Как производится сварка инверторная?
Сварка инверторная – новое слово в электросварке. Сегодня такой вид сваривания набирает популярность. Разработчики готовы предложить широкий выбор инверторов современного поколения. Благодаря меньшему весу и объему инверторные аппараты серьезно потеснили классические трансформаторы и позволили во много раз повысить производительность работы.
Схема устройства сварочного инвертора.
В былые времена сварочные работы были сопряжены с определенного рода неудобствами, заключающимися главным образом в весе сварочного оборудования. Классические сварочные трансформаторы представляют собой тяжеловесные, объемные сооружения. Из-за этих характеристик их неудобно перемещать, что уменьшает мобильность рабочего. Кроме того, работа с таким трансформатором связана с серьезными энергетическими затратами. И, конечно же, работа с таким аппаратом требует высокой квалификации сварщика.
Сравнение принципов работы инверторного и трансформаторного сварочных аппаратов
Сравнение некоторых сварочных инверторов.
В классических трансформаторах преобразование тока, необходимого для сварки, достигается за счет электромагнитной индукции. Индукционных катушек в трансформаторном сварочном аппарате две: на одну из них, первичную, подается сетевое напряжение, на другую, вторичную, в этот момент наводится напряжение необходимой величины. Трансформатор снижает напряжение, тем самым получая ток необходимой для сварки силы, а затем ток выпрямляется. Регулировать силу тока необходимо ступенчато, путем подключения дополнительных витков.
В инверторном же сварочном аппарате несколько иная схема: переменный ток выпрямляется еще до трансформатора, преобразуется при помощи инвертора и транзисторов в ток с частотой от 20 до 50 кГц. После этого высокочастотное напряжение снижается до 70-90 В, что и повышает силу тока до необходимых для сварки 100-200 А. Причем, в отличие от обычного сварочного аппарата, в инверторном регулировка силы тока происходит плавно (а не ступенчато). Такая схема предрасполагает к следующим изменениям:
- снижению веса аппарата;
- повышению точности регуляции сварочного тока;
- отсутствию необходимости постоянного контроля за напряжением электрической сети;
- расширению функций сварочного аппарата;
- понижению требований к уровню профессионализма и опыту сварщика.


Вернуться к оглавлению
Сварка инвертором: преимущества и недостатки
Как и любая техника, сварочные инверторы имеют ряд достоинств и недостатков.
К достоинствам можно отнести:
Характеристики сварочных инверторов.
- Вес и размер аппарата. За счет измененного принципа преобразования тока инверторный аппарат весит от 3 до 10 кг. Для сравнения, обычный сварочный трансформатор на 160 А в силу особенностей принципов работы и устройства должен весить не менее 18 кг.
- При помощи инверторного аппарата можно работать даже в условиях нестабильности электрической сети. Эти новые сварочные аппараты могут работать при напряжении 180 В без встроенного стабилизатора. Однако у почти всех инверторов такая защита от перепадов напряжения есть. У более дорогих моделей уровень защиты составляет 20-25%, у бытовых – 10-15%.
- Для выполнения сварочных работ с применением инверторного аппарата не обязательно быть профессионалом. В работе с ним справится и новичок. Все дело в доступности нескольких важных функций, позволяющих не следить постоянно за состоянием инвертора, а переложить этот контроль на сам аппарат.
 Все дело в доступности нескольких важных функций, позволяющих не следить постоянно за состоянием инвертора, а переложить этот контроль на сам аппарат.
Все дело в доступности нескольких важных функций, позволяющих не следить постоянно за состоянием инвертора, а переложить этот контроль на сам аппарат.Основные функции подразделяются на:
- hotstart;
- arcforce;
- anti-sticking.
Принцип работы инвертора с переменным и постоянным током.
Функция hotstart (или «горячий старт») – это облегчение розжига дуги. Инвертор автоматически кратковременно повышает силу сварочного тока, облегчая тем самым начало сварочного процесса.
Функция arcforce (или «форсирование дуги») – это увеличение силы сварочного тока и предотвращение залипания. Инвертор увеличивает сварочный ток на короткий промежуток времени, что понижает вероятность залипания электрода. Данная функция инвертора также позволяет регулировать дугу – делать ее более жесткой или мягкой в зависимости от предполагаемых результатов сварки.
Функция anti-sticking (или «антизалипание») при возникшем залипании снижает и отключает ток и исключает перегрев электрода.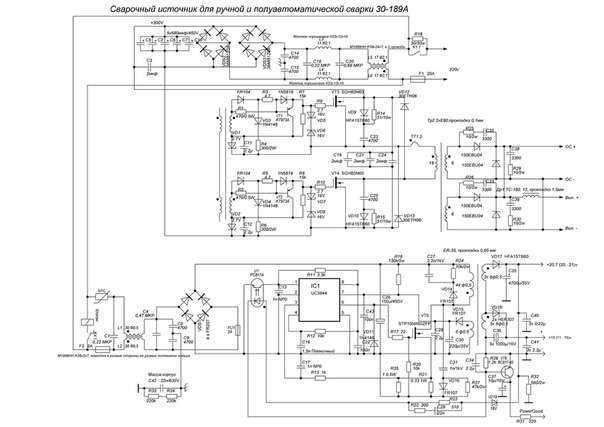 При прекращении залипания данная функция позволяет механизму самостоятельно вернуться в рабочий режим.
При прекращении залипания данная функция позволяет механизму самостоятельно вернуться в рабочий режим.
Указанные функции присутствуют в каждом инверторном аппарате в большей или меньшей степени, однако в более дорогих моделях каждую из функций можно самостоятельно регулировать.
Благодаря наличию этих функций при сварке инвертором человеку не нужно отвлекаться ни на что и можно сосредоточиться только на качестве выполнения своей работы.
Инверторные аппараты потребляют значительно меньшее количество энергии. Обычному трансформатору требуется в среднем от 10 до 12 кВт, тогда как инверторный сможет обойтись всего 6-7 кВт. До 90% потребляемой инвертором электроэнергии расходуется на дуге.
Вернуться к оглавлению
Недостатки инверторных аппаратов
К недостаткам можно отнести следующее:
Способы подключения сварочного инвертора.
- Зачастую инверторные сварочные аппараты имеют высокую стоимость. Иногда они вдвое и втрое дороже обычного сварочного трансформатора.
- Обслуживание данного аппарата тоже обходится дороже. Если в инверторе полетит силовой модуль, то для его ремонта придется оплатить одну четвертую часть от общей стоимости приобретенного инвертора.
- Из-за легкости и малого объема инвертор часто подвергается кражам. Действительно, классический сварочный трансформатор весом от 30 до 300 кг не так-то просто сдвинуть с места, чего не скажешь об инверторах.
- Сложность использования аппарата при низких температурах. Резкие температурные перепады могут привести к образованию конденсата на платах, в результате чего могут быть повреждены некоторые механизмы. Приобретая инвертор для работы в условиях низких температур, нужно внимательно читать технические характеристики. Если в них не указан диапазон рабочей минусовой температуры, то от работы на морозе стоит воздержаться.
- Инверторные сварочные аппараты чувствительны к пыли, потому нужно заранее обеспечить проветривание рабочего помещения. Следить за аппаратом, прочищать и продувать его придется намного чаще, чем классический трансформатор.
Обычно для проведения электродуговой сварки необходимо обладать определенного уровня навыками, знаниями и опытом. Появление инверторных сварочных аппаратов позволило значительно упростить процесс сварки.
С какими же стандартными проблемами сталкивались сварщики при работе с классическим трансформаторным аппаратом?
Схема дросселя сварочного инвертора.
Во-первых, это розжиг дуги. В трансформаторных аппаратах выходное значение напряжения зависит от входного. При недостаточном напряжении электрод начинает залипать из-за невозможности розжига. А при добавлении силы тока есть опасность пережечь металл. Инверторная сварка отличается созданием устойчивой электрической дуги, что предотвращает залипание электрода.
Во-вторых, при работе со старыми сварочными аппаратами велика вероятность ухудшения качества сварочного шва. Трансформаторный аппарат недостаточно ровно держит силу тока на необходимой величине, так как она напрямую зависит от входящего напряжения.
В-третьих, длину дуги удерживать и контролировать очень сложно. При сварочных работах трансформатором повышенный контроль за дугой предполагает наличие определенных навыков: нужно держать электрод под углом и перемещать его по стыку соединяемых деталей не только параллельно шву, но и перпендикулярно. Большинство электродов трансформатора предусмотрено для работы короткой дугой. Инвертор же, благодаря постоянному поддержанию силы тока, позволяет не столь внимательно следить за длиной дуги, и качество сварочного шва при пользовании инвертором с длиной ее не связано.
Как видно, инверторы способны существенно облегчить сварочный процесс как на производстве, так и на бытовом уровне, поэтому инверторная сварка сейчас очень популярна.
Вернуться к оглавлению
Правильный выбор инвертора: что необходимо учесть при покупке?
Как же правильно выбрать инверторный сварочный аппарат? Будете вы покупать бытовой или профессиональный инвертор, зависит от его целевого использования. Для мелкого домашнего ремонта вполне подойдет бытовой инвертор. Он рассчитан на полчаса работы, после чего ему необходим будет небольшой перерыв. Вследствие этого бытовые инверторы дешевле профессиональных, которые, в свою очередь, рассчитаны на восьмичасовой рабочий день. Есть также и промышленные инверторы, которые могут работать в несколько смен с кратковременным перерывом.
Для мелкого домашнего ремонта вполне подойдет бытовой инвертор. Он рассчитан на полчаса работы, после чего ему необходим будет небольшой перерыв. Вследствие этого бытовые инверторы дешевле профессиональных, которые, в свою очередь, рассчитаны на восьмичасовой рабочий день. Есть также и промышленные инверторы, которые могут работать в несколько смен с кратковременным перерывом.
Что касается силы тока, для бытового использования вполне подойдет инвертор с максимальным значением 160 А. Однако если предполагается, что напряжение сети менее 210 В, то лучше будет приобрести инвертор на 200 А.
Стоит отметить, что не нужно гнаться за дешевизной. Зачастую дешевые инверторы не соответствуют указанным характеристикам. Также есть недостатки в так называемых одноплатных инверторах, в которых все силовые элементы и элементы питания и управления соединены в одной плате. Если случится поломка одного из элементов, потребуется замена всей платы, что по стоимости равно покупке нового инвертора.
Данный вид сварки значительно превосходит трансформаторную по многим показателям. При всех своих недостатках этот вид сварки доступен любому, кому необходимо выполнить сварочные работы, экономя тем самым и время, и деньги, и нисколько не ухудшая качество выполняемых работ.
Инвертор сварочный. Принцип работы. | «СМС». Строительное оборудование по ценам производителей.
Инвертор сварочный получает все большее распространение. Это связано в первую очередь с их высокими характеристиками, малой массой и габаритами, по сравнению с классическими сварочными трансформаторами. При этом принцип действия таких аппаратов для многих специалистов остается загадкой.
На самом деле работа сварочного инвертора не сильно отличается от классического сварочного аппарата на основе трансформатора и выпрямителя. Для получения больших значений тока в обоих приборах применяется понижающий трансформатор, преобразующий высокое значение входного напряжения в напряжение сварочного электрода. Отличие заключается в том, что на трансформатор инвертора подается не сетевое напряжение с промышленной частотой 50Гц, а более высокочастотное. Обычно частота преобразования находится в районе 400Гц. Использование переменного напряжения такой частоты позволяет уменьшить размеры и массу применяемого трансформатора. Это сказывается и на габаритах всего аппарата. Для получения необходимых характеристик напряжения используется электронная схема, состоящая из двух частей — выпрямителя и инвертора. Первый выполняет функции получения постоянного напряжения. Второй преобразует это напряжение в переменное с нужной частотой. Такой процесс носит название инвертирования. Для его реализации используются мощные транзисторы, являющиеся последними достижениями электронной техники. Обладая множеством достоинств, такое решение не избежало недостатков. Главным из них является нагрев силовых электронных приборов, который снижает продолжительность непрерывной работы аппарата.
Отличие заключается в том, что на трансформатор инвертора подается не сетевое напряжение с промышленной частотой 50Гц, а более высокочастотное. Обычно частота преобразования находится в районе 400Гц. Использование переменного напряжения такой частоты позволяет уменьшить размеры и массу применяемого трансформатора. Это сказывается и на габаритах всего аппарата. Для получения необходимых характеристик напряжения используется электронная схема, состоящая из двух частей — выпрямителя и инвертора. Первый выполняет функции получения постоянного напряжения. Второй преобразует это напряжение в переменное с нужной частотой. Такой процесс носит название инвертирования. Для его реализации используются мощные транзисторы, являющиеся последними достижениями электронной техники. Обладая множеством достоинств, такое решение не избежало недостатков. Главным из них является нагрев силовых электронных приборов, который снижает продолжительность непрерывной работы аппарата.
Инвертор Торус-200
Питающая сеть: 165-253 В, 50 Гц
Диапазон регулирования сварочного тока, А: 20-220
Мощность макс, кВт: 7,2
Диаметр электрода, мм: 2-5
Процент времени работы при 200 А, ПВ: 100%
Напряжение холостого хода, В: 65
Сварка TIG: да
Индикатор сварочного тока: Нет
Габаритные размеры, мм: 300х186х125
Масса, кг: 5,1
Быстрый просмотр
Инвертор Торус-165
Питающая сеть: 165. ..242 В, 50 Гц
..242 В, 50 Гц
Максимальная потребляемая мощность, кВт 4,8: 4,8
Характер сварочного тока: постоянный
Регуляция сварочного тока: плавная
Диапазон сварочного тока, А: 30–165
Процент времени работы при токе до 140 А, ПВ: 100%
Напряжение холостого хода, В: 65
Вес, кг: 4,6
Размеры, мм: 125х190х270
Быстрый просмотр
Сварочный аппарат инверторный САИ 220
Диаметр электрода, мм: 1.6-5.0
Пределы регул. свар. тока, А: 10-220
Напряжение, В: 220
Вес, кг: 5
Напряжение холостого хода, В: 80
Быстрый просмотр
Сварочный аппарат инверторный САИ 190
Диаметр электрода, мм: 1.6-5.0
Пределы регул. свар. тока, А: 10-190
Напряжение, В: 220
Вес, кг: 4.7
Напряжение холостого хода, В: 80
Быстрый просмотр
Сварочный аппарат инверторный САИ 160
Напряжение сети, В: 220±10%
Максимальный потребляемый ток, А: 22
Напряжение холостого хода, В: 80
Напряжение дуги, В: 26
Диапазон регулирования сварочного тока, А: 10–160
Продолжительность нагружения, %: 40% 160А
Максимальный диаметр электрода, мм: 3,2–4
Класс защиты: IP21
Масса, кг: 4,5
Быстрый просмотр
Master ММА-250
Диаметр электрода, мм: 1. 6 — 5.0
6 — 5.0
Пределы регул. свар. тока, А: 20-250
Напряжение, В: 380
Мощность, кВт: 9.4
Вес, кг: 19
Сила тока, А:
Напряжение холостого хода, В: 70
Габаритные размеры, мм: 480х204х303
Напряжение, В: 380
Быстрый просмотр
Master 252
Диаметр электрода, мм: 1.6-5.0
Пределы регул. свар. тока, А: 20-250
Напряжение, В: 220
Мощность, кВт: 9.4
Вес, кг: 17.5
Напряжение холостого хода, В: 69
Габаритные размеры, мм: 480х200х300
Быстрый просмотр
Master 202 с комплектом
Диаметр электрода, мм: 1.6-5.0
Пределы регул. свар. тока, А: 30-200
Напряжение, В: 220
Мощность, кВт: 7
Вес, кг: 8
Быстрый просмотр
Master 162 с комплектом без кейса
Напряжение питающей сети, В: 220В ± 15%
Первичный ток, А: 33
Номинальный сварочный ток, А: ПВ % t=25°C
Напряжение холостого хода, В: 62
Плавная регулировка тока, А: 30-160
Степень защиты: IP21
Класс изоляции: Н
Встроенная термозащита: есть
Габариты, мм: 290 x 132 х 203
Масса источника, кг: 5,5
Быстрый просмотр
Master 162 с комплектом
Напряжение питания: 180-240 V50 Hz
Напряжение холостого хода, В: 62
Диапазон сварочного тока, А: 20-160
Номинальное сварочное напряжение: 26,4
Продолжительность нагрузки (ПН, %): 60
Вес, кг: 5,5
Быстрый просмотр
IN 160-230V-160A D=4,0mm в пластиковом кейсе
Диаметр электрода, мм: 1. 6-4.0
6-4.0
Пределы регул. свар. тока, А: 10-160
Напряжение, В: 75
Мощность, кВт: 5
Вес, кг: 4.2
Габаритные размеры, мм: 420х170х370
Напряжение, В: 220
Быстрый просмотр
GYSMI 161
Диаметр электрода, мм: 1.6-4.0
Пределы регул. свар. тока, А: 10-160
Напряжение, В: 75
Мощность, кВт: 3.5
Вес, кг: 4.1
Быстрый просмотр
GYSMI 131 DC
Диаметр электрода, мм: 1.6-3.2
Пределы регул. свар. тока, А: 10-130
Напряжение, В: 80
Мощность, кВт: 5
Вес, кг: 3
Габаритные размеры, мм: 125х240х170
Напряжение, В: 220
Быстрый просмотр
Последним функциональным устройством инвертора является выходной выпрямитель. Его использование обусловлено невозможностью применения высокочастотного напряжения для процессов сварки. Именно по этому инвертор сварочный относится к классу аппаратов, работающих на постоянном токе. Применение электронной схемы из выпрямителя и инвертора, поначалу кажется усложнением конструкции. Тем не менее, эта связка, кроме выполнения главной задачи — преобразования напряжения, позволяет получить и некоторые дополнительные функциональные возможности. Например, она обеспечивает плавное регулирование сварочного тока, позволяет реализовывать процесс зажигания дуги на малых значениях тока и многое другое. В итоге некоторое усложнение схемы оборачивается уменьшением массы и габаритов и придает новые свойства оборудованию.
Именно по этому инвертор сварочный относится к классу аппаратов, работающих на постоянном токе. Применение электронной схемы из выпрямителя и инвертора, поначалу кажется усложнением конструкции. Тем не менее, эта связка, кроме выполнения главной задачи — преобразования напряжения, позволяет получить и некоторые дополнительные функциональные возможности. Например, она обеспечивает плавное регулирование сварочного тока, позволяет реализовывать процесс зажигания дуги на малых значениях тока и многое другое. В итоге некоторое усложнение схемы оборачивается уменьшением массы и габаритов и придает новые свойства оборудованию.
Принцип преобразования с использованием инвертора сегодня получает все большее распространение. Подобным образом устроены импульсные блоки питания, автомобильные преобразователи 12/220 вольт и многие другие устройства. Отличаются они лишь некоторыми характеристиками.
Схемотехника сварочных инверторов
Нужны еще сервисы? Архив Каталог тем Добавить статью. Как покупать? В статье представлен обзор публикаций, посвященных разработке силовой части мощных ключевых преобразователей, которые применяются для построения сварочных инверторов. Однотактные сварочные инверторы 2. Двухтактные сварочные инверторы 3.
Как покупать? В статье представлен обзор публикаций, посвященных разработке силовой части мощных ключевых преобразователей, которые применяются для построения сварочных инверторов. Однотактные сварочные инверторы 2. Двухтактные сварочные инверторы 3.
Поиск данных по Вашему запросу:
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Содержание:
- Устройство сварочного инвертора
- Сварочный инвертор своими руками
- Электрическая схема сварочного инвертора
- Схема сварочного инвертора fubag in 203 ремонт своими руками
- Принципиальная схема сварочного инвертора
- Что важно знать о схеме сварочного инвертора?
- Перспективная схемотехника сварочных инверторов
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: ПЕРЕДЕЛКА СВАРОЧНОГО ИНВЕРТОРА в ИНДУКЦИОННУЮ ПЕЧЬ.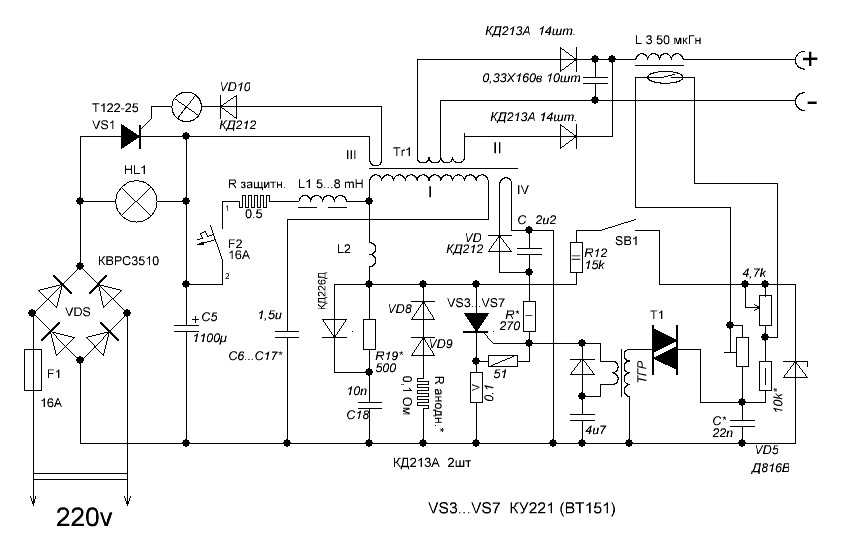 Подробный обзор. Сварочный аппарат — нагревателя
Подробный обзор. Сварочный аппарат — нагревателя
Устройство сварочного инвертора
Использование инверторных источников сварочного тока ИИСТ в наши дни практически полностью заменяет применение трансформаторных источников, которые являлись их предшественниками. В основе их принципа действия был заложен понижающий трансформатор, работающий от сети частотой Гц. Он представлял собой довольно громоздкое устройство. Для создания современных сварочных инверторов используются принципиальные электрические схемы, отличающиеся от схем трансформаторных аппаратов.
При использовании сварочного инвертора необходимо использовать электроды с покрытием ММА. Для каждой модели инвертора характерно подходящее схемное решение, обеспечивающее качественные конструктивные особенности агрегата.
Электрическая схема предполагает работу агрегата на основе импульсных преобразователей высокой частоты. Электрическая дуга должна держаться долго, чтобы шов получился очень ровным, поэтому сама принципиальная электрическая схема позволяет выпускать сварочные инверторы с легким весом, чтобы их было удобно держать и перемещать. Рынок аппаратов для сварки снабжает приборами не только промышленность, но и бытовую сферу, причем ИИСТ больше всего используют в быту.
Электрическая дуга должна держаться долго, чтобы шов получился очень ровным, поэтому сама принципиальная электрическая схема позволяет выпускать сварочные инверторы с легким весом, чтобы их было удобно держать и перемещать. Рынок аппаратов для сварки снабжает приборами не только промышленность, но и бытовую сферу, причем ИИСТ больше всего используют в быту.
Производители ежегодно поставляют новейшее сварочное оборудование данного типа. Высокий уровень спроса на инверторные устройства обусловлен применением электрической схемы, основанной на широтно-импульсной модуляции. Повсеместным спросом пользуются ИИСТ, которые применяются для:. Широко применяемая дуговая ручная сварка MMA с помощью ручного электрода монолит не требует слишком большого расхода электроэнергии. Аппарат, имеющий достаточно сниженный вес, позволяет сварщику с легкостью его перемещать ближе к необходимой точке подключения.
Прибор ручной дуговой сварки совместим с генератором, который служит для выработки переменного напряжения В. Используемая электрическая схема аргонодуговой сварки TIG переменного либо постоянного тока связана с расширенными возможностями, позволяющими осуществлять точное регулирование различных параметров установленного режима. Для сварки используется вольфрамовый электрод, которым можно точно выполнять все работы. Это позволяет сделать внешний вид шва и его качество соответствующим.
Используемая электрическая схема аргонодуговой сварки TIG переменного либо постоянного тока связана с расширенными возможностями, позволяющими осуществлять точное регулирование различных параметров установленного режима. Для сварки используется вольфрамовый электрод, которым можно точно выполнять все работы. Это позволяет сделать внешний вид шва и его качество соответствующим.
Вместе с тем особыми преимуществами обладают и габариты прибора, его вес, а также энергопотребление. Варианты могут быть связаны с капельной, струйной переноской и пр. Данный способ не предполагает разбрызгивание капель металла. Новый вид передовых технологий обеспечивается за счет плазменно-дуговой резки PAC.
Сварочный процесс и паузы происходят при высокой стабильности дуги инверторного аппарата. Процесс резки должен происходить на высокой скорости для получения ровной и аккуратной кромки, которая не требует обработки.
Для некоторых инверторов характерно самоограничение мощности, поскольку их действие основано на резонансных инверторах. Если настроить прибор в режим максимального тока, то короткое замыкание не случится.
Если настроить прибор в режим максимального тока, то короткое замыкание не случится.
В целом ИИСТ — это сварочный аппарат, принцип работы которого напоминает действие блока питания компьютера. В этом и состоит отличие ИИСТ от классического трансформаторного источника питания. Меньшие размеры инвертора отличают его от трансформаторного прибора. Вместе с тем для ИИСТ характерен высокий уровень частот, превосходящий частоту работы трансформаторного аппарата в 50 Гц. Принципиальная электрическая схема сварочного инвертора предусматривает работу на частотах от 55 до 75 кГц.
Инвертор, принципиальная схема которого основана на действии блока транзисторов высокой частоты от 55 до 75 кГц , предусматривает процесс коммутирования входного тока высокой мощности, поступающего с диодного моста. Элемент одновременно служит для выпрямления входного напряжения.
После его выравнивания за счет фильтрующих конденсаторов можно получить постоянный ток при напряжении более В. Выход первоначального этапа связан с наличием первичного выпрямителя напряжения сети В с частотой переменного тока, равной 50 Гц.
Сборка данного источника производится на основе диодного моста, а конденсатор служит простым фильтром. Лимитирование тока после включения устройства связано с наличием нелинейной зарядной цепи. Ее основными элементами являются шунтирующий тиристор и токоограничивающий резистор. В целом принципиальная электрическая схема инверторного сварочного аппарата связана с выполнением функции источника питания, обеспечивающего работу транзисторному блоку ИИСТ.
Действие данного блока происходит при частоте кГц, поэтому потребуется понижающий трансформатор, работающий на требуемых частотах. Эта возможность позволяет выпускать сварочные инверторы меньших размеров, чем трансформаторные аппараты. При наименьших размерах современного ИИСТ, в отличие от трансформаторного аппарата, мощность прибора имеет постоянный уровень.
Важным этапом является решение задачи, связанной с выбором необходимой технологии, оптимизирующей работу силовой части. Ее представляют составляющим элементом принципиальной электрической схемы любого профессионального инвертора.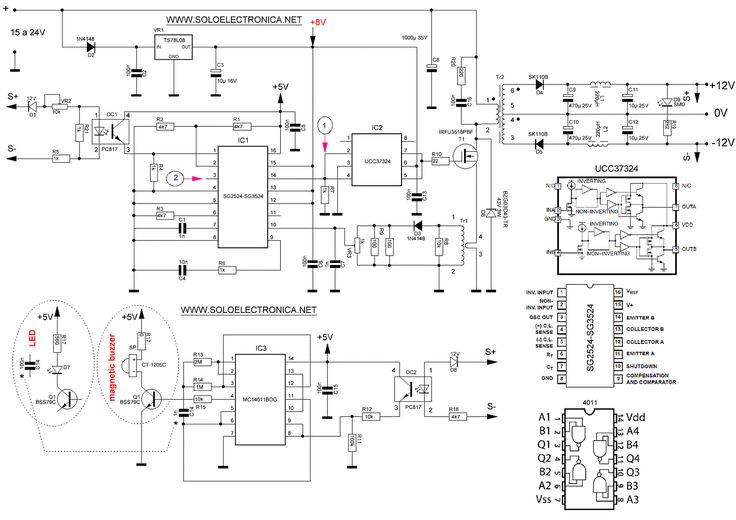
Построить силовую часть можно на основе топологии, предусматривающей использование мостового конвертера, однотактного прямоходового мостового и полумостового конвертера. Принципиальную схему сварочного инвертора можно проследить, опираясь на порядок выполнения действий данным устройством. Первоначально включенный в сеть прибор для сварки ИИСТ получает переменный ток с напряжением В, выпрямление которого происходит при наличии в схеме диодного моста. Для устранения лишних помех с целью защиты высококачественного конденсатора устанавливают специальные помеховые фильтры, которые являются препятствием.
Затем происходит выравнивание тока при наличии конденсатора и его поступление к блоку транзистора. Через конденсаторы проходит ток, имеющий напряжение выше, чем на выходе диодных мостов.
Понижающий трансформатор имеет обмотку, где должна присутствовать частота, с которой происходит прохождение постоянного тока, в несколько раз превышающую ее первоначальную величину. В результате на выходе происходит получение высокочастотного переменного сварочного тока.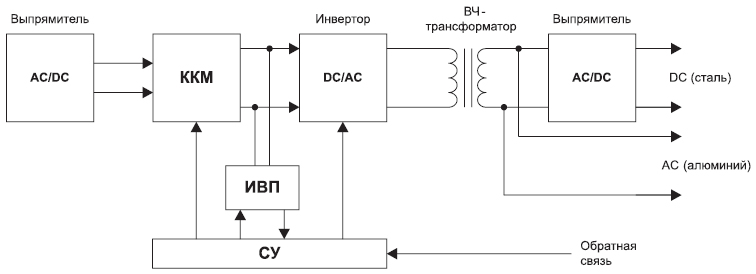 Далее ток проходит через цепь понижающего высокочастотного трансформатора, который имеет вторичную обмотку с большим сечением. При этом могут быть использованы разные виды обмоточных материалов.
Далее ток проходит через цепь понижающего высокочастотного трансформатора, который имеет вторичную обмотку с большим сечением. При этом могут быть использованы разные виды обмоточных материалов.
Трансформатор понижает ток до уровня напряжения, равного В. Одновременно происходит возрастание силы сварочного тока, которая превышает А. Если сборка кустарная, то используют трансформатор со вторичной обмоткой, изготовленной с применением меди размер толщины — 0,3, ширины — 40 мм. Условия данного подхода заключаются в вытеснении тока высоких частот на поверхность проводников, сердцевина которых не задействуется, поэтому происходит нагревание прибора.
Далее полученный ток выпрямляется за счет выходных диодов. Особенностью действия выходного диода является его функционирование при высокочастотном токе, с чем справляются не все виды диодов.
Поэтому следует применять те диоды, которые являются быстродействующими. Они имеют время восстановления не более 50 наносекунд. В одинаковых условиях обычным диодом нельзя будет воспользоваться по причине отсутствия его срабатывания при установленной высокой частоте тока. Получаемый результат связан с выходом постоянного сварочного тока, сила которого является очень высокой, а напряжение низким.
Получаемый результат связан с выходом постоянного сварочного тока, сила которого является очень высокой, а напряжение низким.
Электрическая схема, по которой действует инвертор, приведена на рис. Производители предусматривают для любой модели определенные характеристики, позволяющие увеличить надежность эксплуатации прибора и обеспечить меры безопасности при работе с ним.
Электрическая схема прибора предполагает наличие блока термоконтроля, служащего защитой агрегата от сильного нагревания и перегрева. Блок регулирует и работу системы охлаждения. Присутствие различий в деталях сварочных инверторов определенных типов не влияет на принципиальные схемы их работы, которые сводятся к описанному ранее принципу.
Рассматриваемое оборудование имеет электрическую схему, включающую несколько важных элементов. Блок температурного контроля позволяет схеме управлять работой системы вентиляции, обеспечивающей принудительное охлаждение всего агрегата. Радиатор охлаждения силового транзистора контролируется интегральным датчиком, отвечающим за его температуру.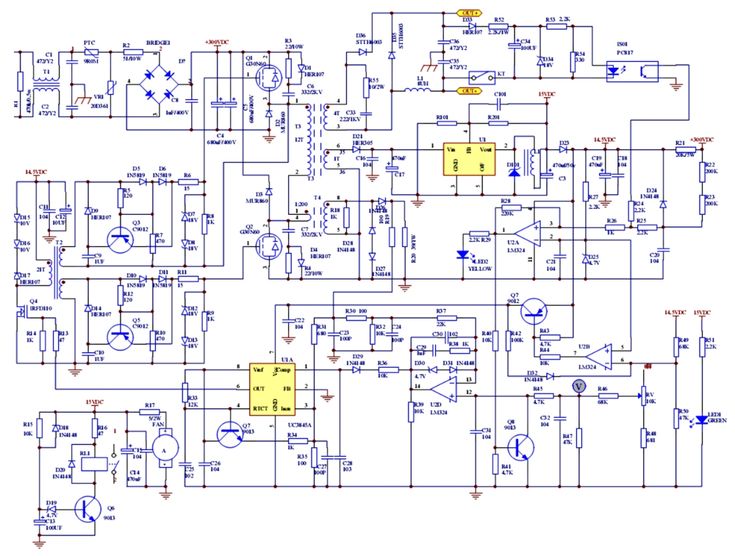 Принципиальная электрическая схема инвертора, выпускаемого отечественным производителем Ресанта, позволяет фирме поставлять на рынок компактные агрегаты, помещающиеся в кейс не очень больших размеров.
Принципиальная электрическая схема инвертора, выпускаемого отечественным производителем Ресанта, позволяет фирме поставлять на рынок компактные агрегаты, помещающиеся в кейс не очень больших размеров.
Несмотря на различную мощность выпускаемых фирмой приборов, им свойственна определенная электрическая схема рис. Она объединяет принцип работы плазменных резаков и аргонодуговых сварочных аппаратов Ресанта.
Оно отличается особой надежностью, многофункциональностью, являясь одновременно узкоспециализированным. Для сварочных инверторов немецкого производства характерно наличие большого количества функций, которые являются дополнительными. Они включают принудительное охлаждение, работу в режиме пониженной мощности, микропроцессорное управление и др. Есть мастера, для которых сборка сварочного инвертора не отнимает большого количества времени. Следует просто иметь начальные знания по электротехнике.
Принципиальные схемы сварочных инверторов являются доступными, если для самостоятельного изготовления потребуется чертеж или инструкция. Важно создавать сварочные инвертора, принципиальные электрические схемы, которых сводятся к получению высокой стабильности сварочной дуги. Автор статьи Андрей. Как правильно залудить паяльник? До того как залудить паяльник, следует узнать, в чем заключается данная процедура и для чего ее нужно проводить. Суть состоит в том, что в результате паек из-за перегрева жало паяльника окисляется и, соответственно, теряет способность нормально расплавлять припой.
Важно создавать сварочные инвертора, принципиальные электрические схемы, которых сводятся к получению высокой стабильности сварочной дуги. Автор статьи Андрей. Как правильно залудить паяльник? До того как залудить паяльник, следует узнать, в чем заключается данная процедура и для чего ее нужно проводить. Суть состоит в том, что в результате паек из-за перегрева жало паяльника окисляется и, соответственно, теряет способность нормально расплавлять припой.
Основные неисправности сварочных инверторов. Ремонт неисправностей сварочных инверторов начинается в первую очередь с диагностики. Данная аппаратура позволяет выполнять сварочные работы в более комфортных условиях.
Схемы самодельного сварочного инвертора. Сделать самодельный сварочный инвертор несложно, особенно если вы ладите с электроникой. Главное, чтобы у вас было свободное время часов и желание выполнить эту работу. Как применяют сварочный инвертор: электрическая принципиальная схема 50 Схема устройства сварочного инвертора. Схема панели сварочного инвертора. Схема работы сварочного инвертора. Рисунок 1. Электрическая схема, по которой действует инвертор.
Схема панели сварочного инвертора. Схема работы сварочного инвертора. Рисунок 1. Электрическая схема, по которой действует инвертор.
Рисунок 2.
Сварочный инвертор своими руками
Вашему вниманию представлена схема сварочного инвертора, который вы можете собрать своими руками. Максимальный потребляемый ток — 32 ампера, вольт. Ток сварки — около ампер, что позволяет без проблем варить электродом 5-кой, длина дуги 1 см, переходящим больше 1 см в низкотемпературную плазму. КПД источника на уровне магазинных, а может и лучше имеется в виду инверторные. На рисунке 2 — схема сварочника. Частота — 41 кГц, но можно попробовать и 55 кГц.
Перспективная схемотехника сварочных инверторов — Для дома и быта, Перспективная схемотехника сварочных инверторов (часть 1).
Электрическая схема сварочного инвертора
Несмотря на свои положительные качества, они, как и любое другое электронное устройство, временами выходит из строя. Чтобы отремонтировать инвертор сварочного аппарата нужно хотя бы поверхностно знать его устройство и основные функциональные блоки. Информация будет полезна всем тем начинающим радиолюбителям, которые хотели бы научиться самостоятельно ремонтировать сварочные аппараты инверторного типа. Дальше будет много букв — наберитесь терпения. Сам инверторный сварочный аппарат представляет не что иное, как довольно мощный блок питания. По принципу действия он очень схож с импульсными блоками питания, например, компьютерными блоками питания AT и ATX. Схожесть заключается в принципе преобразования энергии. Это кратко, так сказать, на пальцах. Такие же преобразования происходят в импульсных блоках питания для ПК.
Информация будет полезна всем тем начинающим радиолюбителям, которые хотели бы научиться самостоятельно ремонтировать сварочные аппараты инверторного типа. Дальше будет много букв — наберитесь терпения. Сам инверторный сварочный аппарат представляет не что иное, как довольно мощный блок питания. По принципу действия он очень схож с импульсными блоками питания, например, компьютерными блоками питания AT и ATX. Схожесть заключается в принципе преобразования энергии. Это кратко, так сказать, на пальцах. Такие же преобразования происходят в импульсных блоках питания для ПК.
Схема сварочного инвертора fubag in 203 ремонт своими руками
Подробно: схема сварочного инвертора fubag in ремонт своими руками от настоящего мастера для сайта olenord. Fubag in — профессиональный сварочный аппарат инверторного типа. Очень популярная модель. В ремонт fubag in приходит очень часто.
Уникальные возможности инверторов и вполне понятная схема сварочного аппарата объясняют тот высокий интерес, который проявляют к ним многие пользователи.
Принципиальная схема сварочного инвертора
Современные сварочные работы проводятся при применении специальных инверторов. Ранее для подобной обработки металла использовали обычные трансформаторы, которые характеризуются меньшей эффективностью. Принципиальная схема сварочного инвертора может несколько отличаться, но все они характеризуются легкостью и компактностью. Только при учете конструктивных особенностей можно провести ремонт сварочного инвертора и его точную настройку. Принципиальная электрическая схема инверторного сварочного аппарата предусматривает сочетание нескольких элементов, которые связаны между собой. Основными можно назвать:.
Что важно знать о схеме сварочного инвертора?
Использование инверторных источников сварочного тока ИИСТ в наши дни практически полностью заменяет применение трансформаторных источников, которые являлись их предшественниками. В основе их принципа действия был заложен понижающий трансформатор, работающий от сети частотой Гц. Он представлял собой довольно громоздкое устройство. Для создания современных сварочных инверторов используются принципиальные электрические схемы, отличающиеся от схем трансформаторных аппаратов. При использовании сварочного инвертора необходимо использовать электроды с покрытием ММА. Для каждой модели инвертора характерно подходящее схемное решение, обеспечивающее качественные конструктивные особенности агрегата.
Он представлял собой довольно громоздкое устройство. Для создания современных сварочных инверторов используются принципиальные электрические схемы, отличающиеся от схем трансформаторных аппаратов. При использовании сварочного инвертора необходимо использовать электроды с покрытием ММА. Для каждой модели инвертора характерно подходящее схемное решение, обеспечивающее качественные конструктивные особенности агрегата.
Принципиальная схема сварочного аппарата инверторного типа с транзисторами и диодными мостами. Процесс преобразования частоты тока в.
Перспективная схемотехника сварочных инверторов
Саранск Тел. В статье представлен обзор схемотехники силовой части источников сварочного тока инверторного типа, рассмотрены общие принципы работы, недостатки и преимущества каждой из схем. Приведены несколько запатентованных способов стимулирования зажигания дуги, представлена синтезированная типовая структурная схема инверторного сварочного аппарата.
Современные сварочные работы проводятся при применении специальных инверторов. Ранее для подобной обработки металла использовали обычные трансформаторы, которые характеризуются меньшей эффективностью. Принципиальная схема сварочного инвертора может несколько отличаться, но все они характеризуются легкостью и компактностью. Только при учете конструктивных особенностей можно провести ремонт сварочного инвертора и его точную настройку.
Ранее для подобной обработки металла использовали обычные трансформаторы, которые характеризуются меньшей эффективностью. Принципиальная схема сварочного инвертора может несколько отличаться, но все они характеризуются легкостью и компактностью. Только при учете конструктивных особенностей можно провести ремонт сварочного инвертора и его точную настройку.
Читать полностью. Главная страница :: Статьи :: Сварочное оборудование Сварочный инвертор — новое направление в схемотехнике Сегодня лидирующие позиции среди существующей сварочной техники по праву заняли инверторные источники питания.
Надежный аппарат позволяет производить более качественные и долговечные соединения, швы. Источник, предназначенный для получения питания силовой частью оборудования, — первичный выпрямитель напряжения сети переменного тока В, частотой 50 Гц, собранный на диодных мостах, простой фильтр — конденсатор. Для лимитирования тока зарядки при включении устройства используется нелинейная зарядная цепь, которая, в свою очередь, состоит из шунтирующего тиристора, токоограничивающего резистора.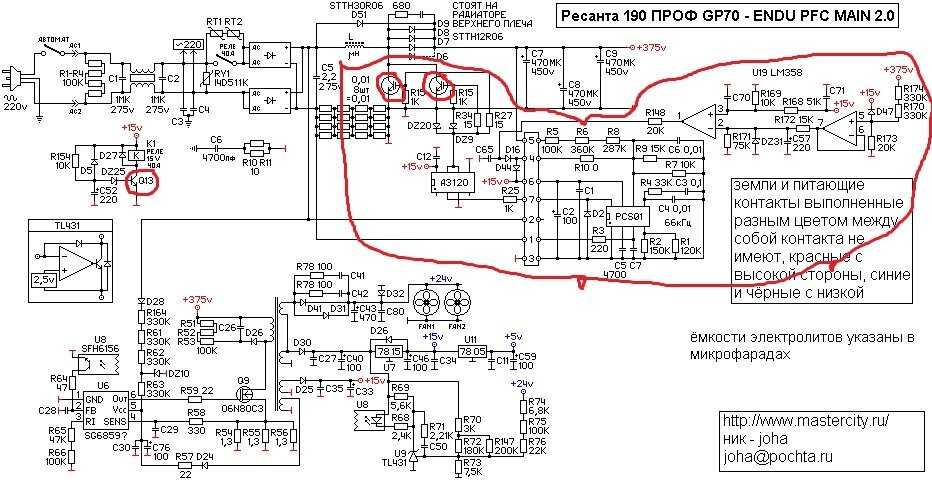 Силовая часть оборудования строится по топологии следующих видов: мостовой конвертер, однотактный прямоходовой мостовой конвертер, полумостовой конвертер. Основным преимуществом ОПМК, исполняющего основу инверторного устройства, есть высокая надежность.
Силовая часть оборудования строится по топологии следующих видов: мостовой конвертер, однотактный прямоходовой мостовой конвертер, полумостовой конвертер. Основным преимуществом ОПМК, исполняющего основу инверторного устройства, есть высокая надежность.
ИИСТ инверторные источники сварочного тока в наше время практически целиком вытеснили своих предшественников — трансформаторные источники, принцип работы которых базируется на понижающем трансформаторе. Подобные трансформаторы работали на частоте электросети — Гц и были довольно громоздкими устройствами. Схема сварочного инвертора отличается от трансформаторного и далее мы поясним, чем именно.
Сварочный аппарат принцип действия. Принцип работы сварочного инвертора.
Скрываются инверторные преобразователи напряжения на широкий диапазон мощностей, от единиц ватт до десятков киловатт.
Принцип работы позволяет понять его устройство и другие важные моменты, а поэтому считаем необходимым подробный обзор данного приспособления.
Ближе к сути
Особенность сварочного инвертора заключается в возможности его работы на статическую нагрузку. За минувшие несколько десятилетий инверторные преобразователи токов стали использоваться в условиях построения электросварочных аппаратов, конструкция которых располагает нагрузкой в виде электрической дуги. Но обо всем по порядку.
Принцип работы (рис. 1)
Принцип работы любого сварочного аппарата построен на преобразовании переменного тока напряжением 220В или 380В с частотой 50 Гц в постоянный рабочий параметр с соответствующими характеристиками по напряжению холостого хода, рабочему параметру, а также подающей вольтамперной характеристике.
Однако принцип работы рассматриваемого сварочного инвертора отличается от сварочных выпрямителей, которые основаны на диодно мостовых схемах сварочных выпрямителей. В том случае, если на обыкновенных выпрямителях производится однократное выпрямление переменного рабочего параметра после понижающего трансформатора, то в случае с использованием сварочного инвертора применяется многократное преобразование по напряжению, частоте, а также выпрямлению. Разумеется, что качественные технические параметры выпрямленного тока производятся выше.
Разумеется, что качественные технические параметры выпрямленного тока производятся выше.
Принцип работы рассматриваемого сварочного аппарата разбирается на основании работы последовательного инвертора. На рисунке находится изображение структурной схемы. Глядя на изображение схемы, можно понять, что нагрузочные сопротивления, а также коммутационные элементы (ёмкостные, индукционные) включаются в последовательную цепь. Управляющий модуль строится на работе 2 тиристоров.
Преобразованием тока занимается первичный сетевой выпрямитель, после чего постоянный ток проходит на фильтр, при этом показатель напряжения остается неизменным. Постоянный рабочий параметр сглаживается посредством сетевого фильтра, после чего производится его подача на частотный преобразователь для последующего преобразования в переменный высокочастотный параметр.
Частота сварочного тока может достигать пределов 50-100 кГц. Высокочастотный параметр подается на импульсный трансформатор, после чего сварочный трансформатор производит понижение рабочего параметра высокой частоты до предела напряжения холостого сварочного тока. Выпрямление высокочастотного рабочего параметра сварки производится на выходе рассматриваемого устройства во вторичном выпрямляющем блоке.
Выпрямление высокочастотного рабочего параметра сварки производится на выходе рассматриваемого устройства во вторичном выпрямляющем блоке.
Силовой выпрямительный блок располагает сглаживающими ёмкостными фильтрами для последующего улучшения качественных показателей выпрямителей тока. В свою очередь, управляющий модуль производит контроль, а также изменение характеристик работы рассматриваемого инверторного аппарата.
Принцип работы практически любого сварочного инвертора, в том числе и преобразователя, заключается в области применения импульсного резонанса. Данное направление является новым в области электротехники, с появлением которого стало возможным уменьшение габаритов громоздких сварочных устройств, функционирование которых основано на классической электротехнике.
Нужно заметить, что любое оборудование, основанное на принципиальные инверторные преобразования рабочего параметра, остается на порядок дороже выпрямителей, а также силовых трансформаторов. Сложные принципиальные схемы управления и преобразования позволяют снизить их надежность, а все остальные преимущественные стороны могут поспорить с соединительными работами во многих отраслях.
Структурная схема
Рисунок состоит из трех основных блоков:
- На входе схемы располагается выпрямитель с ёмкостью, которая подключена параллельно. Относительно роли конденсаторов схемы, то они служат в качестве накопителей, с помощью которых появляется возможность поднимать напряжение постоянного тока до показателя 300В;
- Модуля рассматриваемого аппарата, посредством которого постоянный ток преобразуется в высокочастотный переменный;
- Выходного выпрямительного блока, преобразующего переменный ток после аппарата в постоянный рабочий параметр.
Разные решения модульного блока, который имеют принципиальные схемы инвертора, становятся доступными для понимания благодаря всматриванию в предоставленные схемы.
Двухконтактный модуль (мостовая схема — рис. 2)
Двухполярные импульсы в мостовом типе образуются за счет парной эксплуатации ключевых транзисторов (VT1-VT3; VT2-VT4), сквозь которые проходит половина тока от моста.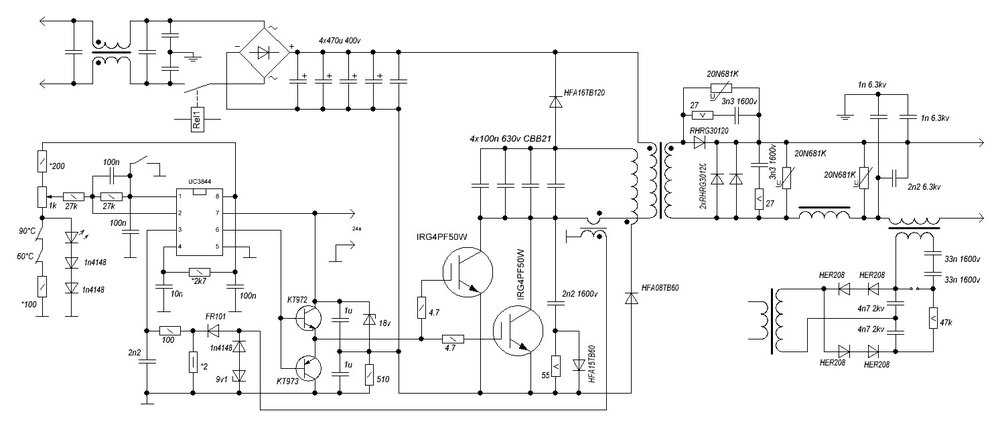 Разумеется, показатель напряжения будет составлять половину от ёмкости «С».
Разумеется, показатель напряжения будет составлять половину от ёмкости «С».
Двухконтактный модуль (полумостовая схема – рис. 3)
В этом случае полумостовой модуль снаряжен емкостным делителем на транзисторах, а также в первичной обмотке будет составлять 0,5 от значения на входе устройства. В результате этого при питании от выпрямителя на входе установки напряжение будет составлять 150В. Рисунок данной схемы при значительных рабочих токах используются мощные транзисторы. Потребление рабочего параметра сети повышено, если производить сравнение с полным мостом.
Инверторный модуль (косой полумост — 4)
На изображение данной схемы ключевые транзисторы VT1-VT2 функционируют одновременно на отпирании, а также запирание. Показатель напряжение в транзисторах не достигает 0,5 напряжения на входе. При закрытии транзисторов энергия поглощается конденсатором «С», расположенным на входе посредством диодов VD1-VD2. Однако среди недостатков «косого полумоста» стоит выделить особым образом подмагничивание стержня трансформатора путем использования составляющей константы рабочего параметра на выходе. Принципиальные схемы устройства и работы аппарата инверторного типа дают возможность максимально качественно понять, каким образом функционируют данные полезные установки.
Принципиальные схемы устройства и работы аппарата инверторного типа дают возможность максимально качественно понять, каким образом функционируют данные полезные установки.
- Преимущества и недостатки сварочных инверторов
Для удачного приобретения инверторной продукции необходимо знать устройство сварочного инвертора и принципы его работы, чтобы в случае поломки можно было его отремонтировать, поскольку сегодня очень востребованы и доступны по стоимости аппараты для сварки инверторного типа. Приобрести их можно в магазине или же изготовить самостоятельно.
Принцип действия сварочного инвертора
Сам сварочный инвертор – это своеобразный блок питания с большой мощностью. Принцип его работы схож с импульсными блоками питания. Сходство заключается в особенностях трансформирования энергии, а именно в следующих шагах.
Шаги преобразования энергии в аппарате для сварки:
- выпрямление переменного тока сети 220 вольт;
- преобразование постоянного тока в высокочастотный переменный;
- снижение напряжения высокой частоты;
- выходное выпрямление пониженного тока.
Раньше основой сварочного устройства был силовой высокомощный трансформатор. Уменьшая переменный ток сети, он давал возможность получать нужные для сварки высокие токи благодаря вторичной обмотке. Трансформаторы, работающие на обычной частоте сети переменного тока 50 Гц, очень объемные по размерам и много весят.
Поэтому, чтобы избавиться от этого недостатка, был придуман сварочный инвертор. Его размеры удалось уменьшить благодаря увеличению частоты для его работы до 80 и более кГц. Чем больше рабочая частота, тем меньше габариты устройства. Масса, соответственно, тоже меньше. А это экономия на материалах для его производства.
Откуда взять эти частоты при показателе 50 Гц в сети? Для этих целей придумана инверторная схема, которая складывается из транзисторов высокой мощности, переключаемых с частотой от 60 до 80 кГц. Но для того чтобы они функционировали, им нужно подавать постоянный ток. Его можно получить при помощи выпрямителя, состоящего из диодного моста, а также фильтров для сглаживания. В конечном результате выходит постоянный ток 220 вольт. Инверторные транзисторы подсоединены к трансформатору, понижающему напряжение.
В конечном результате выходит постоянный ток 220 вольт. Инверторные транзисторы подсоединены к трансформатору, понижающему напряжение.
Поскольку переключение транзисторов происходит при высокой частоте, то и трансформатор работает на такой же. Для работы на высокочастотных токах нужны менее объемные трансформаторы. Получается, что размеры инвертора небольшие, а рабочая мощность не меньше, чем у его громоздкого предшественника, работающего с частотой 50 Гц.
Вследствие необходимости преобразования устройства появился ряд дополнительных деталей для его бесперебойной работы. Познакомимся с ними поближе.
Вернуться к оглавлению
Особенности устройства сварочного инвертора
Чтобы уменьшить размеры и вес, устройства для сварки собирают по инверторной схеме.
Базовая схема сборки:
- низкочастотный выпрямитель;
- инвертор;
- трансформатор;
- высокочастотный выпрямитель;
- рабочий шунт;
- электронный блок управления.

Каждая модель инвертора имеет свои особенности, но все они основаны на применении высокочастотных импульсных преобразователей. Как писалось ранее, переменный ток 220В с помощью мощного диодного моста выпрямляется и сглаживается конденсаторами.
На конденсаторах для фильтрации сила тока будет в 1,41 раза больше, чем на выходе из диодов для выпрямления. То есть при напряжении в 220 вольт на диодном мосту на конденсаторах получим 310 вольт постоянного тока. В сети сила тока может меняться, следовательно, конденсаторы рассчитаны на рабочую область с запасом (400 вольт). Обычно используются диоды Д161 или В200. Диодная сборка GBPC3508 работает при прямом токе 35 А. Через диоды проходит высокое напряжение, и они нагреваются. Поэтому их устанавливают на радиатор для охлаждения. В качестве элемента защиты на радиатор прикреплен температурный предохранитель. Он размыкается, если температура повышается до +90°С.
Конденсаторы устанавливают разного объема, в зависимости от модификации устройства. Емкость их может достигать размера 680 мкф.
Емкость их может достигать размера 680 мкф.
Постоянный ток с выпрямителя и фильтра поступает на инвертор. Он собирается по схеме «косого моста» и складывается из двух ключевых транзисторов большой мощности. В аппарате для сварки основными транзисторами могут быть IGBT или высоковольтные MOSFET. Эти составляющие крепятся на радиатор, чтобы отводить лишнее тепло.
В сварочном аппарате должен еще быть качественный высокочастотный трансформатор, который является источником для понижения напряжения. В инверторе он весит в разы меньше, чем силовой трансформатор в сварочном аппарате. Первичная обмотка состоит из 100 витков ПЭВ толщиной 0,3 мм. Вторичные обмотки: 15 витков медной проволоки 1 мм, 2 обмотки по 20 витков с сечением 0,35 мм. Намотки первичной и вторичных обмоток должны совпадать. Все обмотки должны быть изолированы с помощью лакоткани или фторопластовой ленты для улучшения проводимости. Выходы всех обмоток на месте скрепления защищают и запаивают.
Кроме основных компонентов инвертора есть еще режим антиприлипания электрода, плавная регулировка сварочного тока, защитная система от перегрузок.
Специалист с легкостью может настроить необходимый сварочный ток и регулировать его во время сварочных работ. Диапазон тока достаточно широк – 30-200 А.
Выходной выпрямитель состоит из мощных двойных диодов и одного общего катода. Их особенность в высокой скорости действия. Поскольку их задача – выпрямлять высокочастотный переменный ток, то простые диоды с этим не справятся. У них скорость закрытия и открытия слишком мала, а это повлекло бы перегревание и быструю поломку. При поломке выходных диодов их нужно менять именно на быстродействующие. Они, как и обычные, монтируются на радиатор.
Во время включения сварочного инвертора идет заряд на электролитические конденсаторы. Сила этого тока сначала очень большая и может спровоцировать перегревание и поломку выпрямительных диодов. Чтобы этого избежать, используется схема «мягкого пуска». Главный компонент ее – резистор мощностью 8 Вт. Как раз он является ограничителем силы тока во время запуска аппарата.
После окончания зарядов конденсаторов и начала штатной работы устройства контакты электромагнитного поля замыкаются. Дальше резистор не принимает участия в работе, ток курсирует через реле.
Дальше резистор не принимает участия в работе, ток курсирует через реле.
Трудно недооценить необходимость сварочных аппаратов в домашнем или дачном хозяйстве. Простота конструкции устройства позволяет производить их сборку самостоятельно.
Однако качество выполняемых работ зависит не только от умений, но и внутреннего устройства изделия. Данная статья посвящена устройству и принципам работы этих аппаратов.
Назначение
Сварочный аппарат относится к классу электрических устройств, предназначенных для формирования напряжения питания сварочной дуги. Принцип работы сварочного аппарата основан на преобразовании напряжения сети в сварочную дугу. Поскольку в дуге присутствуют большие токи (до 250 А), то чтобы их получить используют подход понижения напряжения питания дуги. Основная задача конструкции обеспечить устойчивую дугу, температура горения которой может доходить до нескольких тысяч градусов.
Типы сварочных аппаратов
Существует большое количество классификационных признаков, но в конструктивном плане электрические сварочные аппараты подразделяются на:
- трансформаторные;
- выпрямительные;
- инверторные.

Устройство и принцип работы инверторной сварки
Устройство и принцип работы сварочного аппарата трансформаторного типа предполагают, что поддержание стабильности дуги при сварке происходит путём изменения индуктивного сопротивления вторичной (нагрузочной) обмотки. Это достигается введением реактивной катушки, а в мощных версиях – специальными магнитными шунтами.
Популярное решение состоит в раздвижении катушек, что приводит к изменению магнитного потока, в, свою очередь, к регулированию тока. Выпрямительная схема – самая простая. Регулировку выходного тока организуют с помощью тиристоров. Лучшими нагрузочными характеристиками обладает трёхфазная схема выпрямления.
Именно эту операцию реализует инвертор. Используя широтно-импульсное модулирование (ШИМ) происходит регулирование выходного тока. Этот принцип регулирования основан на изменении длительности выходных импульсов.
- Работа платы управления
- Особые возможности инверторов
Традиционный сварочный аппарат, в состав которого входит в обязательном порядке громоздкий трансформатор, в последнее время активно вытесняется инверторами.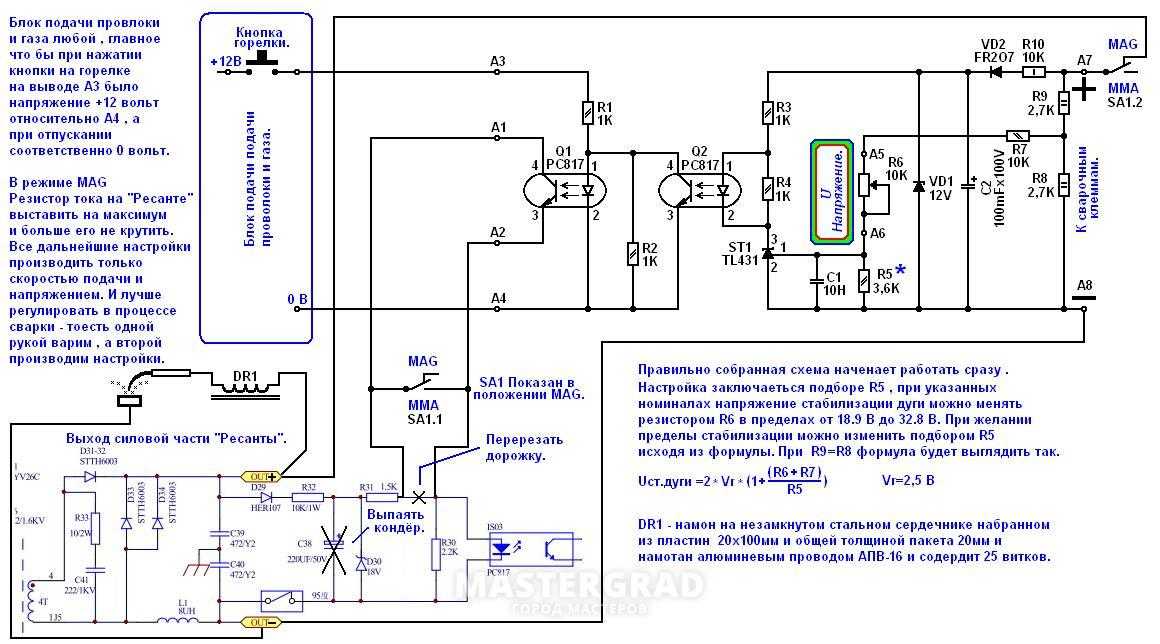 Чтобы понять, как работает сварочный инвертор, необходимо разобраться с его конструкцией, принципом действия, эксплуатационными особенностями, что определяет достоинства и выявляет минусы данного устройства.
Чтобы понять, как работает сварочный инвертор, необходимо разобраться с его конструкцией, принципом действия, эксплуатационными особенностями, что определяет достоинства и выявляет минусы данного устройства.
Инверторный сварочный аппарат используется для сварки различных деталей из металла.
Общие принципы работы инвертора
В отличие от более привычных сварочных трансформаторов, в этом устройстве преобразование электрического напряжения в сварной ток происходит в несколько этапов: посредством маломощного трансформатора, по габаритам почти соизмеримого с пачкой сигарет, и электронной схемы. Также инверторный аппарат имеет систему (блок) управления, которая значительно облегчает процесс сваривания и позволяет формировать качественный шов. Как же работает инверторный сварочный аппарат?
Сначала входной ток в 220 В частотой 50 А проходит через выпрямитель сварочного аппарата, преобразуется в постоянный и попутно сглаживается фильтрами (обычно в виде электролитических конденсаторов). Полученное постоянное напряжение посредством модулятора, собранного на полупроводниках, преобразуется опять в переменное, но уже с более высокой частотой (до 100 кГц). Далее производится выпрямление и понижение напряжения до значения, нужного для сваривания металла.
Полученное постоянное напряжение посредством модулятора, собранного на полупроводниках, преобразуется опять в переменное, но уже с более высокой частотой (до 100 кГц). Далее производится выпрямление и понижение напряжения до значения, нужного для сваривания металла.
Использование высокочастотного преобразователя позволило применить трансформатор относительно небольших размеров, в результате чего габариты и масса инверторного аппарата значительно уменьшились. Например, чтобы получить в инверторе сварочный ток в 160 ампер, понадобится трансформатор весом примерно в 0,25 кг: чтобы достичь аналогичного результата на традиционном сварочном агрегате, придется использовать трансформатор весом не менее 18 кг. При работе инверторного сварочного аппарата важную роль играет электроника: она осуществляет обратную связь с электрической дугой, что позволяет жестко регулировать и поддерживать на нужном уровне ее параметры. Их малейшее отклонение тут же «пресекается» микропроцессорами. Все эти «дополнения» гарантируют стабильную дугу, которая гарантирует высокое качество работ при использовании сварочного аппарата инверторного типа.
Вернуться к оглавлению
Как работает основная электронная схема?
В сетевом выпрямителе электрический ток (220 В) выпрямляется при помощи сильного диодного моста (обычно это диодная сборка), сглаживание пульсаций переменного тока производится за счет электролитических конденсаторов. Т.к. диодный мост при работе сильно нагревается, то его устанавливают на охлаждающие радиаторы. Плюс имеется термопредохранитель, срабатывающий при нагреве диодов более +90°С и защищающий недешевую диодную сборку. Рядом с выпрямительным мостом выделяются своими габаритами электролитические конденсаторы (круглые «бочонки»), емкость которых колеблется в пределах 140-800 мкФ. Дополнительно в сварочный аппарат ставят фильтр, который не допускает возникновения радиопомех.
В схему самого инвертора входят 2 мощных транзистора (чаще MOSFET или IGBT), также устанавливаемые на радиаторы. Эти полупроводники коммутируют ток, проходящий через импульсный трансформатор: при этом частота переключений достигает десятков кГц.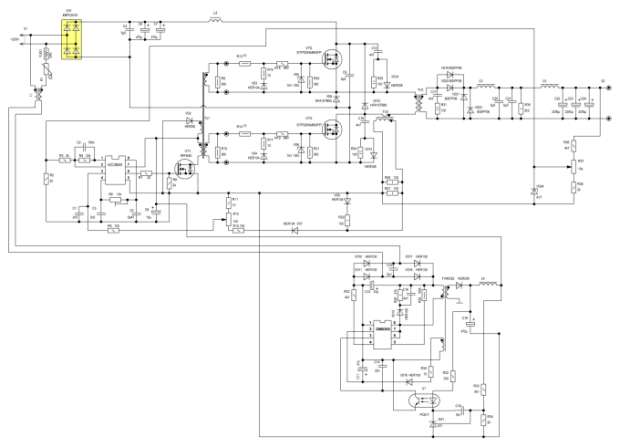 В итоге формируется переменный ток большой частоты. Чтобы защитить дорогие транзисторы от выбросов напряжения, применяют защитные цепи, включающие в себя резисторы и конденсаторы небольшой емкости. После того как транзисторы свое «отработали», со вторичной обмотки понижающего трансформатора снимается меньшее напряжение (до 70 В), но ток при этом может быть равен 130-140 и выше ампер.
В итоге формируется переменный ток большой частоты. Чтобы защитить дорогие транзисторы от выбросов напряжения, применяют защитные цепи, включающие в себя резисторы и конденсаторы небольшой емкости. После того как транзисторы свое «отработали», со вторичной обмотки понижающего трансформатора снимается меньшее напряжение (до 70 В), но ток при этом может быть равен 130-140 и выше ампер.
Чтобы на выходе получить постоянное напряжение, используется надежный выходной выпрямитель. Обычно это устройство собирают на основе сдвоенных диодов, имеющих общий катод. Эти приборы отличаются максимальным быстродействием, т.е. быстро открываются и закрываются, при этом время восстановления не превышает 50 наносекунд. Последнее качество очень важно, т.к. эти диоды выпрямляют ток очень высокой частоты: обычные полупроводники с подобной задачей не справились бы, они не успевали бы переключаться. Поэтому при ремонте важно заменять эти диоды на такие же высокочастотные (наиболее распространены приборы типа VS 60CPH03, STTH6003CW, FFh40US30DN), которые должны быть рассчитаны на обратное напряжение 300 В и ток 30 А.
Вернуться к оглавлению
Работа платы управления
Для питания элементов платы применяется стабилизатор напряжения, рассчитанный на 15 В и установленный на теплоотводящий радиатор. Напряжение питания поступает из основного выпрямителя. Одна из функций стабилизатора питания – подача напряжения на реле, обеспечивающее «плавный пуск» устройства. При подаче напряжения начинают заряжаться конденсаторы: при этом напряжение возрастает и, чтобы защитить диодную сборку, применяется схема ограничения, в которую входит мощный (на 8 Вт) резистор. Как только конденсаторы зарядятся, инвертор заработает, реле замкнет свои контакты, и резистор в дальнейшей работе участвовать не будет.
Помимо стабилизатора напряжения, в электронной схеме инвертора есть множество других систем, обеспечивающих высокие эксплуатационные качества устройства. Основными из этих электронных блоков является:
- Система управления и драйверы: здесь главный элемент – микросхема ШИМ-контроллера, которая «занимается» управлением работы мощных транзисторов;
- Регулировочные и контрольные цепи: основной элемент – трансформатор тока, чья задача заключается в контролировании силы тока выходного трансформатора;
- Система контроля напряжения питающей сети и тока на выходе: состоит из ОУ (операционного усилителя), собранного на микросхеме (например, LM324). Назначение системы – при необходимости включать аварийную защиту, отслеживать работу и исправность основных элементов электронного блока.
 Назначение системы – при необходимости включать аварийную защиту, отслеживать работу и исправность основных элементов электронного блока.
Назначение системы – при необходимости включать аварийную защиту, отслеживать работу и исправность основных элементов электронного блока.Техника постоянно развивается и оборудование для сварки не стало исключением. В последнее время на рынке становится все больше аппаратов инверторного типа, которые уже практически вытеснили сварочные трансформаторы во всех сегментах. Конкуренция еще может оставаться только на самом простом уровне, который необходим для использование ручной дуговой сварки, так как более сложные технические процедуры, для которых нужны специальные функции, сейчас выполняются преимущественно инвертерами. Многие специалисты уже смогли на практике оценить все преимущества данных изделий, не говоря уже о том, что в частной сфере они стали практически незаменимы. Это простые в использовании и многофункциональные аппараты. Устройство и принцип работы сварочного инвертора обеспечивает надежное горение дуги, а также формирование качественных и надежных швов.
В последние годы появляется все больше различных моделей, от достаточно миниатюрных аппаратов, которые могут использоваться для переносной сварки и питаться от автономных источников, до больших многофункциональных изделий, применяемых в частной сфере. Большое разнообразие производителей также способствует данному увеличению количества моделей. Компоновка сварочного полуавтомата, простого аппарата и других разновидностей может меняться в зависимости от конкретной модели, но основные принципы сохраняются изменения сильно задевают дополнительные функции, так как для них создаются отдельные блоки. Все это в целом обеспечивает отличные возможности для легкого выполнения сложных операций, благодаря чему оборудование и заслужило высокую популярность у современных специалистов. Но здесь имеются не только сплошные преимущества, так как встречаются и недостатки.
Большое разнообразие производителей также способствует данному увеличению количества моделей. Компоновка сварочного полуавтомата, простого аппарата и других разновидностей может меняться в зависимости от конкретной модели, но основные принципы сохраняются изменения сильно задевают дополнительные функции, так как для них создаются отдельные блоки. Все это в целом обеспечивает отличные возможности для легкого выполнения сложных операций, благодаря чему оборудование и заслужило высокую популярность у современных специалистов. Но здесь имеются не только сплошные преимущества, так как встречаются и недостатки.
Преимущества сварочного инвертора
- Устройство сварочного полуавтомата инверторного типа, а также обыкновенного аппарата позволяет уменьшить размеры корпуса оборудования, так как все комплектующие оказываются более компактными;
- За счет снижения габаритов корпуса, снижается и общий вес, который в современных моделях может достигать всего 3-4 кг;
- Оборудование не сильно чувствительно к перепадам напряжения, так как встроенная электроника помогает поддерживать стабильность горения дуги и подстраиваться под скачки электричества в сети;
- Стабильное горение дуги не позволяет металлу сильно разбрызгиваться;
- Устройство сварочного инвертора позволяет дополнять технику дополнительными функциями, которые были недоступны и которые помогают улучшить качество сварного шва;
- Техника может работать от обыкновенной бытовой сети, так что здесь не требуется подключение к трехфазной сети;
- Затраты электроэнергии на работу инвертора значительно меньше, чем при работе трансформатором.

Недостатки сварочного инвертора
- Стоимость техники заметно выше, чем у предыдущего поколения, особенно заметно это становится с ростом мощности и количества функций;
- Устройство инверторного сварочного аппарата оказывается сильно чувствительным к перегревам, поэтому, его не рекомендуют использовать для длительных и беспрерывных работ;
- Аппарат может создавать высокий уровень электромагнитных помех вокруг себя, что может повлиять на другие виды техники, находящиеся рядом;
- Здесь также присутствует большая чувствительность к вибрациям, ударам встряскам и так далее, так как внутри присутствует электроника, которая может выйти из строя.
Принцип работы сварочного инвертора
Основной функцией данной техники является преобразование тока из сети в те параметры, которые необходимы для сваривания металла. Для этого ток проходит через сложную систему преобразований. Эта схема выглядит следующим образом:
- Первым делом все поступает на выпрямитель инвертора. Переменный ток из обыкновенной розетки входит в выпрямитель и становится постоянным на выходе.
- Затем происходит снижение напряжения. В сети оно подается с параметрами в 220 В, а специальный инверторный блок понижает его до требуемого значение, заданного настройками. Здесь же постоянный ток снова переходит в переменный, но на этот раз специальный блок повышает его частоту.
- После этого все переходит на трансформатор. Здесь напряжение снова понижается до требуемого значения. Благодаря понижению силы высокочастотного напряжения, начинает возрастать сила высокочастотного тока.
- На последнем этапе преобразованный высокочастотный ток поступает на вторичный выпрямитель, где он снова становится постоянным. Здесь же происходит окончательная регулировка его параметров, которые будут соответствовать заявленным на датчиках характеристикам.
 Переменный ток из обыкновенной розетки входит в выпрямитель и становится постоянным на выходе.
Переменный ток из обыкновенной розетки входит в выпрямитель и становится постоянным на выходе.Таким образом, принцип работы сварочного инвертора помогает четко контролировать его параметры и повышать частоту тока и напряжения. Благодаря этому улучшается возможность работы с тугоплавкими и сложно свариваемыми металлами. Сюда относится , алюминия и прочих разновидностей.
Благодаря этому улучшается возможность работы с тугоплавкими и сложно свариваемыми металлами. Сюда относится , алюминия и прочих разновидностей.
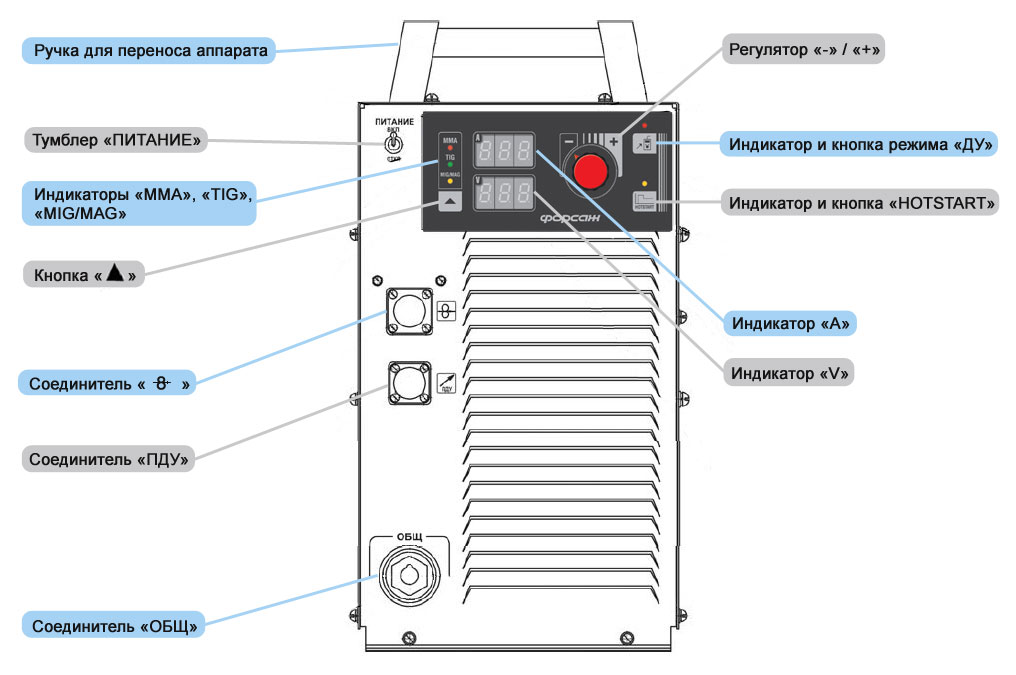
Схема инвертора
Устройство
Устройство каждой модели может иметь ряд особенностей, но в целом многие технические узлы повторяются. В основном плата техники состоит из следующих частей:
- Радиатор выходного выпрямителя – это одна из наиболее объемных деталей, которая служит для вторичного выпрямителя сварочного тока;
- Радиаторы транзисторов – несколько радиаторов, которые в целом своем объеме занимают около четверти платы;
- Кулер – обязательное для инверторов устройство охлаждения, так как здесь большая чувствительность к перегреву;
- Сетевой выпрямитель – первичное устройство для выпрямления поступаемого из сети тока перед последующим его преобразованием;
- Датчик тока – датчик, показывающий параметры получаемого тока;
- Реле мягкого пуска – устройство, помогающее обеспечить легкий старт во время сварочного процесса;
- Интегральный стабилизатор – дополнительный блок, который помогает стабилизировать параметры электричества, даже если идут скачки в сети;
- Помеховый фильтр;
- Конденсаторы помехового фильтра.
Режимы
Принцип работы инверторного сварочного аппарата позволяет ввести несколько дополнительных функций, которые помогут сделать работу более простой.
- Горячий старт. Данная функция помогает увеличить сварочный ток в тот момент, когда электрод касается заготовки. После этого сила тока возвращается на те параметры, которые указаны на датчике. Количество добавленных Ампер зависит от изначальной силы тока, так как она показывается в относительном соотношении, от 5 до 100%. Некоторые модели обладают только фиксированной величиной добавки. С помощью данной функции легче поджигать плохие электроды.
- Форсаж дуги. Данная функция становится незаменимой при сваривании тонких листов металла во время формирования и продвижения сварочной ванны она уберегает электрод от залипания и от прожигания. Здесь постоянно добавляется и убавляется количество тока, чтобы дуга горела стабильно. Принцип действия очень похож на «Горячий старт», но при этом регулировка идет постоянно. Здесь также может присутствовать фиксированное значение или регулируемое.
- Антизалипание. Данная функция не обеспечивает постоянное горение дуги, как это было в предыдущих случаях. Это одно из наиболее ранних и простых нововведений, которые были реализованы в инверторах. В то время, когда электрод залипает, образуется короткое замыкание, нагревающее аппарат и воздействующее на него прочими негативными свойствами. Чтобы избежать этого, при включенной функции антизалипания техника просто отключит подачу питания. Таким образом, ей не будет нанесено никакого вреда и можно будет спокойно продолжить сварку. При желании ее можно отключить или отрегулировать.
 Здесь также может присутствовать фиксированное значение или регулируемое.
Здесь также может присутствовать фиксированное значение или регулируемое.принцип действия, устройство и схема инверторной сварки на транзисторах
Главная / Аппараты
Назад
Время на чтение: 5 мин
0
366
На сегодняшний день инверторные сварочные аппараты получили широкое распространение благодаря своим характеристикам и областям применения.
В самом деле, аппараты эти достаточно универсальны и могут выполнять целый ряд функций, от соединения металлических деталей до запуска двигателя вашего автомобиля в морозный день.
Выбор таких аппаратов огромен, на рынке присутствует множество моделей. Вы всегда можете подобрать себе сварочный аппарат с необходимыми вам характеристиками и по приемлемой цене.
Слишком экономить при покупке такого аппарата не рекомендуется, если вы не хотите в скором времени его ремонтировать. Считается, что оптимальная цена на такие аппараты начинается где-то со 100 $.
Однако не все согласны тратить такие деньги на аппарат, который будет использоваться несколько раз в год. Проще собрать собственный сварочный аппарат Бармалея.
- Общая информация
- Принцип работы
- Отличительные особенности сборки Силовые ключи
- Силовой трансформатор
- Реле
Проверка работоспособности
После сборочных и отладочных работ проверяется работоспособность сварочного аппарата. Для этого устройство надо запитать от электросети 220 В, далее задать высокие показатели силы тока и сверить показатели по осциллографу. В нижней петле напряжение должно быть в пределах 500 В и не более 550 В. Если все правильно и электроника подобрана строго, показатель напряжения не превысит величины 350 В.
Для этого устройство надо запитать от электросети 220 В, далее задать высокие показатели силы тока и сверить показатели по осциллографу. В нижней петле напряжение должно быть в пределах 500 В и не более 550 В. Если все правильно и электроника подобрана строго, показатель напряжения не превысит величины 350 В.
Потом сварка проверяется в действии. С этой целью используются необходимые электроды, и шов раскраивается до полного выгорания электрода. Затем важно проконтролировать температуру трансформатора. Если он попросту закипает, значит, в схеме есть недочеты и работу лучше не продолжать.
После раскраивания двух-трех швов радиаторы нагреются до большой температуры, и важно дать им остыть. Для этого хватит двух-трехминутной паузы, в итоге температура выровняется до оптимальной.
Для схемы «Защита импортных ТА»
Импортные телефонные аппараты и трубки в основном рассчитаны на телефонную сеть с напряжением 48 В. В сетях СНГ с напряжением 60 В они часто выходят из строя. Для снижения напряжения питания автор использует устройство, приведенное на рисунке.В качестве ограничителя используются стабилитроны VD1, VD2 типа Д814Д и резистор R1 типа МЛТ 0,5 Вт. Сопротивление резистора может меняться от 51 до 150 Ом в зависимости от длины линии.Устройство монтируется внутри телефонного аппарата, телефонной вилки или розетки.Литература 1.
Для снижения напряжения питания автор использует устройство, приведенное на рисунке.В качестве ограничителя используются стабилитроны VD1, VD2 типа Д814Д и резистор R1 типа МЛТ 0,5 Вт. Сопротивление резистора может меняться от 51 до 150 Ом в зависимости от длины линии.Устройство монтируется внутри телефонного аппарата, телефонной вилки или розетки.Литература 1.
Кизлюк А. И. Справочник по устройству и ремонту телефонных аппаратов зарубежного и отечественного производства….
Смотреть описание схемы …
Общая информация
Что же из себя представляет данный аппарат, и почему он имеет такое странное название? Более 15 лет схема этого аппарата была представлена на одном из тематических форумов назад пользователем с ником Бармалей.
Схема оказалась простой и понятной, а сам аппарат — достаточно функциональным, удобным в работе и простым в обслуживании.
Что немаловажно – при сборке данного аппарата пользователь может сам выбирать многие компоненты для сборки, тем самым самостоятельно регулирую его окончательную стоимость.
Ремонт сварочного аппарата Бармалея также несложен, с ним сможет справиться даже пользователь, не имеющий серьезного опыта в данной области.
Не нужно быть специалистом в области электроники, чтобы собрать этот инвертор. Однако есть ряд нюансов, которые требуют базовых теоретических знаний.
Также следует отметить, что существует множество вариаций этой схемы, которые появились за все эти годы благодаря тому, что было предпринято множество попыток улучшить эту схему и привнести в нее что-то свое.
Мы хотим рассказать вам об одной из этих бюджетных схем, не претендуя на то, что наш вариант является самым лучшим.
Используя информацию из нашей статьи вы сможете собрать и аппарат с пусково-зарядной функцией, но для этого вам понадобятся дополнительные навыки, так как это тема для отдельной статьи, здесь мы рассмотрим только модель для сварки.
Хотя для сборки сварочного аппарата Бармалея особые знания не требуются, мастера, которые не разбираются в силовой электронике и не стремящиеся в ней разобраться, должны быть готовы к тому, что при попытке первого включения аппарата после сборки, транзисторы могут сгореть, и придется начинать все с начала. Для успешной сборки основные понятия силовой электроники должны быть вам знакомы.
Для успешной сборки основные понятия силовой электроники должны быть вам знакомы.
Для схемы «ПЕРЕНОСНЫЙ АППАРАТ ДЛЯ ТОЧЕЧНОЙ ЭЛЕКТРОСВАРКИ»
Бытовая электроникаПЕРЕНОСНЫЙ АППАРАТ ДЛЯ ТОЧЕЧНОЙ ЭЛЕКТРОСВАРКИВ. ПАПЕНИН, г.. ЛенинградПереносный малогабаритный электросварочный аппарат с выносным сварочным пистолетом предназначен для приваривания листовой нержавеющей и обычной стали толщиной 0,08…0,15 мм к массивным стальным деталям, а также для соединения сваркой стальной проволоки диаметром до 0,3 мм. Он может найти применение во многих отраслях народного хозяйства, например, при изготовлении термопар, для приваривания к металлоконструкциям тензометрических датчиков, предварительно наклеенных на стальную фольгу, и во многих других случаях. Внешний вид сварочногоаппарата
показан на 3-й с. вкладки (вверху). Масса силового блока
аппарата
— приблизительно 8 кг, габариты-225х135Х120 мм.Как видно из принципиальной электрической схемы, (рис.1) аппарат состоит из двух основных узлов: электронного реле на тринисторе V9 и мощного сварочного трансформатора Т2.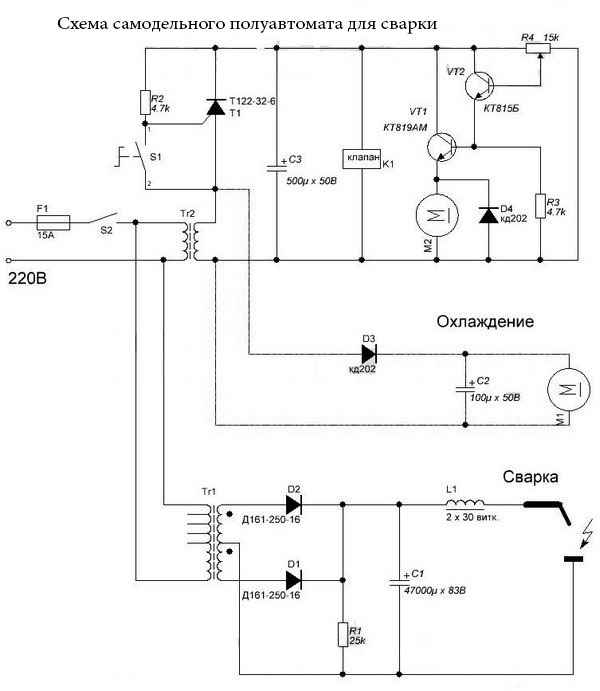 Рис.1К одному из выводов его низковольтной вторичной обмотки подключен сварочный электрод, второй вывод надежно соединяют с более массивной из двух свариваемых деталей. усилитель мощности на кт904 Сетевая обмотка
Рис.1К одному из выводов его низковольтной вторичной обмотки подключен сварочный электрод, второй вывод надежно соединяют с более массивной из двух свариваемых деталей. усилитель мощности на кт904 Сетевая обмотка
сварочного
трансформатора подключена к сети через диодный мост V5-V8, в диагональ которого включен тринистор V9 электронного реле. Маломощный вспомогательный трансформатор Т1 питает цепь менеджмента тринистором (обмотка ///) и лампу HI подсветки места сварки (обмотка //).Аппарат работает следующим образом. При замыкании контактов выключателя S1 «Вкл.» напряжение питания 220 В поступает на первичную обмотку трансформатора Т1 узла менеджмента тринистором. Конденсатор С1, подключенный через замкнутые контакты переключателя S3 «Импульс» к выпрямительному мосту V1-V4, заряжается. Первичная обмотка сварочного трансформатор…
Смотреть описание схемы …
Улучшение теплоотвода
Первый недостаток, которым грешит подавляющее большинство недорогих инверторных аппаратов — плохая схема отвода тепла с силовых ключей и выпрямительных диодов.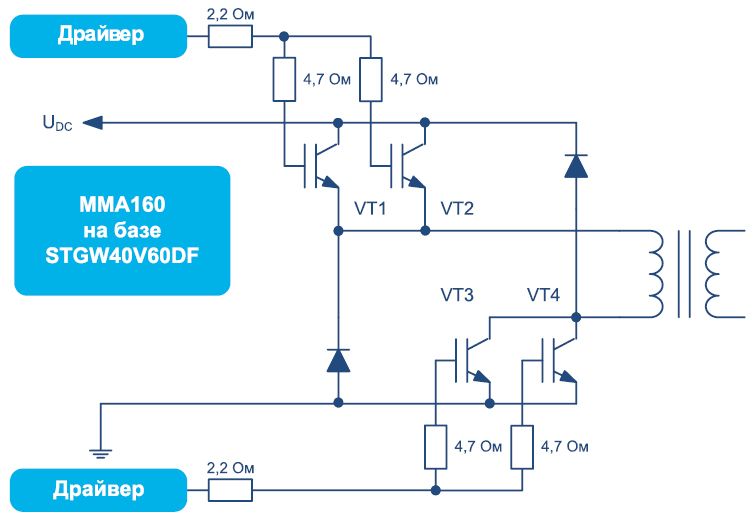 Начинать доработку в этом направлении лучше с увеличения интенсивности принудительного обдува. Как правило, в сварочных аппаратах устанавливают корпусные вентиляторы с питанием от служебных цепей напряжением 12 В. В «компактных» моделях принудительное воздушное охлаждение может вовсе отсутствовать, что для электротехники такого класса, безусловно, нонсенс.
Начинать доработку в этом направлении лучше с увеличения интенсивности принудительного обдува. Как правило, в сварочных аппаратах устанавливают корпусные вентиляторы с питанием от служебных цепей напряжением 12 В. В «компактных» моделях принудительное воздушное охлаждение может вовсе отсутствовать, что для электротехники такого класса, безусловно, нонсенс.
Достаточно просто увеличить воздушный поток путём установки нескольких таких вентиляторов последовательно. Проблема в том, что «родной» кулер скорее всего придётся снять. Чтобы эффективно работать в последовательной сборке, вентиляторы должны иметь идентичную форму и число лопастей, а также скорость вращения. Собрать одинаковые кулеры в «стопку» крайне просто, достаточно стянуть их парой длинных болтов по диаметрально противоположным угловым отверстиям. Также не стоит беспокоиться о мощности источника служебного питания, как правило её достаточно для установки 3–4 вентиляторов.
Читать также: Сплав титана и железа
Если внутри корпуса инвертора недостаточно места для установки вентиляторов, можно приладить снаружи один высоко. Его установка проще по той причине, что не требуется подключение к внутренним цепям, питание снимается с клемм кнопки включения. Вентилятор, разумеется, должен устанавливаться напротив вентиляционных жалюзеек, часть которых можно вырезать, чтобы снизить аэродинамическое сопротивление. Оптимальное направление потока воздуха — на вытяжку из корпуса.
Его установка проще по той причине, что не требуется подключение к внутренним цепям, питание снимается с клемм кнопки включения. Вентилятор, разумеется, должен устанавливаться напротив вентиляционных жалюзеек, часть которых можно вырезать, чтобы снизить аэродинамическое сопротивление. Оптимальное направление потока воздуха — на вытяжку из корпуса.
Второй способ улучшить теплоотвод — замена штатных алюминиевых радиаторов на более производительные. Новый радиатор нужно выбирать с наибольшим количеством как можно более тонких рёбер, то есть с наибольшей площадью контакта с воздухом. Оптимально в этих целях использовать радиаторы охлаждения компьютерных ЦП. Процесс замены радиаторов довольно прост, достаточно соблюдать несколько простых правил:
- Если штатный радиатор изолирован от фланцев радиоэлементов слюдой или резиновыми прокладками, их нужно сохранить при замене.
- Для улучшения теплового контакта нужно использовать кремнийорганическую термопасту.
- Если радиатор нужно подрезать, чтобы он поместился в корпус, обрезанные рёбра нужно тщательно обработать надфилем, чтобы снять все заусенцы, иначе на них будет обильно оседать пыль.
- Радиатор должен быть плотно прижат к микросхемам, поэтому предварительно на нём нужно разметить и просверлить крепёжные отверстия, возможно, потребуется нарезать резьбу в теле алюминиевой подошвы.

Дополнительно отметим, что нет смысла менять штучные радиаторы отдельно стоящих ключей, замене подвергаются только теплоотводы интегральных схем или нескольких высокомощных транзисторов, установленных в ряд.
Как отремонтировать сварочный инвертор своими руками
Ремонт сварочных инверторов, несмотря на его сложность, в большинстве случаев, можно выполнить самостоятельно. Если разобраться в конструкции инверторов, то можно и диагностировать неисправность и починить его своими руками.
Национальная энциклопедия строительства ProfiDom.com.ua расскажет, как раз о таких случаях, когда можно справиться самостоятельно.
Устройство сварочного инвертора
Сварочные инверторы, в зависимости от моделей работают, как от бытовой электрической сети (220 В), так и от трехфазной (380 В). Единственное, что нужно учитывать при подключении аппарата к бытовой сети, – это его потребляемая мощность. Если она превышает возможности электропроводки, то работать агрегат при «просаженной» сети не будет.
Единственное, что нужно учитывать при подключении аппарата к бытовой сети, – это его потребляемая мощность. Если она превышает возможности электропроводки, то работать агрегат при «просаженной» сети не будет.
Итак, в устройство инверторного сварочного аппарата входят следующие основные модули:
- Первичный выпрямительный блок. Этот блок, состоящий из диодного моста, размещен на входе всей электрической цепи аппарата. Именно на него подается переменное напряжение из электросети. Чтобы снизить нагревание выпрямителя, к нему прикреплен радиатор. Последний охлаждается вентилятором (приточным), установленным внутри корпуса агрегата. Также диодный мост имеет защиту от перегрева. Реализована она с помощью термодатчика, который при достижении диодами температуры 90° разрывает цепь.
- Конденсаторный фильтр. Подсоединяется параллельно к диодному мосту для сглаживания пульсаций переменного тока и содержит 2 конденсатора. Каждый электролит имеет запас по напряжению не менее 400 В, и по емкости от 470 мкФ для каждого конденсатора.
- Фильтр для подавления помех. Во время процессов преобразования тока в инверторе возникают электромагнитные помехи, которые могут нарушать работу других приборов, подключенных к данной электрической сети. Чтобы убрать помехи, перед выпрямителем устанавливают фильтр.
- Инвертор. Отвечает за преобразование переменного напряжения в постоянное. Преобразователи, работающие в инверторах, могут быть двух типов: двухтактные полумостовые и полные мостовые. Ниже приведена схема полумостового преобразователя, имеющего 2 транзисторных ключа, на основе устройств серий MOSFET или IGBT, которые чаще всего можно увидеть на инверторных аппаратах средней ценовой категории.
Схема полного мостового преобразователя является более сложной и включает в себя уже 4 транзистора. Данные типы преобразователей устанавливают на самых мощных аппаратах для сварки и соответственно — на самых дорогостоящих.
Так же, как и диоды, транзисторы устанавливаются на радиаторы для лучшего отвода от них тепла. Чтобы защитить транзисторный блок от всплесков напряжения, перед ним устанавливается RC-фильтр:
Чтобы защитить транзисторный блок от всплесков напряжения, перед ним устанавливается RC-фильтр:
- Высокочастотный трансформатор. Устанавливается после инвертора и понижает высокочастотное напряжение до 60-70 В. Благодаря включению в конструкцию данного модуля ферритового магнитопровода, появилась возможность снизить вес и уменьшить габариты трансформатора, а также уменьшить потери мощности и повысить КПД оборудования в целом. К примеру, вес трансформатора, имеющего железный магнитопровод и способного обеспечивать ток в 160 А, будет около 18 кг. Но трансформатор с ферритовым магнитопроводом при тех же характеристиках тока будет иметь массу около 0,3 кг.
- Вторичный выходной выпрямитель. Состоит из моста, в составе которого находятся специальные диоды, с большой скоростью реагирующие на высокочастотный ток (открытие, закрытие и восстановление занимает около 50 наносекунд), на что не способны обычные диоды. Мост оборудован радиаторами, предотвращающими его перегрев. Также выпрямитель имеет защиту от скачков напряжения, реализованную в виде RC-фильтра. На выходе модуля размещаются две медных клеммы, обеспечивающих надежное подключение к ним силового кабеля и кабеля массы.
- Плата управления. Управлением всеми операциями инвертора занимается микропроцессор, который получает информацию и контролирует работу аппарата с помощью различных датчиков, расположенных практически во всех узлах агрегата. Благодаря микропроцессорному управлению, подбираются идеальные параметры тока для сварки разного рода металлов. Также электронное управление позволяет экономить электроэнергию за счет подачи точно рассчитанных и дозированных нагрузок.
- Реле плавного пуска. Чтобы во время пуска инвертора не перегорели диоды выпрямителя от высокого тока заряженных конденсаторов, применяется реле плавного пуска.
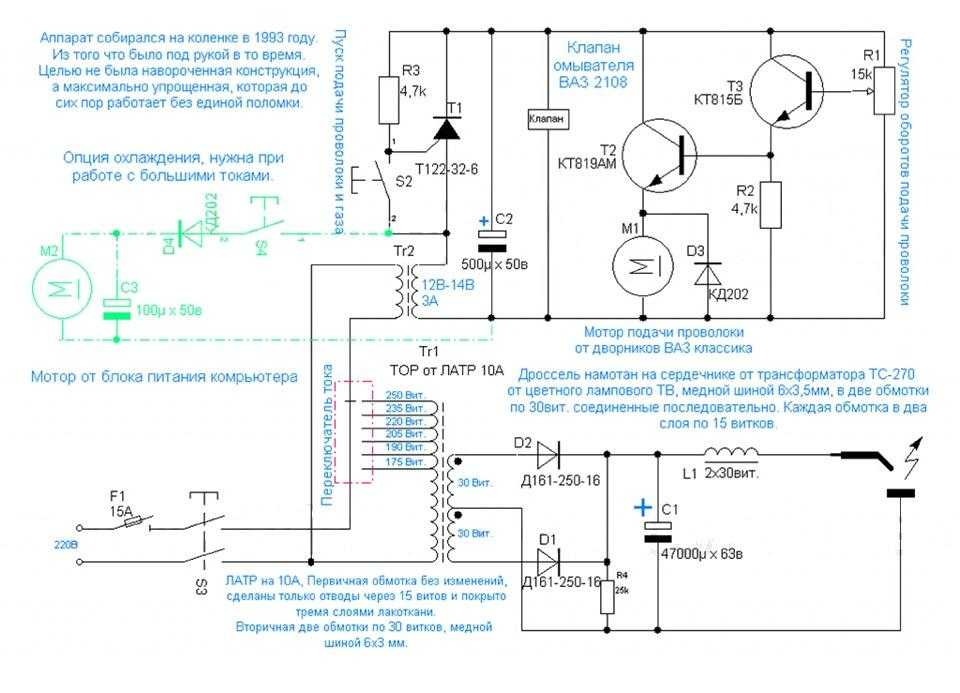 На выходе модуля размещаются две медных клеммы, обеспечивающих надежное подключение к ним силового кабеля и кабеля массы.
На выходе модуля размещаются две медных клеммы, обеспечивающих надежное подключение к ним силового кабеля и кабеля массы.Как работает инвертор
Здесь, ProfiDom.com.ua приводит схему, которая наглядно показывает принцип работы сварочного инвертора.
Принцип работы сварочного инвертора
Итак, принцип действия данного модуля сварочного аппарата заключается в следующем. На первичный выпрямитель инвертора поступает напряжение из бытовой электрической сети или от генераторов, бензиновых или дизельных. Входящий ток является переменным, но, проходя через диодный блок, становится постоянным.
На первичный выпрямитель инвертора поступает напряжение из бытовой электрической сети или от генераторов, бензиновых или дизельных. Входящий ток является переменным, но, проходя через диодный блок, становится постоянным.
Выпрямленный ток поступает на инвертор, где проходит обратное преобразование в переменный, но уже с измененными характеристиками по частоте, то есть становится высокочастотным. Далее, высокочастотное напряжение понижается трансформатором до 60-70 В с одновременным повышением силы тока. На следующем этапе ток снова попадает в выпрямитель, где преобразуется в постоянный, после чего подается на выходные клеммы агрегата. Все преобразования тока контролируются микропроцессорным блоком управления.
Особенности технического обслуживания и ремонта инверторных аппаратов
Ремонт сварочного аппарата, относящегося к инверторному типу, имеет ряд особенностей, что объясняется сложностью конструкции такого устройства. Любой инвертор, в отличие от сварочных аппаратов других типов, является электронным, что требует от специалистов, занимающихся его техническим обслуживанием и ремонтом, наличия хотя бы начальных радиотехнических знаний, а также навыков обращения с различными измерительными приборами – вольтметром, цифровым мультиметром, осциллографом и др.
В процессе технического обслуживания и ремонта проверяются элементы, из которых состоит схема сварочного инвертора. Сюда относятся транзисторы, диоды, резисторы, стабилитроны, трансформаторные и дроссельные устройства. Особенность конструкции инвертора состоит в том, что очень часто при его ремонте невозможно или очень сложно определить, выход из строя какого именно элемента стал причиной неисправности.
Признаком сгоревшего резистора может быть небольшой нагар на плате, трудно различаемый неопытным глазом
В таких ситуациях, последовательно проверяются все детали. Чтобы успешно решить такую задачу, необходимо не только уметь пользоваться измерительными приборами, но и достаточно хорошо разбираться в электронных схемах. Если таких навыков и знаний хотя бы на начальном уровне у вас нет, то ремонт сварочного инвертора своими руками может привести к еще более серьезной поломке.
Реально оценив свои силы, знания и опыт и решив взяться за самостоятельный ремонт оборудования инверторного типа, важно не только посмотреть обучающее видео на эту тему, но и внимательно изучить инструкцию, в которой производители перечисляют наиболее характерные неисправности сварочных инверторов, а также способы их устранения.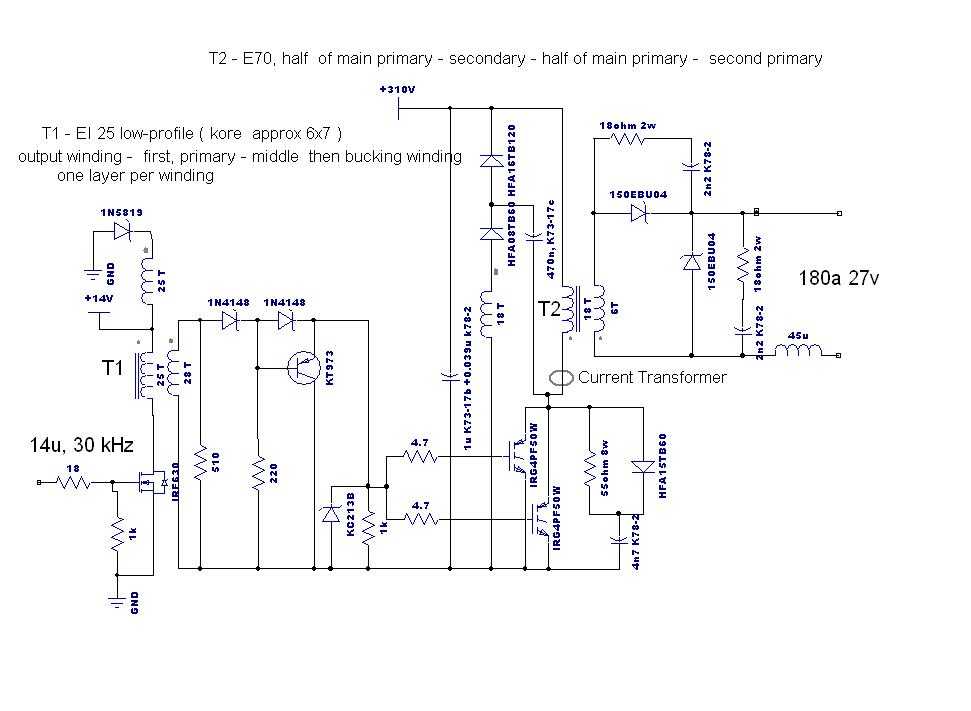
Факторы, приводящие к выходу из строя сварочного инвертора
Ситуации, которые могут стать причиной выхода инвертора из строя или привести к нарушениям в его работе, можно разделить на два основных типа:
- Связанные с неправильным выбором режима сварочных работ;
- Обусловленные выходом из строя деталей устройства или их неправильной работой.
Методика выявления неисправности инвертора для последующего ремонта сводится к последовательному выполнению технологических операций, от самых простых – к наиболее сложным. То, на каких режимах выполняются такие проверки и в чем заключается их суть, обычно оговаривается в инструкции на оборудование.
Распространенные неисправности инверторов, их причины и способы устранения
Если рекомендуемые действия не привели к желаемым результатам и работа аппарата не восстановлена, чаще всего это означает, что причину неисправности следует искать в электронной схеме. Причины выхода из строя ее блоков и отдельных элементов могут быть различными. Перечислим наиболее распространенные:
Перечислим наиболее распространенные:
- Во внутреннюю часть устройства проникла влага, что может произойти, если на корпус аппарата попадают атмосферные осадки.
- На элементах электронной схемы скопилась пыль, что приводит к нарушению их полноценного охлаждения. Максимальное количество пыли в инверторы попадает в тех случаях, когда они эксплуатируются в сильно запыленных помещениях или на строительных площадках. Чтобы не доводить оборудование до такого состояния, его внутреннюю часть необходимо регулярно чистить.
- К перегреву элементов электронной схемы инвертора и, как следствие, к их выходу из строя может привести несоблюдение продолжительности включения (ПВ). Данный параметр, который необходимо строго соблюдать, указывается в техническом паспорте оборудования.
Следы попадания жидкости внутрь корпуса инвертора
Распространенные неисправности
Как уже говорилось, инверторы выходят из строя из-за воздействия на “жизненно” важные блоки аппарата внешних факторов. Также неисправности сварочного инвертора могут происходить из-за неправильной эксплуатации оборудования или ошибок в его настройках. Чаще всего встречаются следующие неисправности или перебои в работе инверторов.
Также неисправности сварочного инвертора могут происходить из-за неправильной эксплуатации оборудования или ошибок в его настройках. Чаще всего встречаются следующие неисправности или перебои в работе инверторов.
Аппарат не включается
Очень часто, данная поломка вызывается неисправностью сетевого кабеля аппарата. Поэтому сначала нужно снять кожух с агрегата и прозвонить каждый провод кабеля тестером. Но если с кабелем все в порядке, то потребуется более серьезная диагностика инвертора. Возможно, проблема кроется в дежурном источнике питания аппарата. Методика ремонта этой «дежурки», на примере инвертора марки Ресанта, показана в видео-ролике в конце публикации.
Нестабильность сварочной дуги или разбрызгивание металла
Данная неисправность может вызываться неправильной настройкой силы тока для определенного диаметра электрода.
Обратите внимание! Если на упаковке к электродам нет рекомендованных значений силы тока, то ее можно рассчитать по такой формуле: на каждый миллиметр оснастки должно приходиться сварочного тока в пределах 20-40 А
Также, следует учитывать и скорость сварки.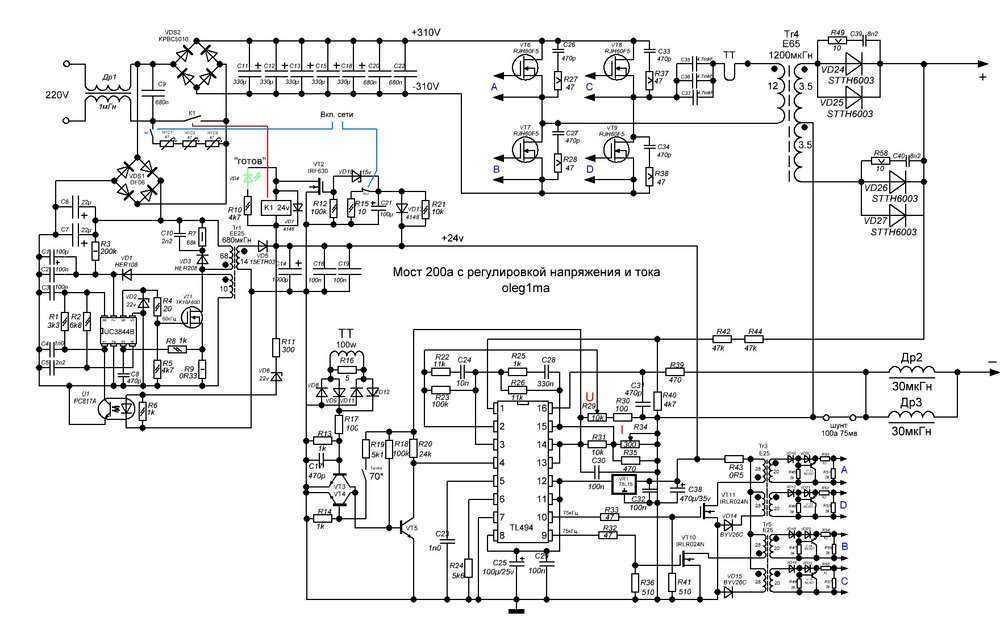 Чем она меньше, теме меньшее значение силы тока нужно выставлять на панели управления агрегата. Кроме всего, чтобы сила тока соответствовала диаметру присадки, можно пользоваться таблицей, приведенной ниже.
Чем она меньше, теме меньшее значение силы тока нужно выставлять на панели управления агрегата. Кроме всего, чтобы сила тока соответствовала диаметру присадки, можно пользоваться таблицей, приведенной ниже.
Сварочный ток не регулируется
Если не регулируется сварочный ток, причиной может стать поломка регулятора, либо нарушение контактов подсоединенных к нему проводов. Необходимо снять кожух агрегата и проверить надежность подсоединения проводников, а также, при необходимости, прозвонить регулятор мультиметром. Если с ним все в порядке, то данную поломку могут вызвать замыкание в дросселе либо неисправность вторичного трансформатора, которые потребуется проверить мультиметром. В случае обнаружения неисправности в данных модулях их необходимо заменить либо отдать в перемотку специалисту.
Большое энергопотребление
Чрезмерное потребление электроэнергии, даже если аппарат находится без нагрузки, вызывает, чаще всего, межвитковое замыкание в одном из трансформаторов. В таком случае самостоятельно отремонтировать их не получится. Нужно отнести трансформатор мастеру на перемотку.
В таком случае самостоятельно отремонтировать их не получится. Нужно отнести трансформатор мастеру на перемотку.
Электрод прикипает к металлу
Такое происходит, если в сети понижается напряжение. Чтобы избавиться от прилипания электрода к свариваемым деталям, потребуется правильно выбрать и настроить режим сварки (согласно инструкции к аппарату). Также напряжение в сети может проседать, если аппарат подключен к удлинителю с малым сечением провода (меньше 2,5 мм2).
Нередко падение напряжения, вызывающего прилипание электрода, происходит при использовании слишком длинного сетевого удлинителя. В таком случае проблема решается подключением инвертора к генератору.
Горит индикатор «перегрев»
Если горит индикатор, это свидетельствует о перегреве основных модулей агрегата. Также аппарат может самопроизвольно отключаться, что говорит о срабатывании термозащиты. Чтобы данные перебои в работе агрегата не случались в дальнейшем, опять же требуется придерживаться правильного режима продолжительности включения (ПВ). Например, если ПВ = 70%, то аппарат должен работать в следующем режиме: после 7 минут работы, агрегату выделятся 3 минуты, на остывание.
Например, если ПВ = 70%, то аппарат должен работать в следующем режиме: после 7 минут работы, агрегату выделятся 3 минуты, на остывание.
На самом деле, различных поломок и причин, вызывающих их, может быть достаточно много, и перечислить их все сложно. Поэтому, лучше сразу понять, по какому алгоритму проводится диагностика сварочного инвертора в поисках неисправностей
Далее, ProfiDom.com.ua показывает видео, о котором говорилось выше
Источник
Электронно-лучевая сварка – оборудование, принцип работы со схемой Высокоскоростной электронный луч, попадая в зону сварки двух металлических деталей, генерирует очень сильное тепло, которое плавит металл, и они сплавляются вместе, образуя прочный сварной шов. Весь процесс осуществляется в вакуумной камере, чтобы предотвратить его загрязнение.
Разработан немецким физиком Карлом-Хайнцем Штайгервальдом. В 1958 году он представил первую практическую машину ЭЛС, которая была введена в эксплуатацию. превращается в тепло.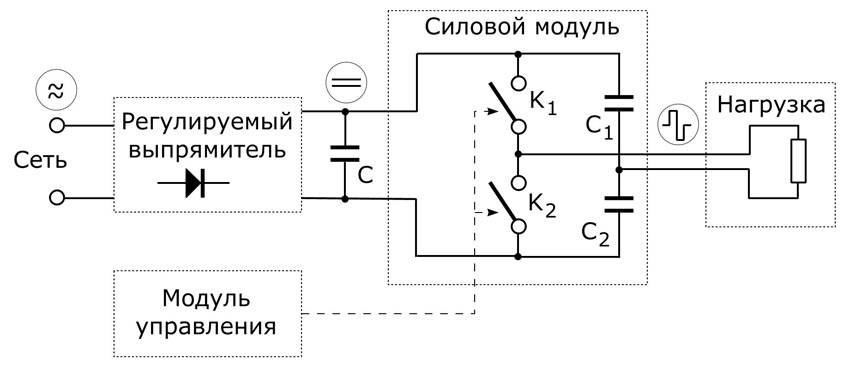 Интенсивность выделяемого тепла настолько велика, что расплавляет две металлические детали и сплавляет их вместе, образуя прочный сварной шов.
Интенсивность выделяемого тепла настолько велика, что расплавляет две металлические детали и сплавляет их вместе, образуя прочный сварной шов.
Основные части
Различное оборудование для электронно-лучевой сварки
1. Электронная пушка
Используется для генерации, ускорения и выравнивания электронного луча в нужном направлении и точек на ш/п. Существует два типа электронных пушек: первая — самоускоряющаяся, а вторая — работающая. В самоускоряющейся пушке ускорение электрона происходит за счет приложения разности потенциалов между катодом и анодом. А в работе ускоренной пушки ускорение электрона происходит за счет приложения разности потенциалов между катодом и заготовкой. Заготовка (ж/п) действует как анод.
Основные части электронной пушки:
(i) Катод (эмиттер или нить): Испускает электрон.
(ii) Анод: Это положительно заряженный электрод, притягивающий электрон, производимый катодом. Он ускорял электроны под действием большой разности потенциалов. Для высоковольтного оборудования разность потенциалов находится в диапазоне от 70 кВ до 150 кВ, а для оборудования малого напряжения – в диапазоне от 15 до 30 кВ
Для высоковольтного оборудования разность потенциалов находится в диапазоне от 70 кВ до 150 кВ, а для оборудования малого напряжения – в диапазоне от 15 до 30 кВ
(iii) Сеть Cup: Используется для управления электронным лучом. Он останавливает расхождение электронов, создаваемое катодом. Он приложен с отрицательным напряжением по отношению к катоду.
(iv) Блок фокусировки: Tt состоит из двух частей – магнитной линзы и дефлекторной катушки. Магнитная линза фокусирует электронный пучок на ж/п. А дефлекторная катушка используется для отклонения или направления луча в нужные места. Степень отклонения можно варьировать, изменяя величину постоянного напряжения на пластине дефлектора.
Читайте также:
- Что такое подводная сварка и как она работает?
- Сварка взрывом – оборудование, типы, работа, преимущества и недостатки с применением
- Процесс ультразвуковой сварки – принцип работы, части, преимущества и недостатки с применением
2.
 Источник питания
Источник питанияИсточник питания, используемый при электронно-лучевой сварке процесс — источники питания постоянного тока. Напряжение колеблется в пределах 70-150 кВ для высоковольтного оборудования и 5-30 кВ для маловольтного оборудования. Текущий уровень колеблется от 50 до 100 мА.
3. Вакуумная камера
Это камера, в которой вакуум создается вакуумным насосом. Форвакуумный механический насос и диффузионный насос служат для создания вакуума в вакуумной камере. Давление колеблется от 100 кПа для открытой атмосферы до 0,13-13 Па для частичного вакуума и от 0,13 до 133 мПа для жесткого вакуума. Степень рассеяния увеличивается с увеличением вакуума, что обеспечивает большее проникновение в заготовку.
4. Погрузочно-разгрузочные устройства:
Крепления используются для удержания заготовки. Движение заготовки контролируется ЧПУ (ЧПУ).
Процесс электронно-лучевой сварки
- При электронно-лучевой сварке электрон вырабатывается катодом электронной пушки.
После катода предусмотрена чашеобразная сетка. Он предотвращает расхождение электрона и контролирует его. - Из-за высокого напряжения, приложенного к катоду и аноду. Анод, который заряжен положительно, притягивает электрон из сетки чашки.
- Анод ускоряет электрон, и его скорость увеличивается и достигает диапазона 50000 – 200000 км/с. От анода пучок высокоскоростных электронов проходит через магнитную линзу и катушки дефлектора.
- Магнитная линза фокусирует электронный луч в нужном месте на заготовке. А дефлекторная катушка отклоняет луч в требуемую зону сварки. Когда высокоскоростной электронный луч попадает на заготовку, выделяется сильное тепло, которое расплавляет металл двух заготовок и заполняет зону сварки. Расплавленный шов затвердевает и образует прочный сварной шов.

Для лучшего понимания работы ЭЛС посмотрите видео:
Преимущества
- Высокая скорость сварки.
- Возможна сварка разнородных металлов.
- Высокое качество и точность сварки.
- Меньше эксплуатационных расходов.
- Материалы с высокими температурами сварки легко свариваются.
- Меньшая деформация из-за меньшей зоны нагрева.
- Стоимость уборки незначительна.
- Сваривает более толстые листы толщиной от 0,025 мм до 100 мм.
- Может сваривать труднодоступные места.

Недостатки
- Стоимость оборудования очень высока.
- Для работы требуется высококвалифицированный оператор.
- Требуется высокий вакуум.
- Из-за работы в вакууме сварка крупных изделий невозможна.
- При работе с ним необходимы повышенные меры безопасности.
Применение
- Применяется в аэрокосмической промышленности для изготовления компонентов реактивных двигателей, деталей конструкций, деталей трансмиссии и датчиков.
- Используется в энергетике.
- Используется в космической промышленности для изготовления титановых резервуаров и датчиков.
- Используется в автомобильной промышленности для производства систем трансмиссии, шестерен и турбокомпрессоров.
- Применяется в электротехнической и электронной промышленности для изготовления деталей медных конструкций.
- Другими областями, где он используется, являются атомная промышленность, медицина, исследовательские центры и т. д.

Mig Сварка | Работа, принцип, применение, плюсы и минусы
Содержание
- 1 Что такое сварка MIG?
- 1.1 Принцип сварки
- 1,2 сварки сварки MIG
- 1.2.1 Источник питания
- 1.2.2 Система подачи проволоки
- 1.2.3. 1.3 Как работает сварка MIG?
- 1.3.1 Где используется сварка MIG?
- 1.3.2 Преимущества сварки
- 1.3.3 Недостатки сварки MIG
В этой статье мы предоставим информацию о Mig Welding. Мы также предоставляем информацию о принципе, работе, применении, плюсах и минусах сварки MIG.
Полная форма сварки MIG — это сварка металлов в среде инертного газа, иногда ее также называют газовой дуговой сваркой. Это то же самое, что сварка TIG. Разница лишь в том, что при сварке TIG используется неплавящийся электрод, а при сварке MIG используется плавящаяся электродная проволока. Сварка MIG — это автоматизированный или полуавтоматический процесс дуговой сварки, при котором в качестве защитного газа используются инертные газы, а расходуемый проволочный электрод используется. Сварка MIG была первоначально разработана для сварки алюминия и других цветных металлов в 1940. На сегодняшний день он используется в каждом промышленном процессе, так как обладает скоростью и простотой в эксплуатации. Он широко используется в промышленности листового металла и в автомобильной промышленности.Читайте также: Различные виды сварки
Принцип сваркиПринцип сварки MIG такой же, как у сварки TIG или дуговой сварки. Основным принципом является выделение тепла за счет электрической дуги.
Схема сварки MIG Это тепло расплавляет расходуемый электрод и металл базовой пластины, и они образуют прочное соединение. Также через сопло подаются защитные газы, которые защищают зону сварки от других реактивных газов и обеспечивают хорошее качество поверхности и очень прочное соединение.Источник питания
В процессе сварки MIG источник питания постоянного тока используется с обратной полярностью. Обратная полярность означает, что электрод или провод электрода подключены к положительной клемме, а заготовка – к отрицательной клемме. Принцип электрической цепи заключается в том, что 70% тепла всегда находится на положительной стороне. Обратная полярность гарантирует, что максимальное количество тепла передается на сторону инструмента, и он правильно плавит присадочный металл. Прямая полярность может привести к нестабильной дуге, что приведет к большому разбрызгиванию. В источнике питания есть блок питания, трансформатор, выпрямитель, преобразующий переменный ток в постоянный и другие электронные элементы управления.
Это регулирует подачу тока в соответствии с требованиями сварки.Система подачи проволоки
При сварке MIG постоянно требуется расходуемый электрод для сварки двух листов. Расходуемый электрод выполнен в виде проволоки. Проволока подается непрерывно механизмом подачи проволоки. Это регулирует скорость проволоки и толкает проволоку от сварочной горелки к зоне сварки. Это доступно в различных формах и размерах. В этой системе есть держатель пула, приводной двигатель, набор приводных роликов и органы управления подачей проволоки. Скорость подачи проволоки напрямую регулируется подачей тока через блок питания. При этом, если скорость подачи проволоки высока, требуется больший ток в зоне сварки для производства тепла для ее плавления.
Сварочная горелка
Горелка немного отличается от используемой при сварке TIG. Горелка имеет механизм, который удерживает проволоку и непрерывно подает ее с помощью механизма подачи проволоки. Передний конец горелки оснащен соплом.
Инертные газы подаются через инертные газы. Эти газы создают экран вокруг зоны сварки и защищают ее от окисления. Эта сварочная горелка имеет воздушное или водяное охлаждение в зависимости от требований. Горелка имеет водяное охлаждение для подачи сильного тока и воздушное охлаждение для слабой подачи.Защитные газы
Основной функцией защитных газов является защита зоны сварки от других реактивных газов, таких как кислород, так как он напрямую влияет на прочность сварного соединения. Эти газы образуют плазму, которая полезна при сварке. Выбор газа зависит от сварочного материала. Обычно в качестве защитных газов используют аргон, гелий и другие инертные газы.
Регуляторы
Как следует из названия, они используются для регулирования потока инертных газов из баллона. Инертные газы закачиваются в баллон под высоким давлением и его нельзя использовать при таком высоком давлении и для контроля подачи. Регулятор используется для снижения давления в соответствии с требованиями сварки.
Как работает сварка MIG?В этом процессе сначала ток высокого напряжения изменяется на подачу постоянного тока с высоким током при низком напряжении. Этот преобразованный ток проходит через сварочный электрод.
Расходуемая проволока используется для электрода. Электрод подключается к отрицательной клемме, а заготовка – к положительной клемме.
Из-за источника питания между электродом и заготовкой будет генерироваться интенсивная дуга. Эта дуга производит тепло, которое плавит электрод и основной металл. Большая часть электрода изготавливается из основного металла для получения однородного соединения.
Дуга защищена защитными газами. Эти газы защищают сварной шов от других реактивных газов, которые могут повредить сварной шов.
Электрод в непрерывном движении для выполнения сварного шва. Направление движения должно быть в пределах 10-15 градусов, а угол угловых соединений должен составлять 45 градусов.
Читайте также: Сварка TIG
Где используется сварка MIG?- Сварка MIG подходит для изготовления листового металла.
- Металлы можно сваривать с помощью этого процесса. Сварка MIG
- также подходит для сварки глубоких разделок.
- Обладает высокой скоростью наплавки.
- Быстрее по сравнению с дуговой сваркой, так как присадочный материал подается непрерывно.
- Сварка MIG-сваркой чистая с улучшенным качеством.
- Не образует шлака и имеет низкий уровень дефектов сварки.
- С помощью этого сварного шва сварочный аппарат MIG может выполнять сварку с глубокими канавками, и он также легко автоматизируется.
- Не используется для сварки до участков.
- Высокая стоимость установки. Сварку
- MIG нельзя выполнять на открытом воздухе, так как ветер может повредить газовую защиту.
- Для сварки MIG сварщик должен иметь опыт.
Это информация о MIG Welding. Мы также предоставляем информацию о сварке MIG, ее принципе, работе, деталях, применении, а также ее преимуществах и недостатках.
🔔Надеемся, эта информация поможет вам. Для получения дополнительной новой информации нажмите кнопку уведомления и получайте регулярные обновления от Unbox Factory .
Теперь, если вы найдете эту информацию полезной, поделитесь ею со своими друзьями, семьей и коллегами.
Если вам нравится этот пост, сообщите нам об этом в комментариях ниже, если вы хотите добавить дополнительную информацию по этой теме, прокомментируйте информацию. Мы рассмотрим информацию, если она актуальна.
Спасибо, что прочитали.
Работа, оборудование, приложения и [PDF]
Главная » Машиностроение » Лазерная сварка: работа, типы используемых лазеров, приложенияСаиф М. узнаете, что такое лазерная сварка , как это делается с его принципом работы и типами лазера, используемыми для этой сварки, его применениями и многим другим.
Лазерная сварка
Лазерная сварка (LBW) — это процесс сварки, при котором тепло генерируется лазерным лучом высокой энергии, направленным на заготовку. Лазерный луч нагревает и расплавляет края заготовки, образуя стык.
Энергия узкого лазерного луча сильно сконцентрирована на уровне 10 8 -10 10 Вт/см 2 , поэтому слабая сварочная ванна образуется очень быстро (примерно за 10 -6 сек).
Затвердевание сварочной ванны, окруженной холодным металлом, происходит так же быстро, как и расплав. Поскольку время контакта расплавленного металла с атмосферой невелико, загрязнение отсутствует и, следовательно, градиент (нейтральный газ, поток) не требуется.
Читайте также:
- Как делается дуговая сварка? Типы дуговой сварки
- Обработка лазерным лучом (LBM) Принцип работы.
При лазерной сварке (LBM) соединение выполняется либо в виде последовательности точечных сварных швов внахлест, либо в виде непрерывного шва.
Лазерная сварка используется в электронике, связи и аэрокосмической промышленности, для изготовления медицинского и научного оборудования, соединения мелких деталей.Принцип работы лазерной сварки
Лазерная сварка работает по принципу, когда электроны атома возбуждаются, получая некоторую энергию. А затем через некоторое время, когда он возвращается в свое основное состояние, он излучает фотон света.
Концентрация этого испускаемого фотона увеличивается за счет возбужденного излучения, и мы получаем высокоэнергетический сфокусированный лазерный луч. Усиление света за счет вынужденного испускания излучения называется лазером.
Лазерная сварка
Сначала сварочный аппарат устанавливается (между соединяемыми металлическими деталями) в желаемом месте. В более поздней настройке к лазерному станку подается источник питания высокого напряжения для выполнения операции.
Линза используется для фокусировки лазера в области, где требуется сварка.
CAM используется для управления скоростью лазера и стола заготовки в процессе сварки.Читайте также: Виды сварки
Запускает лампу-вспышку аппарата и излучает световые фотоны. Энергия световых фотонов поглощается атомами кристаллов рубина, а электроны возбуждаются до их более высоких энергетических уровней. Когда они возвращаются в свое низкоэнергетическое состояние или основное состояние, они испускают фотон света.
Этот световой фотон снова стимулирует электроны атома и производит два фотона. Этот процесс продолжается, и мы получаем сфокусированный лазерный луч, который используется в нужном месте для сварки нескольких деталей вместе.
Оборудование для лазерной сварки
Основное оборудование для лазерной сварки:
- Лазерный станок
- CAM (автоматизированное производство)
- CAD (автоматизированное проектирование)
- Источник защитного газа
- Газовый лазер
- Твердотельный лазер
- Волоконный лазер
- Легко автоматизируемый процесс.
- Контролируемые параметры процесса.
- Может быть получен очень узкий шов.
- Высокое качество сварной конструкции.
- Очень маленькая зона термического влияния.
- Разнородные материалы могут быть сварены.
- Можно сваривать очень маленькие хрупкие детали.
- Вакуум не требуется.
- Низкая деформация заготовки.
- Первоначальная стоимость высока. Оборудование, применяемое в LBW, имеет высокую стоимость.
- Стоимость обслуживания LBM высока.
- Из-за быстрого охлаждения в некоторых металлах могут возникать трещины.
- Для выполнения LBW требуются высококвалифицированные рабочие.
- Толщина сварки ограничена 19 мм.
- Эффективность преобразования энергии в LBW крайне низкая. Обычно он ниже 10%.
- Он широко используется в автомобильной промышленности. Таким образом, он используется в области, где требуется крупносерийное производство.
- Используется для высокоточных сварных швов. Поскольку при этом не используется электрод, окончательный шов будет легким, но прочным.
- Лазерная сварка также часто используется при изготовлении ювелирных изделий.
- Однако лазерная сварка используется в медицинской промышленности для соединения металлов в небольших масштабах.
- Как выполняется дуговая сварка? Типы, оборудование, области применения
- Разница между сваркой TIG и MIG
- Как работает подводная сварка?
- газовых цилиндров: в газообразных цилиндрах, газы, такие как оксиген и ацилл. Для этого газ выпускается вручную.
- Регулятор: Регулятор – это фиксированная часть цилиндра; используется для остановки или замедления давление газа, который используется для сварки.
- Сварочная горелка: Сварочная горелка является основным компонентом кислородно-ацетиленового оборудования, в котором образуется пламя и которое используется для сварки или резки материалов. Сварочная горелка производит высокотемпературное пламя в зависимости от сварочного материала.
- Обратный клапан: Обратный клапан — это тип клапана, который обеспечивает подачу газа в одном направлении (также из цилиндра, регулятора и к горелке).
- Это простая установка, как и дуговая сварка, и оборудование не используются в конструкции, в конструкции не используются огромные детали, такие как дуговая сварка и оборудование.
- Он прост в эксплуатации, и для его обслуживания не требуется высококвалифицированный технический персонал.
- Не только для сварки, но и для разделения или резки материалов на куски используется кислородный ацетилен.
- Этот вид сварки на дешевле .
- Поскольку Oxy Acetylene использует такие газы, как кислород и ацетилен, его можно использовать для сварки черных и даже цветных металлов.
- Интенсивность пламени можно отрегулировать на большую или меньшую с помощью клапана.
- Может использоваться для тугоплавких и даже легкоплавких металлов.
- Температура пламени на меньше по сравнению с дуговой сваркой.
- Как и дуговая сварка, кислородно-ацетиленовая сварка не имеет высокого флюсового экрана сварного шва.
- Подходит для тонких материалов и средних тонких материалов, но не подходит для толстых материалов.
- Он используется в таких отраслях, как соединение металлов и резка металлов.
- Используется при ремонте автомобилей для соединения поврежденных деталей.
- Производственные мастерские и производства.
- Что такое сварка MIG?
- Принцип MIG
- Сварочное оборудование MIG
- Настройка параметров сварки MIG
- Расходные материалы для сварки MIG
- Сварочная среда в процессе сварки MIG
- Как работает сварка MIG?
- Сферы применения сварки MIG
- Типы работ для сварки MIG
- Динамика заработной платы сварщика MIG
- Проверить натяжение
- Проверьте кабели
- Проверка расходных материалов
- Выбор полярности электрода
- Установить расход газа
- Соединение внахлест или угловой шов (угол пистолета от 60° до 70°)
- Тройник (соединение 90°) и пистолет под углом 45°
- Сварка встык (соединение 180°) и пистолет под углом 90°
- Твердые опорные поверхности
- Низкое трение и антипригарные свойства
- Устойчивость к эрозии
- Стойкость к истиранию и поверхностной усталости
- Устойчивость к истиранию
- Мягкие опорные поверхности
- Аркоса, Ланкастер, Южная Каролина
- Caterpillar, Афины, Джорджия
- FactoryFix, Чикаго, Иллинойс
- K&N Engineering, Риверсайд, Калифорния
- Progress Rail Services Corp., Боаз, Алабама
- RailWorks Corporation, Чикаго, Иллинойс
- Всемирный курорт Уолта Диснея, Лейк-Буэна-Виста, Флорида
- Производственный помощник (сварщик)
- Стажеры по сварке MIG
- Производственный сварщик
- Сварщик
- Сварщик (Помощник)
- Помощник сварщика и трубопроводчика
- Сварочный/шлифовальный станок
 Полная форма сварки MIG — это сварка металлов в среде инертного газа, иногда ее также называют газовой дуговой сваркой. Это то же самое, что сварка TIG. Разница лишь в том, что при сварке TIG используется неплавящийся электрод, а при сварке MIG используется плавящаяся электродная проволока. Сварка MIG — это автоматизированный или полуавтоматический процесс дуговой сварки, при котором в качестве защитного газа используются инертные газы, а расходуемый проволочный электрод используется. Сварка MIG была первоначально разработана для сварки алюминия и других цветных металлов в 1940. На сегодняшний день он используется в каждом промышленном процессе, так как обладает скоростью и простотой в эксплуатации. Он широко используется в промышленности листового металла и в автомобильной промышленности.
Полная форма сварки MIG — это сварка металлов в среде инертного газа, иногда ее также называют газовой дуговой сваркой. Это то же самое, что сварка TIG. Разница лишь в том, что при сварке TIG используется неплавящийся электрод, а при сварке MIG используется плавящаяся электродная проволока. Сварка MIG — это автоматизированный или полуавтоматический процесс дуговой сварки, при котором в качестве защитного газа используются инертные газы, а расходуемый проволочный электрод используется. Сварка MIG была первоначально разработана для сварки алюминия и других цветных металлов в 1940. На сегодняшний день он используется в каждом промышленном процессе, так как обладает скоростью и простотой в эксплуатации. Он широко используется в промышленности листового металла и в автомобильной промышленности.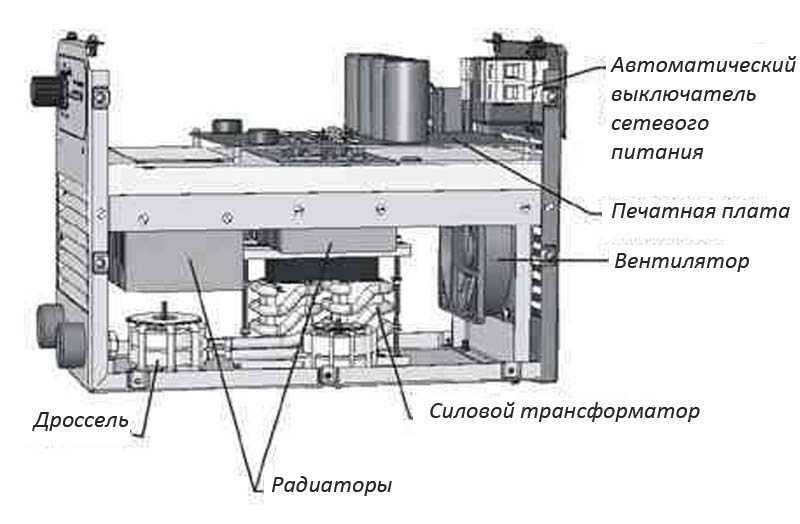 Это тепло расплавляет расходуемый электрод и металл базовой пластины, и они образуют прочное соединение. Также через сопло подаются защитные газы, которые защищают зону сварки от других реактивных газов и обеспечивают хорошее качество поверхности и очень прочное соединение.
Это тепло расплавляет расходуемый электрод и металл базовой пластины, и они образуют прочное соединение. Также через сопло подаются защитные газы, которые защищают зону сварки от других реактивных газов и обеспечивают хорошее качество поверхности и очень прочное соединение. Это регулирует подачу тока в соответствии с требованиями сварки.
Это регулирует подачу тока в соответствии с требованиями сварки.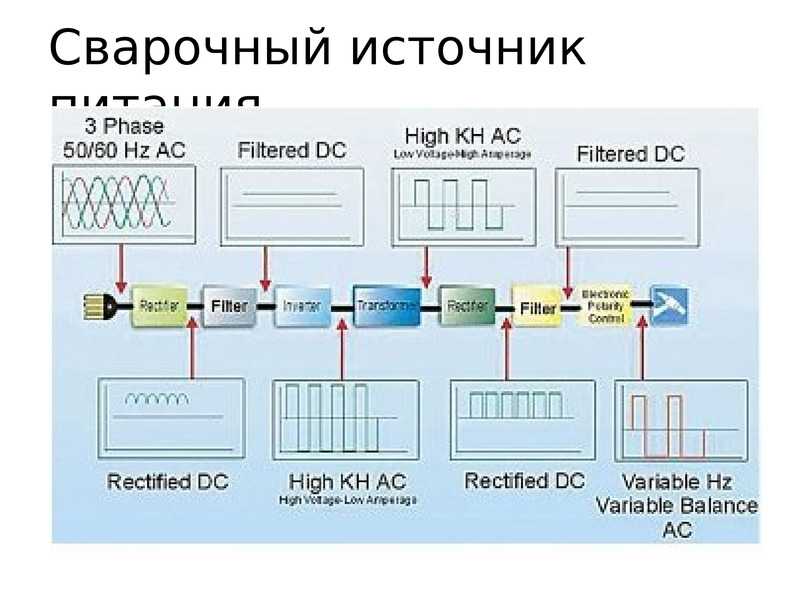 Инертные газы подаются через инертные газы. Эти газы создают экран вокруг зоны сварки и защищают ее от окисления. Эта сварочная горелка имеет воздушное или водяное охлаждение в зависимости от требований. Горелка имеет водяное охлаждение для подачи сильного тока и воздушное охлаждение для слабой подачи.
Инертные газы подаются через инертные газы. Эти газы создают экран вокруг зоны сварки и защищают ее от окисления. Эта сварочная горелка имеет воздушное или водяное охлаждение в зависимости от требований. Горелка имеет водяное охлаждение для подачи сильного тока и воздушное охлаждение для слабой подачи.



 Лазерная сварка используется в электронике, связи и аэрокосмической промышленности, для изготовления медицинского и научного оборудования, соединения мелких деталей.
Лазерная сварка используется в электронике, связи и аэрокосмической промышленности, для изготовления медицинского и научного оборудования, соединения мелких деталей. CAM используется для управления скоростью лазера и стола заготовки в процессе сварки.
CAM используется для управления скоростью лазера и стола заготовки в процессе сварки.1. Лазерная установка
Лазерная установка — это установка, которая используется для генерации лазеров для сварки. Основные части лазерной установки описаны ниже.
Основные части лазерной установки описаны ниже.
2. CAM (автоматизированное производство)
Это автоматизированное производство (CAM), при котором лазерный станок объединяется с компьютером для выполнения процесса сварки. Все управляющие действия выполняются в процессе сварки с помощью АСУП. Это значительно ускоряет процесс сварки.
3. CAD (автоматизированное проектирование)
CAD означает автоматизированное проектирование. Это программное обеспечение, в котором мы можем разработать задание для сварки. Здесь компьютер используется для проектирования заготовки и того, как на ней выполняется сварка.
4. Защитный газ
Защитный газ может использоваться в процессе сварки для предотвращения окисления W/P.
5. Источник питания
Источник питания высокого напряжения используется в лазерном станке для создания лазерного луча.
Типы лазеров, используемых при лазерной сварке
Ниже приведены основные типы лазеров, используемых при этих видах сварки:
1.
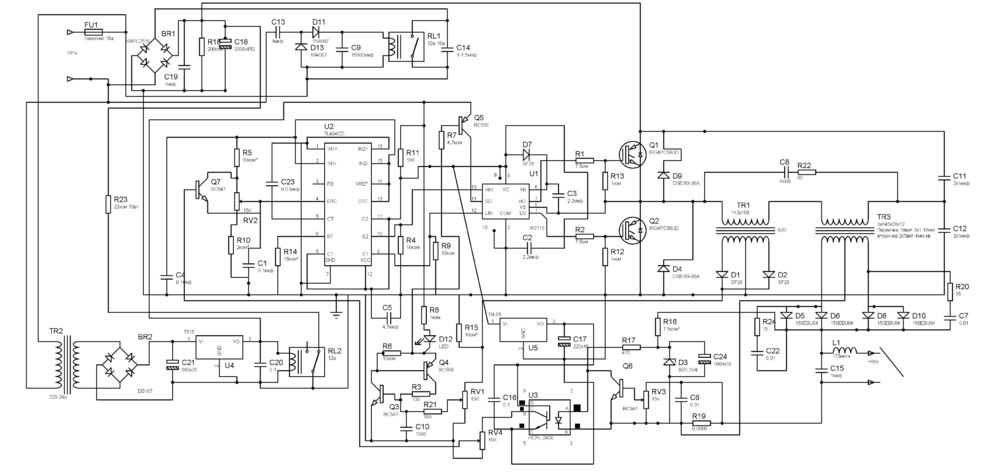 Газовый лазер
Газовый лазерЭти типы лазеров используют смесь газов для производства лазеров. Он содержит такие газы, как азот, гелий и CO2, используемые в качестве среды генерации.
2. Твердотельный лазер
В этих типах лазеров используются многие твердые вещества в синтетических кристаллах рубина (хром в оксиде алюминия), неодим в стекле (Nd: стекло) и неодим в иттрий-алюминиевом гранате (Nd-YAG, наиболее часто используемый).
3. Волоконный лазер
Средой генерации в этом типе лазера является оптическое волокно.
Преимущества и недостатки лазерной сварки
Ниже перечислены преимущества:

Ниже перечислены недостатки:
Применение процесса лазерной сварки

Вот и все, спасибо за внимание. Если вам понравилась наша статья, поделитесь ею с друзьями. Если у вас есть вопросы по этой статье, вы можете задать их в комментариях. Вы можете загрузить эту статью в формате PDF, нажав кнопку загрузки.
Читать далее:
О Саифе М
Саиф М. по профессии инженер-механик. Он закончил инженерное образование в 2014 году и в настоящее время работает в крупной фирме инженером-механиком. Он также является автором и редактором на сайте www.theengineerspost.com. Реферат: конструкция 300-ваттного MOSFET инверторного трансформатора jrc 3860 FERRITE core TRANSFORMER 300-ваттный инвертор smps на базе 45-ваттного инвертора TV обратноходовой трансформатор цоколевка FERRITE core TRANSFORMER 300-ваттный инвертор 12 v 600-ваттный smps схема нерассеивающего снабберного трансформатора 131302.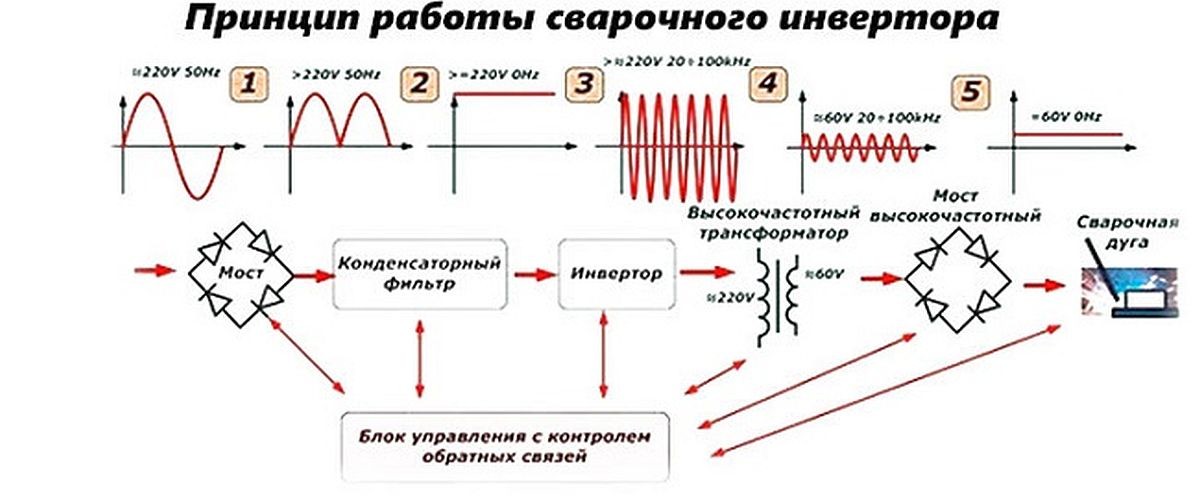
احصل على السعر
Схема инвертора мощности 1500 Вт
Схема схемы инвертора мощности 1500 Вт. Это полный набор преобразователя мощности 12 В/1500 Вт. Это односторонняя плата с прямыми контактными элементами. Потому что сейчас очень сложно получить столько спецификаций элемента, так как резистор 0805 составляет 5K, покупайте почти не изношенный, поэтому я установил элементы с прямыми штырьками.
احصل على السعر
Инверторная схема Производители Поставщики, Китай инвертор
инверторная схема производитель / поставщик, Китай инверторная схема производителя список заводов, быстро найти квалифицированных китайских производителей инверторных схем, поставщиков, фабрик, экспортеров оптовиков на
احصل على السعر
Сварочный контур / Инверторный сварочный аппарат IGBT ARC200, View
Наш Схемный сварочный / Инверторный сварочный аппарат IGBT ARC200 имеет сертификат CE, GMC, CCC и т. д. Каждый год мы посещаем ярмарки, вы можете увидеть все наши схемы сварки / IGBT инверторный сварочный аппарат ARC200 на выставке и проверьте качество продукции. Добро пожаловать на нашу фабрику после выставки.
д. Каждый год мы посещаем ярмарки, вы можете увидеть все наши схемы сварки / IGBT инверторный сварочный аппарат ARC200 на выставке и проверьте качество продукции. Добро пожаловать на нашу фабрику после выставки.
احصل على السعر
Руководство по схемам сварочного аппарата с инвертором Igbt
Схема сварочного аппарата Igbt. An2020 23 650 В Trenchstop 5 D2pak. Руководство по схемам инверторного сварочного аппарата IGBT. Mig L3000i C3000i Tig 3000i AC DC Sm. Mig L3000i C3000i Tig 3000i AC DC Sm. Схема Igbt сварочного инвертора. Zx7 400l D C Инвертор Ручной дуговой сварщик Модуль Igbt Qingdao Dotting Machinery Co Ltd Сварочный аппарат.
احصل على السعر
Схема силового инвертора Pdf
21 октября 2017 г. Принципиальная схема силового инвертора pdf. Схема инвертора используется для преобразования мощности постоянного тока в мощность переменного тока. Схема инвертора мощностью 1000 Вт. Самодельный преобразователь постоянного тока 12 В в 220 В переменного тока, построенный с помощью схемы преобразователя мощности cmos 4047 60 Гц, чистая синусоидальная конструкция инвертора с кодовым рисунком, основанным на большем количестве просмотров.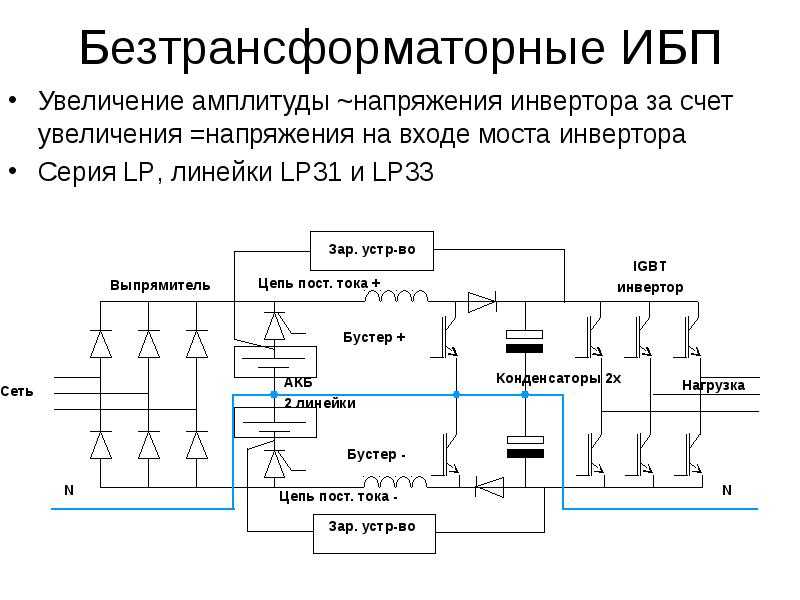 Схема инвертора Mosfet
Схема инвертора Mosfet
احصل على السعر
Схема Igbt-инвертора
02 августа 2013 г. Схема инвертора постоянного тока в переменный ток TIG Welder Up. схема синхронизации; Полумостовые драйверы; БТИЗ; ToshibaMG200Q2YS40_ Схема цепи драйвера Igbt WebToPicture Схемы инвертора IGBT 24 В. 6-импульсный двухполупериодный IGBT-мост. Схема инвертора igbt. сделать igbt инвертор питания. схема драйвера fet igbt. IGBT-тестер 3-фазный инвертор двигателя
احصل على السعر
250 Вт 5000 Вт SG3524 DC AC инвертор цепи
03 августа 2019 г. SG3524 ИС управления ШИМ, основанная на изменении трансформатора схемы преобразователя постоянного тока в переменный и количестве транзисторов по сравнению с мощностью 250 Вт 5000 Вт между ними, может привести к разработке разомкнутой цепи, и добавление многого можно сделать из простейшей разряженной батареи Мое предупреждение, авторы уже добавили это к очень простой схеме инвертора в соответствии с превосходным аспектом обратной связи.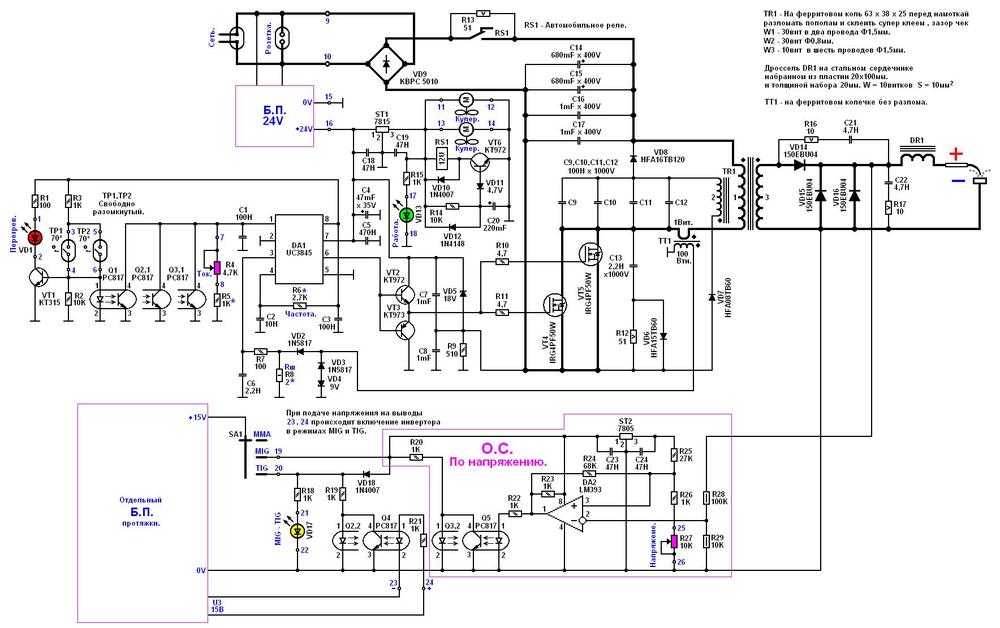 Редакция: AE Дата выпуска: август 2016 г. № руководства: 05237 Эксплуатационные характеристики: ИНВЕРТОРНЫЙ АППАРАТ ДЛЯ ДУГОВОЙ СВАРКИ
Редакция: AE Дата выпуска: август 2016 г. № руководства: 05237 Эксплуатационные характеристики: ИНВЕРТОРНЫЙ АППАРАТ ДЛЯ ДУГОВОЙ СВАРКИ
احصل على السعر
[Пояснение] Блок-схема инвертора и принцип работы
В этой статье мы рассмотрим блок-схему инвертора и обсудим принцип работы инвертора. Здесь вы можете увидеть простую блок-схему инвертора с соответствующей символикой. Проще говоря, электрический инвертор — это электрическая или силовая электронная схема, которая преобразует мощность постоянного тока в переменный ток. №: 05207 ОПИСАНИЕ: ИНВЕРТОРНЫЙ АППАРАТ ДЛЯ ДУГОВОЙ СВАРКИ
احصل على السعر
Сварочный инвертор до 100А
Сварочный инвертор до 100А. Спасен Маджидом. 95. Инверторный сварочный аппарат Инверторный сварочный аппарат Электронная техника Электротехника Diy Electronics Electronics Projects Diy Welder Power Supply Circuit Electric Diagram.
احصل على السعر
MigSonic200cvcc Руководство по обслуживанию
29 ноября 2012 г. полуавтоматический сварочный аппарат постоянного напряжения (проволокой), 2) ручной сварочный аппарат постоянного тока (палка) или 3) сварочный аппарат переменного тока с пониженным напряжением холостого хода. В большинстве случаев использование проволочного сварочного аппарата постоянного тока с постоянным напряжением y Отключите входное питание или остановите двигатель перед установкой или обслуживанием этого оборудования. Входная мощность блокировки/маркировки согласно
полуавтоматический сварочный аппарат постоянного напряжения (проволокой), 2) ручной сварочный аппарат постоянного тока (палка) или 3) сварочный аппарат переменного тока с пониженным напряжением холостого хода. В большинстве случаев использование проволочного сварочного аппарата постоянного тока с постоянным напряжением y Отключите входное питание или остановите двигатель перед установкой или обслуживанием этого оборудования. Входная мощность блокировки/маркировки согласно
احصل على السعر
34 Электрическая схема самодельного сварочного аппарата
20 мая 2020 г. Inverterswagatam схема самодельного инвертора, предназначенная с электрической схемой инверторного сварочного аппарата размер изображения 600 x 600 px и для просмотра деталей изображения, пожалуйста, нажмите на изображение. Блок-схема сварочного аппарата Jeep Tj 2006 года. Сварочный аппарат для печатных плат Сварочный аппарат для печатных плат Arc Tig 200. Мини-станок для точечной сварки Diy Step Yousun.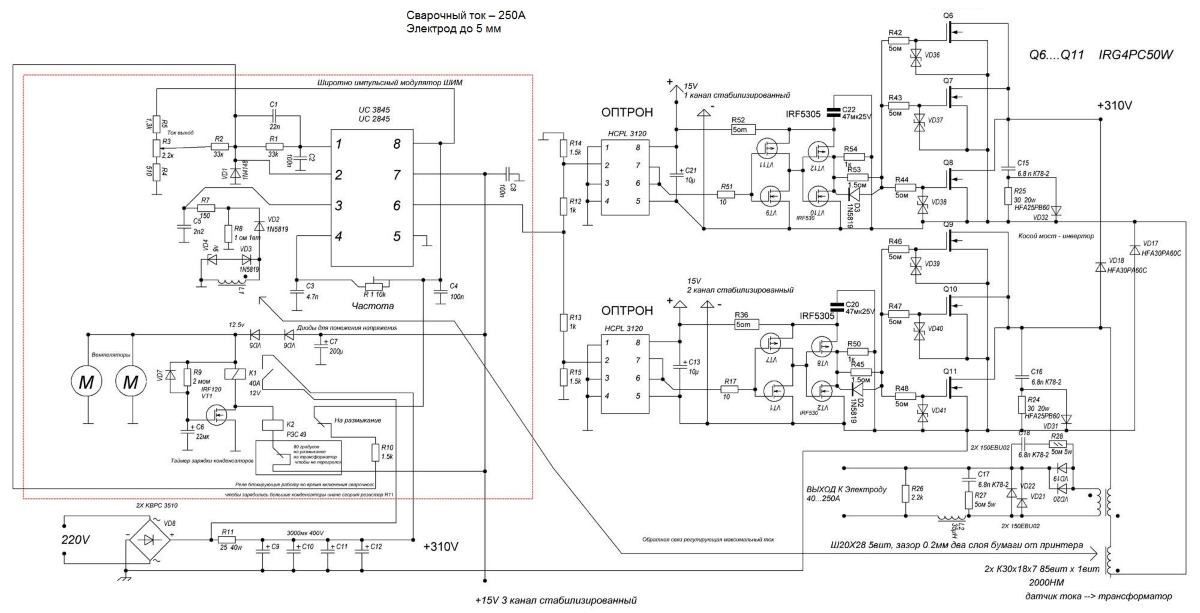
احصل على السعر
Преобразование недорогого сварочного аппарата переменного тока в службу постоянного тока
Сварку можно выполнять на переменном токе, но для более качественных сварных швов и для работы с более тонкими листами металла необходим постоянный ток. Lincoln продает недорогой аппарат для дуговой сварки на переменном токе, который может выдерживать ток до 225 ампер по цене около доллара за ампер. Сварочный аппарат постоянного тока этого тока может стоить в два раза дороже, а сварочный аппарат Mig
احصل على السعر
Инверторный сварочный аппарат постоянного тока Схема электрической цепи
Составитель схем. Новый инверторный аппарат для дуговой сварки на базе преобразователя ПСФБ. Схемы инверторных сварочных аппаратов Поставщики усилителей. Схема сварки переменного тока в постоянный PDF Скачать. 200i ТРАНСМИГ Cigweld. СХЕМА РЕЖИМА ДУГОВОЙ ИНВЕРТОРНОЙ СВАРКИ. Схема сварочного инвертора Tig WordPress Com. Схемы инверторных сварочных аппаратов Поставщики усилителей.
Схемы инверторных сварочных аппаратов Поставщики усилителей.
احصل على السعر
Сварка в кислородно-ацетиленовой среде: детали, работа, преимущества и многое другое
Содержание
Что такое сварка в кислородно-ацетиленовой среде?Кислородно-ацетиленовая сварка — это тип процесса газовой сварки , который используется для соединения и резки металлов. Он был разработан Эдмоном Фуше и Шарлем Пикардом , французскими инженерами. В названии Oxy Acetylene Welding мы можем наблюдать два слова окси и ацетилен ; слово Окси означало Кислород , а Ацетилен — это беспорядковый углеводородный газ . Итак, комбинация кислорода и ацетилена используется для сварки металлических деталей.
Кислородно-ацетиленовая сварка также называется Газокислородная сварка или Кислородная сварка, или Газовая сварка . Кроме того, в Газовая сварка используются различные дымовые газы с добавлением кислорода, что зависит от материала и его прочности. Несмотря на то, что газы различаются, 9Компоненты 0609, а процесс сварки останется прежним .
Кроме того, в Газовая сварка используются различные дымовые газы с добавлением кислорода, что зависит от материала и его прочности. Несмотря на то, что газы различаются, 9Компоненты 0609, а процесс сварки останется прежним .
Типичная сварка ацетилена оксителена состоит из

Принцип работы кислородно-ацетиленовой сварки прост в процессе, несмотря на то, что он эффективен и эффективен. температура пламени составляет около 3500 градусов градусов по Цельсию. Он использует топливные газы, такие как кислород и ацетилен, для сварки материала.
В этом процессе сварочная горелка производит высокотемпературное пламя с помощью кислорода и ацетилена. Из-за сильного пламени металл, который необходимо сварить, становится слабым и плавится, тем временем 9Наполнитель 0575 используется для заполнения зазоров между двумя заготовками. По мере остывания наполнителя две заготовки будут соединяться.
Использование типа присадочного материала зависит от металла, который необходимо сваривать.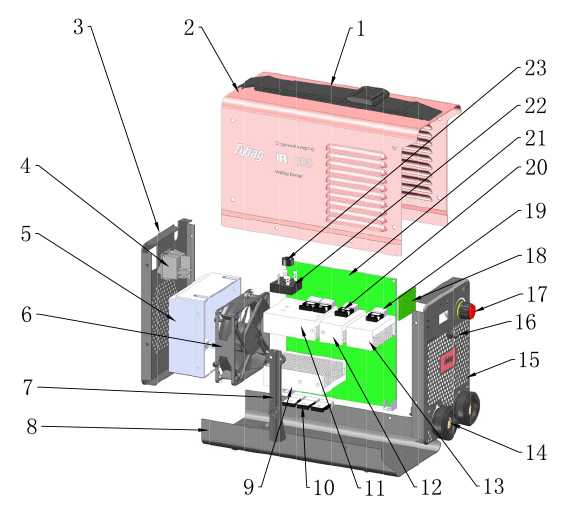 Например, , если мы хотим сварить металл из мягкой стали , то мы должны использовать наполнитель из мягкой стали . Точно так же, если мы хотим сварить алюминиевый металл , то мы должны использовать алюминиевый наполнитель .
Например, , если мы хотим сварить металл из мягкой стали , то мы должны использовать наполнитель из мягкой стали . Точно так же, если мы хотим сварить алюминиевый металл , то мы должны использовать алюминиевый наполнитель .
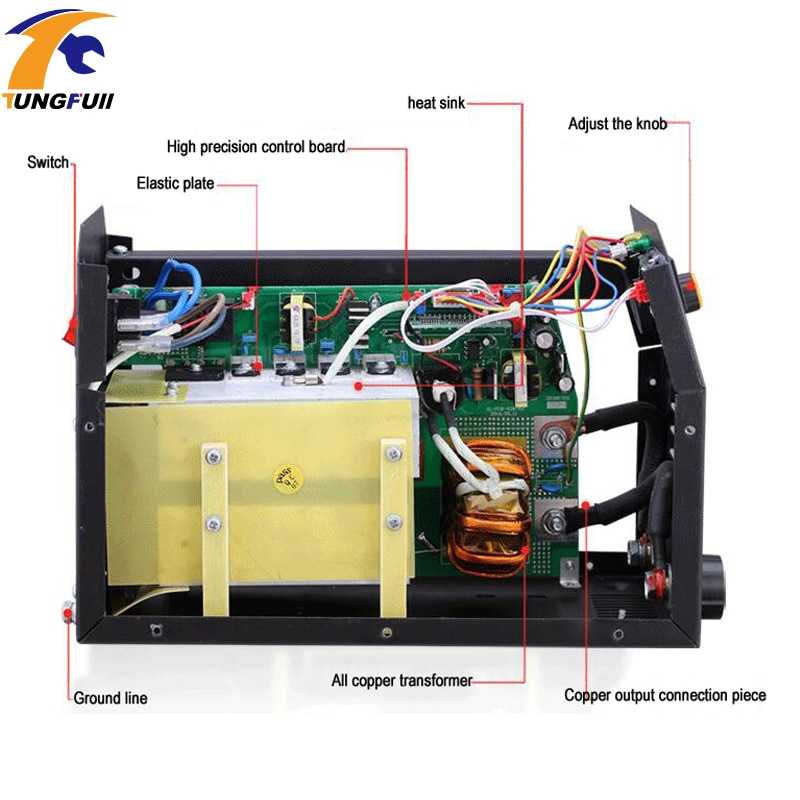
Применение кислородно-ацетиленовой сварки обширный и необходимый . Они

Все виды сварки используются для соединения металлических и неметаллических деталей, но из-за свойств металла они не могут быть соединены с помощью определенных способов сварки. Таким образом, разрабатываются и используются различные типы сварочных процессов. Даже оксиацетилен необходим и используется только в нескольких областях, он не подходит для соединения всех металлов.,
Сварка МИГ Значение, принципы, расходные материалы и оборудование
Сварка МИГ или Сварка металлов в среде инертного газа — это процесс дуговой сварки, в котором используется непрерывный сплошной проволочный электрод и защитный газ для укладки сварных швов. GMAW (дуговая сварка металлическим газом) — другое название сварки MIG. В некоторых местах люди используют «сварка проволокой» в качестве сленгового названия.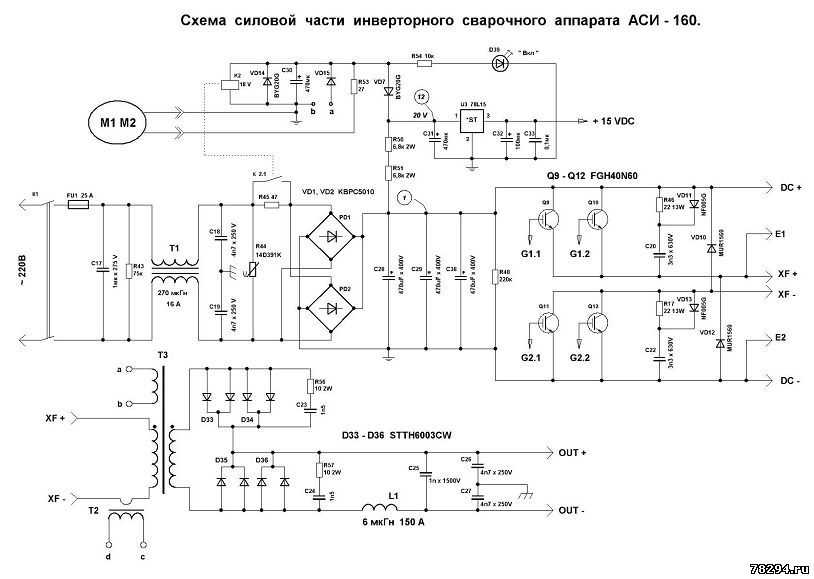 Являясь обычным процессом сварки, производство таких отраслей, как ремонт автомобилей, восстановление оборудования, наложение износостойкого покрытия, сварка труб и ремонт железнодорожных путей используют сварку MIG для различных целей.
Являясь обычным процессом сварки, производство таких отраслей, как ремонт автомобилей, восстановление оборудования, наложение износостойкого покрытия, сварка труб и ремонт железнодорожных путей используют сварку MIG для различных целей.
Основные моменты сообщения:
Что такое сварка MIG?
Сварка МИГ (GMAW) представляет собой дуговой процесс в среде защитного газа, в котором используется тепло непрерывной подачи электрической дуги между расходуемой электродной проволокой и основным металлом. GMAW также использует аргон, смесь аргона и гелия, а также CO 2 . Аппарат постоянного напряжения постоянного тока выполняет сварку MIG. Как правило, процесс сварки MIG выполняется быстрее, чем традиционные процессы.
GMAW также использует аргон, смесь аргона и гелия, а также CO 2 . Аппарат постоянного напряжения постоянного тока выполняет сварку MIG. Как правило, процесс сварки MIG выполняется быстрее, чем традиционные процессы.
Принцип сварки MIG
Процесс сварки GMAW основан на следующих принципах:
1) Дуга зажигается между заготовкой и металлическим проволочным электродом, который постоянно подается в дугу.
2) Проволока поставляется на катушке и подается к сварочной горелке с помощью приводных роликов. Он проталкивает провод через гибкий канал в пакете шлангов к пистолету.
3) Контактная трубка в сварочном пистолете передает электрическую энергию от дуги к электроду. Обычно он подключается к положительному полюсу источника питания, а заготовка к отрицательному полюсу.
4) Зажигание дуги замыкает цепь.
5) Газовое сопло, окружающее контактную трубку, подает защитный газ для защиты как дуги, так и сварочной ванны.
Оборудование для сварки MIG
MIG использует другое оборудование, как и другие процессы сварки. Наиболее распространено следующее оборудование:
1. Сварочная горелка
Это одна из основных частей сварочного оборудования MIG. Они контактные трубки, пусковые выключатели, электроды, сопла защитного газа, гибкий трубопровод, пакеты шлангов, шланги защитного газа и силовые кабели. Подает на дугу защитный газ, электрод и сварочный ток. Трудно разработать надежную сварочную горелку для таких суровых условий. Вместо того, чтобы делать его легким и достаточно маленьким, чтобы его можно было использовать в узких местах в разных положениях.
2. Устройство подачи проволоки
Благодаря регулируемому трению катушка с проволокой размещается на тормозной ступице. Делая это намеренно, он останавливает вращение, когда подача останавливается, чтобы удерживать проволоку на месте. Электрод подается на приводные ролики, которые затем проталкивают проволоку через пакет шлангов. Скорость проволоки не должна изменяться слишком сильно. Следовательно, это может привести к нежелательным изменениям параметров сварки. Двигатель, оснащенный генератором импульсов и системой обратной связи, обеспечивает превосходное управление скоростью подачи проволоки. Приводные ролики имеют след, соответствующий проволоке. Количество приводных валков влияет на достигаемое усилие подачи.
Электрод подается на приводные ролики, которые затем проталкивают проволоку через пакет шлангов. Скорость проволоки не должна изменяться слишком сильно. Следовательно, это может привести к нежелательным изменениям параметров сварки. Двигатель, оснащенный генератором импульсов и системой обратной связи, обеспечивает превосходное управление скоростью подачи проволоки. Приводные ролики имеют след, соответствующий проволоке. Количество приводных валков влияет на достигаемое усилие подачи.
3. Питательные свойства
Во избежание нарушений и деформаций необходимо тщательное техническое обслуживание. Основная причина помех – постоянно горячая и тяжелая работа. Для достижения наилучших результатов следуйте или установите следующие свойства:
i) Выберите правильный размер пистолета, чтобы избежать температурной перегрузки
ii) Не допускайте попадания брызг на пистолет
iii) При необходимости используйте пистолет с водяным охлаждением
iv ) Выберите правильное удлинение провода, слишком короткое может привести к обратному прогоранию дуги.
v) Выберите зазор между проволокой и диаметром кабелепровода
vi) Время от времени продувайте его, чтобы избежать проблем с подачей
4. Источник питания
Источник питания является наиболее важным оборудованием при сварке. При сварке MIG используются источники питания постоянного тока с относительно прямыми характеристиками. Традиционно используются выпрямительные блоки РПН. Выпрямительные блоки с тиристорным управлением крупнее и совершеннее. Инверторы являются самым передовым типом источника питания.
5. Блоки охлаждения
В сварочных горелках с водяным охлаждением часто используется ток в диапазоне 300–500 А. Кроме того, охлаждающая вода циркулирует из блока охлаждения, который может быть встроен в источник питания. Затем он охлаждает медную жилу в пучке шлангов и кабелей, газовую форсунку и контактный наконечник. Блоки охлаждения состоят из насоса, емкости для воды и радиатора с вентиляторным охлаждением.
Настройка параметров сварки MIG
Ниже приведены параметры сварки MIG/GMAW:
i) Выбор защитного газа и расхода газа
ii) Вылет электрода
iii) Диаметр электрода
iv) Индуктивность
v) Горелка и положение соединения
vi) напряжение
vii) скорость сварки
viii) скорость подачи проволоки и сила тока
Все вышеперечисленные параметры должны соответствовать требуемому процессу сварки и типу металла.
Расходные материалы для сварки MIG
Металл Сварка в среде инертного газа применяется для сварки низколегированных, малоуглеродистых сталей и меди, нержавеющей стали, алюминия, сплавов меди и никеля, никелевых сплавов и т.д.
Может сваривать листы толщиной до 0,7 мм. Вверх технических ограничений нет, но риск холодных кругов при низкой подводимой тепле или слишком большом бассейне возрастет. Наполнитель имеет такой же химический состав, что и основной материал.
1. Присадочная проволока
Доступны электроды для сварки MIG диаметром 0,6–2,4 мм из различных материалов. Провода обычно поставляются на катушках, чтобы убедиться, что они не зацепятся при вытягивании. Проволока, покрытая тонким слоем меди, имеет наилучшие характеристики подачи. Для получения хороших результатов от дуги ток будет передаваться на электрод рядом с отверстием контактного наконечника.
2. Порошковая проволока
Порошковая проволока и сплошная проволока различаются. Порошковая проволока в основном используется для более толстых пластин. Стоимость порошковой проволоки значительно выше, чем сплошной проволоки. Порошковая проволока в некоторых отношениях превосходит сплошную проволоку. Высокая скорость наплавки и хорошее проникновение в боковую стенку являются основными характеристиками порошковых проволок.
Применение порошковой проволоки – Использование этой проволоки увеличилось параллельно с введением новых типов проволоки. Примеры использования:
Примеры использования:
i) Стыковые и угловые швы
ii) Ручная сварка во всех положениях
iii) Роботизированная сварка в горизонтальном положении
iv) Толщина листа от 4 мм и выше
Преимущества порошкового наполнителя Провода . Эти провода имеют множество преимуществ.
i) Это основные электроды, устойчивые к загрязнениям в материале, обеспечивающие прочный, устойчивый к растрескиванию сварной шов.
ii) Порошковая проволока имеет лучшее поперечное проникновение, чем сплошная присадочная проволока.
iii) Они могут облегчить изменение легирующих компонентов.
iv) Они могут стабилизировать вещества в порошке и расширить диапазон используемых параметров сварки.
v) Они имеют высокую скорость осаждения в результате высокой плотности тока.
Недостатки порошковой проволоки – Несмотря на множество преимуществ, порошковая проволока имеет некоторые недостатки.
i) Порошковые проволоки требуют отделочных работ при использовании шлакообразующих проволок.
ii) Это самоэкранированные провода, которые выделяют относительно большое количество дыма.
iii) Порошковая проволока имеет более высокую цену, чем сплошная проволока (но не более высокая общая стоимость).
iv) Они имеют неприятное тепловое излучение при более высоких сварочных токах.
3. Сплошные проволоки
Эти проволоки имеют металлическую внешнюю оболочку с флюсом или металлическим порошком внутри. Они могут иметь либо рутиловое, либо базовое наполнение, либо быть самозащитными для использования без защитного газа.
Среда сварки (сварка MIG)
Практически каждый процесс дуговой сварки сопровождается выделением газов, дыма или ультрафиолетового излучения. Они представляют большой риск для здоровья и глаз в том или ином виде. Для сравнения, сварка MIG менее опасна для здоровья. Но это не означает, что MIG полностью безопасен. Взгляните на фактические данные о излучении при сварке MIG.
Дымы и газы
Обычно при сварке MIG выделяется меньше дыма, чем при сварке электродами с покрытием. На самом деле дым состоит из твердых частиц в воздухе от электродов или поверхностного покрытия. Иногда возникает масляный дым, если заготовка маслянистая или жирная.
На самом деле дым состоит из твердых частиц в воздухе от электродов или поверхностного покрытия. Иногда возникает масляный дым, если заготовка маслянистая или жирная.
Шум
Почти каждый процесс сварки сопровождается шумом и дребезжанием. При сварке короткой дугой уровень шума достигает 80 дБ. Но с помощью подходящего процесса сварки, защитного газа и техники сварки проблема шума может быть в некоторой степени уменьшена.
Излучение дуги
Другим риском для здоровья является излучение дуги во время сварочных работ. Сварка является источником излучения в инфракрасном, видимом и ультрафиолетовом диапазонах спектра. Сварщики должны использовать все средства защиты, такие как специальные защитные очки для глаз и полностью закрытую одежду для кожи.
Как работает сварка MIG?
Рабочий процесс сварки MIG представляет собой последовательность.
1. Подготовка металла к сварке MIG — это первый шаг перед началом сварки металла в среде инертного газа. Металлы должны быть чистыми, без грязи, ржавчины и т. д. Сварщики могут очистить их с помощью специальной щетки или шлифовальной машины.
Металлы должны быть чистыми, без грязи, ржавчины и т. д. Сварщики могут очистить их с помощью специальной щетки или шлифовальной машины.
2. Выбор/подготовка оборудования для сварки MIG – Выбор оборудования очень важен для любого сварочного процесса. Перед началом сварочных работ сварщики должны проверить следующее.
3. Выбор проволоки для сварки MIG – В основном выбор типа проволоки зависит от типа сварного шва и металла. Для стали можно использовать проволоку ER70S-3 для универсальной сварки или проволоку ER70S-6 для сварки грязной или ржавой стали диаметром 0,030 дюйма.
4. Выбор газа для сварки MIG — Сварщики должны использовать смесь 75 % аргона и 25 % двуокиси углерода (75/25 или C25). Вообще, эта смесь хороша для всех целей.
Вообще, эта смесь хороша для всех целей.
5. Выбор напряжения и силы тока, толкания или вытягивания, вылета проволоки, рабочего угла, угла перемещения и т.д. В этом положении угол наклона пистолета уменьшается с 0° до 15° под действием силы тяжести. Основной металл пока остается стабильным, а присадочный металл может провиснуть.
ii) Плоское положение – В горизонтальном положении важны положение сварного шва и угол горелки. Посмотрите на следующие углы.
iii) Вертикальное положение – В этом положении сварка как вверх, так и вниз затруднена. Обычно сварщикам необходимо уменьшить силу тока и напряжение на 10-15% из-за действия силы тяжести.
iv) Положение над головой – Самое сложное положение из всех, сварщики должны поддерживать хорошую скорость движения, иначе расплавленный металл упадет. Они должны применять технику перетаскивания, толкания или перпендикулярного оружия.
Где используется сварка металлов в среде инертного газа?
Являясь обычным сварочным процессом, MIG используется в различных областях сварочной промышленности.
1. Сварка MIG в автомобильной промышленности – Сварщики могут использовать ее на легковых, тяжелых, малых или больших транспортных средствах различных размеров. Сварка MIG позволяет выполнять швы хорошего качества даже толщиной до 0,5 мм.
2. Сварка MIG в трубной промышленности – В трубной промышленности она используется из-за ее экономичности, производительности, гибкости, качества сварки и использования роботов с новейшими технологиями.
3. Сварка MIG в восстановительной промышленности – Этот тип сварки используется при восстановлении оборудования, т. е. при разборке, ремонте и повторной сборке старого автомобиля. Сварка GMAW может восстанавливать сломанные детали автомобилей путем резки, удаления, подготовки новых деталей или соединений и очистки сварных швов.
Сварка MIG в восстановительной промышленности – Этот тип сварки используется при восстановлении оборудования, т. е. при разборке, ремонте и повторной сборке старого автомобиля. Сварка GMAW может восстанавливать сломанные детали автомобилей путем резки, удаления, подготовки новых деталей или соединений и очистки сварных швов.
4. Сварка MIG в железнодорожной промышленности – В основном используется на железнодорожных путях для изношенных поверхностей. Как правило, сварка различных типов металлов сложна, но правильный выбор присадочной проволоки — это решение.
5. Сварка MIG с нанесением износостойкого покрытия – В основном используется для нанесения покрытия на следующие элементы:
Сварка металлов в среде инертного газа представляет собой значительный шаг вперед по сравнению с традиционными методами. В результате стало возможным создание мостов, автомобилей и тому подобных огромных сооружений.
В результате стало возможным создание мостов, автомобилей и тому подобных огромных сооружений.
Области занятости для сварки GMAW
Некоторые из компаний, нанимающих сварщиков MIG, следующие.
Типы работ для сварки MIG
Заработная плата сварщика или сварщика MIG
Тенденции заработной платы в сварочной отрасли время от времени меняются в зависимости от места, где вы работаете, и вашего профиля.