Инструкция по охране труда для электросварщика ручной сварки
ИНСТРУКЦИЯ
ПО ОХРАНЕ ТРУДА № __________
1. Общие положения1.1. К выполнению электросварочных работ допускаются лица, которые достигли 18-летнего возраста, признаны пригодными для данной работы медицинской комиссией, прошли специальное обучение безопасным методам и приемам ведения работ и имеют квалификационную группу по электробезопасности не ниже ІІ.
1.2. Электросварщик ручной сварки, которого принимают на работу, должен пройти вводный инструктаж по охране труда, производственной санитарии, пожарной безопасности, приемам и способам оказания доврачебной помощи пострадавшим, должен быть ознакомлен под роспись с условиями работы, правами и льготами за работу во вредных и опасных условиях труда, о правилах поведения при возникновении аварий.
1.3. До начала работы непосредственно на рабочем месте электросварщик ручной сварки должен пройти первичный инструктаж по безопасным приемам выполнения работ.
О проведении вводного инструктажа и инструктажа на рабочем месте делаются соответствующие записи в Журнале регистрации вводного инструктажа по вопросам охраны труда и Журнале регистрации инструктажей по вопросам охраны труда.
При этом обязательны подписи как того, кого инструктировали, так и того, кто инструктировал.
1.4. Электросварщик, который принимается на работу, после первичного инструктажа должен на протяжении 2-15 смен (в зависимости от стажа, опыта и характера работы) пройти стажировку под руководством опытного квалифицированного электросварщика ручной сварки, который назначается приказом (распоряжением) по предприятию.
1.5. Повторный инструктаж по правилам и приемам безопасного ведения работы электросварщик должен проходить:
– периодически, не реже одного раза в квартал;
– при неудовлетворительных знаниях по охране труда не позднее месячного срока;
– в связи с допущенным случаем травматизма или нарушением требований охраны труда, которые не привели к травме.
1.6. Электросварщик ручной сварки должен работать в спецодежде и спецобуви, предусмотренных Типовыми отраслевыми нормами: костюме брезентовом или костюме для сварщика, рукавицах брезентовых, ботинках кожаных.
На внешних роботах зимой: куртке и брюках хлопчатобумажных на утепленной прокладке, валенках.
1.7. Рабочие места должны быть обеспечены инвентарными заграждениями, защитными и предохранительными устройствами, иметь достаточное освещение. В случае необходимости, пользоваться исправным переносным светильником напряжением не выше 42 В, а при работе в котлах, цистернах, колодцах – не выше 12 В.
Освещенность рабочего места должна быть не менее 50 лк.
1.8. Электросварщик должен на протяжении всего рабочего дня содержать в порядке и чистоте рабочее место, не загромождать проходы к нему материалами и конструкциями.
1.9. Запрещается проводить внешние электросварочные работы на подмостках во время грозы, гололеда, тумана, при ветре силой 15 м/сек и больше.
1.10. Электросварочную установку размещать так, чтобы были обеспечены свободный доступ к ней, удобство и безопасность при ведении работ.
При одновременном использовании нескольких сварочных установок их надо устанавливать не ближе 350 мм одну от другой, а ширина проходов между ними должна быть не меньше 800 мм.
1.11. Электросварочную установку включать в электросеть только с помощью пускового устройства.
Запрещается питать сварочную дугу непосредственно от силовой и осветительной электросетей.
Длина проводов между питательной сетью и передвижной установкой не должна превышать 10 м.
Кабель (электропроводку) следует размещать на расстоянии не менее 1 м от трубопроводов кислорода и ацетилена.
1.12. Расстояние от места проведения электросварочных работ до места установки газогенератора, баллонов с газом и легковоспламеняющихся материалов должно быть не меньше 10 м.
1.13. Запрещается хранить легковоспламеняющиеся материалы и взрывоопасные вещества в помещениях для сварки.
1.14. В закрытых помещениях и внутри емкостей электросварщик должен работать при наличии приточно-вытяжной вентиляции.
Запрещается одновременная работа электросварщика и газосварщика (газорезчика) внутри закрытой емкости или резервуара.
1.15. Рабочие места при работе нескольких электросварщиков в одном помещении следует ограждать светонепроницаемыми щитами (экранами) из огнеупорного материала высотой не менее 1,8 м.
1.16. Выполнять электросварочные работы на высоте с лесов и других средств подъема разрешается только после проверки мастером их прочности и устойчивости, а также после принятия мер, предупреждающих загорание настилов, падение расплавленного металла и огарков электродов на работающих или людей, которые проходят вблизи.
Запрещается использовать случайные опоры.
1.17. Электросварщик, при необходимости, должен спускаться в траншеи (котлованы) по приставным стремянкам, переходить через канавы и траншеи по переходным мостикам.
1.18. Электрододержатель должен быть заводского изготовления, легкий, обеспечивать надежное зажатие и быструю смену электродов без прикосновенья к токопроводящим частям и быть исправным.
Электрододержатель должен быть заводского изготовления, легкий, обеспечивать надежное зажатие и быструю смену электродов без прикосновенья к токопроводящим частям и быть исправным.
Рукоятка должна быть выполнена из теплоизоляционного диэлектрического материала. Запрещается применять электрододержатели с подводящим проводом к рукоятке при силе тока 600 А и больше, а также ручной инструмент, который имеет:
– выбоины, отколы рабочих концов;
– заусеницы и острые ребра в местах зажима рукой;
– трещины и отколы на затылочной части.
1.19. Запрещается протирать детали перед сваркой бензином или керосином.1.20. Необходимо следить, чтобы руки, обувь и одежда были всегда сухие.
2. Требования безопасности перед началом работы
2.1. Перед началом работы электросварщик должен:
2.1.1. Надеть спецодежду, спецобувь, застегнуть манжеты рукавов. При этом куртка не должна быть заправлена в брюки, а брюки должны быть выпущены поверх ботинок.
2.1.2. Получить индивидуальные средства защиты, которые необходимо использовать по назначению:
— щиток электросварщика – для защиты от брызг расплавленного металла, от действия лучей электрической дуги;
— предупредительный пояс – при работе на высоте, внутри емкости;
— шланговый противогаз – для работы внутри закрытых резервуаров при наличии аэрозоля, газа, пыли;
— каску с двух- и трехслойными подшлемниками – для защиты головы от падения предметов;
— асбестовые и брезентовые нарукавники – для защиты от брызг расплавленного металла при потолочной сварке;
— очки защитные со светофильтром марки “В”, “Г”.
2.1.3. Осмотреть и упорядочить рабочее место и проходы возле него, пол на рабочем месте должен быть сухой.
2.1.4. Проверить изоляцию сварочных проводов, убедиться в наличии заземления электросварочной установки и надежности соединения всех контактов.
2.1.5. Убедиться, что возле места сварки нет легковоспламеняющихся и горючих материалов.
2.2. Запрещается выполнять сварочные работы в сосудах, находящихся под давлением.
2.3. До начала сварки детали (конструкции) должны быть надежно закреплены.
2.4. Запрещается оставлять без присмотра электрододержатель под напряжением, а также работать при неисправности сварочного аппарата, сварочных проводов, электрододержателя или шлема-маски (щитка).
3. Требования безопасности во время выполнения работы
3.1. Работы в закрытых емкостях должны выполняться не менее, чем двумя рабочими, один из которых должен находиться вне сварочной емкости для осуществления контроля за безопасным проведением работ сварщиком. У этого рабочего квалификационная группа должна быть не ниже III для данного вида работ.
Электросварщик, который работает в середине емкости, должен иметь предупредительный пояс с закрепленной на нем веревкой, второй конец которой длиной не меньше 2 м должен находиться в руках другого рабочего, находящегося вне емкости.
Переносное освещение в середине емкости должно быть с напряжением не более 12 В.
При сварке в середине котлов, резервуаров электросварщик, кроме спецодежды, обязан пользоваться диэлектрическими перчатками, калошами, коврами, каской для защиты головы.
3.2. Во время проведения электросварочных работ на высоте электросварщик должен применять сумку для электродов и ящик для огарков.
Запрещается разбрасывать огарки.
3.3. Сварочный аппарат необходимо подключить к питающей сети через индивидуальный рубильник проводом соответствующего сечения в соответствии с инструкцией по эксплуатации сварочных аппаратов. При этом расстояние между сварочным аппаратом и стеной должно быть не менее 0,5 м.
Подключать к электросети и отключать от нее электросварочные установки, а также ремонтировать их должны только электромонтеры. Запрещается выполнять эти операции электросварщикам.
3.4. Работы в особо опасных помещениях необходимо выполнять только после получения наряда-допуска, если аппарат имеет электроблокировку, обеспечивающую автоматическое отключение сварочной цепи при замене электрода, при холостом ходе.
3.5. При потолочной сварке необходимо пользоваться асбестовыми или брезентовыми нарукавниками, при сварке цветных металлов и сплавов, которые содержат цинк, медь, свинец, – респираторами с химическим фильтром и проводить работы только при работающем местном отсасывании.
3.6. Запрещается:
– резать и сваривать металл на весу;
– вести сварочные работы с приставных стремянок.
3.7. Во время выполнения сварочных работ необходимо закрывать лицо щитком со светофильтрами для защиты глаз и лица от действия лучей электрической дуги, а также брызг расплавленного металла.
3.8. Во время проведения электросварочных работ непосредственно на автомобиле электросварщик должен сначала заземлить раму или кузов автомобиля. Если сварка ведется непосредственно возле топливного бака, закрыть его листом железа или асбеста от попадания искр.
3.9. Перед проведением сварочных работ на газобалонном автомобиле (газодизельном) газ необходимо выпустить, а баллоны продуть инертным газом и сообщить об этом мастеру.
3.10. Сварку при ремонте емкостей из-под горюче-смазочных материалов надо проводить после обработки их 15-20%-ним раствором каустической соды или продувки сухим паром с последующей проверкой содержимого опасных веществ в емкостях с помощью газоанализатора.
Сварку проводить при открытых крышках.
3.11. Электросварщику запрещается:
– смотреть самому и разрешать смотреть другим на электросварочную дугу без защитных очков, щитов;
– работать со щитом, очками, которые имеют щели и трещины;
– работать на электрооборудовании с оголенными проводами и открытыми токопроводящими частями;
– последовательно включать в заземляющий проводник несколько электросварочных установок.
3.12. Сварочную установку следует заземлять до включения ее в электросеть.
Металлические части сварочных установок, которые не находятся под напряжением во время работы, должны быть заземлены.
Над клеммами сварочных трансформаторов должны быть козырьки и надписи: “Высокая сторона”, “Низкая сторона”.
3.13. Запрещается загромождать доступы и проходы к противопожарному инвентарю, огнетушителям и гидрантам.
3.14. Сварочные установки на время их передвижения должны быть отключены от сети.
3.15. Запрещается применение электросварочных проводов с поврежденной оплеткой или изоляцией.
Жилы сварочных проводов следует соединять опрессовкой, сваркой, пайкой или специальными зажимами (при обязательном отключении электроэнергии).
3.16. Запрещается использовать как обратный провод контур заземления трубы санитарно-технических сетей (водопровод, газопровод и др.), металлические конструкции строений и технологического оборудования.
3.17. Напряжение холостого хода источников сварочного тока не должно превышать максимальные значения, указанные в паспорте сварочного оборудования.
3.18. Обо всех случаях обрыва проводов, неисправности заземляющих устройств и прочих повреждениях электрооборудования электросварщик должен немедленно сообщить мастеру.
4. Требования безопасности после окончания работы
Требования безопасности после окончания работы
4.1. По окончании работы электросварщик должен:
– отключить электросварочную установку от источников электроэнергии;
– выключить вентиляцию.
4.2. Привести в порядок рабочее место, оборудование, инструменты и устройства.
Убрать провода и инструмент в отведенное для них место или сдать в кладовую.
4.3. Снять спецодежду и спецобувь, очистить их от пыли и другой грязи и положить в отведенное для хранения место и переодеться. Потом вымыть лицо и руки теплой водой с мылом или принять душ.
4.4. Сообщить мастеру об окончании работ и обо всех неполадках во время проведения работ.
5. Требования безопасности в аварийных ситуациях5.1. При возникновении аварийной ситуации электросварщик ручной сварки должен выключить ток в случае:
– пожара в зоне работы;
– травмы, которую получил кто-либо из рабочих;
– поражения электрическим током.
5. 2. Электросварщик, заметив загорание, должен немедленно приступить к гашению пожара имеющимися средствами и сообщить администрации.
2. Электросварщик, заметив загорание, должен немедленно приступить к гашению пожара имеющимися средствами и сообщить администрации.
5.3. Для гашения пожара в электросварочной установке электросварщик должен применять углекислотный огнетушитель, сухой песок или грубошерстную ткань.
5.4. Если погасить пожар своими силами невозможно, электросварщик должен немедленно вызвать ближайшую пожарную команду по телефону или любыми средствами связи.
5.5. При несчастных случаях электросварщик должен уметь оказать потерпевшему первую доврачебную медицинскую помощь, при необходимости, вызвать скорую медицинскую помощь и сообщить администрации.
5.6. При поражении электрическим током электросварщик должен немедленно освободить потерпевшего от действия электрического тока, отключив электросварочный аппарат от источника питания, а при невозможности отключения – оттянуть его от токопроводящих частей за одежду или применить подручный изоляционный материал.
5.7. При отсутствии у потерпевшего дыхания и пульса электросварщик должен сделать нему искусственное дыхание и непрямой (внешний) массаж сердца, обратив внимание на зрачки. Расширенные зрачки свидетельствуют о резком ухудшении кровообращения мозга. При таком состоянии оживление начинают немедленно, после чего вызывают скорую медицинскую помощь и сообщают администрации о несчастном случае.
Расширенные зрачки свидетельствуют о резком ухудшении кровообращения мозга. При таком состоянии оживление начинают немедленно, после чего вызывают скорую медицинскую помощь и сообщают администрации о несчастном случае.
5.8. Электросварщик должен уметь оказать первую помощь при ожогах. Не следует снимать с обожженного места одежду и удалять белье, которое прилипло к ране.
5.9. При ожоге глаз электрической дугой необходимо сделать холодные примочки борной кислотой.
6. Дополнительные требования
6.1. Рабочие места, как постоянные, так и временные должны быть обеспечены местной вытяжной вентиляцией, а помещение – приточно-вытяжной вентиляцией.
6.2. Рабочие места на открытом воздухе должны быть оборудованы навесами из огнеупорных материалов.
________________________ ________________ _________________
(должность руководителя (личная подпись) (фамилия, инициалы)
подразделения
/организации/ — разработчика
СОГЛАСОВАНО:
Руководитель (специалист)
службы охраны
труда предприятия ______________ _______________
(личная подпись) (фамилия, инициалы)
Юрисконсульт ______________ _______________
(личная подпись) (фамилия, инициалы)
Главный технолог ______________ _______________
(личная подпись) (фамилия, инициалы)
Инструкция по охране труда для электросварщика ручной сварки — Инструкции по охране труда
Инструкция по охране труда для электросварщика ручной сварки
Глава 1. Общие требования по охране труда
Общие требования по охране труда
1. К самостоятельной работе в качестве электросварщика ручной сварки (далее по тексту- работник), допускаются лица не моложе 18 лет и прошедшие:
1.1. соответствующую профессиональную подготовку, в том числе по вопросам охраны труда, и имеющие свидетельство установленного образца о присвоении квалификационного разряда по профессии;
1.2. медицинский осмотр и допущенные по состоянию здоровья к работе;
1.3. вводный инструктаж и первичный инструктаж на рабочем месте;
1.4. проверку знаний в объеме 2 группы по электробезопасности.
2. Работник обязан:
2.1. соблюдать Правила внутреннего трудового распорядка;
2.2. не допускать нахождения в состоянии алкогольного опьянения либо в состоянии, вызванном употреблением наркотических средств, психотропных или токсических веществ, а также распития спиртных напитков, употребления наркотических средств, психотропных или токсических веществ на рабочем месте или в рабочее время;
2. 3. выполнять только ту работу, которая поручена бригадиром или руководителем, при условии, что безопасные способы ее выполнения известны. В сомнительных случаях работник должен обращаться за разъяснением к руководителю работ;
3. выполнять только ту работу, которая поручена бригадиром или руководителем, при условии, что безопасные способы ее выполнения известны. В сомнительных случаях работник должен обращаться за разъяснением к руководителю работ;
2.4. изучать и совершенствовать методы безопасной работы;
2.5. при переводе на работу с использованием нового оборудования работник обязан ознакомиться с его конструкцией, методами безопасной работы и пройти дополнительный инструктаж по охране труда;
2.6. соблюдать правила пожарной безопасности; знать сигналы оповещения о пожаре, порядок действия при пожаре, местонахождение первичных средств пожаротушения и уметь ими пользоваться, не загромождать доступ к противопожарному инвентарю, гидрантам и запасным выходам.
3. Работник должен быть обеспечен специальной одеждой и другими средствами индивидуальной защиты в соответствии с Типовыми отраслевыми нормами и коллективным договором. (Приложение 1 к Настоящей инструкциии)
3.1. Работник обязан правильно применять необходимые специальную одежду. специальную обувь и другие средства индивидуальной защиты в соответствии с условиями и характером выполняемой работы, а в случае их отсутствия или неисправности немедленно уведомить об этом непосредственного руководителя.
специальную обувь и другие средства индивидуальной защиты в соответствии с условиями и характером выполняемой работы, а в случае их отсутствия или неисправности немедленно уведомить об этом непосредственного руководителя.
4. Работник должен:
4.1. уметь оказывать первую доврачебную помощь пострадавшему при несчастных случаях. Знать место расположения аптечки первой медицинской помощи и уметь применять содержащиеся в ней лекарственные средства и изделия медицинского назначения и при необходимости обеспечить доставку (сопровождение) пострадавшего в лечебное учреждение;
4.2. соблюдать правила санитарной и личной гигиены;
4.3. не принимать пищу на рабочем месте.
5. На работника могут воздействовать опасные и вредные производственные факторы:
5.1. повышенная загазованность воздуха рабочей зоны;
5.2. повышенная температура поверхностей обрабатываемых деталей, брызги расплавленного металла;
5.3. подвижные части машин и механизмов;
5. 4. повышенное значение напряжение в электрической цепи, замыкание которой может произойти через тело человека.
4. повышенное значение напряжение в электрической цепи, замыкание которой может произойти через тело человека.
5.5. повышенная или пониженная температура воздуха рабочей зоны.
6. О случаях травмирования, обнаруженных неисправностях оборудования, приспособлений, инструментов, нарушениях технологического процесса работник должен немедленно сообщить непосредственному руководителю.
7. При выполнении работ работник должен применять инструмент и приспособления, предусмотренные технологическим процессом.
8. Содержать в порядке и чистоте рабочее место в течение всего рабочего дня и не загромождать его деталями, отходами, мусором. Место проведения электросварочных работ должно быть ограждено сплошной перегородкой из несгораемого материала. Зазор между стенками и полом должен быть не менее 50 мм, высота стенок кабины — не менее 2 м.
9. Электросварочная установка должна быть заземлена — при этом обязательно заземлению подлежат рама и корпус сварочного аппарата, пусковые выключатели, сварочный стол, плита, сварочная обмотка трансформатора и свариваемая деталь.
10. На корпусе сварочного трансформатора должны быть указаны инвентарный номер, дата следующего измерения сопротивления изоляции и принадлежность предприятию и его подразделению.
11. Осмотр и чистка сварочной установки и её пусковой аппаратуры должны производиться не реже одного раза в месяц.
12. Сопротивление изоляции обмоток сварочного трансформатора должно измеряться после всех ремонтов, но не реже одного раза в шесть месяцев.
Сопротивление изоляции обмоток трансформатора относительно корпуса и между обмотками должно быть не менее 0.5 мОм.
13. Рукоятки электрододержателей должны быть изготовлены из несгораемого, диэлектрического и теплоизолирующего материала. Пользование электрододержателями, у которых нарушена изоляция рукоятки, запрещается. Применение самодельных электрододержателей запрещается
14. При сварке мелких и малогабаритных (массой до 15 кг.) изделий, стационарные рабочие места оборудуются столами сварщиков.
15. Применять для предварительного обезжиривания поверхностей под сварку керосин, бензин, ацетон и другие горючие легковоспламеняющиеся вещества запрещается.
16. Места сварки, резки на оборудовании отмечаются мелом, краской или другими хорошо видными опознавательными знаками.
16. Защищать глаза от света сварочной электрической дуги, а лицо — от ожогов ультрафиолетовыми лучами или щитком с защитными стёклами типа ЭС-500, ЭС-300, ЭС-100, где цифры обозначают допустимую для данного фильтра величину сварочного тока. Подручный должен применять очки со светофильтрами типа ГС-3 или ГС-7.
17. Следить за исправной работой местной вытяжной вентиляции. При неисправности вентиляции должно быть обеспечено интенсивное проветривание места сварочных работ.
18. За невыполнение требований настоящей инструкции работник несет ответственность в соответствии с действующим законодательством.
Глава 2.Требования по охране труда перед началом работы
19. Привести в порядок спецодежду, застегнуть на все пуговицы, волосы убрать под головной убор.
20. Получить задание на работу у своего непосредственного руководителя, указание о порядке производства работ и безопасных приемах выполнения.
21. Осмотреть рабочее место, убрать посторонние предметы и легковоспламеняющиеся материалы.
22. Проверить:
22.1. исправность сварочных аппаратов;
22.2. надежность заземления корпуса трансформатора и вторичной обмотки;
22.3. исправность изоляции проводов;
22.4. надежность контактов в сварочной цепи;
22.5. исправность электрододержателя, надежность изоляции его рукоятки;
22.6. надежность крепления деталей (конструкций), подлежащих сварке.
23. Рабочие места, расположенные выше 1,3 м от уровня земли или сплошного перекрытия, должны быть оборудованы ограждениями высотой не менее 1,1 м, состоящими из поручня, одного промежуточного элемента и бортовой доски шириной не менее 0,15 м.
24. Для подачи напряжения к свариваемым трубам следует применять только специальный сварочный провод. Запрещается использовать для этой цели металлические стержни, полосы, рельсы и т.п.
25. Сварку разрешается производить на расстоянии не менее 1 0 м от легковоспламеняющихся или взрывоопасных материалов (бочки с горючим, баллоны и т. п.). Место работы ограждать защитным экраном.
п.). Место работы ограждать защитным экраном.
26. Сварочные провода следует прокладывать так, чтобы проходящие машины не повредили их.
Глава 3 Требования по охране труда при выполнении работы
27. Места производства электросварочных работ должны быть освобождены от сгораемых материалов в радиусе не менее 5 м, а от взрывоопасных и легковоспламеняющихся материалов (бочки с горючим, газовые баллоны) — 10м.
28. Производство электросварочных работ во время дождя или снегопада при отсутствии навесов над электросварочным оборудованием и рабочим местом работника (электросварщика) не допускается.
29. Перед сваркой необходимо тщательно очистить кромки свариваемого изделия и прилегающую к ним зону (20—30 мм) от ржавчины, шлака. При очистке следует пользоваться защитными очками с небьющимися стеклами.
30. Включать и отключать сварочные агрегаты, производить их ремонт должны электромонтеры. Запрещается эти операции выполнять сварщику.
31. При проведении сварочных работ следить за исправностью сварочного аппарата.
32. При сварке неповоротных стыков трубопровода необходимо пользоваться защитными ковриками, предохраняющими сварщика от влаги и холода. Просвет между грунтом и свариваемым стыком должен быть не менее 500 мм.
33. В месте соединения плетей труб в плитку (внахлест) траншею необходимо расширить на 1,5 м в каждую сторону, по длине не менее 2,5 м.
34. При проведении в траншее соединения труб в плитку (внахлест) рабочее место необходимо расширить на 1,5 м в каждую сторону от места сварки. Концы плетей труб закрепить и приступить к сварке.
35. Выполнять сварочные работы при врезке в действующий трубопровод, при устранении дефектов трубопровода, обнаруженных в период его продувки и испытания газом, допускается под непосредственным руководством инженерно-технического работника, ответственного за организацию безопасного выполнения этих работ.
Запрещается производить сварочные работы на трубопроводе, в резервуарах и других сосудах, находящихся под давлением.
36. Перед сваркой сосудов, в которых находились горючие жидкости и вредные вещества, должна быть проведена их очистка, промывка, просушка, проветривание и проверка лицом, ответственным за безопасное производство работ, отсутствие опасной концентрации вредных веществ в соответствии с правилами пожарной безопасности.
Перед сваркой сосудов, в которых находились горючие жидкости и вредные вещества, должна быть проведена их очистка, промывка, просушка, проветривание и проверка лицом, ответственным за безопасное производство работ, отсутствие опасной концентрации вредных веществ в соответствии с правилами пожарной безопасности.
37. Сварочные работы внутри закрытых резервуаров должны производить не менее 3-х работников (один — внутри резервуара, двое находятся снаружи и страхуют работающего) при эффективно действующей вентиляционной системе. Работник (сварщик), находящийся внутри резервуара, должен иметь предохранительный лямочный пояс с веревкой, конец которой находится у страхующего его.
Перед сваркой внутри замкнутых ёмкостей (резервуаров, котлов, цистерн, баков) требовать проведения лабораторного анализа воздушной среды в них для того, чтобы убедиться в отсутствии вредных газов и взрывоопасных газовоздушных смесей. При работе в ёмкостях необходимо соблюдать установленные перерывы.
Освещение при производстве сварочных работ внутри емкостей должно осуществляться с помощью светильников, установленных снаружи или с помощью ручных переносных ламп напряжением не более 12В.
38. При сварке материалов, обладающих высокой отражающей способностью {алюминия, сплавов на основе титана, нержавеющей стали}, для защиты от отраженного излучения следует экранировать сварочную дугу встроенными или переносными экранами и по возможности экранировать поверхности свариваемых изделий.
39. Работнику (электросварщику) запрещается:
39.1. оставлять без присмотра электрододержатель, находящийся под напряжением;
39.2. допускать в зону производства сварочных работ {на расстояние не менее 5 м от стыка) посторонних и не занятых непосредственно на сварке работников;
39.3. производить работы при загазованности воздуха, утечке горючих газов или жидкостей из действующего трубопровода, проложенного рядом.
40. Сварочные работы вне рабочего места производить только при наличии наряда-допуска на проведение огнеопасных работ в этом помещении, и после проведения специального инструктажа.
41. Исправность соединения сварочных проводов с аппаратом следует проверять только при выключенном рубильнике. Запрещается отсоединять сварочный аппарат рывком.
Запрещается отсоединять сварочный аппарат рывком.
42. Сварочные швы от шлака и окалины очищать металлической щёткой, надев защитные очки.
43. Резать и сваривать металл навесу запрещается.
44. Следить, чтобы все маховики, рукоятки, кнопки, ручки рубильников, с которыми соприкасаешься во время работы, были изготовлены из диэлектрического материала.
45. Электрододержатель, находящийся под током, в перерывах во время сварки следует помещать только на специальную подставку или подвеску.
46. Запрещается прокладывать сварочный кабель совместно с газосварочными шлангами и трубопроводами под давлением или имеющими высокую температуру, а также вблизи кислородных баллонов и ацетиленовых генераторов.
47. При работе в особо опасных помещениях, а также в колодцах, тоннелях, резервуарах и т.д. следует применять электросварочные установки, обеспечивающие автоматическое включение сварочной цепи при соприкосновении электрода со свариваемым изделием и отключение её при холостом ходе или применять пониженное (до 12 В. ) напряжение в сварочной цепи.
) напряжение в сварочной цепи.
48. Работать на высоте только с лесов. При кратковременных
(ремонтных) работах на высоте работать с предохранительным поясом, привязывая его к прочному неподвижному предмету. На работы на высоте должен быть оформлен наряд-допуск.
49. Запрещается работа нескольких сварщиков на одной вертикали.
50. Сварка трубопроводов и сосудов под давлением запрещена.
51. Длина первичной цепи между пунктом питания и передвижной сварочной установкой не должна превышать 10 м., а вторичной- 40м. Изоляция проводов должна быть защищена от механических повреждений.
52. Для подвода тока к электроду должны применяться изолированные гибкие провода с резиновой изоляцией в резиновой шланговой оболочке.
53. Запрещается использование в качестве обратного провода сети защитного заземления технологического оборудования, металлические конструкции здания и трубопроводы.
54. Полуавтоматическая сварка в среде углекислого газа.
54. 1. Перед пуском сварочного полуавтомата проверить:
1. Перед пуском сварочного полуавтомата проверить:
исправность пусковых устройств;
исправность изоляции проводов;
исправность заземления выпрямителя аппаратного ящика,
зажима обратного провода;
надёжность контакта электрода с токопроводом;
надёжность крепления держателя к шланговому проводу;
состояние сопла — при его загрязнении брызгами металла очистить;
исправность подогревателя газа — работа без подогревателя запрещена;
герметичность сети подачи углекислого газа;
состояние подающего ролика — при износе, вызывающем пробуксовывание ролика, произвести его замену;
надёжность крепления кассеты со сварочной проволокой.
54.2. Перемотку сварочной проволоки с бухты на кассету производить только после специального инструктажа мастера.
55. Электросварщику запрещается:
55.1. передавать электрододержатель, хотя бы на непродолжительное время, другим лицам;
55.2. разбирать электросварочное оборудование и производить самому какой-либо ремонт (как самого электросварочного оборудования так и сварочных проводов, электрододержателя и т. д.), присоединять и отсоединять от сети сварочные установки;
д.), присоединять и отсоединять от сети сварочные установки;
55.3. держаться за провод электрододержателя;
55.4. оставлять электросварочное оборудование без надзора и включенным в электросеть;
55.5. сбрасывать огарки электродов с высоты или разбрасывать их по подмостям;
55.6. . убирать шлаковую корку со сварочного шва до его полного остывания;
55.7. вносить вовнутрь металлических резервуаров переносные сварочные трансформаторы.
Глава 4 Требования по охране труда по окончании работы
56. Отключить сварочный аппарат от источника электропитания, смотать провода и сложить их.
57. Привести в порядок рабочее место.
58. Инструменты и приспособления почистить и сложить в отведенные для них места.
59. Снять спецодежду, спецобувь и сложить их в гардеробный шкаф.
60. Вымыть руки и лицо теплой водой с мылом или принять душ.
61. О всех недостатках, замеченных во время работы, сообщить непосредственному руководителю.
Глава 5 Требования по охране труда в аварийных ситуациях
62. Немедленно прекратить работу при возникновении ситуаций, которые могут привести к аварии или несчастным случаям:
62.1. отключить используемое оборудование;
62.2. при возникновении пожара или загорания работник обязан:
немедленно сообщить об этом в городскую пожарную службу по телефону 101, указав адрес объекта и что горит, и руководителю объекта;
принять меры по обеспечению безопасности и эвакуации людей;
приступить к тушению пожара с помощью имеющихся на объекте первичных средств пожаротушения;
по прибытии подразделений пожарной службы сообщить им необходимые сведения об очаге пожара и мерах, принятых по его ликвидации;
на период тушения пожара работник должен обеспечить охрану с целью исключения хищения материальных ценностей.
63. При несчастном случае:
быстро принять меры по предотвращению воздействия травмирующего фактора на потерпевшего, оказанию потерпевшему первой помощи, вызову на место происшествия медицинских работников или доставке потерпевшего в организацию здравоохранения;
сообщить о происшествии непосредственному руководителю или другому должностному лицу, обеспечить до начала расследования сохранность обстановки, если это не представляем опасности для жизни и здоровья людей.
64. При поражении электрическим током необходимо освободить пострадавшего от действия тока ( выключить рубильник, перерубить провод, оттянуть или отбросить его сухой палкой, шестом). Не прикасаться к пострадавшему, пока он находится под действием электрического тока. Доврачебную помощь оказывать сразу после прекращения воздействия электрического тока. Если пострадавший находится в бессознательном состоянии, то немедленно приступить к массажу сердца и искусственному дыханию до прибытия врача. Одновременно с этим применяется нашатырный спирт, растирание и согревание.
Приложение 1 СИЗ для электросварщика ручной сварки.doc
Рабочая программа по дисциплине «ОП.08 Охрана труда» по профессии 15.01.05 Сварщик (ручной и частично механизированной сварки (наплавки)
ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ СТЕРЛИТАМАКСКИЙ МЕЖОТРАСЛЕВОЙ КОЛЛЕДЖ
РАССМОТРЕНО УТВЕРЖДАЮ
На заседании Методической комисии Зам. директора по ПКР
директора по ПКР
Протокол № __ от ______ ____________Савельев Л.А.
Председатель МК ___________ Рахматуллин А.А. «____» __________ 2016г.
рабочая ПРОГРАММа УЧЕБНОЙ ДИСЦИПЛИНЫ
ОП. 08. Охрана труда
2016
Рабочая программа учебной дисциплины ОП.08. Охрана труда разработана на основе Федерального государственного образовательного стандарта среднего профессионального образования (далее ФГОС СПО) по профессии
15.01.05 Сварщик (ручной и частично механизированной сварки (наплавки)
утвержденного приказом Министерства образования и науки Российской Федерации №50 от 29.01.2016 г., зарегистрированного Министерством юстиции рег. № 41197 от 24.02.2016 г.
относящейся к укрупненной группе профессий
15.00.00 Машиностроение,
по направлению подготовки
Инженерное дело, технологии и технические науки
С учетом требований профессионального стандарта «Сварщик», утвержденного приказом Минтруда России № 701н от 28. 11.2013 г. (зарегистрировано в Минюсте России 13.02.2014г. рег.№ 31301)
11.2013 г. (зарегистрировано в Минюсте России 13.02.2014г. рег.№ 31301)
Организация – разработчик: Государственное бюджетное профессиональное образовательное учреждение Стерлитамакский межотраслевой колледж (ГБПОУ СМК)
Разработчик:
Трошина Екатерина Владимировна, преподаватель
Ф.И.О., ученая степень, звание, должность
Савельев Л.А., почетный работник ПТО РФ, зам директора по УПР высшей категории
Ф.И.О., ученая степень, звание, должность
Рекомендована
Рекомендована Экспертным советом по профессиональному образованию Федерального государственного учреждения Федерального института развития образования
(ФГУ ФИРО)
Заключение № _________ от «______» __________ 20 ___г.
Содержание
cтр
1. Паспорт рабочей программы учебной дисциплины 4
2. Структура и содержание учебной 5
дисциплины
3. Условия реализации программы учебной 9
Условия реализации программы учебной 9
4. Контроль и оценка результатов освоения 11
учебной дисциплины
Паспорт рабочей программы учебной дисциплины
ОП. 08. Охрана труда
Область применения программы
Рабочая программа учебной дисциплины ОП.08 Охрана труда является частью основной профессиональной образовательной программ подготовки квалифицированных рабочих, служащих (ППКРС) технического профиля в соответствии с ФГОС СПО, интегрированных с основной образовательной программой среднего общего образования по профессии:
15.01.05 Сварщик (ручной и частично механизированной сварки (наплавки)
утвержденного приказом Министерства образования и науки Российской Федерации №50 от 29.01.2016 г., зарегистрированного Министерством юстиции рег. № 41197 от 24.02.2016 г.
относящейся к укрупненной группе профессий
15. 00.00 Машиностроение,
00.00 Машиностроение,
по направлению подготовки
Инженерное дело, технологии и технические науки
Указать специальность (специальности) / профессию (профессии), укрупненную группу (группы) специальностей / профессий или направление (направления) подготовки в зависимости от широты использования примерной программы учебной дисциплины.
Программа учебной дисциплины может быть использована в дополнительном профессиональном образовании (в программах повышения квалификации и переподготовки) и профессиональной подготовки по профессиям рабочих:
19756 Электрогазосварщик
19906 Электросварщик ручной сварки
11618 Газорезчик
11620 Газосварщик
1.2. Место дисциплины в структуре основной профессиональной образовательной программы:
Дисциплина входит в общепрофессиональный цикл и сформирована за счет вариативной части стандарта
1. 3. Цели и задачи дисциплины – требования к результатам освоения дисциплины:
3. Цели и задачи дисциплины – требования к результатам освоения дисциплины:
В результате освоения дисциплины обучающийся должен
уметь:
-выявлять опасные и вредные производственные факторы и соответствующие им риски, связанные с прошлыми, настоящими и планируемыми видами профессиональной деятельности;
-использовать средства коллективной и индивидуальной защиты в соответствии с характером выполняемой профессиональной деятельности;
-понимать и анализировать содержание установленных требований охраны труда;
-контролировать навыки, необходимые для достижения требуемого уровня безопасности труда;
-вести документацию установленного образца по охране труда, соблюдать сроки её заполнения и условия хранения;
В результате освоения дисциплины обучающийся должен
знать:
— системы управления охраной труда в организации;
— законы и иные нормативно-правовые акты, содержащие государственные нормативные требования охраны труда, распространяющиеся на их деятельность;
-обязанности работников в области охраны труда;
-фактические или потенциальные последствия собственной деятельности (или бездействия) и их влияние на уровень безопасности труда;
— возможные последствия несоблюдения технологических процессов и производственных инструкций;
-порядок хранения и использования средств коллективной и индивидуальной защиты;
— порядок проведения аттестации рабочих мест по условиям охраны труда, в т. ч. методику оценки условий труда и травмобезопасности.
ч. методику оценки условий труда и травмобезопасности.
— нормы и правила пожарной безопасности при проведении сварочных работ
-правила по охране труда, в том числе на рабочем месте
1.4. Рекомендуемое количество часов на освоение программы дисциплины:
Максимальной учебной нагрузки обучающегося 54 часа,
в том числе:
обязательной аудиторной учебной нагрузки обучающегося 36 часов;
самостоятельной работы обучающегося 18 часов.
2. Структура и содержание учебной дисциплины
2.1. Объем учебной дисциплины и виды учебной работы
практические занятия3
Самостоятельная работа обучающегося (всего)
18
в том числе:
Изучение основных нормативно-правовых актов
Реферат
12
6
Итоговая аттестация в форме дифференцированного зачета
Основы законодательства об охране труда. Основные термины.
Основные термины.Основные принципы правового регулирования трудовых отношений.
1
2
Рабочее время. Режим рабочего времени. Время отдыха.
1
3
Особенности регулирования труда отдельных категорий работников. Льготы по охране труда.
1
4
Ответственность за нарушения требований охраны труда.
Надзор за соблюдением законодательства об охране труда.
1
Самостоятельная работа обучающихся
Федеральный закон Российской Федерации от 17 июля 1999 г. № 181-ФЗ «Об основах охраны труда в Российской Федерации»
Постановление Правительства РФ от 25 февраля 2000 г. № 162 «Об утверждении перечня тяжелых работ и работ с вредными или опасными условиями труда, при выполнении которых запрещается применение труда женщин».
Постановление Правительства РФ от 25 февраля 2000 г. № 163 «Об утверждении перечня тяжелых работ и работ с вредными или опасными условиями труда, при выполнении которых запрещается применение труда лиц моложе восемнадцати лет».
2
Тема 1.2 Организационные вопросы безопасности труда
Содержание учебного материала
4
2
1
Обязанности работников по выполнению требований охраны труда. Обязанности работодателя по обеспечению безопасных условий труда.
1
2
Обучение и профессиональная подготовка по охране труда.
Предварительный и периодические медицинские осмотры рабочих и служащих.
1
3
Инструкции по охране труда при производстве сварочных работ.
1
4
Практическое занятие 1:
Составление инструкции по охране труда при прохождении производственной практики в учебных мастерских
1
Самостоятельная работа обучающихся
Реферат: Охрана труда при прохождении производственной практики
2
Тема 1. 3 Производственный травматизм
3 Производственный травматизм
Содержание учебного материала
6
2
1
Производственный травматизм и профессиональные заболевания.
1
2
Расследование и учет несчастных случаев на производстве.
1
3
Определение тяжести несчастных случаев. Возмещение вреда, причиненного работникам увечьем или профессиональным заболеванием.
1
4
Обязательное социальное страхование от несчастных случаев и профессиональных заболеваний.
1
5
Аттестация рабочих мест по условиям труда. Техническое регулирование.
1
6
Практическое занятие 1: Составление акта о несчастном случае (форма Н-1, форма 4).
1
Самостоятельная работа обучающихся
1.Федеральный закон Российской Федерации от 24 июля 1998 г. № 125-ФЗ «Об обязательном социальном страховании от несчастных случаев на производстве и профессиональных заболеваний»
№ 125-ФЗ «Об обязательном социальном страховании от несчастных случаев на производстве и профессиональных заболеваний»
2.Положение о расследовании и учете несчастных случаев на производстве (утв. Постановлением Правительства Российской Федерации от 11.03.1999 №279, с изм.)
3
Раздел 2 Требования безопасности при производстве сварочных работ
Тема 2.1 Требования безопасности к месту производства работ.
Содержание учебного материала
4
2
1
Средства индивидуальной защиты при производстве сварочных работ.
1
2
Санитарно-бытовое обеспечение работающих. Оздоровление воздушной среды.
1
3
Защита от шума. Защита от ионизирующего излучения. Освещение производственных помещений и участков.
1
4
Требования к производственным помещениям, оборудованию и приспособлениям. Сигнальные цвета и знаки безопасности.
Сигнальные цвета и знаки безопасности.
1
Самостоятельная работа обучающихся
1.ГОСТ 12.1.003-83 «ССБТ. Шум. Общие требования безопасности»
2.ГОСТ 12.1.005-88 «ССБТ. Общие санитарно-гигиенические требования к воздуху рабочей зоны»
2
Тема 2.2 Организация безопасного выполнения сварочных работ.
Содержание учебного материала
4
2
1
Опасные и вредные производственные факторы при выполнении электро- и газосварочных работ. Организация безопасного производства электросварочных работ.
1
2
Организация безопасного производства газосварочных работ.
Организация безопасного выполнения сварочных работ в защитных газах и их смесях.
1
3
Требования безопасности к баллонам для сжатых, сжиженных и растворенных газов. Требования безопасности при хранении и транспортировке баллонов.
Требования безопасности при хранении и транспортировке баллонов.
1
4
Требования к размещению производственного оборудования и организации рабочих мест.
1
Самостоятельная работа обучающихся
Межотраслевые правила по охране труда при электро- и газосварочных работах ПОТ Р М-020-2001
Типовая инструкция по охране труда для электросварщиков ручной сварки ТОИ Р-66-20-93
2
Раздел 3 Электробезопасность
Тема 3.1 Основы электробезопасности
Содержание учебного материала
4
1
Действие электрического тока на организм человека. Действие на человека электрических и электромагнитных полей.
1
2
Классификация помещение по степени опасности поражения электрическим током. Анализ опасности поражения электрическим током. Основные меры защиты от поражения.
Основные меры защиты от поражения.
1
3
Подключение и эксплуатация электрооборудования. Производственное освещение.
1
4
Порядок обучения, присвоения квалификационных групп и проверке знаний по технике безопасности.
1
Самостоятельная работа обучающихся
ГОСТ 12.1.009-82. ССБТ. Электробезопасность. Термины и определения.
Реферат «Расчет допустимого времени пребывания в электромагнитном поле»
2
Раздел 5 Пожарная безопасность
Тема 5.1 Основы пожарной безопасности
Содержание учебного материала
4
2
1
Основные понятия. Классификация производственных объектов по пожаровзрывоопасности.
1
2
Пожарная безопасность объекта. Предотвращение пожаров в организациях.
Предотвращение пожаров в организациях.
1
3
Противопожарная защита объекта. Организационно-технические мероприятия по обеспечению пожарной безопасности.
1
Практическое занятие 2: Изучение устройства огнетушителя. Отработка приемов работы с огнетушителем.
1
Самостоятельная работа обучающихся
Правила пожарной безопасности в Российской Федерации ППБ 01-03 (утв. Приказом МЧС России от18.06.2003 №313, изм. и доп.)
2
Раздел 6 Первая помощь при несчастных случаях
Тема 6.1 Оказание первой помощи пострадавшим
Содержание учебного материала
6
2
1
Универсальная схема оказания первой помощи на месте происшествия. Транспортировка пострадавшего.
1
2
Первая помощь при поражении электрическим током. Первая помощь при ранениях.
Первая помощь при ранениях.
1
3
Первая помощь при ожогах, обморожении, обмороках, отравлении, тепловых и солнечных ударах.
1
4
Первая помощь при переломах, вывихах, ушибах и растяжении связок. Удаление инородных тел.
1
5
Практическое занятие 4: Отработка приемов оказания первой помощи пострадавшим.
1
Дифференцированный зачет
1
Самостоятельная работа обучающихся
Реферат «Оказание первой помощи при травмах, переломах»
3
ИТОГО
54
3. Условия реализации программы дисциплины
3.1. Материально-техническое обеспечение программы
При реализации программы дисциплины используется учебный кабинет
«Безопасности жизнедеятельности и охраны труда»
Оборудование учебного кабинета:
-посадочные места по количеству обучающихся;
— рабочее место преподавателя.
Наглядные пособия:
— комплект учебно-наглядных пособий «Охрана труда»;
— макеты огнетушителей;
— динамометр;
-план эвакуации при пожаре;
-типовые инструкции.
Таблицы:
Давление насыщаемых паров и их плотность при различных температурах.
Величина светового потока ламп накаливания
Значение коэффициентов естественного освещения .
Нормы освещенности в помещениях образовательных учреждений.
Нормы первичных средств пожаротушения.
Журнал регистрации инструктажей по охране труда
3.2 Информационное обеспечение обучения
Перечень рекомендуемых учебных изданий, Интернет-ресурсов, дополнительной литературы
Основные источники:
Куликов О.Н., Ролин Е.И. Охрана труда при производстве сварочных работ 2014 ОИЦ «Академия»
Нормативные правовые акты
1. Конституция Российской Федерации.
2. Трудовой кодекс Российской Федерации.
4. Федеральный закон Российской Федерации от 17 июля 1999 г. № 181-ФЗ «Об основах охраны труда в Российской Федерации».
Федеральный закон Российской Федерации от 17 июля 1999 г. № 181-ФЗ «Об основах охраны труда в Российской Федерации».
5. Федеральный закон Российской Федерации от 16 июля 1999 г. № 165-ФЗ «Об основах обязательного социального страхования».
6. Федеральный закон Российской Федерации от 24 июля 1998 г. № 125-ФЗ «Об обязательном социальном страховании от несчастных случаев на производстве и профессиональных заболеваний».
7. Федеральный закон Российской Федерации от 12 марта 1999 г. № 52-ФЗ «О санитарно-эпидемиологическом благополучии населения».
8. Федеральный закон Российской федерации от 21 декабря 1994 г. № 69-ФЗ «О пожарной безопасности».
9.Постановление Правительства РФ от 23 мая 2000 г. № 339 «О нормативных правовых актах, содержащих государственные нормативные требования охраны труда».
10. Постановление Правительства РФ от 25 февраля 2000 г. № 162 «Об утверждении перечня тяжелых работ и работ с вредными или опасными условиями труда, при выполнении которых запрещается применение труда женщин».
11. Постановление Правительства РФ от 25 февраля 2000 г. № 163 «Об утверждении перечня тяжелых работ и работ с вредными или опасными условиями труда, при выполнении которых запрещается применение труда лиц моложе восемнадцати лет».
12. Постановление Министерства труда и социального развития РФ от 24 октября 2002 г. № 73 «Об утверждении форм документов, необходимых для расследования и учета несчастных случаев на производстве, и Положения об особенностях расследования несчастных случаев на производстве в отдельных отраслях и организациях».
13. Постановление Правительства РФ от 16 октября 2000 г. № 789 «Об утверждении правил установления степени утраты профессиональной трудоспособности в результате несчастных случаев на производстве и профессиональных заболеваний».
14. Письмо Минобразования России от 16 сентября 1999 г. № 1651-198/16-15 «Рекомендации по применению Положения о производственной (профессиональной) практике студентов, курсантов образовательных учреждений среднего профессионального образования».
15. Постановление Министерства труда и социального развития РФ от 7 апреля 1999 г. № 7 «Об утверждении норм предельно допустимых нагрузок для лиц моложе восемнадцати лет при подъеме и перемещении тяжестей вручную».
16. Постановление Министерства труда и социального развития РФ от 18 декабря 1998 г. № 51 «Об утверждении Правил обеспечения работников специальной одеждой, специальной обувью и другими средствами индивидуальной защиты».
17. Приказ Министерства здравоохранения РФ от 10 декабря 1996 г. № 405 «О проведении периодических медицинских осмотров работников».
18. ГОСТ 12.0002—8 °CСБТ. Термины и определения.
19. ГОСТ 12.1.004—91 ССБТ. Пожарная безопасность. Общие требования (с изменениями 1995 г.).
20. ГОСТ 12.1.033—81 ССБТ. Пожарная безопасность. Термины и определения.
21. СНиП2.08.02–89. Общественные здания и сооружения.
22. СНиП 21–01—97. Пожарная безопасность зданий и сооружений.
23. СанПиН 2.2.4.1191—03. Электромагнитные поля в производственных условиях. Утверждены Постановлением Главного государственного санитарного врача РФ от 19 февраля 2003 г. № 10.
24.Межотраслевые правила по охране труда при электро- и газосварочных работах ПОТ Р М-020-2001
25.Типовая инструкция по охране труда для электросварщиков ручной сварки ТОИ Р-66-20-93
26.ГОСТ 12.2.008-75 ССБТ. Оборудование и аппаратура для газопламенной обработки металлов и термического напыления покрытий. Требования безопасности
27.ГОСТ 12.4.023-84 ССБТ. Щитки защитные. Общие технические требования и методы контроля
Дополнительные источники:
Девясилов В.А. Охрана труда: учебник. /В.А.Девясилов. – М.: Форум- Инфра. – 2009.
Минько В.М. Охрана труда в машиностроении: учебник. /В.М. Минько. – М.: Академия. – 2010.
Сборник официальных материалов по вопросам охраны труда – Уфа: Межотраслевой институт, 2010
Солуянов П.В. Практикум по охране труда. М., Колос, 1999 г.
М., Колос, 1999 г.
Пожарная безопасность: Научно-технический журнал. – М.:ООО «Информост», 2001–2002.
Интернет-ресурсы:
http://ohranatruda.ru/ot_biblio/normativ/data_normativ/42/42380/index.php
Справочник специалиста по охране труда. – Режим доступа: (www.trudohrana.ru) №1- 12/ 2008-2009г.
4. Контроль и оценка результатов освоения дисциплины
-выявлять опасные и вредные производственные факторы и соответствующие им риски, связанные с прошлыми, настоящими и планируемыми видами профессиональной деятельности;-использовать средства коллективной и индивидуальной защиты в соответствии с характером выполняемой профессиональной деятельности
-понимать и анализировать содержание установленных требований охраны труда;
-контролировать навыки, необходимые для достижения требуемого уровня безопасности труда;
-вести документацию установленного образца по охране труда, соблюдать сроки её заполнения и условия хранения;
Текущий контроль:
тестирование;
устный опрос на теоретических занятиях;
наблюдение и оценка на практических занятиях;
оценка внеаудиторной самостоятельной работы
Итоговая аттестация
оценка на дифференцированном зачете
Знания:
-системы управления охраной труда в организации;
-законов и иных нормативно-правовые актов, содержащие государственные нормативные требования охраны труда, распространяющиеся на их деятельность;
-обязанностей работников в области охраны труда;
-фактических или потенциальных последствий собственной деятельности (или бездействия) и их влияние на уровень безопасности труда;
— возможных последствий несоблюдения технологических процессов и производственных инструкций;
-порядок хранения и использования средств коллективной и индивидуальной защиты;
-порядок проведения аттестации рабочих мест по условиям охраны труда, в т. ч. методику оценки условий труда и травмобезопасности.
ч. методику оценки условий труда и травмобезопасности.
Текущий контроль:
тестирование;
устный опрос на теоретических занятиях;
наблюдение и оценка на практических занятиях;
оценка внеаудиторной самостоятельной работы
Итоговая аттестация
оценка на дифференцированном зачете
СОГЛАСОВАНОМетодист
_______________С.А.Федотова
УТВЕРЖДАЮ
Зам.директора по ПКР
__________Л.А.Савельев
Тематическое планирование
ОП. 08. Охрана труда
по профессии
15.01.05 Сварщик (ручной и частично механизированной сварки (наплавки)
Всего 36 часов
По учебнику Куликов О.Н., Ролин Е.И. Охрана труда при производстве сварочных работ
Темы уроковКол-во часов
Практич. занятия
занятия
Раздел 1 Правовые и организационные основы охраны труда
Тема 1.1 Общие вопросы трудового законодательства
1
Основы законодательства об охране труда. Основные термины.
Основные принципы правового регулирования трудовых отношений.
1
2
Рабочее время. Режим рабочего времени. Время отдыха.
1
3
Особенности регулирования труда отдельных категорий работников. Льготы по охране труда.
1
4
Ответственность за нарушения требований охраны труда.
Надзор за соблюдением законодательства об охране труда.
1
Тема 1.2 Организационные вопросы безопасности труда
5
Обязанности работников по выполнению требований охраны труда. Обязанности работодателя по обеспечению безопасных условий труда.
1
6
Обучение и профессиональная подготовка по охране труда.
Предварительный и периодические медицинские осмотры рабочих и служащих.
1
7
Инструкции по охране труда при производстве сварочных работ.
1
8
Практическое занятие 1
Составление инструкции по охране труда при прохождении производственной практики в учебных мастерских
1
Тема 1.3 Производственный травматизм
9
Производственный травматизм и профессиональные заболевания.
1
10
Расследование и учет несчастных случаев на производстве.
1
11
Определение тяжести несчастных случаев. Возмещение вреда, причиненного работникам увечьем или профессиональным заболеванием.
1
12
Обязательное социальное страхование от несчастных случаев и профессиональных заболеваний.
1
13
Аттестация рабочих мест по условиям труда. Техническое регулирование.
1
14
Практическое занятие 2
Составление акта о несчастном случае (форма Н-1, форма 4).
1
Раздел 2 Требования безопасности при производстве сварочных работ
Тема 2.1 Требования безопасности к месту производства работ
15
Средства индивидуальной защиты при производстве сварочных работ.
1
16
Санитарно-бытовое обеспечение работающих. Оздоровление воздушной среды.
1
17
Защита от шума. Защита от ионизирующего излучения. Освещение производственных помещений и участков.
Освещение производственных помещений и участков.
1
18
Требования к производственным помещениям, оборудованию и приспособлениям. Сигнальные цвета и знаки безопасности.
1
Тема 2.2 Организация безопасного выполнения сварочных работ
19
Опасные и вредные производственные факторы при выполнении электро- и газосварочных работ. Организация безопасного производства электросварочных работ.
1
20
Организация безопасного производства газосварочных работ.
Организация безопасного выполнения сварочных работ в защитных газах и их смесях.
1
21
Требования безопасности к баллонам для сжатых, сжиженных и растворенных газов. Требования безопасности при хранении и транспортировке баллонов.
1
22
Требования к размещению производственного оборудования и организации рабочих мест.
1
Раздел 3 Электробезопасность
Тема 3.1 Основы электробезопасности
23
Действие электрического тока на организм человека. Действие на человека электрических и электромагнитных полей.
1
24
Классификация помещение по степени опасности поражения электрическим током. Анализ опасности поражения электрическим током. Основные меры защиты от поражения.
1
25
Подключение и эксплуатация электрооборудования. Производственное освещение
1
26
Порядок обучения, присвоения квалификационных групп и проверке знаний по технике безопасности.
1
Раздел 5 Пожарная безопасность
Тема 5.1 Основы пожарной безопасности
27
Основные понятия. Классификация производственных объектов по пожаровзрывоопасности
Классификация производственных объектов по пожаровзрывоопасности
1
28
Пожарная безопасность объекта. Предотвращение пожаров в организациях.
1
29
Противопожарная защита объекта. Организационно-технические мероприятия по обеспечению пожарной безопасности.
1
30
Практическое занятие 3
Изучение устройства огнетушителя. Отработка приемов работы с огнетушителем.
1
Раздел 6 Первая помощь при несчастных случаях
Тема 6.1 Оказание первой помощи пострадавшим
31
Универсальная схема оказания первой помощи на месте происшествия. Транспортировка пострадавшего.
1
32
Первая помощь при поражении электрическим током. Первая помощь при ранениях
1
33
Первая помощь при ожогах, обморожении, обмороках, отравлении, тепловых и солнечных ударах.:format(png)/ce4d545e9a4e36a.ru.s.siteapi.org/img/xdy19leh6r4sg8c4w0wc4o0gkggcgk)
1
34
Первая помощь при переломах, вывихах, ушибах и растяжении связок. Удаление инородных тел.
1
35
Практическое занятие 4
Отработка приемов оказания первой помощи пострадавшим
1
36
Дифференцированный зачет
1
ИТОГО
32
4
Общие — Инструкция По Охране Труда Электросварщика На Автоматических И Полуавтоматических
Инструкция По Охране Труда Электросварщика На Автоматических И ПолуавтоматическихТИ Р М-002-2000 Типовая инструкция по охране труда для заведующего. ТОИ Р-200-09-95 Типовая инструкция по охране труда для электросварщика. охране труда для операторов на автоматических и полуавтоматических.
ТОИ (Типовые инструкции по охране труда).
Типовая инструкция по охране труда для электросварщика операторов на автоматических и полуавтоматических линиях в деревообработке, занятых.
Типовая инструкция по охране труда для работников, занятых в. Типовая инструкция по охране труда электросварщика ручной сварки. 196. по охране труда для операторов на автоматических и полуавтоматических линиях в.
Электросварщик на автоматических и полуавтоматических машинах- 2 разряда. инструкция по охране труда для работников, порядок разработки и.
Профессии, 816 статей; Типовые инструкции по охране труда. Организация безопасного рабочего места сварщика · Охрана труда в. охране труда для оператора на автоматических и полуавтоматических линиях, занятого.
ОПИСАНИЕ Для кого предназначена Состав системы Отзывы клиентов Демо Стоимость Техэксперт: «Охрана труда» — уникальная профессиональная справочная система для специалистов по охране труда. Содержит актуальную информацию, аналитические и справочные материалы, а также обеспечивает экспертную поддержку. ДЛЯ КОГО ПРЕДНАЗНАЧЕНА СИСТЕМА Для кого предназначена Состав системы Отзывы клиентов Демо Стоимость Система «Техэксперт: Охрана труда» создана специально для вас, если вы: ЗАНИМАЕТЕСЬ ОХРАНОЙ ТРУДА подготовка инструкций по охране труда; проведение инструктажей, обучений и проверок знаний; взаимодействие с контролирующими и надзорными органами; организация медицинских осмотров и обеспечение работников СИЗ. Система содержит свыше 226 045 нормативных документов по охране труда и многое другое: акты, проекты, типовые формы документов, судебная практика, справчник по охране труда, ангалитические и авторские материалы и т.д. СОСТАВ СИСТЕМЫ Состав системы Для кого предназначена Отзывы клиентов Демо Стоимость Справочник по охране труда Нормативные документы по охране труда Комментарии, статьи, консультации по охране труда Образцы и формы документов в области охраны труда Практика разрешения споров по вопросам охраны труда Словарь терминов и определений по охране труда Внимание! Система «Техэксперт: Охрана труда» безопаснее, чем документы из интернета! Уже более 600 000 человек в России пользуются системой «Техэксперт» Отзывы о системе ООО «НОТАС» ООО «Увадревлеспром» ООО «КОСМОСАВИАСПЕЦСТРОЙ» Еще отзывы Оставьте свои контактные данные, чтобы узнать точную стоимость системы в вашем регионе
ДЛЯ КОГО ПРЕДНАЗНАЧЕНА СИСТЕМА Для кого предназначена Состав системы Отзывы клиентов Демо Стоимость Система «Техэксперт: Охрана труда» создана специально для вас, если вы: ЗАНИМАЕТЕСЬ ОХРАНОЙ ТРУДА подготовка инструкций по охране труда; проведение инструктажей, обучений и проверок знаний; взаимодействие с контролирующими и надзорными органами; организация медицинских осмотров и обеспечение работников СИЗ. Система содержит свыше 226 045 нормативных документов по охране труда и многое другое: акты, проекты, типовые формы документов, судебная практика, справчник по охране труда, ангалитические и авторские материалы и т.д. СОСТАВ СИСТЕМЫ Состав системы Для кого предназначена Отзывы клиентов Демо Стоимость Справочник по охране труда Нормативные документы по охране труда Комментарии, статьи, консультации по охране труда Образцы и формы документов в области охраны труда Практика разрешения споров по вопросам охраны труда Словарь терминов и определений по охране труда Внимание! Система «Техэксперт: Охрана труда» безопаснее, чем документы из интернета! Уже более 600 000 человек в России пользуются системой «Техэксперт» Отзывы о системе ООО «НОТАС» ООО «Увадревлеспром» ООО «КОСМОСАВИАСПЕЦСТРОЙ» Еще отзывы Оставьте свои контактные данные, чтобы узнать точную стоимость системы в вашем регионе
Электросварщик на автоматических и полуавтоматических машинах должностная инструкция. 3-й разряд. Характеристика работ. Автоматическая и.
3-й разряд. Характеристика работ. Автоматическая и.
- РД 153-34.0-03.2.98-2001 Типовая инструкция по охране труда для. ТОИ Р- 15-040-97 Типовая инструкция по охране труда для электросварщика по охране труда для операторов на автоматических и полуавтоматических.
- Инструкция по охране труда для слесаря, выполняющего. ТОИ Р-15-040- 97 Типовая инструкция по охране труда для электросварщика. по охране труда для операторов на автоматических и полуавтоматических линиях в.
Комментарии (0)Просмотров (142)
Инструкции по технике безопасности сварщика
Инструкции по технике безопасности сварщика
Повышенной опасности. Инструкция по охране труда сварщика, инструкции по охране труда сварочных работ, инструкция по охране труда для сварщика. Типовая инструкция 21 по охране труда для электросварщика ручной сварки утв. Инструкция по технике безопасности при сварочных работах. Требования по охране труда в процессе сварочных.
Для того, чтобы в процессе сварки не получить травму, необходимо строго соблюдать технику безопасности. Общие требования безопасности. Не допускается размещение горючих веществ вблизи рабочего места сварщика. Инструкция по технике безопасности для сварщика предполагает, что работой должен заниматься специалист, который имеет специальное образование и достиг.
Оборудования памятка, в т.ч. И по вопросам безопасности. Законодательство по ОТ, пожарной и промышленной безопасности. Инструкции по охране труда для работников организации на отдельные виды работ.во время дождя или снегопада над рабочим местом сварщика и местом нахождения сварочного аппарата должен быть.
Совершеннолетнего возраста. Видео поможет избежать несчастного случая при производстве сварочных работ. Главная Примеры документов Примеры инструкций по охране труда Инструкция по технике безопасности при ручной электродуговой сварке для рабочих.1.3. Сварщикам, работающим в замкнутых пространствах или выполняющим сварку цветных металлов. Сварочные работы относятся к работам.
Сварочные работы относятся к работам.
Работ. Инструкция п охране труда сварщика., техника безопасности при сварке, резке, наплавке, пайке: Техника безопасности при сварке пластмасс. Охрана труда и техника безопасности. применять в процессе работы сварочные аппараты, другое оборудование и средства малой механизации по назначению, в соответствии с инструкциями заводов изготовителей. Использование электродов и.
Вместе с
Инструкции по технике безопасности сварщика часто ищутинструкция по охране труда для электросварщика 2016
типовая инструкция по охране труда для электрогазосварщика
инструкция по охране труда при выполнении электросварочных работ
правила проведения сварочных работ
техника безопасности электросварщика
техника безопасности при электросварочных работах
режим работы электросварщика
техника безопасности при сварке на высоте
Читайте также:
Договор дарения новогодних подарков образец скачать бесплатно
Скачать звуки из left 4 dead
Скачать бесплатно игру блокаду на компьютер
Скачать майнкрафт сборку с модами на андроид
Бесплатные компьютерные программы скачать бесплатно для xp
Инструкция По Охране Труда Для Сварщика Пластмасс
Инструкция пот охране труда для сварщика изделий из пластмасс в рбСсылка: Инструкция По Охране Труда Для Сварщика Пластмасс — mcsservice
инструкция по охране труда для сварщика пластмасс в рб
Профессия сварщика любой специализации является довольно сложной, работы охрана труда для работников данной профессии является очень. Может есть у кого инструкция по охране труда для сварщика пластмасс заранее спасибо. Блоги на аетернеинструкция по охране труда для сварщика пластмасс- сварщик пластмасс. Форум инженеров по охране труда в беларуси — читать блог на аетерне. Инструкция по охране труда при сварке полиэтиленовых газопроводов вопросам охраны труда сварщика полиэтилена проходит в соответствии с требованиями в порядке, установленном минздравом республики беларусь. 19 июн 2019 инструкция по охране труда для электросварщика ручной сварки — опубликовано в инструкции по охране труда: помогите пожалуйста.
Может есть у кого инструкция по охране труда для сварщика пластмасс заранее спасибо. Блоги на аетернеинструкция по охране труда для сварщика пластмасс- сварщик пластмасс. Форум инженеров по охране труда в беларуси — читать блог на аетерне. Инструкция по охране труда при сварке полиэтиленовых газопроводов вопросам охраны труда сварщика полиэтилена проходит в соответствии с требованиями в порядке, установленном минздравом республики беларусь. 19 июн 2019 инструкция по охране труда для электросварщика ручной сварки — опубликовано в инструкции по охране труда: помогите пожалуйста.
Инструкция пот охране труда для сварщика изделий из пластмасс в рб
Инструкция по охране труда при сварке полиэтиленовых газопроводов вопросам охраны труда сварщика полиэтилена проходит в соответствии с требованиями в порядке, установленном минздравом республики беларусь. 15 сен 2019 главная статьи охрана труда инструкция по охране труда для рабочих к выполнению работ по переработке пластмасс допускаются лица в соответствии с трудовым кодексом республики беларусь. 15 сен 2019 главная статьи охрана труда инструкция по охране труда для рабочих к выполнению работ по переработке пластмасс допускаются лица в соответствии с трудовым кодексом республики беларусь. Инструкция по охране труда для рабочих по переработке пластмасс businessforecast. Инструкция по охране труда при сварке полиэтиленовых газопроводов. Инструкция по охране труда при сварке. Может есть у кого инструкция по охране труда для сварщика пластмасс заранее спасибо.
15 сен 2019 главная статьи охрана труда инструкция по охране труда для рабочих к выполнению работ по переработке пластмасс допускаются лица в соответствии с трудовым кодексом республики беларусь. Инструкция по охране труда для рабочих по переработке пластмасс businessforecast. Инструкция по охране труда при сварке полиэтиленовых газопроводов. Инструкция по охране труда при сварке. Может есть у кого инструкция по охране труда для сварщика пластмасс заранее спасибо.
https://telegra.ph/Kniga-Izuchaem-prostranstvo-s-nejropsihologom-Komplekt—Suncova-06-22
https://telegra.ph/Programma-Kognitivnoj-Reabilitacii-Skachat-06-22
https://telegra.ph/Word-2019-russkaya-versiya-skachat-06-22
https://telegra.ph/Malahov-Anatolij-Alekseevich-Vikipediya-06-22
https://telegra.ph/Kody-Oshibok-Reno-Magnum-440-Evro-3-AUTOVIBERRU-06-22
https://telegra.ph/How-to-Flash-OR-Update-Allwinner-A23-by-GsmHelpFul-YouTube-06-22
https://telegra.ph/Slova-pesni-Skriptonit—EHto-lyubov-06-22
https://telegra. ph/Matros-spasatel-kvalifikacionnyj-spravochnik-professij-rabochih-06-22
ph/Matros-spasatel-kvalifikacionnyj-spravochnik-professij-rabochih-06-22
https://telegra.ph/Antiradar-MapcamDroid-v26321-Android-4PDAINFO-06-22
https://telegra.ph/Overview-of-licensing-and-activation-in-Office-365-ProPlus-06-22
https://telegra.ph/vyshivka-genteel-lady-instrukciya-na-russkom-06-22
Ключевые средства защиты для дуговых сварщиков — Охрана труда и техника безопасности
Защита ключей для аппаратов дуговой сварки
Управление рисками осуществляется путем применения иерархии средств контроля: устранение, замена, технические меры (например, системы вентиляции для удаления сварочного дыма), административные меры и, наконец, средства индивидуальной защиты.
- Джерри Лоус
- 01 декабря 2018 г.
BLS сообщила, что в 2016 году 404 800 рабочих США были наняты 1 в качестве сварщиков, резчиков, припоев и паяльщиков, и что у них был один из самых высоких показателей травм и заболеваний среди всех профессий. Они могут работать на открытом воздухе, часто в плохую погоду, или в помещении, даже под водой, а иногда и в ограниченном пространстве. Они могут работать в неудобном положении, на строительных лесах и могут подвергаться воздействию очень горячих материалов, токсичных паров, шума, опасностей пожара, поражения электрическим током, дугового излучения и т. д.
Они могут работать на открытом воздухе, часто в плохую погоду, или в помещении, даже под водой, а иногда и в ограниченном пространстве. Они могут работать в неудобном положении, на строительных лесах и могут подвергаться воздействию очень горячих материалов, токсичных паров, шума, опасностей пожара, поражения электрическим током, дугового излучения и т. д.
Оценка опасностей и иерархия средств контроля
Адекватный контроль этих рисков начинается с оценки опасностей, которая рассматривает физическую рабочую среду, используемое оборудование и материалы, а также то, как будут выполняться рабочие задачи.Идентификация опасностей может включать сквозную оценку рабочего места; беседы с рабочими о ходе выполнения работ, осмотр материалов и оборудования перед началом работ; чтение этикеток продуктов, инструкций производителей и паспортов безопасности; и рассмотрение отчетов об инцидентах и травмах.
Тяжесть выявленных рисков будет зависеть от многих факторов, включая свойства свариваемых материалов, состояние сварочного оборудования, условия, в которых будет проводиться сварка (например, в замкнутых пространствах, на высоте и т. д.), а также навыки и опыт сварщика.
Власти подчеркивают, что контроль над этими рисками осуществляется путем применения иерархии мер контроля: устранение, замена, технические меры (например, системы вентиляции для удаления сварочного дыма), административные меры и, наконец, средства индивидуальной защиты.
Тем не менее, средства индивидуальной защиты имеют решающее значение для многих профессий, особенно для сварщика. Защитная одежда, перчатки, сварочные каски и средства защиты органов дыхания являются необходимым снаряжением для многих сварщиков.
Эргономика
Онлайн-инструмент OSHA Ergonomics eTool 2 для подрядчиков по электротехнике рекомендует следующие возможные решения для предотвращения эргономических травм, вызванных длительной работой сварщиков в статических и неудобных позах:
Эта статья впервые появилась в выпуске журнала Occupational Health & Safety за декабрь 2018 года.
NASD — Безопасность дуговой сварки
Уметь выполнять сварку безопасными способами и знать, какие средства индивидуальной защиты следует использовать.
При сварке важно соблюдать меры предосторожности. Существует много опасностей, связанных к сварке. Во время тренировки имейте под рукой средства индивидуальной защиты, чтобы показать и для примерки сотрудниками.
Дуговая сварка включает дуговую сварку в среде защитного газа, сварку в среде защитных газов и контактную сварку. Поскольку оборудование для дуговой сварки
различаются по размеру и типу, важно прочитать и следовать рекомендациям производителя.
- Перед началом любой операции дуговой сварки необходимо провести полную проверку сварочного аппарата.
- Прочтите все предупреждающие этикетки и руководства по эксплуатации.
- Удалите все потенциальные источники возгорания из зоны сварки.

- Всегда имейте огнетушитель наготове для немедленного использования.
- Оборудуйте сварочные аппараты выключателями питания, которые можно быстро отключить.
- Перед ремонтом необходимо отключить питание машины.
- Надлежащее заземление сварочных аппаратов имеет важное значение.
- Держатели электродов не следует использовать, если они имеют ослабленные кабельные соединения, дефектные губки или плохая изоляция.
- Дуга не должна зажигаться, если поблизости находится человек без надлежащей защиты глаз.

- Инфракрасное излучение является причиной ожога сетчатки и катаракты.Защитите глаза и лицо с помощью правильно подобранный сварочный шлем и фильтрующая пластина надлежащего класса.
- Защитите свое тело от сварочных брызг и вспышки дуги с помощью защитной одежды. Например:
- Одежда шерстяная
- Огнестойкий фартук
- Перчатки
- Правильно подобранная одежда, не протертая и не изношенная.
- Рубашки должны быть с длинными рукавами.
- Брюки должны быть прямого кроя и прикрывать обувь при дуговой сварке.
- Огнестойкая накидка или наплечники необходимы для работы над головой.
- Проверяйте защитную одежду перед каждым использованием, чтобы убедиться, что она в хорошем состоянии.
- Очищайте одежду от жира и масла.
 Например:
Например:Обеспечьте достаточную вентиляцию при сварке в ограниченном пространстве или там, где есть препятствия для движения воздуха. Естественные сквозняки, вентиляторы и положение головы помогают предотвратить попадание дыма на лицо сварщика.
- Помещение или зона сварки содержит не менее 10 000 кубических футов на каждого сварщика.
- Высота потолков не менее 16 футов.
- Поперечная вентиляция не блокируется перегородками, оборудованием или другими структурными барьерами.
- Сварка не производится в замкнутом пространстве.

Поражение электрическим током может убить. Во избежание поражения электрическим током:
- Используйте держатели электродов и кабели с хорошей изоляцией.
- Убедитесь, что сварочные кабели сухие и не содержат смазки и масла.
- Держите сварочные кабели вдали от кабелей электропитания.
- Носите сухие перчатки без дырок.
- Одежда также должна быть сухой.
- Изолируйте сварочный аппарат от земли с помощью сухой изоляции, такой как резиновый коврик или сухое дерево.
- Наземные рамы сварочных агрегатов.
- Никогда не меняйте электроды голыми руками или в мокрых перчатках.
- Большое значение имеет правильное использование средств индивидуальной защиты.
- Поражение электрическим током может быть смертельным.
- Если вентиляции недостаточно, то место сварки должно быть оборудовано механической вентиляцией оборудование.
- Всегда имейте огнетушитель наготове для немедленного использования.
Верно или неверно
| 1. Все потенциальные источники пожара должны быть удалены из зоны сварки. | Т | Ф |
2. Используйте естественные сквозняки или вентиляторы, чтобы пары не попадали на лицо. Используйте естественные сквозняки или вентиляторы, чтобы пары не попадали на лицо. | Т | Ф |
| 3.Защита глаз не всегда нужна. | Т | Ф |
| 4. Допускается использование электрододержателей с ослабленными кабельными соединениями. | Т | Ф |
| 5. Электроды нельзя менять голыми руками или в мокрых перчатках. | Т | Ф |
Ключ ответа
1. Т, 2. Т, 3. Ж, 4. Ж, 5. Т
Отказ от ответственности и информация о воспроизведении: Информация в
NASD не представляет политику NIOSH. Информация, включенная в
NASD появляется с разрешения автора и/или правообладателя.
Более
Информация, включенная в
NASD появляется с разрешения автора и/или правообладателя.
Более
Процедуры сварки и резки | Руководство по охране труда и технике безопасности
1.1 Обращение с баллонами со сжатым газомСоблюдайте следующие процедуры при обращении с газовыми баллонами:
- Защитные колпачки клапанов должны быть на месте и закреплены.
- Цилиндры будут перемещаться путем наклона и вращения их нижних краев. Их нельзя намеренно ронять, ударять или позволять им сильно ударять друг друга.
- Баллоны должны быть либо прочно закреплены на специальном держателе, предназначенном для этой цели, либо должны быть сняты регуляторы и установлены защитные колпачки клапанов перед перемещением баллонов.
- Для предотвращения опрокидывания баллонов во время использования или хранения необходимо использовать подходящую тележку для баллонов, цепь или другое стабилизирующее устройство.
- Баллоны с кислородом должны храниться отдельно от баллонов с топливным газом или горючих материалов на расстоянии не менее 20 футов или негорючим барьером высотой 5 футов с пределом огнестойкости в течение получаса. Баллоны нельзя хранить рядом с лифтами, лестницами или проходами. Предусмотренное хранение должно предотвращать опрокидывание или повреждение баллонов.

Цилиндры должны храниться на достаточном расстоянии от фактической сварки или резки, чтобы искры, горячий шлак или пламя не достигали их. Когда это невозможно, необходимо использовать огнеупорные экраны.
Цилиндры должны быть размещены там, где они не могут стать частью электрической цепи. Электроды не должны ударяться о цилиндр, чтобы зажечь дугу.
Баллоны с топливным газом должны быть размещены клапаном вверх, когда они используются.Их нельзя размещать в местах, где они могут подвергаться воздействию открытого огня, горячего металла или других источников искусственного тепла.
Сотрудники должны понимать и соблюдать эти процедуры безопасности, разработанные штатом Вашингтон и указанные в WAC 296-307-48021:
.Перед подключением регулятора к вентилю баллона вентиль должен быть приоткрыт и немедленно закрыт. (Это действие обычно называется «взломом» и предназначено для очистки клапана от пыли или грязи, которые в противном случае могли бы попасть в регулятор.) Человек, открывающий клапан, должен стоять сбоку от выпускного отверстия, а не перед ним. Клапан баллона с топливным газом не должен быть взломан там, где газ может попасть на сварочные работы, искры, пламя или другие возможные источники воспламенения
Клапан баллона всегда должен открываться медленно, чтобы не повредить регулятор. Для быстрого закрытия клапаны на баллонах с топливным газом не должны открываться более чем на 1 ½ оборота.
Если требуется специальный ключ, его следует оставить на штоке клапана во время использования баллона, чтобы можно было быстро перекрыть подачу топливного газа в случае возникновения чрезвычайной ситуации. Во время использования на баллон с топливным газом нельзя класть ничего, что может повредить предохранительное устройство или помешать быстрому закрытию клапана.
Во время использования на баллон с топливным газом нельзя класть ничего, что может повредить предохранительное устройство или помешать быстрому закрытию клапана.
Топливный газ нельзя использовать без снижения давления с помощью регулятора, прикрепленного к клапану баллона.
Перед снятием регулятора с клапана баллона клапан баллона всегда должен быть закрыт, а газ выпущен из регулятора.
Если при открытии клапана баллона с топливным газом обнаруживается утечка вокруг штока клапана, клапан необходимо закрыть и затянуть гайку сальника.Если это действие не остановит утечку, использование баллона должно быть прекращено, он должен быть должным образом помечен и удален из рабочей зоны.
В случае утечки топливного газа из клапана баллона, а не из штока клапана, и газ невозможно перекрыть, баллон должен быть надлежащим образом помечен и удален из рабочей зоны. Если регулятор, прикрепленный к клапану баллона, эффективно останавливает утечку через седло клапана, баллон не нужно удалять из рабочей зоны.
Если возникает утечка в пробке предохранителя или другом предохранительном устройстве, цилиндр необходимо удалить из горячей рабочей зоны.
Цилиндры без фиксированных маховиков должны иметь ключи, ручки или нерегулируемые ключи на штоках клапанов во время эксплуатации.
Горелки должны быть проверены перед использованием на наличие утечек в запорных клапанах, шланговых муфтах и соединениях наконечников. Неисправные горелки использовать нельзя.
Факелы должны быть зажжены фрикционными зажигалками или другими разрешенными устройствами, а не спичками или огневыми работами.
1.4 Регуляторы и датчикиРегуляторы давления кислорода и топливного газа, включая соответствующие манометры, во время использования должны находиться в надлежащем рабочем состоянии.
1.5 Масла и жиры Опасности Кислородные баллоны и фитинги должны храниться вдали от масла или смазки. Цилиндры, крышки цилиндров и клапаны, муфты, регуляторы, шланги и аппараты должны быть очищены от масла или жирных веществ, и их нельзя трогать масляными руками или в перчатках. Кислород ни в коем случае нельзя направлять на замасленные поверхности, замасленную одежду или внутрь топливного бака или другого резервуара или сосуда для хранения.
Кислород ни в коем случае нельзя направлять на замасленные поверхности, замасленную одежду или внутрь топливного бака или другого резервуара или сосуда для хранения.
Шланг топливного газа и кислородный шланг должны быть легко различимы друг от друга. Контраст может создаваться различными цветами или характеристиками поверхности, легко различимыми на ощупь. Шланги кислорода и топливного газа не должны быть взаимозаменяемыми. Запрещается использовать один шланг, имеющий более одного прохода газа.
Когда параллельные участки кислородного и топливного шлангов склеены вместе, не более 4 дюймов из 12 дюймов могут быть покрыты лентой.
Все шланги, по которым подается ацетилен, кислород, природный или искусственный топливный газ, а также любой газ или вещество, которые могут воспламениться или воспламениться или каким-либо образом нанести вред работникам, должны проверяться в начале каждой рабочей смены. Неисправные шланги должны быть изъяты из эксплуатации.
Шланги, подвергшиеся обратному воспламенению или имеющие признаки сильного износа или повреждения, должны быть испытаны при удвоенном нормальном давлении, которому они подвергаются, но ни в коем случае не менее 300 р.с.и. Неисправный шланг или шланг в сомнительном состоянии использовать нельзя.
Соединительные муфты для шлангов должны быть такого типа, чтобы их нельзя было разблокировать или разъединить с помощью прямого натяжения без вращательного движения.
Ящики, используемые для хранения газовых шлангов, должны вентилироваться.
Шланги, кабели и другое оборудование не должны находиться в проходах, лестницах и лестницах.
Оператор должен очищать забитые отверстия наконечника резака с помощью подходящей чистящей проволоки, сверл или других приспособлений, предназначенных для этой цели.
Горелки должны проверяться оператором в начале каждой рабочей смены на наличие утечек в запорных клапанах, шланговых муфтах и соединениях наконечников. Не используйте неисправные горелки.
Не используйте неисправные горелки.
Зажигание факелов фрикционными зажигалками или другими утвержденными устройствами, а не спичками или огневыми работами.
MIG Welder MG260 Руководство по эксплуатации MG260
Руководство по эксплуатации для MG260 MIG Welder
Предупреждение: Перед началом оборудования прочитайте содержимое данного руководства, которое необходимо хранить в месте, знакомом всем пользователям для всей оперативной жизни. МАШИНЫ.ЭТО ОБОРУДОВАНИЕ ДОЛЖНО ИСПОЛЬЗОВАТЬСЯ ИСКЛЮЧИТЕЛЬНО ДЛЯ СВАРОЧНЫХ ОПЕРАЦИЙ.
СВАРКА И РЕЗКА ДУГОЙ МОГУТ ПРИНЕСТИ ВРЕД ДЛЯ СЕБЯ И ДРУГИХ. Поэтому пользователь должен быть осведомлен об опасностях, связанных с сварочными работами, которые кратко изложены ниже. Для получения более подробной информации закажите руководство.
ПОРАЖЕНИЕ ЭЛЕКТРИЧЕСКИМ ТОКОМ — Может быть смертельным.
Установите и заземлите сварочный аппарат в соответствии с действующими нормами.
Не прикасайтесь к токоведущим частям или электродам голой кожей, перчатками или мокрой одеждой.
Изолируйте себя как от земли, так и от заготовки.
Убедитесь, что ваше рабочее положение безопасно.
ДЫМЫ И ГАЗЫ – Может быть опасным для вашего здоровья.
Держите голову подальше от паров.
Работайте при наличии достаточной вентиляции и используйте вентиляторы вокруг дуги, чтобы предотвратить образование газов в рабочей зоне.
ДУГОВЫЕ ИЗЛУЧЕНИЯ – Может повредить глаза и обжечь кожу.
Защитите глаза сварочными масками с фильтрующими линзами и защитите тело соответствующей защитной одеждой.
Защитите других, установив соответствующие щиты или занавески.
ОПАСНОСТЬ ПОЖАРА И ОЖОГОВ
Искры (брызги) могут вызвать возгорание и обжечь кожу; поэтому вам следует убедиться, что поблизости нет легковоспламеняющихся материалов, и носить соответствующую защитную одежду.
ШУМ
Этот аппарат не создает непосредственно шума, превышающего 80 дБ. Процедура плазменной резки/сварки может производить уровни шума выше указанного предела; поэтому пользователи должны соблюдать все меры предосторожности, предусмотренные законом.
Процедура плазменной резки/сварки может производить уровни шума выше указанного предела; поэтому пользователи должны соблюдать все меры предосторожности, предусмотренные законом.
СТИМУЛЫ СТИМУЛЯТОРА
Магнитные поля, создаваемые сильными токами, могут влиять на работу кардиостимуляторов. Владельцам жизненно важного электронного оборудования (кардиостимуляторов) следует проконсультироваться со своим врачом перед началом любых операций дуговой сварки, резки, строжки или точечной сварки.
ВЗРЫВООПАСНОСТЬ
Не проводить сварку вблизи контейнеров под давлением или в присутствии взрывоопасной пыли, газов или паров. . Со всеми баллонами и регуляторами давления, используемыми при сварочных работах, следует обращаться с осторожностью.
ЭЛЕКТРОМАГНИТНАЯ СОВМЕСТИМОСТЬ
Эта машина изготовлена в соответствии с инструкциями, содержащимися в согласованном стандарте, и должна использоваться исключительно в профессиональных целях в промышленной среде. Могут возникнуть потенциальные трудности с обеспечением электромагнитной совместимости в непромышленных условиях.
Могут возникнуть потенциальные трудности с обеспечением электромагнитной совместимости в непромышленных условиях.
В СЛУЧАЕ НЕИСПРАВНОСТЕЙ ОБРАЩАЙТЕСЬ ЗА ПОМОЩЬЮ КВАЛИФИЦИРОВАННОГО ПЕРСОНАЛА
ОБЩИЕ ТЕХНИЧЕСКИЕ ОПИСАНИЯ
2.1 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ машина.Этот аппарат является источником постоянного напряжения для сварки MIG и OPEN-ARC. При получении и распаковке машины внимательно осмотрите ее, чтобы убедиться в отсутствии поврежденных деталей. Если есть претензия о возмещении убытков или повреждений, она должна быть предъявлена покупателем непосредственно грузоотправителю, который обрабатывал товар. При запросе информации об этом сварочном аппарате укажите номер детали и серийный номер аппарата, чтобы гарантировать получение точной информации, касающейся вашего аппарата.
2.2 ОПИСАНИЕ ТЕХНИЧЕСКИХ ХАРАКТЕРИСТИК
МОДЕЛЬ: Модель машины
EN 60974-10:2003 Международные стандарты.
SN Серийный номер машины, который должен указываться в запросах или запросах, касающихся машины.
3-50/60Гц Трехфазное входное питание 50 или 60 Гц
1-50/60Гц Однофазное входное питание 50 или 60 Гц.
Uo Вторичное напряжение холостого хода (пиковое значение).
X Рабочий цикл в процентах
Рабочий цикл — это количество минут, выраженное в процентах, в течение которых машина может работать (дуга горит) в течение десятиминутного периода без перегрева.Рабочий цикл зависит от выходного тока.
I2 Выходной сварочный ток
I1 Входной ток Потребляемый ток соответствует разным уровням мощности (I2).
U2 Вторичное напряжение при сварочном токе I2.
U1 Номинальное напряжение питания
IP21 Класс защиты корпуса машины. 1 во втором разряде означает, что данное устройство не предназначено для работы на улице под дождем.
F Класс изоляции
ПРИМЕЧАНИЕ. Эта машина также предназначена для работы в зонах с классом загрязнения 3.
УСТАНОВКА
3.1 НАСТРОЙКА
Установите машину в чистом, хорошо проветриваемом месте. Пыль, грязь или любой другой посторонний материал, который может попасть в машину, может ограничить охлаждение (вентиляцию), что может повлиять на производительность машины. Закрепите (вращающуюся опору на верхней части машины и зафиксируйте ручку) колеса и опору для бутылок. (и, если имеется, блок охлаждения.)
Пыль, грязь или любой другой посторонний материал, который может попасть в машину, может ограничить охлаждение (вентиляцию), что может повлиять на производительность машины. Закрепите (вращающуюся опору на верхней части машины и зафиксируйте ручку) колеса и опору для бутылок. (и, если имеется, блок охлаждения.)
3.2 СОЕДИНЕНИЯ ВХОДНОЙ ПИТАНИЯ
Эта машина должна быть установлена квалифицированным персоналом и подключена в соответствии с местными нормами.
При установке соответствующей вилки обязательно подсоедините желто-зеленый провод к земле, а два других провода питания к линии.
Аппарат должен быть подключен к входному напряжению питания, отмеченному на входном шнуре питания. УДАЛИТЬ (Если необходимо изменить входное напряжение питания, снимите правую боковую панель, найдите клеммную колодку для изменения напряжения и расположите соединения, как показано на ИЛЛЮСТРАЦИИ ПРИНЦИПА РАБОТЫ
.
После изменения напряжения питания замените верхнюю крышку).
Никогда не используйте эту машину без верхней и боковых крышек. Это сделано как по очевидным причинам безопасности, так и во избежание вмешательства во внутреннюю систему охлаждения машины.Гарантия считается недействительной, если эта машина используется без защиты верхней и боковой крышек.
Это сделано как по очевидным причинам безопасности, так и во избежание вмешательства во внутреннюю систему охлаждения машины.Гарантия считается недействительной, если эта машина используется без защиты верхней и боковой крышек.
3.3 ВЫХОДНЫЕ СОЕДИНЕНИЯ
3.3.1 Подключение механизма подачи проволоки
Этот источник питания совместим с внешними механизмами подачи проволоки. Для подключения источника питания к механизмам подачи проволоки используйте удлинитель арт. Характеристики и особенности работы механизма подачи проволоки описаны в инструкциях по эксплуатации, прилагаемых к механизму подачи проволоки. (сам.)
3.3.2 Подсоединение зажима рабочего обратного провода.
Подсоедините штыревой конец рабочего обратного провода к одному из ответвлений импеданса на передней панели машины. Отвод импеданса, обозначенный значком, обеспечивает максимальный импеданс и рекомендуется при сварке более тонких алюминиевых, нержавеющих и углеродистых сталей бинарного или тройного состава. Отвод импеданса, обозначенный значком, обеспечивает наименьшее сопротивление и рекомендуется при использовании диоксида углерода (Co2) в качестве защитного газа для сварки более толстых углеродистых сталей бинарного или тройного состава.
Отвод импеданса, обозначенный значком, обеспечивает наименьшее сопротивление и рекомендуется при использовании диоксида углерода (Co2) в качестве защитного газа для сварки более толстых углеродистых сталей бинарного или тройного состава.
Обычно рекомендуется использовать низкие значения импеданса для проводов малого диаметра и высокие значения для проводов большого диаметра.
После выбора соответствующего отвода импеданса прикрепите возвратный зажим заготовки к свариваемому изделию.
Убедитесь, что зажим заземления плотно закреплен на рабочем обратном кабеле, и периодически проверяйте, хорошо ли затянуто это соединение. Ненадежное соединение может вызвать падение сварочного тока или перегрев рабочего обратного кабеля и зажима, что, в свою очередь, создает риск ожогов от случайного контакта с рабочим кабелем.Сварочная цепь не должна преднамеренно находиться в прямом или косвенном контакте с заземляющим проводником, если она не находится на свариваемом объекте.
3. 3.3 Подсоединение газового шланга баллона.
3.3 Подсоединение газового шланга баллона.
Удерживайте цилиндры в вертикальном положении, прикрепив их цепями к верхней и нижней опорам.
Не поднимайте машину с цилиндром на опорной полке.
Держите цилиндр вдали от зоны сварки и неизолированных электрических цепей.
Баллоны, содержащие инертный газ, должны быть оснащены регулятором давления и расходомером.
После установки баллона (баллонов) подсоедините газовый шланг, выходящий из задней части машины, к выходу газового регулятора. ПРИМЕЧАНИЕ: отдельные газовые линии соединяются с пистолетом МиГ и шпулеметом. Отрегулируйте поток газа до 8-10 л/мин.
4 СВАРКА
4.1 УСТАНОВКА И ЗАПУСК
Установка машины должна выполняться лицензированным специалистом. Все соединения должны соответствовать действующим правилам и местным законам и правилам, касающимся несчастных случаев.
Убедитесь, что выбранный диаметр проволоки соответствует диаметру, указанному на приводном ролике и монтажной катушке.
Ослабьте приводной ролик «Прижимной» рычаг и протяните проволоку по роликам и в направляющую трубку на 1–2 дюйма.
Снова подсоедините «прижимной» рычаг и отрегулируйте натяжение проволоки, стараясь не зажать более мягкие проволоки.
Убедитесь, что газовая линия подсоединена, но клапан баллона закрыт.
Расположите сварочный аппарат так, чтобы обеспечить свободную циркуляцию воздуха как в передней, так и в задней панелях.
4.2 МАШИНА ГОТОВА К СВАРКЕ
Подсоедините зажим заземления к свариваемой детали как можно ближе к месту сварки.
Включите питание машины.
Снимите газовое сопло с горловины пистолета, повернув его по часовой стрелке.
Извлеките контактный наконечник из держателя наконечника, следя за тем, чтобы не ослабить держатель наконечника/посадочное место сопла. Держите горелку подальше от работы и нажмите на спусковой крючок, чтобы подать проволоку от машины к горелке. ВНИМАНИЕ: Держите горелку подальше от оператора (лица) и работайте, ожидая подачи проволоки. Наденьте контактный наконечник на провод, убедившись, что диаметр отверстия такой же, как у используемого провода, и плотно ввинтите наконечник в горловину горелки. Незакрепленный наконечник может привести к плохому сварному шву и необратимому повреждению горелки.
Незакрепленный наконечник может привести к плохому сварному шву и необратимому повреждению горелки.
Переустановите газовую форсунку и откройте газовый баллон, установив расходомер на 8-10 л/мин.
ПРЕДУПРЕЖДЕНИЕ. Убедитесь, что выбранный газ соответствует свариваемому материалу.
4.3 СВАРКА УГЛЕРОДИСТОЙ СТАЛИ.
Для сварки углеродистых сталей необходимы следующие вещи:
1) Защитный газ, чаще всего аргон и двуокись углерода, в соотношении 75-80 % аргона и 25-20 % двуокиси углерода. Однако в некоторых случаях может потребоваться смесь трех газов: аргона, двуокиси углерода (CO2) и двуокиси углерода (O2).Эти газовые смеси выделяют тепло во время сварки, в результате чего валик сварного шва будет хорошо изогнутым и аккуратным на вид. Проникновение, однако, не будет глубоким.
Использование двуокиси углерода в качестве защитного газа приводит к образованию узкого валика сварного шва с глубоким проплавлением, но ионизация газа влияет на стабильность дуги.
2) Присадочная проволока должна быть того же качества и типа, что и свариваемая сталь. Рекомендуется использовать высококачественную проволоку и избегать сварки ржавой проволокой, поскольку она может привести к дефектам наплавленного валика.Как правило, диапазон тока провода можно рассчитать следующим образом:
Ø провода x 100 = минимальный ток.
Ø провода x 200 = максимальная сила тока
Пример: 1,20 Ø провода = 120 А Мин. и 240 А Макс. Эти значения силы тока основаны на использовании смеси аргона/CO2 в качестве защитного газа и сварке в режиме переноса короткой дуги.
3) Избегайте сварки ржавых деталей или работы с пятнами масла и жира на поверхности.
4) Сварочная горелка должна быть рассчитана на сварочный ток (Ампер), который будет использоваться.
5) Периодически проверяйте, чтобы две ручки, образующие зажим заземления, не были повреждены, а сварочные кабели (кабель горелки и рабочий провод) не имели порезов или следов ожогов, которые могут снизить их эффективность.
4.4 СВАРКА НЕРЖАВЕЮЩЕЙ СТАЛИ
Сварка нержавеющих сталей серии 300 (аустенитная серия) должна выполняться с использованием смеси защитного газа, состоящей преимущественно из аргона с добавлением небольшого процента О2 для стабилизации дуги. Рекомендуемая смесь AR/O2 в соотношении 98/2.Не используйте защитные газы CO2 или AR/CO2. Нержавеющая сталь должна быть очень чистой для хороших сварных швов. Не прикасайтесь к сварочной проволоке голыми руками. Проволока должна быть более высокого качества, чем свариваемая деталь, а место сварки должно быть чистым.
4.5 СВАРКА АЛЮМИНИЯ
Требования для сварки алюминия:
1) 100% аргон в качестве сварочного защитного газа.
2) Горелочная проволока, состав которой подходит для основного свариваемого материала.
Для сварочной проволоки ALUMAN 3,5% кремния.
Для сварочной проволоки ANTICORODAL 3.5% кремний.
Для сварочной проволоки PERALUMAN 5% магния.
Для сварочной проволоки ЭРГАЛ 5% магния.
3) Горелка, подготовленная для сварки алюминия, со специальным тефлоновым вкладышем и контактным наконечником типа AL или алюминиевый катушкодержатель, прикрепленный к машине.
4) Используйте приводные ролики, подходящие для алюминиевой проволоки. Приводные ролики при установке должны быть затянуты как можно туже.
5) Используйте контактные наконечники, подходящие для алюминиевой проволоки, и убедитесь, что диаметр отверстия контактного наконечника соответствует диаметру используемой проволоки.
6) Используйте абразивные шлифовальные машины и щетки, специально предназначенные для алюминия. Никогда не используйте эти инструменты на других материалах. ПОМНИТЕ, что чистота равна качеству.
Катушки с проволокой должны храниться в полиэтиленовых пакетах с осушителем.
РАСПРОСТРАНЕННЫЕ ДЕФЕКТЫ СВАРКИ АЛЮМИНИЯ
A- ДЕФЕКТ- Пористость (внутри или на поверхности сварного шва)
ПРИЧИНЫ Плохая проволока (ржавчина на поверхности).
Недостаточная газовая защита из-за:
– Недостаточный расход газа из-за закупорки газопровода.
– Неисправен расходомер.
– Регулятор газа покрылся инеем из-за того, что регулятор нагревателя CO2 не использовался.
— Отказ соленоида газового клапана.
– Газовое сопло забито брызгами.
– Сквозняки в зоне сварки.
B- ДЕФЕКТ- Усадочные трещины
ПРИЧИНЫ Сварочная проволока или свариваемые изделия грязные или ржавые.
Сварной шов слишком мал.
Сварной шов слишком вогнут.
Слишком большое проникновение валика сварного шва.
C- ДЕФЕКТ- Боковое растрескивание
ПРИЧИНЫ Слишком высокая скорость сварки.
Низкий ток и высокое напряжение дуги.
D- ДЕФЕКТ- Слишком много брызг
ПРИЧИНЫ Слишком высокое напряжение
Недостаточный импеданс
Газовый нагреватель не используется для защитного газа CO2.
6 ОБЩЕЕ ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Сопло горелки: Периодически очищайте сопло от всех сварочных брызг, которые могли скопиться во время сварочных операций. Если сопло деформировалось или приобрело овальную форму, его необходимо заменить. Контактный наконечник: Хороший контакт между контактным наконечником и проволокой обеспечивает стабильную дугу и оптимальный выходной ток. Поэтому необходимо выполнить следующие шаги:
Поэтому необходимо выполнить следующие шаги:
A) Отверстие контактного наконечника не должно быть загрязнено или окислено.
B) После продолжительных сварных швов на контактном наконечнике могут легко скапливаться брызги, препятствующие подаче проволоки. Контактный наконечник необходимо регулярно очищать и при необходимости заменять.
C) Контактный наконечник всегда должен быть плотно прикручен к корпусу горелки. Термические циклы, которым подвергается горелка во время работы, могут ослабить контактный наконечник, что, в свою очередь, может привести к перегреву корпуса и сопла горелки или стать причиной неустойчивой подачи проволоки.
Футеровка: проверьте на наличие отложений медной пыли или крошечной металлической стружки в футеровке.Периодически очищайте вкладыш сухим сжатым воздухом. Проволочные вкладыши подвержены постоянному износу и поэтому их необходимо заменять через определенный период времени.
Привод подачи проволоки: Периодически очищайте узел подачи проволоки и приводные ролики от ржавчины или металлической стружки из-за подачи проволоки. Рекомендуется периодически проверять все компоненты узла подачи проволоки, держателя катушки, приводных роликов, направляющего канала и контактного наконечника.
Рекомендуется периодически проверять все компоненты узла подачи проволоки, держателя катушки, приводных роликов, направляющего канала и контактного наконечника.
7 ПОИСК И УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ
Примечание. Все ремонтные работы должны выполняться квалифицированным персоналом.
Отсоедините кабель питания от сети перед заменой кабелей или перед снятием крышек устройства. Машина оборудована термостатом, который выключает машину при перегреве источника питания. После срабатывания термостата дайте источнику тока остыть в течение нескольких минут, прежде чем возобновить сварочные работы.
В таблице поиска и устранения неисправностей перечислены неисправности, причины и способы устранения наиболее частых неисправностей.
8 ОБСЛУЖИВАНИЕ СВАРОЧНЫХ АППАРАТОВ
Опыт показывает, что причиной многих несчастных случаев является неправильное обслуживание.По этой причине обслуживать машины должны только квалифицированные специалисты.
9 ОПИСАНИЕ ОРГАНОВ УПРАВЛЕНИЯ
9. 1 ОРГАНЫ УПРАВЛЕНИЯ НА ПЕРЕДНЕЙ ПАНЕЛИ ГЕНЕРАТОРА
1 ОРГАНЫ УПРАВЛЕНИЯ НА ПЕРЕДНЕЙ ПАНЕЛИ ГЕНЕРАТОРА
A: Перегрев (желтый): загорается при превышении рабочего цикла C: Регулятор времени точечной сварки: установка времени точечной сварки. (Примечание: выключите при обычном использовании без функции точечной подачи)
D: Регулируемая ручка подачи проволоки: отрегулируйте скорость подачи проволоки (чем больше число, тем быстрее подача проволоки.)
E: Разъем горелки
F: Выключатель питания
G: Поворотный переключатель сварочного напряжения:
Этот переключатель регулирует диапазон сварочного напряжения.
G2: Поворотный переключатель сварочного напряжения:
Этот переключатель позволяет точно настроить сварочное напряжение, выбранное с помощью переключателя G. (Пошаговая регулировка)
H: Быстроразъемный разъем для обратного кабеля
I: Гнездо управления
J: Тумблер (выбор горелки) )
9.2 ОРГАНЫ УПРАВЛЕНИЯ НА ЗАДНЕЙ ЧАСТИ ГЕНЕРАТОРА
A: Соединитель газовой трубы
B: Входной силовой кабель (перед использованием проверьте напряжение питания)
C: Гнездо для нагревателя регулятора
D: Опора для цилиндра
E: Плавкий предохранитель
F: Connector Connector
7 Иллюстрация Рабочий принцип
7
7
8 Сообщить об этом AD MIG Welder MG260 Руководство по эксплуатации — скачать [Оптимизировано]
MIG Welder MG260 Руководство по эксплуатации — скачать инструкцию
Связанные руководства/ресурсы
Руководство для сварочного аппарата 63583 Flux 125
Руководство пользователя: Руководство для 63583 Flux 125 Welder Flux 125 Welder
Откройте PDF напрямую: Просмотр PDF .
Количество страниц: 28
Руководство пользователя Руководство & & Безопасность Инструкции по технике безопасности инструкции Владелец Сохраните это руководство Сохраните это руководство для получения предупреждений и мер предосторожности при сборке, эксплуатации, Сохранить это Руководство Соблюдайте эту процедуру. руководство для безопасность серийные предупреждения и меры предосторожности, сборка, осмотр, поддержание и уборка Писать продукты номер в оборотная сторона руководства операционная, осмотр, поддержание процедуры. Написать сериал номер в и около Ассамблея диаграмма (или месяц и иуборка год покупки если продукт имеет продукт без номера).Хранить это руководство назад принадлежащий почти сухой место сборка диаграмма (или месяц и год покупки, если у товара нет номера). в квитанция в руководстве сейф и для будущего ссылка. Храните это руководство и квитанцию в безопасном и сухом месте для дальнейшего использования. 17к Посетите наш веб-сайт по адресу: http://www.
 harborfreight.com
Пишите в нашу техническую поддержку по адресу:
harborfreight.com
Пишите в нашу техническую поддержку по адресу:
 из-за из-за
продолжать
Диаграммы
в пределах
руководство
ненарисованный
быть нарисованным
пропорционально.
продолжать
улучшения,
продукт
может отличаться
немного
продукт
описанный
улучшения,
фактическидействующийдействующий
продукт
может отличаться
немного
от от
продукт
описанный
здесь.
здесь.
обязательный
для сборки
и обслуживание
может быть нет
быть включенным.
ИнструментыИнструменты
обязательный
для сборки
и обслуживание
может нет
включены.
Читать
Прочитайте это
этот материал
материалперед
Перед использованием
используя это
этот продукт.продукт.
Отказ
Неудачаtotodo
Сделай так
сокан
можетрезультат
результат несерьезный
серьезная травма.
травма, повреждение.
СПАСТИ
СОХРАНИТЬ ЭТО
ЭТО РУКОВОДСТВО.
РУКОВОДСТВО.
Оглавление
БЕЗОПАСНОСТЬ
Безопасность ................................................. ........ 2
Технические характеристики ...................................... 6
Настраивать ................................................. ...... 7
Базовая сварка ..........................
из-за из-за
продолжать
Диаграммы
в пределах
руководство
ненарисованный
быть нарисованным
пропорционально.
продолжать
улучшения,
продукт
может отличаться
немного
продукт
описанный
улучшения,
фактическидействующийдействующий
продукт
может отличаться
немного
от от
продукт
описанный
здесь.
здесь.
обязательный
для сборки
и обслуживание
может быть нет
быть включенным.
ИнструментыИнструменты
обязательный
для сборки
и обслуживание
может нет
включены.
Читать
Прочитайте это
этот материал
материалперед
Перед использованием
используя это
этот продукт.продукт.
Отказ
Неудачаtotodo
Сделай так
сокан
можетрезультат
результат несерьезный
серьезная травма.
травма, повреждение.
СПАСТИ
СОХРАНИТЬ ЭТО
ЭТО РУКОВОДСТВО.
РУКОВОДСТВО.
Оглавление
БЕЗОПАСНОСТЬ
Безопасность ................................................. ........ 2
Технические характеристики ...................................... 6
Настраивать ................................................. ...... 7
Базовая сварка .......................... ...................... 12
Советы по сварке ...................................................... 18
Техническое обслуживание ................................................ 22
Перечень деталей и схемы ...................... 25
Гарантия ................................................. ... 28
ПРЕДУПРЕЖДАЮЩИЕ СИМВОЛЫ И ОПРЕДЕЛЕНИЯ
Это предупреждающий символ безопасности. Он используется, чтобы предупредить вас о потенциальных
опасности получения травм. Соблюдайте все сообщения о безопасности, которые
следуйте этому символу, чтобы избежать возможных травм или смерти.
Указывает на опасную ситуацию, которая, если ее не предотвратить,
приведет к смерти или серьезной травме.
НАСТРАИВАТЬ
Указывает на опасную ситуацию, которая, если ее не предотвратить,
может привести к смерти или серьезной травме.Указывает на опасную ситуацию, которая, если ее не предотвратить,
может привести к травме легкой или средней степени тяжести.
Обращения практики, не связанные с телесными повреждениями.
ОСНОВНАЯ СВАРКА
ВАЖНАЯ ИНФОРМАЦИЯ О БЕЗОПАСНОСТИ
Прочтите все предупреждения и инструкции по технике безопасности.
...................... 12
Советы по сварке ...................................................... 18
Техническое обслуживание ................................................ 22
Перечень деталей и схемы ...................... 25
Гарантия ................................................. ... 28
ПРЕДУПРЕЖДАЮЩИЕ СИМВОЛЫ И ОПРЕДЕЛЕНИЯ
Это предупреждающий символ безопасности. Он используется, чтобы предупредить вас о потенциальных
опасности получения травм. Соблюдайте все сообщения о безопасности, которые
следуйте этому символу, чтобы избежать возможных травм или смерти.
Указывает на опасную ситуацию, которая, если ее не предотвратить,
приведет к смерти или серьезной травме.
НАСТРАИВАТЬ
Указывает на опасную ситуацию, которая, если ее не предотвратить,
может привести к смерти или серьезной травме.Указывает на опасную ситуацию, которая, если ее не предотвратить,
может привести к травме легкой или средней степени тяжести.
Обращения практики, не связанные с телесными повреждениями.
ОСНОВНАЯ СВАРКА
ВАЖНАЯ ИНФОРМАЦИЯ О БЕЗОПАСНОСТИ
Прочтите все предупреждения и инструкции по технике безопасности. Несоблюдение предупреждений и инструкций может привести к поражению электрическим током, возгоранию и/или серьезной травме.
Сохраните все предупреждения и инструкции для дальнейшего использования.
Общая информация о безопасности
СОВЕТЫ ПО СВАРКЕ
ЗАЩИТИТЕ себя и других. Прочтите и поймите эту информацию.1. Перед использованием прочтите и поймите
инструкции производителя,
Паспорта безопасности материалов (MSDS),
правила техники безопасности работодателя и ANSI Z49.1.
2. Хранить в недоступном для детей месте.
Не допускайте детей и посторонних лиц во время работы.
3. Перед использованием поместите сварочный аппарат на устойчивое место.
Если он упадет, когда он подключен к сети, серьезная травма,
это может привести к поражению электрическим током или возгоранию.
ПОДДЕРЖАНИЕ
4. Будьте бдительны, следите за тем, что делаете, и пользуйтесь
здравый смысл при работе со сварочным аппаратом.
Не используйте сварочный аппарат, если вы устали или находитесь под
влияние наркотиков, алкоголя или медикаментов.
Несоблюдение предупреждений и инструкций может привести к поражению электрическим током, возгоранию и/или серьезной травме.
Сохраните все предупреждения и инструкции для дальнейшего использования.
Общая информация о безопасности
СОВЕТЫ ПО СВАРКЕ
ЗАЩИТИТЕ себя и других. Прочтите и поймите эту информацию.1. Перед использованием прочтите и поймите
инструкции производителя,
Паспорта безопасности материалов (MSDS),
правила техники безопасности работодателя и ANSI Z49.1.
2. Хранить в недоступном для детей месте.
Не допускайте детей и посторонних лиц во время работы.
3. Перед использованием поместите сварочный аппарат на устойчивое место.
Если он упадет, когда он подключен к сети, серьезная травма,
это может привести к поражению электрическим током или возгоранию.
ПОДДЕРЖАНИЕ
4. Будьте бдительны, следите за тем, что делаете, и пользуйтесь
здравый смысл при работе со сварочным аппаратом.
Не используйте сварочный аппарат, если вы устали или находитесь под
влияние наркотиков, алкоголя или медикаментов.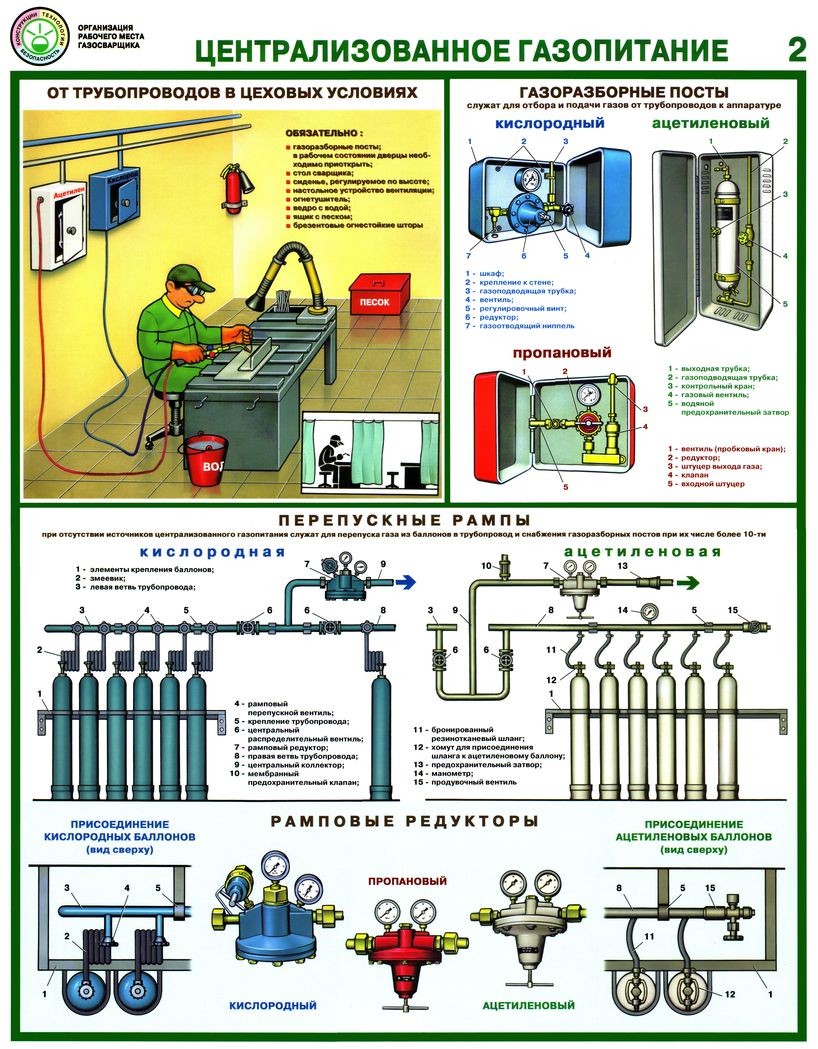 Следуйте рекомендациям OSHA по
Допустимые пределы воздействия (PEL) и
Американская конференция правительственных
Рекомендации промышленных гигиенистов по
Пороговые предельные значения (ПДК) для паров и газов.Информация о безопасности излучения дуги
ИЗЛУЧЕНИЕ ДУГИ может повредить глаза и вызвать ожог кожи.
1. Носите одобренные ANSI защитные очки для сварщиков.
с рейтингом линз не ниже 10.
2. Носите кожаные леггинсы, огнеупорную обувь.
или сапоги во время использования. Не носите брюки с
манжеты, рубашки с открытыми карманами или любую одежду
которые могут улавливать и удерживать расплавленный металл или искры.
5. При сварке/резке над головой или в ограниченном пространстве
местах, носите огнеупорные беруши или
наушники, чтобы искры не попали в уши.
ПОДДЕРЖАНИЕ
3. Не допускайте попадания на одежду жира, масла,
растворители или любые легковоспламеняющиеся вещества.Надевайте сухие изолирующие перчатки и защитную одежду.
4. Носите утвержденный головной убор для защиты
голова и шея. Используйте фартуки, накидку, рукава,
плечевые чехлы и нагрудники разработаны и
одобрены для процедур сварки и резки.
Следуйте рекомендациям OSHA по
Допустимые пределы воздействия (PEL) и
Американская конференция правительственных
Рекомендации промышленных гигиенистов по
Пороговые предельные значения (ПДК) для паров и газов.Информация о безопасности излучения дуги
ИЗЛУЧЕНИЕ ДУГИ может повредить глаза и вызвать ожог кожи.
1. Носите одобренные ANSI защитные очки для сварщиков.
с рейтингом линз не ниже 10.
2. Носите кожаные леггинсы, огнеупорную обувь.
или сапоги во время использования. Не носите брюки с
манжеты, рубашки с открытыми карманами или любую одежду
которые могут улавливать и удерживать расплавленный металл или искры.
5. При сварке/резке над головой или в ограниченном пространстве
местах, носите огнеупорные беруши или
наушники, чтобы искры не попали в уши.
ПОДДЕРЖАНИЕ
3. Не допускайте попадания на одежду жира, масла,
растворители или любые легковоспламеняющиеся вещества.Надевайте сухие изолирующие перчатки и защитную одежду.
4. Носите утвержденный головной убор для защиты
голова и шея. Используйте фартуки, накидку, рукава,
плечевые чехлы и нагрудники разработаны и
одобрены для процедур сварки и резки. НАСТРАИВАТЬ
5. Работайте в замкнутом пространстве, только если это
хорошо проветривается или во время ношения
респиратор с подачей воздуха.
ОСНОВНАЯ СВАРКА
2. Не используйте рядом с обезжиривающими или
малярные операции.
4. Используйте достаточную вентиляцию, вытяжку на дуге или
оба, чтобы пары и газы не дышали
Зона и общая площадь.Если инженерный контроль
невозможно, используйте утвержденный респиратор.
СОВЕТЫ ПО СВАРКЕ
1. Воздействие сварки или резки
выхлопные газы могут увеличить риск
развития некоторых видов рака, таких как
рак гортани и рак легких.
Кроме того, некоторые заболевания, которые могут быть связаны с
воздействие выхлопных газов сварки или резки:
• Раннее начало болезни Паркинсона
• Болезнь сердца
• Язвы
• Повреждение репродуктивных органов
• Воспаление тонкой кишки или
желудок
• Поражение почек
• Респираторные заболевания, такие как
эмфизема, бронхит или пневмония
БЕЗОПАСНОСТЬ
ДЫМ И ГАЗЫ могут быть опасны для вашего здоровья.Товар 63583
По техническим вопросам звоните по телефону 1-888-866-5797.
НАСТРАИВАТЬ
5. Работайте в замкнутом пространстве, только если это
хорошо проветривается или во время ношения
респиратор с подачей воздуха.
ОСНОВНАЯ СВАРКА
2. Не используйте рядом с обезжиривающими или
малярные операции.
4. Используйте достаточную вентиляцию, вытяжку на дуге или
оба, чтобы пары и газы не дышали
Зона и общая площадь.Если инженерный контроль
невозможно, используйте утвержденный респиратор.
СОВЕТЫ ПО СВАРКЕ
1. Воздействие сварки или резки
выхлопные газы могут увеличить риск
развития некоторых видов рака, таких как
рак гортани и рак легких.
Кроме того, некоторые заболевания, которые могут быть связаны с
воздействие выхлопных газов сварки или резки:
• Раннее начало болезни Паркинсона
• Болезнь сердца
• Язвы
• Повреждение репродуктивных органов
• Воспаление тонкой кишки или
желудок
• Поражение почек
• Респираторные заболевания, такие как
эмфизема, бронхит или пневмония
БЕЗОПАСНОСТЬ
ДЫМ И ГАЗЫ могут быть опасны для вашего здоровья.Товар 63583
По техническим вопросам звоните по телефону 1-888-866-5797. Страница 3
Информация по электробезопасности
ПОРАЖЕНИЕ ЭЛЕКТРИЧЕСКИМ ТОКОМ может СМЕРТЬ.
БЕЗОПАСНОСТЬ
1. Выключите, отключите питание и
разрядный электрод на землю перед установкой
опустите горелку/держатель электрода и перед обслуживанием.
2. Не прикасайтесь к токоведущим частям.
Наденьте сухие изолирующие перчатки. Не прикасайтесь к электроду
держатель, электрод, сварочная горелка или сварочная проволока с
Голыми руками. Не надевайте мокрые или поврежденные перчатки.
3. Подключитесь к заземленному, защищенному GFCI
только блок питания.4. Не используйте вблизи воды или влажных предметов.
НАСТРАИВАТЬ
5. Людям с кардиостимуляторами следует проконсультироваться со своим
врач(и) перед использованием. Электромагнитные поля
в непосредственной близости от кардиостимулятора может вызвать
вмешательство кардиостимулятора или отказ кардиостимулятора.
6. Не подвергайте сварочные аппараты воздействию дождя или влаги.
Количество воды, попадающей в сварочный аппарат, увеличится.
риск поражения электрическим током.
Страница 3
Информация по электробезопасности
ПОРАЖЕНИЕ ЭЛЕКТРИЧЕСКИМ ТОКОМ может СМЕРТЬ.
БЕЗОПАСНОСТЬ
1. Выключите, отключите питание и
разрядный электрод на землю перед установкой
опустите горелку/держатель электрода и перед обслуживанием.
2. Не прикасайтесь к токоведущим частям.
Наденьте сухие изолирующие перчатки. Не прикасайтесь к электроду
держатель, электрод, сварочная горелка или сварочная проволока с
Голыми руками. Не надевайте мокрые или поврежденные перчатки.
3. Подключитесь к заземленному, защищенному GFCI
только блок питания.4. Не используйте вблизи воды или влажных предметов.
НАСТРАИВАТЬ
5. Людям с кардиостимуляторами следует проконсультироваться со своим
врач(и) перед использованием. Электромагнитные поля
в непосредственной близости от кардиостимулятора может вызвать
вмешательство кардиостимулятора или отказ кардиостимулятора.
6. Не подвергайте сварочные аппараты воздействию дождя или влаги.
Количество воды, попадающей в сварочный аппарат, увеличится.
риск поражения электрическим током. 7. Не злоупотребляйте шнуром. Никогда не используйте шнур
для переноски, вытягивания или отключения сварочного аппарата.
Держите шнур вдали от источников тепла, масла, острых краев.
или движущиеся части.Поврежден или запутался
шнуры повышают риск поражения электрическим током.
8. Не используйте на открытом воздухе.
9. Изолируйте себя от заготовки и
земля. Используйте негорючий, сухой изоляционный материал.
материал, если это возможно, или используйте сухие резиновые коврики,
сухая древесина или фанера или другой сухой изоляционный материал
материал достаточно большой, чтобы полностью покрыть
площадь контакта с работой или землей.
10. Соблюдайте осторожность, чтобы не прикоснуться сварочным наконечником к
заземленный материал всякий раз, когда устройство
подключен к сети. Поражение электрическим током, возгорание или ожоги могут
произойти, если не будут приняты соответствующие меры предосторожности.ОСНОВНАЯ СВАРКА
Информация о пожарной безопасности
ДУГА И ГОРЯЧИЙ ШЛАК могут стать причиной пожара.
7. Не злоупотребляйте шнуром. Никогда не используйте шнур
для переноски, вытягивания или отключения сварочного аппарата.
Держите шнур вдали от источников тепла, масла, острых краев.
или движущиеся части.Поврежден или запутался
шнуры повышают риск поражения электрическим током.
8. Не используйте на открытом воздухе.
9. Изолируйте себя от заготовки и
земля. Используйте негорючий, сухой изоляционный материал.
материал, если это возможно, или используйте сухие резиновые коврики,
сухая древесина или фанера или другой сухой изоляционный материал
материал достаточно большой, чтобы полностью покрыть
площадь контакта с работой или землей.
10. Соблюдайте осторожность, чтобы не прикоснуться сварочным наконечником к
заземленный материал всякий раз, когда устройство
подключен к сети. Поражение электрическим током, возгорание или ожоги могут
произойти, если не будут приняты соответствующие меры предосторожности.ОСНОВНАЯ СВАРКА
Информация о пожарной безопасности
ДУГА И ГОРЯЧИЙ ШЛАК могут стать причиной пожара. 1. Уберите или защитите легковоспламеняющиеся предметы.
Удалите или обезопасьте все горючие материалы для
радиусом 35 футов (10 метров) вокруг рабочей зоны.
Используйте огнеупорный материал для покрытия
или заблокировать все открытые дверные проемы, окна,
трещины и другие отверстия.
СОВЕТЫ ПО СВАРКЕ
2. Держите рядом огнетушитель типа ABC.
рабочее место и знать, как им пользоваться.
3. Поддерживайте безопасную рабочую среду.
Держите рабочую зону хорошо освещенной.
Убедитесь, что имеется достаточно
окружающее рабочее пространство.Держите рабочее место свободным
препятствий, смазки, масла, мусора и другого мусора.
ПОДДЕРЖАНИЕ
4. Не используйте сварочные аппараты в атмосфере
содержащие опасно реактивные или
легковоспламеняющиеся жидкости, газы, пары или пыль.
Обеспечьте достаточную вентиляцию в рабочих зонах
для предотвращения накопления таких веществ.
Сварщики создают искры, которые могут воспламенить легковоспламеняющиеся
вещества или сделать реакционноспособные пары токсичными.
Страница 4
5.
1. Уберите или защитите легковоспламеняющиеся предметы.
Удалите или обезопасьте все горючие материалы для
радиусом 35 футов (10 метров) вокруг рабочей зоны.
Используйте огнеупорный материал для покрытия
или заблокировать все открытые дверные проемы, окна,
трещины и другие отверстия.
СОВЕТЫ ПО СВАРКЕ
2. Держите рядом огнетушитель типа ABC.
рабочее место и знать, как им пользоваться.
3. Поддерживайте безопасную рабочую среду.
Держите рабочую зону хорошо освещенной.
Убедитесь, что имеется достаточно
окружающее рабочее пространство.Держите рабочее место свободным
препятствий, смазки, масла, мусора и другого мусора.
ПОДДЕРЖАНИЕ
4. Не используйте сварочные аппараты в атмосфере
содержащие опасно реактивные или
легковоспламеняющиеся жидкости, газы, пары или пыль.
Обеспечьте достаточную вентиляцию в рабочих зонах
для предотвращения накопления таких веществ.
Сварщики создают искры, которые могут воспламенить легковоспламеняющиеся
вещества или сделать реакционноспособные пары токсичными.
Страница 4
5. При работе на металлической стене, потолке и т. д.
предотвращения воспламенения горючих материалов на
с другой стороны, переместив горючее в
безопасное место.Если перемещение горючих материалов
невозможно, назначьте кого-нибудь в качестве
пожарная вахта, оснащенная огнетушителем,
в процессе резки и в течение как минимум одного
через полчаса после завершения резки.
6. Не сваривайте и не режьте материалы,
горючее покрытие или горючий
внутренняя структура, как в стенах или потолках, без
одобренный метод устранения опасности.
7. Не выбрасывайте горячий шлак в контейнеры.
хранение горючих материалов.
8. После сварки проведите тщательный осмотр
для доказательства возгорания.Знайте, что легко
видимый дым или пламя могут отсутствовать
некоторое время после начала пожара.
9. Не нагревайте емкость, в которой
неизвестное вещество или горючее
материал, содержимое которого при нагревании
могут выделять легковоспламеняющиеся или взрывоопасные пары.
Очистите и продуйте контейнеры перед применением тепла.
При работе на металлической стене, потолке и т. д.
предотвращения воспламенения горючих материалов на
с другой стороны, переместив горючее в
безопасное место.Если перемещение горючих материалов
невозможно, назначьте кого-нибудь в качестве
пожарная вахта, оснащенная огнетушителем,
в процессе резки и в течение как минимум одного
через полчаса после завершения резки.
6. Не сваривайте и не режьте материалы,
горючее покрытие или горючий
внутренняя структура, как в стенах или потолках, без
одобренный метод устранения опасности.
7. Не выбрасывайте горячий шлак в контейнеры.
хранение горючих материалов.
8. После сварки проведите тщательный осмотр
для доказательства возгорания.Знайте, что легко
видимый дым или пламя могут отсутствовать
некоторое время после начала пожара.
9. Не нагревайте емкость, в которой
неизвестное вещество или горючее
материал, содержимое которого при нагревании
могут выделять легковоспламеняющиеся или взрывоопасные пары.
Очистите и продуйте контейнеры перед применением тепла. Вентиляционные закрытые емкости, включая отливки,
перед предварительным нагревом, сваркой или резкой.
По техническим вопросам звоните по телефону 1-888-866-5797.
Товар 63583
1. Не используйте сварочный аппарат, если переключатель не поворачивается.
он включается и выключается.Любой сварщик, которым нельзя управлять
с выключателем опасно и должно быть отремонтировано.
2. Отсоедините вилку от питания
источник, прежде чем вносить какие-либо коррективы,
замена принадлежностей или хранение сварочных аппаратов.
Такие превентивные меры безопасности снижают
риск случайного включения сварочного аппарата.
5. Используйте сварочный аппарат и аксессуары в
в соответствии с этими инструкциями, принимая
учитывать условия труда и
работа, которую предстоит выполнить. Использование сварщика
для операций, отличных от тех, которые предназначены
может привести к опасной ситуации.НАСТРАИВАТЬ
3. Предотвратите непреднамеренный запуск.
Убедитесь, что переключатель находится в выключенном положении, прежде чем
подключение к источнику питания или перемещение
Сварщик.
Вентиляционные закрытые емкости, включая отливки,
перед предварительным нагревом, сваркой или резкой.
По техническим вопросам звоните по телефону 1-888-866-5797.
Товар 63583
1. Не используйте сварочный аппарат, если переключатель не поворачивается.
он включается и выключается.Любой сварщик, которым нельзя управлять
с выключателем опасно и должно быть отремонтировано.
2. Отсоедините вилку от питания
источник, прежде чем вносить какие-либо коррективы,
замена принадлежностей или хранение сварочных аппаратов.
Такие превентивные меры безопасности снижают
риск случайного включения сварочного аппарата.
5. Используйте сварочный аппарат и аксессуары в
в соответствии с этими инструкциями, принимая
учитывать условия труда и
работа, которую предстоит выполнить. Использование сварщика
для операций, отличных от тех, которые предназначены
может привести к опасной ситуации.НАСТРАИВАТЬ
3. Предотвратите непреднамеренный запуск.
Убедитесь, что переключатель находится в выключенном положении, прежде чем
подключение к источнику питания или перемещение
Сварщик. Переноска или питание сварочных аппаратов
что есть переключатель на приглашает несчастных случаев.
4. Храните неиспользуемый сварочный аппарат в недоступном для
детей и не допускать незнакомых
со сварщиком или эти инструкции, чтобы
управлять сварочным аппаратом. Сварщики опасны
в руках неподготовленных пользователей.
БЕЗОПАСНОСТЬ
Информация по технике безопасности при эксплуатации
1. Техническое обслуживание сварщиков. Проверьте несоосность или
заедание движущихся частей, поломка деталей
и любые другие условия, которые могут повлиять на
Работа сварщика.В случае повреждения
Сварщик отремонтирован перед использованием. Много аварий
вызваны плохим обслуживанием сварщиков.
2. Обратитесь к квалифицированному специалисту для обслуживания вашего сварочного аппарата.
ремонт человек, используя только идентичные
запасные части. Это гарантирует, что
безопасность сварщика сохраняется.
3. Сохраняйте этикетки и паспортные таблички на сварочном аппарате.
Они несут важную информацию.
Если не читается или отсутствует, свяжитесь с
Портовые грузовые инструменты на замену.
Переноска или питание сварочных аппаратов
что есть переключатель на приглашает несчастных случаев.
4. Храните неиспользуемый сварочный аппарат в недоступном для
детей и не допускать незнакомых
со сварщиком или эти инструкции, чтобы
управлять сварочным аппаратом. Сварщики опасны
в руках неподготовленных пользователей.
БЕЗОПАСНОСТЬ
Информация по технике безопасности при эксплуатации
1. Техническое обслуживание сварщиков. Проверьте несоосность или
заедание движущихся частей, поломка деталей
и любые другие условия, которые могут повлиять на
Работа сварщика.В случае повреждения
Сварщик отремонтирован перед использованием. Много аварий
вызваны плохим обслуживанием сварщиков.
2. Обратитесь к квалифицированному специалисту для обслуживания вашего сварочного аппарата.
ремонт человек, используя только идентичные
запасные части. Это гарантирует, что
безопасность сварщика сохраняется.
3. Сохраняйте этикетки и паспортные таблички на сварочном аппарате.
Они несут важную информацию.
Если не читается или отсутствует, свяжитесь с
Портовые грузовые инструменты на замену.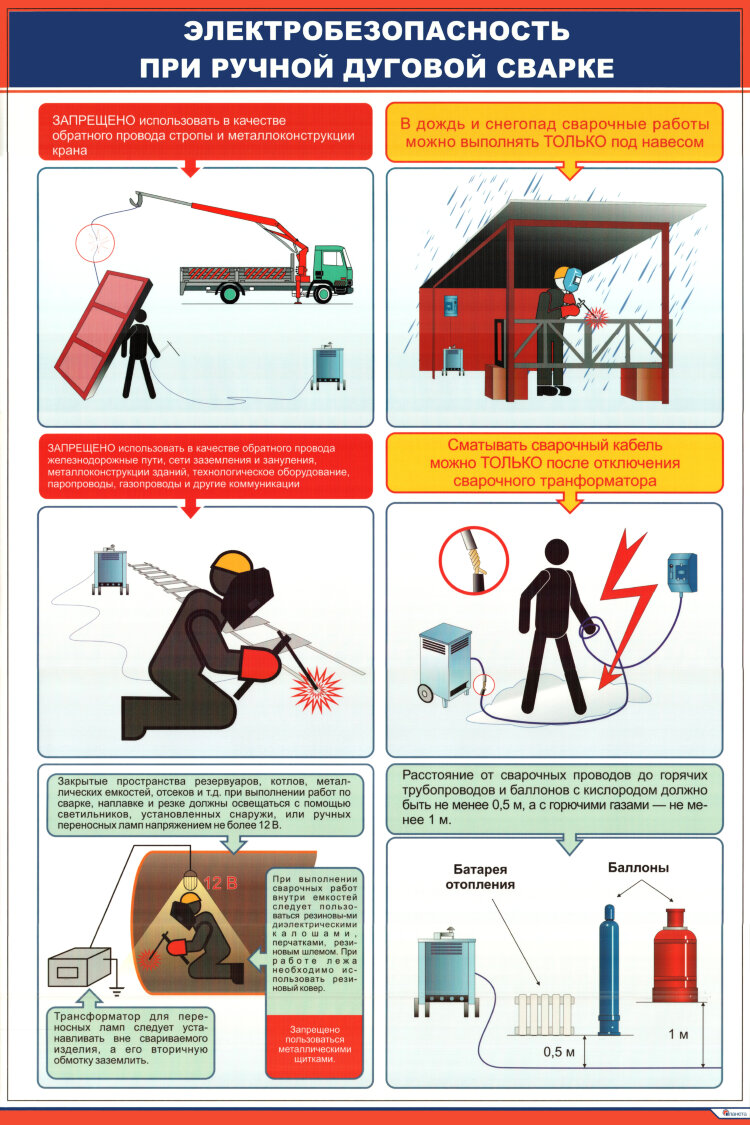 4. Отключите от сети перед обслуживанием. Отключите сварочный аппарат
от электрической розетки перед любой проверкой,
техническое обслуживание или процедуры очистки.ПОДДЕРЖАНИЕ
СОВЕТЫ ПО СВАРКЕ
СОХРАНИТЕ ЭТИ ИНСТРУКЦИИ.
ОСНОВНАЯ СВАРКА
Информация о безопасности для конкретного сервиса
Товар 63583
По техническим вопросам звоните по телефону 1-888-866-5797.
Страница 5
Заземление
БЕЗОПАСНОСТЬ
ДЛЯ ПРЕДОТВРАЩЕНИЯ ПОРАЖЕНИЯ ЭЛЕКТРИЧЕСКИМ ТОКОМ И СМЕРТИ ОТ НЕПРАВИЛЬНОГО ЗАЗЕМЛЕНИЯ
СВЯЗЬ:
Проконсультируйтесь с квалифицированным электриком, если вы сомневаетесь в исправности розетки.
заземленный. Доверьте установку вилки сертифицированному электрику. Не используйте сварочный аппарат, если питание
шнур или вилка повреждены. В случае повреждения отремонтируйте его в сервисном центре перед использованием.Если штекер не подходит
розетке, квалифицированный электрик должен установить соответствующую розетку.
Заземленные сварщики
НАСТРАИВАТЬ
1. Заземляющий контакт вилки подключен
через зеленый провод внутри шнура к
система заземления в сварочном аппарате.
4. Отключите от сети перед обслуживанием. Отключите сварочный аппарат
от электрической розетки перед любой проверкой,
техническое обслуживание или процедуры очистки.ПОДДЕРЖАНИЕ
СОВЕТЫ ПО СВАРКЕ
СОХРАНИТЕ ЭТИ ИНСТРУКЦИИ.
ОСНОВНАЯ СВАРКА
Информация о безопасности для конкретного сервиса
Товар 63583
По техническим вопросам звоните по телефону 1-888-866-5797.
Страница 5
Заземление
БЕЗОПАСНОСТЬ
ДЛЯ ПРЕДОТВРАЩЕНИЯ ПОРАЖЕНИЯ ЭЛЕКТРИЧЕСКИМ ТОКОМ И СМЕРТИ ОТ НЕПРАВИЛЬНОГО ЗАЗЕМЛЕНИЯ
СВЯЗЬ:
Проконсультируйтесь с квалифицированным электриком, если вы сомневаетесь в исправности розетки.
заземленный. Доверьте установку вилки сертифицированному электрику. Не используйте сварочный аппарат, если питание
шнур или вилка повреждены. В случае повреждения отремонтируйте его в сервисном центре перед использованием.Если штекер не подходит
розетке, квалифицированный электрик должен установить соответствующую розетку.
Заземленные сварщики
НАСТРАИВАТЬ
1. Заземляющий контакт вилки подключен
через зеленый провод внутри шнура к
система заземления в сварочном аппарате.%20-%205%20%D1%88%D1%82_%D0%A1%D1%82%D1%80%D0%B0%D0%BD%D0%B8%D1%86%D0%B0_1.jpg) Зеленый провод
в шнуре должен быть единственный провод, подключенный к
систему заземления сварщика и никогда не должен
быть подключен к клемме, которая находится под напряжением.
2. Сварочный аппарат должен быть подключен к соответствующему
розетка, правильно установленная и заземленная
в соответствии со всеми кодексами и постановлениями.Удлинители
ОСНОВНАЯ СВАРКА
1. Если используется удлинитель, он должен иметь
следующий размер провода: до 30 футов, используйте
провод размером 10 AWG; От 30 до 50 футов, используйте 8 AWG
провод; При длине более 50 футов используйте провод 6 AWG.
2. По мере увеличения расстояния от источника питания
вы должны использовать более толстый удлинитель.
Использование удлинителей неподходящего размера
провода вызывает серьезное падение напряжения, в результате чего
при потере мощности и возможном повреждении сварочного аппарата.
3. Чем меньше номер провода,
тем больше мощность шнура.За
например, шнур калибра 14 может нести
более высокий ток, чем шнур 16 калибра.
Зеленый провод
в шнуре должен быть единственный провод, подключенный к
систему заземления сварщика и никогда не должен
быть подключен к клемме, которая находится под напряжением.
2. Сварочный аппарат должен быть подключен к соответствующему
розетка, правильно установленная и заземленная
в соответствии со всеми кодексами и постановлениями.Удлинители
ОСНОВНАЯ СВАРКА
1. Если используется удлинитель, он должен иметь
следующий размер провода: до 30 футов, используйте
провод размером 10 AWG; От 30 до 50 футов, используйте 8 AWG
провод; При длине более 50 футов используйте провод 6 AWG.
2. По мере увеличения расстояния от источника питания
вы должны использовать более толстый удлинитель.
Использование удлинителей неподходящего размера
провода вызывает серьезное падение напряжения, в результате чего
при потере мощности и возможном повреждении сварочного аппарата.
3. Чем меньше номер провода,
тем больше мощность шнура.За
например, шнур калибра 14 может нести
более высокий ток, чем шнур 16 калибра. 4. При использовании более одного удлинителя для
составляют общую длину, убедитесь, что каждый шнур
содержит по крайней мере минимальное требуемое сечение провода.
5. Если вы используете один удлинитель более
один сварщик, добавьте паспортные ампер и используйте
сумма для определения необходимого минимального размера шнура.
6. Если вы используете удлинитель вне помещения,
Убедитесь, что он помечен суффиксом «W-A» («W» в
Канада), чтобы указать, что это приемлемо для использования вне помещений.7. Убедитесь, что удлинитель подключен правильно.
и в хорошем электрическом состоянии. Всегда заменяйте
поврежденный удлинитель или отремонтируйте его
квалифицированным электриком перед использованием.
СОВЕТЫ ПО СВАРКЕ
8. Защищайте удлинители от острых предметов,
чрезмерная жара и влажные или влажные помещения.
Характеристики
Электрический рейтинг
120 В переменного тока / 20 А
Сварочный выход
60 ~ 125 А, переменный ток
Только низкоуглеродистая сталь калибра 18 (0,048 дюйма) до 3/16 дюйма (0,19 дюйма)
Не для сварки алюминия или нержавеющей стали
20% при 90 А
(См.
4. При использовании более одного удлинителя для
составляют общую длину, убедитесь, что каждый шнур
содержит по крайней мере минимальное требуемое сечение провода.
5. Если вы используете один удлинитель более
один сварщик, добавьте паспортные ампер и используйте
сумма для определения необходимого минимального размера шнура.
6. Если вы используете удлинитель вне помещения,
Убедитесь, что он помечен суффиксом «W-A» («W» в
Канада), чтобы указать, что это приемлемо для использования вне помещений.7. Убедитесь, что удлинитель подключен правильно.
и в хорошем электрическом состоянии. Всегда заменяйте
поврежденный удлинитель или отремонтируйте его
квалифицированным электриком перед использованием.
СОВЕТЫ ПО СВАРКЕ
8. Защищайте удлинители от острых предметов,
чрезмерная жара и влажные или влажные помещения.
Характеристики
Электрический рейтинг
120 В переменного тока / 20 А
Сварочный выход
60 ~ 125 А, переменный ток
Только низкоуглеродистая сталь калибра 18 (0,048 дюйма) до 3/16 дюйма (0,19 дюйма)
Не для сварки алюминия или нержавеющей стали
20% при 90 А
(См. объяснение на стр. 14)
Емкость
ПОДДЕРЖАНИЕ
Рабочий цикл
Страница 6
Холостое напряжение
27
кВА
2.38
Советы сварщикам/размер проволоки
Установленный наконечник принимает проволоку Flux-Core диаметром 0,030 дюйма.
Емкость катушки с проволокой
Катушка диаметром 4 дюйма / 2 фунта
По техническим вопросам звоните по телефону 1-888-866-5797.
Товар 63583
Символика
Индикатор отключения при перегреве
Охлаждающий вентилятор
Точка заземления корпуса
В
БЕЗОПАСНОСТЬ
Кабель пистолета
Переменный ток
Амперы
Холостое напряжение
Киловольт Ампер
(Вольт/1000*Ампер)
Дюймы в минуту
Американский калибр проволоки
НАСТРАИВАТЬ
Кабель заземления заготовки
~
А
OCV
кВА
ИПМ
AWG
вольт
ОСНОВНАЯ СВАРКА
Настраивать
Прочтите ВЕСЬ раздел «ВАЖНАЯ ИНФОРМАЦИЯ О БЕЗОПАСНОСТИ» в начале этого руководства.
руководство, включая весь текст подзаголовков, перед настройкой или использованием данного продукта.ДЛЯ ПРЕДОТВРАЩЕНИЯ СЕРЬЕЗНЫХ ТРАВМ ОТ СЛУЧАЙНОГО ПРИМЕНЕНИЯ:
Перед сборкой выключите выключатель питания и отключите сварочный аппарат от сети.
объяснение на стр. 14)
Емкость
ПОДДЕРЖАНИЕ
Рабочий цикл
Страница 6
Холостое напряжение
27
кВА
2.38
Советы сварщикам/размер проволоки
Установленный наконечник принимает проволоку Flux-Core диаметром 0,030 дюйма.
Емкость катушки с проволокой
Катушка диаметром 4 дюйма / 2 фунта
По техническим вопросам звоните по телефону 1-888-866-5797.
Товар 63583
Символика
Индикатор отключения при перегреве
Охлаждающий вентилятор
Точка заземления корпуса
В
БЕЗОПАСНОСТЬ
Кабель пистолета
Переменный ток
Амперы
Холостое напряжение
Киловольт Ампер
(Вольт/1000*Ампер)
Дюймы в минуту
Американский калибр проволоки
НАСТРАИВАТЬ
Кабель заземления заготовки
~
А
OCV
кВА
ИПМ
AWG
вольт
ОСНОВНАЯ СВАРКА
Настраивать
Прочтите ВЕСЬ раздел «ВАЖНАЯ ИНФОРМАЦИЯ О БЕЗОПАСНОСТИ» в начале этого руководства.
руководство, включая весь текст подзаголовков, перед настройкой или использованием данного продукта.ДЛЯ ПРЕДОТВРАЩЕНИЯ СЕРЬЕЗНЫХ ТРАВМ ОТ СЛУЧАЙНОГО ПРИМЕНЕНИЯ:
Перед сборкой выключите выключатель питания и отключите сварочный аппарат от сети. Крышка в сборе
2. Выемка на передней части рукоятки должна опуститься.
в прорезь в крышке. Оба конца ручки
должны прилегать к верхней части крышки.
Выемка падает
в слот на
Обложка здесь
Ручка
Винт
ПОДДЕРЖАНИЕ
1. Вставьте ручку в паз на
Крышка с тыльной стороны.
Обложка
3. Закрепите винтом перед блоком.
Товар 63583
По техническим вопросам звоните по телефону 1-888-866-5797.СОВЕТЫ ПО СВАРКЕ
Подача проволоки (скорость)
Страница 7
Установка катушки с проволокой
ПИСТОЛЕТ
СВАРОЧНЫЙ АППАРАТ ДЛЯ ПРОВОЛОЧНОЙ ПРОВОЛОКИ
БЕЗОПАСНОСТЬ
1. Выключите сварочный аппарат и отключите его от сети.
это, прежде чем продолжить.
СКОРОСТЬ ПОДАЧИ ПРОВОЛОКИ
НА
МИН.
ВЫКЛЮЧЕННЫЙ
МАКСИМУМ
Проволока
0,030–0,035 дюйма с флюсовым сердечником
Емкость 18 га – стальная пластина 3/16 дюйма
Свариваемая мягкая низколегированная сталь
Материалы (не для алюминия и нержавеющей стали)
ЗЕМЛЯ
120В~
60 Гц
20А
Обложка
НАСТРАИВАТЬ
2. Нажмите на штифт в верхней центральной части
панели управления и откройте крышку.
Крышка в сборе
2. Выемка на передней части рукоятки должна опуститься.
в прорезь в крышке. Оба конца ручки
должны прилегать к верхней части крышки.
Выемка падает
в слот на
Обложка здесь
Ручка
Винт
ПОДДЕРЖАНИЕ
1. Вставьте ручку в паз на
Крышка с тыльной стороны.
Обложка
3. Закрепите винтом перед блоком.
Товар 63583
По техническим вопросам звоните по телефону 1-888-866-5797.СОВЕТЫ ПО СВАРКЕ
Подача проволоки (скорость)
Страница 7
Установка катушки с проволокой
ПИСТОЛЕТ
СВАРОЧНЫЙ АППАРАТ ДЛЯ ПРОВОЛОЧНОЙ ПРОВОЛОКИ
БЕЗОПАСНОСТЬ
1. Выключите сварочный аппарат и отключите его от сети.
это, прежде чем продолжить.
СКОРОСТЬ ПОДАЧИ ПРОВОЛОКИ
НА
МИН.
ВЫКЛЮЧЕННЫЙ
МАКСИМУМ
Проволока
0,030–0,035 дюйма с флюсовым сердечником
Емкость 18 га – стальная пластина 3/16 дюйма
Свариваемая мягкая низколегированная сталь
Материалы (не для алюминия и нержавеющей стали)
ЗЕМЛЯ
120В~
60 Гц
20А
Обложка
НАСТРАИВАТЬ
2. Нажмите на штифт в верхней центральной части
панели управления и откройте крышку. Проволока
Катушка
ОСНОВНАЯ СВАРКА
Ручка
3. Снимите ручку, пружину и верхнюю пластину.При замене катушки удалите старую катушку.
и все оставшиеся провода от вкладышей.
Весна
Верхняя пластина
СОВЕТЫ ПО СВАРКЕ
4. Установите новую катушку с флюсовой проволокой.
над шпинделем катушки.
Во избежание проблем с подачей проволоки установите катушку
чтобы он раскрутился против часовой стрелки.
Проволочная катушка
шпиндель
0,03
0″
ПОДДЕРЖАНИЕ
5. Замените верхнюю пластину (повернутую, как показано на рис.
иллюстрация), пружина и ручка.
провод должен
расслабиться в этом
направление
Страница 8
По техническим вопросам звоните по телефону 1-888-866-5797.
Товар 63583
0″
0″
.03
0,03
6. Поверните натяжитель подачи против часовой стрелки, чтобы
ослабьте его настолько, чтобы потянуть вверх, сняв напряжение.
Отведите поворотный рычаг подачи.
Подача
Натяжитель
Подача
Ручка
Подача
Ролик
0,03
0″
НАСТРАИВАТЬ
7. Ослабьте и снимите ручку подачи. Сравнивать
диаметр проволоки, отмеченный на катушке с проволокой.
Проволока
Катушка
ОСНОВНАЯ СВАРКА
Ручка
3. Снимите ручку, пружину и верхнюю пластину.При замене катушки удалите старую катушку.
и все оставшиеся провода от вкладышей.
Весна
Верхняя пластина
СОВЕТЫ ПО СВАРКЕ
4. Установите новую катушку с флюсовой проволокой.
над шпинделем катушки.
Во избежание проблем с подачей проволоки установите катушку
чтобы он раскрутился против часовой стрелки.
Проволочная катушка
шпиндель
0,03
0″
ПОДДЕРЖАНИЕ
5. Замените верхнюю пластину (повернутую, как показано на рис.
иллюстрация), пружина и ручка.
провод должен
расслабиться в этом
направление
Страница 8
По техническим вопросам звоните по телефону 1-888-866-5797.
Товар 63583
0″
0″
.03
0,03
6. Поверните натяжитель подачи против часовой стрелки, чтобы
ослабьте его настолько, чтобы потянуть вверх, сняв напряжение.
Отведите поворотный рычаг подачи.
Подача
Натяжитель
Подача
Ручка
Подача
Ролик
0,03
0″
НАСТРАИВАТЬ
7. Ослабьте и снимите ручку подачи. Сравнивать
диаметр проволоки, отмеченный на катушке с проволокой. номер, выбитый на верхней части ролика подачи.
Размер канавки ролика должен быть совместим с
диаметр проволоки. Переверните ролик подачи по мере необходимости
и подтвердите, что число лицевой стороной вверх такое же
как диаметр проволоки на катушке.Установите и закрепите ручку подачи.
Подача Качели
Рука
БЕЗОПАСНОСТЬ
Примечание. Не ослабляйте натяжитель подачи.
слишком много, иначе он развалится.
Надежно удерживайте конец сварочной проволоки и
сохраняйте натяжение на нем во время следующих шагов.
Проволока
Лайнер
Если этого не сделать, сварочная проволока расплетется.
и создать запутанное «птичье гнездо», тратя впустую проволоку.
ДЕРЖАТЬ ПРОВОД
НАДЕЖНО
сварка
провод
0″
0,03
8. Отрежьте все согнутые и обжатые провода.
Убедитесь, что на обрезанном конце нет заусенцев.
или острые края; отрежьте снова, если это необходимо.лидер
проволочный вкладыш
ОСНОВНАЯ СВАРКА
ВАЖНЫЙ:
Проволока
Катушка
9. Сохраняйте натяжение троса и направляйте не менее
12 дюймов провода в проволочные вкладыши.
номер, выбитый на верхней части ролика подачи.
Размер канавки ролика должен быть совместим с
диаметр проволоки. Переверните ролик подачи по мере необходимости
и подтвердите, что число лицевой стороной вверх такое же
как диаметр проволоки на катушке.Установите и закрепите ручку подачи.
Подача Качели
Рука
БЕЗОПАСНОСТЬ
Примечание. Не ослабляйте натяжитель подачи.
слишком много, иначе он развалится.
Надежно удерживайте конец сварочной проволоки и
сохраняйте натяжение на нем во время следующих шагов.
Проволока
Лайнер
Если этого не сделать, сварочная проволока расплетется.
и создать запутанное «птичье гнездо», тратя впустую проволоку.
ДЕРЖАТЬ ПРОВОД
НАДЕЖНО
сварка
провод
0″
0,03
8. Отрежьте все согнутые и обжатые провода.
Убедитесь, что на обрезанном конце нет заусенцев.
или острые края; отрежьте снова, если это необходимо.лидер
проволочный вкладыш
ОСНОВНАЯ СВАРКА
ВАЖНЫЙ:
Проволока
Катушка
9. Сохраняйте натяжение троса и направляйте не менее
12 дюймов провода в проволочные вкладыши. Подача
Натяжитель
0″
0″
0,03
0,03
Пистолет
11. Потяните сопло, чтобы снять его.
12. Поверните контактный наконечник
против часовой стрелки и снимите.
13. Проложите кабель пистолета по прямой линии так, чтобы
провод проходит через него легко. Оставьте крышку открытой,
чтобы можно было наблюдать за механизмом подачи.
Товар 63583
СОВЕТЫ ПО СВАРКЕ
Подача Качели
Рука
Сопло
ПОДДЕРЖАНИЕ
10. Закройте поворотный рычаг подачи и поверните
натяжитель подачи через кончик рычага, чтобы
защелкнуть его.Убедитесь, что сварочная проволока находится в
верхний паз ролика подачи, затем поверните
Поверните натяжитель по часовой стрелке на пару оборотов.
После того, как проволока удерживается подачей
Натяжитель, вы можете отпустить его.
Контакт
Подсказка
По техническим вопросам звоните по телефону 1-888-866-5797.
Страница 9
БЕЗОПАСНОСТЬ
ПРЕДУПРЕЖДЕНИЕ
Следующие шаги требуют подачи питания на сварочный аппарат.
с открытой крышкой.
Во избежание серьезной травмы в результате пожара или поражения электрическим током:
1.
Подача
Натяжитель
0″
0″
0,03
0,03
Пистолет
11. Потяните сопло, чтобы снять его.
12. Поверните контактный наконечник
против часовой стрелки и снимите.
13. Проложите кабель пистолета по прямой линии так, чтобы
провод проходит через него легко. Оставьте крышку открытой,
чтобы можно было наблюдать за механизмом подачи.
Товар 63583
СОВЕТЫ ПО СВАРКЕ
Подача Качели
Рука
Сопло
ПОДДЕРЖАНИЕ
10. Закройте поворотный рычаг подачи и поверните
натяжитель подачи через кончик рычага, чтобы
защелкнуть его.Убедитесь, что сварочная проволока находится в
верхний паз ролика подачи, затем поверните
Поверните натяжитель по часовой стрелке на пару оборотов.
После того, как проволока удерживается подачей
Натяжитель, вы можете отпустить его.
Контакт
Подсказка
По техническим вопросам звоните по телефону 1-888-866-5797.
Страница 9
БЕЗОПАСНОСТЬ
ПРЕДУПРЕЖДЕНИЕ
Следующие шаги требуют подачи питания на сварочный аппарат.
с открытой крышкой.
Во избежание серьезной травмы в результате пожара или поражения электрическим током:
1. Ничего не трогайте, особенно зажим заземления.
пистолетом или сварочной проволокой, иначе загорится дуга.НАСТРАИВАТЬ
2. Не прикасайтесь к внутренним компонентам сварочного аппарата.
пока он подключен.
ПИСТОЛЕТ
СВАРОЧНЫЙ АППАРАТ ДЛЯ ПРОВОЛОЧНОЙ ПРОВОЛОКИ
ОСНОВНАЯ СВАРКА
14. Не прикасайтесь к спусковому крючку пистолета.
Вставьте шнур питания в электрическую
розетку и включите сварочный аппарат.
СКОРОСТЬ ПОДАЧИ ПРОВОЛОКИ
НА
МИН.
ВЫКЛЮЧЕННЫЙ
МАКСИМУМ
Проволока
0,030–0,035 дюйма с флюсовым сердечником
Емкость 18 га – стальная пластина 3/16 дюйма
Свариваемая мягкая низколегированная сталь
Материалы (не для алюминия и нержавеющей стали)
ЗЕМЛЯ
120В~
60 Гц
20А
СОВЕТЫ ПО СВАРКЕ
15. Направьте пистолет в сторону от всех объектов и нажмите
Спусковой крючок, пока проволока не выйдет из Пистолета
два дюйма.Направляющий провод может выйти вместе со сварочным швом.
провода, это нормально, просто нажмите на проволочный вкладыш
обратно в Пистолет.
Если проволока подается неправильно и
Катушка неподвижна, выключите сварочный аппарат,
отсоедините его и слегка затяните
Натяжитель по часовой стрелке перед повторной попыткой.
Ничего не трогайте, особенно зажим заземления.
пистолетом или сварочной проволокой, иначе загорится дуга.НАСТРАИВАТЬ
2. Не прикасайтесь к внутренним компонентам сварочного аппарата.
пока он подключен.
ПИСТОЛЕТ
СВАРОЧНЫЙ АППАРАТ ДЛЯ ПРОВОЛОЧНОЙ ПРОВОЛОКИ
ОСНОВНАЯ СВАРКА
14. Не прикасайтесь к спусковому крючку пистолета.
Вставьте шнур питания в электрическую
розетку и включите сварочный аппарат.
СКОРОСТЬ ПОДАЧИ ПРОВОЛОКИ
НА
МИН.
ВЫКЛЮЧЕННЫЙ
МАКСИМУМ
Проволока
0,030–0,035 дюйма с флюсовым сердечником
Емкость 18 га – стальная пластина 3/16 дюйма
Свариваемая мягкая низколегированная сталь
Материалы (не для алюминия и нержавеющей стали)
ЗЕМЛЯ
120В~
60 Гц
20А
СОВЕТЫ ПО СВАРКЕ
15. Направьте пистолет в сторону от всех объектов и нажмите
Спусковой крючок, пока проволока не выйдет из Пистолета
два дюйма.Направляющий провод может выйти вместе со сварочным швом.
провода, это нормально, просто нажмите на проволочный вкладыш
обратно в Пистолет.
Если проволока подается неправильно и
Катушка неподвижна, выключите сварочный аппарат,
отсоедините его и слегка затяните
Натяжитель по часовой стрелке перед повторной попыткой. 2″
Пистолет
Сварка
Проволока
ПОДДЕРЖАНИЕ
Страница 10
По техническим вопросам звоните по телефону 1-888-866-5797.
Товар 63583
БЕЗОПАСНОСТЬ
0″
0,03
Постепенно
увеличить напряжение
до того как
изгибы проволоки.
2-3
″
НАСТРАИВАТЬ
16. Чтобы проверить натяжение троса, подайте трос
против куска дерева на расстоянии от 2 до 3 дюймов.Если
проволока останавливается, а не изгибается, поверните сварочный аппарат
в положение OFF, отключите его, слегка затяните натяжитель подачи
по часовой стрелке и повторите попытку.
Если проволока изгибается из-за натяжения подачи,
тогда натяжение установлено правильно.
ПИСТОЛЕТ
НА
МИН.
ВЫКЛЮЧЕННЫЙ
МАКСИМУМ
ОСНОВНАЯ СВАРКА
СВАРОЧНЫЙ АППАРАТ ДЛЯ ПРОВОЛОЧНОЙ ПРОВОЛОКИ
17. ВЫКЛЮЧИТЕ СВАРОЧНЫЙ ПРИБОР.
СКОРОСТЬ ПОДАЧИ ПРОВОЛОКИ
Проволока
0,030–0,035 дюйма с флюсовым сердечником
Емкость 18 га – стальная пластина 3/16 дюйма
Свариваемая мягкая низколегированная сталь
Материалы (не для алюминия и нержавеющей стали)
ЗЕМЛЯ
120В~
60 Гц
20А
19. Замените насадку и перережьте провод
на расстоянии 1/2 дюйма от наконечника (выступ 1/2 дюйма).
2″
Пистолет
Сварка
Проволока
ПОДДЕРЖАНИЕ
Страница 10
По техническим вопросам звоните по телефону 1-888-866-5797.
Товар 63583
БЕЗОПАСНОСТЬ
0″
0,03
Постепенно
увеличить напряжение
до того как
изгибы проволоки.
2-3
″
НАСТРАИВАТЬ
16. Чтобы проверить натяжение троса, подайте трос
против куска дерева на расстоянии от 2 до 3 дюймов.Если
проволока останавливается, а не изгибается, поверните сварочный аппарат
в положение OFF, отключите его, слегка затяните натяжитель подачи
по часовой стрелке и повторите попытку.
Если проволока изгибается из-за натяжения подачи,
тогда натяжение установлено правильно.
ПИСТОЛЕТ
НА
МИН.
ВЫКЛЮЧЕННЫЙ
МАКСИМУМ
ОСНОВНАЯ СВАРКА
СВАРОЧНЫЙ АППАРАТ ДЛЯ ПРОВОЛОЧНОЙ ПРОВОЛОКИ
17. ВЫКЛЮЧИТЕ СВАРОЧНЫЙ ПРИБОР.
СКОРОСТЬ ПОДАЧИ ПРОВОЛОКИ
Проволока
0,030–0,035 дюйма с флюсовым сердечником
Емкость 18 га – стальная пластина 3/16 дюйма
Свариваемая мягкая низколегированная сталь
Материалы (не для алюминия и нержавеющей стали)
ЗЕМЛЯ
120В~
60 Гц
20А
19. Замените насадку и перережьте провод
на расстоянии 1/2 дюйма от наконечника (выступ 1/2 дюйма).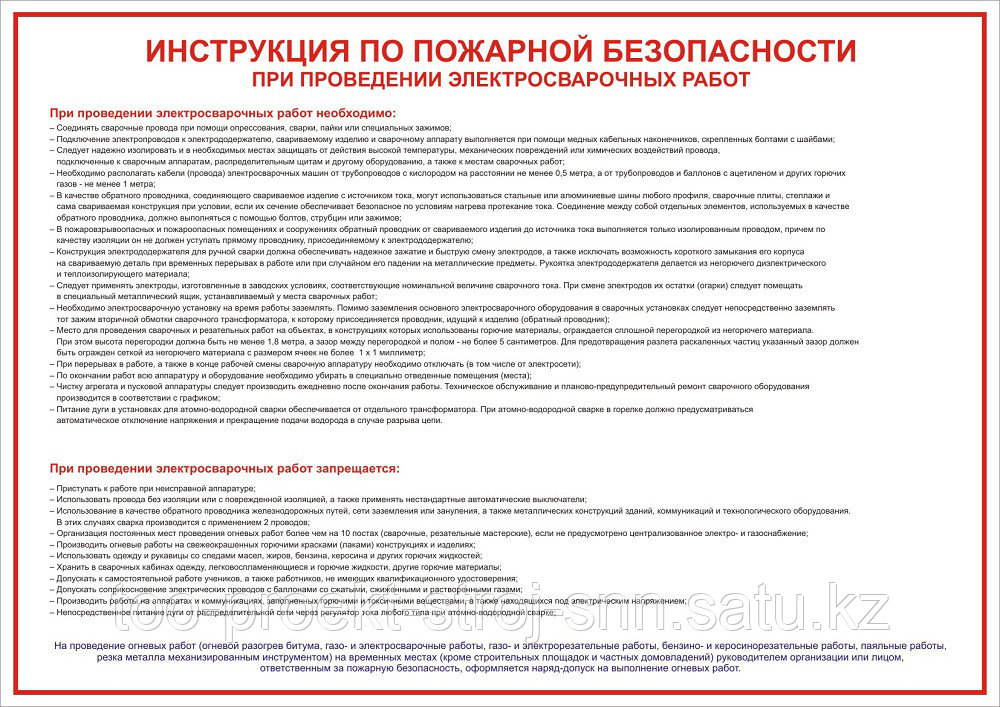 Сопло
Контакт
Подсказка
ПОДДЕРЖАНИЕ
20. Закрывайте крышку до тех пор, пока
Защелка крышки фиксируется на месте.
Пистолет
СОВЕТЫ ПО СВАРКЕ
18. Выберите контактный наконечник, совместимый с
используется сварочная проволока. Включенный наконечник (0,030 дюйма)
будет работать только с порошковой проволокой диаметром 0,030 дюйма.
используйте провод 0,035" установите наконечник 0,035 (оба продаются
по отдельности). Наденьте контактный наконечник на
проволоку и проденьте ее по часовой стрелке в пистолет.
Товар 63583
По техническим вопросам звоните по телефону 1-888-866-5797.
Страница 11
Базовая сварка
БЕЗОПАСНОСТЬ
Прочтите ВЕСЬ раздел «ВАЖНАЯ ИНФОРМАЦИЯ О БЕЗОПАСНОСТИ» в начале
данное руководство, включая весь текст подзаголовков, перед сваркой.НАСТРАИВАТЬ
ДЛЯ ПРЕДОТВРАЩЕНИЯ СЕРЬЕЗНЫХ ТРАВМ:
При использовании необходимо надевать защитное снаряжение.
Сварщик; полнолицевой щиток с минимальной степенью затемнения 10
(или сварочная маска), средства защиты органов слуха, сварочные перчатки,
рукава и фартук, респиратор, одобренный NIOSH, и
рабочая одежда из огнеупорного материала без карманов должна
носить при сварке.
Сопло
Контакт
Подсказка
ПОДДЕРЖАНИЕ
20. Закрывайте крышку до тех пор, пока
Защелка крышки фиксируется на месте.
Пистолет
СОВЕТЫ ПО СВАРКЕ
18. Выберите контактный наконечник, совместимый с
используется сварочная проволока. Включенный наконечник (0,030 дюйма)
будет работать только с порошковой проволокой диаметром 0,030 дюйма.
используйте провод 0,035" установите наконечник 0,035 (оба продаются
по отдельности). Наденьте контактный наконечник на
проволоку и проденьте ее по часовой стрелке в пистолет.
Товар 63583
По техническим вопросам звоните по телефону 1-888-866-5797.
Страница 11
Базовая сварка
БЕЗОПАСНОСТЬ
Прочтите ВЕСЬ раздел «ВАЖНАЯ ИНФОРМАЦИЯ О БЕЗОПАСНОСТИ» в начале
данное руководство, включая весь текст подзаголовков, перед сваркой.НАСТРАИВАТЬ
ДЛЯ ПРЕДОТВРАЩЕНИЯ СЕРЬЕЗНЫХ ТРАВМ:
При использовании необходимо надевать защитное снаряжение.
Сварщик; полнолицевой щиток с минимальной степенью затемнения 10
(или сварочная маска), средства защиты органов слуха, сварочные перчатки,
рукава и фартук, респиратор, одобренный NIOSH, и
рабочая одежда из огнеупорного материала без карманов должна
носить при сварке. Свет от дуги может привести к необратимому повреждению
глаза и кожа.
Не вдыхайте пары дуги.
ОСНОВНАЯ СВАРКА
ПИСТОЛЕТ
СВАРОЧНЫЙ АППАРАТ ДЛЯ ПРОВОЛОЧНОЙ ПРОВОЛОКИ
ДЛЯ ПРЕДОТВРАЩЕНИЯ СЕРЬЕЗНЫХ ТРАВМ,
ОГОНЬ И ОЖОГИ:
Держите сварочный наконечник подальше от заземленного
объектов всякий раз, когда устройство подключеноПРОВОД
в.СКОРОСТЬ ПОДАЧИ
НА
МИН.
ВЫКЛЮЧЕННЫЙ
МАКСИМУМ
Проволока
0,030–0,035 дюйма с флюсовым сердечником
Емкость 18 га – стальная пластина 3/16 дюйма
Свариваемая мягкая низколегированная сталь
Материалы (не для алюминия и нержавеющей стали)
знак равно
ЗЕМЛЯ
СОВЕТЫ ПО СВАРКЕ
120В~
60 Гц
20А
Сварочный аппарат с флюсовой проволокой используется для сварки листового металла.
и низкоуглеродистой стали. Хорошая сварка требует диплома
мастерства и опыта. Потренируйтесь на нескольких примерах
сваривает лом перед сваркой вашего первого проекта.
Дополнительные периоды практики рекомендуются всякий раз, когда
вы свариваете материал разной толщины или свариваете
разный тип соединения.
Свет от дуги может привести к необратимому повреждению
глаза и кожа.
Не вдыхайте пары дуги.
ОСНОВНАЯ СВАРКА
ПИСТОЛЕТ
СВАРОЧНЫЙ АППАРАТ ДЛЯ ПРОВОЛОЧНОЙ ПРОВОЛОКИ
ДЛЯ ПРЕДОТВРАЩЕНИЯ СЕРЬЕЗНЫХ ТРАВМ,
ОГОНЬ И ОЖОГИ:
Держите сварочный наконечник подальше от заземленного
объектов всякий раз, когда устройство подключеноПРОВОД
в.СКОРОСТЬ ПОДАЧИ
НА
МИН.
ВЫКЛЮЧЕННЫЙ
МАКСИМУМ
Проволока
0,030–0,035 дюйма с флюсовым сердечником
Емкость 18 га – стальная пластина 3/16 дюйма
Свариваемая мягкая низколегированная сталь
Материалы (не для алюминия и нержавеющей стали)
знак равно
ЗЕМЛЯ
СОВЕТЫ ПО СВАРКЕ
120В~
60 Гц
20А
Сварочный аппарат с флюсовой проволокой используется для сварки листового металла.
и низкоуглеродистой стали. Хорошая сварка требует диплома
мастерства и опыта. Потренируйтесь на нескольких примерах
сваривает лом перед сваркой вашего первого проекта.
Дополнительные периоды практики рекомендуются всякий раз, когда
вы свариваете материал разной толщины или свариваете
разный тип соединения. Сделайте тренировочную сварку кусков металлолома, чтобы попрактиковаться
перед сваркой чего-либо ценного.
Практика сварки
техника на металлолом
детали перед сваркой
ничего ценного.
ПОДДЕРЖАНИЕ
Страница 12
По техническим вопросам звоните по телефону 1-888-866-5797.
Товар 63583
ПИСТОЛЕТ
СВАРОЧНЫЙ АППАРАТ ДЛЯ ПРОВОЛОЧНОЙ ПРОВОЛОКИ
МИН.
Проволока
Скорость
Набирать номер
НАСТРАИВАТЬ
НА
Перегрузка
Показатель
Текущий
Выключатель
Проволока
0,030–0,035 дюйма с флюсовым сердечником
Емкость 18 га – стальная пластина 3/16 дюйма
Свариваемая мягкая низколегированная сталь
Материалы (не для алюминия и нержавеющей стали)
Сила
Выключатель
ОСНОВНАЯ СВАРКА
СКОРОСТЬ ПОДАЧИ ПРОВОЛОКИ
МАКСИМУМ
ЗЕМЛЯ
120В~
60 Гц
20А
Земля
Кабель
Кабель пистолета:
Сюда подключается сварочный пистолет.Проволока и сварка
ток подается к сварному шву через это место.
Сварочная горелка находится под напряжением всякий раз, когда
выключатель питания включен.
Проводной быстрый набор:
Регулирует скорость подачи сварочной проволоки.
Сделайте тренировочную сварку кусков металлолома, чтобы попрактиковаться
перед сваркой чего-либо ценного.
Практика сварки
техника на металлолом
детали перед сваркой
ничего ценного.
ПОДДЕРЖАНИЕ
Страница 12
По техническим вопросам звоните по телефону 1-888-866-5797.
Товар 63583
ПИСТОЛЕТ
СВАРОЧНЫЙ АППАРАТ ДЛЯ ПРОВОЛОЧНОЙ ПРОВОЛОКИ
МИН.
Проволока
Скорость
Набирать номер
НАСТРАИВАТЬ
НА
Перегрузка
Показатель
Текущий
Выключатель
Проволока
0,030–0,035 дюйма с флюсовым сердечником
Емкость 18 га – стальная пластина 3/16 дюйма
Свариваемая мягкая низколегированная сталь
Материалы (не для алюминия и нержавеющей стали)
Сила
Выключатель
ОСНОВНАЯ СВАРКА
СКОРОСТЬ ПОДАЧИ ПРОВОЛОКИ
МАКСИМУМ
ЗЕМЛЯ
120В~
60 Гц
20А
Земля
Кабель
Кабель пистолета:
Сюда подключается сварочный пистолет.Проволока и сварка
ток подается к сварному шву через это место.
Сварочная горелка находится под напряжением всякий раз, когда
выключатель питания включен.
Проводной быстрый набор:
Регулирует скорость подачи сварочной проволоки. сварочного пистолета.
Отрегулируйте это в соответствии с таблицей параметров сварки.
для получения хорошего сварного шва. (См. следующую страницу.)
Заземляющий кабель:
Это соединяется с основным металлом, чтобы обеспечить хорошее
соединение для тока, чтобы вернуться к сварочному аппарату.
Сила
Шнур
Индикатор перегрузки:
Загорается, если превышен период рабочего цикла.
и сварщик перегревается.Отдых пистолет
на электрически непроводящем, термостойком
поверхности, такой как бетонная плита, вдали от
заземляющий зажим, позволяя сварочному аппарату остыть
с включенным выключателем питания, чтобы вентилятор мог помочь
охладить сварщика. Как только сварочный аппарат достаточно остынет
для повторного использования, используйте более короткие периоды сварки и
более длительные периоды отдыха для предотвращения ненужного износа.
Текущий переключатель:
Регулирует выходную силу тока сварочного аппарата.
Отрегулируйте это в соответствии с настройками сварки.
Таблица для получения хорошего сварного шва.
сварочного пистолета.
Отрегулируйте это в соответствии с таблицей параметров сварки.
для получения хорошего сварного шва. (См. следующую страницу.)
Заземляющий кабель:
Это соединяется с основным металлом, чтобы обеспечить хорошее
соединение для тока, чтобы вернуться к сварочному аппарату.
Сила
Шнур
Индикатор перегрузки:
Загорается, если превышен период рабочего цикла.
и сварщик перегревается.Отдых пистолет
на электрически непроводящем, термостойком
поверхности, такой как бетонная плита, вдали от
заземляющий зажим, позволяя сварочному аппарату остыть
с включенным выключателем питания, чтобы вентилятор мог помочь
охладить сварщика. Как только сварочный аппарат достаточно остынет
для повторного использования, используйте более короткие периоды сварки и
более длительные периоды отдыха для предотвращения ненужного износа.
Текущий переключатель:
Регулирует выходную силу тока сварочного аппарата.
Отрегулируйте это в соответствии с настройками сварки.
Таблица для получения хорошего сварного шва. Выключатель:
Это включает питание сварочного пистолета.
и внутренний охлаждающий вентилятор.Шнур питания:
Вставьте шнур питания в надлежащим образом заземленную
Розетка 120 В переменного тока в выделенной цепи не менее 20 А
с автоматическим выключателем замедленного действия или предохранителями.
Товар 63583
По техническим вопросам звоните по телефону 1-888-866-5797.
Страница 13
СОВЕТЫ ПО СВАРКЕ
ВЫКЛЮЧЕННЫЙ
ПОДДЕРЖАНИЕ
Пистолет
Кабель
БЕЗОПАСНОСТЬ
Компоновка панели управления
Таблица параметров сварки
БЕЗОПАСНОСТЬ
ПРИМЕЧАНИЕ. Цифры внутри
пробелы являются приблизительным проводом
рекомендуемые настройки фида*
для этого размера провода и материала
толщина.
Размер проволоки 0,030 дюйма
(флюсовая сердцевина, мягкая сталь)
0.035″ Размер провода
(флюсовая сердцевина, мягкая сталь)
Толщина материала (сталь)
18 Калибр
16 Калибр
14 Калибр
МИН. ток
1,5
2
4
скорость
скорость
скорость
1,5
2
3
скорость
скорость
скорость
1/ "
8
3/ "
16
МАКС. ток
8
9
скорость
скорость
8
9,5
скорость
скорость
НАСТРАИВАТЬ
* Эта таблица предназначена только для того, чтобы показать общие рекомендации для различных размеров проводов и для различных
толщины материала.
Выключатель:
Это включает питание сварочного пистолета.
и внутренний охлаждающий вентилятор.Шнур питания:
Вставьте шнур питания в надлежащим образом заземленную
Розетка 120 В переменного тока в выделенной цепи не менее 20 А
с автоматическим выключателем замедленного действия или предохранителями.
Товар 63583
По техническим вопросам звоните по телефону 1-888-866-5797.
Страница 13
СОВЕТЫ ПО СВАРКЕ
ВЫКЛЮЧЕННЫЙ
ПОДДЕРЖАНИЕ
Пистолет
Кабель
БЕЗОПАСНОСТЬ
Компоновка панели управления
Таблица параметров сварки
БЕЗОПАСНОСТЬ
ПРИМЕЧАНИЕ. Цифры внутри
пробелы являются приблизительным проводом
рекомендуемые настройки фида*
для этого размера провода и материала
толщина.
Размер проволоки 0,030 дюйма
(флюсовая сердцевина, мягкая сталь)
0.035″ Размер провода
(флюсовая сердцевина, мягкая сталь)
Толщина материала (сталь)
18 Калибр
16 Калибр
14 Калибр
МИН. ток
1,5
2
4
скорость
скорость
скорость
1,5
2
3
скорость
скорость
скорость
1/ "
8
3/ "
16
МАКС. ток
8
9
скорость
скорость
8
9,5
скорость
скорость
НАСТРАИВАТЬ
* Эта таблица предназначена только для того, чтобы показать общие рекомендации для различных размеров проводов и для различных
толщины материала. Настройки следует использовать только в начале сварки.
после остановки и тщательного осмотра сварного шва. Правильная сварка требует опыта.Рабочий цикл (длительность использования)
ОСНОВНАЯ СВАРКА
Избегайте повреждения сварочного аппарата, не выполняя сварочные работы.
в течение времени, превышающего предписанное время рабочего цикла.
Рабочий цикл определяет количество минут, в течение
10-минутный период, в течение которого данный сварщик может
производить определенный сварочный ток без перегрева.
Например, этот сварочный аппарат с рабочим циклом 20% при
номинальная мощность (90 А) должна оставаться в покое в течение
не менее 8 минут после каждых 2 минут непрерывной сварки.
Несоблюдение ограничений рабочего цикла
может легко перегрузить электроэнергию сварщика
система, способствующая преждевременному выходу из строя сварочного аппарата.ПИСТОЛЕТ
СОВЕТЫ ПО СВАРКЕ
Этот сварочный аппарат имеет внутреннюю термозащиту.
СВАРОЧНЫЙ АППАРАТ ДЛЯ ПРОВОЛОЧНОЙ ПРОВОЛОКИ
система, помогающая предотвратить такого рода перенапряжение.
Настройки следует использовать только в начале сварки.
после остановки и тщательного осмотра сварного шва. Правильная сварка требует опыта.Рабочий цикл (длительность использования)
ОСНОВНАЯ СВАРКА
Избегайте повреждения сварочного аппарата, не выполняя сварочные работы.
в течение времени, превышающего предписанное время рабочего цикла.
Рабочий цикл определяет количество минут, в течение
10-минутный период, в течение которого данный сварщик может
производить определенный сварочный ток без перегрева.
Например, этот сварочный аппарат с рабочим циклом 20% при
номинальная мощность (90 А) должна оставаться в покое в течение
не менее 8 минут после каждых 2 минут непрерывной сварки.
Несоблюдение ограничений рабочего цикла
может легко перегрузить электроэнергию сварщика
система, способствующая преждевременному выходу из строя сварочного аппарата.ПИСТОЛЕТ
СОВЕТЫ ПО СВАРКЕ
Этот сварочный аппарат имеет внутреннюю термозащиту.
СВАРОЧНЫЙ АППАРАТ ДЛЯ ПРОВОЛОЧНОЙ ПРОВОЛОКИ
система, помогающая предотвратить такого рода перенапряжение. При перегреве устройство автоматически отключается
вниз и загорится индикатор перегрузки. Сварщик
НА
автоматически возвращается к работе после охлаждения.
Положите пистолет на электрически непроводящую поверхность.
теплостойкая поверхность, такая как бетонная плита, хорошо
не касаться зажима заземления, позволяя сварщику
ВЫКЛЮЧЕННЫЙ
охлаждаться при включенном выключателе питания, чтобы внутренний
Вентилятор поможет охладить Сварщика.Когда сварщик может СКОРОСТЬ ПОДАЧИ ПРОВОЛОКИ
использовать снова, используйте более короткие периоды сварки и
более длительные периоды отдыха для предотвращения ненужного износа.
ЗЕМЛЯ
20% от номинального рабочего цикла
на выходе 90 А
сварка 2 минуты
с последующим
не менее 8 минут отдыха
Пистолет
МИН.
МАКСИМУМ
Проволока
0,030–0,035 дюйма с флюсовым сердечником
Емкость 18 га – стальная пластина 3/16 дюйма
Свариваемая мягкая низколегированная сталь
Материалы (не для алюминия и нержавеющей стали)
бетонная плита
(или другие термостойкие,
непроводящий
поверхность)
ПОДДЕРЖАНИЕ
120В~
60 Гц
20А
Страница 14
По техническим вопросам звоните по телефону 1-888-866-5797.
При перегреве устройство автоматически отключается
вниз и загорится индикатор перегрузки. Сварщик
НА
автоматически возвращается к работе после охлаждения.
Положите пистолет на электрически непроводящую поверхность.
теплостойкая поверхность, такая как бетонная плита, хорошо
не касаться зажима заземления, позволяя сварщику
ВЫКЛЮЧЕННЫЙ
охлаждаться при включенном выключателе питания, чтобы внутренний
Вентилятор поможет охладить Сварщика.Когда сварщик может СКОРОСТЬ ПОДАЧИ ПРОВОЛОКИ
использовать снова, используйте более короткие периоды сварки и
более длительные периоды отдыха для предотвращения ненужного износа.
ЗЕМЛЯ
20% от номинального рабочего цикла
на выходе 90 А
сварка 2 минуты
с последующим
не менее 8 минут отдыха
Пистолет
МИН.
МАКСИМУМ
Проволока
0,030–0,035 дюйма с флюсовым сердечником
Емкость 18 га – стальная пластина 3/16 дюйма
Свариваемая мягкая низколегированная сталь
Материалы (не для алюминия и нержавеющей стали)
бетонная плита
(или другие термостойкие,
непроводящий
поверхность)
ПОДДЕРЖАНИЕ
120В~
60 Гц
20А
Страница 14
По техническим вопросам звоните по телефону 1-888-866-5797. Товар 63583
Настройка сварки
1. Сделайте практические сварные швы на кусках металлолома одинаковыми
толщина как у вашей предполагаемой заготовки для практики
перед сваркой чего-либо ценного.
Тщательно очистите свариваемые поверхности с помощью
проволочная щетка или болгарка; там должно
не должно быть ржавчины, краски, масла или других материалов на
свариваемые поверхности, только голый металл.
БЕЗОПАСНОСТЬ
Зажимы
Заготовки
2. Используйте зажимы (не входят в комплект) для удержания заготовок.
в таком положении, чтобы вы могли сосредоточиться на
правильная техника сварки. Расстояние
(если есть) между двумя заготовками должен быть
контролируется должным образом, чтобы сварной шов держался
обе стороны надежно, позволяя сварке
полностью проникнуть в сустав.Края
на более толстых заготовках может потребоваться снятие фаски
(или скошенный), чтобы обеспечить надлежащее проплавление сварного шва.
Чистый
поверхности к
оголенный метал.
ПИСТОЛЕТ
Заготовка
СВАРОЧНЫЙ АППАРАТ ДЛЯ ПРОВОЛОЧНОЙ ПРОВОЛОКИ
СКОРОСТЬ ПОДАЧИ ПРОВОЛОКИ
НА
МИН.
Товар 63583
Настройка сварки
1. Сделайте практические сварные швы на кусках металлолома одинаковыми
толщина как у вашей предполагаемой заготовки для практики
перед сваркой чего-либо ценного.
Тщательно очистите свариваемые поверхности с помощью
проволочная щетка или болгарка; там должно
не должно быть ржавчины, краски, масла или других материалов на
свариваемые поверхности, только голый металл.
БЕЗОПАСНОСТЬ
Зажимы
Заготовки
2. Используйте зажимы (не входят в комплект) для удержания заготовок.
в таком положении, чтобы вы могли сосредоточиться на
правильная техника сварки. Расстояние
(если есть) между двумя заготовками должен быть
контролируется должным образом, чтобы сварной шов держался
обе стороны надежно, позволяя сварке
полностью проникнуть в сустав.Края
на более толстых заготовках может потребоваться снятие фаски
(или скошенный), чтобы обеспечить надлежащее проплавление сварного шва.
Чистый
поверхности к
оголенный метал.
ПИСТОЛЕТ
Заготовка
СВАРОЧНЫЙ АППАРАТ ДЛЯ ПРОВОЛОЧНОЙ ПРОВОЛОКИ
СКОРОСТЬ ПОДАЧИ ПРОВОЛОКИ
НА
МИН. ВЫКЛЮЧЕННЫЙ
МАКСИМУМ
Проволока
0,030–0,035 дюйма с флюсовым сердечником
Емкость 18 га – стальная пластина 3/16 дюйма
Свариваемая мягкая низколегированная сталь
Материалы (не для алюминия и нержавеющей стали)
Земля
Зажим
ЗЕМЛЯ
120В~
60 Гц
20А
ПИСТОЛЕТ
ПИСТОЛЕТ
СВАРОЧНЫЙ АППАРАТ ДЛЯ ПРОВОЛОЧНОЙ ПРОВОЛОКИ
СВАРОЧНЫЙ АППАРАТ ДЛЯ ПРОВОЛОЧНОЙ ПРОВОЛОКИ
СКОРОСТЬ ПОДАЧИ ПРОВОЛОКИ
ПИСТОЛЕТ
+
НА
МИН.
НА
МИН.
ВЫКЛЮЧЕННЫЙ
МАКСИМУМ
ВЫКЛЮЧЕННЫЙ
МАКСИМУМ
Проволока
0.030" – 0,035" ПОРОКОВАЯ ПРОВОДА
Емкость 18 га – стальная пластина 3/16 дюйма
Свариваемая мягкая низколегированная сталь
Материалы (не для алюминия и нержавеющей стали)
СКОРОСТЬ ПОДАЧИ
Проволока
0,030–0,035 дюйма с флюсовым сердечником
Емкость 18 га – стальная пластина 3/16 дюйма
Свариваемая мягкая низколегированная сталь
Материалы (не для алюминия и нержавеющей стали)
ЗЕМЛЯ
ЗЕМЛЯ
120В~
60 Гц
20А
СОВЕТЫ ПО СВАРКЕ
120В~
60 Гц
20А
СВАРОЧНЫЙ АППАРАТ ДЛЯ ПРОВОЛОЧНОЙ ПРОВОЛОКИ
5. Переведите выключатель питания в положение OFF, затем подключите
Сварщик в выделенную цепь 120 В переменного тока, 20 А
с автоматическим выключателем замедленного действия или предохранителями.
ВЫКЛЮЧЕННЫЙ
МАКСИМУМ
Проволока
0,030–0,035 дюйма с флюсовым сердечником
Емкость 18 га – стальная пластина 3/16 дюйма
Свариваемая мягкая низколегированная сталь
Материалы (не для алюминия и нержавеющей стали)
Земля
Зажим
ЗЕМЛЯ
120В~
60 Гц
20А
ПИСТОЛЕТ
ПИСТОЛЕТ
СВАРОЧНЫЙ АППАРАТ ДЛЯ ПРОВОЛОЧНОЙ ПРОВОЛОКИ
СВАРОЧНЫЙ АППАРАТ ДЛЯ ПРОВОЛОЧНОЙ ПРОВОЛОКИ
СКОРОСТЬ ПОДАЧИ ПРОВОЛОКИ
ПИСТОЛЕТ
+
НА
МИН.
НА
МИН.
ВЫКЛЮЧЕННЫЙ
МАКСИМУМ
ВЫКЛЮЧЕННЫЙ
МАКСИМУМ
Проволока
0.030" – 0,035" ПОРОКОВАЯ ПРОВОДА
Емкость 18 га – стальная пластина 3/16 дюйма
Свариваемая мягкая низколегированная сталь
Материалы (не для алюминия и нержавеющей стали)
СКОРОСТЬ ПОДАЧИ
Проволока
0,030–0,035 дюйма с флюсовым сердечником
Емкость 18 га – стальная пластина 3/16 дюйма
Свариваемая мягкая низколегированная сталь
Материалы (не для алюминия и нержавеющей стали)
ЗЕМЛЯ
ЗЕМЛЯ
120В~
60 Гц
20А
СОВЕТЫ ПО СВАРКЕ
120В~
60 Гц
20А
СВАРОЧНЫЙ АППАРАТ ДЛЯ ПРОВОЛОЧНОЙ ПРОВОЛОКИ
5. Переведите выключатель питания в положение OFF, затем подключите
Сварщик в выделенную цепь 120 В переменного тока, 20 А
с автоматическим выключателем замедленного действия или предохранителями. СКОРОСТЬ ПОДАЧИ ПРОВОЛОКИ
НА
МИН.
ВЫКЛЮЧЕННЫЙ
МАКСИМУМ
Проволока
0,030–0,035 дюйма с флюсовым сердечником
Емкость 18 га – стальная пластина 3/16 дюйма
Свариваемая мягкая низколегированная сталь
Материалы (не для алюминия и нержавеющей стали)
ЗЕМЛЯ
Минимальная цепь 20 А
ПИСТОЛЕТ
120В~
60 Гц
20А
СВАРОЧНЫЙ АППАРАТ ДЛЯ ПРОВОЛОЧНОЙ ПРОВОЛОКИ
6. Держите пистолет, не касаясь спускового крючка,
провод и наконечник на расстоянии от любых заземленных объектов.
Затем поверните переключатель питания в положение ON.
ДЕРЖАТЬ
ПИСТОЛЕТ
ЧИСТЫЙ
СКОРОСТЬ ПОДАЧИ ПРОВОЛОКИ
НА
МИН.
ВЫКЛЮЧЕННЫЙ
МАКСИМУМ
Проволока
0,030–0,035 дюйма с флюсовым сердечником
Емкость 18 га – стальная пластина 3/16 дюйма
Свариваемая мягкая низколегированная сталь
Материалы (не для алюминия и нержавеющей стали)
ЗЕМЛЯ
120В~
60 Гц
20А
Товар 63583
По техническим вопросам звоните по телефону 1-888-866-5797.Страница 15
ПОДДЕРЖАНИЕ
4. Установите проводной скоростной набор и
Текущий переключатель на нужные настройки.
См.
СКОРОСТЬ ПОДАЧИ ПРОВОЛОКИ
НА
МИН.
ВЫКЛЮЧЕННЫЙ
МАКСИМУМ
Проволока
0,030–0,035 дюйма с флюсовым сердечником
Емкость 18 га – стальная пластина 3/16 дюйма
Свариваемая мягкая низколегированная сталь
Материалы (не для алюминия и нержавеющей стали)
ЗЕМЛЯ
Минимальная цепь 20 А
ПИСТОЛЕТ
120В~
60 Гц
20А
СВАРОЧНЫЙ АППАРАТ ДЛЯ ПРОВОЛОЧНОЙ ПРОВОЛОКИ
6. Держите пистолет, не касаясь спускового крючка,
провод и наконечник на расстоянии от любых заземленных объектов.
Затем поверните переключатель питания в положение ON.
ДЕРЖАТЬ
ПИСТОЛЕТ
ЧИСТЫЙ
СКОРОСТЬ ПОДАЧИ ПРОВОЛОКИ
НА
МИН.
ВЫКЛЮЧЕННЫЙ
МАКСИМУМ
Проволока
0,030–0,035 дюйма с флюсовым сердечником
Емкость 18 га – стальная пластина 3/16 дюйма
Свариваемая мягкая низколегированная сталь
Материалы (не для алюминия и нержавеющей стали)
ЗЕМЛЯ
120В~
60 Гц
20А
Товар 63583
По техническим вопросам звоните по телефону 1-888-866-5797.Страница 15
ПОДДЕРЖАНИЕ
4. Установите проводной скоростной набор и
Текущий переключатель на нужные настройки.
См. таблицу на сварочном аппарате.
или диаграмму на следующей странице.
ПРЕДУПРЕЖДЕНИЕ! НЕ ПЕРЕКЛЮЧАТЬ
ТОК ВО ВРЕМЯ СВАРКИ.
Чистый
поверхность к
оголенный метал.
ОСНОВНАЯ СВАРКА
3. Закрепите кабель заземления на оголенном металле на
заготовка вблизи зоны сварки или к металлу
стол, на котором закрепляется заготовка.
НАСТРАИВАТЬ
Снятие фаски с толстых заготовок.
Основная техника сварки
БЕЗОПАСНОСТЬ
1. Нажмите (и удерживайте) триггер и область контакта, чтобы
быть сварены с электродной проволокой, чтобы зажечь дугу.стрингер бусина
плетение из бисера
2. Для узкого сварного шва обычно можно протянуть проволоку
устойчивая прямая линия.
Это называется стрингером.
Для более широкого сварного шва тяните проволоку вперед и назад.
через сустав. Это называется плетение из бисера.
НАСТРАИВАТЬ
ОСНОВНАЯ СВАРКА
3. Держите пистолет одной рукой и защитную маску.
в другом. Если сварочный щиток без помощи рук
(не входит в комплект, см. информацию о безопасности дугового излучения)
на странице 3 для рекомендаций), затем
обе руки могут использоваться для управления пистолетом.
таблицу на сварочном аппарате.
или диаграмму на следующей странице.
ПРЕДУПРЕЖДЕНИЕ! НЕ ПЕРЕКЛЮЧАТЬ
ТОК ВО ВРЕМЯ СВАРКИ.
Чистый
поверхность к
оголенный метал.
ОСНОВНАЯ СВАРКА
3. Закрепите кабель заземления на оголенном металле на
заготовка вблизи зоны сварки или к металлу
стол, на котором закрепляется заготовка.
НАСТРАИВАТЬ
Снятие фаски с толстых заготовок.
Основная техника сварки
БЕЗОПАСНОСТЬ
1. Нажмите (и удерживайте) триггер и область контакта, чтобы
быть сварены с электродной проволокой, чтобы зажечь дугу.стрингер бусина
плетение из бисера
2. Для узкого сварного шва обычно можно протянуть проволоку
устойчивая прямая линия.
Это называется стрингером.
Для более широкого сварного шва тяните проволоку вперед и назад.
через сустав. Это называется плетение из бисера.
НАСТРАИВАТЬ
ОСНОВНАЯ СВАРКА
3. Держите пистолет одной рукой и защитную маску.
в другом. Если сварочный щиток без помощи рук
(не входит в комплект, см. информацию о безопасности дугового излучения)
на странице 3 для рекомендаций), затем
обе руки могут использоваться для управления пистолетом. 4. Направьте сварочную проволоку прямо в стык.Это дает угол 90° (прямо вверх и вниз).
вниз) для стыковых (концевых) сварных швов и
угол 45° для угловых (Т-образных) швов.
Углы сварочного пистолета,
если смотреть со стороны сварного шва.
90°
45°
угловой сварной шов
СОВЕТЫ ПО СВАРКЕ
5. Конец пистолета должен быть наклонен так, чтобы проволока
находится под углом в любом месте между прямыми
и 15° в направлении сварки. То
величина наклона называется углом сопротивления.
ПОДДЕРЖАНИЕ
6. Длина сварочной проволоки не должна превышать 1/2 дюйма.
мимо кончика.
Это расстояние называется вылетом или CTWD.
- Контактный наконечник на рабочем расстоянии.Страница 16
стыковое сварное соединение
Угол сопротивления
0-15°
Торчать
сварка
Направление
По техническим вопросам звоните по телефону 1-888-866-5797.
(до 1/2")
Товар 63583
ПИСТОЛЕТ
СВАРОЧНЫЙ АППАРАТ ДЛЯ ПРОВОЛОЧНОЙ ПРОВОЛОКИ
Примечание. Если Welder используется слишком долго, загорается янтарный индикатор Overload.
Индикатор загорится, и сварочная горелка выключится, пока
Сварщик остывает.
4. Направьте сварочную проволоку прямо в стык.Это дает угол 90° (прямо вверх и вниз).
вниз) для стыковых (концевых) сварных швов и
угол 45° для угловых (Т-образных) швов.
Углы сварочного пистолета,
если смотреть со стороны сварного шва.
90°
45°
угловой сварной шов
СОВЕТЫ ПО СВАРКЕ
5. Конец пистолета должен быть наклонен так, чтобы проволока
находится под углом в любом месте между прямыми
и 15° в направлении сварки. То
величина наклона называется углом сопротивления.
ПОДДЕРЖАНИЕ
6. Длина сварочной проволоки не должна превышать 1/2 дюйма.
мимо кончика.
Это расстояние называется вылетом или CTWD.
- Контактный наконечник на рабочем расстоянии.Страница 16
стыковое сварное соединение
Угол сопротивления
0-15°
Торчать
сварка
Направление
По техническим вопросам звоните по телефону 1-888-866-5797.
(до 1/2")
Товар 63583
ПИСТОЛЕТ
СВАРОЧНЫЙ АППАРАТ ДЛЯ ПРОВОЛОЧНОЙ ПРОВОЛОКИ
Примечание. Если Welder используется слишком долго, загорается янтарный индикатор Overload.
Индикатор загорится, и сварочная горелка выключится, пока
Сварщик остывает. Если это произойдет, положите пистолет на
НА
электрически непроводящая термостойкая поверхность,
например, бетонная плита, на достаточном расстоянии от земли
зажим. Подождите около 8–10 минут с
Включите, чтобы сварочный аппарат остыл.Когда сварщик
ВЫКЛЮЧЕННЫЙ
можно использовать снова, используйте более короткие периоды сварки и
более длительные периоды отдыха, чтобы предотвратить ненужный износ. СКОРОСТЬ ПОДАЧИ ПРОВОЛОКИ
МИН.
бетонная плита
МАКСИМУМ
БЕЗОПАСНОСТЬ
Пистолет
(или другие термостойкие,
непроводящий
поверхность)
Проволока
0,030–0,035 дюйма с флюсовым сердечником
Емкость 18 га – стальная пластина 3/16 дюйма
Свариваемая мягкая низколегированная сталь
Материалы (не для алюминия и нержавеющей стали)
ЗЕМЛЯ
ОСНОВНАЯ СВАРКА
СОБЛЮДАЙТЕ РАБОЧИЙ ЦИКЛ!
сварка до 2 минут
при номинальной мощности
ПИСТОЛЕТ
СВАРОЧНЫЙ АППАРАТ ДЛЯ ПРОВОЛОЧНОЙ ПРОВОЛОКИ
8. Когда сварка завершена,
поднимите горелку и сварочную проволоку подальше от
заземленный предмет и выключите выключатель питания.
Если это произойдет, положите пистолет на
НА
электрически непроводящая термостойкая поверхность,
например, бетонная плита, на достаточном расстоянии от земли
зажим. Подождите около 8–10 минут с
Включите, чтобы сварочный аппарат остыл.Когда сварщик
ВЫКЛЮЧЕННЫЙ
можно использовать снова, используйте более короткие периоды сварки и
более длительные периоды отдыха, чтобы предотвратить ненужный износ. СКОРОСТЬ ПОДАЧИ ПРОВОЛОКИ
МИН.
бетонная плита
МАКСИМУМ
БЕЗОПАСНОСТЬ
Пистолет
(или другие термостойкие,
непроводящий
поверхность)
Проволока
0,030–0,035 дюйма с флюсовым сердечником
Емкость 18 га – стальная пластина 3/16 дюйма
Свариваемая мягкая низколегированная сталь
Материалы (не для алюминия и нержавеющей стали)
ЗЕМЛЯ
ОСНОВНАЯ СВАРКА
СОБЛЮДАЙТЕ РАБОЧИЙ ЦИКЛ!
сварка до 2 минут
при номинальной мощности
ПИСТОЛЕТ
СВАРОЧНЫЙ АППАРАТ ДЛЯ ПРОВОЛОЧНОЙ ПРОВОЛОКИ
8. Когда сварка завершена,
поднимите горелку и сварочную проволоку подальше от
заземленный предмет и выключите выключатель питания. ДЕРЖАТЬ
ПИСТОЛЕТ
ЧИСТЫЙ
СКОРОСТЬ ПОДАЧИ ПРОВОЛОКИ
НА
МИН.
ВЫКЛЮЧЕННЫЙ
МАКСИМУМ
Проволока
0,030–0,035 дюйма с флюсовым сердечником
Емкость 18 га – стальная пластина 3/16 дюйма
Свариваемая мягкая низколегированная сталь
Материалы (не для алюминия и нержавеющей стали)
ЗЕМЛЯ
120В~
60 Гц
20А
Пистолет
ПОДДЕРЖАНИЕ
9. Установите пистолет на термостойкую электрически
непроводящая поверхность. Отсоедините шнур питания.
бетонная плита
(или другие термостойкие,
непроводящий
поверхность)
Товар 63583
СОВЕТЫ ПО СВАРКЕ
7. После сварки контрольной сваркой на куске лома для
несколько секунд, остановитесь и проверьте свой прогресс.Очистите, затем сравните внешний вид сварного шва с
схемы и описания в Советах по сварке
раздел, начинающийся на следующей странице. После изготовления
любые необходимые корректировки, продолжайте сварку
внимательно следя за рабочим циклом
инструкции, как описано на стр. 14.
После практики сварки в течение нескольких
секунд, ОСТАНОВИТЕСЬ и осмотрите
ваш сварной шов, используя рекомендации
начиная со следующей страницы.
ДЕРЖАТЬ
ПИСТОЛЕТ
ЧИСТЫЙ
СКОРОСТЬ ПОДАЧИ ПРОВОЛОКИ
НА
МИН.
ВЫКЛЮЧЕННЫЙ
МАКСИМУМ
Проволока
0,030–0,035 дюйма с флюсовым сердечником
Емкость 18 га – стальная пластина 3/16 дюйма
Свариваемая мягкая низколегированная сталь
Материалы (не для алюминия и нержавеющей стали)
ЗЕМЛЯ
120В~
60 Гц
20А
Пистолет
ПОДДЕРЖАНИЕ
9. Установите пистолет на термостойкую электрически
непроводящая поверхность. Отсоедините шнур питания.
бетонная плита
(или другие термостойкие,
непроводящий
поверхность)
Товар 63583
СОВЕТЫ ПО СВАРКЕ
7. После сварки контрольной сваркой на куске лома для
несколько секунд, остановитесь и проверьте свой прогресс.Очистите, затем сравните внешний вид сварного шва с
схемы и описания в Советах по сварке
раздел, начинающийся на следующей странице. После изготовления
любые необходимые корректировки, продолжайте сварку
внимательно следя за рабочим циклом
инструкции, как описано на стр. 14.
После практики сварки в течение нескольких
секунд, ОСТАНОВИТЕСЬ и осмотрите
ваш сварной шов, используя рекомендации
начиная со следующей страницы. НАСТРАИВАТЬ
120В~
60 Гц
20А
По техническим вопросам звоните по телефону 1-888-866-5797.
Страница 17
Советы по сварке
БЕЗОПАСНОСТЬ
Хороший способ проверить технику сварки – проверить
внешний вид сварного шва после его остывания и шлак
был удален.Тогда можно улучшить сварку.
научились, корректируя свою технику сварки
для устранения обнаруженных проблем.
Очистка сварного шва
НАСТРАИВАТЬ
ДЛЯ ПРЕДОТВРАЩЕНИЯ СЕРЬЕЗНЫХ ТРАВМ:
Продолжайте носить средства безопасности, одобренные ANSI.
очки и защитную одежду, когда
зачистка сварного шва.
При очистке могут лететь искры или стружка.
Типичный сварной шов с флюсовой проволокой (FCAW)
перед очисткой.
сварной шов
шлак
ОСНОВНАЯ СВАРКА
1. Шов из порошковой проволоки покроется шлаком.
Используйте отбойный молоток, чтобы сбить это.
Будьте осторожны, чтобы не повредить
сварной шов или основной материал.брызги
основной металл
2. Затем с помощью проволочной щетки
зачистите сварной шов или используйте угловую шлифовальную машину
(продается отдельно) для придания формы сварному шву.
НАСТРАИВАТЬ
120В~
60 Гц
20А
По техническим вопросам звоните по телефону 1-888-866-5797.
Страница 17
Советы по сварке
БЕЗОПАСНОСТЬ
Хороший способ проверить технику сварки – проверить
внешний вид сварного шва после его остывания и шлак
был удален.Тогда можно улучшить сварку.
научились, корректируя свою технику сварки
для устранения обнаруженных проблем.
Очистка сварного шва
НАСТРАИВАТЬ
ДЛЯ ПРЕДОТВРАЩЕНИЯ СЕРЬЕЗНЫХ ТРАВМ:
Продолжайте носить средства безопасности, одобренные ANSI.
очки и защитную одежду, когда
зачистка сварного шва.
При очистке могут лететь искры или стружка.
Типичный сварной шов с флюсовой проволокой (FCAW)
перед очисткой.
сварной шов
шлак
ОСНОВНАЯ СВАРКА
1. Шов из порошковой проволоки покроется шлаком.
Используйте отбойный молоток, чтобы сбить это.
Будьте осторожны, чтобы не повредить
сварной шов или основной материал.брызги
основной металл
2. Затем с помощью проволочной щетки
зачистите сварной шов или используйте угловую шлифовальную машину
(продается отдельно) для придания формы сварному шву. Страйк-тест
зажим
безотказный молоток
ЛОМ
заготовка
СОВЕТЫ ПО СВАРКЕ
Пробный сварной шов на ЧАСТИ ЛОМА может быть
проверяется с помощью следующей процедуры.
НАДЕВАЙТЕ ЗАЩИТНЫЕ ОЧКИ, УТВЕРЖДЕННЫЕ ANSI
ВО ВРЕМЯ ЭТОЙ ПРОЦЕДУРЫ.
ПРЕДУПРЕЖДЕНИЕ! Этот тест повредит сварной шов.
выполнены на. Этот тест является ТОЛЬКО индикатором сварного шва.
метод и не предназначен для проверки рабочих сварных швов.
ХОРОШАЯ СВАРКА
гнется и не ломается
1.После того, как два куска стали сварены вместе и
сварной шов остыл, зажмите один лом в прочных тисках.
2. Держитесь подальше снизу, когда наносите удар
встречный лом тяжелым молотком,
желательно отбойный молоток.
ПОДДЕРЖАНИЕ
3. ХОРОШАЯ СВАРКА деформируется, но не ломается,
как показано сверху.
ПЛОХАЯ СВАРКА будет хрупкой и лопнет
на сварном шве, как показано внизу.
безотказный молоток
зажим
ЛОМ
заготовка
ПЛОХАЯ СВАРКА
защелки или трещины
Страница 18
По техническим вопросам звоните по телефону 1-888-866-5797.
Товар 63583
Диагностика сварки
ПРАВИЛЬНОЕ ПРОНИКНОВЕНИЕ
ИЗБЫТОЧНОЕ ПРОНИКНОВЕНИЕ ИЛИ
ПРОЖЕЧЬ
Не достаточно жарко
Идеальное тепло
Очень жарко, слишком жарко
Как увеличить нагрев заготовки
и увеличить проникновение:
Как уменьшить нагрев заготовки
и ограничить проникновение:
(для правильной сварки БОЛЬШИХ заготовок)
(для правильной сварки ТОНКИХ заготовок)
в.
Страйк-тест
зажим
безотказный молоток
ЛОМ
заготовка
СОВЕТЫ ПО СВАРКЕ
Пробный сварной шов на ЧАСТИ ЛОМА может быть
проверяется с помощью следующей процедуры.
НАДЕВАЙТЕ ЗАЩИТНЫЕ ОЧКИ, УТВЕРЖДЕННЫЕ ANSI
ВО ВРЕМЯ ЭТОЙ ПРОЦЕДУРЫ.
ПРЕДУПРЕЖДЕНИЕ! Этот тест повредит сварной шов.
выполнены на. Этот тест является ТОЛЬКО индикатором сварного шва.
метод и не предназначен для проверки рабочих сварных швов.
ХОРОШАЯ СВАРКА
гнется и не ломается
1.После того, как два куска стали сварены вместе и
сварной шов остыл, зажмите один лом в прочных тисках.
2. Держитесь подальше снизу, когда наносите удар
встречный лом тяжелым молотком,
желательно отбойный молоток.
ПОДДЕРЖАНИЕ
3. ХОРОШАЯ СВАРКА деформируется, но не ломается,
как показано сверху.
ПЛОХАЯ СВАРКА будет хрупкой и лопнет
на сварном шве, как показано внизу.
безотказный молоток
зажим
ЛОМ
заготовка
ПЛОХАЯ СВАРКА
защелки или трещины
Страница 18
По техническим вопросам звоните по телефону 1-888-866-5797.
Товар 63583
Диагностика сварки
ПРАВИЛЬНОЕ ПРОНИКНОВЕНИЕ
ИЗБЫТОЧНОЕ ПРОНИКНОВЕНИЕ ИЛИ
ПРОЖЕЧЬ
Не достаточно жарко
Идеальное тепло
Очень жарко, слишком жарко
Как увеличить нагрев заготовки
и увеличить проникновение:
Как уменьшить нагрев заготовки
и ограничить проникновение:
(для правильной сварки БОЛЬШИХ заготовок)
(для правильной сварки ТОНКИХ заготовок)
в. Используйте более быструю подачу проволоки
а. Использовать настройку МИН.
в. Используйте более медленную подачу проволоки
б. Сваривать медленнее
д. Используйте более короткий вылет
б. Сварить быстрее
д. Используйте более длинный вылет
Примеры схем сварки
Хорошо
сварка
Текущий
Слишком низко
Текущий
Слишком высокий или
Подача проволоки
Слишком быстро
ПИСТОЛЕТ
Скорость сварки
Слишком быстро
Скорость сварки
Слишком медленно
Торчать
Слишком долго
ИСПРАВЛЯТЬ:
ИСПРАВЛЯТЬ:
ИСПРАВЛЯТЬ:
СОВЕТЫ ПО СВАРКЕ
ОСНОВНАЯ СВАРКА
а. Используйте настройку МАКС.
НАСТРАИВАТЬ
НЕДОСТАТОЧНОЕ ПРОНИКНОВЕНИЕ
БЕЗОПАСНОСТЬ
Контроль температуры заготовки / проплавление сварного шва
СВАРОЧНЫЙ АППАРАТ ДЛЯ ПРОВОЛОЧНОЙ ПРОВОЛОКИ
ИСПРАВЛЯТЬ:
СВАРОЧНЫЙ АППАРАТ ДЛЯ ПРОВОЛОЧНОЙ ПРОВОЛОКИ
НА
МИН.
ВЫКЛЮЧЕННЫЙ
СКОРОСТЬ ПОДАЧИ ПРОВОЛОКИ
СКОРОСТЬ ПОДАЧИ ПРОВОЛОКИ
МИН.
ПИСТОЛЕТ
НА
ВЫКЛЮЧЕННЫЙ
ИСПРАВЛЯТЬ:
МАКСИМУМ
СВАРОЧНЫЙ АППАРАТ ДЛЯ ПРОВОЛОЧНОЙ ПРОВОЛОКИ
Проволока
0.030 – 0,035 дюйма с флюсовым сердечником
Емкость 18 га – стальная пластина 3/16 дюйма
Свариваемая мягкая низколегированная сталь
Материалы (не для алюминия и нержавеющей стали)
или
МАКСИМУМ
ЗЕМЛЯ
Проволока
0,030–0,035 дюйма с флюсовым сердечником
Емкость 18 га – стальная пластина 3/16 дюйма
Свариваемая мягкая низколегированная сталь
Материалы (не для алюминия и нержавеющей стали)
МИН.
Используйте более быструю подачу проволоки
а. Использовать настройку МИН.
в. Используйте более медленную подачу проволоки
б. Сваривать медленнее
д. Используйте более короткий вылет
б. Сварить быстрее
д. Используйте более длинный вылет
Примеры схем сварки
Хорошо
сварка
Текущий
Слишком низко
Текущий
Слишком высокий или
Подача проволоки
Слишком быстро
ПИСТОЛЕТ
Скорость сварки
Слишком быстро
Скорость сварки
Слишком медленно
Торчать
Слишком долго
ИСПРАВЛЯТЬ:
ИСПРАВЛЯТЬ:
ИСПРАВЛЯТЬ:
СОВЕТЫ ПО СВАРКЕ
ОСНОВНАЯ СВАРКА
а. Используйте настройку МАКС.
НАСТРАИВАТЬ
НЕДОСТАТОЧНОЕ ПРОНИКНОВЕНИЕ
БЕЗОПАСНОСТЬ
Контроль температуры заготовки / проплавление сварного шва
СВАРОЧНЫЙ АППАРАТ ДЛЯ ПРОВОЛОЧНОЙ ПРОВОЛОКИ
ИСПРАВЛЯТЬ:
СВАРОЧНЫЙ АППАРАТ ДЛЯ ПРОВОЛОЧНОЙ ПРОВОЛОКИ
НА
МИН.
ВЫКЛЮЧЕННЫЙ
СКОРОСТЬ ПОДАЧИ ПРОВОЛОКИ
СКОРОСТЬ ПОДАЧИ ПРОВОЛОКИ
МИН.
ПИСТОЛЕТ
НА
ВЫКЛЮЧЕННЫЙ
ИСПРАВЛЯТЬ:
МАКСИМУМ
СВАРОЧНЫЙ АППАРАТ ДЛЯ ПРОВОЛОЧНОЙ ПРОВОЛОКИ
Проволока
0.030 – 0,035 дюйма с флюсовым сердечником
Емкость 18 га – стальная пластина 3/16 дюйма
Свариваемая мягкая низколегированная сталь
Материалы (не для алюминия и нержавеющей стали)
или
МАКСИМУМ
ЗЕМЛЯ
Проволока
0,030–0,035 дюйма с флюсовым сердечником
Емкость 18 га – стальная пластина 3/16 дюйма
Свариваемая мягкая низколегированная сталь
Материалы (не для алюминия и нержавеющей стали)
МИН. ВЫКЛЮЧЕННЫЙ
МАКСИМУМ
сварка
Быстрее
120В~
60 Гц
20А
ЗЕМЛЯ
120В~
60 Гц
20А
НА
сварка
помедленнее
поддерживать
меньше
чем 1/2"
торчать
СКОРОСТЬ ПОДАЧИ ПРОВОЛОКИ
Проволока
0,030–0,035 дюйма с флюсовым сердечником
Емкость 18 га – стальная пластина 3/16 дюйма
Свариваемая мягкая низколегированная сталь
Материалы (не для алюминия и нержавеющей стали)
ЗЕМЛЯ
Товар 63583
120В~
По техническим вопросам, 60Гц
звоните по телефону 1-888-866-5797.20А
Страница 19
ПОДДЕРЖАНИЕ
ПИСТОЛЕТ
Проблемы со сваркой
Пенетрация (контроль нагрева заготовки)
БЕЗОПАСНОСТЬ
ИЗБЫТОЧНОЕ ПРОНИКНОВЕНИЕ ИЛИ
ПРОЖЕЧЬ
Приварить откосы сверху и
под или проваливается
полностью, делая отверстие.
ПРАВИЛЬНОЕ ПРОНИКНОВЕНИЕ
Сварка видна снизу и
слегка выпирает сверху.
НЕДОСТАТОЧНОЕ ПРОНИКНОВЕНИЕ
Сварка не касается стыка
полностью, только на поверхности.
НАСТРАИВАТЬ
ПРОСМОТРЫ ПРОФИЛЯ
ОСНОВНАЯ СВАРКА
ВОЗМОЖНЫЕ ПРИЧИНЫ И РЕШЕНИЯ
1. Перегрев заготовки:
Уменьшите скорость подачи проволоки.
Используйте настройку МИН.
ВЫКЛЮЧЕННЫЙ
МАКСИМУМ
сварка
Быстрее
120В~
60 Гц
20А
ЗЕМЛЯ
120В~
60 Гц
20А
НА
сварка
помедленнее
поддерживать
меньше
чем 1/2"
торчать
СКОРОСТЬ ПОДАЧИ ПРОВОЛОКИ
Проволока
0,030–0,035 дюйма с флюсовым сердечником
Емкость 18 га – стальная пластина 3/16 дюйма
Свариваемая мягкая низколегированная сталь
Материалы (не для алюминия и нержавеющей стали)
ЗЕМЛЯ
Товар 63583
120В~
По техническим вопросам, 60Гц
звоните по телефону 1-888-866-5797.20А
Страница 19
ПОДДЕРЖАНИЕ
ПИСТОЛЕТ
Проблемы со сваркой
Пенетрация (контроль нагрева заготовки)
БЕЗОПАСНОСТЬ
ИЗБЫТОЧНОЕ ПРОНИКНОВЕНИЕ ИЛИ
ПРОЖЕЧЬ
Приварить откосы сверху и
под или проваливается
полностью, делая отверстие.
ПРАВИЛЬНОЕ ПРОНИКНОВЕНИЕ
Сварка видна снизу и
слегка выпирает сверху.
НЕДОСТАТОЧНОЕ ПРОНИКНОВЕНИЕ
Сварка не касается стыка
полностью, только на поверхности.
НАСТРАИВАТЬ
ПРОСМОТРЫ ПРОФИЛЯ
ОСНОВНАЯ СВАРКА
ВОЗМОЖНЫЕ ПРИЧИНЫ И РЕШЕНИЯ
1. Перегрев заготовки:
Уменьшите скорость подачи проволоки.
Используйте настройку МИН. 2. Слишком низкая скорость сварки:
Увеличьте скорость сварки и обеспечьте
что скорость сварки поддерживается постоянной.3. Избыток материала на сварном шве:
Уменьшите скорость подачи проволоки.
Сварка не прилегает должным образом
СОВЕТЫ ПО СВАРКЕ
Наличие зазоров между сварным швом и предыдущим валиком или
между сварным швом и заготовкой. См. разделы ниже.
ПРОФИЛЬ
ПОСМОТРЕТЬ
1.
ПОДДЕРЖАНИЕ
2.
3.
4.
ВОЗМОЖНЫЕ ПРИЧИНЫ И РЕШЕНИЯ
Неправильная техника сварки:
Поместите буртик стрингера в правильное место в соединении.
Отрегулируйте положение заготовки или угол сварки, чтобы обеспечить
Правильная сварка с нижней частью детали.
Сделайте короткую паузу по бокам во время плетения бисера.
Держите дугу на передней кромке сварочной ванны.Держите пистолет под правильным углом.
Недостаточная теплота сварки:
Увеличьте силу тока и/или скорость подачи проволоки.
Грязная заготовка:
Зачистите заготовку до голого металла.
Недостаточное количество сварочного материала:
Увеличьте скорость подачи проволоки.
2. Слишком низкая скорость сварки:
Увеличьте скорость сварки и обеспечьте
что скорость сварки поддерживается постоянной.3. Избыток материала на сварном шве:
Уменьшите скорость подачи проволоки.
Сварка не прилегает должным образом
СОВЕТЫ ПО СВАРКЕ
Наличие зазоров между сварным швом и предыдущим валиком или
между сварным швом и заготовкой. См. разделы ниже.
ПРОФИЛЬ
ПОСМОТРЕТЬ
1.
ПОДДЕРЖАНИЕ
2.
3.
4.
ВОЗМОЖНЫЕ ПРИЧИНЫ И РЕШЕНИЯ
Неправильная техника сварки:
Поместите буртик стрингера в правильное место в соединении.
Отрегулируйте положение заготовки или угол сварки, чтобы обеспечить
Правильная сварка с нижней частью детали.
Сделайте короткую паузу по бокам во время плетения бисера.
Держите дугу на передней кромке сварочной ванны.Держите пистолет под правильным углом.
Недостаточная теплота сварки:
Увеличьте силу тока и/или скорость подачи проволоки.
Грязная заготовка:
Зачистите заготовку до голого металла.
Недостаточное количество сварочного материала:
Увеличьте скорость подачи проволоки.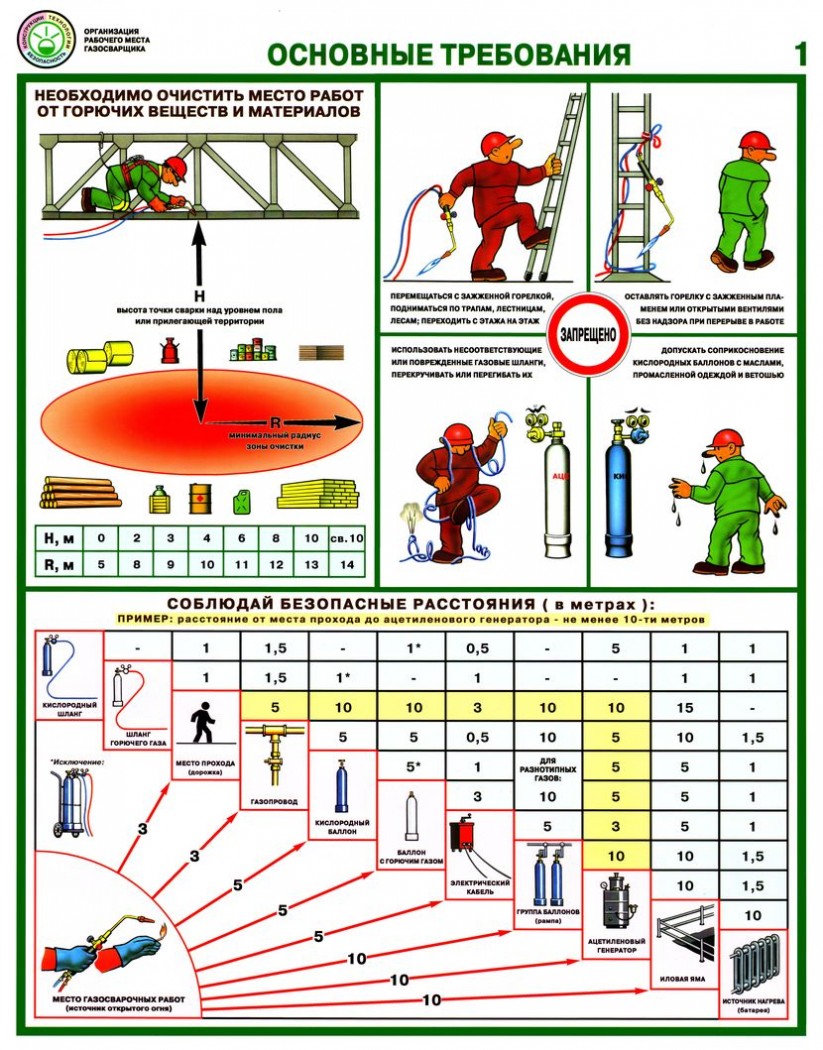 Страница 20
ВОЗМОЖНЫЕ ПРИЧИНЫ И РЕШЕНИЯ
1. Неправильная техника сварки:
Сохраняйте вылет на 1/2 дюйма или меньше.
Держите дугу на передней кромке сварочной ванны.
Держите пистолет под правильным углом.
2. Недостаточная теплота сварки:
Уменьшите скорость сварки.
Используйте настройку МАКС.
3. Заготовки слишком толстые/близкие:
Делайте фаски на толстых заготовках, допускайте небольшое
зазор, и сварка в несколько проходов.4. Недостаточное количество сварочного материала:
Увеличьте скорость подачи проволоки.
Изгиб в суставе
ПРОФИЛЬ
ПОСМОТРЕТЬ
ВОЗМОЖНЫЕ ПРИЧИНЫ И РЕШЕНИЯ
1. Неправильный зажим:
Надежно закрепляйте заготовки.
Сделайте прихваточные швы для крепления заготовок.
2. Чрезмерное тепло:
Сварите небольшую часть и дайте остыть перед
процесс.
Увеличьте скорость сварки.
Уменьшите скорость подачи проволоки.
По техническим вопросам звоните по телефону 1-888-866-5797.
Товар 63583
Слой шлака над сварным швом
Чрезмерное разбрызгивание
Мелкие брызги — это нормально.
Брызги, которые являются зернистыми и большими, являются проблемой.
Страница 20
ВОЗМОЖНЫЕ ПРИЧИНЫ И РЕШЕНИЯ
1. Неправильная техника сварки:
Сохраняйте вылет на 1/2 дюйма или меньше.
Держите дугу на передней кромке сварочной ванны.
Держите пистолет под правильным углом.
2. Недостаточная теплота сварки:
Уменьшите скорость сварки.
Используйте настройку МАКС.
3. Заготовки слишком толстые/близкие:
Делайте фаски на толстых заготовках, допускайте небольшое
зазор, и сварка в несколько проходов.4. Недостаточное количество сварочного материала:
Увеличьте скорость подачи проволоки.
Изгиб в суставе
ПРОФИЛЬ
ПОСМОТРЕТЬ
ВОЗМОЖНЫЕ ПРИЧИНЫ И РЕШЕНИЯ
1. Неправильный зажим:
Надежно закрепляйте заготовки.
Сделайте прихваточные швы для крепления заготовок.
2. Чрезмерное тепло:
Сварите небольшую часть и дайте остыть перед
процесс.
Увеличьте скорость сварки.
Уменьшите скорость подачи проволоки.
По техническим вопросам звоните по телефону 1-888-866-5797.
Товар 63583
Слой шлака над сварным швом
Чрезмерное разбрызгивание
Мелкие брызги — это нормально.
Брызги, которые являются зернистыми и большими, являются проблемой. ВЕРХНЯЯ
ПОСМОТРЕТЬ
ЧАСТИЧНО ОТРЕЗАН, ЧТОБЫ ПОКАЗАТЬ СВАРКУ
Шлак – необходимая часть порошковой проволоки
сварка. Он защищает сварной шов от загрязнений.
Счистите шлак с помощью щебня
Молоток и проволочная щетка после сварки.
Пористость
ВОЗМОЖНЫЕ ПРИЧИНЫ И РЕШЕНИЯ
1. Грязная заготовка или сварочная проволока:
Зачистите заготовку до голого металла.
Убедитесь, что провод чистый и свободный
от масла, покрытий и других остатков.
2. Слишком быстрая подача проволоки:
Уменьшите скорость подачи проволоки.
3. Слишком длинный вылет:
Уменьшить вылет.
НАСТРАИВАТЬ
БЕЗОПАСНОСТЬ
ВЕРХНЯЯ
ПОСМОТРЕТЬ
Небольшие полости или отверстия в бусине.ВЕРХНЯЯ
ПОСМОТРЕТЬ
Основной материал тает,
оставляя отверстие в сварном шве.
ВЕРХНЯЯ
ПОСМОТРЕТЬ
ВОЗМОЖНЫЕ ПРИЧИНЫ И РЕШЕНИЯ
1. Перегрев заготовки:
Уменьшите силу тока и/или скорость подачи проволоки.
2. Слишком низкая скорость сварки:
Увеличьте скорость сварки и обеспечьте
что скорость сварки поддерживается постоянной.
3. Избыток материала на сварном шве:
Уменьшите скорость подачи проволоки.
ВЕРХНЯЯ
ПОСМОТРЕТЬ
ЧАСТИЧНО ОТРЕЗАН, ЧТОБЫ ПОКАЗАТЬ СВАРКУ
Шлак – необходимая часть порошковой проволоки
сварка. Он защищает сварной шов от загрязнений.
Счистите шлак с помощью щебня
Молоток и проволочная щетка после сварки.
Пористость
ВОЗМОЖНЫЕ ПРИЧИНЫ И РЕШЕНИЯ
1. Грязная заготовка или сварочная проволока:
Зачистите заготовку до голого металла.
Убедитесь, что провод чистый и свободный
от масла, покрытий и других остатков.
2. Слишком быстрая подача проволоки:
Уменьшите скорость подачи проволоки.
3. Слишком длинный вылет:
Уменьшить вылет.
НАСТРАИВАТЬ
БЕЗОПАСНОСТЬ
ВЕРХНЯЯ
ПОСМОТРЕТЬ
Небольшие полости или отверстия в бусине.ВЕРХНЯЯ
ПОСМОТРЕТЬ
Основной материал тает,
оставляя отверстие в сварном шве.
ВЕРХНЯЯ
ПОСМОТРЕТЬ
ВОЗМОЖНЫЕ ПРИЧИНЫ И РЕШЕНИЯ
1. Перегрев заготовки:
Уменьшите силу тока и/или скорость подачи проволоки.
2. Слишком низкая скорость сварки:
Увеличьте скорость сварки и обеспечьте
что скорость сварки поддерживается постоянной.
3. Избыток материала на сварном шве:
Уменьшите скорость подачи проволоки. ВОЗМОЖНЫЕ ПРИЧИНЫ И РЕШЕНИЯ
1. Неаккуратная сварка:
Используйте две руки или положите руку на устойчивую поверхность.
2. Нестабильная скорость сварки:
Поддерживайте постоянную скорость сварки.
3. Слишком длинный вылет:
Уменьшить вылет.Товар 63583
По техническим вопросам звоните по телефону 1-888-866-5797.
СОВЕТЫ ПО СВАРКЕ
Кривая/волнистая бусина
Прожечь
ПОДДЕРЖАНИЕ
ВОЗМОЖНЫЕ ПРИЧИНЫ И РЕШЕНИЯ
1. Грязная заготовка или сварочная проволока:
Зачистите заготовку до голого металла.
Убедитесь, что провод чистый и свободный
от масла, покрытий и других остатков.
2. Нестабильная скорость сварки:
Поддерживайте постоянную скорость сварки.
3. Слишком длинный вылет:
Уменьшить вылет.
ОСНОВНАЯ СВАРКА
ВЕРХНЯЯ
ПОСМОТРЕТЬ
Страница 21
техническое обслуживание
Пистолет
БЕЗОПАСНОСТЬ
+
ДЛЯ ПРЕДОТВРАЩЕНИЯ СЕРЬЕЗНЫХ ТРАВМ,
ОГОНЬ И ОЖОГИ:
Отключите сварочный аппарат,
положите Пистолет на термостойкий,
электрически непроводящая поверхность,
и дайте всем частям сварочного аппарата полностью остыть.
перед обслуживанием.
ВОЗМОЖНЫЕ ПРИЧИНЫ И РЕШЕНИЯ
1. Неаккуратная сварка:
Используйте две руки или положите руку на устойчивую поверхность.
2. Нестабильная скорость сварки:
Поддерживайте постоянную скорость сварки.
3. Слишком длинный вылет:
Уменьшить вылет.Товар 63583
По техническим вопросам звоните по телефону 1-888-866-5797.
СОВЕТЫ ПО СВАРКЕ
Кривая/волнистая бусина
Прожечь
ПОДДЕРЖАНИЕ
ВОЗМОЖНЫЕ ПРИЧИНЫ И РЕШЕНИЯ
1. Грязная заготовка или сварочная проволока:
Зачистите заготовку до голого металла.
Убедитесь, что провод чистый и свободный
от масла, покрытий и других остатков.
2. Нестабильная скорость сварки:
Поддерживайте постоянную скорость сварки.
3. Слишком длинный вылет:
Уменьшить вылет.
ОСНОВНАЯ СВАРКА
ВЕРХНЯЯ
ПОСМОТРЕТЬ
Страница 21
техническое обслуживание
Пистолет
БЕЗОПАСНОСТЬ
+
ДЛЯ ПРЕДОТВРАЩЕНИЯ СЕРЬЕЗНЫХ ТРАВМ,
ОГОНЬ И ОЖОГИ:
Отключите сварочный аппарат,
положите Пистолет на термостойкий,
электрически непроводящая поверхность,
и дайте всем частям сварочного аппарата полностью остыть.
перед обслуживанием.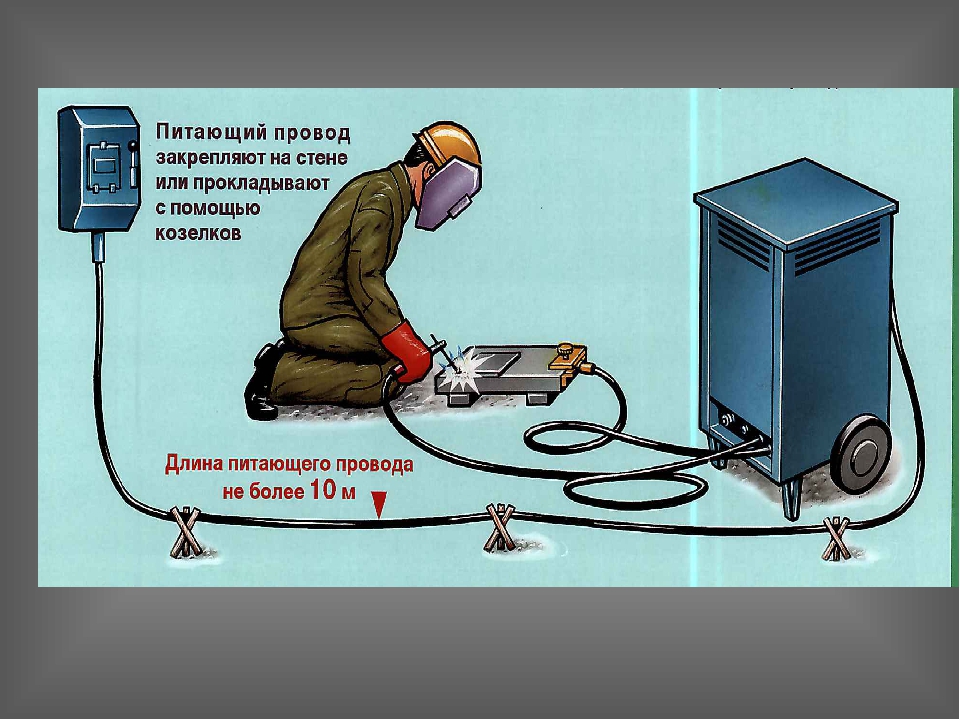 1. Периодически снимайте правый и левый
боковые панели и с помощью сжатого воздуха,
выдуть всю пыль из салона.
НАСТРАИВАТЬ
2. Хранить в чистом и сухом месте.
бетонная плита
(или другие термостойкие,
непроводящий
поверхность)
3. Для оптимального качества сварки
осмотрите контактный наконечник и сопло
перед каждым использованием. Увидеть ниже.
Проверка, очистка и замена сопла
1. Убедитесь, что весь Пистолет полностью
круто и что шнур питания отключен
от электрической розетки, прежде чем продолжить.5. Переустановите сопло после осмотра.
и очистка контактного наконечника.
Пистолет
ОСНОВНАЯ СВАРКА
2. Поверните сопло против часовой стрелки.
пока тянешь чтобы снять.
3. Почистите внутреннюю часть сопла.
почистите проволочной щеткой.
4. Осмотрите конец сопла. Конец должен быть
плоский и ровный. Если конец неровный, сколотый, оплавленный,
треснуло или иным образом повреждено, сопло
неблагоприятно влияют на сварной шов и должны быть заменены.
Сопло
Контакт
Подсказка
Осмотр, очистка и замена контактного наконечника
СОВЕТЫ ПО СВАРКЕ
1.
1. Периодически снимайте правый и левый
боковые панели и с помощью сжатого воздуха,
выдуть всю пыль из салона.
НАСТРАИВАТЬ
2. Хранить в чистом и сухом месте.
бетонная плита
(или другие термостойкие,
непроводящий
поверхность)
3. Для оптимального качества сварки
осмотрите контактный наконечник и сопло
перед каждым использованием. Увидеть ниже.
Проверка, очистка и замена сопла
1. Убедитесь, что весь Пистолет полностью
круто и что шнур питания отключен
от электрической розетки, прежде чем продолжить.5. Переустановите сопло после осмотра.
и очистка контактного наконечника.
Пистолет
ОСНОВНАЯ СВАРКА
2. Поверните сопло против часовой стрелки.
пока тянешь чтобы снять.
3. Почистите внутреннюю часть сопла.
почистите проволочной щеткой.
4. Осмотрите конец сопла. Конец должен быть
плоский и ровный. Если конец неровный, сколотый, оплавленный,
треснуло или иным образом повреждено, сопло
неблагоприятно влияют на сварной шов и должны быть заменены.
Сопло
Контакт
Подсказка
Осмотр, очистка и замена контактного наконечника
СОВЕТЫ ПО СВАРКЕ
1. Убедитесь, что весь Пистолет полностью
круто и что шнур питания отключен
от электрической розетки, прежде чем продолжить.
2. Снимите сопло, как описано в
предыдущий подзаголовок. Поверните контактный наконечник
против часовой стрелки и снимите его со сварочной проволоки.
ПОДДЕРЖАНИЕ
3. Очистите внешнюю часть наконечника проволочной щеткой.
Очистите внутреннюю часть наконечника средством для чистки наконечников.
(продано отдельно). Убедитесь, что наконечник является правильным
Тип используемого сечения провода. В комплекте 0,030"
Совет за 0.Провод 030". Установите наконечник 0,035" для
использовать с проводом 0,035 дюйма (оба продаются отдельно).
4. Осмотрите форму отверстия на конце
контактный совет. Должен получиться ровный круг;
он не должен быть продолговатым или иметь какие-либо выпуклости.
Страница 22
5. При обнаружении каких-либо проблем свяжитесь с Советом
замена будет целесообразна. Сделать
обязательно выберите новый совет, который является правильным
размер используемой сварочной проволоки (наконечник 0,030 дюйма для
0,030-дюймовая проволока – 0,035-дюймовый наконечник для 0,035-дюймовой проволоки).
Убедитесь, что весь Пистолет полностью
круто и что шнур питания отключен
от электрической розетки, прежде чем продолжить.
2. Снимите сопло, как описано в
предыдущий подзаголовок. Поверните контактный наконечник
против часовой стрелки и снимите его со сварочной проволоки.
ПОДДЕРЖАНИЕ
3. Очистите внешнюю часть наконечника проволочной щеткой.
Очистите внутреннюю часть наконечника средством для чистки наконечников.
(продано отдельно). Убедитесь, что наконечник является правильным
Тип используемого сечения провода. В комплекте 0,030"
Совет за 0.Провод 030". Установите наконечник 0,035" для
использовать с проводом 0,035 дюйма (оба продаются отдельно).
4. Осмотрите форму отверстия на конце
контактный совет. Должен получиться ровный круг;
он не должен быть продолговатым или иметь какие-либо выпуклости.
Страница 22
5. При обнаружении каких-либо проблем свяжитесь с Советом
замена будет целесообразна. Сделать
обязательно выберите новый совет, который является правильным
размер используемой сварочной проволоки (наконечник 0,030 дюйма для
0,030-дюймовая проволока – 0,035-дюймовый наконечник для 0,035-дюймовой проволоки). 6. Переустановите наконечник и надежно
также переустановите сопло.Пистолет
Сопло
Контакт
Подсказка
По техническим вопросам звоните по телефону 1-888-866-5797.
Товар 63583
Исправление проблем
ОБЯЗАТЕЛЬНО выключите сварочный аппарат, отключите его от источника питания и разрядите пистолет на землю.
перед регулировкой, очисткой или ремонтом устройства.
Двигатель подачи проволоки работает, но проволока не подается должным образом
БЕЗОПАСНОСТЬ
ВАЖНЫЙ!
1. Недостаточное натяжение механизма подачи проволоки:
Правильно увеличьте натяжение подачи проволоки – следуйте пункту 16 на стр. 11.
2. Неправильный размер ролика подачи проволоки:
Замените подходящим роликом подачи проволоки — следуйте инструкциям по установке катушки с проволокой, начиная со стр. 8.При необходимости переверните ролик подачи проволоки.
3. Поврежденный узел пистолета, троса или футеровки:
Поручите квалифицированному специалисту осмотреть эти детали и при необходимости заменить их.
НАСТРАИВАТЬ
ВОЗМОЖНЫЕ ПРИЧИНЫ И РЕШЕНИЯ
Провод создает птичье гнездо во время работы
ВОЗМОЖНЫЕ ПРИЧИНЫ И РЕШЕНИЯ
ОСНОВНАЯ СВАРКА
1.
6. Переустановите наконечник и надежно
также переустановите сопло.Пистолет
Сопло
Контакт
Подсказка
По техническим вопросам звоните по телефону 1-888-866-5797.
Товар 63583
Исправление проблем
ОБЯЗАТЕЛЬНО выключите сварочный аппарат, отключите его от источника питания и разрядите пистолет на землю.
перед регулировкой, очисткой или ремонтом устройства.
Двигатель подачи проволоки работает, но проволока не подается должным образом
БЕЗОПАСНОСТЬ
ВАЖНЫЙ!
1. Недостаточное натяжение механизма подачи проволоки:
Правильно увеличьте натяжение подачи проволоки – следуйте пункту 16 на стр. 11.
2. Неправильный размер ролика подачи проволоки:
Замените подходящим роликом подачи проволоки — следуйте инструкциям по установке катушки с проволокой, начиная со стр. 8.При необходимости переверните ролик подачи проволоки.
3. Поврежденный узел пистолета, троса или футеровки:
Поручите квалифицированному специалисту осмотреть эти детали и при необходимости заменить их.
НАСТРАИВАТЬ
ВОЗМОЖНЫЕ ПРИЧИНЫ И РЕШЕНИЯ
Провод создает птичье гнездо во время работы
ВОЗМОЖНЫЕ ПРИЧИНЫ И РЕШЕНИЯ
ОСНОВНАЯ СВАРКА
1. Чрезмерное натяжение механизма подачи проволоки:
Правильно отрегулируйте натяжение подачи проволоки – следуйте пункту 16 на стр. 11.
2. Неправильный размер контактного наконечника:
Замените подходящим наконечником для провода.
3. Конец пистолета неправильно вставлен в корпус привода:
Ослабьте болт крепления пистолета и достаточно вставьте конец пистолета в корпус.
так, чтобы он не касался механизма подачи проволоки.4. Поврежденный вкладыш:
Привлеките квалифицированного специалиста для осмотра и ремонта/замены при необходимости.
Проволока подается, но дуга не зажигается
СОВЕТЫ ПО СВАРКЕ
ВОЗМОЖНЫЕ ПРИЧИНЫ И РЕШЕНИЯ
1. Неправильное заземление:
Убедитесь, что заземляющий зажим правильно соприкасается с заготовкой и что
заготовка должным образом очищена возле заземляющего зажима и места сварки.
2. Неправильный размер или чрезмерно изношенный контактный наконечник:
Убедитесь, что размер контактного наконечника соответствует размеру провода. Убедитесь, что отверстие в наконечнике
не деформируется и не увеличивается.
Чрезмерное натяжение механизма подачи проволоки:
Правильно отрегулируйте натяжение подачи проволоки – следуйте пункту 16 на стр. 11.
2. Неправильный размер контактного наконечника:
Замените подходящим наконечником для провода.
3. Конец пистолета неправильно вставлен в корпус привода:
Ослабьте болт крепления пистолета и достаточно вставьте конец пистолета в корпус.
так, чтобы он не касался механизма подачи проволоки.4. Поврежденный вкладыш:
Привлеките квалифицированного специалиста для осмотра и ремонта/замены при необходимости.
Проволока подается, но дуга не зажигается
СОВЕТЫ ПО СВАРКЕ
ВОЗМОЖНЫЕ ПРИЧИНЫ И РЕШЕНИЯ
1. Неправильное заземление:
Убедитесь, что заземляющий зажим правильно соприкасается с заготовкой и что
заготовка должным образом очищена возле заземляющего зажима и места сварки.
2. Неправильный размер или чрезмерно изношенный контактный наконечник:
Убедитесь, что размер контактного наконечника соответствует размеру провода. Убедитесь, что отверстие в наконечнике
не деформируется и не увеличивается. Также проверьте, не загрязнен ли наконечник; это предотвратит
хорошая связь. При необходимости замените контактный наконечник на соответствующий размер и тип.
ПОДДЕРЖАНИЕ
Индикаторы выключателя питания,
Но сварочный аппарат не работает при включении
ВОЗМОЖНЫЕ ПРИЧИНЫ И РЕШЕНИЯ
1. Сработало устройство тепловой защиты:
Выключите сварочный аппарат и дайте ему остыть в течение не менее 20 минут.
Уменьшите продолжительность или частоту периодов сварки, чтобы уменьшить износ сварочного аппарата.
См. раздел «Рабочий цикл» на стр. 14.
2. Неисправный или неправильно подключенный триггер:
Квалифицированный технический специалист должен проверить и закрепить/заменить спусковой крючок.Товар 63583
По техническим вопросам звоните по телефону 1-888-866-5797.
Страница 23
Устранение неполадок (продолжение)
ВАЖНЫЙ!
БЕЗОПАСНОСТЬ
ОБЯЗАТЕЛЬНО выключите сварочный аппарат, отключите его от источника питания и разрядите пистолет на землю.
перед регулировкой, очисткой или ремонтом устройства.
Выключатель питания не загорается при включении
ВОЗМОЖНЫЕ ПРИЧИНЫ И РЕШЕНИЯ
НАСТРАИВАТЬ
Устройство неправильно подключено к розетке или розетка обесточена:
Проверить напряжение на розетке и подключение к розетке.
Также проверьте, не загрязнен ли наконечник; это предотвратит
хорошая связь. При необходимости замените контактный наконечник на соответствующий размер и тип.
ПОДДЕРЖАНИЕ
Индикаторы выключателя питания,
Но сварочный аппарат не работает при включении
ВОЗМОЖНЫЕ ПРИЧИНЫ И РЕШЕНИЯ
1. Сработало устройство тепловой защиты:
Выключите сварочный аппарат и дайте ему остыть в течение не менее 20 минут.
Уменьшите продолжительность или частоту периодов сварки, чтобы уменьшить износ сварочного аппарата.
См. раздел «Рабочий цикл» на стр. 14.
2. Неисправный или неправильно подключенный триггер:
Квалифицированный технический специалист должен проверить и закрепить/заменить спусковой крючок.Товар 63583
По техническим вопросам звоните по телефону 1-888-866-5797.
Страница 23
Устранение неполадок (продолжение)
ВАЖНЫЙ!
БЕЗОПАСНОСТЬ
ОБЯЗАТЕЛЬНО выключите сварочный аппарат, отключите его от источника питания и разрядите пистолет на землю.
перед регулировкой, очисткой или ремонтом устройства.
Выключатель питания не загорается при включении
ВОЗМОЖНЫЕ ПРИЧИНЫ И РЕШЕНИЯ
НАСТРАИВАТЬ
Устройство неправильно подключено к розетке или розетка обесточена:
Проверить напряжение на розетке и подключение к розетке. Если на выходе нет напряжения, проверьте автоматический выключатель/устройства GFCI; если кто-то споткнется,
определите и устраните причину перед сбросом.Убедитесь, что цепь предназначена для
подайте требуемую входную силу тока, как указано в таблице «Технические характеристики».
Слабая прочность дуги
ОСНОВНАЯ СВАРКА
ВОЗМОЖНЫЕ ПРИЧИНЫ И РЕШЕНИЯ
1. Неверное сетевое напряжение:
Проверьте напряжение в сети и, если оно недостаточное, вызовите квалифицированного электрика для исправления ситуации.
2. Неподходящий калибр или длина удлинителя:
Использование удлинителей не рекомендуется. Если возможно, исключите использование удлинителя.
Если необходим удлинитель, см. рекомендации на стр. 6.Сварочная дуга не стабильна
СОВЕТЫ ПО СВАРКЕ
ВОЗМОЖНЫЕ ПРИЧИНЫ И РЕШЕНИЯ
1. Проволока подается неправильно:
См. первый раздел «Поиск и устранение неисправностей» — двигатель подачи проволоки работает, но проволока подается неправильно.
2. Неправильный размер контактного наконечника:
Замените подходящим наконечником для проволоки 0,030 дюйма.
Если на выходе нет напряжения, проверьте автоматический выключатель/устройства GFCI; если кто-то споткнется,
определите и устраните причину перед сбросом.Убедитесь, что цепь предназначена для
подайте требуемую входную силу тока, как указано в таблице «Технические характеристики».
Слабая прочность дуги
ОСНОВНАЯ СВАРКА
ВОЗМОЖНЫЕ ПРИЧИНЫ И РЕШЕНИЯ
1. Неверное сетевое напряжение:
Проверьте напряжение в сети и, если оно недостаточное, вызовите квалифицированного электрика для исправления ситуации.
2. Неподходящий калибр или длина удлинителя:
Использование удлинителей не рекомендуется. Если возможно, исключите использование удлинителя.
Если необходим удлинитель, см. рекомендации на стр. 6.Сварочная дуга не стабильна
СОВЕТЫ ПО СВАРКЕ
ВОЗМОЖНЫЕ ПРИЧИНЫ И РЕШЕНИЯ
1. Проволока подается неправильно:
См. первый раздел «Поиск и устранение неисправностей» — двигатель подачи проволоки работает, но проволока подается неправильно.
2. Неправильный размер контактного наконечника:
Замените подходящим наконечником для проволоки 0,030 дюйма. 3. Неправильная скорость подачи проволоки:
Отрегулируйте скорость подачи проволоки, чтобы получить более стабильную дугу.
4. Ослабленный кабель пистолета или кабель заземления:
Убедитесь, что все соединения затянуты.
5. Повреждение пистолета или плохое соединение внутри пистолета:
Привлеките квалифицированного специалиста для осмотра и ремонта/замены при необходимости.6. Отрегулируйте текущую настройку:
Убедитесь, что настройка соответствует рекомендуемой настройке на графике.
ПОДДЕРЖАНИЕ
Страница 24
По техническим вопросам звоните по телефону 1-888-866-5797.
Товар 63583
Список деталей и схемы
БЕЗОПАСНОСТЬ
Схема подключения
НАСТРАИВАТЬ
Дж
г
1 2 3 4
1 2 3
ОСНОВНАЯ СВАРКА
1234
24В
Т1
А
СОВЕТЫ ПО СВАРКЕ
S1
р
Вопрос
МАКСИМУМ
Б
МИН.
С
б
ПОДДЕРЖАНИЕ
S2
Товар 63583
По техническим вопросам звоните по телефону 1-888-866-5797.
Страница 25
Список деталей и схемы (продолжение)
ПОЖАЛУЙСТА, ВНИМАТЕЛЬНО ПРОЧИТАЙТЕ СЛЕДУЮЩЕЕ
БЕЗОПАСНОСТЬ
ПРОИЗВОДИТЕЛЬ И/ИЛИ ДИСТРИБЬЮТОР ПРЕДОСТАВИЛ СХЕМУ ЧАСТЕЙ В ЭТОМ РУКОВОДСТВЕ
ТОЛЬКО В КАЧЕСТВЕ СПРАВОЧНОГО ИНСТРУМЕНТА.
3. Неправильная скорость подачи проволоки:
Отрегулируйте скорость подачи проволоки, чтобы получить более стабильную дугу.
4. Ослабленный кабель пистолета или кабель заземления:
Убедитесь, что все соединения затянуты.
5. Повреждение пистолета или плохое соединение внутри пистолета:
Привлеките квалифицированного специалиста для осмотра и ремонта/замены при необходимости.6. Отрегулируйте текущую настройку:
Убедитесь, что настройка соответствует рекомендуемой настройке на графике.
ПОДДЕРЖАНИЕ
Страница 24
По техническим вопросам звоните по телефону 1-888-866-5797.
Товар 63583
Список деталей и схемы
БЕЗОПАСНОСТЬ
Схема подключения
НАСТРАИВАТЬ
Дж
г
1 2 3 4
1 2 3
ОСНОВНАЯ СВАРКА
1234
24В
Т1
А
СОВЕТЫ ПО СВАРКЕ
S1
р
Вопрос
МАКСИМУМ
Б
МИН.
С
б
ПОДДЕРЖАНИЕ
S2
Товар 63583
По техническим вопросам звоните по телефону 1-888-866-5797.
Страница 25
Список деталей и схемы (продолжение)
ПОЖАЛУЙСТА, ВНИМАТЕЛЬНО ПРОЧИТАЙТЕ СЛЕДУЮЩЕЕ
БЕЗОПАСНОСТЬ
ПРОИЗВОДИТЕЛЬ И/ИЛИ ДИСТРИБЬЮТОР ПРЕДОСТАВИЛ СХЕМУ ЧАСТЕЙ В ЭТОМ РУКОВОДСТВЕ
ТОЛЬКО В КАЧЕСТВЕ СПРАВОЧНОГО ИНСТРУМЕНТА. НИ ПРОИЗВОДИТЕЛЬ, НИ ДИСТРИБЬЮТОР НЕ ПРОИЗВОДИТ НИКАКИХ
ЗАЯВЛЕНИЕ ИЛИ ГАРАНТИЯ ЛЮБОГО РОДА ДЛЯ ПОКУПАТЕЛЯ, НА КОТОРЫЕ ОН ИЛИ ОНА СООТВЕТСТВУЕТ
ПРОВЕДИТЕ КАКОЙ-ЛИБО РЕМОНТ ПРОДУКТА ИЛИ ТАК, ЧТО ОН ИЛИ ОНА ИМЕЕТ КВАЛИФИКАЦИЮ ДЛЯ ЗАМЕНЫ ЛЮБЫХ ЧАСТЕЙ
ПРОДУКТА. НА САМОМ ДЕЛЕ ПРОИЗВОДИТЕЛЬ И/ИЛИ ДИСТРИБЬЮТОР ЯВНО ЗАЯВЛЯЕТ
ЧТО ВСЕ РЕМОНТ И ЗАМЕНА ДЕТАЛЕЙ ДОЛЖНЫ ВЫПОЛНЯТЬСЯ СЕРТИФИЦИРОВАННЫМИ И
ЛИЦЕНЗИРОВАННЫМИ ТЕХНИКАМИ, А НЕ ПОКУПАТЕЛЕМ. ПОКУПАТЕЛЬ ПРИНИМАЕТ НА СЕБЯ ВСЕ РИСК И ОТВЕТСТВЕННОСТЬ
В РЕЗУЛЬТАТЕ ЕГО ИЛИ ЕЕ РЕМОНТА ОРИГИНАЛЬНОГО ПРОДУКТА ИЛИ ЗАМЕНЕННЫХ ЧАСТЕЙ
ИЛИ В РЕЗУЛЬТАТЕ УСТАНОВКИ ЕГО ИЛИ ЕЕ ЗАМЕННЫХ ЧАСТЕЙ.НАСТРАИВАТЬ
Список деталей
ОСНОВНАЯ СВАРКА
1
2
3
4
5
6
7
8
9
9а
9б
9с
9д
9е
9f
10
11
Зажим заземления и кабель
МИГ Факел
Ручка потенциометра
Индикатор перегрузки
Кабельная втулка горелки MIG
Передняя панель
Левая панель
Средняя панель
Устройство подачи проволоки
Натяжитель подачи
Поворотный рычаг
Натяжной ролик
Лайнер
Ручка подачи
Подающий ролик
Защелка крышки
Кронштейн защелки крышки
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
Верхняя крышка
Ручка
Трансформер
Тепловое реле
Вентилятор
Мотор вентилятора
Задняя панель
Правая панель
Держатель катушки
Ступня
Трансформатор управления
печатная плата
Держатель печатной платы
Кабельная втулка
Текущий переключатель
Выключатель
Шнур питания
1
1
1
1
1
1
1
1
1
4
1
1
1
2
1
1
1
СОВЕТЫ ПО СВАРКЕ
ПОДДЕРЖАНИЕ
Запишите серийный номер продукта здесь:
Примечание.
НИ ПРОИЗВОДИТЕЛЬ, НИ ДИСТРИБЬЮТОР НЕ ПРОИЗВОДИТ НИКАКИХ
ЗАЯВЛЕНИЕ ИЛИ ГАРАНТИЯ ЛЮБОГО РОДА ДЛЯ ПОКУПАТЕЛЯ, НА КОТОРЫЕ ОН ИЛИ ОНА СООТВЕТСТВУЕТ
ПРОВЕДИТЕ КАКОЙ-ЛИБО РЕМОНТ ПРОДУКТА ИЛИ ТАК, ЧТО ОН ИЛИ ОНА ИМЕЕТ КВАЛИФИКАЦИЮ ДЛЯ ЗАМЕНЫ ЛЮБЫХ ЧАСТЕЙ
ПРОДУКТА. НА САМОМ ДЕЛЕ ПРОИЗВОДИТЕЛЬ И/ИЛИ ДИСТРИБЬЮТОР ЯВНО ЗАЯВЛЯЕТ
ЧТО ВСЕ РЕМОНТ И ЗАМЕНА ДЕТАЛЕЙ ДОЛЖНЫ ВЫПОЛНЯТЬСЯ СЕРТИФИЦИРОВАННЫМИ И
ЛИЦЕНЗИРОВАННЫМИ ТЕХНИКАМИ, А НЕ ПОКУПАТЕЛЕМ. ПОКУПАТЕЛЬ ПРИНИМАЕТ НА СЕБЯ ВСЕ РИСК И ОТВЕТСТВЕННОСТЬ
В РЕЗУЛЬТАТЕ ЕГО ИЛИ ЕЕ РЕМОНТА ОРИГИНАЛЬНОГО ПРОДУКТА ИЛИ ЗАМЕНЕННЫХ ЧАСТЕЙ
ИЛИ В РЕЗУЛЬТАТЕ УСТАНОВКИ ЕГО ИЛИ ЕЕ ЗАМЕННЫХ ЧАСТЕЙ.НАСТРАИВАТЬ
Список деталей
ОСНОВНАЯ СВАРКА
1
2
3
4
5
6
7
8
9
9а
9б
9с
9д
9е
9f
10
11
Зажим заземления и кабель
МИГ Факел
Ручка потенциометра
Индикатор перегрузки
Кабельная втулка горелки MIG
Передняя панель
Левая панель
Средняя панель
Устройство подачи проволоки
Натяжитель подачи
Поворотный рычаг
Натяжной ролик
Лайнер
Ручка подачи
Подающий ролик
Защелка крышки
Кронштейн защелки крышки
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
Верхняя крышка
Ручка
Трансформер
Тепловое реле
Вентилятор
Мотор вентилятора
Задняя панель
Правая панель
Держатель катушки
Ступня
Трансформатор управления
печатная плата
Держатель печатной платы
Кабельная втулка
Текущий переключатель
Выключатель
Шнур питания
1
1
1
1
1
1
1
1
1
4
1
1
1
2
1
1
1
СОВЕТЫ ПО СВАРКЕ
ПОДДЕРЖАНИЕ
Запишите серийный номер продукта здесь:
Примечание. Если у продукта нет серийного номера, укажите месяц и год покупки.Примечание. Некоторые детали перечислены и показаны только в иллюстративных целях.
и не доступны по отдельности в качестве запасных частей.
Страница 26
По техническим вопросам звоните по телефону 1-888-866-5797.
Товар 63583
ОСНОВНАЯ СВАРКА
НАСТРАИВАТЬ
БЕЗОПАСНОСТЬ
Схема сборки
Часть 9 Деталь
9д
СОВЕТЫ ПО СВАРКЕ
9е
9f (скрыто частью 9e)
Товар 63583
9б
ПОДДЕРЖАНИЕ
.
0
3
0″
9с
9а
По техническим вопросам звоните по телефону 1-888-866-5797.
Страница 27
Ограниченная 90-дневная гарантия
Компания Harbour Freight Tools Co. делает все возможное, чтобы ее продукция соответствовала высоким стандартам качества и долговечности.
и гарантирует первоначальному покупателю, что этот продукт не имеет дефектов материалов и изготовления для
срок 90 дней с момента покупки.Настоящая гарантия не распространяется на повреждения, вызванные прямо или косвенно,
неправильное использование, злоупотребление, небрежность или несчастные случаи, ремонт или изменение вне наших объектов, преступная деятельность, ненадлежащее
установке, естественному износу или отсутствию технического обслуживания.
Если у продукта нет серийного номера, укажите месяц и год покупки.Примечание. Некоторые детали перечислены и показаны только в иллюстративных целях.
и не доступны по отдельности в качестве запасных частей.
Страница 26
По техническим вопросам звоните по телефону 1-888-866-5797.
Товар 63583
ОСНОВНАЯ СВАРКА
НАСТРАИВАТЬ
БЕЗОПАСНОСТЬ
Схема сборки
Часть 9 Деталь
9д
СОВЕТЫ ПО СВАРКЕ
9е
9f (скрыто частью 9e)
Товар 63583
9б
ПОДДЕРЖАНИЕ
.
0
3
0″
9с
9а
По техническим вопросам звоните по телефону 1-888-866-5797.
Страница 27
Ограниченная 90-дневная гарантия
Компания Harbour Freight Tools Co. делает все возможное, чтобы ее продукция соответствовала высоким стандартам качества и долговечности.
и гарантирует первоначальному покупателю, что этот продукт не имеет дефектов материалов и изготовления для
срок 90 дней с момента покупки.Настоящая гарантия не распространяется на повреждения, вызванные прямо или косвенно,
неправильное использование, злоупотребление, небрежность или несчастные случаи, ремонт или изменение вне наших объектов, преступная деятельность, ненадлежащее
установке, естественному износу или отсутствию технического обслуживания. Мы ни при каких обстоятельствах не несем ответственности за смерть, травмы
лицам или имуществу, или за случайный, условный, специальный или косвенный ущерб, возникающий в результате использования
наш продукт. В некоторых штатах не допускается исключение или ограничение случайных или косвенных убытков, поэтому
вышеуказанное ограничение исключения может не относиться к вам.НАСТОЯЩАЯ ГАРАНТИЯ ЯВНО ЗАМЕНЯЕТ ВСЕ ОСТАЛЬНЫЕ
ГАРАНТИИ, ЯВНЫЕ ИЛИ ПОДРАЗУМЕВАЕМЫЕ, ВКЛЮЧАЯ ГАРАНТИИ КОММЕРЧЕСКОЙ ПРИГОДНОСТИ И ПРИГОДНОСТИ.
Чтобы воспользоваться этой гарантией, продукт или его часть должны быть возвращены нам с оплатой транспортных расходов.
предоплата. Товар должен сопровождаться подтверждением даты покупки и объяснением рекламации.
Если наша инспекция подтвердит дефект, мы либо отремонтируем, либо заменим продукт по нашему выбору, или мы можем
принять решение о возмещении покупной цены, если мы не можем легко и быстро предоставить вам замену.Мы будем
вернуть отремонтированные изделия за наш счет, но если мы обнаружим, что дефекта нет или что дефект возник
по причинам, не подпадающим под действие нашей гарантии, вы должны нести расходы по возврату продукта.
Мы ни при каких обстоятельствах не несем ответственности за смерть, травмы
лицам или имуществу, или за случайный, условный, специальный или косвенный ущерб, возникающий в результате использования
наш продукт. В некоторых штатах не допускается исключение или ограничение случайных или косвенных убытков, поэтому
вышеуказанное ограничение исключения может не относиться к вам.НАСТОЯЩАЯ ГАРАНТИЯ ЯВНО ЗАМЕНЯЕТ ВСЕ ОСТАЛЬНЫЕ
ГАРАНТИИ, ЯВНЫЕ ИЛИ ПОДРАЗУМЕВАЕМЫЕ, ВКЛЮЧАЯ ГАРАНТИИ КОММЕРЧЕСКОЙ ПРИГОДНОСТИ И ПРИГОДНОСТИ.
Чтобы воспользоваться этой гарантией, продукт или его часть должны быть возвращены нам с оплатой транспортных расходов.
предоплата. Товар должен сопровождаться подтверждением даты покупки и объяснением рекламации.
Если наша инспекция подтвердит дефект, мы либо отремонтируем, либо заменим продукт по нашему выбору, или мы можем
принять решение о возмещении покупной цены, если мы не можем легко и быстро предоставить вам замену.Мы будем
вернуть отремонтированные изделия за наш счет, но если мы обнаружим, что дефекта нет или что дефект возник
по причинам, не подпадающим под действие нашей гарантии, вы должны нести расходы по возврату продукта. Эта гарантия дает вам определенные юридические права, и вы также можете иметь другие права, которые варьируются от штата к штату.
Миссия Оукс, 3491 бульв. • Почтовый ящик 6009 • Камарильо, Калифорния 93011 • 1-888-866-5797
Эта гарантия дает вам определенные юридические права, и вы также можете иметь другие права, которые варьируются от штата к штату.
Миссия Оукс, 3491 бульв. • Почтовый ящик 6009 • Камарильо, Калифорния 93011 • 1-888-866-5797
Исходные данные Exif:
Тип файла: PDF Расширение типа файла: pdf Тип MIME: приложение/pdf PDF-версия: 1.3 Линеаризованный: Нет Количество страниц : 28 Производитель: Mac OS X 10.11.6 Quartz PDFContext Дата создания: 2017:11:14 17:20:03Z Дата изменения: 2017:11:14 17:20:03ZМетаданные EXIF предоставлены EXIF.tools .