Чем паять алюминий? Пайка в домашних условиях. Чем спаять алюминий с медью?
Пайка алюминия – занятие непростое. Она может понадобиться для запаивания радиатора или чего-нибудь еще. Тот, кто пробовал паять алюминий, не понаслышке знает, что обычный припой его совсем не берет. Все из-за того, что на нем есть пленка, обладающая плохой адгезией к припою. Алюминий покрывается пленкой довольно быстро – без зачистки металл окисляется.
К счастью, есть надежные и простые методы, которые помогают быстро избавиться от пленки. Самый простой – приобрести в радиомагазине флакончик флюса Ф59 или Ф61. Флюсами называются вещества, применяемые в пайке для удаления окисной пленки с металлических металлов. Рассмотрим подробно варианты пайки и узнаем об особенностях процесса.
Особенности процесса
Защитная пленка показывает хорошую химическую стойкость и обладает высокой температурой плавления.
Пленка удаляется разными путями в условиях безвоздушной среды – с отсутствием кислорода. Для удаления корундом используют масляную краску. В случае использования других масел, помимо синтетического и трансформаторного, как правило, их предварительно выдерживают при температуре от +150 до +200°С, пока вода не испарится. Обезвоженный компонент наносится на алюминий, а затем наждачкой под нанесенным слоем его трут.
Обратите внимание! Это только один из способов удаления пленки, существуют и другие: канифоль, порошковый флюс, бура и др.
Что понадобится?
После очистки алюминия следующим этапом будет его пайка. Существуют разные способы: оловом, газовой горелкой и т. д. Технологию пайки газовой горелки рассмотрим позже, а пока необходимо подготовить необходимые компоненты:
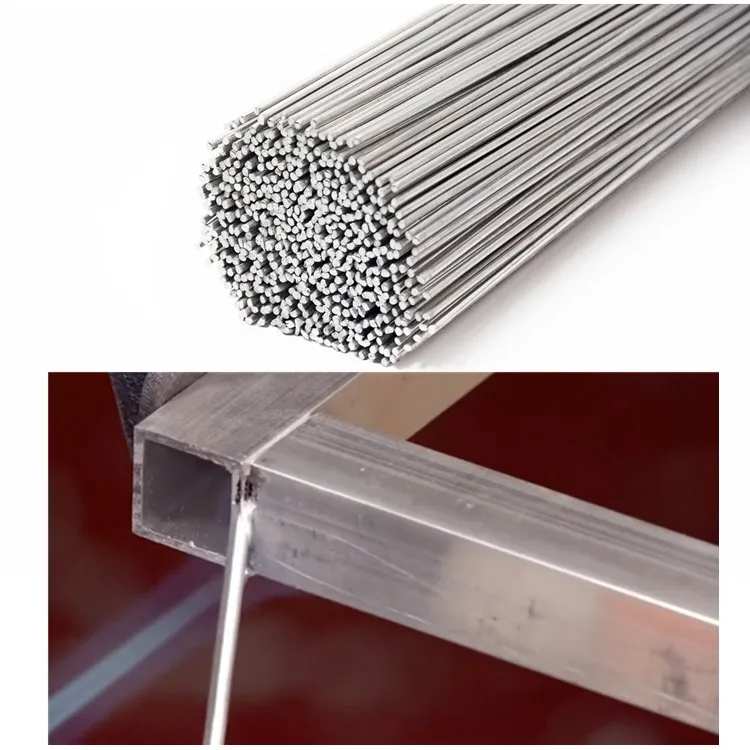
Горелку необязательно приобретать в магазинах для профессионалов, вполне подойдет насадка, которая крепится на газовый баллон. Далее понадобится трубчатый припой, состоящий из двух элементов: оболочки и порошковый материал. Он продается в специальных магазинах, лучше брать сразу целую упаковку – пригодится.
Далее понадобится трубчатый припой, состоящий из двух элементов: оболочки и порошковый материал. Он продается в специальных магазинах, лучше брать сразу целую упаковку – пригодится.
Технология пайки в домашних условиях
Способ пайки с газовой горелкой – самый простой, его можно осуществлять дома. Можно с легкостью делать разнообразные конструкции из алюминия и другие вещи. Первым делом берут алюминиевый профиль или отдельные детали, которые следует сварить. Предварительно делают зачистку по металлу щеткой или наждачкой. Высокие показатели шероховатости только являются преимуществом для пайки.
С помощью струбцины осуществляют соединение, затем включают горелку и ждут нагревания стыка. Далее подносят порошковый припой – расплавляясь, он растекается в шве. Припой обладает безупречной текучестью и способен попадать даже в самые миниатюрные щели в металле. Припой распределяется, затем прогревается еще немного, чтобы как можно больше расплыться во всех стыках узла.
Припой распределяется, затем прогревается еще немного, чтобы как можно больше расплыться во всех стыках узла.
Обратите внимание! У алюминия с медью образуется высокая конфликтность. Необходимость такой спайки возникает только в случае соединения труб или других крупных деталей.
Для припаивания изделий из алюминия дома используют электропаяльник.
Для пайки алюминия подходят флюсы с содержанием кислот и солей. После пайки они обязательно смываются. Активные флюсы хороши тем, что дают быстрый результат, но вдыхать их нельзя. Пары раздражают слизистые и попадают в организм через кровь. Нередко используют жидкие флюсы, их преимущество состоит в том, что их можно наносить тонким слоем. Больше они предназначены для пайки ручным инструментом – паяльником.
Нередко используют жидкие флюсы, их преимущество состоит в том, что их можно наносить тонким слоем. Больше они предназначены для пайки ручным инструментом – паяльником.
Обратите внимание! Флюс Ф-64 содержит в себе деионизированную воду, фториды, тэтраэтиламмоний и проч.
Он разрушает оксидную пленку даже внушительной толщины – это значит, что он подходит для большого количества заготовок. Этот флюс подходит как для алюминия, так и для меди, бериллиевой бронзы и т. д.
Припой HTS-2000 пользуется большой популярностью среди людей, потому что пайка с ним осуществляется невероятно легко. Область его применения очень велика.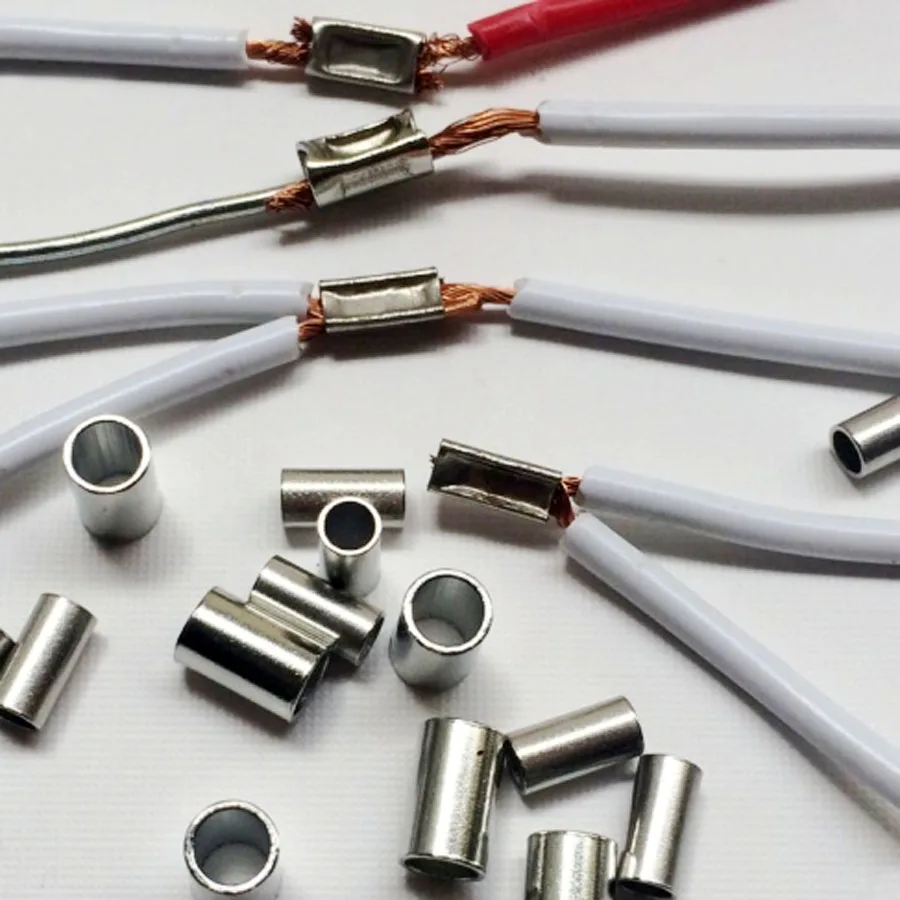 Для работы требуется только припой – работа с ним проходит комфортно, HTS-2000 делает очень надежные и прочные соединения.
Для работы требуется только припой – работа с ним проходит комфортно, HTS-2000 делает очень надежные и прочные соединения.
Советы из статьи рассчитаны для людей, не являющихся электриками, и пригодятся тем, кому требуется сделать качественно и надежно.
Найти полезную информацию про пайку алюминия вы можете в видео ниже.
Вопрос: Как паять алюминий? — Дом и сад
Содержание статьи:
Как обычной турбогорелкой паять алюминий.

Видео взято с канала: Glavnyiy Mehanik
✔️КАК ПАЯТЬ ЗАЛУДИТЬ АЛЮМИНИЙ | ЛЕГКИЙ СПОСОБ | ПАЙКА ЛУЖЕНИЕ АЛЮМИНИЯ паяльником БЕЗ ГОРЕЛКИ
Видео взято с канала: Evseenko Technology
ПАЙКА АЛЮМИНИЯ. АРГОН НЕ НУЖЕН!
Показать описание⇒ Нашел припой на Алиэкспресс, 20шт: http://ali.pub/4516ly еще 10-20-50шт: https://ali.ski/BlSC7.
ВНИМАНИЕ! На Али есть лоты дешевле 2-3 доллара, но это продают просто проволоку без флюса!
Привет друзья! В этом видео покажу как можно просто и дешево паять алюминий без использования аргона. Шов получается прочный, аккуратный и герметичный..
В видео используется припой марки CASTOLIN 192, еще можно использовать HTS-2000. Припой продается в магазинах с медными трубками и радиаторами..
Покупал тут: “Магазин медных труб”, Московская обл, г. Реутов, шоссе Энтузиастов, владение 19. Торговый комплекс ‘Владимирский Тракт’, пав. 28Ф, сайт: http://eurometalgroup.ru (звонить им смысла нет, просто приезжаете в точку продаж и покупаете, на сайте несколько адресов).
♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦.
⇒ Скидка от 5% на все товары Алиэкспресс: http://voltnik.ru/cashback.
⇒ Мобильное приложение EPN cashback: http://voltnik.ru/cash-mobile.
♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦.
Мой профиль на ThinkerCAD: https://goo.gl/ee2ExZ.
ALIEXPRESS: http://voltnik.ru/aliexpress.
BANGGOOD: http://voltnik.ru/bngd.
GEARBEST: http://grbe.st/XBBp5O.
♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦.
✔ Группа ВК: https://vk.com/voltnik.
✔ Сайт канала: http://voltnik.ru/.
#voltnikИнструменты
Видео взято с канала: voltNik
ПАЙКА АЛЮМИНИЯ БЕЗ АРГОНА! В домашних условиях.
Видео взято с канала: Сам себе КОЛХОЗНИК
как запаять алюминий оловом
Видео взято с канала: АС МАСТЕР ремонт авто в омске
Паять алюминий? Легко!
Видео взято с канала: MotoDalnoBoy
Как припаять к алюминию? Легко. Нужен только паяльник! Без флюсов, без горелки!
Видео взято с канала: Lithium Master
Каким флюсом лучше всего паять алюминий и его сплавы
Флюсы для алюминия
Содержание статьи:
Пайка алюминия достаточно сложный технологический процесс. Помимо оксидной пленки на поверхности алюминия, процесс затруднён необходимостью воздействия более высоких температур, чем при пайке меди. Тем не менее, паять алюминий можно, поскольку для этих целей были разработаны специальные флюсы.
Помимо оксидной пленки на поверхности алюминия, процесс затруднён необходимостью воздействия более высоких температур, чем при пайке меди. Тем не менее, паять алюминий можно, поскольку для этих целей были разработаны специальные флюсы.Основная задача флюса для низкотемпературной пайки алюминия, это растворение оксидной пленки, которая мешает нормальному растеканию припоя и соединению деталей. Для пайки алюминия применяются только активные флюсы, в составе которых имеется кислота. Абсолютно не подходит для этих целей канифоль, и другие, подобные ей, неактивные флюсы.
Состав флюса для алюминия
Основными компонентами активных флюсов для пайки алюминия при температуре ниже 300 градусов, это органические кислоты и их амиды, а также триэтаноламин. Наибольшей активностью отличаются олеиновая, элаидиновая, муравьиная и уксусная кислота.
Связано это с тем, что активность всех вышеперечисленных кислот повышается с ростом температуры. Поэтому воздействуя на оксид Al2O3, они способны полностью разрушить его, что даст припою нормально пристать к поверхности спаиваемых деталей из алюминия.
Марки флюсов для пайки алюминия
Флюс Ф59А — предназначен для низкотемпературной пайки алюминия, а также сплава АМц с медью и сталью, при температуре от 150 до 320 градусов.
Флюс Ф61А — кроме пайки алюминия предназначен для спаивания деталей из оцинкованного железа, меди и бериллиевой бронзы. Температура работы с флюсом, как и в предыдущем случае, составляет 150-320°С.
Флюс Ф54А — состоит на 82% из триэтаноламина. Данный флюс также предназначен для пайки алюминия и его сплавов в домашних условиях.
Флюс Ф64 — подходит для пайки алюминия и дюралюминия.
Данный вариант флюса для алюминия чем-то напоминает паяльный флюс ЛТИ-120, который предназначен для пайки меди, никеля и углеродистой стали. При нанесении флюса Ф-64 на поверхность алюминиевых деталей, и под воздействием высоких температур, он способен разрушить прочную плёнку оксида алюминия, очистив тем самым металл для нормального растекания припоя.
Все вышеперечисленные флюсы — подходят для пайки алюминия. Ну а о том, как паять провода, всегда можно узнать на сайте samastroyka.ru.
Где можно использовать флюс Ф-64
Активный флюс для пайки алюминия Ф-64 можно применять:
- Для спаивания скрутки алюминиевых проводов. Таким образом, можно паять алюминиевые и медные провода обычным паяльником. Правда мощность паяльника должна быть достаточно большой, не менее 100 Вт. В противном случае, пайка алюминия может быть затруднена.
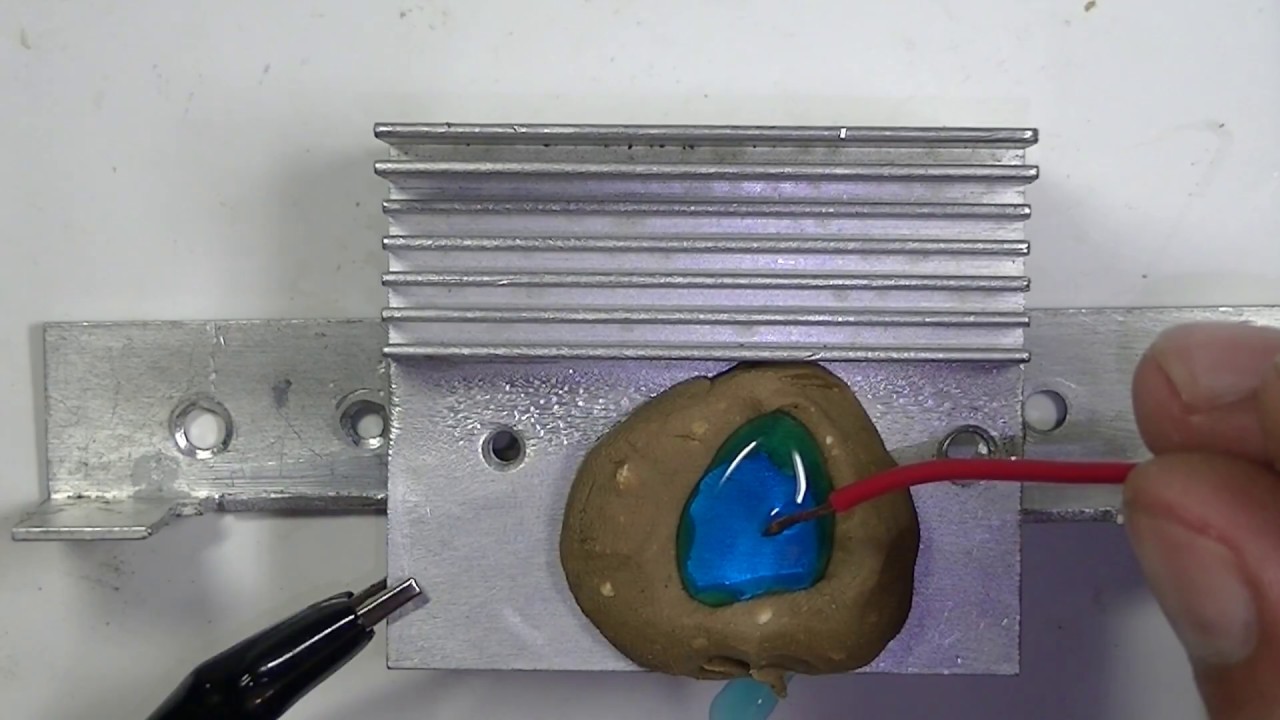
- Для пайки колб конденсаторов и алюминиевых радиаторов.
- Других деталей из алюминия и его сплавов.
Отдельного внимания заслуживает вопрос о том, чем паять алюминий. Для пайки можно использовать как электрический паяльник, так и небольшую газовую горелку. Если пайка алюминия происходит с использованием электрического паяльника, то, он должен быть достаточной мощности, чтобы разогреть припой.
Так, например, для скрутки проводов сечением не более 2,5 мм², вполне хватить электрического паяльника мощностью в 40-60 Вт.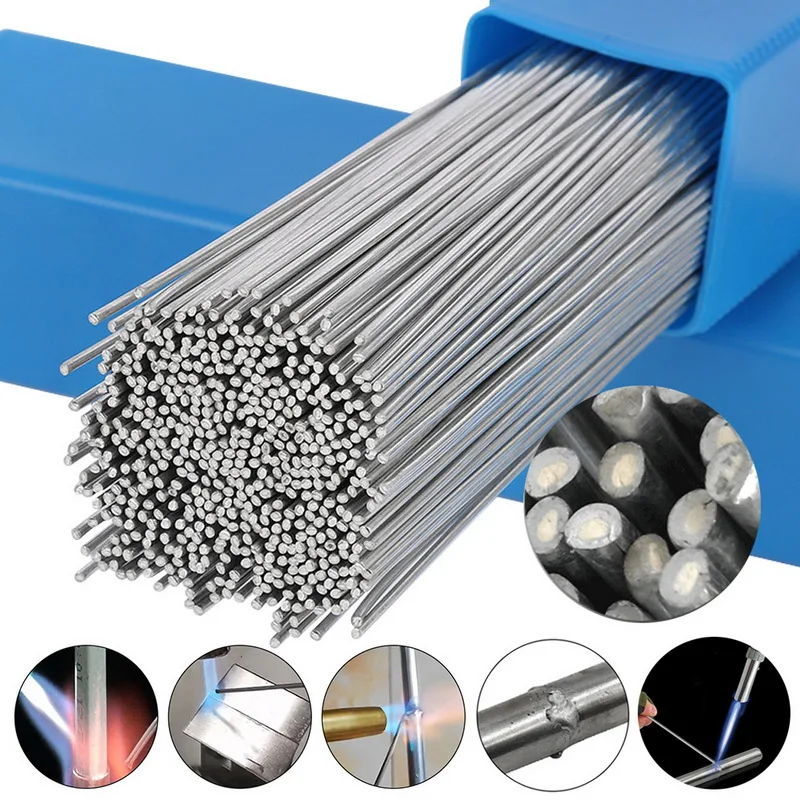 При пайке более толстых жил, в 4 и более мм², уже будет нужен паяльник мощностью от 100 Вт.
При пайке более толстых жил, в 4 и более мм², уже будет нужен паяльник мощностью от 100 Вт.
При использовании любого активного флюса, в том числе и для пайки алюминия, не стоит забывать об удалении его остатков после выполнения работ. Для удаления большинства флюсов с поверхности металла достаточно воспользоваться куском мягкой ткани смоченной в обычной воде.
Оценить статью и поделиться ссылкой:Как паять алюминий паяльником
Мне нравится создавать бесплатный контент, полный советов для моих читателей, вас. Я не принимаю платное спонсорство, мое мнение принадлежит мне, но если вы сочтете мои рекомендации полезными и в конечном итоге купите что-то, что вам нравится, по одной из моих ссылок, я мог бы получить комиссию без каких-либо дополнительных затрат для вас. Узнать большеПаять алюминий может быть непросто, если вы этого раньше не делали. Оксид алюминия сделает большинство ваших попыток тщетными. Но если у вас есть четкое представление о процессе, он становится действительно простым. Вот где я и подхожу. Но прежде чем мы перейдем к этому, давайте рассмотрим некоторые основы.
Вот где я и подхожу. Но прежде чем мы перейдем к этому, давайте рассмотрим некоторые основы.
В этом посте мы рассмотрим:
Что такое пайка?
Пайка — это метод соединения двух металлических частей вместе. Паяльник плавит металл, который склеивает две металлические детали или определенные отмеченные области. Припой, соединяющий расплавленный металл, очень быстро остывает после удаления источника тепла и затвердевает, удерживая металлические детали на месте. Довольно надежный клей для металла.
Относительно более мягкие металлы припаяны, чтобы удерживать их вместе. Обычно сваривают более твердые металлы. Ты можешь сделать свой паяльник только для ваших конкретных задач.
Припой
Он представляет собой смесь различных металлических элементов и используется для пайки. Раньше припой изготавливали из олова и свинца. В настоящее время чаще используются варианты без свинца. Паяльные провода обычно содержат олово, медь, серебро, висмут, цинк и кремний.
Припой имеет низкую температуру плавления и быстро затвердевает. Одним из ключевых требований к припоям является способность проводить электричество, поскольку пайка широко используется при создании цепей.
Поток
Флюс имеет решающее значение для создания качественных паяных соединений. Припой не смачивает соединение должным образом, если есть покрытие из оксида металла. Важность флюса обусловлена его способностью предотвращать образование оксидов металлов. Типы флюсов, используемых в электронных припоях которые обычно используются, обычно сделаны из канифоли. Вы можете получить сырую канифоль из сосны.
Пайка алюминия
Никогда не бывает такой же ортодоксальной пайки. Алюминиевые заготовки, занимающие 2-е место в мире по пластичности и высокой теплопроводности, часто бывают гораздо тоньше. Таким образом, хотя они обладают хорошей пластичностью, перегрев все равно сломает и / или деформирует их.
Правильные инструменты
Перед началом очень важно убедиться, что у вас есть инструменты, необходимые для пайки алюминия. Поскольку алюминий имеет относительно низкую температуру плавления, около 660 ° C, вам понадобится припой с более низкой температурой плавления. Убедитесь, что ваш паяльник специально предназначен для соединения алюминия.
Поскольку алюминий имеет относительно низкую температуру плавления, около 660 ° C, вам понадобится припой с более низкой температурой плавления. Убедитесь, что ваш паяльник специально предназначен для соединения алюминия.
Еще одна важная вещь, которую вы должны иметь, — это флюс, предназначенный для пайки алюминия. Канифольные флюсы на это просто не подействуют. Температура плавления флюса также должна быть такой же, как у паяльника.
Тип алюминия
Чистый алюминий можно паять, но, поскольку это твердый металл, с ним нелегко работать. Большинство изделий из алюминия — это алюминиевые сплавы. Большинство из них можно спаять одним и тем же методом. Однако есть несколько, которым потребуется профессиональная помощь.
Если ваш алюминиевый продукт отмечен буквой или цифрой, вам следует изучить спецификации и придерживаться их. Алюминиевые сплавы, содержащие 1 процент магния или 5 процентов кремния, относительно легче паять.
Сплавы, в которых их больше, будут иметь плохие характеристики смачивания флюсом. Если сплав имеет высокий процент меди и цинка, он будет иметь плохие характеристики пайки в результате быстрого проникновения припоя и потери свойств основного металла.
Если сплав имеет высокий процент меди и цинка, он будет иметь плохие характеристики пайки в результате быстрого проникновения припоя и потери свойств основного металла.
Работа с оксидом алюминия
Паять алюминий может быть сложно по сравнению с другими металлами. Вот почему ты все-таки здесь. В случае алюминиевых сплавов они покрыты слоем оксида алюминия в результате контакта с атмосферой.
Оксид алюминия нельзя паять, поэтому перед этим вам придется соскоблить его. Кроме того, имейте в виду, что эти оксиды металлов довольно быстро реформируются при контакте с воздухом, поэтому пайку следует выполнять как можно скорее.
Теперь, когда вы освоили основы, вы должны быть готовы приступить к пайке. Внимательно выполните следующие действия, чтобы убедиться, что вы делаете это правильно.
Шаг 1. Нагрев утюга и меры безопасности
Чтобы нагреть паяльник до идеальной температуры, потребуется некоторое время. Я бы посоветовал вам держать влажную ткань или губку рядом с счистить утюг любой лишний припой. Пока вы работаете, надевайте защитную маску, очки и перчатки.
Шаг 2: Удаление слоя оксида алюминия
Используйте стальную щетку, чтобы удалить слой оксида алюминия с алюминия. Если вы используете старый алюминий с сильным окислением, вам следует отшлифовать или протереть его ацетоном и изопропиловым спиртом.
Шаг 3: нанесение флюса
После очистки кусочков нанесите флюс на те места, которые вы хотите соединить. Для нанесения можно использовать металлический инструмент или просто стержень припоя. Это остановит образование оксида алюминия, а также вытянет железный припой по длинной стороне соединения.
Шаг 4: Зажим / позиционирование
Это необходимо, если вы соединяете два куска алюминия вместе. Зажмите их в том положении, в котором вы хотите присоединиться к ним. Убедитесь, что алюминиевые куски имеют небольшой зазор между ними при зажиме, чтобы припой для железа мог течь.
Шаг 5: Нагрев заготовки
Нагрев металла предотвратит легко растрескавшееся «холодное соединение».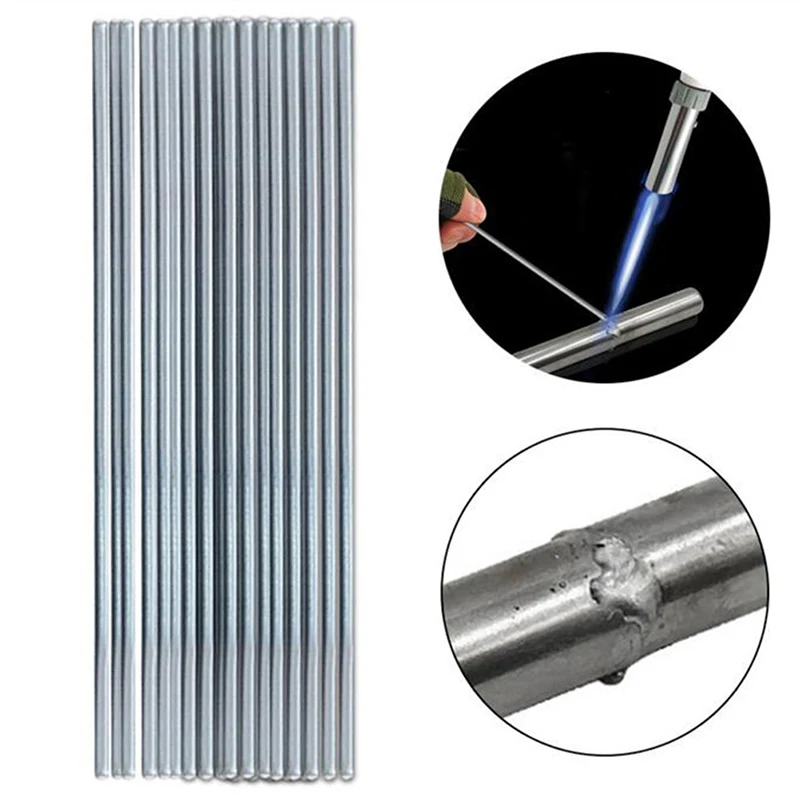 Нагрейте паяльником части деталей, прилегающие к стыку. Применение тепла к одной области может вызвать поток и припаяйте, чтобы перегреться, поэтому не забывайте перемещать источник тепла медленно. Таким образом можно равномерно нагреть поверхность.
Нагрейте паяльником части деталей, прилегающие к стыку. Применение тепла к одной области может вызвать поток и припаяйте, чтобы перегреться, поэтому не забывайте перемещать источник тепла медленно. Таким образом можно равномерно нагреть поверхность.
Шаг 6: Добавление припоя в стык и окончательная обработка
Нагрейте припой, пока он не станет мягким. Затем нанесите его на сустав. Если он не прилипает к алюминию, вероятно, произошел реформирование оксидного слоя. Боюсь, вам придется снова чистить и чистить кусочки. Для высыхания припоя потребуется всего несколько секунд. После высыхания удалите оставшийся флюс ацетоном.
Когда дело доходит до пайки алюминия, все дело в понимании процесса. Удалите слой оксида алюминия сверху стальной щеткой или шлифованием. Используйте подходящий паяльник, припой и флюс. Кроме того, используйте влажную ткань, чтобы удалить лишний припой для хорошей отделки. Да, и всегда соблюдайте меры предосторожности.
Ну вот и все. Надеюсь, теперь вы поняли, как паять алюминий. Теперь в мастерскую, идем.
Надеюсь, теперь вы поняли, как паять алюминий. Теперь в мастерскую, идем.
как спаять медь и алюминий, можно ли спаять алюминий с медью
Далеко не всегда в домашних условиях получается припаять провод или что-то другое к алюминию. Обычно для этого требуется или специальный флюс, который стоит немалых денег, или газовая горелка.
Однако всегда есть альтернативный вариант. Автор делится секретом, как припаять медный провод к алюминию обычным паяльником, без использования флюсов и газовых горелок.
Причем припаять так, чтобы провод держался намертво. И для этого потребуется лишь припой с канифолью ПОС 61 (можно использовать ПОС 40).
Рекомендуем также прочитать интересную статью на тему: пайка алюминия своими руками в домашних условиях. В этом обзоре вы найдете много полезной информации.
Основные этапы работ
1
Читайте также: Идея для мастерской: как сделать болт с накаткойПервым делом необходимо капнуть на поверхность алюминия каплю машинного масла (в принципе, можно использовать абсолютно любое жидкое масло, включая растительное).
Для удобства, чтобы не плеснуть лишнего, масло можно предварительно набрать в медицинский шприц. В каплю масла опускаем жало паяльника и припой.
Расплавляем необходимое количество припоя, после чего несколько секунд прогреваем алюминий, затем движениями вперед-назад пытаемся залудить нужный участок.
1
Читайте также: Как идеально сварить две профильных трубы под 90 градусовЦарапая поверхность алюминия жалом паяльника, мы снимаем оксидную пленку, а масло выступает в качестве защитной среды от кислорода.
После этого необходимо будет залудить конец медного провода. Далее луженый конец провода припаиваем к алюминию. И никаких заморских флюсов не надо!
Подробно о том, как припаять медный провод к алюминию обычным паяльником, рекомендуем посмотреть в авторском видеоролике. Свое мнение об этом способе пишите в комментариях.
1
Читайте также: Как отрезать круглую трубу для сварки под углом 45 градусов youtube.com/embed/kD_p2kN13ac» allowfullscreen=»allowfullscreen»/>
youtube.com/embed/kD_p2kN13ac» allowfullscreen=»allowfullscreen»/>
Андрей Васильев
Задать вопрос
Пайка алюминия [Архив] — LASERS.FONAREVKA.RU
Просмотр полной версии : Пайка алюминия
Hobbi TV
23.10.2011, 19:50
Кто-нибудь пробовал паять алюминий? Как его паять надо? Перепробовал множество рецептов из инета — не лудится. 🙁Убил 2 дня на эксперименты, чтобы хоть какой-то результат получить. Но, пока он далек от идеала.
у меня дето валялся спец флюс ккак раз для пайки алюминия но я не тестил честно говоря, а по нормальному делают гальванику(наносят медь) и потом пояют вроде как…
Hobbi TV
23.10.2011, 20:14
я не тестил честно говоряЭто главный момент.
Я уже кое-что протестил. Оксидную пленку не берут:
1. паяльная паста
2. спец. флюс ф59а
3. спец. флюс, который нахваливают в инете (без названия)
4. асперин
5. паяльная кислота
6. канифоль
При этом, царапание поверхности тоже не помогает.
chem_kot
23.10.2011, 20:18
Пайка алюминия в любом случае будет непрочной. Практически всегда на поверхности будет оксидная пленка. Но даже если удастся припаяться, место спая будет ненадежным вследствие образования гальванической пары
Оксидную пленку разъедает щелочь. И то со временем…
я зачищаю поверхность, потом царапаю, и грею. только потом наношу флюс:
http://pripoi.ru/images/goods/flux-lo/alum.jpg
так и паяется. Остальное бесполезно. Ф59, аспирин, канифоль, кислота, всё тоже проверял. только этот флюс вступает в бурную реакцию, пузырясь на алюминии. а если разогреть, то «эффект» будет лучше.
я описывал в теме про свой фонарик, что алюминий паяется нелегко, и не всегда с первого раза… Приходится несколько раз зачищать заново, пока не получится((
о вот такой флюс и у меня)
Technic47
23.10.2011, 21:13
Al2O3 съедает серная кислота более 80%. Более никак. У него 1-ая группа механической прочности. То есть физически если только шкуркой. А химически он очень стоек.
То есть физически если только шкуркой. А химически он очень стоек.Щёлочь разъест, если доберётся до самого алюминия. То есть если расцарапать, то можно съесть. К примеру я травил дюраль от любой плёнки в KOH и потом в азотной кислоте. После этого на поверхности чистый алюминий. Но это очень сильные щёлочь и кислота. Более 90%.
Согласен. Но у меня таких адовых концентраций нет, и я просто повышаю температуру алюминиевой детали. Чтобы флюс прокипел.
да, соединение нельзя назвать надёжным, но оно удовлетворительное уж точно… гнул милиметровый облуженный МГТФ, и пайка не отвалилась. А сколько под ней осталось оксида… Тут уж как повезёт…
Вот ↓ Анодированный радиатор. Шкрябал только точку нагрева. остальное флюс пожрал.
Hobbi TV
23.10.2011, 22:14
греюА чем ты ее греешь? У меня ни паяльник, ни печка с этим флюсом не сработали. А вот в паяльной ванночке этот флюс схватился.
Но, у него проблема — повышенное газообразование. В результате припой начинает бурлить и не на всем протяжении детали схватывается. Кстати, в паяльной ванночке надо его использовать только в защитных очках — легко можно без глаз остаться.
Кстати, в паяльной ванночке надо его использовать только в защитных очках — легко можно без глаз остаться.
Добавлено через 3 минуты
Насколько я вычитал, самый мощный флюс из придуманных для алюминия — ф-69. А также, припой нужен с содержанием олова не менее, 60 процентов. А лучше, цинк. Вот только, где чистый цинк найти, я пока не понял.
Ф-69 нашел в продаже — завтра в магазин заеду. Заодно и припой в ванночке заменю, а то у меня там «дедушкин». Понятия не имею, сколько в нем олова.
Грею зажигалкой либо стоватным паяльником. Бурлит сильно. но наношу раза 2. успевает всё объесть. Дым просто сдуваю от себя 🙂 И как я уже говорил, я сам не знаю насколько равномерно схватывается поверхность под припоем.
кстати насчёт флюса… Ходя по магазам обнаружил разницу в цвете. Этот флюс почему-то может иметь оттенок от жёлтого до коричневого. Причина этого мне неизвестна…
Hobbi TV
23.10.2011, 22:22
Этот флюс почему-то может иметь оттенок от жёлтого до коричневого.
Ага, я тоже внимание обратил. У тебя светлый, а у меня темный.
это фото с поисковика 🙂
chem_kot
23.10.2011, 23:48
Цинк можно содрать с новых солевых батареек (не алкалиновых) — стаканчик
А механически или просто кислотами/щелочами удалять оксид алюминия бесполезно — в воде/на воздухе он мгновенно образуется вновь.
Hobbi TV
23.10.2011, 23:57
кислотами/щелочами удалять оксид алюминия бесполезно
Флюс же тоже не просто так придумывали.
Lum1noFor
24.10.2011, 00:06
Не смотря на все потуги разработчиков флюсов и т.д. алюминий нормально не паяется ничем. Немного схватывает, но при первой же нагрузке все отвалится. Сам раньше интересовался этой темой, а потом забросил, т.к. решения так и не нашел.
chem_kot
24.10.2011, 00:41
Флюс же тоже не просто так придумывали.Как правило, такие флюсы не на водной основе 😉 тот же глицерин…
А о невозможности нормальной пайки я писал на прошлой странице. ..
..
Есть специальный припой для пайки аллюминия. Паяет намертво и без всякого флюса. Правда достаточно высокотемпературный. В чип и дипе покупал, кажись этот: http://www.chipdip.ru/product0/79927976.aspx.
Hobbi TV
24.10.2011, 13:36
Есть специальный припой для пайки аллюминия.К сожалению, мне он не подходит. 🙁
Скорее всего, он на основе алюминия. А мне надо не алюминий с алюминием спаять, а разъем к алюминию припаять. Материал разъема без проблем лудится пастой. Подозреваю, что специализированный припой его не возьмет.
Если нагреть алюминий, и расплавить на нем припой, а потом под припоем царапнуть его то должно схватится, еще его термитным карандашом сплавляют))
А ещо можно ртутью покрыть, на амальгаме оксидная пленка не держытся, а затем паять, но он будет быстро окислятся на воздухе (сам проверял)
Паять с ртутью? Ну вы извращенец 🙂 Поделитесь противогазами.
Паять с ртутью? Ну вы извращенец 🙂 Поделитесь противогазами.
ну если безвыходная ситуация то можно и со ртутью, причем образуется амальгама алюминия, из ее ртуть не должна испарятся(ею зеркала раньше покрывали), и еще малые количества ртути безвредны, и отравление ею наступает при вдыхании ее паров на протяжении 1-2 недель, в количестве из двух градусников;)
и воще я привел это как просто еще один безотказный вариант, и ни кто вас паять с ней не заставляет
Я сначала лужу алюминий припоем «Авиа-1», а затем паяю.
Hobbi TV
24.10.2011, 23:59
Если нагреть алюминийСудя по всему, это одна из главных проблем. Причем, не решается тривиально.
расплавить на нем припой, а потом под припоем царапнуть его то должно схватится
Куплю скальпель — попробую еще раз. Если просто паяльником царапать — ноль эффекта.
А ещо можно ртутью покрыть
Не, больничка у меня пока в планы не входит. 🙂
Добавлено через 1 минуту
Я сначала лужу алюминий припоем «Авиа-1»
Его еще достать надо умудриться — нет даже в Ч&Д. 🙁
🙁
Hobbi TV
25.10.2011, 00:08
В процессе экспериментов стало понятно только одно: прежде, чем алюминий лудить, его надо предварительно нагреть до температуры работы флюса. После этого нанести флюс, а уже потом лудить. Как }|{B@N и советовал.Кстати, ф64 — круче нонейма. Если его на алюминий нанести, то на поверхности начинается мощная реакция (флюс буквально кипит). Только, от этого пока не легче. 🙁 Паяльная ванна его не залудила, паяльник не может прогреть деталь до требуемой температуры, а паяльная печь успевает испарить флюс с поверхности до плавления пасты.
Придется покупать паяльный стол…
Ryazanec
25.10.2011, 13:32
Я паял с металлическими опилками, они насыпаются на алюминий, затем свеху флюс (когда его не было, то просто капал расплавленной канифолью) и грел паяльником с большой каплей припоя, опстепенно шкрябая по алюминию. Опилки царапали алюминий, а капля припоя постепенно прилипала к царапинам. Царапать нужн оприличное время, канифоль может выкипать — ей придетя добавлять, иногда приходится подсыпать опилки, они абразивную функцию выполняют.
В любом случае пайка не очень надежная, припаяный толстый провод можно оторвать с припоем от пластины, если очень сильно потянуть за провод, в случае с пайкой к меди — отрывается провод от припоя, надрывая его.
Да, иногда этим способом не с первого раза припаять получается, есликанифоль выгорает и становится темной, то она загрязняет царапины сильно, тем же отскобленным окислом.
Паять ужно паяльником с медным жалом — необгораемое жало так испортить можно.
я зачищаю поверхность, потом царапаю, и грею. только потом наношу флюс:
http://pripoi.ru/images/goods/flux-lo/alum.jpg
так и паяется. Остальное бесполезно. Ф59, аспирин, канифоль, кислота, всё тоже проверял. только этот флюс вступает в бурную реакцию, пузырясь на алюминии. а если разогреть, то «эффект» будет лучше.
я описывал в теме про свой фонарик, что алюминий паяется нелегко, и не всегда с первого раза… Приходится несколько раз зачищать заново, пока не получится((
У меня такой-же флюс есть. Пробовал с его помощью облудить паяльником — бесполезняк. Так и валялся без дела. Сейчас, воодушевленный темой и паяльной станцией, решил снова попытать счастья. И… слава lukey 702, заработало:) Оптимальная технология получилась такая — греем люминь феном, до плавления припоя, кладем капельку припоя сверху, потом на гвоздике капельку флюса. Начинается бурная реакция и припой растекается по поверхности. Можно слегка гвоздиком подправить. И все;)
Пробовал с его помощью облудить паяльником — бесполезняк. Так и валялся без дела. Сейчас, воодушевленный темой и паяльной станцией, решил снова попытать счастья. И… слава lukey 702, заработало:) Оптимальная технология получилась такая — греем люминь феном, до плавления припоя, кладем капельку припоя сверху, потом на гвоздике капельку флюса. Начинается бурная реакция и припой растекается по поверхности. Можно слегка гвоздиком подправить. И все;)
Hobbi TV
26.10.2011, 01:37
У меня тоже полный успех! *DRINK*Я припаял провод к анодированному алюминию, не счищая анодирование. При этом провод держится так, что руками не оторвать. Правда, припой у меня не захотел растекаться по поверхности – пришлось его повозить. Наверно, текучесть зависит от сплава.
Основная проблема – теплопроводность алюминия. Ставил эксперименты на заготовке 30х45х2 мм. Нагрел ее до 350 градусов, снял с паяльного стола и вставил залуженный провод в припой на ее поверхности. Секунд через 20 припой схватился (ПОС61 – температура плавления 220 градусов), а еще секунд через 40 заготовка была чуть теплая.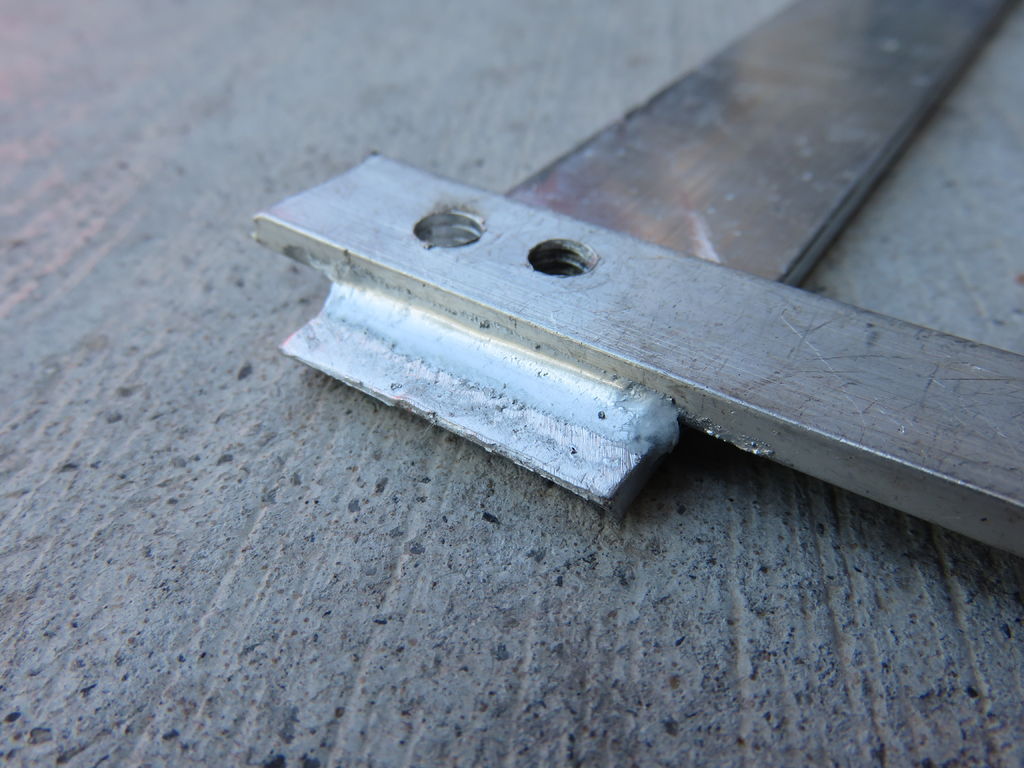 Вот такая теплопроводность у алюминия. Обычным паяльником нормально к нему что-то припаять – без шансов.
Вот такая теплопроводность у алюминия. Обычным паяльником нормально к нему что-то припаять – без шансов.
Lum1noFor
29.12.2013, 02:12
Здесь дело не в флюсах, а в припое. Наткнулись тут недавно на припой какой-то — продается в тонких стерженьках, где-то по 5 баксов за 10 см. Температура плавления около 450 градусов, т.е. только горелкой. Но держит так, что не отодрать никак. Брали пластинки алюминия толщиной около 4 мм, спаивали их буквой Т. Зажимали в тиски и ударяли молотком. Только гнется, а место спайки намертво. Если кому интересно — могу узнать, что за припой. Паяется вообще без флюса.
Мне интересно что это за припой.
Мне интересно что это за припой.
Был в сообщении N18.
Hobbi TV
31.12.2013, 01:22
Здесь дело не в флюсах, а в припое.Еще как в флюсе.
Суть пайки то простая. Флюс растворяет окислы и замещает их собой, чтобы новые не образовались. А припой уже вытесняет флюс и вступает в контакт с чистым металлом. Без флюса не обойтись…
Без флюса не обойтись…
Паял тут провода на листовой алюминий, чисто канифолью паяльник грел до 360град
конечно пайка фигня но держится. Да KOH и NaOH вступают в реакцию значит оксид съедает, но вот попробовать щелочью припаять еще. В принципе порошок железа есть у меня.
Еще один говорил что паял так: чистил алюминия напильником под маслом что бы воздух не соприкасался и тогда оксид не образуется, и паяется норм. Он так кабель на антенны паял.
Hobbi TV
08.01.2014, 10:38
Еще один говорил что паял так: чистил алюминия напильником под маслом что бы воздух не соприкасался и тогда оксид не образуется, и паяется норм.
Можно и так. Но, это геморрой какой-то. Проще специальный флюс использовать…
была идея сделать мини камеру, по типу углекислотной… но руки не дошли.. может кто чего ковырял? )
Ryazanec
24.08.2015, 13:24
Проще канифоль с опилками смешать, и при пайке напильником шкрябать, опилки оксид сами снимут а олово прилипнет — способ для походных условий, когда есть в наличии канифоль напильник и гвоздь для получения опилок, но нет масла.
лучший способ это меднение того места где паять, проверено!
лучший способ это меднение того места где паять, проверено!
А это можно сделать легко и просто, без хитрых реактивов?
А может тогда не медь, а сразу олово наносить…
Hobbi TV
24.08.2015, 23:53
лучший способ это меднение того места где паять, проверено!Какое меднение? =O Я же лично алюминий паял…
Лучший способ — это специальный флюс для алюминия. Во время пайки возникает только одна проблема — нагреть деталь до температуры работы флюса. Для этого я и купил паяльный стол. Без него, проблематично. Но, если удастся деталь до нужной температуры нагреть – руками припаянный провод уже не оторвать.
ну если безвыходная ситуация то можно и со ртутью, причем образуется амальгама алюминия, из ее ртуть не должна испарятся(ею зеркала раньше покрывали), и еще малые количества ртути безвредны, и отравление ею наступает при вдыхании ее паров на протяжении 1-2 недель, в количестве из двух градусников;)
и воще я привел это как просто еще один безотказный вариант, и ни кто вас паять с ней не заставляет
очень сомнительно насчет безвредности, такая бяка склонна накапливаться в организме со всеми вытекающими.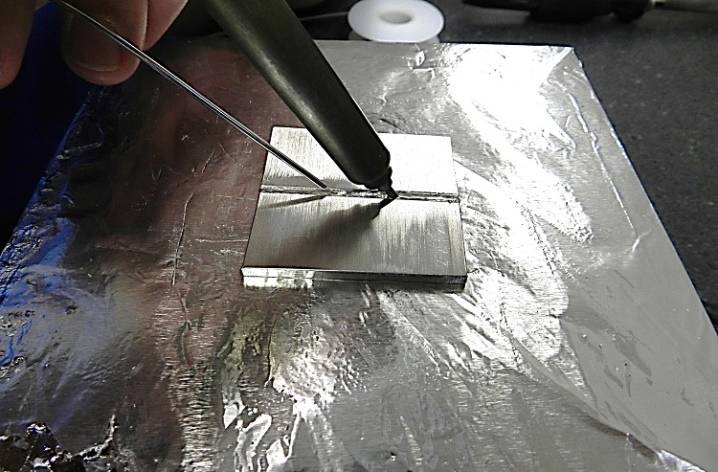 Римляне вон попили из свинцовых водопроводов )))
Римляне вон попили из свинцовых водопроводов )))
очень сомнительно насчет безвредности, такая бяка склонна накапливаться в организме со всеми вытекающими. Римляне вон попили из свинцовых водопроводов )))
Непростой вопрос… Как-то в детстве, я разобрал старый сломанный уличный термометр, в котором было где-то полстакана ртути. Долго играл с ртутью, пока случайно не разлил на «черной» лестнице. Ртуть раскатилась на мелкие шарики по всем углам, собрать практически ничего не удалось. И никто не умер. Хорошо хватило мозгов, не баловаться с ней в комнате:)
Vlad, ну да, я еще не подумал об том что она взаимодействует с водой и изделие развалится…
Можно попробовать паять в атмосфере бутана, берем небольшую но высокую посудину, ложем туда детальку и заполняем ее бутаном из баллончика.Под слоем бутана зачищаем участок, куда будем паять, а дальше огнеопасно пожалуй… Можно очистить алюминий от оксидной пленки под каким нибудь керосином и залудить) Можно залудить сплавом розе, керосин ведь не кипит при 100С. 🙂
🙂
vBulletin® v3.8.7, Copyright ©2000-2022, vBulletin Solutions, Inc. Перевод: zCarot
Можно ли спаять припоем Castolin192 FBK алюминий со сталью?
Здравствуйте! Подкинули интересную работенку, нужно сварить алюминий со сталью: АМц, АМг + черная сталь; АМг, АМц+ст.12Х18Н10Т. Возможно ли такое или это из раздела фантастики? Ведь даже не осведомленному в сварочных делах человеку понятно, что из-за разницы в температурах плавления стали и алюминия такие вещи становятся принципиально невозможными. И все-таки, может существует какой-то способ?
Сварка такого соединения, о котором вы говорите действительно невозможна. Поэтому о получении неразъемного соединения можно забыть. Чего нельзя сказать про пайку.
Для определения возможности получения качественного паянного биметаллического соединения «алюминиевый сплав-сталь» мы провели небольшую опытную работу, с результатами которой вы можете ознакомиться ниже.
Для проведения работы был приобретен припой Castolin 192 FBK, предназначенный для пайки алюминия и его сплавов, главным образом для сплавов АМг и АМц с максимальным содержанием легирующего компонента до 3%. Выбор припоя изначально был между НТS-2000 и Castolin 192 FBK. Про НТS-2000 очень много пишется в интернете, демонстрационных роликов на YouTube, которые показывают его преимущества тоже масса, но так как в описаниях данного припоя больше рекламы, которая часто развенчивается практикой, выбор все же был сделан в пользу компании Castolin, которая уже сто лет занимается материалами для пайки и делает это на самом деле действительно качественно. Castolin192 FBK представляет собой алюминиевый припой с флюсовым сердечником с добавлением цинка. Температура плавления: ликвидус – 380 оС, солидус — 440 оС. Предназначен он для пайки соединений Al+Al и Al+Сu. Сортамент: пруток длиной 500 мм, весом 8-9 грамм.
Выбор припоя изначально был между НТS-2000 и Castolin 192 FBK. Про НТS-2000 очень много пишется в интернете, демонстрационных роликов на YouTube, которые показывают его преимущества тоже масса, но так как в описаниях данного припоя больше рекламы, которая часто развенчивается практикой, выбор все же был сделан в пользу компании Castolin, которая уже сто лет занимается материалами для пайки и делает это на самом деле действительно качественно. Castolin192 FBK представляет собой алюминиевый припой с флюсовым сердечником с добавлением цинка. Температура плавления: ликвидус – 380 оС, солидус — 440 оС. Предназначен он для пайки соединений Al+Al и Al+Сu. Сортамент: пруток длиной 500 мм, весом 8-9 грамм.
В качестве «подопытного металла» были взяты образцы размером ≈12,5х110, толщиной h≈2мм из алюминиевого сплава АМц, низкоуглеродистой стали (типа Ст.3, Ст.8кп и т.п.) и коррозионностойкой стали 12Х18Н10Т, которые впоследствии были спаяны в кислородно-пропановом пламени.
За эталонные образцы были взяты соединения «АМц+АМц». А качество пайки определялось путем сравнения разрывных усилий, прикладываемых к образцам «АМц- сталь» и эталонным образцам.
Образцы комплектовались следующим образом:
- АМц+АМц – 3 компл.
- АМц+низкоуглерод. сталь – 3 компл.
- АМц+ст.12Х18Н10Т – 3 компл.
Вид соединения – внахлёст (см. эскиз). Зазор ≈ 1 мм.
Пайка производилась кислородно-пропановой горелкой Minitherm.
На эскизе:
L- длина нахлестки;
В — минимальное значение ширины образцов;
hal — толщина алюминиевого образца;
Разрывная машина
hст – толщина стального образца.
Все спаянные образцы подверглись испытанию прочности при сдвиге на разрывной машине 2054-Р-5.
Результаты представлены в табл. 1
| № испытания | Соединение | hal мм | hст мм | В, мм | L, мм | Нагрузка Р при которой образец разрушился, КГС | Нагрузка Р среднее, КГС | Характер разру- шения |
| 1 | АМц+АМц (образец №1) | 1,95 | — | 12,25 | 17,1 | 259 | 255,5 | Разрыв не по пайке (порвался сам образец) |
| АМц+АМц (образец №2) | 1,95 | — | 12,5 | 15,9 | 264 | Разрыв не по пайке (порвался сам образец) | ||
| АМц+АМц (образец №3) | 1,95 | — | 12,5 | 17,8 | 243,5 | Разрыв не по пайке (порвался сам образец) | ||
| 2 | АМц — углеродистая сталь (образец №1)
| 1,90 | 2,20 | 13,60 | 13,15 | 265 | 249,3 | Разрыв не по пайке (порвался сам образец по алюминиевой части) |
| АМц — углеродистая сталь (образец №2) | 1,95 | 2,0 | 12,6 | 14,65 | 252 | Разрыв не по пайке (порвался сам образец по алюминиевой части) | ||
| АМц — углеродистая сталь (образец №3) | 1,95 | 2,1 | 13,0 | 17,45 | 231 | Разрыв по паянному шву | ||
| 3 | АМц -ст. 12Х18Н10Т 12Х18Н10Т(образец №1) | 1,95 | 2,2 | 12,15 | 16,75 | 136,5 | 133,3 | Разрыв по паянному шву |
| АМц -ст.12Х18Н10Т (образец №2) | 1,95 | 2,2 | 12,2 | 18 | 107 | Разрыв по паянному шву | ||
| АМц -ст.12Х18Н10Т (образец №2) | 1,95 | 2,2 | 12,5 | 15,7 | 156,5 | Разрыв по паянному шву |
Сравнение разрывных усилий, требуемых для разрушения образцов «АМц-АМц», взятых за эталон, и «АМц – низкоуглерод. сталь» показало, что прочность паяного соединения «АМц – низкоуглерод. сталь» не уступает по прочности соединению «АМц-АМц». В большинстве случаев разрушение происходило по алюминиевой части (АМц) образцов, а не по паяному шву.
Анализ разрывных усилий, требуемых для разрушения паяного соединения «АМц-ст.12Х18Н10Т» показал, что оно в 2 раза уступает по прочности соединению «АМц-АМц».
Узнайте, как паять алюминиевую проволоку | by Ildiko
Припой представляет собой плавкий металл, расплавленный с помощью паяльника или даже горелки для соединения металлических соединений друг с другом. Это, как правило, сплав олова и свинца, но он также может состоять из других металлов, таких как серебро, сурьма или алюминий, специально предназначенных для различных целей. Алюминиевые провода обычно паяют для электронных целей и, следовательно, требуют паяльника для сплавления металлов друг с другом.
Очистите место пайки тряпкой, а также щеткой, чтобы удалить жир, грязь и мусор.Используйте спирт вместе с металлической щеткой, чтобы избавиться от стойких пятен.
Отрежьте требуемую длину 5052 алюминиевой спиральной проволоки ножницами или кусачками. Используйте пинцет или плоскогубцы, чтобы управлять проволокой, чтобы предотвратить притягивание жира.
Нанесите флюс кисточкой на место пайки. Флюс удалит любые оксиды с металлических поверхностей. Вы найдете 3 вида флюса, включая органическую кислоту или хлорид, органику и смолу. Флюс на основе смолы часто используется для пайки электронных устройств; органическая кислота и хлоридный флюс притягивают влагу и обладают высокой коррозионной активностью.
Вы найдете 3 вида флюса, включая органическую кислоту или хлорид, органику и смолу. Флюс на основе смолы часто используется для пайки электронных устройств; органическая кислота и хлоридный флюс притягивают влагу и обладают высокой коррозионной активностью.
Очистите жало паяльника, протерев его влажной тканью. Слегка покройте наконечник припоем. Этот метод известен как «лужение» и защищает паяльник от повреждений, вызванных окислением, в то же время облегчая передачу тепла во время пайки.
Зажгите или нагрейте паяльник или горелку, чтобы обеспечить достижение температуры, необходимой для расплавления алюминиевой проволоки 3003. При использовании паяльника убедитесь, что он достигает температуры не менее 400 градусов C для надлежащей пайки.
Оберните провод вокруг места пайки. Затем аккуратно проведите паяльником по проводу. Убедитесь, что паяльник касается как алюминиевой проволоки, так и соединения. Нагрейте припой достаточно, чтобы он действительно равномерно расплавился вдоль припаиваемого соединения. Также убедитесь, что флюс пузырится, но не горит. Не наносите слишком много припоя, так как он может заполнить другие зазоры и вызвать короткое замыкание.
Также убедитесь, что флюс пузырится, но не горит. Не наносите слишком много припоя, так как он может заполнить другие зазоры и вызвать короткое замыкание.
Удалите припой, затем наконечник. Будьте осторожны, чтобы не сдвинуть паяное соединение.
Дать соединению остыть. Не дуйте на него. Обрежьте лишний свинец, выступающий на поверхности, но не проверяйте преждевременно прочность паяного соединения, так как это может ослабить соединение. После охлаждения паяное соединение станет гладким и прочным.
Низкоплавкий припой – электроды и сплавы
Посмотреть техническое описание продукта
Посмотреть паспорт безопасности продукта
МЕЖДУНАРОДНАЯ КЛАССИФИКАЦИЯ |
НЕТ
Обладая более низкой температурой соединения, чем серебряные припои, он идеален в качестве промежуточного сплава для соединения.
Отлично подходит для низкотемпературных швов на:
- Алюминиевые трубы, медные трубы, холодильные установки и кондиционеры
- Алюминиевые радиаторы
- Обработка листового металла
- Производство и ремонт инструментов
- Литье под давлением на основе цинка
- Соединение разнородных металлов
- Может также использоваться на анодированном алюминии
Сильный низкотемпературный припой для соединения алюминия с другими металлами
– Отличные характеристики смачивания и текучести практически для всех черных и цветных металлов.
– сохраняет высокую прочность даже при температурах до 350°F (175°C).
— Лучшая коррозионная стойкость и более высокая прочность, чем у обычных мягких припоев.
Типичные механические свойства |
Неразбавленный наплавленный металл Максимальное значение До:
Прочность на растяжение до 20 000 фунтов на квадратный дюйм (145 МПа)
Электропроводность хорошая
Коррозионная стойкость Хорошая
Очень хорошее совпадение цветов на алюминии
Методы пайки: Область соединения должна быть тщательно очищена.Наилучшие результаты достигаются при поддержании зазора в стыке не более 0,006 дюйма. Вся область стыка должна быть полностью покрыта флюсом 5140. Нагрейте деталь непрямым мягким пламенем, стараясь не сжечь флюс. Как только флюс начнет пузыриться, погрузите припой во флюс и перенесите его на соединение. Продолжайте нагревать до тех пор, пока припой не пройдет через все соединение. Дать медленно остыть. Остатки флюса можно удалить горячей водой и жесткой щеткой.
Продолжайте нагревать до тех пор, пока припой не пройдет через все соединение. Дать медленно остыть. Остатки флюса можно удалить горячей водой и жесткой щеткой.
СохранитьСохранить
Как паять алюминий — Обсуждение ювелирных изделий
Как ведет себя алюминий в солдатской среде? Это работает нормально? Уилл Сильвер Паяльная работа?
Лора,
Алюминий сильно отличается от серебра.Одно ключевое отличие
состоит в том, что он имеет чрезвычайное сродство к кислороду. Любая открытая поверхность алюминия
образует мгновенный непроницаемый оксидный слой, который затем предотвращает попадание кислорода
на поверхность, и поэтому металл
сохраняет свою металлическую природу. Но этот оксидный слой препятствует нормальной пайке
. Серебряные или золотые припои вообще не подойдут. На самом деле,
многие из них плавятся при более высокой температуре, чем сам алюминий, и
не принесет вам особой пользы.
однако существуют припои, предназначенные для алюминия.Как правило, это
, представляющий собой комбинацию довольно твердого стержня припоя и специально разработанного флюса
. При использовании вы «втираете» припой в соединение,
, что механически помогает флюсу сместить этот очень прочный оксидный слой
настолько, чтобы припой прилипал. Припои ведут себя гораздо больше, чем припои на основе олова
, которые мы, ювелиры, называем «мягкими» или «свинцовыми» припоями. Но они
работают. Тем не менее, эти вещи обычно предназначены для ремонта перил вашего крыльца
, а не для изготовления ювелирных изделий.Если вы думаете
о том, чтобы аккуратно разместить маленькие емкости с алюминиевым припоем вокруг алюминиевого безеля
, пока вы припаиваете его к алюминиевому кольцу, вам
не повезло. Вы, вероятно, не заставите это работать … Обратите внимание, что
, как правило, эти припои предназначены для соединения алюминия с алюминием.
Не алюминий для других металлов.
обычно крепится с использованием так называемых методов «холодного склеивания»
, таких как заклепки, винты, механически сформированные соединения или подобные
.Одним из методов, который действительно сплавляет металлы, является сварка плавлением
, для которой требуется специальная машина. Обычно это используется для вещей
, таких как штифты для серег или аналогичные выводы, прикрепленные к алюминию
. Они сделаны специально для этого использования, с крошечным «пером» из металла
, выступающим из области, предназначенной для соединения с алюминием
. Машина помещает электрический заряд между находкой
и деталью, к которой нужно приклеить, и сталкивает их вместе. Когда этот маленький наконечник
просто касается другого куска металла, он вызывает скачок искры.
Искра действует на этот кончик как на предохранитель, перегорает. По сути,
делает то же самое, что и та отвертка, которой вы однажды случайно задели
провод под напряжением. Помните? испарилась половина острия отвертки
Помните? испарилась половина острия отвертки
, когда она зажглась? Уилл, это контролируется, но
этот маленький «перо» металла испаряется, как только две большие поверхности соединяются
. Это создает очень горячую плазму на мгновение
между металлами, которая не только отгоняет весь атмосферный газ,
включая кислород, но также расплавляет поверхности настолько, что они могут смешивать
и связываться друг с другом.
Сварка плавлением, как я уже отмечал, обычно используется для крепления штифтов для серег и
других выводов. но его можно использовать как более универсальную технику склеивания
, если учесть, что хорошо склеенный стержень
также можно рассматривать как заклепку, готовую для вставки через отверстие в другом куске металла
и зачистки… Получение любого идеи?
Машины, начиная с маленьких «искровых» сварочных аппаратов, продаются за
около 400 баксов…
А если у вас есть доступ к обычному оборудованию для электродуговой сварки,
есть также методы сварки, предназначенные для алюминия. Обычно они
требуют некоторой газовой защиты зоны сварки, например, при сварке TIG
или MIG. Опять же, это не обычные ювелирные весы, но кто знает
…
Надеюсь, это поможет.
Питер Роу
HVAC Соединение алюминия с медью
Соединение меди с алюминием Целостность
Производители HVAC, оценивающие использование алюминиевых компонентов, должны рассмотреть наилучший метод соединения деталей, таких как змеевики испарителя и конденсатора, с вторичными медными линиями или сборками.Можно использовать несколько методов соединения, в том числе: клеи, механическое соединение, ультразвуковое соединение, пайку и пайку.
При пайке или пайке необходимо контролировать несколько параметров, чтобы обеспечить надлежащую целостность соединения:
- Конструкция соединения (зазор соединения, глубина сдвига и ориентация меди и алюминия)
- Расходные материалы для пайки (сплавы и флюсы)
Отраслевые стандарты в настоящее время недоступны, и рекомендации различаются. Чтобы помочь производителям в решении этой проблемы, компания Lucas-Milhaupt провела тесты, в которых изучалось влияние различных конструкций соединений и типов расходных материалов для пайки/пайки на общее качество переходных соединений медь-алюминий.
Чтобы помочь производителям в решении этой проблемы, компания Lucas-Milhaupt провела тесты, в которых изучалось влияние различных конструкций соединений и типов расходных материалов для пайки/пайки на общее качество переходных соединений медь-алюминий.
Процесс испытания
Ряд образцов с различными зазорами в стыках были спаяны с помощью горелки/пайки с использованием сплавов Al/Si и Zn/Al с неагрессивными флюсами. Затем образцы подвергались механическим испытаниям и испытаниям под давлением для определения качества получаемого соединения. Металлургическое исследование было выполнено, чтобы охарактеризовать качество пайки/припоя для каждого семейства соединений.
В таблице 1 показаны комбинации сплав/флюс в форме флюсового сердечника, которые были оценены в ходе этого исследования.
Таблица 1. Общие сплавы, используемые для соединения меди с алюминием
Переходники медь-алюминий часто используются для подключения полностью алюминиевых компонентов к вспомогательным медным линиям. Из-за рабочего давления до 35 бар (500 фунтов на кв. дюйм) прочные герметичные соединения являются основным фактором при выборе конструкции соединения, метода соединения и расходных материалов. Для сплавов, показанных в Таблице 1, были проведены испытания на растяжение, сдвиг и давление для соединений пайкой/припоем с различными зазорами в соединениях.
Из-за рабочего давления до 35 бар (500 фунтов на кв. дюйм) прочные герметичные соединения являются основным фактором при выборе конструкции соединения, метода соединения и расходных материалов. Для сплавов, показанных в Таблице 1, были проведены испытания на растяжение, сдвиг и давление для соединений пайкой/припоем с различными зазорами в соединениях.
Зазоры в соединениях и результирующая прочность
Было проведено два отдельных испытания на прочность для оценки влияния выбора сплава и зазоров в соединениях на результирующую прочность соединения меди с алюминием:
1. В первом тесте использовался стандарт AWS C3.2 в качестве руководства для оценки прочности пайки/пайки. Сборки нагревали кислородно-ацетиленовым пламенем до тех пор, пока оба основных металла не достигали температуры пайки, а затем на поверхность соединения наносили припой/припой.
После пайки узлов и подготовки к испытаниям четыре образца на растяжение для каждого набора зазоров в соединениях и используемых расходных материалов были испытаны на растяжение.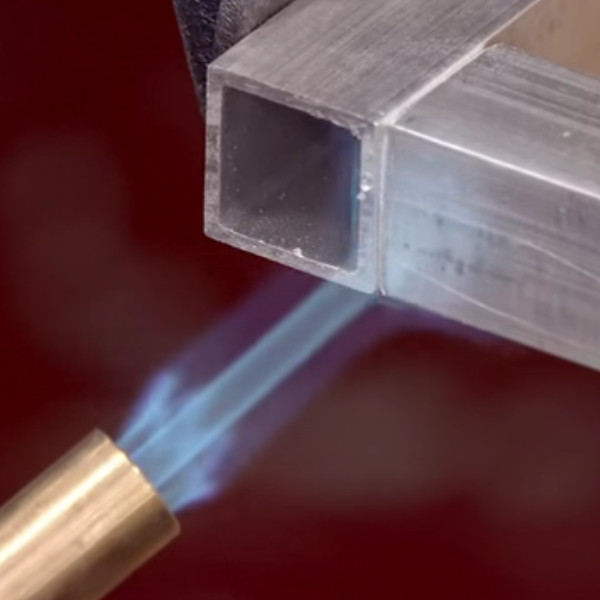 Значения разрывной нагрузки для каждого набора образцов были записаны и использованы для расчета результирующего напряжения сдвига в присадочном металле. Данные были собраны для зазоров в стыках 0 мм (0,000 дюйма), 0,08 мм (0,003 дюйма) и 0,15 мм (0,006 дюйма). Средние значения напряжения сдвига, полученные для всех наборов испытанных образцов, показаны на рисунке 1.
Значения разрывной нагрузки для каждого набора образцов были записаны и использованы для расчета результирующего напряжения сдвига в присадочном металле. Данные были собраны для зазоров в стыках 0 мм (0,000 дюйма), 0,08 мм (0,003 дюйма) и 0,15 мм (0,006 дюйма). Средние значения напряжения сдвига, полученные для всех наборов испытанных образцов, показаны на рисунке 1.
Рис. 1. Средняя прочность на сдвиг в зависимости от типа сплава и толщины соединения
Результаты показывают, что наибольшая прочность на сдвиг была достигнута при использовании сплава 98Zn/2Al для каждого из трех испытанных зазоров в соединении. Разница в прочности, наблюдаемая между этим сплавом и сплавами с более высоким содержанием алюминия, может быть связана с возможностью образования хрупких интерметаллидов между припоями с более высоким содержанием алюминия и медным основным материалом, как указано Berlanga-Labari et al.Среди испытанных зазоров в соединениях зазоры 0,08 мм и 0,15 мм дали наиболее стабильное качество и прочность соединения. Небольшой зазор в соединении или его полное отсутствие привело к избыточным пустотам под флюсом и ограниченному наполнению сплавом, что, в свою очередь, снизило целостность и прочность соединения.
Небольшой зазор в соединении или его полное отсутствие привело к избыточным пустотам под флюсом и ограниченному наполнению сплавом, что, в свою очередь, снизило целостность и прочность соединения.
2. Во втором испытании на прочность оценивались паяные/паяные сборки труба к трубе, соединенные с различными комбинациями сплава и зазора в соединении. Это испытание считалось более репрезентативным для промышленных переходных соединений медь-алюминий.Совместные зазоры 0,08 мм (0,003 дюйма) или 0,15 мм (0,006 дюйма) были выбраны в результате испытаний на прочность при сдвиге выше. Сборки нагревали пламенем природного газа/кислорода до тех пор, пока оба основных металла не достигали температуры пайки, а затем на поверхность соединения наносили припой/припой.
После соединения четыре образца трубок для каждого набора зазоров в стыках и расходных материалов были испытаны на растяжение с помощью универсального прибора для испытаний на растяжение с нагрузкой 60K. Паяные/паяные узлы тянули до отказа.Отказ для всех наборов образцов произошел в образцах из алюминиевого сплава. Хотя всегда в материале на алюминиевой основе, место отказа варьировалось в зависимости от типа сплава, используемого для соединения. Все образцы, припаянные сплавом 98Zn/2Al, разрушились примерно на 12-25 мм (0,5-1 дюйм) выше места соединения, в то время как образцы, припаянные сплавом 88Al/12Si, разрушились в алюминии непосредственно над местом пайки. Разница в месте разрушения, вероятно, связана с более высокой температурой и повышенным взаимодействием сплава (эрозией), наблюдаемым в сплаве 88Al/12Si.Образцы, соединенные сплавом 78Zn/22Al, продемонстрировали разрушение смеси алюминия, основного материала и материала над паяным соединением и непосредственно рядом с припоем.
Паяные/паяные узлы тянули до отказа.Отказ для всех наборов образцов произошел в образцах из алюминиевого сплава. Хотя всегда в материале на алюминиевой основе, место отказа варьировалось в зависимости от типа сплава, используемого для соединения. Все образцы, припаянные сплавом 98Zn/2Al, разрушились примерно на 12-25 мм (0,5-1 дюйм) выше места соединения, в то время как образцы, припаянные сплавом 88Al/12Si, разрушились в алюминии непосредственно над местом пайки. Разница в месте разрушения, вероятно, связана с более высокой температурой и повышенным взаимодействием сплава (эрозией), наблюдаемым в сплаве 88Al/12Si.Образцы, соединенные сплавом 78Zn/22Al, продемонстрировали разрушение смеси алюминия, основного материала и материала над паяным соединением и непосредственно рядом с припоем.
для каждого комплекта были записаны и использованы для расчета результирующего растягивающего напряжения в алюминиевом основном металле при разрушении. Данные были собраны для зазоров в стыках 0,08 мм (0,003 дюйма) и 0,15 мм (0,006 дюйма). Средние значения растягивающих напряжений, полученные для всех наборов испытанных образцов, показаны и нанесены на график на рисунке 2.
Средние значения растягивающих напряжений, полученные для всех наборов испытанных образцов, показаны и нанесены на график на рисунке 2.
Результаты показывают, что наибольшая прочность на растяжение при зазоре 0,08 мм была достигнута при использовании сплава 98Zn/2Al, а наибольшая прочность на растяжение при зазоре 0,15 мм была достигнута при использовании сплава 78Zn/22Al. .
Зазоры в соединениях и устойчивость к давлению
Компоненты ОВиК часто представляют собой закрытые системы, требующие герметичных, герметичных соединений. Это относится к переходным соединениям алюминий-медь, которые обычно используются для соединения змеевиков испарителя и конденсатора с медными жидкостными и всасывающими линиями.Рабочее давление для этих систем варьируется в зависимости от типа используемого хладагента, но обычно находится в диапазоне 20–35 бар (290–500 фунтов на кв. дюйм). Имея в виду этот диапазон, была подготовлена серия образцов, проведены контрольные испытания и выдержано давление до разрушения. Подготовленные и соединенные трубчатые образцы имели те же основные материалы и размеры, что и используемые для испытаний на растяжение трубной сборки.
Подготовленные и соединенные трубчатые образцы имели те же основные материалы и размеры, что и используемые для испытаний на растяжение трубной сборки.
Таблица 2. Сводка результатов испытаний под давлением
Примечание 1. Образец для испытаний не выдержал испытания в галтели при 131 бар (1900 фунтов на кв. дюйм)
Примечание 2. Образец для испытаний не выдержал испытания в галтелях под давлением 138 бар (2000 фунтов на кв. дюйм)
Примечание 3: Образец для испытаний не прошел испытания в алюминиевом основном металле при 164 бар (2384 фунта на кв. дюйм)
Как видно из Таблицы 2, давление разрыва, превышающее 173 бар (2500 фунтов на кв. дюйм), было достигнуто в большинстве протестированных паяных/паяных узлов.Разрушения при этих давлениях происходили как в основном алюминиевом металле, так и в стыковой галтели для сборок, соединенных сплавами 88Al/12Si и 98Zn/2Al, тогда как сборки, спаянные сплавом 78Zn/22Al, разрушились только в основном алюминиевом материале. Многие производители считают давление разрыва 138–173 бар (2000–2500 фунтов на кв. дюйм) приемлемым минимумом для выхода из строя полностью алюминиевых компонентов. Все переходные соединения, протестированные в ходе этого исследования, за исключением одного, соответствовали этому диапазону или превышали его. Один образец, который вышел из строя при давлении ниже 173 бар (2000 фунтов на кв. дюйм), был соединен с 88Al/12Si с номинальным зазором 0.006 дюймов на сторону.
Многие производители считают давление разрыва 138–173 бар (2000–2500 фунтов на кв. дюйм) приемлемым минимумом для выхода из строя полностью алюминиевых компонентов. Все переходные соединения, протестированные в ходе этого исследования, за исключением одного, соответствовали этому диапазону или превышали его. Один образец, который вышел из строя при давлении ниже 173 бар (2000 фунтов на кв. дюйм), был соединен с 88Al/12Si с номинальным зазором 0.006 дюймов на сторону.
Сравнение качества соединения
Срезы паяных/паяных образцов на сдвиг и растяжение были сохранены и подготовлены для металлургического исследования для наблюдения за качеством соединения для различных конфигураций сплава и соединения.
Общее качество соединения было наиболее стабильным для соединений, припаянных с помощью 98Zn/2Al. Эти соединения показали наименьшую пористость, наряду с ограниченным взаимодействием наполнителя и основного металла. Для 98Zn/2Al наблюдалось полное проваривание шва с некоторой газовой пористостью. Все зазоры соединений, припаянные сплавом 78Zn/22Al, имели значительную сферическую и неравномерную пористость, что обычно свидетельствует о захвате газа или флюса и усадочных пустотах соответственно. Сочетание этих двух пустот может увеличить вероятность того, что путь утечки будет открыт во время работы под давлением.
Все зазоры соединений, припаянные сплавом 78Zn/22Al, имели значительную сферическую и неравномерную пористость, что обычно свидетельствует о захвате газа или флюса и усадочных пустотах соответственно. Сочетание этих двух пустот может увеличить вероятность того, что путь утечки будет открыт во время работы под давлением.
Паяные соединения, выполненные из сплава 88Al/12Si, во время этих испытаний показали только сферическую пористость, которая чаще всего встречалась на границе раздела медь/наполнитель. Эта тестовая группа также продемонстрировала наибольшее взаимодействие или эрозию наполнителя/основного металла среди тестовой группы.Это взаимодействие усиливается, когда используются чрезмерные температуры пайки, что часто можно увидеть при более высокой температуре ликвидуса этого сплава. Несмотря на то, что герметичность этого сплава все еще может быть хорошей, целостность/прочность основного металла может быть нарушена из-за этой эрозии.
Как и в образцах для испытаний на сдвиг, сходные характеристики взаимодействия сплавов, газовой пористости и усадочных пустот также наблюдались в сборках труба-труба, спаянных припоем. В целом, несоблюдение постоянных зазоров в соединениях с каждой стороны приводило к несоответствиям в величине протягивания сплава и взаимодействия основного металла.
В целом, несоблюдение постоянных зазоров в соединениях с каждой стороны приводило к несоответствиям в величине протягивания сплава и взаимодействия основного металла.
Выводы
На основании данных и визуальных наблюдений, описанных выше, в Таблице 3 представлена качественная оценка переходных соединений медь-алюминий, выполненных с использованием трех различных протестированных присадочных материалов.
Таблица 3. Качественная оценка протестированных систем из сплавов
Мы надеемся, что это исследование поможет вам оценить конструкции соединений и расходные материалы для пайки/пайки при соединении меди с алюминием для компонентов систем отопления, вентиляции и кондиционирования воздуха.
Вопросы? Эксперты по пайке Lucas-Milhaupt помогут вам решить проблемы, связанные со сваркой алюминия. Для получения дополнительной информации о пайке алюминия, пайке алюминия с медью, пайке теплообменников HVAC и связанных с ними процессах, пожалуйста, свяжитесь с нами. Для получения информации о продуктах Lucas-Milhaupt Handy One® для пайки и пайки алюминия нажмите здесь.
Для получения информации о продуктах Lucas-Milhaupt Handy One® для пайки и пайки алюминия нажмите здесь.
[i] AWS C3.2:2001 Стандартный метод оценки прочности паяных соединений, Американское общество сварщиков (AWS).
Полные результаты этого тестирования были представлены на IBSC 2012.Этот отчет можно приобрести в ASM International.
Как паять алюминий: 6 простых шагов
Алюминий — один из самых ценных товаров на Земле. Это один из самых распространенных материалов на планете, но он также наименее известен и наиболее универсален. В настоящее время он используется в качестве основного металла для изготовления вещей, от дома до офиса, от промышленности до чего угодно и всего.
Это универсальный металл, обладающий множеством замечательных качеств.Этот кусок металла давно известен своим уникальным сочетанием легкости, долговечности, прочности и низкой электропроводности.
Кроме того, это блестящий металл серебристого цвета, обладающий высокой устойчивостью к коррозии, отличной теплоемкостью и высоким отношением прочности к весу.
становится все более популярным строительным материалом как для коммерческих, так и для жилых помещений. Кроме того, он имеет множество промышленных и бытовых применений, включая кухонную утварь, банки для напитков и даже сплавы, преобразующие прочность стали.
По мере роста объемов использования алюминия возрастает потребность в пайке алюминия и пайке алюминия.
Существуют различные способы изготовления алюминиевых сплавов и алюминиевых соединений. Но одним из самых популярных и надежных является пайка алюминия.
Что такое пайка алюминия?
Пайка алюминия — это процесс соединения алюминия с другим материалом, обычно со сталью, медью или латунью. Термин «пайка» происходит от припоя, используемого для соединения металлов.
Пайка – это процесс, при котором две или более заготовок соединяются вместе путем плавления и введения в соединение присадочного металла (припоя); припой остывает и затвердевает. Затем он образует сплав с основным металлом.
Пайка алюминия, также называемая пайкой твердым припоем, представляет собой процесс металлообработки, в котором для соединения металла используется присадочная проволока и электричество. Электрический ток нагревает присадочную проволоку до тех пор, пока она не вплавится в основной материал, создавая прочную связь между деталями.
Поскольку использование алюминиевых изделий в производстве с годами увеличилось, потребность в создании соединения алюминия с алюминием возрастает.Этот процесс часто используется вместо сварки, потому что он проще и при правильном выполнении может создавать прочные соединения.
Пайка алюминия — отличный навык в современном мире. И если вы тот, кто хочет заниматься пайкой алюминия, то вы попали по адресу. В этой статье мы расскажем вам каждую деталь о том, как паять алюминий. Итак, внимательно следуйте всем шагам, упомянутым ниже, и безупречно выполните свой проект по пайке алюминия.
Подготовка к пайке алюминия:
Прежде чем начать процесс пайки, вам необходимо провести некоторую подготовку, чтобы выполнить пайку безупречно. Вам необходимо сделать необходимую подготовку, упомянутую ниже.
Вам необходимо сделать необходимую подготовку, упомянутую ниже.
- Защитное снаряжение: Получите рубашку с длинными рукавами, брюки, ботинки, защитные очки, шлем и перчатки для рук. Эти вещи не должны быть изолированы, и вы должны надеть их перед началом метода соединения алюминия, так как некоторое время это может быть опасно.
- Классификация алюминиевых сплавов: Для пайки можно использовать чистый алюминий или алюминиевые сплавы. Но с чистыми алюминиевыми деталями работать непросто, и в основном для пайки используются алюминиевые сплавы.Хотя правила пайки для всех алюминиевых сплавов одинаковы, с некоторыми сплавами трудно работать. Итак, попробуйте идентифицировать сплавы. Классифицировать его можно по номеру или букве, обозначенной в сплаве. Однако если их нет, то классифицировать их практически невозможно. Но не волнуйтесь, потому что соединение алюминиевого листа с большинством других металлов не требует каких-либо особых действий.
 Но соединение алюминия со сталью требует специальных методов и опытного сварщика.
Но соединение алюминия со сталью требует специальных методов и опытного сварщика. - Возьмите низкотемпературный припой: В большинстве случаев для пайки используется универсальный припой, но в случае пайки алюминия его нельзя использовать, поскольку алюминий плавится при температуре 660ºC, что является относительно низкой температурой.Вот почему вам нужен специальный низкотемпературный припой. При покупке проверьте этикетку припоя и убедитесь, что он имеет более низкую температуру плавления. Опять же, бессвинцовый припой необходим для бесперебойной сварки.
- Выберите правильный флюс: Вы должны выбрать правильный флюс для пайки алюминия для вашего проекта. Флюс зависит от алюминиевого листа или другой металлической комбинации, которую вы собираетесь использовать. Для некоторых металлов требуется специальный флюс. Поэтому приобретайте флюс и припой из одного и того же источника, чтобы выбрать правильный.Используйте флюс для пайки, если температура плавления припоя превышает 450ºC. Но помните, флюс для пайки плохо подходит для тонкой алюминиевой проволоки и алюминиевых листов.
- Выберите источник тепла: Тепло обязательно для пайки. Для алюминиевых проводов можно использовать электрический паяльник. Но для более тонкого или более толстого алюминиевого компонента используйте пропановую горелку. Но ваше рабочее место плохо сочетается с фонариком, используйте электрический паяльник на 150 ватт.
- Оборудование и рабочая зона: Соберите все оборудование и попытайтесь разместить дополнительное оборудование, такое как зажим, специальный раствор для очистки, ацетон и т. д.Выполняйте работу в хорошо проветриваемом помещении. Подготовьте огнетушитель и поставьте его рядом.
Сделав необходимые приготовления, приступайте к пайке. Внимательно прочитайте шаги, указанные ниже, и следуйте им должным образом, чтобы выполнить пайку безупречно.
- Чистота: Алюминий склонен вступать в реакцию при контакте с воздухом, в результате чего на поверхности алюминия образуется слой оксида алюминия, что неблагоприятно для прочного алюминиевого соединения. Итак, очистите поверхность алюминия перед пайкой с помощью щетки из нержавеющей стали. Кроме того, старые алюминиевые металлические детали склонны к большей реакции, поэтому вам может потребоваться очистить их с помощью ацетона и изопропилового спирта.
- Скрепите вместе основные металлические детали: Если вы выполняете пайку для ремонта определенного объекта, струбцины не нужны. Но если вы соединяете две алюминиевые детали или металлы, вы должны плотно сжать их вместе в соответствии с вашими потребностями и оставить зазор 1 мм или меньше между частями, чтобы припой мог течь.Вы можете потерять зажим, чтобы очистить окисленный слой или другие, а затем снова плотно зажать их.
- Нанесение флюса: После очистки и закрепления сразу же нанесите флюс на область, которую вы хотите соединить. Немедленное нанесение флюса предотвратит окисление. Наносить флюс можно с помощью паяльного стержня или любого другого небольшого металлического инструмента. Но, если вы паяете провода, то вместо того, чтобы наносить на них флюс, окунайте их во флюс.
- Начать нагрев: Выберите метод нагрева для пайки.Используйте паяльник или горелку соответственно, а затем начните нагревать металл. Начните нагревание в начале места, где вы хотите сделать шов. Но не ставьте пламя на одно место надолго, так как это может привести к перегреву флюса и припоя. Таким образом, поддерживайте расстояние от 4 до 6,5 дюймов между основным металлом и наконечником резака. Медленно и постоянно перемещайте источник тепла, чтобы тепло распределялось равномерно.
- Нанесение припоя: После того, как флюс достигнет нужной температуры, начните нанесение припоя.Нанесите припой, непрерывно нагревая эту область на расстоянии. Перетащите припой через область, где вы хотите, чтобы соединение произошло. Движения должны быть медленными и постоянными, если вы хотите ровной и гладкой отделки. Если вы видите, что припой не склеивает металлы, то зачистите место, так как это может произойти из-за окисления, и сразу же наносите припой. Чтобы получить безупречную отделку, вам нужно больше практиковаться.
- Удалите излишки флюса и оксида: После завершения пайки дайте соединению остыть.Затем очистите лишний флюс и оксид. Для флюса на водной основе просто смывайте его водой. А для флюса на основе смолы используйте ацетон. После того, как вы закончили удаление флюса, очистите оксиды с помощью травильного раствора. После того, как вы удалили оксид и флюс, вы, наконец, завершили процесс пайки.
 Итак, очистите поверхность алюминия перед пайкой с помощью щетки из нержавеющей стали. Кроме того, старые алюминиевые металлические детали склонны к большей реакции, поэтому вам может потребоваться очистить их с помощью ацетона и изопропилового спирта.
Итак, очистите поверхность алюминия перед пайкой с помощью щетки из нержавеющей стали. Кроме того, старые алюминиевые металлические детали склонны к большей реакции, поэтому вам может потребоваться очистить их с помощью ацетона и изопропилового спирта. Но, если вы паяете провода, то вместо того, чтобы наносить на них флюс, окунайте их во флюс.
Но, если вы паяете провода, то вместо того, чтобы наносить на них флюс, окунайте их во флюс. Чтобы получить безупречную отделку, вам нужно больше практиковаться.
Чтобы получить безупречную отделку, вам нужно больше практиковаться.
Выполняя все шаги, упомянутые выше, вы сможете идеально паять. Все шаги подробно описаны, чтобы вы могли безупречно выполнить свой проект пайки.Но, конечно, чтобы стать профессионалом и иметь гладкую отделку, вам может понадобиться все больше и больше практики. Поэтому прочитайте нашу статью, подготовьте все необходимое и наслаждайтесь гладкой пайкой.
Полное руководство– Преимущества перед сваркой
Пайка алюминия — популярный метод соединения металлов, который имеет ряд преимуществ по сравнению с другими формами сварки. Пайка — это форма факельной обработки, при которой два куска металла соединяются флюсом из цветных металлов с использованием газа, нагретого примерно до восьмисот градусов по Фаренгейту.
Почему пайка алюминия предпочтительнее сварки? Есть много преимуществ пайки алюминия, которые делают его лучшим выбором, чем сварка. К преимуществам пайки относятся следующие:
- Низкая стоимость входа
- NOWICE Metal Работание навыков требуется
- портативный и удобный
- Быстрый ремонт
- универсальность
Если вы никогда не рассматривали пайку алюминия как технику металлообработки, у нее есть много превосходных характеристик, которые делают ее полезным навыком.Читайте дальше, чтобы узнать больше о том, как работает пайка алюминия и о ее преимуществах перед сваркой.
Преимущества пайки алюминия
Пайка алюминия имеет много преимуществ по сравнению со сваркой и другими видами металлообработки. Вот некоторые преимущества пайки алюминия по сравнению со сваркой:
| №. | Преимущества алюминиевой пайки |
| 1 | |
| 2 | |
| 3 | Безопасная практика |
| 4 | |
| 4 | Работы на нескольких сплавах |
| 5 | плавный процесс |
| 6 | быстрый ремонт |
- Низкая стоимость: наполнитель, защитный газ и электросварка не нужны. необходим для пайки алюминия горелкой.В конечном итоге это приводит к гораздо более дешевому опыту металлообработки, поскольку стоимость защитных газов, таких как аргон и гелий, не дешева, насколько это возможно.
- Простота использования: В отличие от установок для сварки TIG, которые могут быть несколько сложными для слесарей, поскольку они связаны с манипулированием расплавленной сварочной ванной, пайка горелкой является относительно несложным процессом. Это делает его отличным начальным навыком металлообработки по сравнению со сваркой MIG или TIG.
- Безопасная практика: В то время как пайка алюминия по-прежнему связана с высокой температурой, которая может привести к ожогу, пайка алюминия с помощью газовой горелки не требует работы с электричеством высокого напряжения.Это может сделать его фантастическим методом для слесарей, которым неудобно манипулировать напряжением на горелке TIG.
- Работает с несколькими сплавами: Алюминиевая пайка работает с любым сплавом алюминия или алюминиевым литьем, что делает этот метод полезным выбором для многих различных видов алюминиевых проектов.
- Гладкое, красивое соединение: В отличие от сварки (которая может оставить забрызганный или неровный сварочный шов, если ее выполняет начинающий сварщик), пайка, как правило, легче в обращении и приводит к более ровному соединению с меньшим количеством точечной коррозии или неровностей.
- Быстрый ремонт: Пайка алюминия — это гораздо более быстрый метод соединения металлов, чем сварка TIG и другие виды сварки. Поскольку он имеет эквивалентную прочность этим другим навыкам металлообработки, это делает пайку алюминия хорошим вариантом для металлообрабатывающих работ, которые должны выполняться быстро или как часть сборочной линии.

Поскольку для начала работы требуется немного расходных материалов и обеспечивается качественное соединение при небольшой практике, пайка алюминия может стать отличной отправной точкой для начинающих слесарей, которые сначала увлекаются хобби , прежде чем они перейдут к покупке более дорогого металла. Сварочное оборудование.
Обучение безопасной работе с горячим металлообрабатывающим оборудованием, таким как паяльная горелка, также может повысить уверенность в себе новых слесарей и стать отличным стимулом для использования более сложных методов металлообработки в будущих проектах.
Постоянная гарантия
Существенным преимуществом пайки алюминия является то, что, как и сварка плавлением, пайка является отличным выбором для обеспечения прочного соединения двух металлических деталей. Если пайка выполнена правильно, соединение должно быть таким же прочным, как два соединяемых куска металла.
Поскольку пайка пайкой может обеспечить постоянное сплавление между частями металла так же быстро, как сварка, это популярный метод металлообработки, когда две детали должны быть соединены без потери прочности на растяжение в месте соединения.
Лучшие типы соединений для пайки алюминия
Некоторые типы соединений лучше подходят для пайки алюминия, чем для сварки TIG и других методов металлообработки, из-за конструкции соединения. Для пайки алюминия лучше всего подходят следующие типы соединений:
Соединение внахлестку Тройник Пайка алюминия обычно не рекомендуется для косых или стыковых соединений. Это связано с тем, что между двумя соединениями недостаточно перекрытия, чтобы обеспечить прочную связь. Соединение внахлестку наиболее распространенная форма паяного соединения алюминия .
Это связано с тем, что между двумя соединениями недостаточно перекрытия, чтобы обеспечить прочную связь. Соединение внахлестку наиболее распространенная форма паяного соединения алюминия .
Подходящие проекты для пайки алюминия
Основным преимуществом пайки алюминия является его универсальность , особенно в проектах домашних мастерских, где нельзя использовать более сложное, дорогое или высоковольтное оборудование, такое как сварочные аппараты TIG. Алюминиевая пайка особенно подходит для ремонта автомобилей или изготовления на заказ.
Вот некоторые области применения, которые хорошо подходят для пайки алюминия:
- Алюминиевый или чугунный автомобильный цилиндр головки (Двигатель)
- Линии на автомобиле A / C Systems
- Металлические скамейки
- Автомобильные топливные баки
- Автомобильные колеса
- Автомобильные колеса / Rims
- Алюминиевые лодки
- Ремонт велосипеда
алюминий пайка имеет достаточно потенциальных применений дома и в мастерской, поэтому стоит инвестировать в этот навык, даже если вы не изучаете какие-либо дополнительные методы сварки. От ремонта сломанной металлической мебели для террасы до создания металлических скульптур — есть множество вещей, которые вы сможете делать, когда научитесь паять алюминий.
От ремонта сломанной металлической мебели для террасы до создания металлических скульптур — есть множество вещей, которые вы сможете делать, когда научитесь паять алюминий.
Является ли пайка алюминия такой же прочной, как сварка?
Пайка алюминия обычно такая же или прочная, как сварные соединения, по нескольким причинам. Вот некоторые из причин, по которым пайка алюминия потенциально может обеспечить более прочное соединение, чем сварной шов:
- Более низкие температуры: Основные металлы при пайке алюминия поддерживаются при более низкой температуре, чем основные металлы, сплавленные в сварном шве, что позволяет им сохранять предел прочности на растяжение исходного материала, а не подвергаться неблагоприятному воздействию теплового повреждения.
- Меньше окисления: Поскольку алюминий можно паять при более низкой температуре, чем его можно сваривать, он менее подвержен высокотемпературному окислению, проблемам пористости и другим дефектам соединения, которые могут возникнуть в результате высокотемпературного сварка.
- Нет проблем с распределением тепла: Неравномерное нагревание алюминиевого сварного шва может повлиять на прочность получаемого соединения. Поскольку при пайке алюминия тепло не применяется к основному металлу, эта проблема с нагревом окружающей среды не является проблемой проектирования.

Хотя распространено заблуждение, что пайка не обеспечивает такое прочное соединение, как сварка, это заблуждение является мифом. Правда заключается в том, что пайка обеспечивает соединение, по меньшей мере столь же прочное, как и основные металлы, а в некоторых конструкциях даже более прочное.
Пайка/сварка алюминия для начинающих >> Посмотрите видео ниже
Пайка алюминия против.
 Сварка
СваркаЕсть несколько уникальных свойств пайки, которые делают ее отличным навыком для слесаря. Вот способы, при которых пайка алюминия может быть предпочтительной для сварки:
- Можно соединять разнородные металлы: Пайка является оптимальным методом металлообработки для соединения двух металлов с очень разными температурами плавления. Основные металлы с разными точками плавления трудно плавятся из-за этого свойства, поэтому пайка решает проблему, исключая основные металлы из уравнения.
- Пайка алюминия может соединять металлы и керамику: Из-за относительно низкой температуры пайка алюминия является одним из способов включения керамики в металлические скульптуры или другие металлообрабатывающие изделия без повреждения керамики.
- Пайка сохраняет размеры готового изделия: В то время как сварка часто искажает размеры готовой сборки из-за сварного шва, пайка позволяет ввести наполнитель в шов, чтобы обеспечить гладкую поверхность, сводя к минимуму искажение размеров. Для сборок, требующих точности до одной десятой миллиметра для инженерного успеха, такая точность имеет решающее значение.
- Пайка может использоваться для соединения тонкого металла с толстым: Высокая температура, связанная с сваркой, трудно использовать для листового металла, потому что сварщик может случайно прожечь основной материал.Пайка алюминия обеспечивает эффективное решение этой инженерной проблемы.
 Для сборок, требующих точности до одной десятой миллиметра для инженерного успеха, такая точность имеет решающее значение.
Для сборок, требующих точности до одной десятой миллиметра для инженерного успеха, такая точность имеет решающее значение.Металлообработка в основном связана с выяснением того, какие материалы можно успешно склеить без какой-либо потери прочности на растяжение в полученном соединении. Несмотря на привередливую химическую природу алюминия, другие его благоприятные свойства как металла делают его одним из лучших материалов для прикладной металлообработки.
Флюс для пайки алюминия
Флюс является необходимым аспектом пайки алюминия, так же как и необходимым аспектом сварки алюминия. Это связано с тем, что, хотя алюминий в твердом состоянии легкий и обладает сильными антикоррозионными свойствами, он сильно подвержен окислению при расплавлении в процессе пайки. Это может привести к превращению поверхностного алюминия в оксид алюминия и нитрид алюминия.
Это может привести к превращению поверхностного алюминия в оксид алюминия и нитрид алюминия.
Чтобы предотвратить это окисление и загрязнение от поглощения атмосферного водорода, алюминиевые присадочные стержни погружают в флюс для пайки , который действует как химическая защита для алюминия, когда он нагревается горелкой для пайки.
Флюс, используемый при пайке алюминия, обычно представляет собой смесь хлоридов натрия и калия. Уменьшение окисления и атмосферного загрязнения припоя имеет важное значение для предотвращения физических дефектов или проблем с прочностью соединения.
Методы пайки алюминия
Существует несколько различных способов использования алюминия для пайки. Вот некоторые из методов, используемых при пайке алюминия:
- Пайка алюминия горелкой: Пайка алюминия горелкой — это тип пайки алюминия, который чаще всего используется отдельными слесарями, а также тип пайки, который чаще всего используется любителями и домашними мастерами.
- Пайка алюминия в печи: Пайка в печи — это процесс пайки, который чаще используется в сложных производственных сборках, поскольку он позволяет одновременно соединять несколько соединений на металлической сборке для равномерного распределения тепла.

- Вакуумная пайка алюминия (бесфлюсовая пайка) загрязнение окружающей среды и приводит к чрезвычайно воспроизводимой сборке.
Тот факт, что пайка алюминия может использоваться как в домашних мастерских, так и на производственных предприятиях, делает ее одной из самых универсальных форм металлообработки в мире.
Принадлежности для пайки алюминия
По сравнению с другими видами сварки вам потребуется относительно немного материалов, чтобы начать пайку алюминия горелкой. Вот необходимые материалы:
Наряду с необходимыми материалами вам также понадобится подходящая мастерская для проведения пайки. Наилучшим вариантом является заземленный металлический сварочный стол в помещении мастерской, где нет легковоспламеняющихся или горючих материалов.
Наилучшим вариантом является заземленный металлический сварочный стол в помещении мастерской, где нет легковоспламеняющихся или горючих материалов.
Узнайте больше о безопасности сварщиков — Здесь вы можете найти статью с нашего веб-сайта о средствах индивидуальной защиты для сварщиков — СИЗ | Список и требования
При выборе флюса и наполнителя обязательно прочитайте инструкции к вашим химикатам и убедитесь, что у вас есть подходящие материалы для работы. Замена неподходящего наполнителя или флюса из-за того, что вы не можете найти правильный, — верный способ испортить сустав. Помните, что в металлургии химические свойства имеют решающее значение для успешного результата.
Советы
Пайка алюминия — одно из самых простых операций по металлообработке, которое вы можете предпринять, но есть еще несколько приемов, которые вы можете использовать, чтобы убедиться, что ваш проект по пайке алюминия идет так, как вы задумали.
Следуйте этим советам для успешной пайки алюминия:
- Обеспечьте чистую поверхность без окислов для пайки. Алюминий очень подвержен окислению и загрязнению из атмосферы. Это приводит к образованию покрытия из оксида алюминия на поверхности неблагородных металлов, которое необходимо счистить (вручную или химическим способом) перед выполнением пайки. Это связано с тем, что температура плавления оксида алюминия значительно выше, чем у чистого алюминия.
- Очистите соединенный узел после пайки, чтобы удалить флюс для пайки. Остаточный флюс для пайки может сделать окончательную сборку более подверженной коррозии, поэтому не забудьте охладить соединение в кипящей воде, как только пайка будет завершена.Другим вариантом очистки готовых паяльных узлов, кроме кипящей воды, является использование смеси азотной и плавиковой кислот.
- Держите горелку на низком уровне. Алюминий имеет низкую температуру плавления, поэтому небольшое количество тепла имеет большое значение. Не направляйте тепло горелки непосредственно на соединение — вместо этого позвольте естественному капиллярному действию наполнителя проникать в соединение в результате окружающего тепла горелки для пайки.
- Уменьшить зазор между основными металлами. Чем плотнее будет наполнитель между двумя частями основного металла, которые вы пытаетесь спаять, тем прочнее будет полученное соединение.
- Нанесите равномерный нагрев с помощью горелки для пайки. Чтобы обеспечить успешную пайку, важно убедиться, что оба куска основного металла нагреваются примерно с одинаковой скоростью, чтобы создать прочное соединение между ними.
 Не направляйте тепло горелки непосредственно на соединение — вместо этого позвольте естественному капиллярному действию наполнителя проникать в соединение в результате окружающего тепла горелки для пайки.
Не направляйте тепло горелки непосредственно на соединение — вместо этого позвольте естественному капиллярному действию наполнителя проникать в соединение в результате окружающего тепла горелки для пайки.Пайка алюминия требует некоторой практики, но чем более последовательно вы будете применять эффективные методы пайки, тем лучше будут получаться ваши соединения. Как и большинство технических навыков, работа с металлом — это то, в чем вы становитесь все более искусным, чем больше вы его применяете.
Безопасность
Пайка, как правило, считается безопасной формой металлообработки, но при использовании этого метода следует учитывать несколько рисков безопасности. Соображения безопасности имеют решающее значение не только для предотвращения травм при металлообработке, они также важны на производственном уровне для предотвращения потери производительности, штрафов OSHA и требований о компенсации работникам.
Соображения безопасности имеют решающее значение не только для предотвращения травм при металлообработке, они также важны на производственном уровне для предотвращения потери производительности, штрафов OSHA и требований о компенсации работникам.
Несколько советов по безопасности при работе с паяным алюминием:
- Всегда используйте средства индивидуальной защиты (СИЗ): Для металлообрабатывающих работ, таких как пайка, это означает сварочные очки, сварочный шлем и сварочные перчатки. Хотя паяные изделия для металлообработки не имеют тенденции к разбрызгиванию, как при сварке, они по-прежнему связаны с температурами, которые могут сильно обжечь незащищенную кожу.
- Всегда помните о химических свойствах ваших материалов: Знание того, с какими металлами вы работаете, поможет вам лучше понять, какие вредные пары могут выделяться в результате воздействия высокотемпературного тепла.Убедитесь, что все детали из недрагоценных металлов абсолютно чистые, чтобы исключить неизвестные загрязняющие вещества, которые могут быть токсичными при вдыхании в виде аэрозоля.
- Всегда работайте в хорошо проветриваемом помещении: Существенным риском для здоровья слесарей, помимо ожогов, является поражение дыхательных путей опасными парами, являющимися побочным продуктом металлообработки. Обязательное выполнение пайки с вентиляцией может предотвратить вдыхание этих паров.
- Всегда устанавливайте детекторы дыма и угарного газа: Независимо от того, какие ремесленные работы проводятся в вашей мастерской, вы должны убедиться, что мастерская защищена от возгорания или потенциального электрического пожара.

Пайка требует гораздо более низких температур, чем другие виды сварки, и не требует высокого напряжения. Это делает этот метод гораздо более безопасным для металлообработки, чем сварка TIG.
Однако, , это не означает, что вы можете быть спокойны при работе с проектом пайки. Шестьсот градусов все равно шестьсот градусов, а ожог третьей степени причиняет такую же боль, независимо от того, получили ли вы его с помощью газовой горелки или горелки TIG.
Заключение
Алюминиевая пайкаможет быть отличным выбором для широкого круга проектов по металлообработке.Поскольку алюминий очень чувствителен к более высоким температурам, использование с ним техники низкотемпературной металлообработки может предотвратить многие проблемы, связанные с металлообработкой алюминия, такие как окисление и деформация.
Если вы новичок в металлообработке, изучение пайки алюминия может стать отличным способом окунуться в мир металлообработки.
Источники:
app.aws.org/wj/2000/09/0015/
californiabrazing.com/vacuum-aluminum-brazing-what-matters-most/
суперфлюс.com/алюминий-флюс/
Рекомендуемое чтение
Можно ли приваривать припой? 4 причины, почему не стоит
В чем разница между пайкой и сваркой? | Когда использовать?
Прилипает ли припой к алюминию? — Ответы на все
Прилипает ли припой к алюминию?
Чистый алюминий можно паять, хотя работать с ним непросто. Многие алюминиевые предметы на самом деле являются алюминиевыми сплавами. Большинство из них можно паять одним и тем же способом, но с некоторыми из них очень сложно работать, и, возможно, потребуется обратиться к профессиональному сварщику.
Многие алюминиевые предметы на самом деле являются алюминиевыми сплавами. Большинство из них можно паять одним и тем же способом, но с некоторыми из них очень сложно работать, и, возможно, потребуется обратиться к профессиональному сварщику.
Что связывает алюминий с алюминием?
Алюминий можно приклеить к другому металлическому или другому материалу с помощью клея, который защитит его. Эпоксидный клей для металлов или водонепроницаемая эпоксидная смола соединяет непористые поверхности, такие как алюминий, с другими поверхностями. Эпоксидный клей содержит пары.
Какой припой используется для алюминия?
Твердые припои на основе цинка используют флюсы с более высокой температурой плавления для активации. Остатки некоторых флюсов для мягкой пайки могут оставаться активными после пайки и должны быть удалены.Припои, используемые для алюминия, обычно содержат цинк с небольшим количеством свинца, кадмия, олова, меди или алюминия.
Будет ли сантехнический припой работать с алюминием?
Чем можно склеить алюминий?
Можно ли припаять медь к алюминию?
Если его можно припаять, то это можно сделать только путем предварительного лужения поверхности алюминия. Также имейте в виду, что пайка алюминия к алюминию всегда является самой сложной задачей. Но при пайке алюминия с более удобным для пайки металлом, таким как медь, вы получаете преимущество.Думай ТЕПЛО!
Также имейте в виду, что пайка алюминия к алюминию всегда является самой сложной задачей. Но при пайке алюминия с более удобным для пайки металлом, таким как медь, вы получаете преимущество.Думай ТЕПЛО!
Можно ли паять алюминий мягким припоем?
Какой флюс используется для алюминия?
Окаливающие флюсы способствуют отделению расплавленного алюминия, захваченного шлаком (иногда до 80%). Окаливающие флюсы помогают снизить потери алюминия, что делает их очень экономически эффективными, особенно при переплавке алюминиевого лома.
Является ли пайка алюминия такой же прочной, как сварка?
Правильно выполненное паяное соединение (например, сварное соединение) во многих случаях будет столь же прочным или прочным, как и соединяемые металлы.Эта целостность основного металла характерна для всех паяных соединений, включая как тонкие, так и толстые соединения. Кроме того, более низкий нагрев сводит к минимуму опасность деформации или коробления металла.
Вам нужен флюс для пайки алюминия?
Вы также можете использовать стержни с флюсовым покрытием, чтобы избежать этого шага. Покрытые флюсом стержни наносят флюс во время процесса пайки алюминия. Нагрейте отремонтированный участок пропановой или ацетиленовой горелкой, пока на алюминии не появится оранжевый налет. Вам также понадобится флюс.
Как прикрепить алюминий к алюминию?
Алюминий можно приклеить к другому металлическому или другому материалу с помощью клея, который защитит его.Эпоксидный клей для металлов или водонепроницаемая эпоксидная смола соединяет непористые поверхности, такие как алюминий, с другими поверхностями. Эпоксидный клей содержит пары. Используйте его на улице и носите маску и перчатки, чтобы быть особенно осторожными.
Можно ли паять серебром алюминий?
Тот факт, что флюс достаточно силен для пайки такого сплава, как нержавеющая сталь, не означает, что он будет работать с алюминием. Определенные комбинации присадочных сплавов, такие как олово-цинк, олово-серебро, SN100C ™ и ALUSAC-35 ™, лучше подходят для создания этой специальной связи.
Можно ли паять без флюса?
Ничего страшного, если получится, но без флюса паять очень сложно. Флюс разрушает оксидные слои на металлических поверхностях и позволяет припою «смачивать» их. Если он не смачивается, он не устанавливает соединение. Обычно при пайке всегда необходимо использовать флюс.
Подходит ли JB Weld для алюминия?
J-B Weld работает на алюминии или на ЛЮБОЙ металлической поверхности, кроме свинца. JB Weld хорошо работает с алюминием. Если вы считаете, что есть вероятность того, что вы когда-нибудь захотите разделить детали, используйте механическое крепление.Мне нравится JB Weld, но теперь я использую загущенную эпоксидную смолу West’s Gflex для ремонта металла.
Какой металл нельзя паять?
Некоторые металлы легче паять, чем другие. Медь, серебро и золото легко. Железо, мягкая сталь и никель находятся на втором месте по сложности. Из-за тонкой и прочной оксидной пленки нержавеющую сталь и некоторые алюминиевые сплавы еще труднее паять.
Можно ли сваривать алюминий горелкой?
Горелка, которую я использую, имеет широкое пламя, поэтому она, вероятно, не так эффективна при нагреве определенной зоны для сварки.Фонарик с более точным наконечником подойдет лучше. В любом случае, если у вас есть пропановая горелка и прутки для пайки, вы можете сваривать алюминий. Все это можно найти в местном хозяйственном магазине.
Можно ли эпоксидировать алюминий?
При надлежащем обращении и подготовке эпоксидная смола может хорошо сцепляться с большинством алюминия и алюминиевых сплавов. Для получения дополнительной информации о совместимых металлах для эпоксидного склеивания см. Технический совет EPO-TEK 12. Алюминий представляет собой особую проблему при склеивании, поскольку он легко окисляется с образованием изолирующего/пассивирующего слоя оксида алюминия.
Можно ли паять алюминий пропановой горелкой?
Горелка, которую я использую, имеет широкое пламя, поэтому она, вероятно, не так эффективна при нагреве определенной зоны для сварки. В любом случае, если у вас есть пропановая горелка и прутки для пайки, вы можете сваривать алюминий. Все это можно найти в местном хозяйственном магазине. Удилище стоило около 3 долларов.
В любом случае, если у вас есть пропановая горелка и прутки для пайки, вы можете сваривать алюминий. Все это можно найти в местном хозяйственном магазине. Удилище стоило около 3 долларов.
Можно ли припаять латунь к алюминию?
Вы можете припаять алюминий к алюминию и латунь к меди, но не алюминий. В некоторых крупных хозяйственных магазинах есть «набор для пайки алюминия» с припоем и флюсом.Вообще, если можно паять алюминий, то медь/сталь не проблема.
Если его можно припаять, то это можно сделать только путем предварительного лужения поверхности алюминия. Также имейте в виду, что пайка алюминия к алюминию всегда является самой сложной задачей. Но при пайке алюминия с более удобным для пайки металлом, таким как медь, вы получаете преимущество.
Можно ли сваривать алюминий с алюминием?
Алюминий можно сваривать с помощью газовой горелки, но этот метод сложнее, чем сварка MIG и TIG.Для сварки алюминия с горелкой требуется ловкий сварщик, который может адекватно управлять горелкой и присадочной проволокой.
Какой клей для алюминия лучше?
Однокомпонентные эпоксидные смолы идеально подходят для склеивания алюминия. Рассмотрим ES550 или ES558. Двухкомпонентные эпоксидные смолы также образуют прочную связь с алюминием. Permabond ET515 и MT382 являются популярным выбором для склеивания тонкостенных алюминиевых панелей, поскольку они сводят к минимуму или исключают сквозное считывание (просвечивание).
Как паять алюминий?
Вы можете относительно легко приварить алюминий к большинству других металлов с помощью клеевого соединения или механического крепления.Однако для сварки алюминия со сталью требуются специальные методы. Чтобы избежать этого, вы должны изолировать другой металл от расплавленного алюминия в процессе дуговой сварки.
Можно ли припаять алюминий к меди?
Паять алюминий и медь несложно. Вам понадобятся некоторые основные инструменты и материалы, доступные на любой паяльной станции в Индии, такие как обычный паяльник, хорошая смазка, кусок наждачной бумаги или жесткой щетки и оловянно-свинцовый припой.
Можно ли паять без флюса?
Имейте в виду, однако, что наиболее распространенным припоем является проволока со смоляным сердечником, внутри которой находится одна или несколько сердцевин флюса.Тот вид припоя, который используют сантехники, не имеет флюса, потому что они наносят флюс снаружи. Так что можно было паять этим припоем. При слабом нагреве припой может расплавиться недостаточно быстро, что может привести к образованию холодного паяного соединения.
Как склеить алюминий?
Цианоакрилат – также известный как моментальные клеи, суперклей, сумасшедший клей, клей ca и т. д. Все марки хорошо склеивают алюминий. Для очень высокой прочности используйте металлический связующий материал, такой как 170 или оригинальный 910®. Для приклеивания алюминия к разнородным поверхностям с разными коэффициентами теплового расширения рассмотрите закаленный 737.
Как паять тонкий алюминий?
Используя биметаллические переходные вставки или покрывая нержавеющую сталь алюминиевым или серебряным припоем, вы можете сваривать компоненты из алюминия и нержавеющей стали друг с другом более эффективным способом, чем их механическое соединение с помощью заклепок.