АО «Лаборатория электроники»
- Главная
- Продукция
- Сварочное оборудование
- Сварочные источники
- Сварочный аппарат переменного тока DC320AС-ЛЭ
Сварочный инвертор переменного тока DC320AC предназначен для использования в качестве источника тока при аргонодуговой сварке алюминия и его сплавов. Переменный сварочный аппарат может быть использован как самостоятельно, так и в составе автоматических установок.
Особенности аргонодугового сварочного аппарата ac dc DC320AC
- Диапазон выходного тока от 1 до 320А
- ПВ 100% во всем диапазоне выходных токов
- Высокое выходное напряжение, позволяющее работать со сварочными кабелями до 300 метров
- Отсутствие пульсаций выходного тока и напряжения как в диапазоне частоты сети, так и в диапазоне частот работы инвертора
- Малое время установления выходного тока, позволяющее обеспечить формирование импульсов от 1мс
- Стрелочные индикаторы тока сварки и напряжения дуги, прошедшие первичную первичную проверку в РОСТЕСТ
- Защита от перегрева и перекоса фаз
- Управление с помощью дистанционного пульта
- Простое управление при встраивании в сварочные комплексы с помощью дискретных сигналов «включение» и «инверсия тока» и двухполярного аналогового сигнала «Ток»
- Встроенный или внешний осциллятор
- Система поддержания горения дуги на переменном токе
- Встроенная или внешняя система управления расходом защитного газа
- Стандартный корпус высотой 8U для установки в 19″ стойку
- Встроенный модулятор для изменения полярности выходного сигнала
Для обеспечения высокой надежности источника тока в силовой части применена схема фазосдвигающего моста с двумя встречно включенными трансреакторами и удвоением выходного тока. Такая силовая схема и применение микропроцессорной системы управления позволили получить сварочный источник с полным набором сервисных функций и выходным током от 1 до 320 ампер при пульсациях не более 0.5А и выходном напряжении не менее 50В при максимальном токе. Время установления тока по уровню 90% не превышает 0,3мс, что позволяет реализовать любые импульсные режимы. Для формирования переменного выходного напряжения используется полный мост, позволяющий изменить полярность выходного напряжения менее чем за 1 мкс.
Такая силовая схема и применение микропроцессорной системы управления позволили получить сварочный источник с полным набором сервисных функций и выходным током от 1 до 320 ампер при пульсациях не более 0.5А и выходном напряжении не менее 50В при максимальном токе. Время установления тока по уровню 90% не превышает 0,3мс, что позволяет реализовать любые импульсные режимы. Для формирования переменного выходного напряжения используется полный мост, позволяющий изменить полярность выходного напряжения менее чем за 1 мкс.
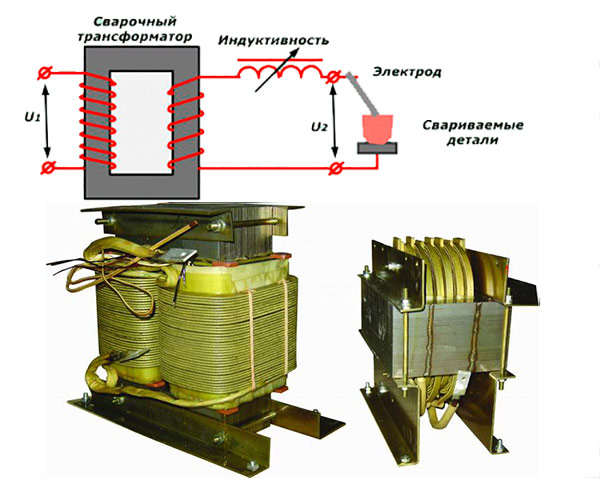
Схема сварочного аппарата переменного тока
Сварочный аппарат для поддержания горения дуги на переменном токе имеет две системы стабилизации дуги на переменном токе. Первая аппаратная система при переключении полярности всегда формирует поджигающий импульс 400В. Вторая программная система в случае, если в течение 0,5мс после смены полярности не зажглась дуга, формирует импульс осциллятора 5кВ. Эти решения позволяют осуществлять качественную сварку алюминия без подготовки поверхности.
Основное назначение источника — работа в составе автоматизированных и роботизированных сварочных комплексов. В отличии от зарубежных аналогов источник для управления не имеет сложных цифровых шин с закрытыми протоколами, а управляется тремя сигналами: аналоговое задание тока, сигнал полярности тока и дискретный сигнал включения тока. При использовании источников Fronius, ESAB,KEMPPI, LORCH, LINCOLN ELECTRIC и других в составе автоматизированных комплексов возникает проблема с управлением выходным током при плавном нарастании тока в начале сварки, плавном снижении для заварки кратера или при шагоимпульсных режимах, требующих синхронного управления током, скоростью сварки, скоростью присадочной проволоки и поперечными колебаниями. Как правило все зарубежные производители сварочных источников сами или в кооперации производят сложные сварочные комплексы и навязывают свои услуги по автоматизации при покупке источников. В этом случае все специальные режимы обеспечиваются за счет специальных скоростных шин между сварочным источником и остальным оборудованием.
Важным преимуществом является применение стрелочных индикаторов выходного тока и напряжения, что позволяет применять источник на объектах, требующих применения поверенных средств измерения. Реальные значения тока и напряжения дополнительно выводятся на разъем в аналоговом виде.
Реальные значения тока и напряжения дополнительно выводятся на разъем в аналоговом виде.
Декларация соответсвия ТС N RU Д-RU.АЛ92.В.18342
Декларация DC320AC.pdf
Технические характеристики
|
Параметр |
Значение |
|
Напряжение питания первичной трехфазной сети, B |
380±15% |
|
Максимальная потребляемая мощность, кВт |
28 |
|
Номинальный выходной ток, А |
320 |
|
ПН при токе 160А, % |
100 |
|
Диапазон регулировки выходного тока, А |
2…320 |
|
Напряжение холостого хода, В |
120±20 |
|
Частота переменного выходного тока, Гц |
0. |
|
Напряжение на выходе при ограничении холостого хода, В |
12 |
|
Температура окружающей среды, °С |
0…+45 |
|
Габаритные размеры (дшв), мм |
520х440х540 |
|
Вес, кг |
60 |
 5…5000
5…5000
Информация для заказа:DC320-_._._AC
Первая цифра: 0- без внешнего пульта управления, 1- пуль внешнего управления в непрерывном режиме, 2- пульт внешнего управления с импульсным режимом.
Вторая цифра: 0 – без встроенного осциллятора, 1 – встроенный осциллятор
Третья цифра: 0 – без системы управления газом, 1 — газовый клапан для включения защитного газа, 2 – система регулирования расхода газа от 1 до 25 л/мин.
Два источника в шкафу 19″
Как самому переделать сварочный аппарат переменного тока на постоянный?
Екатерина
Время чтения: 7 минут
Сварочные аппараты переменного и постоянного тока используются повсеместно как профессионалами, так и любителями. Традиционно к аппаратам переменного тока причисляют сварочные трансформаторы, а к аппаратам постоянного тока — инверторы и выпрямители.
Аппараты переменного тока на сегодняшний день используются не так часто, как аппараты переменного. Хотя в 20 веке именно трансформаторы, работающие на переменке, были самым востребованным и распространённым типом сварочного оборудования.
В этой статье мы напомним, что такое переменный и постоянный ток, чем они отличаются, на каком токе сварка проще и качественнее. Вы так же узнаете, как переделать сварочный аппарат с переменки на постоянку, и зачем это нужно.
Содержание статьи
- Общая информация
- Что все это значит на практике?
- Пара слов о сварочной дуге
- Зачем переделывать аппарат?
- Переделываем аппарат своими руками
- Вместо заключения
Общая информация
Переменный или постоянный ток — что лучше? В 21 веке этот вопрос не дает покоя многим сварщикам. Раньше сварочный аппарат в любом случае работал на переменке, и у мастера фактически не было выбора. Но с появлением на рынке выпрямителей и инверторов, выбор увеличился в сотни раз. И теперь уже непросто разобраться, какой аппарат выбрать.
Мы решили помочь вам и рассказать об особенностях как переменного, так и постоянного тока.
Начнем с переменки. Переменный ток — это основа. Именно его мы получаем из розетки, когда подключаем сварочный аппарат или любой другой электроприбор. Сварочники старого формата (трансформаторы) работали на переменном токе. Такой аппарат позволял из 220 Вольт получить сварочный ток силой в несколько сотен Ампер. Чего более чем достаточно для ручной дуговой сварки.
Чего более чем достаточно для ручной дуговой сварки.
Но времена изменились. Технологический прогресс не стоял на месте, и со временем появились аппараты, которые научились преобразовывать поступающий из сети переменный ток в постоянный. К таким аппаратам относится выпрямитель и инвертор. Учтите, что когда говорят сварочный инвертор переменного тока, имеют в виду, что данное устройство использует для питания переменный ток, но преобразовывает его в постоянный.
Что все это значит на практике?
Когда в продаже появились аппараты постоянного тока, сварщики получили уникальную возможность сравнить их с традиционными аппаратами на переменке. И они были удивлены. По сравнению с современными инверторами и выпрямителями, трансформаторы были гораздо сложнее в применении.
Все дело в характеристиках переменного тока. Из-за них дуга поджигается неохотно, горит нестабильно. В итоге швы получаются менее ровными и прочными. Это особенно заметно, когда работу выполняет не совсем опытный мастер.![]()
Также оказалось, что аппараты на переменном токе генерируют бОльший шум, который влияет на работоспособность сварщика. К тому же, классический трансформатор потребляет больше сварочных электродов, а металл в процессе работ постоянно разбрызгивается.
На этом месте вы наверняка подумали: «Ну и зачем тогда нужны аппараты на переменном токе, если у так много недостатков?». На самом деле, не все так просто. Не зря вопрос «Что лучше: постоянный или переменный ток?» вызывает столько вопросов и обсуждений.
Аппараты на переменке (трансформаторы) незаменимы, когда необходим недорогой, но при этом мощный и надежный сварочник. Также сварка на переменном токе отлично зарекомендовала себя при сварке металлов, на поверхности которых есть окисная пленка. Это, прежде всего, алюминий и нержавеющая сталь.Трансформаторы хорошо справляются и со сваркой загрязненных деталей, ели нет возможности их очистить и зашлифовать.
Также аппараты переменного тока легко переносят сварку в полевых условиях, неприхотливы к хранению и эксплуатации, могут варить даже самый толстый металл благодаря большому запасу по мощности.
Пара слов о сварочной дуге
Выше мы упомянули, что при сварке на переменном токе дуга горит нестабильно. Это действительно так, и эта проблема требует особого внимания, если вы начинающий сварщик. Когда мы говорим о нестабильности, мы имеем в виду, что дуга как бы «гуляет» при формировании шва. Она отклоняется от оси, и порой это даже заметно невооруженным глазом.
Читайте также: Сварочная дуга. Все, что вы хотели знать
Также новичкам порой непросто поджечь дугу, поскольку аппарат переменного тока практически никак не способствует этому. Новички часто поджигают дугу неправильно, и во время сварки она может погаснуть из-за слишком сильного колебания.
Эти особенности отталкивают многих новичков от покупки трансформатора, поскольку они беспокоятся о качестве работ. Но мы считаем, что трансформатор — это наоборот отличный тренажер для оттачивания мастерства сварки. Если вы научитесь варить трансформатором, то сможете использовать любой другой аппарат без каких-либо трудностей. К тому же, трансформатор — это отличная основа для переделки и модификации. Его можно легко переделать в аппарат постоянного тока, если вы обладаете знаниями в области электротехники.
К тому же, трансформатор — это отличная основа для переделки и модификации. Его можно легко переделать в аппарат постоянного тока, если вы обладаете знаниями в области электротехники.
Зачем переделывать аппарат?
Теперь вы знаете, что вопрос «Так какой ток лучше: переменка или постоянка?» не имеет ответа. Аппараты на переменке и аппараты на постоянке — это два разных явления со своими достоинствами и недостатками. И в идеале лучше иметь в своем арсенале универсальное оборудование, способное варить и на постоянном, и на переменном токе.
В продаже встречаются такие аппараты, но они стоят несравнимо дорого. Если вы профессионал, то есть смысл купить такое устройство. Но если вы любитель, и варите пару раз в год у себя на даче или в гараже, то лучше приобрести трансформаторный аппарат и немного доработать его. Трансформатор, работающий на переменном токе, можно снабдить возможностью переключения на постоянный ток. Так вы получите недорогой универсальный аппарат, который к тому же будет мощным и надежным.
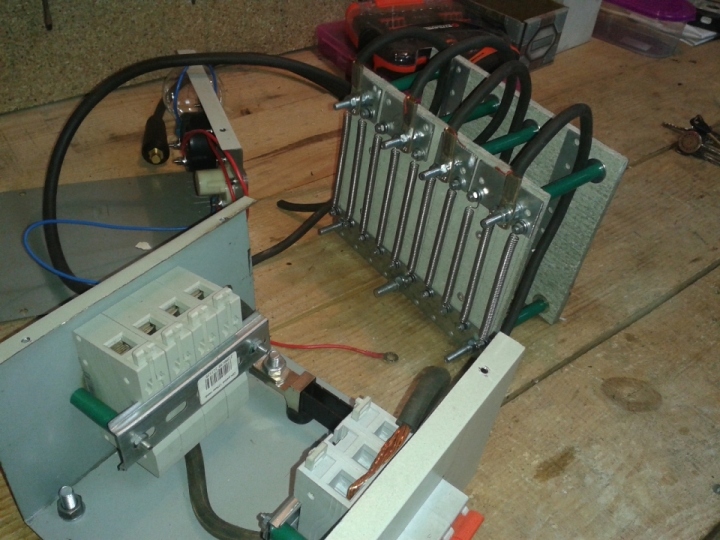
Переделываем аппарат своими руками
Переделка сварочного аппарата из переменки в постоянку не так сложна, как может показаться на первый взгляд. Вам даже не придется покупать отдельный сварочный аппарат, работающий на постоянном токе. Вы можете самостоятельно собрать так называемую «приставку» для имеющегося у вас сварочного трансформатора переменного тока. Приставка подключается в к трансформатор и преобразовывает переменный ток в постоянный.
Ниже показана простая схема такой приставки.
Эта приставка, по сути, играет роль мини-выпрямителя. Собирается на диодах (VD1-VD4). Есть дроссель (L1). Благодаря ему дуга поджигается гораздо проще и горит стабильнее. Приставка не встраивается в трансформатор, а является отдельно стоящим устройством. Как уже говорилось выше, подключается прямо к трансформатору переменного тока.
Немного о деталях. В качестве диодов рекомендуем выбрать В200, Д161-320 или Д161-250. Они крепятся на радиаторы. Дроссель собирается на сердечнике от трансформатора типа ТС-270. Его можно купить с рук или демонтировать с лампового телевизора. Все обмотки нужно удалить и намотать новые. Рекомендуем 20-30 витков. Используйте медные провода. Оптимальная сечение — 16-22 мм2. Между половинками сердечника нужно положить прокладки из текстолита. Их оптимальная толщина — 0.3-0.5 мм.
Его можно купить с рук или демонтировать с лампового телевизора. Все обмотки нужно удалить и намотать новые. Рекомендуем 20-30 витков. Используйте медные провода. Оптимальная сечение — 16-22 мм2. Между половинками сердечника нужно положить прокладки из текстолита. Их оптимальная толщина — 0.3-0.5 мм.
Вместо заключения
Универсальный аппарат — мечта любого сварщика. Вы можете прийти в магазин и купить универсальный сварочный инвертор переменного и постоянного тока, но его цена наверняка неприятно удивит большинство мастеров. Профессионалы своего дела могут купить такой аппарат, поскольку зарабатывают с его помощью. А вот любителю вряд ли захочется тратить все свои финансы на покупку дорогостоящего оборудования.
Похожие публикации
Отбор переменного тока высокой частоты от сварочного инвертора — Ремонт и модернизация
#1 Rolli
Отправлено 12 December 2012 11:24
Вопрос к тем, кто хорошо знаком с устройством сварочных инверторов, и вообще разбирается в силовой электронике на уровне инженера-конструктора. .. Мне нужен переменный ток напряжением около 70 вольт, 30…100 килогерц, силой до 2 ампер. Можно ли взять его непосредственно с выводов обмотки низкого напряжения трансформатора сварочного инвертора, без риска выхода из строя электроники?
.. Мне нужен переменный ток напряжением около 70 вольт, 30…100 килогерц, силой до 2 ампер. Можно ли взять его непосредственно с выводов обмотки низкого напряжения трансформатора сварочного инвертора, без риска выхода из строя электроники?
- Наверх
- Вставить ник
#2 ger56
Отправлено 13 December 2012 15:55
Вопрос к тем, кто хорошо знаком с устройством сварочных инверторов, и вообще разбирается в силовой электронике на уровне инженера-конструктора… Мне нужен переменный ток напряжением около 70 вольт, 30…100 килогерц, силой до 2 ампер. Можно ли взять его непосредственно с выводов обмотки низкого напряжения трансформатора сварочного инвертора, без риска выхода из строя электроники?
на блоках АТХ никаких проблем с этим нет (много раз делал так с подключением строчника для осцилятора) и здесь думаю не будет.
- Наверх
- Вставить ник
#3 Rolli
Отправлено 13 December 2012 16:31
Хорошо бы… А то у меня опасения, что у электроники инвертора от этого «зацепятся шарики за ролики», и она сгорит…
Кстати, какова максимальная частота переменного тока, при которой можно использовать трансформаторы с магнитопроводом, набранным из стальных листов? Вроде на больших частотах нужен магнитопровод из железного порошка на бакелитовой связке…
- Наверх
- Вставить ник
#4 LamoBOT
Отправлено
тонкое железо будет нормально работать до сотен герц. вам нужен феррит.
вам нужен феррит.
книги по сварке: http://rutracker.org…c.php?t=2616333
- Наверх
- Вставить ник
#5 Rolli
Отправлено 22 December 2012 07:21
Понятно…
- Наверх
- Вставить ник
#6 Сергейб3
Отправлено 22 December 2012 18:22
Мне нужен переменный ток напряжением около 70 вольт, 30…100 килогерц, силой до 2 ампер. Можно ли взять его непосредственно с выводов обмотки низкого напряжения трансформатора сварочного инвертора, без риска выхода из строя электроники?
Да берите. Кто Вам может помешать?
Кто Вам может помешать?
Если сварочный инвертор выдает что то-то, что Вам нужно, то берите и пользуйтесь.
Единственное, что Вам придется добавить последовательно резистор или какой либо баласт, так как выходной ток в несколько десятков раз больше.
Еще вариант, это намотать равнозначные (первичную на 70 вольт и вторичную, такую же) обмотки на феррите, Но на отдельных катушках. Ферит один, а катушки разные.
Тогда у доп. трансформатора будет падающая ВА характеристика.
- Наверх
- Вставить ник
#7 Rolli
Отправлено 08 March 2013 16:34
В общем, я сделал немного иначе — намотал 4 витка монтажного провода поверх уже имеющихся обмоток.
А изначальный проект был такой — взять от инвертора переменный ток высокой частоты, с помощью дополнительного трансформатора повысить его напряжение до 5000. ..10000 вольт и использовать всё это как сварочный осциллятор.
..10000 вольт и использовать всё это как сварочный осциллятор.
Поэтому теперь стоит вопрос, где найти ферритовый магнитопровод для повышающего трансформатора. Они где-нибудь продаются официально или их можно купить только с рук у работников сервисных организаций? (Поиск выброшенных инверторов на свалках пока результатов не дал). Какова ориентировочная цена Ш-образных ферритовых магнитопроводов, применяемых в сварочных инверторах с максимальной силой тока 150…200 ампер?
- Наверх
- Вставить ник
#8 Василий Задов
Отправлено 12 March 2013 01:02
Еще вариант, это намотать равнозначные (первичную на 70 вольт и вторичную, такую же) обмотки на феррите, Но на отдельных катушках.
Ферит один, а катушки разные.
 Ферит один, а катушки разные.
Ферит один, а катушки разные.Именно по этому принципу и работают аппараты типа Блувелд престиж164, своего трансформатора БП там не имеет.
Поэтому теперь стоит вопрос, где найти ферритовый магнитопровод для повышающего трансформатора. Они где-нибудь продаются официально или их можно купить только с рук у работников сервисных организаций?
Вот зря вы город не указываете. Найти не сложно, на любом радиорынке.
В самопалах обычно используют типа ПК от строчных трансформаторов или ТДКС от древних телеков или ЭЛТ мониторов, ферритовые кольца тоже хорошо идут(но их точно покупать придется). А спрашивать лучше на сайтах электронщиков, там целые разделы и форумы сварочникам посвещены, и все уже давно есть, все чертежи и платы осциляторов.
цена Ш-образных ферритовых магнитопроводов, применяемых в сварочных инверторах с максимальной силой тока 150.
 ..200 ампер?
..200 ампер?Наш сердечник это Ш20х28, «их» Е80(спарка), Е70, Е65(реже). Стоят нодорого в районе 300руб комплект
- Наверх
- Вставить ник
#9 SergDemin
Отправлено 17 March 2013 20:02
Я лично покупаю в «Платане», интернет магазин такой. Ассортимент большой, цены приемлемые, работают чётко. Ждать только долго, если обычной почтой, и отправка у них раз в неделю, по вторникам. Зато, почтой , всего 200 р за доставку. Феррита там тоже немало.
- Наверх
- Вставить ник
#10 Rolli
Отправлено 27 March 2013 07:39
Понятно. Увы, пока нет времени на поиски и изготовление… Если сделаю — обязательно выложу видео.
Увы, пока нет времени на поиски и изготовление… Если сделаю — обязательно выложу видео.
- Наверх
- Вставить ник
| Широкое применение сварки в промышленности выразилось в бурном развитии конструирования сварочных аппаратов на новых принципах работы. А ведь еще в недалеком прошлом основным видом соединения листового и профильного металла являлась клепка. Сварка как процесс существовала в виде кузнечной сварки давлением. Подобный способ сварки применялся еще в Петровские времена на флоте при ковке якорей. Лапы якоря с веретеном сваривались с помощью ручного кузнечного молота. В настоящее время многие желающие имеют в своей домашней или гаражной мастерской современное сварочное устройство. в частном доме снимает массу мелких проблем. С появлением «чуда» сварочного оборудования, преобразователя инверторного типа, научиться варить конструкционные стали, и низколегированные сплавы стало доступным широкому кругу желающих. Инверторное устройство для сварки постоянным током представляет собой идеальный компактный сварочный аппарат. Высокое качество горения дуги и ее устойчивость обеспечиваются высочайшими показателями качества сварочного тока на выходе инвертора. Многократное преобразование тока в инверторе (переменный ток в постоянны и снова в переменный, плюс изменение частоты) выдает на выходе ток с минимальными пульсирующими характеристиками. Удобное управление, автоматическое отключение при залипании электрода создают большие удобства в работе, особенно для начинающих сварщиков. Хотя и профессионалы отдают предпочтение именно этому типу сварочных аппаратов. Инвертор сварочный постоянного тока, созданный на принципе преобразования токов высокой частоты, не является сугубо бытовым прибором. На основе мощных устройств конструируются промышленные агрегаты для механизированных способов сварки. Инверторные полуавтоматы для сварки в среде защитных газов способны варить по технологии плавящимся и неплавящимся электродом. Сварочные преобразователи инверторного типа можно назвать устройствами нового поколения. Используя в основе работы инверторный принцип многократного преобразования тока, и импульсно резонансный принцип работы с токами высокой частоты, они на несколько шагов опередили устройства, основанные на обычном, силовом преобразовании и диодном выпрямлении переменного тока. Начав прогресс от кузнечного молота и горнового нагревания детали, устройства для соединения металлических деталей превратились в элегантные электронные сварочные аппараты. |
 Сварка неплавящимся электродом (вольфрамовый наконечник) в среде аргона широко используется для соединения деталей и конструкций из алюминия и высоколегированных сталей (нержавейка).
Сварка неплавящимся электродом (вольфрамовый наконечник) в среде аргона широко используется для соединения деталей и конструкций из алюминия и высоколегированных сталей (нержавейка). Транзисторные инверторы используются при малых мощностях, не превышающих сотни Вт, тиристорные — при больших мощностях и токах, доходящих до сотен ампер.
Транзисторные инверторы используются при малых мощностях, не превышающих сотни Вт, тиристорные — при больших мощностях и токах, доходящих до сотен ампер. Поэтому инвертор называется ведомым. По отношению к E тиристоры включены в прямом направлении. Напряжения U 2-1 , U 2-2 на вторичных обмотках периодически меняют знак, в одну половину периода складываясь с E , а в другую — вычитаясь из него. Энергия передается от инвертора в сеть переменного тока тогда, когда направление тока i 2 и переменного напряжения U 2 противоположны, т.е. когда и U 2 и Е встречны.
Поэтому инвертор называется ведомым. По отношению к E тиристоры включены в прямом направлении. Напряжения U 2-1 , U 2-2 на вторичных обмотках периодически меняют знак, в одну половину периода складываясь с E , а в другую — вычитаясь из него. Энергия передается от инвертора в сеть переменного тока тогда, когда направление тока i 2 и переменного напряжения U 2 противоположны, т.е. когда и U 2 и Е встречны.


 Сварка неплавящимся электродом (вольфрамовый наконечник) в среде аргона широко используется для соединения деталей и конструкций из алюминия и высоколегированных сталей (нержавейка).
Сварка неплавящимся электродом (вольфрамовый наконечник) в среде аргона широко используется для соединения деталей и конструкций из алюминия и высоколегированных сталей (нержавейка). Инверторы применяют как в качестве самостоятельных устройств, так и в составе систем бесперебойного электроснабжения (UPS).
Инверторы применяют как в качестве самостоятельных устройств, так и в составе систем бесперебойного электроснабжения (UPS)..jpg) Благо, на сегодняшний день решить такую задачу можно легко, ведь для разработки и конструирования инверторов доступны как полупроводниковые ключи, способные выдерживать токи в сотни ампер, так и магнитопроводы необходимых параметров, и специально разработанные для инверторов электронные микроконтроллеры (включая резонансные).
Благо, на сегодняшний день решить такую задачу можно легко, ведь для разработки и конструирования инверторов доступны как полупроводниковые ключи, способные выдерживать токи в сотни ампер, так и магнитопроводы необходимых параметров, и специально разработанные для инверторов электронные микроконтроллеры (включая резонансные).




 Длительный режим — соответствующий номиналу инвертора. Режим перегрузки — когда мощность потребителя в 1,3 раза превышает номинал — в таком режиме средний инвертор может работать примерно полчаса.
Длительный режим — соответствующий номиналу инвертора. Режим перегрузки — когда мощность потребителя в 1,3 раза превышает номинал — в таком режиме средний инвертор может работать примерно полчаса.REHM — инновационное сварочное оборудование из Германии | сварочный полуавтомат | инвертор
Новый аппарат серии TIGER® еще на стадии полевых испытаний превзошел самые смелые ожидания. Благодаря рекордно малому весу новый первичный инвертор для TIG-сварки идеально подходит для мобильного применения. Интегрированные технологические решения, в том числе и режим REHM 17,5 кГц с гиперимпульсом, представляют собой абсолютно новый стандарт в сфере компактного оборудования для TIG-сварки.
Особенности
-
Малый вес и небольшие габариты при высокой функциональности, надёжная ручка, конструкция которой позволяет оператору повесить на нее пакеты шлангов и кабели, предварительно компактно свернув их.
-
Функция Dual Wave (для аппаратов серии ULTRA) — режим двойной дуги лёгкая сварка алюминия даже в сложных ситуациях.
При низких сварочных токах электрическая дуга переменного тока фокусируется. Таким образом достигается надежная проварка корня шва — например, при сварке тонкого металла угловым швом. Режим двойной дуги снижает избыточную составляющую переменного тока в электрической дуге до необходимого минимума, таким образом, сниженное поступление тепла обеспечивает сварщику более полный контроль за состоянием сварочной ванны. Это особенно важно при выполнении сварки в труднодоступных местах, при сварке на кромках заготовки или при сварке листов алюминия или сплава алюминия, имеющих разную толщину и позволяет добиться лучших результатов сварки. Так же, благодаря режиму DUAL WAVE, снижается нагрузка на вольфрамовый электрод.-
Более высокая стойкость к образованию пор благодаря лучшей дегазации сварочной ванны
-
Облегчается сварка шва с принудительным формированием
-
В фазе постоянного тока сварочная ванна немного остывает, и таким образом ее легче контролировать
-
Возможность выполнения сварочных соединений материалов с разной толщиной
-
Значительное облегчение процесса сварки переменным током для неопытных пользователей
-
-
Гиперимпульс до 17,5 кГц делает возможными новые типы сварочных процессов
-
постоянный ток с гиперимпульсом
-
переменный ток с гиперимпульсом
-
двойная дуга с гиперимпульсом
-
постоянный и переменный ток с функцией Hyperspot
-
-
Сочетание преимуществ режима двойной дуги с таковыми режима с гиперимпульсом помогает в удалении оксидного слоя, гашении вибрации расплавов, удалении газа из пор, сужении сварочной дуги и получении тонкого равномерного сварочного шва, обеспечивая за счёт этого более оптимальные текучие свойства.
Гиперимпульс при сварке углового соединения с присадочны материалом обеспечивает лучшее плавление присадочного материала, а также лучшее вытекание на боковые поверхности. При сварке же углового соединения без присадочного материала получается очень гладкий тонкий шов и обеспечивается малый приток тепла -
Встроенный ящик для изнашивающихся деталей (вольфрамовый электрод, сопло, держатель цанги и т.д.)
-
Работа без потерь мощности с удлинительными кабелями до 100 м
-
Протестированная производителем высота возможного падения без повреждения устройства — 90 см. Конструкция гарантирует защиту электронных компонентов внутри аппарата. Даже если сам корпус при этом получает повреждения.
-
Работа при напряжении в сети от 100 до 250 В. Если напряжение ниже 150 В аппарат снижает выходную можность.
-
Регулируемый пусковой ток и ток заварки кратера, продолжительность увеличения и снижения сварочного тока, время подачи газа до и после сварки, а также регулируемые параметры поджига сварочной дуги
-
Функция ELSA (Electronic Stabilised Arc) обеспечивает компенсацию падений и перепадов напряжения в питающей сети, обеспечивает стабильную сварочную дугу и позволяет вести сварку без потерь при длине сетевого кабеля до 100 м (сечением 1,5мм2), обеспечивая возможность использования вдали от источника питания
-
Высококачественная TIG сварка стали, нержавеющей стали, меди, титана, алюминия или магния используя постоянный (DC) или переменный (AC) ток.
За счет функции автоматической регулировки тока зажигания дуги с помощью процессора не возникает прожогов в начале шва при сварке тонких листов. -
Различные варианты формы кривой переменного тока — синусоида, треугольник, прямоугольник
-
Функциональность в MMA сварке (программы для сварки различных типов электродов и регулируемые настройки Hot Start (горячий старт), Arc-Force (форсаж дуги) и функция Anti-Stick)
-
Функция BOOSTER (функция максимальной мощности) отключает систему электронного регулирования токовой нагрузки в питающей сети (Fuse-Hold) и аппарат работает на установленном токе. При использовании функции BOOSTER увеличивается максимальная выходная мощность — до 150/170 А при 60/90% ПВ (при 20° C)
-
Безопасный режим HOLD предотвращает выход из строя предохранителя, благодаря непрерывному мониторингу входного сетевого тока и адаптаиции выходного тока
-
Возможность эксплуатации в полевых условиях от автономного генератора
 При низких сварочных токах электрическая дуга переменного тока фокусируется. Таким образом достигается надежная проварка корня шва — например, при сварке тонкого металла угловым швом. Режим двойной дуги снижает избыточную составляющую переменного тока в электрической дуге до необходимого минимума, таким образом, сниженное поступление тепла обеспечивает сварщику более полный контроль за состоянием сварочной ванны. Это особенно важно при выполнении сварки в труднодоступных местах, при сварке на кромках заготовки или при сварке листов алюминия или сплава алюминия, имеющих разную толщину и позволяет добиться лучших результатов сварки. Так же, благодаря режиму DUAL WAVE, снижается нагрузка на вольфрамовый электрод.
При низких сварочных токах электрическая дуга переменного тока фокусируется. Таким образом достигается надежная проварка корня шва — например, при сварке тонкого металла угловым швом. Режим двойной дуги снижает избыточную составляющую переменного тока в электрической дуге до необходимого минимума, таким образом, сниженное поступление тепла обеспечивает сварщику более полный контроль за состоянием сварочной ванны. Это особенно важно при выполнении сварки в труднодоступных местах, при сварке на кромках заготовки или при сварке листов алюминия или сплава алюминия, имеющих разную толщину и позволяет добиться лучших результатов сварки. Так же, благодаря режиму DUAL WAVE, снижается нагрузка на вольфрамовый электрод. Гиперимпульс при сварке углового соединения с присадочны материалом обеспечивает лучшее плавление присадочного материала, а также лучшее вытекание на боковые поверхности. При сварке же углового соединения без присадочного материала получается очень гладкий тонкий шов и обеспечивается малый приток тепла
Гиперимпульс при сварке углового соединения с присадочны материалом обеспечивает лучшее плавление присадочного материала, а также лучшее вытекание на боковые поверхности. При сварке же углового соединения без присадочного материала получается очень гладкий тонкий шов и обеспечивается малый приток тепла За счет функции автоматической регулировки тока зажигания дуги с помощью процессора не возникает прожогов в начале шва при сварке тонких листов.
За счет функции автоматической регулировки тока зажигания дуги с помощью процессора не возникает прожогов в начале шва при сварке тонких листов. -
Возможность сохранения до 99 сварочных программ (серия ULTRA) – невероятно экономит время настройки и позволяет сохранять и вызывать необходимые пользователю параметры
-
2-х и 4-х тактный режимы работы, высокочастотный (HF) и контактный поджиг дуги (Lift-Arc), регулировка энергии зажигания, стартового тока и тока заварки кратера
-
Тунельная система вентиляции препятствует попаданию частиц пыли и загрязнений в верхнюю зону оборудования, где находятся электронные компоненты
-
Разъем для дистанционного управления
-
Опционально — защищённый корпус RAMBO.
KIT, блок водяного охлаждения, тележка для тарспортировки аппарата с баллоном до 50 л и блоком водяного охлаждения
 KIT, блок водяного охлаждения, тележка для тарспортировки аппарата с баллоном до 50 л и блоком водяного охлаждения
KIT, блок водяного охлаждения, тележка для тарспортировки аппарата с баллоном до 50 л и блоком водяного охлаждения
Технология HYPER.SPOT
В принципе, имульсная сварка идеально подходит для точенчных и прерывистых швов. Однако часто возникают трудности, зажигание дуги представляет собой проблему, особенно при точечной сварке. Ввод тепла, а также образование дуги не может контролироваться в той мере, что требуется. Конечно, вы также можете воспользоваться преимуществами технологии сварки HYPER.PULS от REHM. В частности, это означает стабильную и однородную дугу со значительно более высокую скорость сварки. Кроме того, дуга не «прилипает» в сварочной ванне. Кроме того, сварочная ванна формируется быстрей и также быстро затвердевает. Таким образом, нежелательные деформации могут быть исключены даже при малой толщине материала заготовки. Одной из наиболее важных характеристик HYPER.PULS является высокочастотный диапазон до 17 500 герц. Большинство сварочных аппаратов TIG работают в диапазоне частот до 6000 Гц и обладают высоким шумом. Звук в аппаратах с функцией HYPER.PULS 17,5 кГц — обычно не слышим взрослым человеком. Это существенное преимущество. Кроме того, эффект Лоренца облегчает поджиг дуги на высоких частотах, поэтому импульсная сварка сварочных аппаратов REHM близка к лазерной сварке, кроме того при ней не возникает дополнительных материальных затрат. |
 Особенно при малой толщине листа от 0,1 до 0,2 мм энергия дуги в сварке REHM HYPER.SPOT настолько мала, что соединяемая деталь не получает повреждений.
Особенно при малой толщине листа от 0,1 до 0,2 мм энергия дуги в сварке REHM HYPER.SPOT настолько мала, что соединяемая деталь не получает повреждений.
|
Гиперимпульс фокусирует энергию в ядре сварочной дуги.
|
|
| Стандартная сварочная дуга постоянного тока — равномерное распределение | Сварочная дуга постоянного тока с гиперимпульсом — отчетливо различимая фокусировка |
Область применения:
|

|
Модель |
TIGER digital HIGH 180 DC, AC/DC |
TIGER digital HIGH 230 DC, AC/DC |
TIGER digital ULTRA 180 DC, AC/DC |
TIGER digital ULTRA 230 DC, AC/DC |
|
|
Напряжение в питающей сети В, Гц |
1 x 230 50/60 | ||||
|
Диапазон регулировки сварочного тока |
|
|
|
|
|
|
Продолжительность включения (ПВ) 10 мин при 40°C |
|
|
|
|
|
|
Гиперимпульс, Гц |
нет |
10-17500 |
|||
|
Частота переменного тока, Гц |
авто |
авто, 30-300 |
|||
|
Dual Wave |
нет |
есть |
|||
|
Напряжение холостого хода, В |
77/90 |
82/89 |
77/91 |
82/89 |
|
|
Предохранитель (инерционный), А |
16 |
||||
|
Класс защиты |
IP 23 S |
||||
|
Класс изоляции |
F |
||||
|
Охлаждение горелки |
Газ (вода) |
||||
|
Габаритные размеры ДxШxВ, мм |
480x160x320 |
||||
|
Вес, кг |
7,1/7,3 |
7,5/7,9 |
7,1/7,3 |
7,5/7,9 |
|
TIGER® 180-230 DC, AC/DC
-
Диапазон регулировки: TIG [A] (А)
-
электродн [А]
20-180
-
Продолжительность включения (ПВ) 10 мин при 40 С: TIG [%]
-
электродн [%]
-
Напряжение холостого хода (В)
-
Напряжение в питающей сети (Расчетное напряжение): [B]
1 x 230
-
Предохранитель (инерционный) (А)
-
Класс защиты
IP 23 S
-
Класс изоляции
-
Охлаждение горелки
Газ(вода)
-
Габаритные размеры ДхШхВ (мм)
480 х 160 х 320
Сварочные инверторы.

На рисунке ниже приведена упрощенная схема сварочного аппарата инверторного типа.
Блок-схема сварочного инвертора: 1 — сетевой выпрямитель, 2 — сетевой фильтр, 3 — преобразователь частоты (инвертор), 4 — трансформатор, 5 — высокочастотный выпрямитель, 6 — блок управления.
Работа сварочного инвертора происходит следующим образом.
Переменный ток частотой 50 Гц поступает на сетевой выпрямитель 1. Выпрямленный ток сглаживается фильтром 2 и преобразуется (инвертируется) модулем 3 в переменный ток с частотой в несколько десятков кГц. В настоящее время достигаются частоты в 100 кГц. Именно этот этап является самым важным в работе сварочного инвертора, позволяющим добиться огромных преимуществ по сравнению с другими типами сварочных аппаратов.
Далее с помощью трансформатора 4 высокочастотное переменное напряжение понижается до значений холостого хода (50-60В), а токи повышаются до величин, необходимых для осуществления сварки (100-200А).
Высокочастотный выпрямитель 5 выпрямляет переменный ток, который совершает свою полезную работу в сварочной дуге. Воздействуя на параметры преобразователя частоты, регулируют режим и формируют внешние характеристики источника.
Процессы перехода тока из одного состояния в другое контролируются блоком управления 6. В современных аппаратах эта работа выполняется транзисторными модулями IGBT, являющимися самыми дорогими элементами сварочного инвертора.
Система управления с помощью обратных связей формирует идеальные выходные характеристики для любого способа электродуговой сварки. Благодаря высокой частоте, вес и размеры трансформатора снижаются в разы.
Сварочный инвертор.
Достоинства инверторов. Малый вес (4-10 кг), небольшие размеры, позволяющие легко перемещать аппарат от одного места сварки к другому. Это достоинство обусловлено меньшим размером трансформатора благодаря большой частоте преобразуемого им напряжения.
Исключение из схемы силового трансформатора позволило также избавиться от потерь на нагрев обмоток и перемагничивание железа сердечника и добиться высокого КПД (85-95%) и идеального коэффициента мощности (0,99). При сварке электродом диаметром 3 мм потребляемая из сети мощность для сварочного аппарата инверторного типа не превышает 4 кВт, а для сварочного трансформатора или выпрямителя эта цифра равна 6-7 кВт.
Инвертор способен воспроизводить практически все виды внешних вольт-амперных характеристик. Это означает, что с его помощью можно выполнять все основные виды сварок — MMA, TIG, MIG/MAG. Аппарат обеспечивает сварку легированных и нержавеющих сталей, цветных металлов (в режиме MIG/MAG).
Аппарат не требует частых и длительных охлаждений при интенсивной работе, как этого требуют другие бытовые типы сварочных аппаратов. Его ПВ достигает 80%.
Инвертор обладает плавной регулировкой сварочных режимов в широком диапазоне токов и напряжений. Он имеет значительно более широкий, чем у обычных аппаратов, интервал регулировки сварочного тока — от нескольких ампер до сотен и даже тысяч. Для бытового пользования особенно важны малые токи, позволяющие производить сварку тонкими (1,6-2 мм) электродами. Инверторы обеспечивают качественное формирование шва в любых пространственных положениях и минимальное разбрызгивание при сварке.
Для бытового пользования особенно важны малые токи, позволяющие производить сварку тонкими (1,6-2 мм) электродами. Инверторы обеспечивают качественное формирование шва в любых пространственных положениях и минимальное разбрызгивание при сварке.
После трансформатора или выпрямителя работа с инвертором превращается в удовольствие. Больше не нужно «долбить» электродом, чтобы зажечь не желающую зажигаться дугу, или судорожно отрывать его, если он намертво приварился. Можно просто поставить электрод на металл и, отрывая его, спокойно зажечь дугу — не беспокоясь о том, что электрод может привариться.
Инверторные сварочные аппараты можно применять при больших падениях напряжения сети. Большинство из них обеспечивают сварку в диапазоне сетевого напряжения 160-250В.
Недостатки сварочных инверторов. Трудно говорить о недостатках такого совершенного устройства, каким является сварочный инвертор и, тем не менее, они есть. Прежде всего, это относительно высокая цена аппарата и дороговизна его ремонта. При выходе из строя модуля IGBT (блок управления) придется заплатить сумму, равную 1/3 — 1/2 стоимости нового аппарата.
При выходе из строя модуля IGBT (блок управления) придется заплатить сумму, равную 1/3 — 1/2 стоимости нового аппарата.
Инвертор предъявляет повышенные требования, по сравнению с другими сварочными аппаратами, к условиям хранения и эксплуатации, обусловленные его электронной начинкой. Аппарат плохо реагирует на пыль, поскольку она ухудшает условия охлаждения транзисторов, которые сильно греются в процессе работы. Их охлаждают с помощью алюминиевых радиаторов, осаждение пыли на которые ухудшает отдачу тепла.
Не любит электроника и низких температур. Любая минусовая температура нежелательна из-за появления конденсата на платах, а минус 15°С могут стать критическими. Хранение и работа инвертора в неотапливаемых гаражах и мастерских в зимнее время нежелательны.
2. По виду внешних вольтамперных характеристик (ВАХ). Вольтамперная характеристика сварочной дуги — это зависимость напряжения на дуге от сварочного тока при постоянной длине дуги и постоянстве остальных параметров.
Источники питания сварочной дуги по виду ВАХ делятся:
— С пологопадающейВАХ применяемых для автоматической сварки.
— С жестокой ВАХ применяемых при сварке в защитных газах,
— С возрастающейВАХ применяемых при электрошлаковой сварке,
-С крутопадающей ВАХ – применяемых для ручной дуговой сварки.
Рис в иллюстр. пособии сварщика стр.5
Внешние вольт — амперные характеристики сварочных аппаратов:
1 — крутопадающая, 2 — пологопадающая, 3 — жесткая, 4 — возрастающая.
Дата добавления: 2019-09-30; просмотров: 346; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
200 А Алюминиевый IGBT Импульсный AC/DC TIG/Stick Inverter сварочный аппарат
TIG-200 Комбинированный сварочный аппарат 2 в 1
Это комбинированный сварочный аппарат 2 в 1, который можно использовать как аппарат для сварки TIG и электродуговой сварки. Идеально подходит для ремонтных работ и профессионального использования. Легкий сварочный аппарат с прочной стальной конструкцией. Поддержка двойного входного напряжения 110 В или 220 В, простая регулировка выходного тока: 20-200 А. Машина может быть многоцелевой и может сваривать нержавеющую сталь, углеродистую сталь, медь и другие цветные металлы, а также может использоваться для традиционной электросварки.
Идеально подходит для ремонтных работ и профессионального использования. Легкий сварочный аппарат с прочной стальной конструкцией. Поддержка двойного входного напряжения 110 В или 220 В, простая регулировка выходного тока: 20-200 А. Машина может быть многоцелевой и может сваривать нержавеющую сталь, углеродистую сталь, медь и другие цветные металлы, а также может использоваться для традиционной электросварки.
Tough Equipment & Tools, Pay Less
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Премиальное прочное качество
- Невероятно низкие цены
- Быстрая и безопасная доставка
- Бесплатный возврат в течение 30 дней
- Внимательное обслуживание 24/7
Прочное оборудование и инструменты, платите меньше
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Высокое качество
- Невероятно низкие цены
- Быстрая и безопасная доставка
- 30-дневный бесплатный возврат
- Внимательное обслуживание 24/7
Сварочный аппарат 2 в 1
Комбинированный сварочный аппарат 2 в 1 или сварочный аппарат ARC Tig палочный сварщик. Переключатель дуговой сварки/аргонной сварки. Выходной ток регулируется ручкой: сварка TIG, сварка дугой.
Высокая производительность
Совместимость с кислотным и щелочным электродом φ макс. 4,0 мм. Максимальная толщина сварки: 27 мм для свариваемой стали, хрома, нержавеющей стали, титана, алюминиевого сплава и других металлов.
IGBT Inverter Technology
IGBT в инверторных технологиях с контролем тока, высоким качеством, стабильной работой; Малогабаритный, легкий, простой в эксплуатации, экономичный, практичный.
Отличная защита и рассеяние
Защита от перенапряжения, перегрузки по току, перегрева. Регулируемое время затухания тока 0-10 с, регулируемое время задержки газа 0-15 с. Мощная система охлаждения для защиты сварщика.
Удобство переноски
Небольшой размер, легкий и портативный. Его легко транспортировать и хранить.
Широко используется
Подходит для машиностроения, обработки листового металла, ограждений, обслуживания автомобилей, обработки железа, крупных проектов, заводов, верфей, предметов интерьера, строительства и т. д.
Технические характеристики
Модель: TIG-200AC /DC
Входное напряжение: 110/220 В ± 15%, 1-PH
Диапазон тока: 10A-200AMP
Цикл А.С. 10% — 90%
Пост времени поток: 1-10S
Время наклона вниз: 0-5S
Агрочная инициация. при 200 А
Коэффициент мощности: 0,93
Макс.
Толщина: 27 ммСтепень защиты: IP21
 Толщина: 27 мм
Толщина: 27 ммСодержимое упаковки
Прочное оборудование и инструменты, платите меньше
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Premium Tough Quality
- Невероятно низкие цены
- Быстрая и безопасная доставка
- 30-дневный бесплатный возврат
- Внимательное обслуживание 24 часа в сутки 7 дней в неделю в оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Премиальное жесткое качество
- Невероятно низкие цены
- Быстрая и безопасная доставка
- 30-дневные бесплатные доходности
- 24/7 Ольтразамная служба
TIG-200 2 В 1 Комбинированная машина
Это 2 в TIG-200. 1 комбинированный сварочный аппарат, который можно использовать как аппарат для сварки TIG и аппарат для дуговой сварки. Идеально подходит для ремонтных работ и профессионального использования. Легкий сварочный аппарат с прочной стальной конструкцией. Поддержка двойного входного напряжения 110 В или 220 В, простая регулировка выходного тока: 20-200 А. Машина может быть многоцелевой и может сваривать нержавеющую сталь, углеродистую сталь, медь и другие цветные металлы, а также может использоваться для традиционной электросварки.
- Сварочный аппарат TIG MMA 2 в 1
- Высокая производительность
- Инвертор IGBT
- Отличная защита и рассеяние
- Управление вкл/выкл пальцами / Регулируемая ножная педаль
2 2 In 10 сварочный аппарат может использоваться в качестве сварочного аппарата TIG или сварочного аппарата дуговой сварки.
Переключатель дуговой сварки/аргонной сварки. Выходной ток регулируется ручкой: сварка TIG, сварка дугой.Высокая производительность
Совместимость с кислотным и щелочным электродом φ макс. 4,0 мм. Максимальная толщина сварки: 27 мм для свариваемой стали, хрома, нержавеющей стали, титана, алюминиевого сплава и других металлов.
IGBT Inverter Technology
IGBT в инверторных технологиях с контролем тока, высоким качеством, стабильной работой; Малогабаритный, легкий, простой в эксплуатации, экономичный, практичный.
Отличная защита и рассеяние
Защита от перенапряжения, перегрузки по току, перегрева. Регулируемое время затухания тока 0-10 с, регулируемое время задержки газа 0-15 с. Мощная система охлаждения для защиты сварщика.
Удобство переноски
Небольшой размер, легкий и портативный. Его легко транспортировать и хранить.
Широкое применение
Подходит для машиностроения, обработки листового металла, ограждений, обслуживания автомобилей, обработки железа, крупных проектов, заводов, верфей, отделки дома, строительства и т.
д. - 1 X Ножной переключатель
- 1 X Пистолет TIG
- 1 X Зажим заземления
- 1 X Держатель дугового электрода
- 1 X Газомер для аргона
- 1 X Защитный шлем
- 1 X Задняя чашка0014
- 2 x Сопла
- 2 X TIG Collet
- 1 X Руководство пользователя

 Переключатель дуговой сварки/аргонной сварки. Выходной ток регулируется ручкой: сварка TIG, сварка дугой.
Переключатель дуговой сварки/аргонной сварки. Выходной ток регулируется ручкой: сварка TIG, сварка дугой. д.
д.Спецификации
- Модель: TIG-200AC/DC
- Входное напряжение: 110/220V ± 15%, 1-PH
- . : 10A-200Amp
- Рабочий цикл переменного тока: 20% — 80%
- Импульсный рабочий цикл: 10% — 90%
- Время постпотока: 1-10 с
- Время спада: 0-5 с
- HF
- Частота: 80 %
- Рабочий цикл: 60 % при 200 А
- Коэффициент мощности: 0,93
- Макс. Толщина: 27 мм
- Степень защиты: IP21
Coreone Welding > TIG > Professional 200 AC/DC TIG Welding Machine
Поиск и устранение неисправностей при сварке TIG
Далее рассматриваются некоторые распространенные проблемы сварки TIG на постоянном токе. Во всех случаях неисправности оборудования следует строго соблюдать и выполнять рекомендации производителя.
Во всех случаях неисправности оборудования следует строго соблюдать и выполнять рекомендации производителя.
Вольфрам быстро выгорает
| Возможная причина | Предлагаемое средство |
|---|---|
| Неправильный газ | Убедитесь, что используется чистый аргон |
| Без газа | Убедитесь, что газовый баллон содержит газ и подсоединен, а газовый клапан горелки открыт |
| Недостаточный расход газа | Убедитесь, что газ подключен, шланги, газовый клапан и горелка не засорены. Установите расход газа в диапазоне 21–30 кубических футов в час. |
| Задняя крышка установлена неправильно | Убедитесь, что задняя крышка резака установлена так, что уплотнительное кольцо находится внутри корпуса резака |
| Резак подключен к DC + | Подключите резак к выходной клемме постоянного тока |
| Используется неправильный вольфрам | Проверьте и при необходимости измените тип вольфрама |
| Окисление вольфрама после сварки | Поддерживайте подачу защитного газа в течение 10–15 секунд после отключения дуги. 1 секунда на каждые 10 ампер сварочного тока. 1 секунда на каждые 10 ампер сварочного тока. |
Загрязненный вольфрам
| Возможная причина | Предлагаемое средство |
|---|---|
| Ввод вольфрама в сварочную ванну | Не допускайте контакта вольфрама со сварочной ванной. Поднимите резак так, чтобы вольфрам оторвался от заготовки 1/8-1/4 дюйма |
| Прикосновение присадочной проволоки к вольфраму | Следите за тем, чтобы присадочная проволока не касалась вольфрама во время сварки, подавайте присадочную проволоку в переднюю кромку сварочной ванны перед вольфрамом |
| Плавление вольфрама в сварочной ванне | Убедитесь, что используется правильный тип вольфрама. Слишком большой ток для размера вольфрама, поэтому уменьшите силу тока или замените на вольфрам большего размера | .
Пористость – плохой внешний вид и цвет сварного шва
| Возможная причина | Предлагаемое средство |
|---|---|
| Неправильный газ | Убедитесь, что используется чистый аргон |
| Недостаточный поток газа / утечки газа | Убедитесь, что газ подключен, шланги, газовый клапан и горелка не засорены. Установите расход газа в диапазоне 21-30 кубических футов в час. Проверка шлангов и фитингов на наличие отверстий, утечек и т. д., Установите расход газа в диапазоне 21-30 кубических футов в час. Проверка шлангов и фитингов на наличие отверстий, утечек и т. д., |
| Влага на основном металле | Удалите всю влагу с основного металла перед сваркой |
| Загрязненный основной металл | Удаление таких материалов, как краска, жир, масло и грязь, включая прокатную окалину, с основного металла |
| Загрязненная присадочная проволока | Удалите всю смазку, масло или влагу с присадочного металла. |
| Неправильная присадочная проволока | Проверить присадочную проволоку и при необходимости заменить |
Желтоватый остаток/дым на сопле глинозема и обесцвеченный вольфрам
| Возможная причина | Предлагаемое средство |
|---|---|
| Неправильный газ | Используйте чистый аргон |
| Недостаточный расход газа | Установите расход газа в диапазоне от 21 до 30 кубических футов в час |
| Газовое сопло из глинозема слишком маленькое для размера используемого вольфрама | Увеличить размер газового сопла глинозема |
Нестабильная дуга при сварке постоянным током
| Возможная причина | Предлагаемое средство |
|---|---|
| Резак подключен к DC + | Подключите резак к выходной клемме постоянного тока |
| Загрязненный основной металл | Удалите такие материалы, как краска, жир, масло и грязь, включая прокатную окалину, с основного металла. |
| Вольфрам загрязнен | Удалите 10 мм загрязненного вольфрама и повторно измельчите вольфрам |
| Слишком большая длина дуги | Опустите горелку так, чтобы вольфрам отошел от заготовки на 2–5 мм |
Дуга блуждает во время сварки постоянным током
| Возможная причина | Предлагаемое средство |
|---|---|
| Плохой поток газа | Проверьте и отрегулируйте расход газа в диапазоне 21–30 кубических футов в час |
| Неправильная длина дуги | Опустите резак так, чтобы вольфрам не касался заготовки 1/8–1/4 дюйма |
| Вольфрам неправильный или в плохом состоянии | Убедитесь, что используется правильный тип вольфрама. Удалите 1/2 дюйма со сварного конца вольфрама и повторно заточите вольфрам |
| Плохо подготовленный вольфрам | Вольфрамовые шлифовальные метки должны быть продольными, а не круговыми. Используйте правильный метод заточки и круг. Используйте правильный метод заточки и круг. |
| Загрязненный основной металл | Удалите загрязняющие материалы, такие как краска, жир, масло и грязь, включая прокатную окалину с основного металла. |
| Загрязненная присадочная проволока | Удалите всю смазку, масло или влагу с присадочного металла. |
| Неправильная присадочная проволока | Проверить присадочную проволоку и при необходимости заменить |
Дуга плохо запускается или не запускается Сварка постоянным током
| Возможная причина | Предлагаемое средство |
|---|---|
| Неправильная настройка машины | Проверить правильность настройки машины |
| Нет газа, неправильный расход газа | Убедитесь, что газ подключен и клапан баллона открыт, шланги, газовый клапан и горелка не засорены. Установите расход газа в пределах 10–15 л/мин. |
| Вольфрам загрязнен | Удалите 10 мм загрязненного вольфрама и повторно измельчите вольфрам |
| Неправильный размер вольфрама или используемый вольфрам | Проверьте и при необходимости измените размер и/или вольфрам |
| Свободное соединение | Проверить все разъемы и затянуть |
| Зажим заземления не подключен к работе | Подсоедините зажим заземления непосредственно к заготовке, где это возможно |
Важно: Мы настоятельно рекомендуем перед эксплуатацией машины проверить наличие утечки газа. Мы рекомендуем закрывать вентиль баллона, когда машина не используется. Coreone как уполномоченный представитель производителя не несет ответственности за расходы, понесенные в связи с утечкой газа.
ВНИМАНИЕ! — ПРОВЕРКА НА УТЕЧКИ ГАЗА
При первоначальной настройке и через регулярные промежутки времени мы рекомендуем проверять наличие утечек газа.
Рекомендуемая процедура:
- Подсоедините регулятор и газовый шланг в сборе и затяните все соединители и хомуты.
- Медленно откройте вентиль баллона.
- Установите скорость потока на регуляторе примерно на 21-30 кубических футов в час.
- Закройте вентиль баллона и обратите внимание на стрелку манометра содержимого на регуляторе, если стрелка падает до нуля, значит есть утечка газа. Иногда утечка газа может быть медленной, и для ее обнаружения потребуется оставить давление газа в регуляторе и линии на продолжительный период времени. В этой ситуации рекомендуется открыть вентиль баллона, установить скорость потока на 21-30 кубических футов в час, закрыть вентиль баллона и проверить как минимум через 15 минут.
- Если есть утечка газа, проверьте все разъемы и хомуты на наличие утечек, очистив их щеткой или распылив мыльную воду, в месте утечки появятся пузыри.
- Затяните хомуты или фитинги, чтобы устранить утечку газа.
200А | T.
 J. Оборудование для сварки сопротивлением снегу, расходные материалы и обслуживание
J. Оборудование для сварки сопротивлением снегу, расходные материалы и обслуживаниеОцените преимущества инверторного источника питания постоянного тока для микросварки без затрат и осложнений
Блоки питания DC Inverter стали популярными благодаря их способности точно соединять небольшие материалы. Некоторые пользователи не решаются приобрести инверторы постоянного тока, поскольку им требуются дорогие специализированные трансформаторы со встроенными выпрямителями. Теперь компания Miyachi разработала инверторный источник питания переменного тока, который обладает всеми преимуществами инвертора постоянного тока, но может использоваться с обычным трансформатором переменного тока. Этот новый блок питания называется MIB-200A.
Инвертор переменного тока нагревает более эффективно
Системы фазового контроля с SCR, как и обычные сварочные аппараты переменного тока, имеют время отключения во время цикла сварки. У MIB-200A нет времени простоя, поэтому время сварки может быть сокращено, что приводит к уменьшению зоны термического влияния и более привлекательным сварным швам.
Нет необходимости заменять существующее оборудование
Поскольку в MIB-200A используется обычный трансформатор переменного тока, существующие трансформаторы или головки не нужно заменять. Необходимо заменить только блок питания. Затраты и время на модернизацию сведены к минимуму.
Превосходно подходит для плавления
MIB-200A отличается высоким рабочим циклом для большей производительности. При использовании с устройствами контроля смещения MM-720A или MM-730A Miyachi, MIB-200A может останавливать сварку при заданном смещении электрода. (InterruptFunction), таким образом проникновение можно контролировать. Возможно стабильное качество сплавления и постоянное проплавление.
Выходная частота переменная
Частота переменного тока может быть установлена в 16 шагов от коммерческой частоты до 250 Гц. С помощью этой функции можно сократить время сварки по сравнению с обычными сварочными аппаратами переменного тока.
ПРЕИМУЩЕСТВА ПИТАНИЯ С ИНВЕРТОРОМ ПЕРЕМЕННОГО ТОКА
- Инвертор переменного тока имеет более высокую тепловую эффективность, чем однофазные сварочные аппараты переменного тока, поэтому достигается лучшее качество сварки с меньшим разбрызгиванием.
- Инвертор переменного тока снижает износ электродов
- Инвертор переменного тока MIB-200A уменьшает прогорание изоляции при использовании плавких предохранителей.
На рис. 1 показан обычный однофазный выход переменного тока. Текущий уровень падает до нуля в каждом полупериоде. Также есть крутое время (t2 и t4) для контроля фаз.
Инвертор переменного тока MIB-200A не имеет времени охлаждения для контроля фазы или нулевого уровня, поэтому сварочный ток подается непрерывно. На рис. 2 показана прерывистая выходная температура обычного сварочного аппарата переменного тока. Обычная сварка переменным током имеет более высокий пиковый ток, который вызывает брызги сварного шва. Инвертор переменного тока увеличивает температуру линейно и обеспечивает стабильную подачу сварочного тепла, не создавая пиков. По этой причине возможны лучшая теплоотдача, меньше брызг и лучшее качество сварки.
На Рисунке 3 показано применение сварного шва аккумулятора. При использовании инвертора постоянного тока ток течет только в одном направлении, как показано на рисунке 3-1. Из-за направленного тока распределение тепла к электродам неравномерно. Один электрод изнашивается быстрее, чем другой. При использовании инвертора переменного тока сварочный ток попеременно проходит через оба электрода, как показано на рис. 3-2, поэтому тепло выделяется одинаково. Используя MIB-200A, можно избежать асимметричного износа электродов и получить более высокое качество сварки даже при серийных швах.
MIB-200A, форма волны инвертора переменного тока, рис. 2, позволяет пользователю точно контролировать нагрев плавящегося материала. Это улучшенное управление процессом может привести к уменьшению общего количества тепла, необходимого для плавления, уменьшению или устранению обесцвечивания коллектора и чрезмерного прогорания изоляции, обычно связанного со слишком большим количеством тепла.
Как устройство вписывается в общую систему микросварки:
Блок удаленного программирования MA-627A (дополнительно)
Этот дополнительный блок дистанционного управления используется для хранения графиков сварки и программирования нескольких устройств.
- Функции программирования:
- Настройки таймера
- Сварочный ток
- Текущие ограничения монитора
- Функции дисплея:
- Сварка 1 и 2 Программируемый
- Значения сварочного тока, напряжения и времени
- Данные о неисправностях и коды ошибок
Характеристики:
- ДИАПАЗОН НАСТРОЙКИ ТОКА 0,10~9,99 кА
- КОНТРОЛЬ ТОКА (высокий/низкий ток) 0,00~9,99 кА 15 расписаний (мониторинг отключен, если установлено значение 00,0 кА)
- КОНТРОЛЬ НАПРЯЖЕНИЯ (высокое/низкое напряжение) 0,00~9,99 В 15 графиков (мониторинг отключен, если установлено значение 00,0 В)
- СИСТЕМА ОХЛАЖДЕНИЯ Принудительное воздушное охлаждение
| Входная мощность: | 3 фазы 480/440/400/380/240/220 В переменного тока +10% -15%, общий для 50 Гц и 60 Гц | |
|---|---|---|
| Выходная частота: | Частота сварочного тока может быть выбрана в соответствии с таблицей ниже: | |
| Номер | Гц | |
| 0 | 50 | |
| 1 | 53 | |
| 2 | 56 | |
| 3 | 59 | |
| 4 | 63 | |
| 5 | 67 | |
| 6 | 71 | |
| 7 | 77 | |
| 8 | 83 | |
| 9 | 91 | |
| 10 | 100 | |
| 11 | 111 | |
| 12 | 125 | |
| 13 | 143 | |
| 14 | 167 | |
| 15 | 200 | |
| 16 | 250 | |
| Метод управления: | 200A (пиковое значение) Рабочий цикл: 8% | |
| Метод управления: | Первичный контроль пикового значения постоянного тока | |
| Сварочные листы: | 15 | |
| Настройки времени: | Задержка сжатия: | 0–9999 мс |
| Сжатие: | 0–9999 мс | |
| Нарастание 1, 2: | 0–99,5 циклов | |
| Сварка 1, 2: | 0-99,5 циклов | |
| Наклон вниз: | 0–99,5 циклов | |
| Охлаждение: | 0–99,5 циклов | |
| Удержание: | 0–999 мс | |
Выкл. : : | 10–9990 мс (с шагом 10 мс) | |
| Пульсация: | 1-9 раз | |
| Диапазон настройки тока: | 0,10 ~ 9,99 кА | |
| Монитор тока: | 0,00 ~ 9,99 кА 15 графиков | |
| (текущий высокий/низкий) | Монитор отключается, если установлено значение 00,0 кА | |
| Монитор напряжения: | 0,00 ~ 9,99 В 15 программ | |
| (напряжение высокое/низкое) | Монитор выключается, если установлено значение 00,0 В | |
| Система охлаждения: | Принудительное воздушное охлаждение | |
| Вес: | 33 фунта. (15 кг) | |
Размеры:
Для получения дополнительной информации или помощи в выборе или оценке системы управления обращайтесь к Т. Дж. Сноу.
- См. общие области применения микросварочного оборудования.
- Источник питания преобразователя частоты
- Высокочастотный инверторный источник питания 4 кГц
Вас также может заинтересовать:
 общие области применения микросварочного оборудования.
общие области применения микросварочного оборудования.Также посмотрите, какие элементы управления и трансформаторы лучше всего подходят для вашей системы:
Fine Spot / Micro Welder Меню:
- Реальные приложения
- Головки
- Аксессуары и другие продукты Miyachi
Блоки питания и трансформаторы:
- Общая таблица
- Преобразователь частоты
- АС
- Транзистор
- Разряд конденсатора
7.5KVA Входной сварочный аппарат инвертора постоянного тока Ac с цифровой панелью Sanjoe
Сварочный аппарат WSME-315GD
инвертора переменного и постоянного тока TIG Характеристики:
1. Цифровая панель, точная система управления током.
2. Более высокая скорость запуска дуги, хорошая форма.
3. Благодаря унифицированной функции регулировки, гуманизированной поверхности управления, с ней проще работать.
4. Больше волн тока для выбора Широкий диапазон частоты импульсов для регулировки.
5. Применяется для сварки алюминия, нержавеющей стали, углеродистой стали, меди и других металлов.
| Параметр | WSME-315GD |
| Номинальное входное напряжение | 3 фазы AC380±15% |
| Номинальная входная мощность | 7,5 кВА |
| Диапазон выходного тока | ВИГ: 10-280 А |
| ММА: 40-280А | |
| Рабочий цикл | 60% |
| Дуговой метод | Высокая частота |
| Толщина свариваемой пластины | 0,3–8 мм |
| Размеры упаковки | 605x310x590мм |
| Вес нетто | 44 кг |
About Sanqiao Welding
SANQIAO BUILDING
Sanqiao Welding continues to invest in production properties, to the end of 2020, Sanqiao Welding is owned over 20,000 square meters Большое здание. Который содержит мастерские и офисы внутри.
Который содержит мастерские и офисы внутри.
Sanqiao Welding имеет множество функциональных отделов, включая производство, разработку, контроль качества, обслуживание клиентов и т. д. Они могут предложить нашим клиентам эффективные и качественные услуги.
ПРОИЗВОДСТВЕННЫЕ ЛИНИИ
Производственный процесс Sanqiao начинается с производства печатных плат до готовой продукции, отслеживание качества в этом процессе, прослушивание поставщиков очень важно. С другой стороны, Sanqiao имеет паяльную машину, автомат для мойки плат, изоляционную машину и другое современное оборудование, обеспечивающее достаточно хорошее качество продукции.
ПРОЦЕСС ПРОИЗВОДСТВА
На сборочных линиях наши продукты проходят испытания на выгорание, испытания на долговечность и другие 2 сварочных испытания, которые гарантируют нашим клиентам стабильную работу наших продуктов.
ОПЫТ БОЛЕЕ 20 ЛЕТ
На сегодняшний день Sanqiao Welding работает в этой области более 20 лет, и ее лидеры придают большое значение качеству продукции, сказал генеральный директор Sanqiao Welding г-н Ли Канген, каждый в Sanqiao Welding должен обратите больше внимания на качество продукции, так же, как заботиться о своей жизни.
МЕЖДУНАРОДНЫЕ СЕРТИФИКАТЫ
Продукты Sanqiao получили сертификаты CCC, CE, RoHS и ISO9001, все продукты приняты клиентами рынков.
БОЛЬШЕ ВОЗМОЖНОСТЕЙ РАЗРАБОТКИ
Sanqiao Welding концентрирует разработку продукции в соответствии с технологическими тенденциями, она сотрудничает с SCUT (Южно-Китайский технологический университет) для создания лаборатории продукта для исследований и обучения, поэтому Sanqiao позволяет получить некоторые высокие технологии подать заявку на рынок.
РАСШИРЕННАЯ СИСТЕМА ERP
Система Sanqiao ERP представляет собой интегрированное управление основными бизнес-процессами, она применяется для повышения эффективности наших услуг для наших клиентов, поэтому мы также повышаем нашу конкурентоспособность.
ЗАМЕЧАТЕЛЬНАЯ КУЛЬТУРНАЯ ЖИЗНЬ
Sanqiao Welding имеет свою столовую, развлекательный центр, уголок для чтения для наших сотрудников, и мы продолжаем организовывать различные мероприятия для них, даже для их семей и их детей.
МОЩНАЯ ПОДДЕРЖКА ДЛЯ НАШИХ ПАРТНЕРОВ
Sanqiao Welding всегда заботится о своих партнерах, растет вместе с ними и все больше и больше инвестирует в эти годы, в 2019 году Sanqiao Welding организовала множество мероприятий для своих партнеров, некоторая помощь, включая рекламные акции, образовательные или обучающие курсы, международные выставки и т. д.
ПОЧЕМУ SANQIAO МОЖЕТ ПРЕДЛАГАТЬ УСЛУГИ OEM И ODM?
Здание сварочной промышленной компании Foshan Sanqiao занимает около 20 000 квадратных метров, его производственные линии включают линии сборки цепей, линии изоляции, линии сборки сердечника и линии окончательной сборки. Кроме того, у нас есть собственная продуктовая лаборатория, в которой работает более 10 технических специалистов.
Около 300 квалифицированных рабочих работают на наших производственных линиях, поэтому мы можем предложить услуги OEM и ODM сварщиков для удовлетворения потребностей наших клиентов.
Внедрение международной системы управления производством с передовым производственным оборудованием, поэтому мы производим продукцию хорошего качества и эффективно.
Качество продукции очень важно, поскольку оно связано с прибылью наших клиентов, а также связано с развитием нашей компании, а также связано с имиджем нашей страны, поэтому мы стараемся сделать все возможное! — Г-н Ли Цань Гэн сказал, что
Сварочная промышленность Sanqiao продолжает свою тяжелую работу, чтобы предоставить клиентам гарантии качества. От проектирования схем до процесса окончательной сборки у нас есть строгие процессы контроля качества, например, мы используем трехслойную структуру в схемных проектах и используем передовое технологическое оборудование для изоляции, чтобы гарантировать, что машины могут обеспечивать идеальную производительность, даже на наших линиях окончательной сборки, есть прочные испытания и 2 испытания сварки, чтобы убедиться, что качество нашей продукции подходит для использования. Мы верим, что наши хорошие продукты могут помочь нашим клиентам легко выйти на мировой рынок.
Мы верим, что наши хорошие продукты могут помочь нашим клиентам легко выйти на мировой рынок.
НАШИ УСЛУГИ
- Настройка сварочных аппаратов в соответствии с требованиями заказчика.
- Срок поставки для заказа образца: 5-7дней, для оптовых заказов 30-50 дней
- Гарантия: 1 год. (мы вышлем 1% бесплатных запасных частей)
Вопросы и ответы
В: Как сделать заказ?
A: Шаг 1, пожалуйста, сообщите нам, какая модель и количество вам нужны;
Шаг 2, затем мы сделаем для вас PI, чтобы подтвердить детали заказа;
Шаг 3, когда мы подтвердили детали OEM
Шаг 4, наконец, мы доставляем товар в оговоренные сроки.
Q: Что такое MOQ?
О: зависит от модели. От 20-500 шт. Принять образец.
Также можно смешивать модели в 1 контейнере.
В: Когда вы отправляете мой заказ
Р: Обычно контейнеру требуется 30-50 дней, образец 5-7 дней
В: Как насчет гарантийного срока качества?
Р: Один год.
Q: У вас есть сертификаты?
R: Да, мы прошли сертификацию CE, EMC, RoHS и CCC. Другие сертификаты могут быть подготовлены.
В: Вы предлагаете услуги ODM и OEM.
R: Да, мы можем разработать индивидуальный дизайн для конкретных приложений.
Q: Когда я могу получить предложение?
R : Обычно мы цитируем в течение 12 часов после получения вашего запроса. Если вам срочно нужно узнать цену, отправьте сообщение в отдел управления торговлей или позвоните нам напрямую.
Q: Как я могу получить образец для проверки качества?
R: После подтверждения цены вы можете запросить образцы для проверки качества.
Если вам нужны образцы, мы будем взимать плату за стоимость образца. Но стоимость образца может быть возвращена, когда количество вашего первого заказа превышает минимальный объем заказа.
В: Каков ваш основной рынок?
R: Европа, Южная Америка, Восточная Азия, Россия, Австралия и т.д. youtube.com/embed/GJjbAP_nM-U?controls=1&enablejsapi=1&modestbranding=1&origin=https%3A%2F%2Ftecnista.eu&playsinline=1&rel=0″ title=»Inverter welding machine with Helvi Easy Compact 211 AC / DC tig aluminum pulsed accessories»>
Vai sopra l’immagine per zoomarla Clicca sull’immagine для zoomarla
Сохранить 0
HelviSKU: 00541114
Поделитесь этим продуктом
Инверторный сварочный аппарат Helvi для сварки TIG в режиме переменного тока (AC) или постоянного тока (DC) и в режиме электрода, в комплекте с горелкой, массовым кабелем и комплектом газовых трубок.
Easy Compact 211 AC / DCНовый однофазный инверторный генератор, предназначенный для сварки алюминия TIG переменным током и его сплавов, а также для сварки стали TIG постоянным током. Режим запуска электрической дуги происходит через HF или Lift Arc. Также доступен режим электрода ММА для сварки кислотными, основными и рутиловыми электродами.
Благодаря инверторной технологии и микропроцессорам процесс сварки контролируется в любое время, что гарантирует превосходную динамику сварки и оптимальное срабатывание дуги. Благодаря системе Flex-Line автоматически распознается входное напряжение (110 В или 220 В). Оснащен системой PFC, которая обеспечивает отличную отдачу, позволяя выполнять сварку с высокими токами и низким поглощением.
Макс. 2,5 кВт в TIG AC!
Новая модель Compact Easy 211 AC/DC оснащена простой и интуитивно понятной панелью управления. С 3 режимами сварки: ВИГ переменным током, ВИГ постоянным током и электродом (ММА)
Уникальный потенциометр и выбор частоты, пульсация и баланс между травлением и проникновением.
Принадлежности, входящие в комплект поставки:
- Резак Tig26v — 4 м — 50 мм² — 12 контактов — воздух
- Кабель — 200 А — 2 м — ø 25 мм² — Неопрен
- Разъем горелки TIG — 12-контактный — вилка
- Комплект газовых трубок
Технические характеристики
| Входное напряжение | (1 фаза) 230 В 50/60 Гц | ||
| | мма | Тиг | |
| | н. э. | н.э. | до н.э. |
| Мощность 60% | 4 кВт | 2,3 кВт | 2,5 кВт |
| У0 | 45В | 45В | 45В |
| Ампер. Мин-макс | 5 ÷ 170 а | 5 ÷ 200 а | 10 ÷ 200 а |
| Рабочий цикл 40° | 170А — 30% | 200А — 25% | 200А — 30% |
| 120А — 60% | 130а — 60% | 140а — 60% | |
| 90А — 100% | 100А — 100% | 110а — 100% | |
| Ø электрода | 1,6 ÷ 5 мм | / | / |
| Тип электрода | 6013 – 7018 | / | / |
| Изоляция | Х | ||
| Защита. Степень | ИП23 | ||
| Размеры. (ДхШхВ) | 400 х 195 х 395 мм | ||
| Масса нетто | 12 кг | ||
| Коды | 99806014 | ||
Дополнительные запчасти для горелки TIG
| [TO]Короткий каппеллот | |
| [B]Средний привет | |
| [C]Длинный хател | |
| [D]Тиг-горелка | |
| [И]Дверные плоскогубцы | |
| [F] Плоскогубцы для электродов | |
| [G]Керамическая насадка |
Стоимость доставки зависит от веса вашего заказа и места, где вы находитесь.
Любой заказ на общую сумму выше 69,00 евро имеет бесплатную доставку.
Лента Вес (в кг) | ИТАЛИЯ | Калабрия / СИЦИЛИЯ | Сардиния |
| 0-3 | € 7,45 | € 8,45 | € 8,95 |
| 3-10 | € 8,45 | € 9,90 | € 10,45 |
| 10-20 | € 13,40 | € 13,50 | € 13,45 |
| 20-30 | € 15,95 | € 15,45 | € 16,95 |
| Заказ выше 69,00 € | Бесплатно | Бесплатно | Бесплатно |
Отгрузка происходит нами в течение 24 часов (рабочих) с момента оформления заказа.
Мы полагаемся на курьера GLS, который доставляет в течение 48/72 рабочих часов с момента отправки. Код отслеживания посылки всегда предоставляется, как только мы доставляем посылку курьеру.
ВНИМАНИЕ: В случае покупки перезаряжаемых газовых баллонов или 14-литровых одноразовых баллонов, отгрузка осуществляется в ADR и сроки доставки составляют от 5 до 7 рабочих дней.
Мы всегда рекомендуем связаться с нами перед бронированием, чтобы заранее узнать время доставки.
Если вы проживаете в нашем районе, забирайте товары прямо в магазине! Выберите «Снятие средств» во время оформления заказа и приходите по адресу Via Giovanni da Udine, 40 — San Giorgio di Nogaro (UD) 33058.
American ExpressApple PayGoogle PayMaestroMastercardPayPalShop PayVisaЯ могу совершить платеж в режиме реального времени. Noi non conserveremo mai i tuoi dati personali di pagamento né abbiamo accesso alle informazioni della tua carta di Credito/Debito.
Страна
Италия—ГерманияИталияСан-Марино
Почтовый индекс
Визуализация
Наша политика возврата действует 14 дней. Если с момента покупки прошло более 14 дней, к сожалению, мы не можем предложить вам возврат денег или замену купленного товара на другой товар.
Чтобы получить доступ к практике возврата, ваш товар должен быть неиспользованным и в том же состоянии, в котором вы его получили, с совершенно неповрежденной оригинальной упаковкой.
Для завершения возврата нам требуется чек или подтверждение покупки.
Любой товар, не в исходном состоянии, поврежденный или возвращенный в течение 14 дней после доставки, не подлежит возмещению.
В случае возврата товара по нашей ошибке стоимость доставки подлежит возмещению.
В случае, если возврат осуществляется исключительно по воле покупателя без нашей ошибки, покупатель берет на себя все расходы по доставке.
Возврат
После получения и проверки возврата мы свяжемся с вами по телефону или электронной почте, чтобы сообщить, что мы получили возвращенный товар. Мы также сообщим вам о принятии или отклонении запроса на возмещение и, в случае положительного результата, согласуем способы возмещения, что произойдет не более чем за 7 рабочих дней.
Обратная отправка
Для возврата товара необходимо отправить его по адресу: Technique San Giorgio Srl — Via Giovanni da Udine, 40 — 33058 San Giorgio di Nogaro (UD) — Италия
В случае утери или недоставки отрендеренного товара курьером мы не будем производить возмещение.
TIG 500 Аппарат для сварки TIG AC/DC • TIP TIG®
МАКСИМАЛЬНАЯ ПРОИЗВОДИТЕЛЬНОСТЬ TIG, СО ВСТРОЕННОЙ ГОРЯЧЕЙ ПРОВОЛКОЙ.
– Встроенный нагреватель проволоки
– Мобильный со встроенным водяным охлаждением
– Импульсный сварочный аппарат
– Возможность модернизации
– Интуитивно понятное управление
– Полностью индивидуальная конфигурация
– Низкое энергопотребление
Выдающиеся характеристики сварки ВИГ благодаря цифровой инверторной технологии
Инверторы, отличающиеся высокой эффективностью и превосходными сварочными характеристиками, используют технологию цифрового программного управления, которая оказывает значительное влияние на результат сварочного процесса.
Интуитивно понятное управление
Простая в использовании панель управления и четко структурированный пользовательский интерфейс гарантируют, что вы готовы начать сварку без дополнительной подготовки.
Импульсный сварочный аппарат
Высокоразвитая процессорная технология с управляемыми характеристиками, работающая в фоновом режиме, обеспечивает плавное взаимодействие всех параметров и компонентов, задействованных в процессе сварки. Это плавное взаимодействие позволяет вам достичь превосходных уровней рабочего цикла и максимальной производительности с вашим импульсным источником питания.
Функция сварки электродом
Сварка электродом с регулировкой Hotstart, Anti-Stick и Arc-Force: функция автоматического горячего пуска каждый раз гарантирует идеальное зажигание, а система Anti-Stick надежно предотвращает прилипание электрода, а регулировка Arc-Force поддерживает процесс сварки, когда вы имеете дело со сложными электродами.
Мобильный со встроенным водяным охлаждением
Благодаря системе водяного охлаждения, размещенной в компактном мобильном корпусе, TIP TIG – TIG 500 AC/DC идеально подходит для использования в мастерских на месте.
Пульт дистанционного управления
Сварщики часто сталкиваются с тем, что условия на рабочем месте не позволяют им разместить сварочный аппарат рядом с собой. Столкнувшись с такой ситуацией, они находят полезным использование пульта дистанционного управления, поскольку он позволяет им вмешиваться и при необходимости регулировать сварочный ток. Вот почему мы включили большое разнообразие различных ручных и ножных пультов дистанционного управления, которые сразу готовы к использованию благодаря поддержке plug&play.
Переключение постоянного тока на переменный
Доступны версии для постоянного и переменного/постоянного тока. СОВЕТ TIG – TIG 500 AC/DC обеспечивает максимальную гибкость.
Categories: TIG (GTAW), Welders
- Features
- Application Range
- Materials
- Technical Data
Features
- Water-cooled AC/DC inverter welding machine
- TIG cold wire and hot wire welding
- Простота в обращении
- Подача тепла к проволоке для повышения скорости наплавки и снижения риска ошибок при сварке
- Большой запас мощности благодаря высокой продолжительности рабочего цикла, в результате чего все компоненты меньше нагреваются, что гарантирует более длительный срок службы машин во время работы большой резервуар для воды
- Энергосбережение благодаря высокому КПД
- Подключение к сети: 3 x 400 В
- Высокие допуски по напряжению сети от 350 В до 480 В и полная совместимость с генератором
- Подъемный краном кожух
- Возможность подключения дистанционного управления и функциональной горелки
- Интерфейс автоматизации
- Дополнительный роботизированный интерфейс (EtherCAT, EtherNet/IP или Modbus)
Область применения
- TIG DC для приложений Hot Wire14
AC для работы с холодной проволокой
Материалы
- Низколегированная сталь
- Среднелегированная сталь
- Высоколегированная сталь
- Дуплекс
- Super Duplex
- Copper
- Titanium
- Aluminum
- 9% Nickel Steel
- Highly heat resistant and galvanized materials
Technical Data
| Input Voltage | 350 V to 480 V |
| Входная фаза | 3 |
| Входная частота, Гц | 50 / 60 Гц |
Сетевые предохранители (инерционные) 9 x 74 9 x 74 9 902
| |
| Макс. |