Ультразвуковой дефектоскоп — Мегаобучалка
Ультразвуковой дефектоскоп предназначен для генерации импульсов акустических колебаний, приема отраженных сигналов, а также преобразования этих сигналов в вид, удобный для наблюдения на их экране, а также для измерения координат дефектов и сравнения амплитуд сигналов. Прибор включает электронный блок (собственно дефектоскоп), набор преобразователей для излучения и приема ультразвуковых колебаний и различные вспомогательные устройства.
Для достоверного контроля дефектоскоп должен обеспечивать:
— линейную зависимость между амплитудами эхо-сигнала на входе дефектоскопа и индикаторе;
— получение максимальной информации о дефекте, точное измерение амплитуды и временных интервалов между зондирующим импульсом и эхо-сигналом от дефекта;
— большой динамический диапазон усилителя, что позволяет одновременно видеть на экране большие и малые эхо-сигналы;
— селекцию эхо-сигналов в любом заданном временном интервале и автоматическую сигнализацию (звуковую, световую) их наличия;
— выравнивание чувствительности дефектоскопа по всей зоне контроля для компенсации затухания ультразвука в металле.
Ультразвуковой дефектоскоп предназначен для излучения УЗ-колебаний, приема акустических сигналов, установления размеров выявленных дефектов и определения их координат.
Контроль качества продукции производят в различных условиях: в цехе, на монтаже, при эксплуатации. Поэтому к таким характеристикам дефектоскопа, как масса, габариты, автономность питания, простота индикации дефектов, устойчивость к сотрясениям и вибрациям (ГОСТ 23049-84) предъявляются особые требования. С другой стороны, для обнаружения дефектов и правильной оценки их величины и степени допустимости для данного изделия дефектоскоп должен иметь обязательный минимум функциональных блоков, позволяющий выполнить необходимые операции.
Структурная схема дефектоскопа. Электрические схемы ультразвуковых дефектоскопов очень сложны и громоздки. Схема дефектоскопа и рекомендации по работе с ним обычно даны в заводской инструкции. Для изучения принципа работы дефектоскопа достаточно рассмотрения его структурной схемы (рис. 4.1).
Генератор зондирующих радиоимпульсов 7 вырабатывает импульс электрических колебаний, возбуждающий ультразвуковые колебания в преобразователе 3. Отраженные от дефекта УЗ-сигналы принимает тот же (совмещенная схема) или другой (раздельная схема) преобразователь и трансформирует их в электрические импульсы, которые поступают на вход усилителя 1. Коэффициент усиления его регулируется во времени с помощью системы 4 временной регулировки чувствительности (ВРЧ).
Рис. 4.1. Блок-схема импульсного дефектоскопа: 1 – усилитель; 2 – автоматический сигнализатор дефектов; 3 – преобразователь; 4 – система ВРЧ; 5 – блок измерения толщины; 6 – электронно-лучевой индикатор; 7 – генератор зондирующих импульсов;
Усиленный до требуемой величины сигнал поступает на вход электронно-лучевого индикатора 6 и автоматического сигнализатора дефектов (АСД) 2.
Синхронизатор 8 обеспечивает требуемую временную последовательность работы всех узлов дефектоскопа, одновременно с запуском генератора импульсов (или с некоторой заданной задержкой) он приводит в действие генератор развертки 9 электронно-лучевого индикатора.
Развертка позволяет различать по времени прихода сигналы от объектов отражения, расположенных на разном расстоянии от преобразователя, например, сигналы от дефектов отличать от донного сигнала. Синхронизатор также управляет работой блоков ВРЧ и АСД.
Современные дефектоскопы снабжены устройствами для измерения амплитуды и времени прихода отраженного сигнала.
Как правило, дефектоскопы общего назначения снабжены дублированной системой питания: от сети и от аккумуляторной батареи. Дефектоскоп имеет выход для работы других измерительных приборов и может быть синхронизирован с внешним источником.
В последнее время разработаны микропроцессорные дефектоскопы, автоматизирующие измерительные операции и обработку информации. Вспомогательные комплектующие дефектоскопа призваны облегчить труд оператора и повысить достоверность контроля. К ним относятся магнитные держатели, обеспечивающие надежный акустический контакт с изделием, приспособления для симметричного одновременного перемещения преобразователя для контроля по схеме «тандем» и др.
Рассмотрим более подробно работу основных узлов импульсного дефектоскопа.
Генератор зондирующих импульсов.Основными элементами генератора зондирующих импульсов (ГЗИ) являются колебательный контур, включающий передающий пьезоэлемент, и электронная схема, обеспечивающая генерацию коротких импульсов той или иной формы, заполненных радиочастотными колебаниями.
Наибольшее распространение получили так называемые генераторы ударного возбуждения. Схема простейшего генератора такого типа приведена на (рис. 4.2).
Рис. 4.2. Схема генератора зондирующих импульсов
Колебательный контур включает пьезоэлементы П, индуктивность Lв и шунтирующее сопротивление Rв. Подбором индуктивности Lв обеспечивают требуемую частоту заполнения генерируемого импульса, а регулировка Rвобеспечивает необходимую добротность контура. Накопительная емкость Снразряжается через тиристор Т при подаче на его электрод пускового импульса Vзап.
Амплитуда генерируемого импульса зависит от напряжения, а также постоянной времени зарядной цепи, определяемой балластным сопротивлением Rн, и накопительной емкостиСн.
Существенным недостатком генератора ударного возбуждения является несоответствие очень высокой частоты первого полупериода колебаний (собственно удара) основной частоте требуемых ультразвуковых колебаний. Это вызывает снижение коэффициента полезного действия и расширение спектра частот. Поэтому в некоторых дефектоскопах используют схемы получения зондирующих импульсов произвольной формы, например колоколообразной, которая характеризуется наиболее узким спектральным составом при заданной длительности.
Приемно-усилительный тракт. Приемно-усилительный тракт дефектоскопа содержит предусилитель, измеритель амплитуд сигналов (аттенюатор), усилитель радиочастоты, детектор и выходной усилитель.
Предусилитель обеспечивает согласование усилительного тракта с приемным преобразователем. Он содержит ограничитель амплитуды, который предохраняет усилитель от перегрузок, связанных с воздействием зондирующего импульса (когда преобразователь включен по совмещенной схеме). При этом сигналы небольшой амплитуды практически не искажаются.
Схема, показанная на рис. 4.3, основана на том, что сопротивление кремниевого диода резко уменьшается, когда напряжение на нем, действующее в прямом направлении, превосходит примерно 0,5 В. При показанном включении ограничительные элементы (диоды) шунтируют как положительный, так и отрицательный полупериоды зондирующего импульса.
Рис. 4.3. Схема подавления воздействия зондирующего импульса
Недостатком этой схемы является то, что шунтирование искажает принимаемые сигналы большой амплитуды. Такой недостаток можно исправить, вводя цепочку из нескольких последовательно включенных диодов.
Входное сопротивление предусилителя должно быть согласовано с выходным сопротивлением преобразователя с учетом подключенного к нему колебательного контура. Для достижения максимальной чувствительности их импедансы должны быть примерно равны. Оценки показывают, что при настройке контура в резонанс с пьезопластиной активное сопротивление преобразователя составляет 20–60 Ом в зависимости от частоты и акустической нагрузки. В этих условиях сопротивление на входе усилителя не должно превышать 50–100 Ом.
Амплитуды сигналов чаще всего измеряют с помощью калиброванного делителя напряжения – аттенюатора. При этом сравнивают амплитуды двух или нескольких сигналов в относительных единицах. За единицу (0 дБ) обычно принимают максимальный сигнал, соответствующий амплитуде акустического зондирующего импульса. Иногда, однако, за исходное значение принимают амплитуды других сигналов, например донного сигнала для контролируемого изделия.
Аттенюатор располагают вблизи входа приемно-усилительного тракта для того, чтобы искажение амплитуд поступивших сигналов было минимальным. Требуемый диапазон измерения 60–80 дБ. В настоящее время выпускаются автоматические измерители амплитуды с цифровым выходом.
В дефектоскопах применяют усилители радиочастоты двух типов: узкополосные и широкополосные.
Узкополосные усилители находят широкое применение. Они обладают высокой помехоустойчивостью. Полосу пропускания выбирают не менее 0,2
В некоторых случаях целесообразно использовать широкополосные усилители, хотя они более сложны и обладают худшей помехоустойчивостью.
Усиленные радиочастотные сигналы поступают к детектору, на нагрузке которого выделяются огибающие радиоимпульсов.
Детектированные сигналы поступают на выходной усилитель с коэффициентом усиления 20–30 дБ. В некоторых дефектоскопах предусмотрена возможность наблюдения на электронно-лучевом индикаторе недетектированных сигналов с радиочастотным заполнением.
Важной характеристикой усилителя является его динамический диапазон, т. е. отношение амплитуд максимального и минимального сигналов, усиливаемых без искажения. Приборы с большим динамическим диапазоном позволяют правильно оценить соотношение амплитуд сигналов на экране электронно-лучевого индикатора даже без применения аттенюатора.
Помимо калиброванного аттенюатора импульсные дефектоскопы имеют другие регуляторы чувствительности. К ним относят регуляторы амплитуды зондирующего импульса, ВРЧ и отсечки, а также некалиброванный регулятор чувствительности усилителя. Регулятор отсечки изменяет потенциал порогового уровня отпирания детектора. Благодаря этому отсекаются все импульсы, амплитуда которых меньше выбранного значения. Применение отсечки искажает реальное соотношение амплитуд детектированных сигналов и сужает динамический диапазон усилителя прибора. В связи с этим разработана система так называемой компенсированной отсечки, которая обеспечивает восстановление амплитуды отсеченного сигнала до первоначального значения. Очевидно, что подобная схема позволяет оценить амплитуды отраженных сигналов по экрану электронно-лучевого индикатора даже при включении отсечки.
Временная регулировка чувствительности.Система временной регулировки чувствительности (ВРЧ) предназначена для генерирования электрического сигнала определенной формы, с помощью которого изменяется во времени усиление одной или нескольких ступеней приемно-усилительного тракта. Вызвано это, как уже указывалось, необходимостью компенсировать ослабление ультразвука в контролируемом изделии, обусловленное дифракционным расхождением и затуханием. Исходя из этого закон изменения усиления должен быть обратным закону убывания амплитуд отраженных сигналов от одинаковых по размерам дефектов по мере их удаления от преобразователя.
В наиболее совершенных приборах сигнал системы ВРЧ, учитывающий дифракционное расхождение ультразвука, подбирают кнопочным переключателем. Сигнал соответствует типу используемого преобразователя (зависит от размеров преобразователя, его частоты), а также длительности начального участка, на котором управляющий сигнал сохраняется постоянным, в соответствии с длиной ближней зоны преобразователя.
Действие затухания компенсируют другим управляющим сигналом ВРЧ или поворотом линии развертки в приборах с логарифмическим усилителем.
В некоторых приборах форму управляющего сигнала систем ВРЧ подбирают эмпирически по образцам с искусственными отражателями. В этом случае предусматривают раздельную регулировку по величине начального, среднего и конечного участков регулирующего сигнала.
Регистратор.В подавляющем числе эхо-импульсных дефектоскопов принятые отраженные сигналы регистрируют электронно-лучевые индикаторы. Чаще всего на горизонтально отклоняющие пластины подается усиленный до необходимой величины полезный сигнал, а на вертикально отклоняющие – напряжение развертки. Развертка синхронизируется частотой зондирующих посылок.
Электронно-лучевой индикатор содержит электронно-лучевую трубку (ЭЛТ), согласующие и видеоусилительные ступени, а также генератор развертки (обычно ждущего типа), запускаемый от синхронизатора дефектоскопа одновременно с генератором зондирующих импульсов.
Длительность развертки определяется скоростью звука в материале и толщиной контролируемых изделий :
. (4.1)
При большой толщине изделия сигналы от близкорасположенных дефектов (особенно вблизи зондирующего импульса) плохо различимы на линии развертки. С целью преодоления указанного недостатка в современных дефектоскопах весь диапазон толщин прозвучиваемых изделий разбивают на ряд поддиапазонов, один из которых и выбирают при контроле изделия соответствующих габаритов.
Кроме того, многие дефектоскопы имеют специальные схемы задержки, с помощью которых запуск развертки осуществляется не зондирующим импульсом, а, например, первым отраженным от поверхности сигналом при иммерсионном контроле. Некоторые дефектоскопы снабжены специальной системой с произвольно регулируемым временем задержки, что обеспечивает возможность более детального изучения любого выбранного участка развертки.
В отдельных дефектоскопах кроме развертки типа А, при которой сигнал от дефекта на экране отображается в виде импульса, амплитуда которого пропорциональна величине дефекта, а положение на линии развертки пропорционально расстоянию от дефекта, применяются развертки типа B и C. Развертка типа B отображает поперечное сечение объекта контроля. Эхо-сигнал индицируется простой отметкой, амплитуда сигнала не измеряется. Развертка C отображает продольное сечение объекта также с яркостной отметкой сигнала.
Во многих автоматизированных дефектоскопических установках в качестве регистраторов применяют (наряду с электронно-лучевыми индикаторами) также различные электромеханические системы – самописцы того или иного типа. Достоинством применения самописцев является возможность получения документа – дефектограммы, фиксирующей результаты контроля.
Система автоматической сигнализации дефектов. Система автоматической сигнализации дефектов (АСД) предназначена для автоматической фиксации момента обнаружения дефекта. Ее можно рассматривать как частный случай регистратора. Особое значение такая система имеет в автоматизированных промышленных установках, однако и при ручном контроле эта система значительно облегчает работу оператора и позволяет повысить надежность полученных результатов прозвучивания.
Система АСД содержит стробирующее устройство и схему индикации выявленных дефектов. Стробирующее устройство предназначено для генерации вспомогательных импульсов, ширина и местоположение которых определяют зону индикации принятых отраженных сигналов. Указанные вспомогательные импульсы подаются к каскаду совпадений, на второй вход которого поступают все отраженные сигналы с выхода приемно-усилительного тракта.
Изменяя ширину и положения стробирующего импульса, можно произвольно выбирать тот или иной участок развертки, в котором наблюдаются отраженные сигналы.
Стробирующее устройство, таким образом, позволяет решать несколько задач. Во-первых, располагая начало стробирующего импульса после зондирующего или начального сигнала, а конец – перед донным сигналом, можно отсечь эти сигналы от последующих схем индикации.
Во-вторых, правильно выбирая длительность и время начала стробирующего импульса, можно установить требуемую зону контроля.
В-третьих, установив стробирующий импульс так, чтобы в него попадал только донный сигнал, можно по амплитуде этого сигнала следить за стабильностью акустического контакта, общей исправностью работы аппаратуры, а также автоматически подстраивать чувствительность.
Наконец, применение стробирующего устройства позволяет повысить общую помехоустойчивость дефектоскопа, поскольку импульсные помехи любого типа могут воздействовать на индикатор лишь во время действия стробирующего импульса, которые всегда меньше общего периода зондирующих посылок.
В качестве индикаторов в системах АСД обычно применяют электрические лампы либо светодиоды, а также электромагнитные реле.
Синхронизатор.Синхронизатор представляет собой автоколебательную систему, выполненную по схеме мультивибратора или (реже) блокинг-генератора.
Частоту генерируемого синхронизатором напряжения выбирают в зависимости от задач контроля в пределах 50–8000 Гц. В некоторых дефектоскопах она регулируется.
Поскольку частота синхронизатора определяет период следования зондирующих посылок, ее желательно выбирать большей. Это обеспечивает увеличение скорости контроля, а следовательно, и его производительности.
Однако частота ограничивается затуханием ультразвука и толщиной контролируемых изделий, поскольку необходимо, чтобы ультразвуковой импульс, излученный в изделие, полностью затух до поступления следующей посылки. Ориентировочно можно считать, что достаточный уровень ослабления будет достигнут в результате не менее чем N-кратного прохождения ультразвука через изделие по толщине, где . В этом случае максимальная частота следования зондирующих импульсов .
Устройство для измерения расстояния до объекта отражения.Расстояние до дефекта, дна изделия или другого отражателя ультразвуковых импульсов определяют по времени пробега импульса. При этом скорость распространения ультразвука в материале учитывают и корректируют путем измерения какого-либо известного расстояния, например толщины контролируемого изделия.
Во многих дефектоскопах измерения осуществляют непосредственно по экрану электроннолучевого индикатора, снабженного шкалой. Расстояния также определяют путем совмещения с передним фронтом измеряемого эхо-сигнала вспомогательного импульса, вырабатываемого измерительным устройством – глубиномером. Измерительный элемент (сопротивление или емкость) этого устройства, изменение которого вызывает перемещение метки вдоль линии развертки, имеет шкалу. В случае применения наклонных преобразователей используют две шкалы, соответствующие двум координатам дефектов. В некоторых приборах шкала одна, а две координаты измеряют ступенчатым переключателем регуляторов скорости ультразвука: одному положению переключателя соответствует измерение расстояния вдоль поверхности, а другому – по глубине изделия.
В современных импульсных толщиномерах и дефектоскопах применяют системы, дающие цифровой отсчет расстояний в изделии. При этом измеряется интервал времени между зондирующим и ближайшим к нему импульсом на экране или импульсом, перед которым устанавливается электронная метка. Такую систему отсчета следует признать наиболее удобной.
Во многих автоматизированных промышленных дефектоскопических установках, содержащих большое число преобразователей, последние включают поочередно либо отдельными группами. В этом случае синхронизатор управляет работой электронного коммутатора, логические элементы на выходе которого выполняют функции отдельных электронно-акустических каналов системы в заданной последовательности. Обычно применяют коммутаторы кольцевого или регистрового типа.
Дефектоскопия ультразвуковая импульсна — Справочник химика 21
Эхо-импульсный метод измерения толщины основан на регистрации времени прохождения ультразвукового импульса через изделие. Эхо-импульсный толщиномер работает так же, как и ультразвуковой дефектоскоп. Пьезоэлектрический преобразователь при воздействии электрического сигнала от импульсного генератора посылает в изделие импульс упругих колебаний, который распространяется со скоростью, зависящей от химического [c.50]Эхо-импульсный метод дефектоскопии заключается в посылке в изделие искателем ультразвуковых импульсов и приеме тем же или другим искателем сигналов, отраженных от дефектов и от противоположной поверхности изделия. Различают два способа контроля основной и реверберационный. [c.85]
Ультразвуковой импульсный метод контроля не дает возможности с полным основанием судить о характере дефекта. С помощью серийных ультразвуковых дефектоскопов можно лишь с достаточной для практики точностью определить координаты и условную площадь дефекта чтобы судить о характере дефекта, необходимо провести дополнительные исследования. [c.481]
Авторами были выполнены сравнительные исследования величины погрешностей при контроле резонансным толщиномером ТУК-3 (УРТ-6) и импульсным ультразвуковым дефектоскопом-толщиномером УДМ-Ш. На эталонных образцах исследовали влияние на показания приборов таких геометрических факторов, как толщины металла, непараллельности стенок, кривизны поверхности, а также изучали возможность контроля коррозии при различной степени ее развития. Данные ультразвуковых измерений сопоставляли с результатами определения толщины образцов на одних и тех же участках металла микрометром или специальным индикатором-толщиномером и оценивали относительную ошибку измерений. [c.54]
Ультразвуковой импульсный дефектоскоп Имитатор дефектов с планшетом для АРД-диаграмм (приспособление к УДМ-3) Портативный ультразвуковой дефектоскоп Ультразвуковой импульсный толщиномер [c.244]
В практике различают теневой способ ультразвуковой дефектоскопии и импульсный. [c.40]
Ультразвуковой импульсный дефектоскоп ДУК-6В [c.158]
Наиболее совершенным типом дефектоскопа является импульсный ультразвуковой дефектоскоп, работающий по принципу отражения ультразвука (фиг. 184). [c.260]
Ирригационный искатель может быть применен в комплекте с любым иммерсионным ультразвуковым импульсным дефектоскопом. [c.194]
Ультразвуковой импульсный дефектоскоп типа УДМ-1М предназначен для определения дефектов и их координат в различных материалах. Схема прибора является типовой для современных импульсных дефектоскопов. [c.198]
Ультразвуковой импульсный дефектоскоп типа ДУК-5В позволяет выявлять и определять координаты дефектов (трещин, раковин, инородных выключений) в металлических и неметаллических заготовках и деталях несложных форм, а также определять качество клеевых соединений различного рода пластмасс на металлических и неметаллических основах. [c.204]
Как указывалось, дефектоскоп ДУК-5В имеет приставку ПГК-1В. Эта приставка-генератор предназначена для формирования радиоимпульсов высокого напряжения при работе в комплекте с ультразвуковыми импульсными дефектоскопами типа ДУК-5, а также УДМ-1 М и др. [c.205]
Ультразвуковой импульсный дефектоскоп типа ДУК-12 предназначен для контроля качества материала различных конструкций из стеклопластика. Прибор снабжен искательными головками раздельно-совмещенного типа и позволяет выявлять расслои, трещины, воздушные включения и другие дефекты толщиной от 4 до 25 мм, а также определять глубину их залегания с непосредственным отсчетом по масштабной шкале на экране электроннолучевой трубки диаметром 137 мм. [c.206]
Ультразвуковая дефектоскопия. Разработано большое число различных ультразвуковых дефектоскопов. Они подразделяются на импульсные, с непрерывным излучением и резонансные. В табл. 11 приведена техническая характеристика некоторых отечественных ультразвуковых дефектоскопов. [c.202]
Измерение скоростей распространения продольных и поперечных ультразвуковых волн, а также поглощения ультразвука в твердых телах позволяет исследовать ряд вопросов, относящихся к физике твердого тепа. Из них наиболее ванметод определения упругих постоянных и метод измерения величины зерна в металлах. Хотя подобные методы исследования применимы, кроме металлов, и к ряду других материалов, однако большинство экспериментальных данных на сегодняшний день относится к исследованию металлов. Это в некоторой стенени объясняется тем, что аппаратура, предназначенная для измерения скорости и поглощения ультразвука, во многом аналогична импульсным ультразвуковым дефектоскопам, применяемым для исследования металлов. Поэтому первые опыты в этом направлении проводились с помощью упомянутых выше дефектоскопов. И лишь в дальнейшем, в связи с необходимостью повышения точности измерений и расширения диапазона частот, для этих целей были изготовлены специальные установки, позволившие существенно расширить круг вопросов, решаемых данным методом. [c.146]
Импульсный ультразвуковой дефектоскоп [c.92]
Как отмечалось во введении, эхометод— основной метод АК, поэтому он здесь рассмотрен наиболее полно. Контроль этим методом выполняют с помощью импульсного ультразвукового дефектоскопа. [c.92]
Так как контроль проводят импульсными дефектоскопами, то граничную толщину слоя определяют в зависимости от продолжительности X импульса. Обычно ультразвуковой импульс содержит не более 4—5 периодов Т. Следовательно, т = (4-т-5) Г. Сдвиг времени t между фронтом прямой и отраженной от нижней и верхней границ слоя волны зависит от толщины к слоя и скорости с продольной волны, г. е. t = 2Ыс. Тогда при t (4-т-5) Т или в зависимости от длины волны при /г/Я- 52 (2 ч-2,5) интерференции не будет. Слой, удовлетворяющий такому условию, будем называть толстым. [c.15]
Ультразвуковая аппаратура для структурного анализа металлов. Источником ультразвука и индикатором для оценки затухания и скорости распространения ультразвуковых колебаний в испытуемом материале, по которым обычно определяют его структуру, может служить ультразвуковой прибор, сконструированный по принципу импульсного эхо-дефектоскопа. Однако узкий [c.68]
Повышение чувствительности ультразвуковой когерентно-импульсной фурье-ин-троскопии на основе метода нуль-вре-менного анализа комплексных огибающих синтезированных импульсных характеристик // Дефектоскопия. 1997. № 6. С. 3-9. [c.840]
Книга посвящена
Импульсный метод ультразвуковой дефектоскопии — Справочник химика 21
ИМПУЛЬСНЫЙ МЕТОД УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ [c.83]ТЕНЕВОЙ МЕТОД ДЕФЕКТОСКОПИИ — метод дефектоскопии, основанный на ослаблении дефектами интенсивности упругих колебаний ультразвуковой частоты один из методов ультразвуковой дефектоскопии. Впервые применен (1928) сов. исследователем С. Я. Соколовым. Для осуществления контроля в исследуемое изделие с одной стороны вводят ультразвуковые колебания (импульсные, непрерывные с частотной модуляцией или без нее), используя различные излучатели (напр., облучающую головку). С другой стороны изделия с помощью датчика, установленного напротив излучателя, регистрируют интенсивность этих колебаний, прошедших через толщу материала. Если на пути колебаний окажется дефект, то часть их отразится, и интенсивность колебаний, поступающих на датчик, уменьшится. Для Т. м. д. используют дефектоскопы типа УЗД, ДУК и др. Т. м, д. применяют для обнаружения расслоений, инородных включений, раковин и др. дефектов в металлах, бетоне и т. д. [c.516]
Ультразвуковой метод обнаружения скрытых дефектов основан на свойстве ультразвука проходить через металлические изделия и отражаться от границы раздела двух сред, в том числе и от дефекта. В зависимости от способа приема сигнала от дефекта различают два метода ультразвуковой дефектоскопии — метод просвечивания и импульсный метод. [c.97]
Ультразвуковой импульсный метод контроля не дает возможности с полным основанием судить о характере дефекта. С помощью серийных ультразвуковых дефектоскопов можно лишь с достаточной для практики точностью определить координаты и условную площадь дефекта чтобы судить о характере дефекта, необходимо провести дополнительные исследования. [c.481]
Как отмечалось во введении, эхометод— основной метод АК, поэтому он здесь рассмотрен наиболее полно. Контроль этим методом выполняют с помощью импульсного ультразвукового дефектоскопа. [c.92]
Эхо-импульсный метод измерения толщины основан на регистрации времени прохождения ультразвукового импульса через изделие. Эхо-импульсный толщиномер работает так же, как и ультразвуковой дефектоскоп. Пьезоэлектрический преобразователь при воздействии электрического сигнала от импульсного генератора посылает в изделие импульс упругих колебаний, который распространяется со скоростью, зависящей от химического [c.50]
Эхо-импульсный метод дефектоскопии заключается в посылке в изделие искателем ультразвуковых импульсов и приеме тем же или другим искателем сигналов, отраженных от дефектов и от противоположной поверхности изделия. Различают два способа контроля основной и реверберационный. [c.85]
Наиболее совершенным и широко распространенным в дефектоскопии является эхо-метод, который поясняется блок-схемой импульсного ультразвукового дефектоскопа, работающего по принципу отражения ультразвуковых импульсов от дефектов в изделии (рис. 4.25). [c.282]
Книга посвящена методам ультразвукового контроля, применяемым в промышленности, а также воздействию мощных ультразвуковых колебаний на различные технологические процессы. Большое внимание уделено импульсным ультразвуковым методам дефектоскопии и физико-химических исследований. [c.2]
Измерение скоростей распространения продольных и поперечных ультразвуковых волн, а также поглощения ультразвука в твердых телах позволяет исследовать ряд вопросов, относящихся к физике твердого тепа. Из них наиболее ванметод определения упругих постоянных и метод измерения величины зерна в металлах. Хотя подобные методы исследования применимы, кроме металлов, и к ряду других материалов, однако большинство экспериментальных данных на сегодняшний день относится к исследованию металлов. Это в некоторой стенени объясняется тем, что аппаратура, предназначенная для измерения скорости и поглощения ультразвука, во многом аналогична импульсным ультразвуковым дефектоскопам, применяемым для исследования металлов. Поэтому первые опыты в этом направлении проводились с помощью упомянутых выше дефектоскопов. И лишь в дальнейшем, в связи с необходимостью повышения точности измерений и расширения диапазона частот, для этих целей были изготовлены специальные установки, позволившие существенно расширить круг вопросов, решаемых данным методом. [c.146]
Ультразвуковой метод дефектоскопии использует ЗВ высокой частоты (20 кгц — 25 Мгц). Известны два основных метода ультразвукового контроля — теневой (метод сквозного прозвучивания) п эхо-метод (метод отражения) имеются варианты иммерсионного и контактного ультразвукового методов, отличающиеся способом ввода ЗВ в исследуемый материал. При этом методе используется аппаратура, блок-схема к-рой аналогична схеме импульсного прибора для ультразвуковых испытаний полимерных материалов (см. рис. 1). [c.31]
При контроле детали ультразвуковым дефектоскопом, основанном на импульсном методе, к ее поверхности подводят излучатель ультразвуковых колебаний, который одновременно может быть приемником. Если дефекта в детали нет, то ультразвуковые колебания, возбуждаемые генератором, отразившись от противоположной стороны детали, возвращаются обратно и возбуждают электрический сигнал в приемнике. После усиления и развертки сигнала на экране электрон-но-лучевой трубки будут видны два всплеска от излученного и отраженного от противоположной стенки импульсов. Если в детали имеется дефект, то ультразвуковые колебания отражаются от дефекта и на экране появляется промежуточный всплеск. Этот метод обладает высокой чувствительностью и применяется при обнаружении внутренних дефектов в деталях большой толщины, а также в труднодоступных местах. [c.98]
Ультразвуковой метод является основным для выявления внутренних пороков крупногабаритных изделий, отливок и дефектов в. прокате большого сечения. Широкое применение он находит при контроле сварных швов и в первую очередь швов больших толщин. Принцип действия этого метода основан на свойстве ультразвуковых волн малой длины распространяться в виде направленного луча, отражаться и преломляться на границе раздела двух сред. Ультразвуковые дефектоскопы подразделяются на импульсные с приемом отраженного сигнала и теневые с непрерывным излучением. [c.155]
Импульсный ультразвуковой дефектоскоп типа ДУК-8 предназначен для обнаружения дефектов контактным и иммерсионным методами контроля в материалах с большим коэффициентом затухания. [c.206]
На фиг. 4 приведена схема прозвучивания изделий импульсным методом, получившим наибольшее применение в ультразвуковой дефектоскопии металлов. [c.35]
Повышение чувствительности ультразвуковой когерентно-импу
Ультразвуковой дефектоскоп – устройство и методы исследования + видео
Ультразвуковой дефектоскоп – один из самых доступных и распространенных приборов для обнаружения несовершенств изделий из различных материалов. Принцип его действия почти не ограничивает его в применении, причем является неразрушающим, поэтому все больше сфер промышленности и науки берут его на вооружение. Разберемся и мы, в чем суть его работы.
Дефектоскоп акустический и его методы исследования
Принцип работы ультразвукового дефектоскопа основан на природе звука. Так как посылаемый импульс является волной, то любая преграда на его пути станет причиной его отражения. А уже приходящий обратно отраженный импульс фиксируется датчиком и анализируется. Существует несколько основных подходов, которыми осуществляется дефектоскопия с помощью ультразвука: теневой, зеркально-теневой и эхо-методика. Это все импульсные методы, а есть еще более специфические, но используются редко и сложны для понимания, например, резонансный, импедансный, ревербационный и другие. Поэтому коснемся только популярных и более доступных рядовым гражданам.
Теневой метод улавливает ослабление возвращенного сигнала, в этом случае наблюдается пониженная энергия (интенсивность, амплитуда) или вовсе смена фазы, вызванная огибанием дефектного места. Но этот метод неудобен тем, что потребует доступа к объекту анализа с двух сторон, так как сигнал выходит от пьезоизлучателя, а принимается уже другим преобразователем. Отсюда исходит и невысокая точность результатов, вернее координат местоположения препятствия в изделии. Однако для грубой оценки качества изделия метод вполне пригоден, и не требует идеального состояния исследуемой поверхности, а результат можно получить и при наличии некоторого фона помех. Чаще всего встречается такой метод при анализе сварочных швов.
Зеркально-теневой способ оценки дефектов призван оценить интенсивность импульса, отраженного от противоположной стенки образца. То есть сигнал все же проходит через весь объект, потому что препятствия небольшие и расположены перпендикулярно той плоскости, по которой перемещается преобразователь, поэтому почти не влияют на отражение волны. Примером могут служить вертикальные трещины. Но все же интенсивность обратно идущей (донной) волны они немного ослабляют, хоть и очень незначительно. Отдельно такой метод используется редко, чаще в качестве дополнительного этапа обнаружения мелких дефектов, которые не дают явного сигнала на отражение. Достоинство способа в том, что он не требователен к качеству поверхности, не требует доступа с двух сторон. Правда, координаты точно он также вам не сообщит, скажет только о фактическом наличии дефекта.
Эхо-метод – самый популярный и более достоверный, выявляет поверхностные и объемные дефекты с хорошей точностью, при любой их ориентировке. Анализирует металлы и многие строительные материалы, например, бетонные конструкции, дерево и другие. Главное условие – ощутимое взаимодействие с ультразвуком. Фиксировать результаты анализов можно на осциллоскопе или с помощью самописца. Метод более надежный и объективный, к тому же, очень чувствительный. Принцип его также основан на запуске коротких импульсов в образец и анализе отраженных волн, улавливаемых датчиком.
Ультразвуковой дефектоскоп – природа импульсов
Отпечаток на особенности анализа акустическим методом накладывает физика звука. Волна достаточно ощутимо может рассеиваться воздухом в силу его сопротивления звуку, поэтому при измерениях поверхность образца определенным образом подготавливают. Во-первых, делают ее несколько шероховатой, причем если обследуют какую-то узкую полосу изделия, то наносимые зазубрины должны быть перпендикулярны этой полосе (например, сварный шов). Во-вторых, для исключения сопротивления воздуха наносят каплю контактной жидкости, это может быть обычная вода или же масло.
Если граница объекта расположена вертикально, то контактная жидкость должна быть очень густой, чтобы не стекла при первой же возможности.
Сам ультразвуковой импульс генерируется посредством пьезоэффекта, хоть он и не единственный, но уж точно самый доступный. Для тех, кто внимательно изучал физику хотя бы в школе, не будет новым определение обратного пьезоэлектрического эффекта, на основе которого и создан преобразователь акустического дефектоскопа. Он берет сигнал от электрического генератора, а уже в образец заходят ультразвуковые волны. По возвращению УЗ-сигнал попадает на такой же преобразователь, но уже с прямым пьезоэффектом, поэтому становится возможным регистрация полученного сигнала в виде электрических импульсов.
Схема ультразвукового дефектоскопа и области применения
Дефектоскоп акустический может определять множество видов неоднородностей в объеме, в том числе и химических изменений. Областей, в которых этот прибор востребован, бесчисленное множество: машиностроение, химия и нефть, энергетика, исследовательские лаборатории, приборостроение и механическое производство, строительство. Измеряют пустоты, уплотнения, химические процессы, сварные швы, клеевые соединения, есть возможность следить за структурой деталей в движении прямо на прокатной линии. Размер дефектов, которые может видеть данный прибор, определяется длиной волны. Если нарушение структуры имеет размер меньше ¼ длины волны, то видно его не будет.
Схема ультразвукового дефектоскопа содержит генератор электроимпульсов, попадающих на преобразователь, который в процессе анализа обращен к образцу и возбуждает в нем ультразвуковой импульс. Эта волна идет по объему исследуемого объекта и отражается от первого попавшегося дефекта либо от противоположной стенки образца, если дефектов нет. Отраженная волна попадает снова на преобразователь, оттуда сигнал проходит через усилитель, а потом направляется на электронно-лучевую трубку, которая соединена с генератором развертки. На этом этапе и рождается график (спектр) плотности образца, анализируются два параметра из этой развертки – амплитуда пиков и время прихода сигнала.
Настройка ультразвукового дефектоскопа – суть процесса
Любой прибор перед работой следует отрегулировать или проверить его параметры от завода-изготовителя. Настройка ультразвукового дефектоскопа делается с помощью матричного устройства, регламентируемым специальными ГОСТами. На нем нанесены плоские угловые отражатели, которые при использовании дефектоскопа будут вести себя, как дефекты с определенными размерами и формой. Матричное устройство сканируется по различным отражателям, получаются сигналы и соответствующие графики, они анализируются, а значения заносятся в таблицу.
По таблице создается график-аттестат, на котором показывается зависимость амплитуд получаемых сигналов от размеров плоских отражателей на матричном устройстве. Потом с шагом 2 дБ фиксируют по этой зависимости значения амплитуд получаемого импульса и анализируют, линейная ли зависимость получается. Также наблюдается ее корреляция с полем допуска, обозначенным соответствующим стандартизирующим документом. Если она из поля выпадает, дефектоскоп нуждается в перенастройке.
Импульсные ультразвуковые дефектоскопы
Контроль сварных соединений осуществляется при помощи ультразвуковых дефектоскопов, которыми можно выявлять трещины» непровары, газовые и шлаковые включения в стыковых, угловых, тавровых и нахлесточных соединениях, выполненных дуговой, электрошлаковой, газовой и контактной сваркой. Контролировать можно как сварку сталей, так и сварку цветных металлов и их сплавов.
Электрическая схема дефектоскопов, состоящая из отдельных электронных блоков, смонтирована в металлическом кожухе, на передней панели которого находится экран электроннолучевой трубки и расположены рукоятки управления. Дефектоскопы укомплектованы призматическими щупами-искателями (рис. 42) с углами ввода ультразвукового луча 30, 40 и 50° (0,53; 0,7 и 0,88 рад). Придаются также и прямые щупы, при помощи которых ультразвуковые колебания вводятся перпендикулярно поверхности контролируемого изделия. Комплект щупов позволяет выбирать для каждого конкретного случая необходимую схему прозвучивания. Во всех щупах в качестве пьезоэлектрического преобразователя используются пластинки титаната бария.
Рис. 42. Конструктивная схема призматического щупа 1 — кольцо изоляционное; 2 — асбестовая прокладка; 3 — накладка контактная; 4 — втулка изоляционная; 5 — втулка; 6 — пластинка из титаната бария; 7 — корпус;8 — призма из плексигласа
В зависимости от количества щупов и схемы их включения ультразвуковые дефектоскопы могут быть двухщуповыми, в которых один щуп является излучателем, а другой приемником, или однощуповыми, где функция ввода и приема ультразвуковых колебаний выполняются одним щупом. Это возможно потому, что прием отраженного сигнала происходит во время пауз между импульсами, когда никаких других сигналов, кроме отраженных, на пьезоэлектрическую пластинку не поступает.
В качестве индикаторов дефектов применяются электроннолучевые трубки. Ряд дефектоскопов оснащен также световым (электрической лампочкой на искательной головке щупа) и звуковым (динамиком и телефонными наушниками) индикаторами.
Типовая блок-схема импульсного ультразвукового дефектоскопа, работающего по однощуповой схеме, приведена на рис. 43.
Рис. 43. Блок-схема импульсного ультразвукового дефектоскопа УЗД-7Н 1 — задающий генератор; 2 — генератор импульсов; 3 — пьезоэлектрический щуп; 4 — генератор развертки; 5 — приемный усилитель; 6 — электроннолучевая трубка; 7 — контролируемое изделие
Задающий генератор, питаемый переменным током, вырабатывает электрические колебания, передаваемые на генератор импульсов и пьезоэлектрический щуп. В последнем высокочастотные электрические колебания преобразуются в механические колебания ультразвуковой частоты и посылаются в контролируемое изделие. В интервалах между отдельными посылами высокочастотных импульсов пьезоэлектрический щуп при помощи электронного коммутатора подключается к приемному усилителю, который усиливает полученные от щупа отраженные колебания и направляет их на экран электроннолучевой трубки. Таким образом, пьезоэлектрический щуп попеременно работает как излучатель и приемник ультразвуковых волн.
Генератор развертки обеспечивает развертку электронного луча трубки, который прочерчивает на экране электроннолучевой трубки светящуюся линию с пиком начального импульса.
При отсутствии дефекта в контролируемом изделии импульс дойдет до нижней поверхности изделия, отразится от нее и возвратится в пьезоэлектрический щуп. В нем механические колебания ультразвуковой частоты снова преобразуются в высокочастотные электрические колебания, усиливаются в приемном усилителе и подаются на отклоняющие пластины электроннолучевой трубки. При этом на экране возникает второй пик донного импульса (как бы отраженного от дна изделия).
Если на пути прохождения ультразвука встретится дефект, то часть волн отразится от него раньше, чем донный сигнал достигнет пьезоэлектрического щупа. Эта часть волн усиливается приемным усилителем, подается на электроннолучевую трубку и на ее экране между начальным и донным импульсами возникнет пик импульса от дефекта.
Благодаря синхронной работе генератора развертки луча, генератора импульсов и других устройств дефектоскопа взаимное расположение импульсов на экране электроннолучевой трубки характеризует глубину расположения дефекта. Расположив на экране трубки масштабные метки времени, можно сравнительно точно определить глубину залегания дефекта.
Дефектоскоп импульсный ультразвуковой — Энциклопедия по машиностроению XXL
Для ультразвуковой дефектоскопии применяют метод звуковой тени (теневая дефектоскопия), импульсный и резонансный методы. [c.244]В СССР четкая классификация импульсных ультразвуковых дефектоскопов определена ГОСТ 23049—84. В зависимости от области применения ультразвуковые дефектоскопы (УД) подразделяют на две группы общего назначения — УД и специализированные — уде, а в зависимости от функционального назначения— на четыре группы (табл. 4.1), Условное обозначение дефектоскопа состоит из букв УД (или УДС), номера группы и порядкового номера модели, а также буквы М с номером модернизации и номера исполнения по устойчивости к воздействию внешней среды. [c.179]
В практике неразрушающего контроля наиболее широко используют ручные импульсные ультразвуковые дефектоскопы 2-й и 3-й групп общего или специального назначения. Общим для этих дефектоскопов является наличие электронно-лучевого и звукового индикаторов, электронного глубиномера для определения координат залегания отражающей поверхности, аттенюатора для измерения отношения амплитуд сигналов в децибелах. [c.179]
Первые импульсные ультразвуковые дефектоскопы с электронным глубиномером и звуковым индикатором разработаны НИИ мостов ЛИИЖТа в 1955 г. [c.180]
Импульсные ультразвуковые дефектоскопы. Основными параметрами сигнала в методе отражений, подлежащими измерению, являются амплитуда U (дБ) и временной сдвиг Т (мкс) принятого сигнала (импульса) относительно излученного, называемого зондирующим сигналом (импульсом). [c.180]
Качественным скачком в развитии импульсной ультразвуковой дефектоскопии рельсов является создание в СССР портативных приборов для обнаружения дефектов на расстоянии до 10. .. 20 м от преобразователя (рис. 4.5). Это позволяет перейти от сплошного к пошаговому сканированию, что повышает производительность контроля рельсов. [c.187]
Современные импульсные ультразвуковые дефектоскопы применяются главным образом для проверки качества изделий машиностроения. Исключение составляют массивные отливки, имеющие крупнозернистую структуру. Эта структура сильно поглощает и рассеивает ультразвуковые колебания, поэтому приходится уменьшать их частоту (так как при малых частотах поглощение и рассеяние звуковой энергии уменьшается), но при этом сильно падает чувствительность дефектоскопа. В то же время сильное поглощение и рассеяние ультразвуковых колебаний крупными зернами чугуна позволяют применять ультразвуковые дефектоскопы для определения зерен графита в чугуне и судить о структуре. Для определения структуры некоторых металлов в настоящее время изготовляются ультразвуковые дефектоскопы с частотой звуковых колебаний более 15 МГц. [c.264]
Установлено, что качество электрошлаковой сварки можно проверять при помощи импульсных ультразвуковых дефектоскопов, так как микроструктура наплавленного металла таких швов в большинстве случаев получается однородной, мелкозернистой, в особенности после термической обработки. Для контроля качества толстостенных швов в ЦНИИТМАШе разработан специальный импульсный ультразвуковой дефектоскоп. Дефектоскоп имеет электронный глубиномер для точного определения глубины залегания дефектов и ряд других усовершенствований. [c.265]
Наиболее совершенным и широко распространенным в дефектоскопии является эхо-метод, который поясняется блок-схемой импульсного ультразвукового дефектоскопа, [c.505]
Импульсный ультразвуковой эхо-дефектоскоп типа УДМ-1М предназначен для обнаружения и определения координат дефектов, являющихся нарушениями сплошности (раковины, расслоения, пористость, треш,ины и т. д.), которые расположены на глубине от 1 до 2500 мм под поверхностью в крупных металлических заготовках, полуфабрикатах и изделиях для обнаружения различных дефектов в сварных соединениях для контроля макроструктуры стали, а также для измерения толщины изделия при одностороннем доступе к нему. Прибор позволяет определять дефекты в неметаллических изделиях (оргстекле, фарфоре, некоторых видах пластмасс), а также определять скорость распространения ультразвуковых колебаний в различных материалах методом сравнения. [c.250]
На рис. 31 приведена принципиальная схема импульсного ультразвукового дефектоскопа. Высокочастотный генератор, образуя кратковременные импульсы переменного напряжения высокой частоты, передает их на пьезоэлектрический вибратор, который преобразует эти колебания в упругие колебания той же частоты. При соприкосновении вибратора (щупа) с деталью импульсы упругих колебаний поступают в металл и распространяются в нем в виде слегка расходящегося пучка. Если на пути распространения импульсов упругих колебаний встречается дефект, то часть [c.57]
Рнс. 31. Принципиальная схема импульсного ультразвукового дефектоскопа [c.58]
В турбостроении широко применяют дефектоскопы УДМ-1М и УЗД-7Н, работающие на принципе импульсных ультразвуковых колебаний. Дефектоскопы предназначены для выявления в деталях таких дефектов, как трещины, пустоты, рыхлости, шлаковые включения, зоны ликвации, флокены и т. д. Этими дефектоскопами можно обнаруживать внутренние дефекты в поковках, прокате и сварных швах. Глубина залегания дефекта и толщина изделия определяются глубиномером. Максимальная глубина прозвучивания для стали при пользовании прямым искателем доходит до 2,5 м, призматическим искателем — до 1,2 м, а минимальная глубина прозвучивания при применении специальных призматических искателей равна 1—2 мм. При замере толщины металла свыше 100 мм погрешность составляет не более 2,5%. Дефектоскоп очень чувствителен. На глубине 1 м дефектоскоп обнаруживает дефект площадью 3—4 мм , а на глубине 300 мм — до 1—2 мм. [c.447]
Импульсный ультразвуковой дефектоскоп (рис. 4.12) состоит из задающего генератора 3, генератора импульсов 2, генератора 4, усилителя импульсов 1, электронно-лучевой трубки (ЭЛТ) 5, источника питания (ГОСТ 23667—79). Задающий генератор вырабатывает колебания, запускающие генератор импульсов и генератор развертки. Генератор импульсов формирует высокочастотные электрические импульсы, которые подаются на пьезоэлемент преобразователя 6 и возбуждают его. Пьезоэлемент, колеблясь с частотой генератора, передает эти колебания изделию 7, в котором колеба- [c.120]
В современных импульсных ультразвуковых дефектоскопах (табл. 4.16) применяют преобразователи «(искательные головки), рассчитанные на работу в контактном и иммерсионном вариантах с возбуждением в контролируемом изделии ультразвуковых волн. В соответствии с ГОСТ 14782—76 по конструктивному выполнению они могут быть раздельными, совмещенными и раздельно-совмещенными, прямыми, угловыми (призматическими), с плоской или фигурной контактной поверхностью. [c.123]
Ультразвуковой контроль. Широкое распространение в промышленности и строительстве получили импульсные ультразвуковые дефектоскопы (УЗД), предназначенные для обнаружения внутренних дефектов в материалах и сварных соединениях, работающие в диапазоне частот 0,02…30 МГц [3, 6, 9, 10]. В общем случае УЗД включает генератор электрических импульсов ультразвуковых частот блок синхронизации и развертки усилитель блок индикации блок автоматической сигнализации о наличии дефекта блоки временной регулировки чувствительности и питания. [c.469]
| Рис. 3.2. Импульсный ультразвуковой дефектоскоп | 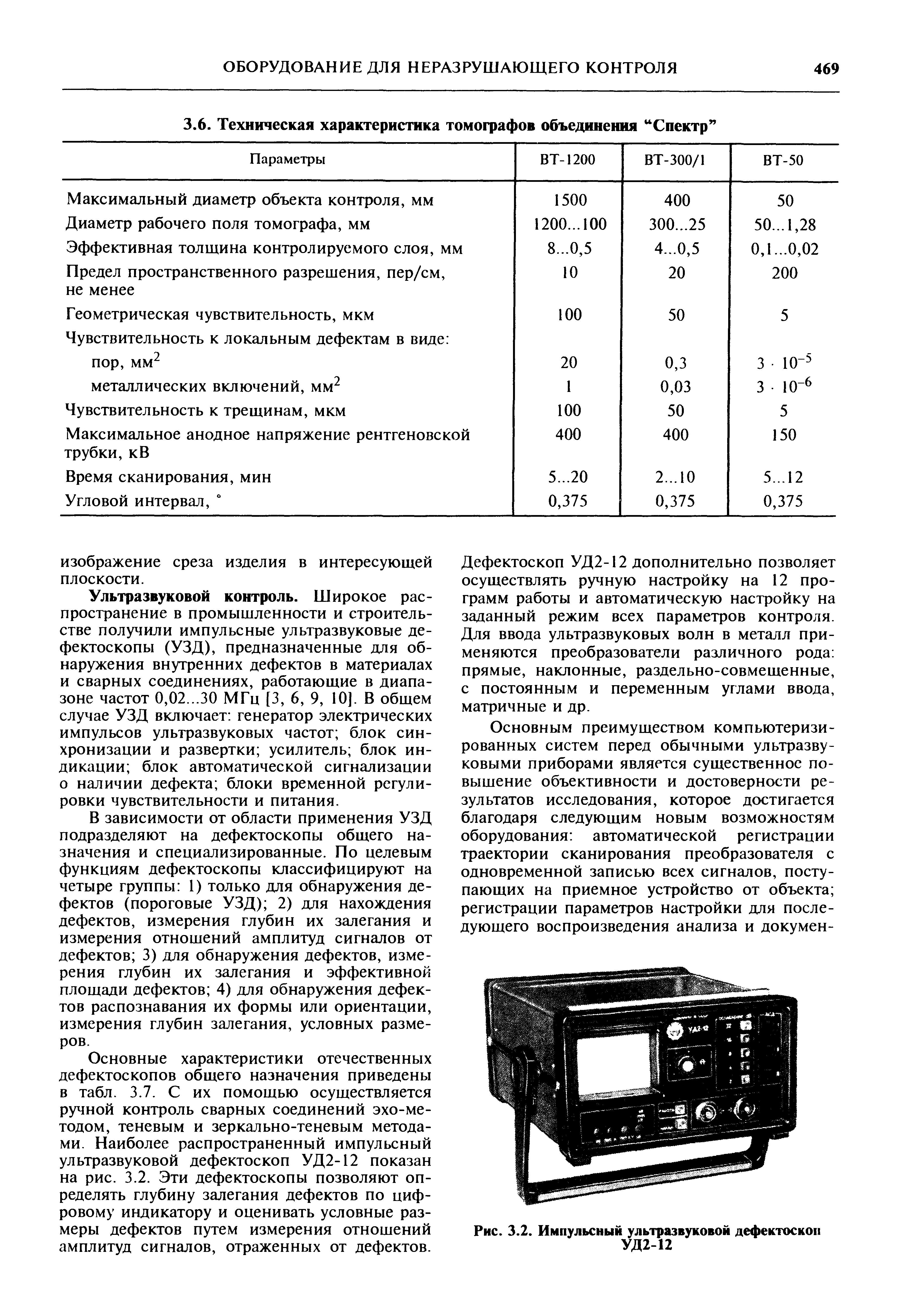 |
| Рис. 116. Импульсный ультразвуковой дефектоскоп | 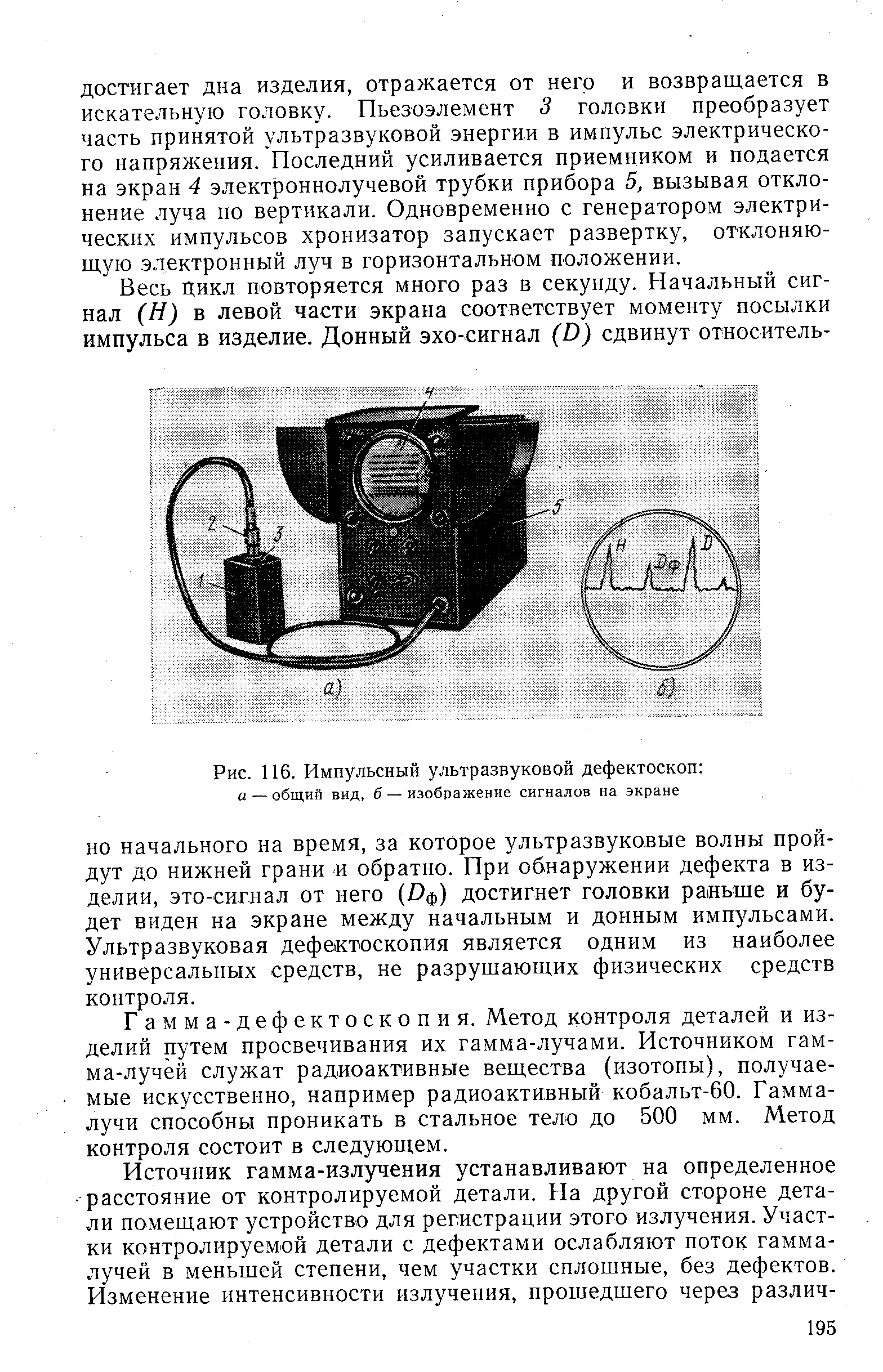 |
На рис. 11.4.17 приведена схема импульсного ультразвукового дефектоскопа. При контроле детали к ее поверхности подводят излучатель ультразвуковых колебаний, который питается от генератора. Если дефекта в детали нет, то ультразвуковые колебания, отразившись от противоположной стороны детали, возвратятся обратно и возбудят электрический сигнал в приемнике. При этом на экране электронно-лучевой трубки будут видны два всплеска слева — излученный импульс и справа — отраженный от противоположной стенки детали (донный). [c.79]
В импульсных ультразвуковых дефектоскопах (типа УЗД-7Н) ультразвуковая волна, распространяющаяся в исследуемом материале, при встрече с препятствием в виде дефекта отражается от него. Отраженные волны принимаются, усиливаются и передаются на показывающий индикатор. Импульсные дефектоскопы могут работать с одним или с двумя щупами, прикладываемыми к изделию только с одной стороны. Это является одним из важных преимуществ импульсных дефектоскопов, позволяющих производить контроль изделия при доступе к нему только с одной стороны в отличие от теневых дефектоскопов. [c.110]
Переносные импульсные ультразвуковые рельсовые дефектоскопы ДУК-13, УЗД-56, УЗД-63 (рис. 55) и другие также находят применение в зависимости от конкретных условий. [c.260]
ШВОВ применяются импульсные ультразвуковые дефектоскопы, принципиальная скелетная схема которых изображена на фиг. 22. [c.689]
В импульсных дефектоскопах используются ультразвуковые волны, посылаемые через короткие интервалы такой интервал, называемый паузой, необходим для того, чтобы сигнал мог распространяться до задней стенки образца через материал и возвратиться обратно (рис. 11-10). Регистрация отраженных от задней стенки и от имеющихся дефектов или включений сигналов лежит в основе эхо-метода, который используется в большинстве импульсных дефектоскопов. Для передачи ультразвуковых колебаний от генератора и для приема отраженных волн используются пьезоэлектрические преобразователи — искатели. Иногда излучающий и приемный искатели объединяют в одной искательной головке. [c.303]
| Рис. 57. Схема импульсного ультразвукового дефектоскопа | 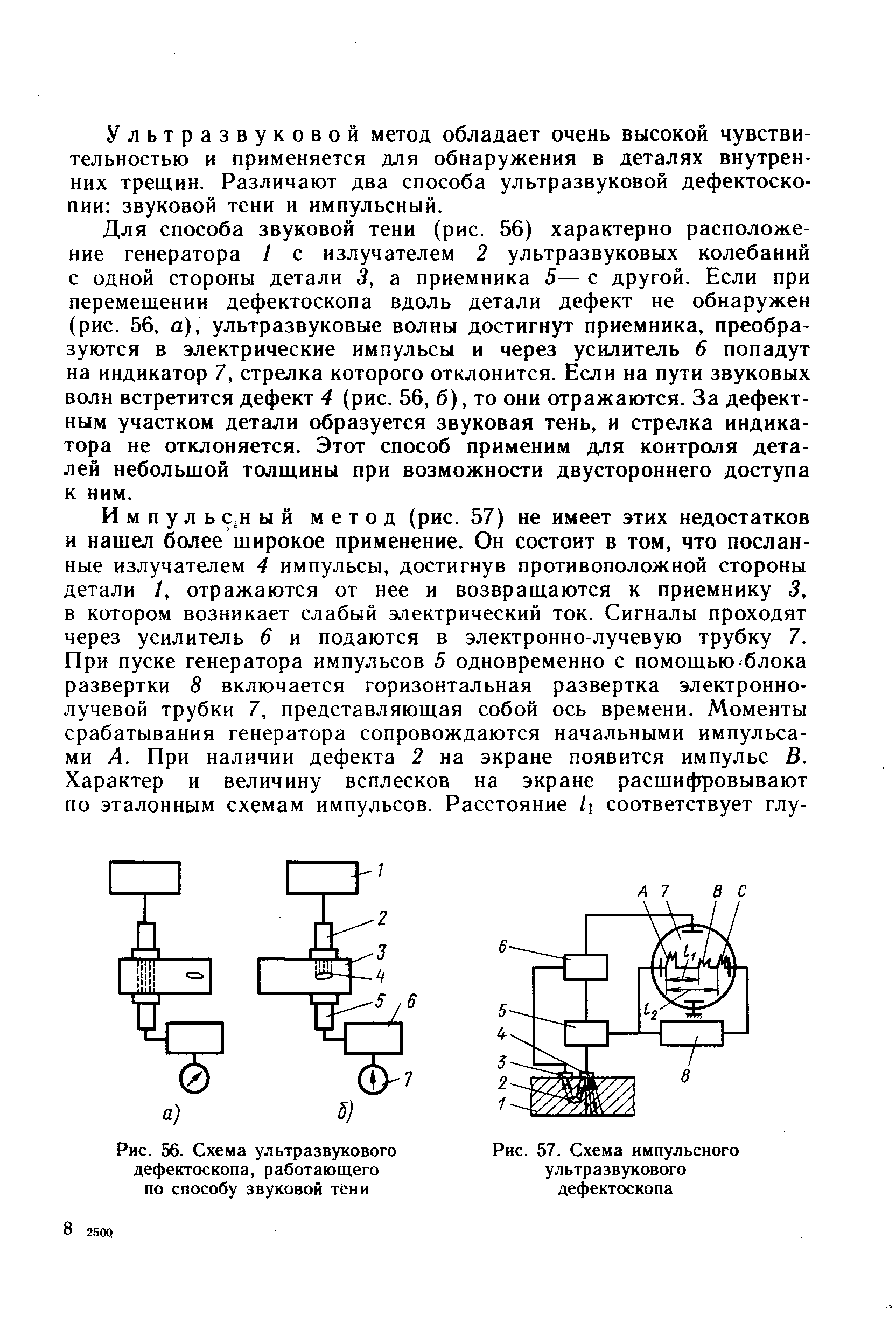 |
Импульсный ультразвуковой дефектоскоп УДМ-1М предназначен для обнаружения и определения координат дефектов, расположенных на глубине от 1 до 2500 мм. Кроме того, он позволяет [c.346]
Так, на заводе Электроточприбор Молдавского СНХ /спешно освоен серийный выпуск дефектоскопов различных битов электромагнитных индуктивных, магнитных передвижных и переносных импульсных ультразвуковых и др. [c.6]
Для лучшего совпадения результатов измерения размеров и конфигурации дефекта, величины а и к, характеризующие гео—метрию и работу искателя импульсного ультразвукового дефектоскопа, следует подбирать на опыте, так как обычно свойства пьезопреобразователей, применяемых в ультразвуковой дефектоскопии, весьма далеки от идеальных характеристик, на которых основывался расчет формулы (23). В формулах (7), (23) и (24) отсутствуют члены, зависящие от коэффициента затухания ультразвука и изменяющиеся с увеличением расстояния между искателем и дефектом. Это объясняется следующим если глубина залегания дефекта значительно превышает его размеры, смещение по поверхности изделия от точки ( =0, х=1) можно рассматривать как смещение по окружности, центром которой является дефект. Вследствие этого расстояние между дефекто.м и искателем остается неизменным, а значит, и отношение к не зависит от коэффициента затухания. Уменьшение сигнала при смещении искателя происходит только из-за отклонения прямой, соединяющей искатель и дефект от направления их акустических осей. [c.138]
В последние годы интенсивно проводятся исследования по разработке теории импульсного ультразвукового метода дефектоскопии. В частности, выведены уравнения, определяющие зависи.мость амплитуды ультразвукового сигнала от размеров и глубины залегания торцового дефекта. Благодаря этому удалось решить ряд практически важных задач, например, определить эквивалентную площадь обнаруженных дефектов и настройку чувствительности дефектоскопа. В этом случае измерялась лишь а.мплитуда отраженных сигналов. [c.141]
Для указанных целей разработан прибор Акон-4 , имеющий абсолютную погрешность измерения времени распространения УЗК 0,01—0,03 мкс, габаритные размеры 170Х 280Х 350 мм, массу 7 кг. Прибор разработан на основе унифицированного импульсного ультразвукового дефектоскопа типа УД-ППУ. Параметры контролируемых шпилек (болтов) следующие М18…М140 при отношении длины к диаметру до семи максимальная длина в направлении прозвучивания — до 800 мм, минимальная — 30 мм. Возможная абсолютная погрешность определения напряжений (10- 50) МПа. Прибор позволяет осуще [c.285]
На практике большее распространение получили ультразвуковые дефектоскопы, работающие на принципе использования импульсных ультразвуковых колебаний. В указанных приборах пьезоэлектрическим излучателем, возбуждаемым радиоимпульсами специального генератора, посылаются в исследуемый металл не непрерывные (незатухающие) упругие колебания, а чрезвычайно короткие импульсы =0,5-5- Юмкс) с относительно продолжительными промежутками между ними ( = 1 -5- 5 мс), распространяющиеся узким пучком. [c.41]
Чувствительность (разрешающая способность) импульсных ультразвуковых дефектоскопов с приемом отраженных сигналов значительно выше, чем теневых дефектоскопов. При помощи импульсных дефектоскопов можно прозвучивать более толстые слои материалов и при этом выявлять мельчайшие дефекты. [c.264]
На рис. 2 показана схема установки, моделирующей узел трения при распространении в ней импульсных ультразвуковых колебаний. Процесс прохождения импульса через зазор, заполненный смазкой, может наблюдаться на экране прибора с помощью ос-циллоскопической трубки. В работе использовался дефектоскоп типа УДМ-1М, снабженный устройством электронная лупа , позволяющим выделить на экране интересующий нас участок. На рис. 3 показаны два случая прохождения импульса высокочастотных колебаний через зазор б, заполненный смазкой. В случае а на экране прибора отчетливо виден отраженный импульс ОИ. В случае [c.296]
Несомненно, что надежность и долговечность каждой детали во многом зависят от ее качества, наличия трещин, пустот, рыхлостей и других аналогичных дефектов в детали, от свойств металла, качества термообработки, толщины покрытий, неоднородности металла по сечению, наклепа и внутренних напряжений. Для ознакомления с методами неразрушающего контроля материала, выявления перечисленных дефектов и оценки свойств деталей студентам предлагается выполнить лабораторную работу Изучение конструкций и областей применения дефектоскопов в целях повышения надежности изделий . При выполнении данной работы студенты изучают конструкции и принципы действия электро-индуктивного дефектоскопа ЭМИД-4М, люминесцентного дефектоскопа типа ЛД-4, импульсного ультразвукового эходефектоскопа типа УДМ-1М и магнитного дефектоскопа типа ДМП-2, а также с помощью указанных приборов производят ряд экспериментальных исследований. [c.306]
| Фиг. 14. Импульсный ультразвуковой дефектоскоп фирмы Лесфельдт Эхо-скоп . | 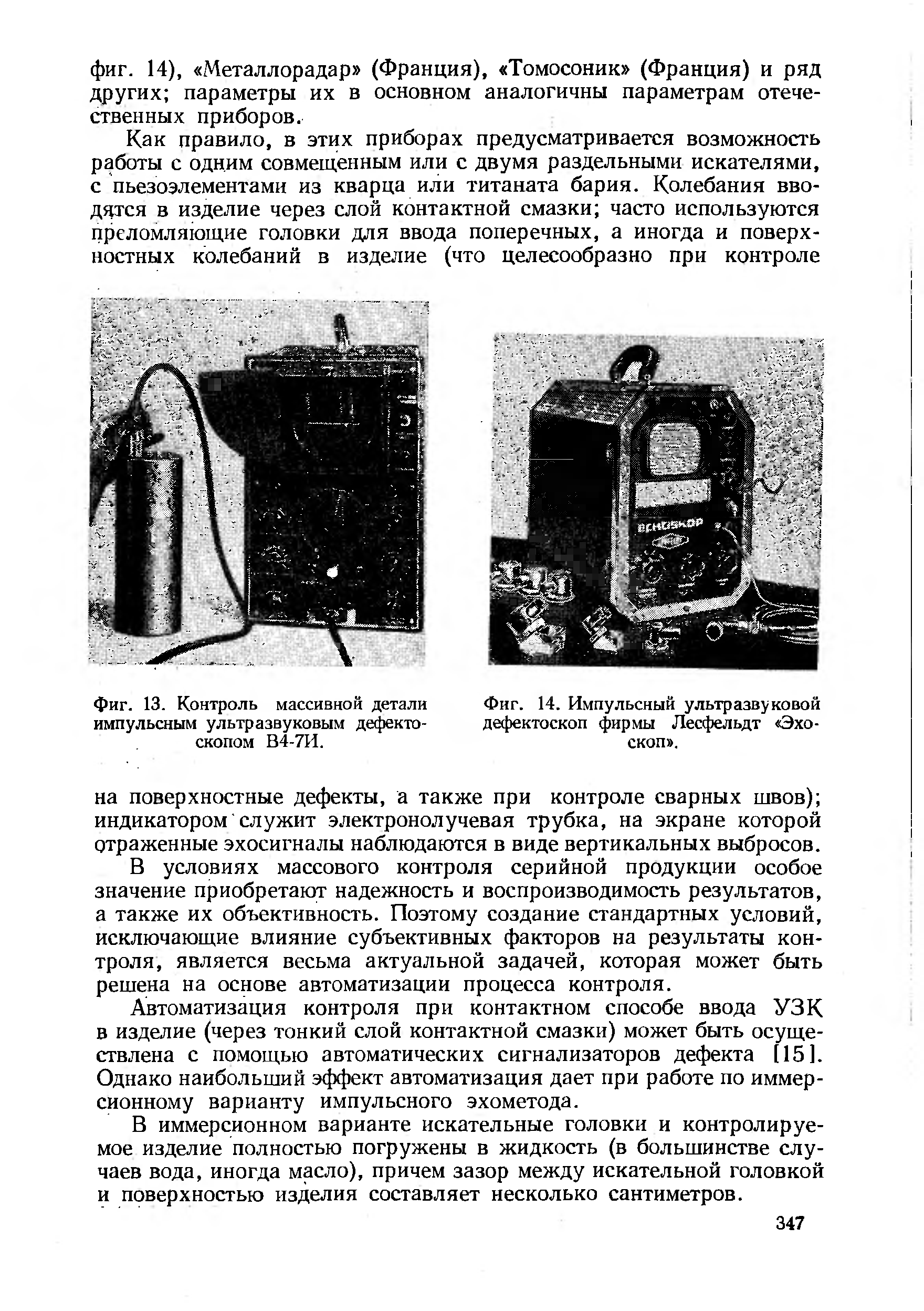 |
Структурная схема импульсного ультразвукового эходефектоскопа приведена на рис. 8.8. Электроакустический преобразователь ЭАП (пьезоэлектрический искатель) служит для преобразования электромагнитных колебаний в ультразвуковые, излучения их в изделие и приема колебаний, отраженных от дефектов. Усилитель сигналов УС состоит из усилителя высокой частоты с коэффициентом усиления 10 —10 и детектора. Генератор зондирующих импульсов ГИ вырабатывает высокочастотные импульсы напряжения, возбуждающие ультразвуковые колебания ЭАП. Синхронизатор С предназначен для обеспечения синхронной работы узлов дефектоскопа. Он обеспечивает одновременный запуск генератора ГИ и генератора линейно изменяющегося напряжения ГЛИН, который служит для формирования напряжения развертки электронно-лучевой трубки ЭЛТ. Измеритель времени ИВ предназначен для измерения времени прохождения импульса до дефекта и обратно. Регистрирующее устройство РУ селектирует эхосигнал от дефекта по времени и по амплитуде и фиксирует его на самописце. Блок регулировки чувствительности РЧ служит для выравнивания амплитуд сигналов от дефектов, залегающих на разной глубине. [c.376]
Основные характеристики отечественных дефектоскопов общего назначения приведены в табл. 3.7. С их помощью осуществляется ручной контроль сварных соединений эхо-ме-тодом, теневым и зеркально-теневым методами. Наиболее распространенный импульсный ультразвуковой дефектоскоп УД2-12 показан на рис. 3.2. Эти дефектоскопы позволяют определять глубину залегания дефектов по цифровому индикатору и оценивать условные размеры дефектов путем измерения отношений амплитуд сигналов, отраженных от дефектов. [c.469]
В про1иышленности широко применяются неразрушающие физические методы обнаружения пороков в изделиях. Импульсные ультразвуковые эхо-дефектоскопы успешно обнаруживают скрытые в материале изделия дефекты, а в некоторых случаях позволяют определить их размеры. Методика определения размеров дефектов состоит в сравнении сигнала от дефекта, обнаруженного в изделии, с сигналом от некоторого стандартного дефекта, расположенного на такой же глубине в эталонном образце [1. При этом требуется найти эталонный образец с искусственным дефекто.м, сигнал от которого равен сигналу от естественного дефекта в изделии. Но этот метод практически неприменим при контроле крупных деталей, так как набор эталонных образцов с искусственными дефектами в этом случае и.меет большие габариты, а образцы должны выполняться из того же материала, что и контролируе.мое изделие. [c.128]
Рассмотрим акустический тракт импульсного ультразвукового эхо-дефектоскопа при однощуповом варианте контроля изделий (рис. 1). Буквами Л и 5 помечены соответственно искатель дефектоскопа и дефект изделия. При расположении искателя в точке О, принадлежащей поверхности изделия, сигнал от дефекта достигает максимальной величины = р (О, г), а при смещении искателя от точки О на вектор Ь сигнал уменьшается до [c.130]