собранном мосте.
Подключить к выходу сварочного аппарата провода длиной не менее 2 метров для создания добавочной индуктивности выхода.
Подать питание на мост уже через чайник 2200ватт, а на лампочку установить силу тока на ШИМ минимум R3 ближе к резистору R5, замкнуть выход сварочного проконтролировать напряжение на нижнем ключе моста, чтобы было не более 360вольт по осциллографу, при этом не должно быть ни какого шума от трансформатора. Если он есть – убедиться в правильной фазировке трансформатора -датчика тока пропустить провод в обратную сторону через кольцо.
Если шум остался, то нужно расположить плату ШИМ и драйвера на оптронах подальше от источников помех в основном силовой трансформатор и дроссель L2 и силовые проводники.
Еще при сборке моста драйвера нужно устанавливать рядом с радиаторами моста над IGBT транзисторами и не ближе к резисторам R24 R25 на 3 сантиметра. Соединения выхода драйвера и затвора IGBT должны быть короткие. Проводники идущие от ШИМ к оптронам не должны проходить рядом с источниками помех и должны быть как можно короче.
Соединения выхода драйвера и затвора IGBT должны быть короткие. Проводники идущие от ШИМ к оптронам не должны проходить рядом с источниками помех и должны быть как можно короче.
Все сигнальные провода от токового трансформатора и идущие к оптронам от ШИМ должны быть скрученные, чтобы понизить уровень помех и должны быть как можно короче.
Дальше начинаем повышать ток сварочного аппарата с помощью резистора R3 ближе к резистору R4 выход сварочного замкнут на ключе нижнего IGBT, ширина импульса чуть увеличивается, что свидетельствует о работе ШИМ. Ток больше – ширина больше, ток меньше – ширина меньше.
Ни какого шума быть не должно иначе выйдут из строя IGBT!
Добавлять ток и слушать, смотреть осциллограф на превышение напряжения нижнего ключа, чтобы не выше 500вольт, максимум 550 вольт в выбросе, но обычно 340 вольт.
Дойти до тока, где ширина резко становиться максимальной говорящим, что чайник не может дать максимальный ток.
Все, теперь на прямую без чайника идем от минимума до максимума, смотреть осциллограф и слушать, чтобы было тихо. Дойти до максимального тока, ширина должна увеличиться, выбросы в норме, не более 340вольт обычно.
Дойти до максимального тока, ширина должна увеличиться, выбросы в норме, не более 340вольт обычно.
Начинаем варить. В начале 10 секунд. Проверяем радиаторы, потом 20 секунд, тоже холодные и 1 минуту – трансформатор теплый. Спалил 2 длинных электрода 4мм – трансформатор горечеватый.
Радиаторы диодов 150ebu02 в сварочном аппарате заметно нагрелись после трех электродов, варить уже тяжело, человек устает, хотя варится классно, трансформатор горяченький, да и так уже ни кто не варит. Вентилятор через 2 минуты трансформатор доводит до теплого состояния и можно варить снова до опупения.
Импульсный сварочный аппарат
Импульсный электродуговой сварочный аппарат
Идея создания небольшого, компактного, лёгкого, но в то же время достаточно “приличного” по параметрам сварочного аппарата родилась в нашем коллективе ещё в далёком 1994-м году. Однако, наша частичная безграмотность и неосведомлённость не позволила нам решить проблему ,так сказать, “с ходу”. Единственное, что мы знали, что напряжение холостого хода у всех “обычных” аппаратов – около 60-ти вольт, а токи достигают 150-200 ампер. Но. но тут мы узнали, что идея наша не нова, и некоторые ужедля себя её давным давно решили. На кафедре Электрооборудования Самолётов и Автомобилей в Московском Энергетическом Институте Андрианом Борисовичем Опаровым (был там такой мужик ) был изготовлен электродуговой сварочный аппарат, который при токе сварки от 30-ти до 80-ти ампер имел вес всего 7.5 кг и запросто умещался в дипломате. Некоторые скажут: “Маловато! маловато будет!”. А что, для того, чтобы варить автомобиль вполне достаточно, да и забор на даче в случае чего подварить хватает. Главное, что этот аппарат можно было подключать в обычную бытовую розетку
Единственное, что мы знали, что напряжение холостого хода у всех “обычных” аппаратов – около 60-ти вольт, а токи достигают 150-200 ампер. Но. но тут мы узнали, что идея наша не нова, и некоторые ужедля себя её давным давно решили. На кафедре Электрооборудования Самолётов и Автомобилей в Московском Энергетическом Институте Андрианом Борисовичем Опаровым (был там такой мужик ) был изготовлен электродуговой сварочный аппарат, который при токе сварки от 30-ти до 80-ти ампер имел вес всего 7.5 кг и запросто умещался в дипломате. Некоторые скажут: “Маловато! маловато будет!”. А что, для того, чтобы варить автомобиль вполне достаточно, да и забор на даче в случае чего подварить хватает. Главное, что этот аппарат можно было подключать в обычную бытовую розетку
220 вольт! (КПД то больше 85%).
Из этических соображений схема А.Б.Опарова на данном сайте не публикуется.
Аппарат А.Б.Опарова послужил прообразом для воплощения нашей идеи. Естественно, что в первоначальную схему было внесено масса изменений.
Во-первых , возбуждение преобразователя было сделано от внешнего генератора (в схеме А.Б.Опарова преобразователь “самовозбуждающийся” с насыщающимся выходным трансформатором).
Во-вторых , добавлена схема “мягкого” запуска (для предотвращения перегорания диодов сетевого выпрямителя в момент включения в сеть).
В-третьих , для измерения тока первичной обмотки (а вместе с ним и во воторичной) был применён компаратор 554СА3 (в схеме А.Б.Опарова компаратор был собран на транзисторе КТ315 и тиристоре КУ112).
В-четвёртых , были разделены выходные обмотки и выходные выпрямители.
После всех доработок, изменений и расчётов в конвульсиях и мучениях нашим небольшим коллективом, а именно Начальником Штаба Революционных Матросов O и нашим ЗАМпоТЫЛом (то есть Максом) была рождена следующая схема, которую мы приводим ниже.
Не пугайтесь особо, что всё так мелко нарисовано. Схему с более крупным разрешением можно получить, если щелкнуть мышью маленькой схемке
Здесь приведена схема управления и часть схемы запуска. (другая часть показана на предыдущей схеме).
(другая часть показана на предыдущей схеме).
Для более детального просмотра кликните по схеме. Спецификации деталей будут указаны ниже.
Внимание!
Имеется чертеж печатной платы и схема размещения деталей для последней версии схемы.
Как известно, напряжение на дуге в режиме сварки обычно составляет около 20-24 вольт. В режиме разрезания металла напряжение может достигать и 30-36 вольт. Для поддержания дугового разряда достаточно не очень высокого ннапряжения пробоя, всего несколько вольт. Но для нормальной “поддержки” дугового разряда время деионизации молекул газа (воздуха, продуктов “горения”) в зоне дуги должно быть значительно больше времени восстановления напряжения пробоя ионизированного газа. Для сухого воздуха со стандартным атмосферным давлением это время составляет около 50-ти миллисекунд. Для восстановления дуги при таких условиях необходимо напряжение пробоя выше 25-30ти вольт
“Обычный” сварочный аппарат (трансформаторный) работает от сети переменного тока частотой 50 герц, при этом время восстановления дуги не может превышать 20-25ти миллисекунд. По причине этого сварочные аппараты переменного тока обычно имеют напряжение холостого хода 60-80 вольт. Время восстановления в среднем составляет 25-35 миллисекунд. Для увеличения стабильности дуги желательно, чтобы источник (в данном случае трансформатор) имел достаточно большую индуктивность. Но, с другой стороны, увеличение индуктивности сварочного трансформатора ведёт к увеличению его реактивного сопротивления, а значит к уменьшению тока на дуге. Очень часто сердечник сварочного трансформатора выполняют ввиде незамкнутого магнитопровода с регулируемым зазором. По этим причинам сварочные аппараты переменного тока имеют достаточно узкий диапазон регулировки тока, большие габариты, вес и низкий КПД.
По причине этого сварочные аппараты переменного тока обычно имеют напряжение холостого хода 60-80 вольт. Время восстановления в среднем составляет 25-35 миллисекунд. Для увеличения стабильности дуги желательно, чтобы источник (в данном случае трансформатор) имел достаточно большую индуктивность. Но, с другой стороны, увеличение индуктивности сварочного трансформатора ведёт к увеличению его реактивного сопротивления, а значит к уменьшению тока на дуге. Очень часто сердечник сварочного трансформатора выполняют ввиде незамкнутого магнитопровода с регулируемым зазором. По этим причинам сварочные аппараты переменного тока имеют достаточно узкий диапазон регулировки тока, большие габариты, вес и низкий КПД.
У аппаратов постоянного тока элементом стабилизации тока служит отдельный дроссель (иногда два дросселя). Время восстановления дуги у таких сварочных аппаратов может быть сокращено до 10-25 миллисекунд, за счёт этого напряжение холостого хода может быть понижено до 40-50 вольт. Казалось бы: теперь индуктивность стабилизируещего дросселя можно увеличивать и увеличивать, но. при слишком большой индуктивности дросселя становится достаточно трудно зажечь дугу, возникает так называемый “эффект прилипания электрода”.
при слишком большой индуктивности дросселя становится достаточно трудно зажечь дугу, возникает так называемый “эффект прилипания электрода”.
Чтобы добиться хорошей стабильности дугового разряда и хорошего “зажигания” желательно, чтобы индуктивность стабилизирующего дросселя была низкой (для быстрого увеличения тока в момент зажигания) и частота тока была как можно выше (чтобы уменьшить время восстановления дуги).
Как известно, в промышленной электросети напряжение переменного тока составляет 220 вольт, а частота – 50 герц, и с этим приходится мириться. Увеличить частоту переменного тока можно только используя выпрямитель и преобразователь напряжения.
Также, по причине того, что трансформатор сварочного аппарата кроме активного сопротивления имеет также и реактивное (без нагрузки трансформатор работает как индуктивность), то даже при отсутствии тока во вторичной обмотке, через первичную обмотку всё равно протекает достаточно большой ток. Хотя при “холостом ходе” сварочный аппарат потребляет не очень большое количество энергии, реактивная составляющая тока может быть достаточно велика. При работе аппарата вектора “реактивного” и “активного” токов складываются, и суммарный ток может достигать значительных величин. По этой причине обычный сварочный аппарат нельзя подключать к бытовой электрической розетке, так как электрические провода должны иметь достаточно большое сечение, и предохранительные “автоматы” должны быть расчитаны на большой ток (до 50-ти и более ампер).
При работе аппарата вектора “реактивного” и “активного” токов складываются, и суммарный ток может достигать значительных величин. По этой причине обычный сварочный аппарат нельзя подключать к бытовой электрической розетке, так как электрические провода должны иметь достаточно большое сечение, и предохранительные “автоматы” должны быть расчитаны на большой ток (до 50-ти и более ампер).
Габариты и масса стандартных сварочных аппаратов также не позволяют использовать их в качестве переносных. При работе, для того, чтобы не переносить сам аппарат, сварщики просто используют длинные соединительные провода. Сечение таких проводов доходит до 20-ти и более кв.мм. Естественно, что и стоимость самих соединительных проводов (в денежном эквиваленте) может быть сопоставима со стоимостью самого сварочного аппарата.
Также любой сварочный аппарат имеет такой параметр, как КПВ, выраженный в процентах (отношение: время работы/время остывания + время работы). В редких случаях данный параметр превышает 80%, чаще всего встречаемый параметр КПВ=50% (тут имеются ввиду режимы максимальных токов). Многие производители указывают кроме КПВ также и продолжительность непрерывной работы, которая иногда не превышет дву-трёх минут.
Многие производители указывают кроме КПВ также и продолжительность непрерывной работы, которая иногда не превышет дву-трёх минут.
Сварочный аппарат постоянного тока, собранный по схеме [ВЫПРЯМИТЕЛЬ->ВЧ.ПРЕОБРАЗОВАТЕЛЬ->ВЫПРЯМИТЕЛЬ+ДРОССЕЛЬ] лишён указанных недостатков.
В силу того, что отсутствуют реактивные токи в питающей сети, а при работе аппарата практически 85% энергии “идёт в дело”, данный аппарат можно безболезненно подключать к обычной бытовой розетке, не беспокоясь о том, что проводка может перегореть (потребляемая аппаратом мощность при максимальных режимах работы немногим больше превышает мощность бытового электроутюга).
КПВ у такого аппарата, если и не 100%, то, во всяком случае, где-то рядом, да и продолжительность непрерывной работы намного больше, чем 20 минут.
Если учесть вес аппарата – не более 10-ти кг -, то отпадает необходимость в длинных соединительных проводах, гораздо проще просто поднести аппарат к месту работы. Сечение проводов также можно уменьшить. Для “сварочных” проводов достаточно сечения 12 кв.мм. (при длинне 2-3 метра), а в качестве “питающих” проводов вполне можно употреблять бытовые электроудлинители, важно только, чтобы максимальный ток для выбранного удлинителя был не менее 10-ти ампер.
Для “сварочных” проводов достаточно сечения 12 кв.мм. (при длинне 2-3 метра), а в качестве “питающих” проводов вполне можно употреблять бытовые электроудлинители, важно только, чтобы максимальный ток для выбранного удлинителя был не менее 10-ти ампер.
Принципиальная схема сварочного аппарата представлена выше.
Принцип работы данного сварочного аппарата – стабилизация тока дуги методом широтно-импульсной модуляции (ШИМ). Частота преобразователя составляет 18-25 килогерц (в зависимости от настроек). Напряжение “холостого хода” – 40-45 вольт, ток от 30 до 120 ампер. КПД – не менее 80% (. ).
Сварочный аппарат состоит из нескольких основных узлов:
- 1. Основной выпрямитель сетевого напряжения с фильтрами
2. Схема “мягкого” включения
3. Устройство питания схемы управления и запуска
4. “Силовая” часть преобразователя
5. Схема измерения тока и управления ШИМ
6. Выходной выпрямитель с фильтрами
Немного подробнее о работе узлов здесь
Кстати, о птичках. Собирая как-то раз одну из действующих моделей, мы столкнулись
Собирая как-то раз одну из действующих моделей, мы столкнулись
с некоторыми проблемами , о которых я попытаюсь немного рассказать.
устройство сварочного аппарата, применение и принцип действия
Сварочные технологии никогда не отстают от скоростей научно-технического прогресса. Новые методы, материалы или оборудование постоянно пополняют и без того широкий список всевозможных способов соединения металлов и неметаллов.
Импульсная сварка – один из новых методов, который уже нашёл самое широкое применение в монтаже современных мощных трубопроводов и строительстве: как промышленном, так и гражданском.
Содержание
- Особенности импульсной сварки
- Суть процесса
- Технические нюансы
- Классификация видов
- Алгоритм действий
- Главные достоинства метода
- Микроимпульсная сварка
- Импульсный сварочник своими руками
Особенности импульсной сварки
Этому виду сварки под силу соединение таких капризных металлов как сплавы меди, сталь и многие другие цветные сплавы, в том числе алюминиевые. Импульсная сварка отлично справляется со сложными стыковыми швами при соединении металлических заготовок с толстыми краями.
Импульсная сварка отлично справляется со сложными стыковыми швами при соединении металлических заготовок с толстыми краями.
Исторически импульсная была изобретена и разработана в качестве конкурентного метода электродуговой технологии, у которой имеются определенные недостатки с точки зрения производительности и качества сварочного шва.
Суть процесса
Принцип импульсной сварки.Если коротко, то это процесс последовательного расплавления металла заготовки в определенных точках со следующим этапом в виде покрытия.
Главный элемент данного процесса — так называемая дежурная невысокой мощности, которая продолжает работать в остановках между повторяющимися импульсами и передает импульсный ток лишь частично.
Эта дуга практически не влияет на металл между импульсами, она отлично и устойчиво горит в пространстве. Второе состояние этой же дуги – импульсное, которое плавит металл в точках приложения.
Соотношение токов от дуги в разном состоянии – импульсном и дежурном должно быть правильным, что может ускорить сварку и повысить качество шва.
Возможности классической дуговой сварки в среде защитных газов сильно расширяются, если металл плавится под воздействием импульсной дуги.
Главная ее особенность – специальный режим включения и выключения дуги, которая обусловлена программой в зависимости от природы металлов соединяемых заготовок, толщины их кромок и положения швов в пространстве.
Короткие импульсы производятся за счет энергии специального аккумулятора, который предварительно заряжается от электрической цепи. Главная технологическая особенность и преимущество метода – способность импульсной сварки формировать неразъемные соединения металлов с абсолютно разным составом.
Оборудование для импульсной сварки требуется особое – это особый специализированный — импульсный с определенными расходными материалами. Импульсный аппарат генерирует дозированные сварочные импульсы.
Расходными материалами являются разного рода электроды – плавящиеся и неплавящиеся.
В состав импульсного сварочника входят следующие элементы:
- выпрямитель низкочастотного характера;
- еще один выпрямитель высокочастотного характера;
- устройство сварочного инвертора;
- трансформатор;
- электронный блок управления – плато;
- рабочие шунты.

Два способа импульсной сварки определяются выбором и использованием электродов:
- с применением электродов неплавящегося вида;
- с применением плавящихся электродов с устранением недостатка процесса в виде разбрызгивания капель расплавленного металла.
Так или иначе это контролируемый повторяющийся процесс переноса расплавленного металла расходника в защитной среде газа.
Вот как это происходит:
- Капля расплавленного металла расходника отделяется и перемещается на заготовку под воздействием мощного импульса.
- Сразу же после этого сила сварочного тока падает до уровня, который может лишь поддерживать дугу – дуга становится «дежурной», малой мощности.
- Мгновенно начинается процесс остывания металла в сварочной ванне.
- Начинается точное повторение такого же цикла переноса капли под импульсом, с падением тока, остываем и т.д.
С точки зрения электрической составляющей процесса импульсной сварки в аппарате применяется трансформация сетевого напряжения в выпрямленное постоянное, после чего оно превращается в напряжение с высокой частотой.
Технические нюансы
До начала работы приёмник энергии нужно подключить к сети электропитания, чтобы зарядить его до нужного уровня. Сама импульсная сварка занимает совсем немного времени, так как используется энергия, имеющаяся в запасе в приемнике. Такую сварку вполне можно выполнить своими руками, она совсем не сверхсложная.
При этом способе отлично контролируется и минимизируется малоприятное явление в виде разбрызгивания капель расплавленного металла. Имеется прекрасная возможность производить сварочные швы высокого качества практически в домашних условиях.
Швы формируются вследствие расплавления отдельных порций металла с последующим покрытием.
Важнейший момент – правильное выставление режима импульсной и дежурной дуги. Если режим верный, процесс пройдет быстро, правильно и, самое главное, безопасно, без всяких кратеров в ответственных стыковых участках.
Если режим верный, процесс пройдет быстро, правильно и, самое главное, безопасно, без всяких кратеров в ответственных стыковых участках.
Жесткость режима является технологической особенностью данного метода. Все дело в длительности импульса. Если его поменять, изменятся все параметры сварки.
Одно из важных преимуществ – возможность контролировать и минимизировать кристаллизацию металла. Можно изменять форму сварочной ванны. Дополнительно можно контролировать и снижать риск деформации сварочного шва.
Данный метод часто применяется для соединения металла с толщиной краев свыше 3-х мм.
Классификация видов
Импульсная сварка подразделяется на четыре вида:
- конденсаторная
с применением аппаратов с огромным диапазоном силы тока. Отлично подходит для сварки алюминиевых деталей; - аккумуляторная
в которой используются устройства с щелочными аккумуляторами, отлично справляются с замыканиями в сети; - инерционная
с использованием кинетической энергии мощного маховика; - электромагнитная
с получением механической энергии с помощью магнитного поля. Элементы крепятся магнитными силами в сочетании с высоким давлением.
 Элементы крепятся магнитными силами в сочетании с высоким давлением.
Элементы крепятся магнитными силами в сочетании с высоким давлением.Алгоритм действий
Это один из самых лучших видов сварки в целом. Нет никакого разбрызгивания, не формируются несплавления, варить можно в любом положении, очень экономно расходуются . Швы формируются исключительно качественными без каких-либо прожогов.
Схема конденсаторной сварки.Принцип действия сварочного инвертора в сочетании с импульсной технологией следующий: перенос металла электрода в сварочную ванну с одновременным регулированием тока.
Все начинается с формирования капли металла на конце электрода, которая при повышении тока попадает в сварочную ванну. Теперь этот горячий момент должен смениться холодным этапом с остыванием металла. Так может происходить много раз.
Так может происходить много раз.
Проволока электрода должна быть хорошо разогрета. Это особенно важно при низких значениях тока.
Импульсный сварочный аппарат является чрезвычайно универсальным устройством: его можно применять в том числе и в газовой среде, для соединения металлических деталей самой разной толщины и конфигурации.
Эти аппараты очень удобны в работе с понятными регулировками для грамотной и тонкой настройки. Обычно они снабжены неплохим программным сопровождением, что делает их еще более эффективными по всем критериям.
Главные достоинства метода
Преимущества импульсной сварки:
- Первым делом это великолепное качество . Сразу же заметим, что импульсные устройства – вещи весьма недешевые. Но они того стоят и обязательно окупят все затраты в будущем.
- Импульс варит все: от стали до алюминия.
- Нужен минимум дополнительных инструментов и расходных материалов.
- Нет разбрызгивания металла.
- Не бывает прожогов и несплавлений.
- Возможность контролировать дугу.
- Отличная возможность управлять процессом переноса металла.
- Экономный расход материалов, в том числе сварочной проволоки и электродов.
- Легкая чистка шва в конце.
- Легкость для исполнения даже новичками.
 Но они того стоят и обязательно окупят все затраты в будущем.
Но они того стоят и обязательно окупят все затраты в будущем.На сегодняшний день у данного метода есть лишь один конкурент по популярности и эффективности – это сварка полуавтоматом. Она отличается высокой производительностью и, что немаловажно, непрерывностью процесса.
Но серьезным недостатком является разбрызгивание металла, при котором теряется до 30% материала. Кроме потерь, эти брызги нужно чистить после сварки, что очень непросто и портит внешний вид сварочного шва. Сварка импульсом исключает такую беду.
Сварка импульсом исключает такую беду.
Главная область применения метода – монтаж трубопроводов самого ответственного вида, где особенно важны прочность шва с крепко сформированным обратным валиком без финишной зачистки.
Недостатков у этого метода всего два:
- он не годится для больших сварочных площадей;
- всегда нужно серьезное охлаждение индуктора.
Микроимпульсная сварка
Представьте себе, этот метод нашел отдельное и очень широкое применение в стоматологии — протезировании зубов. Речь о микросварке с использованием титана в виде тонких листов. Специальный микроимпульсный аппарат способен сваривать дентальные сплавы, в том числе титановые.
Качество таких швов нисколько не уступает лазерному стоматологическому аппарату, зато стоимость его значительно ниже. По этой причине они весьма популярны в небольших стоматологических клиниках.
По этой причине они весьма популярны в небольших стоматологических клиниках.
Импульсный сварочник своими руками
Устройство сварочного аппарата вполне позволяет сделать его в домашних условиях для бытового применения. Составные части легко купить, здесь нет никаких проблем. Но не нужно забывать о некоторых нюансах.
Особый фокус – на транзисторах, потому что они быстрее всего ломаются и выходят из строя. На них не экономить, а покупать четыре транзистора высокого качества.
Перед тем, как приступить к работе, нужно обдумать и высчитать силу сварочного тока и мощность устройства. Примеров с подобными расчетами огромное количество в сети, они могут помочь с выработкой верного решения.
Что такое импульсная сварка? И как это работает?
Последнее обновление
Если вы знакомы с широким спектром подходов к сварке, только тогда вы станете лучшим сварщиком и, в конечном итоге, сможете выполнять больше задач. Среди наиболее недооцененных методов известна импульсная сварка, которую мы подробно обсудим в этом руководстве.
Если вы ищете точную процедуру сварки, вы можете принять во внимание импульсную сварку. Помимо создания привлекательных сварных швов, он помогает предотвратить распространенные дефекты сварки и несплошности.
Импульсная сварка представляет собой диверсификацию двух основных процедур, обычно изучаемых в рамках программы обучения сварке: TIG и MIG. В этой статье мы рассмотрим импульсную сварку и то, как она работает. Мы также обсудим, когда вы можете использовать его с процедурами сварки вольфрамовым инертным газом и металлическим инертным газом. Продолжай читать!
Что такое импульсная сварка?
Это (разновидность обычной процедуры сварки) форма, при которой электрический ток пульсирует. Мы изложили в начале, что это подразумевает. Тем не менее, давайте теперь подробно обсудим процедуру импульсной сварки и разберемся во всем, что с ней связано.
Мы изложили в начале, что это подразумевает. Тем не менее, давайте теперь подробно обсудим процедуру импульсной сварки и разберемся во всем, что с ней связано.
Чтобы понять это, мы сравним импульсную сварку со сваркой вольфрамовым электродом в среде инертного газа, так как это одна из наиболее широко используемых процедур сварки в наши дни. При сварке TIG вы устанавливаете силу тока на сварочном аппарате на максимально желаемый уровень. Затем вы используете ножную педаль, чтобы отрегулировать его мощность.
Во время сварки TIG вы должны удерживать педаль газа неподвижно. Выполняются лишь небольшие модификации, если вы хотите добавить больше тепла или уменьшить его, если оно превышает удовлетворительный уровень. Мощность горелки TIG указывается на расстоянии, на которое нажата педаль.
При импульсной сварке вы будете использовать ножную педаль так же, как при сварке TIG. Единственное отличие состоит в том, что горелка TIG генерирует импульсную волну, а не постоянную силу тока.
Тем не менее, при импульсной сварке вы можете использовать ножную педаль для уменьшения или увеличения нагрева, если это необходимо. Это похоже на сварку TIG. Теперь, когда вы лучше понимаете, что такое импульсная сварка, давайте посмотрим, как она работает, и все остальное, что вам нужно знать.
Изображение предоставлено: Данил Евский, Shutterstock
Какие общие термины связаны с импульсной сваркой?
Что такое частота пульса?
Периодичность, при которой сварочный ток изменяется с высокой силы тока на малую за одну секунду. Это будет зависеть от того, насколько высоко вы отрегулируете силу тока на сварочном аппарате. Например, если вы отрегулируете силу тока до 50, то она будет пульсировать от пика до минимума пятьдесят раз в секунду. Если вы поставите его на единицу, то он будет пульсировать только один раз в секунду.
Хотя вы можете отрегулировать силу тока на вашем сварочном аппарате до любого желаемого уровня, рекомендуется установить импульс меньше четырех или выше 30. Это связано с тем, что стробоскопическое воздействие частот от четырех до 30 может привести к большим неприятностям.
Это связано с тем, что стробоскопическое воздействие частот от четырех до 30 может привести к большим неприятностям.
Тем не менее, убедитесь, что вы определили свои уровни выносливости и придерживаетесь их. Предлагаются более низкие частоты, например, раз в секунду или меньше, потому что, если вы кормите свою палочку-наполнитель в соответствии с пульсом, на таких уровнях будет проще.
Получается более ровный аскетический шов. Более высокое значение импульса каждую секунду является общим практическим правилом, когда речь идет об увеличении толщины металла. Если у вас тонкие металлы, выберите настройки с низким пульсом.
Например, пятьдесят или менее импульсов в секунду для стали толщиной 3 мм и сто импульсов в секунду для стали толщиной 12 мм предлагаются в качестве подходящих импульсов. Тем не менее, существует множество различных представлений об идеальной частоте пульса. Другими словами, идеальные частоты пульса субъективны и отличаются от одного человека к другому.
Что такое наклон вниз?
После того, как вы отпустите курок резака, наклон вниз регулирует время простоя наклона мощности. Каково время простоя? Это время, необходимое для снижения мощности с текущего сварочного тока до нуля. Это помогает остановить ожоги и полезно для сварных швов, которые заканчиваются на краю материала.
Что такое импульсный режим?
Импульсный режим находится в равновесии со временем при высоком уровне тока и при низком токе в импульсном режиме. Эквивалентное время пика и минимума составляет 50%. Это связано с тем, что сварочные аппараты TIG, которые позволяют пользователям регулировать настройку, обычно имеют фиксированную настройку 50% для импульсного режима.
Что такое постпоток и предварительный расход газа?
Используется как импульсная сварка, так и другие различные способы сварки. Прежде чем зажечь дугу, вы можете отрегулировать подачу газа. Таким образом, вы можете тщательно очистить зону сварки. Кроме того, вы будете уверены в хорошем стартовом шве, протирая начальную область сварного шва.
Настройка постпотока позволяет продолжать подачу газа даже после прекращения сварки. Благодаря этому сварной шов уплотняется в подходящих атмосферных условиях. Тем не менее, после того, как вы отпустите курок и сварка прекратится, вы должны держать горелку, используемую при сварке, над сварным швом, пока не прекратится подача газа.
Это некоторые из распространенных фраз, используемых при импульсной сварке. Поэтому, если вы разберетесь в этих фразах, вы получите представление о том, что такое импульсная сварка.
Изображение предоставлено: Extarz, Shutterstock
Как работает импульсная сварка TIG?
При этом типе импульсной сварки оператор использует ножную педаль для регулирования силы тока. Тем не менее, выходная сила тока горелки TIG представляет собой пульсирующую волну, а не постоянный поток электрического тока.
Если бы вы проследили изменения электрического тока на графике, то получили бы картину в виде нескольких волн.
Как работает импульсная сварка MIG?
Ток также изменяется при этом типе импульсной сварки. Первоначально этот подход был введен для улучшения регулирования переноса металла, если вы используете токи на низких средних уровнях. Это зависит от направления быстрых импульсов пикового тока при работе.
Первоначально этот подход был введен для улучшения регулирования переноса металла, если вы используете токи на низких средних уровнях. Это зависит от направления быстрых импульсов пикового тока при работе.
Результатом является процедура, при которой присадочный металл перемещается от анода к сварочной ванне без контакта. Анод не соприкасается с изделием. На конце анода при каждом импульсе создается капля расплавленного металла.
Если ток достигает своего пика, маленькие капли проталкиваются через дугу в ванну. На каждый импульс выделяется одна капля.
Какие существуют типы импульсной сварки?
При рассмотрении типов мы будем обсуждать только импульсные процедуры GMAW. Существует два различных типа пульсирующих процессов GMAW: синергетические и несинергетические.
В синергии уровень мощности автоматически меняется в зависимости от скорости движения проволоки по мере ее изменения. В наши дни это самый распространенный метод в процедурах импульсной GMAW. Причина в том, что это самый простой способ настройки и достижения хороших параметров сварки.
Причина в том, что это самый простой способ настройки и достижения хороших параметров сварки.
Например, если скорость подачи проволоки меняется с 200 до 400 дюймов каждую минуту, длина дуги или мощность на кабеле остаются прежними. Это примерно тот уровень мощности, который был доступен на 200 дюймах в минуту.
С другой стороны, если вы будете использовать несинергетический пульсирующий метод GMAW, оператор изменяет мощность в соответствии со скоростью подачи проволоки.
Где используется импульсная сварка?
Активность конденсации сварного шва поддерживается импульсной сваркой в одном положении и вне его. Это происходит, когда вы останавливаете разбрызгивание расплава из стыка во время фонового цикла. Поэтому импульсная сварка рекомендуется при сварке тонких металлов, если существует высокий риск прогорания.
Отрегулируйте пульс на частоте, равной единице или меньшей, если вы хотите получить приятный эффект. Сделайте то же самое, если вы хотите создать визуально привлекательный сварной шов. Затем вставьте наполнитель в соответствии с импульсом. Вы можете использовать импульсную сварку, чтобы уменьшить общий нагрев сварного шва. Сделайте это, если вы хотите сваривать нежелезные металлы, которые имеют пиковую теплопроводность, например алюминий.
Затем вставьте наполнитель в соответствии с импульсом. Вы можете использовать импульсную сварку, чтобы уменьшить общий нагрев сварного шва. Сделайте это, если вы хотите сваривать нежелезные металлы, которые имеют пиковую теплопроводность, например алюминий.
Кроме того, с помощью этого варианта сварки вы можете получить более глубокий шов, не добавляя слишком много тепла к сварному шву.
Высокий ток облегчает этот тип сварки, в то время как регулируемое охлаждение становится возможным благодаря слабому току. Несмотря на то, что у вас будет высокий ток, который позволяет больше проникать в сварные швы, у вас также будет более низкий ток при импульсной сварке, и это обеспечит более холодный материал.
Почему следует использовать импульсную сварку?
Это один из наиболее часто задаваемых вопросов, касающихся импульсной сварки. Есть несколько причин, по которым вы должны его использовать. Во-первых, импульсная сварка помогает добиться проплавления сварного шва. Это похоже на другие варианты сварки, которые имеют минимальное тепло и мощность.
Это похоже на другие варианты сварки, которые имеют минимальное тепло и мощность.
Импульсная сварка экономит энергию, а также предотвращает изгиб материала во время сварки. Кроме того, показатели рабочего цикла сварщика зависят от связи между используемыми амперами и временем, которое требуется свариваемому металлу для остывания и готовности к повторному использованию.
Время, необходимое машине для охлаждения, зависит от необходимой мощности. Чем меньше потребляемая мощность, тем меньше времени требуется для охлаждения устройства. Другая причина предпочтительности импульсной сварки заключается в том, что она способствует формированию надежного и более ровного сварного шва.
Наконец, если вы создаете сварной шов с помощью импульсной сварки, он визуально привлекателен и выглядит как точный сварной шов, сформированный машиной. Все вышеперечисленные причины должны побудить любого принять во внимание импульсную сварку для своего шва.
Изображение предоставлено: YAKISTUDIO, Shutterstock
Преимущества импульсной сварки
- При импульсной сварке общая тепловая мощность снижается. Это также уменьшает область теплового воздействия и деформацию.
- Уменьшено разбрызгивание (сводит к минимуму вторичные операции и доработки).
- Импульсная сварка имеет высокую скорость наплавки в нерабочем положении (это результат быстрого охлаждения в фоновом токе цикла).
- Обладает отличным плавлением по сравнению с другими видами переноса (многие считают, что импульсная сварка уменьшает проплавление. Однако это не так).
- Импульсная сварка снижает уровень дыма, создаваемого дугой, по сравнению с другими способами переноса.
 Это также уменьшает область теплового воздействия и деформацию.
Это также уменьшает область теплового воздействия и деформацию.Недостатки импульсной сварки
- Как правило, оборудование, используемое для импульсной сварки, более дорогое по сравнению с традиционными источниками энергии с понижающим трансформатором.
- Необходимые газовые смеси также дороже, чем широко используемая смесь аргона и двуокиси углерода или 100% двуокиси углерода.
- Высокая энергия дуги создает высокие уровни излучаемого тепла и лучистую дугу. Поэтому для сварочной линзы нужен более темный оттенок и дополнительная защита (перчатки с термозащитой).
 Поэтому для сварочной линзы нужен более темный оттенок и дополнительная защита (перчатки с термозащитой).
Поэтому для сварочной линзы нужен более темный оттенок и дополнительная защита (перчатки с термозащитой).Изображение предоставлено: dedek, Shutterstock
Часто задаваемые вопросы
Что такое импульсная сварка?
Пульсирующий GMAW — это измененная процедура переноса распылением, при которой источник питания переключается между высоким напряжением или током и низким током. Это происходит от 30 до 400 раз в секунду.
При изменении силы тока большой ток отжимает маленькую каплю кабеля и подгоняет ее к сварному соединению.
Что такое обрезка при импульсной сварке?
Уменьшив значение обрезки с 1,00 до 0,85, вы уменьшите длину дуги. Вы также уменьшите напряжение сварки. Аналогичным образом, увеличив подстройку до 1,15, вы также увеличили длину дуги и сварочное напряжение. Это означает, что когда вы минимизировали напряжение, вы также уменьшали длину дуги.
Что такое первичная мощность при сварке?
Часто называют силой тока, которая в настоящее время доступна в сварочном аппарате от основной линии электроснабжения цеха и напряжения входной сети. Обычно указывается в ваттах (Вт) или киловаттах (кВт). Первичная входная мощность представляет собой переменный ток (переменный ток) и может быть однофазным или трехфазным.
Обычно указывается в ваттах (Вт) или киловаттах (кВт). Первичная входная мощность представляет собой переменный ток (переменный ток) и может быть однофазным или трехфазным.
Что такое двухимпульсная сварка?
Техника MIG/MAG с двойным импульсом позволяет управлять импульсами тока и изменять скорость подачи проволоки. Таким образом, внешний вид сварного шва улучшается. Импульсы тока имеют два диапазона, если вы выполняете сварку методом MIG/MAG с двойным импульсом.
В чем основное преимущество импульсной сварки струей?
Сварку импульсным распылением можно использовать для сварки различных металлов различной толщины. Обеспечивает хорошее плавление в местах сварки. Это быстрее по сравнению с шаровым переносом и коротким замыканием. Кроме того, по сравнению с коротким замыканием импульсная сварка со струйным распылением дает на 90 % меньше брызг.
Заключение
Импульсная сварка повышает производительность за счет высокой скорости наплавки. Кроме того, если вы используете импульсную сварку для сварки, она менее сложна по сравнению с другими методами переноса, что снижает производительность.
Кроме того, если вы используете импульсную сварку для сварки, она менее сложна по сравнению с другими методами переноса, что снижает производительность.
Наконец, импульсная сварка обеспечивает более стабильную дугу и превосходное качество обработки по сравнению с другими методами переноса. Это то, что вам в конечном счете нужно при любой процедуре сварки.
Авторы избранных изображений: Skinfaxi, Shutterstock
- Что такое импульсная сварка?
- Какие общие термины связаны с импульсной сваркой?
- Что такое частота пульса?
- Что такое наклон вниз?
- Что такое импульсный режим?
- Что такое постпоток газа и предварительный поток?
- Как работает импульсная сварка TIG?
- Как работает импульсная сварка MIG?
- Какие существуют типы импульсной сварки?
- Где используется импульсная сварка?
- Почему следует использовать импульсную сварку?
- Преимущества импульсной сварки
- Недостатки импульсной сварки
- Часто задаваемые вопросы
- Что такое импульсная сварка?
- Что такое обрезка при импульсной сварке?
- Что такое первичная мощность при сварке?
- Что такое двухимпульсная сварка?
- В чем основное преимущество импульсной сварки струей?
- Заключение
Ваш лучший выбор для импульсной сварки MIG
Импульсные сварочные аппараты MIG становятся все более популярными вариантами сварки благодаря их стабильным результатам и простоте использования. Этот метод снижает тепловложение на 55 % по сравнению с традиционной сваркой TIG и делает прожог практически невозможным, экономя ваше время и материал.
Этот метод снижает тепловложение на 55 % по сравнению с традиционной сваркой TIG и делает прожог практически невозможным, экономя ваше время и материал.
Импульсные сварочные аппараты обеспечивают контроль за счет постоянного колебания температуры от высокого пикового тока до низкого фонового тока со скоростью от 0,5 до 400 раз в секунду, в отличие от традиционных сварочных аппаратов, которые поддерживают постоянный ток. Этот метод сварки значительно уменьшает разбрызгивание, поскольку присадочный металл никогда не имеет прямого контакта с основным металлом или сварочной ванной.
Если вы хотите легко войти в мир импульсной сварки, читайте дальше. В этом руководстве мы рассмотрим лучшие импульсные сварочные аппараты на рынке и дадим вам несколько полезных советов по покупке, чтобы сделать покупки более приятными.
Contents
- Best Pulse Welders – Comparison Chart
- The Five Best Pulse Welders On The Market
- Millermatic 255 MIG/Pulsed MIG Welder 208/250v
- Everlast PowerTIG 200DV 110/220 Dual Voltage
- Weldpro Digital TIG ACDC 200GD
- Everlast PowerMTS 251Si
- PrimeWeld TIG225X AC/DC с импульсным
- На что обратить внимание при покупке импульсного сварочного аппарата
- Заключение
Сравнение лучших импульсных сварочных аппаратов0016
Пять лучших импульсных сварочных аппаратов на рынке
Импульсная сварка делает сварку проще, чем когда-либо прежде. Они не только удобны в использовании, но и обеспечивают более равномерную сварку благодаря постоянным импульсам. Если вы ищете хорошую точку входа, читайте дальше и ознакомьтесь с особенностями 5 лучших продуктов на рынке.
Они не только удобны в использовании, но и обеспечивают более равномерную сварку благодаря постоянным импульсам. Если вы ищете хорошую точку входа, читайте дальше и ознакомьтесь с особенностями 5 лучших продуктов на рынке.
Millermatic 255 MIG/Pulsed MIG Welder 208/250v
Этот MIG/Pulsed MIG сварочный аппарат является идеальным инструментом как для ветеранов, которым нужна чистая и стабильная работа, так и для новичков, которым нужен простой сварочный аппарат. Millermatic 255 дает вам все необходимое для получения чистого сварного шва с более теплопроводными материалами.
Millermatic 255 поставляется с множеством различных компонентов. В стандартную комплектацию входит сам сварочный аппарат и шнур питания длиной 10 футов, горелка MDX MIG MIG на 250 ампер, рабочий кабель длиной 10 футов, зажим с разъемом типа Dinse 50 мм, регулятор расходомера с газовым шлангом, некоторые дополнительные контактные наконечники, реверсивные приводные ролики, цепь для газового баллона, толщиномер материала и, наконец, высокофункциональная тележка.
Как уже упоминалось, Millermatic 255 поддерживает как стандартную сварку MIG, так и импульсную сварку MIG. Импульсная сварка MIG позволяет достичь превосходного контроля температуры, что обеспечивает минимальное тепловложение, меньшее разбрызгивание и меньшую вероятность прожига основного металла.
Получить Miller4 Millermatic на Amazon
Ключевой особенностью, которая делает Millermatic таким замечательным сварочным аппаратом, является функция Auto-Set Elite, которая дополнительно упрощает процесс сварки. Введите тип и диаметр сварочной проволоки, толщину материала и выбранный тип газа, и сварочный аппарат автоматически настроит нужные параметры сварки, что значительно сократит время настройки.
Auto-Set Elite регулирует скорость подачи проволоки и длину дуги в зависимости от введенных вами переменных. Они могут быть изменены в любое время в соответствии с потребностями проекта. Это работает непосредственно в сочетании с возможностями импульсной сварки MIG сварщика.
Использование функций импульсной сварки MIG и Auto-Set Elite делает аппарат Millermatic 255 невероятным синергетическим аппаратом для сварки MIG. Эта установка отлично подходит для сварки более тонких и хрупких материалов, таких как алюминий, так как этот металл имеет высокую скорость теплопередачи, которая может быть подвержена деформации.
При активации обеих функций машина автоматически настраивается на идеальные параметры с учетом используемых материалов. Это гарантирует, что у вас не возникнет проблем во время сварки, и значительно ускорит время настройки.
Если вы хотите вносить коррективы на лету, вы по-прежнему можете редактировать входное напряжение и дюймы в минуту с помощью соответствующих ручек на каждой стороне интерфейса станка.
В целом, Millermatic 255 — отличный продукт с премиальными функциями. Довольно высокая цена полностью оправдана, учитывая гибкость и удобство, которые она дает благодаря производительности импульсной сварки MIG с Auto-Set Elite.
Everlast PowerTIG 200DV 110/220 Двойное напряжение
Everlast PowerTIG 200DV — это надежный аппарат для сварки TIG с двойным напряжением, который отлично подходит для опытных сварщиков. PowerTIG может похвастаться удивительной универсальностью благодаря функции двойного напряжения, регулируемой частоте импульсов, а также совместимости с сваркой TIG и дуговой сваркой.
В комплект входят 12-футовая TIG-горелка Everlast, разъем Dinse серии 35 и переключатель горелки, стержневой электрододержатель и 10-футовый кабель, рабочий зажим с кабелем, базовая ножная педаль, регулятор Everlast, 240/ Адаптер с косичкой на 120 В и кабель питания длиной шесть футов.
Аппарат Everlast PowerTIG работает как в режиме TIG, так и в режиме электродуговой сварки, хотя мы считаем, что его потенциал лучше всего проявляется при использовании в качестве импульсного аппарата для сварки TIG. Продукт имеет множество различных настроек для идеального соответствия вашим потребностям.
Традиционная сварка TIG может легко привести к чрезмерному проплавлению и деформации основного металла, что затрудняет исправление при последующей обработке. Но при импульсной сварке TIG вы можете контролировать пиковый и фоновый ток для более равномерной сварки, о чем свидетельствует отчетливый эффект пульсации.
Получите Everlast PowerMTS 2019 на Amazon
Импульсная сварка TIG идеальна, если вы работаете с более тонкими материалами, требующими точной сварки. PowerTIG 200DV позволяет вам экспериментировать с частотой, силой тока и синхронизацией до уровня, который лучше всего подходит для материала, с которым вы работаете.
При включенном импульсном режиме сварка PowerTIG позволяет получить более гладкие валики и значительно уменьшить количество брызг на основном металле при использовании наполнителя. Меньше брызг означает меньше времени, затрачиваемого на постобработку и шлифовку, что делает процедуру более удобной.
Основным преимуществом импульсной сварки TIG, в частности, является беспрецедентный контроль над присадочным металлом. Более низкие импульсы в секунду позволяют вам контролировать количество наполнителя, которое вы наносите на сварной шов, чтобы оно соответствовало каждому импульсу.
Более низкие импульсы в секунду позволяют вам контролировать количество наполнителя, которое вы наносите на сварной шов, чтобы оно соответствовало каждому импульсу.
Машина позволяет значительно регулировать различные аспекты функции импульса. Помимо контроля пикового и фонового тока во время импульсов, вы также можете изменить баланс импульсов. Это означает, что вы контролируете продолжительность, которую каждый импульс тратит на свой пиковый ток.
Наша единственная проблема с PowerTIG заключается в том, что регулировка пикового и фонового тока отображается в процентах. Мы считаем, что для пользователя было бы более интуитивно понятным, если бы пиковый и фоновый ток отображались на дисплее. Кроме того, этот продукт демонстрирует огромные перспективы в области импульсной сварки.
Everlast PowerTIG 200DV — это первоклассный сварочный аппарат для импульсной сварки, предлагающий удивительное соотношение цены и качества. Благодаря совместимости как с электродом, так и с TIG, а также с широкими возможностями импульсного режима, этот удивительный продукт дает вам инструменты для выполнения любой работы, которая у вас может быть.
Weldpro Digital TIG ACDC 200GD
Weldpro Digital TIG 200GD — это флагманский сварочный аппарат TIG компании, который имеет множество настроек, позволяющих настроить параметры сварки для любой ситуации. Этот надежный и недорогой сварочный аппарат в основном используется в качестве сварочного аппарата TIG, но он также может выполнять сварку электродами.
Weldpro поставляется с самим сварочным аппаратом, горелкой с независимым триггерным выключателем, качающейся педалью, заземляющим зажимом и кабелем, расходомером, адаптером 110 В и, наконец, электрододержателем для электродуговой сварки. Продукт работает на постоянном токе по умолчанию, и это упрощает большую часть настроек, но его можно легко изменить на режим переменного тока.
Этот продукт отлично подходит для любых сварочных работ. На дисплее отображается множество различных настроек, таких как частота импульсов, нарастание и спад, баланс переменного тока, частота переменного тока, даже начальный, пиковый и конечный усилители. Эти настраиваемые параметры помогают контролировать размер валика сварного шва, выходную силу тока и уровень проплавления.
Эти настраиваемые параметры помогают контролировать размер валика сварного шва, выходную силу тока и уровень проплавления.
Получите Weldpro Digital TIG ACDC 200GD на Amazon
Уровень контроля, который дает вам сварочный аппарат, наиболее заметен, когда он используется в импульсном режиме. Weldpro TIG 200DG позволяет установить как пиковую, так и базовую силу тока каждого импульса, а также количество импульсов в секунду.
Возможность установки пиковой и базовой силы тока в импульсном режиме позволяет контролировать входную температуру исходного материала. Постоянно колеблясь между ними, машина позволяет свести к минимуму вероятность деформации и сохранить целостность как стали, так и алюминия.
Помимо управления пиковой и базовой силой тока, вы также можете установить время пиковой нагрузки. Это относится к продолжительности импульса, в течение которого электрод находится на пиковом токе. Более длительное пиковое время дает вам больше времени для нанесения наполнителя на сварочную ванну.
Контроль частоты импульсов, с другой стороны, дает вам больший контроль при нанесении наполнителя. Более низкие частоты импульсов значительно облегчают нанесение наполнителя на сварной шов и обеспечивают стабильную работу с минимальным разбрызгиванием на изделии или вообще без него.
Единственная проблема, с которой мы столкнулись, — это удобство интерфейса. Отсутствие конкретной нумерации на ручке приводит к некоторой путанице при настройке различных параметров. Несмотря на это, продукт по-прежнему работает замечательно.
Weldpro предлагается по очень доступной цене, особенно если учесть его гибкость в качестве импульсного сварочного аппарата. Возможность переключения между сваркой TIG и дуговой сваркой, а также добавление режима переменного импульса делает этот сварочный аппарат чрезвычайно универсальным.
Everlast PowerMTS 251Si
Everlast Power MTS 251Si может похвастаться невероятной функциональностью благодаря способности без проблем работать в режимах MIG, TIG и даже в режиме Stick. Импульсные настройки также сводят к минимуму разбрызгивание и потребность в послесварочных работах. Этот продукт высшего класса приносит массу пользы по очень доступной цене.
Импульсные настройки также сводят к минимуму разбрызгивание и потребность в послесварочных работах. Этот продукт высшего класса приносит массу пользы по очень доступной цене.
Этот комплект содержит множество различных компонентов, которые охватывают различные области применения сварочного аппарата. Каждая покупка поставляется с 12-футовой горелкой с разъемом типа Dinse 35, 10-футовой горелкой MIG 36 с быстроразъемным соединением европейского типа, электрододержателем с кабелем, рабочим зажимом с кабелем, аргоновым газовый регулятор и, наконец, ножная педаль в стиле рок.
Синергетическая функция MIG еще больше упрощает и без того простой процесс сварки MIG. В сварке MIG используется сварочный пистолет, который подает проволоку во время сварки. Синергетическая функция означает, что скорость подачи проволоки зависит от входного напряжения. Это дает вам подачу проволоки, которая соответствует вашим текущим настройкам напряжения, и она автоматически настраивается по мере его изменения.
Эту синергетическую функцию можно легко отменить, если вам нужен полный контроль. Его даже можно отключить, и машина может работать в ручном режиме MIG.
Еще одна особенность, которая делает этот продукт замечательным, — это функция девятиканальной памяти. Это позволяет сохранять предпочтительные настройки для различных материалов, с которыми вы будете работать. Тип и толщина материала играют большую роль в том, как вы хотите настроить свой сварочный аппарат, и эта функция просто упрощает переход между различными материалами.
Как и большинство сварочных аппаратов, аппарат работает от двух источников напряжения и безопасно работает как при входной мощности 120 В, так и при 240 В. Подробную информацию о максимальной номинальной силе тока для каждого режима сварки см. в руководстве пользователя. Работа при напряжении 120 В ограничивает сварку MIG и TIG до 150 ампер, в то время как в стержневом режиме еще больше отстает от 125 ампер.
Единственная реальная проблема с этим продуктом заключается не в его производительности, а в расположении экрана. Благодаря возможностям сварки MIG, TIG и флэш-памяти на экране полно настроек и информации. Вся эта информация может быть загромождена и запутана при настройке продукта.
Благодаря возможностям сварки MIG, TIG и флэш-памяти на экране полно настроек и информации. Вся эта информация может быть загромождена и запутана при настройке продукта.
Для сварщика средней ценовой категории Everlast дает гораздо больше, чем большинство других. Совместимость с MIG, DC TIG и DC Stick делает его идеальным для разнообразной работы, а функция памяти избавляет вас от хлопот, связанных с повторной оптимизацией параметров всякий раз, когда вы переходите на другой материал или толщину. Продукт вполне заслуживает похвалы.
PrimeWeld TIG225X AC/DC с импульсным режимом
Последним аппаратом для импульсной сварки в этом списке является PrimeWeld TIG225X. Этот недорогой сварочный аппарат TIG выполнит работу без сучка и задоринки. В нем есть все, что вам может понадобиться от стандартного сварочного аппарата TIG, с дополнительной ключевой функцией импульсного управления.
Каждый комплект PrimeWeld TIG225X включает в себя сварочный аппарат, гибкую горелку CK17 с гибкой трубкой CK, высококачественную ножную педаль, стандартный расходомер аргона, провод заземления на 315 А, независимый пусковой механизм, дополнительные компоненты горелки, электрододержатель, сварочная маска и, наконец, руководство пользователя TIG225X.
Как уже упоминалось, аппарат может работать как в режиме TIG, так и в режиме дуговой сварки, хотя вы окупите свои деньги, если используете его в качестве импульсного аппарата для сварки TIG.
Аппарат оснащен переключателем, который может запускать сварку TIG без импульса, с высоким или низким импульсом. Низкоимпульсный режим дает вам доступ к частоте от 0,5 до 10 импульсов в секунду, в то время как высокоимпульсный режим позволяет вам переходить от 10 до 200 импульсов в секунду. Точную настройку импульса можно отрегулировать с помощью ручки частоты импульсов на машине.
Настройки импульса также учитывают управление базовым током, которое задает процент от общего тока, до которого падает дуга, и рабочий цикл импульса, который устанавливает продолжительность максимальной точки во время импульса. Подобная функция обычно зарезервирована для более дорогих машин, поэтому для PrimeWeld ее включение в доступную машину является большим бонусом.
При максимальном токе 225 ампер PrimeWeld TIG225X работает очень хорошо, обеспечивая ровную и стабильную дугу при отсутствии импульса, при этом подавая чрезвычайно точные импульсы при включенном импульсном режиме. Даже при сварке алюминия этот аппарат может стабильно работать от сети переменного тока с высокой частотой импульсов 200 Гц. Это поразительное достижение, так как большинство сварочных аппаратов, работающих на переменном токе, отключаются на частоте 20 Гц.
Даже при сварке алюминия этот аппарат может стабильно работать от сети переменного тока с высокой частотой импульсов 200 Гц. Это поразительное достижение, так как большинство сварочных аппаратов, работающих на переменном токе, отключаются на частоте 20 Гц.
Тем не менее, продукт по-прежнему имеет небольшую проблему. Входящая в комплект педаль — не самый эргономичный инструмент. Педаль может двигаться и скользить, когда вы ее используете, что приводит к неудобному управлению силой тока. К счастью, это легко исправить, используя другую педаль.
PrimeWeld TIG225X — продукт, мягко говоря, неожиданный. Большинство машин, которые обеспечивают такую согласованность и производительность, будут стоить намного дороже. Это очень надежный импульсный сварочный аппарат по очень приятной цене, и мы настоятельно рекомендуем его.
На что обратить внимание при покупке импульсного сварочного аппарата
Покупка хорошего импульсного сварочного аппарата может оказаться непростой задачей. Есть так много переменных, которые следует учитывать при выборе правильного для вас. Поэтому мы взяли на себя обязательство перечислить несколько вещей, на которые вы всегда должны обращать внимание, прежде чем покупать сварочный аппарат Pulse.
Есть так много переменных, которые следует учитывать при выборе правильного для вас. Поэтому мы взяли на себя обязательство перечислить несколько вещей, на которые вы всегда должны обращать внимание, прежде чем покупать сварочный аппарат Pulse.
TIG против MIG
Двумя основными методами сварки, связанными с импульсной сваркой, являются сварка TIG и сварка MIG. Для сварки TIG обычно требуются обе руки, одна рука управляет сварочным пистолетом, а другая держит присадочный металл. Это дает вам больший контроль при нанесении наполнителя.
Сварка MIG, с другой стороны, подает наполнитель напрямую через сам пистолет. Затем наполнитель действует как электрод, через который дуга проходит к основному металлу.
Если вы ищете аппарат для импульсной сварки, то можно с уверенностью предположить, что вы ищете постоянный контроль тока, который могут дать вам эти виды инструментов. Поэтому вполне естественно, что вы ищете возможности работы с частотой импульсов.
Большинство импульсных сварочных аппаратов могут работать со скоростью от 0,5 до 400 импульсов в секунду. Знание того, какой у вас вход, будь то переменный или постоянный ток, может сильно повлиять на ваш выход.
Одним из основных соображений, которые необходимо учитывать при сварке, является материал, с которым вы будете работать. Различные материалы требуют различных методов сварки. Сварка TIG обычно охватывает большинство сплавов и даже алюминий, что делает ее отличным выбором для импульсной сварки.
Синергетические импульсные сварочные аппараты, в частности, автоматически меняются в зависимости от материала, который вы вводите в настройках, что делает еще более важным знание материалов, с которыми вы планируете работать.
переменного тока против постоянного тока
Переменный и постоянный ток относятся к типам тока, с которыми вы можете работать, используя вашу машину. Постоянный ток, или постоянный ток, является более распространенным из двух типов.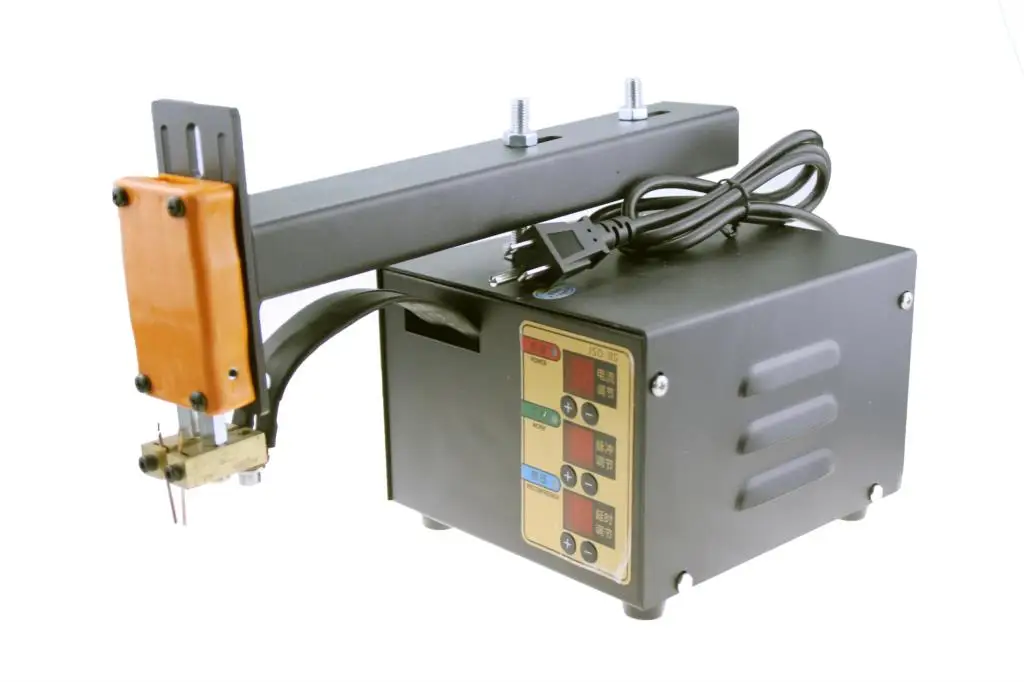 Постоянный ток обычно дает больше преимуществ при сварке стали, а также дает значительно меньше брызг по сравнению с переменным током.
Постоянный ток обычно дает больше преимуществ при сварке стали, а также дает значительно меньше брызг по сравнению с переменным током.
К счастью, есть много хороших машин, которые могут работать как на переменном, так и на постоянном токе, что дает вам лучшее из обоих миров.
Это может показаться базовым соображением, но тем не менее оно имеет решающее значение. Проверка точности интерфейса вашей машины чрезвычайно важна для обеспечения безопасной и качественной сварки. Машина, которая работает на несколько ампер или отключает напряжение, может определить, будет ли сварка успешной.
Вам понадобится машина, которая хорошо передает свои настройки с минимальными помехами и путаницей.
Большинство сварочных аппаратов поставляются со своими собственными сварочными горелками, ножными педалями и независимыми переключателями в зависимости от приобретаемого вами аппарата. В то время как некоторые продукты балуют вас первоклассными инструментами, такими как горелки CK, другие оставляют вас с некачественными горелками и педалями, которые одновременно неудобны и хлипки.
Это можно легко исправить, используя удобное для вас собственное устройство. Это лучше, чем заставлять себя использовать что-то только потому, что оно идет бесплатно в комплекте.
Одно из наиболее важных соображений, на которое следует обратить внимание перед покупкой импульсного сварочного аппарата, — это общая долговечность аппарата. Сварочные аппараты должны быть мощным оборудованием, предназначенным для обработки большого количества энергии и поддержания большого количества тепла. Наличие ненадежного продукта может подвергнуть вас и ваш проект риску.
Важно ознакомиться с приемом потенциальной покупки. К счастью, существует множество различных обзоров, которые помогут вам лучше понять, насколько долговечна машина.
Заключение
С таким количеством информации обучение сварке может быть очень пугающим. Вот почему мы составили этот исчерпывающий список лучших импульсных сварочных аппаратов. Независимо от того, какие сварочные работы у вас впереди, мы уверены, что один из этих замечательных продуктов справится с этой задачей.
Если вы ищете лучший аппарат для импульсной сварки MIG для начинающих, Millermatic 255 определенно может вам помочь. Если вы хорошо разбираетесь в сварке, но нуждаетесь в более широком спектре применения, вам отлично подойдет Everlast Power MTS 251Si с его возможностями сварки TIG, MIG и электродуговой сваркой. Наконец, если вы обычный мастер на все руки и ищете надежный импульсный сварочный аппарат по хорошей цене, рассмотрите Weldpro Digital TIG ACDC 200GD.
Вам также могут понравиться:
- 5 лучших сварочных аппаратов для листового металла – обзоры 2021
- Лучшие сварочные аппараты 2021 года – обзоры, сравнения, руководство
- 5 лучших аппаратов для точечной сварки на 2021 год – обзоры и руководство по покупке
Честный разговор об импульсной сварке
- Джош Велтон
- 24 мая 2020 г.
Сварщик из Детройта и владелец компании Brown Dog Welding Джош Велтон предлагает подробный обзор импульсной сварки.
Фото Джоша Велтона Когда вы слышите термин «импульсная сварка», что вам приходит на ум? Это процесс, установка или даже техника? Тип сварщика, которым вы являетесь, или процессы, с которыми вы сталкивались, могут повлиять на ваш ответ.
Помню, когда я был новичком в торговле, меня смущала некоторая терминология. Может быть, «перепутал» и неправильно… Просто я был каким-то педантичным придурком. «Дуговая» сварка была тем, о чем я упрямился. На мой взгляд, для любой сварки нужна дуга, верно? Так что, по определению, это все дуговая сварка. Я бы обозлился, когда люди использовали это слово, и попросил бы их уточнить: какую «дуговую» сварку вы имеете в виду? ТИГ? МИГ? Очевидно, они имеют в виду сварку стержнем; его изобретение заменило два других более чем на четыре десятилетия, поэтому оно заслуживает этого названия.
Большинство старожилов отмахнулись бы от меня или просто посмотрели бы на меня с жалостью. «Тупой всезнайка-подмастерье», что, вероятно, было правдой.
То, что означает «импульсная» сварка, по-моему, меньше разрезается и сушится. Еще в зачаточном состоянии социальных сетей, каждый раз, когда я публиковал фотографии сварного шва или «стопки десяти центов» с помощью TIG, я мог рассчитывать на то, что кто-то спросит об этом в комментариях. Обычно это был один из следующих ответов:
«Пульс?»
«Вы использовали пульс?»
«Это он пульсировал».
Как будто они искали серебряную пулю, какую-то секретную настройку, благодаря которой каждый сварной шов выглядел фантастически. И я никогда не был уверен, что именно они имели в виду, по крайней мере, без дополнительных разъяснений. Они говорили о реальной настройке импульса на машине? Или спрашивали, не «пульсировал» ли я педаль во время сварки?
Импульсная функция на аппарате для сварки TIG имеет множество применений, особенно на инверторных аппаратах, где вы можете увеличить частоту импульсов до более чем 100 импульсов в секунду (PPS) при настройке фонового и пикового тока, а также времени, проведенного при пиковом токе.
Это определенно помогает на тонкой нержавеющей стали; вы меньше нагреваете заготовку, а пульсация взбалтывает ванну, заставляя загрязнения всплывать на поверхность. И работать с высоким PPS приятно, потому что это фактически не меняет внешний вид бусинки. То есть любая «стопка десятицентовиков» все равно укладывается с помощью техники оператора, а не настройки автомата.Вот тут-то и проявилась моя неуверенность. В девяти случаях из 10 они спрашивали, использовал ли я функцию импульса машины для создания «образа». Это возможно, если вы перейдете к действительно низкому PPS и либо проложите провод, либо синхронизируете свое падение с циклом, просто я этого не делаю. Я даже не уверен, что это то, что делается в индустрии. Я думаю, что количество вопросов, о которых его спрашивают, перевешивает то, сколько это на самом деле сделано. В другом случае из 10 они спрашивали, нажимаю ли я педаль ногой, что я иногда и делаю. Мне нравится иметь полный контроль над тем, как выглядит бусина, с помощью моей ноги, моей техники подачи и движения горелки.
Работать с высоким значением PPS удобно, потому что оно фактически не меняет внешний вид бусинки. То есть любая «стопка десятицентовиков» все равно укладывается с помощью техники оператора, а не настройки автомата.
Когда я думаю об импульсной сварке, я думаю о MIG. И не короткой дугой, при которой некоторые люди ошибочно полагают, что пульсация относится к (как правило, неразумной) практике сварки «спусковым крючком», которая в основном сводится к использованию спускового крючка сварочного пистолета для нанесения серии перекрывающихся прихваток. Справедливости ради, очень небольшой процент сварщиков так думает, но я решил, что об этом стоит упомянуть. Нет, мне на ум приходит газовая импульсно-дуговая сварка металлическим электродом (GMAW-P).
В течение дня, когда я строю прототипы военных машин в General Dynamics Land Systems (GSLS) или детали для них, большую часть времени мы используем процесс GMAW-P.
Чтобы дать некоторый контекст, давайте начнем с переноса распылением. Это сверхгорячая форма MIG, при которой высокое напряжение, содержание аргона обычно превышает 90%, а металлическая проволока распыляется между наконечником и металлом. Спрей удобен тем, что его можно использовать для очень толстого металла, и он очень чистый; где он борется, находится вне позиции. Гравитация неблагоприятна для лужи расплавленного металла, и ее трудно контролировать, когда она идет вертикально или над головой.И здесь на помощь приходит импульс. Импульсная сварка была разработана для переноса струи в любом положении. Обычно вы мало что можете сделать, чтобы отрегулировать фактический пульс. Он встроен в программу для любой цели, для которой вы ее используете. В GDLS у нас есть проприетарные программы для конкретных задач, и они хранятся на наших машинах, чтобы мы могли выбрать нужную программу. Хотя это чаще всего встречается в крупных производственных цехах и на производственных предприятиях, стоимость перехода на пульс постоянно падает, и машины, способные работать с пульсом, теперь легко доступны для среднего человека.
Одной из основных причин, по которой я загорелся желанием использовать Millermatic 255 от Miller, было то, что она может работать в импульсном режиме MIG. Миллер даже изменил программирование машины, чтобы можно было выполнять перенос по короткой дуге и распыление с одним и тем же газом: аргон 90/10 на CO2.
Итак, несмотря на то, что на большинстве современных аппаратов для сварки TIG есть настройка импульса, я считаю ее регулируемой настройкой, такой как баланс или частота. Использование термина «импульс» с TIG все еще кажется натянутым предложением; есть так много вещей, которые это может означать, мне нужно разъяснение. Однако GMAW-P — это сам процесс, а не настройка машины, которую вы настраиваете. Подобно дуговой сварке, импульсная сварка стала синонимом импульсной сварки MIG.
Что такое импульсная сварка MIG? Руководство по импульсной сварке MIG: как и почему
Дата: 01-10-2021
Weldclass Academy
Что такое импульсная сварка MIG?Pulse MIG обеспечивает быструю, высококачественную сварку с низким уровнем разбрызгивания и неизменно великолепным внешним видом, а также лучший контроль температуры по сравнению с обычными сварочными аппаратами MIG.
Импульсная сварка MIG наиболее известна как отличный процесс для сварки алюминия, однако это также отличный процесс для сварки проволокой из нержавеющей стали и бронзы. Во многих случаях с помощью Pulse MIG можно добиться результатов, сравнимых со сваркой TIG, но с большей скоростью и производительностью, чем у сварки TIG.
С технической точки зрения, импульсная сварка MIG представляет собой высококонтролируемый процесс сварки методом MIG распылением. В отличие от традиционного процесса MIG с коротким замыканием, присадочный металл переносится с проволоки в сварочную ванну без контакта проволоки со сварочной ванной. Ток чередуется или пульсирует между высоким пиковым током и низким фоновым током с частотой до нескольких сотен раз в секунду. С каждым импульсом пиковый ток отрывает каплю проволоки и продвигает ее к сварному соединению, в то время как фоновый ток поддерживает дугу на достаточно низком уровне мощности, чтобы не произошло короткого замыкания.
Зачем использовать Pulse MIG?Среди других преимуществ технология Pulse MIG наиболее известна (или желательна), поскольку она предлагает;
- Меньший нагрев = минимальная деформация, меньшее прогорание
- Уменьшение разбрызгивания: Брызги значительно уменьшены или даже устранены = минимальная очистка
- Визуально привлекательные сварные швы = добавленная стоимость готового продукта
- Более высокая скорость наплавки = повышенная эффективность и более высокая скорость перемещения
- Более жесткий контроль сварочной ванны = идеально подходит для сварки в нерабочем положении
- Уменьшение количества сварочного дыма = более безопасная и чистая рабочая среда
Какие металлы можно сваривать с помощью Pulse MIG?Импульсная сварка MIG идеальна для сварки металлов и в тех случаях, когда трудно контролировать нагрев при использовании стандартного процесса MIG и/или где требуется высокое качество сварки и внешний вид.
Импульсная сварка MIG Алюминий
Алюминий является проводником высокой теплоты (это означает, что тепло быстро отводится от сварочной ванны) с относительно низкой температурой плавления. Импульсный процесс MIG позволяет оператору гораздо лучше контролировать температуру, чтобы подавать достаточно тепла для успешной сварки, избегая при этом деформации или прожога.
Импульсная сварка MIG с бронзовой проволокой (пайка MIG)Бронзовые проволоки обычно применяются при температуре ниже температуры плавления основного материала, когда материалы в основном «слипаются», а не свариваются вместе, и обычно используются на тонких материалах (например, панелях кузова автомобиля), где необходима низкотемпературная сварка, чтобы избежать деформации. Также широко используется на оцинкованных или оцинкованных сталях (толщиной до 2 мм), поскольку металл сварного шва не ржавеет, а более низкая температура нанесения предотвращает нарушение (испарение) цинкового покрытия.
Импульсная сварка MIG с нержавеющей сталью Способность контролировать и уменьшать нагрев делает импульс идеальным процессом для пайки проводов.Поскольку нержавеющая сталь является плохим проводником тепла, тепло обычно «задерживается» вблизи зоны сварки. Это может привести к расширению/деформации и загрязнению ржавчиной из-за концентрации углерода в зоне сварки. Сварочная ванна сравнительно вялая с плохим смачиванием/перетеканием в основной металл. Импульсный процесс позволяет применять нержавеющую проволоку при более низких температурах, чтобы свести к минимуму искажения и дефекты. Импульсная сварка MIG особенно удобна для сварки тонких материалов из нержавеющей стали, где часто очень трудно, если вообще возможно, избежать коробления/деформации при использовании обычного процесса MIG.
Во всех этих случаях Pulse обеспечивает успешную сварку при более низких температурах с гораздо лучшим контролем сварочной ванны.
Импульсная сварка МИГ низкоуглеродистой стали
Мягкая сталь не представляет таких «термических проблем», как другие металлы, такие как алюминий или нержавеющая сталь, поэтому импульсная сварка не обязательно дает те же преимущества.
По этой причине обычная MIG (а не импульсная MIG) по-прежнему является лучшим процессом для сварки низкоуглеродистой стали во многих случаях, особенно в диапазоне толщин материала, достижимом с помощью однофазных аппаратов.Импульсная сварка MIG может обеспечить некоторые преимущества в производительности при сварке тяжелой стали, однако для этого требуется высокий «пиковый» ток, который доступен только для трехфазных импульсных аппаратов.
По этой причине однофазные импульсные аппараты, такие как Weldclass Ultra 220MP, не предлагают импульсный режим для низкоуглеродистой стали, хотя 220MP обеспечивает отличные результаты при сварке низкоуглеродистой стали в неимпульсных режимах, включая сварку тонких материалов до 0,5 мм благодаря технологии ATC (Advanced Thermal Control).
Что такое двухимпульсная сварка MIG?Также известный как двойной импульс или импульс-на-импульсе (PoP), он добавляет дополнительную «волну» импульса, где ток чередуется (или циклически) между основным уровнем тока и вторичным уровнем тока.
Это эффективно увеличивает преимущества одноимпульсной сварки, обеспечивая еще лучший контроль температуры, качество сварки и внешний вид.Импульсная сварка MIG в сравнении со сваркой TIG
TIG традиционно используется, когда необходимо сваривать материалы в соответствии с более высокими стандартами (качество и/или внешний вид), чем обычная сварка MIG. Алюминий и нержавеющая сталь обычно свариваются с помощью TIG, поскольку эти материалы часто используются в проектах, где качество конечного продукта имеет решающее значение, например; лодки и морские суда, архитектурные приспособления, оборудование для обработки пищевых продуктов и т. д.
Недостатком TIG является то, что это сравнительно медленный и неэффективный процесс, который увеличивает стоимость и время обработки.
Введите Импульсный МИГ! По сути, Pulse MIG предлагает;
- Качество сварки и отделки сравнимы или очень близки к TIG во многих случаях применения
- Превосходная скорость и эффективность по сравнению с TIG
- По сравнению с TIG обычно требует меньше навыков и легче в освоении, что сокращает время обучения
В то время как процесс TIG всегда будет иметь свое место, импульсная сварка MIG, безусловно, заменит TIG как логичный выбор для многих применений, особенно для производственных работ.
Цикл сварки Pulse MIG, настройки и регулировкиЕсли вы новичок в Pulse MIG, один из ваших вопросов, скорее всего, будет; Какие различные параметры и настройки связаны с импульсной сваркой MIG?
На этот вопрос лучше всего ответить, взглянув на типичную «волну» импульса MIG или цикл сварки, как показано на этой диаграмме:
Ниже приведены основные «компоненты» этого цикла и связанные с ними корректировки.
Обратите внимание, что большинство авторитетных аппаратов для импульсной сварки MIG имеют синергетическое управление, при котором вольты и ампер/скорость проволоки регулируются вместе автоматически. Для простоты мы собираемся называть их «Текущие».
Начальный ток : Уровень тока в начале сварки. Обычно устанавливается в % от основного тока. При сварке алюминия, как правило, он будет выше, чем основной ток, чтобы помочь пробить оксидный слой для чистого начала сварки.
Время пускового тока : Продолжительность пускового тока.
Основной ток : Основной сварочный ток/ампер.
Вторичный ток: Также известный как фоновый ток, относится только к двойному импульсу. Обычно устанавливается в % от основного тока. Обычно это будет ниже, чем основной ток для более холодной сварочной ванны.
Конечный ток : Уровень тока в конце сварки. Обычно устанавливается в % от основного тока. Как правило, это будет ниже, чем основной ток. Конечный ток и конечный уклон работают вместе, чтобы предотвратить/свести к минимуму «кратеры» и т. д. для чистой и эстетичной отделки сварного шва (также известной как заполнение кратера).
Конечное текущее время : Продолжительность конечного тока.
Start Slope Time : Продолжительность постепенного изменения выходного тока от начального тока к основному сварочному току
End Slope Time : Продолжительность постепенного изменения выходного тока от основного сварочного тока до конечного тока
Частота импульсов : Используется только в режиме двойного импульса.
Регулирует частоту «цикла» импульса (импульс основного тока, за которым следует импульс вторичного тока) в Гц (циклов в секунду)Баланс пульса : Используется только в режиме двойного пульса. Регулирует длину (%) импульса основного тока в каждом цикле. Увеличение этого % означает, что основной импульс будет длиннее, а вторичный импульс будет короче. Обычно уставка основного тока будет выше, чем вторичный ток, и в этом случае увеличение % баланса приведет к увеличению «нагрева».
Длина дуги (также известная как управление дугой или обрезка): регулирует расстояние от конца проволоки до сварочной ванны. Если длина дуги слишком короткая (более длинная проволока торчит), дуга будет очень «потрескивающей» и будет производить много брызг. Если слишком длинный, это может сделать сварной шов черным и вызвать пористость.
Сравнение однофазных и трехфазных импульсных сварочных аппаратов MIG
Если у вас есть доступ к 3-фазному источнику питания, обычно имеет смысл выбрать 3-фазный аппарат для более высокой производительности и мощности.
Однако, если у вас нет такой роскоши или вы просто предпочитаете мобильность однофазного питания, то есть несколько факторов, о которых следует помнить.Есть веская причина, почему на рынке меньше вариантов для однофазных (230/240 В) импульсных аппаратов MIG. Это представляет особенно сложную задачу для производителей сварочных аппаратов. Импульсный ток более сложный, с несколькими уровнями тока (начальный, базовый, пиковый, вторичный и конечный ток), которые все должны учитываться в ограниченном диапазоне входной и выходной мощности, который доступен для одной фазы. Это затрудняет разработку хорошо работающей машины, а также влияет на производительность или максимальную толщину, которую может сваривать однофазный импульсный MIG.
Какую максимальную толщину можно сваривать с помощью Pulse MIG?
Во-первых, это зависит от того, является ли машина 240 В/однофазной или трехфазной. При питании 415 В трехфазные машины обычно способны сваривать материал толщиной до 10-20 мм или даже больше (в зависимости от их номинального размера).
Однофазные импульсные машины обычно способны сваривать до 5-6 мм максимум, если они работают в импульсном режиме. Вот несколько моментов, о которых нужно знать;
- В импульсном режиме требуется более высокая выходная мощность (в амперах), чем в неимпульсном режиме, что означает, что «максимальная свариваемая толщина» будет меньше в импульсном режиме, чем в неимпульсном.
- То же самое относится к одноимпульсной и двухимпульсной сварке: одноимпульсная сварка обычно позволяет сваривать несколько более тяжелые материалы по сравнению с двухимпульсной сваркой.
- В НЕимпульсных режимах (по существу превращающих аппарат в обычный MIG) однофазные MIG могут сваривать материал толщиной 8-12 мм, в зависимости от их номинального размера.
- Максимальная толщина может варьироваться в зависимости от области применения. Одним из важных факторов является «теплоотвод». Более крупные детали поглощают больше тепла, чем более мелкие компоненты (особенно алюминий, который является очень хорошим теплопроводником), что означает, что требуется больший / более высокий ток, что затем уменьшает максимальную свариваемую толщину.
На что обращать внимание при выборе сварочного аппарата Pulse MIG
Pulse MIG может открыть множество новых возможностей для вашей мастерской или производственного предприятия и повысить производительность. Однако импульсная сварка намного сложнее и дороже, чем обычная сварка MIG, поэтому важно выбрать машину, которая даст вам наилучшие результаты и окупит ваши инвестиции в долгосрочной перспективе. Вот несколько моментов, о которых следует помнить;
Одноимпульсный или двухимпульсный? Двойной импульс выводит преимущества одиночного импульса (качество сварки, отделка и т. д.) на новый уровень. Не все импульсные MIG будут иметь двухимпульсный режим. Одиночный импульс можно рассматривать как вариант «начального уровня», если вы изучаете или пробуете импульсную сварку MIG, и, как правило, имеет меньше функций и настроек. Однако многие операторы в настоящее время предпочитают двойной импульс. Проверьте характеристики машины, чтобы знать, что вы получаете.
Послужной список : Это факт, что когда дело доходит до разработки действительно функциональной и надежной импульсной сварки MIG, многие производители сварочных аппаратов пытались и потерпели неудачу. Как говорится, «ничто не сравнится с опытом», и это, безусловно, верно, когда речь идет о пульсе. Поэтому наш лучший совет — выбрать проверенную машину от хорошо зарекомендовавшего себя производителя.
Простая и сложная сварка : Импульсная сварка гораздо менее щадящая, чем обычная сварка MIG, и часто именно мелочи — например, слегка ослабленное соединение или неправильная настройка — могут сделать разницу между хорошим результатом или разочаровывающей тратой времени. время. Легко быть пораженным множеством функций и опций, но имейте в виду, что это также добавляет «список вещей, которые могут пойти не так». Самые надежные и удобные в использовании импульсные аппараты, как правило, имеют сравнительно простую конструкцию, которая в основном ориентирована на функцию импульсной сварки MIG.
Органы управления : К сожалению, нередко встречаются операторы, которые были соблазнены преимуществами импульсного режима, но обнаружили, что их машина сложна, запутана и требует много времени для обучения и эксплуатации. С другой стороны, интуитивно понятные и простые в использовании элементы управления позволят максимально увеличить время сварки и минимизировать время простоя… и значительно облегчат обучение новых операторов.
Однофазный? Как мы уже говорили ранее в этой статье, изготовление хорошо работающей однофазной импульсной сварки MIG является очень сложной задачей. Опять же, ищите авторитетного и опытного производителя и будьте осторожны с однофазными импульсными аппаратами, которые «нагружены» другими функциями, не связанными с импульсной сваркой MIG.
Система подачи проволоки : При импульсной подаче проволоки очень важно, чтобы подача проволоки была на 100 % стабильной и надежной. Надежные приводные системы часто изготавливаются специализированными производителями, которые затем поставляют эти компоненты производителям сварочных аппаратов, поэтому стоит подробно изучить происхождение приводной системы и ее послужной список.
Надежная конструкция важна, но другие менее очевидные аспекты также имеют решающее значение, например, является ли система чисто механической или она синхронизируется электронным способом с другими элементами управления машиной.Двухтактный готов? Как только вы освоите импульсную сварку, вам, вероятно, захочется делать это чаще. Двухтактная горелка (обычно длиной 8 м) — отличный способ увеличить радиус действия и мобильность вашего аппарата, особенно при сварке алюминия, когда использование обычных горелок длиннее 3 м может быть проблематичным. В случае двухтактных резаков необходимо синхронизировать как «тянущий» двигатель резака, так и «толкающий» двигатель машины, а это означает, что резак и машина должны быть совместимы друг с другом. Имея это в виду, вам не только нужна машина, которая «готова к работе», но вы также хотите убедиться в этом; а) доступна двухтактная горелка, специально предназначенная для машины, которую вы рассматриваете, и б) горелка имеет проверенную и проверенную качественную конструкцию от опытного производителя, гарантирующую надежность и эффективность ваших инвестиций.
Сколько стоит импульсная сварка MIG?
Сварочные аппараты с функцией MIG Pulse (которые легко доступны у известных поставщиков и брендов в Австралии) стоят от 3000 до 15 000 долларов США… или больше.
Вот некоторые из основных факторов, влияющих на стоимость;
Импульсная сварка MIG по сравнению с импульсной сваркой MIG
Существует большая разница между аппаратом, который был разработан «с нуля» для импульсной сварки MIG, и аппаратом, изначально разработанным как обычная сварка MIG с импульсным режимом. в качестве дополнительной функции.
«Профессиональные» импульсные МИГи традиционно стоят от 4000 до 6000 долларов. Они будут иметь все или большинство настроек, описанных выше, включая двойной импульс, наклон вверх/вниз, частоту, длину дуги и т. д. Кроме того, уважаемый производитель вложил много времени/опыта/денег в тонкую настройку этих функций и параметры, которые заложены в каждую программу для разных материалов, толщины материала и т. д. Это не означает, что у аппарата не будет других функций (типа обычного MIG, TIG или стержня), однако это в первую очередь импульсный МИГ.
Для сравнения, некоторые аппараты могут иметь функцию импульсной сварки MIG, но по сути представляют собой обычную MIG (или многофункциональную MIG/Stick/TIG) с импульсной дополнительной функцией. Они часто доступны по более низкой цене (некоторые менее 3000 долларов США) и могут быть хорошим вариантом для импульсной сварки MIG для начинающих. Однако, как правило, им не хватает некоторых функций, настроек и «интеллектуального программирования», присущих профессиональным импульсным MIG.Размер и мощность
Сварочные аппараты с более высокой производительностью, очевидно, стоят дороже. Стоимость однофазных импульсных MIG начинается от 3000 до 5000 долларов, а трехфазных импульсных MIG обычно варьируется от 5000 до 15 000 долларов.Страна производитель
Не секрет, что большинство обычных сварочных аппаратов MIG, продаваемых в Австралии, производятся в Китае из-за их более низкой цены. Аппараты китайского производства с функцией импульсной сварки MIG также становятся доступными, однако следует отметить, что по сравнению с обычной сваркой MIG технология импульсной сварки MIG намного сложнее и сложна в использовании. Это особенно относится к однофазным импульсным машинам, где много должно быть «упаковано» в ограниченную входную/выходную мощность, доступную от одной фазы.
По этой причине большинство профессиональных импульсных сварочных аппаратов производится производителями из Европы или США, которые имеют многолетний опыт разработки импульсных технологий и могут предоставить испытанный, протестированный и испытанный продукт… с необходимыми функциями и программным обеспечением, обеспечивающим операторский контроль и уверенность.Гарантия и поддержка
Следующие аспекты могут увеличить стоимость машины из-за более высоких затрат и инвестиций, связанных с производителем/поставщиком;
> Хорошо продуманные органы управления машиной, которые просты в освоении и использовании
> Увеличенный гарантийный срок
> Послепродажная поддержка, включая доступность технического/сервисного персонала/агентов
> Подробное и простое в использовании руководство пользователяPulse MIG Опции от Weldclass:
Ultra 220MP: профессиональная однофазная импульсная сварка MIG европейского производства Импульсная сварка MIG с разрешением 220 МП: испытанная установка для импульсной сварки MIG, предназначенная для работы от однофазного источника питания 240 В.
Модель 220MP предлагает:
- Превосходный дизайн и качество, подкрепленные 60-летним опытом разработки и производства сварочных аппаратов
- Очень удобный интерфейс с большим цветным ЖК-экраном и интуитивно понятным управлением
- Двухимпульсный, одноимпульсный и обычный режимы MIG
- Ведущая 4-летняя гарантия
- Интеллектуальная система подачи проволоки швейцарского производства
- Поддержка технологии Push-Pull с дополнительным резаком Push-Pull, готовым к подключению
Дополнительная информация
КомментарииОбратите внимание: спам-комментарии (или попытки создания обратных ссылок) будут УДАЛЕНЫ и НЕ будут опубликованы.
Импульс или нет импульса? Когда и почему следует использовать импульсную сварку
Импульсная сварка — это форма сварки, при которой сила тока чередуется между максимальной и минимальной точками.
Он поддерживает низкое общее тепловложение сварного шва, сохраняя при этом надлежащее проплавление.Как часто импульсы, каковы пиковые и базовые токи, и как долго он тратит на любую настройку усилителя, все это можно отрегулировать в соответствии с выполняемым сварным швом.
Частота пульса/герц импульсаИмпульс частота или импульс в герцах — это одно и то же: количество импульсов в секунду. За Например, машины UNIMIG AC/DC имеют диапазон частоты импульсов 0,5–200 Гц. в секунду. Это означает, что 1 Гц соответствует одному импульсу в секунду, а 50 Гц — 50. импульсов в секунду.
Один импульс в секунду относительно медленно и легко прослеживается глазами. 30 импульсов или больше довольно быстро, и трудно увидеть отдельные импульсы. Что-либо в диапазоне пульса 5-30 болезненны глаза. Это как смотреть при стробоскопе, на который очень неприятно смотреть и очень трудно сосредоточиться на времени сварки с.
Когда приходит к выбору, сколько импульсов в секунду вы хотите, это действительно зависит от заявление.
Частота импульсов Процент импульса (%) Если вы свариваете тонкий материал, то обычно используется быстрый импульс.
лучше, и это оставит высокопрофильный бортик. Если вы свариваете толстые
материала, то обычно лучше использовать медленный импульс, и он оставит низкий профиль
шарик.Процент импульса — это время, проведенное в пиковом и базовом токах для каждого импульса. Если вы установите процент на 50%, это означает, что 50% импульсного цикла будут пиковыми токами, а 50% импульса будут базовыми токами.
Вы можете отрегулировать это в любом случае, где 90% — это почти полностью пиковые усилители, а 20% — почти полное отсутствие пиковых усилителей. Чем больше времени затрачивается на пиковую часть импульса, тем большее проникновение вы получите, и наоборот.
Pulse PercentageTIG Pulse
Импульсная сварка TIG выполняется почти так же, как стандартная сварка TIG . Есть только несколько дополнительных настроек, которые нужно настроить на машине в первую очередь.
Но при импульсной сварке с помощью TIG вы можете подавать присадочный стержень двумя способами (а не одним).- Первый способ — ваш стандарт вытирание В зависимости от того, сколько импульсов в секунду вы установили, вы можете мазок на пике и пауза на базовых усилителях. Если у вас только один пульс в во-вторых, к этому не так уж сложно привыкнуть. Однако, если вы свариваете на около 50 импульсов в секунду, ваше время мазка может быть постоянным, так как нет действительно способ рассчитать время с импульсами, потому что ваши глаза почти не могут их видеть больше.
- Второй способ — просто заложить провод в стыке. Теперь вы не просто кладете его ровно и свариваете, а вместо этого у вас кончик удилища находится на переднем крае лужи, и вы тащите его
Оба методы работают, и вы можете делать либо независимо от вашего пульса в секунду, но если вы используете метод укладки на высоких импульсах, вы не получите сложенные пятаки Смотреть. Это по-прежнему хороший проникающий шов, но он не будет таким эстетично.
Вы по-прежнему можете использовать педаль, когда пульсируете. Вы можете держать его на полном газу, и ваши пиковые усилители будут сидеть на том уровне, на который вы их установили, или вы можете пульсировать в импульсе.
Это означает, что если вы пульсируете и все еще считаете, что сварка становится слишком горячей, вы можете ослабить педаль, снизив пиковый ток импульса. Ваши фоновые (базовые) усилители останутся прежними, но верхняя часть вашего цикла будет немного прохладнее.
Например, предположим, что вы настроили свой аппарат на пиковый ток 200, а базовый ток — на 50. Удерживая педаль нажатой, пиковый ток останется равным 200 для всего сварного шва.
Однако, если вы ослабите педаль, ваш пиковый ток уменьшится, скажем, до 150, в то время как ваш базовый ток останется на уровне 50. Таким образом, в целом весь сварной шов будет охлаждаться, поскольку ваши пиковые токи не выстрел.
Затем, если вы решите, что вам снова нужно больше тепла, вы можете вернуться к полному нажатию педали и увеличить до исходных 200 ампер.
Импульсный режим MIGЕсть два вида импульсной сварки MIG:
Single Pulse — Одноимпульсная сварка MIG — это тип переноса распылением, который, как и TIG, чередует пиковый ток и фоновый ток.
Импульсная сварка MIG обычно не дает брызг, поскольку проволока фактически никогда не касается сварного шва. Капли металла «распыляются» в сварной шов в пиковой части цикла.
Фоновый ток импульсного цикла недостаточно высок для переноса металла. Он просто поддерживает дугу. Он обеспечивает все преимущества переноса распылением (скорость, отсутствие разбрызгивания, глубокое проникновение) без избыточного тепла.
Звук сварки MIG с одним импульсом похож на звук сварки TIG на переменном токе с постоянным высоким жужжанием.
Двойной импульс — Двойной импульс — это два импульса, которые происходят одновременно.
Первый импульс — это ваш стандартный (см.: одиночный) импульс с пиковым усилением и базовым усилением.
Второй импульс, который не передает ни одного провода, включает и выключает первый импульс в своем цикле. Во время этого второго импульса дуга остается включенной, но температура настолько низкая, что сварка не происходит.
Когда второй импульс «включен», первый импульс берет верх (включается) и чередуется между пиковыми и базовыми токами, создавая сварной шов так же, как одиночный импульс. Когда второй импульс выключен, ничего не происходит.
«Выключенная» часть второго импульса может быть отрегулирована, чтобы быть более горячей или более холодной, но ее цель состоит в том, чтобы дать основному материалу момент для охлаждения. Чтобы получить максимальную отдачу от двойного импульса, рекомендуется оставить основание этого цикла низким.
Двойной импульс МИГДвойной Импульсная сварка MIG является более прохладной процедурой, так как время простоя между сварками еще больше. моменты высокой силы тока, поэтому вам нужно больше ампер в пике, чтобы получить полный проникновение.
Это здорово для красивого сварного шва, потому что он создает эффект сложенной десятицентовой монеты TIG с аппарат MIG и никаких усилий со стороны оператора. Он имеет включение и выключение высокой сопровождающее его гулкое жужжание.
Эти процессы могут быть либо синергетическими, в которых сварщик делает вашу жизнь по-настоящему легко и выбирает все лучшие настройки для вас. Или он может быть не синергетическим, и вам придется вводить каждое значение самостоятельно (что, честно говоря, занимает некоторое время). серьезные пробы и ошибки, особенно когда речь идет о двойном импульсе).
Пока сама дуга не выглядит пульсирующей, она определенно звучит иначе, чем обычная сварка MIG, будь то одиночный или двойной импульс.
Несмотря на то, что это звучит запутанно и запутанно, выполнение фактического сварного шва при импульсной сварке MIG ничем не отличается от стандартной сварки MIG . Как только машина настроена, просто нажмите курок горелки и сварите стык.
Зачем вам импульсная сварка? Все остальное он сделает за вас.Импульсная сварка фокусирует дугу и удерживает валик меньшего размера, поэтому он остается на месте. Мало того, что им легче управлять, но вы по-прежнему получаете полное проникновение.
Когда вы войти в базовую часть амперного цикла импульса, лужа замерзает, и это момент охлаждения помогает шву сесть ровно. Чем дольше вы проводите в фоновые усилители, тем лучше «замораживание лужи», что создает сложенный копейки смотреть.
Импульс сварка также полностью устраняет разбрызгивание, поэтому у вас не будет очистки после сварки вверх.
Когда следует использовать импульсную сварку? Сварка в нерабочем положенииОхлаждение из лужи, которая держит его маленьким, означает, что вероятность того, что он не будет капать, меньше. Если ты сварка вне положения, то использование импульса будет удерживать сварной шов там, где он должно быть, а не на вас.
Листовой металл
Импульс сварка — более холодный процесс, чем стандартная сварка из-за моментов низкой сила тока Чем меньше тепла в металле, тем меньше искажений, что идеально подходит для тонких материалов.
Различная толщина металла
Аналогично сварки вне положения, импульсы помогают удерживать сварочную ванну именно там, где вы хотите, что значительно упрощает сварку тонких деталей с толстыми. Его особенно верно при сварке соединения внахлестку, состоящего из двух разных размеров. Вам не нужно беспокоиться о том, что бассейн перельется через верхний край.
Нержавеющая сталь, алюминий и другие металлы с высокой теплопроводностью
Не только пульсация хороша для предотвращения искажения листового металла, но также часто используется с металлами, которые являются известными теплоотводами. Холодная сварка обеспечивает все необходимое проникновение без необходимости подвергать металл слишком большому нагреву.
Заполнение отверстий
Наличие возможность сварки без подвода лишнего тепла к металлу делает заделку отверстий намного проще.
Там гораздо меньше шансов дунуть дальше через дыру (или
через металл в целом) с более низкими уровнями нагрева.Без разбрызгивания
В любом случае это не проблема при сварке TIG, но меньшее количество разбрызгивания при сварке MIG означает меньше очистки после сварки.
Импульсная сварка — не единственный способ, который работает с любым из этих приложений, но он, безусловно, значительно упрощает некоторые из более сложных видов сварки.
← Посмотреть все статьи
Аппарат для импульсной сварки TIG постоянным током с ВЧ пуском
перейти к содержанию3 отзыва
Обычная цена 479.
00
Цена продажи399,99/
Стоимость доставки рассчитывается при оформлении заказа.
- Extra 15% СКИДКА
Код: SD15 при оформлении заказа
- Бесплатная доставка по стране (кроме особых регионов)
- На складе, готово к отправке
- Инвентарь в пути
{{ tier_title }}
«,»reward_you_get_popup»:»Вы получаете»,»reward_they_get_popup»:»Они получают»,»reward_free_shipping_popup»:»Вы получаете скидку на бесплатную доставку\r\n Они получают скидку на бесплатную доставку»,»reward_you_get_free_popup «:»Бесплатная доставка»,»popup_item_tier_benefits_title»:»Преимущества»,»popup_item_tier_benefits_next_tier»:»Следующий уровень»,»popup_item_tier_benefits_list_of_tiers»:»Список уровней»,»reward_tier_achieved_on»:»Достигнуто {{ month }} {{ day } }, {{ year }}»,»reward_tier_multiply»:»Множитель»,»reward_tier_multiply_points»:»{{multiply_points }}x»,»earn_tier_more_points»:»Заработано {{ more_points }}/{{ next_tier_points }} {{ points_name }}»,»reward_as_discount»:»{{ сумма }} скидка»,»reward_as_points»:»{{ сумма }} {{ points_name }}»,»reward_as_gift_card»:»{{ сумма }} подарочная карта»,»flexible_discount «:»Скидка»,»flexible_discount_price»:»Цена со скидкой»,» available_discount_title»:»В данный момент у вас нет доступных наград»,»reward_your_tier»:»Ваш уровень:»,»reward_next_tier»:»Нет уровень xt:»,»reward_page_confirm»:»Подтвердить обмен»,»reward_redeem_cancel»:»Отменить»,»reward_redeem_confirm»:»Подтвердить»,»reward_page_earn_points»:»Заработать баллы»,»reward_not_enough_points»:»Недостаточно баллов»,» select_rewards»:»Выберите награду»,»reward_birthday»:»День рождения»,»reward_enter_birthday»:»Введите день рождения»,»reward_please_enter_birthday»:»Пожалуйста, укажите день рождения»,»reward_enter_valid_birthday»:»Введите правильную дату дня рождения»,» warning_title_for_reward»:»К сожалению, похоже, что программа лояльности и вознаграждений недоступна для этой учетной записи. «,»warning_title_for_reward_requirelogin»:»Чтобы принять участие в нашей программе лояльности и вознаграждений, вы должны сначала подтвердить свою учетную запись. Пожалуйста, войдите в систему, чтобы проверить свое право на участие.»,»reward_notifications_earned_points»:»Вы заработали {{ points_name }}!»,»reward_notifications_spend_your_points»:»Потратьте свои баллы! У вас есть {{ point_balance }} {{ points_name }}»,»reward_activity_reset_points»:»Сбросить баллы»,»reward_activity_reset_tiers»:»Сбросить уровни»,»reward_activity_reset_tiers_description»:»»,»reward_notifications_you_have»:»У вас есть
{{ points_name }}»,»reward_notifications_discount_check»:»Используйте скидку на странице оформления заказа»,»reward_notifications_add_discount_to_your_cart»:»У вас есть доступная скидка. Добавьте скидку в корзину!»,»reward_discount_unavailable»:»Скидка недоступна»,»reward_program_emails»:»Письма по бонусной программе»,»reward_title_earn_for_place_order»:»Купите этот товар и заработайте {{ points_count }} {{ points_name }}»,» награда_title_earn_for_place_order_on_cart_or_checkout»:»Вы зарабатываете {{points_count}} {{points_name}} за эту покупку»,»reward_save_btn»:»Сохранить»,»reward_delay_points_pending_status_rule»:»В ожидании»,»referral_page_inviting_text»:»Пригласив друга»,» referral_page_your_benefit»:»Ваша выгода»,»referral_page_your_friends_benefit»:»Привилегия вашего друга»,»referral_page_get»:»Получите»,»referral_page_no_reward_text»:»похвалите, пригласив своих друзей!»,»referral_link»:»Реферальная ссылка»,»copy_link «:»Копировать ссылку»,»referral_page_share_title»:»Поделиться в социальных сетях»,»referral_page_active_discounts»:»Активные скидки»,»claim_referral»:»Claim»,»referral_notification_label»:»Пожалуйста, введите адрес электронной почты, чтобы получить подарок», «email_sent_successfully»:»Ваше письмо успешно отправлено полностью!»,»referral_page_share_link_not_log_in»:»Войдите, чтобы начать делиться ссылкой»,»reward_activities_order_refund»:»Возврат заказа»,»reward_activities_order_updated»:»{{rule_title}} (Заказ обновлен)»,»activity_refund_earn_point»:»-{ { points_count }} {{ points_name }}»,»activity_refund_earn_points»:»-{{ points_count }} {{ points_name }}»,»activity_order_tier_lowered»:»Уровень понижен ({{ tier_title }})»,»order_refunded_activity_spend»:» +{{ points_count }} {{ points_name }}»,»reward_activity_discount_refund»:»Возврат скидки»,»reward_activity_gift_card_refund»:»Возврат подарочной карты»,»refund_tier_activity_discount_refund»:»Возврат скидки ({{ Discount_code }})»,»referrer_guest_notify_message «:»Зарегистрируйтесь, чтобы получить скидку»,»reward_sender_block_list_in_referral_program»:»К сожалению, эта реферальная ссылка больше не активна»,»referral_title_history»:»История»,»referral_not_allowed_to_use_referral_program»:»Вам не разрешено использовать реферальную программу», «referral_no_activity»:»Нет активности»,»referral_history_c ustomer_name»:»Имя»,»referral_history_customer_email»:»Электронная почта»,»referral_history_status»:»Статус»,»referral_history_date»:»Дата»,»order_redeem_discount_name»:»Скидка на заказ ({{ name_order }})», «discount_expire_in_day»:»Скидка действует через {{ days_count }} день»,»discount_expire_in_days»:»Скидка действует через {{ days_count }} дней»,»activity_discount_expired_code»:»Скидка истекает {{ code }}»,»activity_discount_expired»: «Срок действия скидки истек»,»current_balance»:»Текущий баланс»,»birthday_gift_multiply_message»:»Баллы за каждый заказ, сделанный в день вашего рождения, будут умножены на {{multiply_points }}!»,»your_discount_code»:»Ваш код скидки:», «verify_account_message»:»Чтобы получить вознаграждение за создание учетной записи, подтвердите свой адрес электронной почты.
 Фото Джоша Велтона
Фото Джоша Велтона 
 Это определенно помогает на тонкой нержавеющей стали; вы меньше нагреваете заготовку, а пульсация взбалтывает ванну, заставляя загрязнения всплывать на поверхность. И работать с высоким PPS приятно, потому что это фактически не меняет внешний вид бусинки. То есть любая «стопка десятицентовиков» все равно укладывается с помощью техники оператора, а не настройки автомата.
Это определенно помогает на тонкой нержавеющей стали; вы меньше нагреваете заготовку, а пульсация взбалтывает ванну, заставляя загрязнения всплывать на поверхность. И работать с высоким PPS приятно, потому что это фактически не меняет внешний вид бусинки. То есть любая «стопка десятицентовиков» все равно укладывается с помощью техники оператора, а не настройки автомата.
 Чтобы дать некоторый контекст, давайте начнем с переноса распылением. Это сверхгорячая форма MIG, при которой высокое напряжение, содержание аргона обычно превышает 90%, а металлическая проволока распыляется между наконечником и металлом. Спрей удобен тем, что его можно использовать для очень толстого металла, и он очень чистый; где он борется, находится вне позиции. Гравитация неблагоприятна для лужи расплавленного металла, и ее трудно контролировать, когда она идет вертикально или над головой.
Чтобы дать некоторый контекст, давайте начнем с переноса распылением. Это сверхгорячая форма MIG, при которой высокое напряжение, содержание аргона обычно превышает 90%, а металлическая проволока распыляется между наконечником и металлом. Спрей удобен тем, что его можно использовать для очень толстого металла, и он очень чистый; где он борется, находится вне позиции. Гравитация неблагоприятна для лужи расплавленного металла, и ее трудно контролировать, когда она идет вертикально или над головой.


 Способность контролировать и уменьшать нагрев делает импульс идеальным процессом для пайки проводов.
Способность контролировать и уменьшать нагрев делает импульс идеальным процессом для пайки проводов. По этой причине обычная MIG (а не импульсная MIG) по-прежнему является лучшим процессом для сварки низкоуглеродистой стали во многих случаях, особенно в диапазоне толщин материала, достижимом с помощью однофазных аппаратов.
По этой причине обычная MIG (а не импульсная MIG) по-прежнему является лучшим процессом для сварки низкоуглеродистой стали во многих случаях, особенно в диапазоне толщин материала, достижимом с помощью однофазных аппаратов. Это эффективно увеличивает преимущества одноимпульсной сварки, обеспечивая еще лучший контроль температуры, качество сварки и внешний вид.
Это эффективно увеличивает преимущества одноимпульсной сварки, обеспечивая еще лучший контроль температуры, качество сварки и внешний вид.

 Регулирует частоту «цикла» импульса (импульс основного тока, за которым следует импульс вторичного тока) в Гц (циклов в секунду)
Регулирует частоту «цикла» импульса (импульс основного тока, за которым следует импульс вторичного тока) в Гц (циклов в секунду) Однако, если у вас нет такой роскоши или вы просто предпочитаете мобильность однофазного питания, то есть несколько факторов, о которых следует помнить.
Однако, если у вас нет такой роскоши или вы просто предпочитаете мобильность однофазного питания, то есть несколько факторов, о которых следует помнить.



 Надежная конструкция важна, но другие менее очевидные аспекты также имеют решающее значение, например, является ли система чисто механической или она синхронизируется электронным способом с другими элементами управления машиной.
Надежная конструкция важна, но другие менее очевидные аспекты также имеют решающее значение, например, является ли система чисто механической или она синхронизируется электронным способом с другими элементами управления машиной.
 д. Это не означает, что у аппарата не будет других функций (типа обычного MIG, TIG или стержня), однако это в первую очередь импульсный МИГ.
д. Это не означает, что у аппарата не будет других функций (типа обычного MIG, TIG или стержня), однако это в первую очередь импульсный МИГ.  Аппараты китайского производства с функцией импульсной сварки MIG также становятся доступными, однако следует отметить, что по сравнению с обычной сваркой MIG технология импульсной сварки MIG намного сложнее и сложна в использовании. Это особенно относится к однофазным импульсным машинам, где много должно быть «упаковано» в ограниченную входную/выходную мощность, доступную от одной фазы.
Аппараты китайского производства с функцией импульсной сварки MIG также становятся доступными, однако следует отметить, что по сравнению с обычной сваркой MIG технология импульсной сварки MIG намного сложнее и сложна в использовании. Это особенно относится к однофазным импульсным машинам, где много должно быть «упаковано» в ограниченную входную/выходную мощность, доступную от одной фазы. 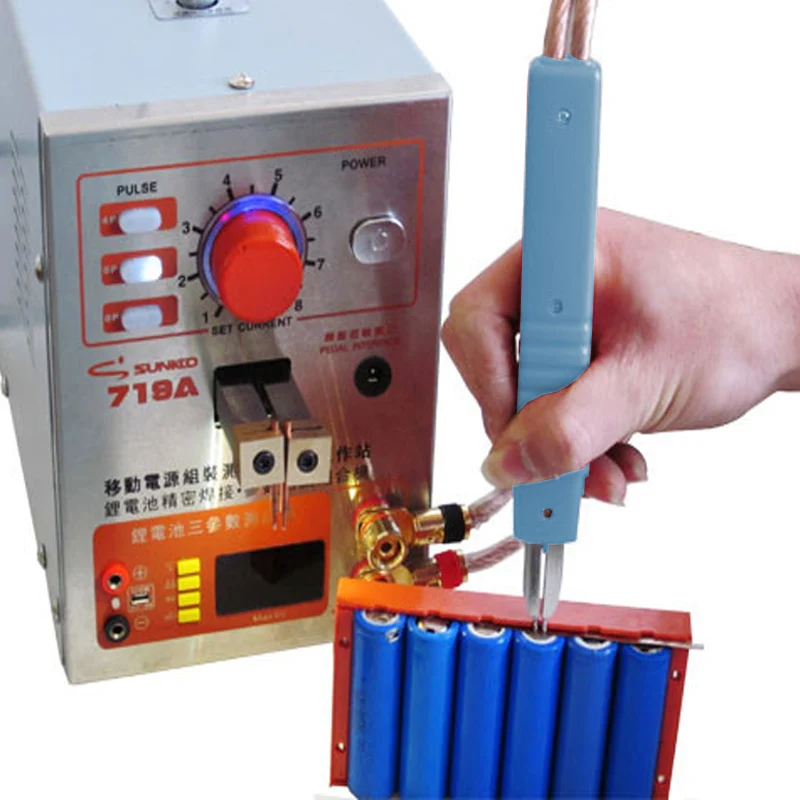
 Он поддерживает низкое общее тепловложение сварного шва, сохраняя при этом надлежащее проплавление.
Он поддерживает низкое общее тепловложение сварного шва, сохраняя при этом надлежащее проплавление. Если вы свариваете тонкий материал, то обычно используется быстрый импульс.
лучше, и это оставит высокопрофильный бортик. Если вы свариваете толстые
материала, то обычно лучше использовать медленный импульс, и он оставит низкий профиль
шарик.
Если вы свариваете тонкий материал, то обычно используется быстрый импульс.
лучше, и это оставит высокопрофильный бортик. Если вы свариваете толстые
материала, то обычно лучше использовать медленный импульс, и он оставит низкий профиль
шарик. Но при импульсной сварке с помощью TIG вы можете подавать присадочный стержень двумя способами (а не одним).
Но при импульсной сварке с помощью TIG вы можете подавать присадочный стержень двумя способами (а не одним).



 Все остальное он сделает за вас.
Все остальное он сделает за вас.
 Там гораздо меньше шансов дунуть дальше через дыру (или
через металл в целом) с более низкими уровнями нагрева.
Там гораздо меньше шансов дунуть дальше через дыру (или
через металл в целом) с более низкими уровнями нагрева. 00
Цена продажи399,99
00
Цена продажи399,99 «,»warning_title_for_reward_requirelogin»:»Чтобы принять участие в нашей программе лояльности и вознаграждений, вы должны сначала подтвердить свою учетную запись. Пожалуйста, войдите в систему, чтобы проверить свое право на участие.»,»reward_notifications_earned_points»:»Вы заработали {{ points_name }}!»,»reward_notifications_spend_your_points»:»Потратьте свои баллы! У вас есть {{ point_balance }} {{ points_name }}»,»reward_activity_reset_points»:»Сбросить баллы»,»reward_activity_reset_tiers»:»Сбросить уровни»,»reward_activity_reset_tiers_description»:»»,»reward_notifications_you_have»:»У вас есть
«,»warning_title_for_reward_requirelogin»:»Чтобы принять участие в нашей программе лояльности и вознаграждений, вы должны сначала подтвердить свою учетную запись. Пожалуйста, войдите в систему, чтобы проверить свое право на участие.»,»reward_notifications_earned_points»:»Вы заработали {{ points_name }}!»,»reward_notifications_spend_your_points»:»Потратьте свои баллы! У вас есть {{ point_balance }} {{ points_name }}»,»reward_activity_reset_points»:»Сбросить баллы»,»reward_activity_reset_tiers»:»Сбросить уровни»,»reward_activity_reset_tiers_description»:»»,»reward_notifications_you_have»:»У вас есть 